3. mecanizado. 3.1 generalidades. 3.2 exigencias...
TRANSCRIPT

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
1
3. MECANIZADO.
3.1 Generalidades.
El mecanizado se proyecta con la intención de obtener un
mecanizado sencillo y eficaz del molde. Teniendo en cuenta que se busca
una fabricación barata de un pequeño número de moldes, y no la
fabricación de grandes series. A continuación se desarrollan los distintos
aspectos del mismo:
3.2 Exigencias en el acabado.
Los moldes mecanizados se emplearán para dar forma a una
preforma, bastante aproximada a la forma final, de palas de pádel
elaboradas con fibra de vidrio y resina epoxy.
Teniendo en cuenta la textura rugosa que adquieren dichos
materiales al curarse, y la necesidad de un lijado posterior a la
extracción de la pala del molde, se hace innecesario la búsqueda de un
acabado especialmente fino, que traería consigo un mayor coste
económico, de tiempo y computacional.
Se ha trabajado dejando unas crestas de mecanizado máximas en el
interior de los moldes de 0.01 mm. Este dato numérico se verifica según
las mediciones realizadas con Catia sobre el resultado del mecanizado.
En la fabricación de la pala, ambos moldes (superior e inferior)
deben asentarse perfectamente el uno sobre el otro, para asegurar esto la
última operación de mecanizado será el planeado de las caras en contacto
de los dos moldes.
3.3 Máquina-herramienta.
Para llevar a cabo el mecanizado del molde, es necesario, dadas las
características geométricas del mismo, una máquina-herramienta con al
menos, control sobre tres ejes espaciales cuyas restricciones
dimensionales de trabajo sean mayores que el tamaño de los moldes a
mecanizar.
Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
2
Atendiendo a las características del mecanizado, la máquina-
herramienta más aconsejable sería una fresadora horizontal. Las futuras
operaciones de mecanizado han sido proyectadas de acuerdo con un una
máquina de este tipo.
No se profundizará más en este apartado, debido a que el objeto del
presente proyecto es la realización informática de trayectorias y
características de las mismas en el mecanizado por parte de las
herramientas de corte. No un estudio exhaustivo de las posibles máquinas-
herramientas a emplear.
3.4 Material a mecanizar.
El material a utilizar en el molde, según la empresa fabricante de la
pala, será aluminio. Los distintos parámetros a tener en cuenta a la hora de
mecanizar, serán pues, los adecuados para la mecanización de dicho
material.
Como no ha habido una especificación exacta sobre cuál será el
aluminio a emplear se utilizan parámetros “estándar” para aluminio. Dicho
material permite realizar pasadas de mecanizado con profundidades
relativamente grandes sin problemas.
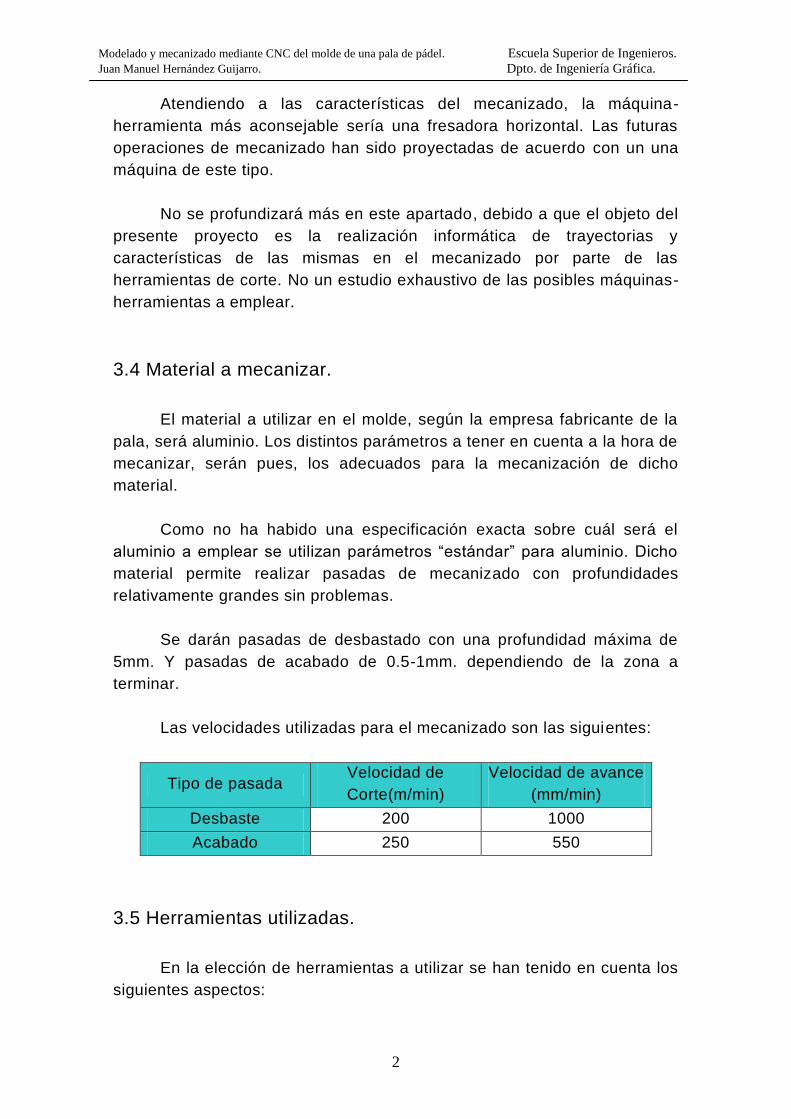
Se darán pasadas de desbastado con una profundidad máxima de
5mm. Y pasadas de acabado de 0.5-1mm. dependiendo de la zona a
terminar.
Las velocidades utilizadas para el mecanizado son las siguientes:
Tipo de pasada Velocidad de
Corte(m/min)
Velocidad de avance
(mm/min)
Desbaste 200 1000
Acabado 250 550
3.5 Herramientas utilizadas.
En la elección de herramientas a utilizar se han tenido en cuenta los
siguientes aspectos:

