fluidos - biblio3.url.edu.gtbiblio3.url.edu.gt/publi/.../manualesing/aplicacioneshidraulica.pdf ·...
TRANSCRIPT
Fluidos
Aplicaciones dehidráulica —
Manual del estudiante31305-02
PLC
Impreso en Canadá
I IIIU303130502031 2c
A yh - Val-or

FLUIDOS
APLICACIONES DEHIDRÁULICA - PLC
Por elpersonal
deLab-Volt (Quebec) Ltd
Derechos Reservados © 2000 Lab-Volt Ltd
Derechos Reservados. Ninguna parte de esta publicación puedeser reproducida, en ninguna forma o por cualquier medio, sin elprevio permiso por escrito de Lab-Volt Quebec Ltd.
Depósito Legal - Cuarto trimestre 2000
ISBN 2-89289-495-6
PRIMERA EDICIÓN, NOVIEMBRE DEL 2000
Impreso en CanadáDiciembre de 2003
PrólogoEl Programa Didáctico en Hidráulica de Lab-Volt es un acercamiento modularizadoal entrenamiento educacional en el campo de la hidráulica. El Sistema Didáctico enhidráulica consta de un programa introductorio y uno avanzado.
El programa introductorio está basado en dos manuales: Fundamentos de lahidráulica Volumen 1, que cubre los principios básicos de la hidráulica; Volumen2, Hidráulica - Control eléctrico de los sistemas hidráulicos, que cubre los circuitoseléctricos y los diagramas en escalera para las aplicaciones de hidráulica.
El programa didáctico avanzado amplía el curso introductorio con aplicacioneshidráulicas, demostrando sensores, servo controles, controles proporcionales,controles neumáticos y autómatas programables (PLC por sus siglas en inglés). Lasaplicaciones cubiertas están basadas en las que se utilizan en la industria.
Este manual, Aplicaciones de hidráulica - PLC, explora el uso del PLC en lossistemas hidráulicos. Muestra qué tipos de sistemas hidráulicos son automatizadosy muestra cómo el PLC es usado para controlar, modificar y detectar y repararfallas en un sistema hidráulico. Los estudiantes empiezan con una revisión de lasinstrucciones básicas del PLC. Los sistemas hidráulicos funcionales controladospor PLC son después estudiados, ensamblados y evaluados. Los estudiantes soninvitados a la detección y reparación de fallas en un sistema de abrazadera y detrabajo tipo industrial basada en los primeros principios de la hidráulica y el PLC.Finalmente, los estudiantes usan el conocimiento adquirido para diseñar su propiosistema y simular la operación de una aplicación típica industrial.
Como requisito previo a este manual, los estudiantes deben haber terminado losprogramas introductorios en hidráulica y los PLC. La Guía del Instructor deHidráulica de Lab-Volt (N/P 30794-10) proporciona respuestas a todos los pasosdel procedimiento y a las preguntas de repaso encontradas en cada ejercicio deeste manual.
111

Reconocimientos
Agradecemos al señor Patrick Quirion, Mech. Ing., CEFP, MGI, por su participaciónen la elaboración del curso de hidráulica. El señor Quirion imparte clases de fluídicaen Montreal, Canadá.
Iv

Tabla de contenidos
Introducción . VII
Ejercicio 1
Ejercicio 2
Ejercicio 3
Ejercicio 4
Ejercicio 5
Ejercicio 6
Ejercicio 7
Repaso del autómata programable .................1-1
Revisión de las instrucciones tipo relé del PLC. Introducción yevaluación de un programa que utiliza instrucciones tipo relé paracontrolar la activación y desactivación de dos luces indicadoras.
Instrucciones del temporizador ....................2-1
Revisión de las instrucciones del temporizador del PLC. Introduc-ción y evaluación de un programa que utiliza instrucciones detemporizador activado para activar tres luces indicadoras en unorden programado y por un período de tiempo definido.
Instrucciones del contador ............... . ...... . . 3-1
Revisión de las instrucciones del contador del PLC. Introduccióny evaluación de un programa que utiliza dos contadores encascada para activar una luz indicadora después de que otra luzindicadora se ha activado un número definido de veces.
Instrucciones de comparación y de cierre ............4-1
Revisión de las instrucciones de comparación y de cierre del PLC.Introducción y evaluación de un programa que utiliza instruccionesde comparación y de cierre controladas por contador para activaruna luz indicadora después de que otra luz indicadora ha destella-do un número de veces definido.
Control temporizado de los actuadores hidráulicos.... 5-1
Conexión y operación de un sistema hidráulico controlado por PLCque alterna continuamente un cilindro y detiene en dos posicionespredeterminadas por un período de tiempo
Conteo de ciclos de un actuador hidráulico ..........6-1
Conexión y operación de un sistema hidráulico controlado por PLCque hace girar a un motor 1000 vueltas y después alterna uncilindro 10 veces.
Control de seguridad de los actuadores hidráulicos ... 7-1
Conexión y operación de un sistema hidráulico controlado por PLCque utiliza un botón pulsador de PARO/REINICIO, un presostato,y una luz indicadora de alarma para proporcionar el control deseguridad de un cilindro de presión.
V
Tabla de contenidos (cont.)
Ejercicio 8
Ejercicio 9
Sistema de abrazadera y de trabajocontrolado por PLC ........ . ..................... 8-1
Conexión y operación de un sistema de abrazadera y de trabajotipo industrial. Monitorear la presión aplicada detrás del pistón delcilindro abrazadera para asegurar que la pieza de trabajo perma-nezca firmemente sujetada mientras es trabajada.
Detección y reparación de tallas ....................9-1
Detección de fallas insertadas por el instructor en las seccionesidráulica y de control del PLC del sistema de abrazadera y derabajo estudiado en el Ejercicio 8.
Ejercicio 10 Diseño de una punzonadora controlada por PLC .....10-1
Diseño de una punzonadora controlada por PLC que punzonaorificios en placas de metal.
Ejercicio 11
Ejercicio 12
Diseño de un sistema transportadorcontrolado por PLC .............................11-1
Diseño de un sistema transportador controlado por PLC que hacecircular las piezas manufacturadas y las carga en una máquina deempaque.
Diseño de una máquina de fundicióncontrolada por PLC ...... .. ..................... 12-1
Diseño de una máquina de fundición controlada por PLC usadapara producir rotores jaula de ardilla
Apéndices A Gráfica de utilización del equipo .................. A-1B Procedimientos de detección y reparación
detallas ...................................... B-1C Factores de conversión ......................... C-1D Símbolos gráficos de hidráulica y neumática ........ D-1
Bibliografía
¡Nosotros valoramos su opinión!
