introducciÓn - monografias.com...las reservas probadas explotables son 150 millones de toneladas...
TRANSCRIPT

1
U
N E X P
O
INTRODUCCIÓN
CVG BAUXILUM, es una empresa dedicada a la producción de alúmina,
la cual incluye la extracción de bauxita y su transformación en alúmina a
través del proceso Bayer, con la capacidad instalada de 2.000.000
toneladas anuales, cuyos objetivos principales se traducen en buenos
estándares de calidad, alta producción y disminución de costos.
La Superintendencia Servicios de Mantenimiento se encarga de
garantizar la disponibilidad y funcionabilidad de los equipos que
intervienen en el proceso productivo de la empresa mediante la
planificación y control de las actividades de mantenimiento preventivo
y/o correctivo.
Para realizar las actividades de mantenimiento se necesitan Equipos
Móviles Pesados, que facilitan la movilización de piezas, estructuras y/o
componentes, los cuales superan la capacidad del trabajador. Por tanto,
en el presente estudio se evalúa la flota óptima de equipos móviles
necesarios para cumplir con los requerimientos establecidos por la
empresa y se realiza la evaluación económica para la adquisición de
nuevos equipos, reparación de los equipos existentes en la planta, o
simplemente la contratación o alquiler de los mismos. Este estudio es
importante porque se pudo establecer el número de equipos necesarios
para cumplir a cabalidad con las actividades de apoyo para llevar a
cabo el mantenimiento preventivo y/o correctivo de los equipos.
La metodología utilizada se basó en una investigación del tipo
evaluativo-descriptivo, y de investigación aplicada debido a que se
fundamentó en la descripción y análisis detallado de la situación actual
de los Equipos Móviles Pesados pertenecientes a la Superintendencia
Servicios de Mantenimiento.

2
U
N E X P
O
El trabajo está estructurado de la siguiente manera: en el Capítulo I se
exponen las generalidades de la empresa, en éste se describen
antecedentes históricos, visión, misión de la empresa; en el Capítulo II
se presenta el problema, describiendo el planteamiento del problema, el
objetivo general, los específicos, las limitaciones; en el Capítulo III se
concretan los lineamientos teóricos necesarios para la realización del
trabajo; en el Capítulo IV se presenta la metodología utilizada; en el
Capítulo V se define la situación actual de la Superintendencia Servicios
de Mantenimiento; en el Capítulo VI se muestran los cálculos,
resultados de la investigación y el análisis de los resultados; por último,
conclusiones, recomendaciones, bibliografía y anexos.

3
U
N E X P
O
CAPÍTULO I
GENERALIDADES DE LA EMPRESA
1 RESEÑA HISTÓRICA
La empresa CVG BAUXILUM es el resultado de la fusión, en marzo de
1994, de dos organizaciones importantes para el país como Bauxiven
(fundada en 1979) e Interalúmina (fundada en 1977) y está conformada
por las áreas de extracción y procesamiento de bauxita y producción de
alúmina. Este proceso se inició con la explotación de los yacimientos de
mineral en Los Pijigüaos, Municipio Cedeño, del Estado Bolívar, con una
capacidad instalada de 6 millones de toneladas anuales.
En 1983, se iniciaron oficialmente las operaciones con el envío de las
primeras gabarras con mineral de bauxita, a través del río Orinoco,
desde el puerto El Jobal hasta el muelle en Matanzas. Posteriormente,
el objetivo fue transformar la bauxita procedente de Los Pijigüaos, por
medio del Proceso Bayer, en alúmina en grado metalúrgico, con una
capacidad instalada de 2 millones de toneladas al año.
Las operaciones comenzaron el 26 de abril de 1983 en Matanzas, con
una capacidad instalada inicial de 1.300 mil t al año y en diciembre de
2002 se fijó la fecha efectiva del Plan de Modernización de la empresa
en asociación estratégica con Aluminium Pechiney para el incremento
de la capacidad a 2 millones de t al año.

4
U
N E X P
O
La bauxita constituye la principal materia prima para la obtención de
aluminio primario. Tanto las ventas de bauxita como de alúmina se
dirigen fundamentalmente al mercado nacional, básicamente para
alimentar a las reductoras CVG ALCASA y CVG VENALUM,
destinándose un porcentaje de la producción al mercado internacional.
2 MISIÓN
Contribuir con el desarrollo de la industria nacional, satisfaciendo la
demanda de alúmina mediante la explotación y transformación de la
bauxita en forma competitiva y rentable, apoyándonos en la excelencia
de nuestra gente y en el equilibrio con el medio ambiente.
3 VISIÓN
Posicionarse entre las empresas líderes productoras de alúmina a nivel
Mundial, aprovechando las ventajas comparativas de la bauxita
nacional.
4 PRINCIPIOS Y VALORES
Excelencia: Búsqueda de la empresa por obtener una calidad superior
a los estándares de categoría mundial, donde es importante establecer
acciones dirigidas al mejoramiento continúo de la organización y de
todos los trabajadores.
Honestidad: Comportamiento de los trabajadores, en todos sus niveles,
con sentido de justicia, responsabilidad y honradez en el manejo de los
bienes económicos, materiales y acciones de desarrollo que impulse la
empresa.

5
U
N E X P
O
Conciencia Ambiental: Compromiso individual y colectivo, frente a la
defensa y mejoramiento del ambiente, utilizando recursos naturales y
energéticos eficientemente (sin desperdicios) y preservarlos para las
generaciones futuras, donde es importante que todos los trabajadores
posean conocimientos, capacidad, motivación y sentido de
responsabilidad para resolver los problemas ambientales actuales e
impedir que se generen otros nuevos.
Participación: Parte activa en el mejoramiento continuo de la gestión y
procesos en pro del logro de la misión, visión y objetivos de la empresa,
promoviendo mecanismos que involucren la participación de los
trabajadores, sindicatos, directivos y accionistas.
Compromiso: Propiciar y fortalecer la identificación y lealtad del
trabajador con la organización, para el logro de la misión, visión y
objetivos de la empresa, impulsando mecanismos que permitan el
desarrollo y reconocimiento del recurso humano.
5 FUNCIÓN
CVG BAUXILUM, a través de sus dos operadoras tiene como tarea la
extracción del mineral de Bauxita en los Pijigüaos y su transporte a
Ciudad Guayana, para ser refinada. Obteniendo alúmina metalúrgica
que posteriormente es transformada en aluminio primario.
6 OBJETIVO
Garantizar la Producción y abastecimiento de Bauxita y Alúmina. Grado
metalúrgico, en términos de calidad, oportunidad y costos según los
requerimientos de consumo de las plantas reductoras Nacionales e
Internacionales.
6
U
N E X P
O
6.1 OBJETIVOS ESPECÍFICOS
La empresa presenta objetivos específicos por área:
Producción: Optimizar la producción y la eficiencia del proceso
productivo en concordancia con la capacidad instalada y de acuerdo a
las exigencias de los mercados internacionales con relación a la calidad,
costos y oportunidades.
Mercadeo y Ventas: Aumentar los ingresos de la empresa mediante la
venta de alúmina, cumpliendo adecuadamente con los clientes.
Procura: Certificar la adquisición de materias primas, equipos, insumos
y servicios de calidad y oportunidad v requerida a costos competitivos.
Tecnología: Lograr el dominio tecnológico de los procesos productivos
e impulsar el desarrollo de nuevas tecnologías que aumenten la
competitividad de la empresa en la industria del Aluminio.
Finanzas: Proveer el adecuado sostén financiero que favorezca a
optimizar la competitividad y el valor de la empresa.
Organización: Colocar una buena estructura organizativa y los
sistemas de soporte que faciliten el perfecto cumplimiento del fin de la
empresa.
Recursos Humanos: Disponer un recurso humano competente,
identificado con la organización y con alta motivación que satisfaga la
competitividad de la empresa.
Imagen: Idear a BAUXILUM como empresa rentable y competitiva
enlazada con el desenvolvimiento nacional y regional.

7
U
N E X P
O
7 POLÍTICA DE CALIDAD
Fomentar el desarrollo, la participación del recurso humano y el
mejoramiento continuo, en los procesos de explotación de bauxita y
producción de Alúmina, cumpliendo con las normas de calidad,
ambiente y seguridad, para satisfacer los requerimientos y expectativas
de nuestros clientes, con altos niveles de rentabilidad y competitividad.
8 CVG BAUXILUM PIJIGÜAOS
Se encarga de la explotación de los yacimientos del mineral en la zona
de Los Pijigüaos, correspondientes al municipio Cedeño del Estado
Bolívar, tiene una capacidad instalada de 6 millones de t al año. Sus
operaciones oficialmente en 1983 con el envío de las primeras gabarras
con mineral de Bauxita, a través del río Orinoco, desde el puerto El
Jobal hasta el muelle de la Operadora de Alúmina en Matanzas.
La Bauxita es la materia prima de la cual se extrae la alúmina, que es un
óxido de aluminio, y luego el aluminio. Este material se forma de la
descomposición de casi cualquier roca, por efectos de los agentes
meteorológicos, a través de millones años.
Bajo condiciones favorables de temperatura, lluviosidad y composición
de la roca madre, se suceden reacciones químicas que disuelven y
eliminan ciertos elementos, dejando finalmente como residuo una
concentración de óxidos hidratados de aluminio, que es lo que se
conoce como bauxita.
Dependiendo del hidrato predominante, la bauxita podrá clasificarse
como del tipo Gibosita, Bohemita o Diáspora.

8
U
N E X P
O
Figura 1. Ubicación Geográfica
8.1 UBICACIÓN GEOGRÁFICA
CVG BAUXILUM se encuentra ubicada al sur oriente del país, en la
Zona Industrial Matanzas, parcela 523-01-02, Avenida Fuerzas
Armadas, frente a la Empresa CVG VENALUM, abarcando un área de
841.000 kilómetro cuadrados. En Puerto Ordaz, Estado Bolívar, sobre el
margen del Río Orinoco a 350 kilómetros del Océano Atlántico y a 17
kilómetros de su confluencia con el Río Caroní (ver Figura 1).
8.2 EL YACIMIENTO DE BAUXITA
Está conformado por las altiplanicies que coronan la Serranías de Los
Pijigüaos, en altitudes comprendidas entre 600 y 700 metros sobre el
nivel del mar. Es un escenario selvático y de sabanas, donde la mano
del hombre ha hecho posible dominar la naturaleza. La Bauxita se
encuentra formando extensas capas de espesor promedio de 7,6 metros
y un recubrimiento de materia orgánica no mayor de 0,5 metros.

9
U
N E X P
O
La roca madre de la bauxita es el Granito Rapakivi del río Parguaza. La
Bauxita se originó tras un proceso de laterización intenso en dicho
granito, el cual se extiende aproximadamente por 10.000 km2,
representando condiciones geomórficas similares en las zonas
adyacentes y alejadas, por lo que se considera que pueden estar
potencialmente mineralizadas.
La Bauxita de los Pijigüaos ha sido clasificada de grado metalúrgico
comercial, del tipo trihidratado, con mineral predominante gibosita, con
concentraciones de hierro 10%, un contenido de Alúmina total (Al203) de
aproximadamente 50%, bajo en sílice reactiva y una humedad promedio
de 11%.
Los estudios geomorfológicos realizados en al zona, en un área de 550
Km2, muestran la presencia de terrazas con iguales características a las
ya evaluadas tanto en la Serranía de Los Pijigüaos (Cerro Mocho y la
Rebaldana), como en la Serranía La Cerbatana, Al norte de nuestro
yacimiento. Las reservas probadas explotables son 150 millones de
toneladas métricas y se han detectado 150 millones de t de reservas
probables, en la periferia de yacimiento, las cuales serán cuantificadas
en su oportunidad (ver Figura 2).
Figura 2. Terrazas de la Bauxita

10
U
N E X P
O
8.3 PROCESO PRODUCTIVO
El proceso de producción de la bauxita, se inicia con la explotación del
yacimiento por métodos convencionales a cielo abierto, sin voladura,
después de removida y apilada la capa vegetal, para uso posterior
dirigido a la forestación.
El mineral se extrae directamente de los diferentes bloques del
yacimiento, a objeto de lograr la calidad necesaria del mineral, con
palas hidráulicas que arrancan y cargan la Bauxita en camiones
roqueros de 50 toneladas, para su transporte hasta la estación de
trituración.
En el sistema de trituración, la Bauxita es trasladada a través de un
transportador de placas hasta el molino, que contiene como función
prepara el material a una granulometría menor 100 milímetros para su
transporte y mejor manejo. Este sistema está constituido por una tolva
de alimentación principal, un transportador, un sistema de muestreo y
una balanza electrónica.
Una vez triturado el material, es recibido por una tolva de transferencia
hacia la correa de bajada, que a través de una longitud de 4.2
kilómetros, con tecnología del tipo teleférico o cable y una capacidad de
1.600 t/h es trasladado a pie de Cerro.
La correa de bajada dispone de un sistema regenerativo que consiste
en el suministro inicial de energía para su puesta en marcha, en tanto
que la energía que la mantiene en funcionamiento es auto generada por
el peso del material que se desplaza a través de ella.

11
U
N E X P
O
En una trayectoria descendiente por la ladera de la serranía de Los
Pijigüaos, la correa de bajada deposita el material en los 4 patios de
homogenización de pie de cerro, donde se carga el ferrocarril y sus 28
vagones con destino al puerto de El Jobal, distante a 54 kilómetros,
sobre la margen derecha del río Orinoco.
El proceso de almacenamiento de la bauxita en los patios de Pie de
Cerro, lo constituye la correa de bajada, 4 patios de apilamiento de
225.000 t cada uno, 6 correas transportadoras, 2 maquinas apiladoras
de 1.600 t/hora, 2 recuperadores con capacidad de 3.600 t/hora cada
uno, y un carro de transferencia. El material almacenado en los patios
es manejado por intermedio de un recuperador y transportado por
correas hasta el sistema de carga de vagones. El muelle de el Jobal es
una plataforma de concreto rectangular de 10 metros de ancho por 260
metros de largo.
A partir de mayo de 1994 con las adaptaciones tecnológicas se
consolida el proyecto de ampliación de 2 millones de t/año de Alúmina.
La planta refinadora comenzó a trabajar con bauxita 100% nacional,
eliminando la importación desde Brasil, Guyana y Australia con
significativos ahorros para la empresa.
9 CVG BAUXILUM MATANZAS
9.1 PROCESO BAYER
En 1887 el científico Karl Joseph Bayer desarrolló en Austria el proceso
químico para la obtención de la alúmina concentrada en el mineral de
bauxita. El proceso aplicado en CVG BAUXILUM que permite la
refinación de las minas de bauxita para producir alúmina de grado

12
U
N E X P
O
metalúrgico, tiene los mismos principios con la introducción de las
tecnologías más recientes, dirigidas al aumento de la productividad. El
proceso puede considerarse dividir en tres grandes secciones:
Manejo de Materiales
Lado Rojo
Lado Blanco
9.1.1 Manejo de Materiales
Esta sección de la planta está conformada por una serie de equipos que
permite el manejo de la bauxita, la soda cáustica y la exportación del
producto final. Cuenta además, con silos de almacenamiento de bauxita
con una capacidad de 1.800.000 toneladas y un silo de almacenamiento
de alúmina con una capacidad de 150.000 toneladas.
9.1.2 Lado Rojo
La sección está conformada por las unidades del proceso que permiten
la reducción del tamaño de las partículas de mineral de bauxita, la
extracción de la alúmina contenida en la bauxita por medio de la
digestión en soda cáustica y la separación de los minerales que
acompañan a la alúmina en la bauxita para prevenir la contaminación
del producto final.
Este conjunto de minerales, que conforman luego las impurezas
separadas, se conoce como lodo rojo debido a la coloración que toman
por la presencia de los óxidos de hierro.

