modelado y simulación del centro de mecanizado mikron...
TRANSCRIPT

Proyecto Final de Carrera
Modelado y simulación del
centro de mecanizado
MIKRON HSM 400U LP con
Catia V5
Jesús Fuentes Quintana
Ingeniería Aeronáutica ETSI US
Tutor proyecto: Domingo Morales Palma
Departamento de Ingeniería mecánica y fabricación
Sevilla, 15 de septiembre de 2014

Página en blanco

I
Índice
Tabla de Figuras ....................................................................................................... V
1.- Introducción y objetivos ...................................................................................... 2
1.1.- Introducción ......................................................................................................... 2
1.2.- Objetivos .............................................................................................................. 2
1.3.- Contenido del proyecto ....................................................................................... 3
1.3.1.- Estructura del documento ........................................................................... 3
1.3.2.- Contenido adicional ..................................................................................... 4
2.- Características de las máquinas herramienta y de los controles Heindenhain ....... 6
2.1.- Tipos de máquinas-herramienta CNC .................................................................. 6
2.2. Configuración de centros de mecanizado de 5 ejes. ............................................ 9
2.2.1.- Dos ejes giratorios en el cabezal. ............................................................... 10
2.2.2.- Dos ejes de giro en la mesa de trabajo. ..................................................... 10
2.2.3.- Un eje giratorio en el cabezal y otro en la mesa. ...................................... 11
2.3.- El modelo MIKRON HSM 400U LP ..................................................................... 12
2.4.- El control Heidenhain ........................................................................................ 14
3.- Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
.............................................................................................................................. 16
3.1.- Introducción ....................................................................................................... 16
3.2.- Entorno de Catia. Módulo de diseño y de mecanizado ..................................... 16
3.2.1.- Módulos de diseño mecánico .................................................................... 16
3.2.2.-Modulos de mecanizado ............................................................................. 18
3.2.3.- Árbol de especificaciones .......................................................................... 19
3.2.4.- Process List ................................................................................................. 19
3.2.5.- Product List ................................................................................................ 24
3.2.6.- Resources List ............................................................................................. 24
3.3.- Operaciones de mecanizado ............................................................................. 25
3.3.1.- Introducir operaciones ............................................................................... 25
3.3.2.- Pestaña de geometría ................................................................................ 25
3.3.3.- Pestaña de estrategia................................................................................. 26
3.3.4.- Pestaña de herramienta............................................................................. 27

II
3.3.5.- Pestaña de velocidades .............................................................................. 28
3.3.6.- Pestaña de macros ..................................................................................... 29
3.4.- Módulos de mecanizado en 3 ejes .................................................................... 30
3.5.- Módulos de mecanizado en 5 ejes .................................................................... 32
3.5.1.- Operaciones de desbaste ........................................................................... 32
3.5.2.- Operaciones de repaso .............................................................................. 35
3.5.3.- Operaciones de semiacabado .................................................................... 35
3.6.- Generación de códigos de control numérico .................................................... 43
3.6.1.- Lenguaje APT ............................................................................................. 43
3.6.2.- Obtención del código APT en Catia V5 ...................................................... 44
3.7.- Postprocesado ................................................................................................... 45
3.7.1.- Lenguaje ISO ............................................................................................... 46
3.7.2.- El lenguaje conversacional Heidenhain ..................................................... 47
3.7.3.- Función del postprocesado ........................................................................ 47
4.- Modelado con Catia V5 del centro de mecanizado MIKRON HSM 400U LP .......... 50
4.1.- Modelado del centro de mecanizado MIKRON HSM 400U LP con Catia V5 ..... 50
4.1.1 Subconjunto Plato de trabajo ...................................................................... 51
4.1.2.- Subconjunto Producto carro giro externo ................................................. 51
4.1.2.- Subconjunto Carro horizontal .................................................................... 55
4.1.3.- Subconjunto Recorrido deslizadera ........................................................... 58
4.1.4.- Subconjunto Tapa brazo herramienta atornillada ..................................... 59
4.1.5.- Subconjunto Conjunto brazo Z ................................................................... 59
4.1.6.- Subconjunto Carro X .................................................................................. 62
4.1.7.- Subconjunto Cajón brazo ........................................................................... 63
4.1.8.- Subconjunto Puerta ................................................................................... 64
4.1.9.- Subconjunto Carcasa exterior .................................................................... 66
4.1.10.- Conjunto final ........................................................................................... 67
4.2.- Creación de máquina herramienta mediante NC Machine Tool Builder .......... 69
4.2.1.- Datos cinemáticos de la máquina. ............................................................. 70
4.2.2.- Definición de los atributos de la máquina ................................................. 73
5.- Modelado y simulación del mecanizado de piezas en la máquina MIKRON HSM
400U LP .................................................................................................................. 80

III
5.1 Pieza simple con forma esférica .......................................................................... 80
5.1.1.- Diseño Pieza “esférica” .............................................................................. 80
5.1.2.- Mecanizado Pieza “esférica” ...................................................................... 81
5.2.- Pieza compleja: Rotor de un compresor ........................................................... 86
5.2.1.- Diseño del Rotor......................................................................................... 86
5.2.2.- Mecanizado del rotor ................................................................................. 87
6.- Conclusiones y trabajos futuros ......................................................................... 95
IV
Página en blanco

V
Tabla de Figuras
Figura 1.- Máquina-herramienta de mando manual ........................................................ 6
Figura 2.- Torno CNC ......................................................................................................... 7
Figura 3.- Fresadora de 3 ejes CNC ................................................................................... 8
Figura 4.- Fresadora de 4 ejes CNC ................................................................................... 8
Figura 5.- Fresadora de 5 ejes CNC ................................................................................... 9
Figura 6.- Configuración C sobre B ................................................................................. 10
Figura 7.- Configuración A sobre C ................................................................................. 10
Figura 8.- Configuración C sobre A ................................................................................. 11
Figura 9.- Configuración C sobre B ................................................................................. 11
Figura 10.- Configuración de mesa giratoria y cabezal basculante ................................ 12
Figura 11.- Máquina herramienta MIKRON HSM 400U LP ............................................. 12
Figura 12.- Mesa de trabajo y portaherramientas ......................................................... 13
Figura 13.- Parámetros cinemáticos ............................................................................... 13
Figura 14.- Controlador Heidenhain iTNC 530 ............................................................... 14
Figura 15.- Módulos de diseño mecánico ...................................................................... 17
Figura 16.- Módulos de mecanizado .............................................................................. 18
Figura 17.- Part Operation .............................................................................................. 20
Figura 18.- Ventana de asignación de máquinas herramientas ..................................... 21
Figura 19.- Asignación de geometrías ............................................................................ 22
Figura 20.- Asignación de posiciones de referencia ....................................................... 22
Figura 21.- Manufacturing program ............................................................................... 23
Figura 22.- Ventana de diálogo del Manufacturing program ......................................... 23
Figura 23.- Product list y Resources list .......................................................................... 24
Figura 24.- Pestaña de geometría .................................................................................. 26
Figura 25.- Pestaña de estrategia ................................................................................... 27
Figura 26.- Pestaña de herramienta ............................................................................... 28
Figura 27.- Pestaña de velocidades ................................................................................ 29
Figura 28.- Pestaña de macros ....................................................................................... 30
Figura 29.- Operaciones de desbaste ............................................................................. 33
Figura 30.- Estrategia helicoidal ..................................................................................... 33
Figura 31.- Altura de entrada fija ................................................................................... 34
Figura 32.- Cavities roughing .......................................................................................... 34
Figura 33.- Pestaña de estrategia de Plunge milling ...................................................... 35
Figura 34.- Pestaña de estrategia de operación de remecanizado ................................ 35
Figura 35.- Sweeping/4-axis sweeping/Multi-axis sweeping ......................................... 36
Figura 36.- Pestaña de estrategia de la operación Sweeping......................................... 36
Figura 37.- Z level machining/ Multi-axis tube machining ............................................. 37
Figura 38.- Contour driven/Isoparametric/Multi-axis contour driven ............................ 37

VI
Figura 39.- Isoparametric ............................................................................................... 38
Figura 40.- Spiral/Multi-axis spiral ................................................................................. 38
Figura 41.- Pestaña de geometría de Spiral ................................................................... 39
Figura 42.- 4-axis pocketing ............................................................................................ 39
Figura 43.- Pestaña de geometría de 4-axis pocketing .................................................. 39
Figura 44.- Profile contouring/Groove milling/Multi-axis curve machining/Multi-axis
flank contouring .............................................................................................................. 40
Figura 45.- Groove milling .............................................................................................. 40
Figura 46.- Pestaña de geometría de Multi-axis flank contouring ................................. 41
Figura 47.- Multi-axis hélix ............................................................................................. 41
Figura 48.- Pestaña de estrategia de Multi-axis helix .................................................... 42
Figura 49.- Ejemplo de mecanizado de álabe ................................................................. 42
Figura 50.- Ejemplo de programa en lenguaje APT ........................................................ 44
Figura 51.- Generate NC Output ..................................................................................... 45
Figura 52.- Comandos lenguaje ISO ................................................................................ 46
Figura 53.- Ejemplo de lenguaje ISO ............................................................................... 47
Figura 54.- Vista del software Winpost. ......................................................................... 48
Figura 55.- MIKRON HSM 400U LP ................................................................................. 50
Figura 56.- Plato de trabajo ............................................................................................ 51
Figura 57.- Carro giro externo arriba .............................................................................. 52
Figura 58.- Carro giro externo abajo .............................................................................. 52
Figura 59.- Tapa superior carro giro externo ................................................................. 53
Figura 60.- Tapa trasera carro giro externo.................................................................... 53
Figura 61.- Plato base ..................................................................................................... 54
Figura 62.- Plato intermedio ........................................................................................... 54
Figura 63.- Producto carro giro externo ......................................................................... 55
Figura 64.- Constraints.................................................................................................... 55
Figura 65.- Carro horizontal blanco ................................................................................ 56
Figura 66.- Disco carro horizontal .................................................................................. 56
Figura 67.- Deslizadera carro horizontal blanco ............................................................. 57
Figura 68.- Carro horizontal ............................................................................................ 57
Figura 69.- Recorrido deslizadera ................................................................................... 58
Figura 70.- Tapa brazo herramienta atornillada............................................................. 59
Figura 71. - Brazo eje Z ................................................................................................... 60
Figura 72.- Cabezal ......................................................................................................... 60
Figura 73.- Chapa ............................................................................................................ 61
Figura 74.- Conjunto brazo Z .......................................................................................... 61
Figura 75.- Carro X (vista delantera) ............................................................................... 62
Figura 76.- Carro X (vista trasera) ................................................................................... 63
Figura 77.- Cajón brazo ................................................................................................... 64
Figura 78.- Marco puerta ................................................................................................ 65
VII
Figura 79.- Asa puerta .................................................................................................... 65
Figura 80.- Puerta ........................................................................................................... 66
Figura 81.- Carcasa exterior ............................................................................................ 67
Figura 82.- Modelo MIKRON HSM 400U LP .................................................................... 68
Figura 83.- Máquina MIKRON HSM 400U LP .................................................................. 69
Figura 84.- Comando New Machine .............................................................................. 69
Figura 85.- Máquina posicionada en el cero de máquina .............................................. 70
Figura 86.- Comando Fixed Part ..................................................................................... 71
Figura 87.- Creación de nueva parte fija ........................................................................ 71
Figura 88.- Definición de pares prismáticos ................................................................... 72
Figura 89.- Unión prismática del eje X ............................................................................ 72
Figura 90.- Definición de pares de revolución ................................................................ 72
Figura 91.- Unión de revolución del eje B ...................................................................... 73
Figura 92.- Create Mount Point ...................................................................................... 73
Figura 93.- Punto de montaje pieza de trabajo .............................................................. 74
Figura 94.- Punto de montaje herramienta .................................................................... 75
Figura 95.- Límites de viaje. ............................................................................................ 75
Figura 96.- Definición límites de viaje ............................................................................ 76
Figura 97.- Home position .............................................................................................. 76
Figura 98.- Parámetros de movimiento de la posición cero de la máquina .................. 77
Figura 99.- Propiedades del mecanismo ........................................................................ 78
Figura 100.- Diseño pieza esférica .................................................................................. 80
Figura 101.- Mecanizado pieza esférica ......................................................................... 81
Figura 102.- Desbaste en eje Z. ...................................................................................... 82
Figura 103.- Taladrado vertical ....................................................................................... 83
Figura 104.- Desbastado del agujero central de la pieza ............................................... 83
Figura 105.- Mecanizado de la parte esférica y del agujero central. ............................. 84
Figura 106.- Contorneado de superficie superior ......................................................... 85
Figura 107.- Pieza esférica mecanizada .......................................................................... 85
Figura 108.- Máquina herramienta realizando un giro sobre el eje B. .......................... 86
Figura 109.- Diseño de rotor ........................................................................................... 87
Figura 110.- Primer Roughing ......................................................................................... 88
Figura 111.- Segundo Roughing ...................................................................................... 89
Figura 112.- Isoparametric Machining con offset de 2.4mm ......................................... 90
Figura 113.- Multi Axis Spiral Machining de la parte inferior de la zona entre álabes. . 91
Figura 114.- Multi Axis Spiral Machining de la parte superior de la zona entre álabes. 92
Figura 115.- Isoparametric Machining para el canto de los álabes. ............................... 93
Figura 116.- Rotor mecanizado ...................................................................................... 94
Figura 117.- Rotor mecanizado planta ........................................................................... 94

Página en blanco
1. Introducción y objetivos
2
1.- Introducción y objetivos
1.1.- Introducción
Este proyecto surge del Departamento de Ingeniería Mecánica y Fabricación para completar una serie de proyectos cuyos objetivos eran el modelado de máquinas herramientas así como el avance en el conocimiento del mecanizado por control numérico CNC.
Este proyecto trata de alcanzar el objetivo de unir estas dos áreas: modelando el centro de mecanizado de 5 ejes de la casa GF AgieCharmilles además de programando mecanizados de 5 ejes en software específico de mecanizado asistido por ordenador CAM para obtener el máximo rendimiento de la máquina herramienta.
1.2.- Objetivos
El principal objetivo que se pretendía con este proyecto, Modelado y simulación del
centro de mecanizado MIKRON HSM 400U LP con Catia V5, era el de aprender y
adquirir experiencia con los módulos de Catia V5R19 de modelado y simulación de
máquinas herramientas. Este objetivo ha llevado consigo el estudio de módulos afines,
como los dedicados al diseño y al mecanizado los cuales son necesarios para el
completo desarrollo del presente proyecto. Para alcanzar este objetivo ha sido
necesario modelar las piezas que componen la máquina herramienta mediante los
módulos de Part Design y Generative Shape Design. Una vez ensamblada la máquina
herramienta se ha procedido a dotarla de características cinemáticas y técnicas
mediante el módulo NC Machine Tool Builder, hecho esto, se obtiene ya un modelo de
máquina herramienta completamente operativo y funcional. Posteriormente será
necesario estudiar los módulos de mecanizado para la obtención de ejemplos
concretos de mecanizados, que serán simulados en la máquina herramienta creada
mediante el módulo NC Machine Tool Simulation.
Como objetivo complementario también se pretende proporcionar un material de gran
impacto visual al departamento para su uso lectivo en las correspondientes
asignaturas.

1. Introducción y objetivos
3
1.3.- Contenido del proyecto
1.3.1.- Estructura del documento
Para determinar la forma de organización de este proyecto se ha seguido el proceso de aprendizaje típico para alcanzar los objetivos, siendo este un proyecto en el cual cada capítulo profundiza en un área cuyo conocimiento va siendo empleado en los capítulos posteriores. Por tanto, cada capítulo está orientado hacia un área específica:
Capítulo 2: contiene información genérica acerca de las máquinas herramientas. Entre esta información se incluyen los distintos tipos de máquinas, así como las distintas configuraciones de su cinemática. También se describe la máquina herramienta objeto de este proyecto, la MIKRON HSM 400U LP así como su controlador, el Heidenhain iTNC530.
Capítulo 3: en este capítulo se realiza el modelado de la máquina herramienta de 5 ejes MIKRON HSM 400U LP de forma detallada. Se muestra la construcción de las elementales así como el ensamblaje de los subconjuntos que formarán la máquina final. Una vez montada esta se procederá a atribuirle cualidades de máquina herramienta para su posterior operación en la herramienta CAM de Catia.
Capítulo 4: este capítulo recoge los fundamentos básicos para realizar los programas de mecanizado en el software Catia V5. Contiene una somera explicación sobre el entorno de los módulos de mecanizado así como la funcionalidad de las órdenes más usuales.
Capítulo 5: contiene información sobre la generación de códigos de mecanizado en lenguajes estandarizados como el APT o el ISO. Además también se explica la funcionalidad de los postprocesadores así como su funcionamiento.
Capítulo 6: en este capítulo se recogen los ejemplos de piezas a mecanizar utilizados para probar el funcionamiento de la máquina herramienta virtual creada en apartados anteriores.
El orden de estos capítulos se ha realizado para facilitar la comprensión del documento, no teniendo que pasar de unas secciones a otras para entender su contenido.