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
3
1) Hoy día, existen herramientas fabricadas con materiales y diseños
específicos para cada material a mecanizar, la correcta elección de
dichas herramientas proporciona mejores resultados y un
incremento en la vida útil de la herramienta. Las herramientas
empleadas, son pues, específicas para el mecanizado de aluminio.
2) Con el fin de economizar el proyecto, se intenta utilizar el menor
número de herramientas posible, dentro siempre de la obtención de
un acabado correcto del molde.
3) Se intentan utilizar herramientas estándar, es decir, herramientas
ofertadas por los fabricantes de las mismas de manera genérica.
Como se verá más adelante, dadas las características geométricas
del molde, ha sido necesario el empleo de una herramienta que,
por sus dimensiones, debería ser fabricada de forma específica
para la ejecución de este proyecto.
4) Hay que tener siempre presente que no se pretende realizar
grandes series de productos mecanizados, en tal caso, habría que
plantearse la utilización de herramientas con plaquitas de corte en
lugar de filos de corte. Las herramientas con plaquitas constan de
un cuerpo en el cual se insertan plaquitas, que son los elementos
encargados del corte, de este modo, cuando se desgastan no se
sustituye la herramienta entera, únicamente las plaquitas. Son
herramientas cuya utilización pasa a ser rentable en grandes
series.
Las herramientas utilizadas en el presente proyecto, a excepción de
una herramienta que se comentará más adelante, han sido seleccionadas
del catálogo digital de la conocida marca suministradora de todo tipo de
material industrial UNCETA, las fresas pertenecen a las marcas Guhring y
STD.
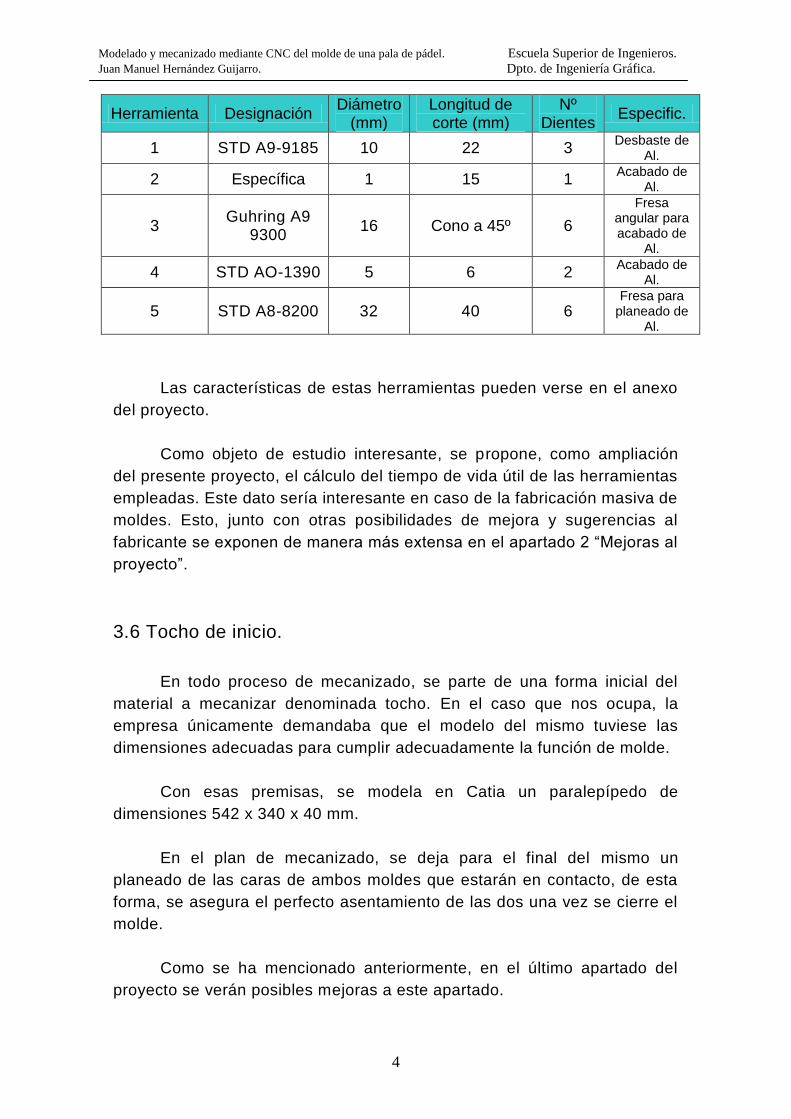
A continuación se muestra la tabla resumen de herramientas
utilizadas, el uso de dichas herramientas será explicado con detalle dentro
de cada operación que constituye el proceso de mecanizado.
Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
4
Herramienta Designación Diámetro
(mm) Longitud de corte (mm)
Nº Dientes
Especific.
1 STD A9-9185 10 22 3 Desbaste de
Al.
2 Específica 1 15 1 Acabado de
Al.
3 Guhring A9
9300 16 Cono a 45º 6
Fresa angular para acabado de
Al.
4 STD AO-1390 5 6 2 Acabado de
Al.
5 STD A8-8200 32 40 6 Fresa para
planeado de Al.
Las características de estas herramientas pueden verse en el anexo
del proyecto.
Como objeto de estudio interesante, se propone, como ampliación
del presente proyecto, el cálculo del tiempo de vida útil de las herramientas
empleadas. Este dato sería interesante en caso de la fabricación masiva de
moldes. Esto, junto con otras posibilidades de mejora y sugerencias al
fabricante se exponen de manera más extensa en el apartado 2 “Mejoras al
proyecto”.
3.6 Tocho de inicio.
En todo proceso de mecanizado, se parte de una forma inicial del
material a mecanizar denominada tocho. En el caso que nos ocupa, la
empresa únicamente demandaba que el modelo del mismo tuviese las
dimensiones adecuadas para cumplir adecuadamente la función de molde.
Con esas premisas, se modela en Catia un paralepípedo de
dimensiones 542 x 340 x 40 mm.
En el plan de mecanizado, se deja para el final del mismo un
planeado de las caras de ambos moldes que estarán en contacto, de esta
forma, se asegura el perfecto asentamiento de las dos una vez se cierre el
molde.
Como se ha mencionado anteriormente, en el último apartado del
proyecto se verán posibles mejoras a este apartado.

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
5
3.7 Lubricación.
El uso de lubricación durante el mecanizado proporciona mejores
resultados, ya que ayuda a la evacuación de virutas y a la disipación del
calor generado durante el proceso de mecanizado. Además de esto, alarga
la vida útil de la herramienta.
Para el mecanizado de aluminio es recomendable que se utilicen
productos emulsionables en agua con aditivos específicamente formulados
a tal fin que estén exentos de compuestos en base cloro y azufre.
3.8 Útiles de amarre.
Para obtener un buen acabado superficial en las operaciones de
mecanizado es necesario disponer de útiles que sujeten la pieza a fabricar
a la máquina-herramienta de manera sólida, evitando cualquier tipo de
movimiento o aumento de las vibraciones del sistema que traerían consigo
una disminución de la calidad de acabados y un deterioro prematuro tanto
de las herramientas como de la máquina.
Teniendo en cuenta que el número de moldes a fabricar será
reducido, y que se busca la economía del proyecto, no buscaremos ningún
sistema de amarre automático o similar que pudiese encarecer el proceso,
esto, junto con las dimensiones reducidas del trabajo nos llevan a elegir
como sistema de amarre mordazas de amarre de alta presión de
accionamiento manual.
3.9 Mecanizado con Catia.
Para afrontar el mecanizado emplearemos el módulo “Surface
Machining” de Catia. Debido al uso del ordenador, el plan de mecanizado
está estructurado en base a las posibilidades que permite el programa.
Para comprender mejor las decisiones tomadas en la elaboración de las
distintas etapas del plan de mecanizado, se exponen a continuación, de
forma breve, las operaciones disponibles en Catia para el mecanizado en
máquinas-herramientas de 3 ejes:
Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
6
1) Sweep roughing: Operación destinada al desbastado de piezas
mediante planos verticales.
2) Roughing: Operación destinada al desbastado de piezas mediante
planos horizontales.
3) Sweeping: Operación para semiacabado y acabado de piezas en
las que la herramienta sigue una trayectoria en base a planos
verticales y paralelos.
4) Z-level: Operación para semiacabado y acabado de piezas en los
que se mecaniza mediante planos horizontales paralelos.
5) Contour-driven: Operación en la que la herramienta utiliza un
contorno como guía.
6) Profile contouring: Operación empleada para el mecanizado de
cantos.
7) Spiral milling: Operación equivalente al planeado tradicional.
8) Isoparametric machining: Operación en que la herramienta utiliza
como guía curvas isoparamétricas de la pieza a mecanizar.
9) Pocketing: Operación para realizar cajeados.
10) Pencil: Operación destinada al repaso de crestas entre
superficies.
Cada una de estas operaciones dispone de gran cantidad de
parámetros comunes entre ellas y multitud de parámetros específicos, que
permiten trasladar al ordenador prácticamente cualquier requerimiento por
parte del diseñador. Estas operaciones están estructuradas por pestañas,
en las que se introducen los datos tecnológicos de cada operación, ya que
estos datos son precisamente las características del mecanizado, se
exponen a continuación, de forma breve, las pestañas que encontramos en
dichas operaciones y sus parámetros más importantes.
1) Strategy Tab Page: Permite definir la trayectoria seguida por la
herramienta e introducir los siguientes parámetros:

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
7
1.1) Profundidad de corte. Determina la cantidad de material que es
mecanizado en cada pasada.
1.2) Máxima distancia entre pasadas. Permite introducir la distancia
entre pasadas de mecanizado consecutivas.
1.3) Tool path style: Permite elegir como se hará la transición entre
pasadas consecutivas. En zig-zag, en la misma dirección o en
direcciones alternas.
1.3) Stepover. Define como se miden las creces de mecanizado.
1.4) Machining tolerance.
1.5) Scallop height.
Especial mención requiere el parámetro “Machining Tolerance”, su
definición es la precisión entre la trayectoria que puede realizar la
máquina-herramienta y la computada por el ordenador. Obviamente, lo
ideal sería ajustarlo hasta la precisión dada por la máquina-herramienta,
hoy día, estas máquinas alcanzan sin dificultades décimas y centésimas de
milímetro, sin embargo, debido a las limitaciones del hardware, únicamente
se ha “apurado” un poco en las operaciones más delicadas. Como
conclusión, manifestar que con el uso de un ordenador más potente se
podrían alcanzar resultados de mecanizado mucho más finos, resultados
que, como ya se mencionó anteriormente, tampoco son estrictamente
necesarios debido a la textura de la fibra de vidrio.
Otro parámetro a mencionar es el “Scallop height”, este parámetro
limita la altura de las creces de mecanizado dejadas en la operación.
Comentar que, aunque es un dato numérico, Catia no lo respeta de manera
estricta, si no más de bien de forma orientativa, por lo que después de
cada operación se hace conveniente utilizar la herramienta de medida de
Catia para verificar las imperfecciones dejadas (Ver apartado 1.9.8
“Verificación de creces de mecanizado). Otro detalle en cuanto al
“malfuncionamiento de Catia” es que este parámetro está íntimamente
relacionado con la distancia entre pasadas, sin embargo, generalmente hay
que especificar una distancia entre pasadas de la herramienta mucho más
pequeña de la que cabría esperar para obtener el acabado deseado.