13
U
N E X P
O
9.1.3 Lado Blanco
Después de purificado el licor rico en alúmina, se somete a una fase de
enfriamiento, que lo condiciona para la fase de precipitación, donde se
obtienen los cristales de alúmina hidratada. Luego se clasifican por
tamaño los cristales para obtener un corte grueso que se conoce como
producto y dos cortes más finos que determinan las semillas fina y
gruesa, las cuales se reciclan a la fase de precipitación. El producto se
envía a una fase de filtración y lavado, donde se separa totalmente la
soda cáustica.
La conclusión del Proceso Bayer ocurre en los calcinadores,
constituidos por grandes hornos que eliminan el agua de la alúmina
hidratada, para obtener la alúmina de grado metalúrgico, producto final
dispuesto para ser utilizados en los reductores (ver Figura 3).
Figura 3. Proceso general para la obtención de Alúmina

14
U
N E X P
O
9.2 ÁREAS OPERATIVAS
A continuación se presenta una tabla con los sectores de la empresa
CVG BAUXILUM y la denominación de sus distintas áreas (ver Tabla 1).
Tabla 1. ÁREAS OPERATIVAS DE CVG BAUXILUM MATANZAS
SECTOR ÁREA DENOMINACIÓN
Lado Rojo 16 Muelle y Cintas Transportadoras
Lado Rojo 31 Predesilicación
Lado Rojo 32 Trituración y Molienda
Lado Rojo 33 Digestión
Lado Rojo 34 Desarenado
Lado Rojo 35 Clarificación y Lavado de Lodo.
Lado Rojo 36 Caustificación de Carbonatos
Lado Rojo 38 Filtración de Seguridad
Lado Blanco 39 Enfriamiento por Expansión Instantánea
Lado Blanco 41 Precipitación
Lado Blanco 42 Clasificación de Hidratos.
Lado Blanco 44 Filtración del Producto
Lado Blanco 45 Calcinación del Producto.
Lado Blanco 46 Evaporación.
Lado Blanco 55 Oxalatos.
Lado Blanco 58 Lavado y Filtración de Semilla.
Fuente: Página Web de Bauxilum

15
U
N E X P
O
10 DESCRIPCIÓN DEL ORGANIGRAMA DE LA EMPRESA
La estructura organizativa de la empresa CVG BAUXILUM Matanzas es
la siguiente (ver Figura 4).
Figura 4. Organigrama de la empresa CVG BAUXILUM MATANZAS
Junta Directiva:
Es responsable de la administración de CVG BAUXILUM. Está
integrada por los Directores Principales incluyendo al presidente.
Presidencia:
Es la instancia organizativa que ejerce la representación legal de la
empresa, siendo ejecutor de las decisiones de la junta directiva.
Establece los lineamientos y políticas generales que deben ser
cumplidas por los demás entes que conforman la estructura
organizativa de la empresa.

16
U
N E X P
O
Consultoría Jurídica:
Está adscrita a la presidencia como unidad de asesoría. Su objetivo
es asesorar a la empresa en materia legal, a través de la evaluación
de consultas, análisis de leyes decretos reglamentos y de
elaboración de contratos requeridos para formalizar las relaciones
con terceros en términos de calidad y oportunidad.
Contraloría Interna:
Está adscrita a la presidencia como unidad asesora, y su objetivo es
velar y controlar el uso adecuado del destino y rendimiento de los
recursos de la empresa en pro de resguardar sus intereses.
Gerencias de Asuntos Públicos:
Administrador el proceso comunicacional de CVG BAUXILUM, a los
fines de estructurar y mantener una óptima imagen ante el público
interno y externo, de acuerdo con los lineamientos y objetivos
estratégicos establecidos.
Gerencia Planificación y Presupuesto:
Se encarga de realizar y canalizar los planes estratégicos de la
empresa, mediante el uso de sistemas y procedimientos y
controlando el presupuesto requerido para la misma.
Gerencia Ingeniería Industrial:
Es una Unidad lineo funcional adscrita directamente a la Presidencia.
Su misión es contribuir a la optimización del uso de los recursos, con
la utilización de técnicas de ingeniería industrial, a fin de facilitar la
acertada y oportuna toma de decisiones en que están involucradas
las Unidades de la Empresa.

17
U
N E X P
O
Estructura Organizativa de la Gerencia de Ingeniería Industrial.
La gerencia de Ingeniería Industrial esta formada como lo presenta el
organigrama siguiente (ver Figura 5).
Figura 5. Organigrama de la Gerencia de Ingeniería Industrial.
Gerencia Tecnología de Información:
Es la encargada de proveer a la organización de sistemas
automatizados de información, plataformas de redes y sistemas de
comunicación, así como los servicios de operaciones y
mantenimiento del hardware y software instalado, a fin de garantizar
la optimización de los procesos administrativos y técnicos que
apoyan el funcionamiento de la empresa.
PRESIDENCIA
GERENCIA INGENIERÍA
INDUSTRIAL
Secretaria
1 Jefe de Proyecto 1 Especialista de Ing. de Métodos
3 Analistas de Proyectos
1 Jefe de Proyecto 1 Especialista de Ing. de Económica
3 Analistas de Proyectos

18
U
N E X P
O
Gerencia de Personal:
Sus funciones son proveer, mantener y desarrollar un clima de
seguridad y armonía laboral dentro del recurso humano que la
empresa necesita para el cumplimiento de sus objetivos.
Gerencia Administración Financiera:
Se encarga de asegurar la captación, custodia y aplicación de los
fondos necesarios para las funciones presentes y futuras de la
organización.
Gerencia Logística:
Se encarga de todo lo relacionado con materias primas e insumos
requeridos para asegurar la continuidad de las operaciones en cada
una de las etapas que conforman el proceso de obtención de
alúmina.
Gerencia Comercialización;
Se encarga de todo lo relacionado con la comercialización y la venta
de alúmina.
Gerencia de Proyecto e Ingeniería:
Es una unidad lineo funcional, adscrita a la Presidencia de la
empresa. Su misión es dirigir la ejecución de los proyectos de
ingeniería alineados con la estrategia de la empresa.
Gerencia General de Operaciones - Alúmina:
Es la unidad lineo funcional, adscrita a la presidencia de la empresa.
Su misión es dirigir y asegurar la continuidad de las operaciones, a
través de cada una de las gerencias de la empresa.
19
U
N E X P
O
Gerencia General de Operaciones - Bauxita:
Es una unidad de línea, adscrita directamente a la Presidencia de la
empresa. Su misión es dirigir la exploración y explotación minera
para el logro de los objetivos y metas de producción de bauxita.
Gerencia de Manejo de Materiales;
Funciona como una unidad de servicio al proceso productivo. Está
adscrita a la Gerencia General de Operaciones y es la encargada del
manejo y almacenamiento de algunas materias primas, tales como
bauxita, soda cáustica empleadas en el proceso productivo, a través
de tuberías y cintas transportadoras.
Gerencia de Producción:
Su función es garantizar la continuidad del proceso productivo de las
operaciones de precipitación y clasificación de hidratos para la
obtención de alúmina trihidratada, de acuerdo al plan anual de
producción y en concordancia con los parámetros de calidad,
rentabilidad y seguridad y a más bajos costos, manteniendo un
ambiente de trabajo que permita el desarrollo integral del recurso
humano.
Gerencia Control de Calidad y Procesos:
Está adscrita a la Gerencia General de Operaciones y encargada de
todas aquellas actividades relacionadas con el control del proceso, la
calidad del producto y con aquellas que permitan el mejoramiento y
desarrollo del sistema de producción.
Gerencia de Mantenimiento:
Está adscrita a la Gerencia General de Operaciones corno unidad de
línea. Posee diez Superintendencias que apoyan el funcionamiento
de la misma. Tiene como misión mantener la disponibilidad de los

20
U
N E X P
O
equipos de la planta, de tal forma que las metas de producción
respecto la calidad y la cantidad del producto sea logrado
oportunamente al mínimo costo y con la consideración de los
aspectos de seguridad.
Gerencia de Ambiente, Prevención y Gestión de Calidad:
Su función es proveer un sistema de trabajo en el cual el ambiente,
la seguridad, la salud y la calidad de la gestión estén integrados a
las funciones de la organización, minimizando de esta manera el
impacto del proceso productivo en el ambiente y maximizando la
rentabilidad de la empresa contribuyendo a la calidad de vida del
trabajador y de su entorno.

21
U
N E X P
O
CAPÍTULO II
EL PROBLEMA
1 PLANTEAMIENTO DEL PROBLEMA
CVG BAUXILUM Es una empresa productora de alúmina de alto grado
metalúrgico tiene 23 años operando en Ciudad Guayana. La bauxita
procesada en la planta de alúmina es 100% bauxita trihidratada de Los
Pijigüaos, con propiedades específicas (alto contenido de arena y
cuarzo).
CVG BAUXILUM ha logrado posicionarse como una empresa de clase
mundial y compromiso social, alcanzando la certificación ISO 9001:2000
otorgada por FONDONORMA garantizando la calidad de los procesos
desde la extracción de la Bauxita en Los Pijigüaos (Mina) hasta la
Planta para ser trabajada en las distintas áreas.
La Planta cuenta con una flota de Equipos Móviles Pesados como un
apoyo importante para la realización de las actividades de
mantenimiento de equipos rotativos de Planta, así como el acarreo y
empuje de arena y lodo rojo que se producen continuamente como
material de desecho en el proceso productivo.
CVG BAUXILUM ha tenido una variación en el requerimiento de
Equipos Móviles Pesados, además del incremento de fallas por el
cumplimiento de la vida útil de los mismos, lo cual incrementa el
mantenimiento correctivo; por esta razón la empresa se ha visto en la
necesidad de alquilar el servicio de Equipos Móviles Pesados

22
U
N E X P
O
adicionales para el complemento del trabajo, esta situación constituye
un incremento importante en los costos de operación.
Debido a esta problemática, el Departamento de Ingeniería Industrial se
planteó la necesidad de realizar una evaluación técnico-económica de la
flota de Equipos Móviles Pesados de la planta, para determinar los
requerimientos de los mismos en las áreas de producción, el número de
equipos necesarios e identificar si realmente es conveniente o no su
contratación.
Una vez que se tengan los resultados del estudio, evaluar y tomar
decisiones de repotenciar, adquirir o alquilar el servicio para que la
decisión tomada sea la mas rentable posible para la empresa.
A continuación se presenta la formulación del problema, lo cual se basa
en el planteamiento del mismo:
¿Es necesaria la contratación de equipos móviles pesados por
parte de la empresa CVG BAUXILUM Matanzas?
¿Es necesaria la reparación de los equipos móviles pesados
propios que tengan muchos años en la empresa o es más
rentable reemplazarlos?
2 OBJETIVO DE LA INVESTIGACIÓN
2.1 OBJETIVO GENERAL
Evaluar técnica y económicamente la flota de Equipos Móviles Pesados
propios y contratados de CVG BAUXILUM, para garantizar que la
alternativa seleccionada sea lo más rentable posible para la empresa.

23
U
N E X P
O
2.2 OBJETIVOS ESPECÍFICOS
1. Actualizar el inventario de Equipos Móviles Pesados Propios y
Contratados, y clasificarlos de acuerdo a su tipo y actividades
que realizan.
2. Diagnosticar la situación actual de los Equipos Móviles Pesados
Propios (si se encuentran operativos, fuera de servicio en
mantenimiento y su factor de disponibilidad).
3. Realizar los cálculos del porcentaje de uso y factor de
mantenimiento de los Equipos Móviles Pesados Propios.
4. Determinar los requerimientos de Equipos Móviles Pesados
Propios de acuerdo a las labores que realizan en el área
industrial.
5. Ejecutar el seguimiento a los Equipos Móviles Pesados
Contratados para determinar las actividades que realizan, el
tiempo requerido y su carga de trabajo en las áreas donde se
efectúan las labores de mantenimiento a equipos rotativos de la
planta.
6. Evaluar técnicamente la flota de equipos móviles pesados
propios y contratados.
7. Realizar un análisis de reemplazo de los Equipos Móviles
Pesados Propios y evaluar las posibles soluciones de: Reparar,
Adquirir, o Alquilar.
24
U
N E X P
O
8. Evaluar económicamente la factibilidad de adquirir o seguir
contratando Equipos Móviles Pesados.
9. Ofrecer recomendaciones en función de los resultados obtenidos.
3 JUSTIFICACIÓN E IMPORTANCIA
El siguiente proyecto es de vital importancia pues existe la necesidad de
actualizar las condiciones de los equipos móviles pesados tanto propios
como contratados de la empresa CVG BAUXILUM; esta actualización
podría ser utilizada de información base para la toma de decisiones
cuando se quieran hacer reemplazos, contrataciones y reparaciones de
equipos móviles pesados buscando siempre que sea económicamente
rentable para la empresa.
Este trabajo a su vez, permite conocer la flota óptima requerida de
Equipos Móviles Pesados, para que se puedan efectuar correctamente
las actividades de mantenimientos preventivos y correctivos de equipos
rotativos de las distintas áreas de la Planta.
4 DELIMITACIÓN
En el siguiente trabajo se tomó la flota de Equipos Móviles Pesados
Propios (montacargas, camiones, grúas hidráulicas, cargadores
frontales (payloaders), minicargadores, barredoras y cargadores de
oruga) y también se investigó acerca de los equipos (grúas,
retroexcavadora, camiones y tractores) que han sido contratados por la
empresa CVG BAUXILUM Matanzas durante el período de Enero a
Mayo del año 2006, sin incluir a otros como los camiones volteos y
montacargas que han sido estudiados en otros proyectos de
investigación.