1. Introducción y objetivos
4
1.3.2.- Contenido adicional
Además de la información contenida en este proyecto, también se ha adjuntado al mismo los archivos digitales que permiten la simulación de la máquina herramienta así como los distintos ejemplos empleados para probar el funcionamiento de la misma.

5
Página en blanco

6
2.- Características de las máquinas herramienta y
de los controles Heindenhain
2.1.- Tipos de máquinas-herramienta CNC
El control numérico (CN) es un sistema de automatización de máquinas herramienta que son operadas mediante comandos programados en un medio de almacenamiento, en comparación con el mando manual mediante volantes o palancas.
Figura 1.- Máquina-herramienta de mando manual
Las primeras máquinas de control numérico se construyeron en los años 1940 y 1950, basadas en las máquinas existentes con motores modificados cuyos mandos se accionaban automáticamente siguiendo las instrucciones dadas en un sistema de tarjeta perforada. Estos servomecanismos iniciales se desarrollaron rápidamente con equipos analógicos y digitales. El abaratamiento y miniaturización de los microprocesadores ha generalizado la electrónica digital en las máquinas herramienta, lo que dio lugar a la denominación control numérico por computadora , control numérico por computador o control numérico computarizado(CNC), para diferenciarlas de las máquinas que no tenían computadora. En la actualidad se usa el término control numérico para referirse a este tipo de sistemas, con o sin computadora.
Este sistema ha revolucionado la industria debido al abaratamiento de microprocesadores y a la simplificación de la programación de las máquinas de CNC.

2. Características de las máquinas herramienta y de los controles Heindenhain
7
Existen distintos tipos de máquinas-herramienta de CNC:
Tornos: Torno de control numérico o torno CNC se refiere a una máquina herramienta del tipo torno que se utiliza para mecanizar piezas de revolución mediante un software de computadora que utiliza datos alfa-numéricos, siguiendo los ejes cartesianos X,Y,Z. Se utiliza para producir en grandes cantidades y con precisión debido a que la computadora que lleva incorporado controla la ejecución de la pieza de forma precisa.
Figura 2.- Torno CNC
Fresadora de 3 ejes: Una fresadora es una máquina herramienta utilizada para realizar mecanizados por arranque de viruta mediante el movimiento de una herramienta rotativa de varios filos de corte denominada fresa. En el caso de una fresadora de 3 ejes puede controlarse el movimiento relativo entre pieza y herramienta en los tres ejes de un sistema cartesiano.

2. Características de las máquinas herramienta y de los controles Heindenhain
8
Figura 3.- Fresadora de 3 ejes CNC
Fresadora de 4 ejes: Además del movimiento relativo entre pieza y herramienta en tres ejes, se puede controlar el giro de la pieza sobre un eje, como con un mecanismo divisor o un plato giratorio. Se utilizan para generar superficies con un patrón cilíndrico, como engranajes o ejes estriados.
Figura 4.- Fresadora de 4 ejes CNC
Fresadora de 5 ejes: Además del movimiento relativo entre pieza y herramienta en tres ejes, se puede controlar o bien el giro de la pieza sobre dos ejes, uno

2. Características de las máquinas herramienta y de los controles Heindenhain
9
perpendicular al eje de la herramienta y otro paralelo a ella (como con un mecanismo divisor y un plato giratorio en una fresadora vertical); o bien el giro de la pieza sobre un eje horizontal y la inclinación de la herramienta alrededor de un eje perpendicular al anterior. Se utilizan para generar formas complejas.
Figura 5.- Fresadora de 5 ejes CNC
Máquina de prototipado rápido: El prototipado rápido es un proceso utilizado para fabricar artículos de plástico, metal o cerámica. Su proceso de fabricación es ir añadiendo material capa a capa. Inicialmente el prototipado rápido solo se usaba para la fabricación de prototipos. Hoy en día se utiliza como un proceso de fabricación más.
Este proyecto va a centrarse en los centros de fresado de 5 ejes, en especial en el modelo MIKRON HSM 400U LP, que está disponible en los Laboratorios de la Escuela de Ingeniería de Sevilla. En capítulos posteriores se describirá de forma detallada la misma.
2.2. Configuración de centros de mecanizado de 5 ejes.
Los movimientos de una máquina de 5 ejes están compuestos de 3 ejes lineales y 2 ejes giratorios, con los cuales, se puede alcanzar, en teoría, cualquier punto en el espacio con la orientación deseada de la herramienta. Se trata de los 3 ejes lineales conocidos X, Y, Z y 2 ejes giratorios adicionales. Esos ejes giratorios se los conoce como A, B, C y se definen como el giro alrededor de los ejes cartesianos X, Y, Z respectivamente. Para los dos ejes giratorios existen distintas soluciones cinemáticas. A continuación se muestran las distintas soluciones cinemáticas presentes en la actualidad.

2. Características de las máquinas herramienta y de los controles Heindenhain
10
2.2.1.- Dos ejes giratorios en el cabezal.
Esta configuración está pensada para mecanizado de piezas de gran tamaño, en las que debido a la gran superficie de la mesa de trabajo es imposible el giro de la misma. Pese a la ventaja de poder mecanizar piezas de gran tamaño, este tipo de máquinas presenta el inconveniente de tener bastante más limitado su movimiento que otro tipo de máquina.
Como se comprueba en las configuraciones de máquinas de 5 ejes anteriores, uno de los ejes de giro siempre gira sobre el otro. En la Figura 6 se observa una configuración A sobre C, es decir, el giro A se produce sobre el cabezal que contiene al giro C. En la Figura 7 se puede observar una configuración C sobre B, con la particularidad de que los ejes de giro no son perpendiculares. En este caso, al eje de giro C se le conoce como “eje ranurado”, ya que éste no es perpendicular al eje de giro B.
2.2.2.- Dos ejes de giro en la mesa de trabajo.
En este tipo de configuraciones, los giros se realizan en las mesas. La mesa de trabajo (sobre la que se coloca la pieza a mecanizar) gira sobre otra mesa mayor que a su vez tiene un movimiento de rotación independiente. En las Figuras 8 y 9 puede apreciarse las dos configuraciones típicas de este tipo de máquina, configuración C sobre A y configuración C sobre B respectivamente.
Figura 7.- Configuración A sobre C Figura 6.- Configuración C sobre B

2. Características de las máquinas herramienta y de los controles Heindenhain
11
Este tipo de configuración de máquina es bastante versátil, ya que permite mover la pieza respecto de la herramienta de forma independiente, lo que posibilita una capacidad de trayectorias mayor. Como inconveniente cabe destacar que el tamaño de las piezas en este tipo de configuración es menor.
2.2.3.- Un eje giratorio en el cabezal y otro en la mesa.
Este tipo de configuración está compuesto de un cabezal basculante y de una mesa giratoria. Esta configuración asegura una capacidad elevada para desarrollar distintas trayectorias, así como la capacidad para mecanizar piezas de gran tamaño y peso.
Figura 9.- Configuración C sobre B Figura 8.- Configuración C sobre A

2. Características de las máquinas herramienta y de los controles Heindenhain
12
Figura 10.- Configuración de mesa giratoria y cabezal basculante
2.3.- El modelo MIKRON HSM 400U LP
Tras haber comentado en el punto anterior las principales configuraciones de las máquinas herramientas de 5 ejes, en este apartado se pasa a hablar exclusivamente del centro de mecanizado en el que se basa este documento. Se trata de una máquina herramienta MIKRON HSM 400U LP, de la compañía GF AgieCharmilles.
Figura 11.- Máquina herramienta MIKRON HSM 400U LP
Este centro de mecanizado se caracteriza por tener un husillo de movimiento vertical y una configuración de plato de trabajo estilo C sobre B. Este centro de mecanizado está dotado con la posibilidad de operar en condiciones de mecanizado de alta velocidad o High Speed Milling (HSM). Debido al alto rendimiento de este tipo de mecanizado, la

2. Características de las máquinas herramienta y de los controles Heindenhain
13
máquina herramienta cuenta con un control a la altura del mismo, como es el Heidenhain iTNC 530.
Figura 12.- Mesa de trabajo y portaherramientas
Puesto que el objetivo de este proyecto es conseguir la máxima similitud entre el diseño en Catia de esta máquina y la máquina herramienta real es necesario conocer algunos parámetros cinemáticos del movimiento de la máquina. Estos parámetros pueden ser encontrados en la documentación de la propia máquina herramienta.
Área de trabajo
Longitudinal X 500 mm
Lateral Y 240 Mm
Vertical Z 360 Mm
Eje de balanceo B 110 º
Eje de rotación C N x 360 º
Velocidad de desplazamiento rápido
Velocidad X, Y 60 m/min
Velocidad Z 60 m/min
Aceleración máxima 17 m/s2
Velocidad balanceo B 165 Rpm
Velocidad rotación C 250 Rpm
Trabajo del usillo 40% ED
54000 min-1 8.5/3.5 kW/Nm
42000 min-1 13.5/8.8 kW/Nm
30000 min-1 13.5/8.8 kW/Nm
Mesa de trabajo
Carga máxima 25 kg
Figura 13.- Parámetros cinemáticos

2. Características de las máquinas herramienta y de los controles Heindenhain
14
2.4.- El control Heidenhain
La función del control de una máquina herramienta es procesar la información proporcionada por el operador de la máquina y transmitir las órdenes de desplazamiento correspondientes a los motores de la máquina.
Como ya es sabido, el controlador instalado en la máquina herramienta de este proyecto es el Heidenhain iTNC 530. Éste es un controlador de alto rendimiento capacitado para operar con procesos de alta velocidad.
Figura 14.- Controlador Heidenhain iTNC 530
Una de las principales ventajas de este control es su intuitiva interfaz gráfica, ya que posee pantalla a color, teclado y ratón táctil para su manejo. Estas ventajas permiten una sencilla e intuitiva programación a pie de máquina mediante sencillos comandos, en lo que se denomina “diálogo conversacional” entre el operador y la máquina herramienta. Además de estas mejoras electrónicas, también sigue contando con un volante para realizar movimientos de forma manual al estilo de las primeras máquinas herramientas.
Es necesario decir que la programación de movimientos mediante la interfaz gráfica del controlador está destinada únicamente para programas de mecanizado simples, ya que para programas complejos es necesaria la utilización de un software CAM (Computed-Aided Manufacturing).
También cabe comentar que además de la labor de programación, un controlador puede desarrollar tareas de cálculo y supervisión de la programación que ayudan a llevar a buen fin a la misma. Entre estas tareas, el controlador Heidenhain incluye:
2. Características de las máquinas herramienta y de los controles Heindenhain
15
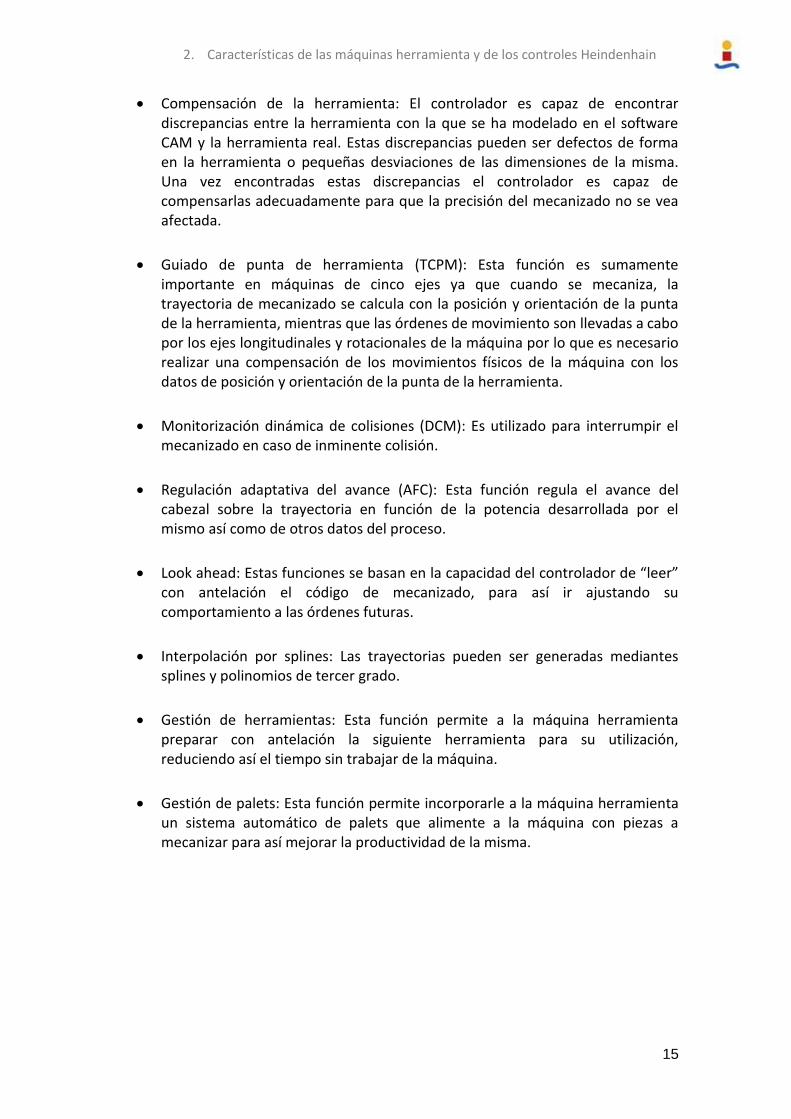
Compensación de la herramienta: El controlador es capaz de encontrar discrepancias entre la herramienta con la que se ha modelado en el software CAM y la herramienta real. Estas discrepancias pueden ser defectos de forma en la herramienta o pequeñas desviaciones de las dimensiones de la misma. Una vez encontradas estas discrepancias el controlador es capaz de compensarlas adecuadamente para que la precisión del mecanizado no se vea afectada.
Guiado de punta de herramienta (TCPM): Esta función es sumamente importante en máquinas de cinco ejes ya que cuando se mecaniza, la trayectoria de mecanizado se calcula con la posición y orientación de la punta de la herramienta, mientras que las órdenes de movimiento son llevadas a cabo por los ejes longitudinales y rotacionales de la máquina por lo que es necesario realizar una compensación de los movimientos físicos de la máquina con los datos de posición y orientación de la punta de la herramienta.
Monitorización dinámica de colisiones (DCM): Es utilizado para interrumpir el mecanizado en caso de inminente colisión.
Regulación adaptativa del avance (AFC): Esta función regula el avance del cabezal sobre la trayectoria en función de la potencia desarrollada por el mismo así como de otros datos del proceso.
Look ahead: Estas funciones se basan en la capacidad del controlador de “leer” con antelación el código de mecanizado, para así ir ajustando su comportamiento a las órdenes futuras.
Interpolación por splines: Las trayectorias pueden ser generadas mediantes splines y polinomios de tercer grado.
Gestión de herramientas: Esta función permite a la máquina herramienta preparar con antelación la siguiente herramienta para su utilización, reduciendo así el tiempo sin trabajar de la máquina.
Gestión de palets: Esta función permite incorporarle a la máquina herramienta un sistema automático de palets que alimente a la máquina con piezas a mecanizar para así mejorar la productividad de la misma.

