indice - tesis.ipn.mxtesis.ipn.mx/jspui/bitstream/123456789/10375/1/1428 2005.pdf · introduccion...
TRANSCRIPT

INDICE
INTRODUCCION……………………………………...........………………………………….1 OBJETIVO GENERAL………………………...........…………………………………………2 OBJETIVOS ESPECIFICOS………………………………..........………………………..3 JUSIFICACION…….………..…………..........……………………………………………….4 ALCANCE……………………………………………………………..........………………………5 ANTECEDENTES……………………………………………..........…………………………..6 METODOLOGIA…………………………………………............…………………………….8
CAPITULO 1 DIAGNOSTICO………………………...9
1.1 DIAGNOSTICO..................................................................9 1.2 FUNCION DEL DEPARTAMENTO DE ROTABLES......................12 1.3 CARACTERISTICAS A EVALUAR..........................................13
CAPITULO 2. ANALISIS…………………………….16
2.1 PERDIDAS OCASIONADAS POR EL PERSONAL……………….16 2.2 FORMULACION DE HIPOTESIS………………………..……………...15
2.3 PLANIFICACION DE LA PRODUCCION………..…….…………….17 2.4 ESTUDIO DE LA RACIONALIZACION DE LOS MOVIMIENTOS……….………………………………………………..……..17
2.5 COMPONENTES DE LOS PROCESOS……………………………….18 2.6 DIAGNOSTICO DEL PROCESO…………………………………………19 2.7 PROCESO………………………………………………………………………….21 2.8 REPARACION BAJO GARANTIA….………..………………………….21 2.9 MEDICION DEL TRABAJO…………………………………………………22 2.10 DESCRIPCION DEL PROCESO DE REPARACION…………..22 2.11 EJECUTIVOS……………………………………………………….………….24
2.12 IDENTIFICACION DE PROVEEDORES CONFLICTIVOS………………………………………………………………24 2.13 POLITICAS……………..……….…………………………………………...25 2.14 EVALUACION….…………….………………….………………………..…26
CAPITULO 3 PROCEDIMIENTO…………………..31 3.1 PROCEDIMIENTO RECOMENDADO…….……………………………31 CONCLUSIONES Y RECOMENDACIONES………56
ANEXOS……………….…………………………………58
ANEXO 1 LINEAMIENTOS DE CALIDAD A CONSIDERAR……………………………………………………..………………...59 ANEXO 2 PROPIEDADES DE LOS PROCESOS……………………..67 ANEXO 3 POLITICA GPC 2000……….………………………………….…70 ANEXO 4 TABLA DE PROVEEDORES CONFLICTIVOS EN EL 2007…………………………………………........74
GLOSARIO DE TERMINOS………………………….75 BIBLIOGRAFIA…………………………………….….77
INTRODUCCION
Este trabajo pretende reducir las demoras en el retorno de las
unidades que se envían a talleres externos mediante la identificación
de las causas internas que las producen, ya que se planea ocupar en
aquellas que se pueden controlar. También se analizará a aquellos
proveedores con los cuales a lo largo de un año se han detectado se
tienen mas problemas para poder cumplir con el objetivo de regresar
las unidades en el menor tiempo posible.
Este trabajo también toma en cuenta la importancia del factor
humano en este proceso y las políticas de calidad así como la
evaluación del proceso ya existente para poder realizarle mejoras o
generar otro.
Toda aerolínea debe de llevar un control minucioso con los
componentes rotables, debido a que estas en la mayoría de las veces
son enviadas a talleres externos para su reparación porque en México
no existen muchas empresas que tengan las capacidades. Ese es uno
de los motivos por los cuales las empresas deben de planear sus
inventarios y buscar proveedores estratégicos para poder realizar las
reparaciones de estos componentes y cubrir aquellos requerimientos
críticos que se le presenten; pero en la realidad esto es difícil de
lograr debido a que siempre hay la posibilidad de que produzca una
contingencia. Por eso, es necesario que el área encargada de estas
actividades tenga una planeación de tiempos de reparación y en ellos
contemple los tiempos producidos por embarque de ida y regreso,
cabe señalar que esto también varía dependiendo el tipo de material,
por ejemplo, hay unidades que no pueden ser enviadas por vía aérea
y se envían vía terrestre.
Los problemas que se generan porque un componente no llegue en
tiempo y forma a la empresa, producen costos por demoras en los
vuelos, costos por cancelación de vuelos, rentas de unidades para
cubrir el requerimiento, intercambios, horas extras en el personal y
afectación en la planeación de los servicios de mantenimiento. Ahora
bien, este tipo de afectaciones se puede disminuir de manera
significativa si se analiza.
2

OBJETIVO GENERAL
Este trabajo tienen como objetivo establecer un procedimiento para
disminuir las demoras en todos aquellos componentes rotables que
son enviados a reparación en los talleres externos por una Compañía
Aérea, tomando en cuenta los diferentes lineamientos y medidas de
gestión de calidad recomendadas.

OBJETIVOS ESPECIFICOS.
Realizar un diagnóstico de las causas que producen demoras en
los tiempos de reparación de los componentes.
Analizar los Aspectos de Seguimiento Continuo.
Encontrar los proveedores más conflictivos que trabajan con la
Compañía.
Encontrar soluciones para evitar este tipo de situaciones.
JUSTIFICACION
El presente trabajo se realiza a fin de encontrar las causas que
generan las demoras en el retorno de unidades rotables procedentes
de reparación en talleres externos y así poder tomar las medidas
correspondientes para reducir esos tiempos y de manera secundaria
perfeccionar el proceso de control que actualmente se lleva acabo en
el Área encargada de esta tarea de la Compañía, tomando en cuenta
los diferentes lineamientos y medidas de gestión de calidad
recomendadas.
Este departamento es en la cadena de suministro de material para el
área de mantenimiento substancial; pero a su vez, no tiene la
importancia que debería debido a que actualmente se encuentran con
menos dos ejecutivos, por lo cual este trabajo también pretende que
se analice si en realidad ese personal con el que no cuenta el área era
o no indispensable.
Así como pretende resaltar cuales son los talleres externos con los
que hay que tener un seguimiento mas estrecho debido a que son
con los que se ha tenido más renuencia a cumplir con los tiempos
establecidos.
Identificando las razones que generan la demora en el retorno de las
unidades, esta área podrá apoyarse en este trabajo para implementar
algunas soluciones ofrecidas a continuación.

ALCANCE
Este trabajo pretende encontrar las causas por las cuales se generan
las demoras en el retorno de componentes rotables y solo va dirigido
a la área encargada de las reparaciones de los componentes rotables
de cualquier empresa de aviación.

ANTECEDENTES.
Los primeros antecedentes que se conocen sobre los componentes
rotables se encuentran dentro de la historia de las dos compañías
aéreas mas fuertes de nuestro país, ya que una de estas se ha
mantenido firme desde los años 30 del siglo XX cuando se da el inicio
de trasporte de pasajeros vía aérea en México. A finales de 1924 este
tema se fortalecía aun más con el aumento de la flota que por lo
tanto necesitaría más equipo, más partes y más componentes para
las aeronaves que se incorporaban. En 1957 estos componentes se
necesitaban para la ayuda de el DC-7C, estas aeronaves
presentaban problemas con sus motores y en algunas ocasiones
tenían que volar con un motor parado. Con el crecimiento continuo de
estas empresas se llega a brindar un servicio a terceros el cual es de
gran importancia para las empresas del ramo aeronáutico y las cuales
necesitarían de un proveedor que diera mantenimiento a sus
aeronaves o en su caso a sus componentes. En la actualidad las
empresas aéreas se han destacado por su eficiencia en la calidad del
servicio que ofrece y por lo tanto el prestigio que generan, es por
esto que los valores de cada uno de sus elementos son día a día de
mayor importancia para brindar la confianza que los clientes buscan.
La empresa de la cual hablamos es importante a nivel mundial; y uno
de los factores que han hecho que continué, es el que ha
comprendido y sabido adaptarse a los cambios del mercado
aeronáutico. Para que una empresa pueda permanecer en la
preferencia de los consumidores es necesario que esta cubra las
necesidades que ellos tienen.

Ahora bien si mencionamos que en algunas aerolíneas no consideran
la forma correcta en que se debe de dar seguimiento a los
componentes rotables, ocasionando incidentes y accidentes por no
tener un control preciso en el área correspondiente. A esta clase de
componentes se les controla de manera estricta, por lo tanto, el
tener un departamento específico de componentes rotables nos da
como resultado un control preciso y un tiempo mínimo en las
reparaciones en los diferentes talleres con los que se cuenta. Para
que sean recuperados y puestos en condiciones de operación; por
ello es necesario implementar un sistema que ayude a mantener los
componentes en el menor tiempo.
El lograr que el departamento encargado de esta tarea aumente su
productividad le permitirá obtener mejoras fundamentales dentro de
la organización optimizando la utilización de los trabajadores y del
equipo. La mejora en la eficacia del equipo y en las actitudes de los
empleados son elementos claves en la mejora global dentro de la
empresa. Es importante mencionar que este departamento cuenta
con un manual de procedimientos internos en el cual nosotros nos
estamos basando para poder tener un panorama más amplio.

METODOLOGIA La metodología utilizada para efectuar este procedimiento fue utilizar
como referencia el manual de procedimientos internos con el cual
cuenta actualmente la empresa además de recopilar documentación e
información de los proveedores mas conflictivos que brindan el
servicio de reparación, además mediante la concientización de la
importancia del factor humano, el análisis de tiempos y análisis de
proveedores se podrá conocer el estado real del departamento de
rotables así como se conseguirá crear un procedimiento adecuado.
Se recabo información del manejo del manual de procedimientos
internos para tener un enfoque más amplio de este, así como los
tipos de reparación mas solicitados.
Adicional a esto se recabo información de las funciones de un
ejecutivo de rotables con la cual se podrá entender las actividades
incluidas en el proceso de reparación de un componente rotable y así
se podrá obtener un diagnóstico del estado actual de esta área y de
esa forma se podrán realizar las mejoras correspondientes al
procedimiento ya existente o la creación de otro. Se trata de analizar
el nivel de conocimiento del área en cuanto a los problemas, así como
el grado de integración de los elementos que forman la estructura
funcional de ella.
Todo lo mencionado se efectuó con la finalidad de tener una
perspectiva general tanto de la documentación que se maneja así
como de la labor específica de los ejecutivos de rotables.
Lo anterior tuvo como fin establecer un criterio que nos permita
unificar y elaborar un procedimiento aceptable y adecuado que sea
fácil de implementar en un taller reparador externo.

CAPITULO 1 DIAGNOSTICO
1.1 DIAGNOSTICO El problema que tratamos de resolver es el encontrar la manera de
mejorar el procedimiento que lleva el departamento de Rotables para
poder reducir los tiempos excesivos en cierto tipo de componentes
que son enviados a reparación a talleres externos lo que se traduce
en una reducción de costos y demoras producidas por la falta de
estas unidades; y encontrar la importancia que el recurso humano
lleva dentro de este proceso.
Es importante destacar que el buen funcionamiento de las aeronaves
es fundamental para la industria aeronáutica mundial. A medida que
el tránsito aéreo y los estrictos requisitos de los horarios comerciales
imponen mayores exigencias respecto a la utilización de las
aeronaves, también aumentan las demandas y las presiones sobre las
operaciones de mantenimiento, para obtener servicios a tiempo,
tendencias que evidentemente continuarán.
Dentro de la Jefatura de Administración Rotables se llevan a cabo
procesos de administración y control que tienen como finalidad la
distribución de componentes y/o accesorios, de los cuales no se tiene
capacidad interna; hacia los diferentes talleres reparadores u OEM’s,
(Ver glosario de terminos), teniendo con ello la responsabilidad de
seleccionar, enviar y dar seguimiento en tiempo y forma para su
reparación, intercambio y/o renta, así como el seguimiento de las
garantías de unidades nuevas para mantener la disponibilidad
oportunamente en el Almacén Rotables.