VI
Introducción
Los sistemas hidráulicos pueden ser controlados manual o eléctricamente. Elcontrol manual es bueno para las funciones del sistema que no requiere repeticio-nes constantes, o que implica una serie de eventos interrelacionados. El controleléctrico es más apreciable conforme la complejidad y el número de funciones delsistema aumenta. Con el control eléctrico, la flexibilidad mejora la ejecución, y laseguridad es agregada al sistema. Hoy en día, la mayoría de los sistemashidráulicos son controlados eléctricamente a través del uso de relés electromecáni-cos estructurados o un autómata programable (PLC).
Con los sistemas del relé electromecánico estructurado, los relés, temporizadores,y los contadores son conectados entre sí para realizar la tarea de control. Estossistemas, son con frecuencia difíciles en detectar y reparar fallas, costosos demantener, y ocupan mucho espacio. La modificación del sistema requeriría de unnuevo diagrama y un nuevo recableado.
En los sistemas controlados por PLC, los relés, temporizadores, y contadores sonreemplazados por componentes de estado sólido y programables y por instruccio-nes programadas. Como en los sistemas de relé electromecánico estructurado, elPLC utiliza simbología tipo relé para representar el circuito de control. Un programade escalera del PLC es desarrollado, introducido, y transferido al PLC por medio deuna computadora o una programación manual de la terminal. Los relés, temporiza-dores, contadores y sus contactos asociados están ahora representados porinstrucciones programadas. El control del PLC debe ser considerado en lugar delcontrol de relé electromecánico cuando se desea:
• Reducir la cantidad de espacio requerido en el piso de la planta por grandesbancos del relé:
• Prociramar el PLC en lupar de los páneles de control del relé electromecánico:• Eliminar la necesidad de recablear y desmontar los páneles de control del relé
electromecánico cuando un sistema es cambiado:• Simplificar la detección y reparación de fallas del sistema:• Simplificar el mantenimiento del sistema e incrementar la confiabilidad;• Que permita la reconfiçiuración fácil y ráp ida del sistema:• Que permita a una máquina o proceso la habilidad de realizar múltiples tareas
reprociramando el PLC:• Que permita al piso de la planta comunicarse más fácilmente con las
computadoras de la planta.
VII

VIII
Ejercicio 1
Repaso del autómata programable
OBJETIVO DEL EJERCICIO
• Hacer una revisión de las instrucciones tipo relé del PLC (autómata programa-ble);
• Introducir y evaluar un programa en escalera del PLC que usa instruccionestipo relé para controlar el activado y desactivado de dos lámparas piloto.
DISCUSIÓN
Programa en escalera del PLC
Un programa en escalera del PLC es un conjunto planeado de instrucciones queasemeja un diagrama en escalera de relé estructurado. El PLC sigue estasinstrucciones para interpretar las señales de entrada enviadas a éste desde loselementos de entrada y para accionar sus salidas en la debida forma.
El programa en escalera del PLC utiliza el formateo del diagrama y símbolossimilares al diagrama del relé estructurado. Las instrucciones del contactoNormalmente Abierto (N.A.) Y Normalmente Cerrado (N. C.) son análogas a loscontactos de relé, mientras las instrucciones de salida son análogas a las bobinasde relé.
Todas las instrucciones en un escalón de escalera del PLC deben ser programadascon una dirección. Esta dirección identifica una ubicación de almacenamiento enlas tablas de datos del PLC donde el estado lógico de la instrucción (verdade-ro/falso) es indicado. El formato de dirección depende del modelo de PI-C. Porejemplo, en el modelo Allen-Bradley SLC 500, las direcciones se componen decaracteres alfanuméricos separados por delimitadores.
Continuidad lógica
Cuando está operando, el PLC primero lee el estado de las señales en susentradas y actualiza los bits en la tabla de datos de entrada en la debida forma.Después evalúa cada escalón del programa en escalera individualmente y actualizalos bits en su tabla de datos de salida en la debida forma. Estos bits después sontransferidos a los relés de salida internos para energizar o desenergizar losdispositivos externos conectados a las salidas del PI-C.
Para evaluar un escalón, el PLC verifica el estado lógico (verdadero/falso) de lasinstrucciones en este escalón. Cuando existe una trayectoria continua deinstrucciones verdaderas entre las instrucciones del extremo izquierdo y delextremo derecho (salida), la instrucción de salida es energizada.
1-1
Repaso del autómata programable
Una instrucción del contacto N. A. programada con una dirección de entrada esevaluada como verdadera cuando su bit asociado en la tabla de datos de entradadel PLC está ACTIVADO (lógica 1), es decir, cuando un voltaje de nivel apropiadoestá presente en la entrada correspondiente del PLC. Por otro lado, una instrucciónprogramada de un contacto N. C. programada con una dirección de entrada esevaluada como verdadera cuando su bit asociado en la tabla de datos de entradadel PLC está DESACTIVADO (lógica 0), es decir, cuando el voltaje en la entradacorrespondiente del PLC es ntiilo (cero).
Control del PLC del Equipo Didáctico en Hidráulica de Lab-Volt
Tres modelos de PLC están disponibles como opciones para el control del EquipoDidáctico en Hidráulica de Lab-Volt. Estos modelos son el Allen-Bradley SLC 500,el Omron SYSMAC CPM1, y el Siemens SIMATIC S7-212. Cada modelo vienemontado en una base de metal la cual permite ser sujetado dentro de la superficiede trabajo perforada del Equipo Didáctico en Hidráulica.
Cada modelo de PLC tiene la capacidad de aceptar por lo menos ocho señales deentrada de cc de 24-y desde elementos de entrada tales como botones pulsadores,interruptores de fin de carrera, interruptores magnéticos, e interruptores fotoeléctri-cos. Cada modelo tiene la capacidad de controlar por lo menos seis dispositivos desalida de cc de 24-V tales como las lámparas piloto y solenoides de válvuladireccional.
Todas las entradas y salidas del PLC terminan en receptáculos tipo banana parafacilitar la instalación del sistema. Una fuente de voltaje externa de cc de 24-yes requerida para dar potencia a los elementos de entrada del PLC y a los relés desalida internos. Esta puede ser facilmente suministrada por la fuente de alimenta-ción de cc de 24-y del Equipo Didáctico en Hidráulica.
Resumen del procedimiento
En este ejercicio, introducirá y evaluará un programa en escalera básico del PLCque usa instrucciones tipo relé para controlar dos lámparas piloto. Primeroconectará los elementos de entrada y salida del PLC (botones pulsadores y lucesindicadoras) a la fuente de alimentación de cc de 24- y del PLC. Despuésintroducirá el programa en escalera del PI-C. Finalmente, evaluará la operación delprograma accionando los botones pulsadores y observando el activado ydesactivado de las lámparas piloto.
EQUIPO REQUERIDO
Consulte la Gráfica de utilización del equipo, en el apéndice A de este manual, paraobtener la lista del equipo requerido para realizar este ejercicio.