25
U
N E X P
O
5 LIMITACIONES
Las principales dificultades que se presentaron durante el desarrollo de
este estudio fueron:
No contar con una base de datos del mantenimiento de los
Equipos Móviles Pesados, lo cual supone obtener resultados no
confiables en el factor de disponibilidad y uso de los equipos.
Falta de colaboración de las Unidades usuarias, lo que originaba
pérdida de tiempo en la recolección de datos.
Escasa información registrada por parte del Taller Automotriz, el
cual es el encargado de realizar el mantenimiento
preventivo/correctivo a los equipos móviles pesados. La falta de
información dificulta la actualización de las condiciones de la
flota de equipos móviles pesados.
La escasa información técnica relacionada con los equipos
móviles pesados.
6 ALCANCE
La investigación está limitada a la evaluación técnico-económica
de la flota de Equipos Móviles Pesados Propios y Alquilados de CVG
BAUXILUM – Matanzas a través de diagnósticos, actualizaciones,
revisión de condiciones, requerimientos y análisis según corresponda a
cada equipo de acuerdo a su situación (si es propio o alquilado).

26
U
N E X P
O
CAPÍTULO III
MARCO TEÓRICO
1 OPERACIONES DE MANTENIMIENTO
Las operaciones de mantenimiento tienen lugar frente a la constante
amenaza que implica la ocurrencia de una falla o error en un sistema,
maquinaria, o equipo. Existe además una necesidad de optimizar el
rendimiento de los unidades y componentes industriales (mecánicos,
eléctricos, y electrónicos) de los procesos dentro de las instalaciones de
una planta industrial.
El objetivo buscado por el mantenimiento es contar con instalaciones en
óptimas condiciones en todo momento, para asegurar una disponibilidad
total del sistema en todo su rango de performance, lo cual está basado
en la carencia de errores y fallas.
El mantenimiento debe procurar un desempeño continuo y operando
bajo las mejores condiciones técnica, sin importar las condiciones
externas (ruido, polvo, humedad, calor, etc.) del ambiente al cual esté
sometido el sistema. El mantenimiento además debe estar destinado a:
Optimizar la producción del sistema
Reducir los costos por averías
Disminuir el gasto por nuevos equipos
Maximizar la vida útil de los equipos
27
U
N E X P
O
Los procedimientos de mantenimiento deben evitar las fallas, por cuanto
una falla se define como la incapacidad para desarrollar un trabajo en
forma adecuada o simplemente no desarrollarlo. Un equipo puede estar
"fallando" pero no estar dañado, puesto que sigue realizando sus tareas
productivas, pero no las realiza con la misma performance que un
equipo en óptimas condiciones. En cambio un equipo averiado no podrá
desarrollar faenas bajo ninguna circunstancia.
Además el costo que implica la gestión y el desarrollo del mantenimiento
no debe ser exagera, más bien debe estar acorde con los objetivos
propios el mantenimiento, pero sin denotar por ejemplo, un costo
superior al que implicaría el reemplazo por maquinaria nueva. Entre los
factores de costo tendríamos: mano de obra, costo de materiales,
repuestos, piezas nuevas, energía, combustibles, pérdidas por la no
producción.
Inevitablemente todo equipo, maquinaria, instrumento, o edificación se
va a deteriorar por el paso del tiempo. Una medida útil para aproximar el
costo del desarrollo del mantenimiento esta dado por la siguiente
expresión:
Costo de Mantenimiento * 100
Activos fijos mantenibles
Donde el Costo de mantenimiento está dado por el valor en dinero
gastado en las operaciones desarrolladas; y los Activos fijos
mantenibles son aquellos equipos, maquinarias, y construcciones
revaluados a precios corrientes y correspondientemente depreciados.

28
U
N E X P
O
El momento ideal para llevar a cabo puede ser determinado desde
muchos puntos de vista, a los cuales les va a corresponder un
determinado tipo de mantenimiento; teóricamente existe la llamada
"curva de falla" (ver Figura 6), la cual indica la probabilidad de la
ocurrencia de fallas y averías para determinadas etapas de operación
de la planta en función del factor tiempo. Así tenemos:
Riesgo elevado en la etapa de implementación de la planta y
puesta en marcha de los equipos.
Riesgo bajo en la etapa de operación de la planta (siempre que
los equipos reciban los cuidados y reparaciones adecuadas)
Riesgo elevado en la etapa de operación de la planta luego que
ha cumplido el ciclo de vida de los equipos (los cuales si reciben
un óptimo mantenimiento podrían operar sin la presencia de
fallas).
Figura 6. Curva de falla
29
U
N E X P
O
2 TIPOS DE MANTENIMIENTO
Existen cuatro tipos reconocidos de operaciones de mantenimiento, los
cuales están en función del momento en el tiempo en que se realizan, el
objetivo particular para el cual son puestos en marcha, y en función a
los recursos utilizados, así tenemos:
2.1 MANTENIMIENTO CORRECTIVO
Este mantenimiento también es denominado "mantenimiento reactivo",
tiene lugar luego que ocurre una falla o avería, es decir, solo actuará
cuando se presenta un error en el sistema. En este caso si no se
produce ninguna falla, el mantenimiento será nulo, por lo que se tendrá
que esperar hasta que se presente el desperfecto para recién tomar
medidas de corrección de errores. Este mantenimiento trae consigo las
siguientes consecuencias:
Paradas no previstas en el proceso productivo, disminuyendo las
horas operativas. Afecta las cadenas productivas, es decir, que
los ciclos productivos posteriores se verán parados a la espera
de la corrección de la etapa anterior.
Presenta costos por reparación y repuestos no presupuestados,
por lo que se dará el caso que por falta de recursos económicos
no se podrán comprar los repuestos en el momento deseado
La planificación del tiempo que estará el sistema fuera de
operación no es predecible.
2.2 MANTENIMIENTO PREVENTIVO
Este mantenimiento también es denominado "mantenimiento
planificado", tiene lugar antes de que ocurra una falla o avería, se
efectúa bajo condiciones controladas sin la existencia de algún error en
el sistema. Se realiza a razón de la experiencia y pericia del personal a

30
U
N E X P
O
cargo, los cuales son los encargados de determinar el momento
necesario para llevar a cabo dicho procedimiento; el fabricante también
puede estipular el momento adecuado a través de los manuales
técnicos. Presenta las siguientes características:
Se realiza en un momento en que no se esta produciendo, por lo
que se aprovecha las horas ociosas de la planta.
Se lleva a cabo siguiente un programa previamente elaborado
donde se detalla el procedimiento a seguir, y las actividades a
realizar, a fin de tener las herramientas y repuestos necesarios "a
la mano".
Cuenta con una fecha programada, además de un tiempo de
inicio y de terminación preestablecido y aprobado por la directiva
de la empresa.
Esta destinado a un área en particular y a ciertos equipos
específicamente. Aunque también se puede llevar a cabo un
mantenimiento generalizado de todos los componentes de la
planta.
Permite a la empresa contar con un historial de todos los
equipos, además brinda la posibilidad de actualizar la información
técnica de los equipos.
Permite contar con un presupuesto aprobado por la directiva.
2.3 MANTENIMIENTO PREDICTIVO
Consiste en determinar en todo instante la condición técnica (mecánica
y eléctrica) real de la máquina examinada, mientras esta se encuentre
en pleno funcionamiento, para ello se hace uso de un programa
sistemático de mediciones de los parámetros más importantes del
equipo. El sustento tecnológico de este mantenimiento consiste en la
aplicaciones de algoritmos matemáticos agregados a las operaciones de

31
U
N E X P
O
diagnóstico, que juntos pueden brindar información referente a las
condiciones del equipo. Tiene como objetivo disminuir las paradas por
mantenimientos preventivos, y de esta manera minimizar los costos por
mantenimiento y por no producción. La implementación de este tipo de
métodos requiere de inversión en equipos, en instrumentos, y en
contratación de personal calificado. Técnicas utilizadas para la
estimación del mantenimiento predictivo:
Analizadores de Fourier (para análisis de vibraciones)
Endoscopia (para poder ver lugares ocultos)
Ensayos no destructivos (a través de líquidos penetrantes,
ultrasonido, radiografías, partículas magnéticas, entre otros)
Termovisión (detección de condiciones a través del calor
desplegado)
Medición de parámetros de operación (viscosidad, voltaje,
corriente, potencia, presión, temperatura, etc.)
3 PARÁMETROS DE MANTENIMIENTO
La vida útil es la etapa que se conoce como el ciclo de vida útil de un
sistema, este se define a través del costo, el tiempo y las condiciones
ambientales que se invierten y generan desde el proyecto, la
construcción, la instalación, la operación y el mantenimiento, hasta la
desincorporación del equipo.
La vida útil depende de la confiabilidad de cada uno de los
componentes que la constituyen.
Para conocer o estar informado sobre el comportamiento del
mantenimiento de una planta se necesita índices que definen las
condiciones de operación a corto plazo. Estos índices se obtienen a
partir de los registros de informaciones implantados que controlan los

32
U
N E X P
O
tiempos de operación y fuera de servicio que se han producido en el
equipo desde su arrancada o puesta en marcha a lo largo de su vida
útil.
La recolección de estos datos, acarrea los siguientes problemas:
Genera un gran volumen de información, que se incrementa con
el numero de equipos con las mismas características de
operación, cuando estos aumentan se necesita mucho tiempo y
personal para la toma de datos y su transcripción a los formatos
establecidos.
La precisión, con frecuencia se desconoce el momento exacto en
que se para el equipo, no pudiéndose precisar así el tiempo de
operación y el tiempo fuera de servicio.
La veracidad de la información, esta sujeta a la honestidad y
habilidad del personal encargado de tomar dichos tiempos.
La información generada por los equipos requiere de
conocimientos estadísticos del personal encargado para procesar
la información obtenida.
Como el volumen de la información es grande para procesarla se
requiere de computadoras digitales, lo que a su vez conlleva
personal especializado en este terreno.
Agilidad en recibir, procesar y emitir resultados, de esto depende
el que se tomen decisiones reales o erróneas sobre el
mantenimiento a seguir.
Aunque se utilicen computadoras, la interpretación de los
resultados, depende del conocimiento de los técnicos de
mantenimiento y de los resultados estadísticos.
33
U
N E X P
O
4 FACTOR DE DISPONIBILIDAD
Representa aquella fracción de tiempo total durante la cual el equipo es
operable. Probabilidad de que un equipo esté disponible durante un
periodo de tiempo dado. Para conocer la disponibilidad se requiere
calcular el tiempo disponible de operación, que se calcula mediante la
siguiente fórmula:
TTM-TTPTDO
Donde;
T.D.O = Tiempo Disponible de Operación
T.T.P = Tiempo Total del Periodo
T.T.M = Tiempo Total de Mantenimiento
Luego se calcula el tiempo promedio entre faltas:
1NF
TDOTPEF
Donde;
T.P.E.F = Tiempo Promedio Entre Fallas
T.D.O = Tiempo Disponible de Operación
N.F = Número de Fallas, con respecto al mantenimiento correctivo
Además se calcula el tiempo promedio para reparar, con la siguiente
ecuación,
Fallas de N
Correctivo TiempoTPPR
Por lo que se tiene que la Disponibilidad es la siguiente:

34
U
N E X P
O
TPPRTPEF
TPEFidadDisponibil
4.1 CARACTERÍSTICA DE LA DISPONIBILIDAD
La disponibilidad o razón de servicio es una probabilidad constante a lo
largo de un periodo de tiempo, o sea, que no varia con el tiempo, como
lo hace la confiabilidad y la mantenibilidad.
5 PORCENTAJE DE UTILIZACIÓN
Se puede definir como la cantidad del tiempo en términos porcentuales
en que una maquina u operador ejecutan una actividad en una jornada
determinada de trabajo, la cual no incluye tolerancias por demora. El
porcentaje de utilización se calcula aplicando la siguiente formula:
% U = NOP/NO * 100
Donde:
% U = Porcentaje de utilización.
NOP = Número de observaciones en que el equipo esta operando.
NO = Número de observaciones totales en un tiempo (n) determinado.
6 CARGA DE TRABAJO DEL EQUIPO
Se refiere al requerimiento de uso de una maquina o equipo en una
jornada de trabajo (diaria, mensual, anual), en función de su porcentaje
de utilización. Se puede determinar con la siguiente ecuación:
CT = % U X JT X NEU

35
U
N E X P
O
Donde:
CT = Carga de Trabajo
% U = Porcentaje de utilización
JT = Jornada de trabajo (h/día; h/año)
NEU = Numero de equipos utilizados
6.1 TIEMPO DISPONIBLE REAL DEL EQUIPO
Se puede definir como la disponibilidad total del equipo en base a la
jornada completa de trabajo sin descontar el tiempo que el equipo debe
retirarse para realizarle mantenimiento programado. Se puede
determinar con la siguiente ecuación:
TDE = JTS X NSA
TDE = Tiempo disponible de equipo
JTS = Jornada de trabajo semanal
NSA = Número de semanas laborables al año.
7 MUESTREO
El muestreo de trabajo consiste en una serie de observaciones
aleatorias para determinar un estimado de la razón de dichas
observaciones en las diferentes demoras y elementos del trabajo, como
el número total de observaciones en el proceso. La razón o porcentaje
de las observaciones registradas en un momento determinado, tiende a
medir el porcentaje promedio del tiempo que existe en ese momento. El
número de observaciones dependerá de qué tan exactas necesiten ser
las respuestas, ya que entre mayor sea el número de observaciones,
mayor será la precisión que se obtenga. Este también consiste en

36
U
N E X P
O
estimar la proporción del tiempo dedicado a un tipo de actividad dada,
durante un cierto periodo de tiempo, empleando para ello,
observaciones instantáneas, intermitentes y espaciadas al azar.
7.1 PROCEDIMIENTO DEL ESTUDIO DE MUESTREO DEL TRABAJO
A continuación se presentan los pasos para el estudio de muestreo:
7.1.1 Definir el Problema Se debe considerar lo siguiente:
Fijar los principales objetivos, fines del proyecto o problema.
Describir detalladamente cada elemento que deba medirse.
7.1.2 Obtener la Aprobación del Estudio en el Lugar a Realizarse Obtener la aprobación del jefe del departamento donde se va a realizar
el estudio, donde se tenga la seguridad de que el personal entienda el
objeto del estudio.
7.1.3 Determinar la Precisión del Estudio La precisión es una medida del grado de repetición del valor medido de
una cantidad dada sin considerar el valor “verdadero” de esa cantidad.
Esta debe ser expresada como error típico de un porcentaje o precisión
deseada o como error absoluto o precisión absoluta debe definirse el
intervalo o nivel de confianza. La precisión se identifica con la letra S.
Los valores de K se obtienen a través de las tablas normales con la
información de S y el nivel de confianza.
7.1.4 Estimación Preliminar del Estudio Hacer una estimación preliminar del porcentaje de presencia de las
actividades que se van a medir. Esa muestra preliminar debe basarse
en las experiencias anteriores o en su defecto hacer un estudio previo