En los componentes rotables, las reparaciones muchas veces se
efectúan en talleres en el extranjeros por lo cual al tiempo que se
tarda un taller en la reparación, se tiene que considerar el tiempo de
traslado de la aerolínea al taller y de regreso, por lo cual se debe de
llevar un control más cuidadoso para poder evitar que los
requerimientos críticos afecten la producción. Entonces si
consideramos que una aerolínea debe de contar con estos
componentes a tiempo, esto redunda en aspectos clave: mejora
sustancial de la eficacia operacional y de control; optimización de
planificaciones y previsiones así como supervisiones; sin embargo, un
punto que se debe de tomar en cuenta es el hecho de que esta área
actualmente están trabajando 5 personas encargadas de toda la flota
perteneciente a la Compañía y las unidades que provienen de los
Servicios a Terceros; en los análisis que se llevarán acabo se podrá
corroborar si el área tiene el número de personas necesarias para
cumplir con la producción.
El departamento de Rotables es el área a la que se dirige nuestro
análisis, debido a que el control y hasta cierto punto la logística para
estos componentes son llevados desde aquí. Por lo cual se propone
estudiar los procedimientos para así poder perfeccionar el proceso de
control que lleva acabo el área de Rotables con los componentes
enviados a los talleres externos.
Al realizar un análisis sencillo se encontraron 2 fuentes que producen
las demoras son:
1. Las que pueden ser imputables al que proveedor el servicio.
Falta de retroalimentación por parte del proveedor.
Falta de material para poder realizar la reparación.
Duplicación de facturas para la misma unidad.
Mala facturación por parte del proveedor que origina en algunos
casos el retraso de los pagos.
Envío de unidades sin la papelería correspondiente que origina que
estas no puedan ser liberadas en la aduana.
2. Las que se pueden imputar al cliente.
Falta de seguimiento por parte del ejecutivo encargado.
Aprobación de las cotizaciones fuera de tiempo.
Falta de personal capacitado para realizar estas labores.
Falta de seguimiento interno para conseguir algún visto bueno
o aprobación por parte de miembros de otras áreas
pertenecientes a la Compañía.
Exceso de actividades a realizar.
Falta de personal.
Falta de capacitación al personal encargado de esas
actividades.
Retrasos de pago de las facturas emitidas por parte del
proveedor, que origina que congelen nuestros créditos y por
tanto no entreguen nuestras unidades hasta después de
efectuado el pago.
Como se puede ver el cliente es responsable de la mayoría de las
causas que dan pie a una demora, es por eso que se pretende
entender, evaluar, proponer y mejorar el proceso interno del área
responsable que controla estos componentes también porque este
proceso lo podemos controlar nosotros.
1.2 FUNCIONES DEL DEPARTAMENTO DE ROTABLES
Es el encargado de llevar la logística de almacenaje, envió y
reparación de componentes en talleres externos, con el fin de
tenerlos disponibles en condiciones de servicio, cuando estos sean
solicitados por las diferentes áreas de producción.
• Emiten, controlan y dan seguimiento a todas las órdenes de
reparación de los componentes rotables destinados a ser
enviados a talleres externos.
• Se encarga de tramitar y dar seguimiento a las rentas de los
rotables necesarias tanto para la Compañía como para
terceros, cuando no se encuentran disponibles en el almacén.
• Es el departamento responsable de procesar las facturas de los
servicios proporcionados por los talleres externos para el pago
oportuno de las mismas.
• Mantener informados a las áreas productivas de la
disponibilidad de los componentes que por el momento se
encuentren agotadas.
• Asegurar que los embarques de las unidades se den en el
menor tiempo posible.
• Se lleva un seguimiento cercano del registro en el sistema de
todas aquellas reparaciones que fueron efectuadas en talleres
externos.
1.3 CARACTERISTICAS A EVALUAR
El análisis de este proceso inicia evaluando los siguientes puntos. Los
cuales son:
Análisis de tiempos por ejecutivo
Identificación de proveedores problemáticos
Para este proceso es importante considerar todas aquellas
actividades que requieran de alguna inversión de tiempo que sea
considerable de tomar en cuenta, para poder agregarlo a la
estadística.
El Manejo de las Ordenes de Reparación Solicitadas por Terceros: Su
control se lleva de la misma manera que las unidades propiedad de
la Compañía, con la diferencia de que las unidades de terceros desde
su recepción u origen en el sistema se identifican como
pertenecientes a otra Compañía.
La Compañía tiene firmado contratos y acuerdos con talleres para la
reparación de componentes rotables; debido a que tiene una variedad
en los modelos de su flota la cantidad de los talleres con los cuales
trabaja es grande.
Estos contratos con talleres externos son fundamentalmente
efectuados porque a pesar de que la Compañía tiene capacidad de
reparación para muchas de las partes que envía a talleres externos,
también es cierto que las siguientes razones por las cuales se envían
estas unidades fuera son las siguientes:

FALTA DE MATERIALES EN EL MERCADO.
FALTA DE MATERIALES A NIVEL TALLER INTERNO DE LA
COMPAÑÍA.
FALTA DE BANCO DE PRUEBA.
FALTA DE CAPACIDAD DE REPARACION.
EXCESO DE CARGA DE TRABAJO.
Es por esta razón que el departamento encargado debe de tener un
control y un seguimiento estricto de aquellas unidades que se envía a
reparar al exterior y la respuesta de los mismos para poder brindar
tanto a los clientes externos como internos un servicio de calidad (Ver
Fig. 1). La calidad como ya se ha comentado es un factor importante
para las empresas que brindan algún servicio a la comunidad, y en el
caso de una aerolínea es mas importante por el tipo de riesgos que
esta clase de actividades conlleva.
Figura 1. Control y Seguimiento de los Componentes.
NECESIDADES
REQUISITOS ESPECIFICACIONES
TECNICAS
NORMAS
CLIENTE
REPARACION
La asignación a los talleres reparadores: Se revisa que esta decisión
sea con base a la lista de proveedores / talleres reparadores
aprobados.
• La elaboración de las órdenes de reparación se lleve
satisfactoriamente: Las Órdenes de Reparación se elaboran
basándose en los reportes emitidos por los mecánicos que
remueven las unidades y son enviados a los ejecutivos
encargados de acuerdo al flota de responsabilidad, con apego a
las políticas fijadas con anticipación.
• Pagos: Los términos de pago siempre deberán de aparecer en
la Orden de Reparación, en el espacio destinado para ello, los
cuales pueden ser de tres tipos.
-Crédito (neto 30, 60, 90 días).
-Pago por adelantado.
-Convenio.
• Texto del Trabajo a Efectuar: los trabajos o tipo de reparación a
efectuar se define principalmente de la falla que se mencione.
En la actividad aeronáutica el factor humano tiene un rol decisivo en
la generación de los accidentes de aviación. En nuestro caso el factor
humano es indispensable ya que si el personal de esta área esta
motivado y bien capacitado puede ocasionar desde que se reduzca el
tiempo de reparación de una unidad, así como que se reduzca el
costo de la misma o hasta que no se pague (esto es en el caso de las
unidades que están bajo garantía)
CAPITULO 2 ANALISIS.
2.1 PERDIDAS OCASIONADAS POR EL PERSONAL
La empresa se ha enfrentado a perdidas de dinero que es atribuible al
personal. Perdidas de dinero debido:
• Mala elección de un proveedor.
• Mal análisis de una cotización.
• Falta de capacitación.
• Falta de experiencia.
• Falta de seguimiento que ocasiona que un requerimiento
normal se vuelva crítico.
2.2 FORMULACION DE HIPÓTESIS.
La empresa actualmente se encuentra pasando por un periodo de
transición en el cual uno de los objetivos es la reducción de costos en
todos los rubros, y está realizando los estudios necesarios para
lograrlo; por lo cual, se esta tratando de evitar todos aquellos gastos
innecesarios en las operaciones.
Si lográramos eficientar el proceso de reparación de un componente
rotable y como resultado podremos reducir los tiempos de retorno
del componente, (con el fin de tenerlos disponibles en condición de
servicio cuando estos son solicitados por las diferentes áreas de
producción) se podrá tener un proceso con calidad en esta área de la
empresa.

2.3 PLANIFICACION DE LA PRODUCCION
El departamento a evaluar es un pequeño eslabón para la cadena de
abastecimientos de la empresa; el primer paso para poder llevar un
control de su producción es planificar las actividades de esta área.
Una vez establecido el plan general por parte de la administración, el
área de rotables debe elaborar una guía de procedimientos, plan de
acción, instrucciónes o lineamientos de calidad (Ver anexo 1)
consistente en la determinación sistemática previa de los fines a
alcanzar y de los medios (métodos y procedimientos) para cumplir
con el fin de la manera mas económica en combinación con el tiempo,
energía humana y de recursos materiales.
2.4 ESTUDIO DE LA RACIONALIZACION DE LOS
MOVIMIENTOS
La razón principal del análisis de los procesos es diagnosticar los
problemas y desarrollar planes de acción para su solución. Desde su
concepción, las empresas buscaron un aumento de la productividad.
La mejora continua de procesos es la fuente principal de estos
incrementos. Para lograr mejoras en los procesos existentes se hace
necesario analizarlos críticamente. Por lo tanto, un análisis crítico
comenzará con el estudio de la racionalización de los movimientos.
Pero antes de saber cómo se analiza un proceso debemos saber qué
es un proceso.
Un proceso es lo que las empresas hacen. Se puede pensar como una
caja negra en la que se produce una transformación, ingresa una
determinada cantidad de elementos (materiales, mano de obra,
metodologías, información, maquinaria, políticas de trabajo) y sale
uno o varios productos (bienes y/o servicios) con un mayor valor para
la empresa que los entrantes.
2.5 COMPONENTES DE LOS PROCESOS.
En cualquier proceso encontraremos una entrada, que en nuestro
caso sería las unidades fuera de servicio que necesitan reparación y
la documentación que viene con ellas y una salida, que son las
unidades serviciables disponibles en almacén. Además, sabemos que
el proceso puede ser tratado como un sistema cerrado influido por el
entorno.
La entrada del sistema incluye la hora a la que llega, el tipo de daño,
el inventario en almacén, el proveedor y la situación financiera con el
proveedor, pero en cualquier proceso el tiempo es un elemento
crítico. Es necesario medir la entrada para conocer la cantidad
necesaria para producir cierta salida. La salida de nuestro proceso es
el servicio con calidad que esta área brinda a las demás áreas de la
Compañía.
Hemos visto hasta ahora qué es lo que entra y qué es lo que sale de
un proceso. Es preciso entender también lo que sucede dentro del
proceso. Los detalles de cada proceso son diferentes, pero siempre
existen tareas, flujos e inventarios dentro de un proceso.
Las tareas son aquellas operaciones o actividades que describimos en
la definición de proceso, que agregan valor al producto. Los flujos son
generalmente de dos tipos: flujos de bienes o flujos de información.
Los flujos de bienes ocurren cuando los bienes son trasladados de un
sitio a otro. A veces se añade requieren personas o equipos para
mover los bienes. Los flujos de información, en cambio, se refieren a
aquellas instrucciones que pasan de un lugar, donde son generadas,
a otro, donde se utilizan.
Es conveniente considerar el entorno al analizar procesos. Las
condiciones económicas del entorno determinarán los costos de los
materiales, el personal, el capital, la energía y, por otro lado, el valor
de los productos terminados. El estado de la tecnología en el entorno
influye a través de los conocimientos, métodos, técnicas y bienes de
capital aplicables al proceso. Cuando se diseña un proceso casi
siempre es posible la elección de distintas tecnologías (software,
maquinaria, sistemas de control, accionamiento, transporte, etc.).
Esta elección determinará los entradas necesarios para producir un
determinado salida. Hay que tener en cuenta que el costo es
diferente para cada tecnología y los cambios de tecnología pueden
permitir alterar los costos del proceso o mejorar la calidad de los
productos.
2.6 DIAGNOSTICO DEL PROCESO
La técnica de descomposición y diagramado consiste en identificar,
actividad por actividad, las diferentes operaciones del proceso,
listarlas en un formulario y anotar para cada una de ellas el tipo de
actividad de que se trata. El resultado es una lista completa de
actividades secuencialmente en orden de ejecución en el tiempo,
junto con su tipo, lo que proporciona una base inicial para la crítica
posterior.
En base a lo descrito anteriormente empezaremos por estudiar al
ejecutivo en su lugar o mesa de trabajo, se busca la economía de

movimientos y energía para realizar una tarea, tendiéndose a
eliminar los movimientos inútiles o superfluos de ellos, ordenar la
secuencia de movimientos útiles explotando la ayuda de medios o
dispositivos auxiliares que logren un trabajo confortable y seguro.
En ciertas clases de operaciones, particularmente de ciclo muy corto
que se repiten miles de veces se examina con mayor detalle para
determinar donde es posible ahorrar movimientos y esfuerzos.
Finalmente, se estudian las influencias que podrían ejercer el entorno
económico y el entorno tecnológico. En el análisis del entono
económico, será vital fijarse en puntos como el costo medio, el costo
marginal, el punto de equilibrio, la oferta y la demanda, los precios y
la competencia. Por otro lado, en el análisis del entorno tecnológico
habrá que tener en consideración las distintas tecnologías para elegir
alguna de ellas, así como la complejidad del aparato, su precio, su
costo de mantenimiento, su vida útil. Todas ellas son variables de
análisis que se deben tener en cuenta al analizar un proceso o al
diseñar uno nuevo.
El Análisis de Procesos permite diseñar o corregir los procesos,
nuevos o existentes, para luego implantarlos. Hemos visto qué es un
proceso y cómo se analiza críticamente. En una etapa siguiente,
ahora que el proceso es bien conocido, será posible diagnosticar los
problemas y dilucidar soluciones prácticas. De este modo, cualquier
empresa tiene la posibilidad de mejorar su gestión.

2.7 PROCESO
En caso que se necesite ordenar una investigación por una falla en
particular o condición, el taller deberá proporcionar un reporte de
investigación a la Compañía. Ningún otro trabajo podrá efectuarse en
los componentes o investigación especial podrá realizarse si no existe
un consentimiento por escrito por parte de la Compañía y este será
cubierto por ella.
Después de que los trabajos han sido desarrollados, los componentes
serán regresados a la Compañía acompañados por la siguiente
documentación, si aplica:
-Release Certificate1 / Tarjeta de aprobación de Aeronavegabilidad
emitida por FAA o JAA
-Reporte de trabajos realizados
-Documentos de embarque
-Factura o copia de la misma.
2.8 REPARACION BAJO GARANTIA.
Las garantías de las reparaciones ofrecidas por los talleres
normalmente deben incluir:
-Garantías por defectos en materiales usados para la
reparación.
-El tiempo de garantía varía respecto a cada taller.
1 Es el certificado de aeronavegabilidad de un componente.

