pfc actualización de sistema de control de una planta de...
TRANSCRIPT

Actualización de sistema de control de una planta de compostaje
TITULACIÓN: Enginyeria Tècnica Industrial en Electrònica Industrial
AUTOR: Manuel López Montero
DIRECTOR: José Ramón López López
FECHA: Septiembre del 2013

Actualización de sistema de control de una planta de compostaje
0.- Índice General
TITULACIÓN: Enginyeria Tècnica Industrial,
especialitat en Electrònica Industrial
AUTOR: Manuel López Montero
DIRECTOR: José Ramón López López
FECHA: Septiembre / 2013
Actualización de sistema de control de una planta de compostaje
Índice General 12/13 3
ÍNDICE GENERAL
1 MEMORIA ................................................................................................................... 14
1.1 OBJETO ........................................................................................................................... 14 1.2 ALCANCE ........................................................................................................................ 14 1.3 ANTECEDENTES .............................................................................................................. 15 1.4 NORMAS Y REFERENCIAS ................................................................................................ 15
1.4.1 Disposiciones Legales y Normas Aplicadas .............................................................. 15 1.4.2 Bibliografía ............................................................................................................... 16 1.4.3 Programas de Cálculo .............................................................................................. 16 1.4.4 Plan de Gestión de la Calidad Aplicado Durante la Redacción del Proyecto .......... 17
1.5 DEFINICIONES Y ABREVIATURAS .................................................................................... 17 1.5.1 Definiciones .............................................................................................................. 17 1.5.2 Abreviaturas .............................................................................................................. 18
1.6 REQUISITOS DE DISEÑO ................................................................................................... 19 1.6.1 Emplazamiento .......................................................................................................... 19 1.6.2 Descripción de las instalaciones ............................................................................... 19
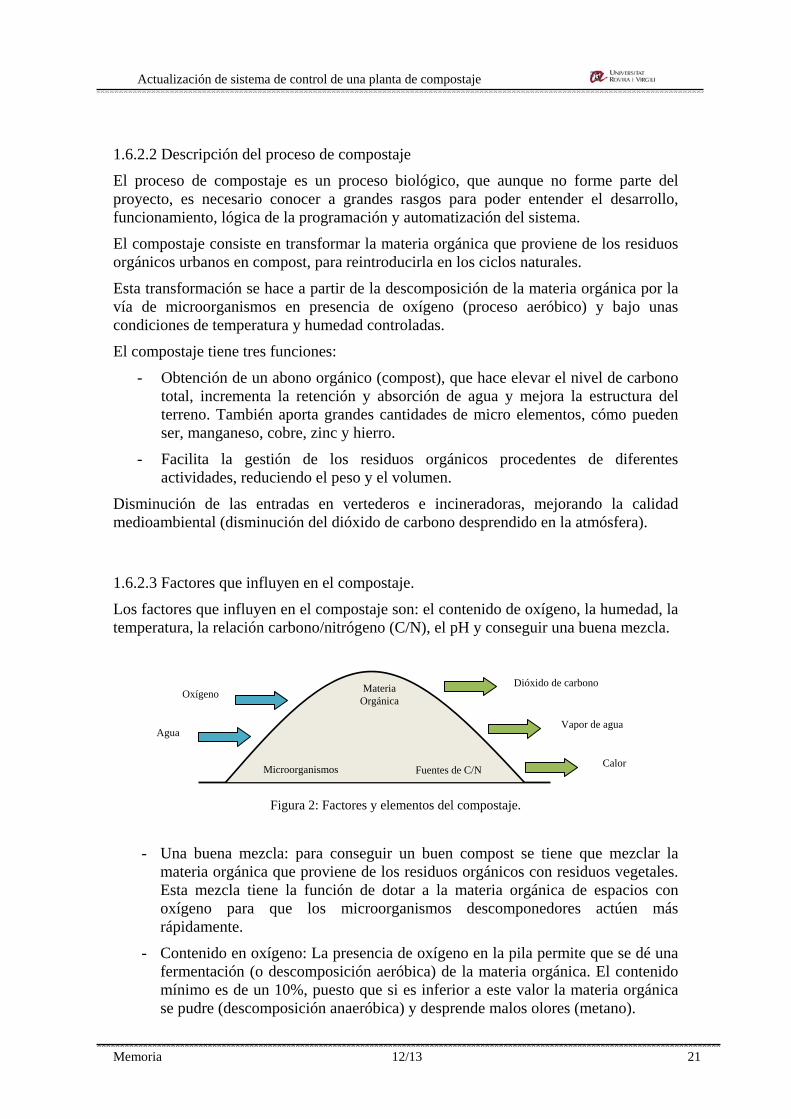
1.6.2.1 Introducción del proceso a controlar. ............................................................................. 19 1.6.2.2 Descripción del proceso de compostaje.......................................................................... 21 1.6.2.3 Factores que influyen en el compostaje. ......................................................................... 21 1.6.2.4 Los microorganismos descomponedores. ....................................................................... 22 1.6.2.5 Sistemas de compostaje. ................................................................................................. 23 1.6.2.6 Factores controlados por el sistema. ............................................................................... 24 1.6.2.7 Descripción del funcionamiento de la planta.................................................................. 24
1.6.2.7.1 Generación de residuos. ....................................................................................... 24 1.6.2.7.2 Entrada a planta. ................................................................................................... 25 1.6.2.7.3 Fermentación. ....................................................................................................... 25 1.6.2.7.4 Nave de descomposición acelerada. ..................................................................... 25 1.6.2.7.5 Aspiración forzada. .............................................................................................. 26 1.6.2.7.6 Biofiltro. ............................................................................................................... 27 1.6.2.7.7 Lixiviados. ........................................................................................................... 27 1.6.2.7.8 Pretratamiento ...................................................................................................... 28 1.6.2.7.9 Zona de pretratamiento ........................................................................................ 29 1.6.2.7.10 Zona de compactación.......................................................................................... 29 1.6.2.7.11 Maduración. ......................................................................................................... 29 1.6.2.7.12 Zona de refinado .................................................................................................. 30 1.6.2.7.13 Compost ............................................................................................................... 31 1.6.2.7.14 Sistema de Control. .............................................................................................. 31
1.6.3 Breve descripción de los elementos principales del sistema ..................................... 33 1.6.3.1 Autómata programable PLC ........................................................................................... 33 1.6.3.2 PC de gestión SCADA ................................................................................................... 34 1.6.3.3 Switches de comunicación. ............................................................................................ 37 1.6.3.4 Botoneras locales ........................................................................................................... 37 1.6.3.5 Cintas transportadoras .................................................................................................... 38 1.6.3.6 Variadores de Frecuencia ............................................................................................... 38 1.6.3.7 Motores .......................................................................................................................... 38 1.6.3.8 Sensores de temperatura ................................................................................................. 39 1.6.3.9 Sensores de oxígeno ....................................................................................................... 39 1.6.3.10 Trommel ......................................................................................................................... 39 1.6.3.11 Mesa Densimétrica ......................................................................................................... 40 1.6.3.12 Red de lixiviados ............................................................................................................ 40 1.6.3.13 Aireación forzada y biofiltros. ........................................................................................ 40
1.6.4 Diseño Software ........................................................................................................ 41 1.6.4.1 Especificaciones para el diseño del software PLC ......................................................... 41
1.6.4.1.1 Variables de sistema ............................................................................................. 42 1.6.4.1.3 Variables de control ............................................................................................. 43 1.6.4.1.5 Variables internas ................................................................................................. 44
1.6.4.1.5.1 Variables internas de información ................................................................... 44 1.6.4.1.5.2 Variables internas de seguridad ....................................................................... 44
1.6.4.2 Especificaciones para el diseño del sistema SCADA ..................................................... 46 1.6.4.3 Especificaciones para el diseño del sistema de comunicaciones .................................... 46
1.6.5 Diseño Hardware ...................................................................................................... 47 1.6.5.1 Especificaciones Hardware de los equipos de la planta.................................................. 47
1.6.6 Análisis de los datos a controlar ............................................................................... 50
Actualización de sistema de control de una planta de compostaje
Índice General 12/13 4
1.6.6.1 Datos a capturar de la planta .......................................................................................... 50 1.6.6.1.1 Censo de datos de cada equipo de la planta ......................................................... 51
1.6.6.1.1.1 Definición y formato de los datos de sistema .................................................. 51 1.6.6.1.1.2 Sensores de Temperatura Fermentación .......................................................... 51 1.6.6.1.1.3 Sensores de Temperatura Maduración ............................................................. 52 1.6.6.1.1.4 Sensor de Oxígeno Fermentación .................................................................... 53 1.6.6.1.1.5 Sensor de Oxígeno Maduración ....................................................................... 54 1.6.6.1.1.6 Terminal de Control Local ............................................................................... 54
1.6.6.1.1.6.1 Pretratamiento ......................................................................................... 54 1.6.6.1.1.6.2 Compactación .......................................................................................... 55 1.6.6.1.1.6.3 Refino ...................................................................................................... 56
1.6.6.2 Datos de control ............................................................................................................. 57 1.6.6.3 Datos calculados por el autómata ................................................................................... 58
1.6.6.3.1 Datos internos de Información ............................................................................. 59 1.6.6.3.2 Datos internos de Seguridad ................................................................................. 59
1.6.7 Estudio del Sistema de Control ................................................................................. 64 1.6.7.1 Elección de bus de comunicación................................................................................... 64
1.6.7.1.1 Opción 1 - Profibus DP ........................................................................................ 64 1.6.7.1.2 Opción 2 – Ethernet Modbus TCP/IP ................................................................... 65 1.6.7.1.3 Opción 3 – Modbus .............................................................................................. 65
1.6.7.2 Descripción del bus – Ethernet Modbus TCP/IP ............................................................ 66 1.6.7.2.1 Cable eléctrico Ethernet Modbus TCP/IP ............................................................ 66
1.6.7.2.1.1 Medios de transmisión guiados ........................................................................ 68 1.6.7.2.1.2 Medios de transmisión no guiados ................................................................... 69
1.6.7.2.1.2.1 Conectores RJ-45 .................................................................................... 69 1.6.7.2.1.3 Cable directo .................................................................................................... 70 1.6.7.2.1.4 Cable cruzado .................................................................................................. 70 1.6.7.2.1.5 Topología de la red .......................................................................................... 71
1.6.7.3 PLC ................................................................................................................................ 72 1.6.7.4 SCADA .......................................................................................................................... 73
1.7 ANÁLISIS DE SOLUCIONES ............................................................................................... 73 1.7.1 Elementos a analizar ................................................................................................. 73
1.7.1.1 Elección del PLC ........................................................................................................... 74 1.7.1.1.1 Arquitectura hardware .......................................................................................... 75 1.7.1.1.2 Software de programación ................................................................................... 75
1.7.1.2 PC de gestión ................................................................................................................. 76 1.7.1.2.1 Software de supervisión, control y adquisición de datos (SCADA) ..................... 76 1.7.1.2.2 Requisitos mínimos de hardware ......................................................................... 76 1.7.1.2.3 Decisión de diseño de bus de comunicaciones ..................................................... 77 1.7.1.2.4 Switch de comunicación Ethernet Modbus TCP/IP ............................................. 78
1.8 RESULTADOS FINALES .................................................................................................... 79 1.8.1 Tabla de asignación .................................................................................................. 79 1.8.2 Características de los elementos seleccionados en el análisis de soluciones ........... 85
1.8.2.1 PLC ................................................................................................................................ 85 1.8.2.2 Hardware ........................................................................................................................ 85 1.8.2.3 Software de programación PLC ..................................................................................... 85 1.8.2.4 PC Gestión ..................................................................................................................... 86 1.8.2.5 SCADA .......................................................................................................................... 86 1.8.2.6 Switch ............................................................................................................................ 86
1.8.3 Configuración, parametrización y realización del programa del PLC ..................... 87 1.8.3.1 Configuración hardware y software ............................................................................... 88
1.8.3.1.1 Configuración hardware ....................................................................................... 88 1.8.3.1.1.1 Módulo CPU .................................................................................................... 89 1.8.3.1.1.2 Módulo Ethernet integrado en la CPU ............................................................. 90 1.8.3.1.1.3 Módulo de entradas digitales BMX DDI 1602. ............................................... 92 1.8.3.1.1.4 Módulo de salidas digitales BMX DDO 1602. ................................................ 92 1.8.3.1.1.5 Módulo de entradas analógicas BMX AMI 0810 ............................................ 93 1.8.3.1.1.6 Módulo de salidas analógicas BMX AMO 0802 ............................................. 93
1.8.3.1.2 Configuración software ........................................................................................ 94 1.8.3.1.2.1 Listado de variables del programa ................................................................... 94
1.8.3.1.3 Programa del PLC ................................................................................................ 94 1.8.3.1.4 Secciones del programa........................................................................................ 95
1.8.3.1.4.1 Secciones “TEMP_MADURACION” y “TEMP_DESCOMPOSICION” ...... 95 1.8.3.1.4.2 Sección “CTRL_TEMP_MADURACION” y
“CTRL_TEMP_DESCOMPOSICION”............................................................... 95
Actualización de sistema de control de una planta de compostaje
Índice General 12/13 5
1.8.3.1.4.3 Secciones “OXI_MADURACION” y “OXI_DESCOMPOSICION” ............. 95 1.8.3.1.4.4 Sección “CTRL_OXI_MADURACION” y
“CTRL_OXI_DESCOMPOSICION” .................................................................. 96 1.8.3.1.4.5 Secciones “CINTAS_PRETRATAMIENTO”, “CINTAS_COMPACTACION”
y “CINTAS_REFINO” ........................................................................................ 96 1.8.3.1.4.6 Secciones “TROMMEL_XX”, “DENSIMETRICA”, “VENTILACION”,
“IMAN”, “SOPLADORES” ................................................................................ 96 1.8.3.1.4.7 Sección “SCADA” y “REGISTRO” ................................................................ 96 1.8.3.1.4.8 Sección “DIAGNÓSTICO” ............................................................................. 96
1.8.4 Configuración del programa SCADA en el PC de gestión ....................................... 97 1.8.4.1 Configuración y parametrización de las comunicaciones ............................................... 97 1.8.4.2 Desarrollo de la Aplicación (SCADA) ........................................................................... 99
1.8.4.2.1 Creación de las tags de variable y tendencia ........................................................ 99 1.8.4.2.2 Creación de las alarmas ...................................................................................... 101 1.8.4.2.3 Creación de los archivos Cicode ........................................................................ 102 1.8.4.2.4 Creación del entorno gráfico .............................................................................. 102 1.8.4.2.5 Pantalla de inicio de la aplicación ...................................................................... 103 1.8.4.2.6 Páginas específicas ............................................................................................. 104
1.8.4.2.6.1 Página de Nave de Pretratamiento. ................................................................ 104 1.8.4.2.6.2 Página de Nave de Maduración. .................................................................... 105 1.8.4.2.6.3 Página de Planta de Pretratamiento Mecánico. .............................................. 105 1.8.4.2.6.4 Página de Planta de Compactación. ............................................................... 106 1.8.4.2.6.5 Página de Planta de Refinado. ....................................................................... 107 1.8.4.2.6.6 Páginas de Temperatura. ................................................................................ 107 1.8.4.2.6.7 Páginas de Oxígeno. ...................................................................................... 109
1.8.4.2.7 Página de diagnóstico del sistema ...................................................................... 110 1.8.4.2.8 Página de alarmas............................................................................................... 111
1.9 PLANIFICACIÓN ............................................................................................................. 112 1.10 ORDEN DE PRIORIDAD ENTRE LOS DOCUMENTOS BÁSICOS. ........................................... 112
2 ANEXOS ..................................................................................................................... 115
2.1 DOCUMENTACIÓN DE PARTIDA ..................................................................................... 115 2.2 CÁLCULOS .................................................................................................................... 115
2.2.1 Programación del PLC. .......................................................................................... 115 2.2.1.1 General Planta .............................................................................................................. 115 2.2.1.2 TEMP_MADURACION .............................................................................................. 117 2.2.1.3 TEMP_DESCOMPOSICION ...................................................................................... 118 2.2.1.4 OXI_MADURACION ................................................................................................. 119 2.2.1.5 OXI_DESCOMPOSICION .......................................................................................... 120 2.2.1.6 CINTAS_PRETRATAMIENTO ................................................................................. 121 2.2.1.7 CINTAS_RECHAZO .................................................................................................. 127 2.2.1.8 CINTAS_AFINO ......................................................................................................... 128 2.2.1.9 TROMMEL_10 ............................................................................................................ 136 2.2.1.10 TROMMEL_12 ............................................................................................................ 137 2.2.1.11 TROMMEL_25 ............................................................................................................ 138 2.2.1.12 TROMMEL_80 ............................................................................................................ 139 2.2.1.13 VENTILACIÓN ........................................................................................................... 140 2.2.1.14 MESA DENSIMETRICA ............................................................................................ 141 2.2.1.15 ELECTROIMAN ......................................................................................................... 142 2.2.1.16 SOPLADORES ............................................................................................................ 143
3 PLANOS...................................................................................................................... 146
3.1 SITUACIÓN .................................................................................................................... 146 3.2 EMPLAZAMIENTO .......................................................................................................... 147 3.3 DISTRIBUCIÓN PLANTA ................................................................................................. 148 3.4 FUERZA Y MANDO MOTORES 1-01 Y 1-04 .................................................................... 149 3.5 FUERZA MOTORES 4-17.1 Y 4-17.2 ............................................................................... 150 3.6 FUERZA Y MANDO MOTORES 4-01.1 Y 4-01.2 .............................................................. 151 3.7 FUERZA Y MANDO MOTORES 4-03, 4-16.1 Y 4-16.2 ..................................................... 152 3.8 FUERZA MOTORES 1-02, 1-05, 1-06 Y 1-08 ................................................................... 153 3.9 FUERZA MOTORES 1-9 Y 1-10 ....................................................................................... 154 3.10 FUERZA MOTORES 1-11, 4-02, 4-04, 4-07.1 Y 4-07.2 .................................................... 155 3.11 FUERZA MOTORES 4-26,4-08.1, 4-08.2 Y 4-08.3 ........................................................... 156
Actualización de sistema de control de una planta de compostaje
Índice General 12/13 6
3.12 FUERZA MOTORES 4-18, 4-21, 4-09, 4-05, 4-13 Y 4-19 ................................................. 157 3.13 FUERZA MOTORES 4-22, 4-14, 4-11, 4-20, 4-24 Y 4-25 ................................................. 158 3.14 FUERZA MOTORES 4-12, 4-10, 4-23, 4-15 Y 1-07 .......................................................... 159 3.15 FUERZA MOTORES 1-03, 1-14, 4-08, 4-1, 1-04 Y 4-03 ................................................... 160 3.16 FUERZA MOTORES 5-02.1, 5-02.2, 5.02.3 Y 4-02.4 ....................................................... 161 3.17 FUERZA MOTORES 4-07.3 Y 4-07.4 ............................................................................... 162 3.18 CONEXIONADO VENTILACIÓN CUADRO ......................................................................... 163 3.19 CONEXIONADO SEÑALES E0.0, E0.1 Y E0.2 .................................................................. 164 3.20 CONEXIONADO SEÑAL E0.3 .......................................................................................... 165 3.21 CONEXIONADO SEÑALES E0.4, E0.5, E0.6, E0.7, E1.0, E1.1 Y E1.2 .............................. 166 3.22 CONEXIONADO SEÑALES E1.3, E1.4, E1.5, E1.6, E1.7, E4.0 Y E4.1 .............................. 167 3.23 CONEXIONADO SEÑALES E4.2, E4.3, E4.4, E4.5, E4.6 Y E4.7 ....................................... 168 3.24 CONEXIONADO SEÑALES E5.2, E5.3, E5.4, E5.5, E5.6 Y E5.7 ....................................... 169 3.25 TARJETAS PLC A214, A215, A216 Y A217 ................................................................. 170 3.26 TARJETAS PLC A221, A222, A224, A226, A227 Y A228 ............................................. 171 3.27 CONEXIONADO SEÑALES A8.0, A8.1, A8.2, A8.3, A8.4, A8.5, A8.6 Y A8.7 ................ 172 3.28 CONEXIONADO SEÑALES A9.0, A9.1, A9.2, A9.3, A9.4, A9.5, A9.6 Y A9.7 ................ 173 3.29 CONEXIONADO SEÑALES A12.0, A12.1, A12.2, A12.3, A12.4, A12.5 Y A12.6 ............ 174 3.30 CONEXIONADO SEÑALES A12.7, A13.0, A13.1, A13.2, A13.3 Y A13.4 ........................ 175 3.31 CONEXIONADO SEÑALES A13.5, A13.6, A13.7, A16.0, A16.1, A16.2, A16.3 Y A16.4 . 176 3.32 CONEXIONADO SEÑALES A16.5, A16.6, A16.7, A17.0, A17.1, A17.2 Y A17.3 ............ 177 3.33 CONEXIONADO SEÑALES E17.4, E17.5, E17.6 Y E17.7 ................................................. 178 3.34 CONEXIONADO VENTILACIÓN ....................................................................................... 179 3.35 CONEXIONADO SEÑALES A18.0, A18.1, A18.2, A18.3, A18.4, A18.5, A18.6 Y A18.7 . 180 3.36 CONEXIÓN MOTORES 4-07.3, 4-07.4 ............................................................................. 181 3.37 CONEXIONADO SEÑALES A20.0, A20.1, A20.2, A20.3, A20.4, A20.5, A20.6 Y A20.7 . 182
4 PLIEGO DE CONDICIONES .................................................................................. 185
4.1 GENERALIDADES ........................................................................................................... 185 4.1.1 Condiciones Generales ........................................................................................... 185 4.1.2 Reglamentos y Normas ............................................................................................ 185 4.1.3 Ejecución del Programa ......................................................................................... 185
4.1.3.1 Inicio ............................................................................................................................ 185 4.1.3.2 Plazo de ejecución ........................................................................................................ 185
4.1.4 Interpretación y Desarrollo del Programa ............................................................. 186 4.1.5 Trabajos Complementarios ..................................................................................... 186 4.1.6 Modificaciones ........................................................................................................ 186 4.1.7 Programa Defectuoso ............................................................................................. 186 4.1.8 Medios Auxiliares ................................................................................................... 187 4.1.9 Conservación del Programa ................................................................................... 187 4.1.10 Recepción del Programa ......................................................................................... 187
4.1.10.1 Recepción provisional .................................................................................................. 187 4.1.10.2 Licencia y derechos. ..................................................................................................... 187 4.1.10.3 Plazo de garantía .......................................................................................................... 187 4.1.10.4 Recepción definitiva ..................................................................................................... 187
4.1.11 Contratación de la Empresa Programadora ........................................................... 188 4.1.11.1 Modo de Contratación .................................................................................................. 188 4.1.11.2 Presentación ................................................................................................................. 188 4.1.11.3 Selección ...................................................................................................................... 188
4.1.12 Fianza ..................................................................................................................... 188 4.2 CONDICIONES ECONÓMICAS ......................................................................................... 188
4.2.1 Abono del Programa ............................................................................................... 188 4.2.2 Precios .................................................................................................................... 188 4.2.3 Revisión de Precios ................................................................................................. 189 4.2.4 Penalizaciones ........................................................................................................ 189 4.2.5 Contrato .................................................................................................................. 189 4.2.6 Responsabilidades ................................................................................................... 189 4.2.7 Rescisión del Contrato ............................................................................................ 190
4.2.7.1 Causas de Rescisión. .................................................................................................... 190 4.2.8 Liquidación en Caso de Rescisión del Contrato ..................................................... 190
Actualización de sistema de control de una planta de compostaje
Índice General 12/13 7
5 ESTADO DE MEDICIONES .................................................................................... 193
5.1 LISTADO DE PARTIDAS DE OBRA ................................................................................... 193 5.1.1 Material ................................................................................................................... 193 5.1.2 Mano de obra .......................................................................................................... 194
6 PRESUPUESTO ......................................................................................................... 197
6.1 CUADRO DE PRECIOS UNITARIOS ................................................................................... 197 6.1.1 Material ................................................................................................................... 197 6.1.2 Mano de obra .......................................................................................................... 198
6.2 CUADRO DE PRECIOS TOTALES ..................................................................................... 199 6.2.1 Material ................................................................................................................... 199 6.2.2 Mano de obra .......................................................................................................... 200
6.3 RESUMEN ...................................................................................................................... 201 6.4 VALORACIÓN ECONÓMICA GLOBAL ............................................................................. 201
7 ESTUDIO DE SEGURIDAD, HIGIENE Y SALUD EN EL TRABAJO. ............. 204
7.1 PREVENCIÓN DE RIESGOS LABORALES.......................................................................... 205 7.1.1 Introducción. ........................................................................................................... 205 7.1.2 Derechos y obligaciones. ........................................................................................ 205
7.1.2.1 Derecho a la protección enfrente de los riesgos laborales. ........................................... 205 7.1.2.2 Principios de la acción preventiva. ............................................................................... 205 7.1.2.3 Evaluación de los riesgos. ............................................................................................ 206 7.1.2.4 Equipos de trabajo y medios de protección. ................................................................. 207 7.1.2.5 Información, consulta y participación de los trabajadores. ........................................... 207 7.1.2.6 Medidas de emergencia. ............................................................................................... 207 7.1.2.7 Riesgo grave e inminente. ............................................................................................ 207 7.1.2.8 Vigilancia de la salud. .................................................................................................. 208 7.1.2.9 Documentación. ........................................................................................................... 208 7.1.2.10 Coordinación de actividades empresariales. ................................................................. 208 7.1.2.11 Protección de trabajadores especialmente sensibles a determinados riesgos. ............... 208 7.1.2.12 Protección de la maternidad. ........................................................................................ 208 7.1.2.13 Protección de los menores. ........................................................................................... 208 7.1.2.14 Obligaciones de los trabajadores en materia de prevención de riesgos. ....................... 209
7.1.3 Servicios de prevención........................................................................................... 209 7.1.3.1 Protección y prevención de riesgos profesionales. ....................................................... 209 7.1.3.2 Servicios de prevención. .............................................................................................. 209
7.1.4 Consulta y participación de los trabajadores. ........................................................ 210 7.1.4.1 Consulta de los trabajadores. ........................................................................................ 210 7.1.4.2 Derechos de participación y representación. ................................................................ 210 7.1.4.3 Delegados de prevención. ............................................................................................ 210
7.2 DISPOSICIONES MÍNIMAS EN MATERIA DE SEÑALIZACIÓN DE SEGURIDAD Y SALUD EN EL TRABAJO. ...................................................................................................................... 211
7.2.1 Introducción. ........................................................................................................... 211 7.2.2 Obligación general del empresario. ........................................................................ 211
7.3 DISPOSICIONES MÍNIMAS DE SEGURIDAD Y SALUD PARA LA UTILIZACIÓN POR LOS TRABAJADORES DE LOS EQUIPOS DE TRABAJO. ............................................................ 212
7.3.1 Introducción. ........................................................................................................... 212 7.3.2 Obligación general del empresario. ........................................................................ 212
7.3.2.1 Disposiciones mínimas generales aplicables a los equipos de trabajo. ......................... 213 7.3.2.2 Disposiciones mínimas adicionales aplicables a los equipos de trabajo móviles. ........ 213 7.3.2.3 Disposiciones mínimas adicionales aplicables a los equipos de trabajo para la elevación
de cargas. ..................................................................................................................... 214 7.3.2.4 Disposiciones mínimas adicionales aplicables a la maquinaria herramienta. ............... 214
7.4 DISPOSICIONES MÍNIMAS DE SEGURIDAD Y SALUD EN LAS OBRAS DE CONSTRUCCIÓN.215 7.4.1 Introducción. ........................................................................................................... 215 7.4.2 Estudio básico de seguridad y salud. ...................................................................... 216
7.4.2.1 Medidas preventivas de carácter general. ..................................................................... 216 7.4.3 Disposiciones específicas de seguridad y salud durante la ejecución de las obras.218
7.5 DISPOSICIONES MÍNIMAS DE SEGURIDAD Y SALUD RELATIVAS A LA UTILIZACIÓN POR LOS TRABAJADORES DE EQUIPOS DE PROTECCIÓN INDIVIDUAL. ........................................... 218
7.5.1 Introducción. ........................................................................................................... 218
Actualización de sistema de control de una planta de compostaje
Índice General 12/13 8
7.5.2 Obligaciones generales del empresario. ................................................................. 218 7.5.2.1 Protectores de la cabeza. .............................................................................................. 219 7.5.2.2 Protectores de manos y brazos. .................................................................................... 219 7.5.2.3 Protectores de pies y piernas. ....................................................................................... 219 7.5.2.4 Protectores del cuerpo. ................................................................................................. 219
7.6 PRIMEROS AUXILIOS...................................................................................................... 219 7.7 PATOLOGÍAS DERIVADAS DEL TRABAJO. ....................................................................... 220 7.8 RELACIÓN DE NORMAS Y REGLAMENTOS. ..................................................................... 220
7.8.1 Relación de normas y reglamentos aplicables. ....................................................... 220 7.8.2 Resoluciones aprobatorias de normas técnicas reglamentarias para diferentes
medios de protección personal de trabajadores. .................................................... 221

Actualización de sistema de control de una planta de compostaje
1.- Memoria
TITULACIÓN: Enginyeria Tècnica Industrial,
especialitat en Electrònica Industrial
AUTOR: Manuel López Montero
DIRECTOR: José Ramón López López
FECHA: Septiembre / 2013
Actualización de sistema de control de una planta de compostaje
Memoria 12/13
HOJAS DE IDENTIFICACIÓN
TÍTULO DEL PROYECTO :
Actualización de sistema de control de una planta de compostaje CÓDIGO DE IDENTIFICACIÓN :12/13
EMPLAZAMIENTO: Pol. Alba, Parcela 27, Vila-seca (Tarragona)
RAZÓN SOCIAL DE LA PERSONA QUE HA ENCARGADO EL PROYECTO
Solicitante : Universitat Rovira i Virgili - Escola Tècnica Superior d'Enginyeria
CIF : 12345678-U
Dirección : Av. Països Catalans 50 Tarragona
RAZÓN SOCIAL DEL AUTOR DEL PROYECTO
Autor : Manuel López Montero
NIF : 34567890-P
Función : Ingeniero Tècnico Industrial
RAZÓN SOCIAL DE LA PERSONA QUE HA RECIBIDO EL PROYECTO
Receptor : Universitat Rovira i Virgili - Escola Tècnica Superior d'Enginyeria
CIF : 12345678-U
Dirección : Av. Països Catalans 50 Tarragona
Fecha y firma
Universitat Rovira i Virgili
Escola Tècnica Superior d'Enginyeria
Tarragona, Septiembre/2013
Manuel López Montero
Ingeniero Tècnico Industrial
Tarragona, Septiembre/2013
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 11
ÍNDICE DE MEMORIA
1 MEMORIA .....................................................................................................................................14
1.1 OBJETO ....................................................................................................................................14 1.2 ALCANCE .................................................................................................................................14 1.3 ANTECEDENTES .......................................................................................................................15 1.4 NORMAS Y REFERENCIAS .........................................................................................................15
1.4.1 Disposiciones Legales y Normas Aplicadas .............................................................. 15 1.4.2 Bibliografía ............................................................................................................... 16 1.4.3 Programas de Cálculo .............................................................................................. 16 1.4.4 Plan de Gestión de la Calidad Aplicado Durante la Redacción del Proyecto .......... 17
1.5 DEFINICIONES Y ABREVIATURAS .............................................................................................17 1.5.1 Definiciones .............................................................................................................. 17 1.5.2 Abreviaturas .............................................................................................................. 18
1.6 REQUISITOS DE DISEÑO ............................................................................................................19 1.6.1 Emplazamiento .......................................................................................................... 19 1.6.2 Descripción de las instalaciones ............................................................................... 19 1.6.3 Descripción General de la planta ............................................................................. 19
1.6.3.1 Introducción del proceso a controlar. ............................................................................. 19 1.6.3.2 Descripción del proceso de compostaje.......................................................................... 21 1.6.3.3 Factores que influyen en el compostaje. ......................................................................... 21 1.6.3.4 Los microorganismos descomponedores. ....................................................................... 22 1.6.3.5 Sistemas de compostaje. ................................................................................................. 23 1.6.3.6 Factores controlados por el sistema. ............................................................................... 24 1.6.3.7 Descripción del funcionamiento de la planta.................................................................. 24
1.6.3.7.1 Generación de residuos. ..................................................................................................... 24 1.6.3.7.2 Entrada a planta. ................................................................................................................ 25 1.6.3.7.3 Fermentación. .................................................................................................................... 25 1.6.3.7.4 Nave de descomposición acelerada. ................................................................................... 25 1.6.3.7.5 Aspiración forzada. ............................................................................................................ 26 1.6.3.7.6 Biofiltro. ............................................................................................................................ 27 1.6.3.7.7 Lixiviados. ......................................................................................................................... 27 1.6.3.7.8 Pretratamiento .................................................................................................................... 28 1.6.3.7.9 Zona de pretratamiento ...................................................................................................... 29 1.6.3.7.10 Zona de compactación. .................................................................................................... 29 1.6.3.7.11 Maduración. ..................................................................................................................... 29 1.6.3.7.12 Zona de refinado .............................................................................................................. 30 1.6.3.7.13 Compost ........................................................................................................................... 31 1.6.3.7.14 Sistema de Control. .......................................................................................................... 31
1.6.4 Breve descripción de los elementos principales del sistema ..................................... 32 1.6.4.1 Autómata programable PLC ........................................................................................... 33 1.6.4.2 PC de gestión SCADA ................................................................................................... 34 1.6.4.3 Switches de comunicación. ............................................................................................ 37 1.6.4.4 Botoneras locales ........................................................................................................... 37 1.6.4.5 Cintas transportadoras .................................................................................................... 38 1.6.4.6 Variadores de Frecuencia ............................................................................................... 38 1.6.4.7 Motores .......................................................................................................................... 38 1.6.4.8 Sensores de temperatura ................................................................................................. 39 1.6.4.9 Sensores de oxígeno ....................................................................................................... 39 1.6.4.10 Trommel ......................................................................................................................... 39 1.6.4.11 Mesa Densimétrica ......................................................................................................... 40 1.6.4.12 Red de lixiviados ............................................................................................................ 40 1.6.4.13 Aireación forzada y biofiltros. ........................................................................................ 40
1.6.5 Diseño Software ........................................................................................................ 41 1.6.5.1 Especificaciones para el diseño del software PLC ......................................................... 41
1.6.5.1.1 Variables de sistema .......................................................................................................... 42 1.6.5.1.3 Variables de control ........................................................................................................... 43 1.6.5.1.5 Variables internas .............................................................................................................. 44
1.6.5.1.5.1 Variables internas de información ............................................................................. 44 1.6.5.1.5.2 Variables internas de seguridad ................................................................................. 44
1.6.5.2 Especificaciones para el diseño del sistema SCADA ..................................................... 46 1.6.5.3 Especificaciones para el diseño del sistema de comunicaciones .................................... 46
1.6.6 Diseño Hardware ...................................................................................................... 47 1.6.6.2 Especificaciones Hardware de los equipos de la planta.................................................. 47
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 12
1.6.7 Análisis de los datos a controlar ............................................................................... 50 1.6.7.1 Datos a capturar de la planta .......................................................................................... 50
1.6.7.1.1 Censo de datos de cada equipo de la planta ....................................................................... 51 1.6.7.1.1.1 Definición y formato de los datos de sistema ............................................................ 51 1.6.7.1.1.2 Sensores de Temperatura Fermentación .................................................................... 51 1.6.7.1.1.3 Sensores de Temperatura Maduración ....................................................................... 52 1.6.7.1.1.4 Sensor de Oxígeno Fermentación .............................................................................. 53 1.6.7.1.1.5 Sensor de Oxígeno Maduración ................................................................................. 54 1.6.7.1.1.6 Terminal de Control Local ......................................................................................... 54
1.6.7.1.1.6.1 Pretratamiento ................................................................................................... 54 1.6.7.1.1.6.2 Compactación .................................................................................................... 55 1.6.7.1.1.6.3 Refino ................................................................................................................ 56
1.6.7.3 Datos de control ............................................................................................................. 57 1.6.7.5 Datos calculados por el autómata ................................................................................... 58
1.6.7.5.1 Datos internos de Información ........................................................................................... 59 1.6.7.5.2 Datos internos de Seguridad .............................................................................................. 59
1.6.8 Estudio del Sistema de Control ................................................................................. 64 1.6.8.1 Elección de bus de comunicación................................................................................... 64
1.6.8.1.1 Opción 1 - Profibus DP ...................................................................................................... 64 1.6.8.1.3 Opción 2 – Ethernet Modbus TCP/IP ................................................................................ 65 1.6.8.1.4 Opción 3 – Modbus ............................................................................................................ 65
1.6.8.2 Descripción del bus – Ethernet Modbus TCP/IP ............................................................ 66 1.6.8.2.1 Cable eléctrico Ethernet Modbus TCP/IP .......................................................................... 66
1.6.8.2.1.1 Medios de transmisión guiados .................................................................................. 68 1.6.8.2.1.2 Medios de transmisión no guiados ............................................................................. 69
1.6.8.2.1.2.1 Conectores RJ-45 .............................................................................................. 69 1.6.8.2.1.3 Cable directo .............................................................................................................. 70 1.6.8.2.1.5 Cable cruzado ............................................................................................................ 70 1.6.8.2.2.1 Topología de la red .................................................................................................... 71
1.6.8.3 PLC ................................................................................................................................ 72 1.6.8.4 SCADA .......................................................................................................................... 73
1.7 ANÁLISIS DE SOLUCIONES ........................................................................................................73 1.7.1 Elementos a analizar ................................................................................................. 73
1.7.1.1 Elección del PLC ........................................................................................................... 74 1.7.1.2 Tabla de asignación ........................................................................................................ 79
1.7.1.2.1 Arquitectura hardware ....................................................................................................... 75 1.7.1.2.2 Software de programación ................................................................................................. 75
1.7.1.3 PC de gestión ................................................................................................................. 76 1.7.1.3.1 Software de supervisión, control y adquisición de datos (SCADA) ................................... 76 1.7.1.3.2 Requisitos mínimos de hardware ....................................................................................... 76 1.7.1.3.3 Decisión de diseño de bus de comunicaciones ................................................................... 77 1.7.1.3.4 Switch de comunicación Ethernet Modbus TCP/IP ........................................................... 78
1.8 RESULTADOS FINALES .............................................................................................................79 1.8.1 Características de los elementos seleccionados en el análisis de soluciones ........... 85
1.8.1.1 PLC ................................................................................................................................ 85 1.8.1.2 Hardware ........................................................................................................................ 85 1.8.1.3 Software de programación PLC ..................................................................................... 85 1.8.1.4 PC Gestión ..................................................................................................................... 86 1.8.1.5 SCADA .......................................................................................................................... 86 1.8.1.6 Switch ............................................................................................................................ 86
1.8.2 Configuración, parametrización y realización del programa del PLC ..................... 87 1.8.2.1 Configuración hardware y software ............................................................................... 88
1.8.2.1.1 Configuración hardware ..................................................................................................... 88 1.8.2.1.1.2 Módulo CPU .............................................................................................................. 89 1.8.2.1.1.4 Módulo Ethernet integrado en la CPU ....................................................................... 90 1.8.2.1.1.5 Módulo de entradas digitales BMX DDI 1602. ......................................................... 92 1.8.2.1.1.6 Módulo de salidas digitales BMX DDO 1602. .......................................................... 92 1.8.2.1.1.7 Módulo de entradas analógicas BMX AMI 0810 ...................................................... 93 1.8.2.1.1.8 Módulo de salidas analógicas BMX AMO 0802 ....................................................... 93
1.8.2.1.3 Configuración software ...................................................................................................... 94 1.8.2.1.3.1 Listado de variables del programa ............................................................................. 94
1.8.2.1.4 Programa del PLC .............................................................................................................. 94 1.8.2.1.5 Secciones del programa ..................................................................................................... 95
1.8.2.1.5.1 Secciones “TEMP_MADURACION” y “TEMP_DESCOMPOSICION” ................ 95
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 13
1.8.2.1.5.2 Sección “CTRL_TEMP_MADURACION” y “CTRL_TEMP_DESCOMPOSICION”......................................................................... 95
1.8.2.1.5.3 Secciones “OXI_MADURACION” y “OXI_DESCOMPOSICION” ....................... 95 1.8.2.1.5.5 Sección “CTRL_OXI_MADURACION” y
“CTRL_OXI_DESCOMPOSICION” ............................................................................ 96 1.8.2.1.5.6 Secciones “CINTAS_PRETRATAMIENTO”, “CINTAS_COMPACTACION”
y “CINTAS_REFINO” .................................................................................................. 96 1.8.2.1.5.7 Secciones “TROMMEL_XX”, “DENSIMETRICA”, “VENTILACION”,
“IMAN”, “SOPLADORES” .......................................................................................... 96 1.8.2.1.5.8 Sección “SCADA” y “REGISTRO” .......................................................................... 96 1.8.2.1.5.9 Sección “DIAGNÓSTICO” ....................................................................................... 96
1.8.3 Configuración del programa SCADA en el PC de gestión ....................................... 97 1.8.3.1 Configuración y parametrización de las comunicaciones ............................................... 97 1.8.3.3 Desarrollo de la Aplicación (SCADA) ........................................................................... 99
1.8.3.3.1 Creación de las tags de variable y tendencia ...................................................................... 99 1.8.3.3.3 Creación de las alarmas ................................................................................................... 101 1.8.3.3.5 Creación de los archivos Cicode ...................................................................................... 102 1.8.3.3.7 Creación del entorno gráfico ............................................................................................ 102 1.8.3.3.8 Pantalla de inicio de la aplicación .................................................................................... 103 1.8.3.3.10 Páginas específicas......................................................................................................... 104
1.8.3.3.10.1 Página de Nave de Pretratamiento. .......................................................................... 104 1.8.3.3.10.3 Página de Nave de Maduración. .............................................................................. 105 1.8.3.3.10.5 Página de Planta de Pretratamiento Mecánico. ........................................................ 105 1.8.3.3.10.7 Página de Planta de Compactación. ......................................................................... 106 1.8.3.3.10.9 Página de Planta de Refinado. ................................................................................. 107 1.8.3.3.10.11Páginas de Temperatura. ......................................................................................... 107 1.8.3.3.10.12Páginas de Oxígeno................................................................................................. 109
1.8.3.3.11 Página de diagnóstico del sistema .................................................................................. 110 1.8.3.3.13 Página de alarmas .......................................................................................................... 111
1.9 PLANIFICACIÓN ...................................................................................................................... 112 1.10 ORDEN DE PRIORIDAD ENTRE LOS DOCUMENTOS BÁSICOS. .................................................... 112
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 14
1 Memoria
1.1 Objeto La actualización de sistema de control de una planta de compostaje tiene como objetivo implementar un sistema de control moderno en una planta de compostaje existente.
El objeto del presente proyecto es diseñar y presupuestar tanto las condiciones técnicas, como todos los materiales necesarios para la ejecución de la instalación, así como aplicar las Normas Técnicas y Reglamentarias que han de servir de base, en lo que respeta a seguridad, para las condiciones ambientales de las instalaciones existentes, asegurando que dicho proyecto reunirá las condiciones y garantías mínimas exigidas pos la vigente reglamentación, para obtener la Autorización Administrativa y de ejecución proyectada.
La instalación a la que va destinado este proyecto es la planta de compostaje de Vila-seca (Tarragona). La planta es existente y se pretende un cambio del sistema de control por quedar obsoleto el equipo actual. La instrumentación es conocida y se compone de variadores para el control de los motores, motores con arranque directo, sondas de temperatura, sensores de concentración de oxígeno, pulsadores y señalización de operación y seguridad. Se pretende actualizar el sistema con un nuevo control, manteniendo la operativa.
A la finalización del proyecto se pretende tener la funcionalidad de automatización de los actuadores de la maquinaria de las naves así como también monitorizar y registrar los eventos del proceso: incidencias de maquinaria, evolución de parámetros temperatura y concentración de oxígeno.
1.2 Alcance Este proyecto se basa en el estudio para la automatización de una planta de compostaje de residuos sólidos urbanos para el tratamiento de materia orgánica en descomposición.
El alcance de este proyecto es implementar el control automático en una planta de compostaje existente.
Este documento es la recopilación de identificación de los procesos a controlar, las normas técnicas a tener en cuenta para su implementación, y el diseño de la solución proyectada.
En este documento se recogen los principios de funcionamiento de la planta, introduciendo el proceso a controlar, identificando los requisitos de diseño. Analizando las posibles soluciones disponibles y realizando los cálculos necesarios se llega a proponer la solución a implementar.
El control automático a implementar se ejecutará en un PLC industrial a instalar en planta. En este proyecto se decidirá el controlador sobre el que funcionará el sistema, así como el programa que implementará la estrategia de control.
Los elementos a controlar, la instrumentación, es la existente en planta, por lo que queda fuera del alcance de este proyecto decidir las características de estos elementos.
El proyecto incluirá en el alcance la implementación de un sistema SCADA como interface de acceso a la monitorización y control del proceso. En este proyecto se decidirá el SCADA a utilizar y se diseñará la implementación del mismo.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 15
1.3 Antecedentes La Planta de Compostaje de Vila-seca (Tarragona), pretende la sustitución del sistema de control existente y en funcionamiento desde su puesta en marcha en 1995. La maquinaria e instrumentación del sistema de control existente está dimensionada para el volumen de producción para el que se diseñó la planta. Por quedar obsoleto y falta de repuestos del sistema ante una eventual avería, la dirección pretende sustituir al suministrador de los equipos del sistema de control, para lo cual se propone este estudio para la implementación de un nuevo sistema de control.
Este estudio plantea actualizar el sistema de control, manteniendo la operativa, actualizando el sistema de control y proponiendo un nuevo sistema de gestión de la producción basado en el control de un PLC y de un sistema SCADA para la monitorización y registro del funcionamiento de la planta.
Las necesidades de control de la planta incluyen los siguientes puntos a tener en cuenta:
- Realizar un control de la concentración de oxígeno.
- Asegurar una cierta estabilidad en el sistema en la evolución de la concentración de oxígeno.
- Minimizar el calor perdido debido a la corriente de aire que sale del sistema.
- Impedir que la temperatura del sistema alcance un máximo perjudicial para el proceso.
1.4 Normas y referencias
1.4.1 Disposiciones Legales y Normas Aplicadas El presente proyecto recoge las características de los materiales, los cálculos que justifican su empleo y la forma de ejecución de las obras a realizar, dando con ello cumplimiento a las siguientes disposiciones:
- Ley 7/1994, de 18 de mayo, de Protección Ambiental.
- Reglamento de Calificación Ambiental.
- Reglamento Electrotécnico para Baja Tensión e Instrucciones Técnicas Complementarias (Real Decreto 842/2002 de 2 de Agosto de 2002).
- Reglamento de Seguridad contra incendios en los establecimientos industriales (Real Decreto 2267/2004 de 3 de diciembre)
- Ley 31/1995, de 8 de noviembre, de Prevención de Riesgos Laborales.
- Real Decreto 1627/1997 de 24 de octubre de 1.997, sobre Disposiciones mínimas de seguridad y salud en las obras.
- Real Decreto 486/1997 de 14 de abril de 1997, sobre Disposiciones mínimas de seguridad y salud en los lugares de trabajo.
- Real Decreto 485/1997 de 14 de abril de 1997, sobre Disposiciones mínimas en materia de señalización de seguridad y salud en el trabajo.
- Real Decreto 1215/1997 de 18 de julio de 1997, sobre Disposiciones mínimas de seguridad y salud para la utilización por los trabajadores de los equipos de trabajo.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 16
- Real Decreto 773/1997 de 30 de mayo de 1997, sobre Disposiciones mínimas de seguridad y salud relativas a la utilización por los trabajadores de EPIs.
- UNE 157001 Criterios generales para la elaboración de proyectos
- UNE-EN ISO 11064-3:2001 Diseño ergonómico de los centros de control. Parte 3: Disposición de las salas de control. (ISO 11064-3:1999)
- UNE-EN ISO 11354-1:2012 Tecnologías avanzadas de automatización y sus aplicaciones. Requisitos para establecer la interoperabilidad entre procesos de fabricación en las empresas.
- UNE-EN 13321-1:2013 Comunicación abierta de datos en automatización, control y gestión de edificios. Sistemas electrónicos para viviendas y edificios. Parte 1: Requisitos de los productos y los sistemas.
1.4.2 Bibliografía
Comunicaciones - Schneider Electric – Protocolo del Esclavo Modbus - Enlace Serie Unity v5.1 - PROFIBUS – Documentación General Schneider - Comunicación Ethernet – Modicom M340
PLC – Control - Autómatas programables, Josep Balcells. Editorial Marcombo - Introducción a la programación de PLC Modicom M340. - Guía de automatización y control 2012 de productos Telemecanique - Documentación técnica para Unity Pro XL v5.1 - Cuadernos técnicos Schneider Electrics
SCADA - Curso de nivel medio para Vijeo Citect v6.10
Páginas webs de interés - http://www.schneiderelectric.es/ - http://www.rs-online.es - http://www.automatas.org/
1.4.3 Programas de Cálculo
Programación de Autómata: - Unity XL 5.l
Programación SCADA:
- Vijeo Citect 6.10
Planos: - AutoCAD 2006
Redacción y edición del documento del proyecto: - Microsoft Word 2007 - Microsoft Excel 2007
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 17
1.4.4 Plan de Gestión de la Calidad Aplicado Durante la Redacción del Proyecto Una vez adjudicada la obra definitivamente y antes de iniciarse ésta, el contratista presentará al Director Técnico, catálogos, cartas muestra, certificados de garantía o de homologación de los materiales que se utilizarán.
No podrán utilizarse materiales que no hayan estado aceptados por el Director Técnico.
El Director de Proyecto inspeccionará las obras, instalaciones y todo lo relacionado con ellas, recomendando los materiales, elementos y maquinaria y rehusando los que no cumplan las especificaciones del proyecto.
El Director de Obra podría en todo momento comprobar si el contratista cumple las condiciones impuestas por la legislación, así como, las disposiciones, ordenanzas y obligaciones en general de cualquier tipo que se pueda derivar del contrato cuando lo considere oportuno el Director Técnico, podrá encargar el análisis, ensayo y comprobación de los materiales o elementos de la instalación, bien sea en la misma fábrica de origen, en los laboratorios oficiales o a pie de la instalación.
El contratista será responsable, mientras dure la ejecución de las obras, de todos los prejuicios, directos o indirectos, que se puedan ocasionar a cualquier persona, propietaria o servicio ya sea público o privado, y también, las consecuencias de los actos del personal que realice el trabajo o por negligencia o deficiencia en la organización de la obra.
1.5 Definiciones y Abreviaturas
1.5.1 Definiciones Autómata: Equipo electrónico programable en lenguaje no informático y diseñado
para controlar, en tiempo real y en ambiente industrial, procesos secuenciales.
Biofiltro: Equipo encargado de retener elementos orgánicos contaminantes que producen gases y malos olores a través del filtrado de los líquidos extraídos del material en descomposición.
Compactación: Proceso de reducción de volumen del material de rechazo.
Compactador: Mecanismo que tiene la función de reducir el volumen del material del rechazo y de esta manera, reducir los costes de transporte
Descomposición: Proceso por el cual, elementos orgánicos complejos se degradan en otros más sencillos.
Dirección IP: Número que identifica de manera lógica y jerárquica a una interfaz de un dispositivo dentro de una red que utiliza protocolo IP.
Ethernet: Estándar de redes de ordenadores de área local con acceso al medio por contienda CSMA/CD.
Fermentación: Proceso de compostaje en el cual se produce la descomposición inicial de la materia orgánica sin seleccionar del material no apto para el compostaje.
Filtro de Mangas: Dispositivo para la separación de partículas sólidas en suspensión de una corriente gaseosa.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 18
Grafcet: Grafo o diagrama funcional normalizado, que permite hacer un modelo del proceso a automatizar, contemplando entradas, acciones a realizar, y los procesos intermedios que provocan estas acciones.
Maduración: Proceso de compostaje en el cual se produce la descomposición final de la materia orgánica, habiendo retirado el material no apto para el compostaje.
Mesa densimétrica: Superficie vibratoria a través de la cual se hace pasar todas las partículas del compost y sus partículas se separan según sus densidades.
Microorganismos Descomponedores: En el proceso de compostaje actúan varias clases de microorganismos que favorecen el proceso de descomposición.
Migración: Acción y efecto de pasar, en este proyecto, de un lenguaje de programación a otro o de un tipo de autómata a otro.
PLC: Siglas de Programable Logic Controler. Autómata.
Pretratamiento: Criba del material orgánico para separarlo de los materiales no orgánicos no aptos para el compostaje entre las fases de fermentación y maduración.
Rack: Bastidor destinado a alojar equipamiento electrónico.
Refinado: Criba del material orgánico para separarlo de los materiales no orgánicos no aptos para el compostaje después de la fase de maduración donde se obtiene el producto final libre de impurezas.
SCADA: Acrónimo de Supervisory Control And Data Acquisition. Es un programa de interface diseñado para el control de la producción. Permite ver el control de un proceso y los valores de las distintas variables relacionadas.
Trommel: Aparato mecánico que separa los sólidos según la medida de sus partículas, haciéndolos pasar por una superficie con orificios de un diámetro determinado mediante un movimiento de rotación.
UNE: Acrónimo de Unificación de Normativas Españolas. Conjunto de normativas para el correcto funcionamiento de diversos proyectos.
Unity: Programa de simulación y desarrollo de procesos. Permite, a partir de distintos lenguajes de programación, realizar tareas o convertir datos en unidades determinadas, así como simular procesos.
1.5.2 Abreviaturas
A: Amperios
AUX: Auxiliar
C/N Fuentes de Carbono – Nitrógeno
CSMA/CD: Acceso Múltiple por Detección de Portadora con Detección de Colisiones
E/S: Entrada y Salida
ERR: Error
FDB: Diagrama de Funciones
IL: Lista de Instrucciones
I/O: Input and Output. Entrada y Salida.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 19
LD: Diagrama de Contactos
mm: Milímetros
NTP: Network Time Protocol
O2: Oxígeno
PLC: Programable Logic Controler. Controlador Lógico Programable.
R.S.U. Residuos Sólidos Urbanos
SCADA: Supervisory Control And Data Acquisition.
SFC: Grafcet
ST: Structured Text. Texto Estructurado.
UNE: Unificación de Normativas Españolas
V. Voltios
1.6 Requisitos de Diseño
1.6.1 Emplazamiento La construcción donde está ubicada la planta donde haremos el proyecto de automatización de la planta de compostaje se encuentra en el polígono Alba, parcela 27, en el término municipal de Vila-seca, provincia de Tarragona.
1.6.2 Descripción de las instalaciones La planta de compostaje en la cual haremos la instalación consta de una superficie de 6000 m2. La instalación cuenta con dos naves para los diferentes procesos de descomposición de la materia orgánica, cada una de ellas con su instalación de biofiltro anexa. La nave de procesos mecanicos de criba del material y un edificio de oficinas se encuentran en la mismaparcela. Descripción General de la planta
En este apartado se pretende dar una visión general de la planta de compostaje mediante una descripción del propio proceso de compostaje y los elementos que componen dicha planta.
1.6.2.1 Introducción del proceso a controlar.
El proceso a controlar consta de diversas fases en las que interviene la implentación objeto de este proyecto.
El control se lleva a cabo en la ejecución de una lógica programada en un autómata según la especificación del funcionamiento requerido.
Del funcionamiento del control y de las lecturas de los elementos de campo, se obtienen alarmas y estados que son recogidos por el autómata y registrados en un SCADA, que se encarga de la monitorización donde se representa el estado de los diferentes elementos de la instalación.
El SCADA realiza el registro de los estados y alarmas del sistema para ser pocesados posteriormente, permitiendo un estudio del funcionamiento de la instalación con el objetivo llevar a cabo las actuaciones correctoras necesarias en el mantenimiento de la instalación y para la mejora del proceso.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 20
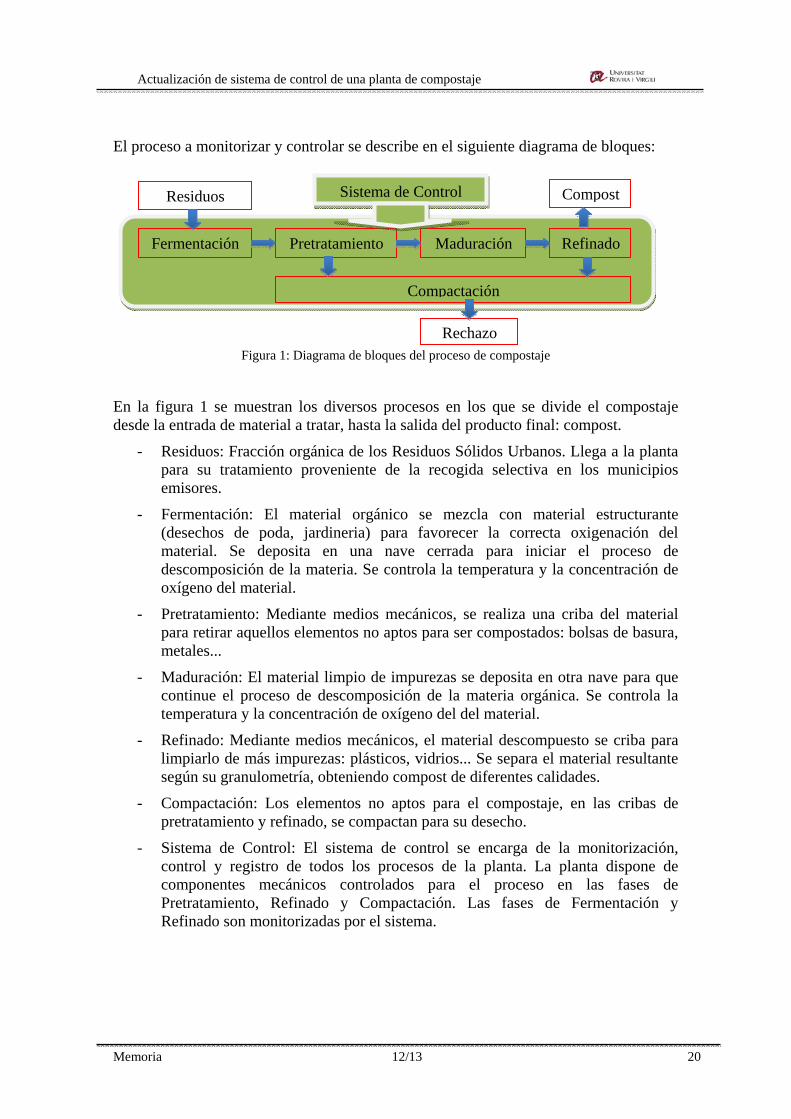
El proceso a monitorizar y controlar se describe en el siguiente diagrama de bloques:
Figura 1: Diagrama de bloques del proceso de compostaje
En la figura 1 se muestran los diversos procesos en los que se divide el compostaje desde la entrada de material a tratar, hasta la salida del producto final: compost.
- Residuos: Fracción orgánica de los Residuos Sólidos Urbanos. Llega a la planta para su tratamiento proveniente de la recogida selectiva en los municipios emisores.
- Fermentación: El material orgánico se mezcla con material estructurante (desechos de poda, jardineria) para favorecer la correcta oxigenación del material. Se deposita en una nave cerrada para iniciar el proceso de descomposición de la materia. Se controla la temperatura y la concentración de oxígeno del material.
- Pretratamiento: Mediante medios mecánicos, se realiza una criba del material para retirar aquellos elementos no aptos para ser compostados: bolsas de basura, metales...
- Maduración: El material limpio de impurezas se deposita en otra nave para que continue el proceso de descomposición de la materia orgánica. Se controla la temperatura y la concentración de oxígeno del del material.
- Refinado: Mediante medios mecánicos, el material descompuesto se criba para limpiarlo de más impurezas: plásticos, vidrios... Se separa el material resultante según su granulometría, obteniendo compost de diferentes calidades.
- Compactación: Los elementos no aptos para el compostaje, en las cribas de pretratamiento y refinado, se compactan para su desecho.
- Sistema de Control: El sistema de control se encarga de la monitorización, control y registro de todos los procesos de la planta. La planta dispone de componentes mecánicos controlados para el proceso en las fases de Pretratamiento, Refinado y Compactación. Las fases de Fermentación y Refinado son monitorizadas por el sistema.
Residuos
Fermentación Pretratamiento Maduración Refinado
Compost
Compactación
Rechazo
Sistema de Control
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 21
1.6.2.2 Descripción del proceso de compostaje
El proceso de compostaje es un proceso biológico, que aunque no forme parte del proyecto, es necesario conocer a grandes rasgos para poder entender el desarrollo, funcionamiento, lógica de la programación y automatización del sistema.
El compostaje consiste en transformar la materia orgánica que proviene de los residuos orgánicos urbanos en compost, para reintroducirla en los ciclos naturales.
Esta transformación se hace a partir de la descomposición de la materia orgánica por la vía de microorganismos en presencia de oxígeno (proceso aeróbico) y bajo unas condiciones de temperatura y humedad controladas.
El compostaje tiene tres funciones:
- Obtención de un abono orgánico (compost), que hace elevar el nivel de carbono total, incrementa la retención y absorción de agua y mejora la estructura del terreno. También aporta grandes cantidades de micro elementos, cómo pueden ser, manganeso, cobre, zinc y hierro.
- Facilita la gestión de los residuos orgánicos procedentes de diferentes actividades, reduciendo el peso y el volumen.
Disminución de las entradas en vertederos e incineradoras, mejorando la calidad medioambiental (disminución del dióxido de carbono desprendido en la atmósfera).
1.6.2.3 Factores que influyen en el compostaje.
Los factores que influyen en el compostaje son: el contenido de oxígeno, la humedad, la temperatura, la relación carbono/nitrógeno (C/N), el pH y conseguir una buena mezcla.
Figura 2: Factores y elementos del compostaje.
- Una buena mezcla: para conseguir un buen compost se tiene que mezclar la materia orgánica que proviene de los residuos orgánicos con residuos vegetales. Esta mezcla tiene la función de dotar a la materia orgánica de espacios con oxígeno para que los microorganismos descomponedores actúen más rápidamente.
- Contenido en oxígeno: La presencia de oxígeno en la pila permite que se dé una fermentación (o descomposición aeróbica) de la materia orgánica. El contenido mínimo es de un 10%, puesto que si es inferior a este valor la materia orgánica se pudre (descomposición anaeróbica) y desprende malos olores (metano).
Materia Orgánica
Microorganismos Fuentes de C/N
Oxígeno Dióxido de carbono
Vapor de agua
Calor
Agua
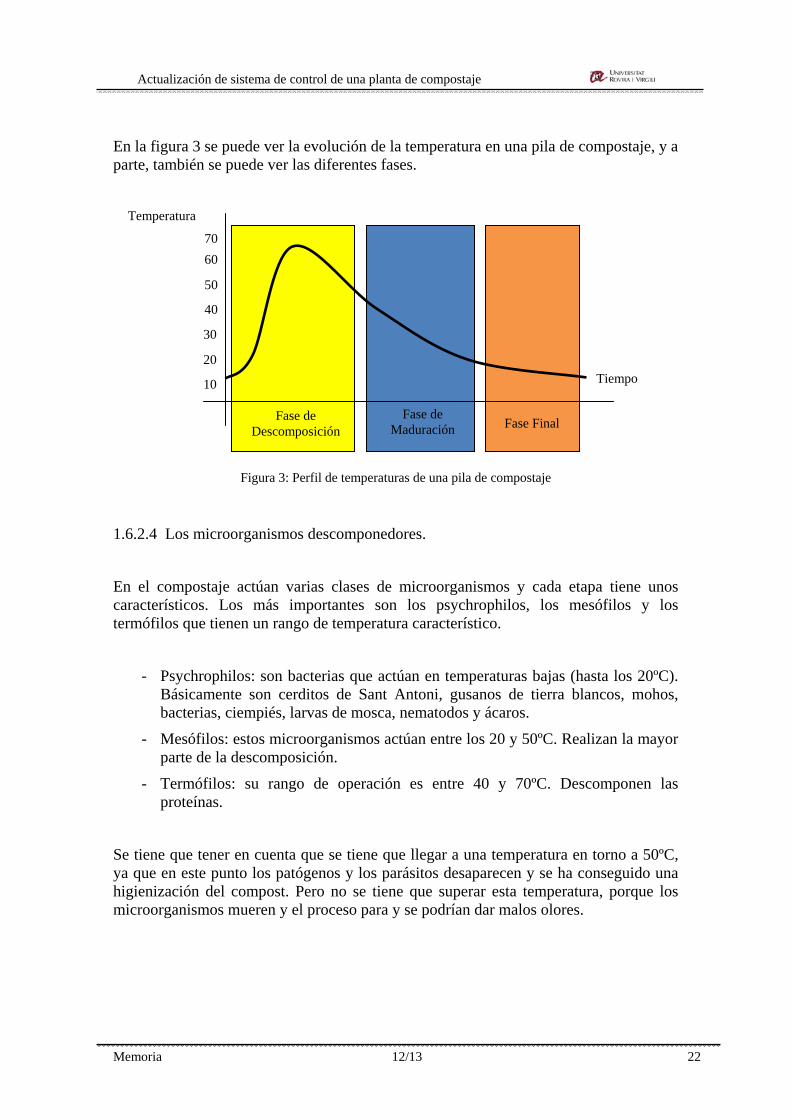
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 22
En la figura 3 se puede ver la evolución de la temperatura en una pila de compostaje, y a parte, también se puede ver las diferentes fases.
Figura 3: Perfil de temperaturas de una pila de compostaje
1.6.2.4 Los microorganismos descomponedores.
En el compostaje actúan varias clases de microorganismos y cada etapa tiene unos característicos. Los más importantes son los psychrophilos, los mesófilos y los termófilos que tienen un rango de temperatura característico.
- Psychrophilos: son bacterias que actúan en temperaturas bajas (hasta los 20ºC). Básicamente son cerditos de Sant Antoni, gusanos de tierra blancos, mohos, bacterias, ciempiés, larvas de mosca, nematodos y ácaros.
- Mesófilos: estos microorganismos actúan entre los 20 y 50ºC. Realizan la mayor parte de la descomposición.
- Termófilos: su rango de operación es entre 40 y 70ºC. Descomponen las proteínas.
Se tiene que tener en cuenta que se tiene que llegar a una temperatura en torno a 50ºC, ya que en este punto los patógenos y los parásitos desaparecen y se ha conseguido una higienización del compost. Pero no se tiene que superar esta temperatura, porque los microorganismos mueren y el proceso para y se podrían dar malos olores.
Temperatura
Tiempo
Fase de Descomposición
Fase de Maduración Fase Final
10
20
30
40
50
60 70
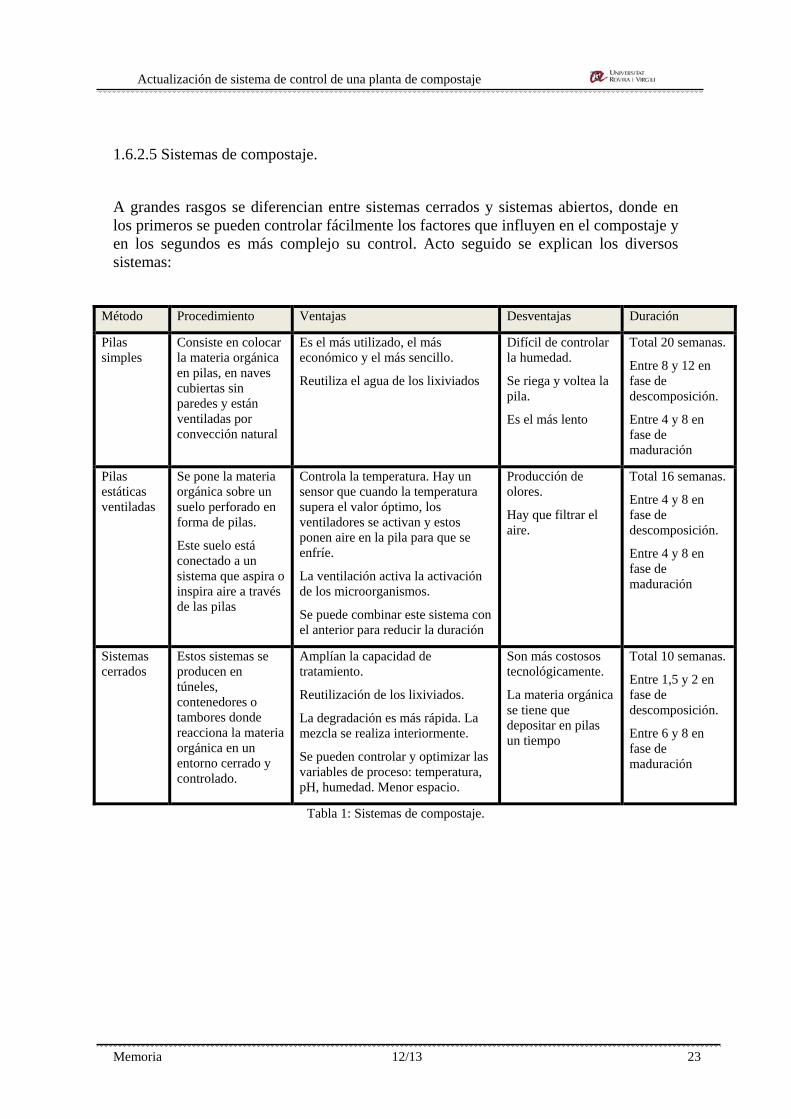
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 23
1.6.2.5 Sistemas de compostaje.
A grandes rasgos se diferencian entre sistemas cerrados y sistemas abiertos, donde en los primeros se pueden controlar fácilmente los factores que influyen en el compostaje y en los segundos es más complejo su control. Acto seguido se explican los diversos sistemas:
Método Procedimiento Ventajas Desventajas Duración
Pilas simples
Consiste en colocar la materia orgánica en pilas, en naves cubiertas sin paredes y están ventiladas por convección natural
Es el más utilizado, el más económico y el más sencillo.
Reutiliza el agua de los lixiviados
Difícil de controlar la humedad.
Se riega y voltea la pila.
Es el más lento
Total 20 semanas.
Entre 8 y 12 en fase de descomposición.
Entre 4 y 8 en fase de maduración
Pilas estáticas ventiladas
Se pone la materia orgánica sobre un suelo perforado en forma de pilas.
Este suelo está conectado a un sistema que aspira o inspira aire a través de las pilas
Controla la temperatura. Hay un sensor que cuando la temperatura supera el valor óptimo, los ventiladores se activan y estos ponen aire en la pila para que se enfríe.
La ventilación activa la activación de los microorganismos.
Se puede combinar este sistema con el anterior para reducir la duración
Producción de olores.
Hay que filtrar el aire.
Total 16 semanas.
Entre 4 y 8 en fase de descomposición.
Entre 4 y 8 en fase de maduración
Sistemas cerrados
Estos sistemas se producen en túneles, contenedores o tambores donde reacciona la materia orgánica en un entorno cerrado y controlado.
Amplían la capacidad de tratamiento.
Reutilización de los lixiviados.
La degradación es más rápida. La mezcla se realiza interiormente.
Se pueden controlar y optimizar las variables de proceso: temperatura, pH, humedad. Menor espacio.
Son más costosos tecnológicamente.
La materia orgánica se tiene que depositar en pilas un tiempo
Total 10 semanas.
Entre 1,5 y 2 en fase de descomposición.
Entre 6 y 8 en fase de maduración
Tabla 1: Sistemas de compostaje.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 24
1.6.2.6 Factores controlados por el sistema.
Aclarado dichos puntos, los factores más importantes que condicionan el correcto funcionamiento del proceso son:
- Temperatura. Se consideran óptimas las temperaturas del intervalo 50-60 ºC para conseguir la eliminación de patógenos y parásitos. A temperaturas muy altas, microorganismos interesantes para el proceso mueren y, a temperaturas más bajas, otros no actúan al estar en fase de espora. Por ello hay que tener un control sobre la temperatura para que se mantenga dentro de los rangos especificados.
- Oxígeno. El compostaje es un proceso aeróbico, por lo que la presencia de oxígeno es esencial. En caso de que esta concentración de oxígeno fuese alta, por encima de un 20%, sería indicativo de que el caudal de aire introducido por el sistema de ventilación es mayor al necesario, por eso se pretende controlar esta variable puesto que un exceso de aire implica una pérdida de calor innecesaria e incluso podría ser perjudicial si no permite alcanzar la temperatura necesaria para que se produzca la higienización de la materia a compostar.
En torno a estos dos factores que condicionan el funcionamiento del sistema, se establecerá la lógica de programación para el sistema. Pues de entre los principales objetivos del sistema podemos destacar:
- Medir el consumo de aire y no permitir que baje o suba la concentración de oxígeno de un cierto límite.
- Impedir que la temperatura del sistema alcance un máximo perjudicial para el proceso.
1.6.2.7 Descripción del funcionamiento de la planta.
En este apartado se pretende dar una visión general de la planta de compostaje mediante una descripción del propio proceso de compostaje, sus modos de funcionamiento y los elementos que componen dicha planta.
1.6.2.7.1 Generación de residuos. La participación ciudadana es esencial para el buen funcionamiento de la Planta de Compostaje. Los residuos orgánicos se tienen que separar del resto y depositarlos en contenedores específicos, situados en la calle porque se puedan tratar en la Planta.
Cuanto más esmerada sea la selección de los residuos que hacen los ciudadanos en casa, más calidad tiene la fracción orgánica que se recoge y más calidad tiene el compuesto final que se elabora.
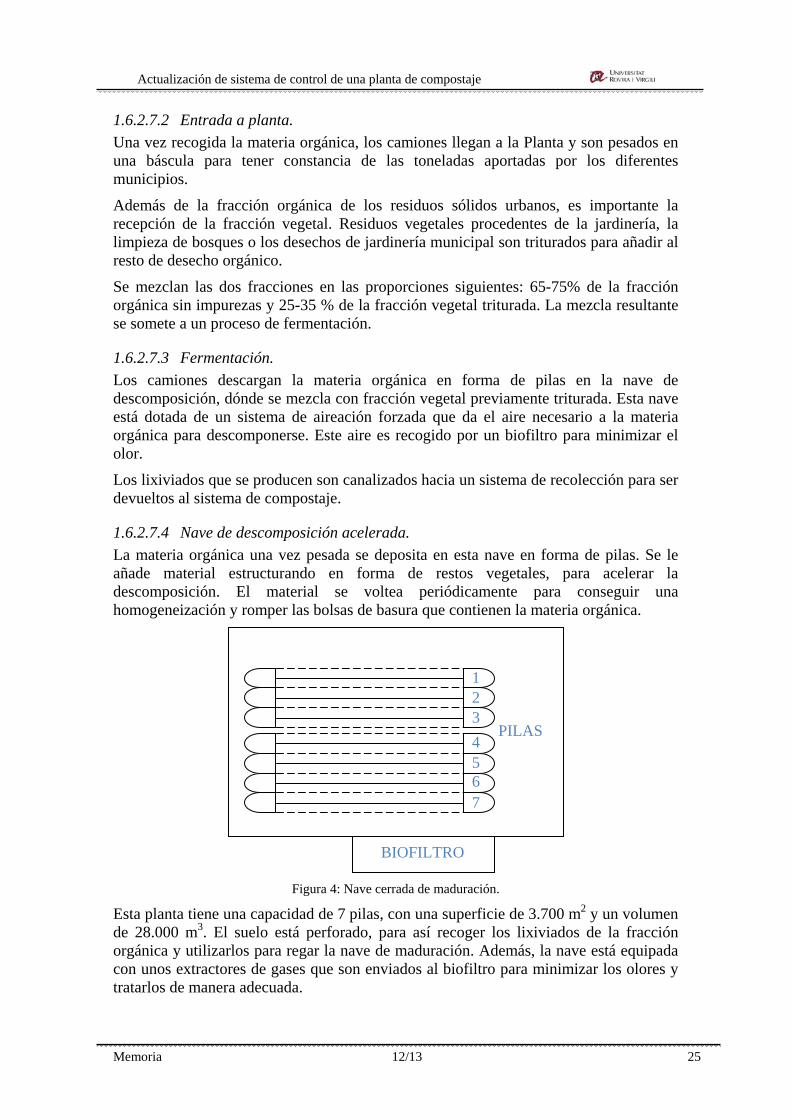
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 25
1.6.2.7.2 Entrada a planta. Una vez recogida la materia orgánica, los camiones llegan a la Planta y son pesados en una báscula para tener constancia de las toneladas aportadas por los diferentes municipios.
Además de la fracción orgánica de los residuos sólidos urbanos, es importante la recepción de la fracción vegetal. Residuos vegetales procedentes de la jardinería, la limpieza de bosques o los desechos de jardinería municipal son triturados para añadir al resto de desecho orgánico.
Se mezclan las dos fracciones en las proporciones siguientes: 65-75% de la fracción orgánica sin impurezas y 25-35 % de la fracción vegetal triturada. La mezcla resultante se somete a un proceso de fermentación.
1.6.2.7.3 Fermentación. Los camiones descargan la materia orgánica en forma de pilas en la nave de descomposición, dónde se mezcla con fracción vegetal previamente triturada. Esta nave está dotada de un sistema de aireación forzada que da el aire necesario a la materia orgánica para descomponerse. Este aire es recogido por un biofiltro para minimizar el olor.
Los lixiviados que se producen son canalizados hacia un sistema de recolección para ser devueltos al sistema de compostaje.
1.6.2.7.4 Nave de descomposición acelerada. La materia orgánica una vez pesada se deposita en esta nave en forma de pilas. Se le añade material estructurando en forma de restos vegetales, para acelerar la descomposición. El material se voltea periódicamente para conseguir una homogeneización y romper las bolsas de basura que contienen la materia orgánica.
Figura 4: Nave cerrada de maduración.
Esta planta tiene una capacidad de 7 pilas, con una superficie de 3.700 m2 y un volumen de 28.000 m3. El suelo está perforado, para así recoger los lixiviados de la fracción orgánica y utilizarlos para regar la nave de maduración. Además, la nave está equipada con unos extractores de gases que son enviados al biofiltro para minimizar los olores y tratarlos de manera adecuada.
BIOFILTRO
PILAS
1234567
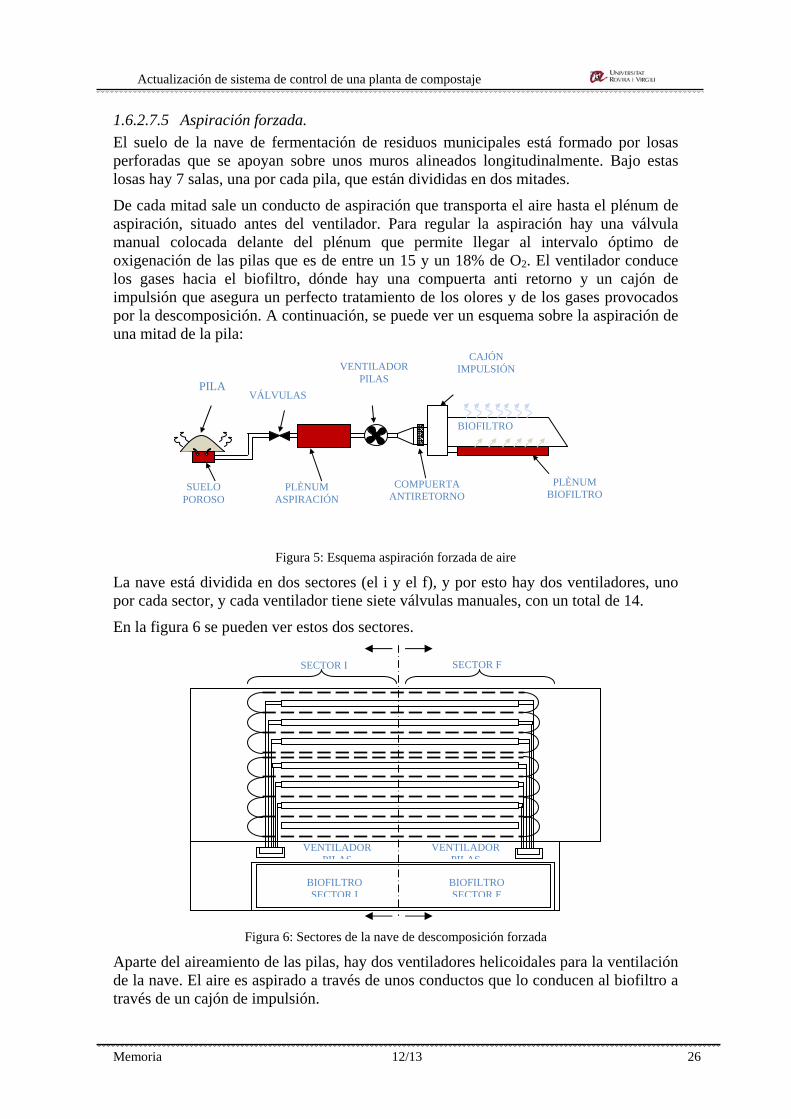
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 26
1.6.2.7.5 Aspiración forzada. El suelo de la nave de fermentación de residuos municipales está formado por losas perforadas que se apoyan sobre unos muros alineados longitudinalmente. Bajo estas losas hay 7 salas, una por cada pila, que están divididas en dos mitades.
De cada mitad sale un conducto de aspiración que transporta el aire hasta el plénum de aspiración, situado antes del ventilador. Para regular la aspiración hay una válvula manual colocada delante del plénum que permite llegar al intervalo óptimo de oxigenación de las pilas que es de entre un 15 y un 18% de O2. El ventilador conduce los gases hacia el biofiltro, dónde hay una compuerta anti retorno y un cajón de impulsión que asegura un perfecto tratamiento de los olores y de los gases provocados por la descomposición. A continuación, se puede ver un esquema sobre la aspiración de una mitad de la pila:
Figura 5: Esquema aspiración forzada de aire
La nave está dividida en dos sectores (el i y el f), y por esto hay dos ventiladores, uno por cada sector, y cada ventilador tiene siete válvulas manuales, con un total de 14.
En la figura 6 se pueden ver estos dos sectores.
Figura 6: Sectores de la nave de descomposición forzada
Aparte del aireamiento de las pilas, hay dos ventiladores helicoidales para la ventilación de la nave. El aire es aspirado a través de unos conductos que lo conducen al biofiltro a través de un cajón de impulsión.
SECTOR I SECTOR F
BIOFILTRO SECTOR I
BIOFILTRO SECTOR F
VENTILADOR PILAS
VENTILADOR PILAS
BIOFILTRO
PLÈNUM BIOFILTRO
PILA
SUELO POROSO
VÁLVULAS
VENTILADOR PILAS
PLÈNUM ASPIRACIÓN
COMPUERTA ANTIRETORNO
CAJÓN IMPULSIÓN
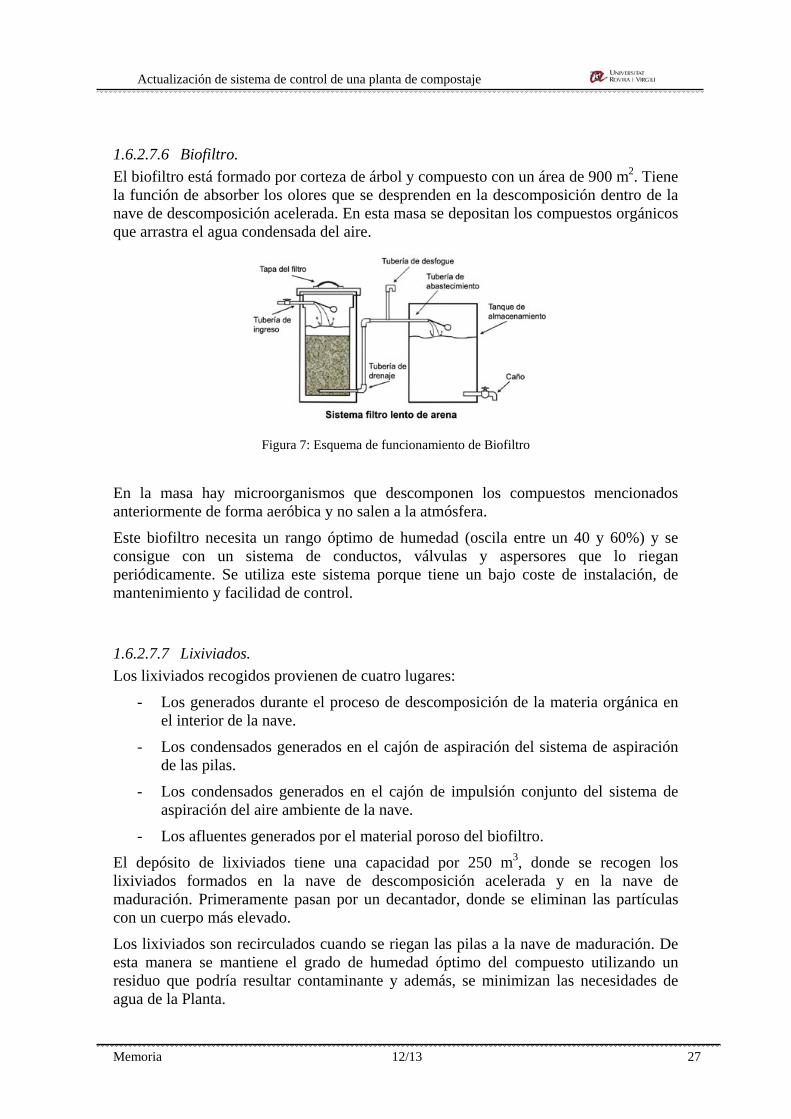
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 27
1.6.2.7.6 Biofiltro. El biofiltro está formado por corteza de árbol y compuesto con un área de 900 m2. Tiene la función de absorber los olores que se desprenden en la descomposición dentro de la nave de descomposición acelerada. En esta masa se depositan los compuestos orgánicos que arrastra el agua condensada del aire.
Figura 7: Esquema de funcionamiento de Biofiltro
En la masa hay microorganismos que descomponen los compuestos mencionados anteriormente de forma aeróbica y no salen a la atmósfera.
Este biofiltro necesita un rango óptimo de humedad (oscila entre un 40 y 60%) y se consigue con un sistema de conductos, válvulas y aspersores que lo riegan periódicamente. Se utiliza este sistema porque tiene un bajo coste de instalación, de mantenimiento y facilidad de control.
1.6.2.7.7 Lixiviados. Los lixiviados recogidos provienen de cuatro lugares:
- Los generados durante el proceso de descomposición de la materia orgánica en el interior de la nave.
- Los condensados generados en el cajón de aspiración del sistema de aspiración de las pilas.
- Los condensados generados en el cajón de impulsión conjunto del sistema de aspiración del aire ambiente de la nave.
- Los afluentes generados por el material poroso del biofiltro.
El depósito de lixiviados tiene una capacidad por 250 m3, donde se recogen los lixiviados formados en la nave de descomposición acelerada y en la nave de maduración. Primeramente pasan por un decantador, donde se eliminan las partículas con un cuerpo más elevado.
Los lixiviados son recirculados cuando se riegan las pilas a la nave de maduración. De esta manera se mantiene el grado de humedad óptimo del compuesto utilizando un residuo que podría resultar contaminante y además, se minimizan las necesidades de agua de la Planta.
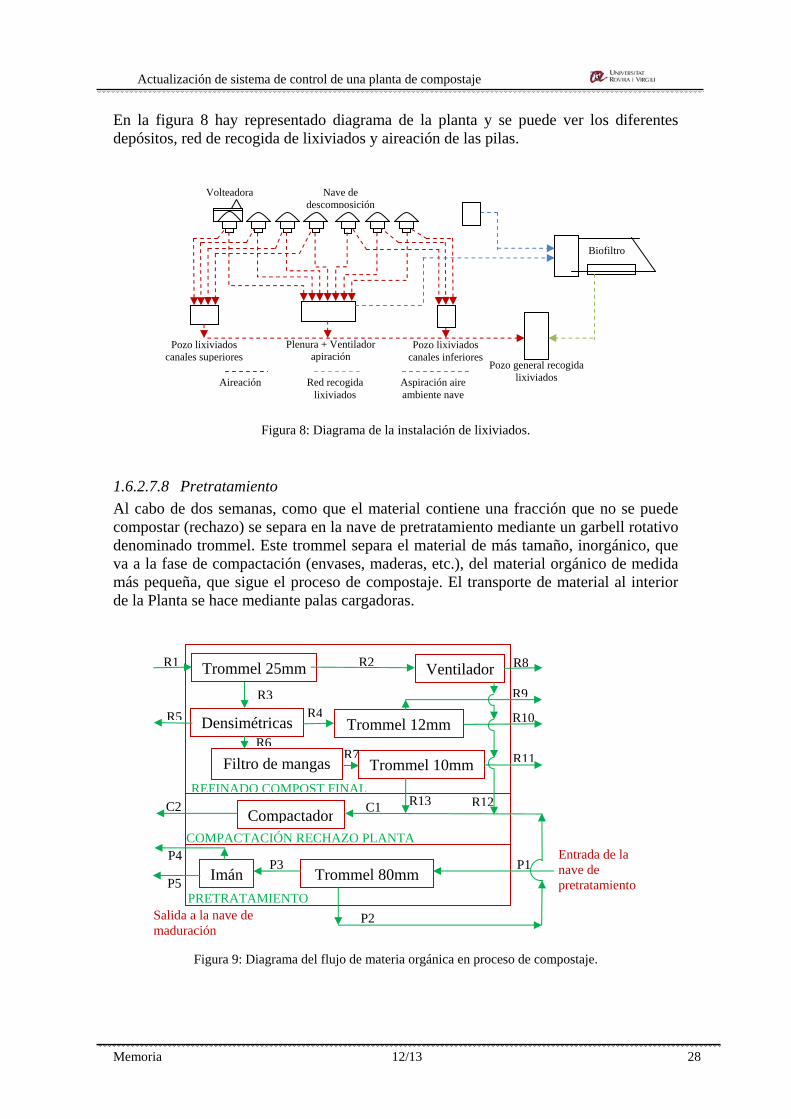
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 28
En la figura 8 hay representado diagrama de la planta y se puede ver los diferentes depósitos, red de recogida de lixiviados y aireación de las pilas.
Figura 8: Diagrama de la instalación de lixiviados.
1.6.2.7.8 Pretratamiento Al cabo de dos semanas, como que el material contiene una fracción que no se puede compostar (rechazo) se separa en la nave de pretratamiento mediante un garbell rotativo denominado trommel. Este trommel separa el material de más tamaño, inorgánico, que va a la fase de compactación (envases, maderas, etc.), del material orgánico de medida más pequeña, que sigue el proceso de compostaje. El transporte de material al interior de la Planta se hace mediante palas cargadoras.
Figura 9: Diagrama del flujo de materia orgánica en proceso de compostaje.
Imán Trommel 80mmP1
P2
P3 P4
P5
Entrada de la nave de pretratamiento
Salida a la nave de maduración
PRETRATAMIENTO
CompactadorCOMPACTACIÓN RECHAZO PLANTA
C1 C2
Trommel 25mm
Trommel 12mm
Trommel 10mm
Ventilador
Densimétricas
Filtro de mangas REFINADO COMPOST FINAL
R4R5
R6
R1 R2
R3
R7
R8
R9
R10
R11
R13 R12
Aspiración aire ambiente nave
Volteadora
Biofiltro
Nave de descomposición
Pozo lixiviados canales superiores
Plenura + Ventilador apiración
Pozo lixiviados canales inferiores
Pozo general recogida lixiviados Red recogida
lixiviados Aireación
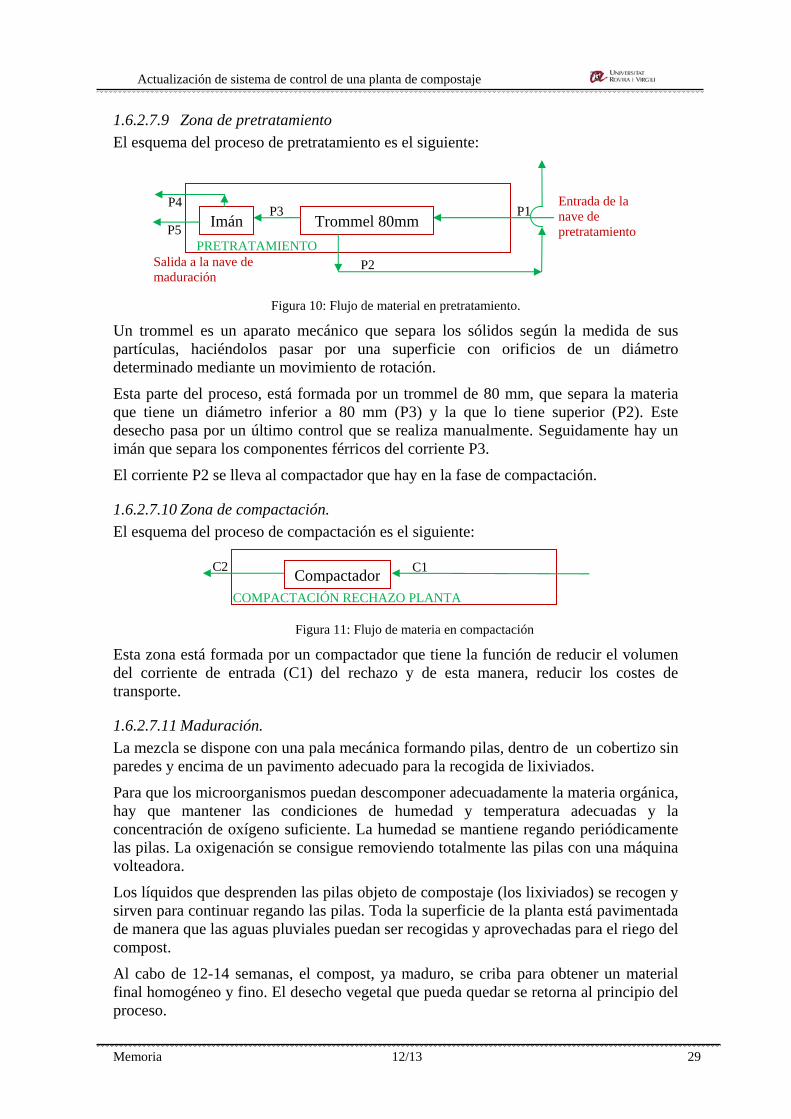
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 29
1.6.2.7.9 Zona de pretratamiento El esquema del proceso de pretratamiento es el siguiente:
Figura 10: Flujo de material en pretratamiento.
Un trommel es un aparato mecánico que separa los sólidos según la medida de sus partículas, haciéndolos pasar por una superficie con orificios de un diámetro determinado mediante un movimiento de rotación.
Esta parte del proceso, está formada por un trommel de 80 mm, que separa la materia que tiene un diámetro inferior a 80 mm (P3) y la que lo tiene superior (P2). Este desecho pasa por un último control que se realiza manualmente. Seguidamente hay un imán que separa los componentes férricos del corriente P3.
El corriente P2 se lleva al compactador que hay en la fase de compactación.
1.6.2.7.10 Zona de compactación. El esquema del proceso de compactación es el siguiente:
Figura 11: Flujo de materia en compactación
Esta zona está formada por un compactador que tiene la función de reducir el volumen del corriente de entrada (C1) del rechazo y de esta manera, reducir los costes de transporte.
1.6.2.7.11 Maduración. La mezcla se dispone con una pala mecánica formando pilas, dentro de un cobertizo sin paredes y encima de un pavimento adecuado para la recogida de lixiviados.
Para que los microorganismos puedan descomponer adecuadamente la materia orgánica, hay que mantener las condiciones de humedad y temperatura adecuadas y la concentración de oxígeno suficiente. La humedad se mantiene regando periódicamente las pilas. La oxigenación se consigue removiendo totalmente las pilas con una máquina volteadora.
Los líquidos que desprenden las pilas objeto de compostaje (los lixiviados) se recogen y sirven para continuar regando las pilas. Toda la superficie de la planta está pavimentada de manera que las aguas pluviales puedan ser recogidas y aprovechadas para el riego del compost.
Al cabo de 12-14 semanas, el compost, ya maduro, se criba para obtener un material final homogéneo y fino. El desecho vegetal que pueda quedar se retorna al principio del proceso.
CompactadorCOMPACTACIÓN RECHAZO PLANTA
C1 C2
Imán Trommel 80mmP1
P2
P3 P4
P5
Entrada de la nave de pretratamiento
Salida a la nave de maduración
PRETRATAMIENTO

