molienda contreras 2014
TRANSCRIPT

ContenidoRESUMEN...........................................................................................................................................2
INTRODUCCION.............................................................................................................................3
PRINCIPIOS TEORICOS..................................................................................................................4
DETALLES EXPERIMENTALES..................................................................................................10
TABULACIÓN DE DATOS Y RESULTADOS.............................................................................11
TABLAS DE RESULTADOS.....................................................................................................14
DISCUSIÓN DE RESULTADOS...........................................................................................................17
CONCLUSIONES................................................................................................................................18
RECOMENDACIONES........................................................................................................................18
APÉNDICE.........................................................................................................................................20
Graficas............................................................................................................................................32
MOLIENDA Y TAMIZADO Página 1
RESUMEN
La siguiente práctica abarca los temas de Molienda y Clasificación, la cual tiene por objetivos determinar el consumo de energía del molino y la eficiencia del clasificador N° 10 con un análisis por tamizado.
Se utilizaron granos de maíz entero para su respectiva reducción de tamaño y un molino de cuchillas con un motor de 3 HP. El producto de la molienda es analizado granulométricamente en una serie de tamices estándar U.S STD/ASTME-11-87.
Se alimentaron al molino 9.562 kg de maíz durante unos 48 segundos conservando un flujo másico constante. El flujo de alimentación al molino es 717.2Kg/h, la potencia consumida por el molino solo para la reducción de tamaño (potencia neta) es 575 W. La constante de Rittinger obtenida es 0.101kW.h.cm/TM, la constante de Kick es 0.433 Kw.h/TM y la constante de Bond es 126.71 kW.h/TM. El rendimiento mecánico del molino es 19.27% El en análisis por tamizado se obtuvo la eficiencia del clasificador respecto a la recuperación 79.53%; rendimiento de rechazo 85.13% y una eficiencia global de 67.70%La práctica se lleva a cabo a condiciones ambientales T =20 °C y presión =756mmHg
MOLIENDA Y TAMIZADO Página 2

INTRODUCCION
La reducción dimensional (tamaños) es un paso importante en muchos de los procesos que transforman las materias primas en productos finales, ya que el tamaño de partículas representa en forma indirecta áreas que a su vez afectan las magnitudes de los fenómenos de transferencia.
Las canteras, industrias productoras de metales y cemento hacen un empleo muy extendido de los procesos de reducción a gran escalas, así como muchas otras industrias secundarias, tales como la pintura, la alimentación y la industria farmacéutica, quienes también conllevan la reducción dimensional en alguna de sus etapas.
Con la reducción del tamaño, se conlleva al proceso de clasificación y la eficiencia con la que se realizas esta operación, con la finalidad de separar los sólidos según sus dimensiones físicas, ya que en la compra, venta y manufactura de estos, el conocimiento exacto del tamaño es un factor controlante.
Para llevar a cabo estas operaciones se requiere el uso de energía, la cual está estrechamente relacionada con el grado de reducción de tamaño alcanzado por las partículas en la correspondiente etapa de conminución.
Por ello, el presente informe abarca los tema de molienda (conminución) y clasificación así como la eficiencia con la que se realizan ambas operaciones
PRINCIPIOS TEORICOS
MOLIENDA Y TAMIZADO Página 3
MOLIENDA
Es una operación unitaria destinada a la generación de partículas más pequeñas, cuya área superficial se ve aumentada, y que a su vez se ve referida a la pulverización y desintegración del material sólido, el cual son muy distintos porque se toma en cuenta ciertas características del material alimentado.
OPERACIONES EN LAS QUE INTERVIENEN PARTICULAS SOLIDAS
Los sólidos son, en general, más difíciles de tratar que los líquidos, vapores o gases. En los procesos, los sólidos pueden presentarse de diversas formas: grandes piezas angulares, anchas láminas continuas o polvos finamente divididos. Pueden ser duros y abrasivos, resistentes o gomosos, blandos o frágiles, polvorientos, plásticos o pegajosos. Con independencia de su forma, es preciso encontrar medios para manipular los sólidos tal como se presentan, y si es posible mejorar sus características de manipulación.De todas las formas y tamaños como se pueden encontrar los sólidos, la pequeña partícula es la más importante desde el punto de vista de ingeniería. Es necesario un conocimiento de las características de masas de sólidos en forma de partículas para el diseño de procesos y del equipo que operan con corrientes que contienen tales partículas.
CARACTERIZACION DE PARTICULAS SOLIDAS
Las partículas sólidas individuales se caracterizan por su tamaño, forma y densidad. Las partículas de sólidos homogéneos tienen la misma densidad que el tal como una mena metálica, tienen varias densidades, generalmente diferentes de la densidad del material original. El tamaño y la forma se pueden especificar fácilmente para partículas regulares, tales como esferas o cubos, pero para partículas irregulares (tales como granos de arena o láminas de mica) los términos «tamaño» y «forma» no resultan tan claros y es preciso definirlos arbitrariamente.
Forma de las partículas. La forma de una partícula individual se puede expresar convenientemente en función de la esfericidad ϕs que es independiente del tamaño de la partícula. Para una partícula esférica de diámetro Dp, ϕs = 1; para una partícula no esférica, la esfericidad se define por la relación
ϕs=6 v p
D p Sp
Dónde: Dp = diámetro equivalente o diámetro nominal de una partículaSP = área superficial de una partículaVP = volumen de una partícula
MOLIENDA Y TAMIZADO Página 4