16
3.- Herramientas de CATIA para el modelado y
simulación del mecanizado en 5 ejes
3.1.- Introducción
El objetivo de este capítulo es doble, por un lado se pretende explicar de forma somera el módulo de diseño mecánico, así como el módulo de mecanizado de Catia V5, familiarizar al lector con los fundamentos básicos de su utilización y describir la metodología a aplicar. Por otro lado también se va a estudiar los códigos de control numérico, así como su generación por parte de Catia.
3.2.- Entorno de Catia. Módulo de diseño y de mecanizado
En este apartado se va a hablar de los módulos de diseño mecánico y de mecanizado de Catia, fundamentales para la realización de este proyecto. El conocimiento del módulo de diseño mecánico proporciona el conocimiento suficiente como para construir la máquina herramienta objetivo de este proyecto, mientras que el conocimiento del módulo de mecanizado va a permitir el modelado del mecanizado de piezas del capítulo 5 de este proyecto.
3.2.1.- Módulos de diseño mecánico
En este apartado se va a explicar someramente algunos de los módulos de diseño
mecánico de Catia V5 que aparecen en la siguiente figura. Sería un proceso muy
laborioso comentarlos todos por lo que se va a dar unas breves indicaciones sobre los
más importantes de los mismos.
3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
17
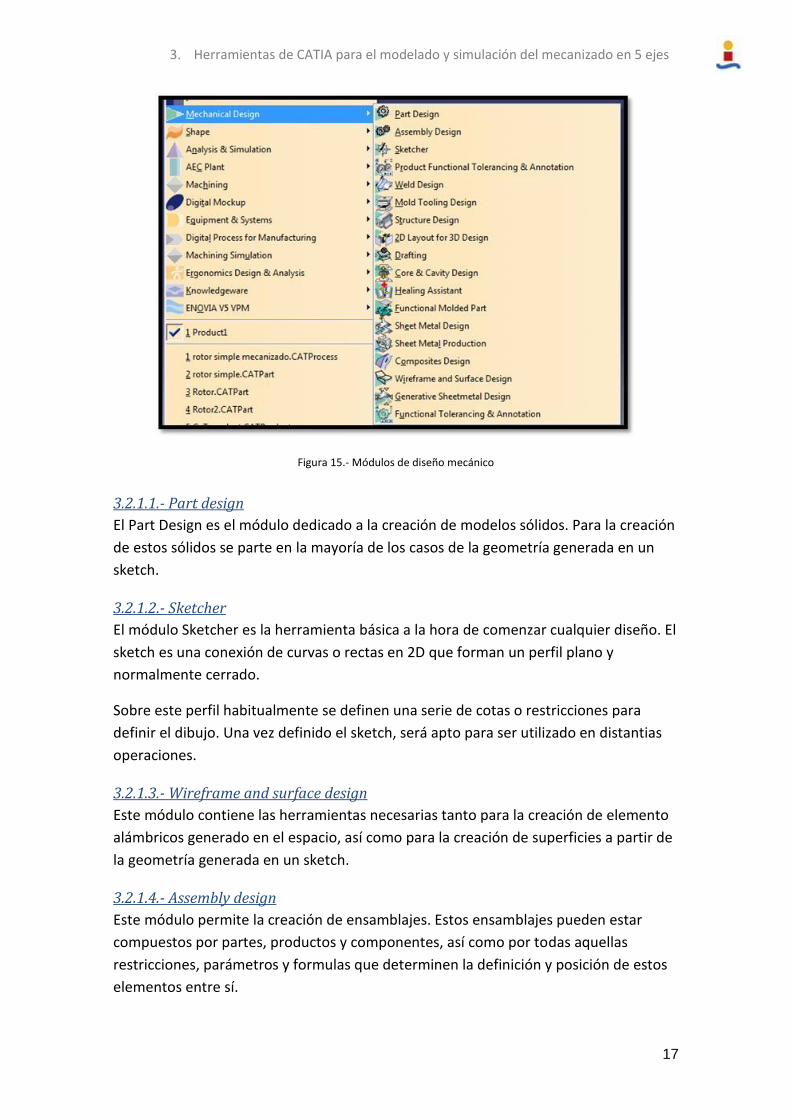
Figura 15.- Módulos de diseño mecánico
3.2.1.1.- Part design
El Part Design es el módulo dedicado a la creación de modelos sólidos. Para la creación
de estos sólidos se parte en la mayoría de los casos de la geometría generada en un
sketch.
3.2.1.2.- Sketcher
El módulo Sketcher es la herramienta básica a la hora de comenzar cualquier diseño. El
sketch es una conexión de curvas o rectas en 2D que forman un perfil plano y
normalmente cerrado.
Sobre este perfil habitualmente se definen una serie de cotas o restricciones para
definir el dibujo. Una vez definido el sketch, será apto para ser utilizado en distantias
operaciones.
3.2.1.3.- Wireframe and surface design
Este módulo contiene las herramientas necesarias tanto para la creación de elemento
alámbricos generado en el espacio, así como para la creación de superficies a partir de
la geometría generada en un sketch.
3.2.1.4.- Assembly design
Este módulo permite la creación de ensamblajes. Estos ensamblajes pueden estar
compuestos por partes, productos y componentes, así como por todas aquellas
restricciones, parámetros y formulas que determinen la definición y posición de estos
elementos entre sí.

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
18
3.2.1.5.- Drafting
Este módulo tiene por objeto la generación de planos 2D. Estos documentos están
constituidos por una o varias hojas en las que se encuentran las vistas generadas a
partir de otros ficheros de partes o productos.
3.2.2.-Modulos de mecanizado
En este apartado se va a centrar la atención en el módulo de mecanizado contenido en Catia V5, Machining, este módulo es el usado para realizar los procesos de mecanizado y se divide en 6 apartados distintos según las herramientas necesarias para llevar a cabo el mecanizado en cada caso.
Figura 16.- Módulos de mecanizado
Como se comentó anteriormente, este módulo consta de 6 apartados, los cuales pasan a describirse a continuación de forma somera. Posteriormente se entrará en profundidad en aquellos que sean necesarios para el desarrollo de este capítulo.
Lathe Machining. Usado para mecanizados con torno.
Prismatic Machining. Contiene las herramientas básicas de mecanizado en 3 ejes.
Surface Machining. Muy útil para hacer mecanizados por áreas o para utilizar la sonda.
Advanced Machining. Contiene las herramientas necesarias para hacer mecanizados más complejos utilizando varios ejes.
NC Manufacturing Review. Está pensado para visualizar y editar las trayectorias de la herramienta.
STL Rapid Prototyping. Herramientas para el prototipado rápido.

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
19
Puesto que uno de los objetivos de este proyecto es realizar mecanizado de piezas a través de la máquina de 5 ejes creada en el apartado anterior, se trabajará con el apartado de Advanced Machining, cuya ventaja es que contiene tanto herramientas de mecanizado complejas, como herramientas básicas.
Para comenzar el proceso de mecanizado es necesario realizar la preparación previa de la pieza asignándole los recursos necesarios para el trabajo.
3.2.3.- Árbol de especificaciones
En el árbol de mecanizado se recoge todo la información relevante para el proceso de mecanizado.
Process List: En esta lista se recogen las distintas operaciones a realizar a la pieza. Un mismo proceso se puede componer de varias secuencias de operaciones distintas y a su vez cada una puede componerse de distintos programas.
Product list: En esta lista se encuentran las geometrías necesarias para el mecanizado, tanto pieza de diseño como el tocho de partida o los útiles de sujeción a la mesa de trabajo. Cuando se necesite algún elemento de geometría, éste puede ser seleccionado sobre la representación 3D o directamente sobre el árbol, lo cual puede ser beneficioso cuando las piezas sean numerosas o estén ocultas.
Resources list: En esta lista se recogen las herramientas y las máquinas herramientas utilizadas para el proceso de mecanizado. En esta lista también es posible modificar alguna de las características de las herramientas o máquinas.
3.2.4.- Process List
3.2.4.1.- Part Operation
Los procesos de mecanizado de Catia se componen de una o varias Part operations, las cuales son encargadas de contener los distintos programas.

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
20
Figura 17.- Part Operation
Abriendo la ventana de Part Operation, nos aparece la ventana mostrada en la Figura 61, en la cual se asignan los recursos necesarios para la operación. A continuación se va a realizar una pequeña descripción de estos puntos:
Nombre y comentarios: En estos cuadros de texto se le da nombre a la operación, así
como es posible realizar comentarios sobre la misma.
Máquina herramienta: En este punto es posible asignar un tipo de máquina
herramienta al proceso. Es posible seleccionar máquinas genéricas que vienen
contenidas en Catia o bien seleccionar una máquina realizada mediante el módulo NC
Machine Tool Builder. En la Figura 62 Puede verse la ventana de asignación de la
máquina.

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
21
Figura 18.- Ventana de asignación de máquinas herramientas
Ejes de referencia: Los ejes de referencia por defecto para la operación de mecanizado
se sitúan en principio en los ejes de referencia de la pieza a mecanizar. Si es necesario
es posible introducir más tarde nuevos sistemas de coordenadas para determinadas
operaciones.
Selección de producto/pieza: En este punto se selecciona la pieza a mecanizar con sus
geometrías auxiliares, como pueden ser el tocho de fabricación, los utensilios de
fijación a la mesa de trabajo, planos auxiliares, etc. Una vez seleccionado, esta piezas
se mostrarán en el árbol de especificaciones en la rama de Product List.
Pestaña de geometrías: Una vez seleccionado el producto/pieza del apartado anterior,
en este punto se definen concretamente las partes que forman la pieza a fabricar, el
tocho de partida, los útiles de fijación a la mesa de trabajo y una serie de planos
utilizados para generar las trayectorias seguras de la herramienta entre operaciones.
En la Figura 63 puede verse la ventana de asignación de geometrías.

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
22
Figura 19.- Asignación de geometrías
Pestaña de posiciones: en esta pestaña se definen las posiciones de origen, de cambio
de herramienta y la posición cero de la máquina. En la Figura 64 puede verse la
pestaña de posiciones.
Figura 20.- Asignación de posiciones de referencia
Pestaña de simulación: En esta pestaña de define la precisión del tocho para la
simulación.
Pestaña de opciones: En esta pestaña se activa la generación automática de tochos
intermedios, tochos para torneados y sistemas de ejes para torneados.
Pestaña de inspección de colisiones: En esta pestaña se puede activar la detección
automática de colisiones de la herramienta y el portaherramientas con la pieza y con
los útiles de fijación.
Como último apunte es necesario comentar que un mismo proceso puede contener varios Part
Operations, ya que cada uno de estos representa un conjunto de operaciones que se le

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
23
realizan a la pieza y en algunos casos el mecanizado de una pieza puede requerir el uso de
diversas máquinas o de distintas posiciones de la pieza a mecanizar sobre la mesa de trabajo
para su total fabricación.
3.2.4.2.- Manufacturing program
Dentro de los Part operations se encuentran los Manufacturing Programs donde se incluyen
los cambios de herramienta realizados, así como las definiciones de las distintas operaciones
de mecanizado con sus correspondientes trayectorias.
Figura 21.- Manufacturing program
Entrando en el Manufacturing Program aparece una ventana de diálogo como la mostrada en
la Figura 66, donde es posible cambiar el nombre del programa, así como añadir comentarios.
Figura 22.- Ventana de diálogo del Manufacturing program

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
24
Además de lo comentado anteriormente en esta ventana es posible ejecutar el programa de
las distintas formas que permite Catia. Mediante los comandos de la parte inferior se puede
pasar a reproducir el mecanizado en el módulo NC Machine Tool Simulation, reproducir el
video de la simulación con eliminación de material o reproducir directamente las trayectorias
programadas.
3.2.5.- Product List
En la Product List se encuentran todas las piezas necesarias para el mecanizado, entre las que
se encuentran la pieza de diseño, el tocho, las fijaciones y los planos auxiliares. Esta lista puede
ser usada a la hora de seleccionar las geometrías cuando el programa lo solicite.
Figura 23.- Product list y Resources list
3.2.6.- Resources List
Como se puede observar en la Figura 67, en esta lista se pueden encontrar todas las herramientas utilizadas para el mecanizado, así como la máquina herramienta que realiza el mismo.

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
25
3.3.- Operaciones de mecanizado
En este apartado se van a explicar los fundamentos del mecanizado en Catia, mostrando los diferentes pasos y opciones necesarias para la consecución de una operación de mecanizado satisfactoria.
3.3.1.- Introducir operaciones
Cuando se selecciona una operación de mecanizado en Catia V5, ésta automáticamente se incorpora al Manufacturing Program precedida de la operación de cambio de herramienta, también aparece la herramienta que se va a usar en esa operación en la Resource List. Es necesario decir que esta herramienta no tiene porqué ser la herramienta definitiva para el mecanizado ya que Catia ofrece una vasta colección de herramientas que además permiten su modificación para adaptarlas a las que tenga la máquina herramienta.
Una vez seleccionada la operación se abre una ventana donde se definen todos los parámetros necesarios para su realización, esta ventana a su vez contiene una serie de pestañas con las distintas características necesarias. Para hacer más amena la explicación, ésta se va a realizar a través de un ejemplo. En este caso se ha elegido la operación de Pocketing o cajeado para ilustrar este apartado.
3.3.2.- Pestaña de geometría
Al pulsar la operación de cajeado aparece la ventana abierta directamente en la pestaña de geometría, donde se van a introducir los parámetros necesarios para la correcta definición de la operación. Como puede observarse en la Figura 68, en la pestaña de geometría aparece un semáforo en rojo que indica que la geometría todavía no está definida. Catia presenta varias superficies sensibles y textos que ayudan a especificar la geometría del cajeado. Las superficies rojas indican que es necesario indicar esa geometría al programa para que éste pueda definir la operación.

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
26
Figura 24.- Pestaña de geometría
Además de las superficies rojas, también aparecen superficies rosas, que son superficies auxiliares no necesarias para el funcionamiento de la operación pero si son recomendables de indicar para mejorar los cálculos de trayectorias.
Una vez definidas todas las geometrías necesarias el semáforo se tornará en verde haciendo saber que este paso está completo.
3.3.3.- Pestaña de estrategia
En esta pestaña se define la forma en la que la herramienta realizará el proceso de mecanizado. Existen bastantes tipos de trayectorias de mecanizado y cada una de ellas es útil según el tipo de mecanizado a realizar.

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
27
Figura 25.- Pestaña de estrategia
Además de la forma de la trayectoria, en esta pestaña es posible definir la forma de mecanizar, el paso radial de la herramienta, el paso axial de la herramienta, la necesidad o no de pasadas de acabado y sus características, así como si se realiza o no un mecanizado de alta velocidad (HSM).
3.3.4.- Pestaña de herramienta
Esta pestaña es usada para elegir la herramienta necesaria para la operación. También es posible modificar las herramientas ya existentes para adaptarlas a las necesidades de la operación. Este proceso es bastante sencillo ya que Catia muestra de forma esquemática la herramienta con los parámetros que la definen, por lo que al modificar estos la forma esquemática de la herramienta cambia instantáneamente.
3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
28
Figura 26.- Pestaña de herramienta
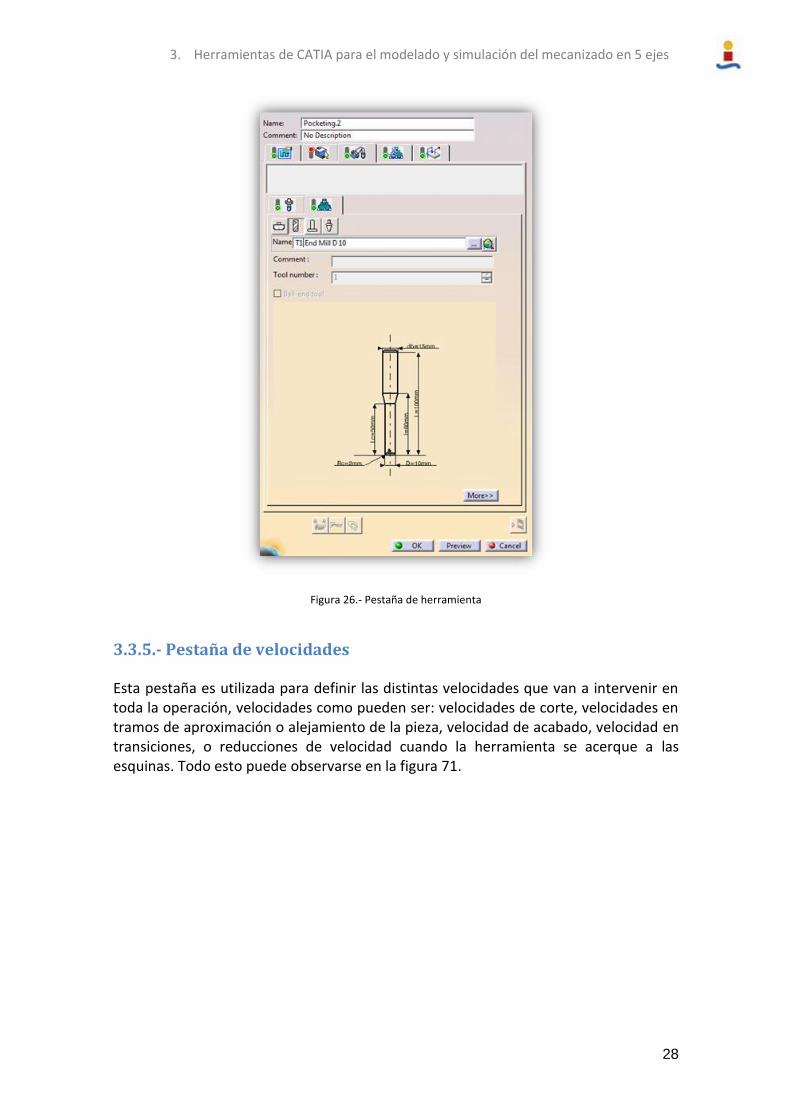
3.3.5.- Pestaña de velocidades
Esta pestaña es utilizada para definir las distintas velocidades que van a intervenir en toda la operación, velocidades como pueden ser: velocidades de corte, velocidades en tramos de aproximación o alejamiento de la pieza, velocidad de acabado, velocidad en transiciones, o reducciones de velocidad cuando la herramienta se acerque a las esquinas. Todo esto puede observarse en la figura 71.