2.9 MEDICION DEL TRABAJO
Es la aplicación de técnicas para determinar el tiempo que invierte un
trabajador calificado en llevar a cabo una tarea definida efectuándola
según una norma de ejecución preestablecida. Una de las
características del estudio del trabajo moderno es la posibilidad de
fijar por adelantado con márgenes de error moderado, los tiempos
necesarios para ejecutar los diferentes movimientos. Se pueden
seguir muchas técnicas distintas desde las estimaciones hasta
técnicas normalizadas sin embargo todas tienen un punto en común:
utilizan un procedimiento más o menos establecido para determinar
el tiempo “normal” que debería llevar una tarea.
El estudio de métodos y la medición del trabajo están estrechamente
ligados .El primero se usará para reducir el contenido de trabajo de la
tarea u operación mientras que el segundo servirá para investigar y
reducir el tiempo improductivo y para fijar después las normas de
tiempo de la operación cuando se efectúe de forma ideal.
2.10 DESCRIPCION DEL PROCESO DE REPARACIÓN
Reparar e inspeccionar las unidades, el reemplazo o reparación de
algún defecto del componente y prueba necesaria para regresar el
producto a su condición aeronavegable de acuerdo al manual de
mantenimiento del componente editado por el O.E.M. (Ver
acrónimos).
La información técnica que pueda requerir el taller reparador son
todos aquellos conocimientos, datos, dibujos e información relativa
con los componentes a reparar, como son:
-Motivo de remoción (si se conoce)
-Precio de la unidad (para propósito aduanal)
-Número de parte.
-Número de serie
-Horas incluyendo si es posible:
Tiempos desde nuevo.
Tiempo desde su última reparación
-Si el componente estuvo envuelto en algún “incidente” o “accidente”
El TAT (Turn Around Time) dentro del cual trabajan los talleres
dependerá del tipo de componente del cual se esta hablando, y
empezará a contar a partir de que la unidad es recibida por el taller
con la documentación adecuada y termina el día en ellos embarcan
la unidad para que sea envía de regreso a las instalaciones de la
Compañía.
El TAT puede ser afectado por cualquiera de estas causas:
-Por demoras en la autorización de las actividades para la reparación
del componente.
-Por falta de partes para realizar la reparación
-Por falta de seguimiento.
-Porque en algunos casos la unidad se pierde.
2.11 EJECUTIVOS
Para dar soporte a la operación que se tienen hoy en día, se cuenta
con una distribución de trabajo en función del tipo de flota y código
ATA2; dividida entre 06 ejecutivos, que tienen bajo su responsabilidad
07 actividades básicas como se muestra continuación.
1. Recepción de reporte de mecánico, elaboración de pedido,
activación seguimiento y control de la reparación.
2. Actualización base de datos de pedidos.
3. Rastreo de guías.
4. Atención al listado de mínimos y de agotados.
5. Atención a discrepancias en recepción de material y en rechazo
de facturas.
6. Atención a clientes internos, externos y proveedores.
7. Archivo de Documentos.
Para brindar un mejor servicio a nuestros clientes internos, así como
fortalecer la comunicación con nuestros proveedores, hemos
desarrollado una metodología que involucra una relación entre
actividad, número de pedidos y número de proveedores para
determinar el tiempo necesario que se requerirá para atender una
cuenta de reparación de componentes.
2.12 IDENTIFICACION DE PROVEEDORES CONFLICTIVOS
Se realizo un análisis a la respuesta en tiempo dada por los talleres y
se busco un patrón común entre los proveedores que ocasionaban 2 ATA Air Transport Association

más problemas a la producción de la aerolínea, esto con el fin de
clasificar los diferentes motivos de las demoras y poder atacar
nuestro problema de manera más clara. El procedimiento que
seguimos para identificar los proveedores con los que mas
discrepancias se tiene; debido al tiempo y los factores que influyen en
regresar una unidad es el siguiente, la Compañía lleva un control con
todas las unidades enviadas a talleres externos con ayuda de una
base de datos, la cual nos indica el número de unidades.
Nosotros analizamos esa base filtrando los componentes que más
tiempo llevan en taller externo y el proveedor que las tiene. De
acuerdo a esto, encontramos a los seis proveedores más conflictivos
en los últimos dos años
Listado de los proveedores con los cuales se ha tenido mas problemas
con las unidades que se envían a sus instalaciones a reparar.
2.13 POLITICAS
GCP 2000: Airbus ha establecido una política de negocios bilaterales
entre el cliente y el proveedor y ha mantenido una administración y
facilitación el lugar para asegurar el éxito de este método de trabajo.
(Ver detalles en Anexo 3).
Los estándares de soporte de Airbus son especificados en el GCP
(General Condition of Purchase)3: (Condiciones Generales de
Compra). Los estándares de Airbus cubren:
Aprovisionamiento inicial.
Soporte mundial.
3 Política existente entre Airbus y los fabricante de los componentes que están instalados en sus aviones

Refacciones – tiempos de entrega estándares de tiempos de
entrega.
Tiempo de reparación de componentes (SPT4).
Precios de partes de refacciones - Protección estándar.
Garantías.
Confiabilidad y costos de mantenimiento garantizados.
Comunicación.
Otros Compromisos.
2.14 EVALUACION
Las siguientes tablas describen las actividades primarias y
secundarias que debe de realizar un ejecutivo en un día laboral de 8
horas, es importante mencionar que hay actividades que todos los
ejecutivos tienen que realizar y otras que se dividen para realizarlas.
ACTIVIDADES PRINCIPALES 1. RECEPCION DE REPORTE
2. IDENTIFICACION DE PROVEEDOR
3. ELABORACION DE PEDIDO
4. CAPTURA DE DOCUMENTOS
DENTRO DE ESTE PUNTO NO SE CONTEMPLAN TIEMPOS DE ANÁLISIS REQUERIDOS CON ÁREAS DE INGENIERÍA, ASEGURAMIENTO DE LA CALIDAD, SOPORTE TÉCNICO, MANTENIMIENTO MAYOR, PLANEACIÓN DE MATERIALES, COMPRAS TÉCNICAS, PROVEEDORES.
5. SEGUIMIENTO DE GUIA
6. LLAMADA DE SEGUIMIENTO
7. ESCRITURA DE EMAIL
CON TRANSPORTISTA PARA TOMA DE DECISIONES EN TIEMPO Y MOVIMIENTOS
8. ANALISIS DE COTIZACION
9. CAPTURA DE DOCUMENTOS A PEDIDO PARA PODER CONFORMAR EL EXPEDIENE DE LA UNIDAD
10. LLAMADA DE SEGUIMIENTO
11. SEGUIMIENTO DE GUIA
CON TRANSPORTISTA PARA TOMA DE DECISIONES EN TIEMPO Y MOVIMIENTOS
12. TRAMITE ADUANAL LIBERACION DE LA UNIDAD DE LA ADUANA
13. PROCESO PARA AUTORIZACION DE FACTURA
ES EL DOCUMENTO EXPEDIDO POR EL DEPARTAMENTO DE ROTABLES AL AREA ENCARGADA DEL PAGO A PROVEEDORES A AUTORIZAR LOS MONTOS DE LAS REPARACIONES.
TABLA 1 (A). DESCRIPCION DE ACTIVIDADES PRIMARIAS.
4 Por sus siglas en ingles – Shop Processing Time. Tabla 1(A) y 1(B). M.G.M (Manual General de Mantenimiento) Seccion de Actividades del Depto. De Rotables.
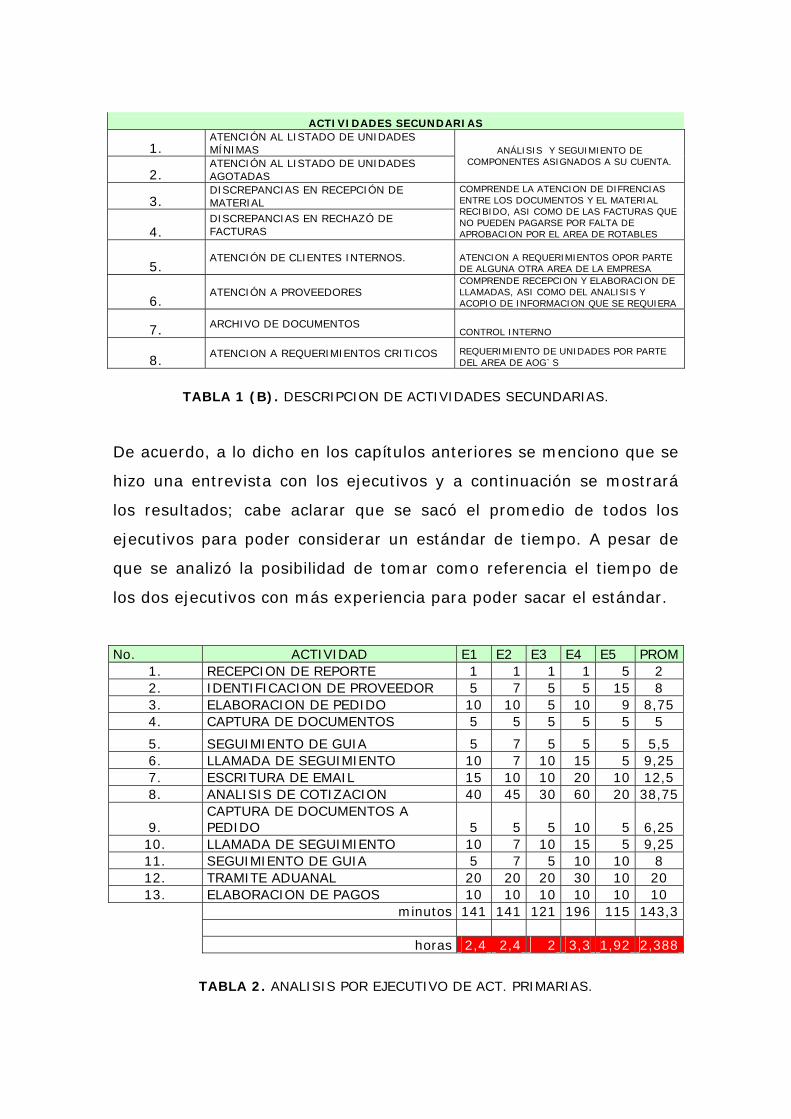
ACTIVIDADES SECUNDARIAS
1. ATENCIÓN AL LISTADO DE UNIDADES MÍNIMAS
2. ATENCIÓN AL LISTADO DE UNIDADES AGOTADAS
ANÁLISIS Y SEGUIMIENTO DE COMPONENTES ASIGNADOS A SU CUENTA.
3. DISCREPANCIAS EN RECEPCIÓN DE MATERIAL
4. DISCREPANCIAS EN RECHAZÓ DE FACTURAS
COMPRENDE LA ATENCION DE DIFRENCIAS ENTRE LOS DOCUMENTOS Y EL MATERIAL RECIBIDO, ASI COMO DE LAS FACTURAS QUE NO PUEDEN PAGARSE POR FALTA DE APROBACION POR EL AREA DE ROTABLES
5. ATENCIÓN DE CLIENTES INTERNOS. ATENCION A REQUERIMIENTOS OPOR PARTE
DE ALGUNA OTRA AREA DE LA EMPRESA
6. ATENCIÓN A PROVEEDORES
COMPRENDE RECEPCION Y ELABORACION DE LLAMADAS, ASI COMO DEL ANALISIS Y ACOPIO DE INFORMACION QUE SE REQUIERA
7. ARCHIVO DE DOCUMENTOS CONTROL INTERNO
8. ATENCION A REQUERIMIENTOS CRITICOS REQUERIMIENTO DE UNIDADES POR PARTE DEL AREA DE AOG`S
TABLA 1 (B). DESCRIPCION DE ACTIVIDADES SECUNDARIAS.
De acuerdo, a lo dicho en los capítulos anteriores se menciono que se
hizo una entrevista con los ejecutivos y a continuación se mostrará
los resultados; cabe aclarar que se sacó el promedio de todos los
ejecutivos para poder considerar un estándar de tiempo. A pesar de
que se analizó la posibilidad de tomar como referencia el tiempo de
los dos ejecutivos con más experiencia para poder sacar el estándar.
No. ACTIVIDAD E1 E2 E3 E4 E5 PROM 1. RECEPCION DE REPORTE 1 1 1 1 5 2 2. IDENTIFICACION DE PROVEEDOR 5 7 5 5 15 8 3. ELABORACION DE PEDIDO 10 10 5 10 9 8,75 4. CAPTURA DE DOCUMENTOS 5 5 5 5 5 5
5. SEGUIMIENTO DE GUIA 5 7 5 5 5 5,5 6. LLAMADA DE SEGUIMIENTO 10 7 10 15 5 9,25 7. ESCRITURA DE EMAIL 15 10 10 20 10 12,5 8. ANALISIS DE COTIZACION 40 45 30 60 20 38,75
9. CAPTURA DE DOCUMENTOS A PEDIDO 5 5 5 10 5 6,25
10. LLAMADA DE SEGUIMIENTO 10 7 10 15 5 9,25 11. SEGUIMIENTO DE GUIA 5 7 5 10 10 8 12. TRAMITE ADUANAL 20 20 20 30 10 20 13. ELABORACION DE PAGOS 10 10 10 10 10 10
minutos 141 141 121 196 115 143,3 horas 2,4 2,4 2 3,3 1,92 2,388
TABLA 2. ANALISIS POR EJECUTIVO DE ACT. PRIMARIAS.