Para muchos materiales triturados la ϕs está comprendida entre 0,6 y 0,8, pero en el caso de partículas redondeadas obtenidas por abrasión ϕs puede tener un valor de hasta 0,95.
Tamaño de las partículas. En general, se pueden especificar «diámetros» para cualquier partícula equidimensional. Las partículas que no son equidimensionales, es decir, que son más largas en una dirección que en otras, con frecuencia se caracterizan por la segunda dimensión de mayor longitud. Por ejemplo, en el caso de partículas aciculares, D, deberá referirse al espesor de la partícula y no a su longitud.
Tamaño medio de las partículas. El tamaño medio de las partículas para una mezcla de las mismas se identifica de varias formas diferentes. El más usado es probablemente el diámetro medio volumen-superficie Dvs que está relacionado con el área de la superficie específica A
Dvs=6
ϕs Aw ρp
Ó
Dvs=1
∑i=1
n
( x i
D pi)
Superficie específica de una mezcla. Si se conoce la densidad ρp y la esfericidad ϕs de las partículas se puede calcular el área de la superficie de las partículas en cada, y sumar los resultados de todas las fracciones para obtener Aw, la superficie especifica (el área de la superficie total de una unidad de masa de partículas). Si ρp y ϕs son constantes, Aw viene dada por
Aw=6 x1
ϕs ρ p D p1
+6 x2
ϕs ρp D p 2
+…+6 xn
ϕs ρp D pn
Aw=6
ϕs ρ p∑i=1
n x i
D pi
Donde:Los subíndices = incrementos individuales.Xi = fracción másica en un determinado incremento.n = número de incrementos.Dpi = diámetro medio de las partículas, tomado como media aritmética de los diámetros mayor y menor en el incremento.
CONMINUCION
MOLIENDA Y TAMIZADO Página 5
En términos generales, la energía consumida en los procesos de chancado, molienda/clasificación y remolienda, se encuentra estrechamente relacionada con el grado de reducción de tamaño alcanzado por las partículas en la correspondiente etapa de conminución. Sin embargo, estudios han demostrado que gran parte de la energía mecánica suministrada a un proceso de conminución, se consume en vencer resistencias nocivas tales como:
Deformaciones elásticas de las partículas antes de romperse. Deformaciones plásticas de las partículas, que originan la fragmentación de las mismas. Fricción entre las partículas. Vencer inercia de las piezas de la máquina. Deformaciones elásticas de la máquina. Producción de ruido, calor y vibración de la instalación. Generación de electricidad. Roce entre partículas y piezas de la máquina. Pérdidas de eficiencia en la transmisión de energía eléctrica y mecánica.
De lo anterior, se pone en relieve la necesidad de establecer correlaciones confiables entre la energía específica [kWh/ton] consumida en un proceso de conminución y la correspondiente reducción de tamaño alcanzada en dicho proceso. En este sentido se han propuesto 3 grandes teorías, las que a continuación se describen.
POSTULADO DE RITTINGER (1867) (PRIMERA LEY DE LA CONMINUCIÓN)
La energía específica consumida en la reducción de tamaño de un sólido, es directamente proporcional a la nueva superficie específica creada.
Este postulado considera solamente la energía necesaria para producir la ruptura de cuerpos sólidos ideales (homogéneos, isotrópicos y sin fallas), una vez que el material ha alcanzado su deformación crítica o límite de ruptura.
W =kr ( 1D vsp
−1
D vsa)
Dónde:W = Energía específica de conminución (kWh/ton).KR = Constante de Rittinger.Dvsp= diámetro medio volumen-superficie del producto molido, que está relacionado con el área de la superficie específica.Dvsa= diámetro medio volumen-superficie de la alimentación, que está relacionado con el área de la superficie específica.
MOLIENDA Y TAMIZADO Página 6
Aún cuando el postulado de Rittinger carece de suficiente respaldo experimental, se ha demostrado en la práctica que dicha teoría funciona mejor para la fracturación de partículas gruesas, es decir, en la etapa de chancado del material.
POSTULADO DE KICK (1885) (SEGUNDA LEY DE LA CONMINUCIÓN)
La energía requerida para producir cambios análogos en el tamaño de cuerpos geométricamente similares, es proporcional al volumen de estos cuerpos.Esto significa que iguales cantidades de energía producirán iguales cambios geométricos en el tamaño de un sólido. Kick consideró que la energía utilizada en la fractura de un cuerpo sólido ideal (homogéneo, isotrópico y sin fallas), era solo aquella necesaria para deformar el sólido hasta su límite de ruptura; despreciando la energía adicional para producir la ruptura del mismo.
W =K k ln( Dvsa
Dvsp)
Dónde: W = Energía específica de conminución (kWh/ton).KK = Constante de Kick.Dvsp= diámetro medio volumen-superficie del producto molido, que está relacionado con el área de la superficie específica.Dvsa= diámetro medio volumen-superficie de la alimentación, que está relacionado con el área de la superficie específica.
Aun cuando el postulado de Kick carece de suficiente respaldo experimental; se ha demostrado en la práctica, que su aplicación funciona mejor para el caso de la molienda de partículas finas.
POSTULADO DE BOND (1952) (TERCERA LEY DE LA CONMINUCIÓN)
La energía consumida para reducir el tamaño 80% de un material, es inversamente proporcional a la raíz cuadrada del tamaño 80%; siendo éste último igual a la abertura del tamiz (en micrones) que deja pasar el 80% en peso de las partículas.Bond definió el parámetro KB en función del Work Index WI (índice de trabajo del material), que corresponde al trabajo total (expresado en [kWh/ton. corta]), necesario para reducir una tonelada corta de material desde un tamaño teóricamente infinito hasta partículas que en un 80% sean inferiores a 100 [μm].
W i=W
10( 1
√ P80
− 1
√F80)
MOLIENDA Y TAMIZADO Página 7
Kb=10W i
Dónde: W = Energía específica de conminución (kWh/ton).WI = Indice de trabajo (kWh/ton. corta).P80 = Tamaño del 80% acumulado pasante en el producto.F80 = Tamaño del 80% acumulado pasante en la alimentación.
El parámetro Wi depende tanto del material (resistencia a la conminución) como del equipo de conminución utilizado, debiendo ser determinado experimentalmente para cada aplicación requerida. También representa la dureza del material y la eficiencia mecánica del equipo.
Durante el desarrollo de su tercera teoría de la conminución, Fred Bond considero que no existían rocas ideales ni iguales en forma y que la energía consumida era proporcional a la longitud de las nuevas grietas creadas.
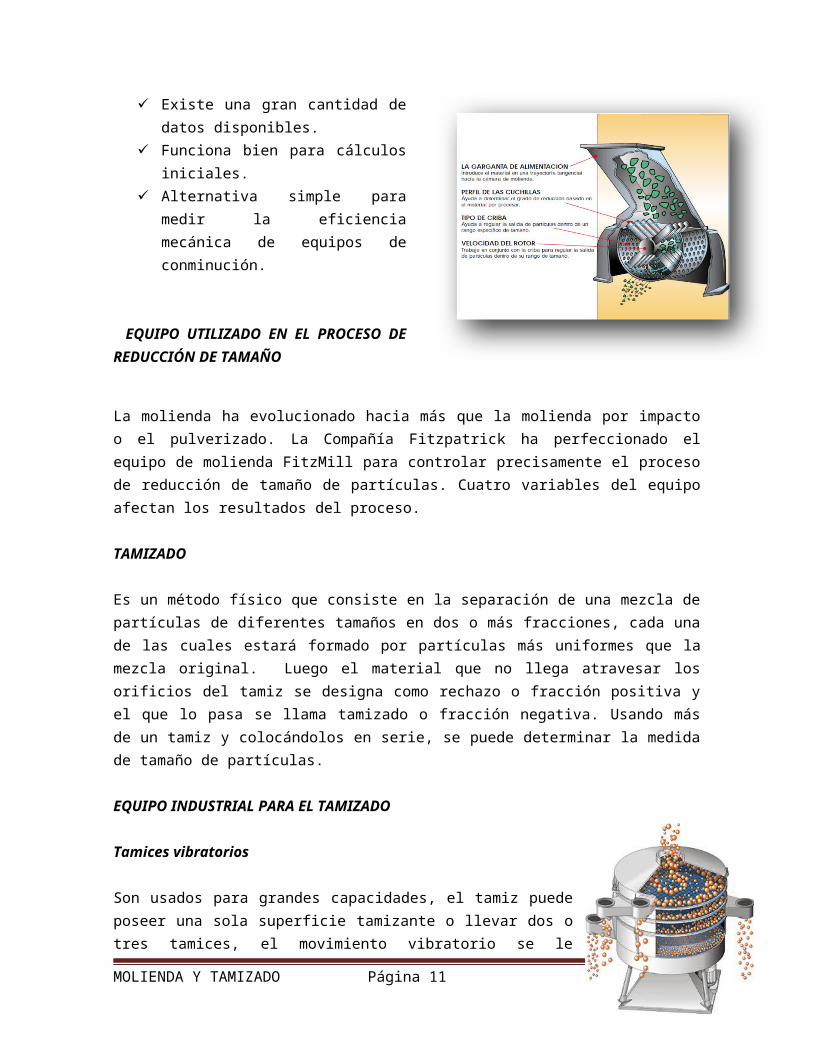
La Prueba de Bond tiene 3 grandes ventajas:
Existe una gran cantidad de datos disponibles.
Funciona bien para cálculos iniciales. Alternativa simple para medir la eficiencia
mecánica de equipos de conminución.
EQUIPO UTILIZADO EN EL PROCESO DE REDUCCIÓN DE TAMAÑO
La molienda ha evolucionado hacia más que la molienda por impacto o el pulverizado. La Compañía Fitzpatrick ha perfeccionado el equipo de molienda FitzMill para controlar precisamente el proceso de reducción de tamaño de partículas. Cuatro variables del equipo afectan los resultados del proceso.
TAMIZADO
Es un método físico que consiste en la separación de una mezcla de partículas de diferentes tamaños en dos o más fracciones, cada una de las cuales estará formado por partículas más uniformes que la mezcla original. Luego el material que no llega atravesar los orificios del tamiz se designa como rechazo o fracción positiva y el que lo pasa se llama tamizado o fracción negativa. Usando más de un tamiz y colocándolos en serie, se puede determinar la medida de tamaño de partículas.
EQUIPO INDUSTRIAL PARA EL TAMIZADO
MOLIENDA Y TAMIZADO Página 8
Tamices vibratorios
Son usados para grandes capacidades, el tamiz puede poseer una sola superficie tamizante o llevar dos o tres tamices, el movimiento vibratorio se le comunica al tamiz mecánicamente o eléctricamente, y la diferencia está en que se transmiten desde excéntricas hacia la carcasa o directamente a los tamices, en cambio las eléctricas se generan en solenoides que transmiten la carga a los tamices.
RENDIMIENTO O EFICIENCIA DEL CLASIFICADORLa eficiencia de un tamiz no es más que una medida del éxito de un tamiz en conseguir una separación más nítida entre materiales de distintos tamaños. Podemos basarnos en el cernido o separación de finos:
MOLIENDA Y TAMIZADO Página 9
#malla (ASTM)
P (finos)
?%
F (Alimentación)
100%
R (gruesos)
? %