1-2
Repaso del autómata programable
PROCEDIMIENTO
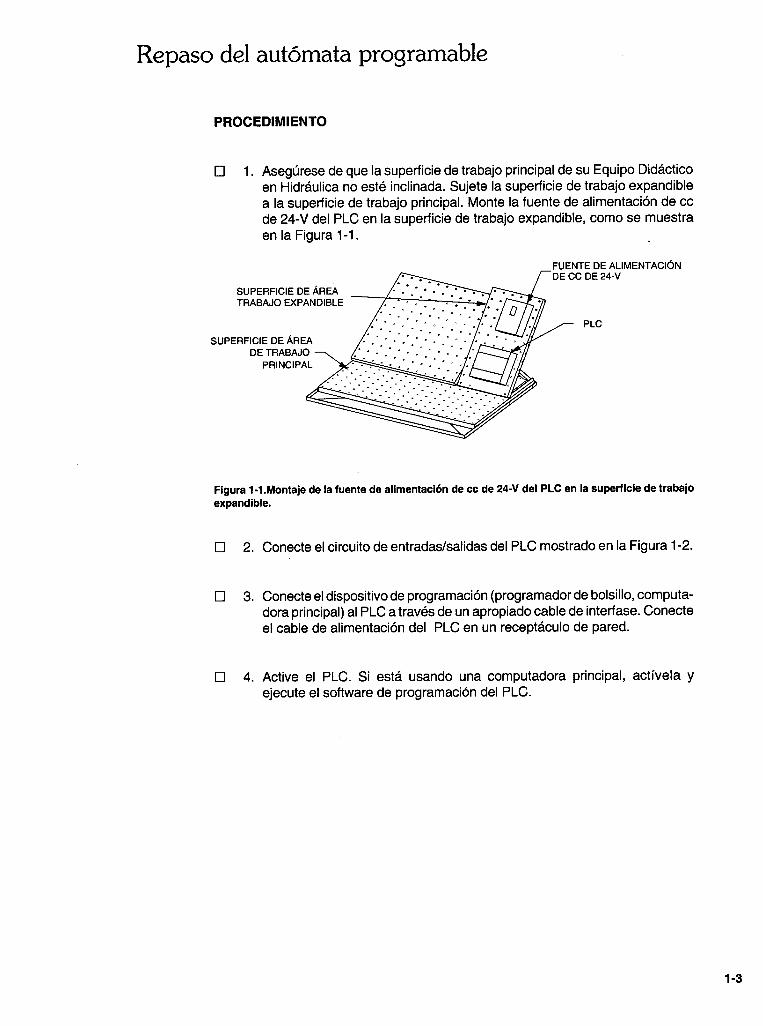
O 1. Asegúrese de que la superficie de trabajo principal de su Equipo Didácticoen Hidráulica no esté inclinada. Sujete la superficie de trabajo expandiblea la superficie de trabajo principal. Monte la fuente de alimentación de ccde 24-y del PLC en la superficie de trabajo expandible, como se muestraen la Figura 1-1.
FUENTE DE ALIMENTACIÓNDE CC DE 24-V
SUPERFICIE DE ÁREATRABAJO EXPANDIBLE
PLCSUPERFICIE DEÁREA
DE TRABAJOPRINCIPAL
Figura 1-1.1VIontaje de la fuente de alimentación de cc de 24- y del PLC en la superficie de trabajoexpandible.
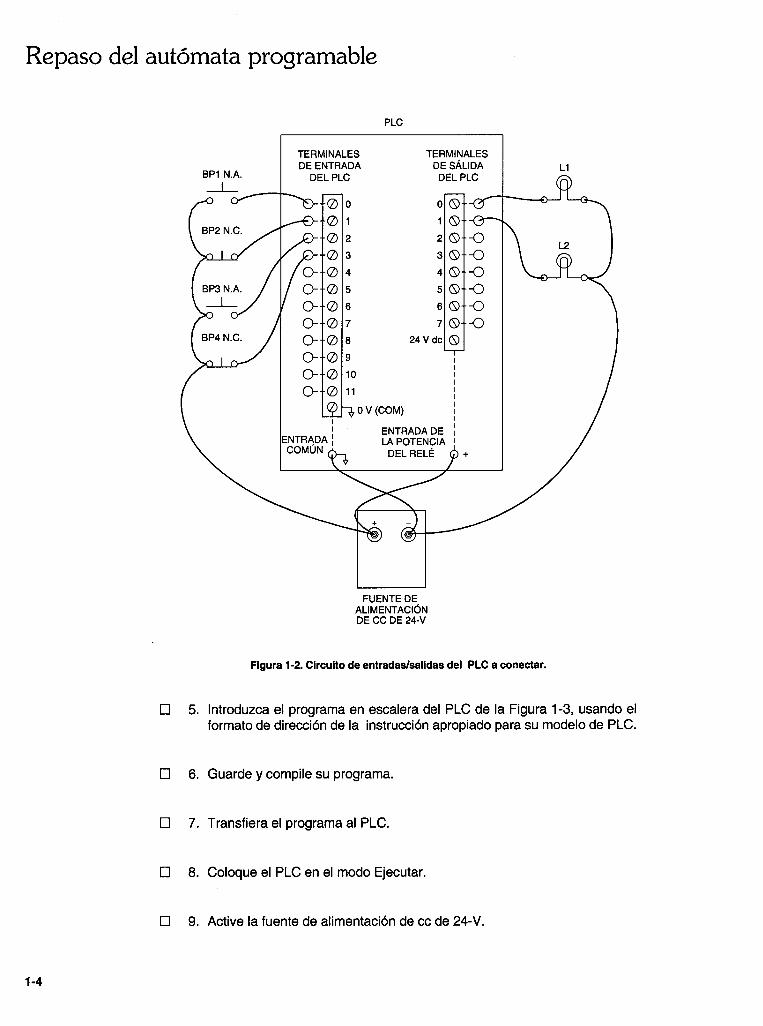
LI 2. Conecte el circuito de entradas/salidas del PLC mostrado en la Figura 1-2.
LI 3. Conecte el dispositivo de programación (programador de bolsillo, computa-dora principal) al PLC a través de un apropiado cable de interf ase. Conecteel cable de alimentación del PLC en un receptáculo de pared.
LI 4. Active el PLC. Si está usando una computadora principal, actívela yejecute el software de programación del PLC.
1-3
Repaso del autómata programable
PLC
TERMINALES TERMINALESDE ENTRADA DE SÁLIDA
BP1 N.A. DEL PLC DEL PLC
-o f10
01 i®-O-BP2N.C.
02 2® -0
03 3Q-O
0-04 4-0BP3N.A. 0- 0 5 5 ® -0
0-0 6 6Q-O
0-07 7@-OBP4 N.C. 0-0 8 24V dc @
0-090-0100-Oil
OV(COM)
ENTRADA DEENTRADA 1 LA POTENCIA 1
COMUN DEL RELÉ d +
FUENTE DEALIMENTACIÓNDE CC DE 24-V
Figura 1-2. Circuito de entradas/salidas del PLC a conectar.