Para obtener los valores de la tabla 2 se consideraron los tiempos de
todos los ejecutivos, realizando una serie de cinco valores de ellos
mismos y 13 actividades correspondientes, para posteriormente sacar
un valor promedio de los tiempos por ejecutivo y de los tiempos por
actividades. Una vez obtenidos estos valores se realiza la suma en
horas y minutos, el valor resultante será el promedio en controlar
una sola unidad enviada a taller externo, el cual es un tiempo de 2.38
horas.
De igual forma que en la Tabla 2, aplica para obtener un valor
promedio de las actividades secundarias (Tabla 3), solo que para
estas serán menos actividades a considerar.
ACTIVIDADES SECUNDARAS E1 E2 E3 E4 E5 PROM
1. ATENCIÓN AL LISTADO DE UNIDADES MÍNIMAS 5 7 5 5 8 6
2. ATENCIÓN AL LISTADO DE UNIDADES AGOTADAS 5 7 5 5 8 6
3. DISCREPANCIAS EN RECEPCIÓN DE MATERIAL 30 25 25 30 25 27
4. DISCREPANCIAS EN RECHAZÓ DE FACTURAS 15 10 15 10 15 13
5. ATENCIÓN DE CLIENTES INTERNOS. 30 25 15 20 30 246. ATENCIÓN A PROVEEDORES 15 20 15 15 20 177. ARCHIVO DE DOCUMENTOS 15 10 15 10 10 12
8. ATENCION A REQUERIMIENTOS CRITICOS 180 140 220 200 120 172
minutos 295 244 315 295 236 277 horas 4,92 4,07 5,25 4,92 3,93 4,617
TABLA 3. ANALISIS DE ACT. SECUNDARIAS.
Ahora, de acuerdo a un análisis del número de unidades promedio
que se envían al día por ejecutivo tenemos en la Tabla 4, la cantidad
de pedidos por cada uno tanto por año, mes, semana y día.

AÑO No.
PED/AÑO No.
PED/MES No.
PED/SEM. No.
PED/DIA
2000 1052 94 23 5
2001 1084 97 24 5
2002 1097 98 24 5
2003 1016 91 23 5
2004 1116 100 25 5
2005 1207 108 27 5
2006 1311 117 29 6
TABLA 4. CANTIDAD DE PEDIDOS POR EJECUTIVO.
Por lo tanto, al hacer el análisis del total de actividades al día por
ejecutivo, encontramos que un ejecutivo no consigue acabar sus
actividades establecidas en un día laboral normal debido a que para
atender las cinco unidades que en teoría les corresponde, tardarían
11,94 horas. (Como se muestra en la siguiente tabla 5).
TIEMPO PROMEDIO LABORADO POR ACTIVIDADES
EJECUTIVO ACTIVIDADES TIEMPO PROMEDIO hrs.
E1 5 11.94
E2 5 11.94 E3 5 11.94 E4 5 11.94
E5 5 11.94
TABLA 5. TIEMPO LABORADO AL DIA.
En la gráfica 1 podemos ver las actividades que consumen más y
menos tiempo al día.

TIEMPO DE ACTIVIDADES POR EJECUTIVO
0
10
20
30
40
50
60
70
1 2 3 4 5 6 7 8 9 10 11 12 13
ACTIVIDADES
TIEM
PO (M
in)
Ejecutivo 1 Ejecutivo 2 Ejecutivo 3 Ejecutivo 4 Ejecutivo 5 GRAFICA 1. TIEMPOS POR EJECUTIVO.
Los valores que se ocuparon para realizar este gráfico son los de la
tabla 2 (Actividades Principales). Se graficó el tiempo que tardan las
actividades por ejecutivo contra el número de actividades de cada
uno de estos.
Los resultados de la actividad 1 nos indican el tiempo en minutos que
le lleva a cada ejecutivo realizar dicha tarea, la cual es la menos
tardada en comparación con la actividad 8 que es la que más tiempo
se lleva.

CAPITULO 3 PROCEDIMIENTO
1.3 PROCEDIMIENTO RECOMENDADO
1. PROPOSITO.
En el siguiente documento se da el procedimiento que puede ser implementado en las diferentes áreas de Reparaciones Externas, Almacén de Rotables, Resguardo y Embarques para dar un mejor control de los componentes enviados al exterior a reparación. Este procedimiento será de elección del lector para su posible aplicación.
2. ALCANCE.
Departamento de Rotables
Este departamento es quien se encarga de mantener el control de los componentes de la empresa, envió y reparación de componentes, en los diferentes talleres externos, con el propósito de tenerlos disponibles en condiciones de servicio, cuando estos son solicitados por las diferentes áreas de producción.
Este departamento también se encarga de los trámites y los seguimientos adecuados para las rentas de los Rotables y/o herramientas necesarias, tanto para compañía como para terceros, cuando no se encuentran disponibles en las instalaciones de la empresa. Además, es el departamento tiene la responsabilidad de procesar las facturas de los servicios proporcionados por los talleres externos en los que se llevaron las reparaciones, esto para tener un pago a tiempo a los diferentes talleres. Además de:
Llevar a cabo el seguimiento de Garantías de los componentes y o equipos que lo requieran.
Mantener a las áreas productivas informadas de la disponibilidad de los componentes que por el momento se encuentren agotados en el almacén.
Asegurarse de que los embarques de las unidades se lleven
de acuerdo a las normas establecidas y en el menor tiempo posible.
Organización interna del Departamento de Rotables
Este Departamento está integrado por:
Jefe de departamento Asistente. Almacén Rotables Encargado. 2 supervisores de Almacén Rotables para cubrir 24 horas Supervisor de Resguardo y Embarques • 6 Ejecutivos de Reparaciones

3. TERMINOLOGIA
Rotable. Toda unidad, componente o dispositivo que se encuentre instalado en una aeronave, la cual ha sido removida para una verificación, reparación o prueba por reporte de falla, aislamiento de falla, para su modificación y/o reparación, por límite de tiempo o por convenir al servicio. Documento de Orden de Reparación. Forma Oficial (FORMA 261613-11 M) esta es considerada como un tipo de contrato para llevar acabo un servicio con tercero, en este caso el servicio de reparación de los Rotables y/o herramientas el cual contiene la siguiente información:
• No. de pedido. • Fecha de emisión de la Orden. • Vía de embarque de Componente. • Punto libre abordo. • Lugar de notificación de la información. • Lugar de embarque del componente. • Compañía a la cual se emite el pedido. • Código del taller que llevo acabo la
reparación. • Fecha de entrega del componente. • Términos de pago. • No. de documento • Centro de costos. • Número de parte del fabricante. • Descripción. • No. Serie del fabricante. • No. Serie de Compañía. • Número de tarjeta de seguimiento del
componente. • Tipo de Aeronave (Modelo). • Fecha de remoción del componente. • TSLR. • TSO. • TSN. • RC. • Cantidad. • Unidad.
Broker: Personal no autorizado por alguna entidad aeronáutica que negocia con partes de avión que pueden no ser operativas.

IATP: International Airline Technical Pool, Acuerdo entre operadores para compartir unidades de refacción RSQCM. Repair Station and Quality Control Manual QA1P01. Emisión de Procedimientos Internos QA1P03. Aprobación de Proveedores
4. REFERENCIAS.
MME/MOE Parte 2
Párrafo 2.21: "Return of defective components to store"
Párrafo 2.22: "Defective component to contractor"
Párrafo 2.3: "Supplier evaluation procedure"
Párrafo 2.4: "Inspection of Components"
Párrafo 2.5: "Storage and tagging procedure"
Párrafo 2.6: "Acceptance of tools and equipment"
Párrafo 2.7: Calibration"
Párrafo 2.8: "Use of tools"
5. RESPONSABILIDADES.
Todas aquellas responsabilidades del personal que labora en los diferentes departamentos se son enlistados continuación.
Jefe de Rotables.
Este es responsable de determinar de acuerdo con la razón de la remoción que se encuentra establecida en la tarjeta no serviciable que se da por el departamento de ingeniería o incluso las instrucciones del cliente y toda esa información que sea útil (dibujos aprobados, SRM, SB, CMM, TSN Tiempo Desde Nuevo, TSO Tiempo Desde Reparación Mayor. Además este contiene las diferentes actividades que se entrelazan con la procuración, restauración, confiabilidad, disponibilidad, monitoreo, embarques y registró así como resguardo de los componentes que se requieren y existan como repuestos.
Todas aquellas actividades importantes del Jefe de Administración de Rotables se enlistan continuación:
• Revisar que las diferentes órdenes de reparación a talleres externos cumplan los T A T prometidos por los proveedores.
• Analizar y ordenar las rentas y agotados en coordinación con Planeación de Materiales para que se defina el nivel adecuado de repuestos.
• Dar seguimiento y vigilar a los componentes que tengan un periodo de garantía especial.
• Llevar acabo una Coordinación de la selección de unidades dentro del IATP, para esto debe de apoyarse en los requerimientos de Mantenimiento Línea, tipo de flota, estaciones de interés, cantidad de repuestos, las frecuencias de remoción, el tipo de componente, etc., cuidando de aprovechar de la mejor manera este acuerdo.
• Analizar las nuevas propuestas de los proveedores en coordinación con su personal para verificar la viabilidad de los mismos.

• Negociar con los diferentes proveedores condiciones de mejora en convenios nuevos o ya establecidos.
• Coordinar con los supervisores del almacén, y encargados del resguardo y embarque de los componentes, el más rápido proceso de los mismos para una disminución del tiempo de embarque.
• Monitorear los costos de la reparación de los componentes.
• Mantener una evaluación de todos los resultados de la Jefatura de Administración de Rotables
• Asegurar que los equipos se encuentren en buen estado y disponibles para la operación.
• Coordinar una auditoria en conjunto con el área de inventarios externa los inventarios periódicos y finales, de los componentes.
• Asegurar que las todas las bajas de los componentes y su posible reposición se de con toda la documentación de soporte.
• Coordinar con el área de Talleres para la mejora en los procesos de entrega y recepción de producción.
• Coordinar con las áreas de producción para la mejora en la información y manejo de los componentes entregados y recibidos en el Almacén.
• Dar seguimiento por medio del análisis de indicadores y formar las acciones necesarias para el mejor desempeño del personal a su cargo.
1. El Jefe de Administración de Rotables también debe cuidar que en una Orden de Reparación aparezca la siguiente información:
2. Designación del número de parte, un número de serie, cantidad elegibilidad y los requerimientos del trabajo a efectuar como (Modificación, Inspección, Reparación Mayor o simplemente una reparación).
3. Debe de solicitar una forma suplementaria la cual es requerida por la autoridad Aeronáutica (si esta lo solicita).