Actualización de sistema de control de una planta de compostaje
Memoria 12/13 30
1.6.2.7.12 Zona de refinado Cuando el material está madurado, se separan las fracciones más gruesas (piedras, vidrios, plásticos y maderas) del compost en la fase de refinado.
El esquema del proceso de refinado es el siguiente:
Figura 12: Flujo de materia orgánica en refinado.
En esta zona entra la materia que proviene de la nave de maduración (corriente R1). Antes que nada pasa por el trommel de 25 mm, donde las partículas superiores (corriente R2) van al ventilador y las partículas inferiores van a las densimétricas (corriente R3).
En el ventilador se separan las partículas más volátiles (R12) y partículas con un diámetro superior a 25 mm (R8). La corriente R12 se envía a compactar y el R8 se recircula, puesto que es materia orgánica que no se ha acabado de descomponer.
En las mesas densimétricas, la corriente de entrada se separa en tres: R4, R5 y R6. La corriente R4 es el resto de partículas inferiores a 25 mm y que no son ni vidrios ni plásticos. La corriente R5 está formada por plásticos y vidrios que contiene la fracción orgánica, que se puede utilizar para recubrir canteras. La corriente R6 son partículas de plástico muy ligero y polos que van al filtro de mangas.
En el filtro de mangas, entra la corriente R6 y sale la corriente R7. La función de este aparato es retener el polvo más fino y aire.
La corriente R4 entra en un trommel de 12 mm y la separa en dos corrientes, R9 y R10. La primera son partículas con un diámetro superior a 12 mm y que se conoce como Mulchi, igual que la corriente R8 se recircula. La R10 son partículas con un radio inferior a 12 mm y es considerada como compost.
Finalmente hay el trommel de 10 mm, donde entra la corriente R7 y salen la R11 y la R13. La corriente R11 está formada por partículas con un diámetro inferior a 10 mm y es considerada como compost fino óptimo para jardinería. La corriente R13 son partículas con un diámetro superior a 10 mm y se envían al compactador.
Así pues, en esta planta se obtienen dos productos, contenidos en las corrientes R10 y R11. Estos dos productos se mezclan para poder mejorar las propiedades del compost final.
Trommel 25mm
Trommel 12mm
Trommel 10mm
Ventilador
Densimétricas
Filtro de mangas
REFINADO COMPOST FINAL
R4R5
R6
R1 R2
R3
R7
R8
R9
R10
R11
R13 R12
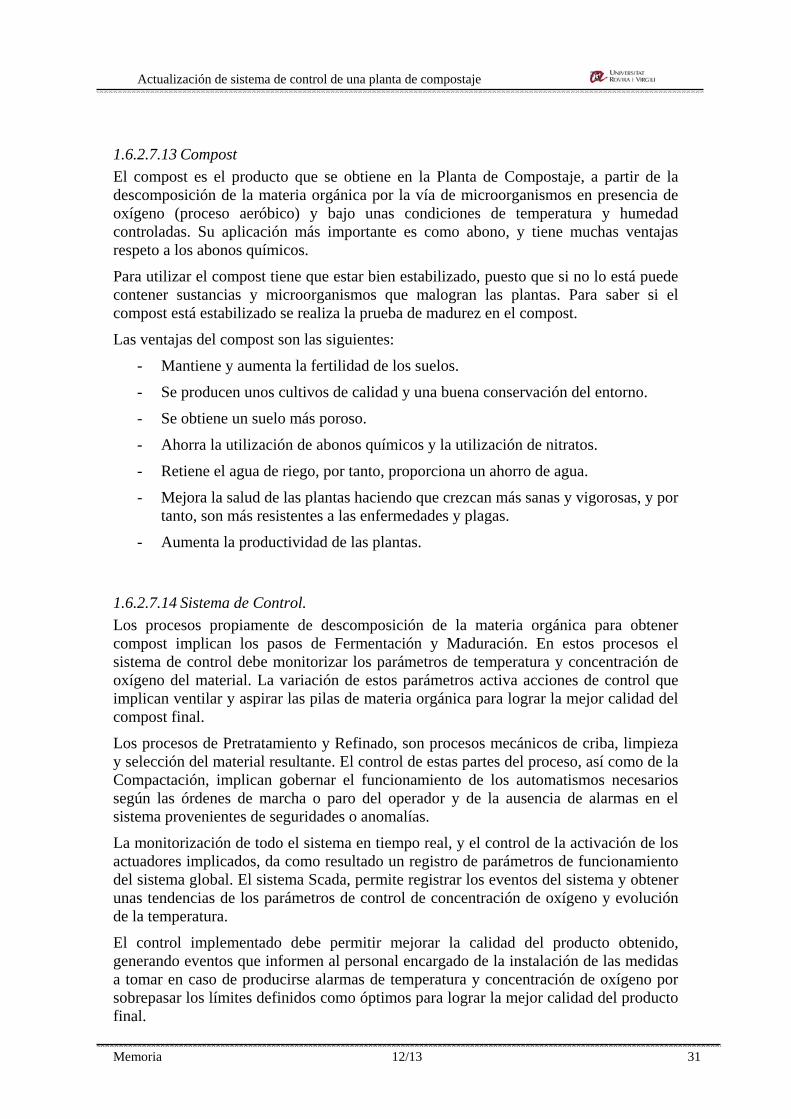
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 31
1.6.2.7.13 Compost El compost es el producto que se obtiene en la Planta de Compostaje, a partir de la descomposición de la materia orgánica por la vía de microorganismos en presencia de oxígeno (proceso aeróbico) y bajo unas condiciones de temperatura y humedad controladas. Su aplicación más importante es como abono, y tiene muchas ventajas respeto a los abonos químicos.
Para utilizar el compost tiene que estar bien estabilizado, puesto que si no lo está puede contener sustancias y microorganismos que malogran las plantas. Para saber si el compost está estabilizado se realiza la prueba de madurez en el compost.
Las ventajas del compost son las siguientes:
- Mantiene y aumenta la fertilidad de los suelos.
- Se producen unos cultivos de calidad y una buena conservación del entorno.
- Se obtiene un suelo más poroso.
- Ahorra la utilización de abonos químicos y la utilización de nitratos.
- Retiene el agua de riego, por tanto, proporciona un ahorro de agua.
- Mejora la salud de las plantas haciendo que crezcan más sanas y vigorosas, y por tanto, son más resistentes a las enfermedades y plagas.
- Aumenta la productividad de las plantas.
1.6.2.7.14 Sistema de Control. Los procesos propiamente de descomposición de la materia orgánica para obtener compost implican los pasos de Fermentación y Maduración. En estos procesos el sistema de control debe monitorizar los parámetros de temperatura y concentración de oxígeno del material. La variación de estos parámetros activa acciones de control que implican ventilar y aspirar las pilas de materia orgánica para lograr la mejor calidad del compost final.
Los procesos de Pretratamiento y Refinado, son procesos mecánicos de criba, limpieza y selección del material resultante. El control de estas partes del proceso, así como de la Compactación, implican gobernar el funcionamiento de los automatismos necesarios según las órdenes de marcha o paro del operador y de la ausencia de alarmas en el sistema provenientes de seguridades o anomalías.
La monitorización de todo el sistema en tiempo real, y el control de la activación de los actuadores implicados, da como resultado un registro de parámetros de funcionamiento del sistema global. El sistema Scada, permite registrar los eventos del sistema y obtener unas tendencias de los parámetros de control de concentración de oxígeno y evolución de la temperatura.
El control implementado debe permitir mejorar la calidad del producto obtenido, generando eventos que informen al personal encargado de la instalación de las medidas a tomar en caso de producirse alarmas de temperatura y concentración de oxígeno por sobrepasar los límites definidos como óptimos para lograr la mejor calidad del producto final.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 32
El registro de la evolución temporal de estos parámetros críticos y los controles de calidad sobre el producto obtenido, debe permitir el estudio del proceso a posteriori, pudiendo incidir en aquellos puntos del proceso que permitan mejorar la calidad del producto final.
El registro obtenido permite analizar los parámetros de funcionamiento:
- Evolución de la temperatura de Fermentación y Maduración
- Evolución de la concentración de oxígeno de Fermentación y Maduración
- Horas de funcionamiento de los motores para previsión de mantenimiento
- Incidencias de anomalías en motores
- Registro de activación de los sistemas de ventilación y aspiración para controlar temperatura y concentración de oxígeno en los procesos de Fermentación y Maduración.
Para todo ello, el presente proyecto pretende configurar y programar un sistema de control capaz de resolver las necesidades principales del sistema mediante:
- Toma de lecturas de los sensores de campo.
- Conversión de las lecturas eléctricas de campo en datos accesibles al operador.
- Registro de las variables de sistema. Registro de alarmas.
- Adquisición de datos de las variables de sistema a lo largo del tiempo de forma que la frecuencia y el volumen de datos de muestreo sean adecuados.
- Acciones lógicas programadas para satisfacer las necesidades del sistema para el correcto funcionamiento del proceso biológico de compostaje.
Diseñar, configurar y programar un sistema de supervisión y adquisición de datos mediante un entorno grafico que haga de interfaz hombre-máquina capaz de:
- Permitir la Introducción y modificación de los valores de las variables de control del sistema (Interfaz de control).
- Mostrar al operador todos los valores del sistema, en especial los valores de las variables de sistema. Estos valores deben ser refrescados continuamente. (Interfaz de supervisión).
- Proporcionar un sistema de adquisición de datos, para poder tener registro de todos los valores para su posterior estudio. (Interfaz de adquisición).
En cada bloque podemos agrupar:
- Interfaz de control: Visualización de variables donde se podrán introducir y modificar valores de control del sistema en cada una de las pantallas de operador diseñadas.
- Interfaz de supervisión: Las variables que se muestran al operador están divididas en dos grupos principales: Temperatura y Concentración de oxígeno. En cada uno de estos grupos de valores podemos observar las medidas en tiempo real de todas las variables.
- Interfaz de adquisición de datos: En la aplicación gráfica, tenemos acceso a realizar gráficas de análisis de proceso, grabar datos e incluso exportar a ficheros de registros para su posterior análisis.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 33
1.6.3 Breve descripción de los elementos principales del sistema
1.6.3.1 Autómata programable PLC
Para la realización de la automatización de las instalaciones se utilizará la lógica programable ejecutándose en un PLC, también llamado autómata programable.
Este equipo tiene como función gestionar las lecturas de los sensores de campo, interpretar dichas lecturas y en función de ellas realizar la acción necesaria para mantener el correcto funcionamiento del sistema mediante las rutinas previamente programadas.
Estos equipos tienen muchas ventajas respecto a las soluciones clásicas de automatización con relés.
Las ventajas más destacables son:
- Menor tiempo de elaboración de proyectos. - Menos tiempo de puesta en marcha. - Posibilidad de hacer modificaciones sin coste añadido en componentes. - Menor coste de mano de obra. - Mínima ocupación de espacio. - Mayor fiabilidad. - Mantenimiento más rápido y económico, gracias a las funciones de
autodiagnóstico incorporadas y al diseño modular. - Posibilidad de gobernar más de una máquina con un mismo PLC. - Totalmente adaptable. Siempre se puede dar una nueva funcionalidad
simplemente reprogramando.
Un autómata programable consta de los siguientes componentes:
- Unidad Central de Proceso: Procesador de instrucciones de programación basado en un procesador electrónico.
- Memoria: Contenedor de las instrucciones de programa que se ejecutan en función de las variables programadas y las entradas y salidas del autómata.
- Unidades de Entradas y Salidas: Conexiones eléctricas con los elementos de campo que gobierna o de los que recibe información
La estructura física del autómata vendrá definida por el fabricante según el modelo y se pueden dividir en las siguientes:
- Compacta: El autómata se presenta en un solo bloque, donde se encuentran todas las partes de que está formado: CPU, memoria y unidades de entrada y salida.
- Modular: El autómata se presenta por varios módulos. Por una parte encontramos la CPU y la memoria y por otro encontramos los módulos de entradas y salidas. Los módulos y la CPU se conectan con buses de comunicación específicos de cada modelo, siendo algunos ejemplos los de tipo soporte posterior o los de conexión lateral de módulos.
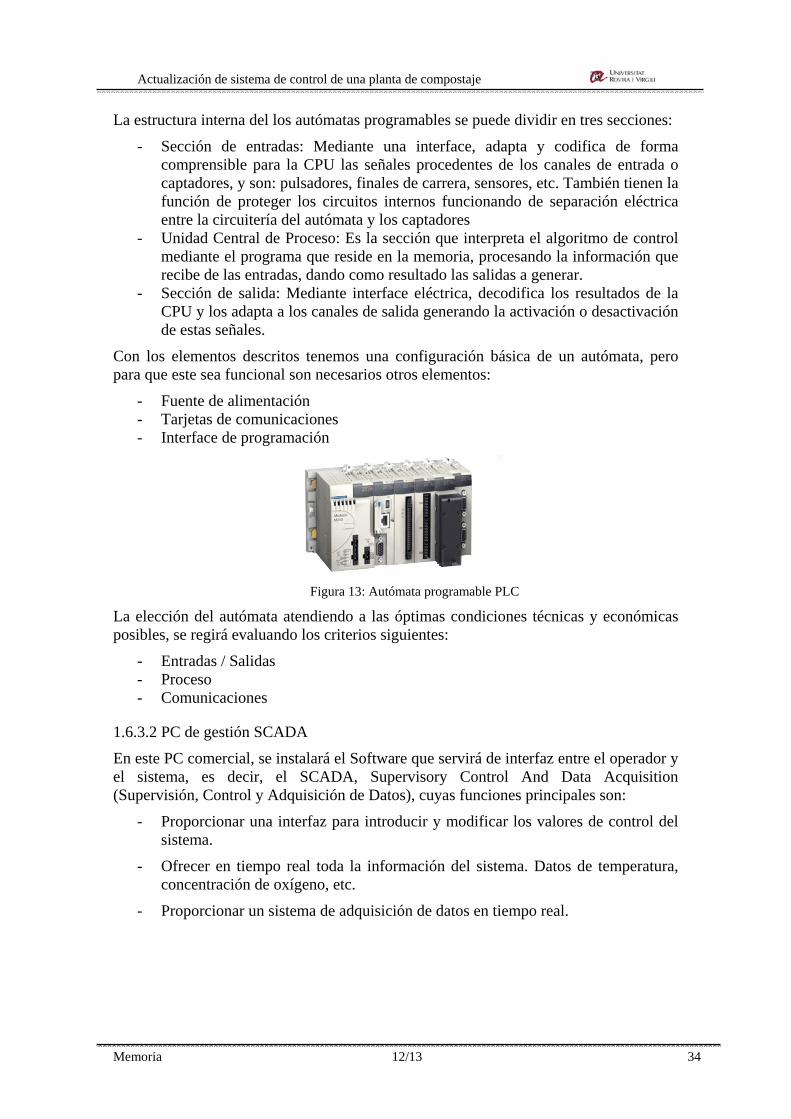
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 34
La estructura interna del los autómatas programables se puede dividir en tres secciones:
- Sección de entradas: Mediante una interface, adapta y codifica de forma comprensible para la CPU las señales procedentes de los canales de entrada o captadores, y son: pulsadores, finales de carrera, sensores, etc. También tienen la función de proteger los circuitos internos funcionando de separación eléctrica entre la circuitería del autómata y los captadores
- Unidad Central de Proceso: Es la sección que interpreta el algoritmo de control mediante el programa que reside en la memoria, procesando la información que recibe de las entradas, dando como resultado las salidas a generar.
- Sección de salida: Mediante interface eléctrica, decodifica los resultados de la CPU y los adapta a los canales de salida generando la activación o desactivación de estas señales.
Con los elementos descritos tenemos una configuración básica de un autómata, pero para que este sea funcional son necesarios otros elementos:
- Fuente de alimentación - Tarjetas de comunicaciones - Interface de programación
Figura 13: Autómata programable PLC
La elección del autómata atendiendo a las óptimas condiciones técnicas y económicas posibles, se regirá evaluando los criterios siguientes:
- Entradas / Salidas - Proceso - Comunicaciones
1.6.3.2 PC de gestión SCADA
En este PC comercial, se instalará el Software que servirá de interfaz entre el operador y el sistema, es decir, el SCADA, Supervisory Control And Data Acquisition (Supervisión, Control y Adquisición de Datos), cuyas funciones principales son:
- Proporcionar una interfaz para introducir y modificar los valores de control del sistema.
- Ofrecer en tiempo real toda la información del sistema. Datos de temperatura, concentración de oxígeno, etc.
- Proporcionar un sistema de adquisición de datos en tiempo real.

Actualización de sistema de control de una planta de compostaje
Memoria 12/13 35
Figura 14: Pantalla sinóptico de la aplicación SCADA.
El objetivo principal de la automatización industrial consiste en gobernar la actividad y la evolución de los procesos sin intervención continua del operador humano. Los sistemas de interfaz entre usuario y planta basados en paneles de control repletos de indicadores luminosos, instrumentos de medida y pulsadores e interruptores cableados de forma rígida y con elevados costes de instalación y mantenimiento, que cubrían tradicionalmente estas necesidades, están siendo sustituidos por sistemas digitales que utilizan la informática industrial para implementar el panel sobre la pantalla de un ordenador. Con una supervisión inteligente, que permite al operario interactuar con el proceso de forma dinámica, apoyándose en factores como la capacidad de almacenamiento y proceso del ordenador y su facilidad de comunicación con los controladores de planta, el operador conoce inmediatamente cualquier variación significativa del proceso mientras observa su evolución a lo largo del tiempo y sus probables tendencias. En un sistema típico, el control directo de planta es realizado entonces por los controladores autónomos digitales y/o autómatas programables, mientras que el ordenador, conectado con ellos, realiza las funciones de diálogo con el operador, tratamiento de la información del proceso y control de producción. En esta estructura, el ordenador no actúa directamente sobre la planta, sino que se limita a la supervisión y control de los elementos de regulación locales instalados en ella, además de procesar y presentar la información. Eventualmente, podría también ejercer acciones directas de control (lectura de sensores, activación/desactivación de actuadores) por medio de un hardware adicional conectado a sus buses internos, aunque no es esto lo más frecuente.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 36
El ordenador se apoya en la estructura de dispositivos locales, uniéndose a ellos mediante líneas de interconexión digital (buses de campo, redes locales), y envía las órdenes o comandos para el gobierno del mismo: arranque, parada, cambios de producción,... Los programas necesarios y en su caso el hardware adicional que necesiten, se denominan en general sistemas SCADA (Supervisory Control And Data Adquisition). Estos paquetes ofrecen las siguientes prestaciones:
- Posibilidad de crear paneles de alarma, que exigen la presencia del operador para reconocer una parada o situación de alarma, con registro de incidencias.
- Generación de históricos de señal de planta, que pueden ser procesados. - Creación de informes, avisos y documentación en general. - Ejecución de programas, que modifican la ley de control, o incluso el programa
total sobre el autómata, bajo ciertas condiciones. - Posibilidad de programación numérica, que permite realizar cálculos aritméticos
de elevada resolución sobre la CPU del ordenador y no sobre la del autómata, menos especializado.
Con ellas, se pueden desarrollar aplicaciones basadas en el PC, con captura de datos, análisis de señales, presentaciones en pantalla, envío de resultados a disco o impresora, control de actuadores,...
Los paquetes SCADA suelen estar formados por dos programas: Editor y Ejecutor. Con el primero se generan las aplicaciones descritas, aprovechando los editores, macros, lenguajes y ayudas disponibles y con el segundo se compilan para obtener el fichero EXE de ejecución continua tras el arranque.
Con lo visto hasta ahora puede ya definirse un sistema SCADA como una aplicación software especialmente diseñada para funcionar sobre ordenadores de control de producción, con acceso a la planta mediante comunicación digital con los reguladores locales básicos, e interfaz con usuario mediante interfaces gráficas de alto nivel: pantallas táctiles, ratones o cursores,...
Un SCADA debe cumplir varios objetivos para que su instalación sea perfectamente aprovechada:
- Deben ser sistemas de arquitecturas abiertas, capaces de crecer o adaptarse según las necesidades cambiantes de la empresa.
- Deben comunicarse con total facilidad y de forma transparente para el usuario con el equipo de planta y con el resto de la empresa (acceso a redes locales y de gestión).
- Deben ser programas sencillos de instalar, sin excesivas exigencias hardware y fáciles de utilizar, con interfaces amables con el usuario.
Se utilizan normalmente ordenadores convencionales como soporte hardware de los programas SCADA, desde miniordenadores PC hasta estaciones de trabajo, e incluso ordenadores personales de sobremesa con alguna protección adicional para ambientes industriales.

Actualización de sistema de control de una planta de compostaje
Memoria 12/13 37
Aunque pueden emplearse arquitecturas basadas en ordenador PC con sistema operativo DOS/Windows y paquetes de software que incluyen funcionalidades para mejorar sus prestaciones, la disponibilidad de máquinas con sistemas operativos más completos (VAX/VMS, Unix, Windows NT,...) y arquitecturas cliente-servidor que comparten recursos informáticos, permite ofertar programas que atienden varios servicios a la vez.
Para muy grandes aplicaciones se utilizan estas arquitecturas cliente-servidor para distribuir los datos procesados entre diferentes ordenadores y así reducir la carga de cada uno de ellos.
Otros aspectos a tener en cuenta a la hora de diseñar un sistema de este tipo son:
- la comunicación con los elementos de campo (normalmente efectuado mediante puertos serie RS-232 ó RS-485)
- cantidad de sinópticos (pantallas gráficas de representación) que el sistema puede soportar, así como el número máximo de variables que manipula.
- capacidad de intercambio de datos con otros programas o entornos como bases de datos,...
1.6.3.3 Switches de comunicación.
La función de este switch consiste en hacer posible la comunicación, mediante el protocolo de comunicación Modbus TCP/IP, entre el PLC, el PC donde se encuentra instalada la aplicación SCADA y los terminales locales.
Figura 15: Switch de comunicación
1.6.3.4 Botoneras locales
Desde pupitres de operación de maquinaria se pueden realizar ciertas operaciones básicas de control del sistema, también incluidas de forma remota en el sistema SCADA, para poder trabajar en caso de que este no se encuentre operativo, facilitando por tanto al operador un sistema redundante de control básico.
Figura 16: Pulsateria de control en campo

Actualización de sistema de control de una planta de compostaje
Memoria 12/13 38
1.6.3.5 Cintas transportadoras
El flujo de materiales en la planta de pretratamiento se alimenta mediante palas excavadoras y el movimiento de estos materiales en las zonas de pretratamiento, compactación y refino se realiza mediante el accionamiento de cintas transportadoras.
Figura 17: Cinta transportadora
1.6.3.6 Variadores de Frecuencia
Existen variadores de frecuencia para gobernar el funcionamiento de ciertos motores de la maquinaria de planta. Los variadores son existentes y su operativa conocida.
Figura 18: Variador de frecuencia
1.6.3.7 Motores
La actuación de las cintas transportadoras y de las máquinas de planta; trommel, mesa densimétricas, ventilación y aspiraciones se realiza con la activación de motores. Los motores que no van gobernados por variadores de frecuencia, se actúan por maniobras de arranques directos o por maniobras de arranque estrella-triángulo.
Figura 19: Motor
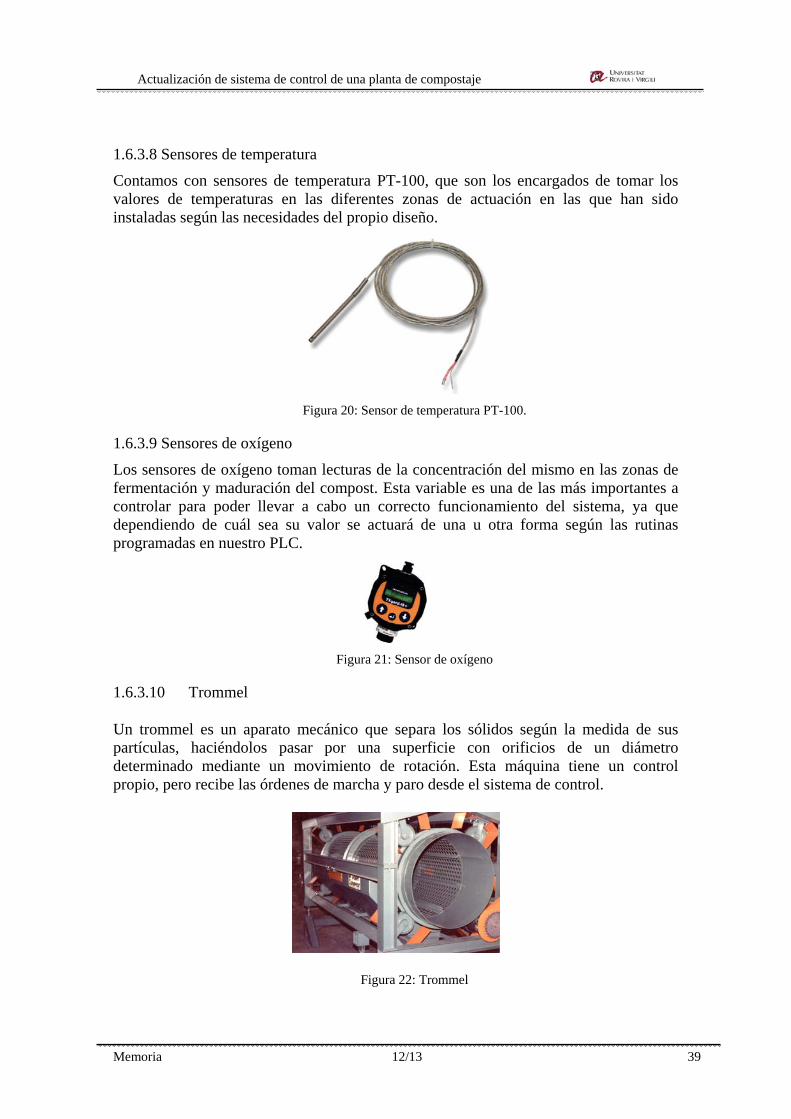
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 39
1.6.3.8 Sensores de temperatura
Contamos con sensores de temperatura PT-100, que son los encargados de tomar los valores de temperaturas en las diferentes zonas de actuación en las que han sido instaladas según las necesidades del propio diseño.
Figura 20: Sensor de temperatura PT-100.
1.6.3.9 Sensores de oxígeno
Los sensores de oxígeno toman lecturas de la concentración del mismo en las zonas de fermentación y maduración del compost. Esta variable es una de las más importantes a controlar para poder llevar a cabo un correcto funcionamiento del sistema, ya que dependiendo de cuál sea su valor se actuará de una u otra forma según las rutinas programadas en nuestro PLC.
Figura 21: Sensor de oxígeno
1.6.3.10 Trommel
Un trommel es un aparato mecánico que separa los sólidos según la medida de sus partículas, haciéndolos pasar por una superficie con orificios de un diámetro determinado mediante un movimiento de rotación. Esta máquina tiene un control propio, pero recibe las órdenes de marcha y paro desde el sistema de control.
Figura 22: Trommel
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 40
1.6.3.11 Mesa Densimétrica
Una mesa densimétrica es una superficie vibratoria a través de la cual se hace pasar todas las partículas del compost y sus partículas se separan según sus densidades. De este modo se selecciona el grosor de las partículas del compost final, obteniendo las diferentes calidades de compost como próducto final. Está máquina dispone de un control local de funcionamiento pero recibe las órdenes de marcha y paro del sistema general de planta.
Figura 23: Mesa densimétrica.
1.6.3.12 Red de lixiviados
Los lixiviados producidos en las naves de descomposición son recogidos por una red de canalizaciones y depósitos para suministrar humedad a las pilas y regular la temperatura.
Figura 24: Lixiviados producidos en la fermentación de residuos
1.6.3.13 Aireación forzada y biofiltros.
Existen en planta ventiladores y aspiradores para regular el nivel de oxígeno y la temperatura en las pilas de fermentación y maduración. Estos sistemas reconducen el aire hacia los biofiltros para reducir la emisión de malos olores a la atmósfera en el entorno de la planta.
Figura 25: Cámara del biofiltro
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 41
1.6.4 Diseño Software Para proceder al diseño Software del sistema de control de la planta de compostaje es necesario tener en cuenta los requisitos o especificaciones técnicas que se deben cumplir para el correcto desarrollo de dicho sistema de control, monitorización, supervisión y adquisición de datos. Los requisitos generales que se deben cumplir y satisfacer son:
- La captura de los datos que se pretenden someter a control.
- La comunicación entre el autómata programable y el sistema SCADA.
- La recogida de los datos y el control del sistema en un PC.
- La visualización en tiempo real de todos los parámetros del proceso y las alarmas que se generen.
- Guardar todos los datos del proceso.
- La posibilidad de obtener gráficas de tendencias de los datos del proceso e incluso exportarlos a fichero de registro para su posterior estudio.
- La accesibilidad a los datos y el control del proceso en los puntos de planta que se considere necesario.
1.6.4.1 Especificaciones para el diseño del software PLC
En este apartado se define a grandes rasgos la lógica que debe llevar implementado el PLC de control.
Las dos variables más importantes a controlar para el correcto funcionamiento de la planta de compostaje son la temperatura y la concentración de oxígeno. Por tanto, por necesidades de mantener estos valores dentro de unos rangos en los que nos son perjudiciales, se establecen unas condiciones de funcionamiento en base a estos.
Como hemos dicho, una de las variables a tener en cuenta es la concentración de oxígeno, se define que si la concentración de oxígeno se encuentra en un valor muy bajo, <5%, se tome una acción correctiva de manera que el sistema permita la entrada de aire mediante las ventilaciones forzadas hasta que la concentración de oxígeno se restablezca a un valor estable previamente definido por el operador.
Lo mismo sucede en el caso que la concentración de oxígeno supere un valor máximo, la acción a tomar será activar la succión de aire hasta que la concentración se restablezca a un valor estable previamente definido por el operador.
Por otra parte, proceso no debe alcanzar una determinada temperatura en ningún momento, esta temperatura será introducida manualmente por el operador y será un valor entorno a los 50 – 60 ºC. Cuando se alcance esa temperatura excesiva, se define que el sistema active un proceso de enfriamiento que consista en forzar la ventilación para provocar un caudal de aire hasta que la temperatura vuelva a unos valores normales.
Como se puede observar estas dos acciones pueden entran en conflicto, es decir, si tenemos simultáneamente alta concentración de oxígeno y alta temperatura, uno va a querer minimizar la entrada de aire mientras que el otro requiere un alto caudal de aire para enfriar el sistema, por tanto se define que la alarma que prioriza frente a las demás es la debida a la de alta temperatura.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 42
Todo este control es posible mediante el caudal de aire que entra en el sistema mediante los sistemas de ventilación forzada y extracción de aire, los cuales tendrán que regular la concentración de aire y la temperatura, definidos por el operador, mediante órdenes alternas de marcha y paro durante un tiempo de ciclo también definido.
Así mismo, el sistema deberá tener la posibilidad de autorregular el caudal de aire en función de los valores de temperatura y concentración de oxígeno para garantizar que estos se mantienen en valores estables y se completa con éxito el proceso de compostaje.
Aparte de toda esta lógica de funcionamiento, también se definen todos los datos o variables a controlar que forman parte del proyecto, estas variables se detallan y dividirán en tres bloques:
- Variables de sistema.
- Variables de control.
- Variables internas.
1.6.4.1.1 Variables de sistema En este apartado se muestran las variables de sistema, denominadas de esa forma por corresponder a las señales asociadas a las lecturas de los elementos físicos de la planta, variadores, sensores de temperaturas y sensores de oxígeno.
A continuación definiremos dichas variables de sistema, así como sus características:
- Temperatura ambiente (Ta): En esta variable recogemos el valor en grados centígrados de la temperatura externa a la planta, se utiliza para comparar la diferencia entre la temperatura interna de la planta y la ambiente.
- Temperatura sondas proceso (Tp): Estas variables indican los valores de temperatura en ºC de los diferentes punto en los que están ubicados. Estas variables alimentan a su vez otra que se compone de la media de ellas. La toma de lecturas de la temperatura, como ya vimos, es uno de los factores determinantes del correcto funcionamiento del sistema.
- Concentración de oxígeno (O2): Mide la concentración de oxígeno en tanto por cien (%), esta variable es una de las importantes del sistema, pues dependiendo de su valor se optará por una u otra acción a tomar.
- Activación ventilación forzada del proceso (Vt): Esta variable nos indica que se ha activado el pulsador de marcha de ventilación forzada.
- Activación extractor aire del proceso (Ex): Esta variable nos indica que se ha activado el pulsador de marcha del extractor de aire.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 43
1.6.4.1.3 Variables de control En este grupo encontramos tanto las variables que necesitan ser introducidas por parte del operador, a través de nuestro sistema SCADA, y las que ejercen control sobre el sistema para el funcionamiento del mismo. Estas son:
- Reposición alarma de alta concentración de oxígeno (O2rah): Esta variable indica el valor de concentración de oxígeno por debajo del cual no existe alarma de alta concentración del mismo. Cuando la concentración de oxígeno, tras haberse producido una alarma de alta concentración de oxígeno, vuelve a valores menores que el de reposición, desaparece dicha alarma y el sistema puede seguir funcionando en condiciones normales. Este valor de reposición es configurable por el operador y debe ser introducido por el mismo.
- SetPoint alarma alta concentración de oxígeno (O2ah): Esta variable indica que la concentración de oxígeno ha alcanzado un valor por encima del límite establecido para el correcto funcionamiento del sistema. Este valor de de SetPoint es configurable por el operador y debe ser introducido por el mismo.
- Reposición alarma de baja concentración de oxígeno (O2ral): Esta variable indica el valor de concentración de oxígeno por encima del cual no existe alarma de baja concentración del mismo. Cuando la concentración de oxígeno, tras haberse producido una alarma de baja concentración de oxígeno, vuelve a valores mayores que el de reposición, desaparece dicha alarma y el sistema puede seguir funcionando en condiciones normales. Este valor de reposición es configurable por el operador y debe ser introducido por el mismo.
- SetPoint alarma baja concentración de oxígeno (O2al): Esta variable indica que la concentración de oxígeno ha alcanzado un valor por debajo del límite establecido para el correcto funcionamiento del sistema. Este valor de de SetPoint es configurable por el operador y debe ser introducido por el mismo.
- Reposición alarma de alta temperatura (Trah): Esta variable indica el valor de temperatura por debajo del cual no existe alarma de alta temperatura. Cuando la temperatura, tras haberse producido una alarma de alta temperatura, vuelve a valores menores que el de reposición, desaparece dicha alarma y el sistema puede seguir funcionando en condiciones normales. Este valor de reposición es configurable por el operador y debe ser introducido por el mismo.
- SetPoint Alarma alta temperatura (Tah): Esta variable indica que la temperatura ha alcanzado un valor por encima del límite establecido para el correcto funcionamiento del sistema. Este valor de de setpoint es configurable por el operador y debe ser introducido por el mismo.
Notar que si alguno de estos valores a introducir por parte del operador no fueran introducidos o no fueran coherentes, el sistema informara de un error de parámetros de configuración.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 44
1.6.4.1.5 Variables internas Las variables que son generadas a partir de cálculos por parte del PLC ó autómata programable, reciben el nombre de variables internas, estas a su vez la subdividimos en dos grupos dependiendo si son datos informativos para el operador ó si son alarmas calculadas por nuestro autómata. Por tanto tenemos la siguiente subdivisión:
- Variables internas de información.
- Variables internas de seguridad.
1.6.4.1.5.1 Variables internas de información - Temperatura media (Tm): Esta variable nos muestra el valor medio de
temperatura entre las sondas de temperatura (TX).
- Indicación PLC RUN: Esta señal se activa cuando el PLC está ejecutando sus tareas, es decir, está en “RUN”.
- Indicación PLC STOP: Esta señal se activa cuando el PLC no está ejecutando sus tareas, es decir, está en “STOP”.
1.6.4.1.5.2 Variables internas de seguridad - Alarma alta concentración de oxígeno: Esta señal se activa cuando la
concentración de oxígeno alcanza un valor por encima del valor de SetPoint (O2ah).
- Alarma baja concentración de oxígeno: Esta señal se activa cuando la concentración de oxígeno alcanza un valor por debajo del valor de SetPoint (O2al).
- Alarma de temperatura: Esta señal se activa cuando la temperatura de alguna de las sondas PT-100 alcanza un valor por encima del valor de SetPoint (Tah).
- Alarma de temperatura (TmX): Esta señal se activa cuando la temperatura de la sondas PT-100 correspondiente alcanza un valor por encima del valor de SetPoint (Tah).
- Error parámetros Oxígeno: Esta variable indica que no se han introducido todos los parámetros configurables por parte del operador o estos no son coherentes, por ejemplo, alarma de alta concentración de oxígeno menor que la alarma de baja concentración de oxígeno.
- Error parámetros Temperatura: Esta variable indica que no se han introducido todos los parámetros configurables por parte del operador o estos no son coherentes, por ejemplo, alarma de reposición de alta temperatura menor que la alarma de reposición de baja temperatura.
- Fallo CPU: Esta señal se activa en el caso de que se produzca un fallo en la CPU del PLC.
- Fallo ETH: Esta señal se activa en el caso de que el PLC detecte un fallo en la tarjeta de red de comunicación o bien un fallo en la red Ethernet RJ45.
- Fallo bastidor: Esta señal se activa en el caso de que el PLC detecte un fallo en alguna de sus tarjetas previamente configuradas.
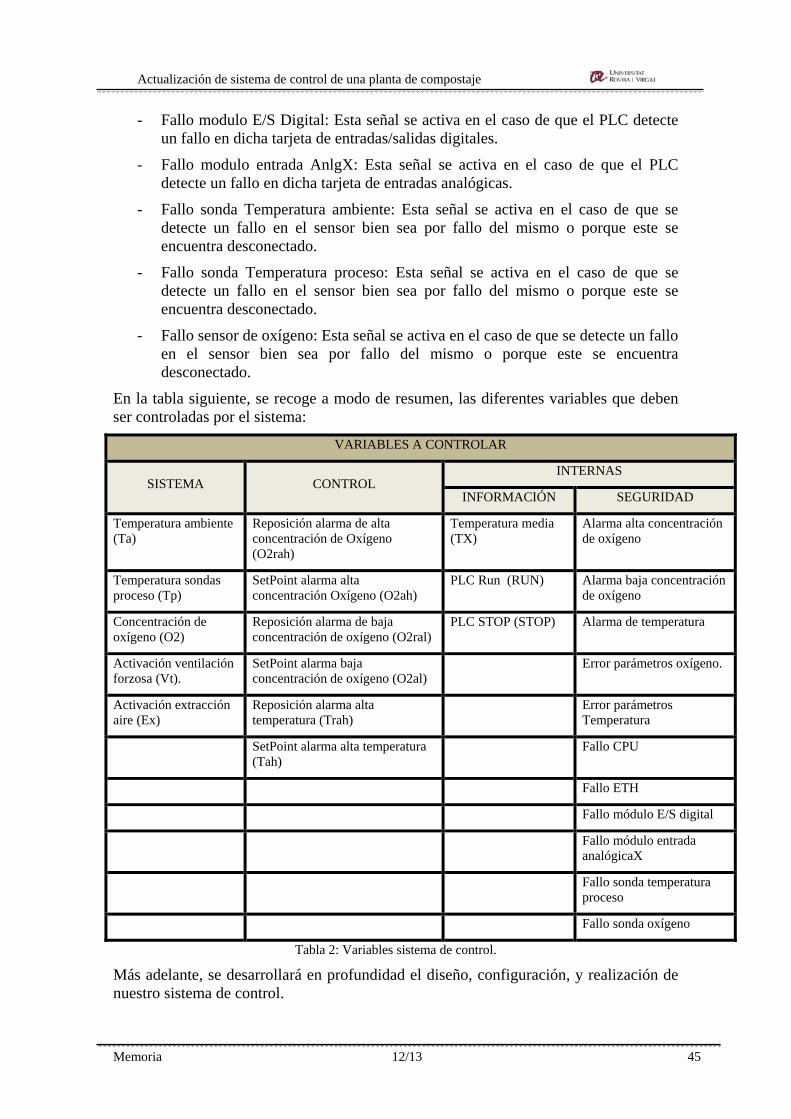
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 45
- Fallo modulo E/S Digital: Esta señal se activa en el caso de que el PLC detecte un fallo en dicha tarjeta de entradas/salidas digitales.
- Fallo modulo entrada AnlgX: Esta señal se activa en el caso de que el PLC detecte un fallo en dicha tarjeta de entradas analógicas.
- Fallo sonda Temperatura ambiente: Esta señal se activa en el caso de que se detecte un fallo en el sensor bien sea por fallo del mismo o porque este se encuentra desconectado.
- Fallo sonda Temperatura proceso: Esta señal se activa en el caso de que se detecte un fallo en el sensor bien sea por fallo del mismo o porque este se encuentra desconectado.
- Fallo sensor de oxígeno: Esta señal se activa en el caso de que se detecte un fallo en el sensor bien sea por fallo del mismo o porque este se encuentra desconectado.
En la tabla siguiente, se recoge a modo de resumen, las diferentes variables que deben ser controladas por el sistema:
VARIABLES A CONTROLAR
SISTEMA CONTROL INTERNAS
INFORMACIÓN SEGURIDAD
Temperatura ambiente (Ta)
Reposición alarma de alta concentración de Oxígeno (O2rah)
Temperatura media (TX)
Alarma alta concentración de oxígeno
Temperatura sondas proceso (Tp)
SetPoint alarma alta concentración Oxígeno (O2ah)
PLC Run (RUN) Alarma baja concentración de oxígeno
Concentración de oxígeno (O2)
Reposición alarma de baja concentración de oxígeno (O2ral)
PLC STOP (STOP) Alarma de temperatura
Activación ventilación forzosa (Vt).
SetPoint alarma baja concentración de oxígeno (O2al)
Error parámetros oxígeno.
Activación extracción aire (Ex)
Reposición alarma alta temperatura (Trah)
Error parámetros Temperatura
SetPoint alarma alta temperatura (Tah)
Fallo CPU
Fallo ETH
Fallo módulo E/S digital
Fallo módulo entrada analógicaX
Fallo sonda temperatura proceso
Fallo sonda oxígeno
Tabla 2: Variables sistema de control.
Más adelante, se desarrollará en profundidad el diseño, configuración, y realización de nuestro sistema de control.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 46
1.6.4.2 Especificaciones para el diseño del sistema SCADA
Para el desarrollo de nuestro sistema SCADA se exponen las necesidades que debe satisfacer el mismo, estos son, a grandes rasgos, los tres puntos que el sistema de supervisión, gestión y adquisición de datos SCADA, debe cumplir:
- Proporcionar una interfaz para introducir los valores de control del sistema: Esto se hará posible mediante el despliegue de una ventana emergente con un teclado numérico al clicar sobre la variable de control que deseamos modificar. De esta manera podemos introducir de forma cómoda y practica los valores deseados para todas y cada una de las variables previamente definidas como variables de control.
- Ofrecer en tiempo real toda la información del sistema: Se mostrará en tiempo real el valor de todas las variables de sistema. El sistema de control será el encargado de recoger todos los datos de los sensores, interpretarlos y mandarlos al SCADA para que el operador pueda visualizarlos cada uno en su correspondiente pagina del sistema de supervisión y adquisición de datos.
- Sistema de adquisición de datos: Nuestros sistema debe ser capaz de recoger los datos en forma de graficas tanto en tiempo real como en modo histórico de todas las variables del sistema, estos gráficos deben tener la posibilidad de ser exportados a un formato Excel donde puedan ser tratados, procesados, estudiados y almacenados. Estos archivos serán guardados en formato .xls en una ruta del PC especificada y con un nombre de archivo también definido en el cual se reflejara el año, mes, día, hora y minuto en el cual se realizo el guardado de dicho archivo.
Por tanto, en torno a estos tres puntos fundamentales se diseñará y desarrollará todo el sistema SCADA.
Más adelante, se desarrollara en profundidad el diseño, configuración y realización de nuestro sistema de supervisión, gestión y adquisición de datos.
1.6.4.3 Especificaciones para el diseño del sistema de comunicaciones
Los requisitos primordiales a cumplir por nuestro sistema de comunicaciones son:
- Permitir la comunicación entre nuestro sistema de control (PLC) y el sistema de supervisión, gestión y adquisición de datos (SCADA).
- El sistema de supervisión, gestión y adquisición de datos (SCADA) debe correr en un PC doméstico.
Estos requisitos vienen determinados por las propias características de los equipos del sistema (PC de supervisión, gestión y adquisición de datos (SCADA) y el autómata ó PLC), así como por las características del interfaz que integrará el sistema de comunicaciones dentro del sistema de control. Estas especificaciones se recogen más detalladamente en el punto correspondiente, donde se estudiará con detalle la viabilidad de las diferentes opciones para nuestro sistema de comunicaciones.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 47
Los elementos determinantes, como hemos mencionado anteriormente, para elegir el tipo de comunicaciones para nuestro sistema serán el PLC y el SCADA. Nuestro sistema SCADA, al tener que correr por requisito en un PC doméstico, nos hace encaminar rápidamente nuestra elección a una comunicación Ethernet basado en protocolo TCP/IP.
Debido a todo lo expuesto, nos vemos obligados a recopilar la información necesaria de los diferentes fabricantes para ver cuál es el modelo de PLC, así como fabricantes de sistemas de SCADA, para poder realizar la correcta comunicación entre los dos equipos y por tanto garantizar el requisito genérico y fundamental de un sistema de comunicaciones:
- Servir de enlace entre los equipos que forman el sistema y a su vez, ser capaz de transmitir todos los datos entre ambos a través del bus de comunicación.
1.6.5 Diseño Hardware Para proceder al diseño Hardware del sistema de control de la planta de compostaje es necesario tener en cuenta los requisitos o especificaciones técnicas que se deben cumplir. Los requisitos generales que se deben cumplir y satisfacer son:
- La correcta integración de los sensores de temperatura.
- La correcta integración del sensor de oxígeno.
- La posibilidad de recoger una cantidad dada de entradas digitales derivadas del panel de control local.
- La posibilidad de activar una cantidad de salidas digitales dadas para la activación y desactivación de las indicaciones luminosas del panel de control local y la puesta en marcha y paro de la bomba de extracción de aire.
Por tanto es necesario conocer las especificaciones técnicas de los propios equipos que conforman la planta de compostaje, es decir, sensores, bombas, etc. Ya estos condicionarán las características hardware de nuestro sistema de control.
1.6.5.1 Especificaciones Hardware de los equipos de la planta
En este apartado por tanto, abordaremos un análisis de los distintos equipos que forman parte de la planta, así como sus especificaciones técnicas, estos datos hay que recalcar que son importante de cara a conformar el diseño del sistema de control, así como a la hora de elegir el modelo de autómata programable, objeto de estudio de los siguientes documentos.
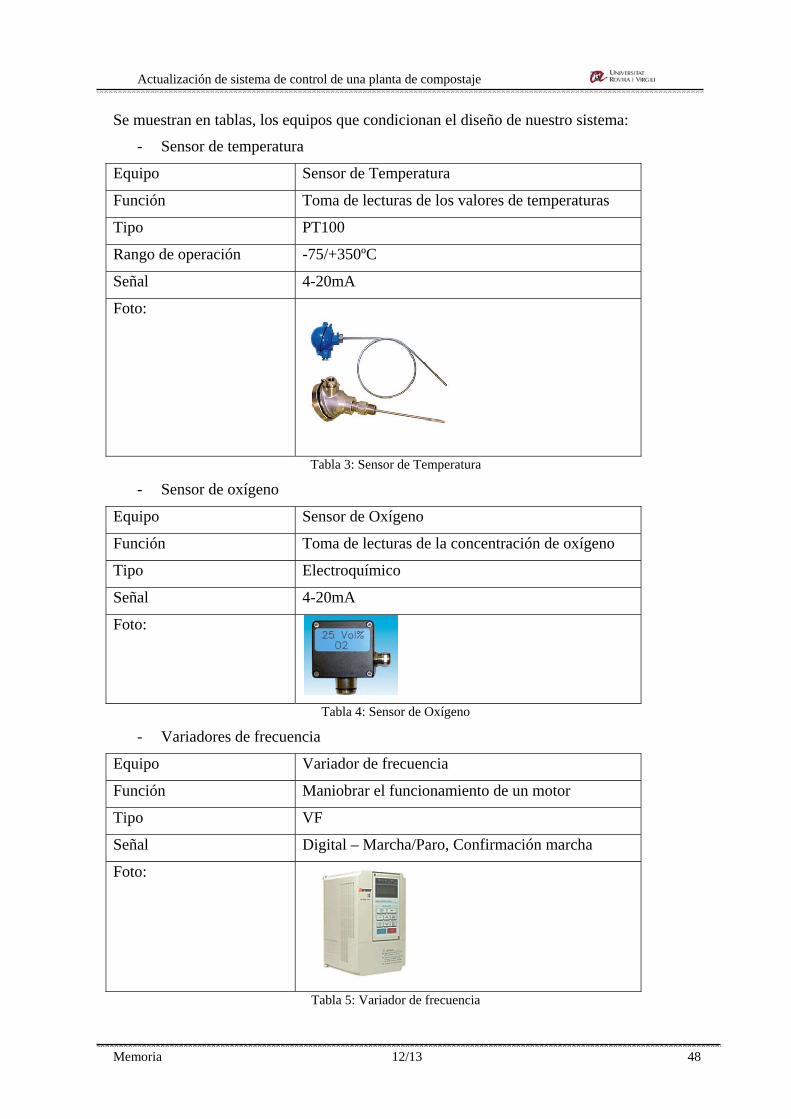
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 48
Se muestran en tablas, los equipos que condicionan el diseño de nuestro sistema:
- Sensor de temperatura
Equipo Sensor de Temperatura
Función Toma de lecturas de los valores de temperaturas
Tipo PT100
Rango de operación -75/+350ºC
Señal 4-20mA
Foto:
Tabla 3: Sensor de Temperatura
- Sensor de oxígeno
Equipo Sensor de Oxígeno
Función Toma de lecturas de la concentración de oxígeno
Tipo Electroquímico
Señal 4-20mA
Foto:
Tabla 4: Sensor de Oxígeno
- Variadores de frecuencia
Equipo Variador de frecuencia
Función Maniobrar el funcionamiento de un motor
Tipo VF
Señal Digital – Marcha/Paro, Confirmación marcha
Foto:
Tabla 5: Variador de frecuencia
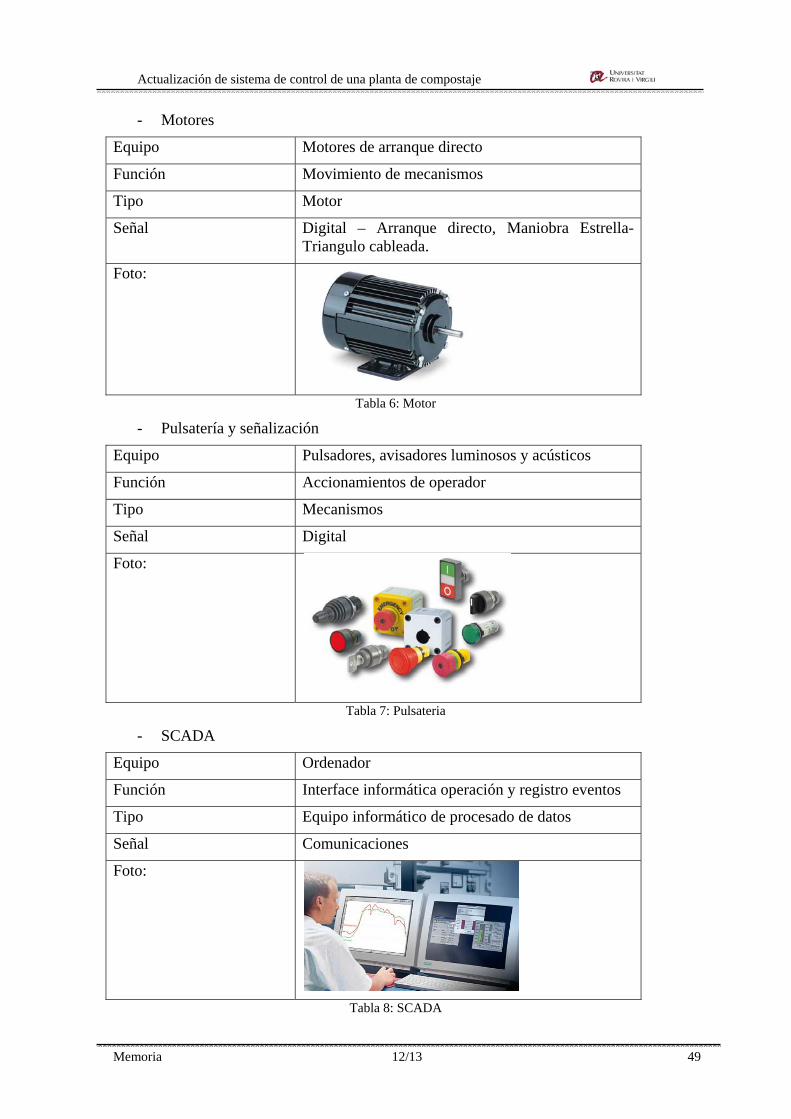
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 49
- Motores
Equipo Motores de arranque directo
Función Movimiento de mecanismos
Tipo Motor
Señal Digital – Arranque directo, Maniobra Estrella-Triangulo cableada.
Foto:
Tabla 6: Motor
- Pulsatería y señalización
Equipo Pulsadores, avisadores luminosos y acústicos
Función Accionamientos de operador
Tipo Mecanismos
Señal Digital
Foto:
Tabla 7: Pulsateria
- SCADA
Equipo Ordenador
Función Interface informática operación y registro eventos
Tipo Equipo informático de procesado de datos
Señal Comunicaciones
Foto:
Tabla 8: SCADA
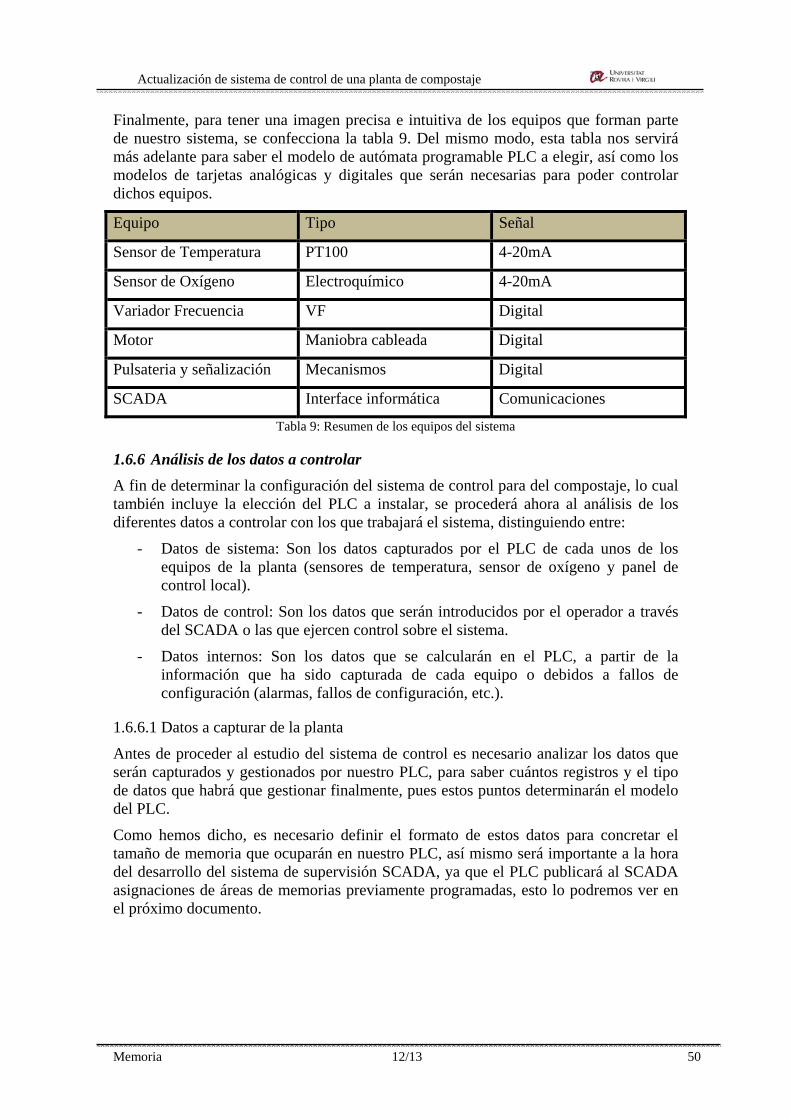
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 50
Finalmente, para tener una imagen precisa e intuitiva de los equipos que forman parte de nuestro sistema, se confecciona la tabla 9. Del mismo modo, esta tabla nos servirá más adelante para saber el modelo de autómata programable PLC a elegir, así como los modelos de tarjetas analógicas y digitales que serán necesarias para poder controlar dichos equipos.
Equipo Tipo Señal
Sensor de Temperatura PT100 4-20mA
Sensor de Oxígeno Electroquímico 4-20mA
Variador Frecuencia VF Digital
Motor Maniobra cableada Digital
Pulsateria y señalización Mecanismos Digital
SCADA Interface informática Comunicaciones
Tabla 9: Resumen de los equipos del sistema
1.6.6 Análisis de los datos a controlar A fin de determinar la configuración del sistema de control para del compostaje, lo cual también incluye la elección del PLC a instalar, se procederá ahora al análisis de los diferentes datos a controlar con los que trabajará el sistema, distinguiendo entre:
- Datos de sistema: Son los datos capturados por el PLC de cada unos de los equipos de la planta (sensores de temperatura, sensor de oxígeno y panel de control local).
- Datos de control: Son los datos que serán introducidos por el operador a través del SCADA o las que ejercen control sobre el sistema.
- Datos internos: Son los datos que se calcularán en el PLC, a partir de la información que ha sido capturada de cada equipo o debidos a fallos de configuración (alarmas, fallos de configuración, etc.).
1.6.6.1 Datos a capturar de la planta
Antes de proceder al estudio del sistema de control es necesario analizar los datos que serán capturados y gestionados por nuestro PLC, para saber cuántos registros y el tipo de datos que habrá que gestionar finalmente, pues estos puntos determinarán el modelo del PLC.
Como hemos dicho, es necesario definir el formato de estos datos para concretar el tamaño de memoria que ocuparán en nuestro PLC, así mismo será importante a la hora del desarrollo del sistema de supervisión SCADA, ya que el PLC publicará al SCADA asignaciones de áreas de memorias previamente programadas, esto lo podremos ver en el próximo documento.
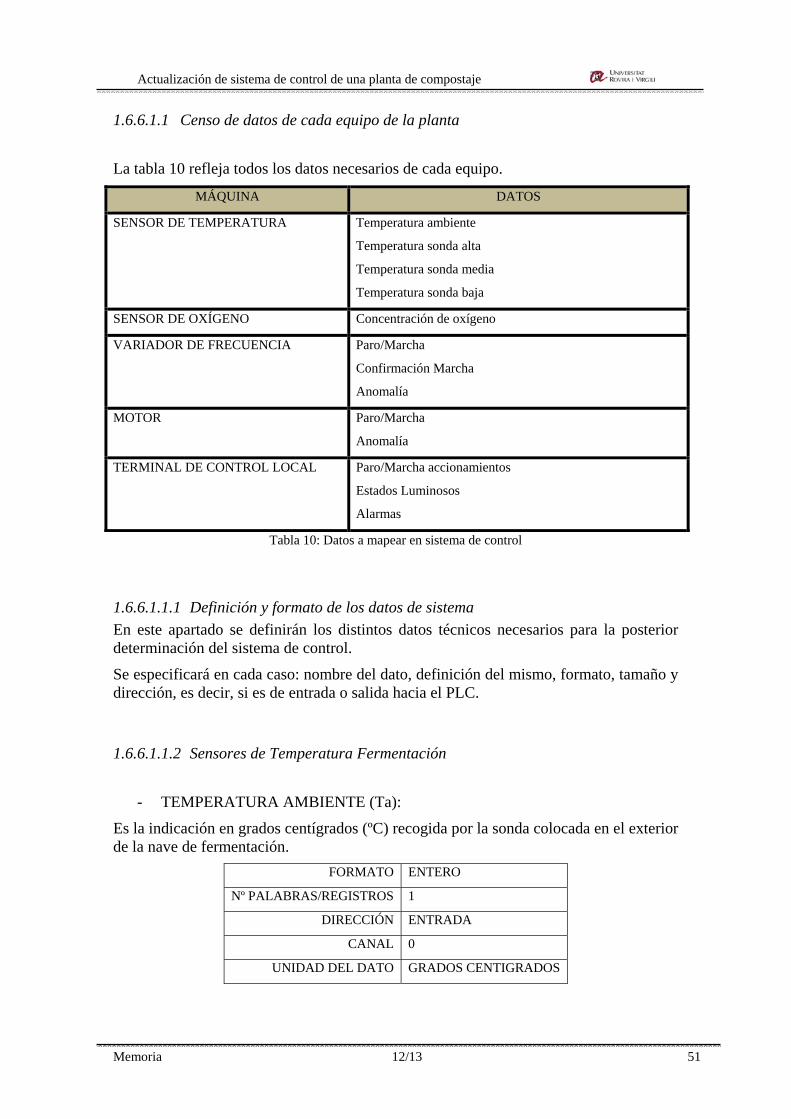
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 51
1.6.6.1.1 Censo de datos de cada equipo de la planta
La tabla 10 refleja todos los datos necesarios de cada equipo.
MÁQUINA DATOS
SENSOR DE TEMPERATURA Temperatura ambiente
Temperatura sonda alta
Temperatura sonda media
Temperatura sonda baja
SENSOR DE OXÍGENO Concentración de oxígeno
VARIADOR DE FRECUENCIA Paro/Marcha
Confirmación Marcha
Anomalía
MOTOR Paro/Marcha
Anomalía
TERMINAL DE CONTROL LOCAL Paro/Marcha accionamientos
Estados Luminosos
Alarmas
Tabla 10: Datos a mapear en sistema de control
1.6.6.1.1.1 Definición y formato de los datos de sistema En este apartado se definirán los distintos datos técnicos necesarios para la posterior determinación del sistema de control.
Se especificará en cada caso: nombre del dato, definición del mismo, formato, tamaño y dirección, es decir, si es de entrada o salida hacia el PLC.
1.6.6.1.1.2 Sensores de Temperatura Fermentación
- TEMPERATURA AMBIENTE (Ta):
Es la indicación en grados centígrados (ºC) recogida por la sonda colocada en el exterior de la nave de fermentación.
FORMATO ENTERO
Nº PALABRAS/REGISTROS 1
DIRECCIÓN ENTRADA
CANAL 0
UNIDAD DEL DATO GRADOS CENTIGRADOS
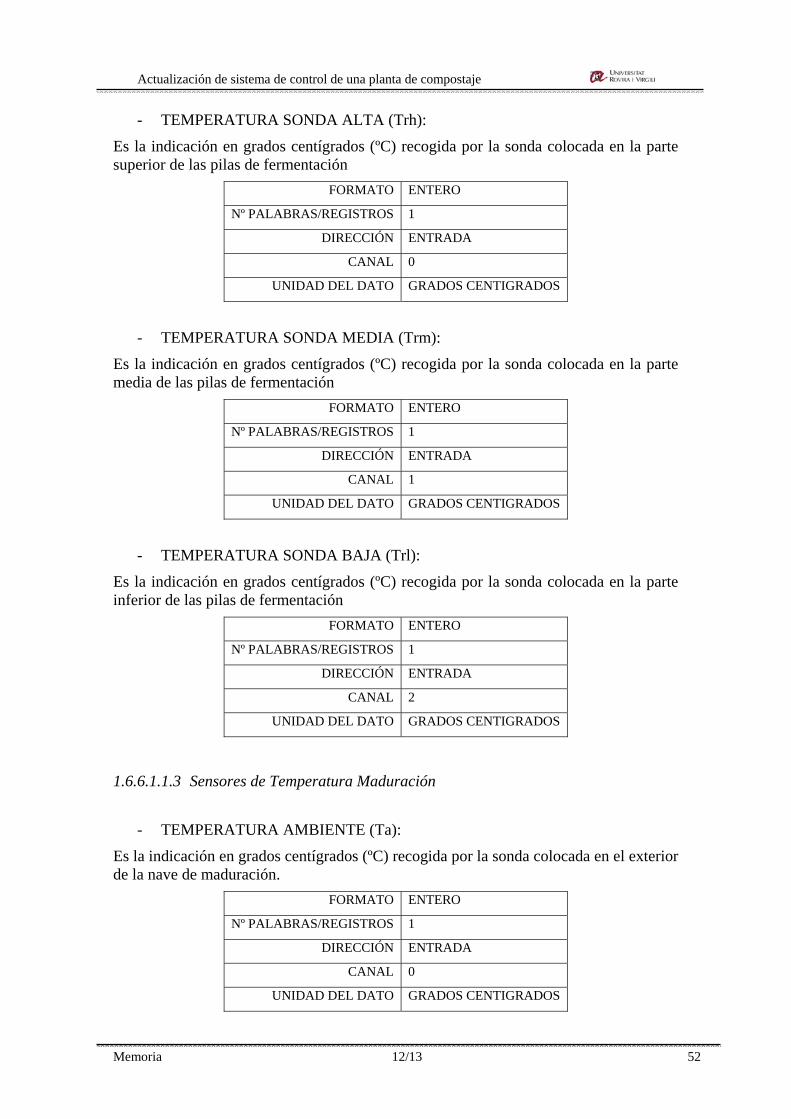
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 52
- TEMPERATURA SONDA ALTA (Trh):
Es la indicación en grados centígrados (ºC) recogida por la sonda colocada en la parte superior de las pilas de fermentación
FORMATO ENTERO
Nº PALABRAS/REGISTROS 1
DIRECCIÓN ENTRADA
CANAL 0
UNIDAD DEL DATO GRADOS CENTIGRADOS
- TEMPERATURA SONDA MEDIA (Trm):
Es la indicación en grados centígrados (ºC) recogida por la sonda colocada en la parte media de las pilas de fermentación
FORMATO ENTERO
Nº PALABRAS/REGISTROS 1
DIRECCIÓN ENTRADA
CANAL 1
UNIDAD DEL DATO GRADOS CENTIGRADOS
- TEMPERATURA SONDA BAJA (Trl):
Es la indicación en grados centígrados (ºC) recogida por la sonda colocada en la parte inferior de las pilas de fermentación
FORMATO ENTERO
Nº PALABRAS/REGISTROS 1
DIRECCIÓN ENTRADA
CANAL 2
UNIDAD DEL DATO GRADOS CENTIGRADOS
1.6.6.1.1.3 Sensores de Temperatura Maduración
- TEMPERATURA AMBIENTE (Ta):
Es la indicación en grados centígrados (ºC) recogida por la sonda colocada en el exterior de la nave de maduración.
FORMATO ENTERO
Nº PALABRAS/REGISTROS 1
DIRECCIÓN ENTRADA
CANAL 0
UNIDAD DEL DATO GRADOS CENTIGRADOS
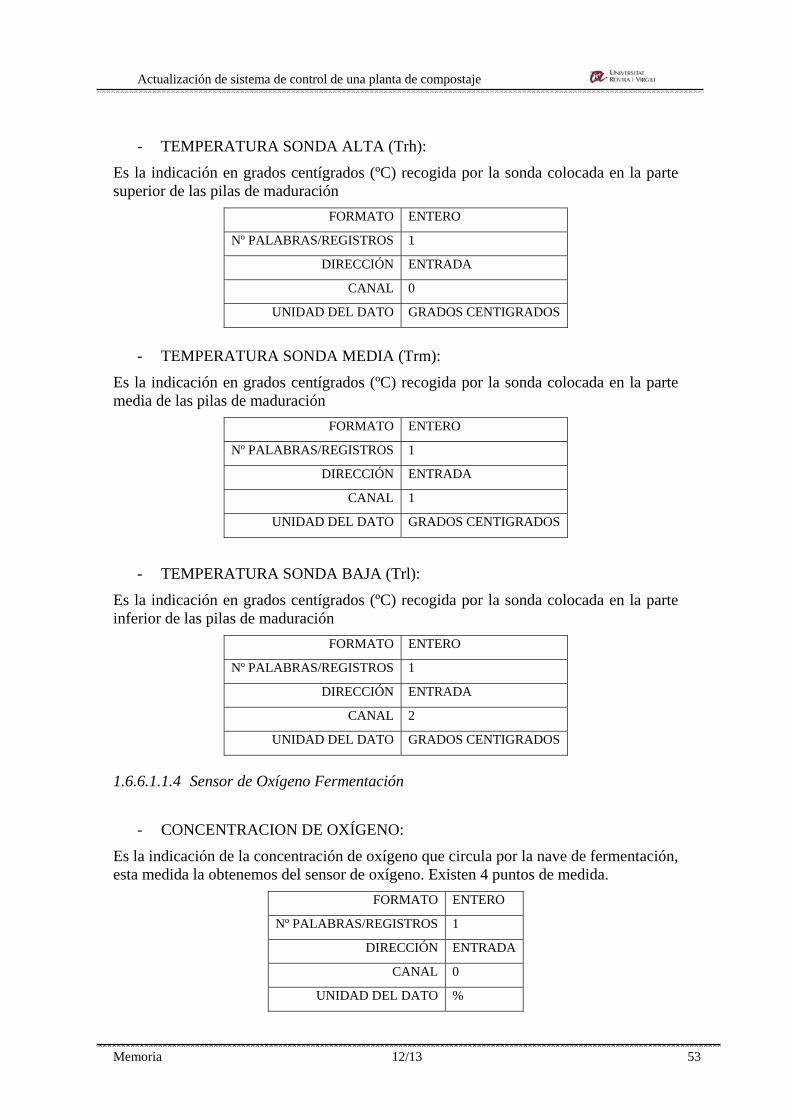
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 53
- TEMPERATURA SONDA ALTA (Trh):
Es la indicación en grados centígrados (ºC) recogida por la sonda colocada en la parte superior de las pilas de maduración
FORMATO ENTERO
Nº PALABRAS/REGISTROS 1
DIRECCIÓN ENTRADA
CANAL 0
UNIDAD DEL DATO GRADOS CENTIGRADOS
- TEMPERATURA SONDA MEDIA (Trm):
Es la indicación en grados centígrados (ºC) recogida por la sonda colocada en la parte media de las pilas de maduración
FORMATO ENTERO
Nº PALABRAS/REGISTROS 1
DIRECCIÓN ENTRADA
CANAL 1
UNIDAD DEL DATO GRADOS CENTIGRADOS
- TEMPERATURA SONDA BAJA (Trl):
Es la indicación en grados centígrados (ºC) recogida por la sonda colocada en la parte inferior de las pilas de maduración
FORMATO ENTERO
Nº PALABRAS/REGISTROS 1
DIRECCIÓN ENTRADA
CANAL 2
UNIDAD DEL DATO GRADOS CENTIGRADOS
1.6.6.1.1.4 Sensor de Oxígeno Fermentación
- CONCENTRACION DE OXÍGENO:
Es la indicación de la concentración de oxígeno que circula por la nave de fermentación, esta medida la obtenemos del sensor de oxígeno. Existen 4 puntos de medida.
FORMATO ENTERO
Nº PALABRAS/REGISTROS 1
DIRECCIÓN ENTRADA
CANAL 0
UNIDAD DEL DATO %
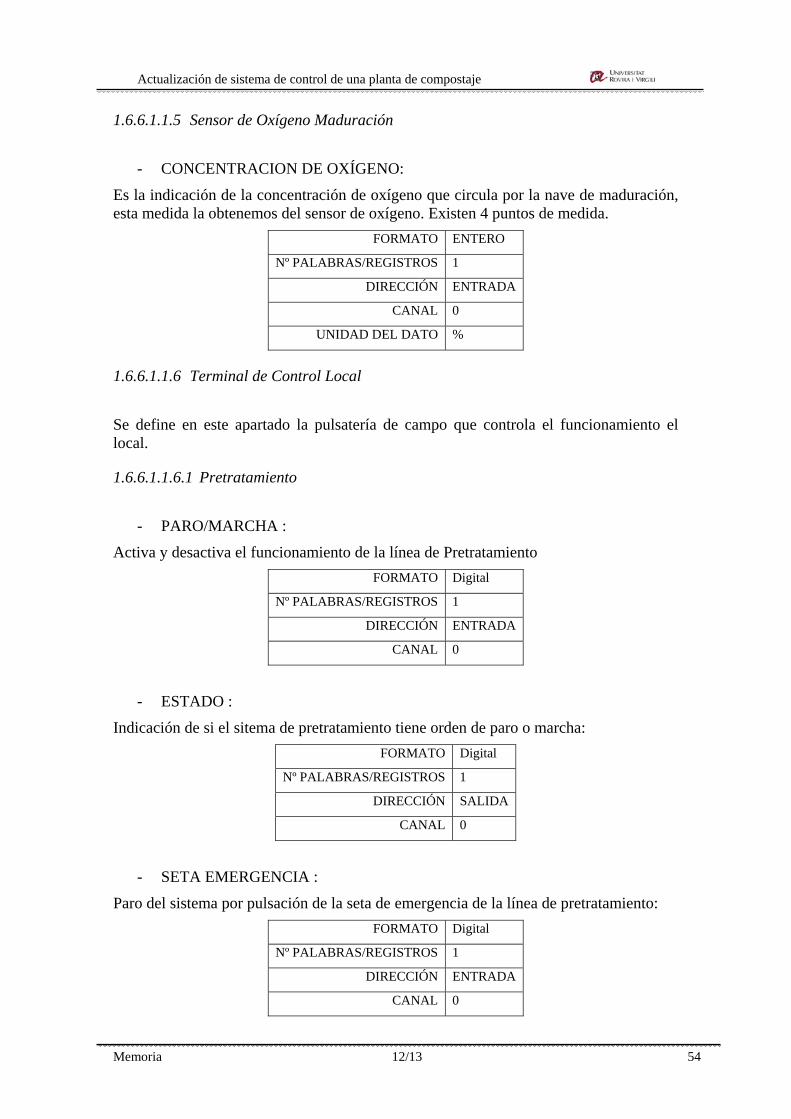
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 54
1.6.6.1.1.5 Sensor de Oxígeno Maduración
- CONCENTRACION DE OXÍGENO:
Es la indicación de la concentración de oxígeno que circula por la nave de maduración, esta medida la obtenemos del sensor de oxígeno. Existen 4 puntos de medida.
FORMATO ENTERO
Nº PALABRAS/REGISTROS 1
DIRECCIÓN ENTRADA
CANAL 0
UNIDAD DEL DATO %
1.6.6.1.1.6 Terminal de Control Local
Se define en este apartado la pulsatería de campo que controla el funcionamiento el local.
1.6.6.1.1.6.1 Pretratamiento
- PARO/MARCHA :
Activa y desactiva el funcionamiento de la línea de Pretratamiento FORMATO Digital
Nº PALABRAS/REGISTROS 1
DIRECCIÓN ENTRADA
CANAL 0
- ESTADO :
Indicación de si el sitema de pretratamiento tiene orden de paro o marcha: FORMATO Digital
Nº PALABRAS/REGISTROS 1
DIRECCIÓN SALIDA
CANAL 0
- SETA EMERGENCIA :
Paro del sistema por pulsación de la seta de emergencia de la línea de pretratamiento: FORMATO Digital
Nº PALABRAS/REGISTROS 1
DIRECCIÓN ENTRADA
CANAL 0
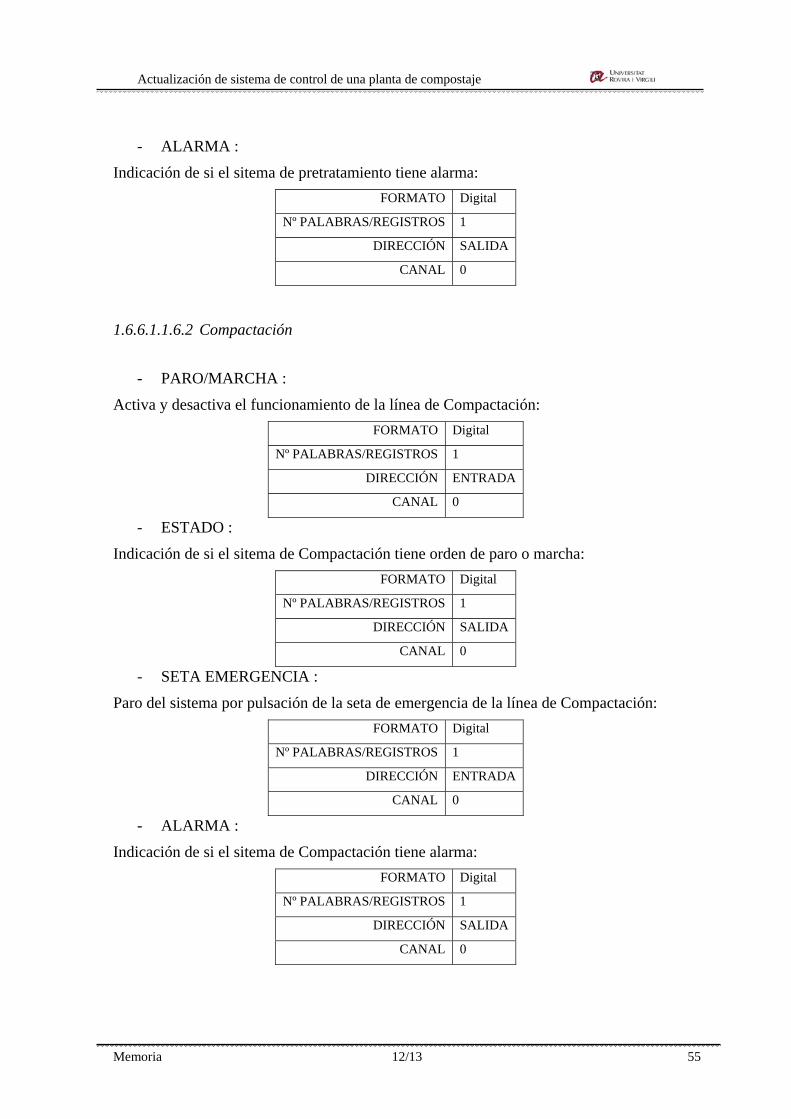
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 55
- ALARMA :
Indicación de si el sitema de pretratamiento tiene alarma: FORMATO Digital
Nº PALABRAS/REGISTROS 1
DIRECCIÓN SALIDA
CANAL 0
1.6.6.1.1.6.2 Compactación
- PARO/MARCHA :
Activa y desactiva el funcionamiento de la línea de Compactación: FORMATO Digital
Nº PALABRAS/REGISTROS 1
DIRECCIÓN ENTRADA
CANAL 0
- ESTADO :
Indicación de si el sitema de Compactación tiene orden de paro o marcha: FORMATO Digital
Nº PALABRAS/REGISTROS 1
DIRECCIÓN SALIDA
CANAL 0
- SETA EMERGENCIA :
Paro del sistema por pulsación de la seta de emergencia de la línea de Compactación: FORMATO Digital
Nº PALABRAS/REGISTROS 1
DIRECCIÓN ENTRADA
CANAL 0
- ALARMA :
Indicación de si el sitema de Compactación tiene alarma: FORMATO Digital
Nº PALABRAS/REGISTROS 1
DIRECCIÓN SALIDA
CANAL 0
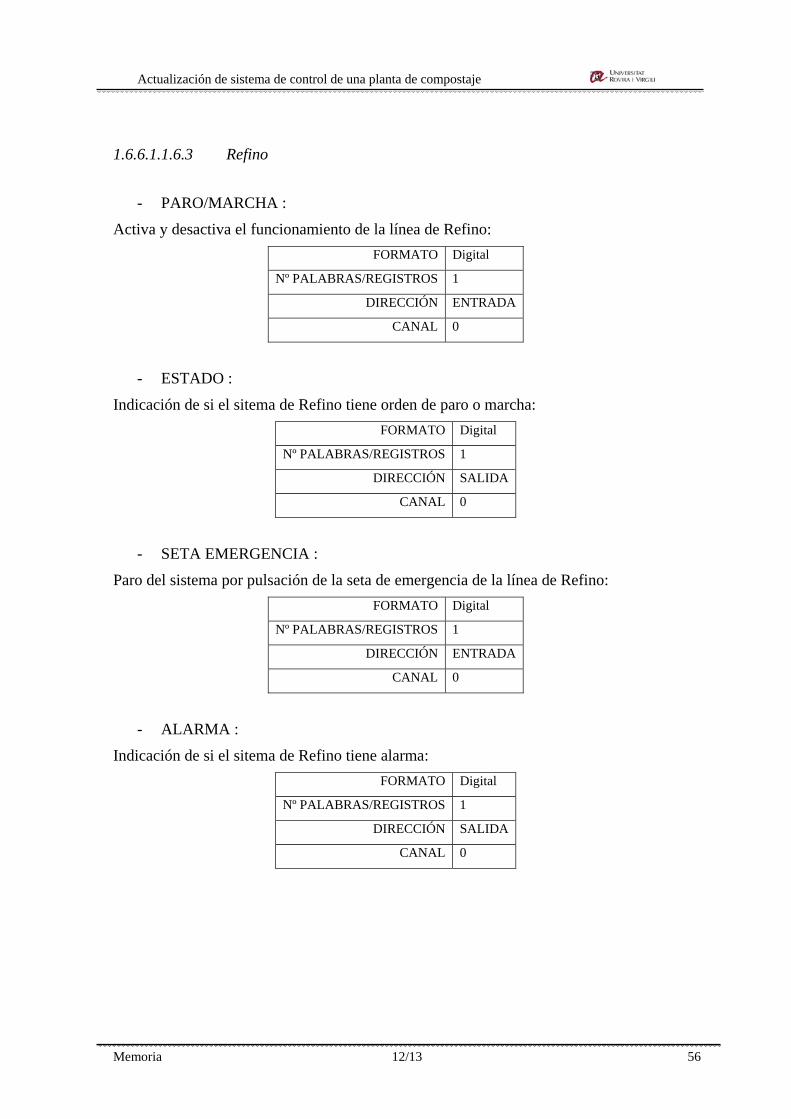
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 56
1.6.6.1.1.6.3 Refino
- PARO/MARCHA :
Activa y desactiva el funcionamiento de la línea de Refino: FORMATO Digital
Nº PALABRAS/REGISTROS 1
DIRECCIÓN ENTRADA
CANAL 0
- ESTADO :
Indicación de si el sitema de Refino tiene orden de paro o marcha: FORMATO Digital
Nº PALABRAS/REGISTROS 1
DIRECCIÓN SALIDA
CANAL 0
- SETA EMERGENCIA :
Paro del sistema por pulsación de la seta de emergencia de la línea de Refino: FORMATO Digital
Nº PALABRAS/REGISTROS 1
DIRECCIÓN ENTRADA
CANAL 0
- ALARMA :
Indicación de si el sitema de Refino tiene alarma: FORMATO Digital
Nº PALABRAS/REGISTROS 1
DIRECCIÓN SALIDA
CANAL 0
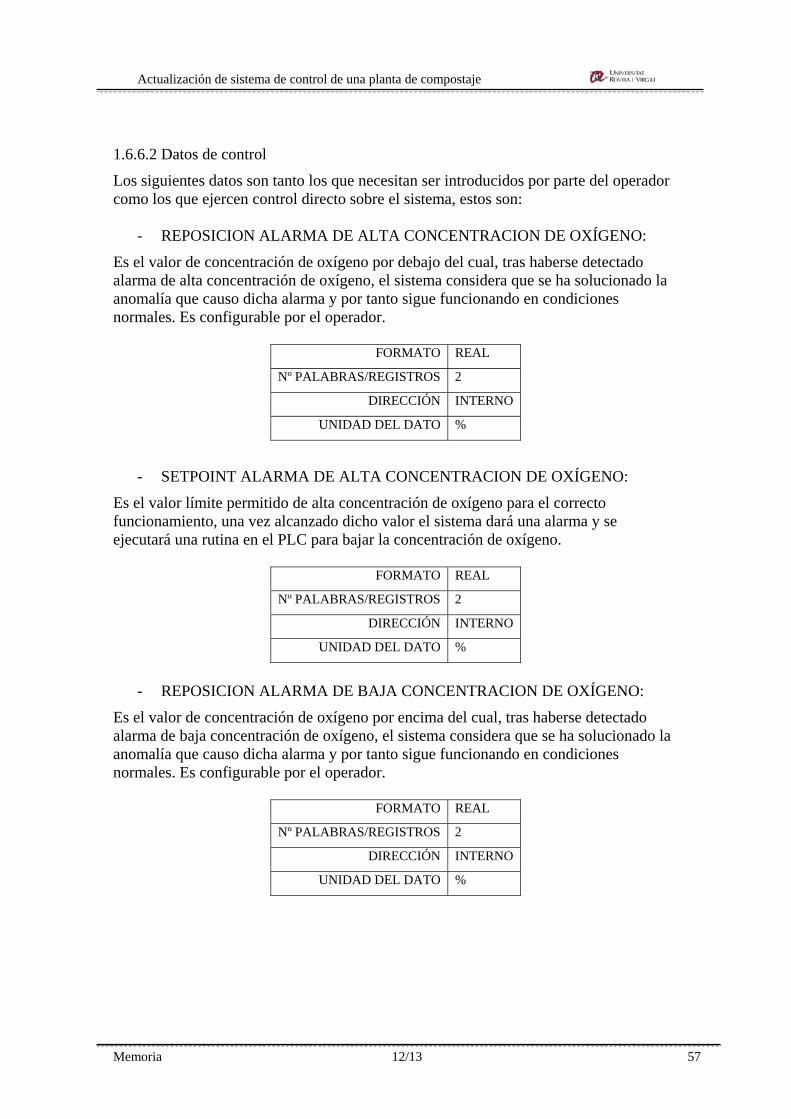
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 57
1.6.6.2 Datos de control
Los siguientes datos son tanto los que necesitan ser introducidos por parte del operador como los que ejercen control directo sobre el sistema, estos son:
- REPOSICION ALARMA DE ALTA CONCENTRACION DE OXÍGENO:
Es el valor de concentración de oxígeno por debajo del cual, tras haberse detectado alarma de alta concentración de oxígeno, el sistema considera que se ha solucionado la anomalía que causo dicha alarma y por tanto sigue funcionando en condiciones normales. Es configurable por el operador.
FORMATO REAL
Nº PALABRAS/REGISTROS 2
DIRECCIÓN INTERNO
UNIDAD DEL DATO %
- SETPOINT ALARMA DE ALTA CONCENTRACION DE OXÍGENO:
Es el valor límite permitido de alta concentración de oxígeno para el correcto funcionamiento, una vez alcanzado dicho valor el sistema dará una alarma y se ejecutará una rutina en el PLC para bajar la concentración de oxígeno.
FORMATO REAL
Nº PALABRAS/REGISTROS 2
DIRECCIÓN INTERNO
UNIDAD DEL DATO %
- REPOSICION ALARMA DE BAJA CONCENTRACION DE OXÍGENO:
Es el valor de concentración de oxígeno por encima del cual, tras haberse detectado alarma de baja concentración de oxígeno, el sistema considera que se ha solucionado la anomalía que causo dicha alarma y por tanto sigue funcionando en condiciones normales. Es configurable por el operador.
FORMATO REAL
Nº PALABRAS/REGISTROS 2
DIRECCIÓN INTERNO
UNIDAD DEL DATO %
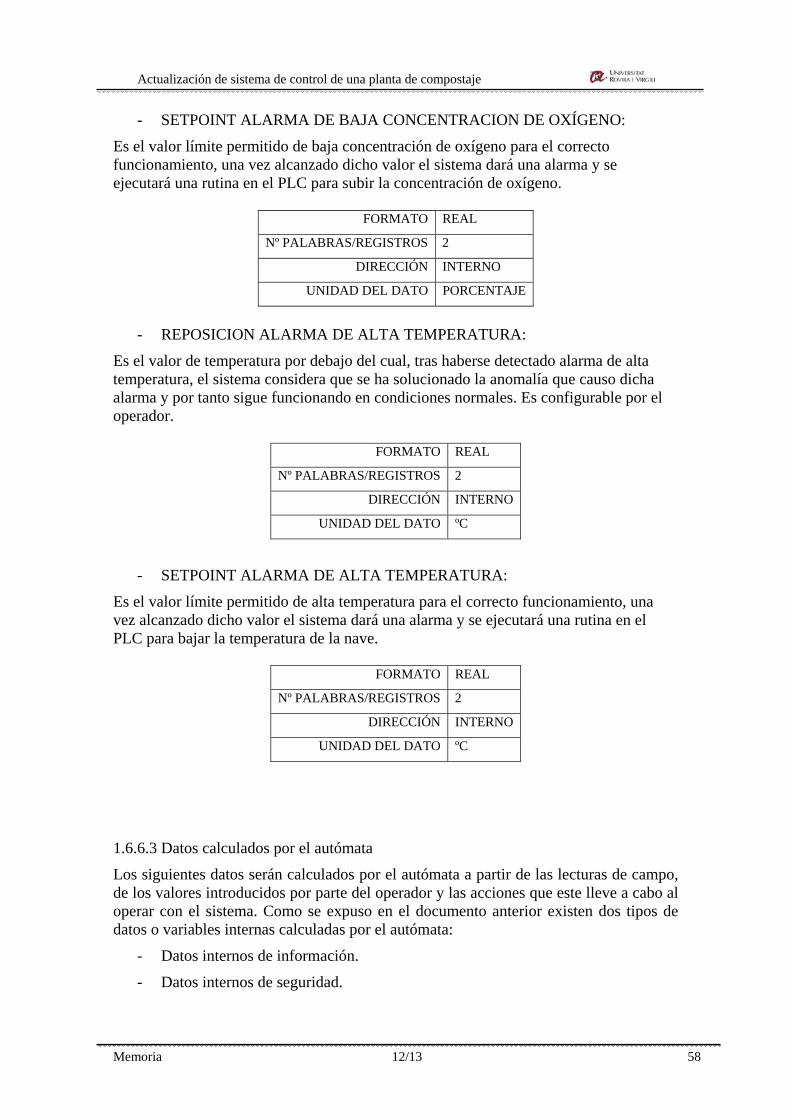
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 58
- SETPOINT ALARMA DE BAJA CONCENTRACION DE OXÍGENO:
Es el valor límite permitido de baja concentración de oxígeno para el correcto funcionamiento, una vez alcanzado dicho valor el sistema dará una alarma y se ejecutará una rutina en el PLC para subir la concentración de oxígeno.
FORMATO REAL
Nº PALABRAS/REGISTROS 2
DIRECCIÓN INTERNO
UNIDAD DEL DATO PORCENTAJE
- REPOSICION ALARMA DE ALTA TEMPERATURA:
Es el valor de temperatura por debajo del cual, tras haberse detectado alarma de alta temperatura, el sistema considera que se ha solucionado la anomalía que causo dicha alarma y por tanto sigue funcionando en condiciones normales. Es configurable por el operador.
FORMATO REAL
Nº PALABRAS/REGISTROS 2
DIRECCIÓN INTERNO
UNIDAD DEL DATO ºC
- SETPOINT ALARMA DE ALTA TEMPERATURA:
Es el valor límite permitido de alta temperatura para el correcto funcionamiento, una vez alcanzado dicho valor el sistema dará una alarma y se ejecutará una rutina en el PLC para bajar la temperatura de la nave.
FORMATO REAL
Nº PALABRAS/REGISTROS 2
DIRECCIÓN INTERNO
UNIDAD DEL DATO ºC
1.6.6.3 Datos calculados por el autómata
Los siguientes datos serán calculados por el autómata a partir de las lecturas de campo, de los valores introducidos por parte del operador y las acciones que este lleve a cabo al operar con el sistema. Como se expuso en el documento anterior existen dos tipos de datos o variables internas calculadas por el autómata:
- Datos internos de información.
- Datos internos de seguridad.
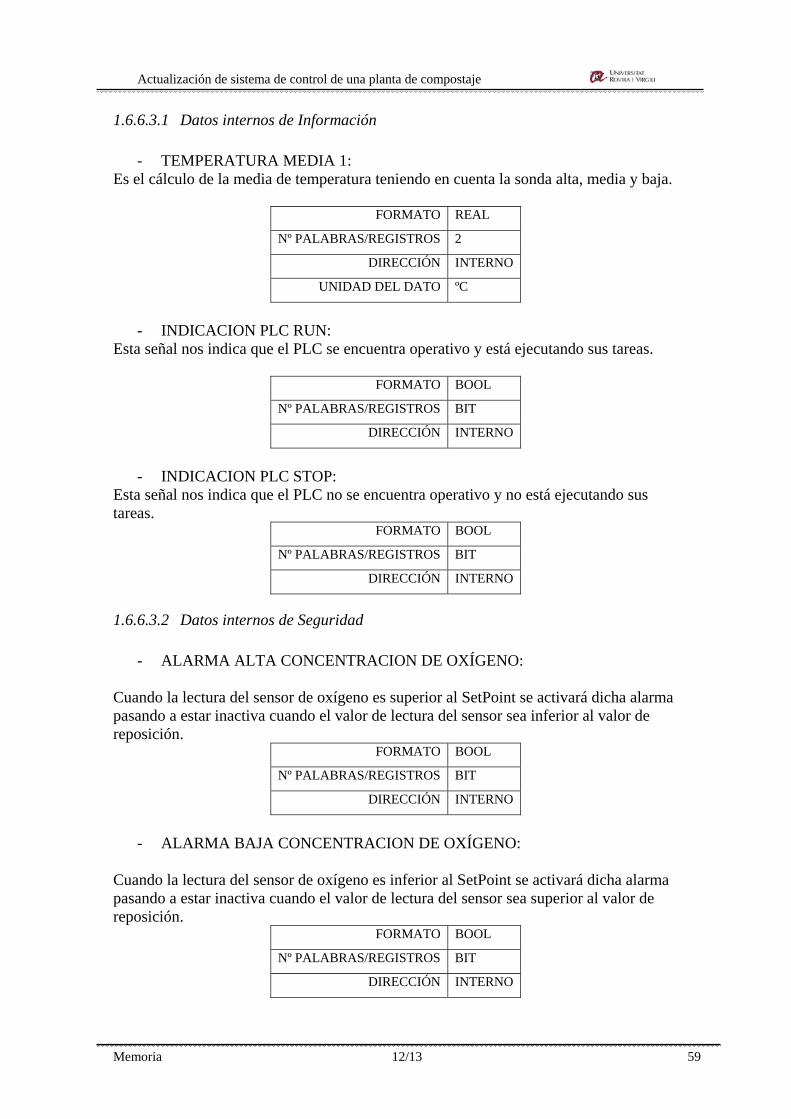
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 59
1.6.6.3.1 Datos internos de Información
- TEMPERATURA MEDIA 1: Es el cálculo de la media de temperatura teniendo en cuenta la sonda alta, media y baja.
FORMATO REAL
Nº PALABRAS/REGISTROS 2
DIRECCIÓN INTERNO
UNIDAD DEL DATO ºC
- INDICACION PLC RUN:
Esta señal nos indica que el PLC se encuentra operativo y está ejecutando sus tareas.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
- INDICACION PLC STOP:
Esta señal nos indica que el PLC no se encuentra operativo y no está ejecutando sus tareas.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
1.6.6.3.2 Datos internos de Seguridad
- ALARMA ALTA CONCENTRACION DE OXÍGENO:
Cuando la lectura del sensor de oxígeno es superior al SetPoint se activará dicha alarma pasando a estar inactiva cuando el valor de lectura del sensor sea inferior al valor de reposición.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
- ALARMA BAJA CONCENTRACION DE OXÍGENO:
Cuando la lectura del sensor de oxígeno es inferior al SetPoint se activará dicha alarma pasando a estar inactiva cuando el valor de lectura del sensor sea superior al valor de reposición.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
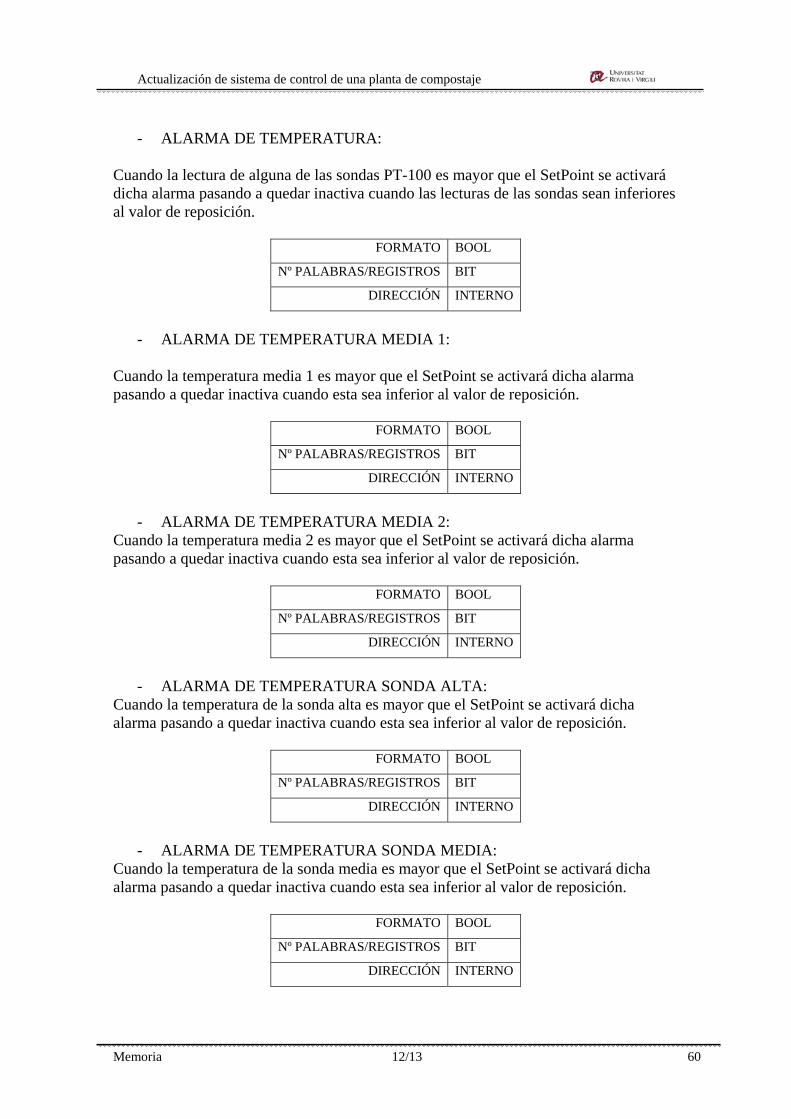
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 60
- ALARMA DE TEMPERATURA:
Cuando la lectura de alguna de las sondas PT-100 es mayor que el SetPoint se activará dicha alarma pasando a quedar inactiva cuando las lecturas de las sondas sean inferiores al valor de reposición.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
- ALARMA DE TEMPERATURA MEDIA 1:
Cuando la temperatura media 1 es mayor que el SetPoint se activará dicha alarma pasando a quedar inactiva cuando esta sea inferior al valor de reposición.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
- ALARMA DE TEMPERATURA MEDIA 2:
Cuando la temperatura media 2 es mayor que el SetPoint se activará dicha alarma pasando a quedar inactiva cuando esta sea inferior al valor de reposición.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
- ALARMA DE TEMPERATURA SONDA ALTA:
Cuando la temperatura de la sonda alta es mayor que el SetPoint se activará dicha alarma pasando a quedar inactiva cuando esta sea inferior al valor de reposición.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
- ALARMA DE TEMPERATURA SONDA MEDIA:
Cuando la temperatura de la sonda media es mayor que el SetPoint se activará dicha alarma pasando a quedar inactiva cuando esta sea inferior al valor de reposición.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
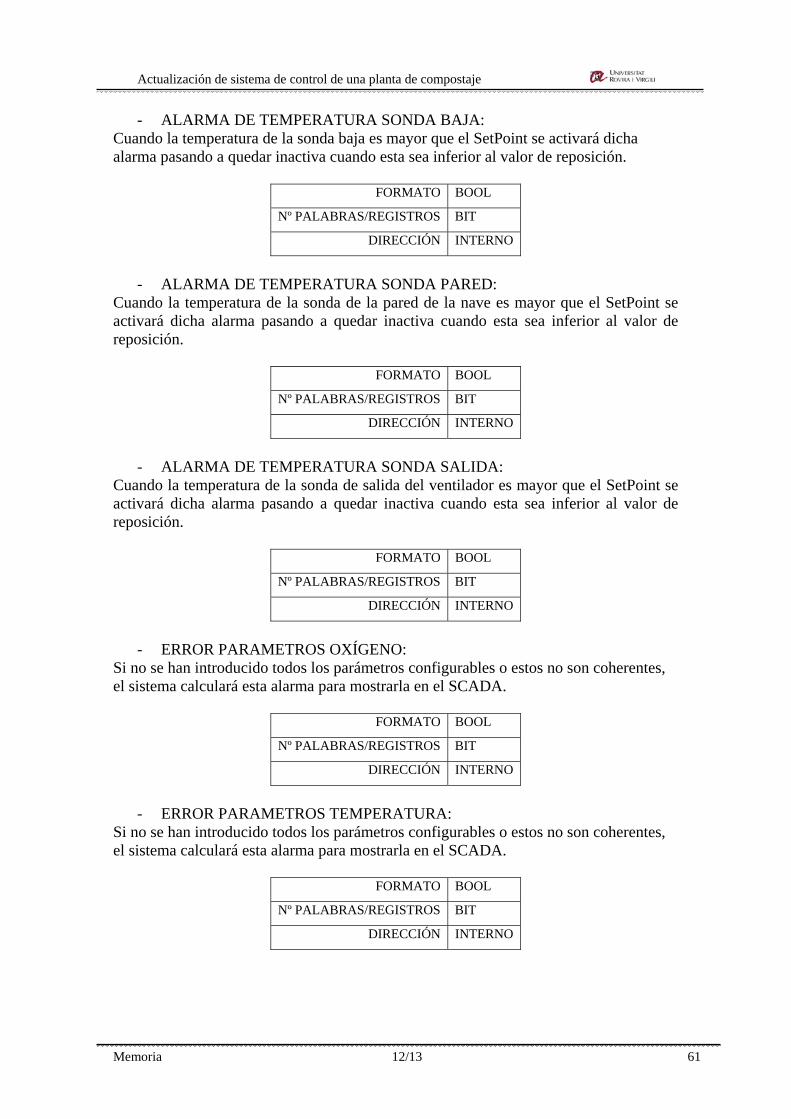
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 61
- ALARMA DE TEMPERATURA SONDA BAJA: Cuando la temperatura de la sonda baja es mayor que el SetPoint se activará dicha alarma pasando a quedar inactiva cuando esta sea inferior al valor de reposición.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
- ALARMA DE TEMPERATURA SONDA PARED:
Cuando la temperatura de la sonda de la pared de la nave es mayor que el SetPoint se activará dicha alarma pasando a quedar inactiva cuando esta sea inferior al valor de reposición.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
- ALARMA DE TEMPERATURA SONDA SALIDA:
Cuando la temperatura de la sonda de salida del ventilador es mayor que el SetPoint se activará dicha alarma pasando a quedar inactiva cuando esta sea inferior al valor de reposición.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
- ERROR PARAMETROS OXÍGENO:
Si no se han introducido todos los parámetros configurables o estos no son coherentes, el sistema calculará esta alarma para mostrarla en el SCADA.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
- ERROR PARAMETROS TEMPERATURA:
Si no se han introducido todos los parámetros configurables o estos no son coherentes, el sistema calculará esta alarma para mostrarla en el SCADA.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
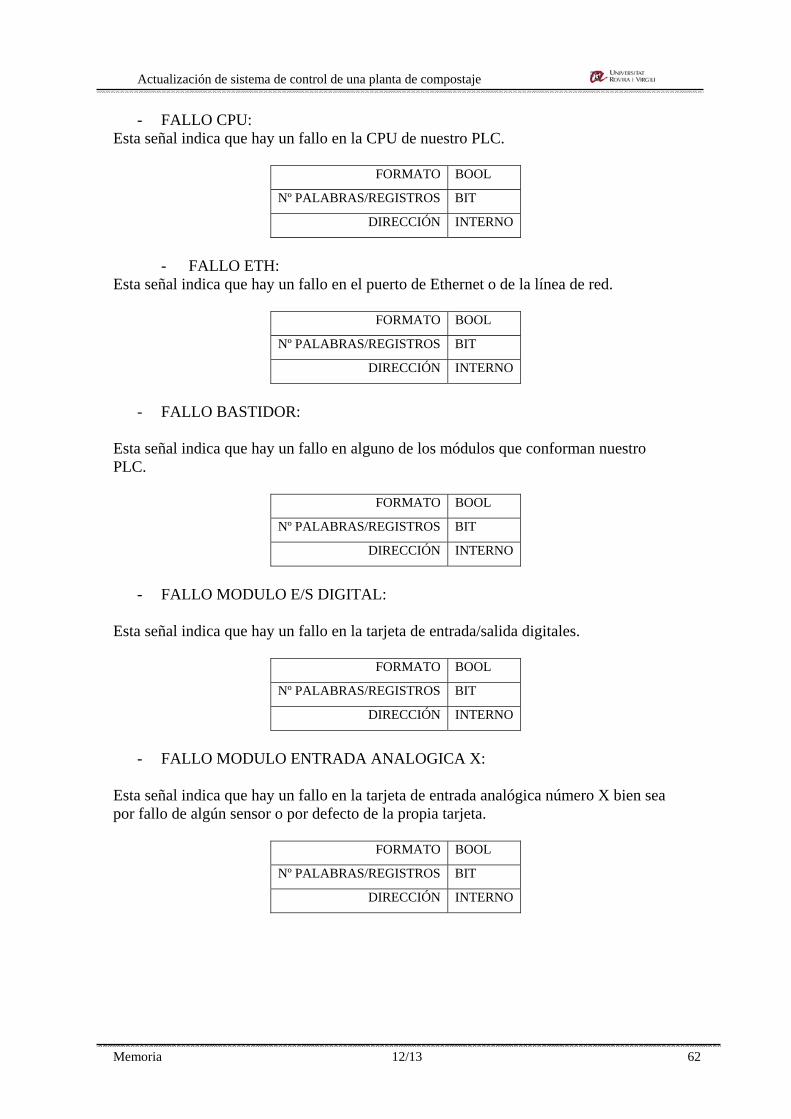
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 62
- FALLO CPU: Esta señal indica que hay un fallo en la CPU de nuestro PLC.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
- FALLO ETH:
Esta señal indica que hay un fallo en el puerto de Ethernet o de la línea de red.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
- FALLO BASTIDOR:
Esta señal indica que hay un fallo en alguno de los módulos que conforman nuestro PLC.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
- FALLO MODULO E/S DIGITAL:
Esta señal indica que hay un fallo en la tarjeta de entrada/salida digitales.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
- FALLO MODULO ENTRADA ANALOGICA X:
Esta señal indica que hay un fallo en la tarjeta de entrada analógica número X bien sea por fallo de algún sensor o por defecto de la propia tarjeta.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
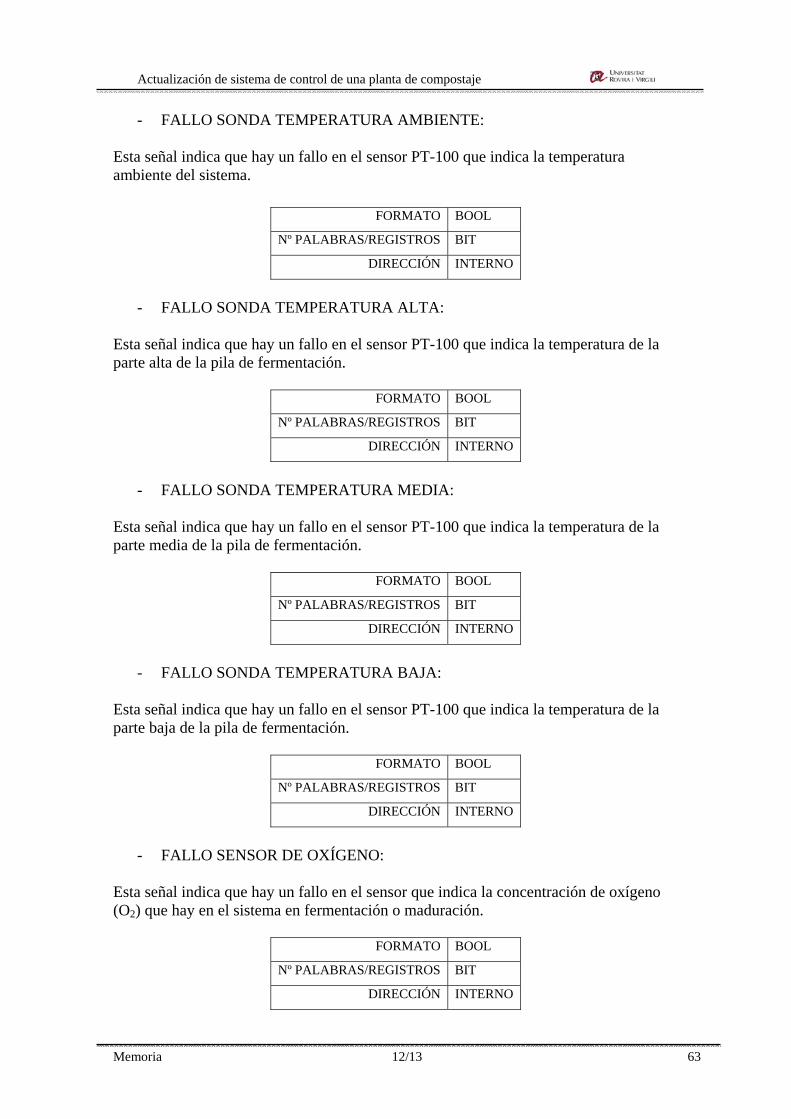
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 63
- FALLO SONDA TEMPERATURA AMBIENTE:
Esta señal indica que hay un fallo en el sensor PT-100 que indica la temperatura ambiente del sistema.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
- FALLO SONDA TEMPERATURA ALTA:
Esta señal indica que hay un fallo en el sensor PT-100 que indica la temperatura de la parte alta de la pila de fermentación.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
- FALLO SONDA TEMPERATURA MEDIA:
Esta señal indica que hay un fallo en el sensor PT-100 que indica la temperatura de la parte media de la pila de fermentación.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
- FALLO SONDA TEMPERATURA BAJA:
Esta señal indica que hay un fallo en el sensor PT-100 que indica la temperatura de la parte baja de la pila de fermentación.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
- FALLO SENSOR DE OXÍGENO:
Esta señal indica que hay un fallo en el sensor que indica la concentración de oxígeno (O2) que hay en el sistema en fermentación o maduración.
FORMATO BOOL
Nº PALABRAS/REGISTROS BIT
DIRECCIÓN INTERNO
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 64
1.6.7 Estudio del Sistema de Control En el presente capítulo se aborda, en una primera fase, el análisis de los diferentes buses industriales estudiados para la arquitectura de comunicación entre nuestro autómata y la aplicación SCADA, con sus características propias de comunicabilidad.
En una segunda fase se analiza el PLC para satisfacer tanto las necesidades de la arquitectura de comunicación como las especificaciones software y hardware de los equipos que conforman nuestro sistema, así como sus tarjetas de comunicación, de entradas y salidas digitales, de entradas analógicas, CPU y software de programación.
Finalmente, se establece el criterio para la supervisión, gestión y adquisición de todos los datos del sistema a través de un SCADA que correrá en el PC de gestión, así como el análisis de los requisitos mínimos de este PC, tanto para poder correr nuestro sistema SCADA como para que pueda correr el software de programación de PLC, decidiendo qué software de supervisión se ejecutará en dicho PC.
1.6.7.1 Elección de bus de comunicación
Para el estudio previo de selección del bus de comunicación entre PLC y SCADA, se plantearon las tres opciones más viables a nivel de comunicación industrial:
- Profibus DP.
- Ethernet Modbus TCP/IP.
- Modbus.
1.6.7.1.1 Opción 1 - Profibus DP Esta opción presenta un inconveniente debido a que la comunicación que deseamos establecer es entre un PLC y un PC (SCADA) por lo que para poder realizar dicha comunicación con el PC necesitaríamos disponer de un equipo intermedio capaz de convertir el bus PROFIBUS a un bus compatible con un PC como Ethernet o Serie.
Actualmente estos equipos convertidores se encuentran disponibles en el mercado, pero suponen un gasto adicional en el diseño del sistema.
Ventajas:
- Es un estándar de comunicaciones muy conocido e implementado instalaciones automatizadas.
- La mayoría de los fabricantes no tienen ningún problema en implementar este bus de comunicaciones en sus equipos de control.
- Soporta velocidades de transmisión de datos relativamente altas.
- Distancias altas entre equipos de control.
- Para este bus hay pasarelas de puertos 232 a Profibus-DP.
Inconvenientes:
- Para este bus se necesita de una electrónica dedicada.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 65
1.6.7.1.2 Opción 2 – Ethernet Modbus TCP/IP La comunicación entre PLC y PC por Ethernet mediante protocolo Modbus TCP/IP nos supone un bus el cual no implica ningún gasto adicional en el sistema, ya que la mayoría de los autómatas tienen integrados el puerto de comunicación de Ethernet, también nos permite una fácil instalación ya que esta se realiza mediante un cable RJ45, permite velocidades de comunicaciones más altas, mayor distancia entre equipos, e incluso, facilidad a la hora de configurar nuestro PLC, puesto que será mediante IP´s.
Ventajas:
- Este sistema es el más innovador en el mercado de la automatización.
- Permite velocidades de transmisión altas.
- Permite altas distancias entre equipos.
- Es un estándar de comunicaciones muy desarrollado.
- Es un estándar basado en una tecnología bastante implementada en el mundo ofimático, por lo que está bastante probado.
Inconvenientes:
- No proporciona mucha protección contra la interferencia eléctrica.
1.6.7.1.3 Opción 3 – Modbus Para esta opción el bus elegido es Modbus. La comunicación mediante este bus es bastante extendida y conocido para los PLC, se puede implementar en cualquier dispositivo de control que tenga salida RS 485 o RS232 como los PC´s, e incluso existen pasarelas Modbus/Ethernet, sin embargo este bus implica una configuración mayor en nuestra aplicación SCADA.
Ventajas:
- Es un estándar de comunicaciones muy conocido.
- Su protocolo de comunicaciones se puede implementar en cualquier dispositivo de control que tenga salida RS 485. En caso contrario se puede instalar una tarjeta auxiliar.
- Existen pasarelas de Modbus/Ethernet, para aumentar un poco la velocidad de transmisión.
Inconvenientes:
- Velocidades de transmisión pequeñas.
- Distancias del bus de comunicaciones pequeñas.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 66
1.6.7.2 Descripción del bus – Ethernet Modbus TCP/IP
Llegados a este punto se hace necesario definir con mayor profundidad el sistema de comunicaciones que llevará los datos de la planta de compostaje al PC de supervisión, gestión y control.
Para comprender mejor este sistema, sigamos el camino recorrido por estos datos:
- En primer lugar, el dato de sistema será capturado por el sensor o conjunto de sensores correspondiente. (por ejemplo, el sensor de oxígeno encargado de medir la concentración de oxígeno mandará al sistema de control una señal 4-20 mA indicando el % de O2 existente en el aire a la salida del ventilador)
- A través de cable eléctrico, el dato viaja hasta la tarjeta de entradas analógicas previamente asignada y configurada.
- Luego, este dato (4-20 mA) se gestiona en el PLC y se transforma en un valor entendible para el protocolo de comunicación Ethernet Modbus TCP/IP.
- Finalmente, una vez que los datos se encuentran en el PLC, éste envía dichos datos a través de la propia red al PC donde correrá el software de supervisión, gestión y adquisición de datos (SCADA)
1.6.7.2.1 Cable eléctrico Ethernet Modbus TCP/IP Entre el switch comunicación y cada equipo del sistema (SCADA y PLC) instalaremos un cable de red CAT 5e UTP.
Figura 26: Cable CAT 5e UTP
Este cable está sujeto a la norma ISO/IEC 11801, el estándar define varias clases de interconexiones de cables de par trenzado de cobre, que difieren en la máxima frecuencia por la cual un cierto desempeño de canal es:
- Clase A: hasta 100 kHz
- Clase B: hasta 1 MHz
- Clase C: hasta 16 MHz
- Clase D: hasta 100 MHz
- Clase E: hasta 250 MHz
- Clase F: hasta 600 MHz
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 67
En nuestro caso tendremos cables con las características recogida en la tabla 11:
CARACTERÍSTICAS
CALIBRE DEL CONDUCTOR 24AGW
TIPO DE AISLAMIENTO POLIETILENO
TIPO DE ENSAMBLE 4 PARES
TIPO DE CUBIERTA PVC CON PROPIEDADES RETARDANTES A LA LLAM
DIÁMETRO EXTERIOR 5mm
DIÁMETRO DEL CONDUCTOR 0,51mm
DISTÁNCIA MÁXIMA 100m
IMPEDANCIA 100Ohm
RANGO DE TEMPERATURAS -20 a 60ºC
PESO 35kg/km
Tabla 11: Características cable CAT 5e UTP.
El medio de transmisión constituye el canal que permite la transmisión de datos e información entre dos terminales en un sistema de transmisión. Las transmisiones se realizan habitualmente empleando ondas electromagnéticas que se propagan a través del canal. A veces el canal es un medio físico y otras veces no, ya que las ondas electromagnéticas son susceptibles de ser transmitidas por el vacío.
En nuestro caso será un medio de transmisión guiado, cable de red CAT 5e UTP.
Figura 27: Sección del cable CAT 5e UTP
Dependiendo de la forma de conducir la señal a través del medio, los medios de transmisión se pueden clasificar en dos grandes grupos, medios de transmisión guiados y medios de transmisión no guiados.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 68
1.6.7.2.1.1 Medios de transmisión guiados Los medios de transmisión guiados están constituidos por un cable que se encarga de la conducción (o guiado) de las señales desde un extremo al otro.
Las principales características de los medios guiados son el tipo de conductor utilizado, la velocidad máxima de transmisión, las distancias máximas que puede ofrecer entre repetidores, la inmunidad frente a interferencias electromagnéticas, la facilidad de instalación y la capacidad de soportar diferentes tecnologías de nivel de enlace.
La velocidad de transmisión depende directamente de la distancia entre los terminales, y de si el medio se utiliza para realizar un enlace punto a punto o un enlace multipunto. Debido a esto los diferentes medios de transmisión tendrán diferentes velocidades de conexión que se adaptarán a utilizaciones dispares.
Dentro de los medios de transmisión guiados, los más utilizados en el campo de las comunicaciones y la interconexión de computadoras son:
- El par trenzado.
- El cable coaxial. Se compone de un hilo conductor, llamado núcleo, y un mallazo externo separados por un dieléctrico o aislante.
- La fibra óptica.
Nos centraremos en el par trenzado el cual tenemos instalado en nuestro sistema.
El par trenzado consiste en un par de hilos de cobre conductores cruzados entre sí, con el objetivo de reducir el ruido de diafonía (trastorno causado por los campos eléctricos o magnéticos de una señal de telecomunicaciones que afectan a una señal en un circuito adyacente). A mayor número de cruces por unidad de longitud, mejor comportamiento ante el problema de diafonía.
Existen dos tipos de par trenzado:
- Protegido: Shielded Twisted Pair (STP)
- No protegido: Unshielded Twisted Pair (UTP)
El UTP son las siglas de Unshielded Twisted Pair. Es un cable de pares trenzado y sin recubrimiento metálico externo, de modo que es sensible a las interferencias. Es importante guardar la numeración de los pares, ya que de lo contrario el Efecto del trenzado no será eficaz disminuyendo sensiblemente o incluso impidiendo la capacidad de transmisión. Es un cable barato, flexible y sencillo de instalar. Las aplicaciones principales en las que se hace uso de cables de par trenzado son:
- Bucle de abonado: Es el último tramo de cable existente entre el teléfono de un abonado y la central a la que se encuentra conectado. Este cable suele ser UTP CAT.3 y en la actualidad es uno de los medios más utilizados para transporte de banda ancha, debido a que es una infraestructura que está implantada en el 100% de las ciudades.
- Redes LAN: En este caso se emplea UTP CAT.5 o CAT.6 para transmisión de datos. Consiguiendo velocidades de varios centenares de Mbps. Un ejemplo de este uso lo constituyen las redes 10/100/1000BASE-T.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 69
1.6.7.2.1.2 Medios de transmisión no guiados Los medios de transmisión no guiados son los que no confinan las señales mediante ningún tipo de cable, sino que las señales se propagan libremente a través del medio. Entre los medios más importantes se encuentran el aire y el vacío.
Tanto la transmisión como la recepción de información se llevan a cabo mediante antenas. A la hora de transmitir, la antena irradia energía electromagnética en el medio. Por el contrario en la recepción la antena capta las ondas electromagnéticas del medio que la rodea.
La configuración para las transmisiones no guiadas puede ser direccional y omnidireccional.
En la direccional, la antena transmisora emite la energía electromagnética concentrándola en un haz, por lo que las antenas emisora y receptora deben estar alineadas.
En la omnidireccional, la radiación se hace de manera dispersa, emitiendo en todas direcciones pudiendo la señal ser recibida por varias antenas.
La transmisión de datos a través de medios no guiados, añade problemas adicionales provocados por la reflexión que sufre la señal en los distintos obstáculos existentes en el medio. Resultando más importante el espectro de frecuencias de la señal transmitida que el propio medio de transmisión en sí mismo.
Según el rango de frecuencias de trabajo, las transmisiones no guiadas se pueden clasificar en tres tipos: radio, microondas y luz (infrarrojos/láser).
A continuación, una vez definido el cable, debemos hacer una pausa en los conectores a ambos lados del mismo, los denominados RJ-45.
1.6.7.2.1.2.1 Conectores RJ-45 Los conectores RJ-45 (registered jack 45) es una interfaz física comúnmente usada para conectar redes de cableado estructurado, (categorías 4, 5, 5e, 6 y 6a).
Posee ocho pines o conexiones eléctricas, que normalmente se usan como extremos de cables de par trenzado.
Una aplicación común es su uso en cables de red Ethernet, donde suelen usarse 8 pines (4 pares). Otras aplicaciones incluyen terminaciones de teléfonos (4 pines o 2 pares) por ejemplo en Francia y Alemania, otros servicios de red como RDSI y T1 e incluso RS-232.
Figura 28: Conector RJ-45
Según se conexione el cable respecto a los 8 pines del conector RJ-45 podemos diferenciar 2 tipos de cable:
- Cable directo.
- Cable cruzado.
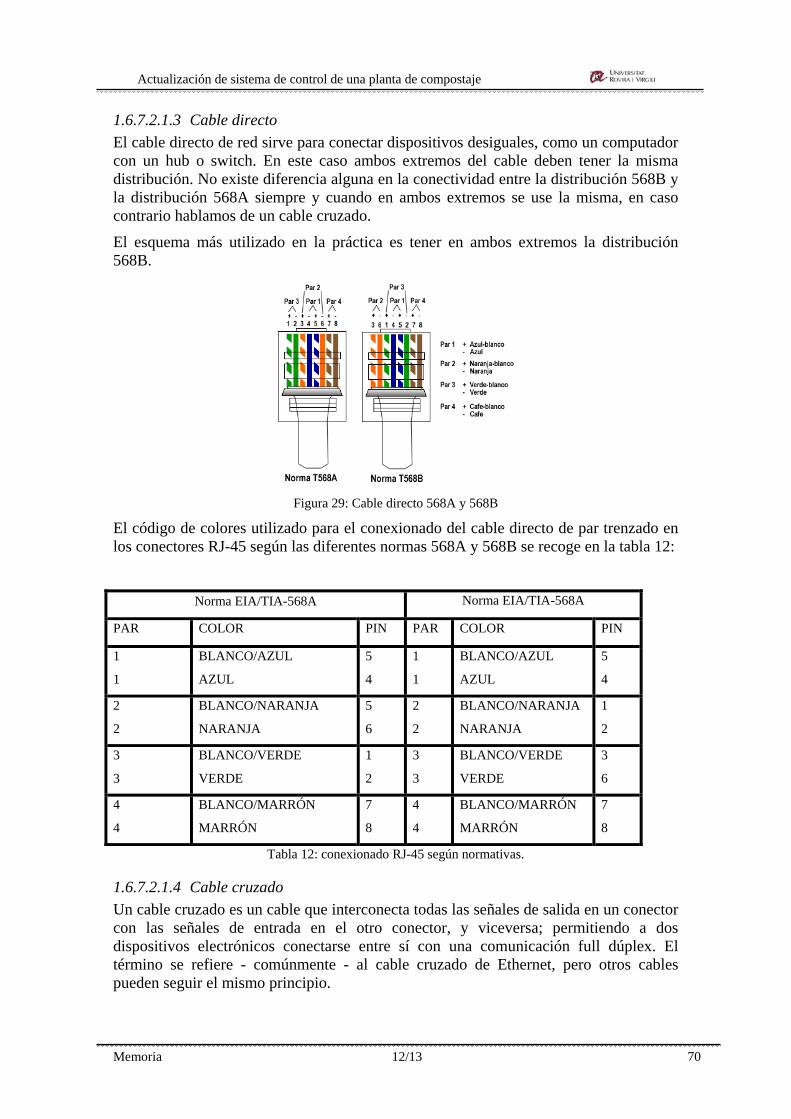
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 70
1.6.7.2.1.3 Cable directo El cable directo de red sirve para conectar dispositivos desiguales, como un computador con un hub o switch. En este caso ambos extremos del cable deben tener la misma distribución. No existe diferencia alguna en la conectividad entre la distribución 568B y la distribución 568A siempre y cuando en ambos extremos se use la misma, en caso contrario hablamos de un cable cruzado.
El esquema más utilizado en la práctica es tener en ambos extremos la distribución 568B.
Figura 29: Cable directo 568A y 568B
El código de colores utilizado para el conexionado del cable directo de par trenzado en los conectores RJ-45 según las diferentes normas 568A y 568B se recoge en la tabla 12:
Norma EIA/TIA-568A Norma EIA/TIA-568A
PAR COLOR PIN PAR COLOR PIN
1
1
BLANCO/AZUL
AZUL
5
4
1
1
BLANCO/AZUL
AZUL
5
4
2
2
BLANCO/NARANJA
NARANJA
5
6
2
2
BLANCO/NARANJA
NARANJA
1
2
3
3
BLANCO/VERDE
VERDE
1
2
3
3
BLANCO/VERDE
VERDE
3
6
4
4
BLANCO/MARRÓN
MARRÓN
7
8
4
4
BLANCO/MARRÓN
MARRÓN
7
8
Tabla 12: conexionado RJ-45 según normativas.
1.6.7.2.1.4 Cable cruzado Un cable cruzado es un cable que interconecta todas las señales de salida en un conector con las señales de entrada en el otro conector, y viceversa; permitiendo a dos dispositivos electrónicos conectarse entre sí con una comunicación full dúplex. El término se refiere - comúnmente - al cable cruzado de Ethernet, pero otros cables pueden seguir el mismo principio.
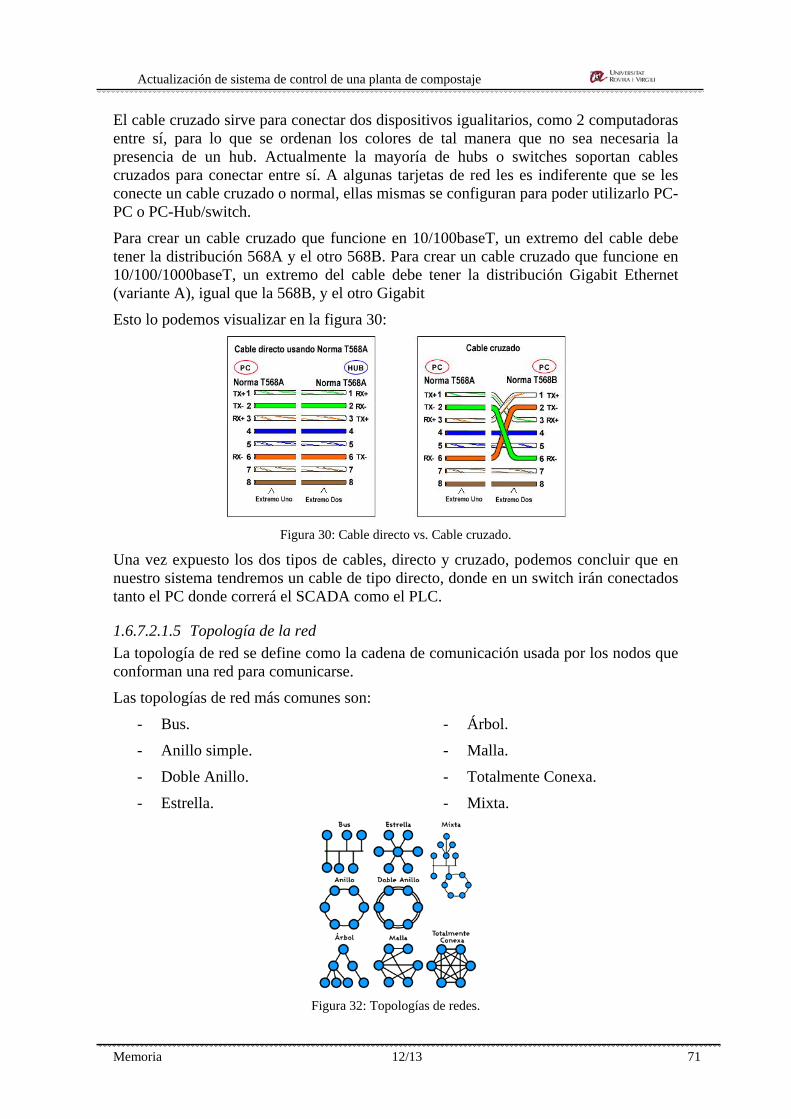
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 71
El cable cruzado sirve para conectar dos dispositivos igualitarios, como 2 computadoras entre sí, para lo que se ordenan los colores de tal manera que no sea necesaria la presencia de un hub. Actualmente la mayoría de hubs o switches soportan cables cruzados para conectar entre sí. A algunas tarjetas de red les es indiferente que se les conecte un cable cruzado o normal, ellas mismas se configuran para poder utilizarlo PC-PC o PC-Hub/switch.
Para crear un cable cruzado que funcione en 10/100baseT, un extremo del cable debe tener la distribución 568A y el otro 568B. Para crear un cable cruzado que funcione en 10/100/1000baseT, un extremo del cable debe tener la distribución Gigabit Ethernet (variante A), igual que la 568B, y el otro Gigabit
Esto lo podemos visualizar en la figura 30:
Figura 30: Cable directo vs. Cable cruzado.
Una vez expuesto los dos tipos de cables, directo y cruzado, podemos concluir que en nuestro sistema tendremos un cable de tipo directo, donde en un switch irán conectados tanto el PC donde correrá el SCADA como el PLC.
1.6.7.2.1.5 Topología de la red La topología de red se define como la cadena de comunicación usada por los nodos que conforman una red para comunicarse.
Las topologías de red más comunes son:
- Bus.
- Anillo simple.
- Doble Anillo.
- Estrella.
- Árbol.
- Malla.
- Totalmente Conexa.
- Mixta.
Figura 32: Topologías de redes.