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
8
2) Geometry Tab Page: Proporciona al programa información sobre
cómo actuar con las formas geométricas implicadas en la operación.
Los parámetros implicados en esta pestaña son:
2.1) Part. Selecciona la parte o partes a mecanizar.
2.2) Limiting Contour. Define el contorno límite de la mecanización.
2.3) Check. Define la zona o zonas que debe evitar la herramienta.
2.4) Safety plane. Define un plano de seguridad al que regresa entre
pasadas la herramienta.
2.5) Top. Define el plano más alto por el que podrá pasar la
herramienta.
2.6) Bottom. Define el plano más bajo por el que podrá pasar la
herramienta.
2.7) Offset on part. Distancia mínima (sobre-espesor) que se debe
mantener respecto a la zona/zonas a mecanizar.
2.8) Offset on check. Distancia mínima (sobre-espesor) que se debe
mantener respecto a la zona/zonas a evitar.
2.9) Limit definition. Proporciona distintas opciones respecto a la
posición de la herramienta en los límites de mecanizado.
3) Tool Tab Page. En esta pestaña encontramos todos los datos
relacionados con la herramienta empleada en cada operación. Estos
datos, vienen a su vez estructurados por pestañas:
3.1) Geometry. Aquí podemos modificar todos los parámetros
relacionados con la geometría de la fresa. Longitud total, longitud de
corte,diversos diámetros, etc.
3.2) Technology. Aquí se incluyen datos referentes al material,
número de filos de cortes, ángulo máximo de trabajo, horas de vida,
etc.
Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
9
3.3) Feeds and Speeds. Incluye las velocidades de corte, avance,
aproximación etc. Catia permite introducir los datos relativos a
velocidades en las características de las herramientas o dentro de
las operaciones. En el presente proyecto se ha utilizado esta última
opción, ya que dichas velocidades son más representativas de los
materiales y operaciones que de las herramientas en cuestión,
siendo, desde el punto de vista del proyectista, una solución más
elegante y acorde a la realidad del mecanizado.
Hay que tener en cuenta que en el mercado existen fresas con
formas geométricas muy complejas, por lo que el programa tiene que
ofrecer la suficiente potencia y flexibilidad para poder modelar cualquier
herramienta que pudiese utilizarse. Hacer hincapié al lector, de la
superficialidad con la que se han explicado las opciones (no todas) que
brinda el programa.
4) Feeds and Speeds. Esta pestaña es prácticamente la misma que
la que podemos encontrar dentro de las herramientas, pero, como se
ha explicado en el anterior punto 3.3, definen los parámetros de una
operación de mecanizado concreta.
5) Macros Tab Page. Esta pestaña permite variar las trayectorias
que realiza por defecto Catia en los siguientes tipos de pasadas:
5.1) Approach. Aproximación.
5.2) Retract. Salida.
5.3) Clearance. Ante obstáculos.
5.4) Linking Retrac. Entre distintas pasadas de aproximación.
5.5) Linking Approach. Entre distintas pasadas de salida.
5.6) Between Passes. Entre pasadas.
En todo proceso de mecanizado, es fundamental, tanto para la vida
de la herramienta como para evitar daños en la máquina-herramienta,
verificar antes del mecanizado real que en ningún momento se produzcan
colisiones entre la herramienta y la pieza, es decir, que la herramienta solo

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
10
estará en contacto con la pieza cuando los parámetros de velocidad y
trayectorias aseguren la integridad de la herramienta y la máquina
herramienta. Para esto, Catia dispone de una herramienta que le
proporciona al usuario información respecto a las colisiones en caso que
existan. Esta herramienta ha sido utilizada con todas y cada una de las
operaciones diseñadas en el presente plan de fabricación.
3.10 Plan de mecanizado.
Antes de la explicación detallada de cada operación, se muestran las
distintas zonas contempladas en el plan de mecanizado.
1) Desbaste inicial: Se realiza un desbastado aproximado de la
forma completa de la pala en el molde.
2) Brazo derecho del corazón: Se mecaniza la zona correspondiente
al marco de la pala a la altura del corazón de la misma.
3) Esquina derecha del corazón: Se mecaniza la esquina superior
derecha del corazón de la pala.
4) Brazo izquierdo del corazón: Se mecaniza la zona
correspondiente al marco de la pala a la altura del corazón de la
misma.

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
11
5) Esquina izquierda del corazón: Se mecaniza la esquina superior
derecha del corazón de la pala.
6) Corazón: Se mecaniza la zona del molde correspondiente al
corazón de la pala.
7) Marco: Se mecaniza la zona del molde correspondiente al marco
de la pala.
8) Superficie de impacto: Se mecaniza la zona del molde
correspondiente a la superficie de impacto de la pala.
9) Mango: Se mecaniza la zona del molde correspondiente al mango
de la pala.
10) Planeado final: Se realiza el planeado de la superficie del molde.
Se exponen a continuación las distintas operaciones utilizadas en
Catia para el mecanizado del molde, los detalles más relevantes y las
herramientas utilizadas en cada una de ellas.
3.10.1 Desbaste inicial.
Con esta operación se busca una primera aproximación a la forma
final de la pala. Dado que la pala presenta una superficie de impacto de
grosor creciente se opta por el empleo de la operación Sweep roughing.

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
12
Posteriormente serán necesarias más operaciones, el uso de esta
operación, frente a otras posibles operaciones de Catia se fundamenta más
que nada en que su filosofía geométrica coincide con la forma final del
molde. (Ver página 38)
La fresa empleada es una Fresa STD de la familia A9-9185 de
diámetro 10 mm. Esta medida se elige como compromiso intermedio entre
número de pasadas, coste de la herramienta y creces de mecanizado que
quedarán para futuras operaciones.
Hay que mencionar en cuanto al diámetro de la fresa empleada, por
alguna razón desconocida, para diámetros un poco mayores que el elegido
Catia generaba trayectorias tales que daban lugar a colisiones de la
herramienta con la pieza.
A continuación se especifican los parámetros fundamentales de la
operación:
1) Limiting Contour (contorno límite de la mecanización): Se utiliza el
borde exterior de la forma de la pala embebida en el molde. Se hace
referencia a ello como Limit line en la siguiente imagen.
2) Check (zona a evitar): Se selecciona la superficie del molde.
Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
13
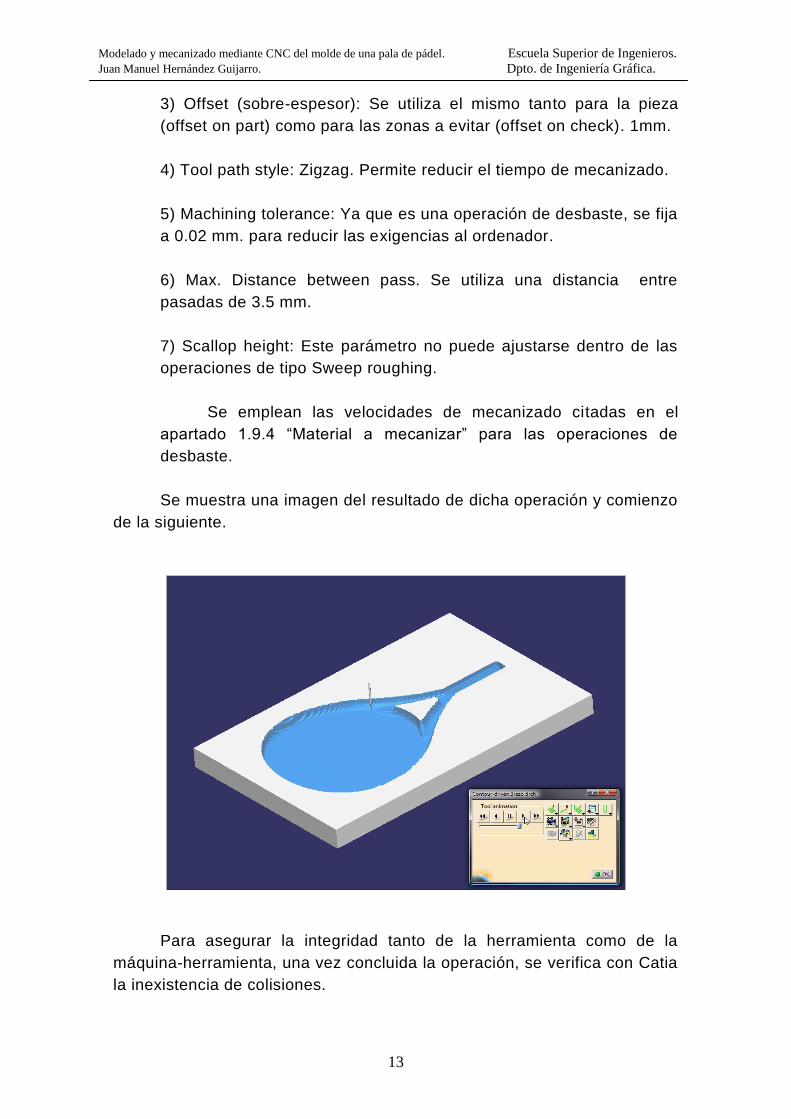
3) Offset (sobre-espesor): Se utiliza el mismo tanto para la pieza
(offset on part) como para las zonas a evitar (offset on check). 1mm.
4) Tool path style: Zigzag. Permite reducir el tiempo de mecanizado.
5) Machining tolerance: Ya que es una operación de desbaste, se fija
a 0.02 mm. para reducir las exigencias al ordenador.
6) Max. Distance between pass. Se utiliza una distancia entre
pasadas de 3.5 mm.
7) Scallop height: Este parámetro no puede ajustarse dentro de las
operaciones de tipo Sweep roughing.
Se emplean las velocidades de mecanizado citadas en el
apartado 1.9.4 “Material a mecanizar” para las operaciones de
desbaste.
Se muestra una imagen del resultado de dicha operación y comienzo
de la siguiente.
Para asegurar la integridad tanto de la herramienta como de la
máquina-herramienta, una vez concluida la operación, se verifica con Catia
la inexistencia de colisiones.