O 5. Introduzca el programa en escalera del PLC de la Figura 1-3, usando elformato de dirección de la instrucción apropiado para su modelo de PI-C.
0 6. Guarde y compile su programa.
0 7. Transfiera el programa al PI-C.
0 8. Coloque el PLC en el modo Ejecutar.
El 9. Active la fuente de alimentación de cc de 24-y.
Li
L2
1-4
Repaso del autómata programable
(+)
BOTÓN PULSADOR BOTÓN PULSADORBP1 BP2 LÁMPARA Li1:00 1:01 0:00
RUNGO—EMAN
II II (FUERA)—TEJ
BOTÓN PULSADOR BOTÓN PULSADORBP3 BP4 LÁMPARA L21:02 1:03 0:01
RUNG 1 FUERA
MANTENER0:01
RUNG 2 FIN
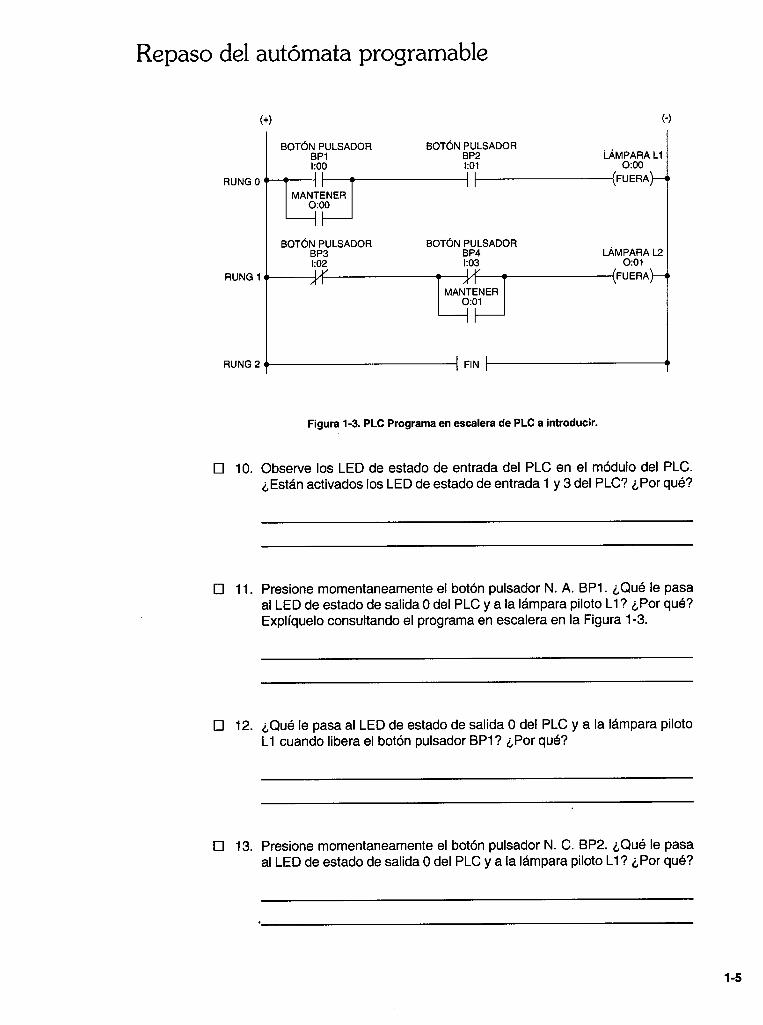
Figura 1-3. PLC Programa en escalera de PLC a introducir.
El 10. Observe los LED de estado de entrada del PLC en el módulo del PLC.¿Están activados los LED de estado de entrada 1 y3 del PLC? ¿Por qué?
O 11. Presione momentaneamente el botón pulsador N. A. BP1. ¿Qué le pasaal LED de estado de salida O del PLC y a la lámpara piloto Li? ¿Por qué?Explíquelo consultando el programa en escalera en la Figura 1-3.
O 12. ¿Qué le pasa al LED de estado de salida O del PLC y a la lámpara pilotoLi cuando libera el botón pulsador BP1? ¿Por qué?
El 13. Presione momentaneamente el botón pulsador N. C. BP2. ¿Qué le pasaal LED de estado de salida O del PLC ya la lámpara piloto Li? ¿Por qué?
1-5
Repaso del autómata programable
LI 14. Presione momentaneamente el botón pulsador N. A. BP3. ¿Qué le pasaal LED de estado de salida 1 del PLC y a la lámpara piloto L2? ¿Por qué?
LI 15. Presione momentaneamente el botón pulsador N. C. BP4. ¿Qué le pasaal LED de estado de salida 1 del PLC y a la lámpara piloto L2? ¿Por qué?
LI 16. Presione momentaneamente el botón pulsador BP3. ¿Qué le pasa al LEDde estado de salida 1 del PLC y a la lámpara piloto L2? ¿Por qué?
O 17. Desactive la fuente de alimentación de cc de 24- y del PLC. Desactive lacomputadora principal, si la hay.
o 18. Desconecte todos los cables eléctricos. Remueva todos los componenteseléctricos de la superficie de trabajo. Regrese todos los cables y compo-nentes a su área de almacenamiento.
CONCLUSIÓN
En este ejercicio, introdujo y evaluó un programa en escalera básico del PLC queusa instrucciones tipo relé para controlar el activado y desactivado de dos lámparaspiloto. Observó que la continuidad lógica resulta desde una trayectoria sininterrupción de izquierda-derecha de instrucciones verdaderas en un escalón de laescalera.
Observó que la instrucción del contacto N. A., la cual es análoga a un relé decontacto N. A., es evaluada como verdadera cuando una señal de cc de 24- y esaplicada a la entrada asociada del PLC. También observó que la instrucción delcontacto N. C, la cual es análoga a un contacto de relé N. C, es evaluada comoverdadera cuando no hay voltaje aplicado en la entrada asociada del PLC.
1-6
Repaso del autómata programable
PREGUNTAS DE REPASO
1. Verdadero o falso: un contacto de botón pulsador normalmente abierto puedeser programado ya sea para acción normalmente abierta o normalmentecerrada, usando las instrucciones del contacto N. A y N. C del PI-C.
2. ¿Qué condición debe existir en un escalón para que sea energizada lainstrucción de salida en este escalón?
3. En el escalón O de la escalera de la Figura 1-3, ¿cuál debe ser la condición(presionado/liberado) del botón pulsador BP1 y BP2 para que la instrucción desalida 0:00 sea energizada, si BP1 es normalmente cerrado y BP2 esnormalmente abierto?
4. En el escalón 1 de la escalera de la Figura 1-3, ¿cuál debe ser la condición(presionado/liberado) del botón pulsador BP3 y BP4 para que la instrucción desalida 0:01 sea energizada, si BP3 es normalmente cerrado y BP4 esnormalmente abierto?