DETALLES EXPERIMENTALES
Equipo y materiales: Un molino de cuchillas de motor trifásico FITZMILL Un tablero para medir el consumo de energía eléctrica (voltaje, amperaje y ángulo de
desfase (ɸ)). Un conjunto de tamices secuencia tyler 1 ro-tap 1 cuarteador 12 kg de maíz amarillo. 1 Balanza 1 Cronómetro 2 probeta de 200 mL
PROCEDIMIENTO EXPERIMENTAL
1. Se procede a limpiar al maíz de toda impureza y de todo aquel grano que no es uniforme en forma y tamaño.
2. Cuartear la muestra hasta obtener aproximadamente 100g del maíz, de esta muestra representativa se determina la densidad aparente y absoluta.
3. Encender el molino y tomar datos cuando trabaja sin carga (voltaje, amperaje y cosɸ), con la finalidad de determinar la potencia empleada del molino.
4. La alimentación al molino con el maíz de manera se realizó durante 48 segundos, simultáneamente tomar datos de voltaje, amperaje y cosɸ, para determinar la potencia utilizada por el molino con carga.
5. Repetir el paso 2 con el maíz molido.6. Separar dos muestras representativas de 100g aproximadamente, la primera para determinar
la densidad aparente y absoluta; la segunda para realizar un análisis granulométrico empleando un juego de tamices.
MOLIENDA Y TAMIZADO Página 10
TABULACIÓN DE DATOS Y RESULTADOS
TABLA N° 1: Condiciones de laboratorio.
TABLA N°2: Datos de para el proceso de molienda.
Alimentación (kg) Tiempo (min) Flujo (kg/h)9.562 48 717.2
TABLA N°3: Condiciones de operación del molino sin carga y con carga.
LINEASIN CARGA CON CARGACos Voltaje
(V)Amperaje (A)
Cos Voltaje (V)
Amperaje (A)
1 0.99 228 6.18 0.94 230 7.92 0.99 228 6.20 0.94 230 8.023 0.99 228 6.10 0.94 231 7.92
TABLA N° 4: Datos obtenidos para la determinación de la densidad absoluta del maíz entero y molido.
Maíz entero
Maíz molido
Peso de la probeta (g) 152.8 152.8
Peso de la probeta más agua (g) 248.8 177.8
Peso del agua (g) 96.0 25.0
Peso de la probeta más agua más muestra (g)
361.6 194.5
Peso de la muestra (g) 112.8 16.7
Volumen de agua desplazado (ml) 92 13
MOLIENDA Y TAMIZADO Página 11
P (mmHg) 756
T (°C) 20