4. Solicitar los documentos que certifiquen la aeronavegabilidad (EASA) Forma 1, FAA 8130-3, TCA 24-0078, el reporte de prueba, y la tarjeta serviciable.
5. Solicitar que la reparación a efectuar se lleve acabo con la información técnica autorizada.
Ejecutivos de Reparaciones.
• Efectuar a tiempo los pedidos de reparación de acuerdo a las áreas de responsabilidad, procedimientos establecidos así como las políticas.
• Mantener oportunamente las órdenes de reparación elaboradas
para su firma de modo que las estas sean entregadas inmediatamente a la área de Resguardo y Embarques para enviar los componentes a los talleres externos con la documentación que le corresponda.}
• Dar seguimiento a los pedidos generados considerados como abiertos con el fin de tener el control de los componentes y de reducir al mínimo el tiempo de retorno.
• Dar de alta la cotización respectiva tan pronto sea autorizada, evitando que .sean cerradas órdenes de reparación sin monto en el sistema.
• Revisar oportunamente las cotizaciones recibidas de los talleres reparadores, y analizarla con toda la información de soporte posible.
• Activar como sea necesario la devolución oportuna del material apoyándose en los T A 1's prometidos.
• Verificar la facturación de los servicios de reparación, revisando que el cargo corresponda a lo cotizado. Entregarla oportunamente al área contable para evitar demoras innecesarias en los pagos.
Asistente de Rotables.
• Mantener un registro tanto de entradas y salidas en la base del archivo de órdenes de reparación. Esto para mantener la integridad de la información con respecto al estado que guardan todas las órdenes de reparación dentro del área de resguardo.
• Efectuar un control de las órdenes de reparación elaboradas por los ejecutivos para su entrega al Departamento Resguardo y Embarques.
• Recibir, enviar y redistribuir la correspondencia de acuerdo a las áreas de responsabilidad de los integrantes del Departamento de Administración Rotables.
• Mantener un control en Archivos de la documentación con el fin de que sea turnada por los integrantes del Departamento de Administración Rotables.
• Efectuar el tiempo extra que se genere en al Almacén.
• Llevar acabo un seguimiento de las facturas pendientes de aprobación así como los RAR's, que se encuentren pendientes de elaboración de pedidos
• Notificación para las diferentes áreas de la Jefatura.
6. PROCEDIMIENTOS
Elaboración de Ordenes de reparación
Estas Órdenes son elaboradas por medio del área de Resguardo y Embarques o por el taller asignado por medio del Sistema, para todos aquellos componentes controlados en el Sistema y que son enviados a un taller externo por el Departamento de Administración Rotables.
NOTA 1: aquellos materiales que no están registrados en el sistema, como partes internas de componentes o equipos de prueba de los talleres, y que son entregadas para su envío a reparación externa, el área solicitante deberá pedir a Planeación de Materiales o Ingeniería la generación de un registro en el sistema para el material en cuestión con objeto de que la orden de reparación pueda ser debidamente trabajada en el sistema, el cual dará de alta un Número de RCN o Class Control, asignando un número de tarjeta por sistema.
NOTA 2: Las órdenes de reparación deben registrarse en el sistema. Si por alguna situación ocasional fuera necesario elaborar una orden de reparación de forma manual, se deberá regularizar a la brevedad posible en el sistema, con objeto de no interferir con los controles de seguimiento así como de aquellas que se tengan en las áreas contables.
Elección del Taller Reparador.
Esta asignación del taller se efectúa tomando como primer paso la lista de proveedores/talleres reparadores aprobados con la Forma QA-50 en su parte A. Y por ningún motivo se deberá llevar acabo una reparación con un proveedor que no se encuentre dentro de esta base de datos de proveedores.
En caso de que enliste otro usuario la responsabilidad de la asignación recaerá en al Departamento de Rotables, dependiendo de las opciones encontradas. Para estas asignaciones se fijan las siguientes políticas al momento de la elección de un taller reparador, así como los elementos a considerar para cada tipo de componente:
• Cuando el componentes que se encuentren bajo cualesquiera de los contratos o convenios de "pago por hora de vuelo" que la compañía tiene firmados, los componentes afectados serán enviados' siempre al taller asignado para su reparación, de acuerdo con los términos de estos convenios. Si existiera alguna solicitud especial por parte de Ingeniería, estos componentes podrán enviarse a un proveedor distinto al del convenio, indicando y justificando el motivo de el porque.
• En el caso de aquellos componentes fuera de convenios, preferentemente como primera opción se tomará el fabricante (OEM) y como segunda opción a los proveedores que tengan capacidad de reparación, que cumplan los tiempos de entrega, los costos y nivel de servicio. Asegurando siempre que el proveedor que se eligió cuente realmente con la capacidad de reparación y sus datos se encuentren actualizados en el sistema.
• Si el caso del componente es de mayores y de muy alto costo, por ejemplo las piernas de los trenes de aterrizaje" reversas, etc., será necesario siempre solicitar a tiempo una cotización previa a los talleres reparadores y coordinarse con el departamento de Ingeniería para la definición de los trabajos a efectuar.
Elaboración de una Orden de Reparación.
Todas las partes a reparar en el extranjero se encuentran físicamente custodiadas por el personal del área de Resguardo y Embarques, debido a que fueron entregadas en esta área por los talleres solicitantes, acompañadas del correspondiente reporte de taller y de la copia roja de la etiqueta de seguimiento (Forma MNT -250) y este será el responsable de la entrega oportuna del reporte al Depto. de Rotables para su siguiente proceso.
Forma 261613-IIM, esta orden se elabora basándose en el reporte de taller, por los ejecutivos encargados de acuerdo la flota de responsabilidad, con apego a las políticas fijadas con anticipación para el envío a reparación de componentes.
Ocasionalmente las áreas técnicas requieren con urgencia un número de orden de reparación. En estos casos, y como apoyo a su necesidad es permisible asignar el número solicitado. Sin embargo, el solicitante debe entregar por escrito el requerimiento al área de Administración. Rotables, quien proporcionará el número de orden

de reparación, después de haber verificado en el archivo de control de las órdenes de reparación y registrar el componente en él.
Orden de Reparación ó Pedido.
Respecto a que el sistema de generación de órdenes de reparación ó pedidos es utilizado por varias áreas con diferentes propósitos será necesario poder identificar el tipo de orden de reparación ó pedido que este por elaborarse, para que con mayor facilidad se identifique el área responsable de su administración, para esto se tendrán tres categorías o tipos:
1. P=Purchase, se ingresa cuando se trate de una compra. 2. R= Repair; se ingresa cuando se trate de una reparación al
exterior. 3. S=Shared business, se ingresa para una negociación entre
Compañía y un Tercero
Para esto será muy necesario introducirlos en el sistema al momento de generar la orden de reparación ó pedido ya que de otra manera el sistema no podrá dar acceso al paso siguiente y una vez generada la orden de reparación ó pedido no podrá cambiarse.
Orden de Reparación ó Pedido.
En esta clasificación será necesario complementar al tipo de orden de reparación ó pedido y será utilizada para que una vez separada por área de responsabilidad, esta pueda efectuar una discriminación respecto a lo solicitado en cada una de estas órdenes de reparación ó pedidos. Con lo cual se cuenta con las siguientes categorías:
1. B = Borrow, es ingresado cuando la compañía solicita la renta de una unidad a un tercero.
2. C = Calibration, es ingresado cuando se envía un instrumento a calibración
3. E = Exchange, es ingresado cuando se solicito un intercambio por adelantado ó se aceptó
un intercambio por un componente que fue enviado previamente a reparación.
4. L = Loan, es ingresado cuando un tercero solicita la renta de una unidad a la Compañía.
5. M = Modification, es ingresado cuando se solicita la
modificación de un componente 6. R = Repair, es ingresado cuando se solicita la reparación de un
componente 7. W = Warranty, es ingresado cuando se solicita la reparación de
un componente bajo una garantía. NOTA: Estas también se tendrá que introducir en Sistema al momento de generar la orden de reparación. Y para una modificación se deberá tener acceso a la base de datos de las solicitudes de Ingeniería para asegurarse de que al componente se le deberá de efectuar una instrucción específica de una modificación u otro trabajo, según sea el caso.
Orden de Reparación ó Pedido.
Para esta clasificación se referirá a lo solicitado en el tipo de orden de reparación ó pedido y es utilizada como la confirmación o no de el trabajo efectuado, y con esto una vez cerradas estas órdenes, el área responsable pueda efectuar una discriminación respecto a lo solicitado contra lo realmente efectuado en cada una de estas órdenes de reparación ó pedido. Con lo cual se cuenta con las siguientes categorías:
• B= Borrow, es ingresado cuando la Compañía recibe en renta una unidad de un tercero.
• C= Calibration, es ingresado cuando se confirma la calibración de un instrumento
• D= Destroyed, es ingresado cuando es confirma la declaración B.E.R. del componente enviado
• E= Exchange, es ingresado cuando se recibe un intercambio por adelantado ó por un itercambio por un componente que fue enviado previamente a reparación.
• L= "Loan, es ingresado cuando un tercero recibió en [renta una unidad de Compañía.
• M= Modification, es ingresado cuando se recibe el componente modificado
• P= Purchase, es ingresado cuando por motivo de resultar el componente, "B.E.R." y para evitar demoras se adquiere una reposición bajo la misma orden de reparación.
• R= Repair, es ingresado cuando se recibe el componente reparado
• W= Warranty, es ingresado cuando se recibe el componente reparado y se acepto la garantía.
NOTA: Se tendrán introducir en Sistema en el momento de aceptar la cotización o en el memento de cerrar la orden de reparación o pedido. Condiciones de Pago.
Las condiciones de pago siempre deberán de aparecer dentro de la orden de reparación en el espacio que se encuentre destinado para ello, y estos pueden ser de tres tipos:
1. Crédito (neto 30, 60, 90 días). 2. Pago por adelantado. 3. Convenio o "agreement".
Texto del Trabajo a Efectuar.
El trabajo a efectuarse o el tipo de reparación a llevarse acabo se define principalmente de la falla que se mencione en el pedido. Si este aplica una modificación se deberá verificar los detalles de dicha modificación, en la base de datos de Modificaciones solicitadas por Ingeniería para especificar la aplicación de un Boletín de Servicio o Directiva de Aeronavegabilidad según lo que aplique.
Entrega de Las Órdenes de Reparación la Área de Resguardo y Embarques.
Estas deberán entregarse, firmadas en las siguientes 24hrs hábiles esto como un máximo después de la recepción del reporte, al área de Resguardo y Embarques para continuar con el trámite de su embarque. Esta área será la responsable del envió, ya que es en esta área en donde las partes a reparar en el extranjero se encuentran en custodia y en donde son empacados con toda la documentación necesaria que solicite el componente.
Distribución de copias
Orden de reparación original firmada, esta es la que va con el componente hasta su destino. Y permitiendo su identificación en todo momento y con esto se evitan los gastos de correo.
Copia "Receptoría", esta queda en manos del área de Resguardo y Embarques, que la utiliza para anotar los datos necesarios para el proceso de envío y la enviará a la Sección Receptora que la mantendrá hasta que la orden de reparación sea cerrada, hecho lo

anterior esta copia deberá ser devuelta al Departamento de Rotables con la documentación que ampara la recepción del componente.
Copia "Factura" se entrega por el Departamento de Rotables al Departamento de Control de Inventarios que la mantendrá hasta que la orden de reparación pueda ser contabilizada completamente de acuerdo a la facturación
Componentes a Reparación Envíos o embarques.
Con base a las políticas que existan en el momento, el área de Resguardo y Embarques definirá el envío de los materiales para que continuación se lleve acabo la reexpedición al taller reparador esto para encontrar la mejor opción de envío después del análisis detallado de los factores como son; razón de urgencia, destino, volumen, peso, costo, etc. que motivaron este evento
Expedientes de las Órdenes de Reparación.
Estos expedientes se clasifican según el estatus en el que se encuentren en:
Abiertos, Cerrados Y Completos.
1. • Expedientes abiertos de órdenes de Reparación: Se consideran "Abiertas" las ordenes de reparación cuando el material que fue enviado no ha sido devuelto. Las órdenes abiertas se conservan de forma consecutiva por los ejecutivos encargados de acuerdo la flota de responsabilidad, en el archivero específico para este fin y no se deben mezclar con los expedientes de material ya retornado.
2. • Expedientes cerrados de órdenes de Reparación: Se consideran "Cerradas" las ordenes de reparación cuando el material que ampara ha sido retornado a satisfacción y se ha procedido con la entrega de la documentación de acuerdo a la Recepción de componentes referida anteriormente. Las órdenes de reparación cerradas se conservan de forma consecutiva por los ejecutivos encargados de acuerdo la flota de responsabilidad, en el archivero específico para este fin cuidando de no mezclarlos expedientes de órdenes abiertas.
3. • Expedientes completos de órdenes de Reparación: Se consideran "Completas" las ordenes de reparación, una vez

que la unidad amparada por la misma a retornado a la Compañía ó cuando se ha procedido conforme a lo solicitado, se ha cubierto el monto de la factura o fue pagado por adelantado y tiene efecto hasta que el Departamento de Control de Inventarios devuelve al Departamento de Rotables, la copia "Facturación" junto con los documentos que amparan que ya se ha hecho el pago adelantado o el trámite normal de facturación con bases de crédito.
7 Seguimiento de Órdenes de Reparación y
Y activación
Con el propósito de hacer mas ágil la devolución de las unidades, se tendrán que desarrollar las actividades necesarias, tanto previo al envío y elaboración de las órdenes de reparación, como durante el arribo y la estancia de las unidades en los talleres reparadores. A fin de garantizar la disponibilidad de los componentes requeridos para la operación de la flota de la Compañía, por lo que será importante recabar toda comunicación con el proveedor, áreas internas así como los documentos de soporte como un respaldo impreso de cada evento con objeto de precisar el estado de la orden de reparación, para ello el personal del Departamento de Rotables deberá de llevar a efecto las siguientes acciones:
• Se establecerá un contacto con el proveedor incluso antes del envió de la unidad a sus instalaciones.
• Deberá de solicitar al proveedor que confirme: la recepción de la unidad en sus instalaciones y condiciones del componente. Y una vez esto, se requerirá al proveedor una cotización y el tiempo estimado de retorno ó TAT, para establecer la fecha probable de regreso de la unidad a la Compañía.
• Toda la documentación de soporte incluidos los mensajes enviados y las respuestas recibidas deberán archivarse en el expediente de la orden de reparación respectiva, de acuerdo como lo indica el párrafo 10.7 del procedimiento de Expedientes de órdenes de reparación.
• Al recibir la cotización deberá autorizarse de acuerdo con el procedimiento Análisis de Cotizaciones por Cargos de Reparación referido anteriormente.