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
29
Figura 27.- Pestaña de velocidades
3.3.6.- Pestaña de macros
En la pestaña de macros se seleccionan trayectorias auxiliares. Estas trayectorias normalmente aparecen por defecto desactivadas, pero muchas veces es necesario activarlas y definirlas para conseguir una operación exitosa.
Uno de los problemas más comunes con el mecanizado de Catia es que al terminar una operación y pasar a la siguiente, la herramienta puede interceptar la pieza de diseño en su camino al inicio de la nueva operación, lo que podría provocar defectos en la pieza de diseño o en la propia herramienta. Este problema es precisamente el que soluciona una buena elección de macros.

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
30
Figura 28.- Pestaña de macros
3.4.- Módulos de mecanizado en 3 ejes
En este apartado se va a realizar en algunos casos una breve descripción de las operaciones básicas de mecanizado. Al ser estas ampliamente conocidas solo se va a exponer brevemente la función de la operación y algunos detalles relevantes. A continuación, se muestran los nombres y los iconos de las distintas operaciones tanto para operaciones de fresado como para operaciones de mecanizado axial.
3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
31
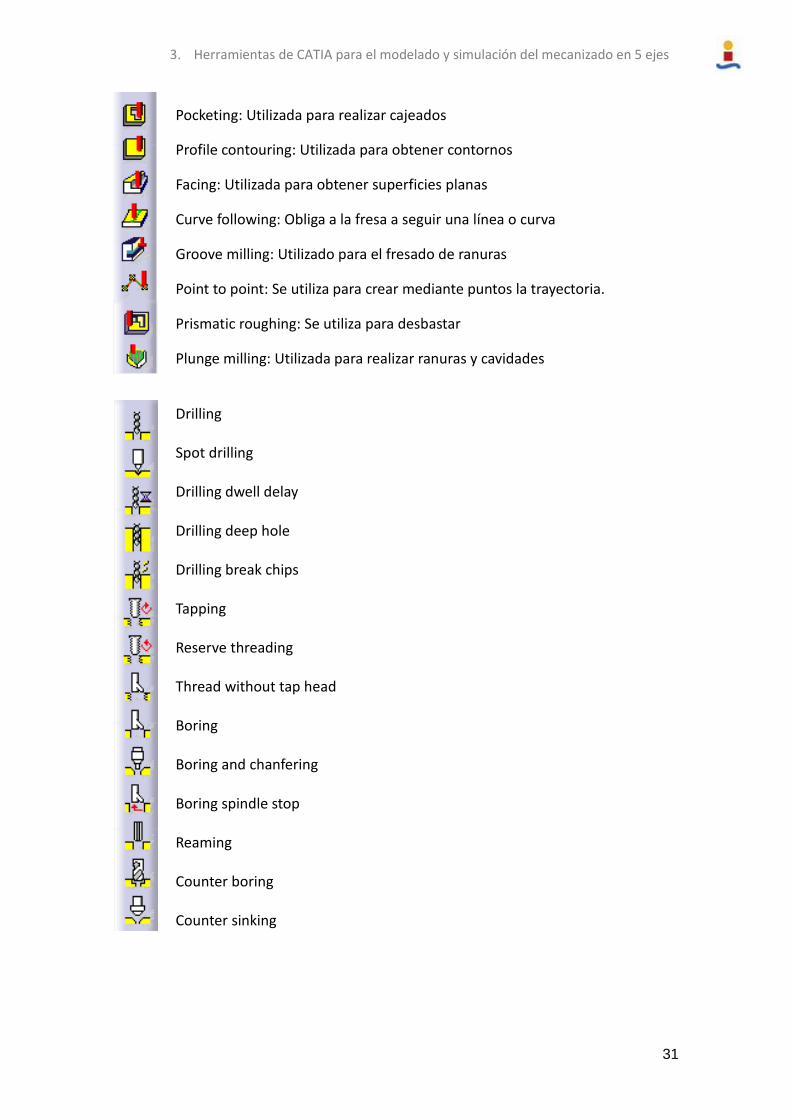
Drilling
Spot drilling
Drilling dwell delay
Drilling deep hole
Drilling break chips
Tapping
Reserve threading
Thread without tap head
Boring
Boring and chanfering
Boring spindle stop
Reaming
Counter boring
Counter sinking
Pocketing: Utilizada para realizar cajeados
Plunge milling: Utilizada para realizar ranuras y cavidades
Profile contouring: Utilizada para obtener contornos
Facing: Utilizada para obtener superficies planas
Curve following: Obliga a la fresa a seguir una línea o curva
Groove milling: Utilizado para el fresado de ranuras
Point to point: Se utiliza para crear mediante puntos la trayectoria.
Prismatic roughing: Se utiliza para desbastar

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
32
3.5.- Módulos de mecanizado en 5 ejes
En este apartado se va a describir las operaciones avanzadas más importantes contenidas en el módulo Advanced Machining. Este tipo de operaciones cobran una gran importancia ya que utilizan varios ejes de movimiento de forma simultánea. Muchas de estas operaciones que vamos a citar para 3 ejes tienen su equivalente en 5 ejes, definiéndose con los mismos parámetros más los específicos a la orientación espacial de la herramienta.
Puesto que existe un gran número de operaciones en este módulo, las mismas se van a enumerar describiéndose sus características más importantes sin entrar en profundidad en sus detalles de definición.
3.5.1.- Operaciones de desbaste
Las operaciones de desbaste tienen por característica la gran eliminación de material de tocho de mecanizado, por lo que estas operaciones siempre se realizan al inicio del programa de mecanizado. Otra característica de este tipo de operaciones es que se realizan dando varias pasadas y dejando un material remanente llamado creces de mecanizado, este material se eliminará posteriormente con las operaciones de acabado.
En este tipo de operaciones, Catia calcula el material que debe eliminarse y determina las trayectorias necesarias para ello a partir del tocho de partida. En la Figura 73, pueden observarse los distintos comandos contenidos en Catia para llevar a cabo operaciones de desbaste.
Chanfering two sides
Back boring
T-slotting
Circular milling
Thread milling
Sequential axial machining
Sequential Groove machining

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
33
Figura 29.- Operaciones de desbaste
Pasan ahora a describirse brevemente y por orden los comandos que aparecen en la Figura 73.
Roughing: Este comando es un desbastado básico en niveles Z. Esta operación proporciona trayectorias a través de los tres ejes de forma simultánea, aunque no hay cambio de orientación en el eje de la herramienta (que siempre permanece paralelo a Z). Esta operación dispone de gran variedad de estilos de mecanizado, así como la posibilidad de realizarla mediante mecanizado de alta velocidad o mediante mecanizado trocoidal. En la Figura 74, puede observarse el tipo de estrategia de mecanizado helicoidal.
Figura 30.- Estrategia helicoidal
Sweep roughing: Este comando realiza un desbastado por barrido. Aplica distintos offsets para obtener finalmente una configuración muy cercana a la pieza definitiva. Estos offsets que se aplican pueden ser de altura progresiva, de altura fija o de altura de entrada fija, que es el que se observa en la Figura 75.

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
34
Figura 31.- Altura de entrada fija
Cavities Roughing: Operación especial para piezas con muchas cavidades. Es necesario decir que la operación de Roughing también puede ser válida para esta tarea, aunque la operación de Cavities roughing es más específica para esta trabajo y presenta una mayor variedad de opciones.
Figura 32.- Cavities roughing
Plunge milling: Esta operación consiste en un desbaste por penetración. Se aplican varias entradas axiales al material a modo de taladro para reducir cantidad de material y facilitar el desbastado de cavidades profundas.

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
35
Figura 33.- Pestaña de estrategia de Plunge milling
3.5.2.- Operaciones de repaso
Dentro de este apartado se encuentra la operación Pencil, la cual es útil para mecanizar los bordes entre dos superficies previamente mecanizadas. Esta operación adquiere importancia cuando a las anteriores operaciones se les ha asignado un offset de profundidad y por tanto los bordes entre dos superficies no quedan claramente definidos.
Figura 34.- Pestaña de estrategia de operación de remecanizado
3.5.3.- Operaciones de semiacabado
Las operaciones de acabado o de semiacabado tienen la finalidad de dejar el mecanizado en su situación final, por lo que estas operaciones presentan un mejor

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
36
control sobre las trayectorias ya que un fallo en este tipo de operaciones puede ser fatal para el resultado del mecanizado. Catia contiene este tipo de operaciones para 3 y 5 ejes como puede observarse en la figura 79 donde aparecen por orden de izquierda a derecha las operaciones Sweeping, 4-axis curve sweeping y Multi-axis sweeping para 3, 4 y 5 ejes.
3.5.3.1.- Sweeping/4-axis sweeping/Multi-axis sweeping
Este tipo de operaciones se conocen como operaciones de barrido que presentan trayectorias tridimensionales precisas dejando un buen acabado. Como punto negativo es necesario decir que este tipo de operaciones no se adapta demasiado bien a escalones y cambios abruptos en la forma de la pieza a mecanizar.
Figura 35.- Sweeping/4-axis sweeping/Multi-axis sweeping
Figura 36.- Pestaña de estrategia de la operación Sweeping
3.5.3.2.- ZLevel machining/Multi-axis tube machining
Esta ventana contiene a dos tipos de operaciones, que pasan a ser descritas de izquierda a derecha según la figura 81. El ZLevel machining que consiste en una operación de 3 ejes para pasadas en el eje Z siguiendo el contorno de la pieza. Mientras que el Multi-axis tube machining es una operación para realizar mecanizados en superficies interiores de forma tubular siguiendo el eje de la propia superficie.

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
37
Figura 37.- Z level machining/ Multi-axis tube machining
3.5.3.3.- Contour driven/Isoparametric/Multi-axis contour driven
En esta ventana se recogen dos tipos distintos de operaciones, por un lado se encuentran las operaciones de Contour driven tanto para 3 como para 5 ejes, situadas a la izquierda y a la derecha de la ventana de comandos de la figura 82 y por otro lado se encuentra la operación de Isoparametric.
Las operaciones de Contour driven están destinadas a generar trayectorias de mecanizado mediante la utilización de los distintos contornos de la pieza a fabricar. Por otro lado, la operación de Isoparametric permite mecanizar superficies de forma variable adaptando la trayectoria para conseguir un mecanizado adecuado; hablando de forma profana podría decirse que la trayectoria calculada crea una especie de curvas de nivel que van barriendo la superficie de la pieza.
Figura 38.- Contour driven/Isoparametric/Multi-axis contour driven

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
38
Figura 39.- Isoparametric
3.5.3.4.- Spiral/Multi-axis spiral
Estos comandos recogidos en la figura 84, se utilizan para mecanizados de superficies planas o prácticamente planas, en las cuales el mecanizado con trayectoria en espiral proporciona unos muy buenos resultados, además de ser uno de los comandos más sencillos de utilizar para los programadores.
Figura 40.- Spiral/Multi-axis spiral
3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
39
Figura 41.- Pestaña de geometría de Spiral
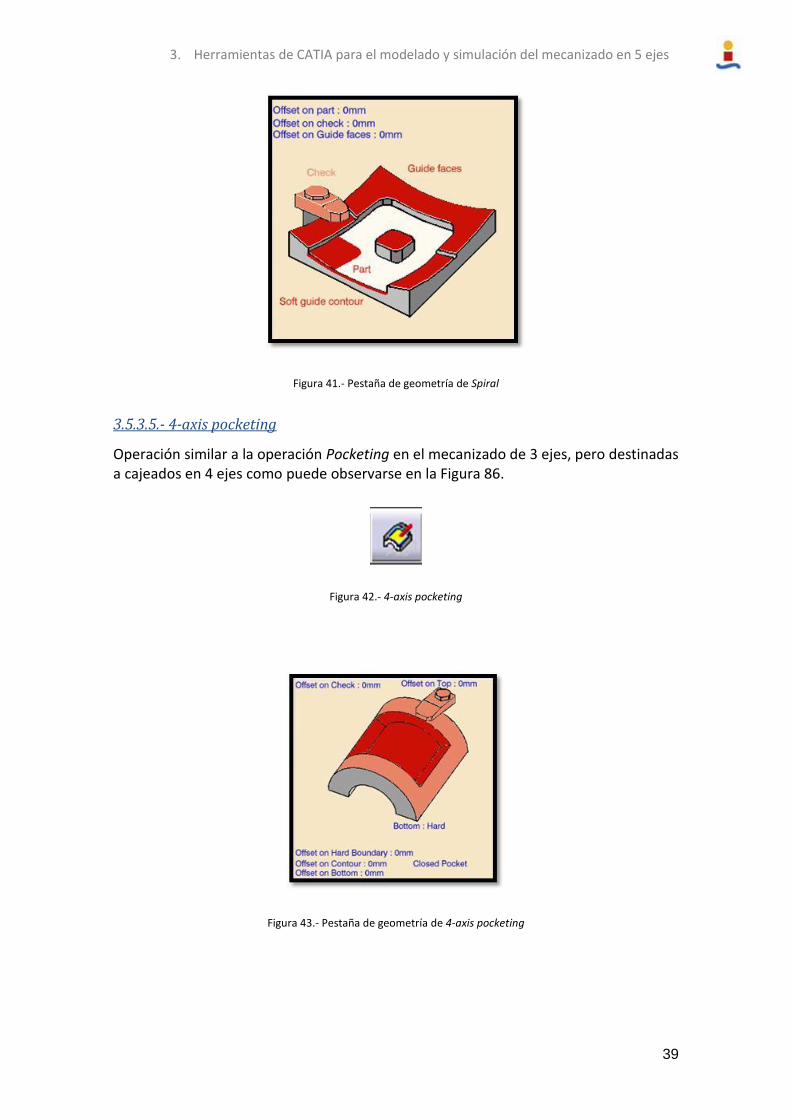
3.5.3.5.- 4-axis pocketing
Operación similar a la operación Pocketing en el mecanizado de 3 ejes, pero destinadas a cajeados en 4 ejes como puede observarse en la Figura 86.
Figura 42.- 4-axis pocketing
Figura 43.- Pestaña de geometría de 4-axis pocketing

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
40
3.5.3.6.- Profile contouring/Groove milling/Multi-axis curve machining/Multi-axis
flank contouring
Figura 44.- Profile contouring/Groove milling/Multi-axis curve machining/Multi-axis flank contouring
En esta ventana aparecen cuatro comandos de mecanizado como puede observarse en la figura 88. El primero de ellos es el de Profile contouring, del que se habló en el apartado 4.2.2 dentro de la operaciones básicas de mecanizado. El segundo comando de mecanizado es el Groove milling, usado para la realización de surcos o ranuras, como puede observarse en la figura…
Figura 45.- Groove milling
El tercero de los comandos es el de Multi-axis curve machining, éste es la versión en 5 ejes del comando Curve following del apartado 4.2.2, diferenciándose en que en este se puede controlar la orientación del husillo.
Por último, se encuentra el comando Multi-axis flank contouring que también es una versión de 5 ejes del comando del apartado 4.2.2 Profile contouring. Su función es la de permitir realizar contornos inclinados como se puede observar en la figura 90 que muestra la pestaña de geometría.

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
41
Figura 46.- Pestaña de geometría de Multi-axis flank contouring
3.5.3.7.- Multi-axis hélix
Figura 47.- Multi-axis hélix
Este comando puede considerarse un comando especial dentro de Catia ya que debido a la gran importancia que tiene en las distintas industrias, tanto aeronáutica como naval o automovilística, el mecanizado de álabes para turbinas o compresores. Por este motivo este comando incorpora una estrategia especialmente diseñada para facilitar el mecanizado de este tipo de superficies.
Como puede suponerse este mecanizado es bastante complejo ya que requiere tanto de la consecución de un buen acabado superficial con un control estricto de las dimensiones, como de la necesidad de evitar colisiones con otros álabes que suelen presentarse en las configuraciones radiales de compresores y turbinas.