TABLA N° 5: Datos obtenidos para la determinación de la densidad aparente del maíz entero y molido.
Maíz entero Maíz molidoPeso de la probeta (g) 152.8 152.8Peso de la probeta más maíz (g) 265.6 169.5
Peso del maíz (g) 112.8 16.7Volumen del lecho (ml) 147 23
TABLA N° 6: Análisis granulométrico del maíz entero.
D. abertura
(μm)D prom
(μm)Wmalla+muetra
(g)Wmalla
(g)80007925 7962.5 516.3 506.66731 7328 569.1 500.96350 6540.5 531.6 522.24760 5555 484.7 456.22000 3380 431 430.3
TABLA N° 7: Análisis granulométrico del maíz molido.
Malla D. abertura
(μm)D prom
(μm)Wmalla+muetra
(g)Wmalla
(g)4 4760 456.2 456.26 3350 4055 431.7 430.310 2000 2675 455.1 407.412 1680 1840 448.3 434.014 1410 1545 386.8 377.516 1180 1295 452.3 436.320 850 1015 396 386.630 600 725 380.6 373.640 425 512.5 376.5 371.350 300 362.5 375 371.570 212 256 363.3 360.8100 150 181 355.4 353.1140 106 128 348.7 348.1200 75 90.5 316.5 316.3
MOLIENDA Y TAMIZADO Página 12
230 63 69 337.6 337.6
Datos para el clasificador de malla 10 (abertura =0.0742plg = 1884.7um)
Tabla N° 8: Para los finos (Producto)
Malla D. abertura (μm)
D prom (μm) Wmalla+muetra Wmalla
+4 4760-4+6 3360 4060 430.5 430.4-6+10 2000 2680 419.3 407.5-10+12 1680 1840 444 434-12+14 1410 1545 390.6 377.6-14+16 1190 1300 474.1 436.7-16+20 850 1020 410.6 386.7-20+30 600 725 385.8 373.7-30+40 425 512.5 380 371.5-40+50 300 362.5 378 371.7-50+70 212 256 368 361.1-70+100 150 181 359.4 353.3-100+140 106 128 349 348.1-140+200 75 90.5 316.3 316.3
Tabla N° 9: Para los gruesos (Rechazo)
Malla D. abertura (μm)
D prom (μm) Wmalla+muetra Wmalla
+4 4760 456.2 456.2-4+6 3360 4060 431.9 430.3-6+10 2000 2680 459.7 407.4-10+12 1680 1840 449.5 434.0-12+14 1410 1545 385 377.5-14+16 1190 1300 440.1 436.3-16+20 850 1020 387.2 386.6-20+30 600 725 373.8 373.6-30+40 425 512.5 371.4 371.3-40+50 300 362.5 371.5 371.5-50+70 212 256 360.8 360.8
MOLIENDA Y TAMIZADO Página 13