Cotización por cargos de Reparación (Análisis).
Esta política es propia de la Compañía la cual establece solicitar una cotización para cada orden de reparación a excepción de aquellas que se encuentren en convenios o con una tarifa fija.
• Se deberá de solicitar en todos los casos el reporte de daños y el desglose de partes a reemplazar. Se verificará en el IPC las partes a reemplazar cuestionando al taller reparador ó solicitando información al Departamento de Ingeniería o talleres.
• Conforme con el resultado del párrafo anterior y si en el momento se cuenta con el catalogo actualizado de precios del OEM, se tendrá que verificar el precio de las partes a reemplazar.
• Si por el momento no se cuenta con este catálogo actualizado de precios del OEM, se verificarán precios de las partes a reemplazar contra reparaciones anteriores cuestionando al taller reparador de haber una diferencia considerable entre el precio anteriormente pagado y el cotizado por el reparador.
• Una vez evaluada la cotización, si esta procede es aprobada de acuerdo a los montos autorizados en el Catálogo de Firmas de la Empresa.
• Es importante que el monto de la cotización sea cargado en el sistema al momento que se autorice o durante la elaboración del pedido en los casos en los que se cuente con una tarifa fija, antes de que el componente retorne y se cierre el pedido, ya que de no hacerse así tendrá efectos negativos en la provisión del pasivo de la empresa, y esto provocara adicionalmente problemas a la hora del cierre del pedido ya que de no contar con un monto de cargos registrado el sistema no permitirá su cierre.
Recepción de Componentes con Órdenes de Reparación.
En consecuencia de las acciones de activación y seguimiento de la reparación en el exterior de los componentes utilizados por la flota de de la Compañía, las unidades son embarcadas por el taller
reparador, la recepción de las unidades después del proceso de liberación aduanal se efectúa en base diaria, días hábiles, por la Sección Receptora de estos.
• Tomando como referencia las guías aéreas, órdenes de embarque, etc., la Sección Receptora identifica los componentes con órdenes de reparación.
• Todas las unidades recibidas son revisadas por el personal de la Sección Receptora los cuales son encargados de cerrar las órdenes de reparación quien verifica por daños evidentes, conforme a los procedimientos internos.
Estas órdenes de reparación se cierra en el sistema por el personal encargado de la Sección Receptora,' registrando el tipo de trabajo efectuado al componente según se indique en la documentación que se recibe anexa.
Será necesario enviar el paquete de la documentación técnica, tal como reportes de taller, etiquetas, certificados, etc., con sus respectivas copias siempre al Departamento de Administración Rotables, este deberá de conservar una copia del paquete de recepción, copia de la tarjeta verde reportes de taller y del certificado de aeronavegabilidad en el expediente de la orden de reparación. • El Departamento de Rotables enviara al Departamento de
Planeación y Control los originales del certificado de aeronavegabilidad (forma FAA 8130-3, TCA 240078 ó EASA FORM-ONE), recabando sello de recibido y firma del supervisor de esta área.
• Si no se recibió alguno de los certificados de aeronavegabilidad (forma FAA 8130-3, TCA 24-0078 ó EASA FORM-ONE). la Sección Receptora lo comunicará de inmediato al Departamento de Rotables quien deberá solicitar al taller reparador su reenvió.
Movimientos en el Inventario de Rotables por bajas.
En consecuencia de las acciones para la reparación en el exterior de los componentes utilizados parla flota de la compañía. En ocasiones algunos no pueden ser susceptibles de reparación por encontrarse con daños excesivos. En estos casos, como se mencionó con anterioridad se tendrá que evaluar la conveniencia de su retorno en una reunión con las áreas de Talleres Ingeniería, Aseguramiento de
Calidad y Confiabilidad, ya que esto pudiera causar costos adicionales, por lo que en esta clase de unidades distinguimos cuatro grupos que son:
• Baja por solicitud de destrucción en sitio • Baja con retorno de la unidad a Compañía • Bajas de material no Rotable con orden de Reparación con
registro en inventario • Bajas de material no Rotable con orden de Reparación sin
registro en inventario.
Facturas por Orden de Reparación.
Esta revisión de facturas por órdenes de reparación comprende las acciones que el Departamento de Rotables efectúa para la revisión de los montos facturados a la compañía por los talleres reparadores con el propósito de cubrir los servicios de reparación realizados.
Recepción de facturas.
• Estas Facturas sistemáticamente son enviadas por los talleres al Departamento de Control de Inventarios, quien las turna relacionadas a su vez al Departamento de Rotables para su revisión y si procede formalizar su autorización.
• Una vez recibidas las facturas son distribuidas por el Asistente de Administración Rotables entre los Ejecutivos de Reparaciones de acuerdo al área de responsabilidad de cada uno.
Revisión de facturas.
• NOTA: si no hay diferencias entre lo cotizado y aprobado de acuerdo al procedimiento de Análisis de Cotizaciones por Cargos de Reparación en el monto facturado, la factura en cuestión no deberá ser entregada al Departamento de Rotables por el Departamento de Control de Inventarios, quien da como buena la original autorizada de la cotización recibida según el mismo párrafo.
• Las facturas turnadas por el Departamento de Control de Inventarios, así como las recibidas vía fax ó entregadas directamente al Departamento de Rotables serán revisadas en un tiempo breve por los Ejecutivos de Reparaciones del Departamento de Rotables.

Aprobación de facturas.
Si toda la documentación esta en orden (Factura) se prosigue con el proceso de aprobación, utilizando el sello de "Autorización de Cargos" (nota 1), en el que se indica la fecha de la autorización, el cargo contable de acuerdo a lo indicado en la orden de reparación, el número de "modificación" consecutivo con letra que le corresponda, y firmado en los espacios de acuerdo al monto autorizado en el Catálogo de Firmas de la Empresa
• NOTA 1. En el caso de las reparaciones en el extranjero se debe considerar que debido a que los componentes son exportados con destino final a México, no es aplicable el cobro de impuestos, si esto llegara a ocurrir deberá de aclararse con el taller y solicitarle que emita una nota de crédito por el monto de tales impuestos.
• NOTA 2. En el caso de discrepancia, considerable entre lo cotizado y lo efectivamente cobrado, la factura se deberá retener hasta que se aclare la situación, para lo cual se tendrá que poner en contacto con los talleres a la brevedad posible.
• Si como resultado de la aclaración la factura es cancelada por el taller; esto mediante una nota de crédito o una carta, se deberá anexar a la factura al devolverla al Departamento de Control de inventarios y se solicitara que dejen de considerar como pendientes de atención por el Departamento de Administración Rotables.
• NOTA3:El concepto "modificación" se utiliza en lugar de los antiguos "suplementos a los pedidos", que se elaboran por haber sido emitidos en "cero" en el campo de los montos. Es necesario numerar consecutivamente estas modificaciones para mantener un control de los cargos de cada orden de reparación.
Carga en el Sistema de los Montos.
Cuando la factura se encuentre firmada y revisada por las personas autorizadas para tal fin, se procede a la carga del monto unitario de la reparación en el sistema Debe recordarse, que no los montos de los fletes no se cargan, y posteriormente se devuelven al Departamento de Control de Inventarios para el trámite de pago.

Nota 4: Se debe recordar que la empresa tendrá que hacer lo posible por cumplir el compromiso de pago con los talleres en el plazo que cada uno fije, por lo que es importante no demorar la revisión ni la devolución de las facturas. Entrega de facturas al Departamento de Control de Inventarios
• Las facturas autorizadas serán capturadas en la base de datos de control de facturas para la emisión de la relación de facturas a entregar con duplicado
• Una vez impresa la relación se anexara al original, las facturas autorizadas y se efectúa la entrega al Departamento de Control de Inventarios, recabando el sello y firma de recibido., archivándolo a manera de soporte de la entrega.
Entrega de facturas al Departamento de Control de Inventarios
• Las facturas autorizadas serán capturadas en la base de datos de control de facturas para la emisión de la relación de facturas a entregar con duplicado.
• Una vez impresa la relación se anexara al original, las facturas autorizadas y se efectúa la entrega al Departamento de Control de Inventarios, recabando el sello y firma de recibido., archivándolo a manera de soporte de la entrega.
• Debido a que Compañía se ha integrado a un grupo de operadores para disponer de un pool de unidades de refacción llamado lA TP con ventajas considerables en cuanto a condiciones de renta, lo primero que se requerirá será el verificar en cual de los siguientes dos grupos se localizan las unidades a rentar.
>- Unidades dentro de lA TP >- Unidades fuera de lA TP
• De acuerdo a los reglamentos del lA TP es necesario realizar una selección de unidades a disponer por cada una de las estaciones de interés y en cada una de las dos temporadas (Verano e Invierno), esta selección puede aumentarse o

disminuirse dentro de un periodo de fecha dado a conocer por el lA TP, pero de no efectuarse ningún cambio automáticamente se renueva en las mismas condiciones anteriores
• Siendo una de las responsabilidades del Departamento de Rotables el efectuar esta selección, deberá de apoyarse en los requerimientos de Mantenimiento Línea, el tipo de flota, las estaciones de interés, la cantidad de repuestos, las frecuencias de remoción, el tipo de componente, etc., cuidando de aprovechar de la mejor manera este acuerdo
• La verificación se deberá de efectuar sobre la base del listado que es proporcionado por el Departamento de Rotables a las áreas operativas
Dependiendo del resultado que arroje la verificación realizada de acuerdo a los párrafos anteriores, se deberá de proceder como sigue:
Para unidades dentro de lATP
• De acuerdo a los reglamentos del lATP es necesario realizar una selección de unidades a disponer por cada una de las estaciones de interés y en cada una de las dos temporadas (Verano e Invierno), esta selección puede aumentarse o disminuirse dentro de un periodo de fecha dado a conocer por el lATP, pero de no efectuarse ningún cambio automáticamente se renueva en las mismas condiciones anteriores
• Siendo una de las responsabilidades del Departamento de Rotables el efectuar esta selección, deberá de apoyarse en los requerimientos de Mantenimiento Línea, el tipo de flota, las estaciones de interés, la cantidad de repuestos, las frecuencias de remoción, el tipo de componente, etc., cuidando de aprovechar de la mejor manera este acuerdo
• La verificación se deberá de efectuar sobre la base del listado que es proporcionado por el Departamento de Rotables a las áreas operativas.
Para unidades fuera de lATP
• El Departamento de Rotables se encargará de gestionar ante los fabricantes ó cualquier operador la renta de la unidad requerida, buscando siempre las mejores condiciones para
Compañía, como lo es el menor costo de disponibilidad, menor porcentaje del costo de renta, no-penalización, etc., coordinara su arribo a la estación operada por Compañía donde esta se utilizará
• En el caso de rentar componentes con algún operador en la Cd. De México procederán el Jefe ó los supervisores de Administración Rotables a autorizar el formato de Rentas con un tercero (vale a otro operador), mediante la forma CR04; o
• Una vez localizada la unidad a rentar (ya sea el Departamento de Rotables o la Estación), invariablemente se debe informar y solicitar la confirmación al área solicitante.
• En casos de extrema urgencia (horarios inhábiles por ejemplo), el mismo personal técnico de Mantenimiento Línea, aplicando los recursos que su experiencia en estos casos le indique, procederá a gestionar por el mismo, la renta del correspondiente.
• El Departamento de Rotables evaluará y dará seguimiento a las rentas desde su inicio hasta su conclusión, pudiendo ser no siempre la devolución de la unidad en renta, ya que esto dependerá de la evaluación de las condiciones
• El personal encargado por parte del Departamento de Mantenimiento Línea debe notificar al. Departamento de Rotables y a la Jefatura de Costos y Producción de los pormenores de la unidad rentada. El Departamento de Rotables verifica la documentación de certificación, horas, ciclos.
• El personal técnico de la Estación está obligado a concentrar la unidad removida con falla a la Estación de México, o bien enviar al taller reparador que el Departamento de Rotables le indique, generando este último la orden de reparación correspondiente.
• Una vez que en el Almacén' de Rotables se cuente con la refacción correspondiente, se procede a informar al responsable en turno de la aeronave que tiene instalada la unidad rentada, para coordinar la instalación de la unidad propiedad de la Compañía y la remoción de la unidad rentada para su embarque,

8 EXPEDIENTE DEL PEDIDO
Orden de Reparación (R.O.) o Pedido de Reparación.
Es el documento que se coloca al proveedor y en donde se le indica el tipo de servicio que requiere MXA par aun componente en particular. En el se marcan todos los detalles de la falla, siendo explícitos con el fin de que el taller pueda enfocarse a realizar las pruebas necesarias e identificación de la misma, así como su corrección de una manera más eficiente, invirtiendo en el proceso menos horas y por tanto reparando el componente en menor costo.
Expediente de la Orden de Reparación.
Es el expediente que se abre a la colocación del pedido, y se va enriqueciendo con toda la documentación necesaria que indique cada etapa y cada suceso, conforme el embarque y proceso de reparación se llevan acabo. El expediente debe contener a detalle todos los documentos que indican la historia de la reparación, de una forma clara, precisa y en orden cronológico, formando así la justificación del monto de reparación.
La información debe ser clara y rica, de tal forma que no sugiera dudas al lector.
Documentos que debe contener el Expediente del Pedido 1.- Copia del PFR y Trouble shooting 5.- Reporte del taller Interno 2.- Orden de Reparación 3.- Solicitud de Modificación 4.- Comunicación con el proveedor 9 5.- Cotización 6. - Carátula * Para el caso de convenios, no necesariamente se tiene una comunicación con el proveedor, esta va a depender para cada caso.
** Únicamente no aplica en unidades en convenio.
*** Depende el monto. Aplica para pedidos que necesitan firma a partir de Gerente.