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
14
El cuadro resumen de esta operación sería el siguiente:
Desbaste inicial Nº Operación: 1
Tiempo Mec. Tiempo Total
1h 22min 19seg 1h 26min 39seg
Herramienta: STD A9-9185 Ø 10
3.10.2 Brazo derecho del corazón.
Inicialmente, tanto para esta operación como para su simétrica,
podría pensarse en realizarla de manera conjunta con el mecanizado del
marco, sin embargo, y como se explicará más detalladamente en el
apartado específico del mecanizado del mismo, debido al uso de
herramientas distintas se realizan en operaciones independientes.
Como puede verse en la imagen adjunta, la mayor dificultad
geométrica (remarcada por una elipse roja) de esta zona, como de la zona
colindante perteneciente al corazón, es el mecanizado de la zona inferior
del valle que forma el brazo de la pala en el molde.
Existen distantes posibilidades en cuanto a las fresas y
procedimientos a utilizar:

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
15
1) Inicialmente, cabría pensar que lo ideal sería utilizar una
herramienta con punta semiesférica, ya que así evitamos el
problema del valle, sin embargo, debido a la menor superficie de
contacto, y por tanto, menor capacidad de arranque de viruta por
pasada, precisaríamos de un mayor número de pasadas, con el
consiguiente incremento de exigencias al ordenador. Hay que
mencionar que debido a la complejidad de las trayectorias, para
poder finalizar el mecanizado hubo que recurrir a un ordenador de
última generación distinto al que se utilizó para las primeras
operaciones.
A pesar de esto, el principal motivo por el que hubo que
abandonar esta idea fue por los resultados obtenidos al utilizar
parámetros y tiempos de mecanizado similares con ambas
herramientas, al final de este apartado se mostrarán las mediciones
de acabados tomadas con Catia para las dos posibilidades que se
barajan.
2) La siguiente posibilidad, es utilizar fresas con la punta “plana” de
un diámetro tal que permitan la realización de forma satisfactoria del
valle. Al final del apartado se mostrarán los resultados de esta idea
3) Por último, se podría pensar en dividir el mecanizado en dos, una
zona inferior, que mecanizase el citado valle, y una zona superior,
que realizase el mecanizado del brazo. Esta idea se desestimó
debido a que Catia no permite fijar límites creados por el usuario, si
no que deben apoyarse en límites naturales de la pieza, por lo que la
única solución, hubiese sido crear dos operaciones con parámetros
de “Offset” que se solapasen. Esta idea era muy poco elegante en
cuanto a la programación y daba lugar a la necesidad de utilizar una
fresa más.
A continuación se exponen imágenes de la operación siguiendo la
metodología 1 y 2. Se mostrarán mediciones de las creces de mecanizado
(consultar aparatado 3.11 “verificación de las creces de mecanizado”) con
la intención de mostrar al lector el porqué de la elección de la segunda
metodología posible.
Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
16
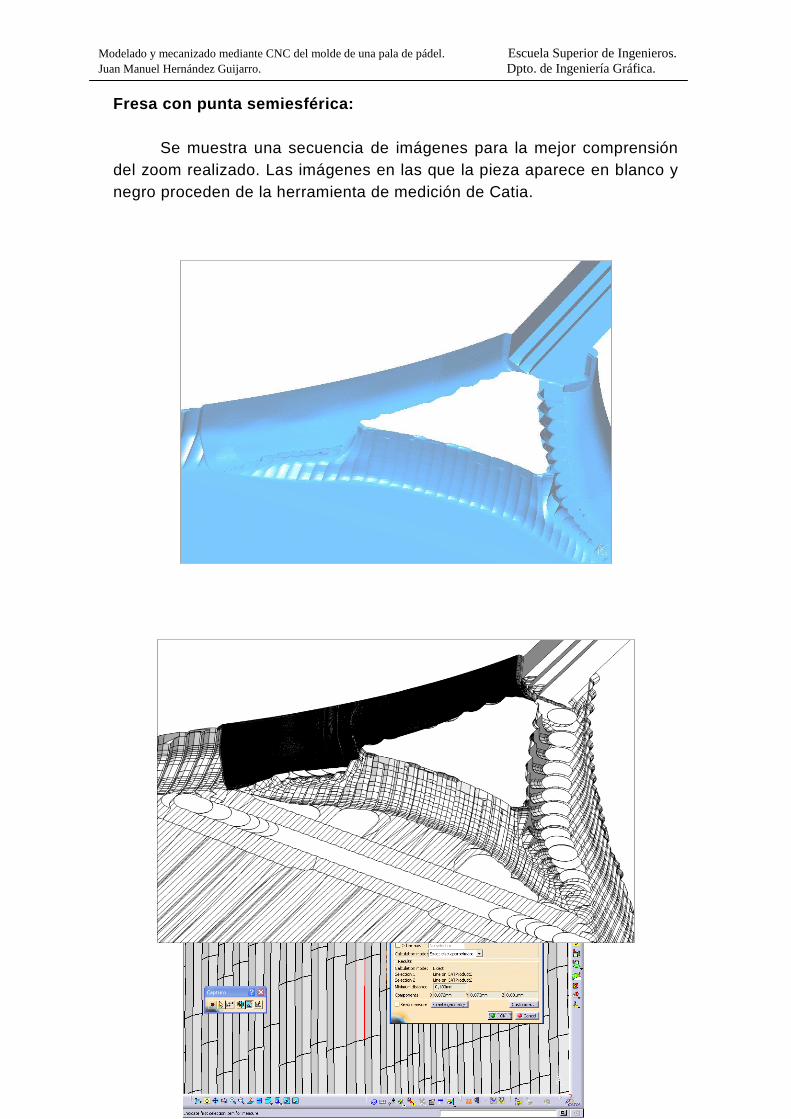
Fresa con punta semiesférica:
Se muestra una secuencia de imágenes para la mejor comprensión
del zoom realizado. Las imágenes en las que la pieza aparece en blanco y
negro proceden de la herramienta de medición de Catia.

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
17
La distancia, de forma aproximada, medida en altura entre dos
aristas separadas 0.072 mm. es de 0.073 mm. para la fresa con punta
semiesférica.
Fresa con punta plana:
Se muestra directamente la imagen de la medición. La distancia de
forma aproximada, medida en altura entre dos aristas separadas 0.026
mm. es de 0.006 mm. para la fresa con punta semiesférica.

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
18
Como puede verse, aunque los valores de la fresa de punta
semiesférica son buenos, los de la fresa de punta plana son mucho
mejores, esto, junto con la menor exigencia de cálculo hacen que esa sea
la metodología elegida.
Hay que mencionar que esto es así porque se ha limitado el tiempo
de mecanizado, y por tanto, el número de trayectorias de la herramienta,
en caso de disponer de más potencia computacional y no importar el
tiempo de mecanizado (que también influiría en la vida de la herramienta)
una herramienta con punta semiesférica produciría mejores acabados.
Se expone a continuación la resolución de esta operación con una
herramienta de punta plana.
Las fresas de un diámetro suficientemente pequeño proporcionadas
por los fabricantes de herramientas, no tenían la longitud de corte
suficiente para mecanizar toda la pared sin que se produjesen colisiones
con la misma, por lo que se recurre al pedido de una fresa específica para
nuestro proyecto. Las únicas características dimensionales reseñables de
la misma serían un diámetro de 1mm. y una longitud de corte de 15mm.
Es una operación de acabado, modelada en Catia como Contour-
driven.