TABLAS DE RESULTADOS
TABLA N 10: Características fiscas del maíz entero y molido
Densidad aparente (g/ml)
Densidad absoluta (g/ml)
Porosidad (ε)
Esfericidad (ϕ)
Factor de forma (λ)
Maíz entero
0.77 1.23 0.38 0.93 1.08
Maíz molido
0.73 1.28 0.43 0.79 1.27
TABLA N° 11: Análisis granulométrico del maíz entero
Dpm (um) Peso Muestra (g)
Fracción Retenida (ΔФn)
Δϕ niDprom(cm-1)
Facción AcumuladoPasante
0
7962.5 9.70 0.08 0.10 0.92
7328 68.2 0.59 0.80 0.33
6540.5 9.4 0.08 0.12 0.25
5555 28.5 0.24 0.44 0.006
3380 0.7 0.01 0.02 0.00
sumatoria
116.50 1.00 1.48
MOLIENDA Y TAMIZADO Página 14

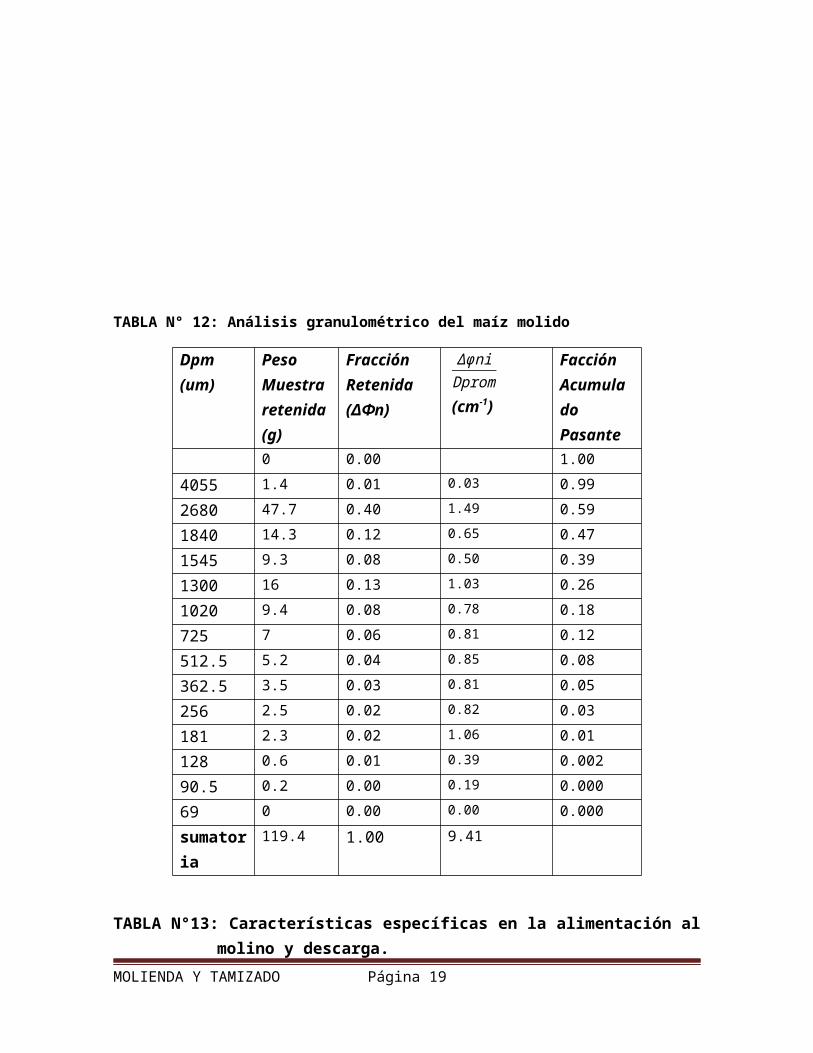
TABLA N° 12: Análisis granulométrico del maíz molido
Dpm (um)
Peso Muestra retenida (g)
Fracción Retenida (ΔФn)
Δϕ niDprom (cm-1)
Facción AcumuladoPasante
0 0.00 1.00
4055 1.4 0.01 0.03 0.99
2680 47.7 0.40 1.49 0.59
1840 14.3 0.12 0.65 0.47
1545 9.3 0.08 0.50 0.39
1300 16 0.13 1.03 0.26
1020 9.4 0.08 0.78 0.18
725 7 0.06 0.81 0.12
512.5 5.2 0.04 0.85 0.08
362.5 3.5 0.03 0.81 0.05
256 2.5 0.02 0.82 0.03
181 2.3 0.02 1.06 0.01
128 0.6 0.01 0.39 0.002
90.5 0.2 0.00 0.19 0.000
69 0 0.00 0.00 0.000
sumatoria
119.4 1.00 9.41
TABLA N°13: Características específicas en la alimentación al molino y descarga.
MAÍZ Aw (cm2/g)
DsP/A (cm)
Incremento (cm2/g)
Alimentación al molino
7.82 0,676 48.2
Producto del molido
56.02 0,106
MOLIENDA Y TAMIZADO Página 15