Actualización de sistema de control de una planta de compostaje
Memoria 12/13 72
La topología de la red implementada en nuestro sistema, es la ESTRELLA.
Es una red en la cual las estaciones están conectadas directamente a un punto central y todas las comunicaciones se han de hacer necesariamente a través de éste. Los dispositivos no están directamente conectados entre sí, además de que no se permite tanto tráfico de información.
Se utiliza sobre todo para redes locales. La mayoría de las redes de área local que tienen un enrutador (router), un conmutador (switch) o un concentrador (hub) siguen esta topología. El nodo central en estas sería el enrutador, el conmutador o el concentrador, por el que pasan todos los paquetes.
En nuestro sistema quedaría de la siguiente forma:
Figura 33: Topología de red del sistema.
Esta arquitectura de red presenta las siguientes ventajas:
- Si un PC se desconecta o se rompe el cable sólo queda fuera de la red esa PC.
- Fácil de agregar, reconfigurar arquitectura PC.
- Fácil de prevenir daños o conflictos.
1.6.7.3 PLC
Para entender mejor las funciones del PLC en el bus, se recoge a continuación la definición de dicho equipo:
- PLC: Un autómata programable o Programable Logic Controller (PLC), es un equipo electrónico, programable en lenguaje no informático, diseñado para controlar en tiempo real y en ambiente de tipo industrial, procesos secuenciales.
Un PLC trabaja en base a la información recibida por los sensores y el programa lógico interno, actuando sobre los actuadores de la instalación.
De acuerdo con la definición de la "Nema" (National Electrical Manufacturers Association) un controlador programable es:
"Un aparato electrónico operado digitalmente, que usa una memoria programable para el almacenamiento interno de instrucciones para implementar funciones específicas, tales como lógica, secuenciación, registro y control de tiempos, conteo y operaciones aritméticas para controlar, a través de módulos de entrada/salida digitales (ON/OFF) o analógicos (1- 5 VDC, 4- 20 mA, etc.), varios tipos de máquinas o procesos”.
El autómata irá conectado al bus a través del Switch de comunicación y el correspondiente cable de red, definidos en apartados anteriores. Dicho cable irá conectado a una interfaz Ethernet o tarjeta de comunicaciones ubicada en el PLC.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 73
1.6.7.4 SCADA
Por tanto, el PLC gestiona el bus recibiendo y enviando datos en el momento que él determine, transmitiendo la información entre los distintos equipos. En nuestro caso, el flujo de datos será reciproco entre el PLC y el sistema SCADA.
- SCADA: Proviene de las siglas "Supervisory Control And Data Adquisiton" (Control Supervisor y Adquisición de Datos): Es un sistema basado en computadores que permite supervisar y controlar variables de proceso a distancia, proporcionando comunicación con los dispositivos de campo (controladores autónomos) y controlando el proceso de forma automática por medio de un software especializado.
1.7 Análisis de Soluciones En el presente documento recogeremos las diferentes especificaciones técnicas, tanto software como hardware, para el diseño del sistema de control y supervisión de la planta de compostaje.
1.7.1 Elementos a analizar El presente proyecto de Actualización del Sistema de Control de una Planta de Compostaje tiene como objetivo sustituir los elementos de un sistema de control obsoleto por otro actualizado.
Los elementos que se han tenido en cuenta para el diseño del nuevo sistema de control son:
- El PLC: sobre el que se ejecutará la lógica de control a implementar. - El SCADA: interficie de control y monitorización del sistema a implementar.
Los elementos a controlar de instrumentación y mecanismos de la planta son existentes y no son objeto de diseño por parte del presente proyecto, por lo que en el presente documento se limitará a su descripción por el interés que tiene a la hora de definir las características del control a implementar.
El presente proyecto pretende sustiuir el sistema de control existente por quedar obsoleto y no disponer de recambios en el mercado a precio asequible. El nuevo control pretende mantener la operativa con los elementos a controlar en la instalación.
Además del autómata, que se pretende susituir por el nuevo equipo, se implementa un SCADA que no existe en el actual sistema de control. Con esta implementación, se pretende una mejora del sistema existente, permitiendo un mejor control del funcionamiento de la planta.
El sistema SCADA implementado, ha de permitir la visualización de la planta, obteniendo registros de estados y alarmas de mantenimiento. También se pretende, que el registro de funcionamiento de la planta permita incidir en la calidad del proceso.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 74
1.7.1.1 Elección del PLC
La elección del autómata maestro se realizará teniendo en cuenta los siguientes criterios:
- Cumplimiento de normativas.
- Suministro en la zona. Repuestos.
- Mantenimiento conocido.
- Adecuado servicio postventa.
- Experiencia propia en programación del equipo.
- Características técnicas acordes con las requeridas por el sistema.
- Relación calidad/precio.
- Cumplir con los requerimientos de la tabla de asignación de elementos a controlar.
- Cumplir con los requerimientos de buses de comunicación del sistema.
En el análisis consideraremos tres marcas mundialmente conocidas y experimentadas por la persona que subscribe. Éstas son Schneider, Omron y Siemens.
Las tres están equilibradas en cuanto a:
- Suministro en la zona; Schneider en Tarragona y Rockwell con sede en Vizcaya y Siemens en Barcelona.
- Servicio postventa muy bueno para las tres marcas.
- Poseen equipos que pueden cubrir las necesidades del sistema.
- Buena relación calidad/precio.
La marca Schneider cumple con la norma, con la correspondiente disminución de costes y portabilidad de los programas en un futuro. Por tanto, el autómata elegido para la red será de Schneider, y deberá tener la arquitectura hardware que cumpla con las especificaciones técnicas del proyecto que determinaré en el apartado siguiente.
El PLC elegido es el modelo Modicon M340 de la marca Schneider debido a su amplias posibilidades de configuración y diponer de un entorno de programación accesible para su mantenimiento.
De la gama de PLC disponibles de la familia Modicon M340, seleccionamos el BMX P34 2020, por disponer de bus Ethernet que se adapta a las necesidades de interconexión con el PC de Gestión que ejecuta la aplicación SCADA.
Figura 34: Autómata M340 de Schneider
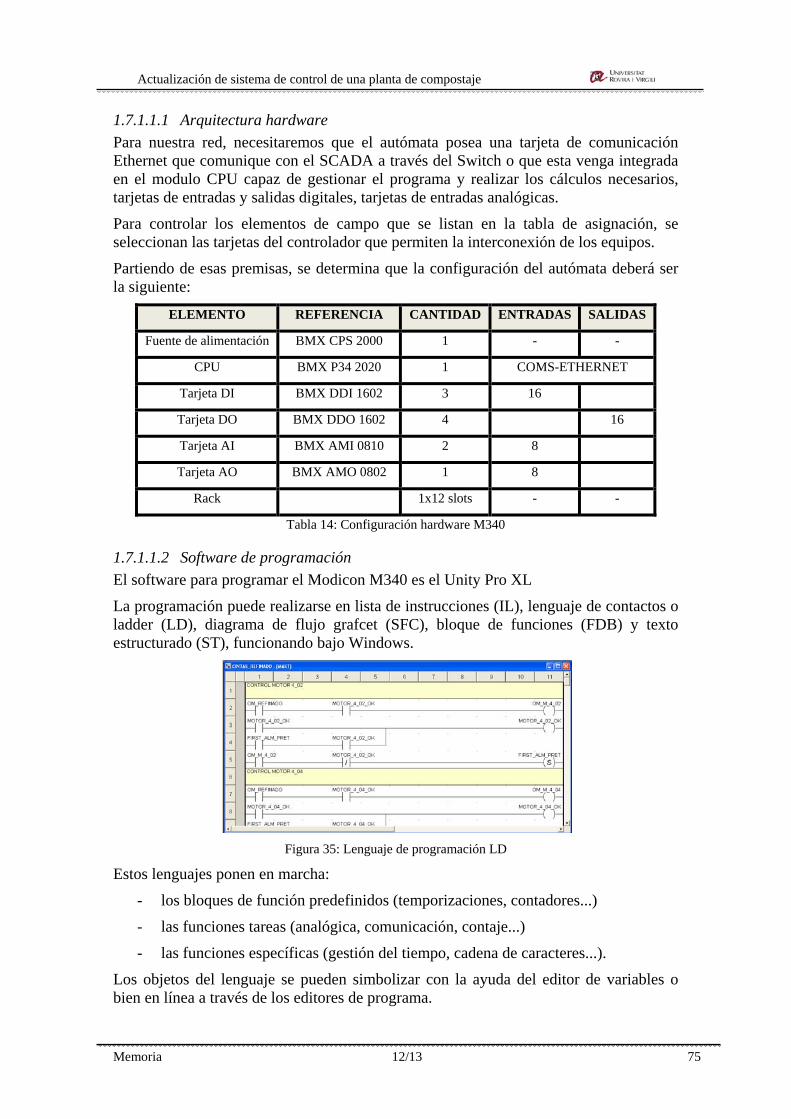
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 75
1.7.1.1.1 Arquitectura hardware Para nuestra red, necesitaremos que el autómata posea una tarjeta de comunicación Ethernet que comunique con el SCADA a través del Switch o que esta venga integrada en el modulo CPU capaz de gestionar el programa y realizar los cálculos necesarios, tarjetas de entradas y salidas digitales, tarjetas de entradas analógicas.
Para controlar los elementos de campo que se listan en la tabla de asignación, se seleccionan las tarjetas del controlador que permiten la interconexión de los equipos.
Partiendo de esas premisas, se determina que la configuración del autómata deberá ser la siguiente:
ELEMENTO REFERENCIA CANTIDAD ENTRADAS SALIDAS
Fuente de alimentación BMX CPS 2000 1 - -
CPU BMX P34 2020 1 COMS-ETHERNET
Tarjeta DI BMX DDI 1602 3 16
Tarjeta DO BMX DDO 1602 4 16
Tarjeta AI BMX AMI 0810 2 8
Tarjeta AO BMX AMO 0802 1 8
Rack 1x12 slots - -
Tabla 14: Configuración hardware M340
1.7.1.1.2 Software de programación El software para programar el Modicon M340 es el Unity Pro XL
La programación puede realizarse en lista de instrucciones (IL), lenguaje de contactos o ladder (LD), diagrama de flujo grafcet (SFC), bloque de funciones (FDB) y texto estructurado (ST), funcionando bajo Windows.
Figura 35: Lenguaje de programación LD
Estos lenguajes ponen en marcha:
- los bloques de función predefinidos (temporizaciones, contadores...)
- las funciones tareas (analógica, comunicación, contaje...)
- las funciones específicas (gestión del tiempo, cadena de caracteres...).
Los objetos del lenguaje se pueden simbolizar con la ayuda del editor de variables o bien en línea a través de los editores de programa.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 76
1.7.1.2 PC de gestión
En el presente apartado se definirá el software de supervisión que se ejecutará en el PC de gestión, así como la arquitectura física de dicho ordenador.
1.7.1.2.1 Software de supervisión, control y adquisición de datos (SCADA) El software que elegido para desarrollar la aplicación que gestione y supervise el proceso productivo será el Vijeo Citect de Schneider. Dicha aplicación se ejecutará en un ordenador que servirá como herramienta de trabajo al operador de la planta.
Vijeo Citect se compone de cuatro capas principales:
- Explorador de Citect: Usado para crear, copiar, importar o exportar, eliminar o renombrar el proyecto. En él además se configuran las comunicaciones, y se realizan las tareas en código Cicode.
- Editor de proyectos de Citect: En él se crean los tags. Los tags son las variables que conforman el programa, en nuestro caso habrán tags de tendencia, tags de alarma, etc.
- Editor grafico de Citect: Editor gráfico utilizado para desarrollar las pantallas de nuestra aplicación, así como las plantillas o ventanas emergentes.
- CitectSCADA Runtime Manager: Software para la ejecución y visualización de la aplicación.
La aplicación estará compuesta de:
Una aplicación cliente: programa desarrollado en las tres primeras capas anteriormente definidas y ejecutado en la última, CitectSCADA Runtime Manager.
1.7.1.2.2 Requisitos mínimos de hardware El software de supervisión que se ejecutará en este PC tiene unos requerimientos mínimos. Por tanto, es el factor principal que influye en la arquitectura hardware que debe llevar el equipo.
Para ejecutar este programa, los requisitos mínimos que debe cumplir el PC según la documentación suministrada por Schneider:
Configuración del terminal mínima y recomendada con Windows XP Professional Edition
Sistema Procesador Pentium de 1,2 GHz o superior; recomendado: 3 GHz
RAM 1 GB; recomendada: 2 GB
Espacio en disco duro 4 GB, incluido el espacio de memoria para la instalación del software, espacio temporal para la ejecución y espacio para guardar aplicaciones; recomendado: 8 GB
Sistema operativo Microsoft Windows XP Professional Edition con SP3
Unidad Lector de DVD
Pantalla Monitor de alta resolución SVGA (1024x768) o superior con 24 bits de color
Periféricos Un ratón de Microsoft u otro dispositivo de puntero compatible
Acceso web Como solución preferente, el registro web requiere acceso a Internet
Otros Puerto USB en el ordenador
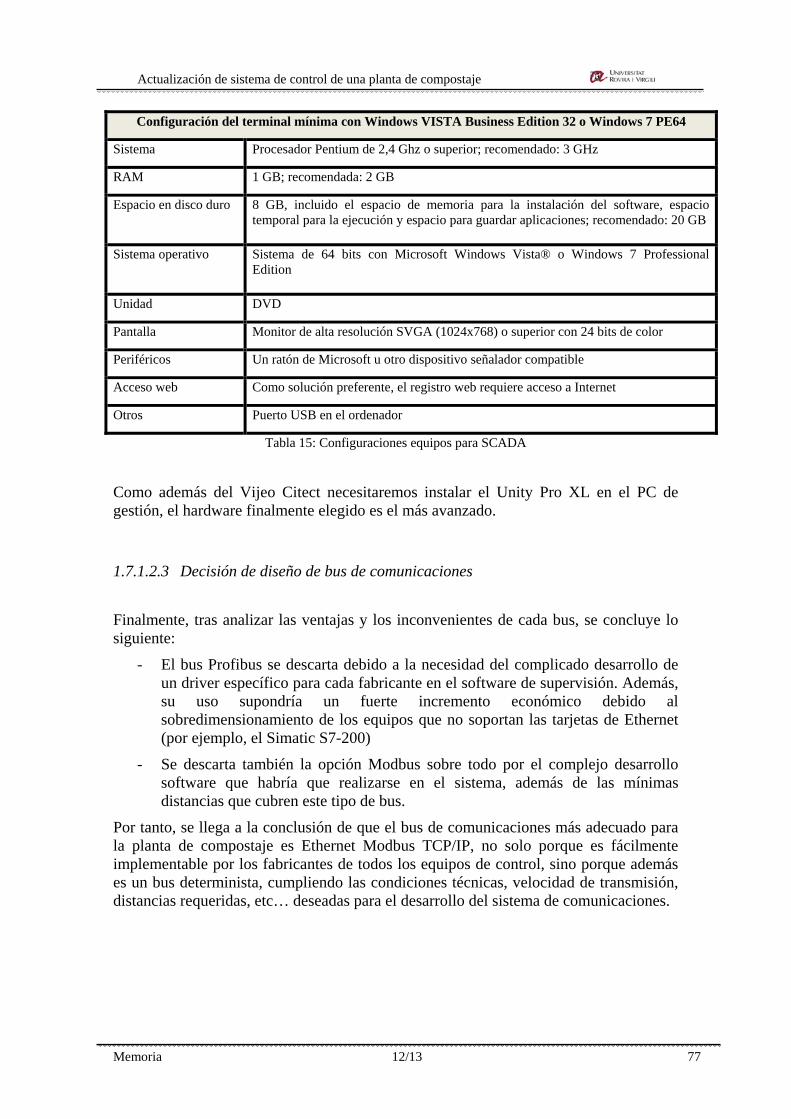
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 77
Configuración del terminal mínima con Windows VISTA Business Edition 32 o Windows 7 PE64
Sistema Procesador Pentium de 2,4 Ghz o superior; recomendado: 3 GHz
RAM 1 GB; recomendada: 2 GB
Espacio en disco duro
8 GB, incluido el espacio de memoria para la instalación del software, espacio temporal para la ejecución y espacio para guardar aplicaciones; recomendado: 20 GB
Sistema operativo
Sistema de 64 bits con Microsoft Windows Vista® o Windows 7 Professional Edition
Unidad DVD
Pantalla Monitor de alta resolución SVGA (1024x768) o superior con 24 bits de color
Periféricos Un ratón de Microsoft u otro dispositivo señalador compatible
Acceso web Como solución preferente, el registro web requiere acceso a Internet
Otros Puerto USB en el ordenador
Tabla 15: Configuraciones equipos para SCADA
Como además del Vijeo Citect necesitaremos instalar el Unity Pro XL en el PC de gestión, el hardware finalmente elegido es el más avanzado.
1.7.1.2.3 Decisión de diseño de bus de comunicaciones
Finalmente, tras analizar las ventajas y los inconvenientes de cada bus, se concluye lo siguiente:
- El bus Profibus se descarta debido a la necesidad del complicado desarrollo de un driver específico para cada fabricante en el software de supervisión. Además, su uso supondría un fuerte incremento económico debido al sobredimensionamiento de los equipos que no soportan las tarjetas de Ethernet (por ejemplo, el Simatic S7-200)
- Se descarta también la opción Modbus sobre todo por el complejo desarrollo software que habría que realizarse en el sistema, además de las mínimas distancias que cubren este tipo de bus.
Por tanto, se llega a la conclusión de que el bus de comunicaciones más adecuado para la planta de compostaje es Ethernet Modbus TCP/IP, no solo porque es fácilmente implementable por los fabricantes de todos los equipos de control, sino porque además es un bus determinista, cumpliendo las condiciones técnicas, velocidad de transmisión, distancias requeridas, etc… deseadas para el desarrollo del sistema de comunicaciones.