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
19
A continuación se especifican los parámetros fundamentales de la
operación:
1) Guiding Strategy: Esta operación, al ser de contorneado, necesita
una guía, que será utilizada como trayectoria perpendicular a las
pasadas de mecanizado. En este caso, se utiliza como tal la zona
inferior del valle formado por el corazón y el brazo de la pala. Más
adelante se muestra una imagen explicativa de esto.
2) Limiting Contour (contorno límite de la mecanización): Se utiliza el
borde exterior de la forma de la pala embebida en el molde.
En la imagen siguiente podemos apreciar estos dos parámetros, el
primero de ellos aparece en la imagen como “Guide1”, mientras que
el segundo aparece con el nombre “Limit line”.
3) Check (zona a evitar): Se definen como tal las superficies
colindantes a la zona a mecanizar. En la imagen anterior, serían las
superficies a la derecha de “Guide1”.
4) Offset (sobre-espesor): Puesto que es una operación de acabado,
se deja un sobre-espesor nulo, tanto para la pieza (offset on part)
como para las zonas a evitar (offset on check).
5) Tool path style: Zigzag. Permite reducir el tiempo de mecanizado.
Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
20
6) Machining tolerance: Puesto que es una operación de acabado,
esta parámetro se reduce hasta 0.005 mm.
7) Max. Distance between pass. Se utiliza una distancia entre
pasadas de 0.2 mm.
8) Scallop height: Se fija a 0.001 mm.
Se emplean las velocidades de mecanizado citadas en el
apartado 1.9.4 “Material a mecanizar” para las operaciones de
acabado.
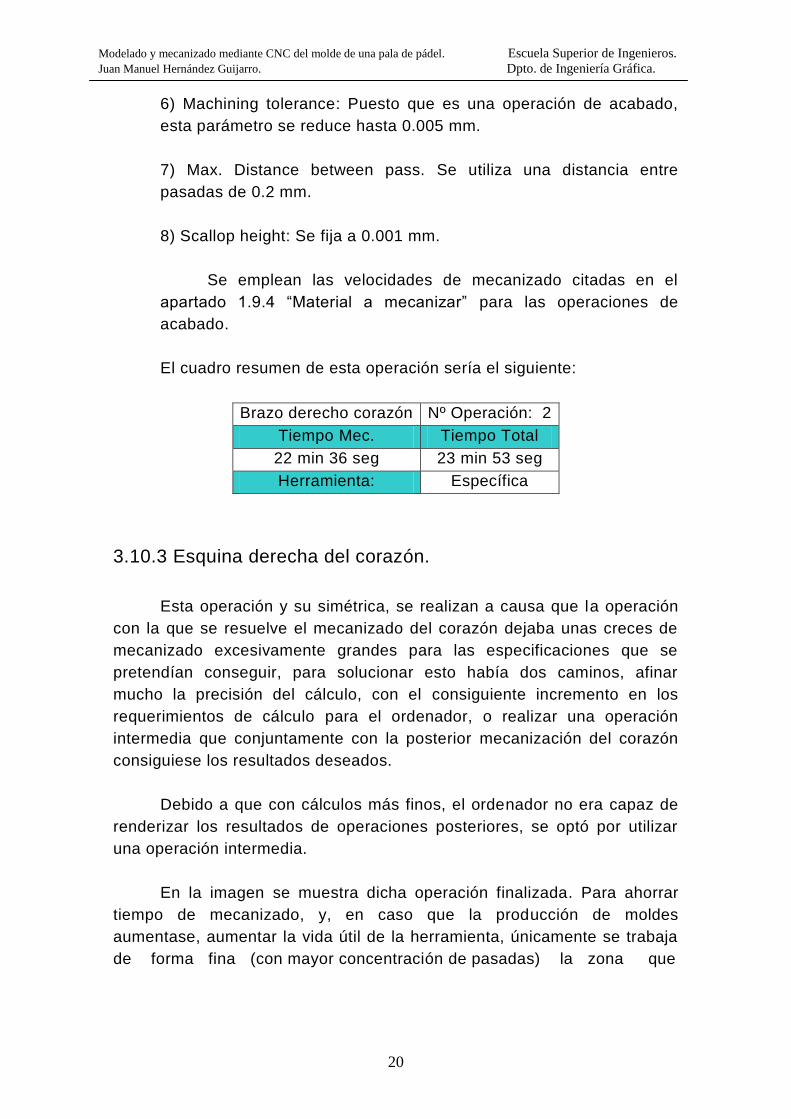
El cuadro resumen de esta operación sería el siguiente:
Brazo derecho corazón Nº Operación: 2
Tiempo Mec. Tiempo Total
22 min 36 seg 23 min 53 seg
Herramienta: Específica
3.10.3 Esquina derecha del corazón.
Esta operación y su simétrica, se realizan a causa que la operación
con la que se resuelve el mecanizado del corazón dejaba unas creces de
mecanizado excesivamente grandes para las especificaciones que se
pretendían conseguir, para solucionar esto había dos caminos, afinar
mucho la precisión del cálculo, con el consiguiente incremento en los
requerimientos de cálculo para el ordenador, o realizar una operación
intermedia que conjuntamente con la posterior mecanización del corazón
consiguiese los resultados deseados.
Debido a que con cálculos más finos, el ordenador no era capaz de
renderizar los resultados de operaciones posteriores, se optó por utilizar
una operación intermedia.
En la imagen se muestra dicha operación finalizada. Para ahorrar
tiempo de mecanizado, y, en caso que la producción de moldes
aumentase, aumentar la vida útil de la herramienta, únicamente se trabaja
de forma fina (con mayor concentración de pasadas) la zona que

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
21
posteriormente daría problemas de acabado sin esta operación (zona
bordeada en rojo), tratándose de una manera más basta el resto de pieza.
Esta operación se modela con la orden Contour-driven, con la misma
fresa que la anterior.
A continuación se especifican los parámetros fundamentales de la
operación:
1) Guiding Strategy: Esta operación, al ser de contorneado, necesita
una guía, que será utilizada como trayectoria perpendicular a las
pasadas de mecanizado. En este caso, se utiliza como tal el borde
del corazón. Se muestra en la siguiente imagen como la línea verde
denominada guía.
2) Limiting Contour (contorno límite de la mecanización): Se utilizan
como límites de mecanización los bordes dibujados en rojo de la
siguiente imagen.

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
22
3) Check (zona a evitar): Se definen como tal las superficies
colindantes a la zona a mecanizar así como el plano que forma la
parte superior del corazón del molde.
4) Offset (sobre-espesor): Puesto que es una operación de acabado,
se deja un sobre-espesor nulo, tanto para la pieza (offset on part)
como para las zonas a evitar (offset on check).
5) Tool path style: Zigzag. Permite reducir el tiempo de mecanizado.
6) Machining tolerance: Puesto que es una operación de acabado,
esta parámetro se reduce hasta 0.005 mm.
7) Max. Distance between pass. Se utiliza una distancia entre
pasadas de 0.2 mm.
8) Scallop height: Se fija a 0.001 mm.
Se emplean las velocidades de mecanizado citadas en el
apartado1.9.4 “Material a mecanizar” para las operaciones de acabado.
El cuadro resumen de esta operación sería el siguiente:
Esquina derecha corazón Nº Operación: 3
Tiempo Mec. Tiempo Total
1 min 42 seg 2 min 1 seg
Herramienta: Específica
Guía

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
23
3.10.4 Brazo izquierdo del corazón.
Esta operación se realiza exactamente igual que el brazo derecho,
se muestran a continuación el cuadro resumen y el resultado de la misma.
Brazo izquierdo corazón Nº Operación: 4
Tiempo Mec. Tiempo Total
22 min 36 seg 23 min 53 seg
Herramienta: Específica
3.10.5 Esquina izquierda del corazón.
Esta operación se realiza exactamente igual que la esquina derecha,
se muestran a continuación el cuadro resumen y el resultado de la misma.
Esquina izq. corazón Nº Operación: 5
Tiempo Mec. Tiempo Total
1 min 42 seg 2 min 1 seg
Herramienta: Específica

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
24
3.10.6 Corazón.
Una vez mecanizadas las zonas colindantes al corazón, así como
una primera operación sobre las esquinas del mismo para asegurar el
acabado final del mismo, se procede al mecanizado completo del corazón.
Se modela según una operación del tipo sweeping. Por el mismo
motivo explicado en el apartado 3.10.2 se continúa utilizando la misma
fresa que en las operaciones anteriores.
A continuación se especifican los parámetros fundamentales de la
operación:
1) Limiting Contour (contorno límite de la mecanización): Se utilizan
como límites de mecanización los bordes coloreados de rojo en la
imagen de la página siguiente.
2) Check (zona a evitar): Se definen como tal las superficies
colindantes a la zona a mecanizar, es decir, las correspondientes a
las zonas denominadas brazos (izquierdo y derecho) del corazón, así
como el plano que forma la parte superior del corazón del molde.