TABLA N° 14: Resultados de la evaluación de eficiencia mecánica y energética total
Condiciones de operación del Molino Potencia con carga(HP) 4.00 Potencia sin carga(HP) 3.23 Potencia neta(HP) 0.7 Rendimiento mecanico % 19.27 Consumo de potencia especifico(Kw-h/ton)
0.88
TABLA N° 15: Parámetros de modelos propuestos para determinar el consumo de potencia y el Número de Rittinger
Constante de Kick(KW-h/ton) 0.433Contaste de Bond(KW-h/ton) 126.7Constante de Rittinger(KW-h-cm/ton) 0.101Índice de Rittinger (Kgf-cm/cm2) 0.611Número de Rittinger (cm2/Kgf-cm) 1.64
TABLA N° 16: eficiencia del clasificador N° 10
Fracción acumulada EFICIENCIA (%)
XF =0.46 Fracción de recuperación 79.53XR=0.17 Rendimiento de rechazo 85.13XP=0.82 Eficiencia total 67.70
MOLIENDA Y TAMIZADO Página 16

DISCUSIÓN DE RESULTADOS
El flujo de alimentación presenta formas específicas diferentes al del producto obtenido, éste último siempre consta de una mezcla de partículas, con tamaño variable. Se aprecia que las características físicas como el factor forman (λ), porosidad (ε) y densidad absoluta del maíz molido es mayor que para el maíz entero. Ya que se ha modificado el tamaño del maíz cuando se hiso pasar a través del molino de cuchillas.
La superficie específica creada es la diferencia de la superficie específica del maíz entero con la del maíz molido, se obtuvo una superficie creada de 48.02cm2/g con un rendimiento mecánico del molino de 19.27%
La potencia neta o la potencia requerida para moler el maíz es 575.0W una cantidad muy baja en comparación con la potencia suministrada el cual fue de 2983.3W. Esto se debe a que la mayor parte de energía se consume en el accionamiento del molino y las pérdidas de energía que se puedan dar en el como el calentamiento, el ruido, la fricción entre las cuchillas, etc. Esto se evidencia al accionar el molino sin carga donde la potencia fue de 2408.3W.
En la tabla N° 15 se muestran los valores obtenidos para las constantes de Kick, Rittinger y Bond, 0.433 KW-h/ton, 0.101KW-h-cm/ton, y 126.7 KW-h/ton respectivamente, además se obtuvo
el número de Rittinger 1.64 cm2/Kgf-cm el cual nos expresa la energía mínima necesaria para crear nuevas superficies
En la tabla N° 16 se muestra la eficiencia obtenida para el molino, (eficiencia de finos) los valores de las fracciones acumuladas se obtuvieron de la gráfica N°5 (XF =0.46; XR=0.17; XP =0.82) obteniéndose una eficiencia global del clasificador N°10 de 67.70%
MOLIENDA Y TAMIZADO Página 17

CONCLUSIONES
1. La superficie específica es inversamente proporcional al diámetro medio de la partícula, de tal forma que la superficie específica de un producto es mayor a la superficie específica de la alimentación.
2. La potencia requerida para moler un material aumenta de forma inversa con el tamaño del producto final.
3. Se comprobó que con el uso de la molienda (cuchillas) resulta imposible obtener partículas de un mismo tamaño o de tamaño uniforme, esto se verifico en el análisis por tamizado
RECOMENDACIONES
Realizar una selección previa de los granos de maíz, pues contiene muchas impurezas, de manera que se trabaje con un tamaño de grano homogéneo como alimento al molino.
Se podría acoplar una pequeña tolva con elevación en la pate de alimentación del molino, esto para brindar un flujo que se mantenga constante durante la práctica.
Limpiar cuidadosamente los tamices ASTM para evitar deteriorarlos y que se añadan agentes extraños que alteren el peso neto del producto. La limpieza de estas mallas debe realizarse usando brocha o aire comprimido (en el caso de las mallas más finas).
Utilizar una balanza analítica para mayor precisión, en especial cuando se trate de pesar muestras finas provenientes del análisis por tamizado.
MOLIENDA Y TAMIZADO Página 18
BIBLIOGRAFÍA
1. Brown, G., “Operaciones básicas de Ingeniería Química”, Primera edición, Editorial Marin S.A., España 1965, pág. 18, 20-22, 39-47
2. Mc Cabe – Smith ; “ Operaciones Básicas de Ingeniería Química ”, Editorial
Reverte , 1975, Pags. 890 – 897.
3. Los Tamices de Laboratorio y sus usos, Manual 53, Pags. 8-30
MOLIENDA Y TAMIZADO Página 19

APÉNDICE
1.- Cálculo del Flujo de maíz alimentado al molino:
F=Masadelmaíz (Kg )
Tiempo (h)=9. 562 Kg
48 min×3600 min
1h
F=717 . 2Kgh
2.- Cálculo de las Densidades para el maíz entero:
ρabsoluta=Masadelmaiz
Volumendeaguadesplazado=112.8 g
92ml
ρabsoluta=1.23g
mL
ρaparente=Masadelmaiz
Volumendellecho=112. 8 g
147 mL
ρaparente=0 .77g
mL
3.- Cálculo de las Densidades para el maíz molido:
ρabsoluta=Masadelmaiz
Volumendeaguadesplazado=16 .7 g
13 mL
ρabsoluta=1. 28g
mL
ρaparente=Masadelmaiz
Volumendellecho=16 .7 g
23 mL
ρaparente=0 .73g
mL
4.- Cálculo de la Porosidad:
ε o=1−ρaparente
ρabsoluta
. .. . .. .. .(1)
Donde o, es la porosidad del maíz.
MOLIENDA Y TAMIZADO Página 20

4.1.- Para el Maíz Entero:
ρabsoluta=1.23g
mL
ρaparente=0 .77g
mL
en la ecuación (1):
ε o=1−0 .771. 23
=0 .38
Del gráfico:
Se obtiene, la esfericidad del maíz, :
0.93
MOLIENDA Y TAMIZADO Página 21