Actualización de sistema de control de una planta de compostaje
Memoria 12/13 78
1.7.1.2.4 Switch de comunicación Ethernet Modbus TCP/IP Para poder interconectar nuestro PC de gestión (SCADA) y el PLC necesitamos un switch de comunicación Ethernet para centralizar la señal recibida de ambos equipos a través de sus respectivos cables de comunicación, anteriormente detallados, permitiendo la correcta comunicación entre ambos, que cumpla los requerimientos y las condiciones de adaptabilidad exigidas por el bus de campo Ethernet Modbus TCP/IP que ha sido determinado.
En nuestro sistema utilizaremos un switch ConneXium 499NOS17100, este switch dispone de cinco interfaces de trenzado de a pares blindadas y dos interfaces de fibra óptica. Permite conectar hasta cinco segmentos de trenzado de a pares blindados con hoja metálica (STP) independientes (10BASET/ 100BASE-TX) y hasta dos segmentos independientes de fibra óptica (100 BASE-FX).
La figura 31 muestra la vista frontal del 499NOS17100.
Figura 31: Switch Connexium 499NOS17100.
El switch 499NOS17100 funciona en modo almacenar y enviar. Cuando se recibe un paquete de datos, el 499NOS17100 analiza las direcciones de origen y de destino. Puede almacenar hasta 2000 direcciones con asignaciones de puerto en su tabla de direcciones.
El indicador luminoso indica la recepción de datos, el estado de la conexión y el estado del procesador.
En la tabla 13 se recogen las especificaciones técnicas del switch de comunicación 499NOS17100:
ESPECIFICACIONES
PUERTOS DE INTERFACES 5 puertos TX (RJ45,10/100Mbps)
1 Puerto de administración externa
PUERTOS PRINCIPALES 2 puertos FX (SC, 100Mbps)
CONTACTO INDICADOR 1A máximo, 24V
VOLTAJE DE OPERACIÓN 24Vdc -25% +33% (SELV)
CONSUMO 0,8A máximo a 24Vdc
PROTECCIÓN SOBRECARGAS DE CORRIENTE Fusible térmico no reemplazable
DIMENSIONES 110mm x 131mm x 111mm
PESO 850g
TEMPERATURA 0ºC a +55ºC
HUMEDAD 10% a 95% (no condensado)
Tabla 13: Especificaciones técnicas Switch de comunicación 499NOS17100
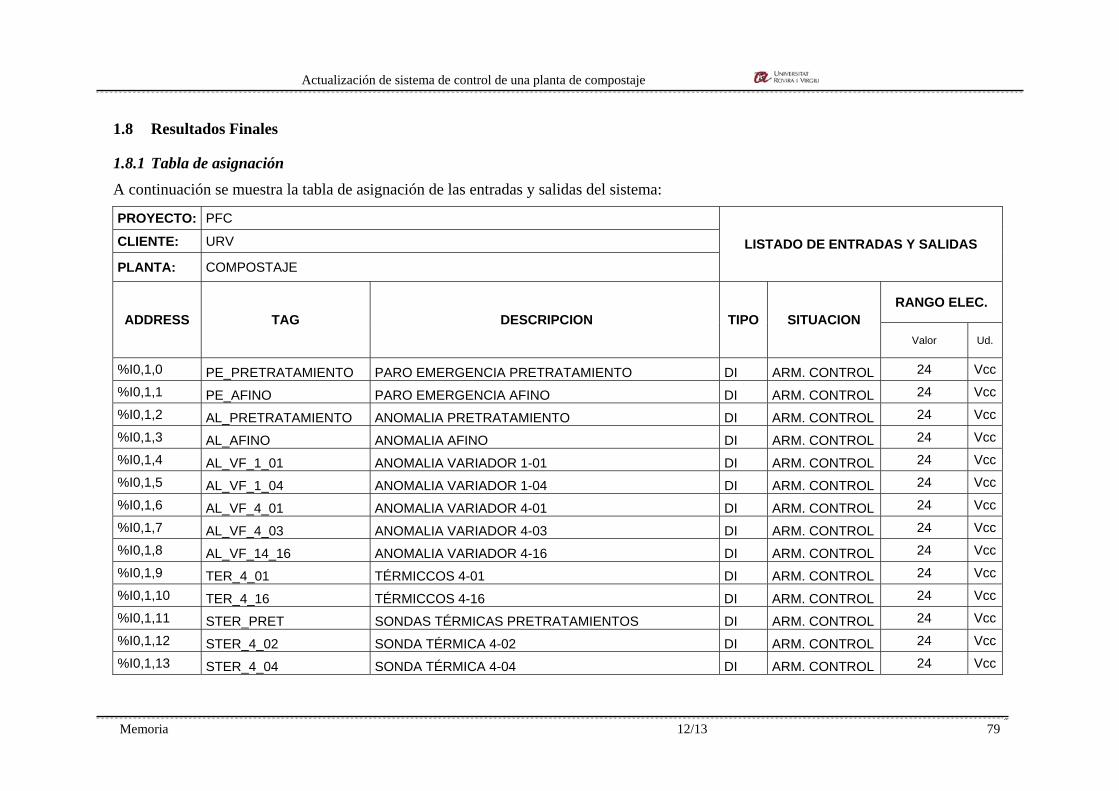
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 79
1.8 Resultados Finales
1.8.1 Tabla de asignación A continuación se muestra la tabla de asignación de las entradas y salidas del sistema:
PROYECTO: PFC
LISTADO DE ENTRADAS Y SALIDAS CLIENTE: URV
PLANTA: COMPOSTAJE
ADDRESS TAG DESCRIPCION TIPO SITUACION RANGO ELEC.
Valor Ud.
%I0,1,0 PE_PRETRATAMIENTO PARO EMERGENCIA PRETRATAMIENTO DI ARM. CONTROL 24 Vcc
%I0,1,1 PE_AFINO PARO EMERGENCIA AFINO DI ARM. CONTROL 24 Vcc
%I0,1,2 AL_PRETRATAMIENTO ANOMALIA PRETRATAMIENTO DI ARM. CONTROL 24 Vcc
%I0,1,3 AL_AFINO ANOMALIA AFINO DI ARM. CONTROL 24 Vcc
%I0,1,4 AL_VF_1_01 ANOMALIA VARIADOR 1-01 DI ARM. CONTROL 24 Vcc
%I0,1,5 AL_VF_1_04 ANOMALIA VARIADOR 1-04 DI ARM. CONTROL 24 Vcc
%I0,1,6 AL_VF_4_01 ANOMALIA VARIADOR 4-01 DI ARM. CONTROL 24 Vcc
%I0,1,7 AL_VF_4_03 ANOMALIA VARIADOR 4-03 DI ARM. CONTROL 24 Vcc
%I0,1,8 AL_VF_14_16 ANOMALIA VARIADOR 4-16 DI ARM. CONTROL 24 Vcc
%I0,1,9 TER_4_01 TÉRMICCOS 4-01 DI ARM. CONTROL 24 Vcc
%I0,1,10 TER_4_16 TÉRMICCOS 4-16 DI ARM. CONTROL 24 Vcc
%I0,1,11 STER_PRET SONDAS TÉRMICAS PRETRATAMIENTOS DI ARM. CONTROL 24 Vcc
%I0,1,12 STER_4_02 SONDA TÉRMICA 4-02 DI ARM. CONTROL 24 Vcc
%I0,1,13 STER_4_04 SONDA TÉRMICA 4-04 DI ARM. CONTROL 24 Vcc
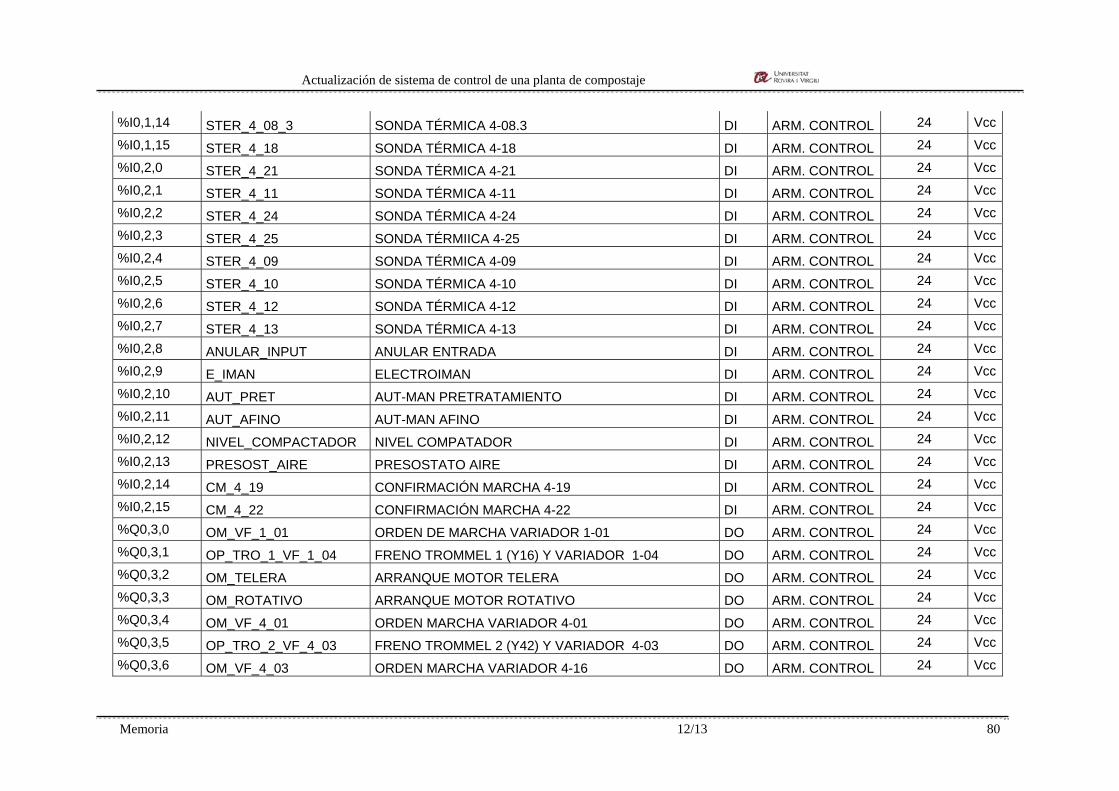
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 80
%I0,1,14 STER_4_08_3 SONDA TÉRMICA 4-08.3 DI ARM. CONTROL 24 Vcc
%I0,1,15 STER_4_18 SONDA TÉRMICA 4-18 DI ARM. CONTROL 24 Vcc
%I0,2,0 STER_4_21 SONDA TÉRMICA 4-21 DI ARM. CONTROL 24 Vcc
%I0,2,1 STER_4_11 SONDA TÉRMICA 4-11 DI ARM. CONTROL 24 Vcc
%I0,2,2 STER_4_24 SONDA TÉRMICA 4-24 DI ARM. CONTROL 24 Vcc
%I0,2,3 STER_4_25 SONDA TÉRMIICA 4-25 DI ARM. CONTROL 24 Vcc
%I0,2,4 STER_4_09 SONDA TÉRMICA 4-09 DI ARM. CONTROL 24 Vcc
%I0,2,5 STER_4_10 SONDA TÉRMICA 4-10 DI ARM. CONTROL 24 Vcc
%I0,2,6 STER_4_12 SONDA TÉRMICA 4-12 DI ARM. CONTROL 24 Vcc
%I0,2,7 STER_4_13 SONDA TÉRMICA 4-13 DI ARM. CONTROL 24 Vcc
%I0,2,8 ANULAR_INPUT ANULAR ENTRADA DI ARM. CONTROL 24 Vcc
%I0,2,9 E_IMAN ELECTROIMAN DI ARM. CONTROL 24 Vcc
%I0,2,10 AUT_PRET AUT-MAN PRETRATAMIENTO DI ARM. CONTROL 24 Vcc
%I0,2,11 AUT_AFINO AUT-MAN AFINO DI ARM. CONTROL 24 Vcc
%I0,2,12 NIVEL_COMPACTADOR NIVEL COMPATADOR DI ARM. CONTROL 24 Vcc
%I0,2,13 PRESOST_AIRE PRESOSTATO AIRE DI ARM. CONTROL 24 Vcc
%I0,2,14 CM_4_19 CONFIRMACIÓN MARCHA 4-19 DI ARM. CONTROL 24 Vcc
%I0,2,15 CM_4_22 CONFIRMACIÓN MARCHA 4-22 DI ARM. CONTROL 24 Vcc
%Q0,3,0 OM_VF_1_01 ORDEN DE MARCHA VARIADOR 1-01 DO ARM. CONTROL 24 Vcc
%Q0,3,1 OP_TRO_1_VF_1_04 FRENO TROMMEL 1 (Y16) Y VARIADOR 1-04 DO ARM. CONTROL 24 Vcc
%Q0,3,2 OM_TELERA ARRANQUE MOTOR TELERA DO ARM. CONTROL 24 Vcc
%Q0,3,3 OM_ROTATIVO ARRANQUE MOTOR ROTATIVO DO ARM. CONTROL 24 Vcc
%Q0,3,4 OM_VF_4_01 ORDEN MARCHA VARIADOR 4-01 DO ARM. CONTROL 24 Vcc
%Q0,3,5 OP_TRO_2_VF_4_03 FRENO TROMMEL 2 (Y42) Y VARIADOR 4-03 DO ARM. CONTROL 24 Vcc
%Q0,3,6 OM_VF_4_03 ORDEN MARCHA VARIADOR 4-16 DO ARM. CONTROL 24 Vcc
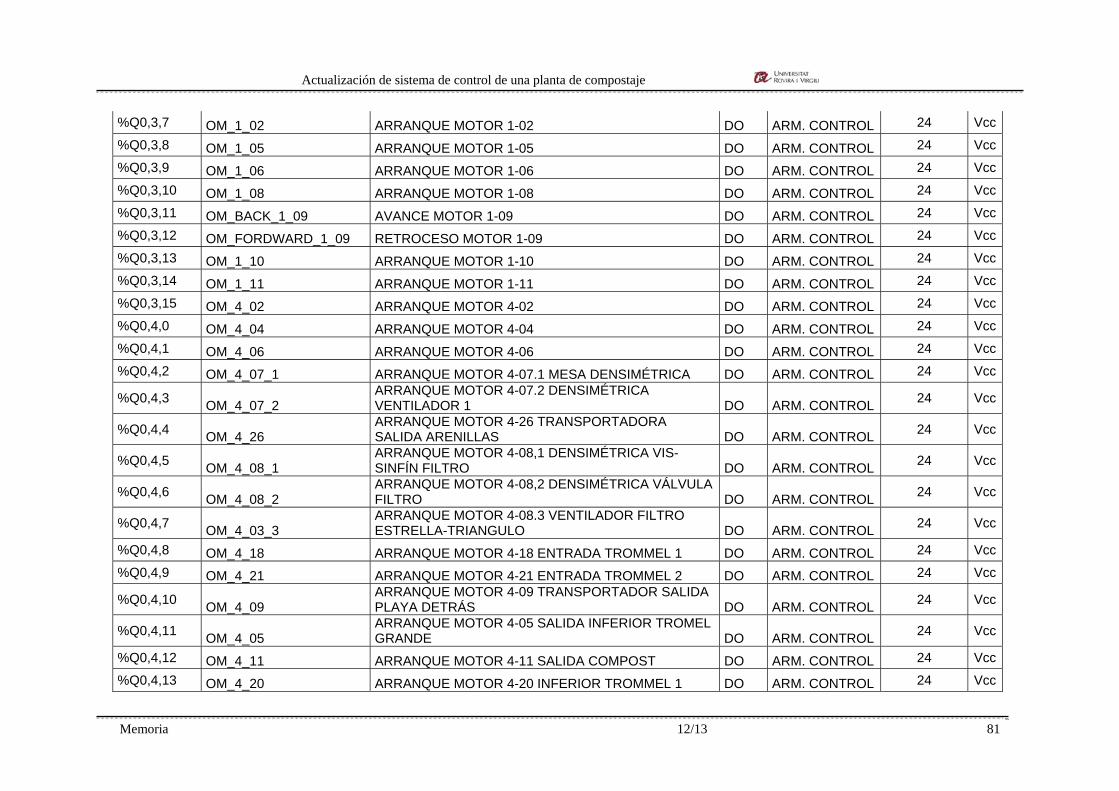
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 81
%Q0,3,7 OM_1_02 ARRANQUE MOTOR 1-02 DO ARM. CONTROL 24 Vcc
%Q0,3,8 OM_1_05 ARRANQUE MOTOR 1-05 DO ARM. CONTROL 24 Vcc
%Q0,3,9 OM_1_06 ARRANQUE MOTOR 1-06 DO ARM. CONTROL 24 Vcc
%Q0,3,10 OM_1_08 ARRANQUE MOTOR 1-08 DO ARM. CONTROL 24 Vcc
%Q0,3,11 OM_BACK_1_09 AVANCE MOTOR 1-09 DO ARM. CONTROL 24 Vcc
%Q0,3,12 OM_FORDWARD_1_09 RETROCESO MOTOR 1-09 DO ARM. CONTROL 24 Vcc
%Q0,3,13 OM_1_10 ARRANQUE MOTOR 1-10 DO ARM. CONTROL 24 Vcc
%Q0,3,14 OM_1_11 ARRANQUE MOTOR 1-11 DO ARM. CONTROL 24 Vcc
%Q0,3,15 OM_4_02 ARRANQUE MOTOR 4-02 DO ARM. CONTROL 24 Vcc
%Q0,4,0 OM_4_04 ARRANQUE MOTOR 4-04 DO ARM. CONTROL 24 Vcc
%Q0,4,1 OM_4_06 ARRANQUE MOTOR 4-06 DO ARM. CONTROL 24 Vcc
%Q0,4,2 OM_4_07_1 ARRANQUE MOTOR 4-07.1 MESA DENSIMÉTRICA DO ARM. CONTROL 24 Vcc
%Q0,4,3 OM_4_07_2 ARRANQUE MOTOR 4-07.2 DENSIMÉTRICA VENTILADOR 1 DO ARM. CONTROL 24 Vcc
%Q0,4,4 OM_4_26 ARRANQUE MOTOR 4-26 TRANSPORTADORA SALIDA ARENILLAS DO ARM. CONTROL 24 Vcc
%Q0,4,5 OM_4_08_1 ARRANQUE MOTOR 4-08,1 DENSIMÉTRICA VIS-SINFÍN FILTRO DO ARM. CONTROL 24 Vcc
%Q0,4,6 OM_4_08_2 ARRANQUE MOTOR 4-08,2 DENSIMÉTRICA VÁLVULA FILTRO DO ARM. CONTROL 24 Vcc
%Q0,4,7 OM_4_03_3 ARRANQUE MOTOR 4-08.3 VENTILADOR FILTRO ESTRELLA-TRIANGULO DO ARM. CONTROL 24 Vcc
%Q0,4,8 OM_4_18 ARRANQUE MOTOR 4-18 ENTRADA TROMMEL 1 DO ARM. CONTROL 24 Vcc
%Q0,4,9 OM_4_21 ARRANQUE MOTOR 4-21 ENTRADA TROMMEL 2 DO ARM. CONTROL 24 Vcc
%Q0,4,10 OM_4_09 ARRANQUE MOTOR 4-09 TRANSPORTADOR SALIDA PLAYA DETRÁS DO ARM. CONTROL 24 Vcc
%Q0,4,11 OM_4_05 ARRANQUE MOTOR 4-05 SALIDA INFERIOR TROMEL GRANDE DO ARM. CONTROL 24 Vcc
%Q0,4,12 OM_4_11 ARRANQUE MOTOR 4-11 SALIDA COMPOST DO ARM. CONTROL 24 Vcc
%Q0,4,13 OM_4_20 ARRANQUE MOTOR 4-20 INFERIOR TROMMEL 1 DO ARM. CONTROL 24 Vcc
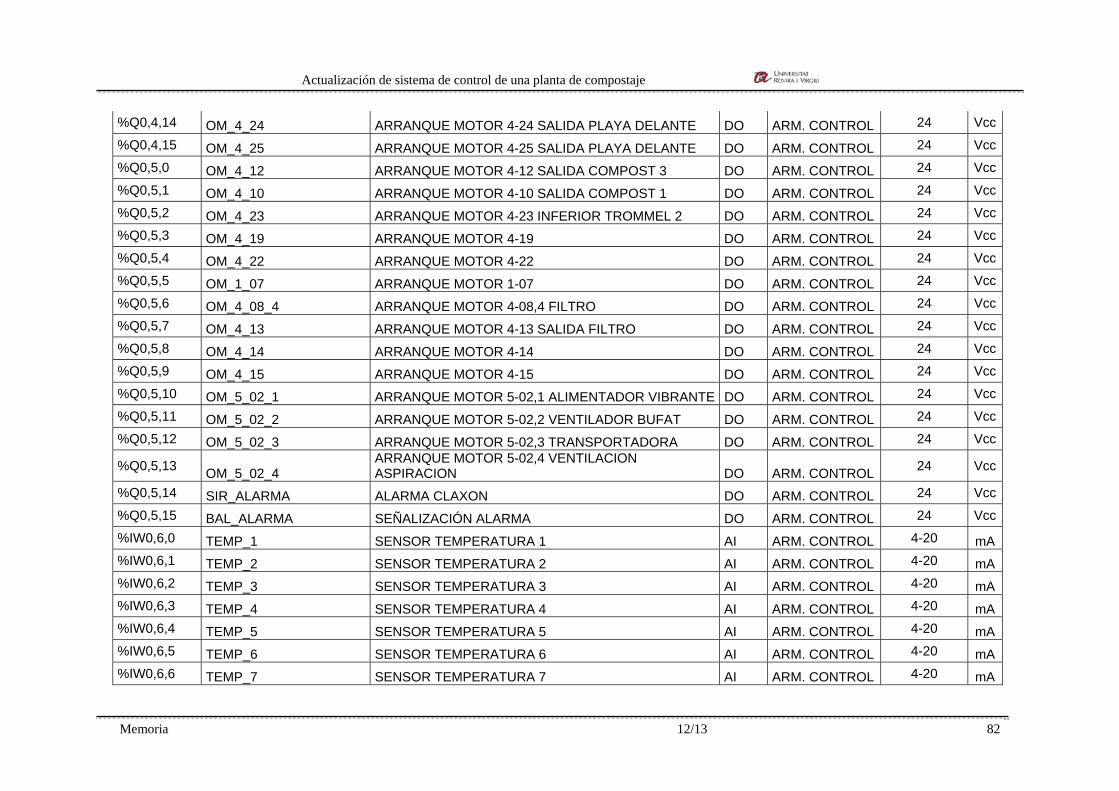
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 82
%Q0,4,14 OM_4_24 ARRANQUE MOTOR 4-24 SALIDA PLAYA DELANTE DO ARM. CONTROL 24 Vcc
%Q0,4,15 OM_4_25 ARRANQUE MOTOR 4-25 SALIDA PLAYA DELANTE DO ARM. CONTROL 24 Vcc
%Q0,5,0 OM_4_12 ARRANQUE MOTOR 4-12 SALIDA COMPOST 3 DO ARM. CONTROL 24 Vcc
%Q0,5,1 OM_4_10 ARRANQUE MOTOR 4-10 SALIDA COMPOST 1 DO ARM. CONTROL 24 Vcc
%Q0,5,2 OM_4_23 ARRANQUE MOTOR 4-23 INFERIOR TROMMEL 2 DO ARM. CONTROL 24 Vcc
%Q0,5,3 OM_4_19 ARRANQUE MOTOR 4-19 DO ARM. CONTROL 24 Vcc
%Q0,5,4 OM_4_22 ARRANQUE MOTOR 4-22 DO ARM. CONTROL 24 Vcc
%Q0,5,5 OM_1_07 ARRANQUE MOTOR 1-07 DO ARM. CONTROL 24 Vcc
%Q0,5,6 OM_4_08_4 ARRANQUE MOTOR 4-08,4 FILTRO DO ARM. CONTROL 24 Vcc
%Q0,5,7 OM_4_13 ARRANQUE MOTOR 4-13 SALIDA FILTRO DO ARM. CONTROL 24 Vcc
%Q0,5,8 OM_4_14 ARRANQUE MOTOR 4-14 DO ARM. CONTROL 24 Vcc
%Q0,5,9 OM_4_15 ARRANQUE MOTOR 4-15 DO ARM. CONTROL 24 Vcc
%Q0,5,10 OM_5_02_1 ARRANQUE MOTOR 5-02,1 ALIMENTADOR VIBRANTE DO ARM. CONTROL 24 Vcc
%Q0,5,11 OM_5_02_2 ARRANQUE MOTOR 5-02,2 VENTILADOR BUFAT DO ARM. CONTROL 24 Vcc
%Q0,5,12 OM_5_02_3 ARRANQUE MOTOR 5-02,3 TRANSPORTADORA DO ARM. CONTROL 24 Vcc
%Q0,5,13 OM_5_02_4 ARRANQUE MOTOR 5-02,4 VENTILACION ASPIRACION DO ARM. CONTROL 24 Vcc
%Q0,5,14 SIR_ALARMA ALARMA CLAXON DO ARM. CONTROL 24 Vcc
%Q0,5,15 BAL_ALARMA SEÑALIZACIÓN ALARMA DO ARM. CONTROL 24 Vcc
%IW0,6,0 TEMP_1 SENSOR TEMPERATURA 1 AI ARM. CONTROL 4-20 mA %IW0,6,1 TEMP_2 SENSOR TEMPERATURA 2 AI ARM. CONTROL 4-20 mA %IW0,6,2 TEMP_3 SENSOR TEMPERATURA 3 AI ARM. CONTROL 4-20 mA %IW0,6,3 TEMP_4 SENSOR TEMPERATURA 4 AI ARM. CONTROL 4-20 mA %IW0,6,4 TEMP_5 SENSOR TEMPERATURA 5 AI ARM. CONTROL 4-20 mA %IW0,6,5 TEMP_6 SENSOR TEMPERATURA 6 AI ARM. CONTROL 4-20 mA %IW0,6,6 TEMP_7 SENSOR TEMPERATURA 7 AI ARM. CONTROL 4-20 mA
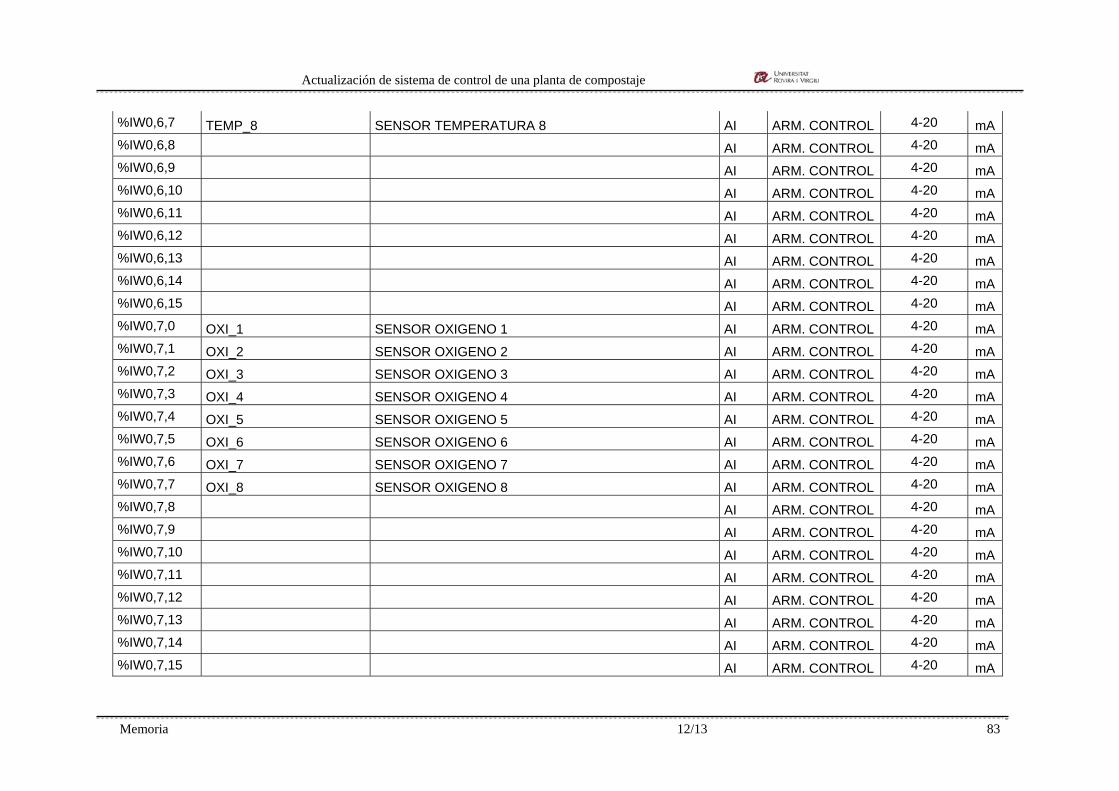
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 83
%IW0,6,7 TEMP_8 SENSOR TEMPERATURA 8 AI ARM. CONTROL 4-20 mA %IW0,6,8 AI ARM. CONTROL 4-20 mA %IW0,6,9 AI ARM. CONTROL 4-20 mA %IW0,6,10 AI ARM. CONTROL 4-20 mA %IW0,6,11 AI ARM. CONTROL 4-20 mA %IW0,6,12 AI ARM. CONTROL 4-20 mA %IW0,6,13 AI ARM. CONTROL 4-20 mA %IW0,6,14 AI ARM. CONTROL 4-20 mA %IW0,6,15 AI ARM. CONTROL 4-20 mA %IW0,7,0 OXI_1 SENSOR OXIGENO 1 AI ARM. CONTROL 4-20 mA %IW0,7,1 OXI_2 SENSOR OXIGENO 2 AI ARM. CONTROL 4-20 mA %IW0,7,2 OXI_3 SENSOR OXIGENO 3 AI ARM. CONTROL 4-20 mA %IW0,7,3 OXI_4 SENSOR OXIGENO 4 AI ARM. CONTROL 4-20 mA %IW0,7,4 OXI_5 SENSOR OXIGENO 5 AI ARM. CONTROL 4-20 mA %IW0,7,5 OXI_6 SENSOR OXIGENO 6 AI ARM. CONTROL 4-20 mA %IW0,7,6 OXI_7 SENSOR OXIGENO 7 AI ARM. CONTROL 4-20 mA %IW0,7,7 OXI_8 SENSOR OXIGENO 8 AI ARM. CONTROL 4-20 mA %IW0,7,8 AI ARM. CONTROL 4-20 mA %IW0,7,9 AI ARM. CONTROL 4-20 mA %IW0,7,10 AI ARM. CONTROL 4-20 mA %IW0,7,11 AI ARM. CONTROL 4-20 mA %IW0,7,12 AI ARM. CONTROL 4-20 mA %IW0,7,13 AI ARM. CONTROL 4-20 mA %IW0,7,14 AI ARM. CONTROL 4-20 mA %IW0,7,15 AI ARM. CONTROL 4-20 mA
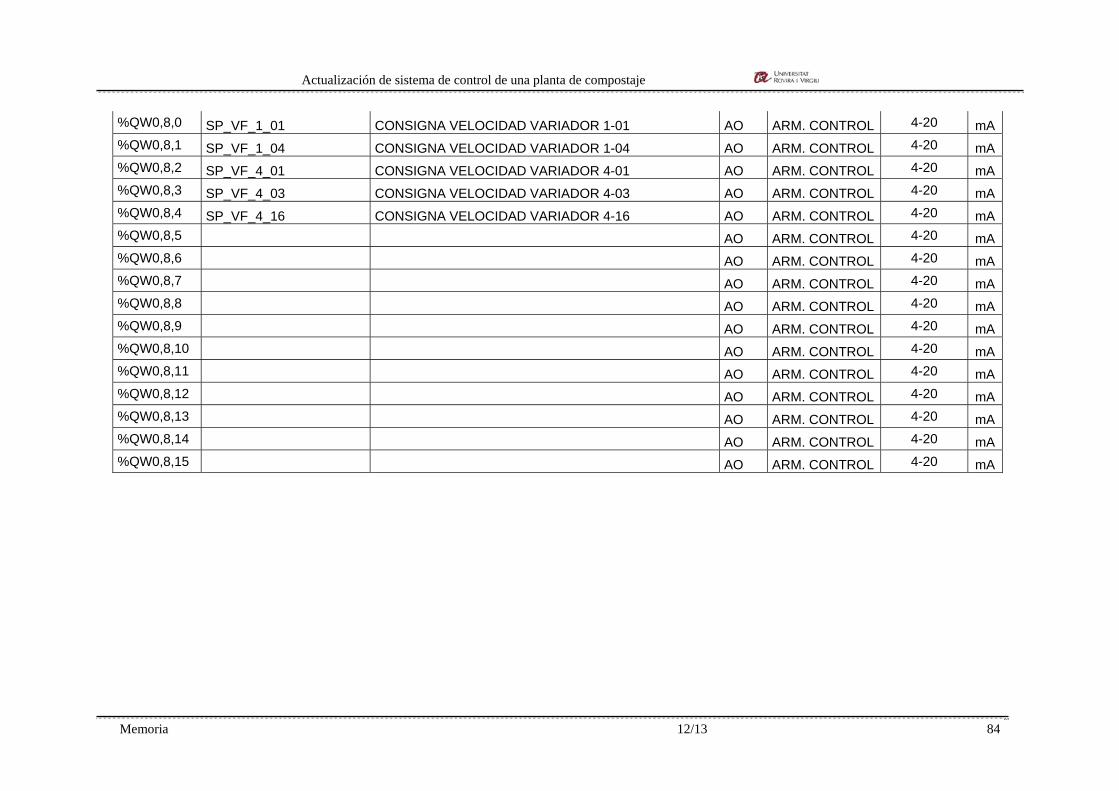
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 84
%QW0,8,0 SP_VF_1_01 CONSIGNA VELOCIDAD VARIADOR 1-01 AO ARM. CONTROL 4-20 mA %QW0,8,1 SP_VF_1_04 CONSIGNA VELOCIDAD VARIADOR 1-04 AO ARM. CONTROL 4-20 mA %QW0,8,2 SP_VF_4_01 CONSIGNA VELOCIDAD VARIADOR 4-01 AO ARM. CONTROL 4-20 mA %QW0,8,3 SP_VF_4_03 CONSIGNA VELOCIDAD VARIADOR 4-03 AO ARM. CONTROL 4-20 mA %QW0,8,4 SP_VF_4_16 CONSIGNA VELOCIDAD VARIADOR 4-16 AO ARM. CONTROL 4-20 mA %QW0,8,5 AO ARM. CONTROL 4-20 mA %QW0,8,6 AO ARM. CONTROL 4-20 mA %QW0,8,7 AO ARM. CONTROL 4-20 mA %QW0,8,8 AO ARM. CONTROL 4-20 mA %QW0,8,9 AO ARM. CONTROL 4-20 mA %QW0,8,10 AO ARM. CONTROL 4-20 mA %QW0,8,11 AO ARM. CONTROL 4-20 mA %QW0,8,12 AO ARM. CONTROL 4-20 mA %QW0,8,13 AO ARM. CONTROL 4-20 mA %QW0,8,14 AO ARM. CONTROL 4-20 mA %QW0,8,15 AO ARM. CONTROL 4-20 mA
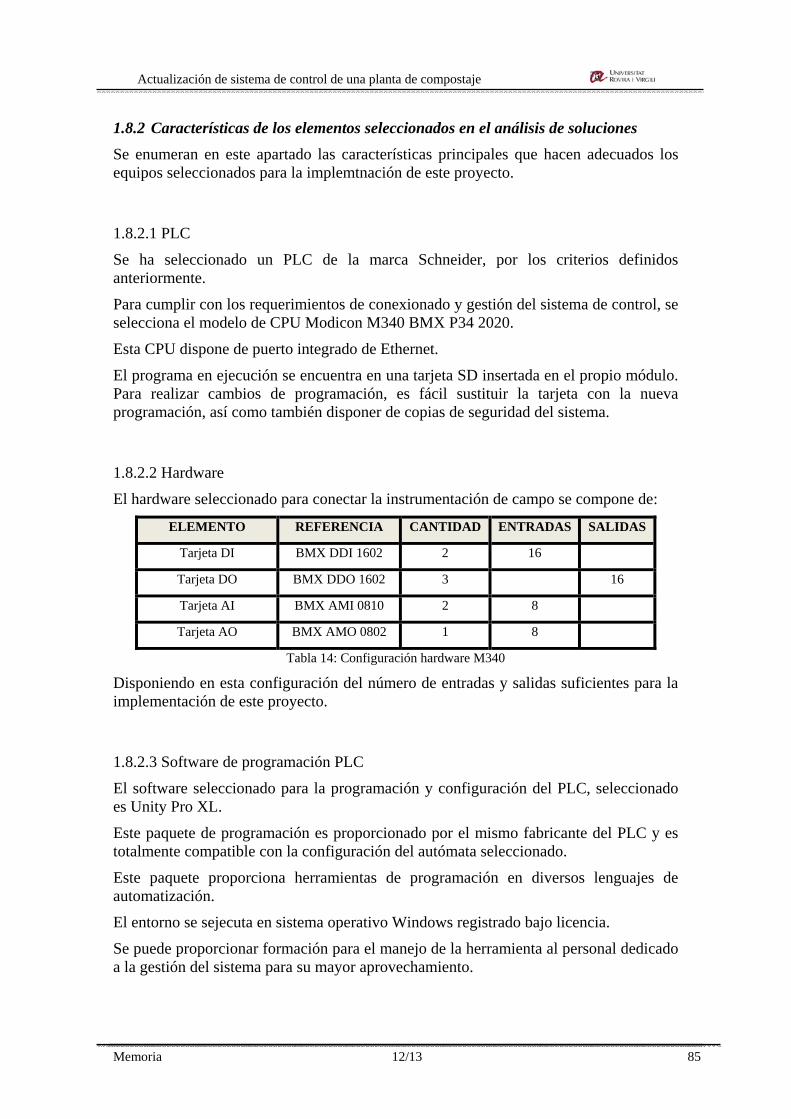
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 85
1.8.2 Características de los elementos seleccionados en el análisis de soluciones Se enumeran en este apartado las características principales que hacen adecuados los equipos seleccionados para la implemtnación de este proyecto.
1.8.2.1 PLC
Se ha seleccionado un PLC de la marca Schneider, por los criterios definidos anteriormente.
Para cumplir con los requerimientos de conexionado y gestión del sistema de control, se selecciona el modelo de CPU Modicon M340 BMX P34 2020.
Esta CPU dispone de puerto integrado de Ethernet.
El programa en ejecución se encuentra en una tarjeta SD insertada en el propio módulo. Para realizar cambios de programación, es fácil sustituir la tarjeta con la nueva programación, así como también disponer de copias de seguridad del sistema.
1.8.2.2 Hardware
El hardware seleccionado para conectar la instrumentación de campo se compone de:
ELEMENTO REFERENCIA CANTIDAD ENTRADAS SALIDAS
Tarjeta DI BMX DDI 1602 2 16
Tarjeta DO BMX DDO 1602 3 16
Tarjeta AI BMX AMI 0810 2 8
Tarjeta AO BMX AMO 0802 1 8
Tabla 14: Configuración hardware M340 Disponiendo en esta configuración del número de entradas y salidas suficientes para la implementación de este proyecto.
1.8.2.3 Software de programación PLC
El software seleccionado para la programación y configuración del PLC, seleccionado es Unity Pro XL.
Este paquete de programación es proporcionado por el mismo fabricante del PLC y es totalmente compatible con la configuración del autómata seleccionado.
Este paquete proporciona herramientas de programación en diversos lenguajes de automatización.
El entorno se sejecuta en sistema operativo Windows registrado bajo licencia.
Se puede proporcionar formación para el manejo de la herramienta al personal dedicado a la gestión del sistema para su mayor aprovechamiento.
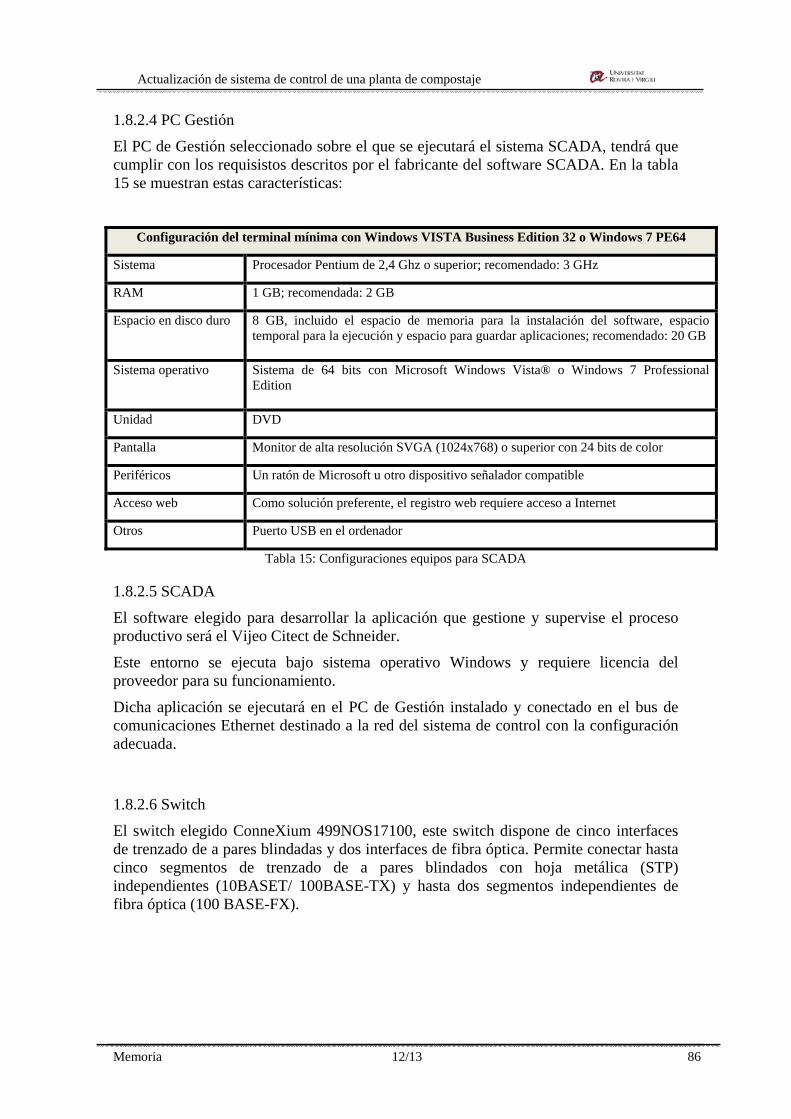
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 86
1.8.2.4 PC Gestión
El PC de Gestión seleccionado sobre el que se ejecutará el sistema SCADA, tendrá que cumplir con los requisistos descritos por el fabricante del software SCADA. En la tabla 15 se muestran estas características:
Configuración del terminal mínima con Windows VISTA Business Edition 32 o Windows 7 PE64
Sistema Procesador Pentium de 2,4 Ghz o superior; recomendado: 3 GHz
RAM 1 GB; recomendada: 2 GB
Espacio en disco duro
8 GB, incluido el espacio de memoria para la instalación del software, espacio temporal para la ejecución y espacio para guardar aplicaciones; recomendado: 20 GB
Sistema operativo
Sistema de 64 bits con Microsoft Windows Vista® o Windows 7 Professional Edition
Unidad DVD
Pantalla Monitor de alta resolución SVGA (1024x768) o superior con 24 bits de color
Periféricos Un ratón de Microsoft u otro dispositivo señalador compatible
Acceso web Como solución preferente, el registro web requiere acceso a Internet
Otros Puerto USB en el ordenador
Tabla 15: Configuraciones equipos para SCADA
1.8.2.5 SCADA
El software elegido para desarrollar la aplicación que gestione y supervise el proceso productivo será el Vijeo Citect de Schneider.
Este entorno se ejecuta bajo sistema operativo Windows y requiere licencia del proveedor para su funcionamiento.
Dicha aplicación se ejecutará en el PC de Gestión instalado y conectado en el bus de comunicaciones Ethernet destinado a la red del sistema de control con la configuración adecuada.
1.8.2.6 Switch
El switch elegido ConneXium 499NOS17100, este switch dispone de cinco interfaces de trenzado de a pares blindadas y dos interfaces de fibra óptica. Permite conectar hasta cinco segmentos de trenzado de a pares blindados con hoja metálica (STP) independientes (10BASET/ 100BASE-TX) y hasta dos segmentos independientes de fibra óptica (100 BASE-FX).
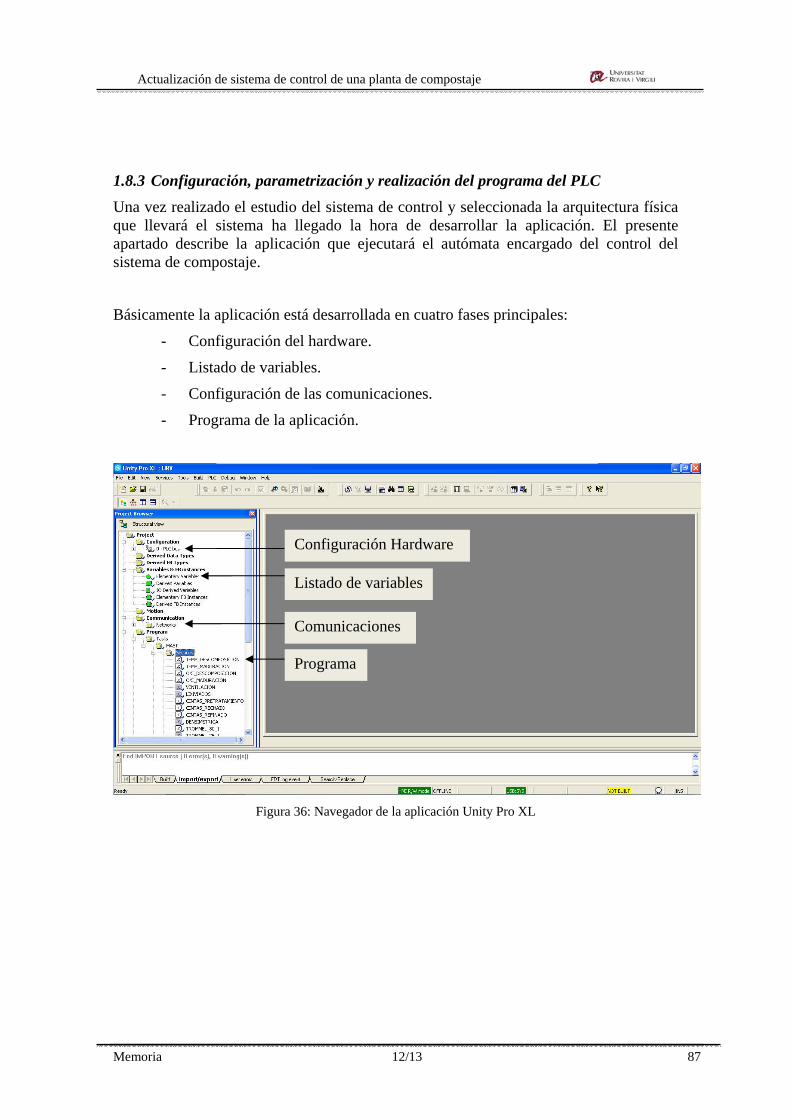
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 87
1.8.3 Configuración, parametrización y realización del programa del PLC Una vez realizado el estudio del sistema de control y seleccionada la arquitectura física que llevará el sistema ha llegado la hora de desarrollar la aplicación. El presente apartado describe la aplicación que ejecutará el autómata encargado del control del sistema de compostaje.
Básicamente la aplicación está desarrollada en cuatro fases principales:
- Configuración del hardware.
- Listado de variables.
- Configuración de las comunicaciones.
- Programa de la aplicación.
Figura 36: Navegador de la aplicación Unity Pro XL
Configuración Hardware
Comunicaciones
Listado de variables
Programa
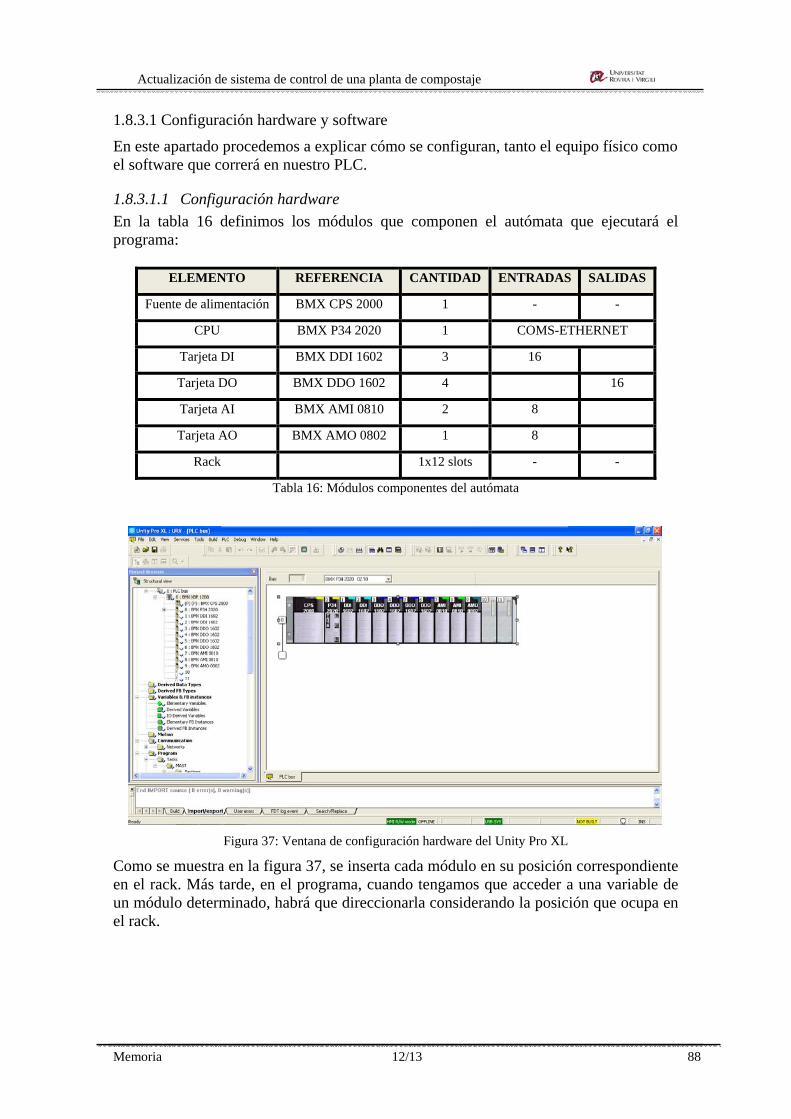
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 88
1.8.3.1 Configuración hardware y software
En este apartado procedemos a explicar cómo se configuran, tanto el equipo físico como el software que correrá en nuestro PLC.
1.8.3.1.1 Configuración hardware En la tabla 16 definimos los módulos que componen el autómata que ejecutará el programa:
ELEMENTO REFERENCIA CANTIDAD ENTRADAS SALIDAS
Fuente de alimentación BMX CPS 2000 1 - -
CPU BMX P34 2020 1 COMS-ETHERNET
Tarjeta DI BMX DDI 1602 3 16
Tarjeta DO BMX DDO 1602 4 16
Tarjeta AI BMX AMI 0810 2 8
Tarjeta AO BMX AMO 0802 1 8
Rack 1x12 slots - -
Tabla 16: Módulos componentes del autómata
Figura 37: Ventana de configuración hardware del Unity Pro XL
Como se muestra en la figura 37, se inserta cada módulo en su posición correspondiente en el rack. Más tarde, en el programa, cuando tengamos que acceder a una variable de un módulo determinado, habrá que direccionarla considerando la posición que ocupa en el rack.
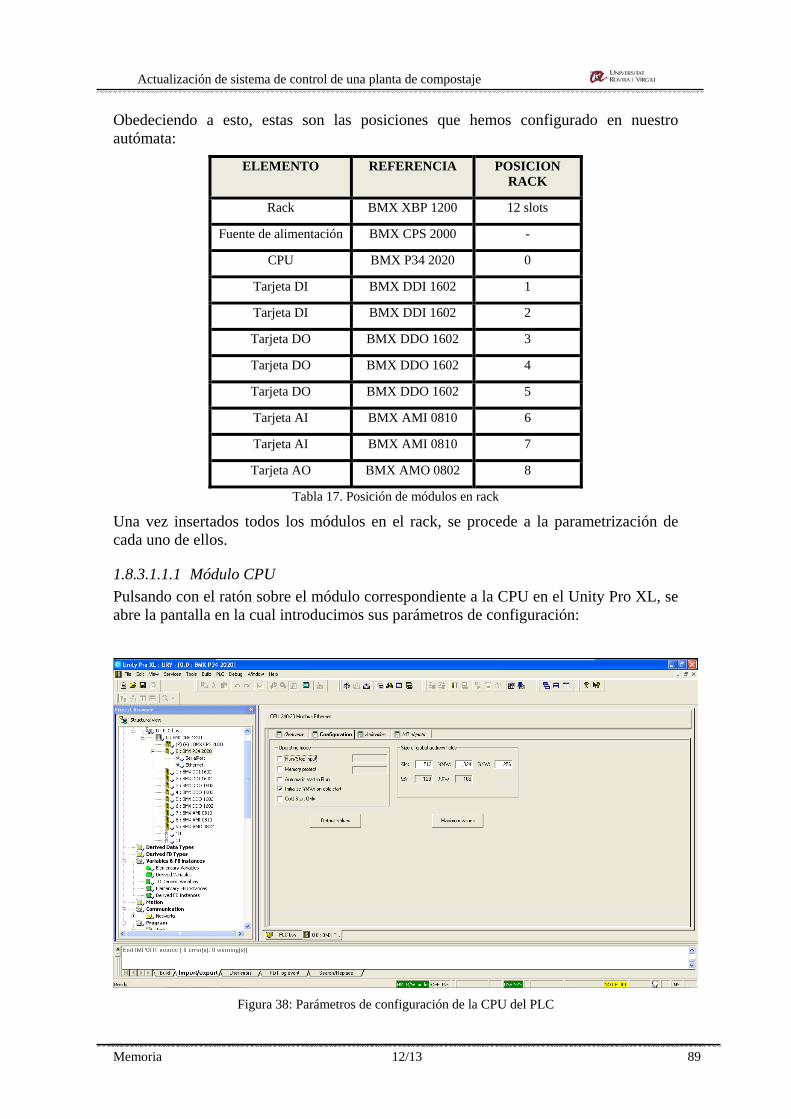
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 89
Obedeciendo a esto, estas son las posiciones que hemos configurado en nuestro autómata:
ELEMENTO REFERENCIA POSICION RACK
Rack BMX XBP 1200 12 slots
Fuente de alimentación BMX CPS 2000 -
CPU BMX P34 2020 0
Tarjeta DI BMX DDI 1602 1
Tarjeta DI BMX DDI 1602 2
Tarjeta DO BMX DDO 1602 3
Tarjeta DO BMX DDO 1602 4
Tarjeta DO BMX DDO 1602 5
Tarjeta AI BMX AMI 0810 6
Tarjeta AI BMX AMI 0810 7
Tarjeta AO BMX AMO 0802 8
Tabla 17. Posición de módulos en rack
Una vez insertados todos los módulos en el rack, se procede a la parametrización de cada uno de ellos.
1.8.3.1.1.1 Módulo CPU Pulsando con el ratón sobre el módulo correspondiente a la CPU en el Unity Pro XL, se abre la pantalla en la cual introducimos sus parámetros de configuración:
Figura 38: Parámetros de configuración de la CPU del PLC
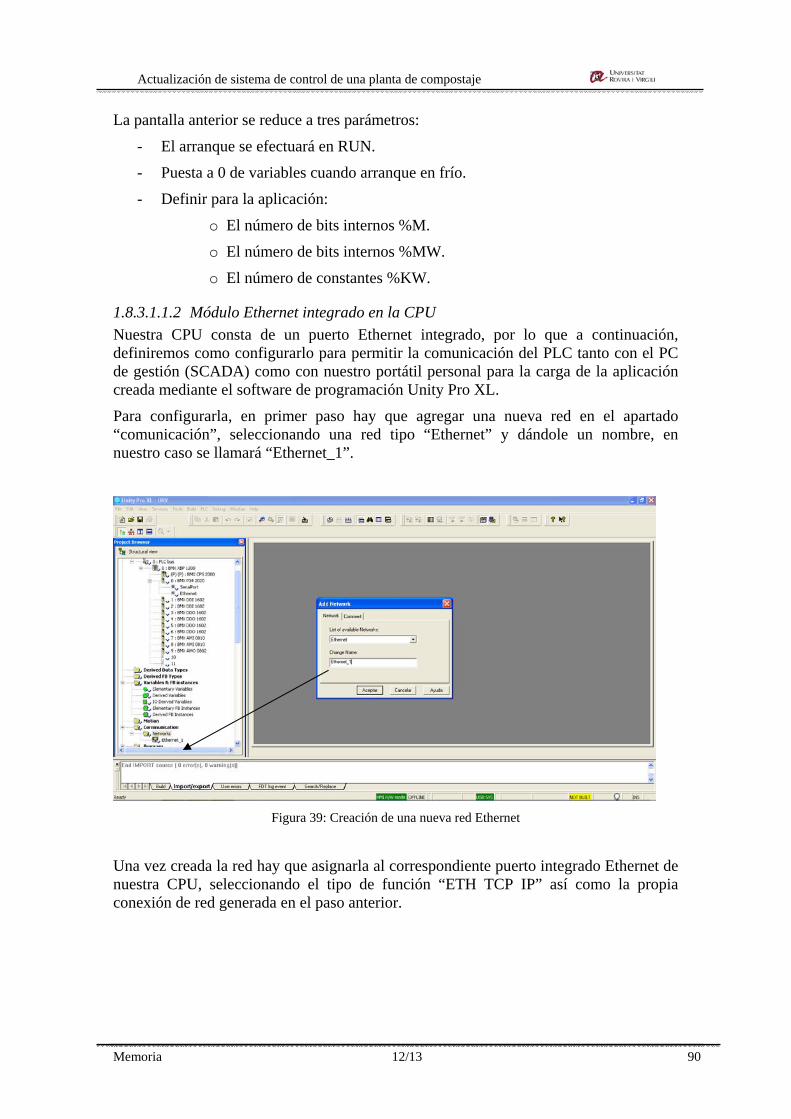
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 90
La pantalla anterior se reduce a tres parámetros:
- El arranque se efectuará en RUN.
- Puesta a 0 de variables cuando arranque en frío.
- Definir para la aplicación:
o El número de bits internos %M.
o El número de bits internos %MW.
o El número de constantes %KW.
1.8.3.1.1.2 Módulo Ethernet integrado en la CPU Nuestra CPU consta de un puerto Ethernet integrado, por lo que a continuación, definiremos como configurarlo para permitir la comunicación del PLC tanto con el PC de gestión (SCADA) como con nuestro portátil personal para la carga de la aplicación creada mediante el software de programación Unity Pro XL.
Para configurarla, en primer paso hay que agregar una nueva red en el apartado “comunicación”, seleccionando una red tipo “Ethernet” y dándole un nombre, en nuestro caso se llamará “Ethernet_1”.
Figura 39: Creación de una nueva red Ethernet
Una vez creada la red hay que asignarla al correspondiente puerto integrado Ethernet de nuestra CPU, seleccionando el tipo de función “ETH TCP IP” así como la propia conexión de red generada en el paso anterior.
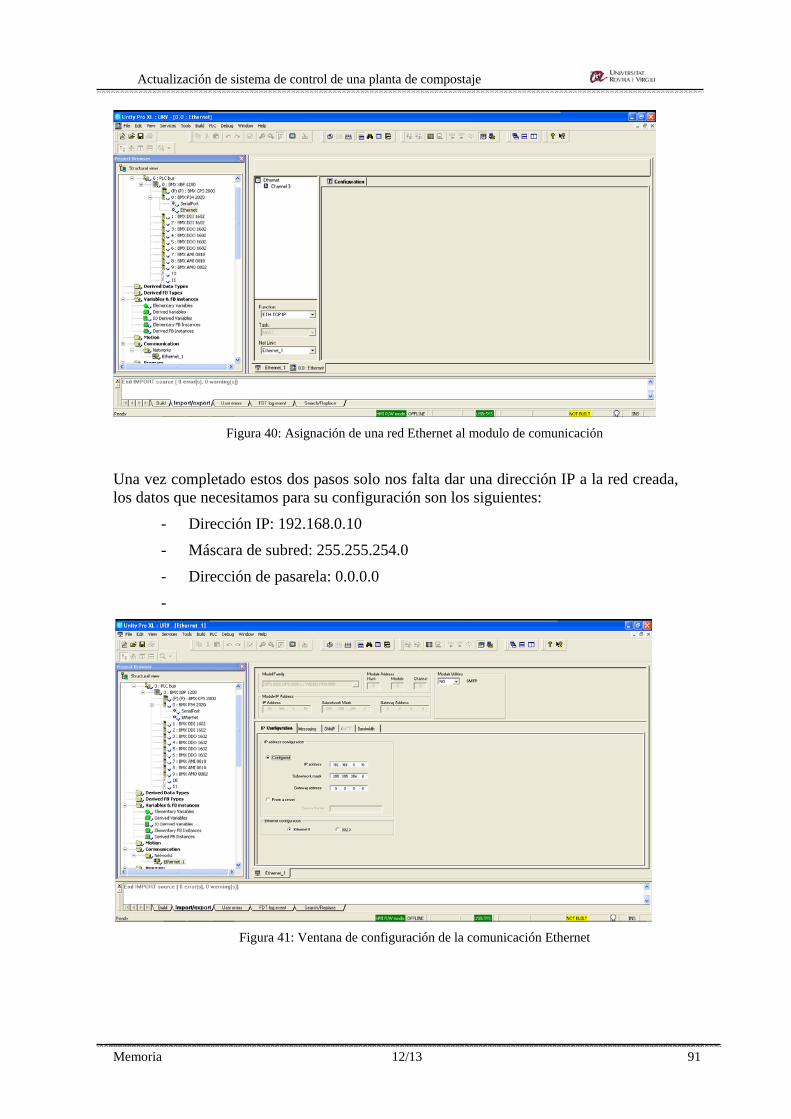
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 91
Figura 40: Asignación de una red Ethernet al modulo de comunicación
Una vez completado estos dos pasos solo nos falta dar una dirección IP a la red creada, los datos que necesitamos para su configuración son los siguientes:
- Dirección IP: 192.168.0.10
- Máscara de subred: 255.255.254.0
- Dirección de pasarela: 0.0.0.0
-
Figura 41: Ventana de configuración de la comunicación Ethernet
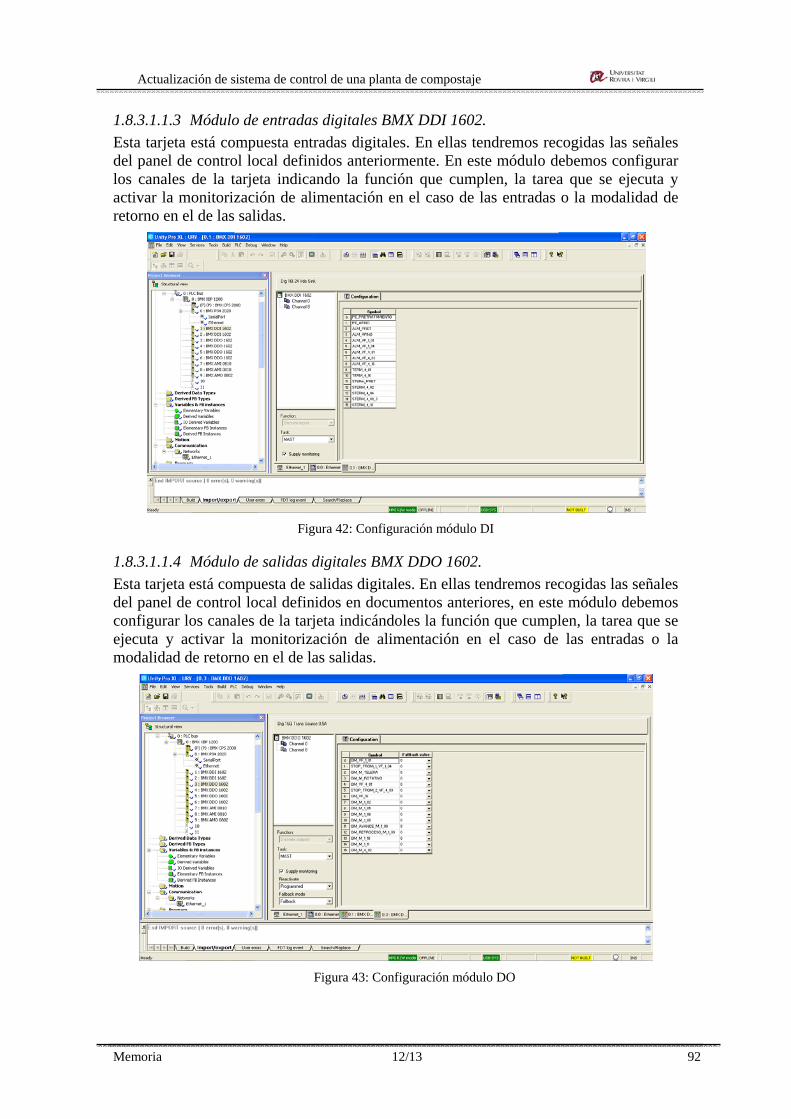
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 92
1.8.3.1.1.3 Módulo de entradas digitales BMX DDI 1602. Esta tarjeta está compuesta entradas digitales. En ellas tendremos recogidas las señales del panel de control local definidos anteriormente. En este módulo debemos configurar los canales de la tarjeta indicando la función que cumplen, la tarea que se ejecuta y activar la monitorización de alimentación en el caso de las entradas o la modalidad de retorno en el de las salidas.
Figura 42: Configuración módulo DI
1.8.3.1.1.4 Módulo de salidas digitales BMX DDO 1602. Esta tarjeta está compuesta de salidas digitales. En ellas tendremos recogidas las señales del panel de control local definidos en documentos anteriores, en este módulo debemos configurar los canales de la tarjeta indicándoles la función que cumplen, la tarea que se ejecuta y activar la monitorización de alimentación en el caso de las entradas o la modalidad de retorno en el de las salidas.
Figura 43: Configuración módulo DO
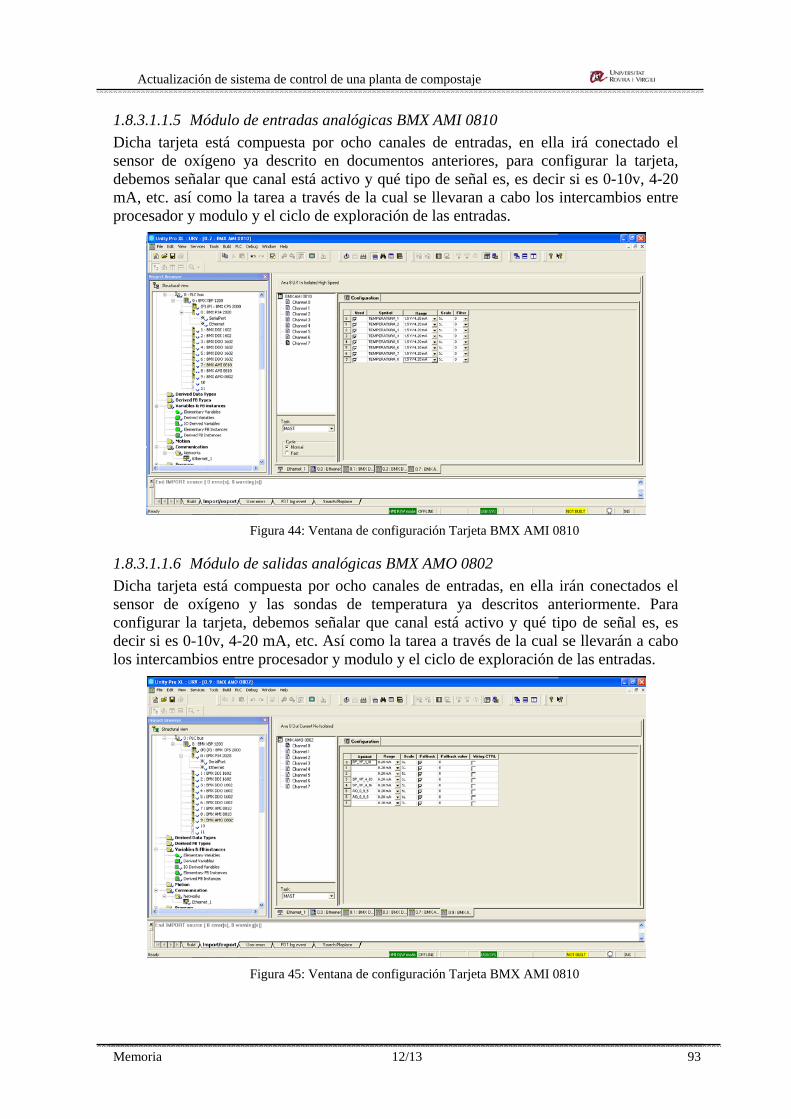
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 93
1.8.3.1.1.5 Módulo de entradas analógicas BMX AMI 0810 Dicha tarjeta está compuesta por ocho canales de entradas, en ella irá conectado el sensor de oxígeno ya descrito en documentos anteriores, para configurar la tarjeta, debemos señalar que canal está activo y qué tipo de señal es, es decir si es 0-10v, 4-20 mA, etc. así como la tarea a través de la cual se llevaran a cabo los intercambios entre procesador y modulo y el ciclo de exploración de las entradas.
Figura 44: Ventana de configuración Tarjeta BMX AMI 0810
1.8.3.1.1.6 Módulo de salidas analógicas BMX AMO 0802 Dicha tarjeta está compuesta por ocho canales de entradas, en ella irán conectados el sensor de oxígeno y las sondas de temperatura ya descritos anteriormente. Para configurar la tarjeta, debemos señalar que canal está activo y qué tipo de señal es, es decir si es 0-10v, 4-20 mA, etc. Así como la tarea a través de la cual se llevarán a cabo los intercambios entre procesador y modulo y el ciclo de exploración de las entradas.
Figura 45: Ventana de configuración Tarjeta BMX AMI 0810
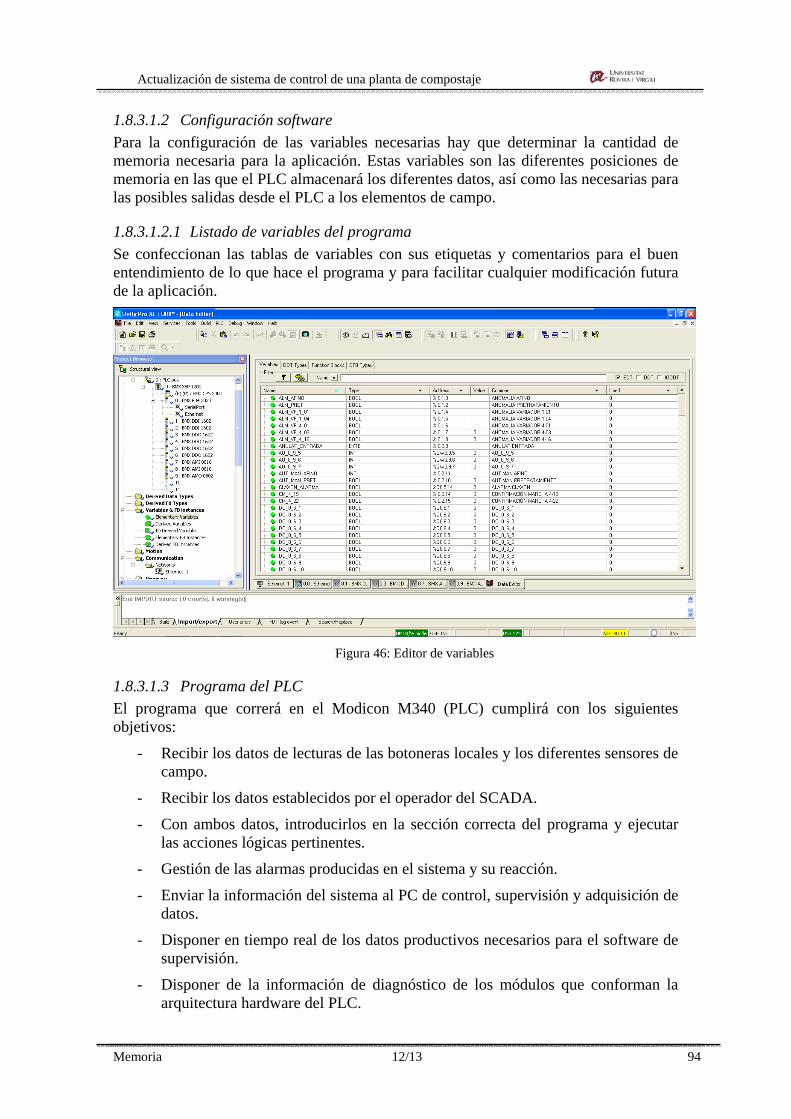
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 94
1.8.3.1.2 Configuración software Para la configuración de las variables necesarias hay que determinar la cantidad de memoria necesaria para la aplicación. Estas variables son las diferentes posiciones de memoria en las que el PLC almacenará los diferentes datos, así como las necesarias para las posibles salidas desde el PLC a los elementos de campo.
1.8.3.1.2.1 Listado de variables del programa Se confeccionan las tablas de variables con sus etiquetas y comentarios para el buen entendimiento de lo que hace el programa y para facilitar cualquier modificación futura de la aplicación.
Figura 46: Editor de variables
1.8.3.1.3 Programa del PLC El programa que correrá en el Modicon M340 (PLC) cumplirá con los siguientes objetivos:
- Recibir los datos de lecturas de las botoneras locales y los diferentes sensores de campo.
- Recibir los datos establecidos por el operador del SCADA.
- Con ambos datos, introducirlos en la sección correcta del programa y ejecutar las acciones lógicas pertinentes.
- Gestión de las alarmas producidas en el sistema y su reacción.
- Enviar la información del sistema al PC de control, supervisión y adquisición de datos.
- Disponer en tiempo real de los datos productivos necesarios para el software de supervisión.
- Disponer de la información de diagnóstico de los módulos que conforman la arquitectura hardware del PLC.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 95
1.8.3.1.4 Secciones del programa El programa principal está estructurado en una serie de secciones, cumpliendo cada una de las cuales una función específica. Procedo a continuación a definir la función de cada una de ellas.
1.8.3.1.4.1 Secciones “TEMP_MADURACION” y “TEMP_DESCOMPOSICION” En estas secciones de la tarea principal se realiza una monitorización de la tempoeratura de proceso de maduración y despcomposición respectivamente. Se ha implementado en esta seción un control de tiempo de proceso, que permite al operador del sistema SCADA, introducir la fecha en la que se ha iniciado el proceso, y el sistema avisa del tiempo que lleva transcurrido desde el inicio.
Los datos de evolución de las temperaturas en todo el proceso y la duración de los mismos ayudaran con el posterior análisis de los datos a una mejora de la calidad del producto incidiendo en los tiempos y en mejoras en el sistema de control.
1.8.3.1.4.2 Sección “CTRL_TEMP_MADURACION” y “CTRL_TEMP_DESCOMPOSICION”
En esta sección se realiza la conversión a tipo REAL de las variables de entradas analógicas de temperatura de las sondas PT-100, para poder mostrarlo con un decimal (##.#) en el sistema de SCADA.
El refresco de los valores de temperaturas en el SCADA se realizará de forma continua condicionado por el tiempo de ejecución de la tarea maestra.
También se calcula en esta sección los valores medios de las temperaturas previamente definidas según las necesidades de diseño.
Asimismo, en último lugar se hacen los cálculos para las alarmas, definidas en documentos anteriores, estas se realizan mediante comparaciones entre los valores fijados por parte del operador y los obtenidos de los sensores, estas alarmas serán las que utilizaremos para tomar las acciones pertinente para mantener la estabilidad del sistema.
1.8.3.1.4.3 Secciones “OXI_MADURACION” y “OXI_DESCOMPOSICION” En estas secciones de la tarea principal se realiza una monitorización de la concentración de oxígeno de proceso de maduración y despcomposición respectivamente.
Los datos de evolución de la concentración de oxígeno en todo el proceso y la duración de los mismos ayudaran con el posterior análisis de los datos a una mejora de la calidad del producto incidiendo en los tiempos y en mejoras en el sistema de control.
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 96
1.8.3.1.4.4 Sección “CTRL_OXI_MADURACION” y “CTRL_OXI_DESCOMPOSICION”
En esta sección se incluye una función que controla la concentración de oxígeno mediante la ventilación de manera que mantiene constante dicha concentración para que el sistema solo sea capaz de regularse, además de esto también se incluye la condición para la activación, reposición e identificación de las alarmas debidas al sensor de oxígeno descrito en documentos anteriores.
En esta sección se ha incluido un código de forma que el operador sea capaz de poder escalar el sensor de oxígeno en función del valor de corriente (mA), a la entrada de la correspondiente tarjeta analógica de nuestro PLC, fijando simplemente para un valor de mA (máx.) un valor de concentración de oxígeno [O2] (máx.) y para un valor de mA (min) una concentración [O2] (min).
1.8.3.1.4.5 Secciones “CINTAS_PRETRATAMIENTO”, “CINTAS_COMPACTACION” y “CINTAS_REFINO”
En esta sección se realiza el control de funcionamiento de las cintas transportadoras de cada fase. Existe para el accionamiento de cada cinta una secuencia de contactos que activa la salida digital correspondiente en función de la pulsatería de campo asociada y de la ausencia de alarmas en el sistema como la activación de la seta de emergencia.
1.8.3.1.4.6 Secciones “TROMMEL_XX”, “DENSIMETRICA”, “VENTILACION”, “IMAN”, “SOPLADORES”
En esta sección se realiza el control de funcionamiento de los elementos de la nave de tratamiento auxiliares que no son cintas. El accionamiento de cada elemento contempla una de contactos que activa la salida digital correspondiente en función de la pulsatería de campo asociada y de la ausencia de alarmas en el sistema como la activación de la seta de emergencia.
1.8.3.1.4.7 Sección “SCADA” y “REGISTRO” En esta sección se adecuan datos de la instalación para el sistema SCADA que accederá a ellos en modo de monitorización y registro para su posterior tratamiento.
1.8.3.1.4.8 Sección “DIAGNÓSTICO” Esta sección se encarga de realizar un chequeo continuo del estado del PLC, del bastidor, de las comunicaciones, así como de todas las tarjetas y los equipos que van asociados a ellas (sensor de oxígeno, Pt-100, etc).
En caso de producirse un error en alguno de estos elementos el operador será informado a través de su alarma correspondiente en nuestro sistema SCADA.
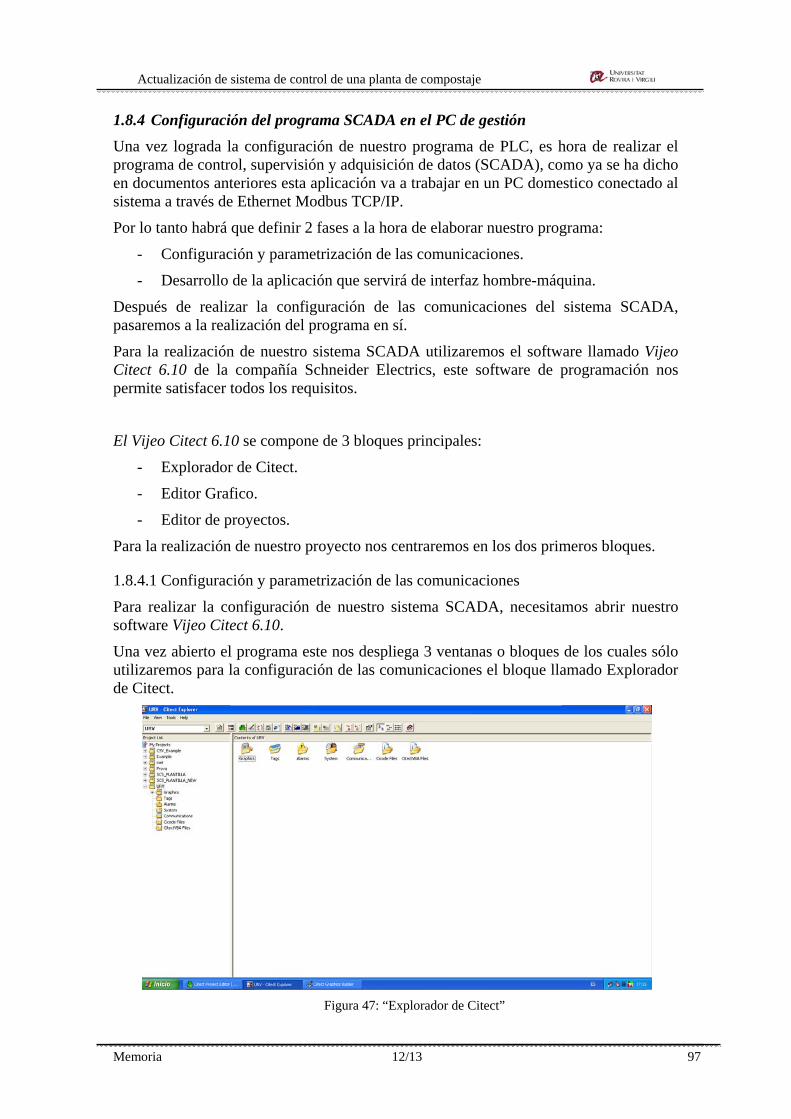
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 97
1.8.4 Configuración del programa SCADA en el PC de gestión Una vez lograda la configuración de nuestro programa de PLC, es hora de realizar el programa de control, supervisión y adquisición de datos (SCADA), como ya se ha dicho en documentos anteriores esta aplicación va a trabajar en un PC domestico conectado al sistema a través de Ethernet Modbus TCP/IP.
Por lo tanto habrá que definir 2 fases a la hora de elaborar nuestro programa:
- Configuración y parametrización de las comunicaciones.
- Desarrollo de la aplicación que servirá de interfaz hombre-máquina.
Después de realizar la configuración de las comunicaciones del sistema SCADA, pasaremos a la realización del programa en sí.
Para la realización de nuestro sistema SCADA utilizaremos el software llamado Vijeo Citect 6.10 de la compañía Schneider Electrics, este software de programación nos permite satisfacer todos los requisitos.
El Vijeo Citect 6.10 se compone de 3 bloques principales:
- Explorador de Citect.
- Editor Grafico.
- Editor de proyectos.
Para la realización de nuestro proyecto nos centraremos en los dos primeros bloques.
1.8.4.1 Configuración y parametrización de las comunicaciones
Para realizar la configuración de nuestro sistema SCADA, necesitamos abrir nuestro software Vijeo Citect 6.10.
Una vez abierto el programa este nos despliega 3 ventanas o bloques de los cuales sólo utilizaremos para la configuración de las comunicaciones el bloque llamado Explorador de Citect.
Figura 47: “Explorador de Citect”
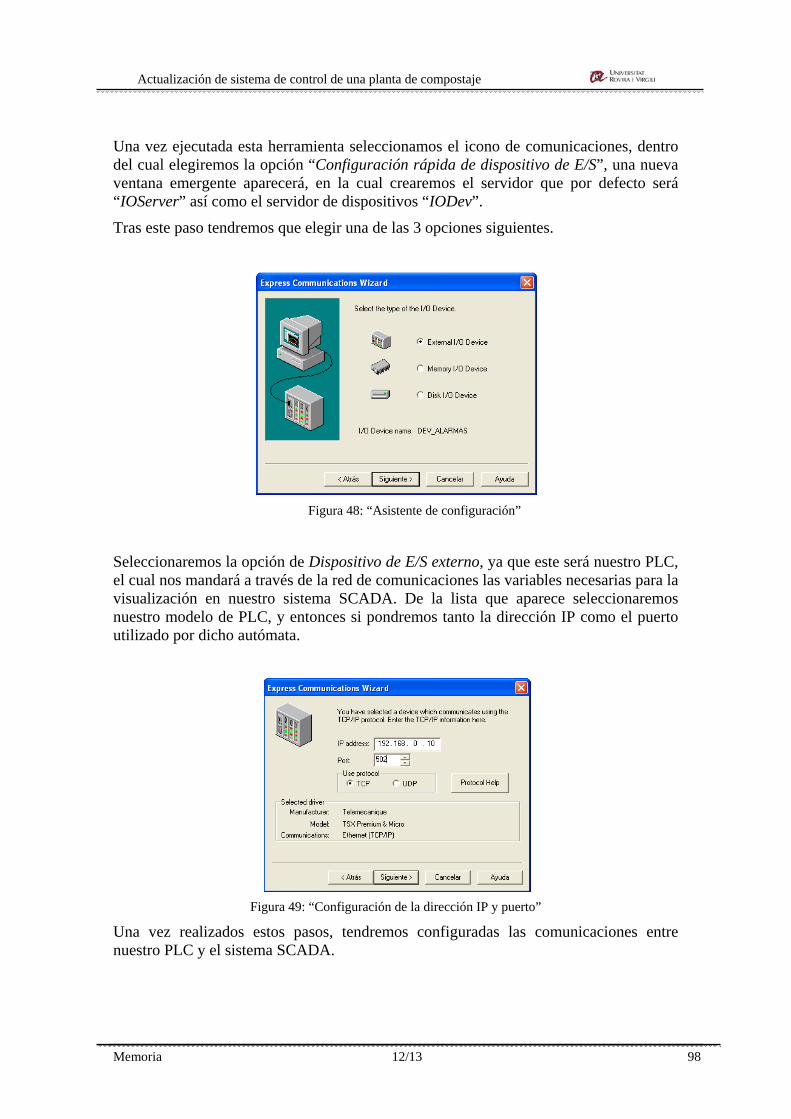
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 98
Una vez ejecutada esta herramienta seleccionamos el icono de comunicaciones, dentro del cual elegiremos la opción “Configuración rápida de dispositivo de E/S”, una nueva ventana emergente aparecerá, en la cual crearemos el servidor que por defecto será “IOServer” así como el servidor de dispositivos “IODev”.
Tras este paso tendremos que elegir una de las 3 opciones siguientes.
Figura 48: “Asistente de configuración”
Seleccionaremos la opción de Dispositivo de E/S externo, ya que este será nuestro PLC, el cual nos mandará a través de la red de comunicaciones las variables necesarias para la visualización en nuestro sistema SCADA. De la lista que aparece seleccionaremos nuestro modelo de PLC, y entonces si pondremos tanto la dirección IP como el puerto utilizado por dicho autómata.
Figura 49: “Configuración de la dirección IP y puerto”
Una vez realizados estos pasos, tendremos configuradas las comunicaciones entre nuestro PLC y el sistema SCADA.
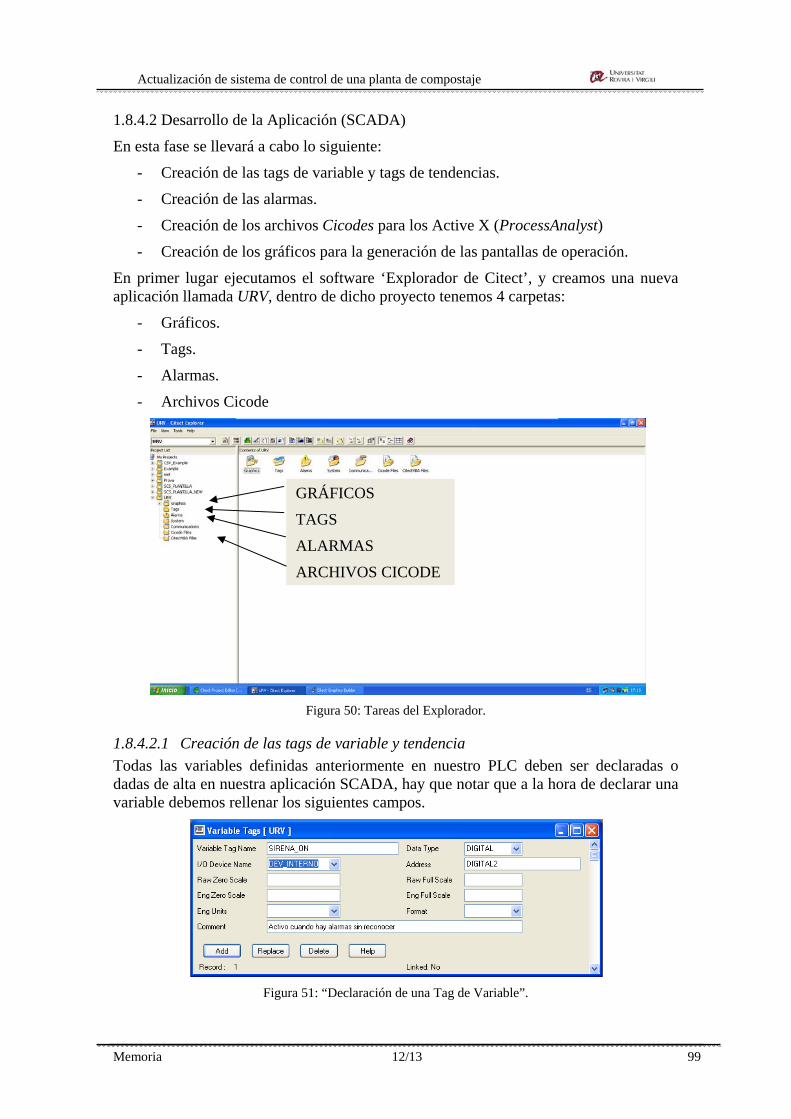
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 99
1.8.4.2 Desarrollo de la Aplicación (SCADA)
En esta fase se llevará a cabo lo siguiente:
- Creación de las tags de variable y tags de tendencias.
- Creación de las alarmas.
- Creación de los archivos Cicodes para los Active X (ProcessAnalyst)
- Creación de los gráficos para la generación de las pantallas de operación.
En primer lugar ejecutamos el software ‘Explorador de Citect’, y creamos una nueva aplicación llamada URV, dentro de dicho proyecto tenemos 4 carpetas:
- Gráficos.
- Tags.
- Alarmas.
- Archivos Cicode
Figura 50: Tareas del Explorador.
1.8.4.2.1 Creación de las tags de variable y tendencia Todas las variables definidas anteriormente en nuestro PLC deben ser declaradas o dadas de alta en nuestra aplicación SCADA, hay que notar que a la hora de declarar una variable debemos rellenar los siguientes campos.
Figura 51: “Declaración de una Tag de Variable”.
GRÁFICOS
TAGS
ALARMAS
ARCHIVOS CICODE
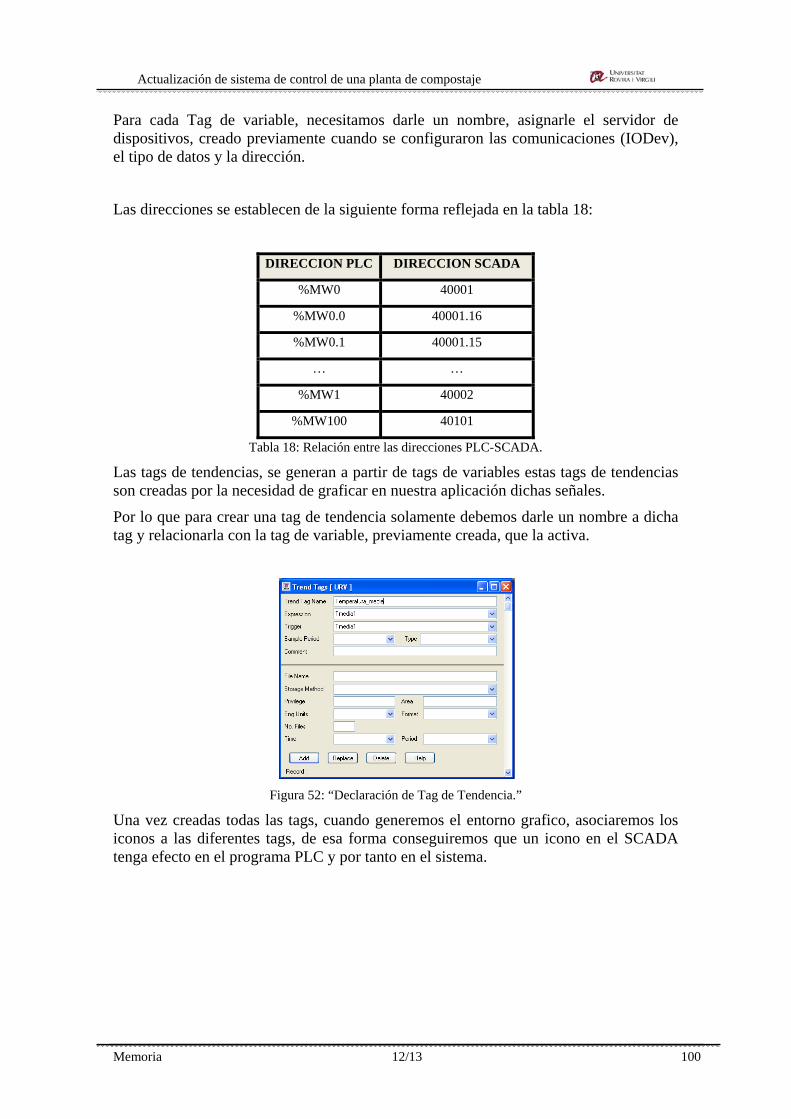
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 100
Para cada Tag de variable, necesitamos darle un nombre, asignarle el servidor de dispositivos, creado previamente cuando se configuraron las comunicaciones (IODev), el tipo de datos y la dirección.
Las direcciones se establecen de la siguiente forma reflejada en la tabla 18:
DIRECCION PLC DIRECCION SCADA
%MW0 40001
%MW0.0 40001.16
%MW0.1 40001.15
… …
%MW1 40002
%MW100 40101
Tabla 18: Relación entre las direcciones PLC-SCADA.
Las tags de tendencias, se generan a partir de tags de variables estas tags de tendencias son creadas por la necesidad de graficar en nuestra aplicación dichas señales.
Por lo que para crear una tag de tendencia solamente debemos darle un nombre a dicha tag y relacionarla con la tag de variable, previamente creada, que la activa.
Figura 52: “Declaración de Tag de Tendencia.”
Una vez creadas todas las tags, cuando generemos el entorno grafico, asociaremos los iconos a las diferentes tags, de esa forma conseguiremos que un icono en el SCADA tenga efecto en el programa PLC y por tanto en el sistema.
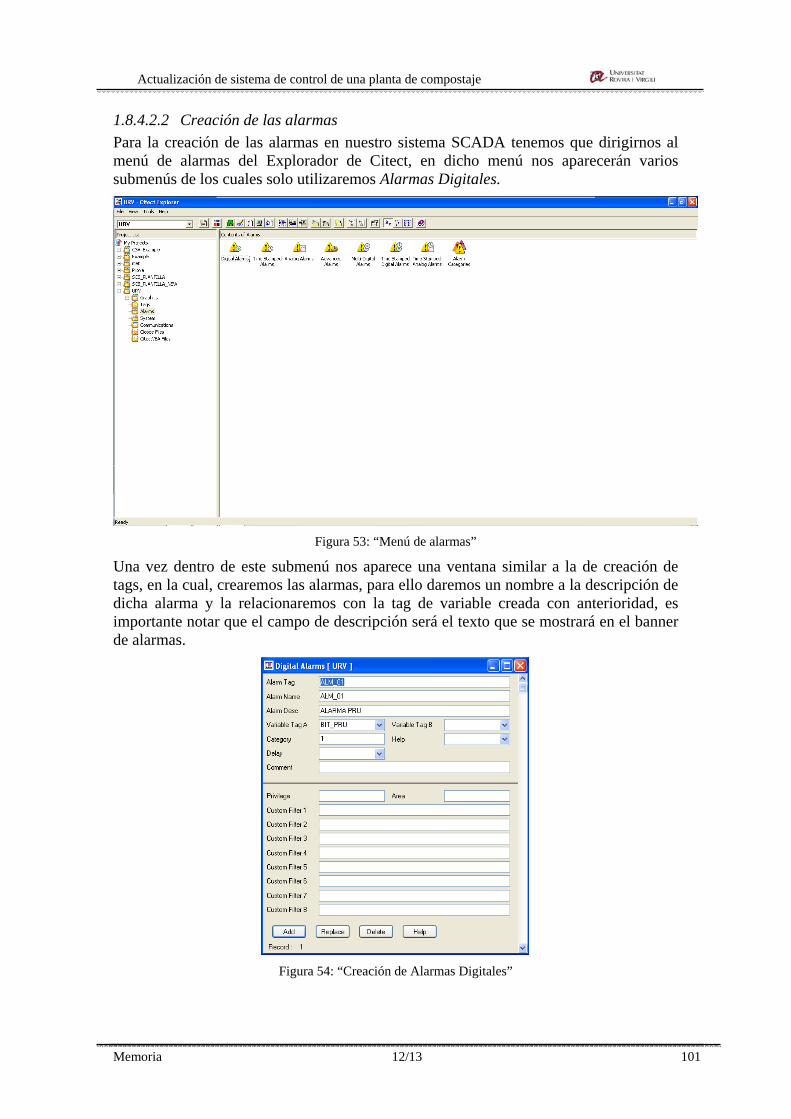
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 101
1.8.4.2.2 Creación de las alarmas Para la creación de las alarmas en nuestro sistema SCADA tenemos que dirigirnos al menú de alarmas del Explorador de Citect, en dicho menú nos aparecerán varios submenús de los cuales solo utilizaremos Alarmas Digitales.
Figura 53: “Menú de alarmas”
Una vez dentro de este submenú nos aparece una ventana similar a la de creación de tags, en la cual, crearemos las alarmas, para ello daremos un nombre a la descripción de dicha alarma y la relacionaremos con la tag de variable creada con anterioridad, es importante notar que el campo de descripción será el texto que se mostrará en el banner de alarmas.
Figura 54: “Creación de Alarmas Digitales”
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 102
1.8.4.2.3 Creación de los archivos Cicode Estos archivos utilizan un lenguaje de programación propio, mediante el cual, se crea una nueva función para el sistema SCADA y que posteriormente podrá ser utilizada en nuestro entorno gráfico.
En nuestro caso crearemos 3 tipos de archivos Cicode para cumplir las siguientes funciones en las graficas de la aplicación:
- Incorporar en la tabla todos los “pens” definidos.
- Graficar los datos entre unas fechas y horas.
- Creación de un archivo Excel con los datos sacados entre las fechas seleccionadas.
Figura 55: “Archivo Cicode”
Con estos archivos Cicode podemos crear cualquier tipo de función, que no venga implícita en la propia biblioteca del Vijeo Citect, para satisfacer las necesidades que nos exija nuestro proyecto.
1.8.4.2.4 Creación del entorno gráfico Para la creación del entorno grafico, es necesario crear una plantilla que contendrá los elementos comunes a todas las páginas de la aplicación.
Los elementos comunes a todas las páginas son las siguientes:
- Banner de alarmas.
- Botones de acceso a la pantalla de diagnostico de alarmas.
- Hora y fecha actual.
- Zona dedicada al acceso rápido:
o Botón de acceso y password, Login:
o Botón de salida de la aplicación, Exit.
o Botones de desplazamientos entre paginas, Next y Back.
o Botones de acceso a cada página: Temperatura, Oxígeno, Diagnósticos, Sinóptico.
o Botones de acceso a las gráficas.
o Botones de configuraciones: Herramientas e Impresoras.