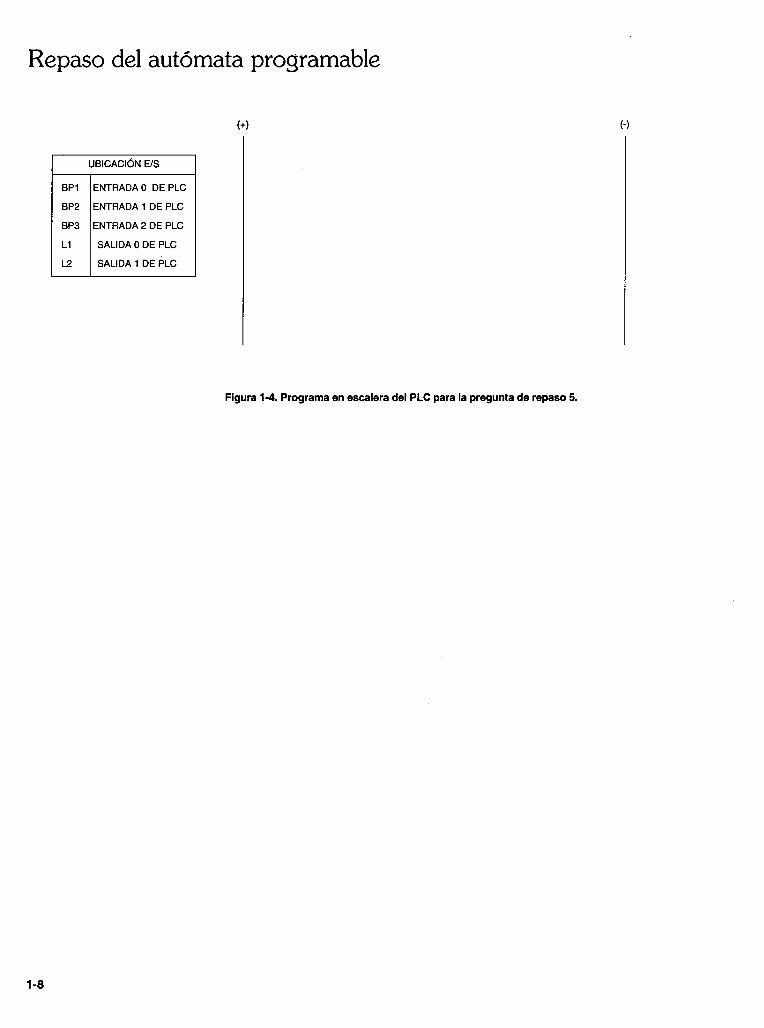
5. Dibuje en la Figura 1-4 un programa en escalera del PLC que tenga lassiguientes capacidades:
- Que al presionar momentaneamente el botón pulsador BP1 N. A. causeque la lámpara piloto Li se active.
- Que al presionar momentaneamente el botón pulsador BP2 N. A causeque la lámpara piloto L2 se active.
- Que al presionar momentaneamente el botón pulsador BP3 N. C. encualquier momento desactive al mismo tiempo ambas luces indicadoras.
1-7
Repaso del autómata programable
(+)
UBICACIÓN E/S
BP1 ENTRADA DEPLC
BP2 ENTRADA 1 DE PLC
BP3 ENTRADA 2 DE PLC
Li SALIDA O DE PLC
L2 SALIDA 1 DE PLC
Figura 1-4. Programa en escalera del PLC para la pregunta de repaso 5.
1-8
Ejercicio 2
Instrucciones del temporizador
OBJETIVO DEL EJERCICIO
• Hacer una revisión de las instrucciones del temporizador del PI-C;• Introducir y evaluar un programa en escalera de PLC que use instrucciones del
temporizador para activar tres lámparas piloto en un orden programado y porun período de tiempo definido.
DISCUSIÓN
Instrucciones del temporizador
Los PLC tienen instrucciones del temporizador que proporcionan la misma funciónque los relés temporizados electromecánicos. Las instrucciones del temporizadorson usadas para activar o desactivar un dispositivo después de un período detiempo definido. Las instrucciones del temporizador son instrucciones de salidainterna porque pueden ser solamente usadas dentro del programa, no para elcontrol directo de las salidas externas del PI-C.
Operación
La instrucción del temporizador cuenta el número de veces que un intervalo fijo detiempo, llamado base de tiempo, ha transcurrido si por ejemplo, la base de tiempoes 0.01 segundos, el temporizador debe contar 500 intervalos de base de tiempopara cronometrar un intervalo de 5 segundos. La base de tiempo es seleccionableen algunos PI-C, mientras en otros es fijo.
Dos parámetros son asociados con cualquier instrucción del temporizador, loscuales son valor acumulado y valor preajustado. Ambos valores el acumuladoy el preajustado son almacenados en una área de la memoria llamada registro. Elvalor acumulado corresponde al tiempo transcurrido desde que el temporizador fuereiniciado por última vez. El valor preajustado corresponde al número de intervalosde base de tiempo que van a ser contados. Una aplicación común de unainstrucción del temporizador es preajustado activar o desactivar un dispositivodespués de alcanzar el valor preajustado.
Tipos de instrucciones del temporizador
Existen varios tipos de instrucciones del temporizador encontrados en los PI-C. Lasiguiente es una descripción de instrucciones del temporizador que están máscomunmente disponibles en los PI-C:
• La instrucción del temporizador activado empieza a contar los intervalos dela base de tiempo cuando las condiciones del escalón llegan a ser verdaderas.
2-1
Instrucciones del temporizador
Cuando el valor acumulado es igual al valor preajustado, el bit de expiración deltemporizador se activa (colocado en lógica 1). Cuado las condiciones delescalón llegan a ser falsas, el valor acumulado es reiniciado y el bit deexpiración se desactiva (colocado en lógica O).
• La instrucción del temporizador desactivado empieza a contar los intervalosde la base de tiempo cuando las condiciones del escalón llegan a ser falsas.Cuando el valor acumulado es igual al valor preajustado del bit de expiración deltemporizador es desactivado. Cuando las condiciones del escalón llegan a serverdaderas, el valor acumulado es reiniciado y el bit de expiración se activa.
• La instrucción del temporizador retentivo es una instrucción de temporizadoractivado que retiene el valor acumulado cuando las condiciones del escalónllegan a ser falsas o la potencia es perdida. El valor acumulado de untemporizador retentivo debe ser reiniciado usando una instrucción de reinicio.
El uso de los bits de estado del temporizador
Las instrucciones del temporizador del PLC incluyen uno o más bits de estado deltemporizador que proporcionan información en el proceso de cronometraje. El bitde estado del temporizador básico es el bit de expiración que se activará (operacióndel temporizador activado) o desactivará (operación del temporizador desactivado)cuando el valor acumulado es igual al valor preajustado. Sin embargo, dependiendodel modelo del PLC, los bits de estado adicionales del temporizador pueden estardisponibles, tal como el bit de cronometraje del temporizador o el bit habilitado deltemporizador.