37
U
N E X P
O
durante uno o dos días. Donde se tiene que el porcentaje de ocurrencia
va a ser:
Realizadas nesObservacio de
Evento el Ocurre que Veces de Número
Númerop
7.1.5 Preparar el Estudio a Proyectar el Diseño
Determinar el número de operaciones a realizar mediante la
siguiente fórmula:
donde K es igual a una constante en función del nivel de confianza y la
precisión, I es el intervalo de confianza.
Determinar el número de observaciones que se precisaron.
Proyectar la hoja de observaciones. Aquí se van a anotar las
observaciones que se realizaron en un formato que cumple con los
objetivos planteados.
8 EVALUACIÓN ECONÓMICA
Esta parte se propone describir los métodos actuales de evaluación que
toman en cuenta el valor del dinero a través del tiempo, como son la
tasa interna de rendimiento y el valor presente neto; se anotan sus
limitaciones de aplicación y son comparados con métodos contables de
evaluación que no toman en cuenta el valor del dinero a través del
tiempo, y en ambos se muestra su aplicación práctica.
Esta parte es muy importante, pues es la que al final permite decidir la
implantación del proyecto. Normalmente no se encuentran problemas en
relación con el mercado o la tecnología disponible que se empleará en
la fabricación del producto; por tanto, la decisión de inversión casi
pS
)p(1KN
2
2

38
U
N E X P
O
siempre recae en la evaluación económica. Ahí radica su importancia.
Por eso, los métodos y los conceptos aplicados deben ser claros y
convincentes para el inversionista.
8.1 VALOR PRESENTE NETO
Es el pago único de una inversión a partir de una tasa de descuento y
una serie de pago e ingresos futuros.
El método de Valor Presente también se puede definir como una
herramienta económica muy utilizada, debido a que los gastos o los
ingresos futuros se transforman en bolívares o dólares equivalentes de
ahora, es decir todos los flujos futuros de efectivo asociados con alguna
alternativa se convierten en bolívares o dólares presentes.
VPN = F(P/F, % i, n)
Donde:
F: Es el valor equivalente de la diferencia entre los ingresos y los
desembolsos.
(P/F, %i, n): Es el valor del valor presente que varía en función del
interés y los años a evaluar. Estos valores se encuentran tabulados.
8.2 COSTO ANUAL UNIFORME EQUIVALENTE
Esta herramienta financiera indica que todos los ingresos y
desembolsos (irregulares o uniformes) deben convertirse en una
cantidad anual uniforme equivalente, que es la misma cada periodo.
Cuando la información disponible indica que los flujos de efectivo
estimados no serán los mismos en los ciclos de vida siguiente, entonces

39
U
N E X P
O
se elige un periodo de estudio o un horizonte planeación, a menos que
se especifique de otra forma, se supone que todos los costos futuros
cambiaran con exactitud de acuerdo con la tasa de inflación o deflación
para esa época.
CAUE = P(A/P, %i, n) donde:
P: Es el Valor Presente Neto (VPN) o Valor Presente Pago.
(A/P, %i, n): Es el factor de recuperación de capital que varía en función
del interés y los años a evaluar. Estos valores se encuentran tabulados.
8.3 DETERMINACIÓN DEL COSTO MÍNIMO DE VIDA ÚTIL
Existen varias situaciones en las que un analista desea saber cuánto
tiempo debe permanecer un activo en servicio antes de ser retirado. La
determinación de este tiempo (un valor n) recibe varios nombres. Si el
activo es un defensor que va a remplazarse por un retador potencial, el
valor n es la vida útil restante del defensor. Si la función cumplida por el
activo va a descontinuarse o va a ser asumida por algún otro, el valor n se
conoce como vida de retiro. Finalmente, se puede llevar a cabo un análisis
semejante para una compra anticipada del activo, en cuyo caso el valor n
puede denominarse vida útil esperada. Independientemente del nombre,
este valor se debe encontrar para determinar el número de años que darán
un valor presente mínimo o valor CAUE. Este enfoque casi siempre se
denomina análisis del costo mínimo de vida útil. En este capítulo
consecuentemente, se utiliza el análisis CAUE.
Para encontrar el costo mínimo de vida útil, se aumenta el valor de la vida
útil, llamada k, desde 1 hasta el máximo valor esperado para el activo, o
sea, k = 1, 2,... , n; y se determina el CAUEk para cada valor de k usando la
relación

40
U
N E X P
O
donde VSk = valor de salvamento si el activo se retiene k años
CAOj = costo anual de operación durante el año j (j = 1,2,..., k)
El costo mínimo de vida útil se determina mediante selección del
min CAUEk k
y el correspondiente valor de la vida útil (k = n) y dicho CAUEk podrá
utilizarse en el análisis de reemplazo y en otros análisis económicos.
8.4 TASA INTERNA DE RETORNO
Es la tasa de interés pagada sobre saldos insolutos de dinero tomando
en préstamo o la tasa de interés ganada sobre saldo no recuperado de
una inversión (préstamo, de tal manera que el pago o el ingreso final,
lleva el saldo a cero, considerando el interés (ganado o adecuado).
La tasa de retorno se considera como un porcentaje – por ejemplo i =
10%. La tasa es siempre positiva, i >0; es decir, no se considera el
hecho de que el interés pagado por un crédito es realmente una tasa de
retorno negativa. Obsérvese que la definición anterior no determina que
la tasa de retorno se establezca sobre el monto inicial de la inversión,
más bien lo hace sobre el saldo no recuperado, el cual varía con el
tiempo.
8.5 ANÁLISIS DE PRECIO UNITARIO (APU)
Son herramientas de trabajo que permiten determinar la estructura de
un precio o costo en función de sus componentes.
Componentes de un APU (Análisis de Precio Unitario):

41
U
N E X P
O
Materiales: Son los insumos que deben utilizarse para ejecutar
una actividad.
Equipos: Son las herramientas, maquinarias y artilugios que
deben emplearse para ejecutar una actividad.
Mano de Obra: Es el personal humano no profesional que
efectuará la actividad que se estudia y estará clasificado según el
tabulador del contrato colectivo en vigencia.
Costos Asociados a los Salarios (C.A.S.): Los Costos Asociados
a los Salarios son aquellas erogaciones que la empresa debe
efectuar al trabajador, a entes gubernamentales o a terceros
según lo establecido en las cláusulas de los contratos colectivos.
Administración y Gastos Generales: Son los gastos atribuibles a
la gerenciación de la obra expresados en porcentajes, se
incluyen:
1. Gastos de oficina.
2. Salarios de empleados administrativos.
3. Vehículos del personal gerencial.
4. Seguros.
5. Otros gastos (liberalidades, etc.).
Financiamiento
Imprevistos y Utilidades.
Los APU se utilizan como elementos comprobatorios de las estructuras
de costos de cada una de las actividades relacionadas en la ejecución
de un proyecto.
Permiten:
Justificar: Costos y sobrecostos.
Evaluar: Rendimientos vs. costos.

42
U
N E X P
O
Analizar: Flujos de cada uno de los componentes.
Ajustar: Posibles costos finales del proyecto.
9 DEPRECIACIÓN POR CONSERVACIÓN O MANTENIMIENTO
(DMAN).
Para calificar directamente los estados aparentes de mantenimiento y
conservación de los activos, se opera con cinco conceptos básicos: Nuevo
(N), Muy Bueno (MB), Bueno (B), Regular (R); Dañado (D), No tiene (NT).
Esta calificación se hace durante la inspección de las máquinas o equipos.
Los símbolos y montos porcentuales se muestran en la Tabla 2.
Tabla 2. Tabulación por Conservación
Condición del Equipo Simbolo Factor de Conservación (Dman.)
Nuevo N 95%
Muy bueno MB 85%
Bueno B 65%
Regular R 45%
Dañado D 10%No tiene NT 0%
Fuente: Ingenieria Industrial
10 DEPRECIACIÓN POR MERCADO (DMERC)
Cada una de las partes y equipos tienen un mercado de mediano comercio
dentro del contexto general de la industria. El factor de ajuste por mercado
representa la apreciación de los peritos en base a su investigación dentro
del mercado de la posibilidad de colocar los bienes objeto de este avalúo.
Para cuantificar la incidencia del mercado se hace uso de los siguientes
factores de ajuste (ver Tabla 3)
43
U
N E X P
O
Tabla 3. Tabulación por Mercado Tabla 4. Tabulación por Tecnología
Tipo de Porcentaje
mercado (Dmer)
Excelente 100%
Bueno 95%
Más que Regular 90%
Regular 85%
Malo 75%
Menos que Malo 70%
Pésimo 65%
Fuente: Ingenieria Industrial
11 DEPRECIACIÓN POR TECNOLOGÍA (DTEC)
Mediante este factor de ajuste se considera la obsolescencia de tipo
tecnológico que pudieran tener los equipos. Cuando los equipos presentan
el mismo tipo de tecnología, no existe depreciación. Pero al existir
variaciones de modelo que optimicen los sistemas de producción, debe
hacerse una corrección que estime diferencia en tecnología que existe
entre los equipos actuales y aquella que cuentan los equipos que se
valoran. Para ello se debe consultar a proveedores y usuarios quienes son
los conocedores de las posibles variantes que pudieran existir, a manera
de emitir un juicio (ver Tabla 4).
Tabla 4. Tabulación por Tecnología
Edad Cronológica Porcentaje
(Años) (Dtec.)
1 a 6 85%
7 a 12 70%
13 a 18 55%
19 a 24 40%
25 a 30 25%Fuente: Ingenieria Industrial
44
U
N E X P
O
CAPÍTULO IV
MARCO METODOLÓGICO
1 TIPO DE ESTUDIO
La investigación realizada es un diseño no experimental del tipo
descriptivo, evaluativo, y aplicado debido a las siguientes
consideraciones:
1. Se considera que es un estudio descriptivo, debido a que
permitirá describir y registrar el estado actual en el cual se
encuentran los Equipos Móviles Pesados de CVG BAUXILUM.
2. Se considera que este estudio es evaluativo, porque su objeto
es, evaluar la flota óptima de Equipos Móviles Pesados con el
fin de conocer el número de equipos necesarios para realizar
trabajos de apoyo y mantenimiento de las distintas áreas de la
empresa.
3. De igual manera la investigación es aplicada, pues tiene como
objetivo facilitar a la empresa la decisión más conveniente a
tomar, con el fin de satisfacer las necesidades de
Mantenimiento.

45
U
N E X P
O
2 POBLACIÓN Y MUESTRA
Para cumplir con el propósito de esta investigación, el cual consiste en
evaluar técnica y económicamente la flota de Equipos Móviles Pesados
se consideró como:
Población, gran parte de los Equipos Móviles Pesados Propios y todos
los Contratados, los cuales prestan apoyo a las actividades relacionadas
con el desarrollo del proceso productivo de la empresa.
Muestra, la flota actual de Equipos Móviles Pesados Propios es de 36, y
los equipos contratados son 4, los cuales se utilizan para llevar a cabo
todas las actividades de mantenimiento requeridas por la empresa.
3 PROCEDIMIENTO
Para llevar a cabo esta investigación se utilizó la siguiente metodología:
1. Revisión de la información facilitada por la Gerencia
Ingeniería Industrial y familiarización con los equipos y el
área de trabajo.
2. A través de entrevistas con el Supervisor de Equipos Móviles
Pesados y los Operadores del equipo, actualizar el inventario
de los Equipos Móviles Pesados Propios y Alquilados para
clasificarlos de acuerdo al tipo de equipo y a las actividades
que realizan.
3. Visitar el Taller Central en el área industrial para tomar las
especificaciones técnicas del equipo, fotografiarlo y conocer
las condiciones generales de los mismos.

46
U
N E X P
O
4. Usando las herramientas de Ingeniería de Métodos, diseñar
un formato para los Equipos Móviles Pesados Propios y
Contratados y tomar en cuenta los siguientes datos: actividad
realizada, tiempo de operación, haciendo seguimientos y
ubicando los equipos móviles en el área industrial
correspondiente donde se ejecutan las actividades de
mantenimiento para los cálculos de disponibilidad, carga de
trabajo de los equipos, utilizando la jornada de trabajo, el
número de equipos utilizados y porcentaje (%) de utilización
y con tiempos reales extraídos del área industrial.
5. En base a los porcentajes de utilización obtenidos en las
mediciones, determinar los requerimientos de equipos de
acuerdo a la carga de trabajo.
6. Realización de la evaluación técnica a la flota de equipos
móviles pesados y contratados.
7. Los equipos que requieran el análisis de reemplazo deben
tener el siguiente tratamiento:
- Se revisaran los horómetros de los equipos, para
conocer la cantidad de horas trabajadas por cada uno
de ellos.
- Con ayuda del personal del Taller Automotriz observar
las características de los equipos en estudio.
- A través de Internet o con información suministrada
por la Gerencia de Ingeniería Industrial, consultar a las
ensambladoras sobre la vida útil en Km. recorridos.
- Clasificar los Equipos Móviles Pesados de acuerdo a
las condiciones de trabajo y frecuencia de uso en las
siguientes categorías:

47
U
N E X P
O
Baja: equipos utilizados en un turno de trabajo.
Moderada: equipos utilizados en dos o tres turnos con
poca o media frecuencia de uso.
Severa: Equipos utilizados en tres turnos de trabajo
con alta frecuencia de uso y en condiciones críticas de
trabajo.
8. Realizando entrevistas con el personal de Gerencia de
Compras, Administración de Activos Fijos y Servicios
Generales obtener la información acerca de los costos y
fecha de adquisición de los equipos para luego realizar los
avalúos y obtener el valor económico que se puede asignar
sensatamente a cada equipo estimando a través del método
de depreciación de ROSS hasta que punto el equipo es
económicamente valioso. Para aplicar este método se
requiere de lo siguiente:
- Valor del avalúo para el instante “n” de tiempo
transcurrido.
- Costo de reposición del equipo.
- Valor de salvamento.
- Edad cronológica.
- Vida útil esperada.
9. Hacer las recomendaciones mas rentables para la empresa
en base a la evaluación técnica – económica realizada.
4 MATERIALES Y EQUIPOS
A continuación se mencionan los materiales y equipos que se utilizaron
durante el tiempo previsto para la realización de este trabajo:

48
U
N E X P
O
Equipos de protección personal, necesaria para realizar
las visitas al área de trabajo y a las áreas en estudio:
monolentes, protector respiratorio, pantalón, camisa kaki.
Calculadora científica, utilizada para calcular datos de
poca complejidad de números para obtener información
sobre alguna variable de forma clara, rápida y sencilla.
Computadora personal, empleada principalmente para
tabulación y cálculos de datos, así como la trascripción del
anteproyecto, informe resumen y trabajo de grado.
Microsoft Excel, paquete informático utilizado para tabular,
agrupar, y analizar datos y valores de las variables
estudiadas.
Microsoft Word, paquete informático de procesador de
texto, utilizado para la redacción del informe final del
estudio.
Lápiz y Papel. Fue utilizado tanto en las entrevistas debido
a su bajo costo y su facilidad de uso.
Tabla de Tiempo. Utilizada para vaciar la información
recolectada y para determinar el porcentaje de uso de los
equipos móviles pesados.
Cámara Digital. La cámara digital fue utilizada para tener
una idea más clara e ilustrativa de la situación actual en el
cual se encuentran los equipos.