Actualización de sistema de control de una planta de compostaje
Memoria 12/13 103
Figura 56: “Plantilla. Zona dedicada acceso rápido”
Una vez creada la plantilla ya podremos empezar a crear nuestras páginas.
Nuestra aplicación está formada por las siguientes pantallas principales:
- Página de inicio y Sinóptico.
- Páginas específicas: Temperatura, y Oxígeno.
- Página de diagnóstico del sistema.
- Página de alarmas.
Una vez creado el proyecto, procedemos al diseño y programación de las pantallas. Las pantallas están formadas por objetos, siendo necesaria su programación para que realicen las funciones encomendadas, muchas se relacionaran a funciones de la librería del Vijeo Citect y otras serán programadas con nuestros archivos Cicode creados previamente.
1.8.4.2.5 Pantalla de inicio de la aplicación La función de esta pantalla es la rápida visualización de todos los valores que influyen en el sistema de compostaje, todos los valores de temperaturas, el valor de la concentración de oxígeno.
En este panel de control de ciclo habrá que establecer entre otros parámetros el tiempo de ciclo o valor de set point, que será el tiempo durante el cual el programa va a trabajar, una vez establecido este tiempo, el ciclo se activará mediante el pulsador de “start”, el sistema calculara y mostrará al operador el tiempo transcurrido en tiempo real, en caso de realizarse pausas durante el ciclo de funcionamiento mediante el pulsador de “pause”, el sistema calculará el numero de pausas realizadas así como el tiempo de pausa individual y el tiempo de pausas totales realizadas durante el ciclo. El operador podrá reanudar el ciclo tras una pausa mediante el pulsador de “restart”, en caso de querer finalizar el proceso se dispone del pulsador de “end”.
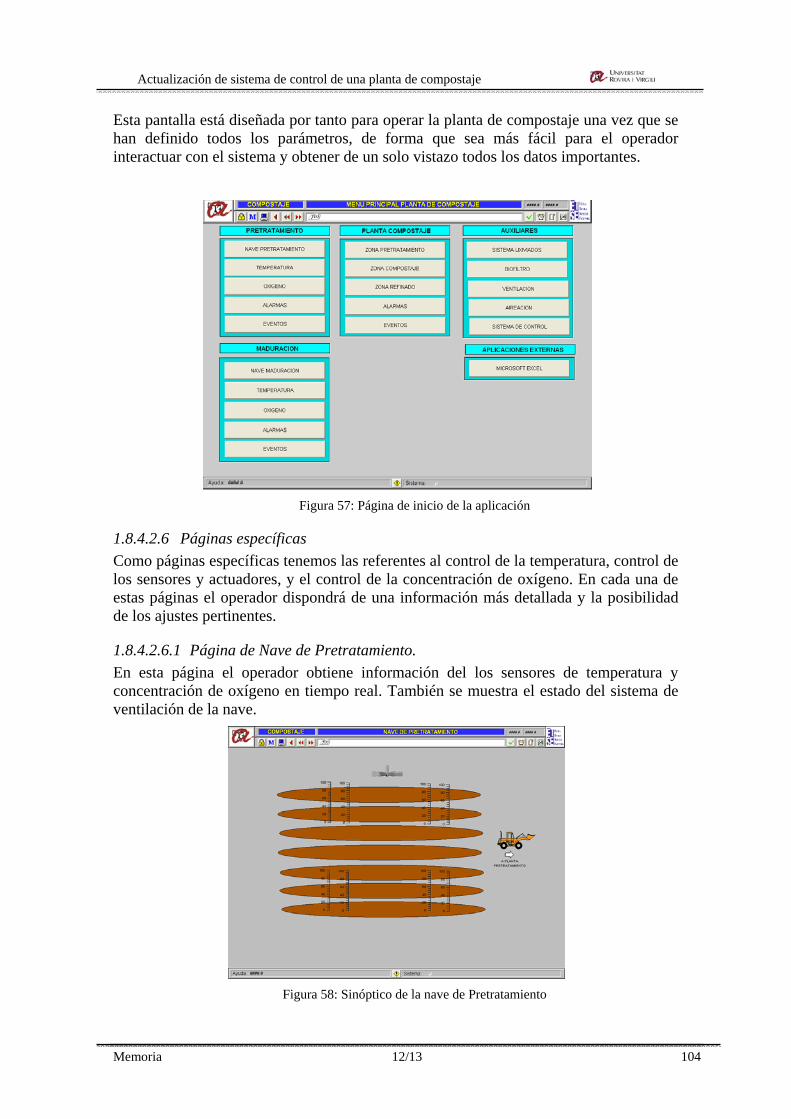
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 104
Esta pantalla está diseñada por tanto para operar la planta de compostaje una vez que se han definido todos los parámetros, de forma que sea más fácil para el operador interactuar con el sistema y obtener de un solo vistazo todos los datos importantes.
Figura 57: Página de inicio de la aplicación
1.8.4.2.6 Páginas específicas Como páginas específicas tenemos las referentes al control de la temperatura, control de los sensores y actuadores, y el control de la concentración de oxígeno. En cada una de estas páginas el operador dispondrá de una información más detallada y la posibilidad de los ajustes pertinentes.
1.8.4.2.6.1 Página de Nave de Pretratamiento. En esta página el operador obtiene información del los sensores de temperatura y concentración de oxígeno en tiempo real. También se muestra el estado del sistema de ventilación de la nave.
Figura 58: Sinóptico de la nave de Pretratamiento
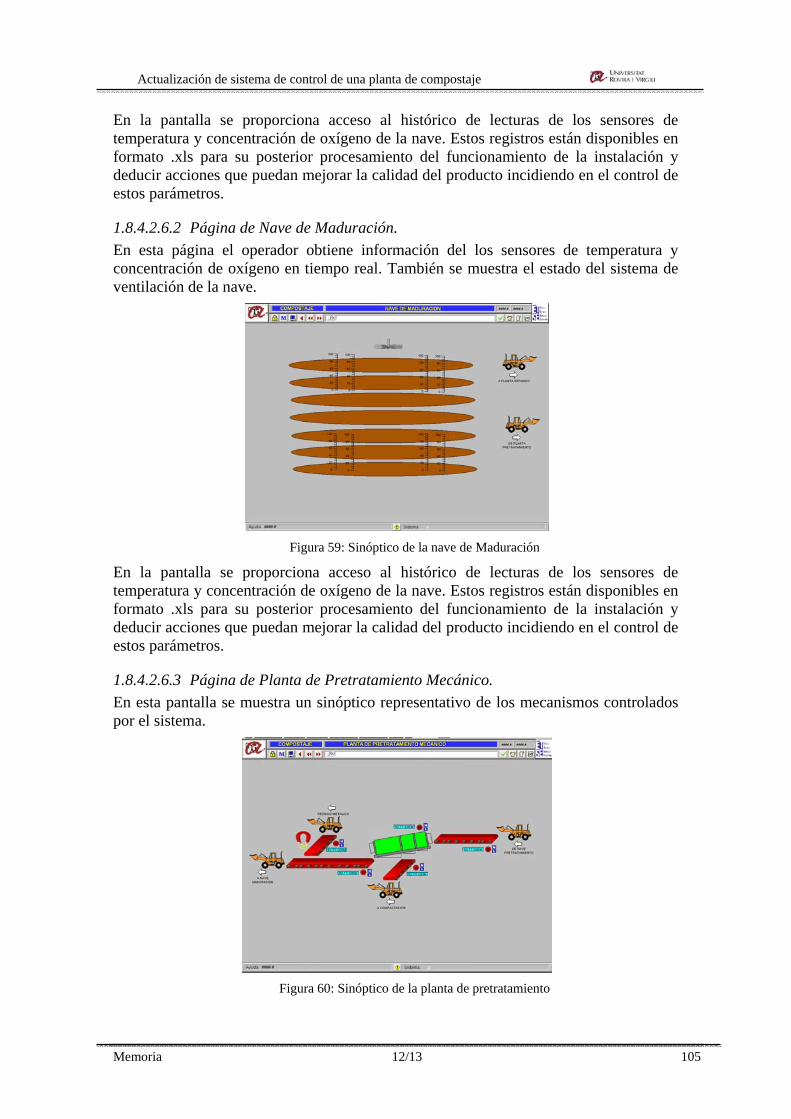
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 105
En la pantalla se proporciona acceso al histórico de lecturas de los sensores de temperatura y concentración de oxígeno de la nave. Estos registros están disponibles en formato .xls para su posterior procesamiento del funcionamiento de la instalación y deducir acciones que puedan mejorar la calidad del producto incidiendo en el control de estos parámetros.
1.8.4.2.6.2 Página de Nave de Maduración. En esta página el operador obtiene información del los sensores de temperatura y concentración de oxígeno en tiempo real. También se muestra el estado del sistema de ventilación de la nave.
Figura 59: Sinóptico de la nave de Maduración
En la pantalla se proporciona acceso al histórico de lecturas de los sensores de temperatura y concentración de oxígeno de la nave. Estos registros están disponibles en formato .xls para su posterior procesamiento del funcionamiento de la instalación y deducir acciones que puedan mejorar la calidad del producto incidiendo en el control de estos parámetros.
1.8.4.2.6.3 Página de Planta de Pretratamiento Mecánico. En esta pantalla se muestra un sinóptico representativo de los mecanismos controlados por el sistema.
Figura 60: Sinóptico de la planta de pretratamiento
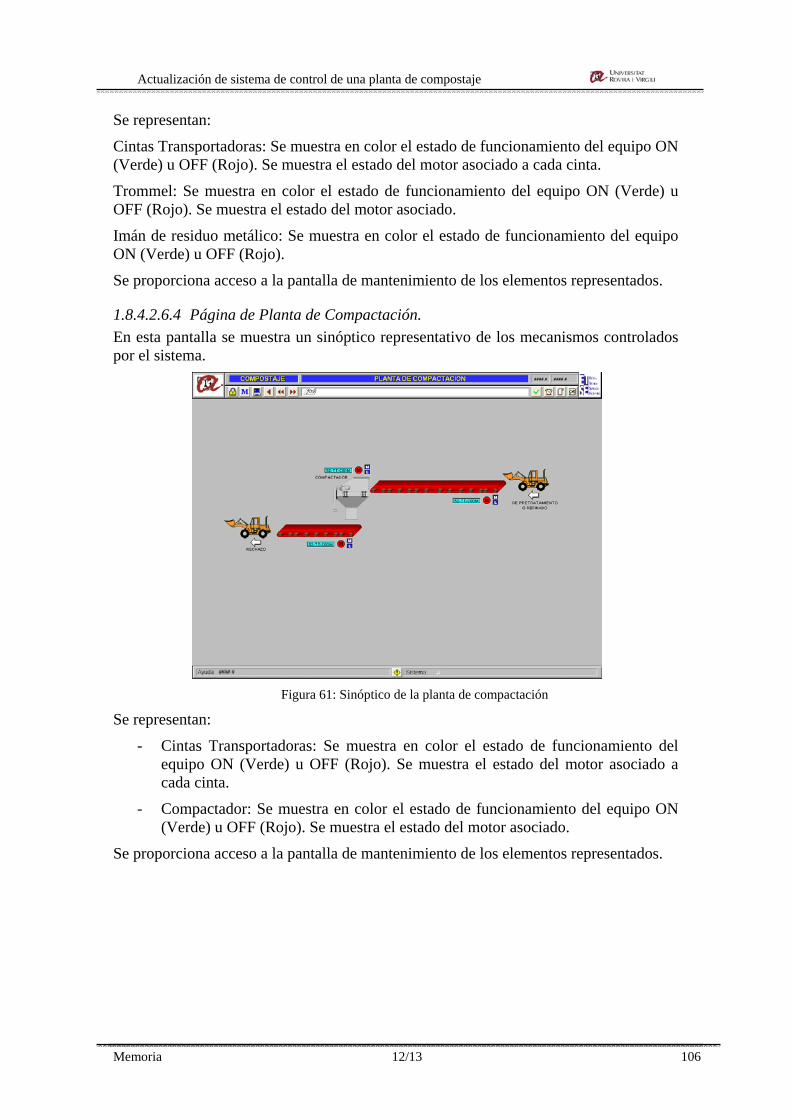
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 106
Se representan:
Cintas Transportadoras: Se muestra en color el estado de funcionamiento del equipo ON (Verde) u OFF (Rojo). Se muestra el estado del motor asociado a cada cinta.
Trommel: Se muestra en color el estado de funcionamiento del equipo ON (Verde) u OFF (Rojo). Se muestra el estado del motor asociado.
Imán de residuo metálico: Se muestra en color el estado de funcionamiento del equipo ON (Verde) u OFF (Rojo).
Se proporciona acceso a la pantalla de mantenimiento de los elementos representados.
1.8.4.2.6.4 Página de Planta de Compactación. En esta pantalla se muestra un sinóptico representativo de los mecanismos controlados por el sistema.
Figura 61: Sinóptico de la planta de compactación
Se representan:
- Cintas Transportadoras: Se muestra en color el estado de funcionamiento del equipo ON (Verde) u OFF (Rojo). Se muestra el estado del motor asociado a cada cinta.
- Compactador: Se muestra en color el estado de funcionamiento del equipo ON (Verde) u OFF (Rojo). Se muestra el estado del motor asociado.
Se proporciona acceso a la pantalla de mantenimiento de los elementos representados.
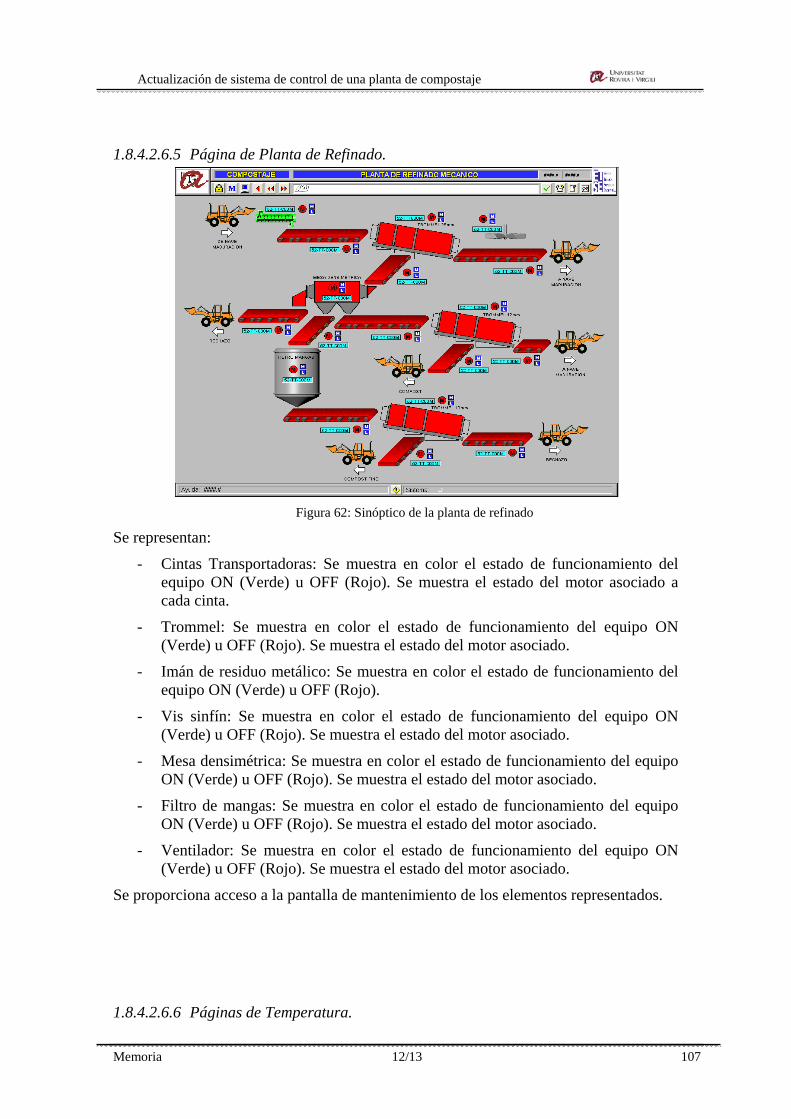
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 107
1.8.4.2.6.5 Página de Planta de Refinado.
Figura 62: Sinóptico de la planta de refinado
Se representan:
- Cintas Transportadoras: Se muestra en color el estado de funcionamiento del equipo ON (Verde) u OFF (Rojo). Se muestra el estado del motor asociado a cada cinta.
- Trommel: Se muestra en color el estado de funcionamiento del equipo ON (Verde) u OFF (Rojo). Se muestra el estado del motor asociado.
- Imán de residuo metálico: Se muestra en color el estado de funcionamiento del equipo ON (Verde) u OFF (Rojo).
- Vis sinfín: Se muestra en color el estado de funcionamiento del equipo ON (Verde) u OFF (Rojo). Se muestra el estado del motor asociado.
- Mesa densimétrica: Se muestra en color el estado de funcionamiento del equipo ON (Verde) u OFF (Rojo). Se muestra el estado del motor asociado.
- Filtro de mangas: Se muestra en color el estado de funcionamiento del equipo ON (Verde) u OFF (Rojo). Se muestra el estado del motor asociado.
- Ventilador: Se muestra en color el estado de funcionamiento del equipo ON (Verde) u OFF (Rojo). Se muestra el estado del motor asociado.
Se proporciona acceso a la pantalla de mantenimiento de los elementos representados.
1.8.4.2.6.6 Páginas de Temperatura.
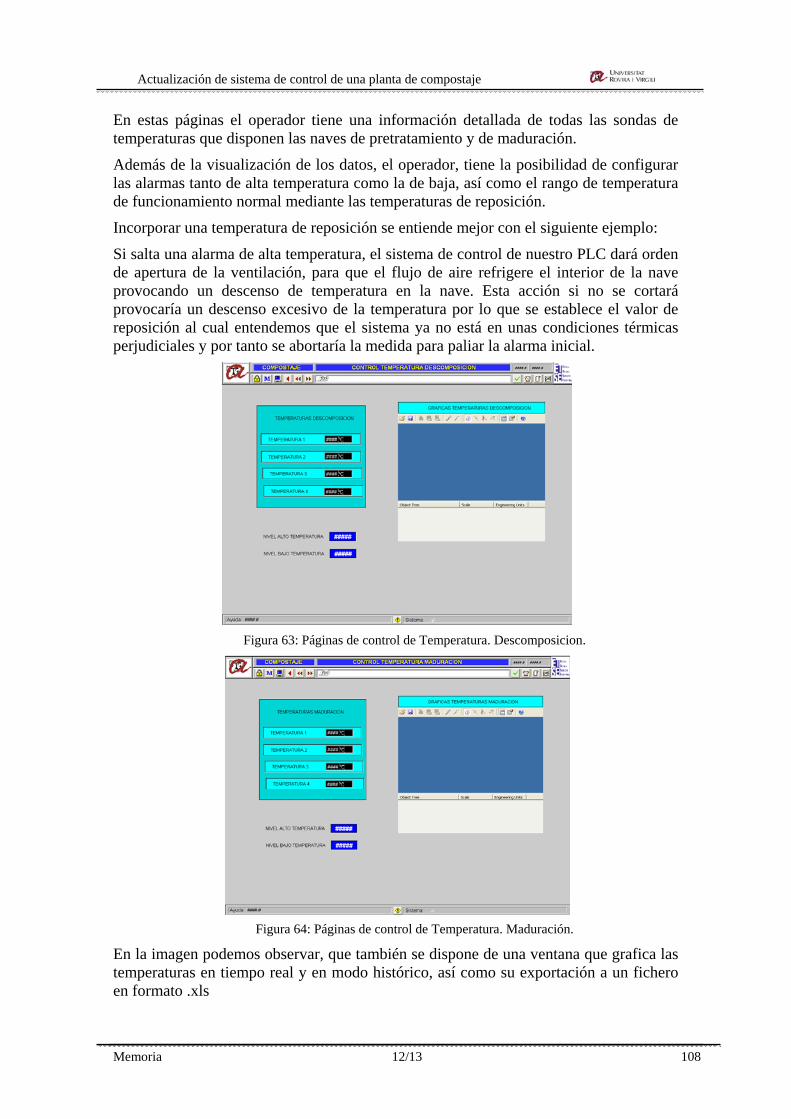
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 108
En estas páginas el operador tiene una información detallada de todas las sondas de temperaturas que disponen las naves de pretratamiento y de maduración.
Además de la visualización de los datos, el operador, tiene la posibilidad de configurar las alarmas tanto de alta temperatura como la de baja, así como el rango de temperatura de funcionamiento normal mediante las temperaturas de reposición.
Incorporar una temperatura de reposición se entiende mejor con el siguiente ejemplo:
Si salta una alarma de alta temperatura, el sistema de control de nuestro PLC dará orden de apertura de la ventilación, para que el flujo de aire refrigere el interior de la nave provocando un descenso de temperatura en la nave. Esta acción si no se cortará provocaría un descenso excesivo de la temperatura por lo que se establece el valor de reposición al cual entendemos que el sistema ya no está en unas condiciones térmicas perjudiciales y por tanto se abortaría la medida para paliar la alarma inicial.
Figura 63: Páginas de control de Temperatura. Descomposicion.
Figura 64: Páginas de control de Temperatura. Maduración.
En la imagen podemos observar, que también se dispone de una ventana que grafica las temperaturas en tiempo real y en modo histórico, así como su exportación a un fichero en formato .xls
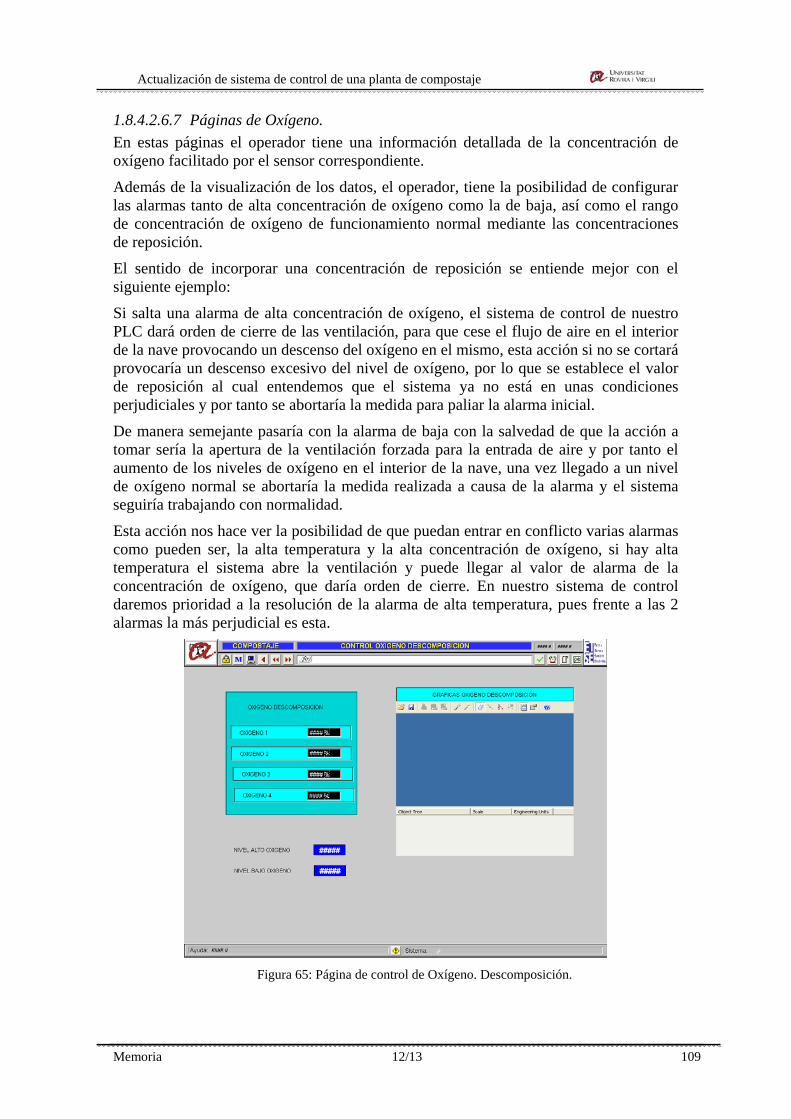
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 109
1.8.4.2.6.7 Páginas de Oxígeno. En estas páginas el operador tiene una información detallada de la concentración de oxígeno facilitado por el sensor correspondiente.
Además de la visualización de los datos, el operador, tiene la posibilidad de configurar las alarmas tanto de alta concentración de oxígeno como la de baja, así como el rango de concentración de oxígeno de funcionamiento normal mediante las concentraciones de reposición.
El sentido de incorporar una concentración de reposición se entiende mejor con el siguiente ejemplo:
Si salta una alarma de alta concentración de oxígeno, el sistema de control de nuestro PLC dará orden de cierre de las ventilación, para que cese el flujo de aire en el interior de la nave provocando un descenso del oxígeno en el mismo, esta acción si no se cortará provocaría un descenso excesivo del nivel de oxígeno, por lo que se establece el valor de reposición al cual entendemos que el sistema ya no está en unas condiciones perjudiciales y por tanto se abortaría la medida para paliar la alarma inicial.
De manera semejante pasaría con la alarma de baja con la salvedad de que la acción a tomar sería la apertura de la ventilación forzada para la entrada de aire y por tanto el aumento de los niveles de oxígeno en el interior de la nave, una vez llegado a un nivel de oxígeno normal se abortaría la medida realizada a causa de la alarma y el sistema seguiría trabajando con normalidad.
Esta acción nos hace ver la posibilidad de que puedan entrar en conflicto varias alarmas como pueden ser, la alta temperatura y la alta concentración de oxígeno, si hay alta temperatura el sistema abre la ventilación y puede llegar al valor de alarma de la concentración de oxígeno, que daría orden de cierre. En nuestro sistema de control daremos prioridad a la resolución de la alarma de alta temperatura, pues frente a las 2 alarmas la más perjudicial es esta.
Figura 65: Página de control de Oxígeno. Descomposición.
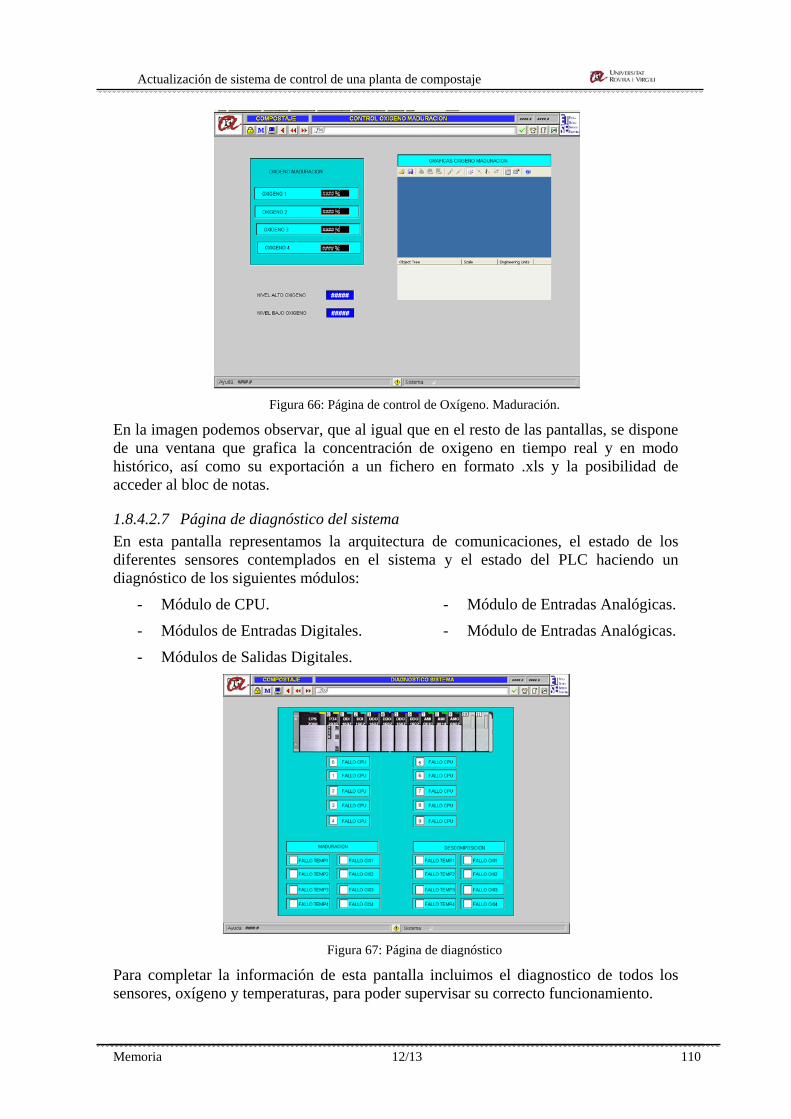
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 110
Figura 66: Página de control de Oxígeno. Maduración.
En la imagen podemos observar, que al igual que en el resto de las pantallas, se dispone de una ventana que grafica la concentración de oxigeno en tiempo real y en modo histórico, así como su exportación a un fichero en formato .xls y la posibilidad de acceder al bloc de notas.
1.8.4.2.7 Página de diagnóstico del sistema En esta pantalla representamos la arquitectura de comunicaciones, el estado de los diferentes sensores contemplados en el sistema y el estado del PLC haciendo un diagnóstico de los siguientes módulos:
- Módulo de CPU.
- Módulos de Entradas Digitales.
- Módulos de Salidas Digitales.
- Módulo de Entradas Analógicas.
- Módulo de Entradas Analógicas.
Figura 67: Página de diagnóstico
Para completar la información de esta pantalla incluimos el diagnostico de todos los sensores, oxígeno y temperaturas, para poder supervisar su correcto funcionamiento.
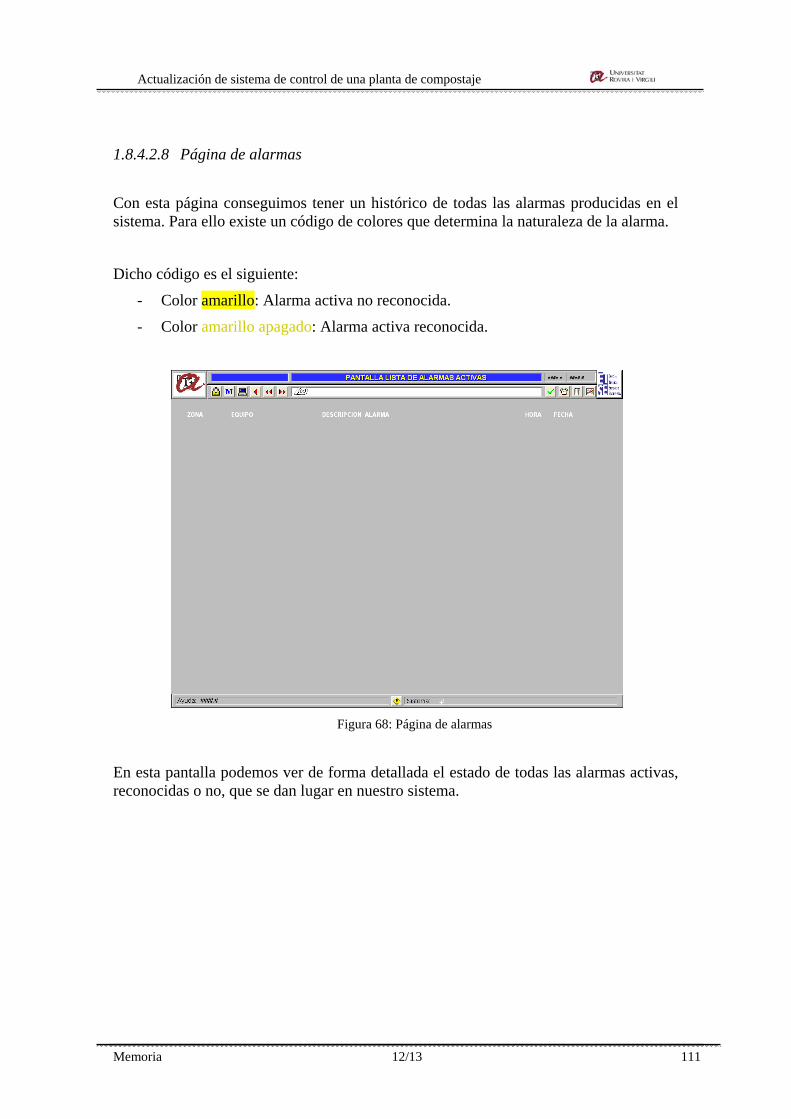
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 111
1.8.4.2.8 Página de alarmas
Con esta página conseguimos tener un histórico de todas las alarmas producidas en el sistema. Para ello existe un código de colores que determina la naturaleza de la alarma.
Dicho código es el siguiente:
- Color amarillo: Alarma activa no reconocida.
- Color amarillo apagado: Alarma activa reconocida.
Figura 68: Página de alarmas
En esta pantalla podemos ver de forma detallada el estado de todas las alarmas activas, reconocidas o no, que se dan lugar en nuestro sistema.
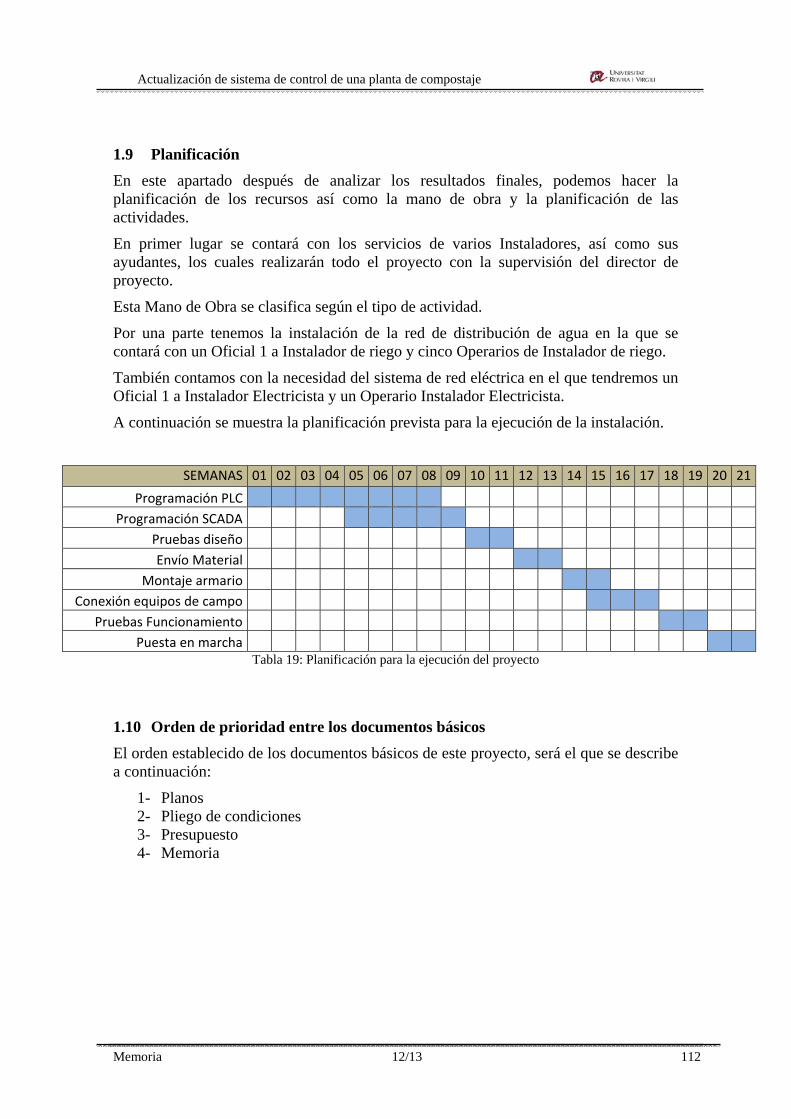
Actualización de sistema de control de una planta de compostaje
Memoria 12/13 112
1.9 Planificación En este apartado después de analizar los resultados finales, podemos hacer la planificación de los recursos así como la mano de obra y la planificación de las actividades.
En primer lugar se contará con los servicios de varios Instaladores, así como sus ayudantes, los cuales realizarán todo el proyecto con la supervisión del director de proyecto.
Esta Mano de Obra se clasifica según el tipo de actividad.
Por una parte tenemos la instalación de la red de distribución de agua en la que se contará con un Oficial 1 a Instalador de riego y cinco Operarios de Instalador de riego.
También contamos con la necesidad del sistema de red eléctrica en el que tendremos un Oficial 1 a Instalador Electricista y un Operario Instalador Electricista.
A continuación se muestra la planificación prevista para la ejecución de la instalación.
SEMANAS 01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21
Programación PLC
Programación SCADA
Pruebas diseño
Envío Material
Montaje armario
Conexión equipos de campo
Pruebas Funcionamiento
Puesta en marcha Tabla 19: Planificación para la ejecución del proyecto
1.10 Orden de prioridad entre los documentos básicos El orden establecido de los documentos básicos de este proyecto, será el que se describe a continuación:
1- Planos 2- Pliego de condiciones 3- Presupuesto 4- Memoria

Actualización de sistema de control de una planta de compostaje
2.- Anexos
TITULACIÓN: Enginyeria Tècnica Industrial,
especialitat en Electrònica Industrial
AUTOR: Manuel López Montero
DIRECTOR: José Ramón López López
FECHA: Septiembre / 2013
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 114
ÍNDICE DE ANEXOS
2 ANEXOS ..................................................................................................................... 115
2.1 DOCUMENTACIÓN DE PARTIDA ..................................................................................... 115 2.2 CÁLCULOS .................................................................................................................... 115
2.2.1 Programación del PLC. .......................................................................................... 115 2.2.1.1 General Planta .............................................................................................................. 115 2.2.1.2 TEMP_MADURACION .............................................................................................. 117 2.2.1.3 TEMP_DESCOMPOSICION ...................................................................................... 118 2.2.1.4 OXI_MADURACION ................................................................................................. 119 2.2.1.5 OXI_DESCOMPOSICION .......................................................................................... 120 2.2.1.6 CINTAS_PRETRATAMIENTO ................................................................................. 121 2.2.1.7 CINTAS_RECHAZO .................................................................................................. 127 2.2.1.8 CINTAS_AFINO ......................................................................................................... 128 2.2.1.9 TROMMEL_10 ............................................................................................................ 136 2.2.1.10 TROMMEL_12 ............................................................................................................ 137 2.2.1.11 TROMMEL_25 ............................................................................................................ 138 2.2.1.12 TROMMEL_80 ............................................................................................................ 139 2.2.1.13 VENTILACIÓN ........................................................................................................... 140 2.2.1.14 MESA DENSIMETRICA ............................................................................................ 141 2.2.1.15 ELECTROIMAN ......................................................................................................... 142 2.2.1.16 SOPLADORES ............................................................................................................ 143
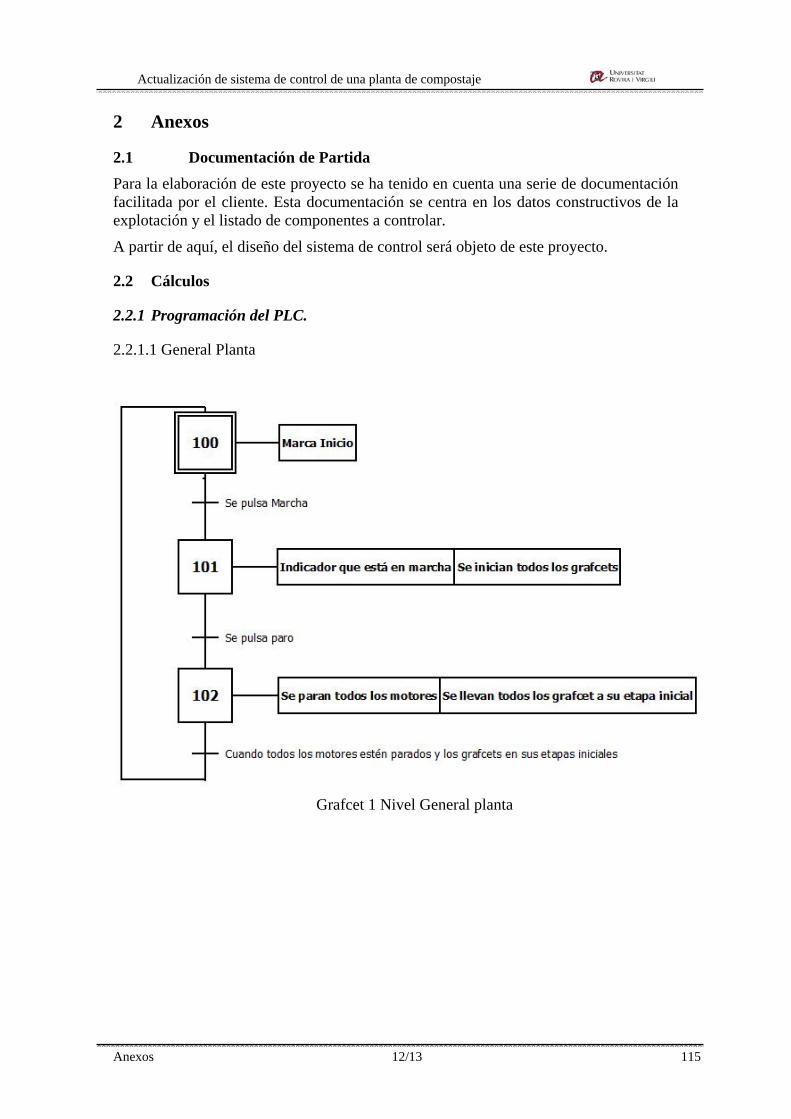
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 115
2 Anexos
2.1 Documentación de Partida Para la elaboración de este proyecto se ha tenido en cuenta una serie de documentación facilitada por el cliente. Esta documentación se centra en los datos constructivos de la explotación y el listado de componentes a controlar.
A partir de aquí, el diseño del sistema de control será objeto de este proyecto.
2.2 Cálculos
2.2.1 Programación del PLC.
2.2.1.1 General Planta
Grafcet 1 Nivel General planta
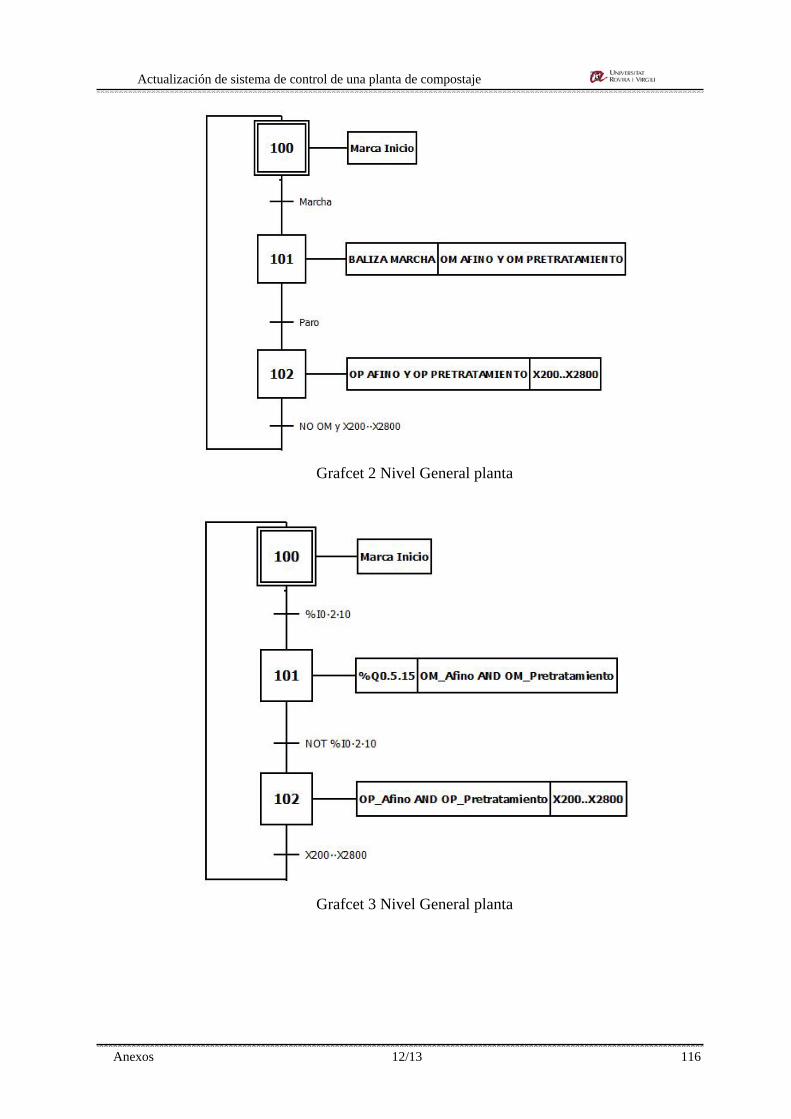
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 116
Grafcet 2 Nivel General planta
Grafcet 3 Nivel General planta
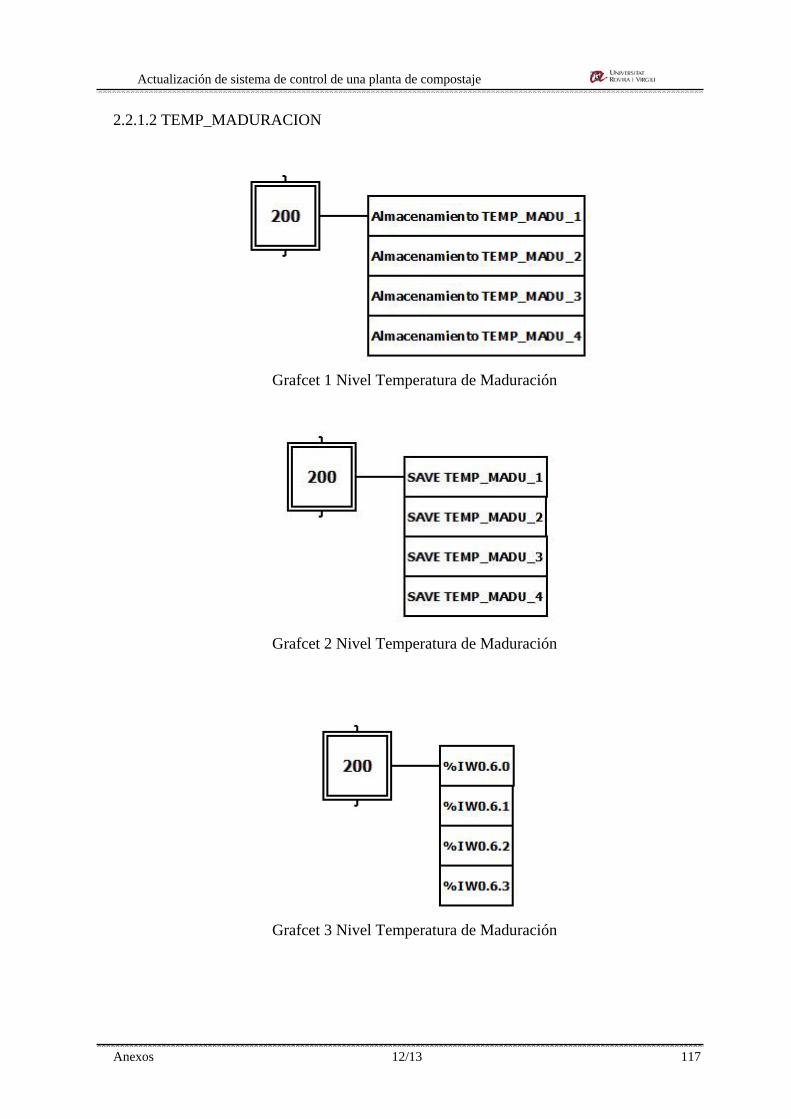
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 117
2.2.1.2 TEMP_MADURACION
Grafcet 1 Nivel Temperatura de Maduración
Grafcet 2 Nivel Temperatura de Maduración
Grafcet 3 Nivel Temperatura de Maduración
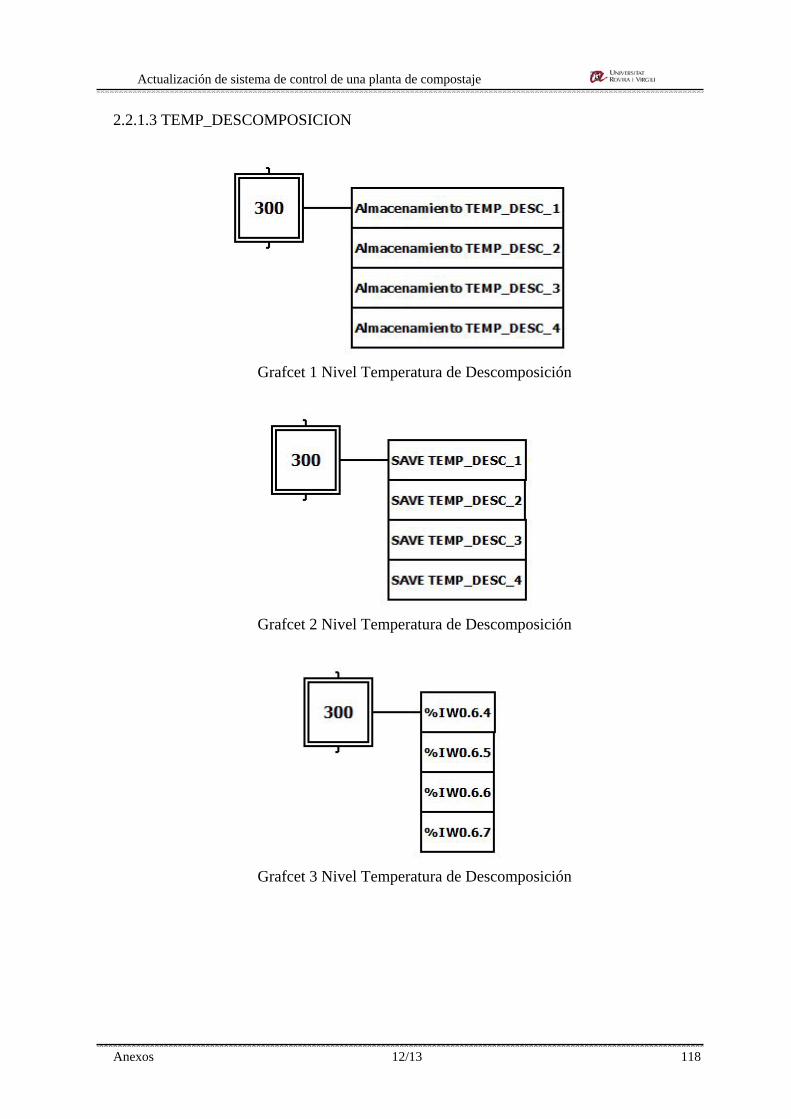
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 118
2.2.1.3 TEMP_DESCOMPOSICION
Grafcet 1 Nivel Temperatura de Descomposición
Grafcet 2 Nivel Temperatura de Descomposición
Grafcet 3 Nivel Temperatura de Descomposición
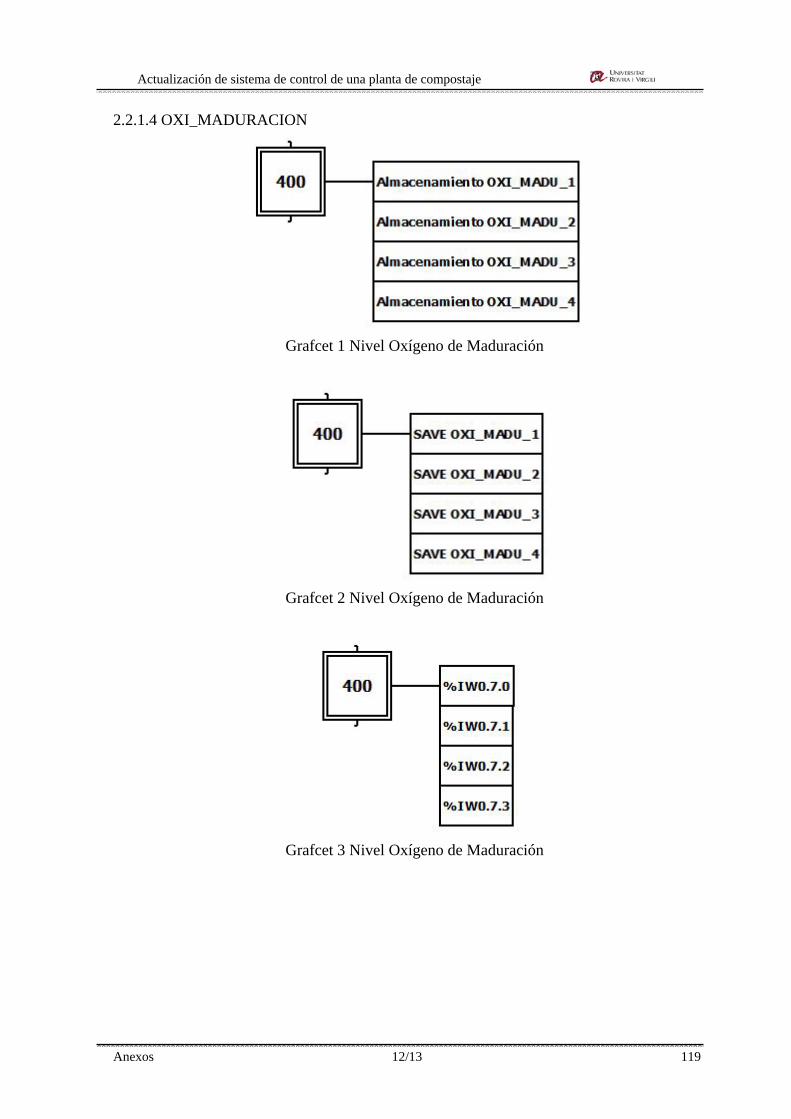
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 119
2.2.1.4 OXI_MADURACION
Grafcet 1 Nivel Oxígeno de Maduración
Grafcet 2 Nivel Oxígeno de Maduración
Grafcet 3 Nivel Oxígeno de Maduración
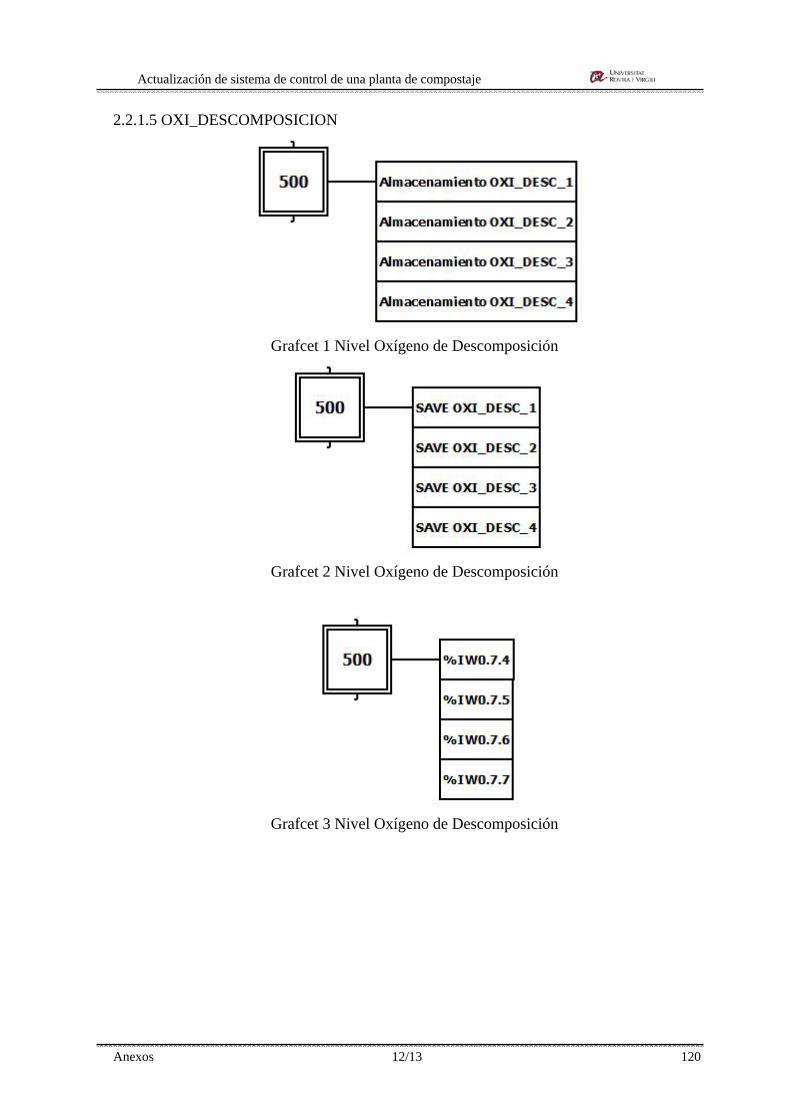
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 120
2.2.1.5 OXI_DESCOMPOSICION
Grafcet 1 Nivel Oxígeno de Descomposición
Grafcet 2 Nivel Oxígeno de Descomposición
Grafcet 3 Nivel Oxígeno de Descomposición
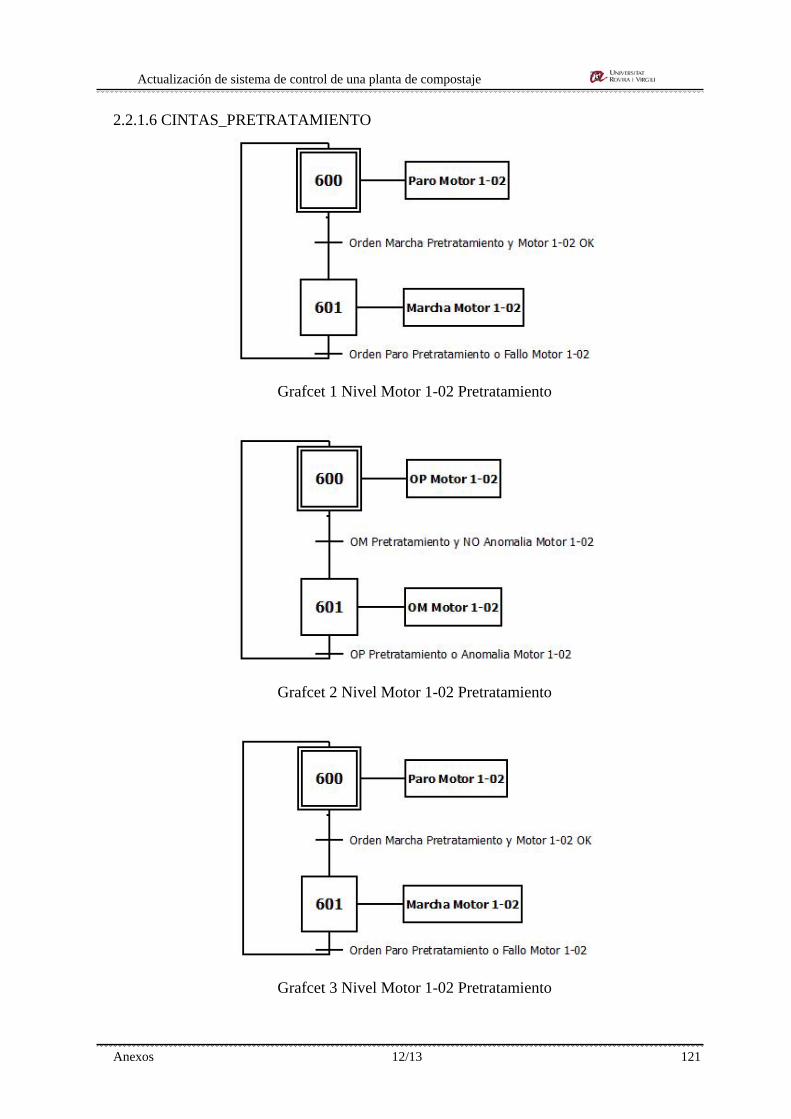
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 121
2.2.1.6 CINTAS_PRETRATAMIENTO
Grafcet 1 Nivel Motor 1-02 Pretratamiento
Grafcet 2 Nivel Motor 1-02 Pretratamiento
Grafcet 3 Nivel Motor 1-02 Pretratamiento
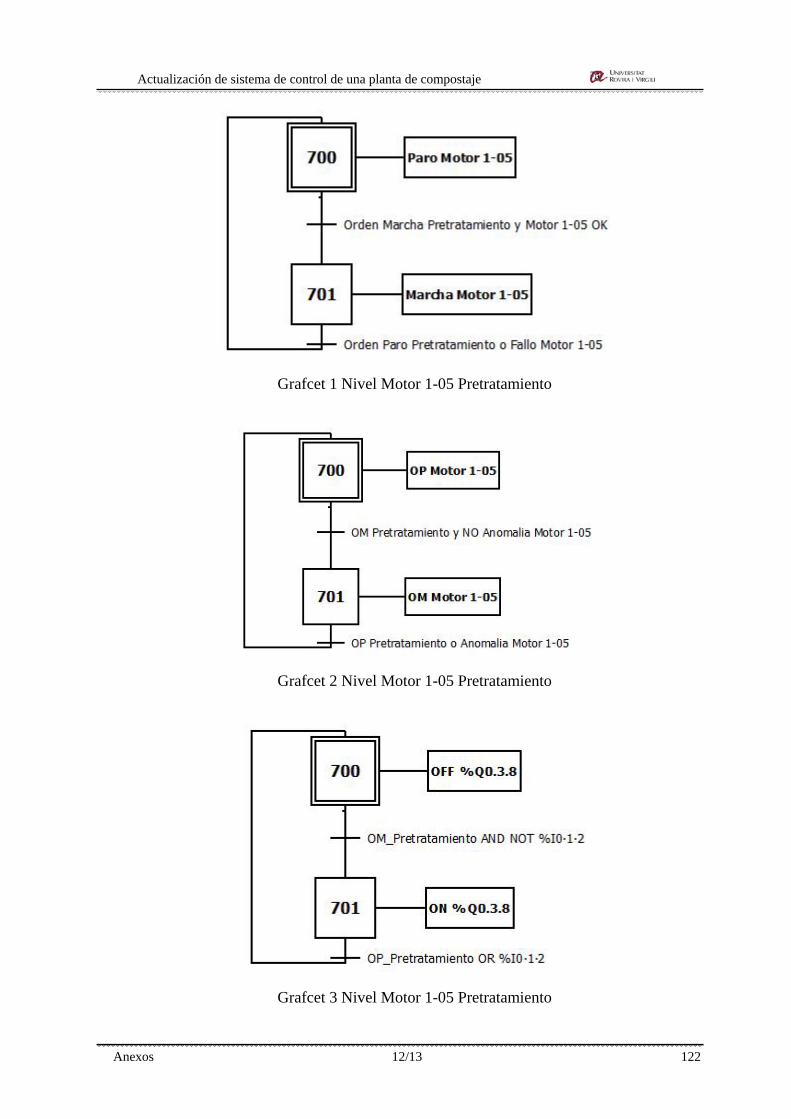
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 122
Grafcet 1 Nivel Motor 1-05 Pretratamiento
Grafcet 2 Nivel Motor 1-05 Pretratamiento
Grafcet 3 Nivel Motor 1-05 Pretratamiento
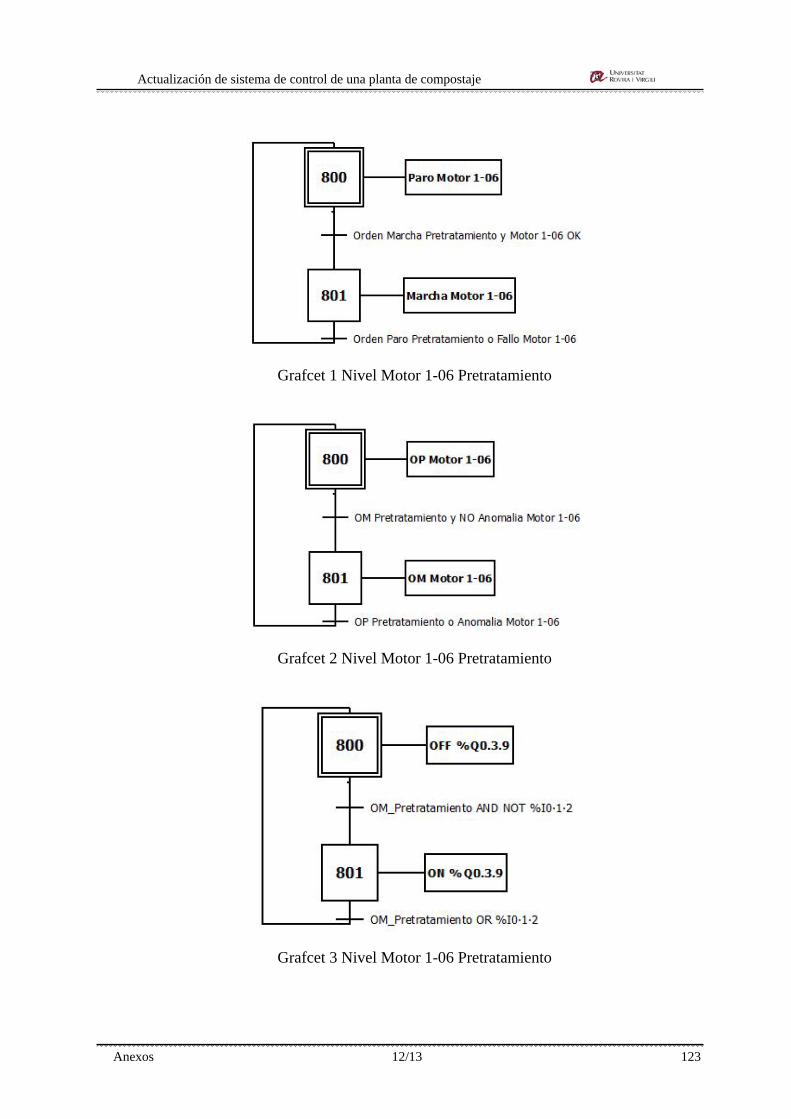
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 123
Grafcet 1 Nivel Motor 1-06 Pretratamiento
Grafcet 2 Nivel Motor 1-06 Pretratamiento
Grafcet 3 Nivel Motor 1-06 Pretratamiento
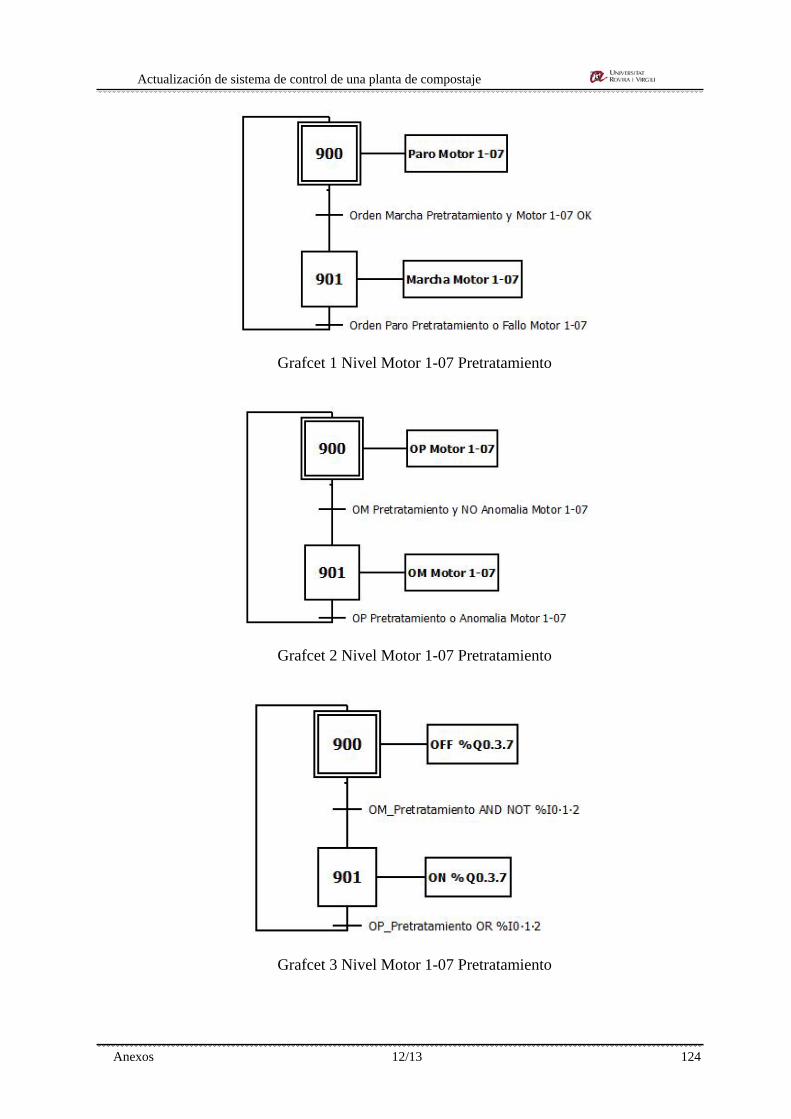
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 124
Grafcet 1 Nivel Motor 1-07 Pretratamiento
Grafcet 2 Nivel Motor 1-07 Pretratamiento
Grafcet 3 Nivel Motor 1-07 Pretratamiento
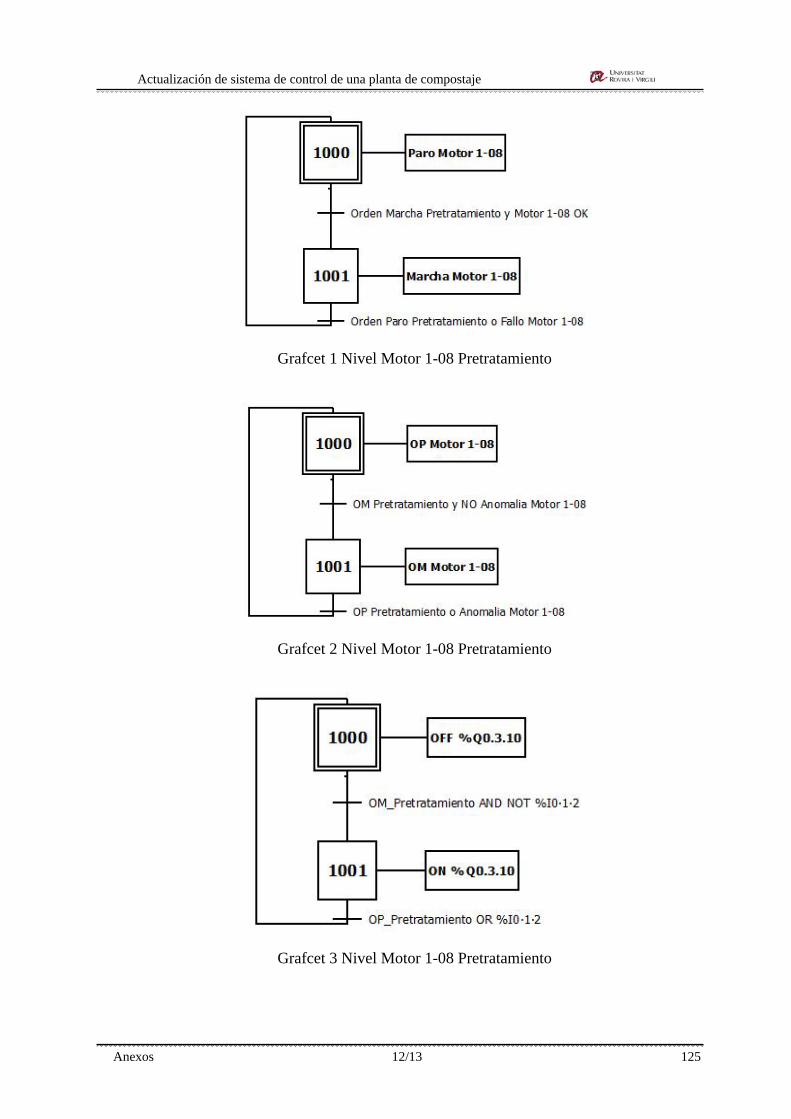
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 125
Grafcet 1 Nivel Motor 1-08 Pretratamiento
Grafcet 2 Nivel Motor 1-08 Pretratamiento
Grafcet 3 Nivel Motor 1-08 Pretratamiento
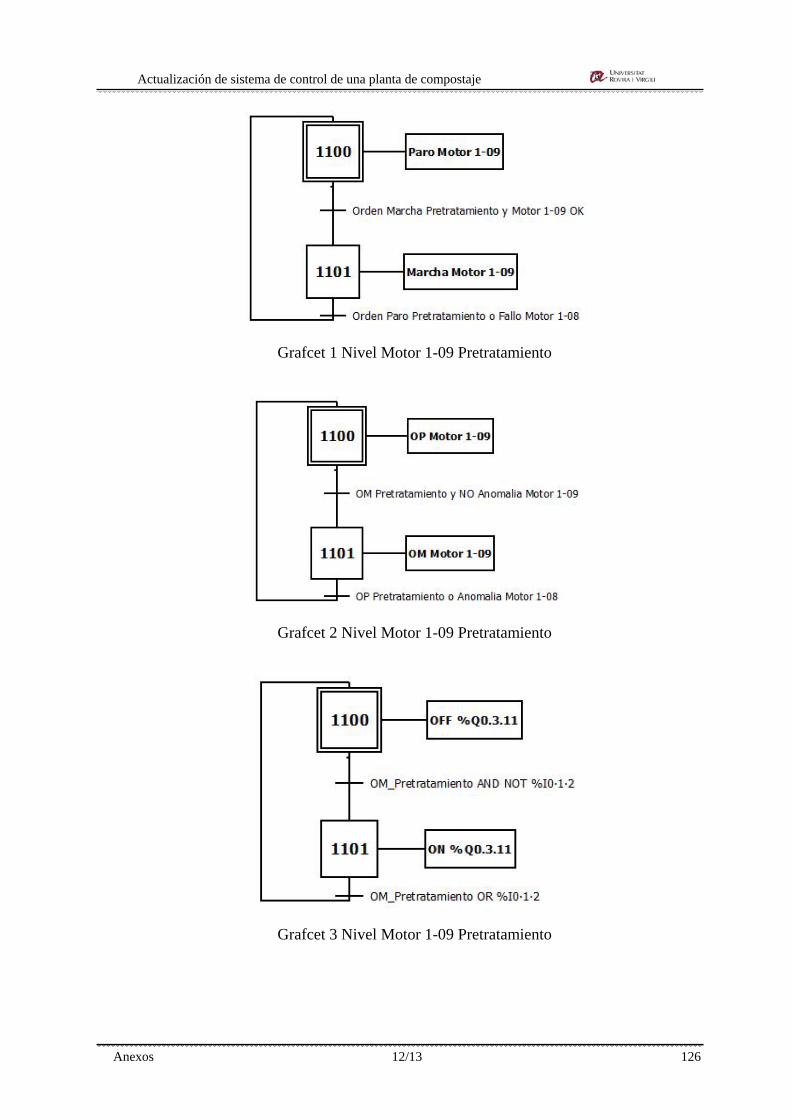
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 126
Grafcet 1 Nivel Motor 1-09 Pretratamiento
Grafcet 2 Nivel Motor 1-09 Pretratamiento
Grafcet 3 Nivel Motor 1-09 Pretratamiento
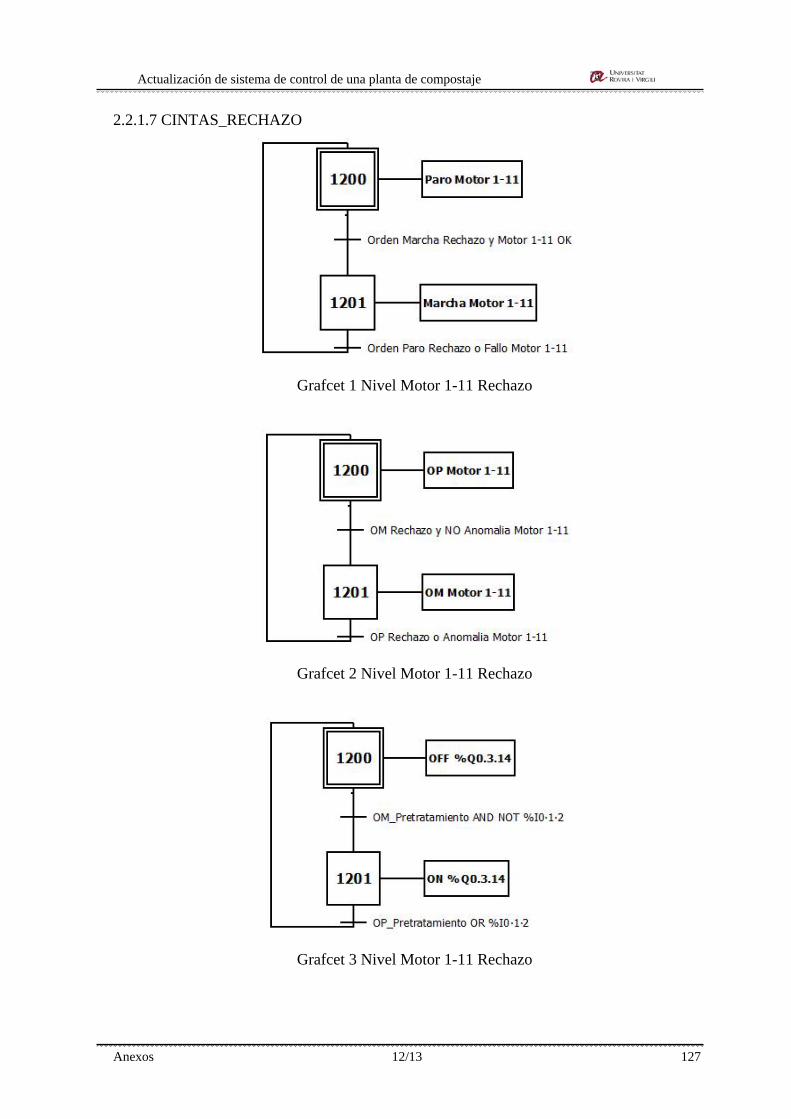
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 127
2.2.1.7 CINTAS_RECHAZO
Grafcet 1 Nivel Motor 1-11 Rechazo
Grafcet 2 Nivel Motor 1-11 Rechazo
Grafcet 3 Nivel Motor 1-11 Rechazo
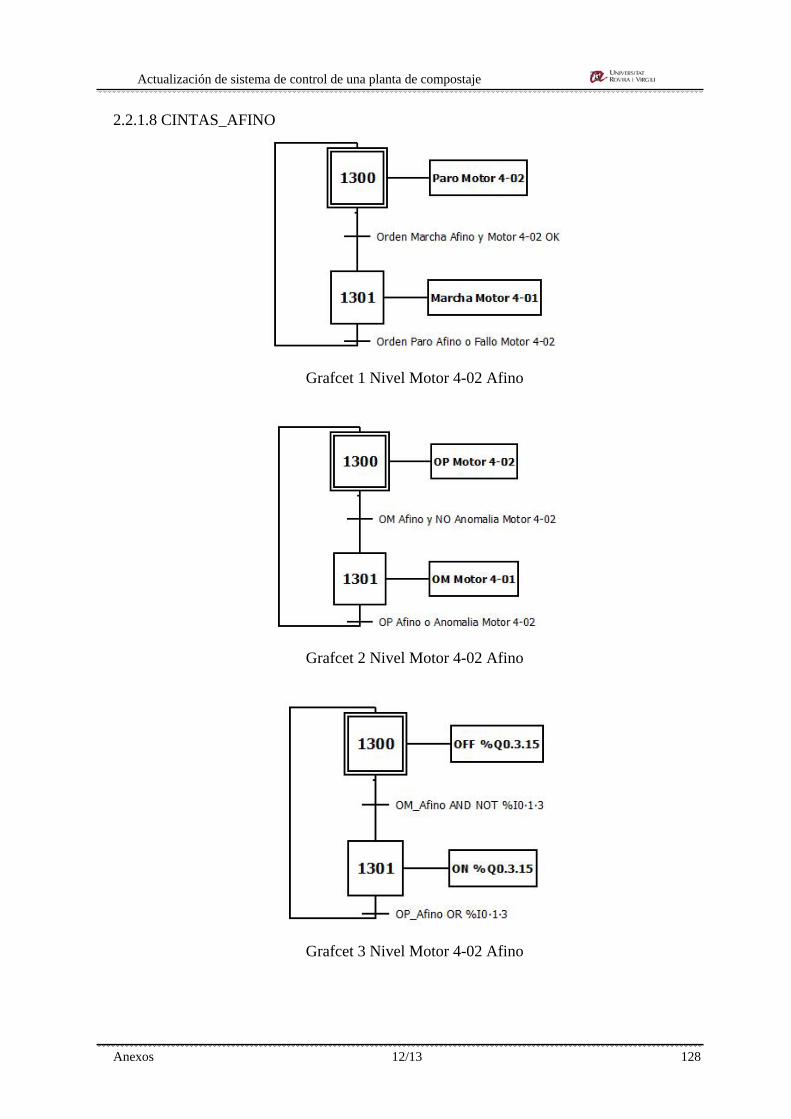
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 128
2.2.1.8 CINTAS_AFINO
Grafcet 1 Nivel Motor 4-02 Afino
Grafcet 2 Nivel Motor 4-02 Afino
Grafcet 3 Nivel Motor 4-02 Afino
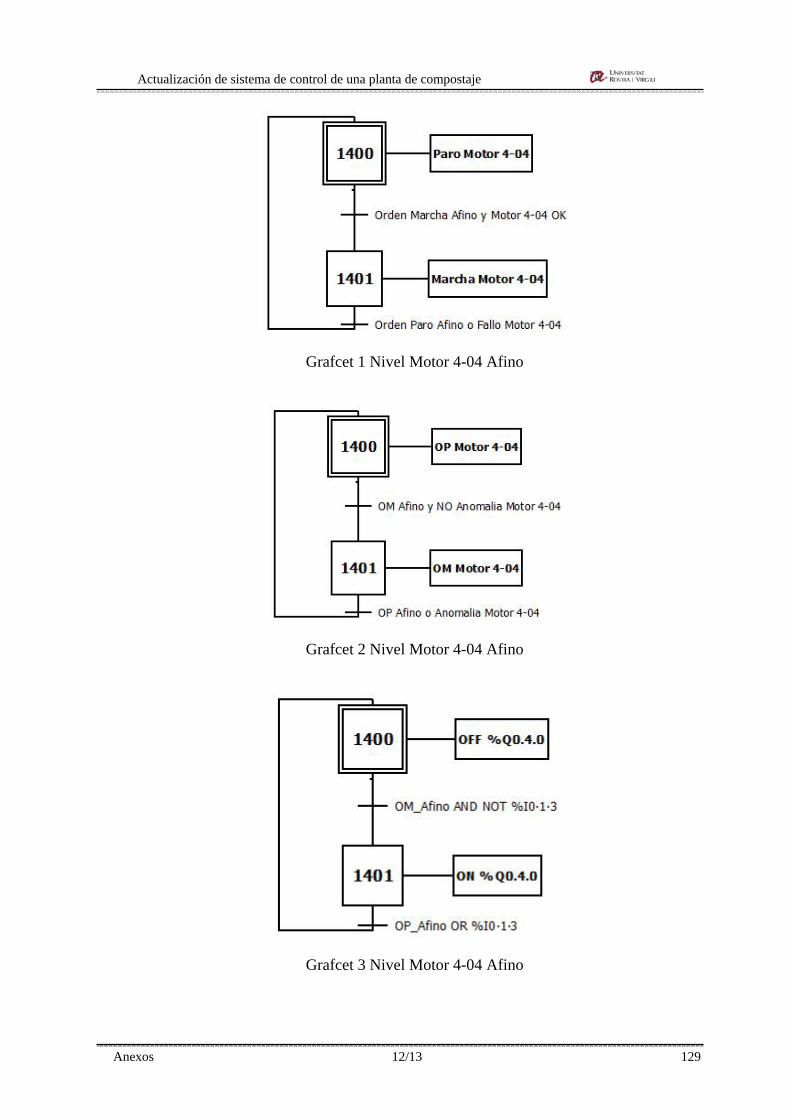
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 129
Grafcet 1 Nivel Motor 4-04 Afino
Grafcet 2 Nivel Motor 4-04 Afino
Grafcet 3 Nivel Motor 4-04 Afino
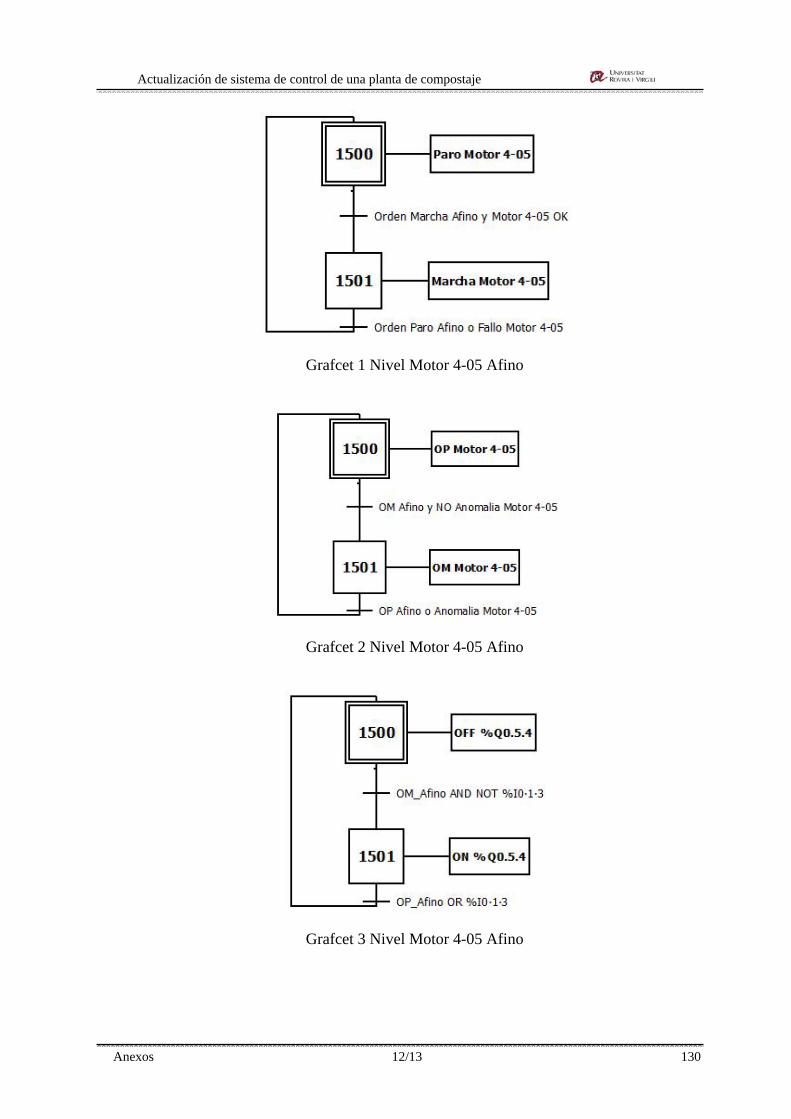
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 130
Grafcet 1 Nivel Motor 4-05 Afino
Grafcet 2 Nivel Motor 4-05 Afino
Grafcet 3 Nivel Motor 4-05 Afino
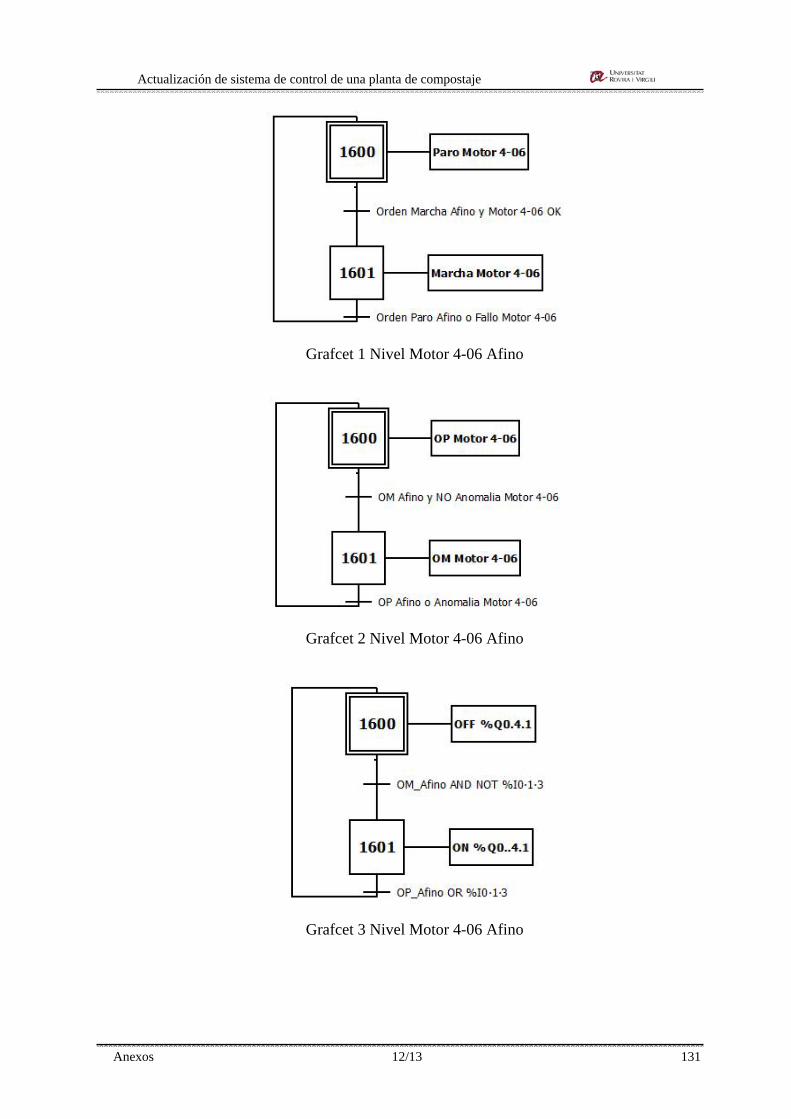
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 131
Grafcet 1 Nivel Motor 4-06 Afino
Grafcet 2 Nivel Motor 4-06 Afino
Grafcet 3 Nivel Motor 4-06 Afino
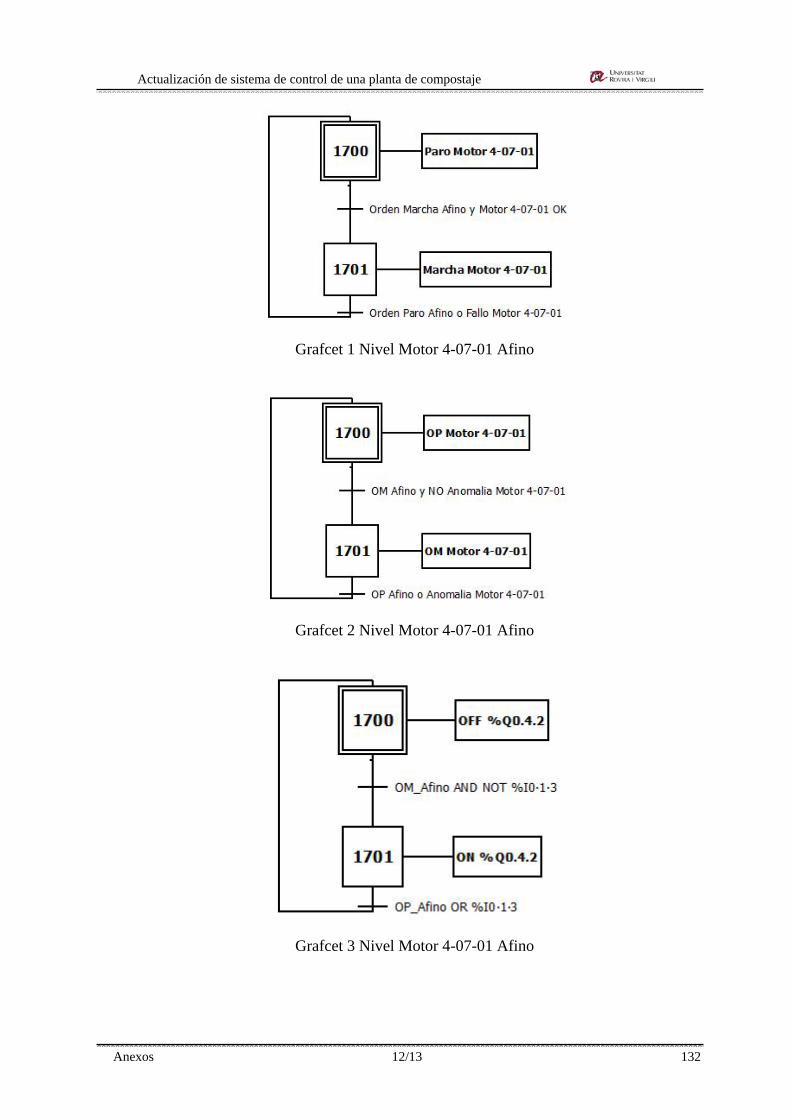
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 132
Grafcet 1 Nivel Motor 4-07-01 Afino
Grafcet 2 Nivel Motor 4-07-01 Afino
Grafcet 3 Nivel Motor 4-07-01 Afino
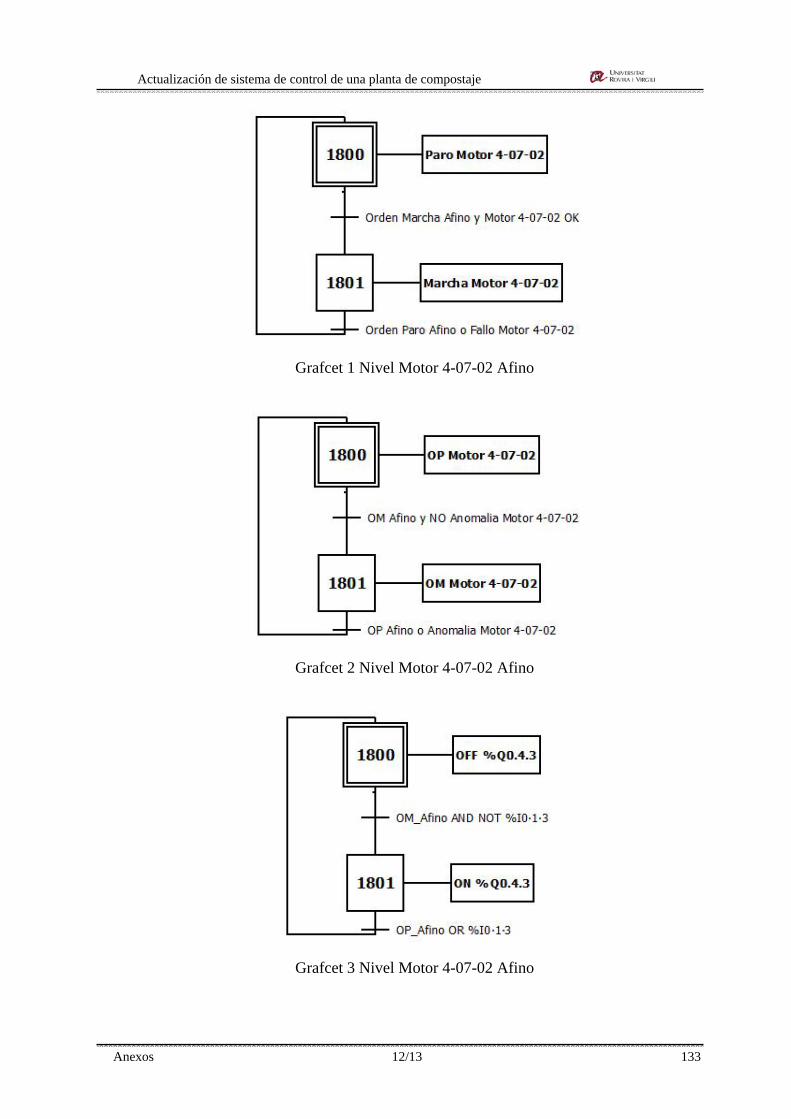
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 133
Grafcet 1 Nivel Motor 4-07-02 Afino
Grafcet 2 Nivel Motor 4-07-02 Afino
Grafcet 3 Nivel Motor 4-07-02 Afino
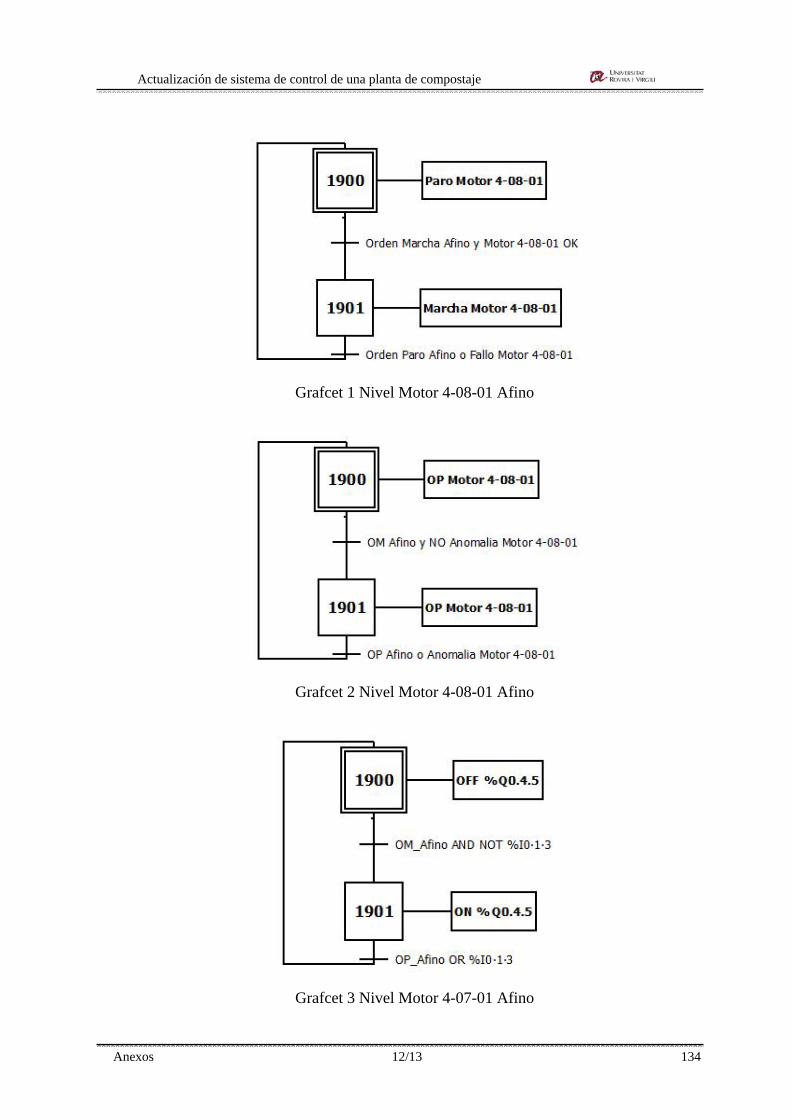
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 134
Grafcet 1 Nivel Motor 4-08-01 Afino
Grafcet 2 Nivel Motor 4-08-01 Afino
Grafcet 3 Nivel Motor 4-07-01 Afino
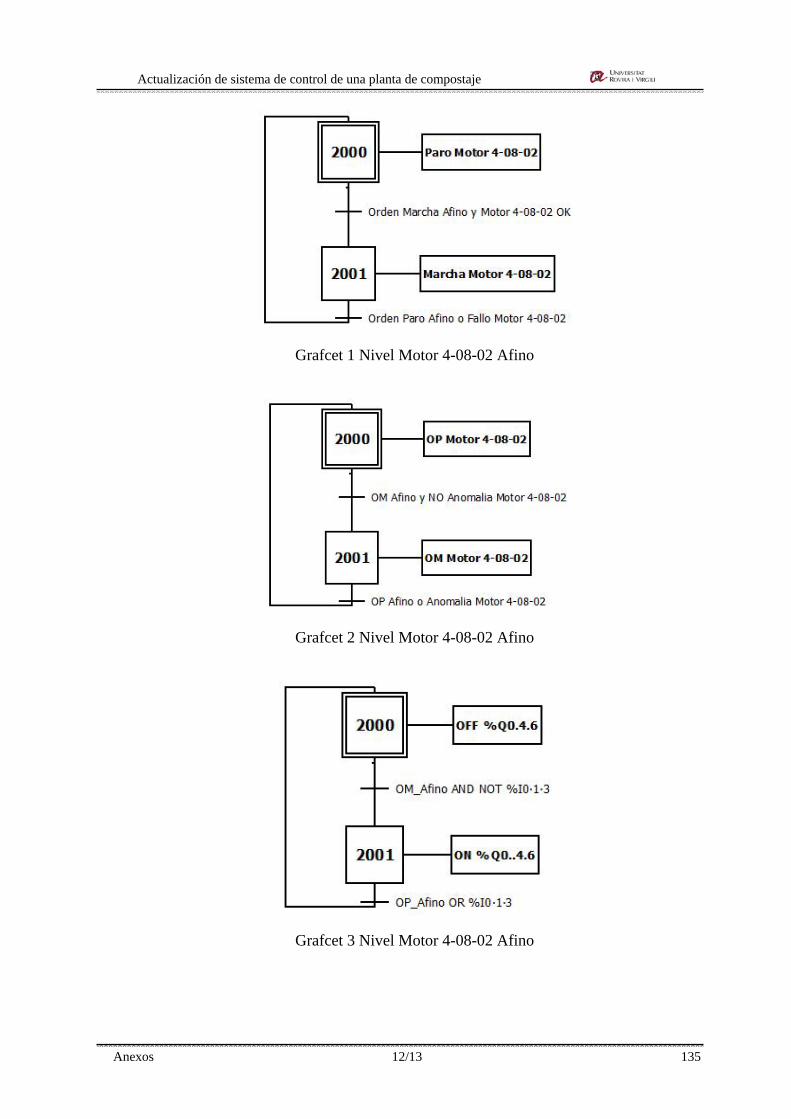
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 135
Grafcet 1 Nivel Motor 4-08-02 Afino
Grafcet 2 Nivel Motor 4-08-02 Afino
Grafcet 3 Nivel Motor 4-08-02 Afino
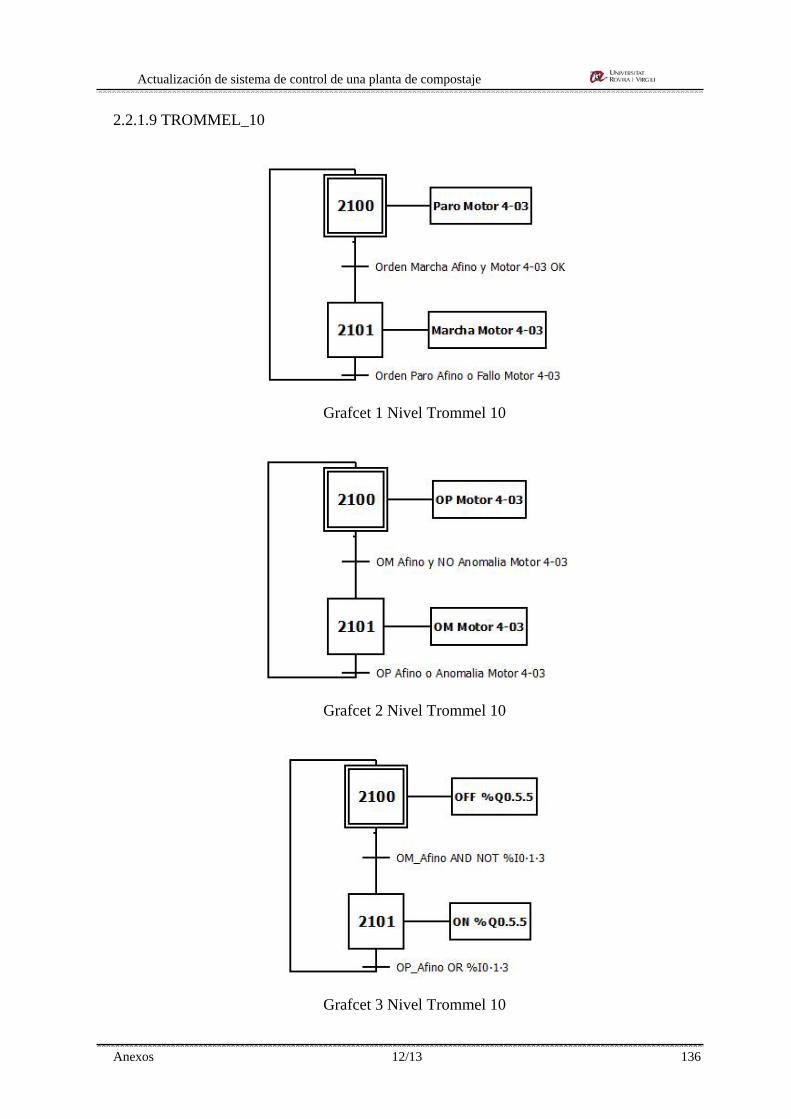
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 136
2.2.1.9 TROMMEL_10
Grafcet 1 Nivel Trommel 10
Grafcet 2 Nivel Trommel 10
Grafcet 3 Nivel Trommel 10
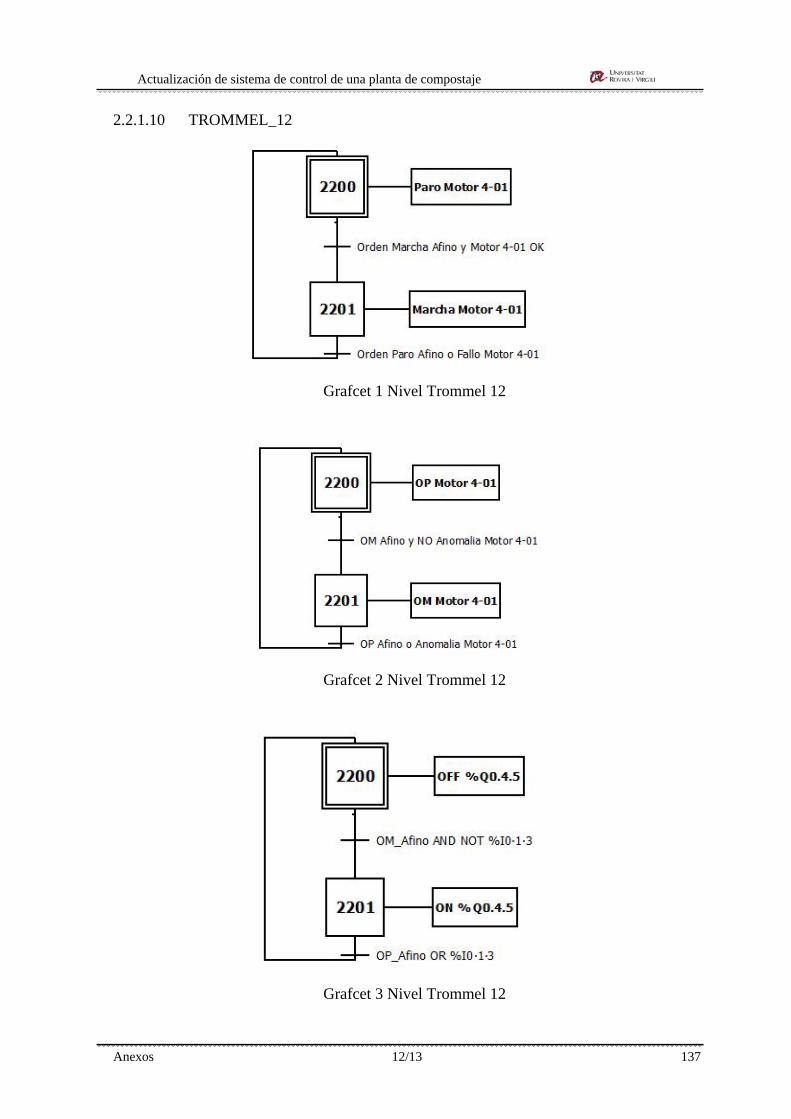
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 137
2.2.1.10 TROMMEL_12
Grafcet 1 Nivel Trommel 12
Grafcet 2 Nivel Trommel 12
Grafcet 3 Nivel Trommel 12
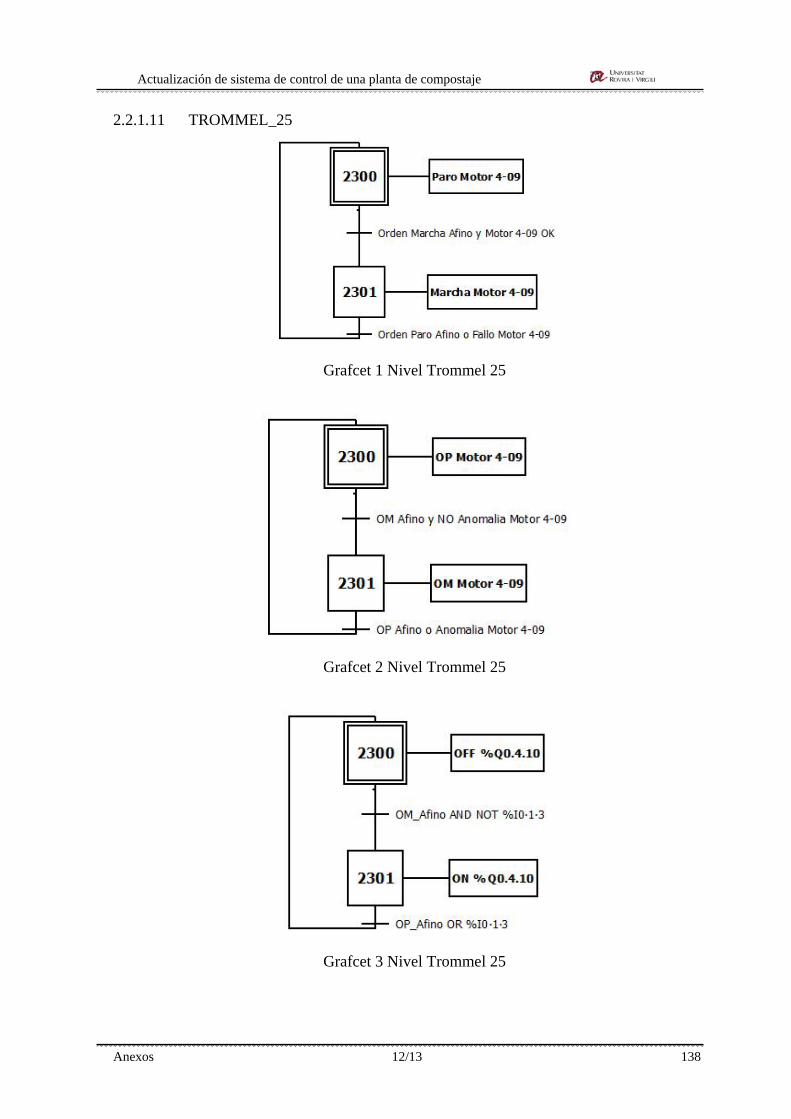
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 138
2.2.1.11 TROMMEL_25
Grafcet 1 Nivel Trommel 25
Grafcet 2 Nivel Trommel 25
Grafcet 3 Nivel Trommel 25
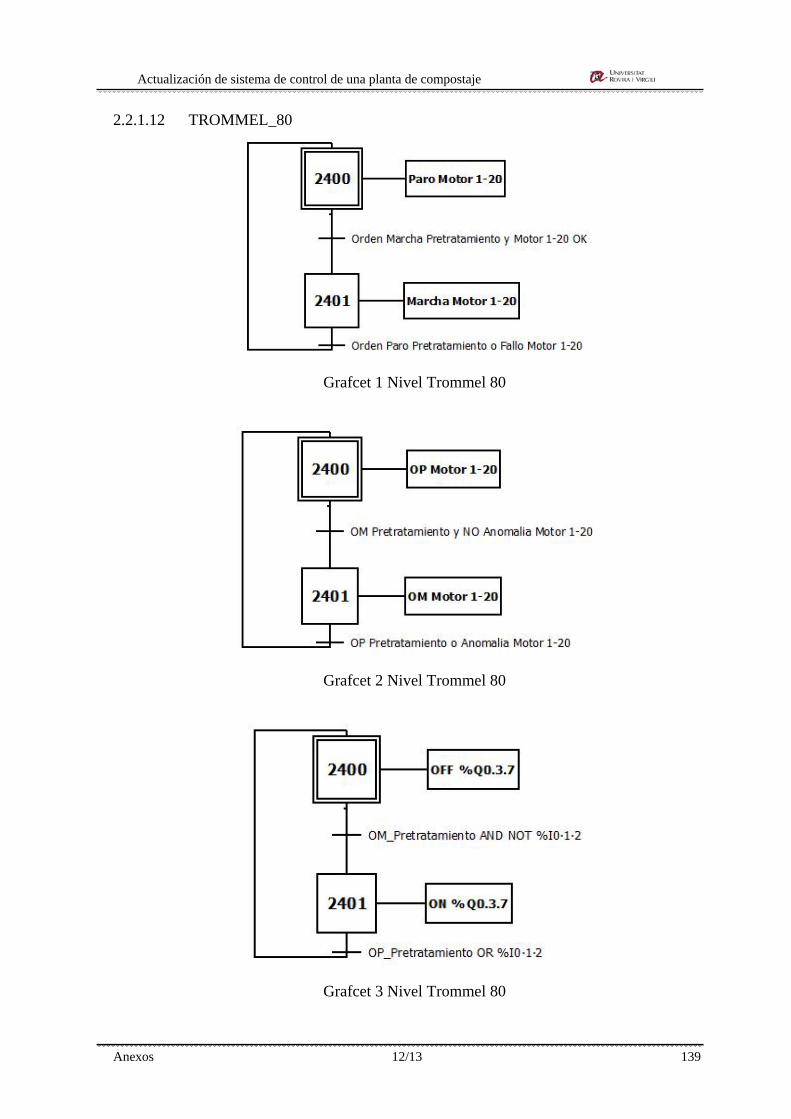
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 139
2.2.1.12 TROMMEL_80
Grafcet 1 Nivel Trommel 80
Grafcet 2 Nivel Trommel 80
Grafcet 3 Nivel Trommel 80
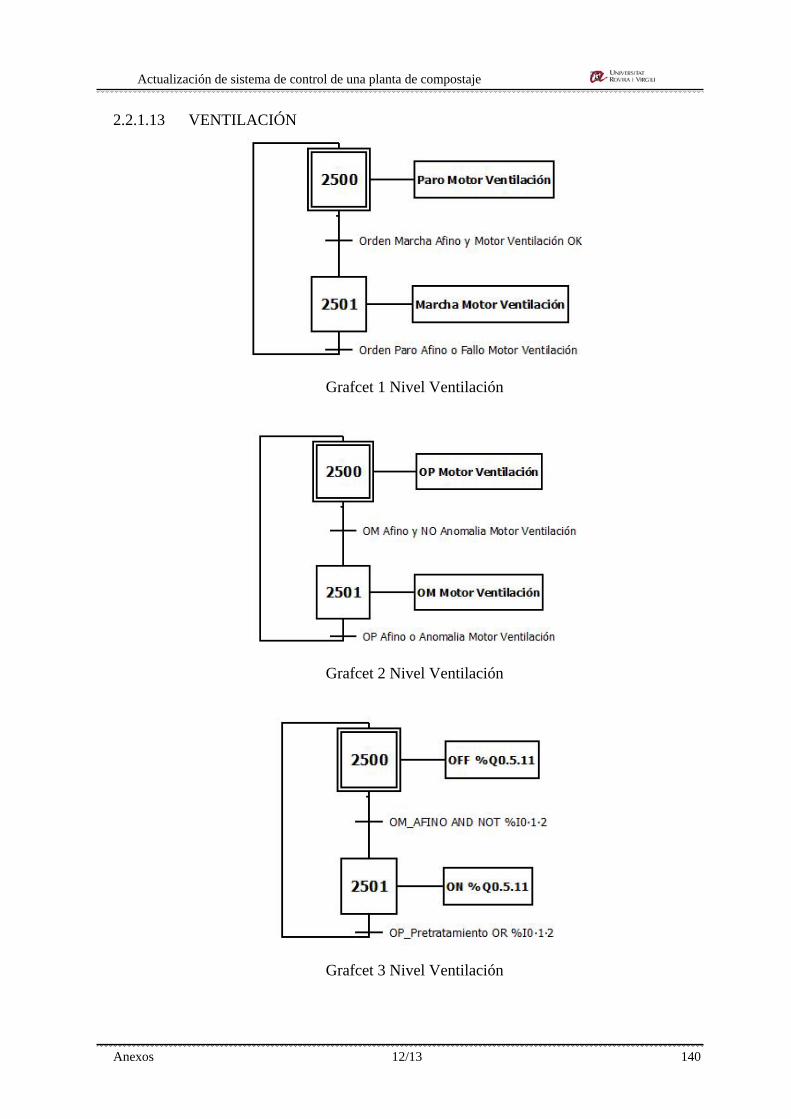
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 140
2.2.1.13 VENTILACIÓN
Grafcet 1 Nivel Ventilación
Grafcet 2 Nivel Ventilación
Grafcet 3 Nivel Ventilación
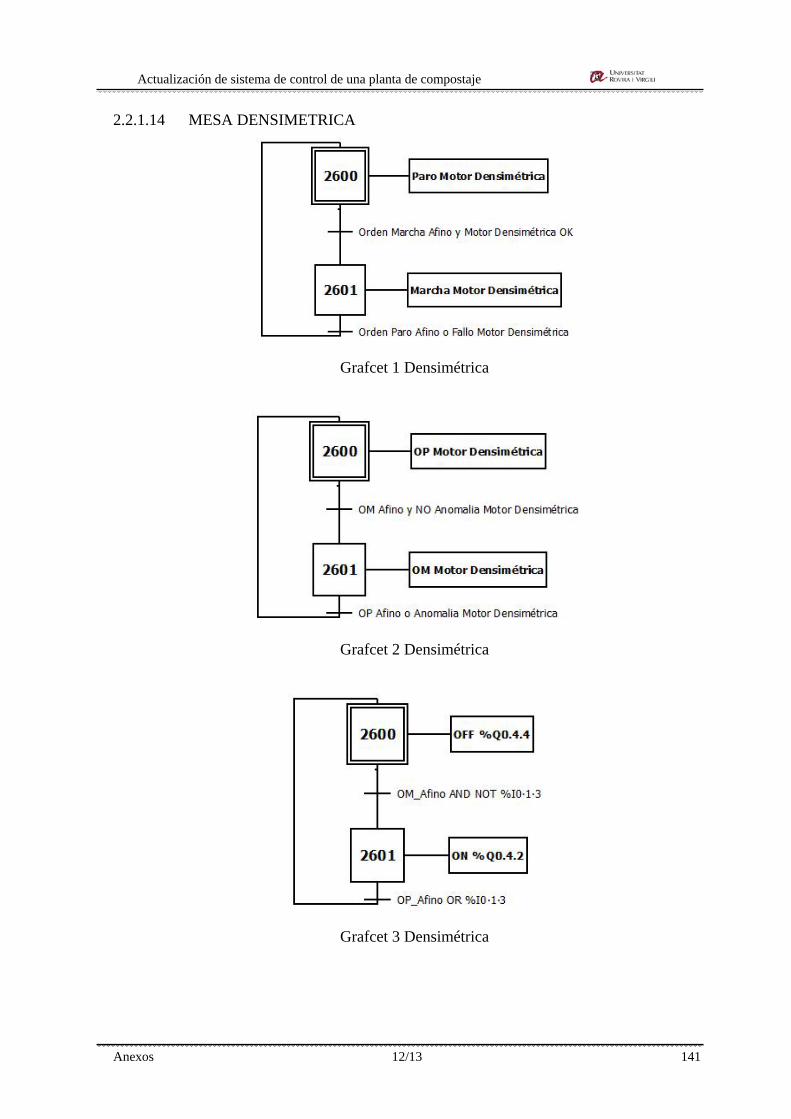
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 141
2.2.1.14 MESA DENSIMETRICA
Grafcet 1 Densimétrica
Grafcet 2 Densimétrica
Grafcet 3 Densimétrica
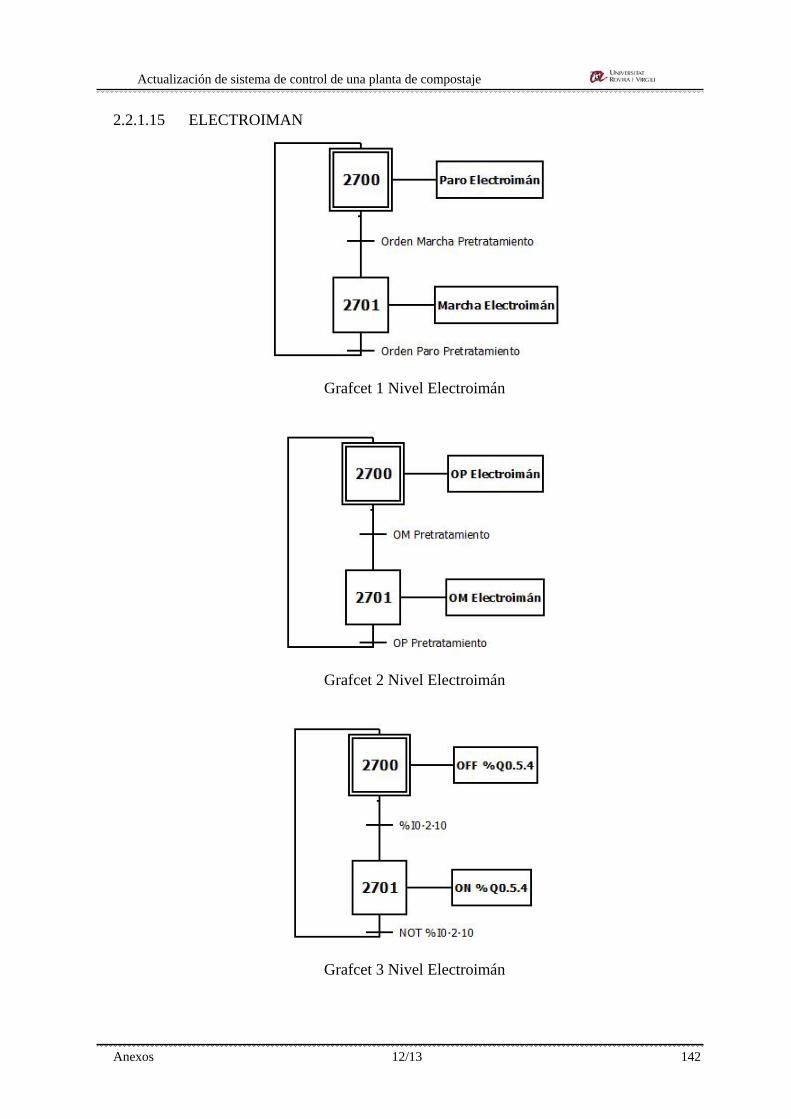
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 142
2.2.1.15 ELECTROIMAN
Grafcet 1 Nivel Electroimán
Grafcet 2 Nivel Electroimán
Grafcet 3 Nivel Electroimán
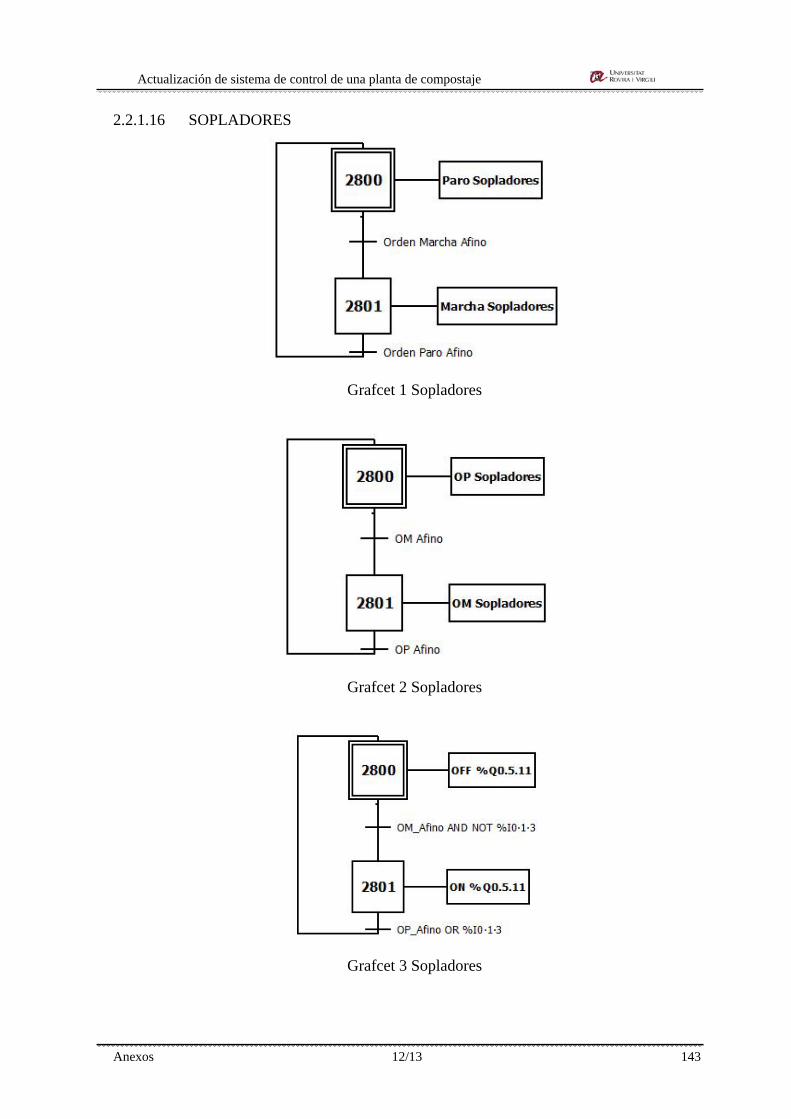
Actualización de sistema de control de una planta de compostaje
Anexos 12/13 143
2.2.1.16 SOPLADORES
Grafcet 1 Sopladores
Grafcet 2 Sopladores
Grafcet 3 Sopladores