Si λ= 1
ψ.. .. . .. ..(2 )
Dónde: = Esfericidad = Factor de Forma
Reemplazando en la ec. (2); se obtiene:
λ= 10. 93
=1 .08
4.2.- Para el Maíz Molido:
ρabsoluta=1.28g
mL
ρaparente=0 .73g
mL
Reemplazando en la ecuación :
ε o=1−0 .711. 28
=0 .43
Del gráfico:
MOLIENDA Y TAMIZADO Página 22

Se obtiene, la esfericidad del maíz, :
0.79
Reemplazando en la ec. (2); se obtiene:
= 1.27
5.- Determinación de la Superficie Específica:
Se tiene la siguiente ecuación:
Se=6 λρp
×∑ ΔφDp
. . .. .. . .(3)
Donde:
Se = superficie especifica de la partícula (cm2/g) = Factor de forma de la partícula.p = Densidad de la partícula (g/cm3) = Fracción retenida.Dp = Diámetro medio de la partícula (cm)
5.1.- Para el Maíz Entero:
Datos: = 1.08
p = 1.23 g/cm3
Luego, utilizando los datos experimentales de la tabla N°9, tenemos:
∑ ΔφDp
=1. 48 cm−1
Reemplazando, estos resultados en la ec.(3):
Se(1)=6×1.08
1 .23g
cm3
×1 . 48 cm−1
Se(1)=7 .82cm2
g
5.2- Para el Maíz Molido:
MOLIENDA Y TAMIZADO Página 23
Datos: = 1.27
p = 1.28 g/cm3
Luego, utilizando los datos experimentales de la tabla N°10, tenemos:
∑ ΔφDp
=9 .41 cm−1
Reemplazando, estos resultados en la ec.(3):
Se(2 )=6×1. 27
1. 28g
cm3
×9 .41 cm−1
Se(2 )=56 . 02cm2
g
6.- Cálculo de la Superficie Específica creada por el molino:
Se( c ) = Se(2) –Se(1) ..........(4)
Dónde:
Se( c ) = Superficie especifica creadaSe(2) = Superficie especifica del maíz molidoSe(1) = Superficie especifica del maíz entero
Reemplazando en la ecuación (4):
Se(c )= [56 . 02−7 . 82 ] cm2
g=48. 22
cm2
g
7.- Determinación de la Potencia Neta Consumida en la Molienda:
Sea: P=√3×IVCos θ
Dónde:
P = Potencia consumida (Watts)I = Intensidad de corriente (Amperios)V = Voltaje (Voltios)Cos = Factor de Potencia
MOLIENDA Y TAMIZADO Página 24

7.1.- Potencia sin Carga (Ps):
Tomando los datos experimentales de las Tablas N° :
Ps=√3×6 . 16 A×228 V×0. 99=2 .4083KW
Ps=2. 4083 KW∗1 HP0 .745 KW
=3. 23 HP
7.2.- Potencia con Carga (Pc):
Tomando los datos experimentales de las Tablas N°3:
Pc=√3×7 . 95 A×230 . 33 V×0 . 94=2 .9833 KW
Pc=2. 9833 KW∗1HP0 .745 KW
=4 . 00 HP
7.3.- Cálculo de la Potencia Neta Consumida (Pn):
Pn=Pc−Ps .. .. . ..(6 )
donde:
Pn = Potencia Neta Consumida (W)Pc = Potencia promedio con carga (W)Ps = Potencia promedio sin carga (W)
Si:
Ps = 3.23 HP
Pc = 4.00 HP
Reemplazando en la ec. (6):
Pn =0.77HP
Pn =575 W
8.- Cálculo del Rendimiento Mecánico (Rm):
MOLIENDA Y TAMIZADO Página 25

Usaremos la siguiente ecuación:
Rm=PnPc
×100%. .. . .. .(7 )
Reemplazando valores, en la ec. (7), obtenemos:
Rm=5752983 .3
×100 %
Rm=19. 27
9.- Cálculo del Trabajo utilizado en la Molienda:
Usaremos la siguiente ecuación:
W =PnF
. .. . .. .(8 )
F = Flujo de alimentación (Kg/h)W = Trabajo efectuado en la molienda (KW-h / Tn)
Reemplazando valores, en la ec. (8):
F = 717.2 Kg/h
W =575 W
717 .2Kgh
∗1Tn
103 Kg
=0 .802KW−h
Tn
10.- Cálculo de la Constante de Rittinger:
Kr= W
[ 1Dvs , p
− 1Dvs , a ]
. .. .. . ..(9 )
Dónde:
W = Trabajo realizado por el molino (W)Kr = Constante de Rittinger (KW-cm / Tn)Dvs,b; Dvs,a = Diámetro volumen-superficie del producto y la alimentación.
10.1.- Cálculo del Dvs, para la alimentación y producto:
MOLIENDA Y TAMIZADO Página 26

Dvs= 6× λSe×ρp
.. . .. .. . ..(10 )
Dónde:
Dvs = Diámetro volumen-superficie (cm) = Factor de FormaSe = Superficie específica (cm2/g)p = Densidad de la partícula (g/cm3)
En la Alimentación; (Maíz Entero)
Se tiene:
= 1.08
Se = 7.82 cm2/g
p = 1.23 g/cm3
Reemplazando en la ec. (10):
Dvs ,a= 6×1. 087 .82×1 .23
=0 .676 cm
En el Producto; (Maíz Molido)
Se tiene:
= 1.27
Se = 56.02 cm2/g
p = 1.28 g/cm3
Reemplazando en la ec. (10):
Dvs , b= 6×1 .2756. 02×1. 28
=0 .106 cm
Si: W = 0.802 KW-h / Tn
Reemplazamos valores en la ec. (9), y despejamos Kr;
MOLIENDA Y TAMIZADO Página 27