Los bits de estado del temporizador pueden ser usados en todo el programa paracontrolar las instrucciones de contacto N.A. y N. C. Esto se hace programando lainstrucción de contacto N.A. o N.C. con la dirección del temporizador y, cuando serequiera, el número o nemotécnico del bit de estado del temporizador.
El uso de la instrucción de reinicio
La instrucción de reinicio es usada para reiniciar un temporizador de la mismadirección. Cuando está energizando, la instrucción de reinicio reinicia el valoracumulado del temporizador, así como el (los) bit (s) de estado del temporizador.La instrucción de reinicio es programada especificando la dirección del temporiza-dor a ser reiniciado.
Resumen del procedimiento
En este ejercicio, programará y evaluará un programa en escalera del PLC que usainstrucciones del temporizador activado para activar tres lámparas piloto en unorden programado y por un período de tiempo definido.
2-2
Instrucciones del temporizador
EQUIPO REQUERIDO
Consulte la Gráfica de utilización del equipo, en el Apéndice A de este manual,para obtener la lista del equipo requerido para realizar este ejercicio.
PROCEDIMIENTO
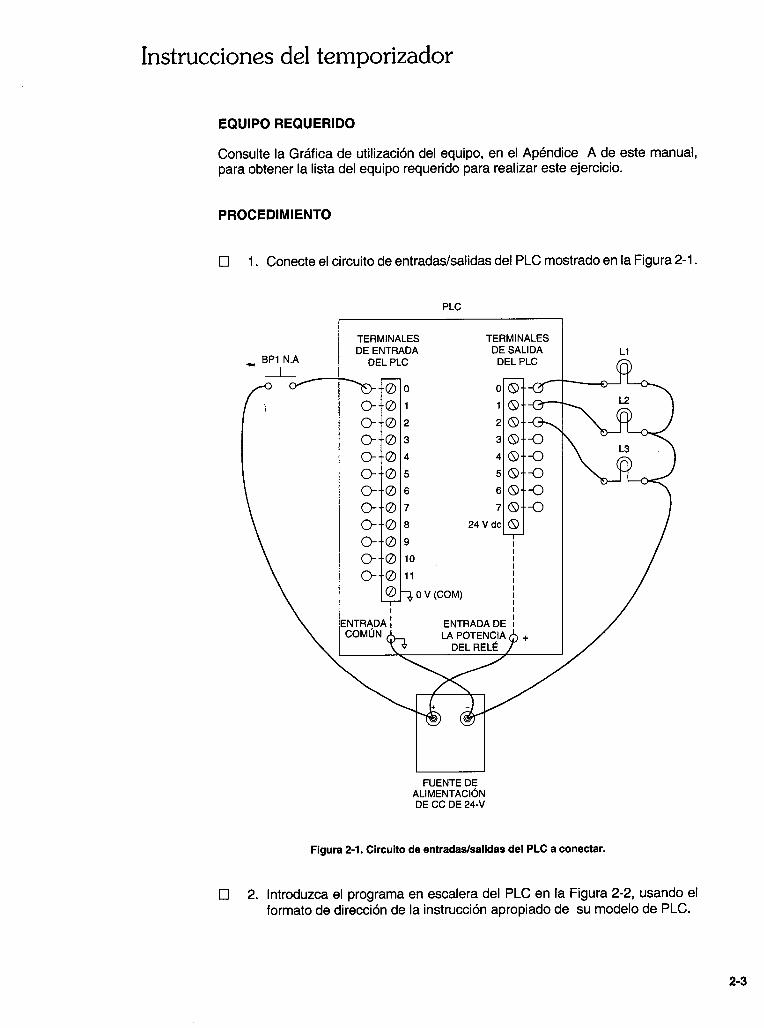
0 1. Conecte el circuito de entradas/salidas del PLC mostrado en la Figura 2-1.
PLC
1 TERMINALES TERMINALES1 DE ENTRADA DE SALIDA
BP1 N.A 1 DEL PLC DEL PLC- Lfl -oo
0-01
0-0 22(S)--G-
()---0 3 3QO
0-04 40-0
0-- 0 S 50-0
0-06 60-0
0-07 70-0
0-0 8 24Vdc ®
0-090-0100-011
\ 0\ ENTRADA ENTRADA DE 1
\ COMÚN¿, LA POTENCIA c +\ DEL REL J
FUENTE DEALIMENTACIÓNDE CC DE 24-y
Figura 2-1. Circuito de entradas/salidas del PLC a conectar.
O 2. Introduzca el programa en escalera del PLC en la Figura 2-2, usando elformato de dirección de la instrucción apropiado de su modelo de PI-C.
Li
L2
L3
2-3
Instrucciones del temporizador
(+) (-)
INICIO BIT DE
BP1 EXPIRACIÓN T:2 LÁMPARA Li
1:00 T:2 0:00RUNGO
(FUERA)
ANTENER
INICIO Ti TEMPORIZADOR ACTIVADO
0:00 T:0RUNG1 (TON)-
RETARDO: 5 SEGUNDOS
BIT DEEXPIRACIÓN T:0 TEMPORIZADOR ACTIVADO
T:0 T:iRUNG 2
1(TON)-
RETARDO: 4 SEGUNDOS
LÁMPARA L20:01
(FUERA)-
BIT DEEXPIRACIÓN T:i TEMPORIZADOR ACTIVADO
T:1 T:2RUNG 3
(TON)RETARDO: 3 SEGUNDOS
LÁMPARA L30:02
RUNG 4 FIN
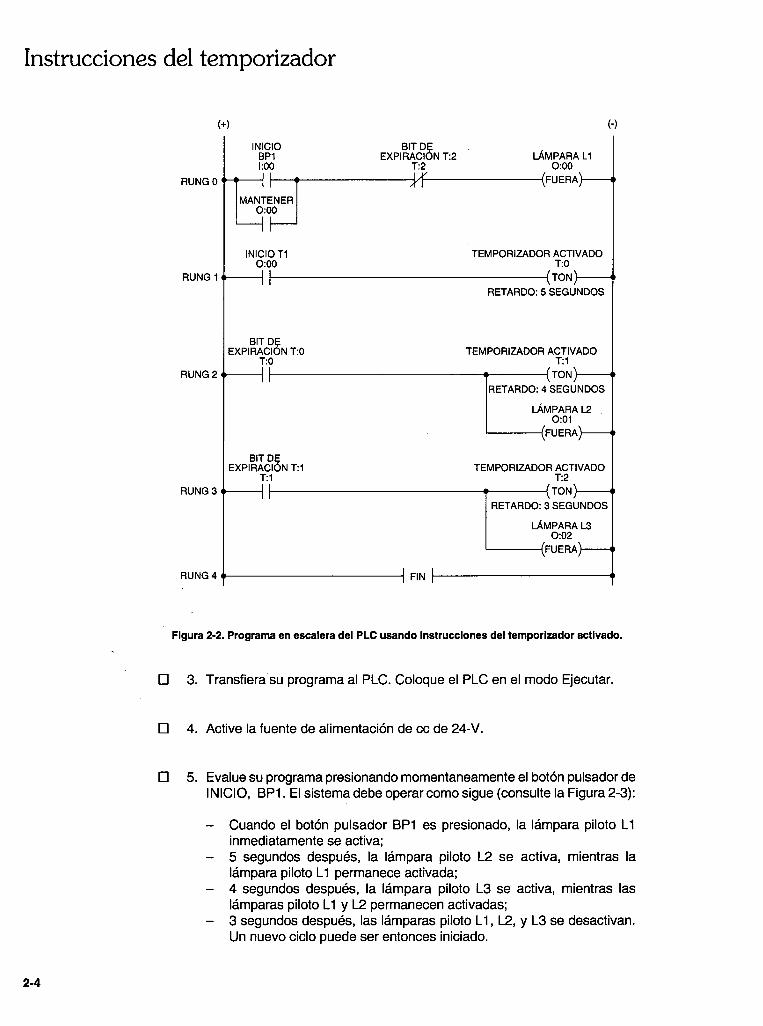
Figura 2-2. Programa en escalera del PLC usando instrucciones del temporizador activado.