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
25
3) Offset (sobre-espesor): Puesto que es una operación de acabado,
se deja un sobre-espesor nulo, tanto para la pieza (offset on part)
como para las zonas a evitar (offset on check).
4) Tool path style: Zigzag. Permite reducir el tiempo de mecanizado.
5) Machining tolerance: Puesto que es una operación de acabado,
esta parámetro se reduce hasta 0.005 mm.
6) Max. Distance between pass. Se utiliza una distancia entre
pasadas de 0.1 mm.
7) Scallop height: Se fija a 0.001 mm.
8) Offset-Limit definition: Debido a que esta zona de la pala está
modelada de forma híbrida entre superficies y sólidos, en la
operación booleana utilizada para obtener el molde Catia produce
“errores”.
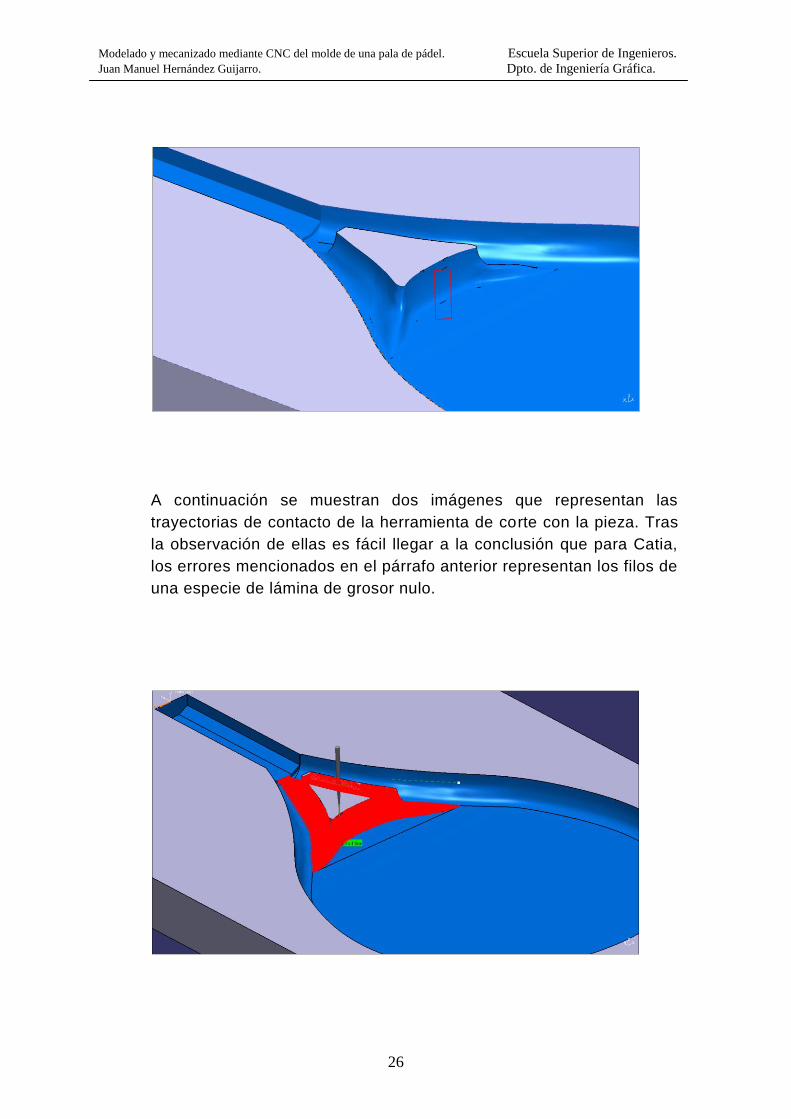
Estos errores son filos no existentes. De ellos, solo dos dan lugar a
problemas a la hora de afrontar el mecanizado. En la figura siguiente
podemos apreciar como Catia dibuja dos líneas paralelas y
separadas una distancia, de forma tal, que durante el mecanizado
del corazón, una vez la herramienta llegaba a estas líneas evitaba su
mecanizado.
Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
26
A continuación se muestran dos imágenes que representan las
trayectorias de contacto de la herramienta de corte con la pieza. Tras
la observación de ellas es fácil llegar a la conclusión que para Catia,
los errores mencionados en el párrafo anterior representan los filos de
una especie de lámina de grosor nulo.

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
27
Para solucionar esto se recurrió a utilizar un offset en los límites de
definición de 0.3 mm. Esto fuerza a que la herramienta mecanice 0.3
mm. más allá de los límites iniciales. Mecanizando la zona que de
forma automática Catia no mecanizaba inicialmente.
Se utilizan las velocidades especificadas en el apartado 1.9.4
“material a mecanizar” para operaciones de acabado.
El cuadro resumen de esta operación sería el siguiente:
Esquina derecha corazón Nº Operación:6
Tiempo Mec. Tiempo Total
1 h 24min 4 seg 1 h 26min
Herramienta: Específica
3.10.7 Marco.
La principal característica de esta parte de la pala a la hora de
mecanizar son los surcos que presenta el marco en la zona superior de la
misma. Estos surcos, que en la pala son hendiduras, dan lugar a
protuberancias en el molde de la pala. Se incluye a continuación una
imagen del detalle citado para facilitar su comprensión.

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
28
Observando el corte longitudinal del molde, vemos como para
mecanizar ese detalle, si empleásemos una fresa con geometría cilíndrica
(también representada en la imagen), la única forma posible de realizarlo
sería con una máquina herramienta que permitiese el giro de la
herramienta respecto a su eje longitudinal. Como ya se expuso en el
apartado 1.9.3 “Máquina-herramienta”, la maquina empleada es de 3 ejes,
por lo que para afrontar el mecanizado de esta parte se recurre a una fresa
angular. Este tipo de fresa (se aconseja ver su geometría en el anexo para
una más fácil comprensión) permite mecanizar el molde manteniendo el eje
longitudinal de la herramienta sin ningún giro, es decir, perpendicular
respecto a la mesa de trabajo.
Para evitar el uso de distintos proveedores de herramientas, se
buscó la fresa necesaria en el catalogo de Unceta, dicho proveedor posee
fresas con las características geométricas necesarias, la fresa utilizada es
una fresa angular Guhring A9-9300 de 16 mm de diámetro exterior y cono
de 45º. La elección de esta familia de fresas, es, además de por la
geometría antes citada, porque permiten el mecanizado frontal y de
contorno. Mencionar que existen fresas con la misma geometría pero que
no permiten la eliminación de material en la zona inferior de la herramienta.
Este mecanizado se realiza en Catia con una operación del tipo
Contour-driven, en la siguiente imagen puede observarse el detalle de la
fresa y la mejora en el acabado del marco que supone esta operación.
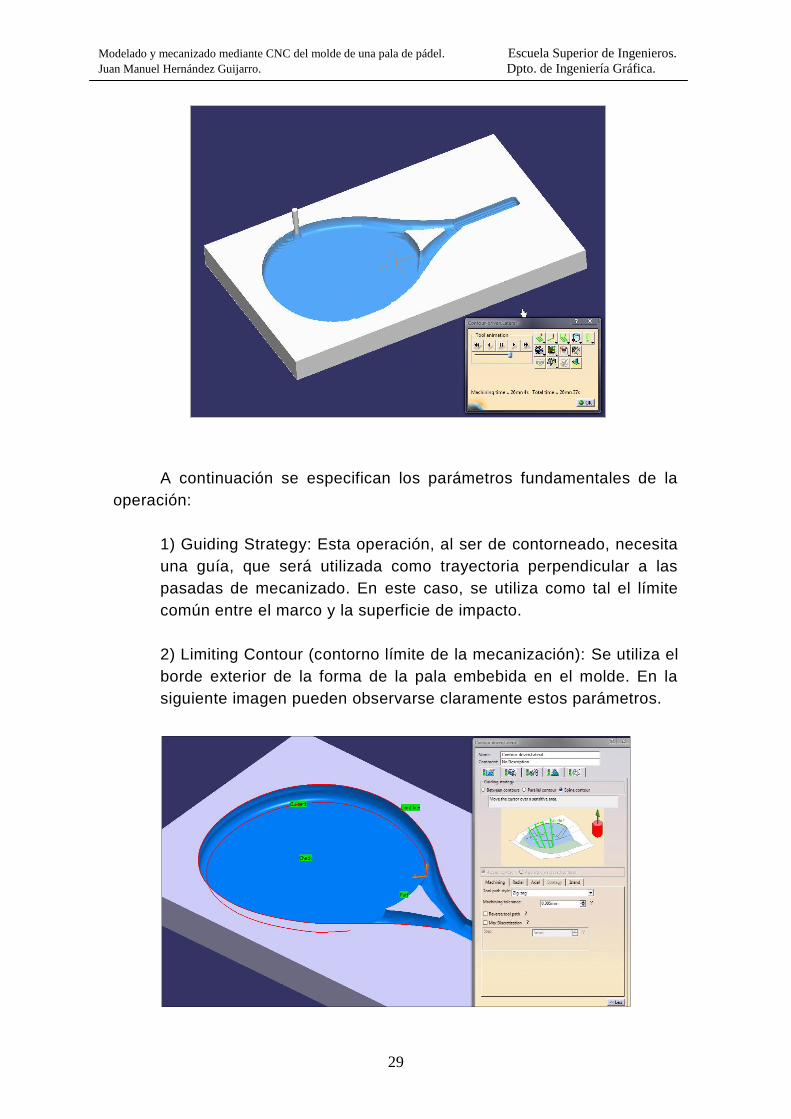
Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
29
A continuación se especifican los parámetros fundamentales de la
operación:
1) Guiding Strategy: Esta operación, al ser de contorneado, necesita
una guía, que será utilizada como trayectoria perpendicular a las
pasadas de mecanizado. En este caso, se utiliza como tal el límite
común entre el marco y la superficie de impacto.
2) Limiting Contour (contorno límite de la mecanización): Se utiliza el
borde exterior de la forma de la pala embebida en el molde. En la
siguiente imagen pueden observarse claramente estos parámetros.
Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
30
3) Check (zona a evitar): Se definen como tal la superficie de
impacto de la pala.
4) Offset (sobre-espesor): Puesto que es una operación de acabado,
se deja un sobre-espesor nulo, tanto para la pieza (offset on part)
como para las zonas a evitar (offset on check).
5) Tool path style: Zigzag. Permite reducir el t iempo de mecanizado.
6) Machining tolerance: Puesto que es una operación de acabado,
esta parámetro se reduce hasta 0.005 mm.
7) Max. Distance between pass. Se utiliza una distancia entre
pasadas de 0.2 mm.
8) Scallop height: Se fija a 0.001 mm.
Se utilizan las velocidades especificadas en el apartado 1.9.4
“material a mecanizar” para operaciones de acabado.
El cuadro resumen de esta operación sería el siguiente:
Marco Nº Operación: 7
Tiempo Mec. Tiempo Total
2 h 11 min 1 seg 2 h 12 min 13 seg
Herramienta: Guhring A9-9300 Ø16
3.10.8 Superficie de impacto.
Esta zona se modela como una operación del tipo Sweeping.
La fresa empleada es una Fresa STD de la familia A0-1390 de
diámetro 5 mm. Esta medida se elige como compromiso intermedio entre
número de pasadas, coste de la herramienta y calidad en los resultados
obtenidos.