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
42
Figura 48.- Pestaña de estrategia de Multi-axis helix
Figura 49.- Ejemplo de mecanizado de álabe

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
43
3.6.- Generación de códigos de control numérico
Los apartados anteriores han servido tanto para aprender sobre la construcción virtual de la máquina herramienta Mikron, así como para comprender las distintas operaciones de mecanizado por control numérico disponibles en Catia.
Con esta información ya es posible definir, de manera gráfica e interactiva, las operaciones y movimientos que debe realizar la máquina herramienta de control numérico a partir del tocho inicial para llegar a materializar el diseño del objeto real.
Dichas operaciones, se indican a la máquina mediante un programa de control numérico escrito en un lenguaje comprensible para la máquina. Aunque en la industria existen dos lenguajes de programación principalmente, como son el APT y el ISO, en este documento se va a explicar también el lenguaje particular de la máquina herramienta.
A continuación se pasa a comentar el código APT de control numérico y posteriormente, a detallar el método de obtención del código de control numérico mediante Catia.
3.6.1.- Lenguaje APT
El lenguaje APT (Automatically Programmed Tooling) es un lenguaje de alto nivel, en el sentido en que posee sentencias de complejo significado geométrico que una máquina elemental de control numérico no podría interpretar. Es un lenguaje orientado a la geometría, lo que significa que el programa describe la trayectoria de la herramienta. Estas sentencias que describen la geometría pueden dar la información tanto de puntos y líneas como describir superficies complejas creadas mediante splines.

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
44
Figura 50.- Ejemplo de programa en lenguaje APT
3.6.2.- Obtención del código APT en Catia V5
En este apartado se va a explicar la forma de obtener el código APT con Catia, la obtención del código ISO se realizaría de una forma similar.
Una vez realizado el programa de mecanizado con el módulo correspondiente de Catia V5 es necesario activar el comando “Generate NC output in interactive mode”. En la pestaña In/Out se seleccionaría el archivo CATProcess del cual se pueden obtener los códigos APT por Part Operations o por Programs de forma individual.

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
45
Figura 51.- Generate NC Output
En esta pestaña se selecciona el lenguaje en el que se quiere obtener el código, en este caso APT. En este punto también es posible conseguir archivos con distintas partes del código, ya se quiera un archivo con todo el proceso de mecanizado, un archivo por cada programa o un archivo por cada operación. Esta opción es útil para programas de gran extensión, donde la obtención de varios archivos puede ser necesaria.
Con la definición de los parámetros de las pestañas “Tools Motions” y “Formatting”, ya sería suficiente para generar el código APT. Comentar que estas pestañas se usan para definir la sintaxis de los movimientos y del formato de las coordenadas respectivamente.
3.7.- Postprocesado
Antes de definir la función del postprocesado, se van a explicar someramente los otros dos lenguajes de control numérico referenciados en este documento, como son el lenguaje ISO y el lenguaje Heidenhain.

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
46
3.7.1.- Lenguaje ISO
El lenguaje ISO, también conocido como “palabras G” es el lenguaje que interpretan la totalidad de la máquinas herramientas de hoy en día, aunque existen pequeñas variaciones de un fabricante a otro. Es por tanto un lenguaje de bajo nivel.
EL código consiste en una serie de líneas numeradas con comandos (palabras G) seguidos de números y parámetros. También se suelen incluir los parámetros de velocidad de avance (F) y de velocidad del husillo (S)
Figura 52.- Comandos lenguaje ISO
Además de los comandos referidos a la geometría y a la velocidad, este lenguaje también incorpora funciones auxiliares para activar procesos de la máquina (palabras M).
Como se comentó anteriormente, prácticamente la totalidad de los controladores pueden leer este lenguaje. La desventaja principal que presenta es que no está optimizado para ningún controlador en concreto, además la programación en lenguaje ISO “a pie de máquina” es poco intuitiva, por lo que la mayoría de los fabricantes han optado por crear su propio lenguaje.

3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
47
Figura 53.- Ejemplo de lenguaje ISO
3.7.2.- El lenguaje conversacional Heidenhain
La mayoría de los lenguajes de los distintos fabricantes de máquinas herramientas suelen diferir poco del lenguaje ISO. Utilizan la misma estructura del lenguaje ISO pero incluyendo muchas funciones propias adicionales que suplen las carencias del lenguaje ISO para trayectorias complejas, así como para otras funciones.
El lenguaje Heidenhain se caracteriza por ser un lenguaje de programación conversacional. Esta característica se refleja en el hecho de que al programarlo “a pie de máquina” es un lenguaje sencillo e intuitivo. Cuando el operador de máquina introduce una orden de desplazamiento de la herramienta, el controlador le va solicitando los distintos parámetros necesarios para la correcta definición de la operación.
Debido al hecho de que cada fabricante carga en su máquina un lenguaje distinto es necesario el uso de “traductores” llamados post-procesadores que realizan la función de traducir los lenguajes complejos al lenguaje máquina.
3.7.3.- Función del postprocesado
Hasta este punto se han explicado los distintos lenguajes así como la obtención de un código APT, sin embargo si el objetivo es generar un archivo de control numérico es necesario hacer uso de la última pestaña de la Figura…., en ella puede elegirse el post procesador con el que Catia “traducirá” el lenguaje APT conseguido hasta el lenguaje de la máquina en cuestión.
3. Herramientas de CATIA para el modelado y simulación del mecanizado en 5 ejes
48
Es necesario definir de forma clara la función del post procesador. El post procesador es un elemento intermedio, ya sea un programa externo o interno del software CAM, que convierte un programa de mecanizado en un lenguaje universal (como el ISO o el APT) en el lenguaje propio de su centro de mecanizado. Debido a esto, la programación de un mecanizado es independiente de la máquina herramienta que va a fabricar la pieza.
Las funciones de un post procesador también incluyen la conversión de las coordenadas de las trayectorias en órdenes de movimiento para la máquina, realizado en ocasiones compensaciones según el tipo de máquina, las herramientas disponibles y según las velocidades de avance y de husillo. Este hecho provoca que cada compañía de máquinas herramienta disponga de su propio post procesador adaptado a sus máquinas.
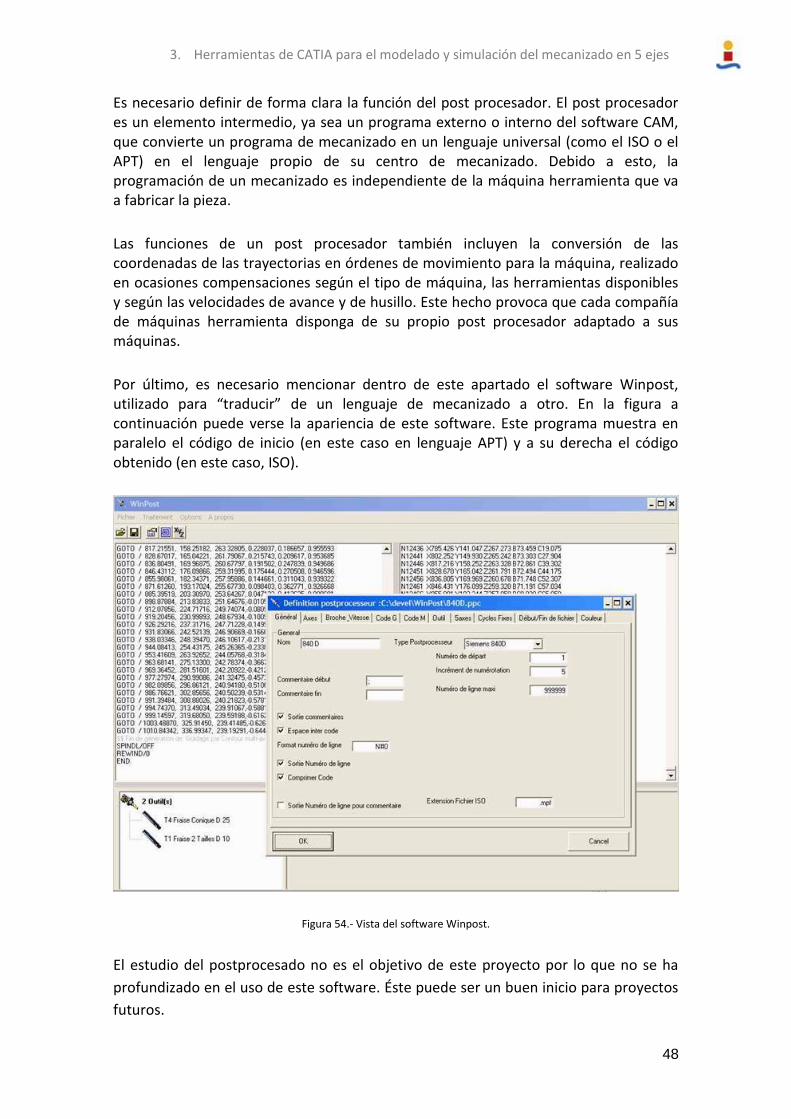
Por último, es necesario mencionar dentro de este apartado el software Winpost, utilizado para “traducir” de un lenguaje de mecanizado a otro. En la figura a continuación puede verse la apariencia de este software. Este programa muestra en paralelo el código de inicio (en este caso en lenguaje APT) y a su derecha el código obtenido (en este caso, ISO).
Figura 54.- Vista del software Winpost.
El estudio del postprocesado no es el objetivo de este proyecto por lo que no se ha
profundizado en el uso de este software. Éste puede ser un buen inicio para proyectos
futuros.

49
Página en blanco

50
4.- Modelado con Catia V5 del centro de
mecanizado MIKRON HSM 400U LP
En este capítulo se va a mostrar paso a paso la construcción del centro de mecanizado MIKRON HSM 400U LP con Catia V5. Es necesario hacer saber que este centro de mecanizado se encuentra en las instalaciones del taller de Fabricación de los Laboratorios de la Escuela Superior de Ingeniería de Sevilla, por lo que se han tomado las medidas para su diseño directamente de la máquina.
Figura 55.- MIKRON HSM 400U LP
4.1.- Modelado del centro de mecanizado MIKRON HSM 400U LP
con Catia V5
Una vez tomadas todas la medidas necesarias, el siguiente paso ha sido diseñar por separado los distintos elementos que componen la máquina con la ayuda del módulo Part Design de Catia V5.
A continuación se va a ir detallando las distintas piezas que compondrán la máquina, así como los subconjuntos que se irán creando y por último se mostrará el conjunto completo de la máquina. Este último conjunto se configurará como máquina-herramienta a través del módulo Machine Tool Builder de Catia y posteriormente se probará su funcionamiento.
Todas estas piezas y conjunto se adjuntan en la carpeta Máquina-herramienta.
4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
51
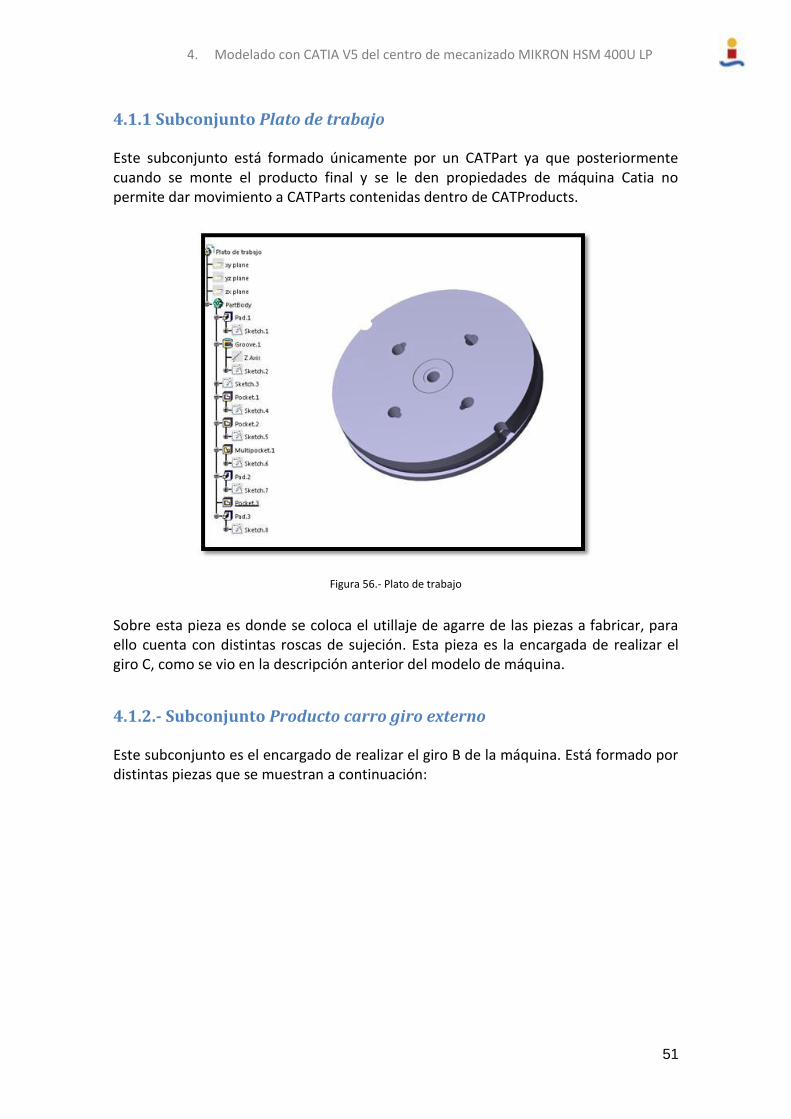
4.1.1 Subconjunto Plato de trabajo
Este subconjunto está formado únicamente por un CATPart ya que posteriormente cuando se monte el producto final y se le den propiedades de máquina Catia no permite dar movimiento a CATParts contenidas dentro de CATProducts.
Figura 56.- Plato de trabajo
Sobre esta pieza es donde se coloca el utillaje de agarre de las piezas a fabricar, para ello cuenta con distintas roscas de sujeción. Esta pieza es la encargada de realizar el giro C, como se vio en la descripción anterior del modelo de máquina.
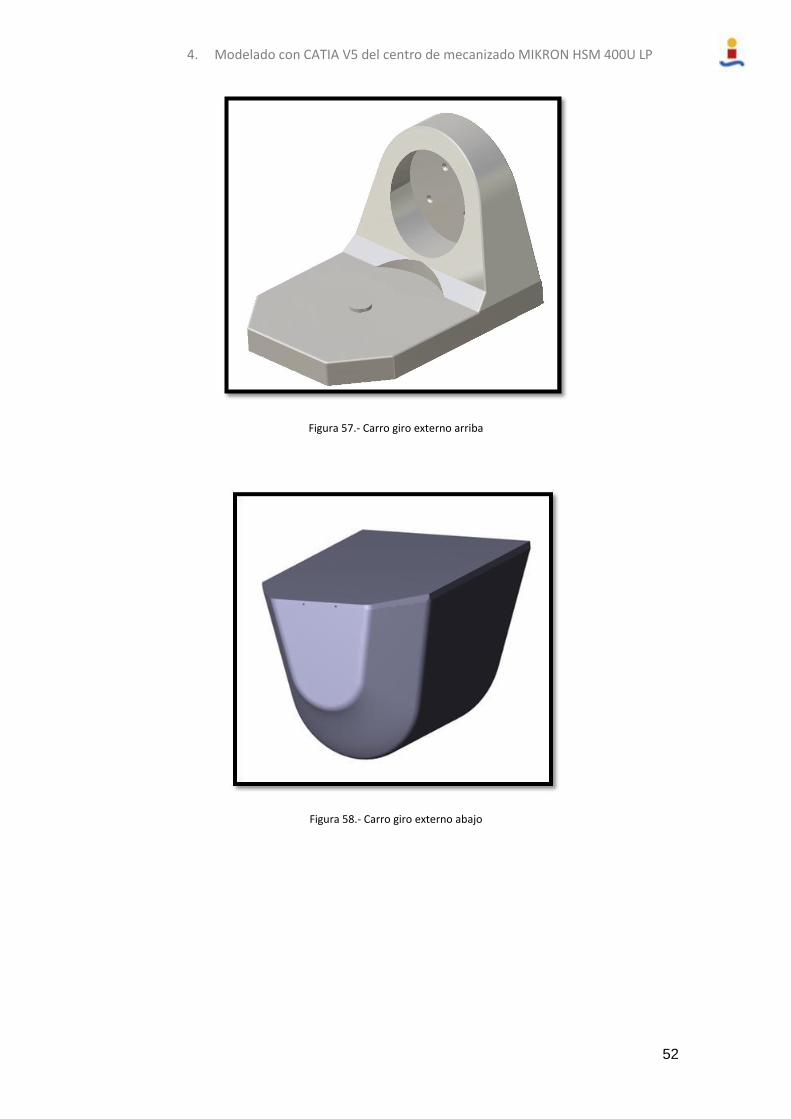
4.1.2.- Subconjunto Producto carro giro externo
Este subconjunto es el encargado de realizar el giro B de la máquina. Está formado por distintas piezas que se muestran a continuación:
4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
52
Figura 57.- Carro giro externo arriba
Figura 58.- Carro giro externo abajo

4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
53
Figura 59.- Tapa superior carro giro externo
Figura 60.- Tapa trasera carro giro externo

4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
54
Figura 61.- Plato base
Figura 62.- Plato intermedio
Con todas estas partes, junto con la tornillería correspondiente se crea el subconjunto Producto carro giro externo que se muestra a continuación. Como anteriormente se comentó, este producto proporciona a la máquina el giro sobre el eje B.