49
U
N E X P
O
CAPÍTULO V
SITUACIÓN ACTUAL
Actualmente la empresa CVG BAUXILUM Matanzas cuenta con una
flota de treinta y seis (36) Equipos Móviles Pesados de los cuales treinta
(30) están operativos y seis (6) se encuentran fuera de servicio; el
inventario de equipos es el que se muestra en la Tabla 5:
Tabla 5. Situación actual de los Equipos Móviles Pesados
Descripción Equipos Pesados EQUIPOS PROPIOS
OPERATIVO FUERA SERVICIO TOTAL
GRÚA HIDRÁULICA (127 t) 1 0 1
GRÚA HIDRÁULICA (30 t) 1 0 1
GRÚA HIDRÁULICA (25 t) 1 0 1
GRÚA HIDRÁULICA (15 t) 1 0 1
GRÚA HIDRÁULICA (8 t) 1 0 1
GRÚA HIDRÁULICA (6 t) 2 1 3
TOTAL GRÚAS HIDRÁULICAS 7 1 8
MONTACARGAS 3 3 6
CAMIÓN CHUTO 0 1 1
CAMIÓN SURTIDOR (LUBRICANTES) 1 0 1
CAMIÓN CHUTO QUINTA RUEDA 1 0 1
CAMIÓN VOLTEO 1 0 1
CAMIÓN SISTEMA DE GRÚA 2 0 2
CAMIÓN CABINA PLATAFORMA 2 0 2
CAMIÓN CHASIS LARGO 2 0 2
CAMIÓN TANQUE CISTERNA 2 0 2
TOTAL CAMIONES 11 1 12
CARGADOR FRONTAL 910 1 0 1
CARGADOR FRONTAL 950 2 0 2
CARGADOR FRONTAL 988 1 0 1
TOTAL CARGADORES FRONTALES 4 0 4
MINICARGADOR FRONTAL 3 0 3
TRACTOR D9 1 1 2
BARREDORA 1 0 1
TOTAL EQUIPOS 30 6 36
Fuente: Gerencia de Ingeniería Industrial.

50
U
N E X P
O
Del cuadro anterior se puede notar que la flota de Equipos Móviles
Pesados Propios de CVG BAUXILUM está conformado por ocho (8)
grúas hidráulicas, seis (6) montacargas, doce (12) camiones, cuatro (4)
cargadores frontales, tres (3) minicargadores y una (1) barredora.
Actualmente hay seis equipos Fuera de servicio que son: una (1) grúa,
un (1) camión, tres (3) montacargas y un (1) tractor.
Los Equipos Móviles Pesados que actualmente se encuentran
contratados en CVG BAUXILUM Matanzas son cuatro (4) y se
muestran en la Tabla 6:
Tabla 6. Equipos Móviles Pesados Contratados
EQUIPONúmero de Pedido
(SAP)EMPRESA CONTRATISTA
FECHA DE
INICIO
RETROEXCAVADORA 4500091679 ELECTRYCOM, C.A. 15/08/05
GRÚA DE 8 T 4500103217
INGENIERÍA Y
CONSTRUCCIONES
VENEZOLANAS, C.A.
24/03/06
TRACTOR D6 (*) 4500119624
REPRESENTACIONES Y
SERVICIOS CABRERA, C.A.
(RECCA)
28/04/06
CAMIÓN SUCCIONADOR 4500091678MANTENIMIENTO DE ZONAS
VERDES MINA, C.A.08/03/06
PAYLOADER 4500093678
REPRESENTACIONES Y
SERVICIOS CABRERA, C.A.
(RECCA)
26/09/05
Fuente: SAP e Ingeniería Industrial
(*) El Tractor D6 culminó con su contrato en la empresa
1 ACTIVIDADES DE LOS EQUIPOS PESADOS PROPIOS
A continuación se presentan las actividades que realizan los equipos
móviles pesados propios:
1. Grúas Hidráulicas
Realizan desmontaje y montaje de equipos rotativos en toda la
planta de acuerdo a su peso, para realizarles mantenimiento.

51
U
N E X P
O
Levantamiento y traslado de equipos en reparación, de menor
capacidad en toda la planta incluyendo áreas de difícil acceso.
2. Montacargas
Trasladan materiales dentro del almacén, en el almacén de
proyecto y desde el almacén a todas las áreas.
Desmontaje y montaje de equipos en el camión plataforma, para
trasladarlos a diferentes áreas de la planta.
3. Camiones
Servicio y mantenimiento a Equipos Móviles en el área industrial
(camión surtidor de lubricantes).
Traslado de equipos dentro y fuera de la planta (camión cabina).
Trasladan equipos en reparación dentro de la planta (camión
grúa)
Traslado de material desde el almacén a las áreas de la planta y
viceversa (camión cabina plataforma).
Traslado de equipos a reparar dentro y fuera de la planta
(camión chasis).
Traslado de agua y equipos para combate de incendios en toda
la planta y para limpieza de las áreas (camión tanque cisterna).
4. Cargadores Frontales
Remueven, acumulan y trasladan materiales en la planta
(cargador frontal 910).

52
U
N E X P
O
Remueven el material de hidrato en lado blanco y bauxita en
lado rojo (cargador frontal 950).
Sirven para la limpieza de la piscina de lodo del área 34 de
Desarenado (cargador frontal 988).
5. Minicargadores Frontales
Remueven y trasladan material en áreas de difícil acceso.
6. Tractores D9
Remueven y trasladan material (bauxita) a distintas áreas de la
planta.
7. Barredora
Equipo que realiza la limpieza del taller automotriz.
2 ACTIVIDADES DE LOS EQUIPOS PESADOS CONTRATADOS
1. Grúa Hidráulica de 8 t
Sirve de apoyo para la realización de las actividades de
mantenimiento de equipos rotativos de la planta en el área 35, 38
y 75.
2. Retroexcavadora
Se utiliza en el área de manejo de materiales. limpieza del canal
2 hacia laguna 1, movimiento de lodo y arena, etc.
3. Camión succionador
Limpieza de cañerías, sumideros, destape de canales en
diferentes áreas de la planta.

53
U
N E X P
O
4. Cargador Frontal
Limpieza de piscina de lodo (área 34), lodo y arena (área 35),
acarreo de hidrato en 41/42/55/58.
3 SITUACIÓN DE LOS EQUIPOS MÓVILES PESADOS PROPIOS DE
CVG BAUXILUM.
El siguiente cuadro muestra la situación actual de los Equipos Móviles
Pesados propios de acuerdo a su edad, su factor de mantenimiento y su
horómetro (ver Tabla 7).
Tabla 7. Situación actual de los Equipos Móviles Pesados Propios

54
U
N E X P
O
N
Código de
Equipo EM-92
Descripción
Años de
servicio
Vida útil (h)
Horómetro (h) ó
Kilometraje
1 171 Payloader 15 12000 h 1275 h
2 185 Camión chuto 16 30000 Km 80000 Km
3 242 Grúa 127 t 13 15000 h
7850 h (grúa), 5480
h (carro), 4510 km
(carro)
4 507 Minicargador 4 6000 h 3146,1 h
5 510 Minicargador 5 6000 h 3661 h
6 511 Minicargador 5 6000 h 3661,1 h
7 512 Payloader 5 12000 h 1775 h
8 996G Grúa 25 t 5 15000 h 563 h
9 997D Payloader 2 12000 h 3825 h
10 997E Camión Volteo 2 300000 Km 14407 Km
11 998B Camión grúa 4 300000 Km 21973 Km
12 998E Camión 4 300000 Km 61334 Km
13 998L Grúa 6 t 3 13000 h 2612 h
14 998M Grúa 6 t 3 13000 h No tiene
15 999C Camión tanque cisterna 2 300000 Km 7342 Km
16 999D Grúa 8 t 5 13000 h 1829 h
17 999E Grúa 6 t 5 13000 h 4339 h
18 999F Grúa 30 t 5 15000 h 1772 h
19 999G Grúa 15 t 5 15000 h 6830 h
20 9993 Camión plataforma 5 300000 Km 14171 km
21 997H Payloader 2 12000 h 755 h
22 998D Camión grúa 4 300000 Km 22951 Km
23 997B Camión turbo daily 4 300000 Km 29224 Km
24 280 Montacargas 13 12000 h 5722 h
25 281 Montacargas 13 10000 h 7337 h
26 997G Montacargas 2 10000 h 1880,7 h
27 998Z Montacargas 3 10000 h 2784,7 h
28 997M Montacargas 4 12000 h No funciona
29 997Q Tractor Pendiente Pendiente Pendiente
30 816 Tractor 23 18000 h No tiene
31 999Z Camión plataforma 4 300000 km 39000 Km
32 125 Barredora 19 5000 h 1421 h
33 254 Camión surtidor de lubricante 16 300000 Km 33698,5 km
34 282 Montacargas 11 10000 h No tiene
35 998P Camión tanque cisterna 3 300000 Km 3949 Km
36 999X Camión plataforma 4 300000 Km 20961 Km
Fuente: Gerencia de Ingeniería Industrial.
De la tabla anterior se puede observar que la mayoría de los Equipos
Móviles Pesados de CVG BAUXILUM Matanzas son nuevos o
relativamente nuevos (tienen menos de 5 años de uso); solamente
nueve (9) de los treinta y seis (36) equipos tienen más de 10 años en la
empresa, por lo tanto debe verificarse su factor de mantenimiento y su
horómetro a fin de concluir si estos equipos requieren un estudio de

55
U
N E X P
O
factibilidad para ser reemplazados ó reparados en caso de que estén
fuera de servicio.

56
U
N E X P
O
CAPÍTULO VI
ANÁLISIS DE RESULTADOS
1 DETERMINACIÓN DE LA DISPONIBILIDAD DE LOS EQUIPOS
La Disponibilidad de los Equipos Móviles Pesados se usa para poder
demostrar el tiempo real que tiene el equipo disponible para prestar el
apoyo a las actividades de mantenimiento realizadas en las distintas
áreas de la empresa CVG BAUXILUM. La disponibilidad de los equipos
se determinó por separado y se pudo obtener mediante los datos
registrados en el libro de actividades diarias utilizado por la
Superintendencia Servicios de Mantenimiento (ver Tabla 8).
TABLA 8. Disponibilidad de los Equipos
Núm Código del
Equipo
Numero de
Fallas (1)
Dias Totales
(TTP) (2)
Dias del Equipo en
Taller (TTM) (1)
Tiempo Disponible de
Operación (TDO)
Tiempo Promedio Entre
Fallas (TPEF)
Tiempo Promedio para
Reparar (TPPR)
Disponibilidad con
Ecuacion %
EM-92 A B C D = B - C E = D/A +1 F = C/A I = E/(E+F) * 100
1 171 1 186 37 149 150 37 80,21
2 185 (*) 8 186 186 0 1 23,25 4,12
3 242 3 186 5 181 61,33 1,67 97,35
4 507 4 186 16 170 43,5 4 91,58
5 510 5 186 9 177 36,4 1,8 95,29
6 511 (*) 1 186 186 1 0 186 0,00
7 512 4 186 38 148 38 9,5 80,00
8 996G 1 186 1 185 186 1 99,47
9 997D 5 186 6 180 37 1,2 96,86
10 997E 4 186 6 180 46 1,5 96,84
11 998B 6 186 8 178 30,67 1,33 95,83
12 998E 5 186 6 180 37 1,2 96,86
13 998L 9 186 15 171 20 1,67 92,31
14 998M (*) 1 186 186 0 1 186 0,53
15 999C 7 186 7 179 26,57 1 96,37
16 999D 6 186 6 180 31 1 96,88
17 999E 14 186 20 166 12,86 1,43 90,00
18 999F 12 186 15 171 15,25 1,25 92,42
19 999G 9 186 13 173 20,22 1,44 93,33
20 9993 2 186 2 184 93 1 98,94
21 997H Sin historial 186 Sin historial Sin historial Sin historial Sin historial Sin historial
22 998D Sin historial 186 Sin historial Sin historial Sin historial Sin historial Sin historial
23 997B Sin historial 186 Sin historial Sin historial Sin historial Sin historial Sin historial
24 997G Sin historial 186 Sin historial Sin historial Sin historial Sin historial Sin historial
25 998Z Sin historial 186 Sin historial Sin historial Sin historial Sin historial Sin historial
26 997M Sin historial 186 Sin historial Sin historial Sin historial Sin historial Sin historial
27 997Q Sin historial 186 Sin historial Sin historial Sin historial Sin historial Sin historial
28 816 Sin historial 186 Sin historial Sin historial Sin historial Sin historial Sin historial
29 999Z Sin historial 186 Sin historial Sin historial Sin historial Sin historial Sin historial
30 125 Sin historial 186 Sin historial Sin historial Sin historial Sin historial Sin historial
31 254 Sin historial 186 Sin historial Sin historial Sin historial Sin historial Sin historial
Fuente: (1) Apéndice 3
(2) Libro de Actividades diarias
(*) La disponibilidad de los equipos 185, 511, 998M y 997E es baja, debido a que se encontraban fuera de servicio.

57
U
N E X P
O
Hay equipos en la planta que no cuentan con historial de mantenimiento
debido a que no se anotaron datos en el libro de actividades diarias de
la Superintendencia Servicios de Mantenimiento.
Las ecuaciones utilizadas para el cálculo de la disponibilidad son las
siguientes:
Donde:
DISP: es la disponibilidad de los equipos.
TPEF: es el tiempo promedio entre fallas.
TDO: es el tiempo disponible de operación.
TPPR: es el tiempo promedio para reparar un equipo.
N ° DE FALLAS: es la cantidad de fallas que el equipo presentó en el
año.
TTP: representa el tiempo total del periodo.
TTM: es el tiempo total que pasa el equipo en el taller de
mantenimiento.