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
31
A continuación se especifican los parámetros fundamentales de la
operación:
1) Limiting Contour (contorno límite de la mecanización): Se utiliza el
límite común entre el marco y la superficie de impacto. Esto es, la
misma geometría que para la guía de la operación anterior.
Mencionar, que en este tipo de operación no se requiere guía.
2) Check (zona a evitar): Se definen como tal las superficies en
contacto con el límite anterior, en este caso, la zona del molde
correspondiente al marco y al corazón de la pala.
3) Offset (sobre-espesor): Puesto que es una operación de acabado,
se deja un sobre-espesor nulo, tanto para la pieza (offset on part)
como para las zonas a evitar (offset on check).
4) Tool path style: Zigzag. Permite reducir el tiempo de mecanizado.
5) Machining tolerance: Dada la simpleza geométrica de esta
operación, este parámetro puede reducirse hasta 0.1 mm. sin
sacrificar la calidad de los acabados. De este modo se reduce el
esfuerzo computacional del ordenador.
Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
32
6) Max. Distance between pass. Se utiliza una distancia entre
pasadas de 2 mm.
7) Scallop height: Se fija a 0.001 mm.
8) Offset-Limit definition: Por el mismo motivo que en la operación
anterior, se utiliza en esta ocasión un offset de 0.4 mm.
Se utilizan las velocidades especificadas en el apartado 1.9.4
“material a mecanizar” para operaciones de acabado.
El cuadro resumen de esta operación sería el siguiente:
Superficie de imp. Nº Operación: 8
Tiempo Mec. Tiempo Total
42 min 25 seg 43 min 5 seg
Herramienta: STD AO-1390 Ø 5
3.10.9 Mango.
Esta zona presenta una sencilla mecanización, a excepción de si se
buscase la perfecta realización de las esquinas del mismo. Es decir, un
acabado perpendicular entre las superficies laterales inferiores y la
superficie inferior del mismo. Hay que tener en cuenta que esta zona de la
pala irá encintada, por lo que el usuario final no verá el acabado de la
misma, y que el acabado perfecto no supondría nada más que un
encarecimiento del mismo, por esto, se realiza el mecanizado con el
acabado deseado pero sin conseguir las esquinas del molde de forma
perfecta en cuanto a su geometría.
La mecanización de esta zona se modela con una operación
Sweeping. Debido a la geometría a mecanizar vuelve a aparecer el mismo
problema en cuanto a posibles colisiones que apareció en el mecanizado
de los brazos del corazón, esto, junto al afán del empleo de la menor
diversidad de herramientas, hace que se recurra a la misma herramienta
específica que en operaciones anteriores.

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
33
A continuación se especifican los parámetros fundamentales de la
operación:
1) Limiting Contour (contorno límite de la mecanización): Se emplean
los bordes naturales de la zona correspondiente a mecanizar en el
molde. Se muestra en la imagen siguiente como Limit line.
2) Check (zona a evitar): Dada la geometría de la operación no es
necesario designar zonas con este parámetro.
3) Offset (sobre-espesor): Puesto que es una operación de acabado,
se deja un sobre-espesor nulo.
4) Tool path style: Zigzag. Permite reducir el tiempo de mecanizado.
5) Machining tolerance: En este caso se emplea 0.01 mm. Como en
operaciones anteriores, la validez de este parámetro se comprueba
con las creces medidas en Catia tras realizar la operación.
6) Max. Distance between pass: Se utiliza una distancia entre
pasadas de 2 mm.
7) Scallop height: Se fija a 0.001 mm.
Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
34
8) Offset-Limit definition: Dada la configuración geométrica de la
operación a realizar no es necesario utilizar offset-Limit, es decir, se
fija a 0 mm.
El cuadro resumen de esta operación sería el siguiente:
Una vez realizada dicha operación, se concluye con las operaciones
a realizar sobre dicha esta zona del molde.
3.10.10 Planeado final.
Para que se produzca un cierre perfecto entre el molde superior e
inferior de la pala, como última operación, se realiza un planeado de las
caras que estarán en contacto de ambos moldes.
Se modela con una operación del tipo Spiral Milling. Se utiliza una
fresa de planear STD A8-8200 de 40 mm. de diámetro por 32 mm de largo.
Catia no posee este tipo de fresas por defecto, debido a esto, la
herramienta se modela utilizando como base una fresa cilíndrica con las
características de la fresa real. Hay que decir que, aunque a priori esta
forma de modelar la herramienta es totalmente válida, en caso que el
presente proyecto se llevase a la práctica sería necesario supervisar esta
operación, debido a la diferencia de anclaje de un tipo de fresa respecto a
la otra.
A continuación se especifican los parámetros fundamentales de la
operación:
1) Limiting Contour (contorno límite de la mecanización): Se utiliza el
borde exterior de la forma de la pala embebida en el molde. Es el
mismo contorno que en la operación de desbaste inicial, salvo que
Mango Nº Operación: 9
Tiempo Mec. Tiempo Total
1 h 6 min 10 seg 1 h 6 min 17 seg
Herramienta: Específica

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
35
en este caso se mecaniza el lado contrario de dicho contorno. (Ver
página 44)
2) Check (zona a evitar): Dada la geometría de la operación no es
necesario designar zonas con este parámetro.
3) Offset (sobre-espesor): Puesto que es una operación de acabado,
se deja un sobre-espesor nulo.
4) Tool path style: Debido a las trayectorias helicoidales que emplea
este tipo de operación este parámetro no tiene sentido aquí.
5) Machining tolerance: En este caso se emplea 0.05 mm. Como en
operaciones anteriores, la validez de este parámetro se comprueba
con las creces medidas en Catia tras realizar la operación.
6) Max. Distance between pass: Se utiliza una distancia entre
pasadas de 10 mm.
7) Scallop height: No existe en este tipo de operaciones.
8) Offset-Limit definition: Se utiliza un offset de 4 mm.
Se muestra a continuación una imagen del desarrollo de esta operación.

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
36
El cuadro resumen de esta operación sería el siguiente:
Planeado final Nº Operación: 9
Tiempo Mec. Tiempo Total
26 min 1 seg 26 min 44 seg
Herramienta: STD A8-8200 40 x 32 mm.
3.10.11 Resumen del plan de mecanizado.
A continuación se muestra un cuadro resumen el plan de
mecanizado:
Nº Nombre Op Tipo Herramienta Vc
(m/min)
Va
(mm/min)
1 Desbaste inicial Desbaste STD A9-9185 Ø 10 200 1000
2 Brazo derecho corazón Acabado Específica 250 500
3 Esquina derecha corazón Acabado Específica 250 500
4 Brazo izquierdo corazón Acabado Específica 250 500
5 Esquina izquierda
corazón Acabado Específica 250 500
6 Corazón Acabado Específica 250 500
7 Marco Acabado A9-9300 Ø16 250 500
8 Superficie de impacto Acabado STD AO-1390 Ø 5 250 500
9 Mango Acabado Específica 250 500
10 Planeado final Acabado STD A8-8200 40 x
32 mm. 250 500
3.11. Verificación de creces de mecanizado.
Catia dispone de una herramienta de medida y visualización real de
la pieza mecanizada, para ello, el programa genera una pieza con las
características geométricas reales del mecanizado, es decir, en lugar de
mostrar las superficies ideales que presenta el modelo tridimensional que
es necesario hacer inicialmente para poder definir las distintas operaciones
a realizar, da lugar a una pieza con todas las creces de mecanizado e
imperfecciones que se producen en la pieza debido a la existencia de un
mecanizado real.