4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
55
Figura 63.- Producto carro giro externo
El ensamblaje de este producto se ha llevado a cabo en el módulo Assembly Design de Catia V5.
Para realizar este sencillo montaje se han usado los comandos de la pestaña Constraints como son los de Coincidence Constraint, Offset Constraint y Fix Component mostrados más abajo en la Figura…..
Figura 64.- Constraints.
4.1.2.- Subconjunto Carro horizontal
Este subconjunto es el encargado de realizar el movimiento en el eje Y de la máquina. Está formado por distintas piezas que se muestran a continuación:

4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
56
Figura 65.- Carro horizontal blanco
Figura 66.- Disco carro horizontal
4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
57
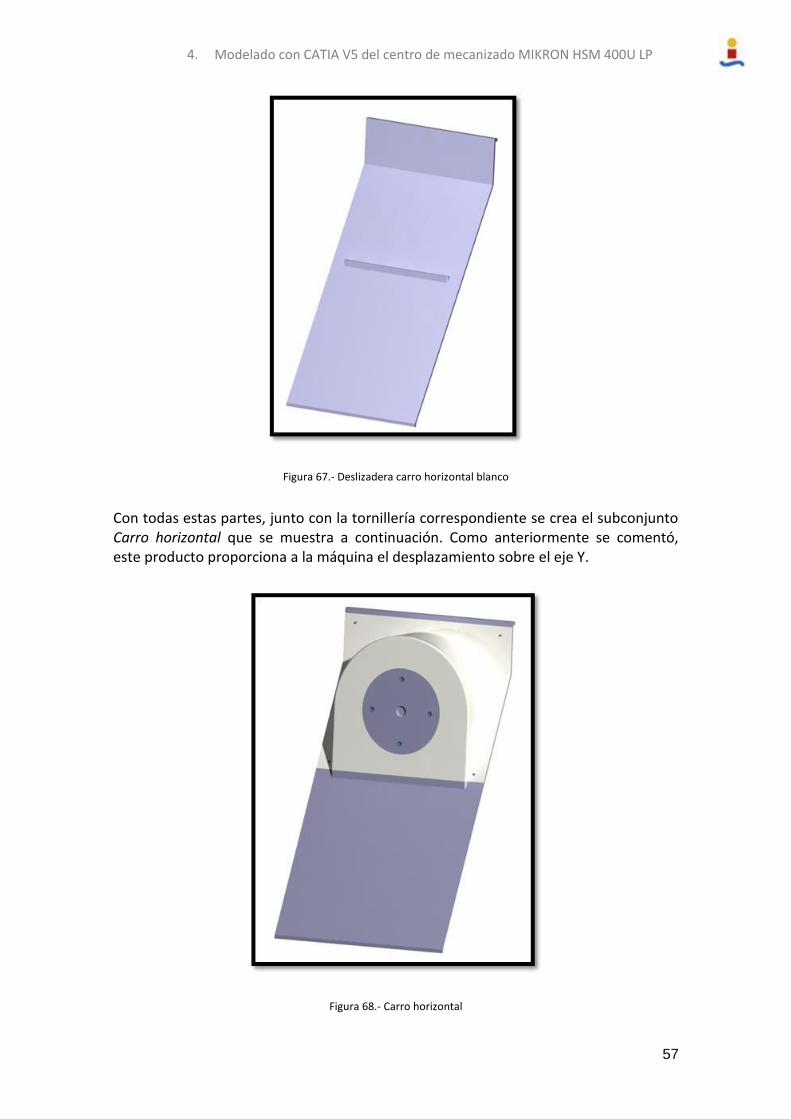
Figura 67.- Deslizadera carro horizontal blanco
Con todas estas partes, junto con la tornillería correspondiente se crea el subconjunto Carro horizontal que se muestra a continuación. Como anteriormente se comentó, este producto proporciona a la máquina el desplazamiento sobre el eje Y.
Figura 68.- Carro horizontal

4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
58
El ensamblaje de este producto se ha llevado a cabo en el módulo Assembly Design de Catia V5.
Para realizar este sencillo montaje se han usado los comandos de la pestaña Constraints como son los de Coincidence Constraint, Offset Constraint y Fix Component mostrados más abajo en la Figura 24.
4.1.3.- Subconjunto Recorrido deslizadera
Este subconjunto está formado únicamente por un CATPart que sirve de guía para el subconjunto Carro horizontal de la figura 28.
Figura 69.- Recorrido deslizadera
Sobre esta pieza se va a encajar el producto del apartado anterior, Carro horizontal. Esta pieza es la encargada de permitir el movimiento en el eje Y del Carro horizontal. Como puede observarse, esta pieza tiene una de sus caras redondeadas para hacerla coincidir con la carcasa exterior de la máquina.

4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
59
4.1.4.- Subconjunto Tapa brazo herramienta atornillada
Esta pieza consiste en una puerta corredera que dispone la máquina-herramienta para permitir el acceso del brazo portaherramientas al interior de la máquina donde se encuentra el depósito de herramientas.
Figura 70.- Tapa brazo herramienta atornillada
Por comodidad, en el modelo de Catia V5 de la máquina-herramienta esta puerta corredera se va a suponer fija y abierta.
4.1.5.- Subconjunto Conjunto brazo Z
Este subconjunto es el que permite el movimiento en el eje Z y a su vez contiene el portaherramientas para realizar los mecanizados. Está formado por distintas piezas que se muestran a continuación:
4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
60
Figura 71. - Brazo eje Z
Figura 72.- Cabezal

4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
61
Figura 73.- Chapa
Con todas estas partes, se crea el subconjunto Conjunto brazo Z que se muestra a continuación. Como anteriormente se comentó, este producto proporciona a la máquina el desplazamiento sobre el eje Z.
Figura 74.- Conjunto brazo Z
El ensamblaje de este producto se ha llevado a cabo en el módulo Assembly Design de Catia V5.

4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
62
Para realizar este sencillo montaje se han usado los comandos de la pestaña Constraints como son los de Coincidence Constraint, Offset Constraint y Fix Component mostrados más abajo en la Figura 24.
Es necesario comentar que sobre este subconjunto será donde se coloque la herramienta, proceso que se verá en apartados posteriores.
4.1.6.- Subconjunto Carro X
Este subconjunto está formado únicamente por un CATPart ya que posteriormente cuando se monte el producto final y se le den propiedades de máquina Catia no permite dar movimiento a CATParts contenidas dentro de CATProducts.
Figura 75.- Carro X (vista delantera)
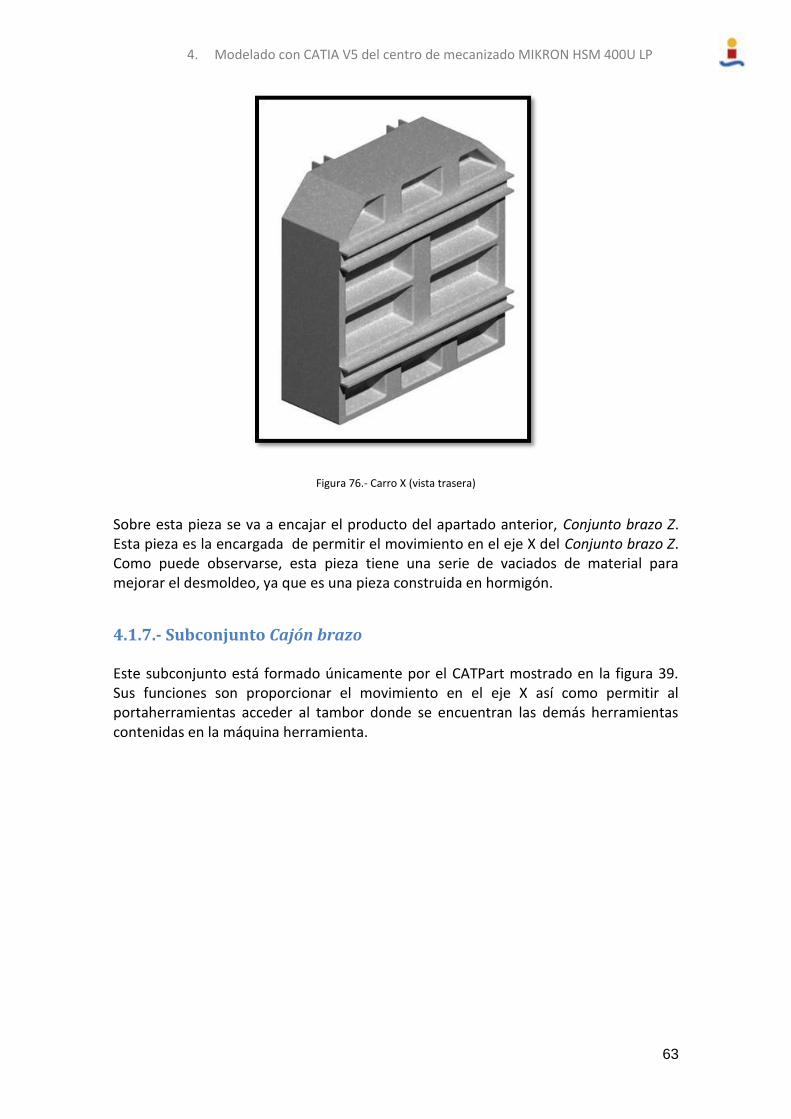
4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
63
Figura 76.- Carro X (vista trasera)
Sobre esta pieza se va a encajar el producto del apartado anterior, Conjunto brazo Z. Esta pieza es la encargada de permitir el movimiento en el eje X del Conjunto brazo Z. Como puede observarse, esta pieza tiene una serie de vaciados de material para mejorar el desmoldeo, ya que es una pieza construida en hormigón.
4.1.7.- Subconjunto Cajón brazo
Este subconjunto está formado únicamente por el CATPart mostrado en la figura 39. Sus funciones son proporcionar el movimiento en el eje X así como permitir al portaherramientas acceder al tambor donde se encuentran las demás herramientas contenidas en la máquina herramienta.

4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
64
Figura 77.- Cajón brazo
Sobre esta pieza se va a encajar el producto del apartado anterior, Carro X. Esta pieza es la encargada de permitir el movimiento en el eje X del Carro X. Como puede observarse, esta pieza tiene una de sus caras redondeadas para hacerla coincidir con la carcasa exterior de la máquina.
4.1.8.- Subconjunto Puerta
Este subconjunto consiste en una recreación de la puerta real de la máquina MIKRON HSM 400U LP. Está formado por distintas piezas que se muestran a continuación:

4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
65
Figura 78.- Marco puerta
Figura 79.- Asa puerta
Con estas partes, se crea el subconjunto Puerta que se muestra a continuación.
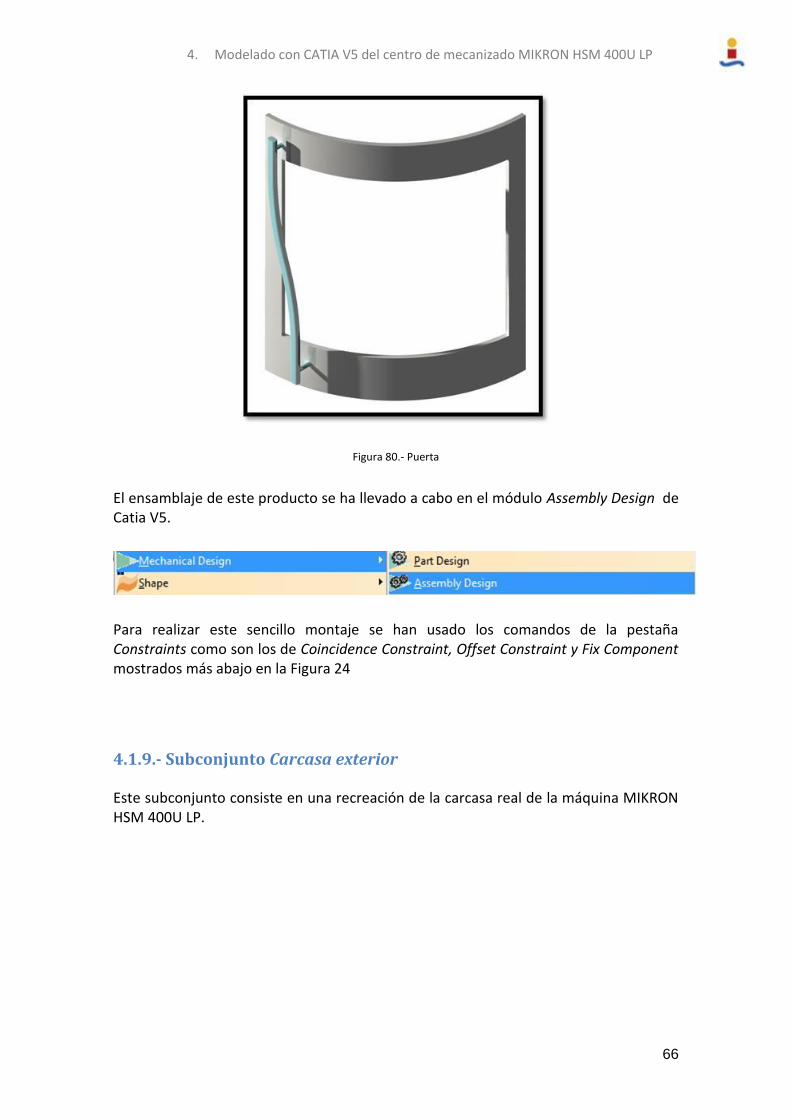
4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
66
Figura 80.- Puerta
El ensamblaje de este producto se ha llevado a cabo en el módulo Assembly Design de Catia V5.
Para realizar este sencillo montaje se han usado los comandos de la pestaña Constraints como son los de Coincidence Constraint, Offset Constraint y Fix Component mostrados más abajo en la Figura 24
4.1.9.- Subconjunto Carcasa exterior
Este subconjunto consiste en una recreación de la carcasa real de la máquina MIKRON HSM 400U LP.

4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
67
Figura 81.- Carcasa exterior
Esta pieza va a ser la carcasa que contenga y soporte todas las piezas anteriores, recreando de forma fidedigna las dimensiones y formas de la verdadera máquina MIKRON HSM 400U LP.
4.1.10.- Conjunto final
Mediante el módulo Assembly Design de Catia V5 se realiza el montaje de todos los anteriores productos en un producto superior que los contiene a todos.
Para realizar este montaje se han usado los comandos de la pestaña Constraints como son los de Coincidence Constraint, Offset Constraint y Fix Component mostrados más abajo en la Figura 24.

4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
68
Figura 82.- Modelo MIKRON HSM 400U LP
Como se muestra en la Figura 46 esta máquina es bastante similar a la máquina real mostrada en la figura siguiente. Todos los componentes de este producto se han situado de la misma forma que los de la máquina real cuando ésta está en su punto cero de máquina (en inglés, “machine zero”) que es el punto donde los pares toman valor nulo.