Actualización de sistema de control de una planta de compostaje
3.- Planos
TITULACIÓN: Enginyeria Tècnica Industrial,
especialitat en Electrònica Industrial
AUTOR: Manuel López Montero
DIRECTOR: José Ramón López López
FECHA: Septiembre / 2013
Actualización de sistema de control de una planta de compostaje
Planos 12/13 145
ÍNDICE DE PLANOS
3 PLANOS 146
3.1 SITUACIÓN .................................................................................................................... 146 3.2 EMPLAZAMIENTO .......................................................................................................... 147 3.3 DISTRIBUCIÓN PLANTA ................................................................................................. 148 3.4 FUERZA Y MANDO MOTORES 1-01 Y 1-04 .................................................................... 149 3.5 FUERZA MOTORES 4-17.1 Y 4-17.2 ............................................................................... 150 3.6 FUERZA Y MANDO MOTORES 4-01.1 Y 4-01.2 .............................................................. 151 3.7 FUERZA Y MANDO MOTORES 4-03, 4-16.1 Y 4-16.2 ..................................................... 152 3.8 FUERZA MOTORES 1-02, 1-05, 1-06 Y 1-08 ................................................................... 153 3.9 FUERZA MOTORES 1-9 Y 1-10 ....................................................................................... 154 3.10 FUERZA MOTORES 1-11, 4-02, 4-04, 4-07.1 Y 4-07.2 .................................................... 155 3.11 FUERZA MOTORES 4-26,4-08.1, 4-08.2 Y 4-08.3 ........................................................... 156 3.12 FUERZA MOTORES 4-18, 4-21, 4-09, 4-05, 4-13 Y 4-19 ................................................. 157 3.13 FUERZA MOTORES 4-22, 4-14, 4-11, 4-20, 4-24 Y 4-25 ................................................. 158 3.14 FUERZA MOTORES 4-12, 4-10, 4-23, 4-15 Y 1-07 .......................................................... 159 3.15 FUERZA MOTORES 1-03, 1-14, 4-08, 4-1, 1-04 Y 4-03 ................................................... 160 3.16 FUERZA MOTORES 5-02.1, 5-02.2, 5.02.3 Y 4-02.4 ....................................................... 161 3.17 FUERZA MOTORES 4-07.3 Y 4-07.4 ............................................................................... 162 3.18 CONEXIONADO VENTILACIÓN CUADRO ......................................................................... 163 3.19 CONEXIONADO SEÑALES E0.0, E0.1 Y E0.2 .................................................................. 164 3.20 CONEXIONADO SEÑAL E0.3 .......................................................................................... 165 3.21 CONEXIONADO SEÑALES E0.4, E0.5, E0.6, E0.7, E1.0, E1.1 Y E1.2 .............................. 166 3.22 CONEXIONADO SEÑALES E1.3, E1.4, E1.5, E1.6, E1.7, E4.0 Y E4.1 .............................. 167 3.23 CONEXIONADO SEÑALES E4.2, E4.3, E4.4, E4.5, E4.6 Y E4.7 ....................................... 168 3.24 CONEXIONADO SEÑALES E5.2, E5.3, E5.4, E5.5, E5.6 Y E5.7 ....................................... 169 3.25 TARJETAS PLC A214, A215, A216 Y A217 ................................................................. 170 3.26 TARJETAS PLC A221, A222, A224, A226, A227 Y A228 ............................................. 171 3.27 CONEXIONADO SEÑALES A8.0, A8.1, A8.2, A8.3, A8.4, A8.5, A8.6 Y A8.7 ................ 172 3.28 CONEXIONADO SEÑALES A9.0, A9.1, A9.2, A9.3, A9.4, A9.5, A9.6 Y A9.7 ................ 173 3.29 CONEXIONADO SEÑALES A12.0, A12.1, A12.2, A12.3, A12.4, A12.5 Y A12.6 ............ 174 3.30 CONEXIONADO SEÑALES A12.7, A13.0, A13.1, A13.2, A13.3 Y A13.4 ........................ 175 3.31 CONEXIONADO SEÑALES A13.5, A13.6, A13.7, A16.0, A16.1, A16.2, A16.3 Y A16.4 . 176 3.32 CONEXIONADO SEÑALES A16.5, A16.6, A16.7, A17.0, A17.1, A17.2 Y A17.3 ............ 177 3.33 CONEXIONADO SEÑALES E17.4, E17.5, E17.6 Y E17.7 ................................................. 178 3.34 CONEXIONADO VENTILACIÓN ....................................................................................... 179 3.35 CONEXIONADO SEÑALES A18.0, A18.1, A18.2, A18.3, A18.4, A18.5, A18.6 Y A18.7 . 180 3.36 CONEXIÓN MOTORES 4-07.3, 4-07.4 ............................................................................. 181 3.37 CONEXIONADO SEÑALES A20.0, A20.1, A20.2, A20.3, A20.4, A20.5, A20.6 Y A20.7 . 182
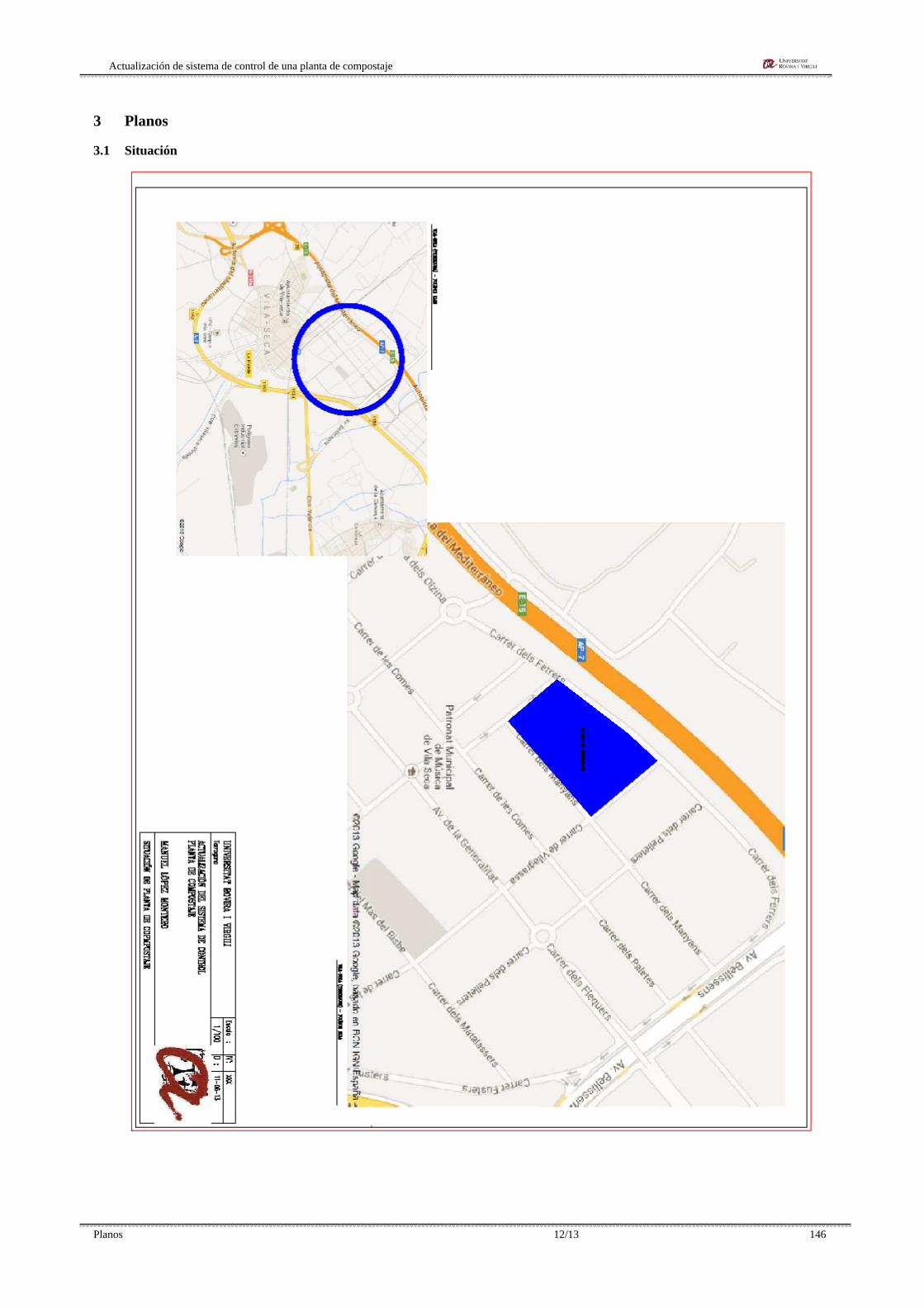
Actualización de sistema de control de una planta de compostaje
Planos 12/13 146
3 Planos
3.1 Situación
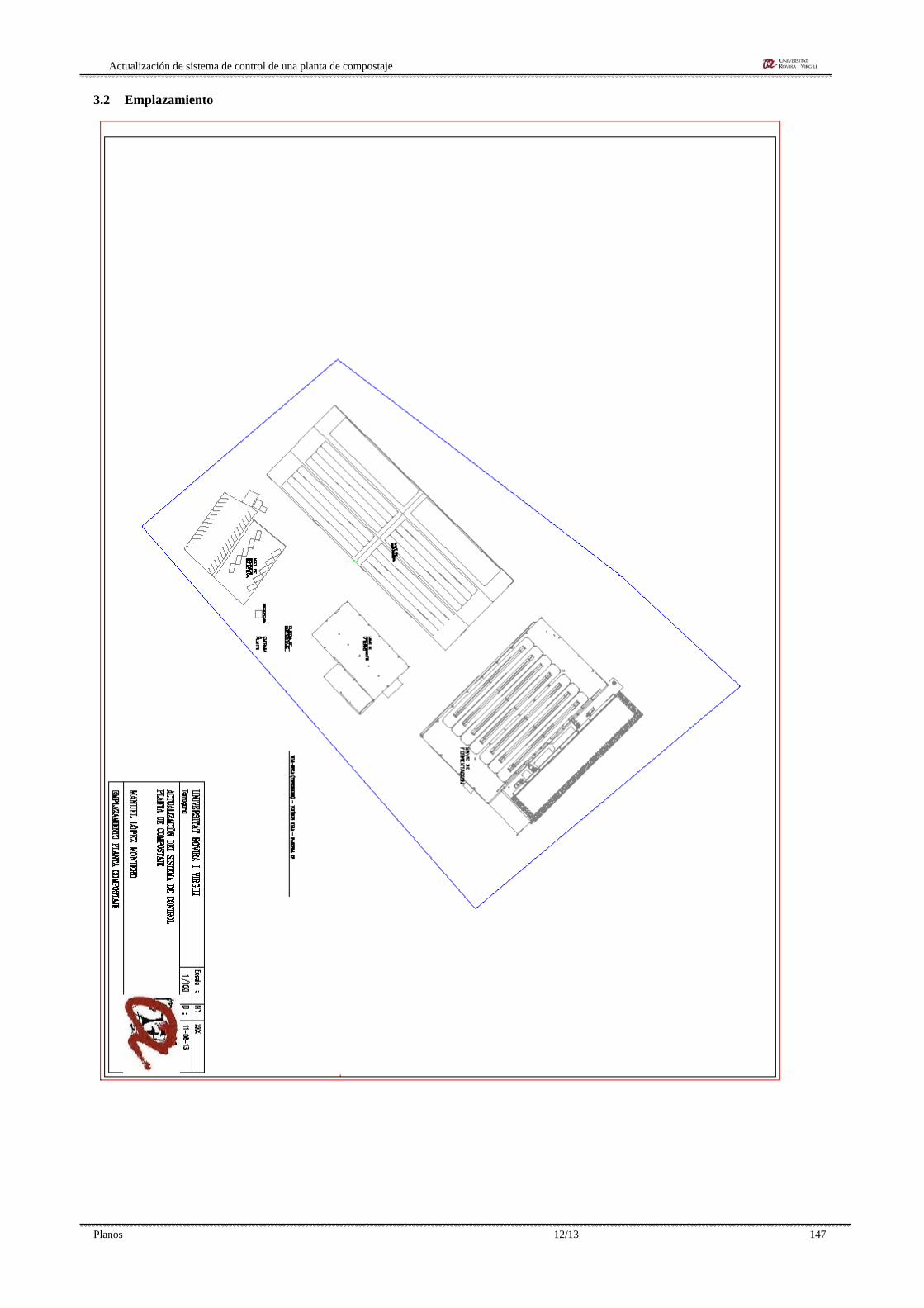
Actualización de sistema de control de una planta de compostaje
Planos 12/13 147
3.2 Emplazamiento
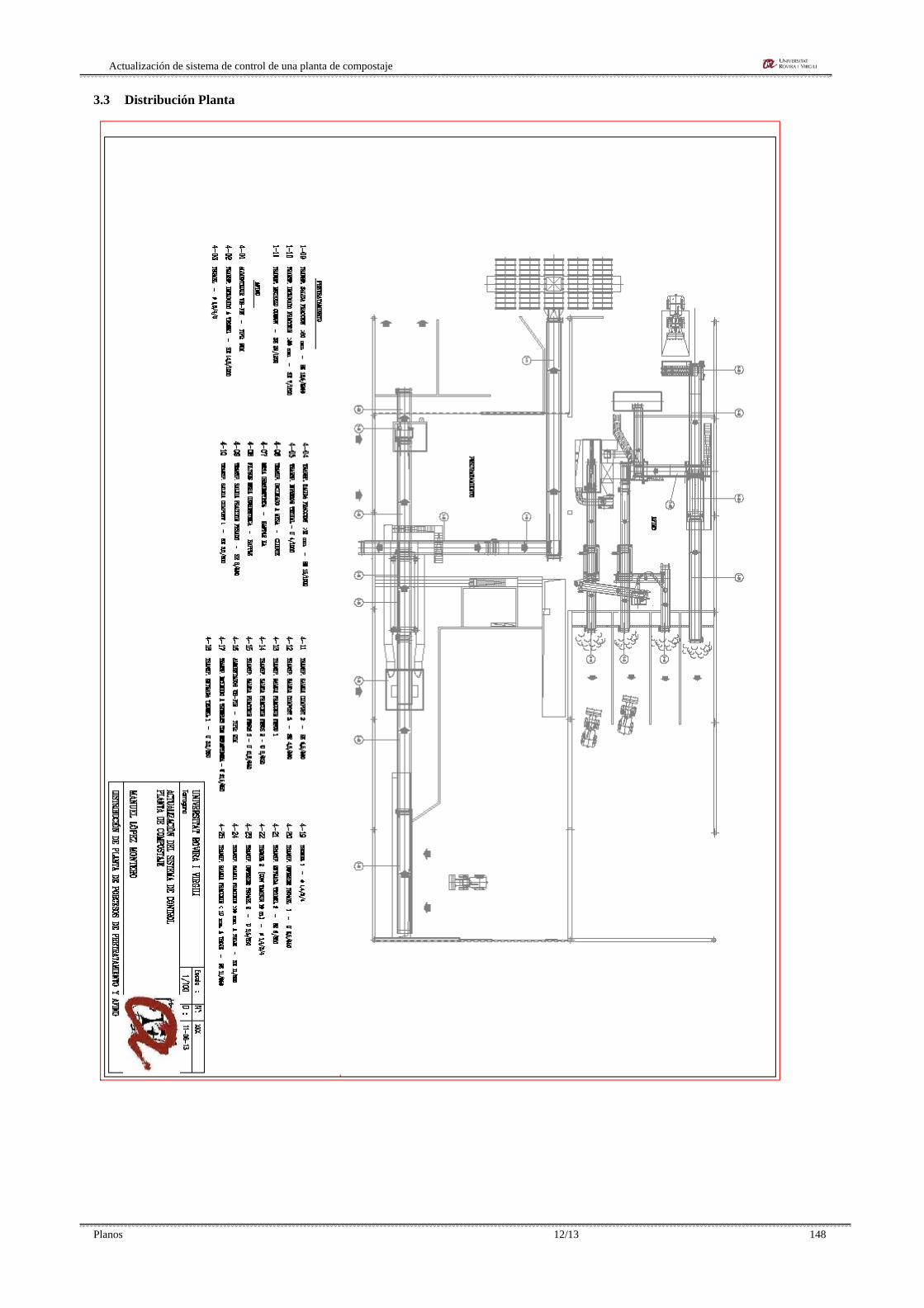
Actualización de sistema de control de una planta de compostaje
Planos 12/13 148
3.3 Distribución Planta
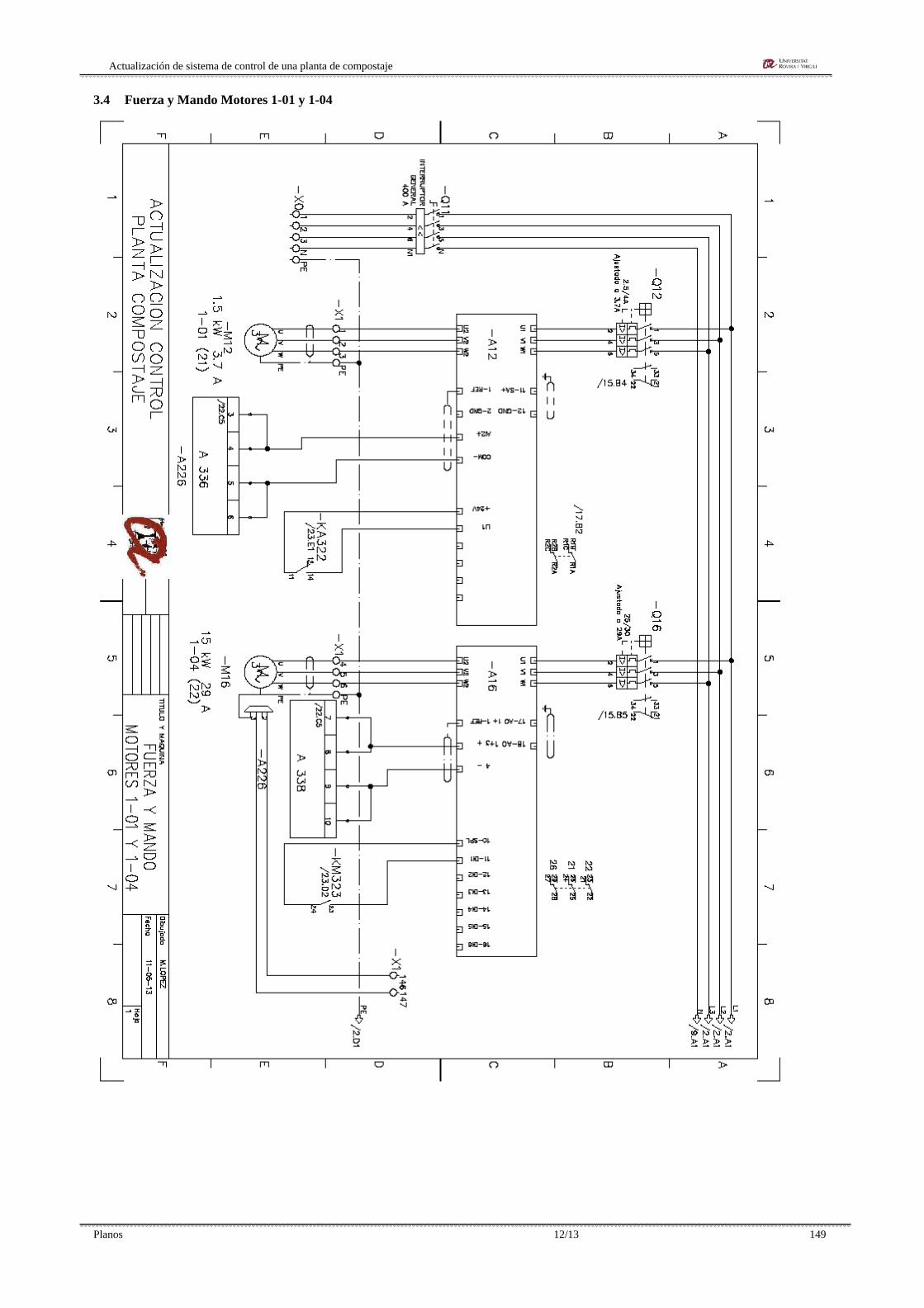
Actualización de sistema de control de una planta de compostaje
Planos 12/13 149
3.4 Fuerza y Mando Motores 1-01 y 1-04
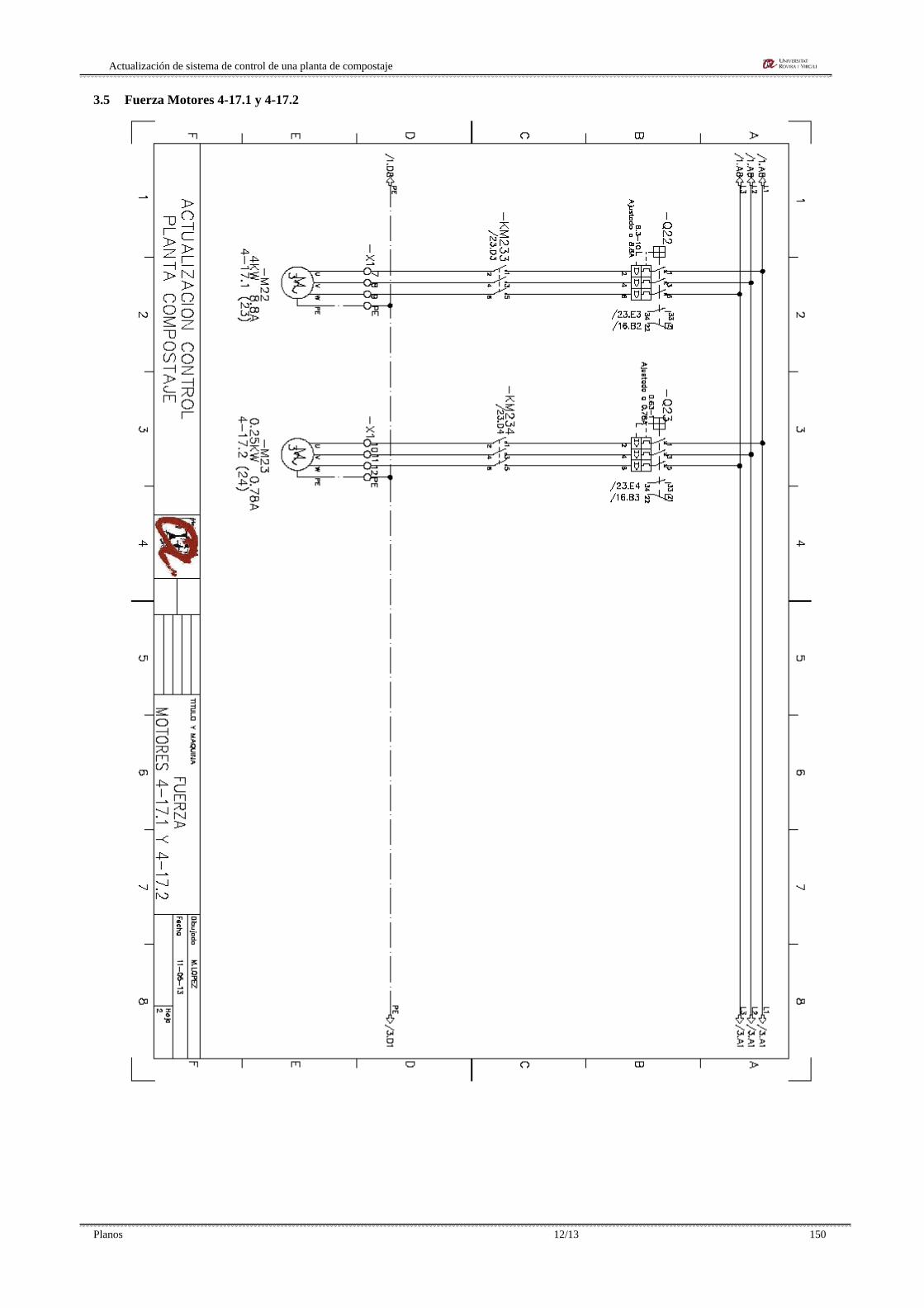
Actualización de sistema de control de una planta de compostaje
Planos 12/13 150
3.5 Fuerza Motores 4-17.1 y 4-17.2
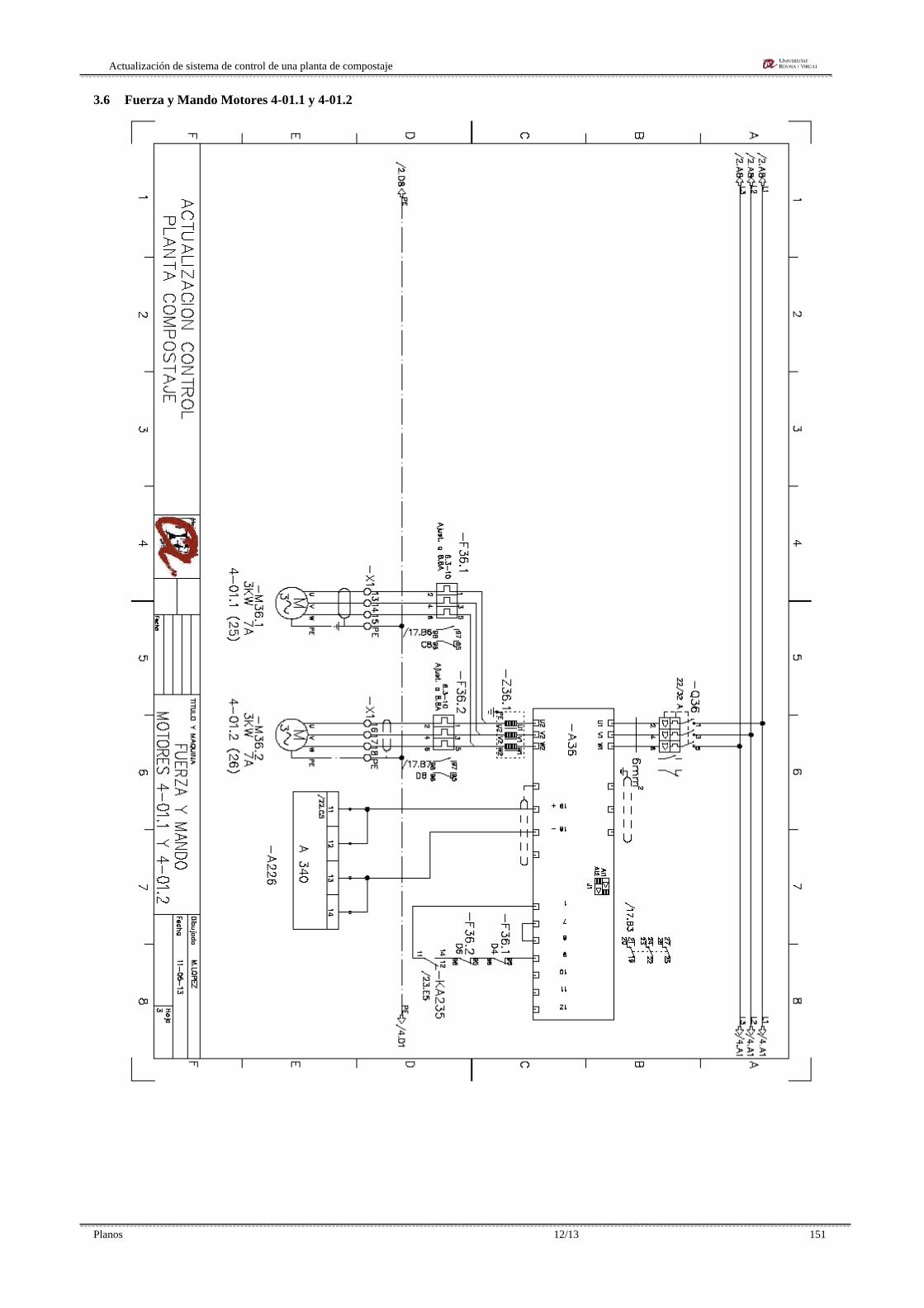
Actualización de sistema de control de una planta de compostaje
Planos 12/13 151
3.6 Fuerza y Mando Motores 4-01.1 y 4-01.2
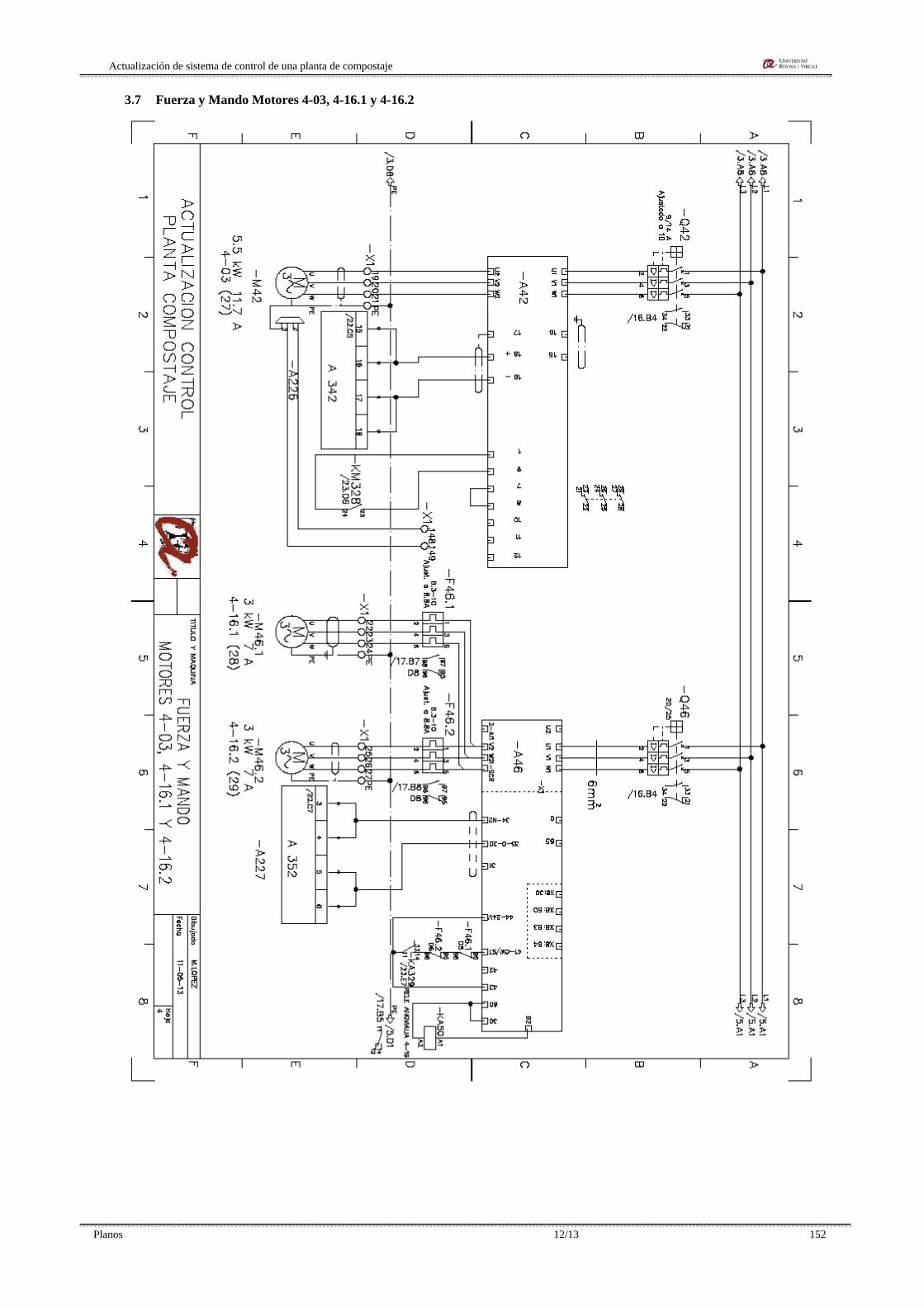
Actualización de sistema de control de una planta de compostaje
Planos 12/13 152
3.7 Fuerza y Mando Motores 4-03, 4-16.1 y 4-16.2
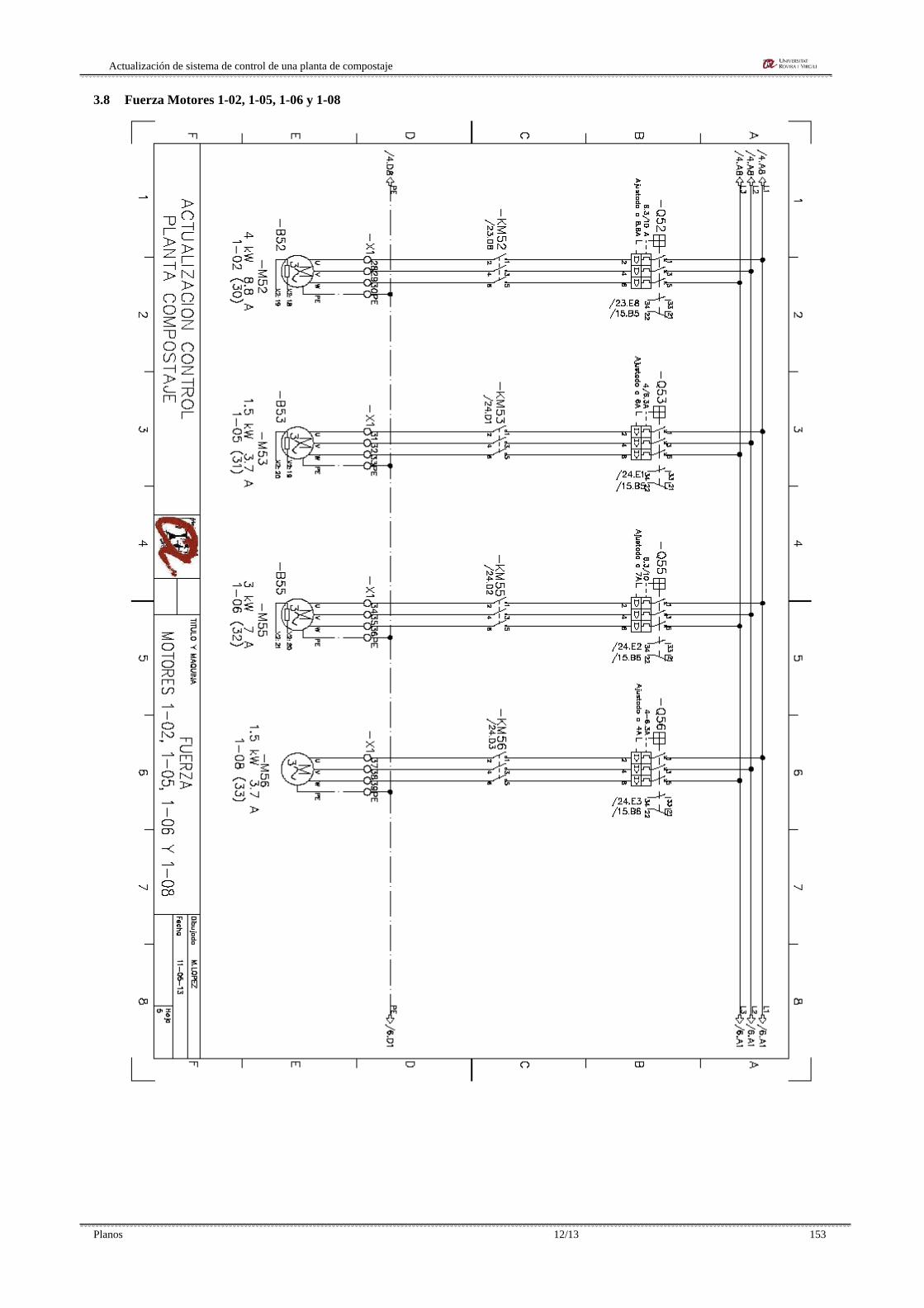
Actualización de sistema de control de una planta de compostaje
Planos 12/13 153
3.8 Fuerza Motores 1-02, 1-05, 1-06 y 1-08
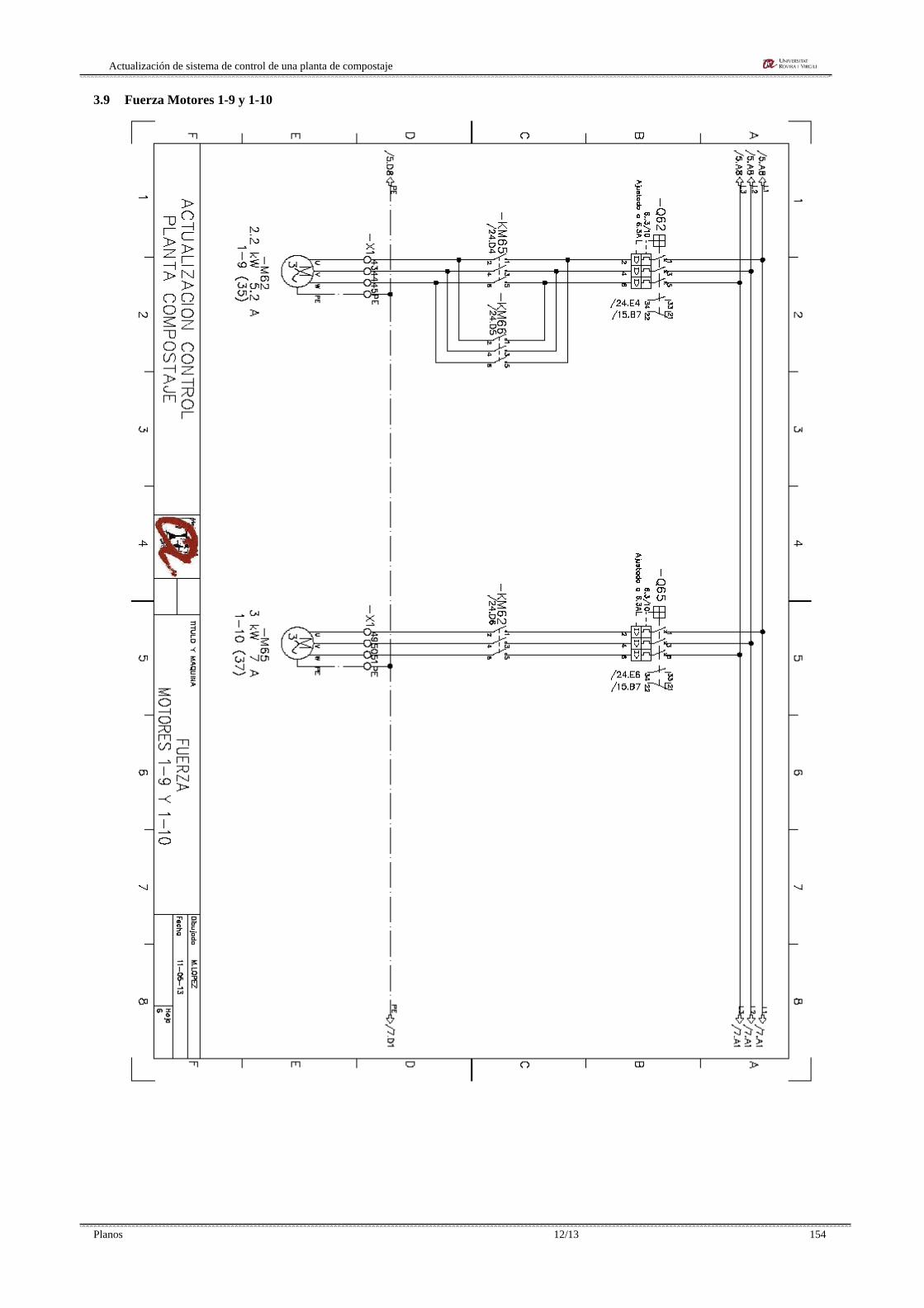
Actualización de sistema de control de una planta de compostaje
Planos 12/13 154
3.9 Fuerza Motores 1-9 y 1-10
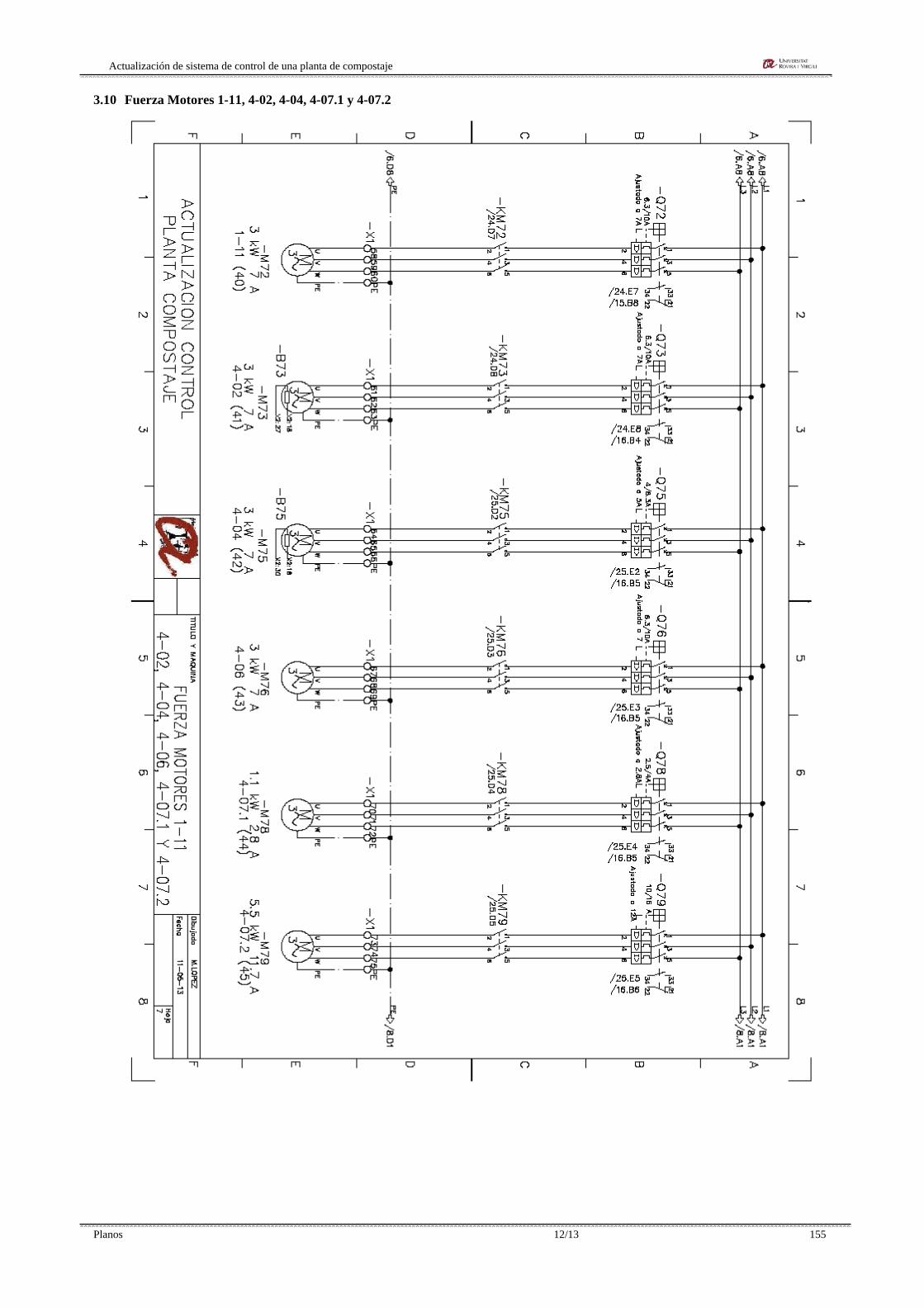
Actualización de sistema de control de una planta de compostaje
Planos 12/13 155
3.10 Fuerza Motores 1-11, 4-02, 4-04, 4-07.1 y 4-07.2
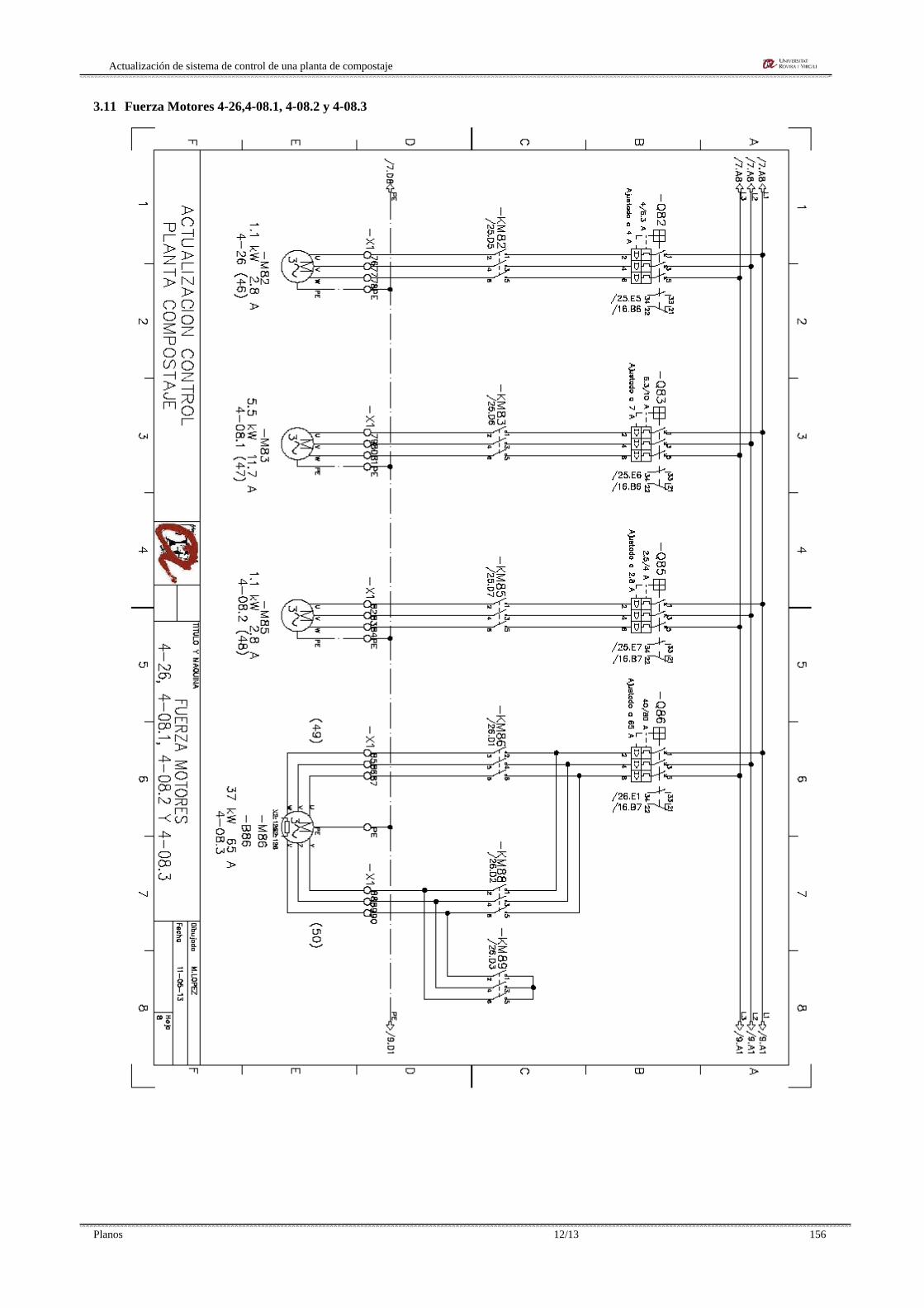
Actualización de sistema de control de una planta de compostaje
Planos 12/13 156
3.11 Fuerza Motores 4-26,4-08.1, 4-08.2 y 4-08.3
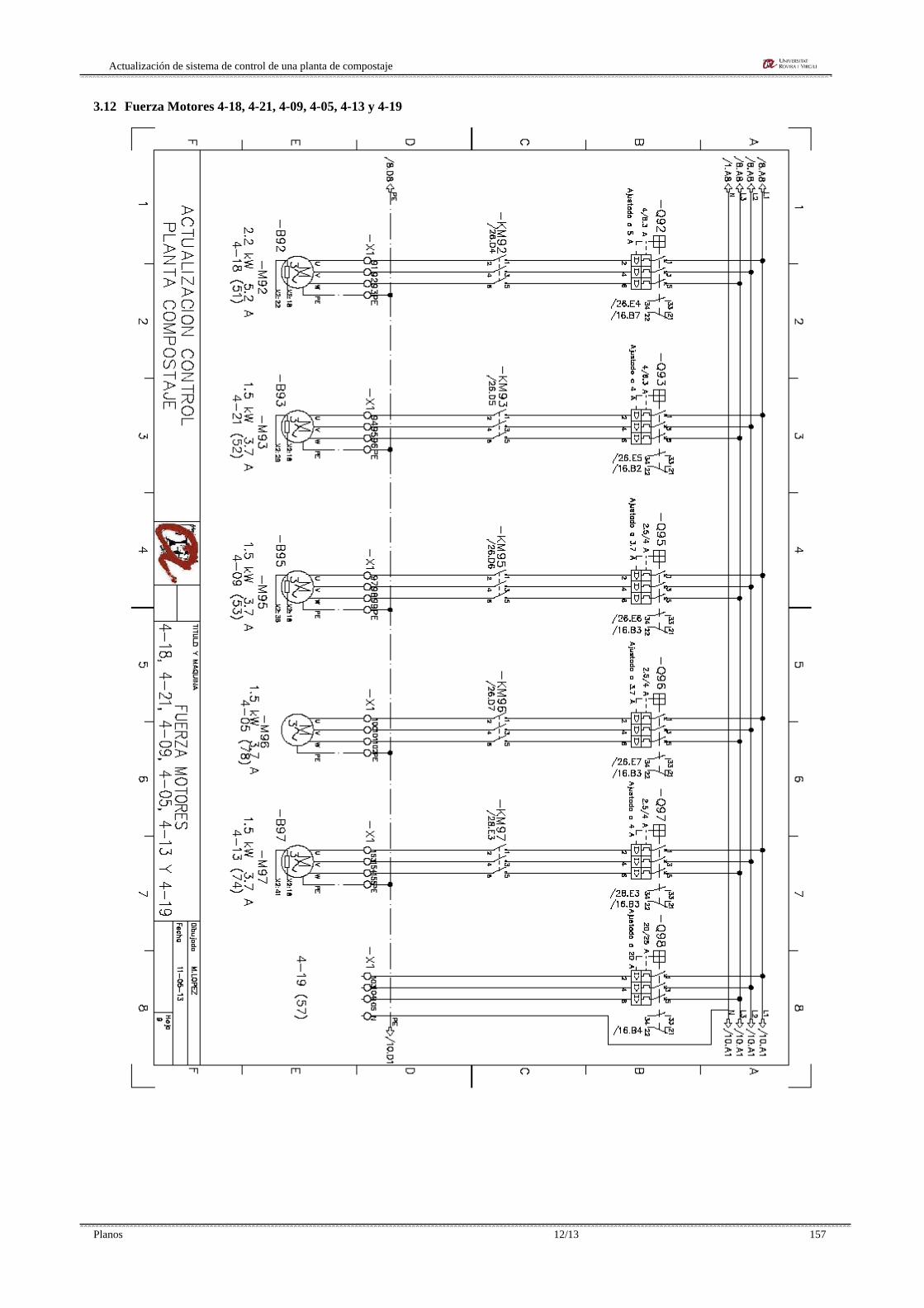
Actualización de sistema de control de una planta de compostaje
Planos 12/13 157
3.12 Fuerza Motores 4-18, 4-21, 4-09, 4-05, 4-13 y 4-19
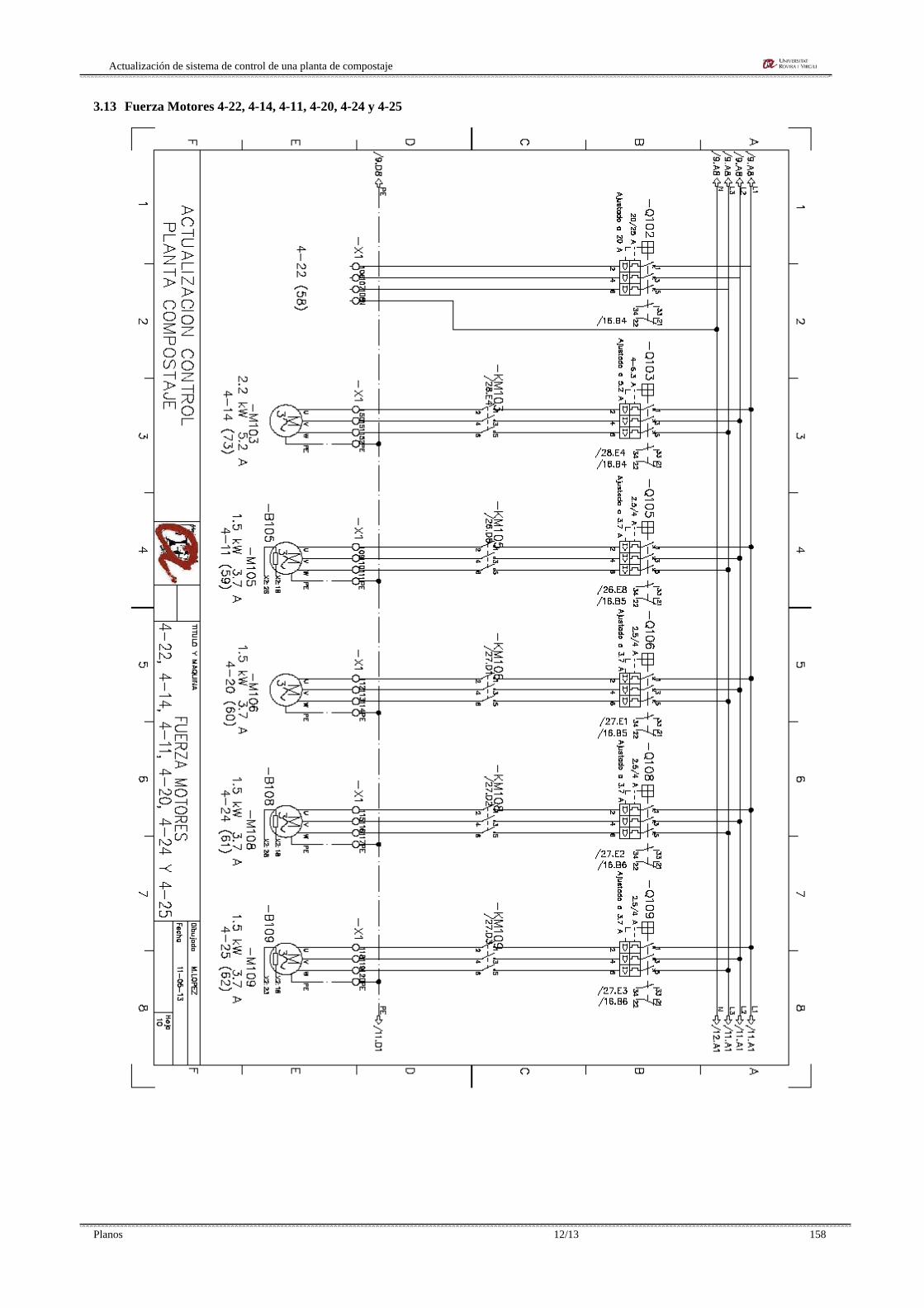
Actualización de sistema de control de una planta de compostaje
Planos 12/13 158
3.13 Fuerza Motores 4-22, 4-14, 4-11, 4-20, 4-24 y 4-25
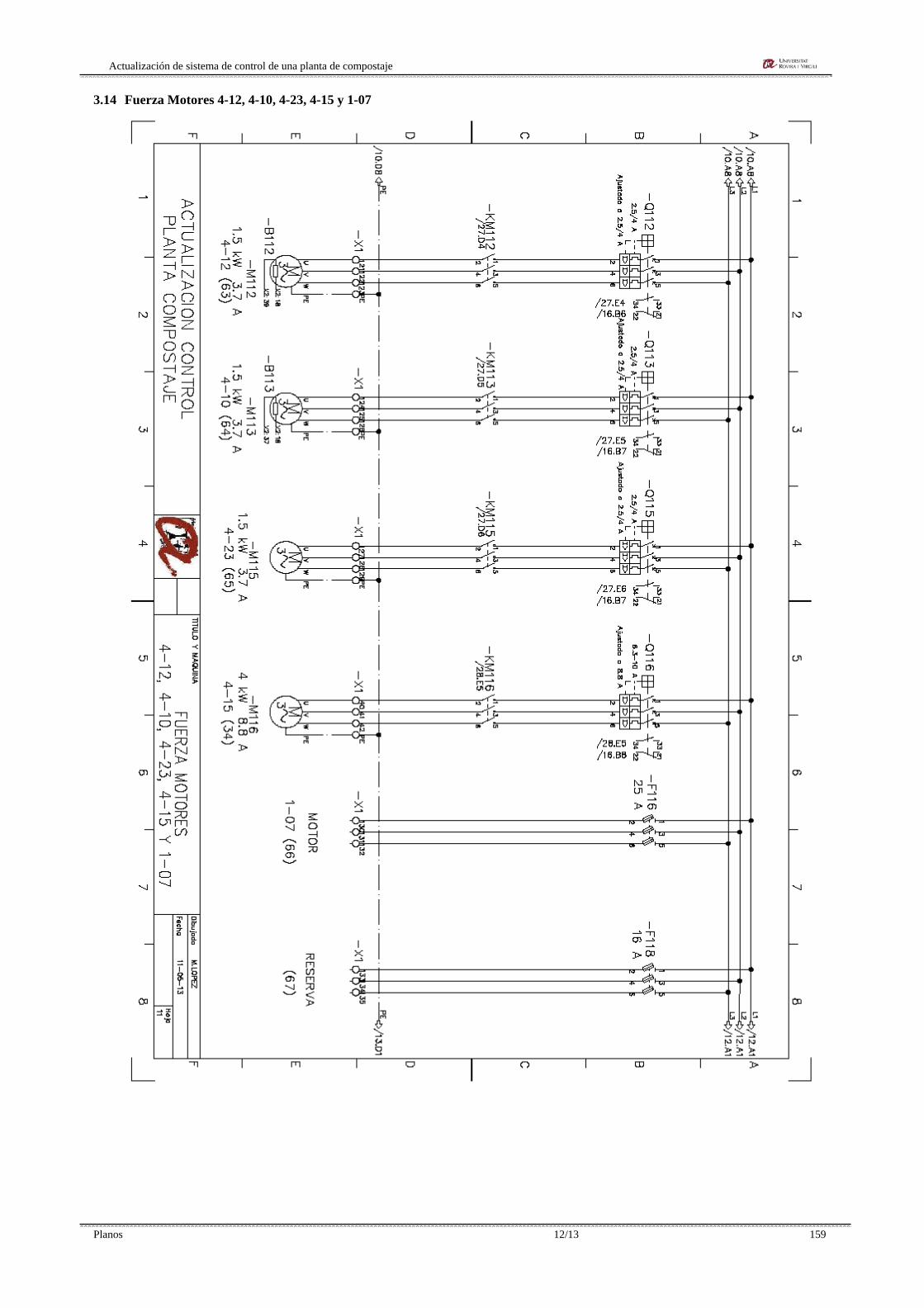
Actualización de sistema de control de una planta de compostaje
Planos 12/13 159
3.14 Fuerza Motores 4-12, 4-10, 4-23, 4-15 y 1-07
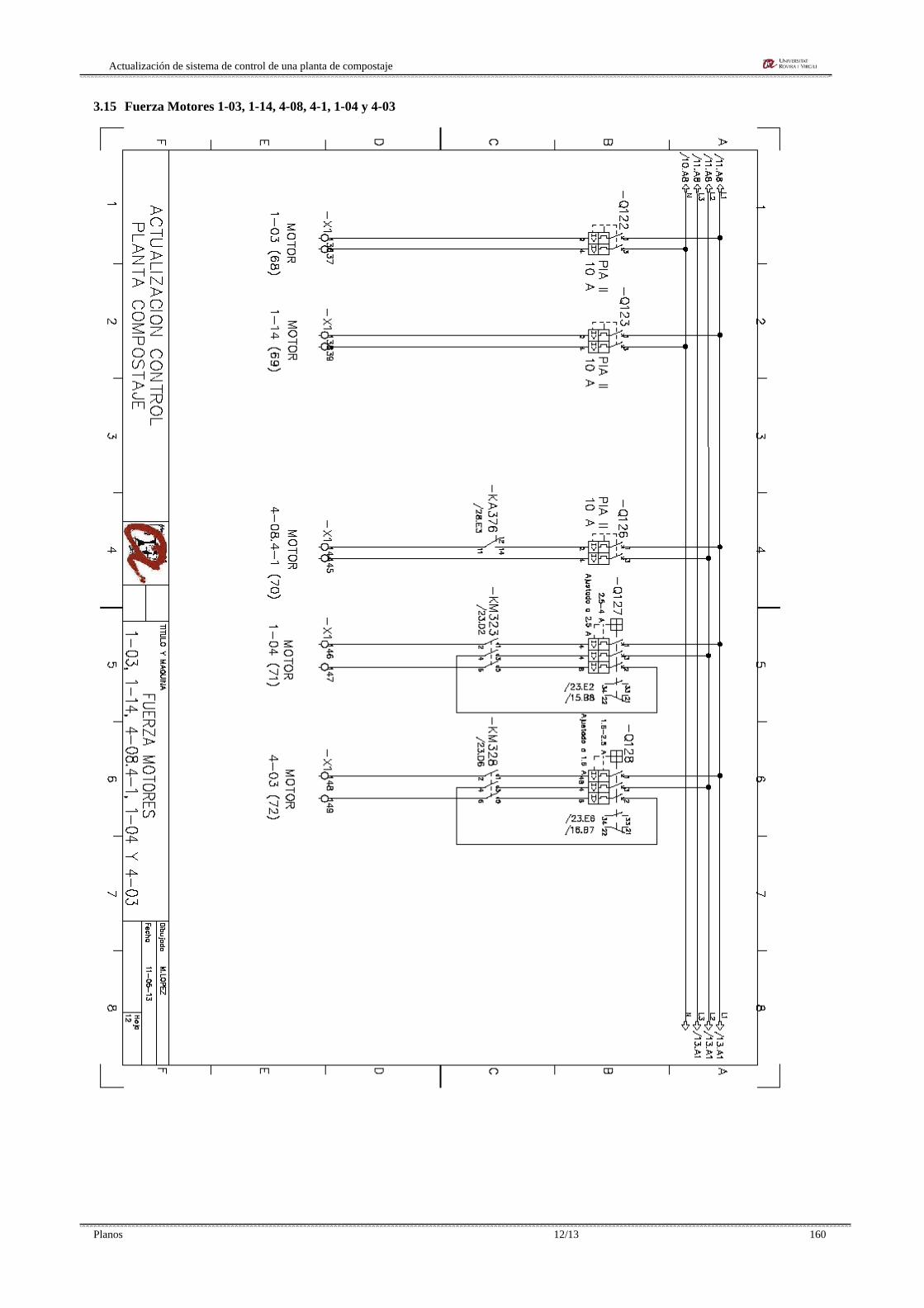
Actualización de sistema de control de una planta de compostaje
Planos 12/13 160
3.15 Fuerza Motores 1-03, 1-14, 4-08, 4-1, 1-04 y 4-03
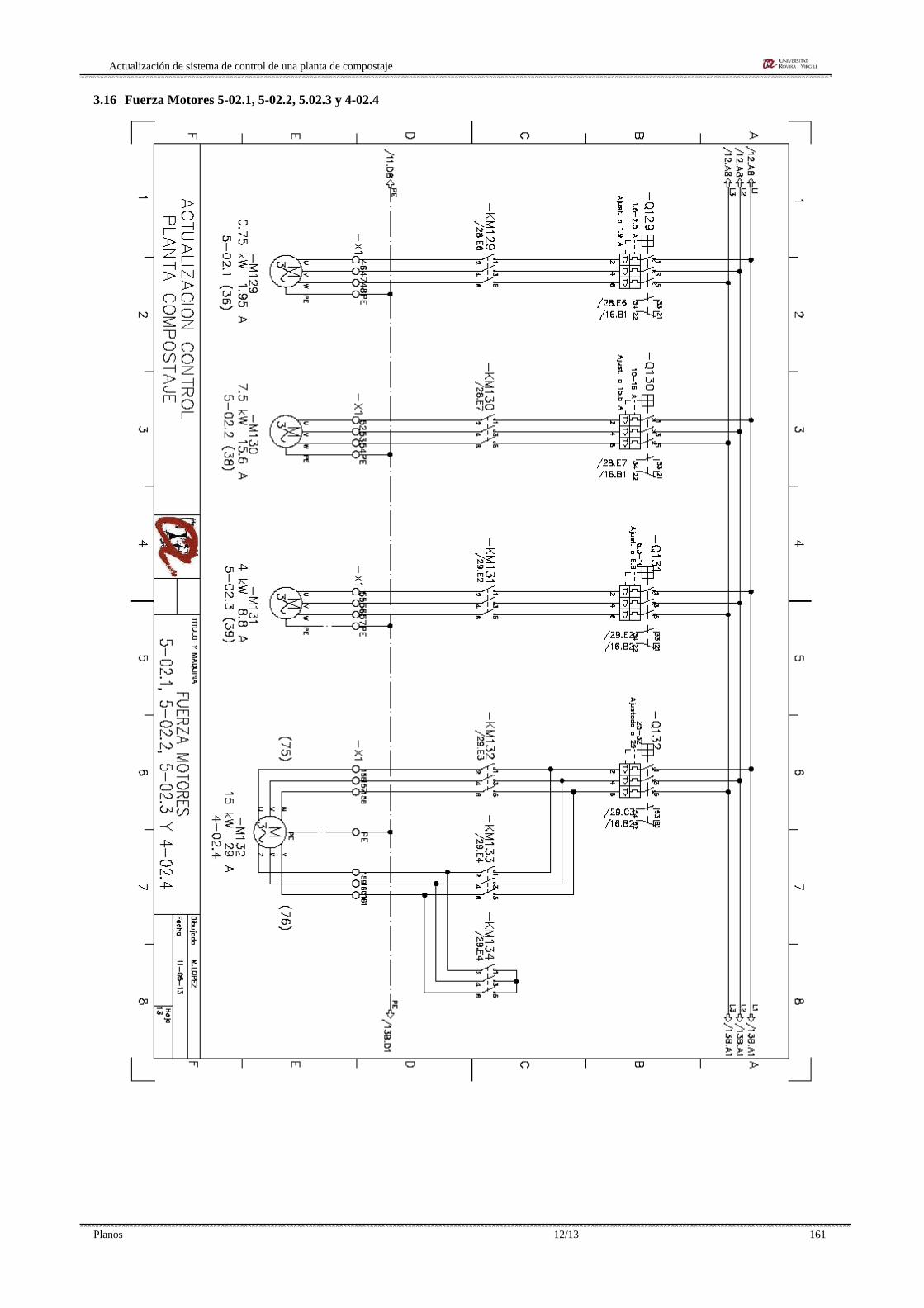
Actualización de sistema de control de una planta de compostaje
Planos 12/13 161
3.16 Fuerza Motores 5-02.1, 5-02.2, 5.02.3 y 4-02.4
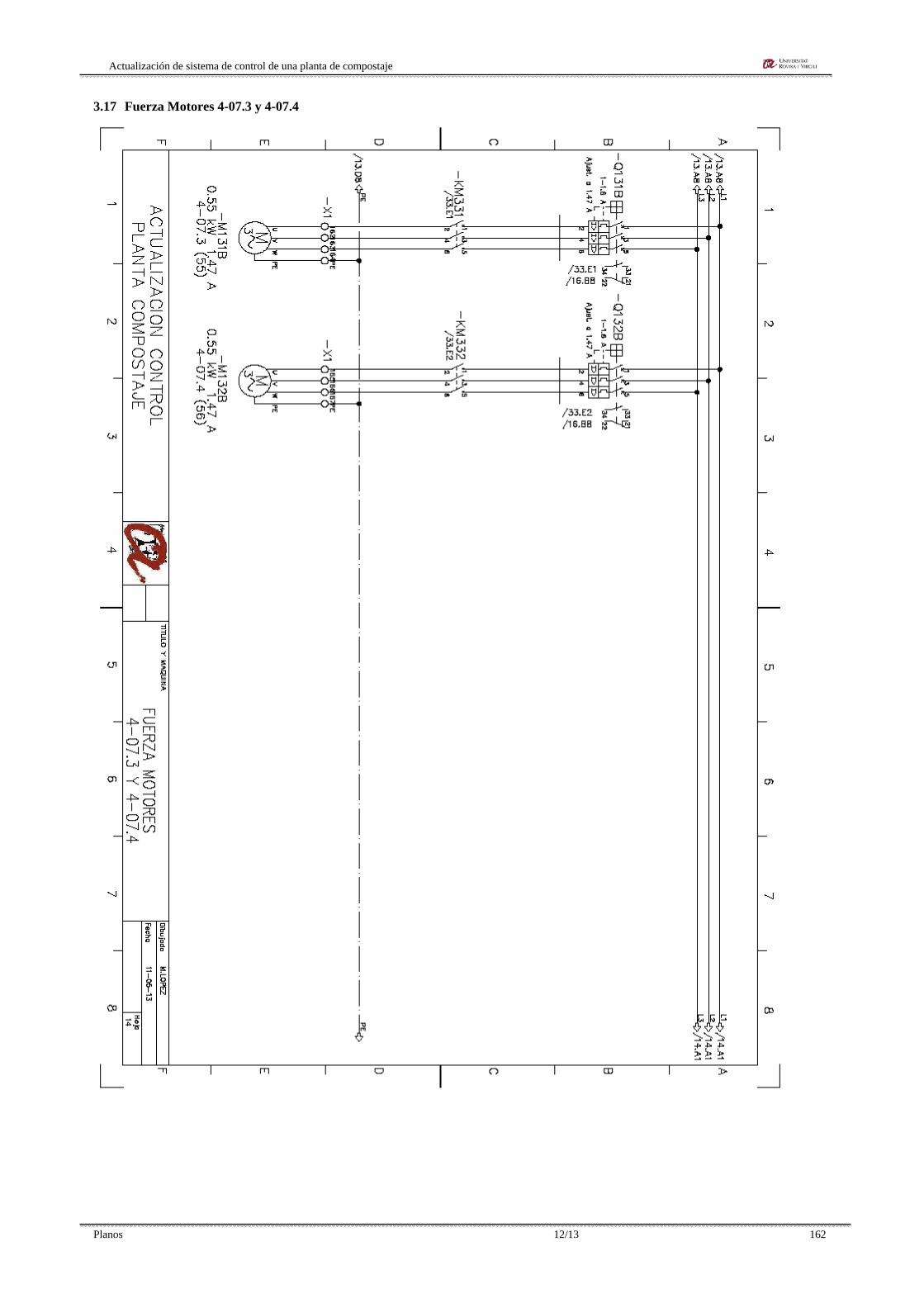
Actualización de sistema de control de una planta de compostaje
Planos 12/13 162
3.17 Fuerza Motores 4-07.3 y 4-07.4
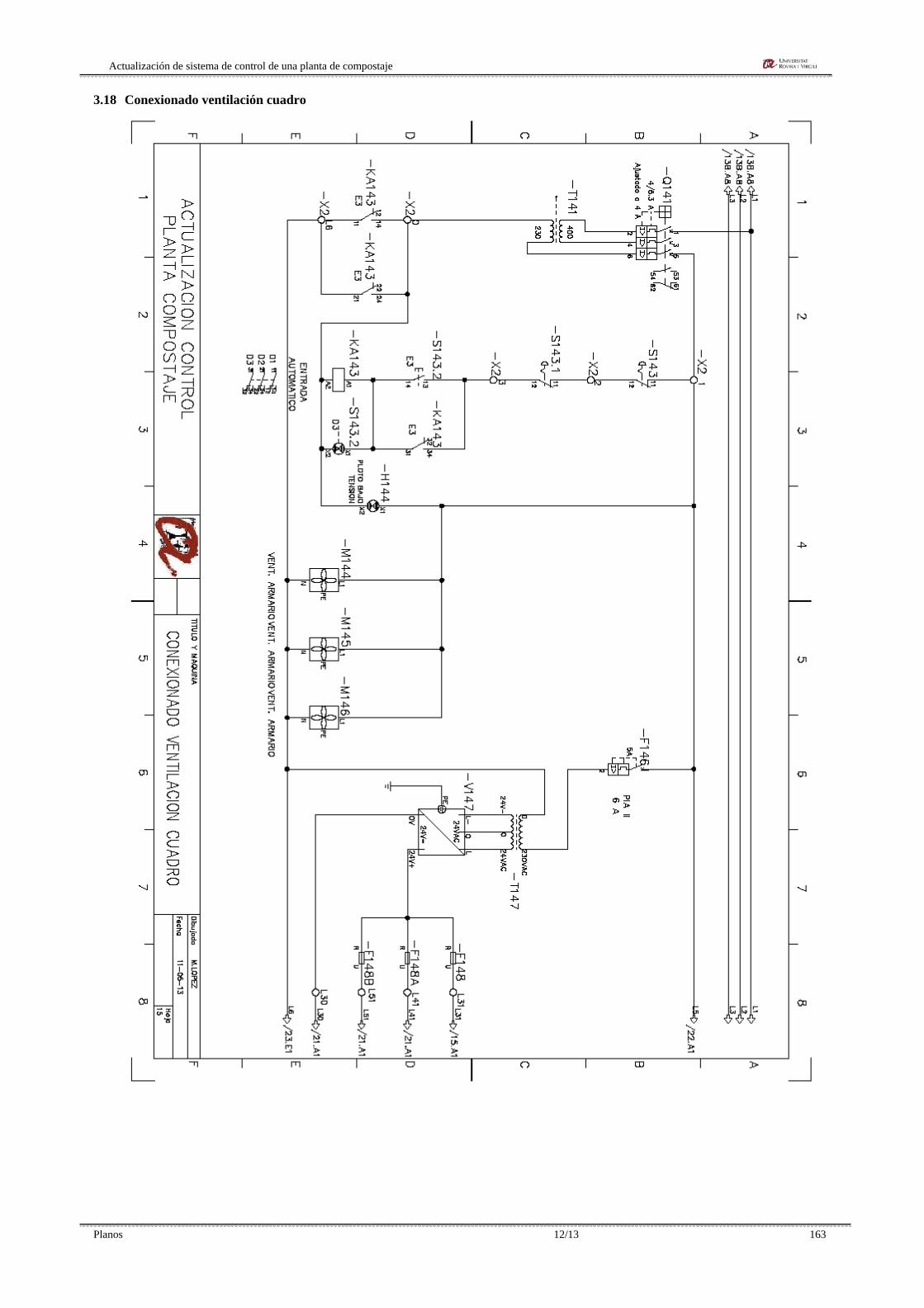
Actualización de sistema de control de una planta de compostaje
Planos 12/13 163
3.18 Conexionado ventilación cuadro
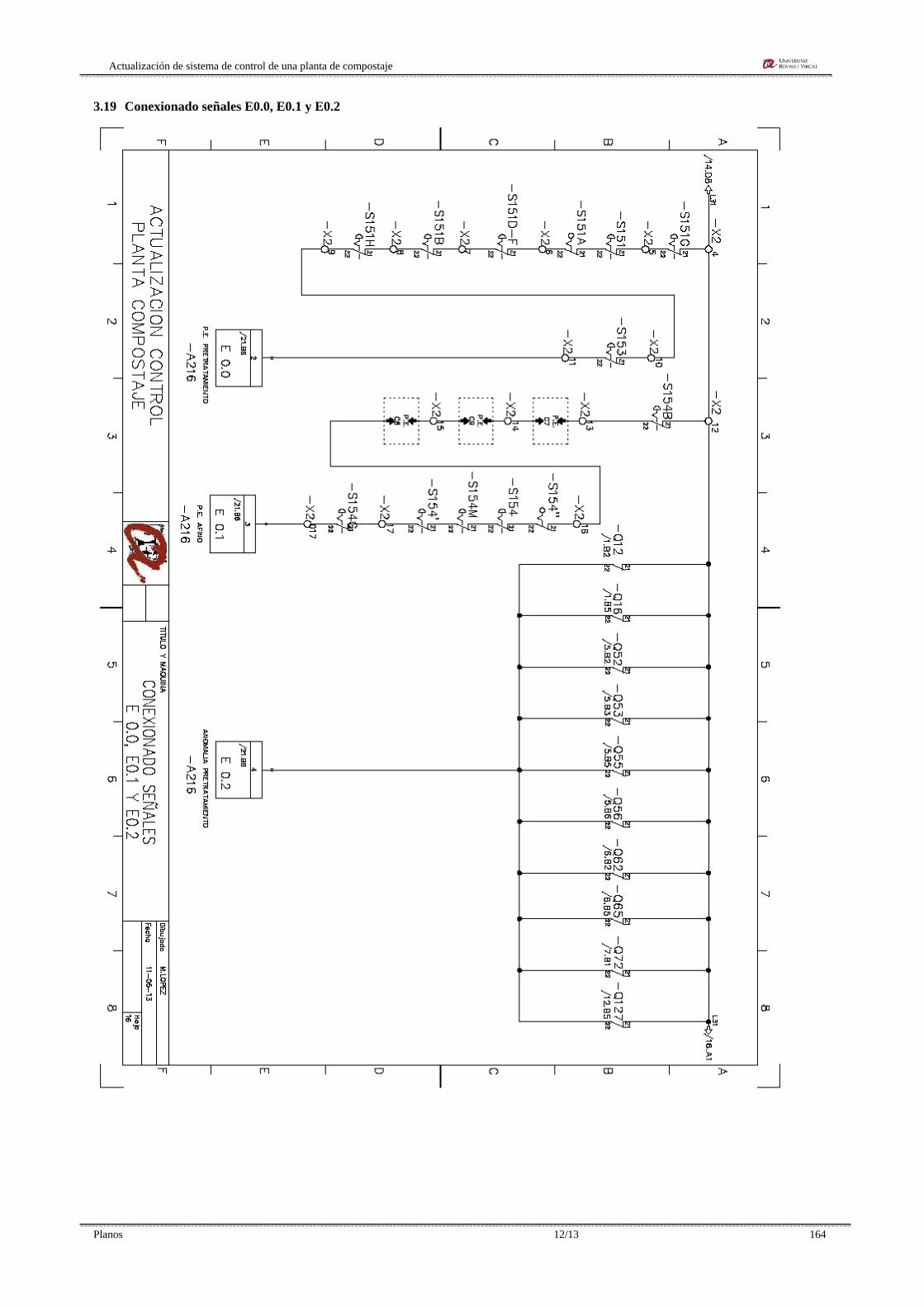
Actualización de sistema de control de una planta de compostaje
Planos 12/13 164
3.19 Conexionado señales E0.0, E0.1 y E0.2
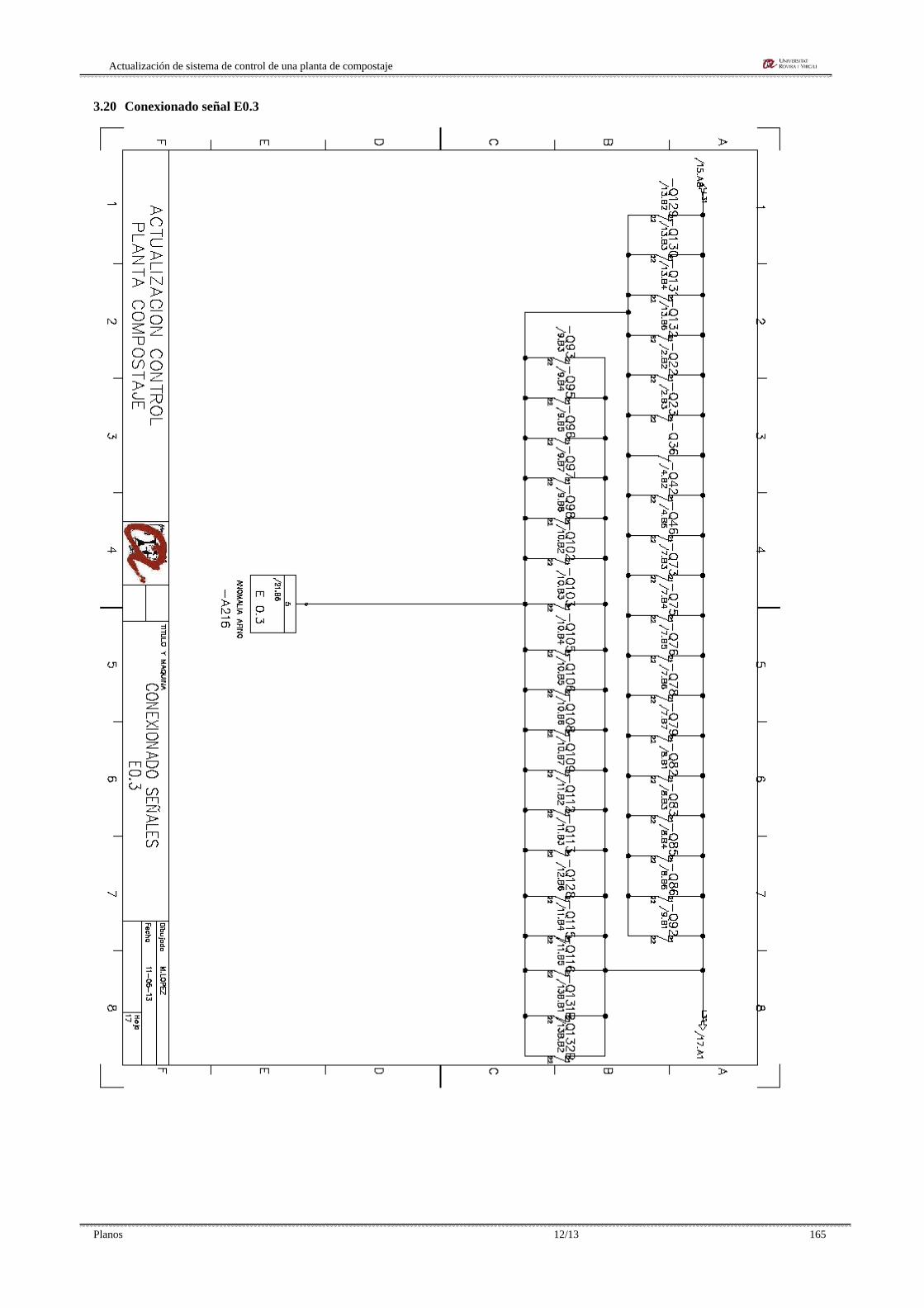
Actualización de sistema de control de una planta de compostaje
Planos 12/13 165
3.20 Conexionado señal E0.3
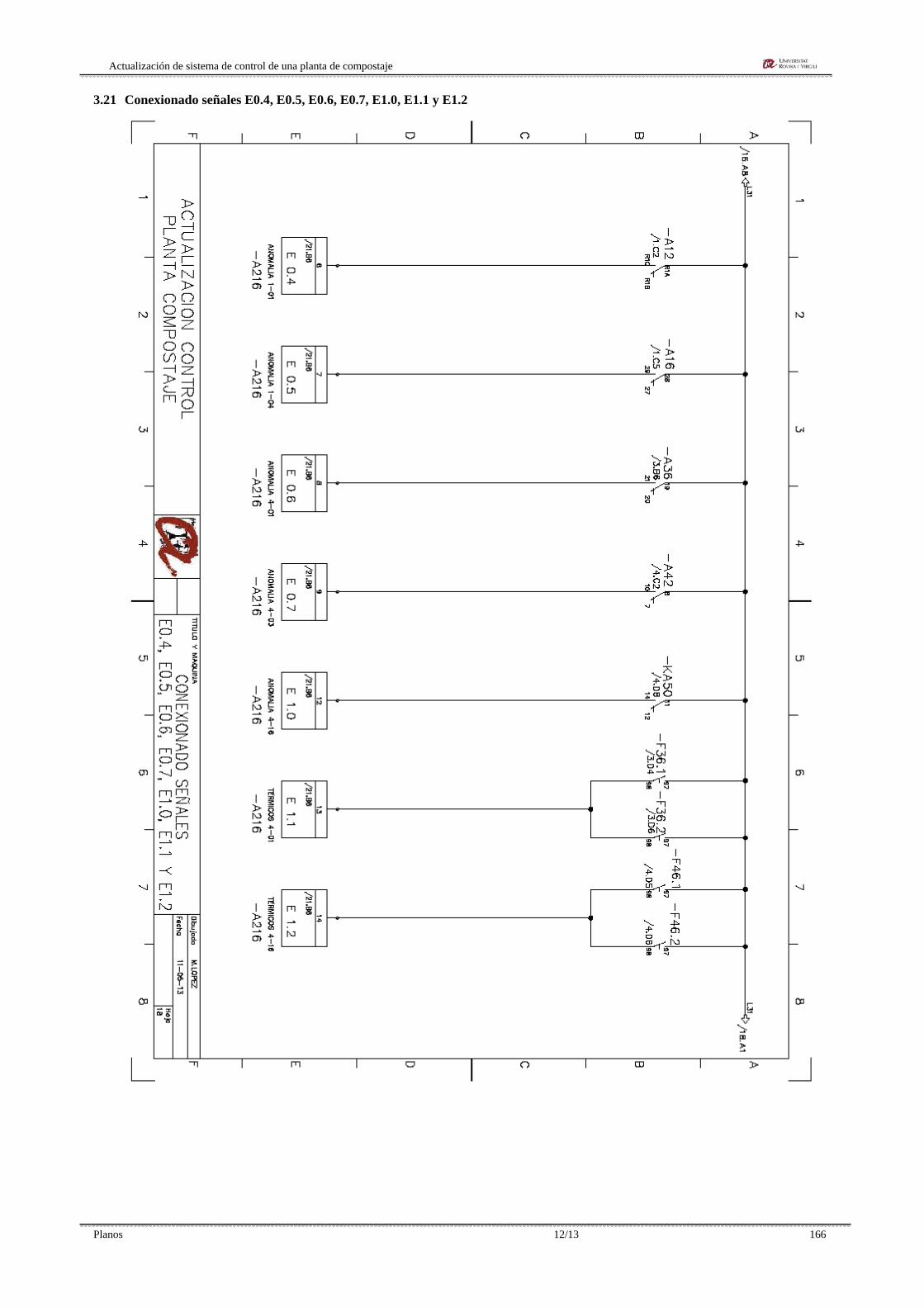
Actualización de sistema de control de una planta de compostaje
Planos 12/13 166
3.21 Conexionado señales E0.4, E0.5, E0.6, E0.7, E1.0, E1.1 y E1.2
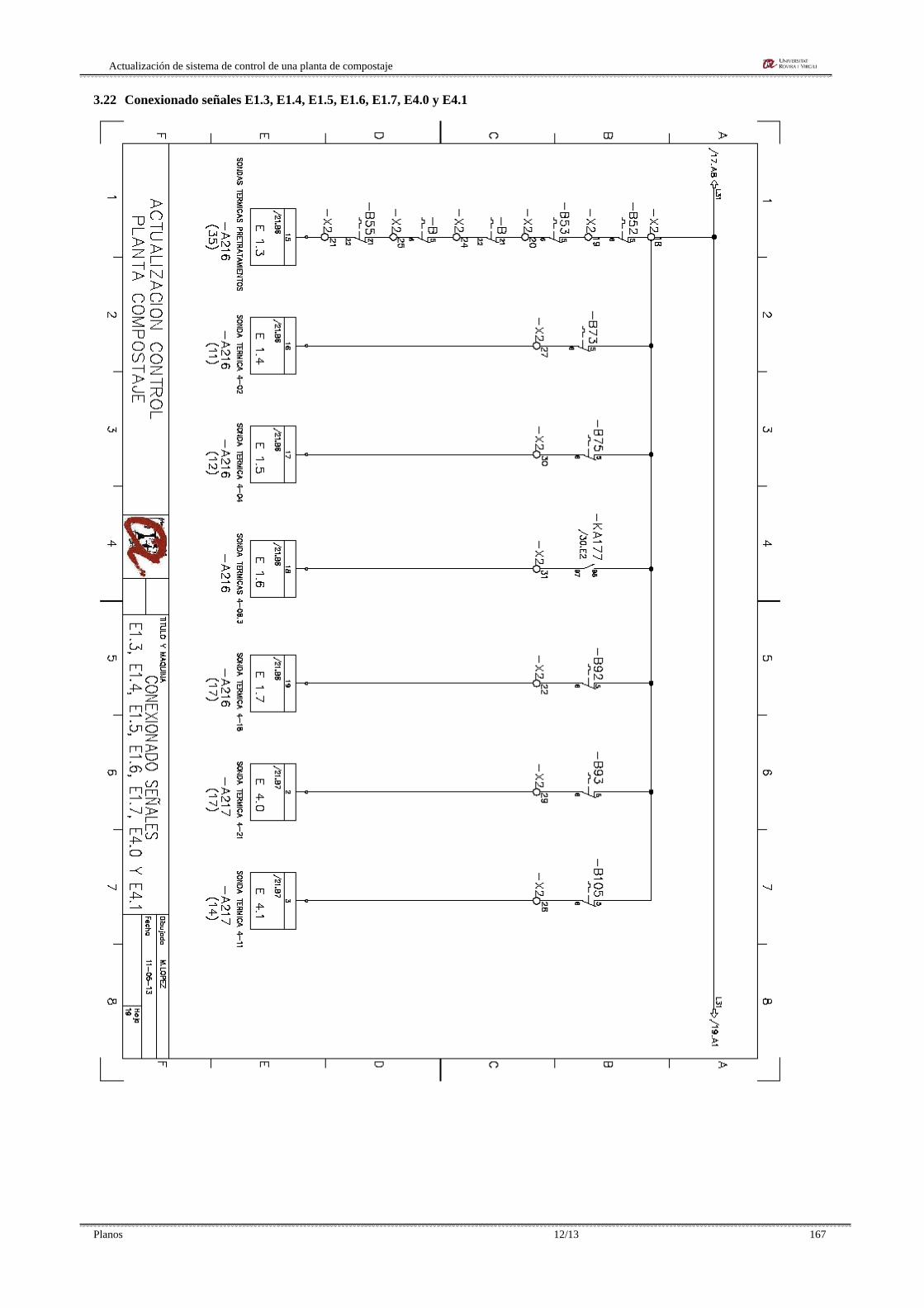
Actualización de sistema de control de una planta de compostaje
Planos 12/13 167
3.22 Conexionado señales E1.3, E1.4, E1.5, E1.6, E1.7, E4.0 y E4.1
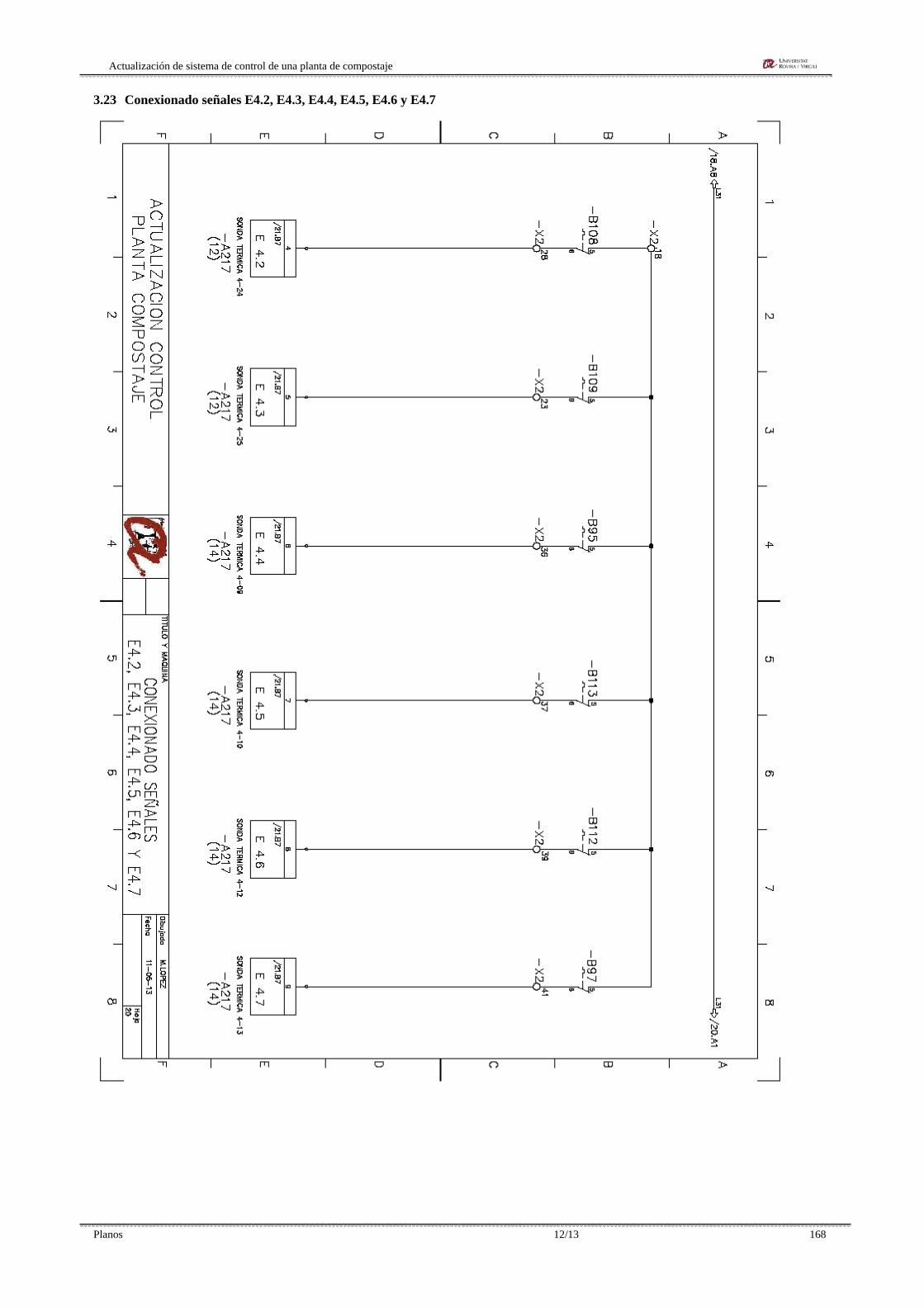
Actualización de sistema de control de una planta de compostaje
Planos 12/13 168
3.23 Conexionado señales E4.2, E4.3, E4.4, E4.5, E4.6 y E4.7
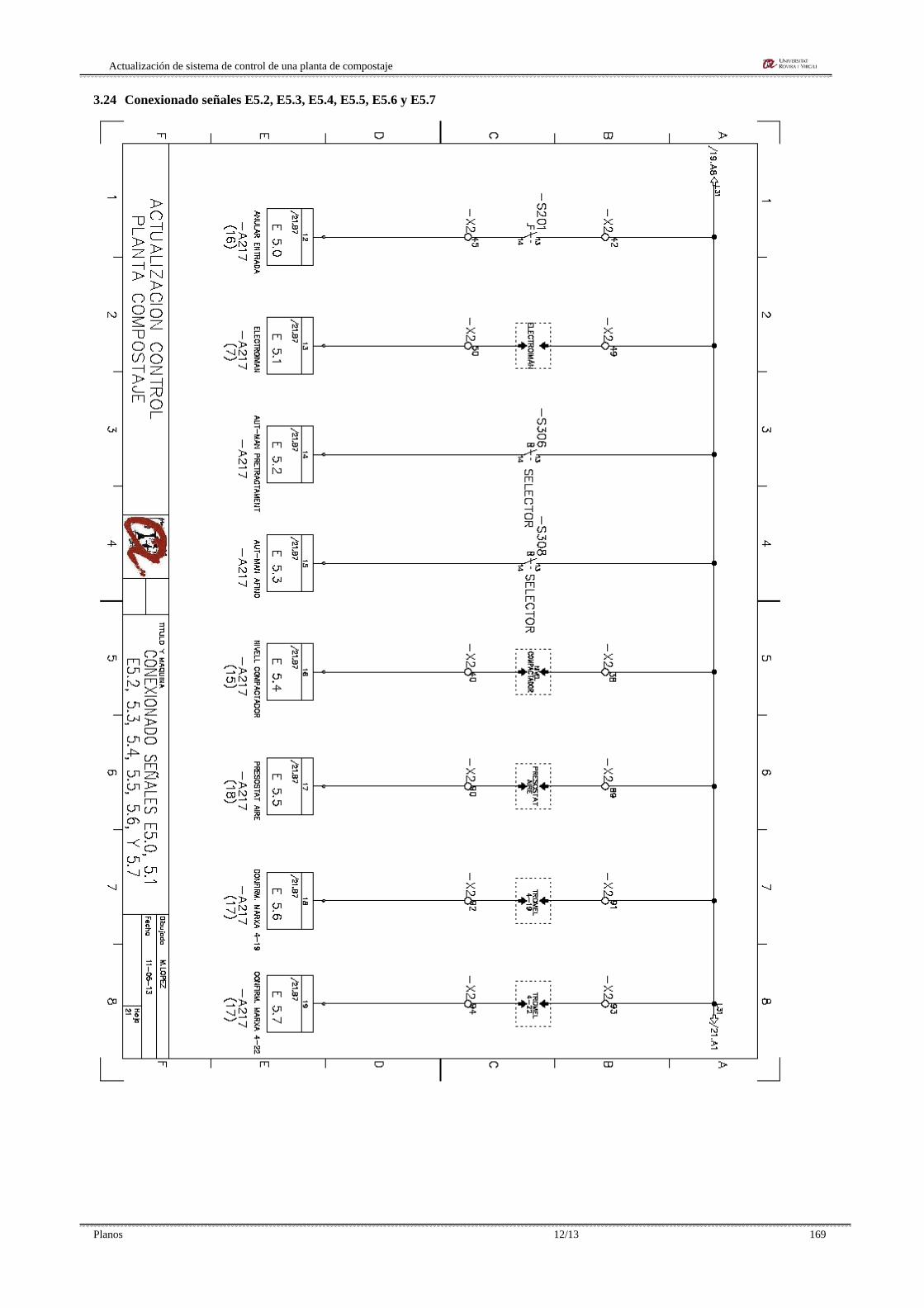
Actualización de sistema de control de una planta de compostaje
Planos 12/13 169
3.24 Conexionado señales E5.2, E5.3, E5.4, E5.5, E5.6 y E5.7
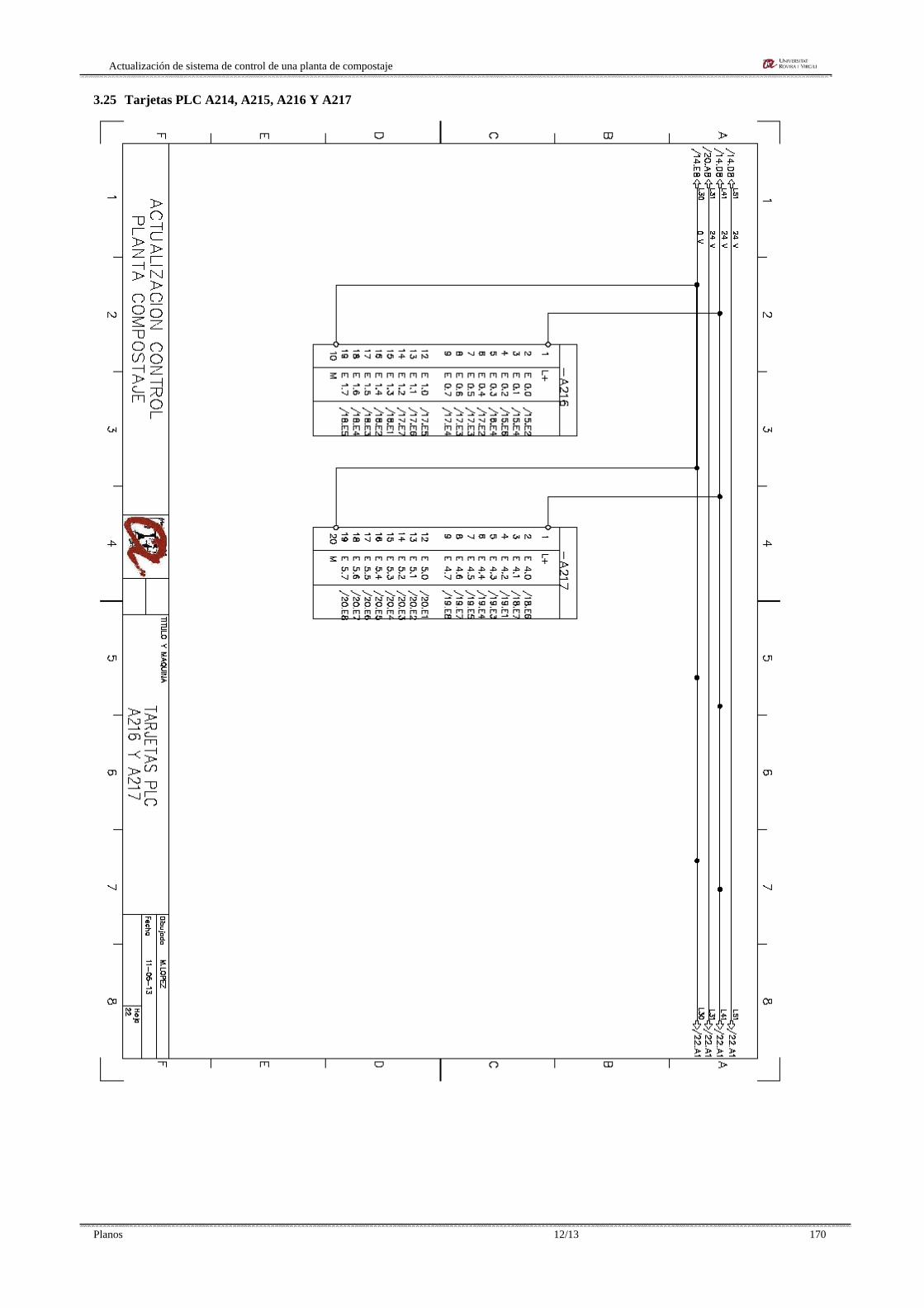
Actualización de sistema de control de una planta de compostaje
Planos 12/13 170
3.25 Tarjetas PLC A214, A215, A216 Y A217
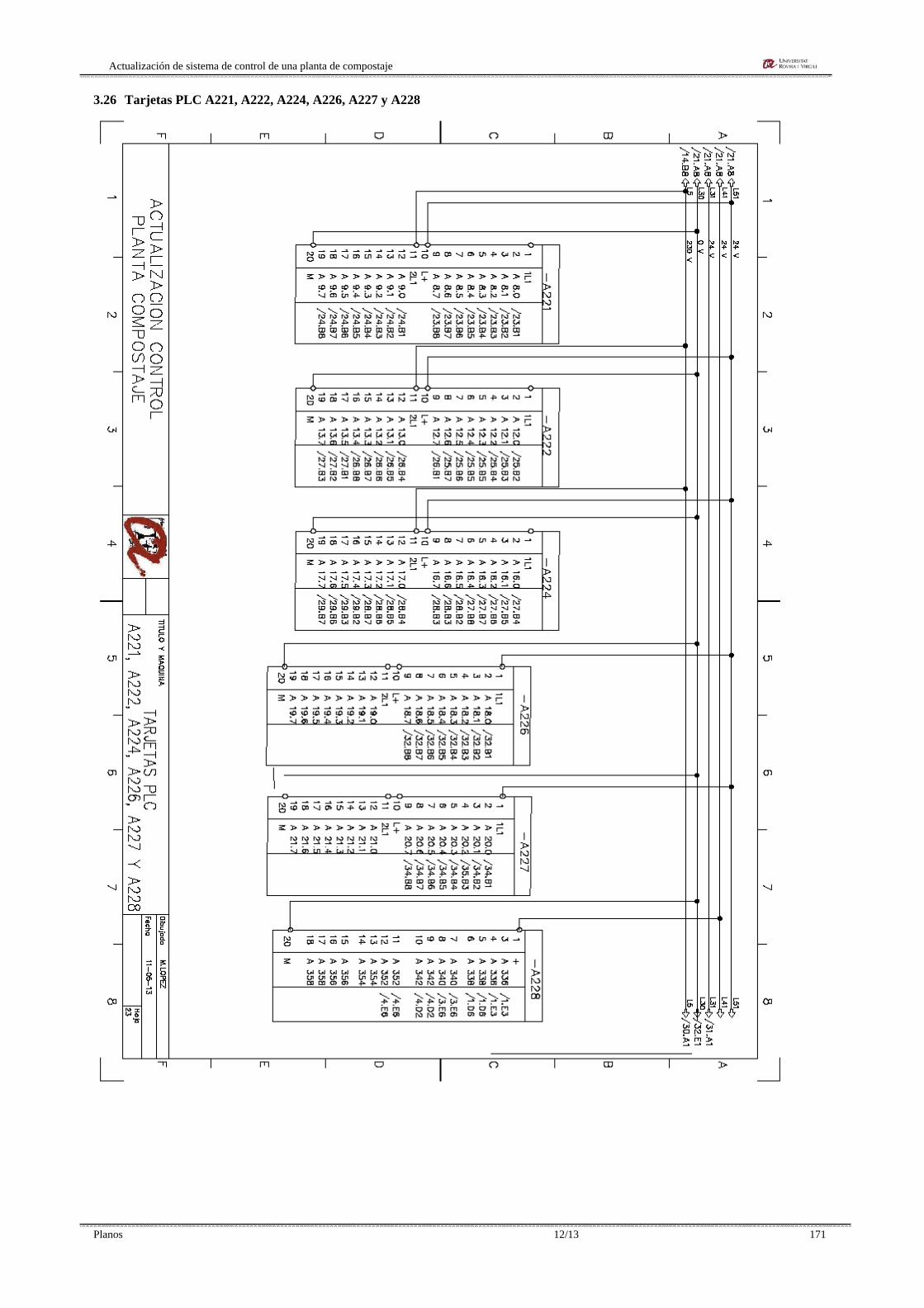
Actualización de sistema de control de una planta de compostaje
Planos 12/13 171
3.26 Tarjetas PLC A221, A222, A224, A226, A227 y A228
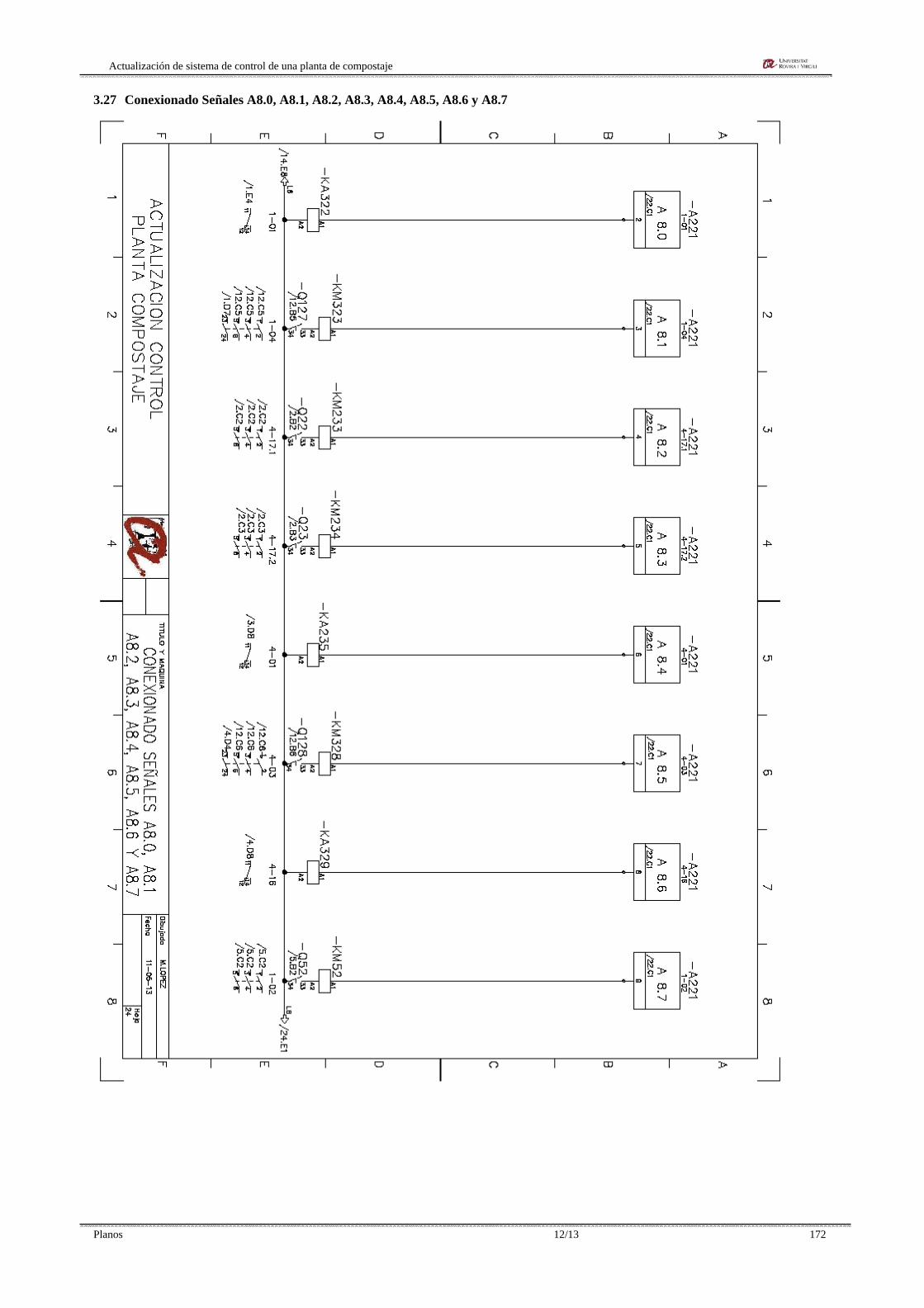
Actualización de sistema de control de una planta de compostaje
Planos 12/13 172
3.27 Conexionado Señales A8.0, A8.1, A8.2, A8.3, A8.4, A8.5, A8.6 y A8.7
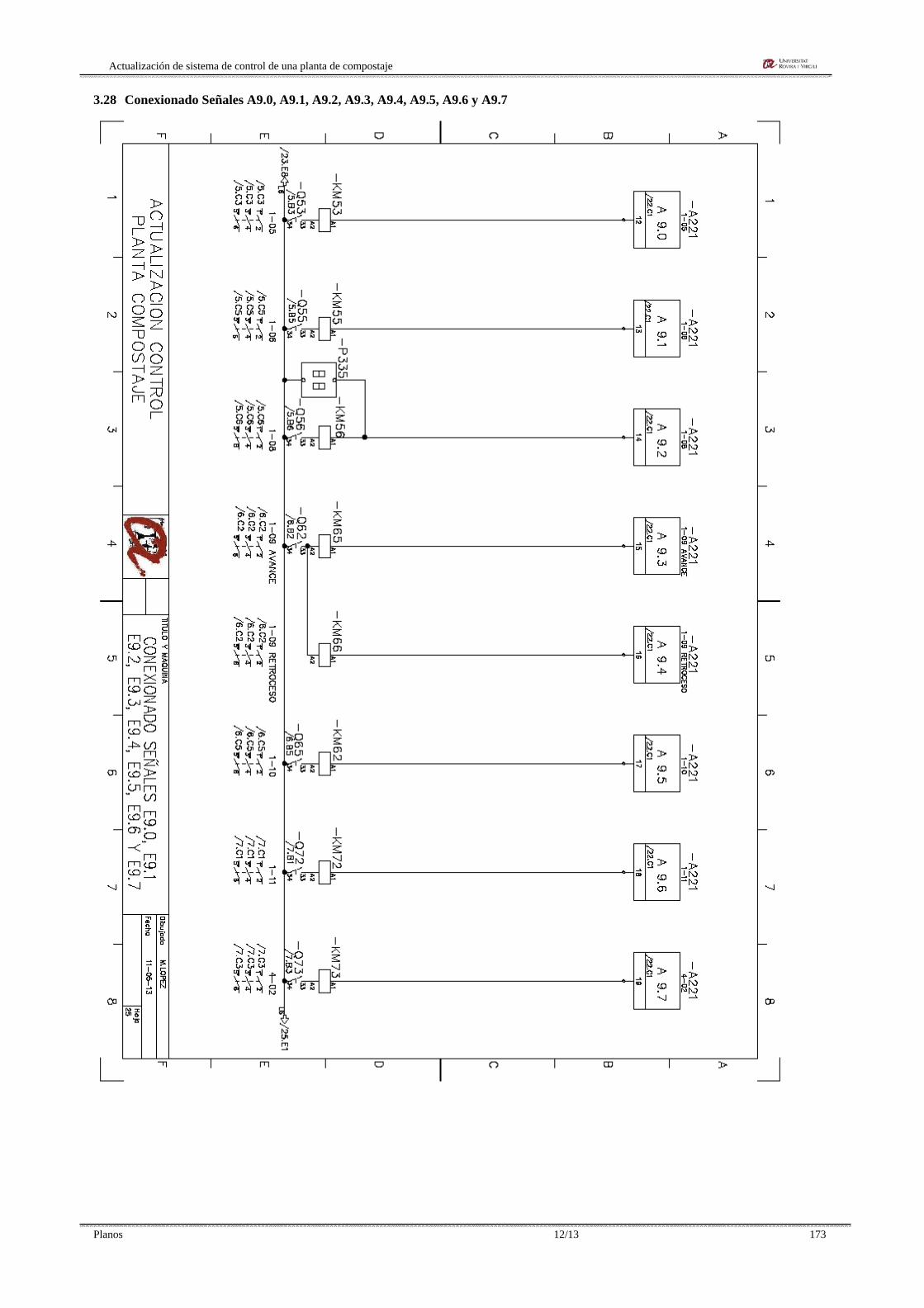
Actualización de sistema de control de una planta de compostaje
Planos 12/13 173
3.28 Conexionado Señales A9.0, A9.1, A9.2, A9.3, A9.4, A9.5, A9.6 y A9.7
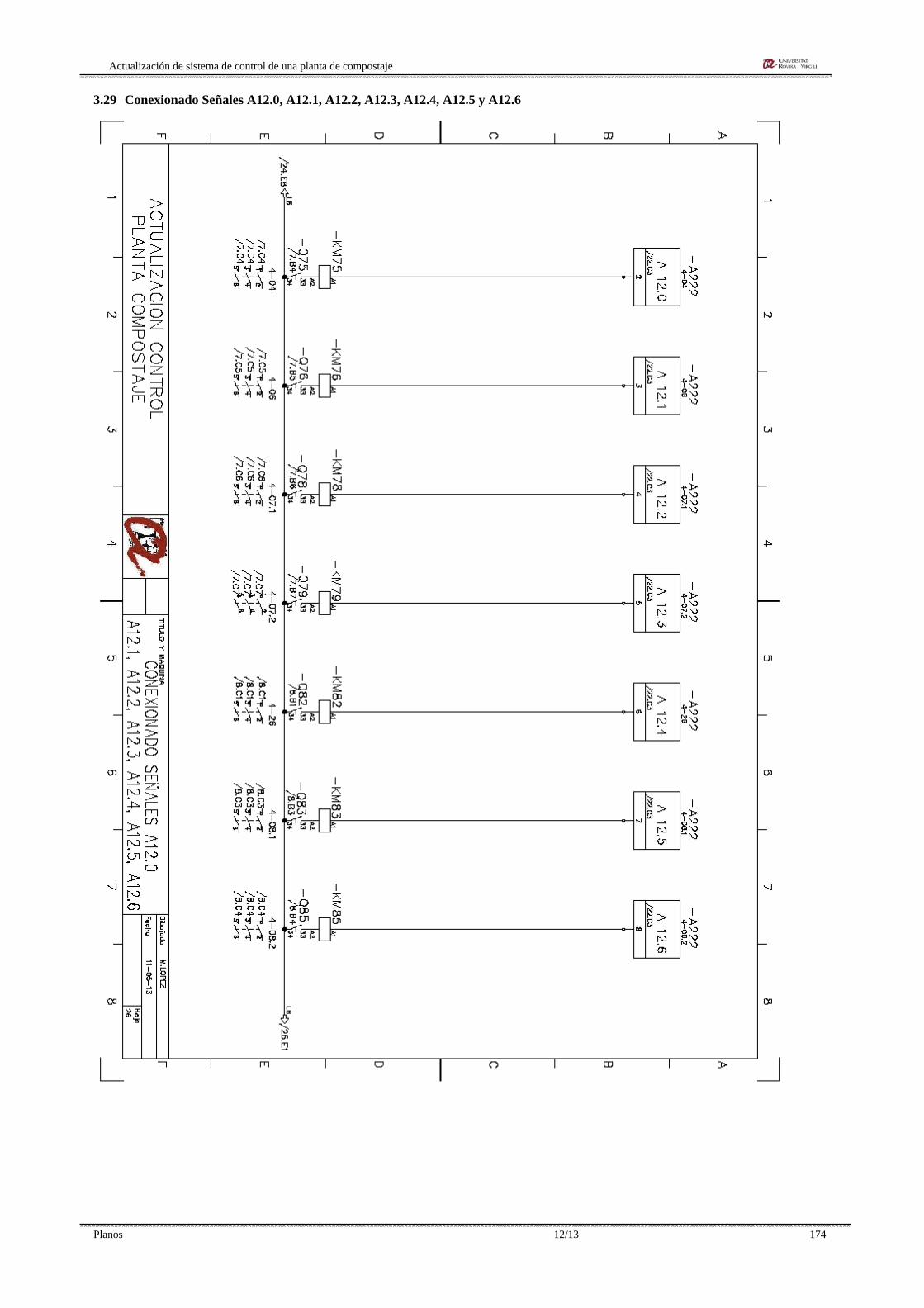
Actualización de sistema de control de una planta de compostaje
Planos 12/13 174
3.29 Conexionado Señales A12.0, A12.1, A12.2, A12.3, A12.4, A12.5 y A12.6
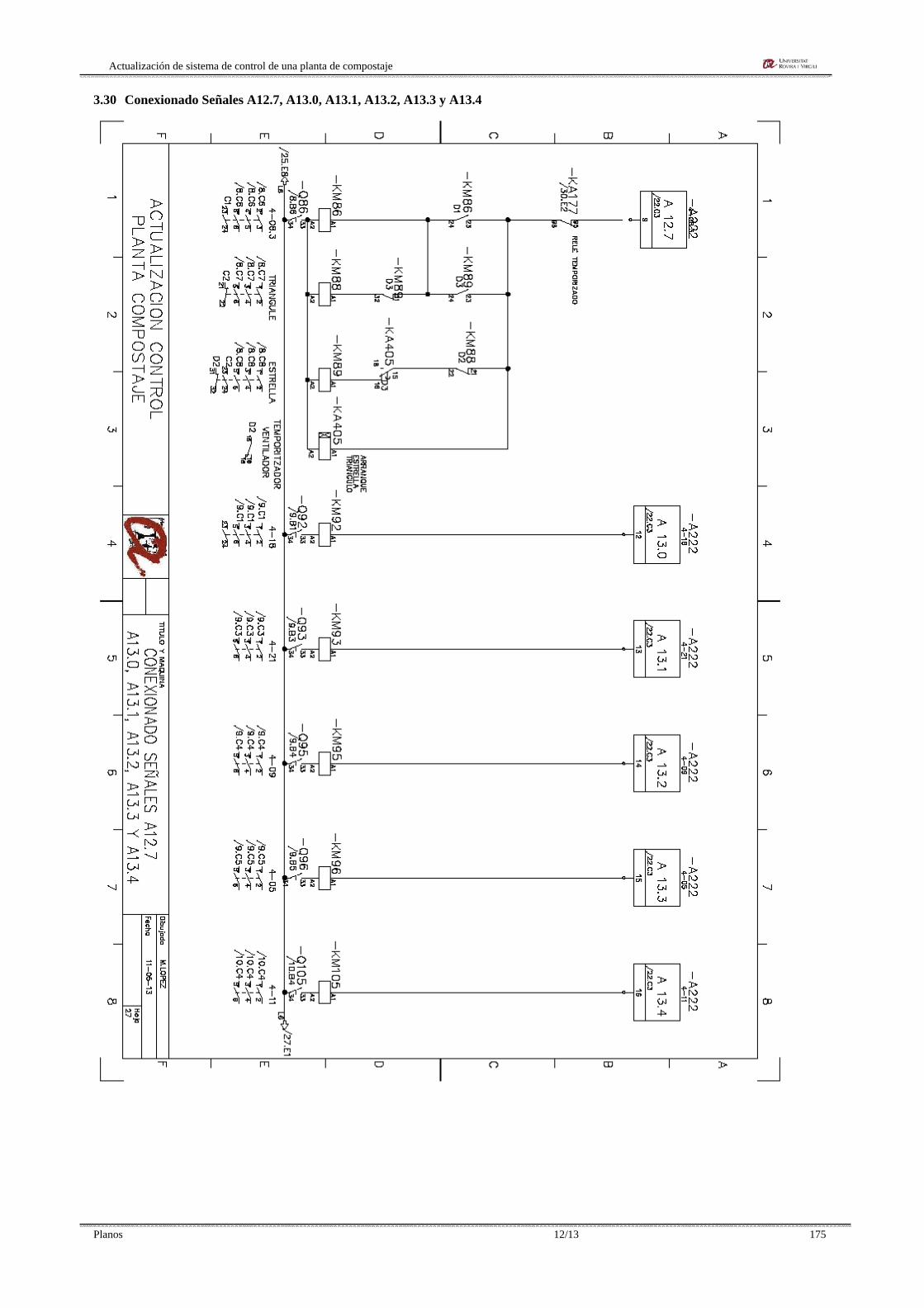
Actualización de sistema de control de una planta de compostaje
Planos 12/13 175
3.30 Conexionado Señales A12.7, A13.0, A13.1, A13.2, A13.3 y A13.4
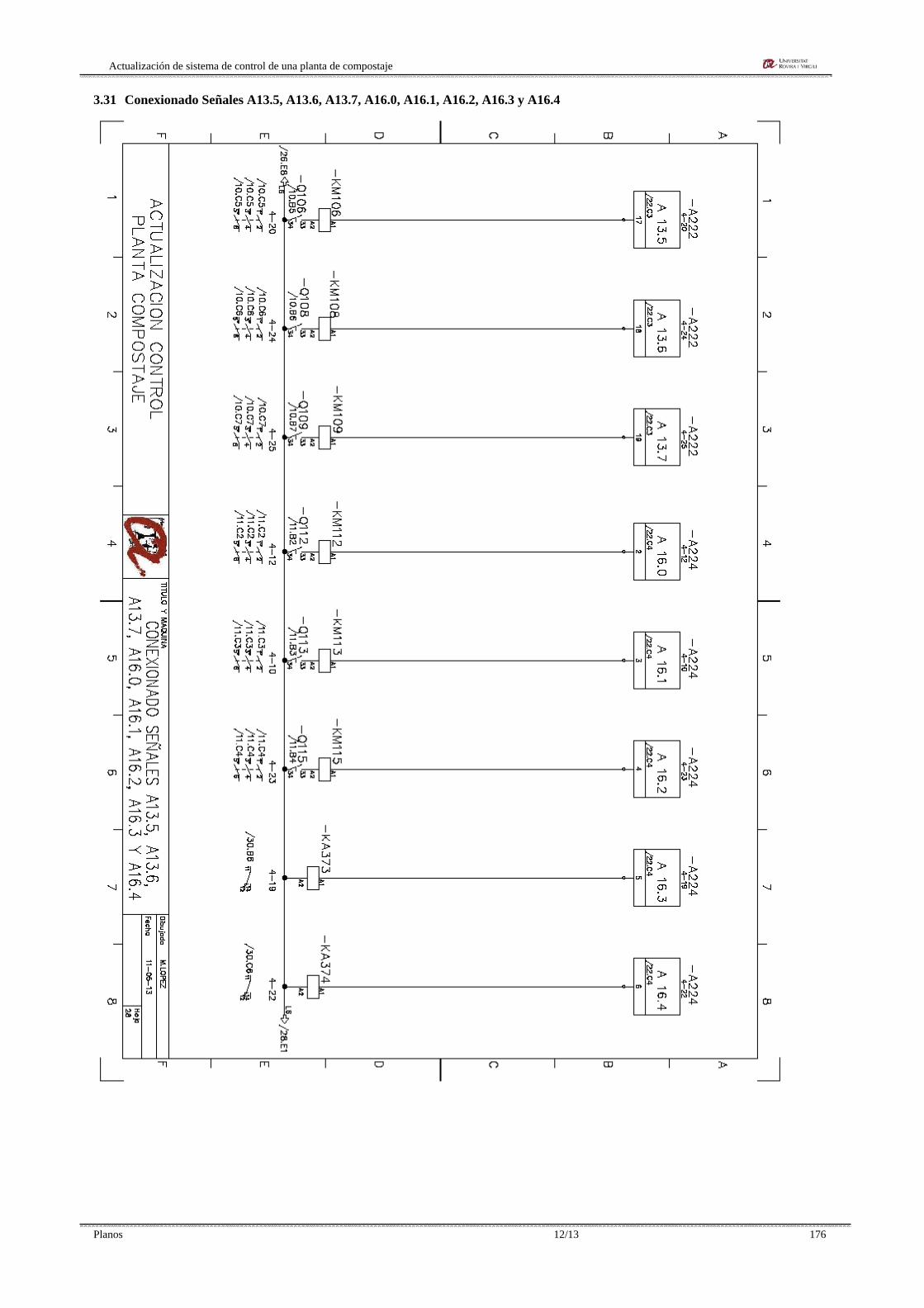
Actualización de sistema de control de una planta de compostaje
Planos 12/13 176
3.31 Conexionado Señales A13.5, A13.6, A13.7, A16.0, A16.1, A16.2, A16.3 y A16.4
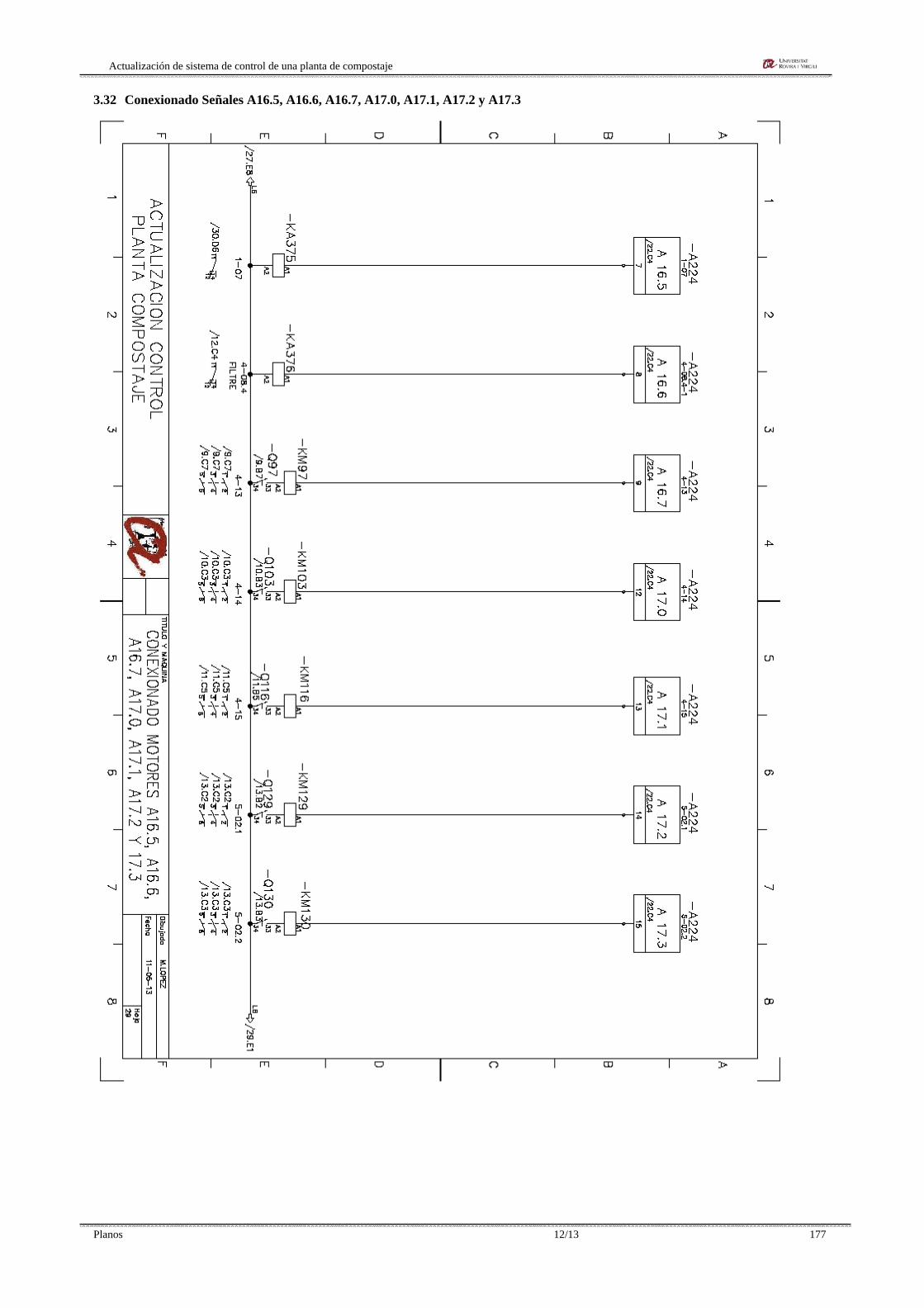
Actualización de sistema de control de una planta de compostaje
Planos 12/13 177
3.32 Conexionado Señales A16.5, A16.6, A16.7, A17.0, A17.1, A17.2 y A17.3
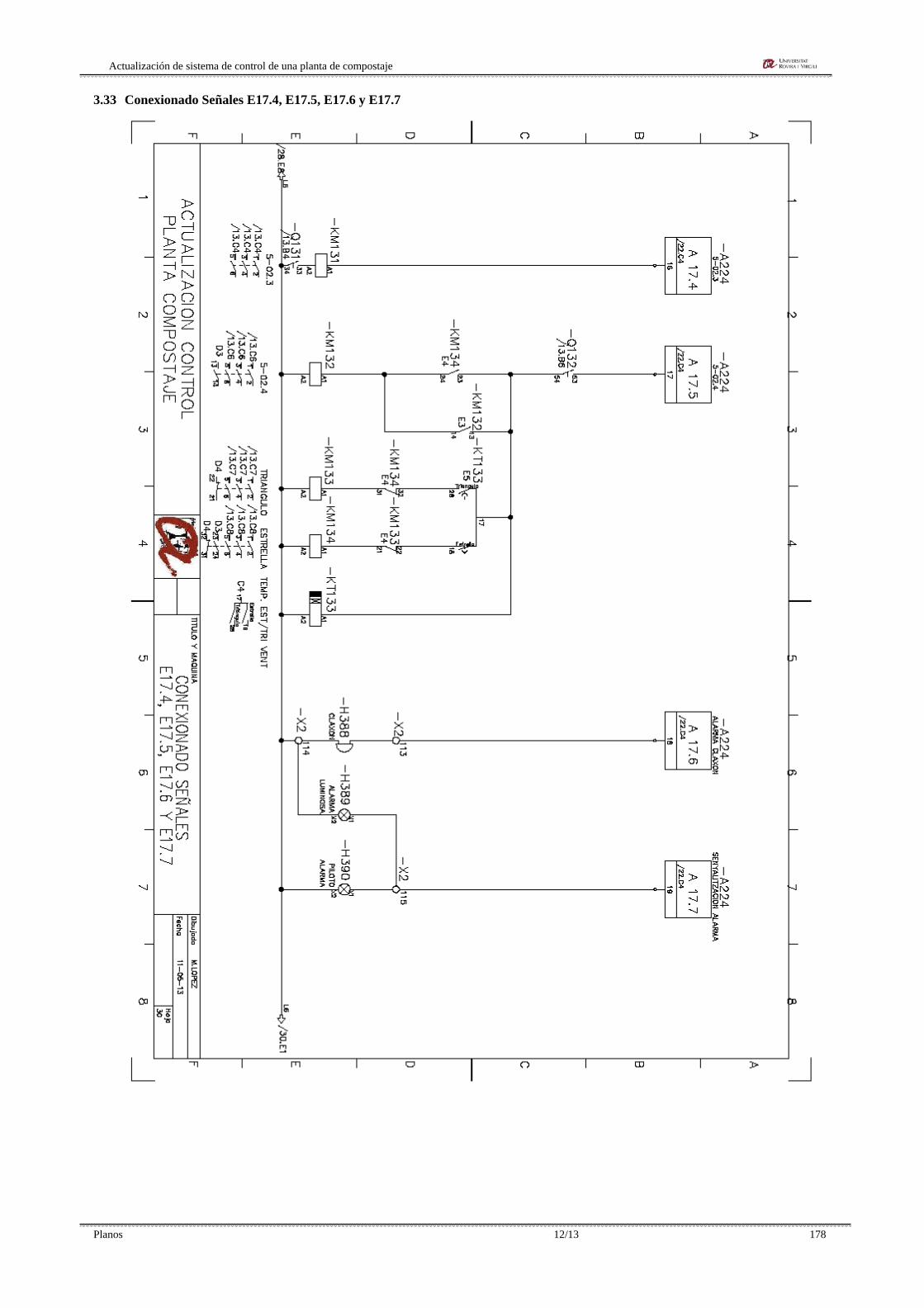
Actualización de sistema de control de una planta de compostaje
Planos 12/13 178
3.33 Conexionado Señales E17.4, E17.5, E17.6 y E17.7
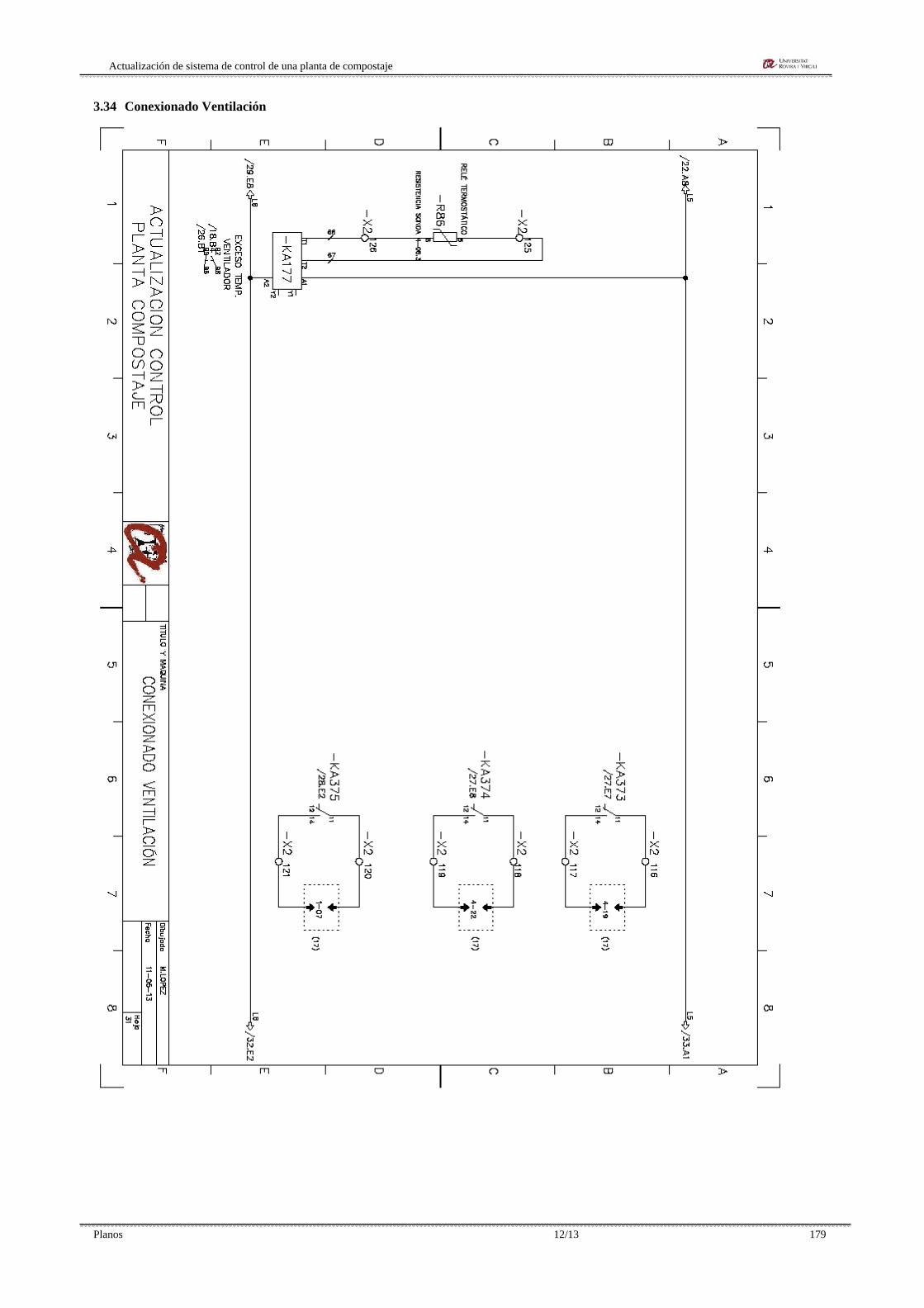
Actualización de sistema de control de una planta de compostaje
Planos 12/13 179
3.34 Conexionado Ventilación
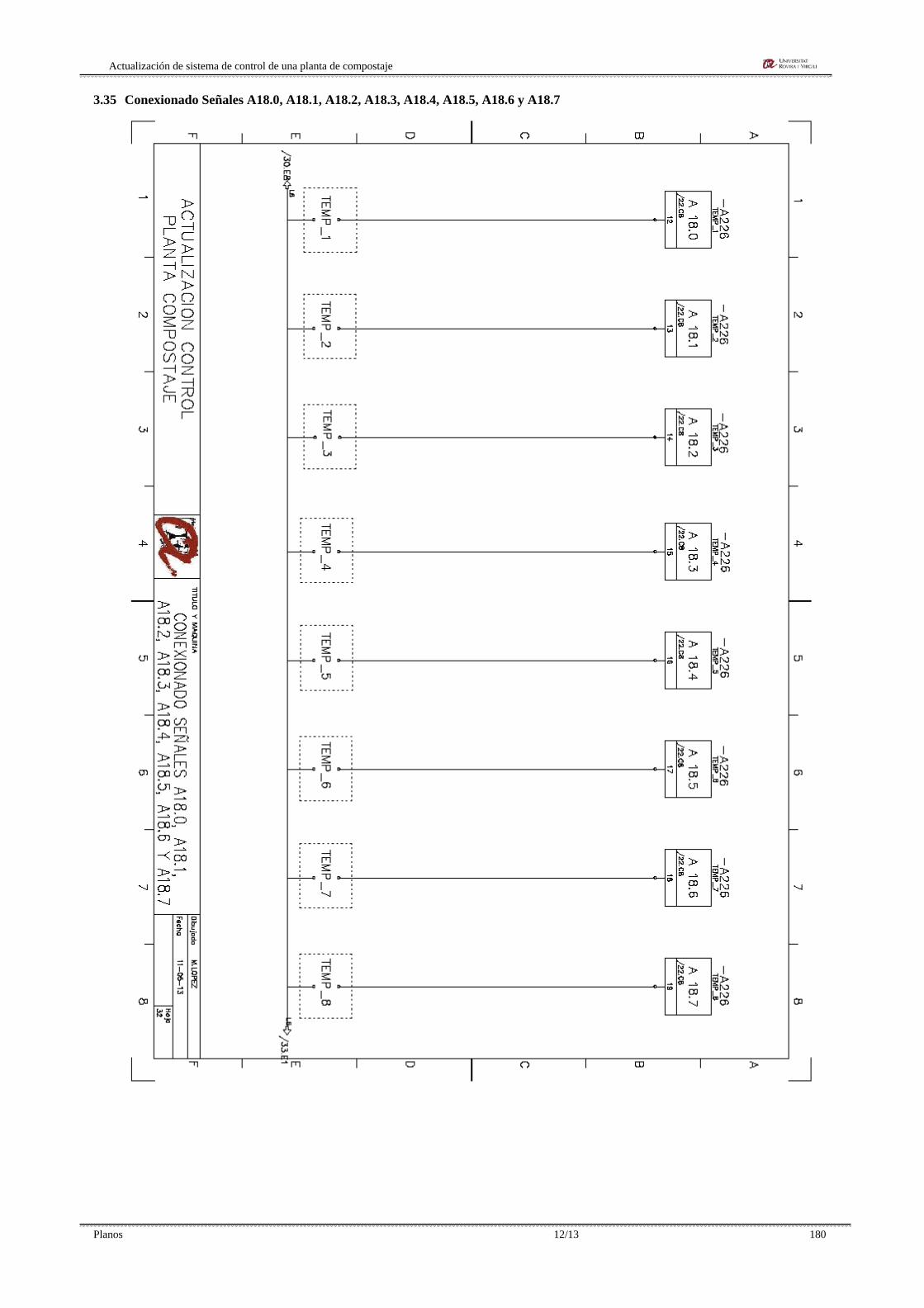
Actualización de sistema de control de una planta de compostaje
Planos 12/13 180
3.35 Conexionado Señales A18.0, A18.1, A18.2, A18.3, A18.4, A18.5, A18.6 y A18.7
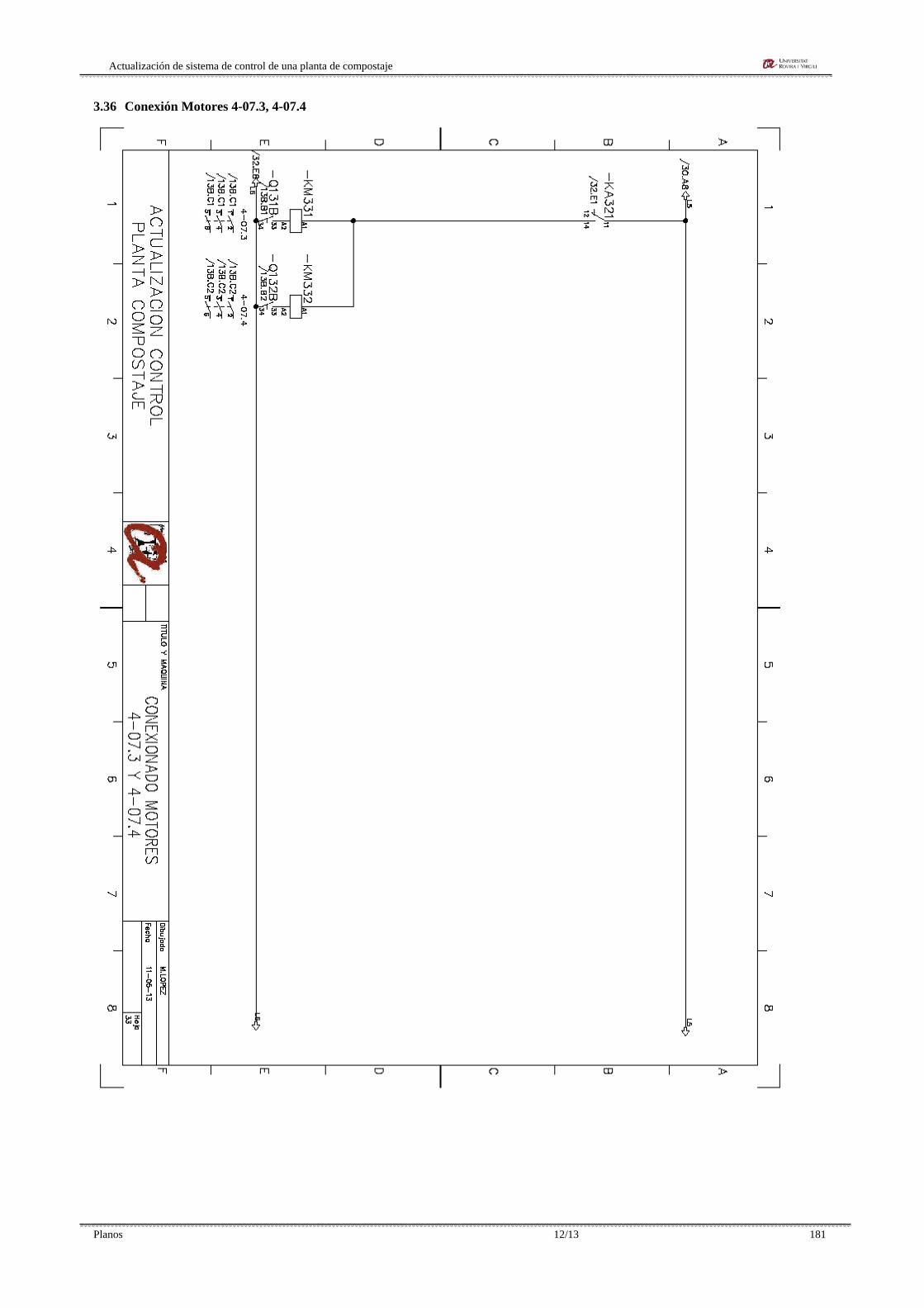
Actualización de sistema de control de una planta de compostaje
Planos 12/13 181
3.36 Conexión Motores 4-07.3, 4-07.4
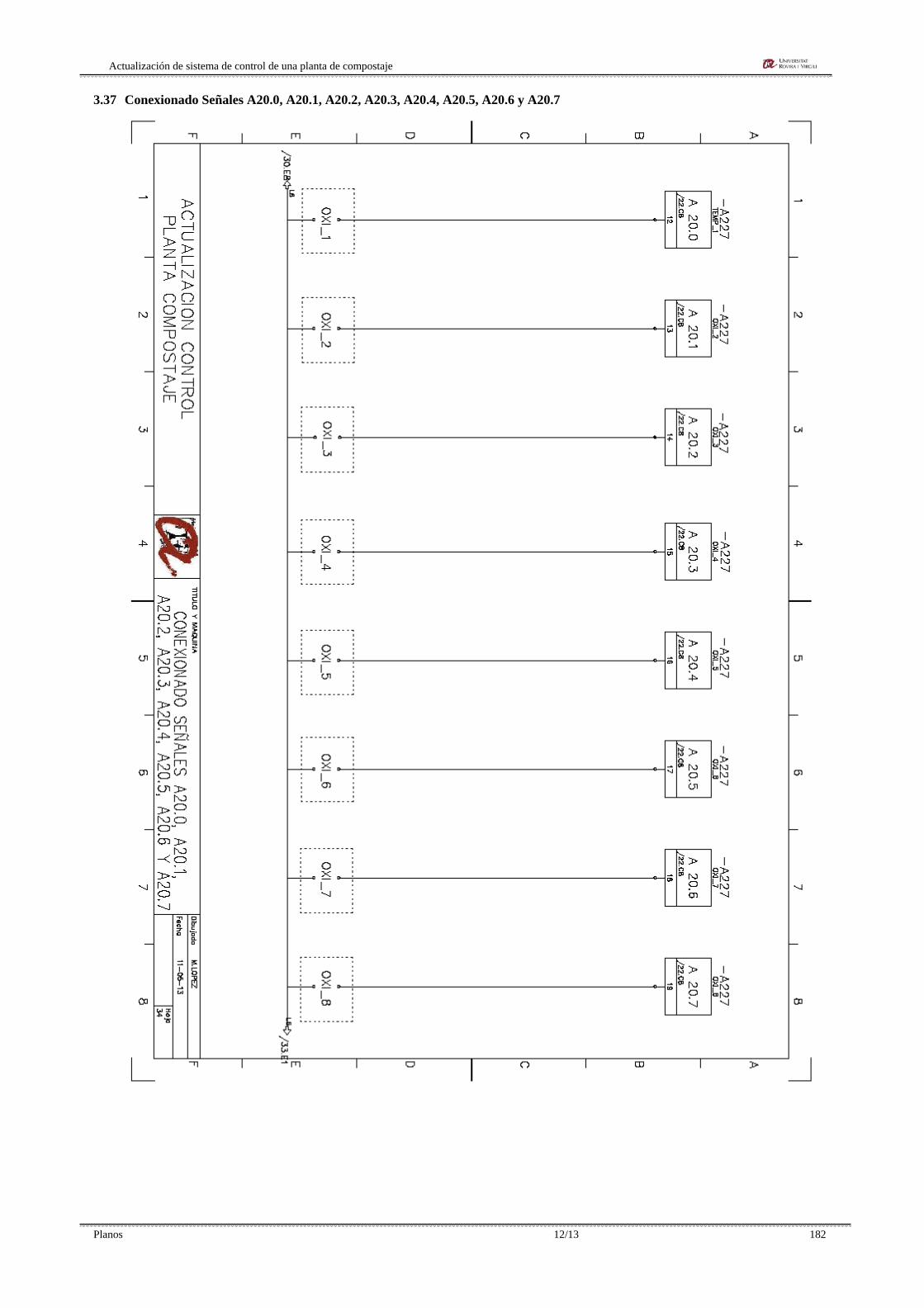
Actualización de sistema de control de una planta de compostaje
Planos 12/13 182
3.37 Conexionado Señales A20.0, A20.1, A20.2, A20.3, A20.4, A20.5, A20.6 y A20.7