Reporte del Taller.
Solicitud del taller de envío a taller externo el componente para ser, inspeccionado y probado, reparado, overhaul, modificado o intercambiado. Soporta su envío a taller externo, así como si el componente está o no en convenio.
Copia del Post Flight Report y Trouble Shooting.
Post flight Report (PFR), es el reporte del avión en donde indica la falla del componente. El Trouble Shooting es el reporte del análisis de la falla en el avión. Entregando ambos quedamos exentos de cubrir los cargos de inspección en caso de NFF de acuerdo al GCPC 2000.
Reporte del taller Interno.
Nos ayuda a identificar y delimitar al falla, y de esa forma redactar nuestro cuerpo del pedido siendo claros.
Orden de Documentos
El pedido deberá ser engrapado en la parte izquierda del fólder y encima su carátula.
Estos deberán de ser ordenados y engrapados en forma cronológica de la fecha más reciente arriba y hacia abajo hasta la fecha más antigua. El MOR no se engrapa.
Revisión del Expediente.
Se hará a la entrega de firma del MOR. Los que por monto no necesiten al firma del Jefe, en cualquier momento se podrá revisar cualquier pedido con el fin de asegurar que contiene la información necesaria.
CONCLUSIONES Y RECOMENDACIONES
Debido a los resultados obtenidos por el análisis de tiempo por
ejecutivo, llegamos a la conclusión que esta área requiere de por lo
menos 2 personas más para ayudar a cubrir actividades
administrativas como el archivo de documentos, atención de
discrepancias en facturas y la aprobación de las facturas. Con esto, se
busca minimizar tiempos de respuesta en reparaciones, intercambios,
seguimiento en garantías así como en rentas; que nos permitan la
mínima afectación a la operación de los equipos en vuelo, así como
el tiempo de entrega de los aviones que se encuentran dentro de sus
programas de Mantenimiento.
De acuerdo a las tablas 3 y 4 los ejecutivos tiene un excedente de
trabajo mostrado claramente, laborando en promedio 11.9 horas
diarias sin tomar en cuenta las actividades secundarias. Tomando en
consideración las horas que se requieren se laboren diariamente
(tabla 6) en el departamento para cumplir con las actividades
referidas y tomando el dato de Recursos Humanos que un Ejecutivo
debe laborar 8 horas diarias requerimos de una planta de 07
ejecutivos para cumplir con todas las actividades satisfactoriamente.
Entre las sugerencias que planteamos están las siguientes:
1.- Contratar 2 ejecutivos más para que apoyen con las actividades
del área.
2.- Delinear un procedimiento para poder dar seguimiento adecuado
a estas unidades.
3.- Capacitar al personal que tienen en los siguientes rubros:
-Administración del tiempo.
-Negociación.

-Empleo adecuado de manuales.
-Familiarización con los sistemas que compone la flota que
maneja la empresa.
-Empleo de base de datos.
-Trabajo en equipo.
-Inducción a la empresa.
A continuación presentamos la propuesta de procedimiento para el
área encargada del seguimiento de unidades rotables.

ANEXOS

ANEXO 1 LINEAMIENTOS DE CALIDAD
A CONSIDERAR
Las normas ISO son un conjunto de Normas Internacionales de
Estandarización sobre Gestión de la Calidad y Aseguramiento de la
Calidad y esta fue creada para la ayuda hacia las empresas en la
documentación efectiva de los elementos que serán implementados
para que esta mantenga un Sistema de Calidad eficiente. Tomando
como modelo de Gestión de Calidad propuesto por ISO 9001 hacia las
diferentes organizaciones podremos identificar cuales de estos puntos
nos serán de gran ayuda para la aplicación específica hacia lo que
nosotros necesitamos en cuanto a este contexto.
La calidad aplicada a este procedimiento tendrá como repercusión en
los trabajos de mantenimiento que se utilizan los cuales son:
Mantenimiento Preventivo.
Mantenimiento Aplicado.
Mantenimiento Predictivo.
Las normas ISO 9001 ayudan a las empresas a que puedan
implementar mejoras en sus procesos en todas sus áreas.
Estos principios básicos de la gestión de calidad, son reglas de
carácter social encaminadas a mejorar el funcionamiento de una
organización mediante la mejora de sus relaciones internas.

Toda mejora, redunda en un beneficio de la calidad final del producto,
y de la satisfacción del consumidor. Que es lo que pretende quien
adopta la norma como guía de desarrollo empresarial.
Principio 1 - Visión orientación hacia el consumidor.
Esta necesidad, da origen al principio de la orientación hacia el
consumidor de toda la actividad productiva de la empresa u
organización y por los cual es necesario conseguir la satisfacción del
consumidor, cubrir sus necesidades, y satisfacer sus expectativas. A
cambio, el consumidor se identificará con la empresa. Las claves para
poder poner en práctica este principio son:
Investigar y entender las necesidades y expectativas de los
consumidores.
La información se obtiene mediante investigación.
Asegurar que los objetivos de la organización están enlazadas
con las necesidades y expectativas de los consumidores.
Comunicar las necesidades y expectativas de los consumidores
a través de la organización.
Medir la satisfacción del consumidor y actuar según los
resultados.
Manejo sistemático de las relaciones con los clientes.
Principio 2 - El liderazgo.
Los líderes, establecen la unidad de propósito y dirección de la
organización. Ellos pueden crear y mantener el desarrollo interno en
el que los integrantes se vean totalmente involucrados en alcanzar
los objetivos de la organización. Desarrollar y entender las
necesidades y expectativas de los consumidores; asegurarse de que

los objetivos de la organización están enlazados con las necesidades
y expectativas de los consumidores.
Considerando las necesidades de todas las partes interesadas
incluyendo consumidores, propietarios, empleados,
proveedores, financieros, comunidades locales y sociedad como
un todo.
Establecer una clara visión del futuro de la organización.
Estableciendo metas y objetivos a alcanzar. Los objetivos y
metas, han de ser alcanzables y razonables, en un proceso de
mejora continua.
Creando y sustentando valores compartidos, deben ser modelos
de imparcialidad y ética a todos los niveles de la organización.
Establecer el empuje necesario para eliminar el miedo. Hay que
eliminar las barreras que suponen miedos o tabúes para
mejorar los resultados de la organización.
Proveer a los miembros de la organización con los recursos
requeridos, entrenamiento y dejando libertad para actuar con
responsabilidad en el desempeño de sus funciones. Para que la
organización funcione correctamente, ha de disponer de los
recursos suficientes para mantener su nivel de actividad y
producción.
Principio 3 - La involucración de la gente.
Los integrantes de la organización, consumidores, trabajadores,
mandos, proveedores, distribuidores, y los elementos ajenos a la
empresa como redes de transporte, comunicaciones; tienen que estar
involucrados en este proceso. El desarrollo completo de sus
potencialidades permite aprovechar al máximo las habilidades para
conseguir los objetivos de la organización, la excelencia de la calidad.
El desinterés y falta de involucración, produce peores resultados
finales. La implicación entre los miembros del grupo, aumenta la
capacidad total de los individuos.
La gente debe de entender la importancia de su contribución y
papel dentro de la organización. Los miembros de la
organización, son fundamentales en esta, pues componen la
propia organización. Todos los miembros, han de estar
motivados, y ser reconocidos al realizar su tarea.
El personal, debe de identificar las razones que limitan su
rendimiento.
La gente ha de aceptar su parte en el problema y su
responsabilidad en resolverlo. Hay que asumir la propia
responsabilidad e iniciativa en la necesidad de resolver los
aspectos no satisfactorios de su actividad.
El personal debe de evalúa su rendimiento contra sus metas y
objetivos personales dentro del desarrollo y metas globales de
la empresa. Los miembros de la organización han de ser
quienes realicen acertadamente su auto evaluación.
Buscar activamente oportunidades para mejorar sus
capacidades, conocimiento y experiencia. La motivación,
implicación y deseo de mejora, tiene como consecuencia, que el
individuo por afición y entretenimiento.
Principio 4 - Aproximación a los procesos.
El sistema por procesos, es mas fácil de implementar, y mas
económico de mantener en correcto funcionamiento.
Es necesario definir de manera clara los requerimientos y
procedimientos.

Establecer responsabilidades y obligaciones para manejo de las
actividades clave.
Análisis de procesos para poder obtener información, con la que
se puedan cumplir las necesidades del sistema de gestión.
Identifica los intermediarios de las actividades entre las
funciones de la organización. Cada miembro de la organización,
sabe cual es su grado de responsabilidad e implicación en los
procesos.
Evaluar riesgos, consecuencias e impactos de las actividades de
los consumidores, suministradores y otras partes interesadas
Principio 5 - aproximación a la gestión.
Hay que tener los conocimientos necesarios para que los líderes y sus
analistas, puedan realizar predicciones de futuro que beneficien a la
la Compañía y mejoren la calidad de su sistema procesos y
organización.
Estructurar un sistema para alcanzar los objetivos de la
organización de la forma más efectiva y eficiente.
Estructurar un sistema para alcanzar los objetivos de la
organización.
Estructurando aproximaciones que armonicen e integren los
procesos.
Proporcionar una mejor comprensión de las responsabilidades
necesarias para alcanzar objetivos comunes y mediante esta
forma reducir cruces de funciones que se convierten en una
barrera.
A una mejora continua del sistema mediante la medida y la
evaluación.
Con una división y compartimentación en procesos.
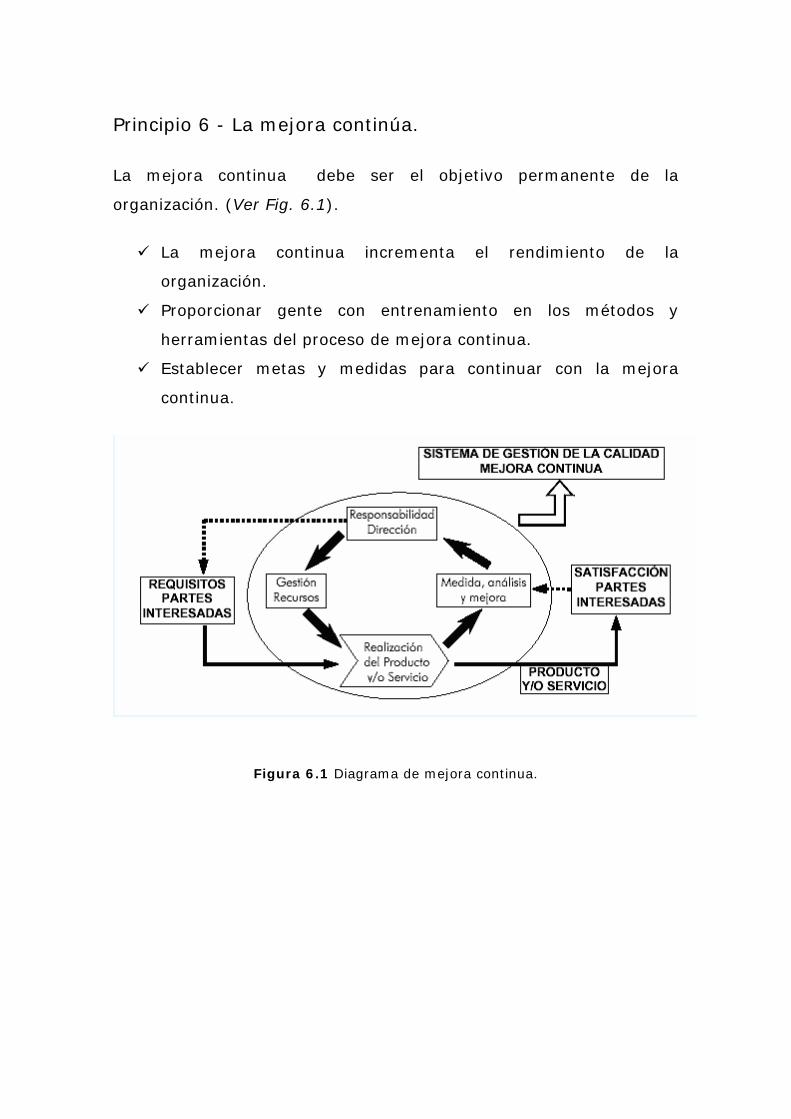
Principio 6 - La mejora continúa.
La mejora continua debe ser el objetivo permanente de la
organización. (Ver Fig. 6.1).
La mejora continua incrementa el rendimiento de la
organización.
Proporcionar gente con entrenamiento en los métodos y
herramientas del proceso de mejora continua.
Establecer metas y medidas para continuar con la mejora
continua.
Figura 6.1 Diagrama de mejora continua.

Principio 7 - La aproximación toma de decisiones mediante
los hechos.
La toma de decisiones está basada en el análisis de los datos y la
información.
Para tomar decisiones acertadas, es mejor basarse en la frialdad y
objetividad de los datos, mas que intuiciones, deseos y esperanzas.
Con buena información, se pueden hacer estudios y análisis de
futuro, y mejora del servicio a corto plazo.
Asegurar que los datos e información, sean precisos y fiables.
Con unos datos precisos, es posible aplicar métodos de
evaluación adecuados.
Hacer que los datos sean accesibles para cualquiera que los
necesite. La información debe de estar disponible para quien la
requiera.
El análisis de los datos y la información utilizando una buena
metodología y procedimiento para la toma de decisiones.
Tomar decisiones y realizar acciones basadas en el análisis de
los hechos, equilibradas con la experiencia y la intuición. Es
primordial a la hora de tomar decisiones analizar los hechos
fríamente, apoyándose en experiencias pasadas para realizar
predicciones y tomar las decisiones mas acertadas.
Principio 8 - el beneficio mutuo en la relación con los
suministradores.
El proveedor, sobrevive gracias al comercio que realiza con la
organización. Y su supervivencia, depende de la de la organización.
Ayudándose mutuamente y atendiendo a las necesidades de la otra
parte. Se logra optimizar el beneficio bilateral de la relación y la
eficacia de las dos organizaciones. La empresa, necesita
suministradores de confianza, que conozcan sus necesidades
expectativas.
Establecer relaciones que equilibren ganancias a corto plazo con
consideraciones a largo plazo.
Consultar e intercambiar recursos y experiencias entre las dos
partes.
Identificar y seleccionar a los suministradores.
Compartir sus planes a futuro con el suministrador para que
este pueda adecuarse y así poder mantener el nivel y calidad
esperado.
Inspirar, motivar y reconocer mejoras y conquistas de los
suministradores.
ANEXO 2 PROPIEDADES DE LOS PROCESOS
Habiendo definido un proceso, analizado sus distintos componentes y
señalado que existe dentro de un entorno, es saludable darle un
nombre, identificarlo para distinguirlo de otros procesos dentro de la
Compañía; entonces estaremos en condiciones de usar estos
conceptos básicos para discutir algunas propiedades de los procesos.
Hemos elegido estas cuatro propiedades porque son las más
determinantes en un proceso.
CAPACIDAD.
La capacidad de trabajo de un proceso es la carga máxima que puede
soportar el sistema bajo condiciones especificadas y por tiempo
indefinido. Por ejemplo, en nuestro caso donde enviamos unidades a
reparar a talleres externos la capacidad estará dada por la cantidad
de unidades enviadas y regresadas en tiempo, la capacidad de
ejecutivos trabajando, las herramientas de trabajo útiles, la
capacidad de discrepancias atendidas, los requerimientos críticos
atendidos y la cantidad de respuestas satisfactorias dadas a los
clientes internos y externos. Si suponemos que estos recursos están
equilibrados, entonces la capacidad del proceso de producción de
unidades estará dada por la máxima cantidad de unidades que son
atendidas a un ritmo normal de trabajo. Por lo tanto, la carga
máxima será la demanda que este proceso pueda soportar.