58
U
N E X P
O
1.1 ANÁLISIS DE LA DISPONIBILIDAD OBTENIDA
Al calcular la disponibilidad de los equipos durante el periodo Mayo
2005-febrero 2006, se determinó que la disponibilidad de los Equipos
Móviles Pesados de CVG BAUXILUM es bastante alta debido a que la
mayoría de estos equipos son prácticamente nuevos (tienen pocos años
de uso en la empresa). La data mediante la cual se obtuvo la
disponibilidad fueron obtenidas del libro diario de actividades de la
Superintendencia Servicios de Mantenimiento tomándose como 186 los
días totales para el estudio pues en 3 meses del año no hubo ninguna
anotación en el libro. Los equipos con las Disponibilidades mas bajas
son aquellos que están fuera de servicio y tienen planes de reemplazo o
reparación (EM-92-185, EM-92-511 y EM-92-998M). Hay 10 equipos
que no poseen historial alguno de mantenimiento porque su falla o
reparación no fue anotada en el libro de actividades.
2 DETERMINACIÓN DEL PORCENTAJE DE UTILIZACIÓN DE LOS
EQUIPOS DE TRANSPORTACIÓN EN LAS ACTIVIDADES DE
MANTENIMIENTO.
Para evaluar el Porcentaje de uso de los Equipos Móviles Pesados
Propios, se realizó un muestreo desde el día 20-03-06 al 07-04-06
donde se obtuvo el tiempo utilizado para llevar acabo las actividades de
mantenimiento y el porcentaje de utilización de cada equipo. Las
observaciones obtenidas en el muestreo, se realizaron durante el turno
diurno de trabajo (6:30 AM a 2:30 PM). Pese a que la jornada laboral es
de 8 h/día se tomó en cuenta el tiempo de preparación de los
operadores para el trabajo diario (1 Hora de preparación), por lo tanto
en el estudio la jornada diaria de trabajo es de 7 h/día. En el estudio se
determinaron los siguientes aspectos:
59
U
N E X P
O
Tiempo inicial y final: Mediante la muestra del tiempo inicial y final
de cada actividad ejecutada, sé logró el tiempo real de utilización
de cada equipo y saber cuantas horas semanales labora en el
Área Industrial. Para poder determinar tanto el uso de los
equipos como las horas requeridas se diseño una hoja de
muestreo en la cual se especifica el tiempo inicial y final de cada
actividad (ver Apéndice 6).
Actividades improductivas: son todas aquellas actividades en las
cuales los Equipos Pesados no están siendo utilizados en el
Área Industrial y se encuentran estacionados al frente del Taller
Central. Entre las actividades improductivas muestreadas se
tienen las siguientes:
1. Equipos Estacionados sin uso.
2. Equipos en Mantenimiento Preventivo o Correctivo.
2.1 CÁLCULOS ESTADÍSTICOS PARA DETERMINAR LA
REPRESENTATIVIDAD DE LA MUESTRA
a.- Precisión del Estudio Nivel de confianza NC = 95 %
Exactitud %5S
Constante en función del nivel de confianza y la exactitud del
estudio 96,1K
b.- Selección del Tamaño de la Muestra Tomando en cuenta la exactitud del estudio y la proporción de trabajo
preliminar del personal se obtuvo el número de observaciones a tomar.
nesObservaciox
xN 382381.64
81,005,0
81,0196,12
2

60
U
N E X P
O
c.- Número de días de seguimiento Para calcular el número de días de seguimiento se procedió a dividir
382 observaciones entre el número de Equipos a seguir (24 solamente
por razones de tiempo) y el resultado fue de 15 días totales de
seguimiento (ver Tabla 9, Gráfico 1). El horario del seguimiento
realizado fue el turno Diurno (6:30 am a 2:30 pm) y se tomó una jornada
diaria de 7 horas. El seguimiento se realizó desde el 20 de marzo al 7
de Abril del 2006.
NumCódigo de
Equipo EM-92Descripción
Jornada de
trabajo
(h/día)
Días de
Seguimiento
Horas totales de
seguimiento
Horas operativas
(1)
Horas de
Mntto (1)
Horas en
Estacionamiento
% de
Utilización
A B C = (A*B) D E F = C - D - E H = D/C
1 171 Payloader 7 15 105 9:25 36:00 59:35 8.97%
2 185 Camión 7 15 105 0:00 0:00 105:00 0.00%
3 242 Grúa 127 t 7 15 105 90:35 14:00 0:25 86.27%
4 254 Camión Surtidor 7 15 105 59:50 1:20 43:50 56.98%
5 507 Minicargador 7 15 105 96:10 0:00 8:50 91.59%
6 510 Minicargador 7 15 105 34:20 70:00 0:40 32.70%
6 511 Minicargador 7 15 105 0:00 71:00 34:00 0.00%
7 512 Payloader 7 15 105 54:20 10:20 40:20 51.75%
8 705 Grúa 15 t 7 15 105 8:45 0:00 96:15 8.33%
10 996G Grúa 25 t 7 15 105 42:10 0:00 62:50 40.16%
11 997D Payloader 7 15 105 67:15 4:15 33:30 64.05%
12 997E Camión Volteo 7 15 105 56:55 0:10 47:55 54.21%
13 998B Camión Grúa 7 15 105 96:45 0:40 7:35 92.14%
14 998D Camión Grúa 7 15 105 87:50 7:00 10:10 83.65%
15 998E Camión 7 15 105 67:30 0:00 37:30 64.29%
16 998L Grúa 6 t 7 15 105 55:05 0:00 49:55 52.46%
17 998M Grúa 6 t 7 15 105 0:00 0:00 105:00 0.00%
18 999C Camión tanque 7 15 105 34:20 0:30 70:10 32.70%
19 999D Grúa 8 t 7 15 105 74:50 0:00 30:10 71.27%
20 999E Grúa 6 t 7 15 105 67:10 7:45 30:05 63.97%
21 999F Grúa 30 t 7 15 105 49:05 0:00 55:55 46.75%
22 999G Grúa 15 t 7 15 105 16:10 70:30 18:20 15.40%
23 999Z Camión turbo 7 15 105 87:40 1:10 16:10 83.49%
24 9993 Camión Plataforma 7 15 105 82:45 0:00 22:15 78.81%
Fuente: (1) Apéndice 6
Tabla 9. Resumen de Utilización de los Equipos Móviles Pesados Propios 2006
Grafico 1. Porcentaje de Utilización de los Equipos Móviles Pesados
8.97%
0.00%
86.27%
56.98%
91.59%
32.70%
0.00%
51.75%
8.33%
40.16%
64.05%
54.21%
92.14%
83.65%
64.29%
52.46%
0.00%
32.70%
71.27%
63.97%
46.75%
15.40%
83.49%
78.81%
0.00%
10.00%
20.00%
30.00%
40.00%
50.00%
60.00%
70.00%
80.00%
90.00%
100.00%
171185
242254
507510
511512
705
996G
997D
997E
998B
998D
998E
998L
998M
999C
999D
999E
999F
999G
999Z
9993
Equipos
Porcentaje de Uso

61
U
N E X P
O
En el gráfico anterior se aprecia que los equipos que tienen más uso en
la planta son los minicargadores, los camiones y la grúa de 127 t. Los
equipos con porcentaje de uso más bajo fueron el payloader EM-92-171
y la grúa EM-92-998M entre otros, debido a que se encontraban en
mantenimiento correctivo y mayor respectivamente, en el periodo en el
que se realizo el seguimiento.
3 CÁLCULO DE LA FLOTA ÓPTIMA REQUERIDA
Para determinar la flota de Equipos Móviles Pesados Propios requeridos
por CVG BAUXILUM se establecieron las siguientes premisas:
a.- Tiempo Promedio de uso semanal de los equipos:
El tiempo global de las actividades efectuadas por los equipos se
determinó con la ayuda del formato diseñado por la Gerencia de
Ingeniería Industrial para el cálculo del porcentaje de uso de cada
equipo.
Ejemplo del cálculo del porcentaje de uso para la Grúa de 127 t:
Tiempo trabajado por el equipo en una semana: 34,15 h/sem.
(ver Apéndice 6)
Tiempo trabajado total en 3 semanas de estudio: 90,35 h. (ver
Tabla 9)
Tiempo total del seguimiento: (15 días * 7 h/día) = 105 h.
b.- Horas Disponibles Reales al Año:
Las horas disponibles reales anuales son estimadas mediante el
número de semanas al año (52 Semanas), la jornada laboral diaria (7
Porcentaje de Uso de la Grúa = 90.35 h (Operativas) / 105 h = 86.27 %

62
U
N E X P
O
h/día) y el número de días que se labora en la semana (5 días, de lunes
a viernes).
c.- Carga de trabajo del equipo (h/día):
Para el cálculo de la Carga de trabajo de la Grúa de 127 t se toma en
cuenta el número de equipos estudiados (1 Grúa), el porcentaje de
utilización del equipo (86.27 % ya calculado en el paso anterior) y la
jornada laboral (7h/día).
d.- Carga de Trabajo del Equipo Anual (h/año):
Las horas que trabaja el equipo al año son calculados mediante el
tiempo de uso diario (6.07 h/día), por el número de semanas al año, por
las horas laborales a la semana entre la jornada de trabajo diaria (7
h/día).
e.- Equipos requeridos:
Los equipos que necesita la Superintendencia Servicios de
Mantenimiento para apoyar las actividades de mantenimiento son
calculados mediante las horas anuales reales disponibles de trabajo y la
carga de trabajo anual del equipo.
Carga de Trabajo del Equipo = 1 Grúa * 0.86 (86.27 % de uso) * 7 h/día = 6.07 h/día
El tiempo promedio de uso diario de la Grúa es = 6.07 h/día
Horas Disponibles Reales (h/año) = (52 sem./año * 7 h/ día * 5 Días/Sem) = 2080 h / año
Carga de trabajo Anual del Equipo = 6.07 h/día * 52 sem/año * 40 h/sem / 7h/día =
1.794.41 h/año
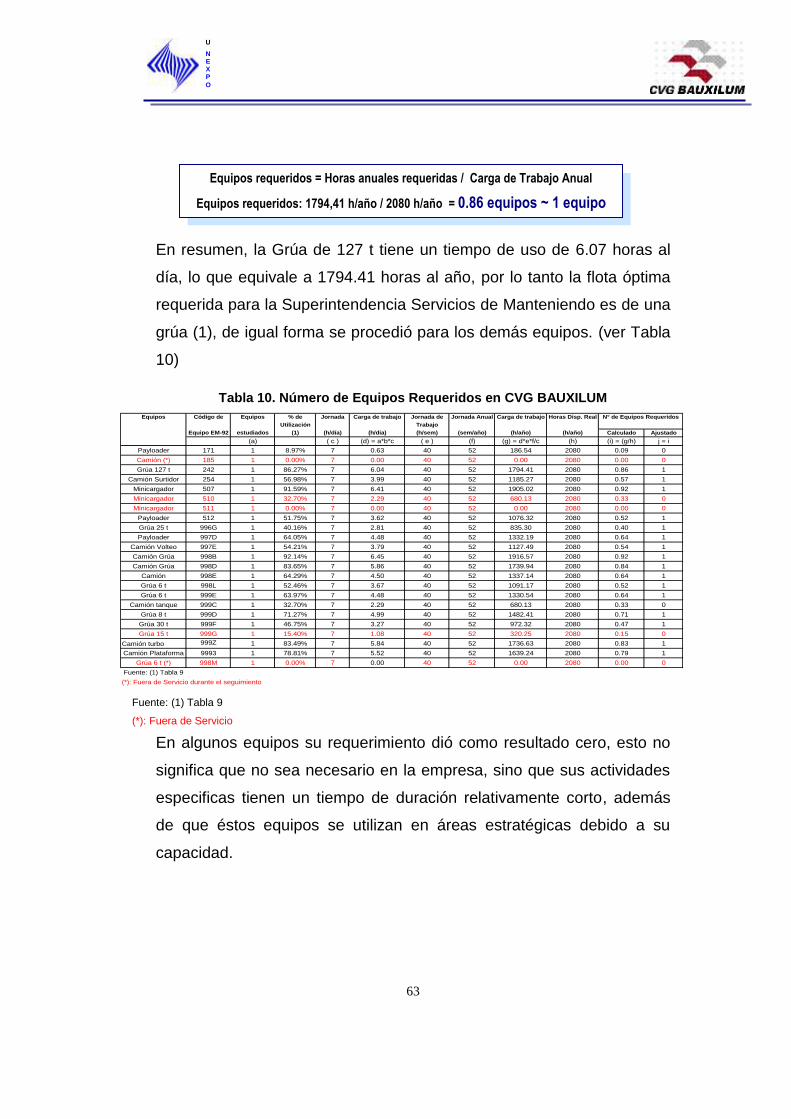
63
U
N E X P
O
En resumen, la Grúa de 127 t tiene un tiempo de uso de 6.07 horas al
día, lo que equivale a 1794.41 horas al año, por lo tanto la flota óptima
requerida para la Superintendencia Servicios de Manteniendo es de una
grúa (1), de igual forma se procedió para los demás equipos. (ver Tabla
10)
Tabla 10. Número de Equipos Requeridos en CVG BAUXILUM
Calculado Ajustado
(a) ( c ) (d) = a*b*c ( e ) (f) (g) = d*e*f/c (h) (i) = (g/h) j = i
Payloader 171 1 8.97% 7 0.63 40 52 186.54 2080 0.09 0
Camión (*) 185 1 0.00% 7 0.00 40 52 0.00 2080 0.00 0
Grúa 127 t 242 1 86.27% 7 6.04 40 52 1794.41 2080 0.86 1
Camión Surtidor 254 1 56.98% 7 3.99 40 52 1185.27 2080 0.57 1
Minicargador 507 1 91.59% 7 6.41 40 52 1905.02 2080 0.92 1
Minicargador 510 1 32.70% 7 2.29 40 52 680.13 2080 0.33 0
Minicargador 511 1 0.00% 7 0.00 40 52 0.00 2080 0.00 0
Payloader 512 1 51.75% 7 3.62 40 52 1076.32 2080 0.52 1
Grúa 25 t 996G 1 40.16% 7 2.81 40 52 835.30 2080 0.40 1
Payloader 997D 1 64.05% 7 4.48 40 52 1332.19 2080 0.64 1
Camión Volteo 997E 1 54.21% 7 3.79 40 52 1127.49 2080 0.54 1
Camión Grúa 998B 1 92.14% 7 6.45 40 52 1916.57 2080 0.92 1
Camión Grúa 998D 1 83.65% 7 5.86 40 52 1739.94 2080 0.84 1
Camión 998E 1 64.29% 7 4.50 40 52 1337.14 2080 0.64 1
Grúa 6 t 998L 1 52.46% 7 3.67 40 52 1091.17 2080 0.52 1
Grúa 6 t 999E 1 63.97% 7 4.48 40 52 1330.54 2080 0.64 1
Camión tanque 999C 1 32.70% 7 2.29 40 52 680.13 2080 0.33 0
Grúa 8 t 999D 1 71.27% 7 4.99 40 52 1482.41 2080 0.71 1
Grúa 30 t 999F 1 46.75% 7 3.27 40 52 972.32 2080 0.47 1
Grúa 15 t 999G 1 15.40% 7 1.08 40 52 320.25 2080 0.15 0
Camión turbo 999Z 1 83.49% 7 5.84 40 52 1736.63 2080 0.83 1
Camión Plataforma 9993 1 78.81% 7 5.52 40 52 1639.24 2080 0.79 1
Grúa 6 t (*) 998M 1 0.00% 7 0.00 40 52 0.00 2080 0.00 0
Fuente: (1) Tabla 9
(*): Fuera de Servicio durante el seguimiento
Carga de trabajo
(h/día)
Jornada de
Trabajo
(h/sem)
Equipos Equipos
estudiados
% de
Utilización
(1)
Código de
Equipo EM-92
Jornada
(h/día)
N° de Equipos RequeridosJornada Anual
(sem/año)
Carga de trabajo
(h/año)
Horas Disp. Real
(h/año)
Fuente: (1) Tabla 9
(*): Fuera de Servicio
En algunos equipos su requerimiento dió como resultado cero, esto no
significa que no sea necesario en la empresa, sino que sus actividades
especificas tienen un tiempo de duración relativamente corto, además
de que éstos equipos se utilizan en áreas estratégicas debido a su
capacidad.
Equipos requeridos = Horas anuales requeridas / Carga de Trabajo Anual
Equipos requeridos: 1794,41 h/año / 2080 h/año = 0.86 equipos ~ 1 equipo