4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
69
Figura 83.- Máquina MIKRON HSM 400U LP
4.2.- Creación de máquina herramienta mediante NC Machine
Tool Builder
Construida ya la máquina mediante el módulo Assembly design, es turno ahora de darle propiedades de máquina-herramienta al producto. Para ello se empleará el módulo NC Machine Tool Builder.
Una vez posicionados todos los distintos componentes en el punto cero de la máquina, se procede a convertir el modelo en una entidad de máquina. Para ello, sólo hay que pulsar el comando de New Machine.
Figura 84.- Comando New Machine
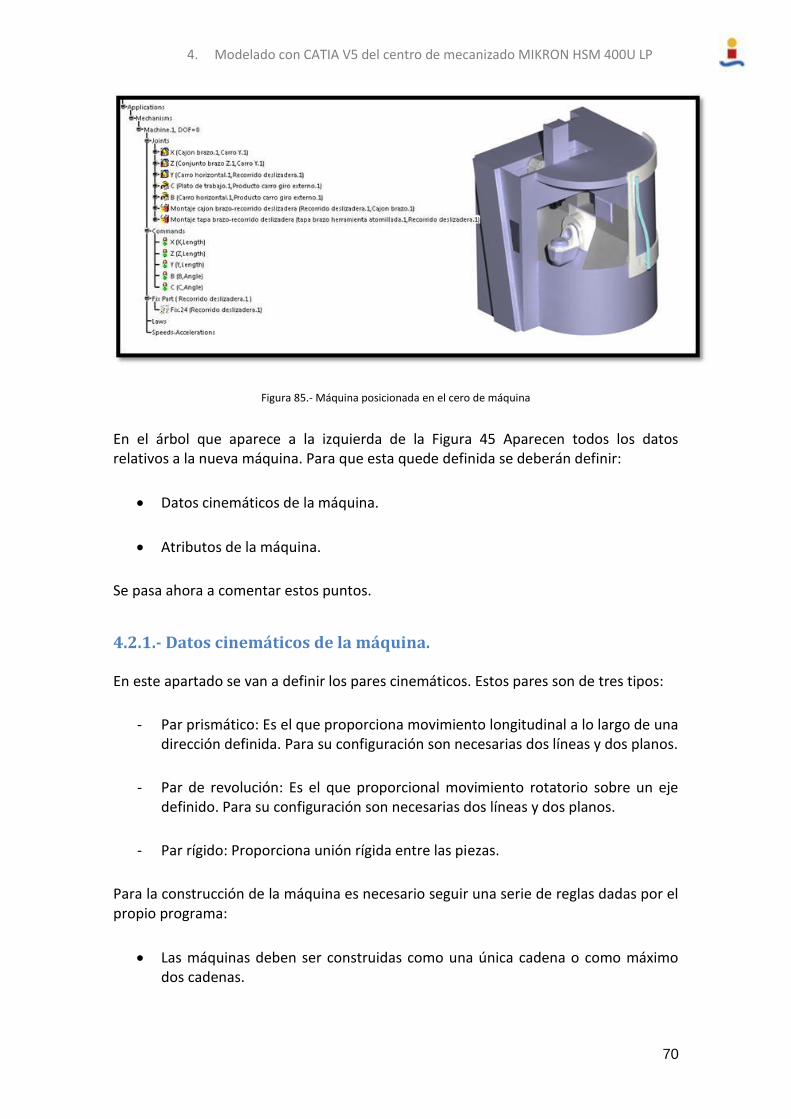
4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
70
Figura 85.- Máquina posicionada en el cero de máquina
En el árbol que aparece a la izquierda de la Figura 45 Aparecen todos los datos relativos a la nueva máquina. Para que esta quede definida se deberán definir:
Datos cinemáticos de la máquina.
Atributos de la máquina.
Se pasa ahora a comentar estos puntos.
4.2.1.- Datos cinemáticos de la máquina.
En este apartado se van a definir los pares cinemáticos. Estos pares son de tres tipos:
- Par prismático: Es el que proporciona movimiento longitudinal a lo largo de una dirección definida. Para su configuración son necesarias dos líneas y dos planos.
- Par de revolución: Es el que proporcional movimiento rotatorio sobre un eje definido. Para su configuración son necesarias dos líneas y dos planos.
- Par rígido: Proporciona unión rígida entre las piezas.
Para la construcción de la máquina es necesario seguir una serie de reglas dadas por el propio programa:
Las máquinas deben ser construidas como una única cadena o como máximo dos cadenas.

4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
71
La dirección de los pares prismáticos puede ser modelada siguiendo cualquier dirección y no necesariamente la de los ejes principales.
Un mínimo de un par prismático es necesario para completar la definición cinemática de la máquina.
El eje de rotación del par de revolución puede estar dirigido a cualquier dirección del espacio.
No puede haber más de dos pares de revolución en la máquina.
Los pares de revolución pueden situarse en cualquier lugar de la cadena.
Los puntos de montaje (tanto punto de trabajo como punto de herramienta) deben ser definidos para un correcto funcionamiento de la máquina.
En una cadena bifurcada, los puntos de montaje deben estar situados en la última unión de la cadena.
En una cadena simple, el punto de trabajo estará fijado en una parte fija mientras que el punto de herramienta estará en la última unión de la cadena.
4.2.1.1.- Definición de la parte fija
Este es el primer paso para la caracterización cinemática de la máquina. Usando el comando Fixed Part, definimos la base de la máquina. En nuestro caso, como puede verse en el árbol de especificaciones de la Figura 45 Nuestra parte fija va a ser Recorrido deslizadera.
Figura 86.- Comando Fixed Part
Figura 87.- Creación de nueva parte fija

4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
72
Tras seleccionar la parte fija, ésta se muestra en el árbol como puede verse en la Figura 45.
4.2.1.2.- Definición de los pares prismáticos:
Como se ha comentado anteriormente este tipo de par es el encargado de proporcionar movimiento longitudinal de las partes. Usando el comando Prismatic Joint, definiremos los tres ejes de movimiento longitudinal X, Y y Z.
Figura 88.- Definición de pares prismáticos
Es necesario seleccionar una línea y un plano de cada uno de los elementos que forman el par, debiendo ser ambas líneas y planos coincidentes. En la Figura 49 Se muestra a modo de ejemplo el cuadro de diálogo de la unión prismática del eje X.
Figura 89.- Unión prismática del eje X
4.2.1.3.- Definición de pares de revolución:
Como se ha comentado anteriormente este tipo de par es el encargado de proporcionar movimiento rotacional de las partes. Usando el comando Revolute Joint, definiremos los dos giros B y C.
Figura 90.- Definición de pares de revolución
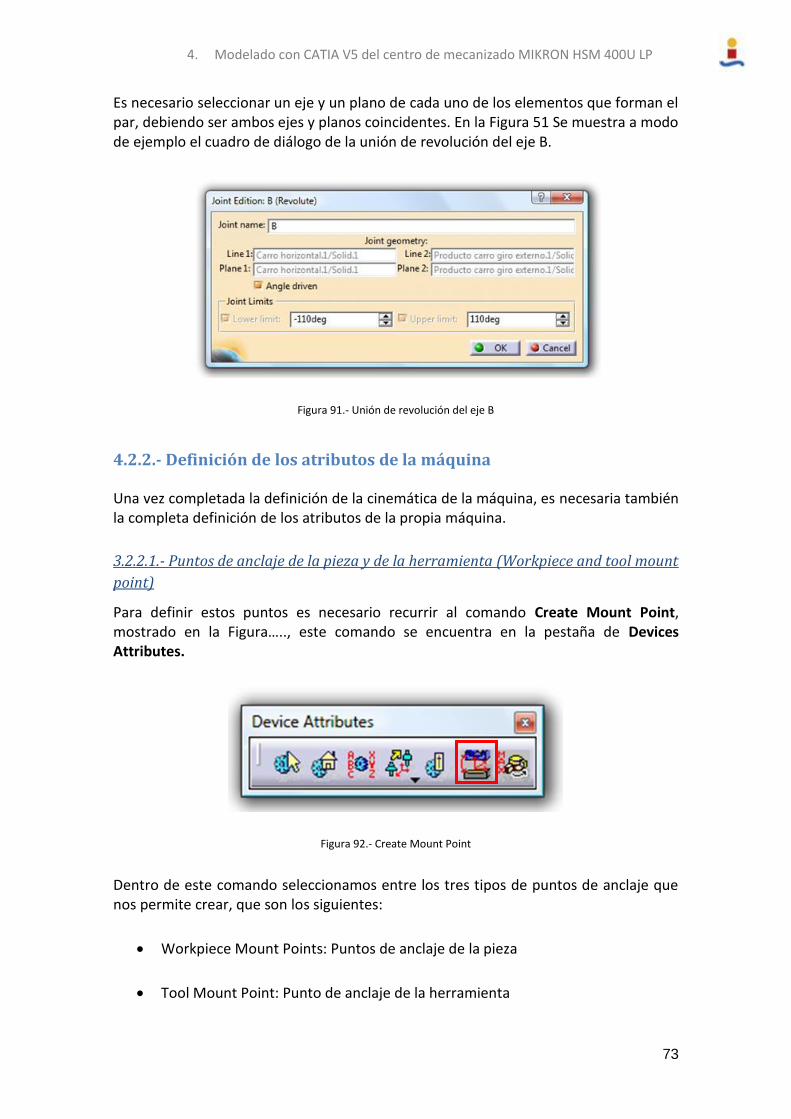
4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
73
Es necesario seleccionar un eje y un plano de cada uno de los elementos que forman el par, debiendo ser ambos ejes y planos coincidentes. En la Figura 51 Se muestra a modo de ejemplo el cuadro de diálogo de la unión de revolución del eje B.
Figura 91.- Unión de revolución del eje B
4.2.2.- Definición de los atributos de la máquina
Una vez completada la definición de la cinemática de la máquina, es necesaria también la completa definición de los atributos de la propia máquina.
3.2.2.1.- Puntos de anclaje de la pieza y de la herramienta (Workpiece and tool mount
point)
Para definir estos puntos es necesario recurrir al comando Create Mount Point, mostrado en la Figura….., este comando se encuentra en la pestaña de Devices Attributes.
Figura 92.- Create Mount Point
Dentro de este comando seleccionamos entre los tres tipos de puntos de anclaje que nos permite crear, que son los siguientes:
Workpiece Mount Points: Puntos de anclaje de la pieza
Tool Mount Point: Punto de anclaje de la herramienta
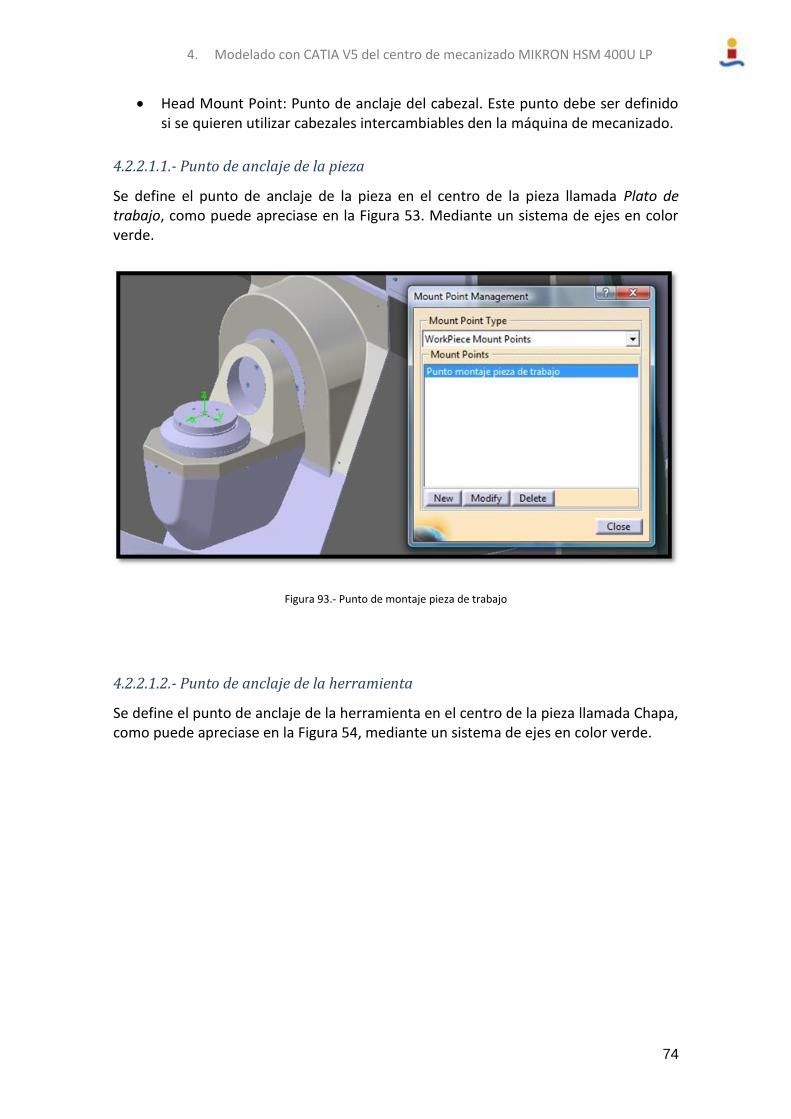
4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
74
Head Mount Point: Punto de anclaje del cabezal. Este punto debe ser definido si se quieren utilizar cabezales intercambiables den la máquina de mecanizado.
4.2.2.1.1.- Punto de anclaje de la pieza
Se define el punto de anclaje de la pieza en el centro de la pieza llamada Plato de trabajo, como puede apreciase en la Figura 53. Mediante un sistema de ejes en color verde.
Figura 93.- Punto de montaje pieza de trabajo
4.2.2.1.2.- Punto de anclaje de la herramienta
Se define el punto de anclaje de la herramienta en el centro de la pieza llamada Chapa, como puede apreciase en la Figura 54, mediante un sistema de ejes en color verde.

4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
75
Figura 94.- Punto de montaje herramienta
Es importante prestar atención a la orientación del sistema de ejes, ya que se desea que la herramienta quede en la dirección Z negativa. Dicho esto, es sencillo observar como en este caso el eje Z del sistema apunta hacia abajo.
4.2.2.2.- Límites de viaje
Este comando se usa para limitar los recorridos de los pares ya definidos. Además de esto, también se puede indicar una zona de precaución fuera de los límites de forma que salte un aviso pero sin bloqueo de la máquina.
Figura 95.- Límites de viaje.
Se han definido los límites de viaje de la máquina de forma similar a los límites de viaje de la máquina real. Esto se encuentra recogido en la Figura 56.

4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
76
Figura 96.- Definición límites de viaje
4.2.2.3.- Home positions
En este comando se pueden definir configuraciones estándar para acceder a ellas de forma automática. Es de vital importancia registrar la posición cero de la máquina de forma que se pueda volver a ella rápidamente después de cualquier manipulación de las distintas piezas.
Figura 97.- Home position
A continuación se muestra la posición cero de la máquina de forma relativa a los porcentajes de movimiento en cada eje.
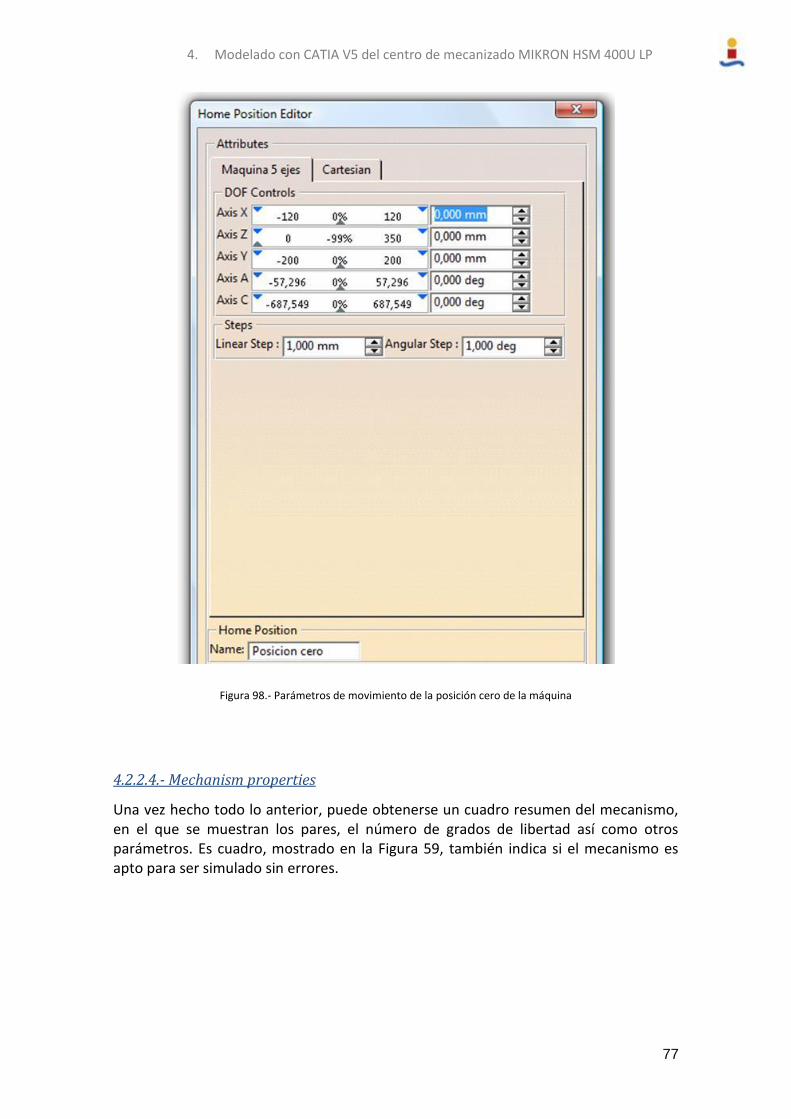
4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
77
Figura 98.- Parámetros de movimiento de la posición cero de la máquina
4.2.2.4.- Mechanism properties
Una vez hecho todo lo anterior, puede obtenerse un cuadro resumen del mecanismo, en el que se muestran los pares, el número de grados de libertad así como otros parámetros. Es cuadro, mostrado en la Figura 59, también indica si el mecanismo es apto para ser simulado sin errores.