Actualización de sistema de control de una planta de compostaje
4.- Pliego de Condiciones
TITULACIÓN: Enginyeria Tècnica Industrial,
especialitat en Electrònica Industrial
AUTOR: Manuel López Montero
DIRECTOR: José Ramón López López
FECHA: Septiembre / 2013
Actualización de sistema de control de una planta de compostaje
Pliego de Condiciones 12/13 184
ÍNDICE DE PLIEGO DE CONDICIONES
4 PLIEGO DE CONDICIONES .................................................................................. 185
4.1 GENERALIDADES ........................................................................................................... 185 4.1.1 Condiciones Generales ........................................................................................... 185 4.1.2 Reglamentos y Normas ............................................................................................ 185 4.1.3 Ejecución del Programa ......................................................................................... 185
4.1.3.1 Inicio ............................................................................................................................ 185 4.1.3.2 Plazo de ejecución ........................................................................................................ 185
4.1.4 Interpretación y Desarrollo del Programa ............................................................. 186 4.1.5 Trabajos Complementarios ..................................................................................... 186 4.1.6 Modificaciones ........................................................................................................ 186 4.1.7 Programa Defectuoso ............................................................................................. 186 4.1.8 Medios Auxiliares ................................................................................................... 187 4.1.9 Conservación del Programa ................................................................................... 187 4.1.10 Recepción del Programa ......................................................................................... 187
4.1.10.1 Recepción provisional .................................................................................................. 187 4.1.10.2 Licencia y derechos. ..................................................................................................... 187 4.1.10.3 Plazo de garantía .......................................................................................................... 187 4.1.10.4 Recepción definitiva ..................................................................................................... 187
4.1.11 Contratación de la Empresa Programadora ........................................................... 188 4.1.11.1 Modo de Contratación .................................................................................................. 188 4.1.11.2 Presentación ................................................................................................................. 188 4.1.11.3 Selección ...................................................................................................................... 188
4.1.12 Fianza ..................................................................................................................... 188 4.2 CONDICIONES ECONÓMICAS ......................................................................................... 188
4.2.1 Abono del Programa ............................................................................................... 188 4.2.2 Precios .................................................................................................................... 188 4.2.3 Revisión de Precios ................................................................................................. 189 4.2.4 Penalizaciones ........................................................................................................ 189 4.2.5 Contrato .................................................................................................................. 189 4.2.6 Responsabilidades ................................................................................................... 189 4.2.7 Rescisión del Contrato ............................................................................................ 190
4.2.7.1 Causas de Rescisión. .................................................................................................... 190 4.2.8 Liquidación en Caso de Rescisión del Contrato ..................................................... 190
Actualización de sistema de control de una planta de compostaje
Pliego de Condiciones 12/13 185
4 Pliego de Condiciones
4.1 Generalidades
4.1.1 Condiciones Generales El presente pliego de condiciones tiene como objetivo definir a la empresa programadora el alcance del trabajo y la ejecución cualitativa del mismo.
- El trabajo informático consiste en la creación del programa y todas las pruebas oportunas para asegurar la fiabilidad del mismo.
- El alcance del trabajo de la empresa Programadora incluye el diseño y preparación de todo el material necesario para la adquisición e instalación del programa.
4.1.2 Reglamentos y Normas Todas las unidades del programa se ejecutarán cumpliendo las prescripciones indicadas en los Reglamentos y Normas Técnicas de obligado cumplimiento para este tipo de instalaciones, tanto de ámbito nacional, autonómico como municipal, así como, todas las otras que se establezcan en Ia Memoria Descriptiva.
Se adaptarán además, a las presentes condiciones particulares que complementarán las indicadas por los Reglamentos y Normas citadas.
4.1.3 Ejecución del Programa
4.1.3.1 Inicio
La Empresa Programadora comenzará a crear el programa en el termino que figura en el contrato establecido con la Empresa Usuaria, o en su defecto a los quince días de la adjudicación definitiva o la firma del contrato.
La Empresa Programadora está obligada a notificar por escrito o personalmente de forma directa a la Empresa Usuaria la fecha de comienzo de la realización del Programa
4.1.3.2 Plazo de ejecución
El programa se ejecutará en el término que se estipule en el contrato suscrito con la Empresa Usuaria o en su defecto en el que figure en las condiciones de este pliego.
Cuando la Empresa Programadora, de acuerdo, con alguno de los extremos contenidos en el presente Pliego de Condiciones, o bien en el contrato establecido con la Empresa Usuaria, solicite una inspección para poder realizar algún trabajo ulterior que esté condicionado por la misma, vendrá obligada a tener preparada para dicha inspección, una cantidad de obra que corresponda a un ritmo normal de trabajo.
Cuando el ritmo de trabajo establecido por el Contratista, no sea normal, o bien a petición de una de las partes, se podrá convenir una programación de inspecciones obligatorias de acuerdo con el plan de obra.
Actualización de sistema de control de una planta de compostaje
Pliego de Condiciones 12/13 186
4.1.4 Interpretación y Desarrollo del Programa La interpretación técnica del Programa, corresponde al Técnico Director. La empresa Programadora está obligada a someter a éste a cualquier duda, aclaración o contradicción que surja durante la ejecución del programa por causa de una mala interpretación, o circunstancias ajenas, siempre con la suficiente antelación en función de la importancia del asunto.
La empresa Programadora se hace responsable de cualquier error de la ejecución motivada por la omisión de esta obligación y consecuentemente deberá rehacer a su costa los trabajos que correspondan a la correcta interpretación del Proyecto.
La Empresa programadora está obligada a realizar todo cuanto sea necesario para la buena ejecución del Programa, aún cuando no se halle explícitamente expresado en el Pliego de Condiciones o en los documentos del Proyecto.
La empresa Programadora notificará por escrito o personalmente de forma directa al técnico Director y con suficiente antelación las fechas en que quedarán preparadas para inspección, cada una de las partes del Programa para las cuales se ha indicado la necesidad o conveniencia de las mismas.
4.1.5 Trabajos Complementarios La Empresa Programadora tiene la obligación de realizar todos los trabajos complementarios que sean indispensables para ejecutar cualquier parte del Programa especificadas en cualquiera de los documentos del Proyecto, aunque en el, no figuren explícitamente mencionadas dichos trabajos complementarios. Todo ello sin variación del importe contratado.
4.1.6 Modificaciones La Empresa Programadora está obligada a realizar los trabajos que se le encarguen resultantes de modificaciones del Programa, tanto en aumento como disminución o simplemente variaciones, siempre y cuando el importe de las mismas no altere en más o menos de un 25% del valor contratado.
La valoración de las mismas se hará de acuerdo, con los valores establecidos en el presupuesto entregado por la Empresa Programadora y que ha sido tomado como base del contrato. El Técnico Director del Programa está facultado para introducir las modificaciones de acuerdo con su criterio, en cualquier parte del Programa, durante la creación, siempre que cumplan las condiciones técnicas referidas en el Proyecto y de modo que ello no varíe el importe total del Programa.
4.1.7 Programa Defectuoso Cuando la Empresa Programadora halle cualquier parte del Programa defectuoso, que no se ajuste a lo especificado en el Proyecto o en este Pliego de Condiciones, el Técnico Director podrá aceptarlo o rechazarlo; en el primer caso, éste fijará el precio que crea justo con arreglo a las diferencias que hubiera, estando obligada la Empresa Programadora a aceptar dicha valoración, en el otro caso, se reconstruirá a expensas de la Empresa Programadora la parte mal ejecutada sin que ello sea motivo de reclamación económica o de ampliación del plazo de ejecución.
Actualización de sistema de control de una planta de compostaje
Pliego de Condiciones 12/13 187
4.1.8 Medios Auxiliares Serán de la Empresa Programadora todos los medios y máquinas auxiliares que sean necesarios para la ejecución del Programa.
4.1.9 Conservación del Programa Es obligación de la Empresa Programadora la conservación en perfecto estado del programa hasta la fecha de recepción definitiva por Ia Empresa Usuaria, y corren a su cargo los gastos derivados de ello.
4.1.10 Recepción del Programa
4.1.10.1 Recepción provisional
Una vez terminado el Programa, tendrá lugar la recepción provisional y para ello se practicará en ellas un detenido reconocimiento por el Técnico Director y la Empresa Usuaria en presencia de la Empresa Programadora, levantando acta y empezando a correr desde ese día el plazo de garantía si se halla en estado de ser admitido.
De no ser admitido se hará constar en el acta y se darán instrucciones a la Empresa Programadora para subsanar los defectos observados, fijándose un plazo para ello, expirado el cual se procederá a un nuevo reconocimiento a fin de proceder a la recepción provisional.
4.1.10.2 Licencia y derechos.
Una vez efectuada la recepción provisional se le entregará a la Empresa Usuaria una licencia de derecho de uso del programa, una copia del Programa y un Manual de Instalación y Uso. Esta licencia da derecho a instalar el programa en un ordenador. Por cada licencia de derecho de uso que se disponga, solo puede haber una copia en uso, es decir instalada en un ordenador. No se podrá copiar, instalar en otro ordenador, ejecutar en público o alquilar la copia entregada del programa sin la previa autorización de la Empresa Programadora. Si se quiere instalar el Programa en otro ordenador se tendrá que desinstalar previamente del primero.
Este documento y la información en el contenida, así como el resto de los documentos son parte integrante de la documentación que acompaña a la Licencia de Uso de este programa informático y de la que son inseparables.
4.1.10.3 Plazo de garantía
El plazo de garantía será como mínimo de un año, contado desde la fecha de la recepción provisional, o bien el que se establezca en el contrato también contado desde la misma fecha. Durante este periodo queda a cargo de la Empresa Programadora la conservación del Programa y el arreglo de los errores observados.
4.1.10.4 Recepción definitiva
Se realizará después de transcurrido el plazo de garantía de igual forma que la provisional. A partir de esta fecha cesará la obligación de la Empresa Programadora de conservar y reparar a su cargo Ios defectos observados.
Actualización de sistema de control de una planta de compostaje
Pliego de Condiciones 12/13 188
4.1.11 Contratación de la Empresa Programadora
4.1.11.1 Modo de Contratación
El conjunto del Programa lo realizará la empresa escogida por concursosubasta.
4.1.11.2 Presentación
Las empresas seleccionadas para dicho concurso deberán presentar sus proyectos en sobre lacrado, antes del 01 Octubre de 2013, en el domicilio de la Empresa Usuaria.
4.1.11.3 Selección
La empresa escogida será anunciada Ia semana siguiente a la conclusión del plazo de entrega. Dicha empresa será escogida de mutuo acuerdo entre la Empresa Usuaria y el Director Técnico, sin posible reclamación por parte de las otras empresas concursantes.
4.1.12 Fianza En el contrato se establecerá la fianza que la Empresa Programadora deberá depositar en garantía del cumplimiento del mismo, o se convendrá una retención sobre los pagos realizados a cuenta de Programa realizado.
De no estipularse la fianza en el contrato se entiende que se adopta como garantía una retención del 5% sobre los pagos a cuenta citados.
En el caso de que la Empresa Programadora se negase a hacer por su cuenta los trabajos para ultimar el Programa en las condiciones contratadas, o a atender la garantía la Empresa Usuaria podrá ordenar ejecutarlas a un tercero, abonando su importe con cargo a la retención o fianza, sin perjuicio de las acciones legales a que tenga derecho la Empresa Usuaria si el importe de la fianza no bastase.
La fianza retenida se abonará a la Empresa Programadora en un plazo no superior a treinta días una vez firmada el acta de recepción definitiva del Programa.
4.2 Condiciones Económicas
4.2.1 Abono del Programa En el contrato se deberá fijar detalladamente la forma y plazos que se abonarán las partes realizadas del Programa. Las liquidaciones parciales que puedan establecerse tendrán carácter de documentos provisionales a buena cuenta, sujetos a las certificaciones que resulten de la liquidación final. No suponiendo, dichas liquidaciones, aprobación ni recepción del trabajo que comprenden.
Terminado el Programa se procederá a la liquidación final que se efectuará de acuerdo con los criterios establecidos en el contrato.
4.2.2 Precios La Empresa Programadora presentará, al formalizarse el contrato, relación de los precios de las unidades del Programa que integran el proyecto, los cuales de ser aceptados tendrán valor contractual y se aplicarán a las posibles variaciones que puedan haber.
Actualización de sistema de control de una planta de compostaje
Pliego de Condiciones 12/13 189
Estos precios unitarios, se entiende que comprenden la ejecución total de la unidad del Programa, incluyendo todos tos trabajos, los complementarios y los materiales así como la parte proporcional de imposición fiscal, las cargas laborales y otros gastos repercutibles.
En caso de tener que realizarse unidades de Programa no previstas en el proyecto, se fijará su precio entre el Técnico Director y la Empresa Programadora antes de iniciar el Programa y se presentará a la Empresa Usuaria para su aceptación o no.
4.2.3 Revisión de Precios En el contrato se establecerá si la Empresa Programadora tiene derecho a revisión de precios y la fórmula a aplicar para calcularla. En defecto de esta última, se aplicará a juicio del Técnico Director alguno de los criterios oficiales aceptados.
4.2.4 Penalizaciones Por retraso en los plazos de entrega del Programa, se podrán establecer tablas de penalización cuyas cuantías y demoras se fijarán en el contrato.
4.2.5 Contrato El contrato se formalizará mediante documento privado, que podrá elevarse a escritura pública a petición de cualquiera de las partes. Comprenderá la adquisición de todos los materiales, transporte, mano de obra, medios auxiliares para la ejecución del Programa proyectado en el plazo estipulado, así como la reconstrucción de las unidades defectuosas, la realización de las partes complementarias y las derivadas de las modificaciones que se introduzcan durante la ejecución, estas últimas en los términos previstos.
La totalidad de los documentos que componen el Proyecto Técnico del Programa serán incorporados al contrato y tanto el contratista como la Empresa Usuaria deberán firmarlos en testimonio de que los conocen y aceptan.
4.2.6 Responsabilidades La Empresa Programadora es la responsable de la ejecución del Programa en las condiciones establecidas en el proyecto y en el contrato. Como consecuencia de ello vendrá obligado a la eliminación de lo mal ejecutado y a su reconstrucción correctamente sin que sirva de excusa el que el Técnico Director haya examinado y reconocido el Programa.
La Empresa Programadora es la única responsable de todas las contravenciones que ella o su personal cometan durante la ejecución del Programa u operaciones relacionadas con el mismo. También es responsable de los daños que por errores, inexperiencia o empleo de métodos inadecuados se produzcan en la Empresa Usuaria.
La Empresa Programadora es la única responsable del incumplimiento de las disposiciones vigentes en la materia laboral respecto de su personal.
Actualización de sistema de control de una planta de compostaje
Pliego de Condiciones 12/13 190
4.2.7 Rescisión del Contrato
4.2.7.1 Causas de Rescisión.
Se consideraran causas suficientes para la rescisión del contrato las siguientes:
- Muerte o incapacidad de la Empresa Programadora. - Quiebra de la Empresa Programadora. - Modificación del proyecto cuando produzca alteración en más o menos 25% del
valor contratado. - Modificación de las unidades de Programa en número superior al 40% del
original. - La no iniciación de la programación en el plazo estipulado cuando sea por
causas ajenas a la Empresa Programadora. - La suspensión de la programación ya iniciada siempre que el plazo de
suspensión sea mayor de seis meses. - Incumplimiento de las condiciones del Contrato cuando implique mala fe. - Terminación del plazo de ejecución del Programa sin haberse llegado a
completar éste. - Actuación de mala fe en la ejecución de los trabajos. - Destajar o subcontratar la totalidad o parte del Programa a terceros sin la
autorización del Técnico Director y la Empresa Usuaria.
4.2.8 Liquidación en Caso de Rescisión del Contrato Siempre que se rescinda el Contrato por causas anteriores o bien por acuerdo de ambas partes, se abonará a la Empresa Programadora las unidades de Programa ya terminadas.
Cuando se rescinda el contrato llevará implícito la retención de la fianza para obtener los posibles gastos de conservación del periodo de garantía y los derivados del mantenimiento hasta la fecha de nueva adjudicación.