0 3. Transfiera su programa al PI-C. Coloque el PLC en el modo Ejecutar.
LI 4. Active la fuente de alimentación de cc de 24-y.
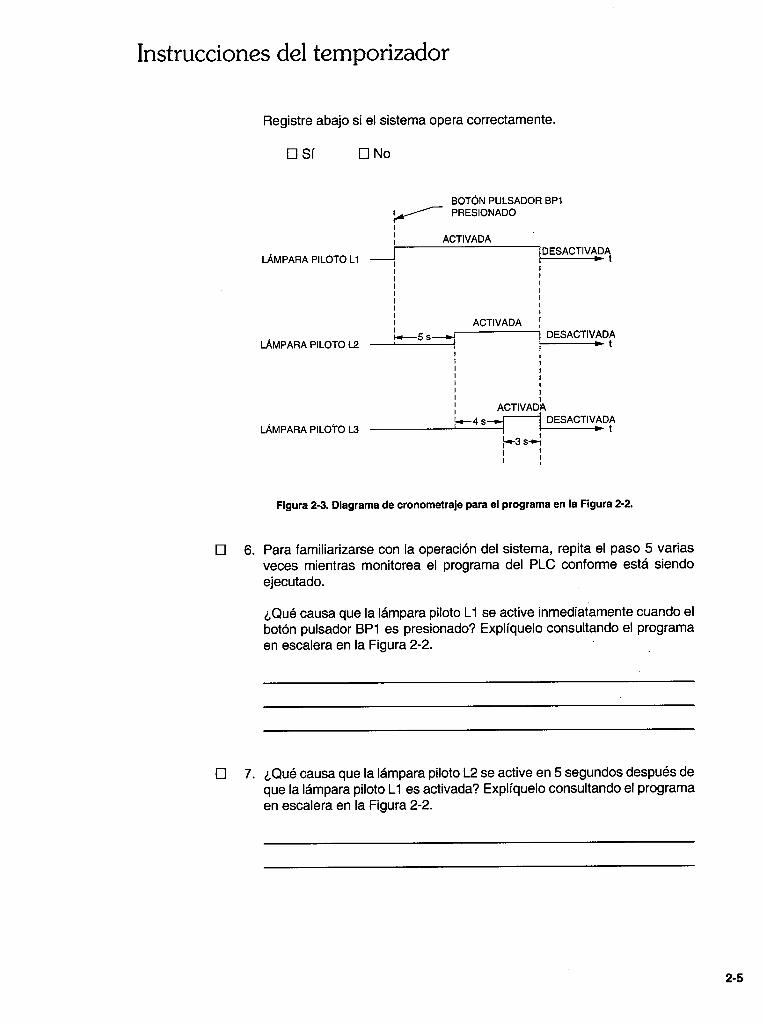
o 5. Evalue su programa presionando momentaneamente el botón pulsador deINICIO, BP1. El sistema debe operar como sigue (consulte la Figura 2-3):
- Cuando el botón pulsador BP1 es presionado, la lámpara piloto Liinmediatamente se activa;
- 5 segundos después, la lámpara piloto 1-2 se activa, mientras lalámpara piloto Li permanece activada;
— 4 segundos después, la lámpara piloto 1-3 se activa, mientras laslámparas piloto Li y L2 permanecen activadas;
- 3 segundos después, las lámparas piloto Li, L2, y 1-3 se desactivan.Un nuevo ciclo puede ser entonces iniciado.
2-4
Instrucciones del temporizador
Registre abajo si el sistema opera correctamente.
EISí EI1No
BOTÓN PULSADOR BP1_- PRESIONADO
ACTIVADA
LÁMPARA PILOTO Li
ACTIVADA
LÁMPARA PILOTO L2 —5 s—ø.j DESACTIVADA
ACTIVADk
LÁMPARA PILOTO L3 L4 s–.-1 DESACTIVADA
3s
Figura 2-3. Diagrama de cronometraje para el programa en la Figura 2-2.
LI 6. Para familiarizarse con la operación del sistema, repita el paso 5 variasveces mientras monitorea el programa del PLC conforme está siendoejecutado.
¿Qué causa que la lámpara piloto Li se active inmediatamente cuando elbotón pulsador BP1 es presionado? Explíquelo consultando el programaen escalera en la Figura 2-2.
LI 7. ¿Qué causa que la lámpara piloto L2 se active en 5 segundos después deque la lámpara piloto Li es activada? Explíquelo consultando el programaen escalera en la Figura 2-2.
2-5
Instrucciones del temporizador
LI 8. ¿Qué causa que la lámpara piloto L3 se active en 4 segundos después deque la lámpara piloto L2 es activada?
LI 9. Qué causa que las lámparas piloto Li, L2, y L3 se desactiven en 3segundos después de que la lámpara piloto L3 se activa?
o 10. ¿Qué le pasará a la operación del sistema si la instrucción 0:00 delcontacto N. A en el escalón O es removida? ¿Será todavía capaz de hacerque las lámparas piloto Li, L2, y L3 se activen? Explique.
o 11. Desactive el PLC y la fuente de alimentación de cc de 24- y. Desactive lacomputadora principal, si la hay..
LI 12. Desconecte todos los cables eléctricos. Remueva todos los componenteseléctricos de la superficie de trabajo. Regrese todos los cables y compo-nentes su área de almacenamiento.
CONCLUSIÓN
En este ejercicio, introdujo y evaluó un programa en escalera de PLC que usainstrucciones de temporizador activado para activar tres lámparas piloto en ordenprogramado y por un período de tiempo definido. Usó el bit de expiración deltemporizador para controlar el activado y desactivado de los temporizadores y laslámparas piloto.