64
U
N E X P
O
4 DETERMINACIÓN DEL PORCENTAJE DE UTILIZACIÓN DE LOS
EQUIPOS MOVILES PESADOS CONTRATADOS.
Para evaluar el Porcentaje de Uso de los Equipos Móviles Pesados
Contratados, se realizó un muestreo desde el día 01-05-06 al 03-08-06
donde se obtuvo el tiempo utilizado para llevar acabo las actividades de
mantenimiento y el porcentaje de utilización de cada equipo. Las
observaciones obtenidas en el muestreo, se realizaron durante el turno
diurno de trabajo (6:30 AM a 2:30 PM); El camión succionador tiene un
horario de trabajo de 8 am a 2:00 pm por lo que su jornada laboral se
tomó como siete (7) horas por día. Los aspectos a tener en cuenta en la
hoja de seguimiento de equipos contratados son los siguientes:
Tiempo inicial y final: Mediante la medición del tiempo inicial y
final de cada actividad ejecutada, sé logró el tiempo real de
utilización de cada equipo y saber cuántas horas semanales
labora en el Área Industrial. Para poder determinar tanto el uso
de los equipos como las horas requeridas se diseñó una hoja de
muestreo en la cual se especifica el tiempo inicial y final de cada
actividad (ver Apéndice 9).
Actividades improductivas: son todas aquellas actividades en las
cuales los Equipos Pesados no están siendo utilizados en el
Área Industrial y se encuentran estacionados o no estuvieron
presentes para laborar. Entre las actividades improductivas
muestreadas se tienen las siguientes:
1. Equipos Estacionados sin uso.
2. Equipos en Mantenimiento Correctivo.
3. Los equipos no se encontraban en la empresa y no
laboraron.

65
U
N E X P
O
A continuación se presentan en la Tabla 11 el Porcentaje de Uso de los
Equipos Móviles Pesados Contratados:
TABLA 11. Porcentaje de uso de los Equipos Móviles Contratados
Equipo Código
Jornada de
trabajo
(h/Semana)
Horas
Trabajadas
durante el
seguimiento
% de Uso
RETROEXCAVADORA 4500091679 175 94 53.71%
GRÚA DE 8 T 4500103217 105 71 67.67%
CAMIÓN SUCCIONADOR 4500091678 70 40 57.57%
PAYLOADER 4500102162 140 82 58.57%
Fuente: SAP e Ingeniería Industrial
Una vez efectuado el seguimiento a los Equipos Móviles Pesados se
anotaron las actividades realizadas por cada uno de ellos, el tiempo de
inicio y final de cada actividad y después a calcular el número total de
horas trabajadas por cada equipo. La jornada diaria fue tomada como
siete (7) horas por día y el número de semanas varía de acuerdo al
equipo evaluado. El porcentaje de uso de la retroexcavadora fue de
53,71 % pese a que estuvo en varias ocasiones en mantenimiento
correctivo (ver Apéndice 9). La grúa de 8 T fue el equipo contratado mas
utilizado con 67,67 % de uso y estuvo en mantenimiento correctivo en
varias ocasiones. El camión succionador tiene una rutina de actividades
prácticamente fija y la empresa contratista (Multiservicios 321) es nueva
y reemplazó a la empresa MINA en las labores de succión del área; su
porcentaje de uso es de 57,57% pese a que estaba en periodo de
prueba todavía. El Payloader de RECCA tuvo un porcentaje de uso de
58,57 % y se encuentra contratado por un periodo de emergencia en la
empresa. El seguimiento de actividades y tiempos de cada equipo
contratado se encuentra en el Apéndice 9. El porcentaje de uso de los
Equipos Contratados es bajo porque todos estuvieron en mantenimiento
correctivo en más de una ocasión, debido a que son equipos viejos o
reconstruidos y les hace falta mantenimiento preventivo.

66
U
N E X P
O
5 EVALUACIÓN TÉCNICA DE LOS EQUIPOS MÓVILES PROPIOS Y
CONTRATADOS
A continuación se presentan la evaluación técnica realizada a los
equipos móviles pesados tanto propios como contratados:
5.1 EQUIPOS PROPIOS
Las fichas técnicas fueron creadas para proporcionar las características
y especificaciones técnicas de los Equipos Móviles Pesados Propios de
CVG BAUXILUM con el fin de suministrar información de interés como:
Año de ingreso en la empresa.
Marca, Modelo, Código, etc.
Capacidad de carga, peso, altura, cauchos.
Actividad que realiza, lugar de trabajo.
Horómetro, Factor de Mantenimiento.
Esta información debe ser actualizada con constancia y sirve como
referencia a la hora de adquirir un Equipo nuevo ya sea por finalización
de su vida útil o por la necesidad que tiene la planta de su uso. Algunos
ejemplos de Fichas Técnicas de los Equipos Móviles Pesados se
pueden apreciar en el Apéndice 5.
5.2 EQUIPOS CONTRATADOS
Las Fichas Técnicas también pueden realizarse para Equipos
Contratados y así verificar cada una de las especificaciones y
características que tienen cada uno de estos equipos en caso de querer
adquirirlos en un futuro por la empresa (previo estudio primero).

67
U
N E X P
O
6 EVALUACIÓN ECÓNOMICA
La evaluación económica se realizo utilizando para ello algunas
técnicas, métodos o indicadores económicos para evaluar las
alternativas de solución, entre ellos se encuentran: El Valor Presente
neto (VPN), el Costo Anual Uniforme Equivalente (CAUE) y el Valor
Futuro (VF). Para los equipos que no se encuentran en la planta o
equipos con intención de adquirir se utilizaran otros índices como la
Tasa Interna de Retorno y la Eficiencia de la inversión.
La evaluación económica requerida se le efectuó a 4 equipos: un
Tractor D9L (EM-92-816) y los Minicargadores EM-92-507, 510 y 511
(ver Apéndice 13) y como ejemplo se presenta el siguiente:
En vista de que el Tractor D9L (EM-92-816) podría ser arreglado, la
evaluación económica se realizó para determinar si es mejor invertir en
la reparación de un equipo que tiene 24 años de uso en la empresa (ver
Tabla 9), o adquirir un tractor nuevo porque el de la planta se encuentra
en muy malas condiciones y su vida útil finalizó. Se tomó como
premisas, tres (3) alternativas:
Alternativa I: Adquisición de un Tractor D9L ó D6L
Alternativa II: Alquiler de un Tractor D9L con operador.
Alternativa III: Repotenciación del Tractor EM-92-816.
Para realizar la evaluación económica se utilizó una tasa de descuento
de 15 % anual, la cual fue suministrada por la Gerencia de Ingeniería
Industrial, tomando en cuenta las consideraciones de: vida útil, los
costos de mantenimiento de las alternativas y los costos de inversión.

68
U
N E X P
O
a. ALTERNATIVA I: Adquisición de un Tractor D9L.
A continuación se presenta el flujo de caja para la alternativa de adquirir
un tractor nuevo (ver Tabla 12):
Tabla 12. Flujo de Caja de Adquisición del tractor
F L U J O D E C A J A
AÑO INVERSION (Bs) COSTOS (Bs) BENEFICIOS (Bs) FLUJO DE EFECTIVO (Bs.)
0 1.898.170.474 281.359.000 -1.616.811.474
1 151.853.638 -151.853.638
2 165.140.831 -165.140.831
3 178.428.025 -178.428.025
4 191.715.218 -191.715.218
5 205.002.411 -205.002.411
6 218.289.605 -218.289.605
7 231.576.798 -231.576.798
8 244.863.991 -244.863.991
9 258.151.184 -258.151.184
10 271.438.378 -271.438.378
11 284.725.571 -284.725.571
12 298.012.764 -298.012.764
13 311.299.958 -311.299.958
14 324.587.151 -324.587.151
15 337.874.344 -337.874.344
16 351.161.538 -351.161.538
17 364.448.731 -364.448.731
INDICES
COSTO DE CAPITAL 15%
MONTO DE LA INVERSION (Bs) 1.898.170.474
VALOR PRESENTE NETO (Bs) -2.930.824.715
COSTO ANUAL EQUIVALENTE (Bs./AÑO) 484.661.287
Fuente: Apéndice 13
b. ALTERNATIVA II: Alquiler de un Tractor D9L.
En el Apéndice 8 se muestra el precio de alquiler de un Tractor D9L o
parecido; la empresa contratista fue RECCA (Representaciones
Cabrera) y el precio de alquiler para el año 2006 fue de 420.000.000,00
Bs por 1920 Horas de trabajo.
a. ALTERNATIVA II: Repotenciación de un Tractor D9L.
El presupuesto de repotenciación del tractor fue hecho por la empresa
Venequip-Caterpillar, y el precio de reparación total fue de Bs.
251.962.271,00 (ver Tabla 13).

69
U
N E X P
O
Tabla 13. Flujo de Caja de Repotenciación del tractor
AÑO INVERSION (Bs) COSTOS (Bs)FACTOR
OBSOLECENCIA (Bs)FLUJO DE EFECTIVO (Bs)
0 251.962.271 -251.962.271
1 246.762.162 70.232.308 -316.994.469
2 279.980.145 70.232.308 -350.212.452
3 313.198.128 70.232.308 -383.430.436
4 346.416.112 70.232.308 -416.648.419
5 379.634.095 70.232.308 -449.866.402
INDICES
COSTO DE CAPITAL 15%
MONTO DE LA INVERSION (Bs) 251.962.271
VALOR PRESENTE NETO (Bs) -1.506.415.494
COSTO ANUAL EQUIVALENTE (Bs/AÑO) 449.387.170
Fuente: Apéndice 13
Una vez efectuado la Evaluación Económica al Tractor D9L, el resultado
del Costo Anual Equivalente (CAUE) para Adquirir el equipo fue de:
484.661.287,00 Bs. Mientras que el CAUE de la evaluación para
Repotenciarlo dió como resultado: Bs. 449.387.170,00. Como el costo
de Alquiler Anual de este tractor es Bs. 420.000.000,00 que es mucho
menor que el de los 2 resultados antes mencionados (Adquirir y
Repotenciar), a la empresa le favorece más contratar o alquilar un
tractor D9L o similar, que comprarlo o repararlo.
La misma evaluación económica que se le aplicó al tractor D9L se
efectuó con los 3 minicargadores (ver Apéndice 14).
7 EVALUACIÓN ECÓNOMICA PARA ADQUISICIÓN DE EQUIPOS
NUEVOS
Es necesario una evaluación económica para determinar si es factible o
no para la empresa adquirir equipos móviles pesados como la
retroexcavadora y el camión succionador, que son equipos que no
posee la planta y que se encuentran contratados; de acuerdo a su
porcentaje de uso calculado (ver Tabla 11) son necesarios en las
labores de limpieza de las distintas áreas operativas. Otros equipos
como la grúa de 8 t y el payloader son equipos que la planta posee (ver