4. Modelado con CATIA V5 del centro de mecanizado MIKRON HSM 400U LP
78
Figura 99.- Propiedades del mecanismo

79
Página en blanco

80
5.- Modelado y simulación del mecanizado de
piezas en la máquina MIKRON HSM 400U LP
En este apartado se va a exponer de forma detallada el diseño de las piezas ejemplo,
así como la creación de su mecanizado a partir de una pieza de inicio. Se comenzará
realizando el diseño y mecanizado de una pieza simple para comprobar el
funcionamiento de la máquina y posteriormente se realizará el diseño y el mecanizado
de una pieza compleja que sacará el máximo rendimiento a la máquina herramienta
virtual.
5.1 Pieza simple con forma esférica
Para comprobar el funcionamiento de la máquina herramienta se ha diseñado una
pieza esférica con un cajeado en pendiente que permitirá observar el funcionamiento
de los 5 ejes de la máquina herramienta.
5.1.1.- Diseño Pieza “esférica”
El diseño de esta pieza se ha realizado con el módulo Part Design de Catia. A
continuación puede observarse el diseño de la pieza, así como su árbol de operaciones
y la pieza de inicio o tocho.
Figura 100.- Diseño pieza esférica

5. Modelado y simulación del mecanizado de piezas en la máquina MIKRON HSM 400U LP
81
Como se puede observar se han creado dos bodys, en el primero se ha incluido las
operaciones de diseño tales como las órdenes Pad, Pocket, EdgeFillet y Draft, que
serán necesarias para la creación de la pieza esférica a fabricar. Mientras que el
segundo es un body con la pieza de inicio (en color rosa). Además como puede
observarse se han incluido en el diseño un punto y un plano que serán necesarios para
la realización del mecanizado.
5.1.2.- Mecanizado Pieza “esférica”
Para la realización del mecanizado de esta pieza se ha utilizado el módulo Advanced
Machining de Catia. A continuación, en la Figura 101 puede observarse la pieza a
mecanizar junto con su árbol de operaciones de mecanizado.
Figura 101.- Mecanizado pieza esférica
Para la realización de este mecanizado se han utilizado cinco operaciones distintas con
cinco herramientas distintas. Primero se ha realizado un desbastado en eje Z de la zona
exterior de la pieza con la operación Roughing y una herramienta de diámetro 6mm,
posteriormente se ha procedido a realizar un taladro de diámetro 6 para permitir a la
herramienta de la operación siguiente la realización del agujero central. Como se
acaba de comentar con la siguiente operación se desbasta la zona del agujero central
mediante otra operación de Roughing, esta vez con una herramienta de diámetro
menor. Posteriormente se realiza un barrido multieje con la operación Multi-Axis

5. Modelado y simulación del mecanizado de piezas en la máquina MIKRON HSM 400U LP
82
Sweeping y una herramienta de diámetro 3 mm y finalmente se realiza un
contorneado multieje con la operación Multi-Axis Contour Driven y una herramienta de
diámetro 8mm. A continuación va a pasar a detallarse este programa de mecanizado
para su mejor comprensión.
Como se acaba de comentar, el primer proceso que se le realiza al tocho de material es
un desbastado en eje Z para eliminar gran cantidad de material. Por esta razón, el
proceso se realiza con una herramienta de gran tamaño. Se ha usado una estrategia
helicoidal para que la herramienta entre en el tocho a mecanizar siempre desde una
posición fuera del mismo. Es necesario comentar que este desbaste solo se efectúa en
la parte externa de la pieza, dejando sin mecanizar el agujero central, ya que este se
desbastará mediante las dos operaciones siguientes. En la figura siguiente se puede
observar las trayectorias seguidas por la herramienta durante el proceso de
desbastado.
Figura 102.- Desbaste en eje Z.
A continuación de este desbaste se realiza una operación de taladrado con una broca
de 6mm sobre el eje de doble simetría de la pieza para conseguir una zona de entrada
para la herramienta de la siguiente operación. En la siguiente figura puede observarse
el estado de la pieza en este punto del programa.

5. Modelado y simulación del mecanizado de piezas en la máquina MIKRON HSM 400U LP
83
Figura 103.- Taladrado vertical
Posteriormente a esta operación se realiza otro desbastado para conseguir la preforma
del agujero central. Para esta operación se ha elegido una herramienta de diámetro
4mm y una estrategia helicoidal cuyo inicio de trayectoria en cada nivel se encuentra
en el espacio libre dejado por el taladro de 6mm. La trayectoria de esta operación se
muestra a continuación.
Figura 104.- Desbastado del agujero central de la pieza

5. Modelado y simulación del mecanizado de piezas en la máquina MIKRON HSM 400U LP
84
El siguiente objetivo del programa de mecanizado es dejar la pieza a definitivo, este
objetivo se cumple mediante dos funciones. Primero se realiza una operación de
barrido multieje, Multi Axis Sweeping, con una herramienta de diámetro 3mm con
punta esférica que mecaniza a definitivo toda la zona esférica y el agujero de la pieza.
Para crear una estrategia de mecanizado satisfactoria, se ha impuesto el eje de la
herramienta haciéndose en este caso coincidente siempre con el centro de la esfera.
En la figura siguiente se puede apreciar la trayectoria de la fresa durante esta
operación.
Figura 105.- Mecanizado de la parte esférica y del agujero central.
Finalmente se realiza una operación de contorneado de la cara superior del bloque
para dejarla a definitivo. Esta operación se ha llevado a cabo con una herramienta de
diámetro 8mm ya que es una trayectoria sencilla y se pretende eliminar el máximo de
material lo más rápidamente posible.

5. Modelado y simulación del mecanizado de piezas en la máquina MIKRON HSM 400U LP
85
Figura 106.- Contorneado de superficie superior
A continuación se muestra una imagen después de realizar todo el proceso de
mecanizado, donde puede observarse como se ha obtenido la pieza inicial que se
estaba buscando con este programa de mecanizado.
Figura 107.- Pieza esférica mecanizada

5. Modelado y simulación del mecanizado de piezas en la máquina MIKRON HSM 400U LP
86
En la figura siguiente se muestra un instante del mecanizado en el cual puede
observarse como la máquina herramienta ha realizado un giro en torno al eje B para
implementar el código de mecanizado.
Figura 108.- Máquina herramienta realizando un giro sobre el eje B.
Tanto el archivo de diseño de la pieza como el archivo del proceso de mecanizado, así
como un video con el proceso de mecanizado se adjuntan en el anexo de este
proyecto.
5.2.- Pieza compleja: Rotor de un compresor
Con este ejemplo se pretende demostrar el correcto funcionamiento de la máquina
herramienta ante piezas de gran complejidad como puede ser un rotor de un
compresor. Sin una máquina herramienta de 5 ejes, como la que es objetivo de este
proyecto, es imposible fabricar este tipo de piezas, ya que presentan superficies curvas
en todos sus ejes, lo que imposibilitaría su fabricación con una máquina de 3 ejes.
5.2.1.- Diseño del Rotor
El diseño de esta pieza se ha realizado mediante el módulo Generative Shape Design
(GSD) de Catia. A continuación puede observarse el diseño de la pieza, así como su
árbol de operaciones y la pieza de inicio o tocho.

5. Modelado y simulación del mecanizado de piezas en la máquina MIKRON HSM 400U LP
87
Figura 109.- Diseño de rotor
Tal y como se realizó en el ejemplo anterior, se han creado dos bodys, en el primero se
ha incluido las operaciones de diseño, tales como las órdenes Close surface, Thick
Surface, EdgeFillet y CircPattern, que serán necesarias para la creación del rotor a
fabricar. Mientras que el segundo es un body con la pieza de inicio (en color rosa).
5.2.2.- Mecanizado del rotor
Para la realización de este mecanizado se ha usado, al igual que para el mecanizado
anterior, el módulo de catia de Advanced machining. Este mecanizado ha sido bastante
más complejo ya que las superficies a mecanizar tenían curvaturas en varias
direcciones a la vez, lo que ha requerido exprimir al máximo la herramienta Catia. Al
ser este mecanizado de mayor interés didáctico se va a pasar a describir paso a paso el
proceso de mecanizado seguido.
Se ha comenzado el mecanizado realizando un desbaste en el eje vertical con el
comando Roughing para eliminar el material de la parte superior del tocho. Su
trayectoria puede observarse en la siguiente figura.

5. Modelado y simulación del mecanizado de piezas en la máquina MIKRON HSM 400U LP
88
Figura 110.- Primer Roughing
Este desbastado se ha realizado en dos pasadas con una herramienta de diámetro
6mm para que el desbaste fuese rápido, y dejar preparado el material de partida para
la siguiente operación.
A continuación se ha realizado otro desbaste en el eje vertical del material de partida
con el comando Roughing usando una herramienta de menor diámetro y un espacio
entre pasadas menor que el caso anterior para conseguir una preforma de la pieza.
Este ha sido el proceso más largo del programa de mecanizado ya que en el mismo han
sido necesarias muchas pasadas sobre una geometría bastante compleja. En la figura
siguiente puede observarse la trayectoria resultante de la operación de desbaste.

5. Modelado y simulación del mecanizado de piezas en la máquina MIKRON HSM 400U LP
89
Figura 111.- Segundo Roughing
Una vez realizados los desbastes, se pasa al mecanizado paso a paso de los álabes. En
este primer paso se utiliza una fresa bastante fina, de 2 mm de diámetro con punta
esférica. Mediante el comando Isoparametric Machining se realiza el mecanizado de
los seis álabes con un offset de 2.4mm sobre la superficie definitiva del álabe. Para
realizar correctamente este mecanizado es fundamental definir correctamente los
ángulos de Lead y Tilt, que son los ángulos del avance de la fresa y el perpendicular al
avance de la fresa respectivamente. En la siguiente figura se observa la trayectoria
alrededor del álabe con el offset de 2.4mm respecto de la superficie del mismo.

5. Modelado y simulación del mecanizado de piezas en la máquina MIKRON HSM 400U LP
90
Figura 112.- Isoparametric Machining con offset de 2.4mm
A continuación se realiza otro mecanizado de los álabes pero esta vez con un offset
menor. Para este proceso se ha elegido un offset de 1.1mm alrededor de la superficie
final del álabe.
Una vez terminado el segundo mecanizado de los álabes se procede a eliminar el
material entre los mismos mediante el comando Multi Axis Spiral Milling. La
eliminación del material entre los álabes se ha tenido que realizar en dos pasos, ya que
la geometría de los álabes no permitía la entrada de la fresa a todos los puntos entre
ellos. Primeramente se ha realizado el desbaste de la zona inferior entre álabes,
imponiendo un ángulo con componente Z pequeño a la herramienta, como puede
observarse en la siguiente figura.

5. Modelado y simulación del mecanizado de piezas en la máquina MIKRON HSM 400U LP
91
Figura 113.- Multi Axis Spiral Machining de la parte inferior de la zona entre álabes.
Tras la realización de estas operaciones se ha procedido a un segundo uso del
comando Multi Axis Spiral Machining para acceder a las zonas en las que el anterior
proceso no pudo acceder así como para obtener un buen acabado superficial en toda
la zona entre álabes. En la figura siguiente puede observarse la trayectoria de la
herramienta. Cabe decir que para estas operaciones ha sido necesario imponer un
ángulo a la herramienta con una componente Z bastante superior que la del caso
anterior.

5. Modelado y simulación del mecanizado de piezas en la máquina MIKRON HSM 400U LP
92
Figura 114.- Multi Axis Spiral Machining de la parte superior de la zona entre álabes.
Tras estas operaciones ya se tiene la zona entre álabes completamente limpia de
material, por lo que se procede a volver a mecanizar los álabes dejándolos por fin a
definitivo, es decir, con un offset respecto de su superficie de 0mm. Este proceso es
igual que los mostrados con anterioridad.
Por último, se va a realizar el mecanizado del canto de los álabes que permanecen
teniendo las señales del desbaste realizado con anterioridad. Para ello se vuelve a
utilizar el comando Isoparametric Machining con esta superficie. Obteniendose una
trayectoria como la que se observa a continuación.

5. Modelado y simulación del mecanizado de piezas en la máquina MIKRON HSM 400U LP
93
Figura 115.- Isoparametric Machining para el canto de los álabes.
Una vez realizado este programa completo ya se obtiene el rotor completamente
mecanizado como se puede observar en las figuras siguientes. Se puede apreciar en las
figuras de abajo que aparece tanto sobre las superficies de los álabes como sobre las
superficies entre álabes un pequeño festoneado, que es siempre inferior a 0.5mm, por
lo que puede ser completamente eliminado mediante un lijado manual de la pieza.

5. Modelado y simulación del mecanizado de piezas en la máquina MIKRON HSM 400U LP
94
Figura 116.- Rotor mecanizado
Figura 117.- Rotor mecanizado planta

95
6.- Conclusiones y trabajos futuros
Este proyecto ha servido como nexo de unión entre varios proyectos anteriores de la
Escuela Superior de Ingenieros. En ellos se conseguía por un lado, construir máquinas
herramientas sencillas y genéricas con el módulo de Catia de NC Machine Tool Builder
y por otro lado, profundizar en el conocimiento sobre el módulo de mecanizado de
Catia. Este proyecto une estas dos ideas anteriores que parecían aisladas entre sí pero
que tienen una más que estrecha relación. Uniendo estas dos ideas se consigue
realizar el proceso completo de la historia de las máquinas herramientas, partiendo
desde el concepto de máquina herramienta hasta obtener piezas mecanizadas
similares a las que se obtendrían en la industria actual.
La idea principal del proyecto es servir de base para futuros proyectos así como
proporcionar una herramienta nueva para la docencia de los nuevos cursos. La
comprensión del funcionamiento de esta máquina herramienta permitirá a los
alumnos acercarse de forma práctica al uso y comprensión de esta tecnología, siendo
este punto un foco concentrador de los alumnos interesados en la materia.
Es importante también comentar el enfoque práctico realizado durante el desarrollo
del proyecto, intentando poner ejemplos o mediante la aplicación de los casos
prácticos como los del apartado 5 del presente documento. Los conocimientos a los
que nos enfrentamos se adquieren mejor a través del ejercicio, no solo porque ayuda a
retener mejor los conocimientos, sino porque además la casuística de problemas que
se pueden presentar es enorme. Enfrentarse por sí mismo a esos desafíos aplicando
sus propias técnicas e ideas es el mejor sistema de aprendizaje.
Uno de los problemas más importantes a la hora de realizar este proyecto ha sido la
recopilación de información, ya que en este campo es escasa y dispersa. Aunque como
solución a esta problemática han surgido pequeños grupos de internet como grabCAD
donde profesionales del sector comparten información sobre gran cantidad de temas
relacionados con la fabricación por mecanizado o el diseño.
Para finalizar, este proyecto abre numerosas puertas al desarrollo futuro, lo que
permitirá seguir investigando a los compañeros interesados en ello. Algunas de estas
vías de trabajo podrían ser:
Profundización en el estudio de las variables de la máquina herramienta:
optimización de velocidades de corte, variedad de herramientas, estudio de los
parámetros cinemáticos de la máquina, etc.
Elaboración de un postprocesador más específico para la máquina.
Estudio sobre la optimización de estrategias de mecanizado y de trayectorias.
Análisis del proceso de fabricación de alta velocidad.

96
Estudio de los parámetros de corte dependiendo de los materiales a usar y las
condiciones de las máquinas herramientas.
Estudio sobre mecanizado en alta velocidad (HSM).

97
Página en blanco