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
37
Mencionar que Catia permite generar con esta opción un archivo
.Product (Una de las extensiones empleada para las piezas 3-D
normalmente creadas con Catia) que contendrá una pieza con la geometría
real del mecanizado, hay que destacar que en el presente proyecto, para
poder obtener dicho archivo hubo que instalar Catia en un ordenador de
última generación, ya que el usado normalmente ira incapaz de generar el
archivo .Product correspondiente al mecanizado más allá de las primeras
operaciones. Como dato, decir que el archivo que contiene la geometría
ideal del molde ocupa 5.5 Mb mientras que el que contiene la geometría
final del mecanizado ocupa casi 47 Mb.
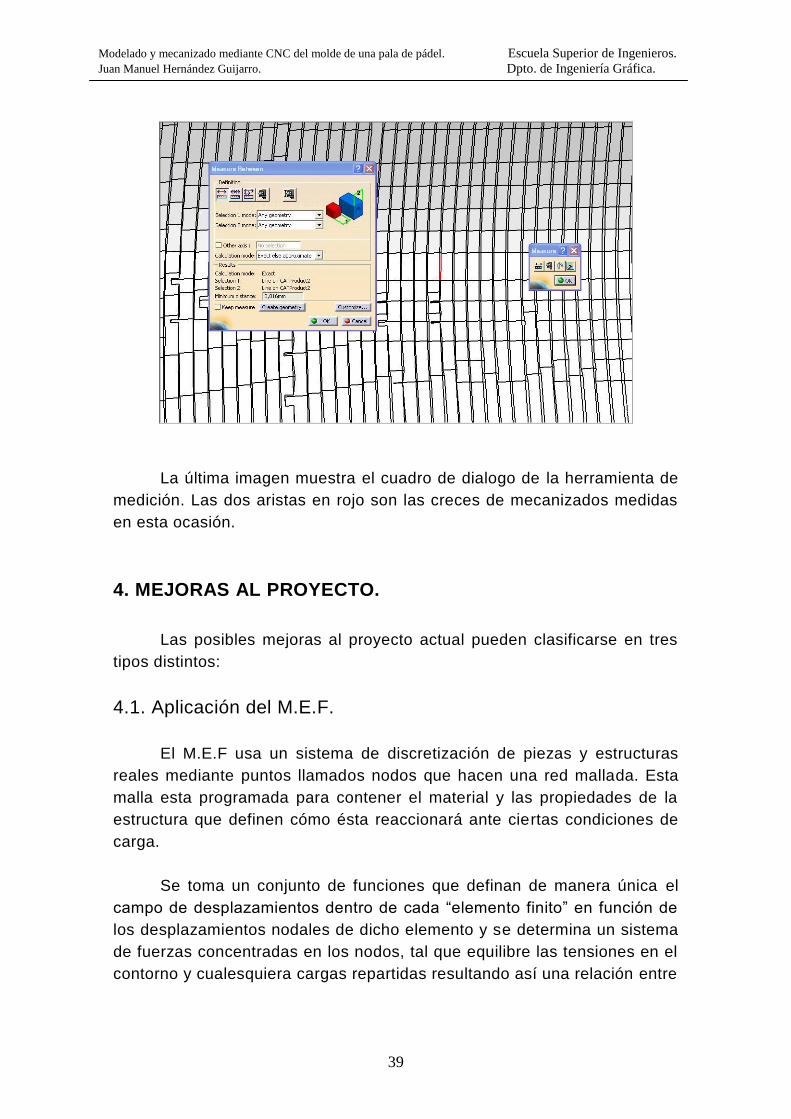
A continuación se muestra una secuencia de imágenes ordenadas
según el zoom empleado para mostrar al lector como se realiza la
comprobación de las creces de mecanizado. En este caso en particular son
las dejadas por la operación de mecanizado del brazo derecho del corazón,
en dichas imágenes se activó la visualización mediante color negro de las
aristas existentes en la pieza:

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
38
En la imagen anterior se ve claramente la diferencia existente entre
una superficie con el mecanizado ya acabado (zona más oscura de la
imagen, es decir, con mayor concentración de aristas) y otra que
únicamente ha sufrido una operación de desbaste. (zona con menor
número de aristas, pero más protuberancias).
Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
39
La última imagen muestra el cuadro de dialogo de la herramienta de
medición. Las dos aristas en rojo son las creces de mecanizados medidas
en esta ocasión.
4. MEJORAS AL PROYECTO.
Las posibles mejoras al proyecto actual pueden clasificarse en tres
tipos distintos:
4.1. Aplicación del M.E.F.
El M.E.F usa un sistema de discretización de piezas y estructuras
reales mediante puntos llamados nodos que hacen una red mallada. Esta
malla esta programada para contener el material y las propiedades de la
estructura que definen cómo ésta reaccionará ante ciertas condiciones de
carga.
Se toma un conjunto de funciones que definan de manera única el
campo de desplazamientos dentro de cada “elemento finito” en función de
los desplazamientos nodales de dicho elemento y se determina un sistema
de fuerzas concentradas en los nodos, tal que equilibre las tensiones en el
contorno y cualesquiera cargas repartidas resultando así una relación entre

Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
40
fuerzas y desplazamientos de la forma F = k . u, que como vemos es
similar a la del cálculo matricial.
La resolución del sistema anterior permite obtener los
desplazamientos en los nodos y con ellos definir de manera aproximada el
campo de desplazamientos en el elemento finito.
Catia permite realizar estudios de elementos finitos sobre las piezas
y estructuras diseñadas en el. Para que este estudio sea posible, es
necesario que la geometría del modelo tridimensional sea exacta en todas
sus características (dimensiones, densidad, uniones, etc.) a la pieza real.
Debido a la inexperiencia previa a este proyecto con Catia, y como
se expuso en el apartado 2.2 “Generalidades del modelado”, el modelo
actual cumple perfectamente en cuanto a las exigencias para el modelado
exterior y mecanizado del mismo, pero debería ser modificado en ciertos
aspectos para poderle aplicar el M.E.F en Catia, en tal caso, podrían
obtenerse las siguientes mejoras:
1) Conocimiento preciso de los esfuerzos a los que está sometida la
pala. Dado que estamos ante un proyecto de ingeniería inversa, es
decir, la pala real ya existía antes que el modelo informático y
cumplía perfectamente con las exigencias a la misma, estos datos
podrían ser más útiles de cara optimizar y minimizar el material
empleado en la fabricación de la pala que en la resistencia de la
misma.
2) Estudio de vibraciones. En el mundo del pádel, está en auge
promocionar las palas basándose en la disminución de vibraciones
transmitidas al jugador. El uso de Catia permitiría modificar la
geometría de la pala o incluir en la misma elementos destinados a la
reducción de vibraciones.
3) Estudio de transmisión de calor. Aplicar el M.E.F. al modelo
informático del molde sería útil para mejorar el proceso de curado de
la pala dentro del mismo.
Modelado y mecanizado mediante CNC del molde de una pala de pádel. Escuela Superior de Ingenieros.
Juan Manuel Hernández Guijarro. Dpto. de Ingeniería Gráfica.
41
4.2. Mejoras en el diseño de la pala.
El objeto de este proyecto no es cambiar la forma del modelo de pala
proporcionado por la empresa, sin embargo, tras el estudio del mismo se
pueden sugerir varios puntos de mejora del diseño de la pala:
1) Incremento de la longitud del mango. Ya que el original posee un
tamaño muy justo para una mano adulta. Para esto habría que
modificar la geometría de la pala, ya que su longitud total está al
límite de la normativa de juego.
2) Incorporación de un elemento de protección para la parte superior
del marco, o, darle la posibilidad al usuario de adquirir uno
específico para este modelo. Ya que es en esta zona donde se
producen la mayor parte de roces de la pala contra las paredes y el
suelo.
3) Como ya se mencionó en el apartado anterior, inclusión de un
sistema de reducción de vibraciones.
4.3. Incremento de la producción.
El proyecto actual se ha desarrollado con la premisa inicial de un
pequeño volumen de producción y elaboración sencilla del mismo, para
volúmenes de producción elevados sería conveniente realizar:
1) Estudio de la vida útil de las herramientas, para poder preveer el
fallo de las mismas sin necesidad de un control continuo.
2) Estudio sobre la viabilidad de introducir elementos de amarre y
alimentación automáticos a la máquina herramienta.