Actualización de sistema de control de una planta de compostaje
5.- Estado de Mediciones
TITULACIÓN: Enginyeria Tècnica Industrial,
especialitat en Electrònica Industrial
AUTOR: Manuel López Montero
DIRECTOR: José Ramón López López
FECHA: Septiembre / 2013
Actualización de sistema de control de una planta de compostaje
Estado de Mediciones 12/13 192
ÍNDICE DE ESTADO DE MEDICIONES
5 ESTADO DE MEDICIONES .................................................................................... 193
5.1 LISTADO DE PARTIDAS DE OBRA ................................................................................... 193 5.1.1 Material ................................................................................................................... 193 5.1.2 Mano de obra .......................................................................................................... 194
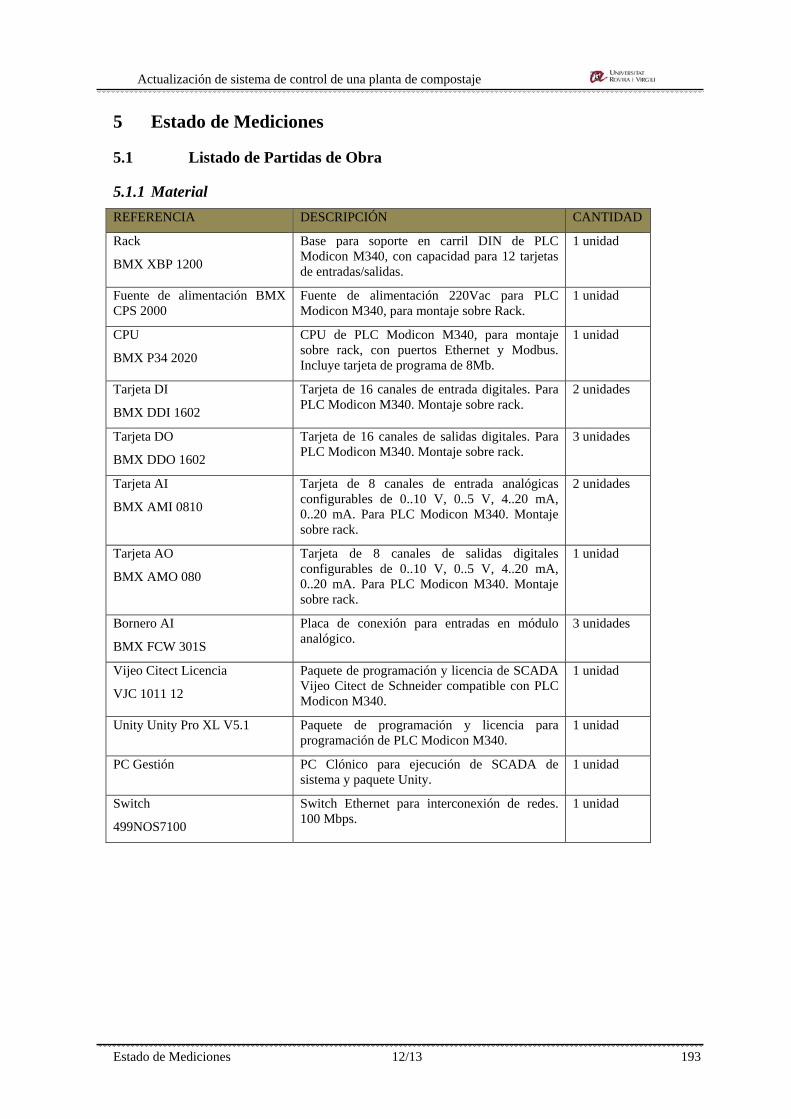
Actualización de sistema de control de una planta de compostaje
Estado de Mediciones 12/13 193
5 Estado de Mediciones
5.1 Listado de Partidas de Obra
5.1.1 Material REFERENCIA DESCRIPCIÓN CANTIDAD
Rack
BMX XBP 1200
Base para soporte en carril DIN de PLC Modicon M340, con capacidad para 12 tarjetas de entradas/salidas.
1 unidad
Fuente de alimentación BMX CPS 2000
Fuente de alimentación 220Vac para PLC Modicon M340, para montaje sobre Rack.
1 unidad
CPU
BMX P34 2020
CPU de PLC Modicon M340, para montaje sobre rack, con puertos Ethernet y Modbus. Incluye tarjeta de programa de 8Mb.
1 unidad
Tarjeta DI
BMX DDI 1602
Tarjeta de 16 canales de entrada digitales. Para PLC Modicon M340. Montaje sobre rack.
2 unidades
Tarjeta DO
BMX DDO 1602
Tarjeta de 16 canales de salidas digitales. Para PLC Modicon M340. Montaje sobre rack.
3 unidades
Tarjeta AI
BMX AMI 0810
Tarjeta de 8 canales de entrada analógicas configurables de 0..10 V, 0..5 V, 4..20 mA, 0..20 mA. Para PLC Modicon M340. Montaje sobre rack.
2 unidades
Tarjeta AO
BMX AMO 080
Tarjeta de 8 canales de salidas digitales configurables de 0..10 V, 0..5 V, 4..20 mA, 0..20 mA. Para PLC Modicon M340. Montaje sobre rack.
1 unidad
Bornero AI
BMX FCW 301S
Placa de conexión para entradas en módulo analógico.
3 unidades
Vijeo Citect Licencia
VJC 1011 12
Paquete de programación y licencia de SCADA Vijeo Citect de Schneider compatible con PLC Modicon M340.
1 unidad
Unity Unity Pro XL V5.1 Paquete de programación y licencia para programación de PLC Modicon M340.
1 unidad
PC Gestión PC Clónico para ejecución de SCADA de sistema y paquete Unity.
1 unidad
Switch
499NOS7100
Switch Ethernet para interconexión de redes. 100 Mbps.
1 unidad
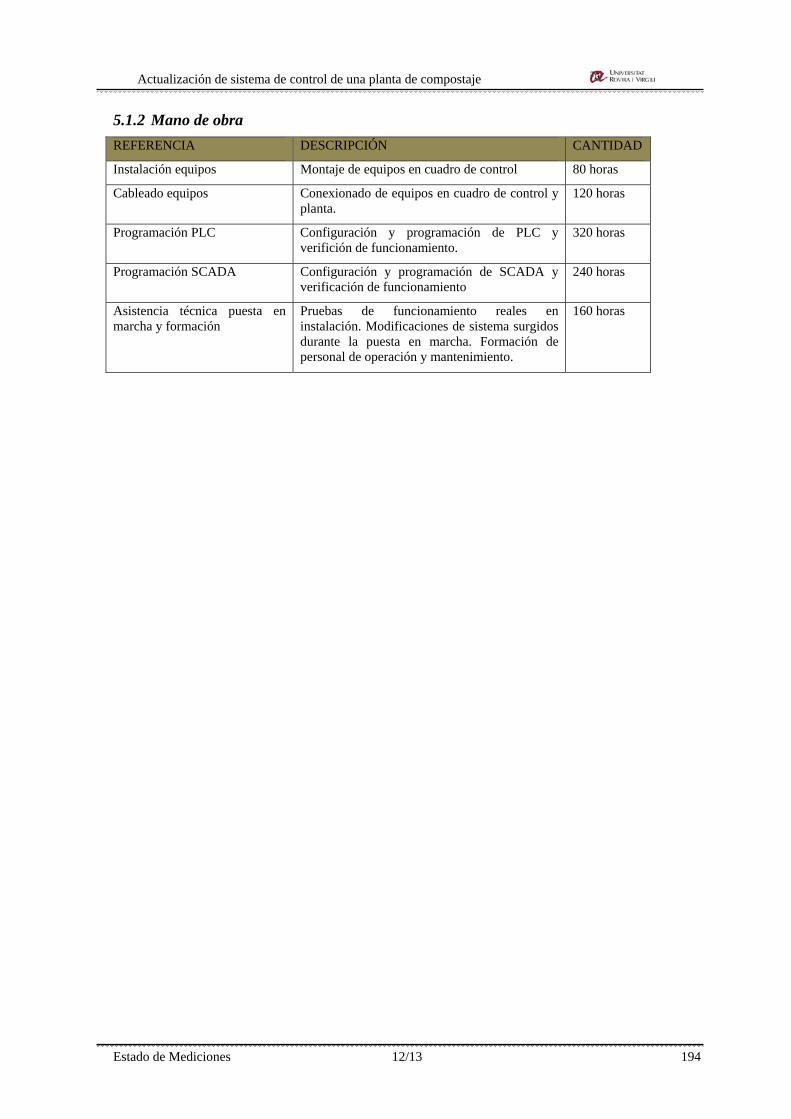
Actualización de sistema de control de una planta de compostaje
Estado de Mediciones 12/13 194
5.1.2 Mano de obra REFERENCIA DESCRIPCIÓN CANTIDAD
Instalación equipos Montaje de equipos en cuadro de control 80 horas
Cableado equipos Conexionado de equipos en cuadro de control y planta.
120 horas
Programación PLC Configuración y programación de PLC y verifición de funcionamiento.
320 horas
Programación SCADA Configuración y programación de SCADA y verificación de funcionamiento
240 horas
Asistencia técnica puesta en marcha y formación
Pruebas de funcionamiento reales en instalación. Modificaciones de sistema surgidos durante la puesta en marcha. Formación de personal de operación y mantenimiento.
160 horas

Actualización de sistema de control de una planta de compostaje
6.- Presupuesto
TITULACIÓN: Enginyeria Tècnica Industrial,
especialitat en Electrònica Industrial
AUTOR: Manuel López Montero
DIRECTOR: José Ramón López López
FECHA: Septiembre / 2013
Actualización de sistema de control de una planta de compostaje
Presupuesto 12/13 196
ÍNDICE DE PRESUPUESTO
6 PRESUPUESTO ......................................................................................................... 197
6.1 CUADRO DE PRECIOS UNITARIOS ................................................................................... 197 6.1.1 Material ................................................................................................................... 197 6.1.2 Mano de obra .......................................................................................................... 198
6.2 CUADRO DE PRECIOS TOTALES ..................................................................................... 199 6.2.1 Material ................................................................................................................... 199 6.2.2 Mano de obra .......................................................................................................... 200
6.3 RESUMEN ...................................................................................................................... 201 6.4 VALORACIÓN ECONÓMICA GLOBAL ............................................................................. 201
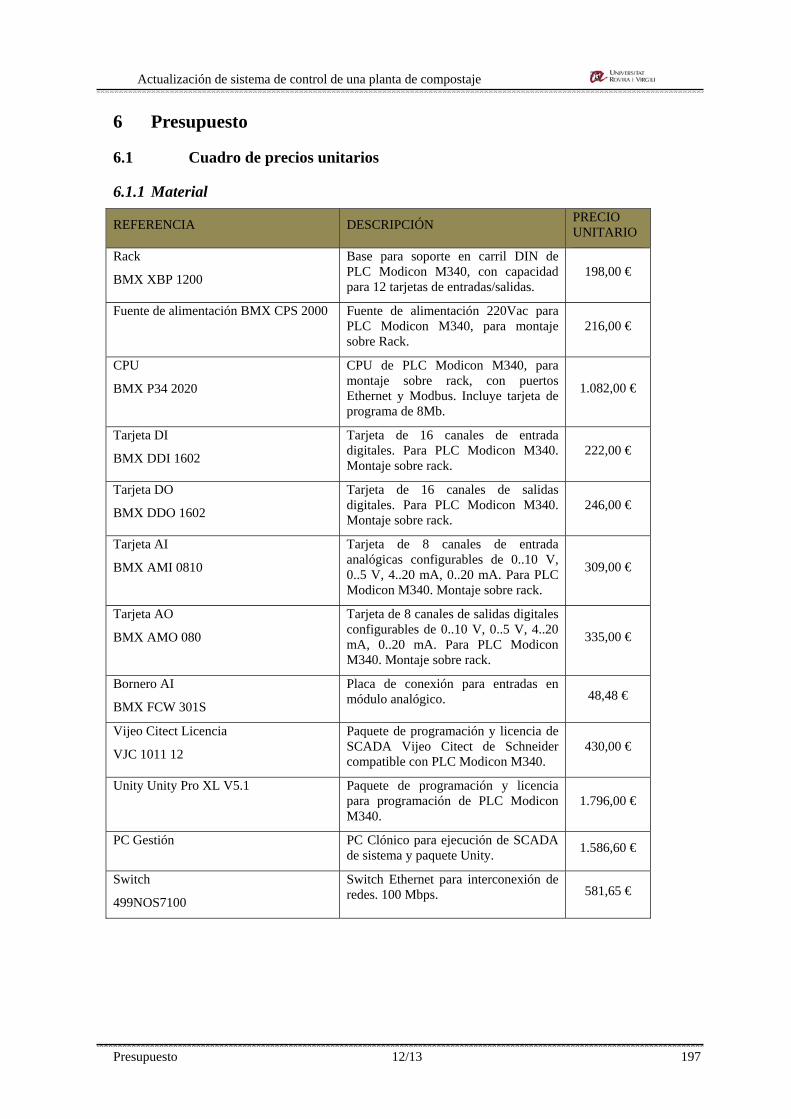
Actualización de sistema de control de una planta de compostaje
Presupuesto 12/13 197
6 Presupuesto
6.1 Cuadro de precios unitarios
6.1.1 Material
REFERENCIA DESCRIPCIÓN PRECIO UNITARIO
Rack
BMX XBP 1200
Base para soporte en carril DIN de PLC Modicon M340, con capacidad para 12 tarjetas de entradas/salidas.
198,00 €
Fuente de alimentación BMX CPS 2000 Fuente de alimentación 220Vac para PLC Modicon M340, para montaje sobre Rack.
216,00 €
CPU
BMX P34 2020
CPU de PLC Modicon M340, para montaje sobre rack, con puertos Ethernet y Modbus. Incluye tarjeta de programa de 8Mb.
1.082,00 €
Tarjeta DI
BMX DDI 1602
Tarjeta de 16 canales de entrada digitales. Para PLC Modicon M340. Montaje sobre rack.
222,00 €
Tarjeta DO
BMX DDO 1602
Tarjeta de 16 canales de salidas digitales. Para PLC Modicon M340. Montaje sobre rack.
246,00 €
Tarjeta AI
BMX AMI 0810
Tarjeta de 8 canales de entrada analógicas configurables de 0..10 V, 0..5 V, 4..20 mA, 0..20 mA. Para PLC Modicon M340. Montaje sobre rack.
309,00 €
Tarjeta AO
BMX AMO 080
Tarjeta de 8 canales de salidas digitales configurables de 0..10 V, 0..5 V, 4..20 mA, 0..20 mA. Para PLC Modicon M340. Montaje sobre rack.
335,00 €
Bornero AI
BMX FCW 301S
Placa de conexión para entradas en módulo analógico. 48,48 €
Vijeo Citect Licencia
VJC 1011 12
Paquete de programación y licencia de SCADA Vijeo Citect de Schneider compatible con PLC Modicon M340.
430,00 €
Unity Unity Pro XL V5.1 Paquete de programación y licencia para programación de PLC Modicon M340.
1.796,00 €
PC Gestión PC Clónico para ejecución de SCADA de sistema y paquete Unity. 1.586,60 €
Switch
499NOS7100
Switch Ethernet para interconexión de redes. 100 Mbps. 581,65 €
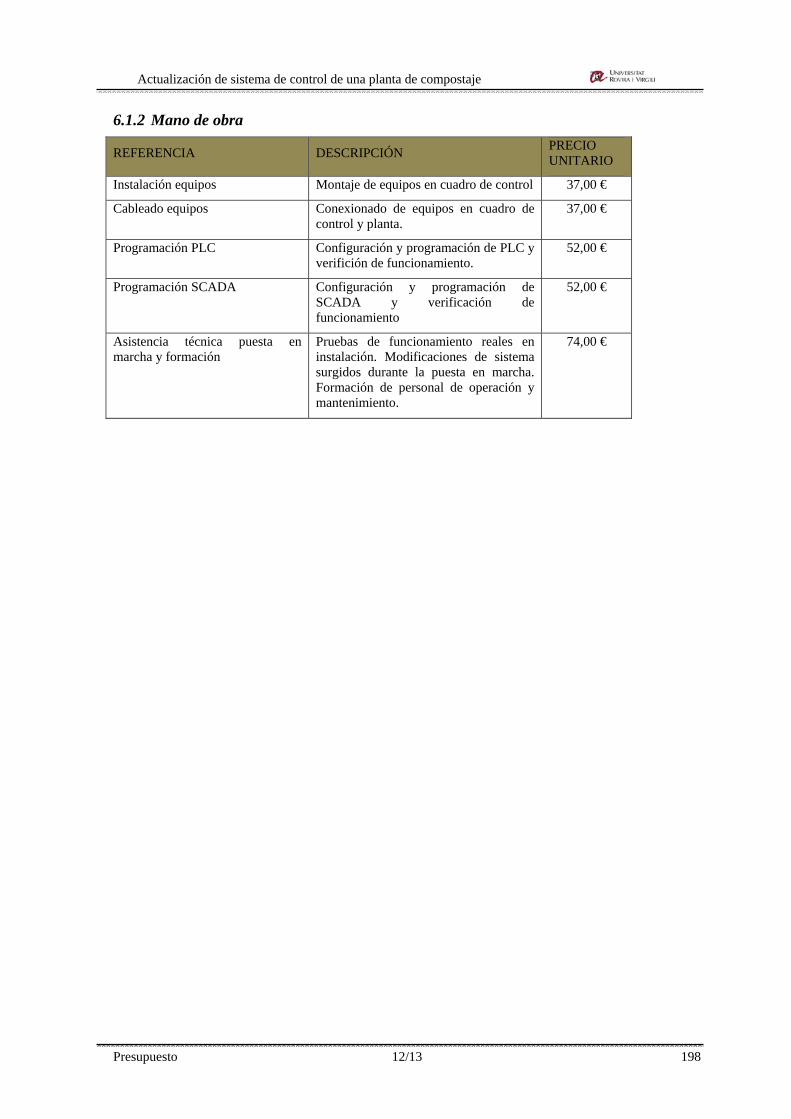
Actualización de sistema de control de una planta de compostaje
Presupuesto 12/13 198
6.1.2 Mano de obra
REFERENCIA DESCRIPCIÓN PRECIO UNITARIO
Instalación equipos Montaje de equipos en cuadro de control 37,00 €
Cableado equipos Conexionado de equipos en cuadro de control y planta.
37,00 €
Programación PLC Configuración y programación de PLC y verifición de funcionamiento.
52,00 €
Programación SCADA Configuración y programación de SCADA y verificación de funcionamiento
52,00 €
Asistencia técnica puesta en marcha y formación
Pruebas de funcionamiento reales en instalación. Modificaciones de sistema surgidos durante la puesta en marcha. Formación de personal de operación y mantenimiento.
74,00 €
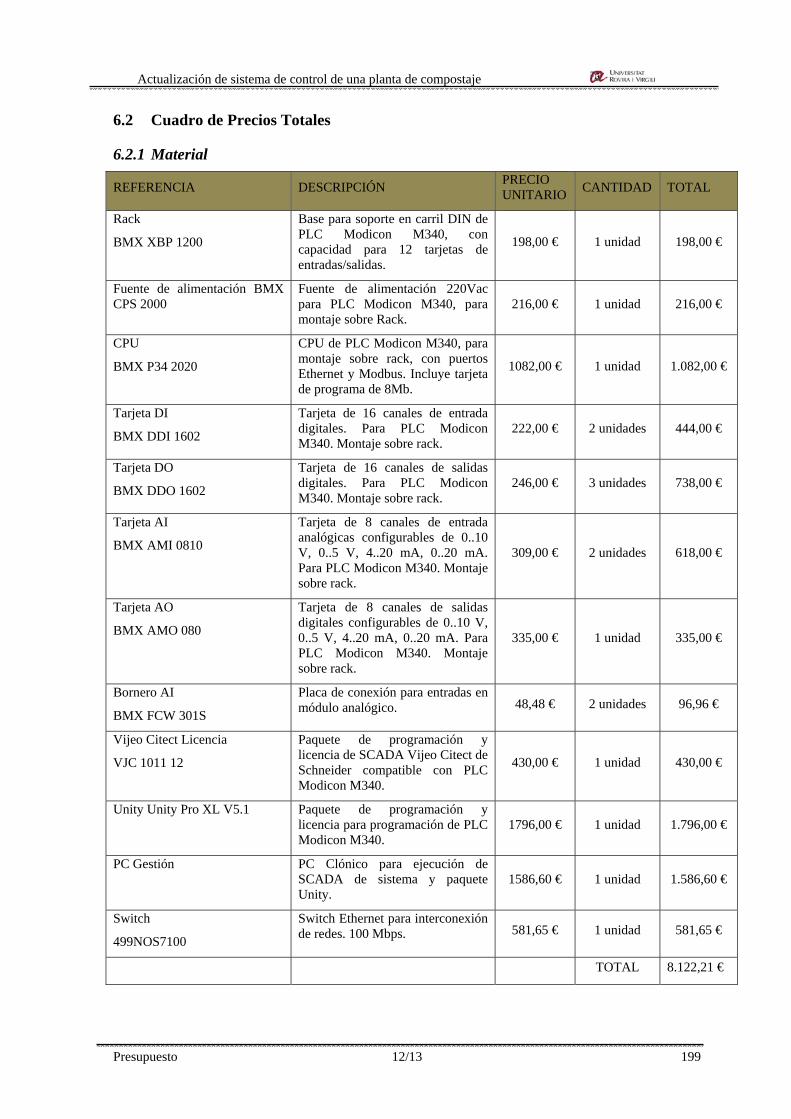
Actualización de sistema de control de una planta de compostaje
Presupuesto 12/13 199
6.2 Cuadro de Precios Totales
6.2.1 Material
REFERENCIA DESCRIPCIÓN PRECIO UNITARIO CANTIDAD TOTAL
Rack
BMX XBP 1200
Base para soporte en carril DIN de PLC Modicon M340, con capacidad para 12 tarjetas de entradas/salidas.
198,00 € 1 unidad 198,00 €
Fuente de alimentación BMX CPS 2000
Fuente de alimentación 220Vac para PLC Modicon M340, para montaje sobre Rack.
216,00 € 1 unidad 216,00 €
CPU
BMX P34 2020
CPU de PLC Modicon M340, para montaje sobre rack, con puertos Ethernet y Modbus. Incluye tarjeta de programa de 8Mb.
1082,00 € 1 unidad 1.082,00 €
Tarjeta DI
BMX DDI 1602
Tarjeta de 16 canales de entrada digitales. Para PLC Modicon M340. Montaje sobre rack.
222,00 € 2 unidades 444,00 €
Tarjeta DO
BMX DDO 1602
Tarjeta de 16 canales de salidas digitales. Para PLC Modicon M340. Montaje sobre rack.
246,00 € 3 unidades 738,00 €
Tarjeta AI
BMX AMI 0810
Tarjeta de 8 canales de entrada analógicas configurables de 0..10 V, 0..5 V, 4..20 mA, 0..20 mA. Para PLC Modicon M340. Montaje sobre rack.
309,00 € 2 unidades 618,00 €
Tarjeta AO
BMX AMO 080
Tarjeta de 8 canales de salidas digitales configurables de 0..10 V, 0..5 V, 4..20 mA, 0..20 mA. Para PLC Modicon M340. Montaje sobre rack.
335,00 € 1 unidad 335,00 €
Bornero AI
BMX FCW 301S
Placa de conexión para entradas en módulo analógico. 48,48 € 2 unidades 96,96 €
Vijeo Citect Licencia
VJC 1011 12
Paquete de programación y licencia de SCADA Vijeo Citect de Schneider compatible con PLC Modicon M340.
430,00 € 1 unidad 430,00 €
Unity Unity Pro XL V5.1 Paquete de programación y licencia para programación de PLC Modicon M340.
1796,00 € 1 unidad 1.796,00 €
PC Gestión PC Clónico para ejecución de SCADA de sistema y paquete Unity.
1586,60 € 1 unidad 1.586,60 €
Switch
499NOS7100
Switch Ethernet para interconexión de redes. 100 Mbps. 581,65 € 1 unidad 581,65 €
TOTAL 8.122,21 €
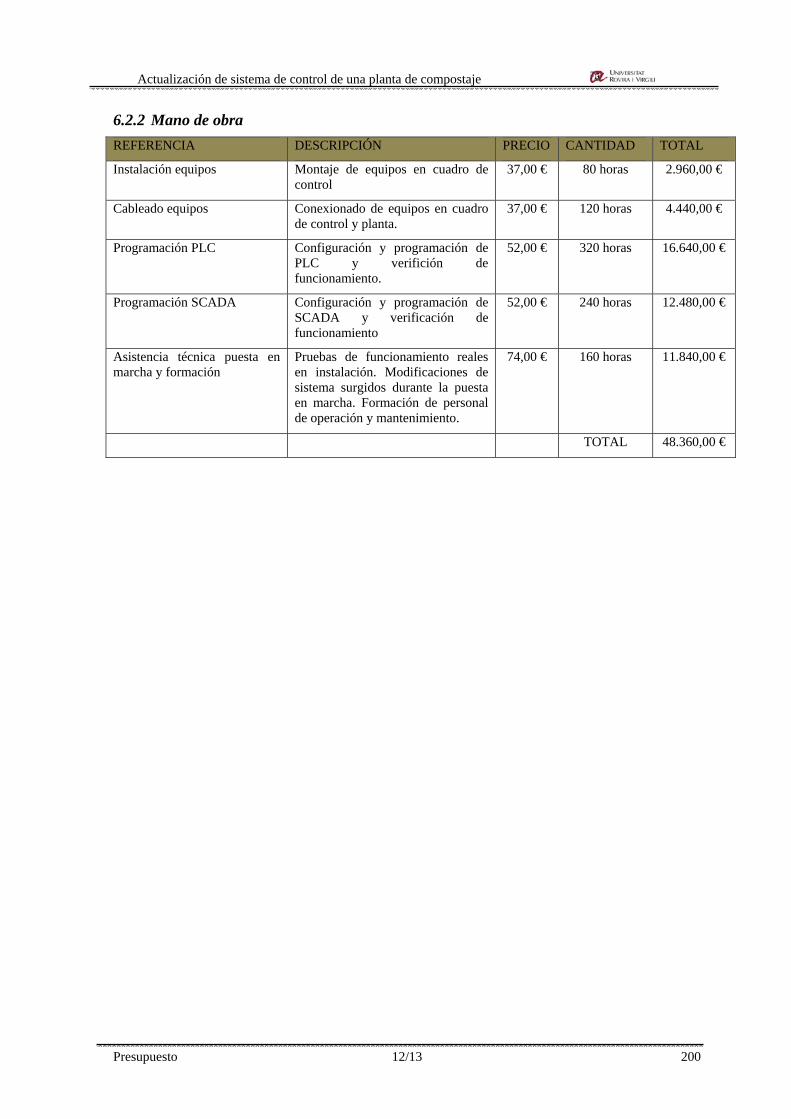
Actualización de sistema de control de una planta de compostaje
Presupuesto 12/13 200
6.2.2 Mano de obra REFERENCIA DESCRIPCIÓN PRECIO CANTIDAD TOTAL
Instalación equipos Montaje de equipos en cuadro de control
37,00 € 80 horas 2.960,00 €
Cableado equipos Conexionado de equipos en cuadro de control y planta.
37,00 € 120 horas 4.440,00 €
Programación PLC Configuración y programación de PLC y verifición de funcionamiento.
52,00 € 320 horas 16.640,00 €
Programación SCADA Configuración y programación de SCADA y verificación de funcionamiento
52,00 € 240 horas 12.480,00 €
Asistencia técnica puesta en marcha y formación
Pruebas de funcionamiento reales en instalación. Modificaciones de sistema surgidos durante la puesta en marcha. Formación de personal de operación y mantenimiento.
74,00 € 160 horas 11.840,00 €
TOTAL 48.360,00 €
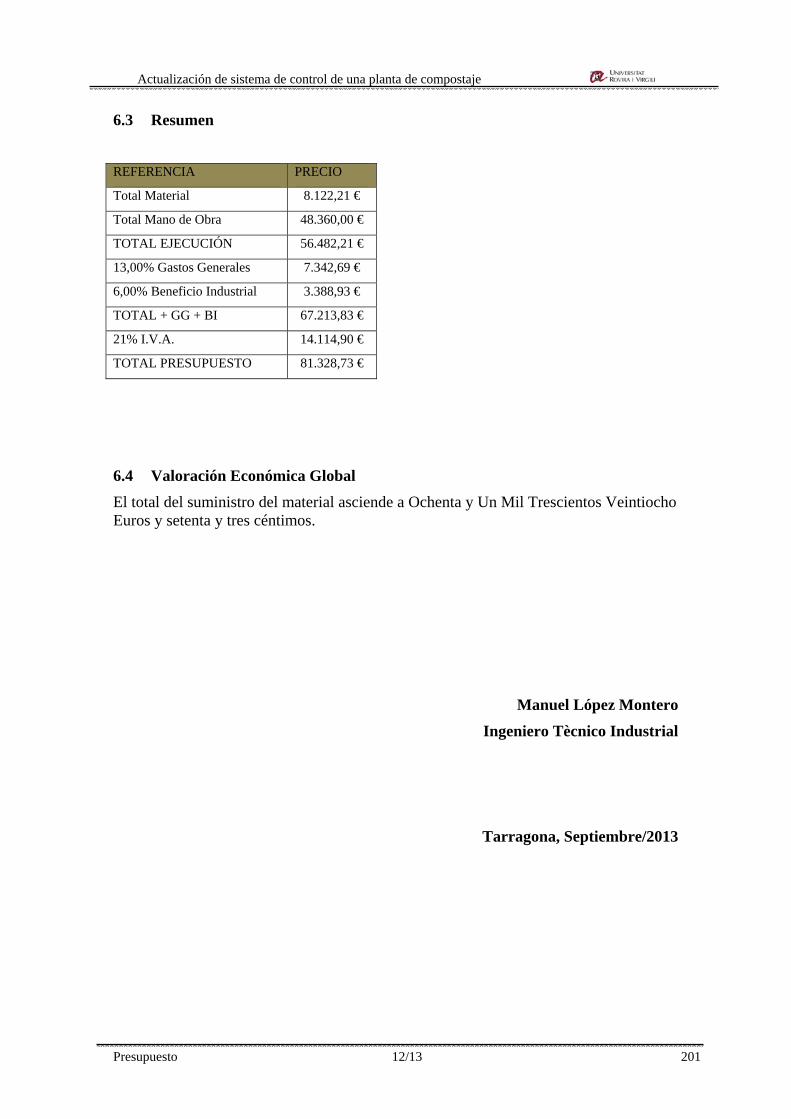
Actualización de sistema de control de una planta de compostaje
Presupuesto 12/13 201
6.3 Resumen REFERENCIA PRECIO
Total Material 8.122,21 €
Total Mano de Obra 48.360,00 €
TOTAL EJECUCIÓN 56.482,21 €
13,00% Gastos Generales 7.342,69 €
6,00% Beneficio Industrial 3.388,93 €
TOTAL + GG + BI 67.213,83 €
21% I.V.A. 14.114,90 €
TOTAL PRESUPUESTO 81.328,73 €
6.4 Valoración Económica Global El total del suministro del material asciende a Ochenta y Un Mil Trescientos Veintiocho Euros y setenta y tres céntimos.
Manuel López Montero
Ingeniero Tècnico Industrial
Tarragona, Septiembre/2013

Actualización de sistema de control de una planta de compostaje
7.- Estudios con Entidad Propia
TITULACIÓN: Enginyeria Tècnica Industrial,
especialitat en Electrònica Industrial
AUTOR: Manuel López Montero
DIRECTOR: José Ramón López López
FECHA: Septiembre / 2013
Actualización de sistema de control de una planta de compostaje
Estudios con Entidad Propia 12/13 203
ÍNDICE ESTUDIOS CON ENTIDAD PROPIA
7 ESTUDIO DE SEGURIDAD, HIGIENE Y SALUD EN EL TRABAJO. ............. 204
7.1 PREVENCIÓN DE RIESGOS LABORALES.......................................................................... 205 7.1.1 Introducción. ........................................................................................................... 205 7.1.2 Derechos y obligaciones. ........................................................................................ 205
7.1.2.1 Derecho a la protección enfrente de los riesgos laborales. ........................................... 205 7.1.2.2 Principios de la acción preventiva. ............................................................................... 205 7.1.2.3 Evaluación de los riesgos. ............................................................................................ 206 7.1.2.4 Equipos de trabajo y medios de protección. ................................................................. 207 7.1.2.5 Información, consulta y participación de los trabajadores. ........................................... 207 7.1.2.6 Medidas de emergencia. ............................................................................................... 207 7.1.2.7 Riesgo grave e inminente. ............................................................................................ 207 7.1.2.8 Vigilancia de la salud. .................................................................................................. 208 7.1.2.9 Documentación. ........................................................................................................... 208 7.1.2.10 Coordinación de actividades empresariales. ................................................................. 208 7.1.2.11 Protección de trabajadores especialmente sensibles a determinados riesgos. ............... 208 7.1.2.12 Protección de la maternidad. ........................................................................................ 208 7.1.2.13 Protección de los menores. ........................................................................................... 208 7.1.2.14 Obligaciones de los trabajadores en materia de prevención de riesgos. ....................... 209
7.1.3 Servicios de prevención........................................................................................... 209 7.1.3.1 Protección y prevención de riesgos profesionales. ....................................................... 209 7.1.3.2 Servicios de prevención. .............................................................................................. 209
7.1.4 Consulta y participación de los trabajadores. ........................................................ 210 7.1.4.1 Consulta de los trabajadores. ........................................................................................ 210 7.1.4.2 Derechos de participación y representación. ................................................................ 210 7.1.4.3 Delegados de prevención. ............................................................................................ 210
7.2 DISPOSICIONES MÍNIMAS EN MATERIA DE SEÑALIZACIÓN DE SEGURIDAD Y SALUD EN EL TRABAJO. ...................................................................................................................... 211
7.2.1 Introducción. ........................................................................................................... 211 7.2.2 Obligación general del empresario. ........................................................................ 211
7.3 DISPOSICIONES MÍNIMAS DE SEGURIDAD Y SALUD PARA LA UTILIZACIÓN POR LOS TRABAJADORES DE LOS EQUIPOS DE TRABAJO. ............................................................ 212
7.3.1 Introducción. ........................................................................................................... 212 7.3.2 Obligación general del empresario. ........................................................................ 212
7.3.2.1 Disposiciones mínimas generales aplicables a los equipos de trabajo. ......................... 213 7.3.2.2 Disposiciones mínimas adicionales aplicables a los equipos de trabajo móviles. ........ 213 7.3.2.3 Disposiciones mínimas adicionales aplicables a los equipos de trabajo para la elevación
de cargas. ..................................................................................................................... 214 7.3.2.4 Disposiciones mínimas adicionales aplicables a la maquinaria herramienta. ............... 214
7.4 DISPOSICIONES MÍNIMAS DE SEGURIDAD Y SALUD EN LAS OBRAS DE CONSTRUCCIÓN. ..... 215 7.4.1 Introducción. ........................................................................................................... 215 7.4.2 Estudio básico de seguridad y salud. ...................................................................... 216
7.4.2.1 Medidas preventivas de carácter general. ..................................................................... 216 7.4.3 Disposiciones específicas de seguridad y salud durante la ejecución de las obras.218
7.5 DISPOSICIONES MÍNIMAS DE SEGURIDAD Y SALUD RELATIVAS A LA UTILIZACIÓN POR LOS TRABAJADORES DE EQUIPOS DE PROTECCIÓN INDIVIDUAL. ........................................... 218
7.5.1 Introducción. ........................................................................................................... 218 7.5.2 Obligaciones generales del empresario. ................................................................. 218
7.5.2.1 Protectores de la cabeza. .............................................................................................. 219 7.5.2.2 Protectores de manos y brazos. .................................................................................... 219 7.5.2.3 Protectores de pies y piernas. ....................................................................................... 219 7.5.2.4 Protectores del cuerpo. ................................................................................................. 219
7.6 PRIMEROS AUXILIOS...................................................................................................... 219 7.7 PATOLOGÍAS DERIVADAS DEL TRABAJO. ....................................................................... 220 7.8 RELACIÓN DE NORMAS Y REGLAMENTOS. ..................................................................... 220
7.8.1 Relación de normas y reglamentos aplicables. ....................................................... 220 7.8.2 Resoluciones aprobatorias de normas técnicas reglamentarias para diferentes
medios de protección personal de trabajadores. .................................................... 221
Actualización de sistema de control de una planta de compostaje
Estudios con Entidad Propia 12/13 204
7 Estudio de Seguridad, Higiene y Salud en el Trabajo.
El presente estudio de seguridad se redacta al tratarse de una obra incluida dentro de las siguientes categorías:
- Presupuesto de ejecución inferior a 450.760 €. - Duración estimada de las obras inferior a 30 días laborables, no empleando en
ningún momento más de 20 trabajadores simultáneamente. - Volumen total de mano de obra inferior a 500 días/hombre. - Obras diferentes de las de túneles, galerías, conducciones subterráneas y presas.
En el presente estudio básico de seguridad y salud quedarán reflectadas toda las actuaciones a llevar a cabo en materia de riesgos laborales y/o enfermedades profesionales que puedan derivarse de las actuaciones llevada a cabo durante la ejecución de los trabajos estipulados en el proyecto así como todas la acciones a emprender por tal de minimizar al máximo los riesgos y de esta manera cumplir la normativa descrita en la Ley 31/1995, del 8 de noviembre de 1995, de Prevención de riesgos Laborales.
La nombrada Ley de Prevención de Riesgos Laborales es la norma legal por la cual se determina el cuerpo básico de garantías y responsabilidades precisas para establecer un adecuado nivel de protección de la salud de los trabajadores delante de los riesgos derivados de las condiciones de trabajo.
En el estudio de seguridad y salud se determinarán todas las acciones a tomar por parte del empresario en el ámbito de prevención y garantizar de forma legal la protección de todos los trabajadores interviniendo en los trabajos así como del entorno de la obra, de acuerdo con el Real Decreto 1626/97 del 24 de octubre.
En primer lugar, se realizará un estudio completo de la zona de los trabajos donde se reflectara con claridad los riesgos que se puedan generar y a la vez se estipularán las correcciones necesarias a aplicar.
El nombrado estudio de seguridad y salud, será realizado por un técnico cualificado antes del inicio de los trabajos.
En cumplimiento del deber de protección, el empresario tiene que garantizar la seguridad y salud de sus trabajadores, en todos los aspectos relacionados con los trabajos.
Es obligatorio un libro de incidencias en el lugar de trabajo, así mismo todos los trabajadores por ley tienen que haber recibido información en materia de seguridad y en materia de protecciones personales y colectivas. Todos los trabajadores tienen que estar informados de las medidas de protección, seguridad y salud existentes en el lugar de los trabajos, así como de sus derechos y deberes en este ámbito.
Por tal de conseguir la máxima seguridad, hay que seguir unas pautas de actuación, primero hay que estudiar los posibles riesgos, eliminar todos los posibles, buscar medidas para prevenir los inevitables y aplicar las medidas antes que se puedan producir los riesgos.
Actualización de sistema de control de una planta de compostaje
Estudios con Entidad Propia 12/13 205
7.1 Prevención de Riesgos Laborales
7.1.1 Introducción. La ley 31/1995, del 8 de noviembre de 1995, de Prevención de Riesgos Laborables tiene por objeto la determinación del cuerpo básico de garantías y responsabilidades preciso para establecer un adecuado nivel de protección de la salud de los trabajadores enfrente de los riesgos derivados de las condiciones de trabajo.
Como ley establece un marco legal a partir del como las normas reglamentarias irán fijando y concretando los aspectos más técnicos de las medidas preventivas. Estas normas complementarias quedan resumidas a continuación:
- Disposiciones mínimas en materia de señalización de seguridad y salud en el trabajo.
- Disposiciones mínimas de seguridad y salud para la utilización por los trabajadores de los equipos de trabajo.
- Disposiciones mínimas de seguridad y salud en las obras de construcción. - Disposiciones mínimas de seguridad y salud relativas a la utilización por los
trabajadores de equipos de protección individual.
7.1.2 Derechos y obligaciones.
7.1.2.1 Derecho a la protección enfrente de los riesgos laborales.
Los trabajadores tienen derecho a una protección eficaz en materia de seguridad y salud en el trabajo.
A este efecto, el empresario realizará la prevención de los riesgos laborales mediante la adopción de cuantas medidas sean necesarias para la protección de la seguridad y la salud de los trabajadores, con las especialidades que se recogen en los artículos siguientes en materia de evaluación de riesgos, información, consulta, participación y formación de los trabajadores, actuación en casos de emergencia y de riesgo grave e inminente y vigilancia de la salud.
7.1.2.2 Principios de la acción preventiva.
El empresario aplicará las medidas preventivas pertinentes, conformemente a los siguientes principios generales:
Evitar los riesgos y evaluar los riesgos que no se puedan evitar, combatiendo los riesgos en el origen.
Adaptar el trabajo a la persona, en particular por lo que se refiere a la �concepción de los lugares de trabajo, la organización del trabajo, las condiciones de trabajo, las relaciones sociales y la influencia de los factores ambientales en el trabajo.
Adoptar medidas que antepongan la protección colectiva a la individual y dar las debidas instrucciones a los trabajadores.
Adoptar las medidas necesarias con el fin de garantizar que solo los trabajadores que hayan recibido información suficiente y adecuada puedan acceder a las zonas de riesgo grave y específico.
Prever las distracciones o imprudencias no temerarias que pudiese cometer el trabajador.
Actualización de sistema de control de una planta de compostaje
Estudios con Entidad Propia 12/13 206
7.1.2.3 Evaluación de los riesgos.
La acción preventiva en la empresa se planificará por el empresario a partir de una evaluación inicial de los riesgos para la seguridad y la salud de los trabajadores, que se realizará, con carácter general, teniendo en cuenta la naturaleza de la actividad, y en relación con aquellos que estén expuestos a riesgos especiales. Igual evaluación deberá hacerse en ocasión de la elección de los equipos de trabajo, de las substancias o preparados químicos y del acondicionamiento de los lugares de trabajo. De alguna manera se podrían clasificar las causas de los riesgos en las categorías siguientes:
- Insuficiente cualificación profesional del personal dirigente, jefes de equipo y obreros.
- Negligencia en al manejo y conservación de las máquinas y instalaciones. - Control deficiente en la explotación. - Insuficiente instrucción del personal en materia de seguridad. - Referente a las máquinas herramienta, los riesgos que pueden surgir al
manejarlas se pueden resumir en los siguientes puntos: - Se puede producir un accidente o deterioro de una máquina si se enciende sin
conocer su manera de funcionamiento. - La lubricación deficiente conduce a un desgaste prematuro por lo que los puntos
de engrase manual deben ser engrasados regularmente. - El resultado de un trabajo puede ser poco exacto si las guías de las máquinas se
desgastan, y por eso hace fala protegerlas contra la introducción de virutas. - Puede haber riesgos mecánicos que se deriven fundamentalmente de los diversos
movimientos que realicen las distintas partes de una máquina y que pueden provocar que el operario:
- Entre en contacto con alguna parte de la maquina o ser atrapado entre ella y cualquier estructura fija o material.
- Sea golpeado o arrastrado por cualquier parte en movimiento de la máquina. - Ser golpeado por elementos de la máquina que resulten proyectados. - Ser golpeado por otros materiales proyectados por la máquina.
Los movimientos peligrosos de las máquinas se clasifican en cuatro grupos:
- Movimientos de rotación. Son aquellos movimientos sobre un eje con independencia de la inclinación del mismo y aún cuando giren lentamente. Se clasifican en los siguientes grupos:
- Puntos de atrapamiento entre engranajes y ejes girando y otros fijos o dotados de desplazamiento lateral a ellos.
- Movimientos alternativos y de translación. El punto peligroso se sitúa en el lugar donde la pieza dotada de este tipo de movimiento se aproxima a otra pieza fija o móvil y la sobrepasa.
- Movimientos de translación y rotación. Las conexiones de bielas y brotes con ruedas y volantes son algunos de los mecanismos que generalmente están dotados de este tipo de movimientos.
- Movimientos de oscilación. Las piezas dotadas de movimientos de oscilación pendulares generan puntos de “tijeras” entre ellas y otras piezas fijas.
Las actividades de prevención deberán ser modificadas cuando se aprecie por el empresario, como consecuencia de los controles periódicos previstos en el apartado anterior, su inadecuación a los fines de protección requeridos.
Actualización de sistema de control de una planta de compostaje
Estudios con Entidad Propia 12/13 207
7.1.2.4 Equipos de trabajo y medios de protección.
Cuando la utilización de un equipo de trabajo pueda presentar un riesgo específico para la seguridad y la salud de los trabajadores, el empresario adoptará las medidas necesarias con la finalidad de que:
1. La utilización del equipo de trabajo quede reservada a los encargados de esta utilización.
2. Los trabajos de reparación, transformación, mantenimiento o conservación sean realizados por los trabajadores específicamente capacitados para ello. El empresario deberá proporcionar a sus trabajadores equipos de protección individual adecuados para el cumplimiento de sus funciones y velar por el uso efectivo de los mismos.
7.1.2.5 Información, consulta y participación de los trabajadores.
El empresario adoptará las medidas adecuadas para que los trabajadores reciban todas las informaciones necesarias en relación con:
Los riegos por la seguridad y la salud de los trabajadores en el trabajo.
Las medidas y actividades de protección y prevención aplicables a los riesgos. �Los trabajadores tendrán derecho a efectuar propuestas al empresario, así como a los órganos competentes en esta materia, dirigidas a la mejoría de los niveles de la protección de la seguridad y la salud en los lugares de trabajo, en materia de señalización en dichos lugares, en cuanto a la utilización por los trabajadores de los equipos de trabajo, en la sobras de construcción y en cuanto a la utilización por los trabajadores de equipos de protección individual.
7.1.2.6 Medidas de emergencia.
El empresario, teniendo en cuenta la grandeza y la actividad de la empresa, así como la posible presencia de personas alienas a la misma, deberá analizar las posibles situaciones de emergencia y adoptar las medidas necesarias en materia de primeros auxilios, lucha contra incendios y evacuación de los trabajadores, designando para eso al personal encargado de poner en práctica estas medidas y comprobando periódicamente su correcto funcionamiento.
7.1.2.7 Riesgo grave e inminente.
Cuando los trabajadores estén expuestos a un riesgo grave e inminente en ocasión de su trabajo, el empresario estará obligado a:
- Informar cuanto antes mejor a todos los trabajadores afectados sobre la existencia de dicho riesgo y de las medidas adoptadas en materia de protección.
- Dar las instrucciones necesarias para que, en caso de peligro grave, inminente e inevitable, los trabajadores pueda interrumpir su actividad y además estar en condiciones, teniendo en cuenta sus conocimientos y de los medios técnicos lugares a su disposición, adoptar las medidas necesarias para evitar las consecuencias de dicho peligro.
Actualización de sistema de control de una planta de compostaje
Estudios con Entidad Propia 12/13 208
7.1.2.8 Vigilancia de la salud.
El empresario garantizará a los trabajadores a su servicio la vigilancia periódica de los estados de salud en función de los riesgos inherentes al trabajo, optando por la realización de aquellos reconocimientos o pruebas que causen las menores molestias al trabajador y que sean proporcionales al riesgo.
7.1.2.9 Documentación.
El empresario deberá elaborar y conservar a la disposición de la autoridad laboral la siguiente documentación:
- Evaluación de los riesgos para la seguridad y salud en el trabajo, y planificación de la acción preventiva.
- Medidas de protección y prevención a adoptar. - Resultado de los controles periódicos de las condiciones de trabajo. - Práctica de los controles del estado de salud de los trabajos. - Relación de accidentes de trabajo y enfermedades profesionales que hayan
causado al trabajador una incapacidad laboral superior a un día de trabajo.
7.1.2.10 Coordinación de actividades empresariales.
Cuando en un mismo centro de trabajo desarrollen actividades trabajadores de dos o más empresas, estas deberán cooperar en la aplicación de la normativa sobre prevención de riesgos laborales.
7.1.2.11 Protección de trabajadores especialmente sensibles a determinados riesgos.
El empresario garantizará, evaluando los riesgos y adoptando las medidas preventivas necesarias, la protección de los trabajadores que, por sus propias características personales o estado biológico conocido, incluidos aquellos que tengan reconocida la situación de discapacidad física, psíquica o sensorial, sean específicamente sensibles a los riesgos derivados del trabajo.
7.1.2.12 Protección de la maternidad.
La evaluación de los riesgos deberá comprender la determinación de la naturaleza, el grado y la durada de la exposición de los trabajadores en situación de embarazo o parto reciente, a agentes, procedimientos o condiciones de trabajo que puedan influir negativamente en la salud de las trabajadoras o de los fetos, adoptando las medidas necesarias para evitar la exposición a dicho riesgo.
7.1.2.13 Protección de los menores.
Antes de la incorporación al trabajo de jóvenes menores de dieciocho años, y previamente a cualquier modificación importante de sus condiciones de trabajo, el empresario deberá efectuar una evaluación de los lugares de trabajo a ocupar por los mismos, a fin de determinar la naturaleza, el grado y la durada de su exposición, teniendo especialmente en cuenta los riesgos derivados de su falta de experiencia, de su inmadurez para evaluar los riesgos existentes o potenciales y de su desarrollo aún incompleto.
Actualización de sistema de control de una planta de compostaje
Estudios con Entidad Propia 12/13 209
7.1.2.14 Obligaciones de los trabajadores en materia de prevención de riesgos.
Corresponde a cada trabajador velar, según sus posibilidades y mediante el cumplimiento de las medidas de prevención que en cada caso sean adoptadas, para su propia seguridad y salud en el trabajo y para la de aquellas personas a las cuales pueda afectar su actividad profesional, a causa de sus actos y omisiones en el trabajo, de conformidad con su formación y las instrucciones del empresario.
Los trabajadores, conformemente a su formación y siguiendo las instrucciones del empresario, deberán en particular:
- Usar adecuadamente, de acuerdo con su naturaleza y los riesgos previsibles, las máquinas, aparatos, herramientas, substancias peligrosas, equipos de transporte y, en general, cualquier otro medio con los cuales desarrollen su actividad.
- Utilizar los medios y equipos de protección facilitados por el empresario. - No poner fuera de funcionamiento y utilizar los dispositivos de seguridad. - Informar inmediatamente un riesgo para su seguridad y la salud de los
trabajadores.
7.1.3 Servicios de prevención.
7.1.3.1 Protección y prevención de riesgos profesionales.
En cumplimiento del deber de prevención de riesgos profesionales, el empresario designará uno o diversos trabajadores para ocuparse de esta actividad, constituirá un servicio de prevención o concertará dicho servicio con una entidad especializada aliena a la empresa.
Los trabajadores designados deberán tener la capacidad necesaria, disponer del tiempo y de los medios precisos y ser suficientes en nombre, teniendo en cuenta la grandeza de la empresa, así como los riesgos que están expuestos a los trabajadores.
En las empresas de menos de seis trabajadores, el empresario podrá asumir personalmente las funciones señaladas anteriormente, siempre que desarrolle de forma habitual su actividad en el centro de trabajo y tenga capacidad necesaria. El empresario que no hubiese concertado el Servicio de Prevención con una entidad especializada aliena a la empresa deberá someter su sistema de prevención al control de una auditoria o evaluación externa.
7.1.3.2 Servicios de prevención.
Si la designación de uno o diversos trabajadores fuera insuficiente para la realización de las actividades de prevención, en función de la grandeza de la empresa, de los riesgos que están expuestos los trabajadores o de la peligrosidad de las actividades desarrolladas, el empresario deberá recorrer a uno o diversos servicios de prevención propios o alíenos a la empresa, que colaborarán cuando sea necesario.
Se entenderá como servicio de prevención el conjunto de medios humanos y materiales necesarios para realizar las actividades preventivas a fin de garantizar la adecuada protección de la seguridad y la salud de los trabajadores, asesorando y asistiendo para ello al empresario, a los trabajadores y a sus representantes y a los órganos de representación.
Actualización de sistema de control de una planta de compostaje
Estudios con Entidad Propia 12/13 210
7.1.4 Consulta y participación de los trabajadores.
7.1.4.1 Consulta de los trabajadores.
El empresario deberá consultar a los trabajadores, con la debida antelación, la adopción de las decisiones relativas a:
- La planificación y organización del trabajo en la empresa y la introducción de nuevas tecnologías, en todo lo relacionado con las consecuencias que estas pudiesen tener para la seguridad y la salud de los trabajadores.
- La organización y desarrollo de las actividades de protección de la salud y prevención de los riesgos profesionales en la empresa, incluida la designación de los trabajadores encargados de estas actividades o el recurso a un servicio de prevención externo.
- La designación de los trabajadores encargados de las medidas de emergencia. - El proyecto y la organización de la formación en materia preventiva. -
7.1.4.2 Derechos de participación y representación.
Los trabajadores tienen derecho a participar en la empresa en las cuestiones relacionadas con la prevención de riesgos en el trabajo. En las empresas o centros de trabajo que cuenten con seis o más trabajadores, a la participación de estos se canalizará a través de sus representantes y de la representación especializada.
7.1.4.3 Delegados de prevención.
Los Delegados de Prevención son los representantes de los trabajadores con funciones específicas en materia de prevención de riesgos en el trabajo. Serán designados por y entre los representantes del personal, conformemente a la siguiente escala:
- De 50 a 100 trabajadores: 2 Delegados de Prevención. - De 101 a 500 trabajadores: 3 Delegados de Prevención. - De 501 a 1000 trabajadores: 4 Delegados de Prevención. - De 1001 a 2000 trabajadores: 5 Delegados de Prevención. - De 2001 a 3000 trabajadores: 6 Delegados de Prevención. - De 3001 a 4000 trabajadores: 7 Delegados de Prevención. - De 4001 hacia adelante: 8 Delegados de Prevención.
En las empresas de hasta treinta trabajadores el Delegado de Prevención será el Delegado de Personal. En las empresas de treinta y uno a cuarenta y nueve trabajadores habrá un Delegado de Prevención que será elegido por y entre los Delegados de Personal.
Actualización de sistema de control de una planta de compostaje
Estudios con Entidad Propia 12/13 211
7.2 Disposiciones Mínimas en Materia de Señalización de Seguridad y Salud en el Trabajo
7.2.1 Introducción. La ley 21/1995, del 8 de noviembre de 1995, de Prevención de Riesgos Laborales es la norma legal por la cual se determina el cuerpo básico de garantías y responsabilidades preciso para establecer un adecuado nivel de protección de la salud de los trabajadores enfrente de los riesgos derivados de las condiciones de trabajo.
De acuerdo con el artículo 6 de esta ley, serán las normas reglamentarias las cuales fijarán las medidas mínimas que deben adoptarse para la adecuada protección de los trabajadores. Entre estas se encuentran destinadas a garantizar que en los lugares de trabajo exista una adecuada señalización de seguridad y salud, siempre que los riesgos no puedan evitarse o limitarse suficientemente a través de medios técnicos de protección colectiva.
Por todo lo expuesto, el Real decreto 485/1997 del 14 de abril de 1.977 establece las disposiciones mínimas en materia de señalización de seguridad y de salud en el trabajo, entendiendo como tales aquellas señalizaciones que referidas a un objeto, actividad o situación determinada, proporcionen una indicación o una obligación relativa a la seguridad o la salud en el trabajo mediante una señal en forma de panel, un color, una señal luminosa o acústica, una comunicación verbal o una señal gestual.
7.2.2 Obligación general del empresario. La elección del tipo de señal y del nombre y emplazamiento de las señales o dispositivos de señalización a utilizar en cada caso se realizará de forma que la señalización resulte lo más eficaz posible, teniendo en cuenta:
- Las características de la señal. - Los riesgos, elementos o circunstancias que tengan que señalizarse. - La extensión de la zona a cubrir. - El nombre de trabajadores afectados.
Para la señalización de desniveles, obstáculos u otros elementos que originen riesgo de caída de personas, choques o golpes, así como para las señalizaciones de riesgo eléctrico, presencia de materias inflamables, tóxicas, corrosivas o riesgo biológico, podrá adoptarse por una señal de advertencia de forma triangular, con un dibujo característico de color negro sobre fondo amarillo y bordes negros.
Las vías de circulación de vehículos deberán estar delimitadas con claridad mediante franjas continuas de color blanco o amarillo. Los equipos de protección contra incendios deberán ser de color rojo.
La señalización para la localización e identificación de las vías de evacuación y de los equipos de salvamiento o socorro (botiquín portátil) se realizará mediante una señal de forma cuadrada o rectangular, con un dibujo característico de color blanco sobre verde.
La señalización dirigida a alertar a los trabajadores o a terceros de la aparición de una situación de peligro y de la consiguiente y urgente necesidad de actuar de una forma determinada o de evacuar la zona de peligro, se realizará mediante una señal luminosa, una señal acústica o una comunicación verbal.
Actualización de sistema de control de una planta de compostaje
Estudios con Entidad Propia 12/13 212
7.3 Disposiciones Mínimas de Seguridad y Salud para la Utilización por los Trabajadores de los Equipos de Trabajo
7.3.1 Introducción. La ley 31/1995, del 8 de noviembre de 1.995, de Prevención de Riesgos Laborales es la norma legal por la cual se determina el cuerpo básico de garantías de responsabilidades preciso para establecer un adecuado nivel de protección de la salud de los trabajadores enfrente de los riesgos derivados de las condiciones de trabajo.
De acuerdo con el artículo 6 de esta ley, serán las normas reglamentarias las cuales fijarán las medidas mínimas que deben adoptarse para la adecuada protección de los trabajadores. Entre estas se encuentran las destinadas a garantizar que de la presencia o utilización de los equipos de trabajo puestos a disposición de los trabajadores en la empresa o centro de trabajo no se deriven riesgos para la seguridad o salud de los mismos.
Por todo lo expuesto, el Real decreto 1215/1997 del 18 de julio de 1.997 establece las disposiciones mínimas de seguridad y de salud para la utilización por los trabajadores de los equipos de trabajo, entendiendo como tales cualquier máquina, aparato, instrumento o instalación utilizada en el trabajo.
7.3.2 Obligación general del empresario. El empresario adoptará las medidas necesarias para que los equipos de trabajo que se pongan a la disposición de los trabajadores sean adecuados al trabajo que deba realizarse y convenientemente adaptados al mismo, de forma que garanticen la seguridad y la salud de los trabajadores al utilizar estos equipos.
Para la elección de los equipos de trabajo el empresario deberá tener en cuenta los siguientes factores:
- Las condiciones y características específicas del trabajo a desarrollar. - Los riesgos existentes para seguridad y salud de trabajadores en el lugar de
trabajo. - Si es necesario, las adaptaciones necesarias para su utilización para los
trabajadores discapacitados.
Adoptará las medidas necesarias para que, mediante un mantenimiento adecuado, los equipos de trabajo se conserven durante todo el tiempo de utilización en unas condiciones adecuadas. Todas las operaciones de mantenimiento, ajustamiento, desbloqueo, revisión o reparación de los equipos de trabajo se realizará después de haber parado o desconectado el equipo.
El empresario deberá garantizar que los trabajadores reciban una formación e información adecuadas a los riesgos derivados de los equipos de trabajo. La información, suministrada preferentemente por escrito, deberá contener, como mínimo, las indicaciones relativas a:
- Las condiciones y forma correcta de utilización de los equipos de trabajo, teniendo en cuenta las instrucciones del fabricante, así como las situaciones o formas de utilización anormales y peligrosas que puedan preverse.
- Las conclusiones que se puedan obtener de la experiencia adquirida en la utilización de los equipos de trabajo.
Actualización de sistema de control de una planta de compostaje
Estudios con Entidad Propia 12/13 213
7.3.2.1 Disposiciones mínimas generales aplicables a los equipos de trabajo.
Los órganos de accionamiento de un equipo de trabajo que tenga alguna incidencia en la seguridad deberán ser claramente visibles e identificables y no deberán implicar riesgos como consecuencia de una manipulación involuntaria.
Cada equipo de trabajo deberá estar proveído de un órgano de accionamiento que permita su parada total en condiciones de seguridad.
Cualquier equipo de trabajo que comporte riesgo de caída de objetos o de proyecciones deberá estar proveído de dispositivos de protección adecuados a dichos riesgos.
Cualquier equipo de trabajo que conlleve riesgo por emanación de gases, vapores o líquidos o por emisión de polos deberá estar proveído de dispositivos adecuados de captación o extracción cerca de la fuente emisora correspondiente.
Si fuese necesario para la seguridad o la salud de los trabajadores, los equipos de trabajo y sus elementos deberán estabilizarse por fijación o por otros medios.
Cuando los elementos móviles de un equipo de trabajo puedan comportar riesgo de accidente por contacto mecánico, deberán ir equipados con resguardos o dispositivos que impidan el acceso a zonas peligrosas.
Las zonas y puntos de trabajo o mantenimiento de un equipo de trabajo deberán estar adecuadamente iluminadas en función de las tareas que deban realizarse.
Las partes de un equipo de trabajo que lleguen a temperaturas elevadas o muy bajas deberán estar protegidas cuando corresponda contra los riesgos de contacto o la proximidad de los trabajadores.
Todo equipo de trabajo deberá ser adecuado para proteger a los trabajadores expuestos contra el riesgo de contacto directo o indirecto de electricidad y los cuales comporten riesgo por ruido, vibraciones o radiaciones tendrá que disponer de las protecciones o dispositivos adecuados para limitar, en la medida de lo posible, la generación y propagación de estos agentes físicos.
Las herramientas manuales deberán estar construidas con materiales resistentes y la unión entre sus elementos deberá ser firme, de manera que se eviten las proyecciones de los mismos.
La utilización de todos estos equipos no podrá realizarse en contradicción con las instrucciones facilitadas por el fabricante, comprobándose antes de iniciar la tarea que todas sus protecciones y condiciones de uso son las adecuadas.
Deberán tomarse las medidas necesarias para evitar el atrapamiento del cabello, ropas de trabajo u otros objetos del trabajador, evitando, en cualquier caso, someter a los equipos a sobrecargas, sobrepresiones, velocidades o tensiones excesivas.
7.3.2.2 Disposiciones mínimas adicionales aplicables a los equipos de trabajo móviles.
Los equipos con trabajadores transportados deberán evitar el contacto de estos con ruedas y el apisonamiento por las mismas. Por eso dispondrán de una estructura de protección que garantice un espacio suficiente alrededor de los trabajadores transportados cuando el equipo pueda inclinarse. No se requerirán estas estructuras de protección cuando el equipo de trabajo se encuentre estabilizado durante su ocupación.
Actualización de sistema de control de una planta de compostaje
Estudios con Entidad Propia 12/13 214
Los carretones elevadores deberán estar condicionados mediante la instalación de una cabina para el conductor, una estructura que impida que el carretón vuelque, una estructura que garantice que, en caso de volcar, quede espacio suficiente para el trabajador entre el suelo y determinadas partes de este carretón y una estructura que mantenga al trabajador sobre el asiento de conducción en buenas condiciones.
Los equipos de trabajo automotores deberán contar con dispositivos de frenado y parada, con dispositivos para garantizar una visibilidad adecuada y con una señalización acústica de advertencia. En cualquier caso, su conducción estará reservada a los trabajadores que hayan recibido una información específica.
7.3.2.3 Disposiciones mínimas adicionales aplicables a los equipos de trabajo para la elevación de cargas.
Deberán estar instalados firmemente, teniendo presente la carga que deban levantar y las tensiones inducidas en los puntos de suspensión o de fijación. En cualquier caso, los aparatos de izar estarán equipados con limitador de recorrido del carro y de los ganchos, los motores eléctricos estarán proveídos de limitadores de altura y peso, los ganchos de sujeción serán de acero con “pestillos de seguridad” y los carriles para el desplazamiento estarán limitados a una distancia de 1 metro de su término mediante límites de seguridad de final de carrera eléctricos.
Deberá figurar claramente la carga nominal.
Deberán instalarse de manera que se reduzca el riesgo de que la carga caiga en picado, se suelte o se desvíe involuntariamente de forma peligrosa. En cualquier caso, se evitará la presencia de trabajadores bajo las cargas suspendidas. En el caso de ir equipadas con cabinas para trabajadores deberá evitarse la caída de estas, su aplastamiento o choque.
Los trabajos de izado, transporte y descenso de cargas suspendidas, quedará interrumpidos bajo régimen de vientos superiores a los 60 km/h.
7.3.2.4 Disposiciones mínimas adicionales aplicables a la maquinaria herramienta.
Las máquinas-herramientas estarán protegidas eléctricamente mediante doble aislamiento y sus motores eléctricos estarán protegidos por la carcasa.
Las que tengan capacidad de corte tendrán el disco protegido mediante una carcasa anti- proyecciones.
Las que se utilicen en ambientes inflamables o explosivos estarán protegidas mediante carcasas anti-deflagrantes. Se prohíbe la utilización de máquinas accionadas mediante combustibles líquidos en lugares cerrados o de ventilación insuficiente.
Se prohíbe trabajar sobre lugares encharcados, para evitar riesgos de caídas y los eléctricos.
Para todas las tereas se dispondrá de una iluminación adecuada, cercana a los 100 lux.
En prevención de los riesgos por inhalación de polvo, se utilizarán en vía húmeda las herramientas que lo produzcan.
Actualización de sistema de control de una planta de compostaje
Estudios con Entidad Propia 12/13 215
Las tablas de sierra circular, cortadoras de material cerámico y sierras de disco manual no se situarán a distancias inferiores a tres metros del borde de los forjaos, con excepción de los que estén claramente protegidos (vayas o barandillas, petos de rematada, etc.). Bajo ningún concepto se retirará la protección del disco de corte, utilizándose en todo momento gafas de seguridad anti-proyección de partículas. Como norma general, se deberán extraer los clavos o partes metálicas clavadas en el elemento a cortar.
Con las pistolas fija-clavos no se realizarán tiros inclinados, se deberá verificar que no hay ningún otro lado del objeto sobre el cual se dispara, se evitará clavar sobre fábricas de baldosa vacía y se asegurará el equilibrio de la persona antes de efectuar el tiro.
Para la utilización de taladros portátiles y fresadoras eléctricas se elegirán siempre las brocas y discos adecuados al material a taladrar, se evitará realizar taladros en una sola maniobra y taladros o fresadoras inclinadas a pulso y se tratará de no recalentar las brocas y discos.
En las tareas de soldadura por arco eléctrico se utilizará pantalla de mano, no se mirará directamente el arco voltaico, no se tocarán las piezas recientemente soldadas, se soldará en un lugar ventilado, se verificará la inexistencia de personas en el entorno vertical del lugar de trabajo, no se dejará directamente la pinza en el suelo, se escogerá el electrodo adecuado para el cordón a ejecutar y se suspenderán los trabajos de soldadura con vientos superiores a 60km/h y a la intemperie con régimen de lluvias.
En la soldadura oxiacetilénica no se mezclarán botellas de gases distintos, estas se transportarán en posición vertical y atadas, no se situarán al sol ni en posición inclinada y los encendedores estarán dotados de válvulas anti-retroceso de la llama. Si se deprenden pinturas se trabajará con mascarilla protectora y se hará al aire libre o en un local ventilado.
7.4 Disposiciones Mínimas de Seguridad y Salud en las Obras de Construcción
7.4.1 Introducción. La ley 31/1995, del 8 de noviembre de 1.995, de Prevención de Riesgos Laborales es la norma legal por la cual se determina el cuerpo básico de garantías y responsabilidades precisas para establecer un adecuado nivel de protección de la salud de los trabajadores enfrente de los riesgos derivados de las condiciones de trabajo.
De acuerdo con el artículo 6 de esta ley, serán las normas reglamentarias las cuales fijarán las medidas mínimas que deben adoptarse para la adecuada protección de los trabajadores. Entre esta se encuentran necesariamente las destinadas a garantizar la seguridad y la salud en las obras de construcción.
Por todo lo expuesto, el Real decreto 1627/1997 del 24 de octubre de 1.997 establece las disposiciones mínimas de seguridad y salud en las obras de construcción, entendiendo como tales cualquier obra, pública o privada, en la cual se efectúen trabajos de construcción o ingeniería civil.
Actualización de sistema de control de una planta de compostaje
Estudios con Entidad Propia 12/13 216
Al tratarse de una obra con las siguientes condiciones:
a. El presupuesto de ejecución por contrata incluido en el proyecto es inferior a 450.760 €.
b. La duración distinguida es inferior a 30 días laborables, sin utilizar en ningún momento a más de 20 trabajadores simultáneamente.
c. El volumen de mano de obra distinguida, entendiendo como la suma de los días de trabajo del total de los trabajadores en la obra, es inferior a 500.
Por todo lo indicado, el promotor estará obligado a que en la fase de redacción del proyecto se elabore un estudio básico de seguridad y salud. En caso de superarse alguna de las condiciones citadas anteriormente deberá realizarse un estudio completo de seguridad y salud.
7.4.2 Estudio básico de seguridad y salud.
7.4.2.1 Medidas preventivas de carácter general.
Se establecerán a lo largo de la obra rótulos divulgativos y señalización de los riesgos (vuelco, atropello, colisión, caída en altura, corriente eléctrica, peligro de incendio, materiales inflamables, prohibido fumar, etc.), así como las medidas preventivas previstas (uso obligatorio del casco, uso obligatorio de las botas de seguridad, uso obligatorio de guantes, uso obligatorio de cinturón de seguridad, etc.).
Se habilitarán zonas para apilar el material y útiles (chatarra, perfilería metálica, piezas prefabricadas, material eléctrico, etc.).
Se procurará que los trabajos se realicen en superficies secas y limpias, utilizando los elementos de protección personal, fundamentalmente calzado antideslizante reforzado para la protección de golpes en los pies, cascos de protección para la cabeza y cinturón de seguridad.
El transporte aéreo de materiales y útiles se hará suspendiéndolos desde dos puntos, y se guiarán por tres operarios, dos de ellos guiarán la carga y el tercero ordenará las maniobras.
El transporte de elementos pesados se hará sobre carretón de mano y así evitar sobre esfuerzos.
Los andamios sobre borriquetes, para trabajos en altura, tendrán siempre plataformas de trabajo de anchura no inferior a 60 cm (3 tablones trabados entre sí), prohibiendo la formación de andamios mediante bidones, cajas de materiales, bañeras,...
Se tenderán cables de seguridad amarrados a elementos estructurales sólidos en los cuales enganchar el mosquetón del cinturón de seguridad de los operarios encargados de realizar trabajos en altura.
La distribución de máquinas, equipos y materiales en los locales de trabajo será la adecuada, delimitando las zonas de operación y paso, los espacios destinados a lugares de trabajo, las separaciones entre máquinas y equipos, etc.
El área de trabajo estará al alcance normal de la mano, sin necesidad de ejecutar movimientos forzados.
Actualización de sistema de control de una planta de compostaje
Estudios con Entidad Propia 12/13 217
Se vigilarán los esfuerzos de torsión o de flexión del tronco, sobre todo si el cuerpo está en posición inestable.
Se evitarán las distancias demasiado grandes de elevación, descenso o transporte, así como un ritmo demasiado alto de trabajo.
Se intentara que la carga y su volumen permitan cogerla con facilidad.
Se tiene que seleccionar la herramienta correcta para el trabajo a realizar, manteniéndola en buen estado y uso correcto de esta. Después de realizar las tareas, se guardarán en lugar seguro.
La iluminación para desarrollar los oficios convenientemente oscilará en torno de los 100 lux.
Es conveniente que los vestidos estén configurados en diversas capas al comprender entre ellas cantidad de aire que mejoren el aislamiento al frio. Ocupación de guantes, botas y orejeras. Se protegerá al trabajador de vientos mediante apantallamientos y se evitará que la ropa de trabajo se empape de líquidos evaporables.
Si el trabajador sufriese estrés térmico se deben modificar las condiciones de trabajo, con la finalidad de disminuir su esfuerzo físico, mejorar la circulación de aire, apantallar el calor por radiación, dotar al trabajador de vestimenta adecuada (sombrero, gafas de sol, cremas y lociones solares), vigilar que la ingestión de agua tenga cantidades moderadas de sal y establecer descansos de recuperación si las soluciones anteriores no son suficientes.
Para evitar el contacto eléctrico directo se utilizará el sistema de separación por distancia o alejamiento de las partes activas hasta una zona no accesible por el trabajador, interposición de obstáculos y/o barreras (armarios para cuadros eléctricos, tapas para interruptores,...) y recubrimiento o aislamiento de las partes activas.
Para evitar el contacto eléctrico indirecto se utilizará el sistema de puesta a tierra de las masas (conductores de protección, líneas de enlace con tierra y electrodos artificiales) y dispositivos de corte por intensidad de defecto (interruptores diferenciales de sensibilidad adecuada a las condiciones de humedad y resistencia de tierra de la instalación provisional).
Será responsabilidad del empresario garantizar que los primeros auxilios puedan prestarse en todo momento por personal con la suficiente formación para ello.
La iluminación mediante portátiles cumplirá la siguiente forma:
- Portalámparas estanco de seguridad con mango aislante, rejilla protectora de la bombilla dotada de gancho para colgar en la pared, mango anti-humedad, clavija de conexión normalizada estanca de seguridad, alimentados a 24 V.
- La iluminación de los cortes se situará a una altura entorno de los 2 metros, medidos desde la superficie de soporte de los operarios en el lugar de trabajo.
- La iluminación de los cortes, siempre que sea posible, se efectuará cruzada con la finalidad de disminuir sombras.
- Las zonas de pasada de la obra, estarán permanentemente iluminadas evitando huecos oscuros.
Actualización de sistema de control de una planta de compostaje
Estudios con Entidad Propia 12/13 218
No se permitirá las conexiones a tierra a través de conducciones de agua.
No se permitirá el tránsito de carretones y personas sobre mangueras eléctricas, pueden pelarse y producir accidentes.
No se permitirá el tránsito bajo líneas eléctricas de las compañías con elementos longitudinales transportados a pulso (perchas, reglas, escaleras de mano y asimilables).
La inclinación de la pieza puede llegar a producir el contacto eléctrico.
7.4.3 Disposiciones específicas de seguridad y salud durante la ejecución de las obras.
Cuando en la ejecución de la obra intervenga más de una empresa, o una empresa y trabajadores autónomos o diversos trabajadores autónomos, el promotor designará un coordinador en materia de seguridad y salud durante la ejecución de la obra, que será un técnico competente integrado en la dirección facultativa.
Cuando no sea necesaria la designación de coordinador, las funciones de ésta serán asumidas por la dirección facultativa.
En aplicación del estudio básico de seguridad y salud, cada contratista elaborará un plan de seguridad y salud en el trabajo en el cual se analicen, estudien, desarrollen y completen las previsiones contenida en el estudio desarrollado en el proyecto, en función de su propio sistema de ejecución de la obra.
Antes del inicio de los trabajos, el promotor deberá efectuar un aviso a la autoridad laboral competente.
7.5 Disposiciones mínimas de seguridad y salud relativas a la utilización por los trabajadores de equipos de protección individual
7.5.1 Introducción. La ley 31/1995, del 8 de noviembre, de Prevención de Riesgos Laborales, determina el cuerpo básico de garantías y responsabilidades preciso para establecer un adecuado nivel de protección de la salud de los trabajadores enfrente de los riesgo derivados de las condiciones de trabajo.
Así son las normas de desarrollo reglamentario las cuales deben fijar las medidas mínimas que deben adoptarse para la adecuada protección de los trabajadores. Entre ellas se encuentran las destinadas a garantizar la utilización por los trabajadores en el trabajo de equipos de protección individual que les protejan adecuadamente de aquellos riesgos para su salud o su seguridad que no puedan evitarse o limitarse suficientemente mediante la utilización de medios de protección colectiva o la adopción de medidas de organización en el trabajo.
7.5.2 Obligaciones generales del empresario. Hará obligatorio el uso de los equipos de protección individual que a continuación se desarrollen.
Actualización de sistema de control de una planta de compostaje
Estudios con Entidad Propia 12/13 219
7.5.2.1 Protectores de la cabeza.
- Cascos de seguridad, no metálicos, clase N, aislados para baja tensión, con la finalidad de proteger a los trabajadores de posibles golpes, impactos y contactos eléctricos.
- Protectores auditivos acoplables a los cascos de protección. - Gafas de montura universal contra impactos y anti-polvo.
- Mascarilla anti-polvo con filtros protectores.
7.5.2.2 Protectores de manos y brazos.
- Guantes contra agresiones mecánicas (perforaciones, cortes, vibraciones). - Guantes de goma finos, para operarios que trabajen con hormigón. - Guantes dieléctricos para B.T. - Mango aislante de protección en las herramientas.
7.5.2.3 Protectores de pies y piernas.
- Calzado provisto de suela y de seguridad ante agresiones mecánicas. - Botas dieléctricas para B.T. - Botas de protección impermeables. - Rodilleras.
7.5.2.4 Protectores del cuerpo.
- Crema de protección y pomadas. - Armillas, chaquetas y mandiles de cuero para la protección de las agresiones
mecánicas. - Vestido impermeable de trabajo. - Cinturón de seguridad, de sujeción y caída, clase A. - Fajas y cinturones anti-vibraciones. - Pértiga de B.T. - Banqueta aislante clase I para maniobra de B.T. - Linterna individual de situación.
7.6 Primeros auxilios Se dispondrá de un botiquín con el contenido de material especificado en la normativa vigente. Se informará en el inicio de la obra, de la situación de los diferentes centros médicos a los cuales se tendrán que trasladar los accidentados. Es conveniente disponer en la obra y en un lugar bien visible, una lista con los teléfonos y direcciones de los centros asignados para urgencias, ambulancias, taxis, etc. para garantizar el rápido traslado de los posibles accidentes.
Actualización de sistema de control de una planta de compostaje
Estudios con Entidad Propia 12/13 220
7.7 Patologías derivadas del trabajo Se pueden dividir los factores derivados de la organización del trabajo en dos subgrupos:
- Factores de organización temporal: Jornada, ritmo de trabajo, turnos de trabajo, trabajo nocturno.
- Factores dependientes de la tarea: Automatización, comunicación y relaciones, posibilidad de promoción, monotonía, complejidad, políticas de motivación, iniciativa.
Estos factores pueden producir una serie de daños derivados del trabajo tal como estrés y envejecimiento prematuro.
Todo eso lo produce el diseño inadecuado de la organización del trabajo, que atiende únicamente a criterios técnicos y productivos y descuida el elemento humano.
El envejecimiento prematuro, es una patología inespecífica de desgaste biológico, provocado por una fatiga crónica que acelera el proceso normal de envejecimiento motivado por factores ambientales diversos.
Hace falta prestar especial atención a estos aspectos ya que son patologías muy comunes en la presente sociedad.
Será obligatoria una correcta organización de la carga de trabajo para evitar estas enfermedades.
7.8 Relación de normas y reglamentos
7.8.1 Relación de normas y reglamentos aplicables. - REAL DECRETO 39/1997, del 17 de enero. Aprueba el Reglamento de
Servicios de Prevención. - REAL DECRETO 413/1997, del 21 de marzo. Protección operacional de los
trabajadores externos con riesgo de exposición a radiaciones ionizantes por intervención en zona controlada.
- REAL DECRETO 485/97, del 14 de abril. Disposiciones mínimas en materia de señalización de seguridad y salud en el trabajo.
- REAL DECRETO 486/97, del 14 de abril. Disposiciones mínimas de seguridad y salud en los lugares de trabajo.
- REAL DECRETO 487/97, del 14 de abril. Manipulación de cargas que conlleven riesgos.
- REAL DECRETO 488/97, del 14 de abril. Disposiciones mínimas de seguridad y salud, uso de materiales con pantallas de visualización.
- REAL DECRETO 664/97, del 12 de mayo. Protección de los trabajadores contra los riesgos relacionados con la exposición a agentes biológicos durante el trabajo.
- REAL DECRETO 665/97, del 12 de mayo. Protección de los trabajadores contra riesgos relacionados con la exposición a agentes cancerígenos.
- REAL DECRETO 773/97, del 30 de mayo. Disposiciones mínimas de seguridad y salud relacionadas con el uso por los trabajadores de equipos de protección individual.
Actualización de sistema de control de una planta de compostaje
Estudios con Entidad Propia 12/13 221
- REAL DECRETO 949/1997, del 20de Septiembre, donde se establece el certificado de profesionalidad de la ocupación de prevencionista de riesgos laborales.
- REALDECRETO 1215/1997, del 18 de julio, por el que se establecen las disposiciones mínimas de seguridad y salud para la utilización de los trabajadores de los equipos de trabajo.
- REAL DECRETO 1627/97, del 24 de octubre, por el que se establecen las disposiciones mínimas de seguridad y salud en las obras de construcción.
- REAL DECRETO 1317/1989, del 27 de octubre. Protección de los trabajadores de los riesgos para el oído durante el trabajo.
7.8.2 Resoluciones aprobatorias de normas técnicas reglamentarias para diferentes medios de protección personal de trabajadores.
- R. del 14 de diciembre de 1.974, MT-1. Cascos metálicos. - R. del 28 de julio de 1.975, MT-2. Protectores auditivos. - R. del 28 de julio de 1.975, MT-4. Guantes aislantes de electricidad. - R. del 28 de julio de 1.975, MT-5. Calzado de seguridad. Modificación: BOE:
27/10/75. - R. del 28 de julio de 1.975, MT-5. Bancadas aislantes de maniobras.
Modificación: BOE: 28/10/75. - R. del 28 de julio de 1.975, MT-7. Equipos de protección personal de vías
respiratorias. Adaptadores faciales. - R. del 28 de julio de 1.975, MT-8. Equipos de protección personal de vías
respiratorias. Filtros mecánicos. - R. del 28 de julio de 1.975, MT-9. Equipos de protección personal de vías
respiratorias. Mascarillas auto filtrantes. - R. del 28 de julio de 1.975 (BOE: 10/09/75) N.R. MT-10. Equipos de protección
personal de vías respiratorias. Filtros químicos y mixtos contra amoniaco. Normativa de ámbito local (ordenanzas municipales). Protección de los trabajadores contra los riesgos relacionados con la exposición a agentes cancerígenos durante el trabajo.
- RD 773/1997 del 30 de mayo (BOE: 12/06/97). Transposición de la Directiva 89/65 CEE sobre utilización de los equipos de trabajo modifica y deroga algunos capítulos de la “Ordenanza de Seguridad e Higiene en el trabajo” (O. 09/03/1971).
- O. del 20 de mayo de 1.952 (BOE: 15/06/52).Reglamento de Seguridad e Higiene del Trabajo en la industria de la construcción.
- O. del 23 de septiembre de 1.966 (BOE: 01/10/66) Ad. 100 a 105 derogados por O. del 20 de enero de 1.956.
- O. del 31 de enero de 1.940. Andamios: Cap. VII. Art. 66 a 74 (BOE: 03/02/40) Reglamento general sobre Seguridad e Higiene.
- O. del 28 de agosto de 1.970. Art. 1 a 4o, 183o a 291o y Anexos I y II (BOE: 05/09/70).
Modelo del libro de incidencias correspondiente a las obras donde sea obligatorio el estudio de Seguridad e Higiene.
Modelo para la notificación de accidentes de trabajo e instrucciones para su cumplimiento y tramitación.