70
U
N E X P
O
Tabla 5), pero al parecer es necesario para la empresa contratar más de
estos equipos pues la cantidad que posee no es suficiente.
Para la evaluación económica se realizó un Análisis de Precio Unitario
(APU), de tal manera de conocer el precio por hora de un equipo nuevo
teniendo en cuenta:
El precio de los materiales.
El precio de mantenimiento preventivo del equipo.
El precio de los operadores de equipos pesados.
El costo del seguro del equipo
Los costos administrativos y gastos generales.
Una vez calculado el costo por hora del equipo, se compara con el
precio por hora del equipo contratado y se realiza la evaluación
económica, teniendo en cuenta indicadores como la tasa interna de
retorno y la eficiencia de la inversión que mostrará si es factible para la
empresa adquirir ese equipo o seguirlo contratando. Como ejemplo se
muestra el siguiente:
En vista de que la retroexcavadora es un equipo muy utilizado en la
empresa CVG BAUXILUM para las labores de limpieza, el Análisis de
Precio Unitario se realizó para determinar el costo por hora de utilización
del equipo y compararlo con el precio por hora de la retroexcavadora
contratada de la empresa (Electrycom). Los costos de los materiales
utilizados y los costos de mantenimiento se pueden verificar en el
anexo 1 y 4 respectivamente. Los sueldos de los operadores de equipos
pesados se tomaron de la Convención Colectiva de Trabajo de
Bauxilum 2005.
71
U
N E X P
O
Una vez que se realizó el APU de la retroexcavadora (ver Apéndice 11),
el resultado fue que el costo por hora de este equipo es Bs. 28122,00 y
comparándolo con el precio de la hora de alquiler (Bs. 67632,00), la
diferencia entre precios es de Bs. 39.511,00; esta diferencia significaría
el ahorro de la empresa en caso de adquirir una retroexcavadora (ver
Apéndice 12).
Para la evaluación económica de adquisición de la retroexcavadora se
debió calcular primero la vida útil del equipo:
Donde:
12000 h es la vida útil prevista por el fabricante (obtenido del manual
Caterpillar) para trabajos en condiciones severas. 251.72 es el número
de días al año que deberá laborar la retroexcavadora y 8 horas diarias
es la jornada laboral en la empresa. El resultado dio que el equipo tiene
un estimado de vida útil de 6 años teniendo en cuenta la correcta
ejecución de su mantenimiento preventivo.
La evaluación económica dió como resultado que la tasa interna de
retorno es de 15,1 % y que la eficiencia de la inversión es mayor o igual
a 1 por lo que se considera que el proyecto de adquisición del equipo es
rentable para la empresa (ver Apéndice 13).
De igual manera se realizó la evaluación económica para los otros 3
equipos contratados de CVG BAUXILUM y en los 3 casos los resultados
fueron que no se considera factible para la empresa la adquisición de
estos equipos (ver Apéndice 13).
Vida útil del equipo = 12000 h / (251.72 días/año * 8 h/día) = 5.96 ~ 6 años
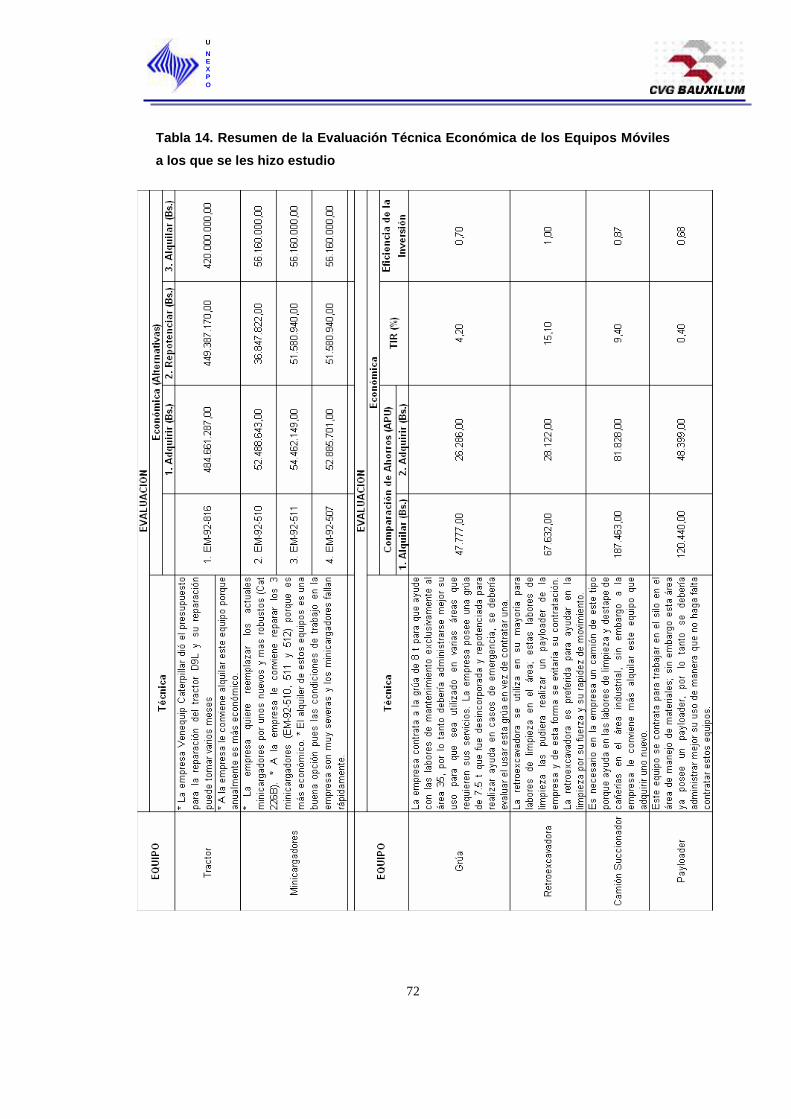
72
U
N E X P
O
Tabla 14. Resumen de la Evaluación Técnica Económica de los Equipos Móviles
a los que se les hizo estudio

73
U
N E X P
O
CONCLUSIONES
Por lo anteriormente expuesto se puede concluir lo siguiente:
1. La empresa no posee un historial de mantenimiento
preventivo y correctivo adecuado, por lo tanto el libro de
mantenimiento carece de información completa y veraz.
2. La empresa posee el número de Equipos Móviles Pesados
adecuado para la realización de las labores de mantenimiento
en la planta porque es lo que indica el porcentaje de
utilización de los mismos.
3. Debido a que muchos de los equipos móviles pesados propios
son prácticamente nuevos (menos de 5 años), muchos de
ellos se encuentran en buenas condiciones de uso.
4. Los equipos móviles pesados contratados son viejos y
estuvieron en mantenimiento correctivo durante mucho
tiempo, dejando de realizar sus actividades en la planta.
5. Según la Evaluación Económica realizada, a la empresa le
conviene realizar alquileres anuales del Tractor D9L pues es
más económico. A su vez, le favorece más adquirir
minicargadores en vez de alquilarlos o repararlos.
6. De acuerdo a la Evaluación Económica realizada a la
empresa le es factible adquirir una retroexcavadora para las
labores de limpieza, mientras que le conviene seguir
contratando la grúa, el camión succionador y el payloader.

74
U
N E X P
O
RECOMENDACIONES
En base a los resultados y conclusiones se recomiendan las
siguientes acciones:
1. Tener un control automatizado del historial de mantenimiento
tanto preventivo como correctivo de los equipos.
2. Mantener el número de Equipos Móviles Pesados Propios que
posee CVG Bauxilum, puesto a que éstos son los necesarios
para cumplir con la carga de trabajo.
3. Adquirir una retroexcavadora para las labores de limpieza en
la planta.
4. Como en la empresa se realiza la repotenciación de equipos
móviles desincorporados, administrar su uso para que ayuden
en las labores de mantenimiento en las áreas y así evitar que
se alquilen equipos.
5. Alquilar un tractor D9L anualmente cuando sea necesario y
adquirir 3 minicargadores para sustituir los que actualmente
tiene la empresa.
6. Antes de realizar el alquiler de equipos, verificar su estado
general de tal manera que no se contraten equipos
excesivamente viejos que puedan fallar continuamente.

75
U
N E X P
O
BIBLIOGRAFÍA
1. KRICK, Edward. (1991). INGENIERÍA DE MÉTODOS. Editorial
Limusa. México.
2. MAYNARD, H. (1.996). MANUAL DEL INGENIERO
INDUSTRIAL. México: Editorial McGraw-Hill. Primera Edición.
3. NIEBEL. (1.990). INGENIERÍA INDUSTRIAL. MÉTODOS
TIEMPOS Y MOVIMIENTOS. México: Editorial Alfaomega.
4. ROJAS DE NARVAEZ, Rosa (1997). ORIENTACIONES
PRÁCTICAS PARA LA ELABORACIÓN DE INFORMES DE
INVESTIGACIÓN. Puerto Ordaz. Ediciones UNEXPO. Segunda
edición, 239 Pág.
5. TARQUIN, A. (1992). INGENIERÍA ECONÓMICA. Editorial Mc
Graw Hill. Tercera Edición. México.
6. THUESEN, H. (1986). INGENIERÍA ECONÓMICA. Prentice-Hall
Hispanoamérica, S.A. México.
7. MANUAL CATERPILLAR. (1999) Editorial Mc Graw Hill.

76
U
N E X P
O
ÍNDICE
PÁGINA
AGRADECIMIENTO VI RESUMEN VII INTRODUCCIÓN 1
CAPÍTULO I 3
GENERALIDADES DE LA EMPRESA 3
1 RESEÑA HISTÓRICA 3
2 MISIÓN 4
3 VISIÓN 4
4 PRINCIPIOS Y VALORES 4
5 FUNCIÓN 5
6 OBJETIVO 5
6.1 OBJETIVOS ESPECÍFICOS 6
7 POLÍTICA DE CALIDAD 7
8 CVG BAUXILUM PIJIGÜAOS 7
8.1 UBICACIÓN GEOGRÁFICA 8
8.2 EL YACIMIENTO DE BAUXITA 8
8.3 PROCESO PRODUCTIVO 10
9 CVG BAUXILUM MATANZAS 11
9.1 PROCESO BAYER 11
9.2 ÁREAS OPERATIVAS 14
10 DESCRIPCIÓN DEL ORGANIGRAMA DE LA EMPRESA 15
CAPÍTULO II 21
EL PROBLEMA 21
1 PLANTEAMIENTO DEL PROBLEMA 21
2 OBJETIVO DE LA INVESTIGACIÓN 22
2.1 OBJETIVO GENERAL 22
2.2 OBJETIVOS ESPECÍFICOS 23
3 JUSTIFICACIÓN E IMPORTANCIA 24
4 DELIMITACIÓN 24
5 LIMITACIONES 25
6 ALCANCE 25

77
U
N E X P
O
CAPÍTULO III 26
MARCO TEÓRICO 26
1 OPERACIONES DE MANTENIMIENTO 26
2 TIPOS DE MANTENIMIENTO 29
2.1 MANTENIMIENTO CORRECTIVO 29
2.2 MANTENIMIENTO PREVENTIVO 29
2.3 MANTENIMIENTO PREDICTIVO 30
3 PARÁMETROS DE MANTENIMIENTO 31
4 FACTOR DE DISPONIBILIDAD 33
4.1 CARACTERÍSTICA DE LA DISPONIBILIDAD 34
5 PORCENTAJE DE UTILIZACIÓN 34
6 CARGA DE TRABAJO DEL EQUIPO 34
6.1 TIEMPO DISPONIBLE REAL DEL EQUIPO 35
7 MUESTREO 35
7.1 PROCEDIMIENTO DEL ESTUDIO DE MUESTREO DEL
TRABAJO 36
8 EVALUACIÓN ECONÓMICA 37
8.1 VALOR PRESENTE NETO 38
8.2 COSTO ANUAL UNIFORME EQUIVALENTE 38
8.3 DETERMINACIÓN DEL COSTO MINIMO DE VIDA ÚTIL 39
8.4 TASA INTERNA DE RETORNO 40
8.5 ANALISIS DE PRECIO UNITARIO (APU) 40
9 DEPRECIACIÓN POR CONSERVACION O MANTENIMIENTO
(DMAN). 42
10 DEPRECIACIÓN POR MERCADO (DMERC) 42
11 DEPRECIACIÓN POR TECNOLOGÍA (DTEC) 43
CAPÍTULO IV 44
MARCO METODOLÓGICO 44
1 TIPO DE ESTUDIO 44
2 POBLACIÓN Y MUESTRA 45
3 PROCEDIMIENTO 45
4 MATERIALES Y EQUIPOS 47
CAPÍTULO V 49
SITUACIÓN ACTUAL 49
1 ACTIVIDADES DE LOS EQUIPOS PESADOS PROPIOS 50
1. Grúas Hidráulicas 50
2. Montacargas 51

78
U
N E X P
O
3. Camiones 51
4. Cargadores Frontales 51
5. Minicargadores Frontales 52
6. Tractores D9 52
7. Barredora 52
2 ACTIVIDADES DE LOS EQUIPOS PESADOS CONTRATADOS 52
1. Grúa Hidráulica de 8 t 52
2. Retroexcavadora 52
3. Camión succionador 52
4. Cargador Frontal 53
3 SITUACIÓN DE LOS EQUIPOS MÓVILES PESADOS PROPIOS DE
CVG BAUXILUM. 53
CAPÍTULO VI 56
ANÁLISIS DE RESULTADOS 56
1 DETERMINACIÓN DE LA DISPONIBILIDAD DE LOS EQUIPOS 56
1.1 ANÁLISIS DE LA DISPONIBILIDAD OBTENIDA 58
2 DETERMINACIÓN DEL PORCENTAJE DE UTILIZACIÓN DE LOS
EQUIPOS DE TRANSPORTACIÓN EN LAS ACTIVIDADES DE
MANTENIMIENTO. 58
2.1 CÁLCULOS ESTADÍSTICOS PARA DETERMINAR LA
REPRESENTATIVIDAD DE LA MUESTRA 59
3 CÁLCULO DE LA FLOTA ÓPTIMA REQUERIDA 61
4 DETERMINACIÓN DEL PORCENTAJE DE UTILIZACIÓN DE LOS
EQUIPOS MOVILES PESADOS CONTRATADOS. 63
5 EVALUACIÓN TÉCNICA DE LOS EQUIPOS MÓVILES PROPIOS Y
CONTRATADOS 66
5.1 EQUIPOS PROPIOS 66
5.2 EQUIPOS CONTRATADOS 66
6 EVALUACIÓN ECÓNOMICA 67
7 EVALUACIÓN ECÓNOMICA PARA ADQUISICIÓN DE EQUIPOS
NUEVOS 69
CONCLUSIONES 73
RECOMENDACIONES 74
BIBLIOGRAFÍA 75

79
U
N E X P
O
AGRADECIMIENTO
A la Empresa CVG BAUXILUM Matanzas, por darme esta gran oportunidad
de poner en práctica mis conocimientos y de poder aprender realmente lo
que significa estar en el área de trabajo.
A mi tutora industrial, Señora Adelia Cones y al jefe de proyectos, señor
Ildemaro Yépez, por su apoyo, dedicación, conocimiento y sobre todo por
su sinceridad al momento de decirme y enseñarme las cosas para poder
realizar este trabajo.
A mi tutor académico, Ing. Andrés Blanco por su amistad y por haber
aceptado ser mi guía en la elaboración de mi informe de pasantía.
A todos mis queridos amigos de la Gerencia de Ingeniería Industrial y a mis
compañeros de pasantía, por su gran contribución y apoyo durante este
tiempo que compartí a su lado.
A todo el personal que labora en Taller Automotriz por tratarme con tanta
amabilidad y sobre todo por ayudarme a cumplir con el objetivo de este
estudio.
A mi familia, en especial a mi Madre, por estar siempre pendiente de mis
estudios y de velar por mis necesidades cada día que pasa.
A todos mis amigos y compañeros de la universidad, por los momentos y
experiencias vividas.
GRACIAS!
A todos por su ayuda

80
U
N E X P
O
Sivo Garcia, Michele. (Mayo 2006). Evaluación Técnico-Económica de
la flota de Equipos Móviles Pesados Propios y Contratados de CVG
BAUXILUM Matanzas. Informe de Trabajo de Grado. UNEXPO. Vice-
Rectorado Puerto Ordaz. Departamento de Ingeniería Industrial. Tutor
Académico: Ing. Andrés Blanco. Tutor Industrial: Ing. Adelia Cones.
RESUMEN
En el presente Trabajo de Investigación se realizó la Evaluación
Técnica-Económica de la flota de Equipos Móviles Pesados Propios y
Contratados de la empresa CVG BAUXILUM Matanzas mediante el
cálculo de la flota óptima necesaria tomando en cuenta el tiempo
promedio de uso y la jornada total de trabajo anual para así realizar el
cálculo del requerimiento. Se evaluó el factor de mantenimiento, se
verifico la edad y horometro de los equipos; estos datos sirven de
referencia para saber como es la situación actual de cada equipo con la
finalidad de realizar un análisis y evaluar las posibles soluciones de:
Reparar, Adquirir un equipo nuevo, o Alquilar. El estudio efectuado fue
de tipo evaluativo-descriptivo y de investigación aplicada. Los resultados
indican que son nueve (9) los equipos a los que se realizó una
evaluación económica para garantizar que la alternativa seleccionada
sea lo más rentable posible para la empresa.
Palabras Claves: Equipos Móviles Pesados. Requerimiento. Factor de
Mantenimiento. Porcentaje de uso. Depreciación de Ross. Evaluación
Económica. Análisis de Precio Unitario.