PRODUCTIVIDAD.
La productividad de un proceso está medida por la relación entre el
entrada y el salida. Siguiendo esto, un entrada del proceso podrían
ser las horas de trabajo de un ejecutivo en un día y el salida sería la
producción diaria de unidades. La productividad se mediría en
términos de cuántas unidades por día produce un ejecutivo.
EFICACIA.
La eficacia de un proceso es la medida en que los resultados cumplen
con los objetivos.
Por ejemplo, si una unidad regresa después del tiempo previsto, se
diría que el proceso de reparación de unidades es ineficaz. Muchas
veces se confunde la eficacia con la eficiencia o la efectividad. La
eficiencia es un porcentaje que nos dice si el proceso está
aprovechando los recursos o no. La efectividad es la medida del
proceso en cuanto a identificar exitosamente el producto o servicio a
producir y que el cliente reciba lo que desea, es decir, cuando la
propia gestión “da en el clavo”.
FLEXIBILIDAD.
La flexibilidad de un proceso es la medida de su adaptabilidad a las
circunstancias y los cambios imprevistos. Lo que para nosotros se
traduce en la diversidad de componentes que se manejan.
Habría un problema si un cliente interno llamará al ejecutivo para
cambiar el status de una unidad. Nuestro proceso es flexible a estos
cambios hasta antes del envió, pero no tiene flexibilidad para
adaptarse a este cambio, sólo la tendría si se considerara más tiempo
para la designación del taller.
Estas propiedades son la base fundamental de cualquier proceso y
nos servirán para futuros análisis. Se puede ver claramente que las
propiedades se ocupan de analizar los problemas del día a día. Sin
embargo, en los análisis que se nos presenten deberemos tener en
cuenta los efectos de las decisiones que se tomen ahora. Se debe
prestar atención a los beneficios a largo plazo, no solamente mirar los
del corto plazo. Las mismas propiedades de los procesos nos
ayudarán a cumplir con esta conjetura.

ANEXO 3 POLITICA GCP 2000
Los beneficios que consigue una aerolínea por tener Airbus en su flota
son:
Reducción de sus costos gracias al programa de estándares de
Soporte al cliente de Airbus.
Mejora de la confiabilidad del envío del avión con la
disponibilidad y el tiempo de reparación garantizado (SPT de las
refacciones)
Una optimización de las operaciones de los aviones.
Una adaptación y sólidas bases negocio directo con los
proveedores. (Fig. 1).
Figura 1. GPC 200
Las garantías que ofrece el GCP son:

GARANTÍA DE SERVICE PERFORMANCE:
Shop Processing Time (10/15 días)
AOG / Entrega de refacciones (4 hrs, 7 / 45 días)
Readquisición / Precios
Soporte Técnico
GARANTÍAS DE FUNCIONAMIENTO DEL EQUIPO:
Confiabilidad (MTBUR GARANTIZADO)
Costos de Mantenimiento (DMC)
El GCP 2000 formaliza los estándares de soporte de Airbus para
proveedores, asegurando entre otras cosa:
El soporte del proveedor para los ciclos de vida del avión
Un requisito óptimo para la disponibilidad de las refacciones
MTBUR garantizado y valores DMC para nivel de componente
LRU
Protección de precios basado en los índices de materiales
contra cualquier aumento incontrolado del precio de la
refacciones.
ENTREGA INICIAL DEL APROVISIONAMIENTO
• El proveedor no cotizará los tiempos de entrega más allá de 90
días de calendario
• El proveedor entregará un mínimo del 50% de cantidad de cada
artículo no más adelante de 90 días antes de la primera entrega
del avión, siempre que se ordene antes de 180 días calendario

FECHAS DE ENTREGA
45 days para rotables / reparables
7 Días para unidades shelf stock(+ unidades clasificadas como
NO GO, GO IF & Mean Time Between Unscheduled Removals
(MTBUR) alcanzado o garantizado <5000 horas de vuelo)
5 días después de recibir que se expedite una orden
24 horas después de recibir que se detenga una orden
4 horas después de recibir una orden de Aircraft On Ground
(AOG)
RETRASOS EN LA ENTREGA
El proveedor deberá de notificar de inmediato los retrasos
El proveedor deberá indicar una nueva fecha
El proveedor deberá acreditar un porcentaje fijo por cada día de
retraso basado en la fecha de entrega contractual. El proveedor
acreditar un porcentaje fijo para cada día de retrasa basado en la
fecha y los términos contractuales de expedición
TIEMPOS DE REPARACION: GSPT (SHOP PROCESSING
TIME)
El proveedor garantiza que su Shop Process Time (SPT) no exceda lo
indicado en la como en la figura.

Figura 2 SHOP PROCESS TIME.
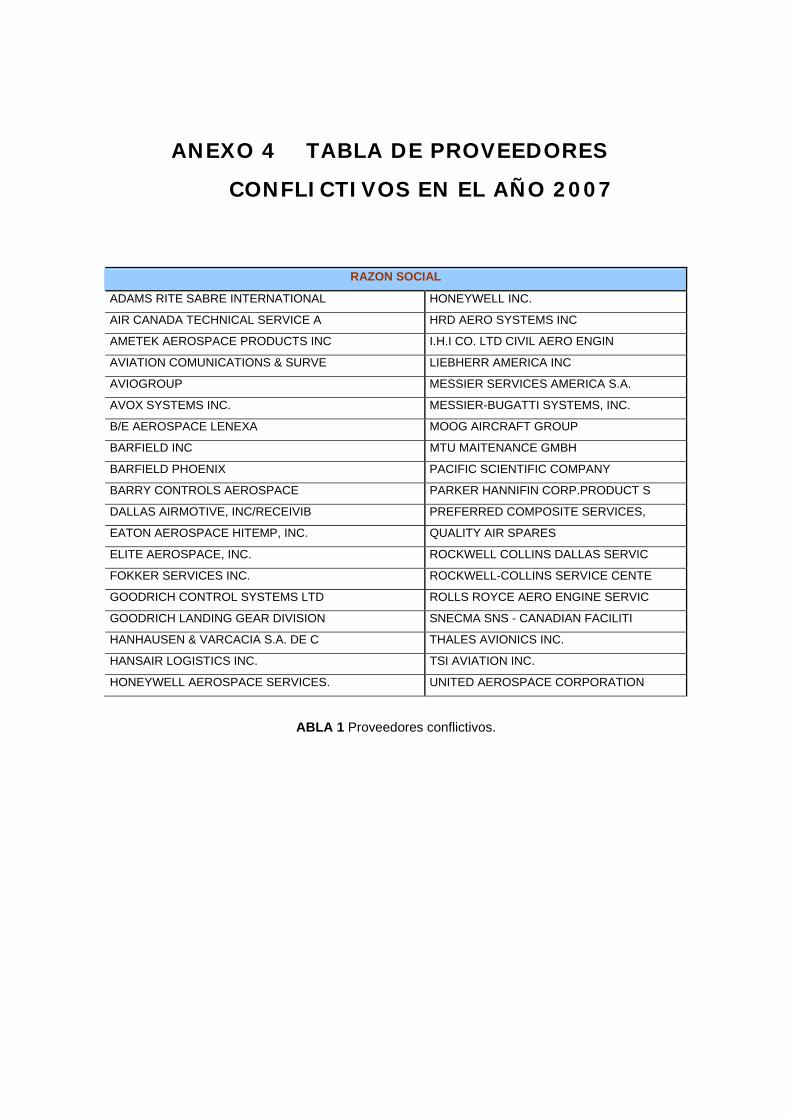
ANEXO 4 TABLA DE PROVEEDORES
CONFLICTIVOS EN EL AÑO 2007
RAZON SOCIAL
ADAMS RITE SABRE INTERNATIONAL HONEYWELL INC.
AIR CANADA TECHNICAL SERVICE A HRD AERO SYSTEMS INC
AMETEK AEROSPACE PRODUCTS INC I.H.I CO. LTD CIVIL AERO ENGIN
AVIATION COMUNICATIONS & SURVE LIEBHERR AMERICA INC
AVIOGROUP MESSIER SERVICES AMERICA S.A.
AVOX SYSTEMS INC. MESSIER-BUGATTI SYSTEMS, INC.
B/E AEROSPACE LENEXA MOOG AIRCRAFT GROUP
BARFIELD INC MTU MAITENANCE GMBH
BARFIELD PHOENIX PACIFIC SCIENTIFIC COMPANY
BARRY CONTROLS AEROSPACE PARKER HANNIFIN CORP.PRODUCT S
DALLAS AIRMOTIVE, INC/RECEIVIB PREFERRED COMPOSITE SERVICES,
EATON AEROSPACE HITEMP, INC. QUALITY AIR SPARES
ELITE AEROSPACE, INC. ROCKWELL COLLINS DALLAS SERVIC
FOKKER SERVICES INC. ROCKWELL-COLLINS SERVICE CENTE
GOODRICH CONTROL SYSTEMS LTD ROLLS ROYCE AERO ENGINE SERVIC
GOODRICH LANDING GEAR DIVISION SNECMA SNS - CANADIAN FACILITI
HANHAUSEN & VARCACIA S.A. DE C THALES AVIONICS INC.
HANSAIR LOGISTICS INC. TSI AVIATION INC.
HONEYWELL AEROSPACE SERVICES. UNITED AEROSPACE CORPORATION
ABLA 1 Proveedores conflictivos.

GLOSARIO DE TERMINOS. Aeronave: Vehículo capaz de navegar por aire. Agotado: Parte o componente de la aeronave no existente el almacén. A.O.G: Aircraft On Ground. (Aeronave en Tierra). Aprovisionamiento. Provisión de lo que resulte o sea necesario con respecto a vienes. ATA. Air Transport Association Costo: valor asignado a un producto o servicio como la reaparición de componentes. Departamento: Área determinada para llevar acabo una labor especifica. FAA: Federal Aviation Administration. Garantía: Forma que asegura y protege contra un riesgo o necesidad. GCP 2000. Condiciones Generales de Compra (por sus siglas en ingles General Condition of Purchase) Lineamientos: Normas, Reglas o pasos a seguir para cumplir con lo establecido. OEM’s: “Fabricante” de materiales específicos (por sus siglas en ingles Original Equipment Manufacturer). Número de Serie: Número o código designado a cada componente para su identificación. Producción: Obtención de resultados (bienes y Servicios) conformes. Proveedor: Persona y/o empresa que abastece de partes o componentes necesarios. Reparación: Arreglo de una parte o componente de la aeronave. Rotable. Toda unidad, componente o dispositivo que se encuentre
instalado en una aeronave, la cual ha sido removida para su

verificación, reparación o prueba por sospecha de falla, aislamiento
de falla, para su modificación, por límite de tiempo o por convenir al
servicio
Stock: Disponibilidad de material en almacén.
Talleres: Área (lugar) designada para la reparación de una parte o
componente de la aeronave.
Turnaround Time (TAT). Es el tiempo que toma a un taller en reparar
un componente excluyendo el tiempo atribuido a las demoras
causadas por los requerimientos de la Compañía o del cliente para
aprobar la continuación del proceso de reparación.

BIBLIOGRAFIA. -METODOLOGIA DE LA INVESTIGACION. Autor. Roberto Hernández Sampieri Editorial. Mc Graw Hill -PLANEACION ESTRATEGICA Autor. George A. Steiner Editorial. CECSA -MEXICANA Autor. Adolfo Crespo y Vivo Editorial. Clío -TESIS PROFESIONALES Autor. Angeles Mendieta Alatorre Editorial. Porrúa -TESIS: “PROCEDIMIENTO PARA ELABORAR PROCEDIMIENTOS” Editorial. Instituto Politécnico Nacional -MERCADOTECNIA DE SERVICIO Autor. Salvador Mercado Editorial. PAC, S.A. DE C.V. -RECLUTAMIENTO, SELECCIÓN E INTEGRACIÓN DE RECURSOS HUMANOS Autor. Alfredo Guth Aguirre Editorial. Trillas -PSICOLOGIA INDUSTRIAL Autor. Haller Gilmer Editorial. Ediciones Martínez Roca -GCP 2000 Autor. Airbus -Norma ISO 9001:2000