Kr=0 .802KW−h
Tn×[ 1
0 .106 cm−
10 .676 cm ]
−1
Kr=0 . 101KW−h−cm
Tn
11.- Cálculo del Indice de Rittinger (Ir):
W = Ir x Se(c).......... (11)
Dónde:
W = Trabajo efectuado por la molienda
Se(c) = Superficie específica creada
Ir = Indice de Rittinger ( Kgf-cm /cm2)
De la ec. (11), despejamos Ir y reemplazamos:
Ir=0 . 802
W −hKg
48 . 20cm2
g×1000 g
Kg
×367 . 098 Kgf −m
W−h×
100 cm1 m
Ir=0 .611Kgf −cm
cm2
12.- Cálculo del Número de Rittinger (Nr):
Sea la ecuación:
Nr= 1Ir
. .. .. . .(12)
Reemplazando, los valores obtenidos anteriormente;
Nr= 1
0 .611Kgf −cm
cm2
=1.637cm2
Kgf −cm
13.- Cálculo de la Constante de Kick:
MOLIENDA Y TAMIZADO Página 28

De “La ley de Kick”
W =K K×Ln( DvsaDvsb ) .. . .. .. . ..(11)
Dónde:
Dvs = Diámetro volumen-superficie (cm) inicial de final del maíz
En la ec. (11); se tiene:
k K=0 . 802
KW −hTn
Ln( 0 .6760 .106 )
k K=0 . 433KW−h
Tn
14.- Cálculo de la Constante de Bond:
Se sabe:
W =KB×( 1
√P 80− 1
√ F 80 ). .. . .. .. . .(12)
KB = Constante de Bond (W-h / Kg)
Donde del gráfico N° , “Fracción Acumulada vs. Dp” se obtiene:
P80= 3210 m
F80 = 7800 m
F80, P80 = Diámetro promedio de la malla, por donde pasa el 80% de la alimentación, y el 80% del producto, respectivamente
En la ec. (12); se tiene:
K B=0 .802
KW−hTn
[ 1
√3210−
1
√7800 ]=126 .75
KW −hTn
15. Cálculo del Índice de Trabajo de Bond (Wi):
MOLIENDA Y TAMIZADO Página 29

Sabemos: KB = 10 x Wi......... (13)
Dónde:
KB = Constante de Bond (W-h / Kg)Wi = Índice de Trabajo de BondReemplazando, valores en la ec. (13):
Wi=126 .75
KW −hTn
10=12 . 675
KW−hTn
16. CALCULO DE LA EFICIENCIA DEL CLASIFICADOR N° 10
Del grafico acumulado pasante vs diámetro (grafico N° ) se obtiene XF, XR , Xp para la abertura del tamiz N° 10
XF =0.46
XP=0.82
XR=0.17
a) Calculo del rendimiento o fracción de recuperación.
MOLIENDA Y TAMIZADO Página 30
Malla N° 10
P (finos)
F (Alimentació
n)
R (gruesos
)

ηt=0.82 (0.46−0.17 )
0.46 (0.82−0.17 )¿
×100 %¿
ηt=79.53 %
b) El rendimiento de rechazo
ηR=1−(1−0.82 ) (0.46−0.17 )(1−0.46 ) (0.82−0.17 )
×100 %
ηR=85.13 %
c) Eficiencia Total
ηT = ηt x ηR
ηT=0.7953 x 0.8513 x 100=67.70 %
MOLIENDA Y TAMIZADO Página 31
η=XP( X F−X R)XF ( XP−X R) (1−(1−XP )( X F−X R)
(1−XF )( X P−X R) )∗100 %

Graficas
GRAFICO N°1:
3000 4000 5000 6000 7000 8000 90000.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
Maíz enterofracción retenida vs diámetro medio (um)
Maíz entero
Diámetro medio (um)
Frac
ción
rete
nida
Grafico N° 2: obtención de F80 para la alimentación de maíz entero
3000 4000 5000 6000 7000 8000 90000.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.90
1.00
Maíz entero
Diámetro medio (um)
Frac
ción
acum
ulad
a pa
sant
e
MAIZ ENTE-RO
F80=7800um
MOLIENDA Y TAMIZADO Página 32

GRAFICO N° 3
0 1000 2000 3000 4000 50000.000.050.100.150.200.250.300.350.400.45
Maíz molidofracción retenida vs diámetro medio
(um)
Maíz molido
Diámetro medio (um)
Frac
ción
rete
nida
Grafico N°4: obtención del P80 para el producto maíz molido
0 500 10001500200025003000350040004500
-0.20
0.00
0.20
0.40
0.60
0.80
1.00
1.20
Maíz molido
Diámetro medio (um)
Frac
ción
acum
ulad
a pa
sant
e
MAIZ MO-LIDO
MOLIENDA Y TAMIZADO Página 33
Grafico N° 5: determinación de XF, XP, XR para hallar la eficiencia del clasificador
0 500 1000 1500 2000 2500 3000 3500 4000 4500
-0.20
0.00
0.20
0.40
0.60
0.80
1.00
1.20
alimentacion de maiz molidorechazoproducto (finos)
diametro (um)
acum
ulad
o pa
sant
e
MALLA CLASIFICADO-RA N°10abertura =1884um 0.82
0.46
0.17
MOLIENDA Y TAMIZADO Página 34