PREGUNTAS DE REPASO
1. En el programa en escalera de la Figura 2-2, ¿cuál instrucción mantiene alescalón O lógicamente verdadero después de que el botón pulsador BP1 esliberado?
2-6
Instrucciones del temporizador
2. ¿Cuándo es activado el bit de expiración del temporizador activado (colocadoen lógica 1)?
3. ¿Qué significa "valor preajustado"?
4. ¿Cuántos intervalos de la base de tiempo deben ser contados por untemporizador teniendo una base de tiempo de 0.1 segundos para cronometrarun intervalo de 60 segundos?
5. Dibuje un programa en escalera de PLC en la Figura 2-4 que tenga lassiguientes capacidades:
- Que cuando el botón pulsador BP1 sea presionado, la lámpara piloto Li seactive;
- 5 segundos más tarde, la lámpara piloto Li se desactive, mientras lalámpara piloto L2 se activa;
- 4 segundos más tarde, la lámpara piloto L2 se desactive, mientras lalámpara piloto L3 se activa;
- 3 segundos más tarde, la lámpara piloto L3 se desactive.
2-7

Instrucciones del temporizador
(i-)
UBICACIÓN EIS
BP1 ENTRADA ODEPLC
Li SALIDA O DE PLC
L2 SALIDA 1 DE PLC
L3 SALIDA 2 DE PLC
Figura 2-4. Programa en escalera de PLC para la pregunta de repaso S.
2-8
Ejercicio 3
Instrucciones del contador
OBJETIVO DEL EJERCICIO
• Hacer una revisión de las instrucciones del contador del PI-C;• Introducir y evaluar un programa en escalera de PLC que utiliza contadores en
cascada.
DISCUSIÓN
Instrucciones del contador
Los PLC tienen instrucciones del contador que proporcionan la misma función quelos contadores electromecánicos. Las instrucciones del contador son usadas paraactivar o desactivar un dispositivo después de que un número definido de eventosha ocurrido. Las instrucciones del contador son instrucciones de salida internaporque pueden ser usadas solamente dentro del programa, no para el controldirecto de las salidas externas del PI-C.
Operación
La instrucción del contador cuenta el acontecimiento de un evento. Dos parámetrosson asociados con cualquier instrucción del contador, las cuales son el valoracumulado y el valor preajustado. El valor acumulado corresponde al conteotranscurrido desde que el contador fue reiniciado la última vez. El valor preajustadocorresponde al número de acontecimiento de eventos que serán contados. Unaaplicación común de una instrucción del contador es activar o desactivar undispositivo después de alcanzar el valor preajustado.
Tipos de instrucciones del contador
La siguiente es una descripción de instrucciones del contador que están máscomunmente disponibles en los PI-C:
La instrucción de contador-ascendente incrementa su valor acumulado porconteo de uno en cada transición de falsa a verdadera del escalón del contadorascendente. Cuando el valor acumulado es igual o mayor que el valorpreajustado, el bit de terminación del contador es activado. Después de que elcontador alcanza el valor preajustado, el valor acumulado continua incremen-tándose hasta que es reiniciado a cero por una instrucción de reinicio.
3-1
Instrucciones del contador
• La instrucción de contador-descendente disminuye su valor acumulado porconteo de uno en cada transición de falsa a verdadera del escalón del contadordescendente. La instrucción de contador descendente es frecuentemente usadaen conjunción con la instrucción de contador ascendente para formar uncontador ascendente/descendente.
La instrucción de contador ascendente/descendente combina ambasfunciones de contador ascendente y descendente. Incrementa su valoracumulado por conteo de uno en cada transición de falsa a verdadera de laentrada del contador ascendente. Disminuye su valor acumulado por conteo deuno en cada transición de falsa a verdadera de la entrada del contador-descendente. Cuando el valor acumulado es mayor o igual al valor preajustado,el bit de terminación del contador es activado.
El uso de los bits de estado del contador
Las instrucciones del contador del PLC incluyen uno o más bits de estado delcontador que proporcionan información en el proceso de conteo. El bit de estadodel contador básico es el bit de terminación que se activará cuando el valoracumulado es igual al valor preajustado. Sin embargo, dependiendo del modelo delPLC, bits de estado del contador adicionales pueden estar disponibles, tal como elbit habilitado del contador y el bit de sobre flujo.
Los bits de estado del contador pueden ser usados en todo el programa paracontrolar las instrucciones del contacto N. A y N. C. Esto se hace para programarla instrucción del contacto N. A o N. C. con la dirección del contador y, cuando esrequerido, el número o nemotécnico del bit de estado del contador.
El uso de la instrucción de reinicio
La instrucción del contador es una instrucción retentiva, lo que significa que el valoracumulado es retenido cuando las condiciones del escalón llegan a ser falsas,cuando el programa es interrumpido, o cuando la potencia es perdida. Por lo tanto,una instrucción de reinicio debe ser usada para reiniciar el valor acumulado delcontador a cero. Cuando está energizado, la instrucción de reinicio reinicia el valoracumulado del contador, así como el (los) bits (s) de estado del contador.
Resumen del procedimiento
En este ejercicio, programará y evaluará un programa en escalera del PLCgraduando dos contadores en el cual el bit de terminación del primer contador esusado para incrementar el segundo contador. El primer contador activará la lámparapiloto cada vez que su valor acumulado llegue a cinco. El segundo contadoractivará otra lámpara piloto cada vez que su valor acumulado llegue a tres.
IIK

Instrucciones del contador
EQUIPO REQUERIDO
Consulte la Gráfica de utilización del equipo, en el Apéndice A de este manual, paraobtener la lista del equipo requerido para realizar este ejercicio.
PROCEDIMIENTO
0 1. Conecte el circuito de entradas/salidas del PLC mostrado en la Figura 3-1.
PLC
Fi, N.A. TERMINALES TERMINALESDE ENTRADA DE SALIDA
DELPLC DELPLC
00 oQ -
Ø01
BP1,N.A. 0 2 2 0 -O1
A()--03 30-0>0
(D-- 0 4 4Q-0
0-05 50-0\BP2N.A. 0- 0 6 6 ® -0
0-07 70-0
0-0 8 24Vdc Q0-09(D-- 0 100-011
0 OV(COM)
\ ENTRADA ENTRADA DECOMÚNLA POTENCIA +
h ALRELE J
+ -
FUENTE DEALIMENTACIÓNDE CC DE 24-y
Figura 3-1. Circuito de entradas/salidas del PLC a conectar.
Nota: El interruptor fotoeléctrico de interrupción difusa (IF1)requiere de un voltaje de cc de 24- y para operar. Por lo tantoasegúrese de conectar las terminales + y - de este interruptoren la fuente de alimentación de cc de 24-y.
Li
L2
3-3
Instrucciones del contador
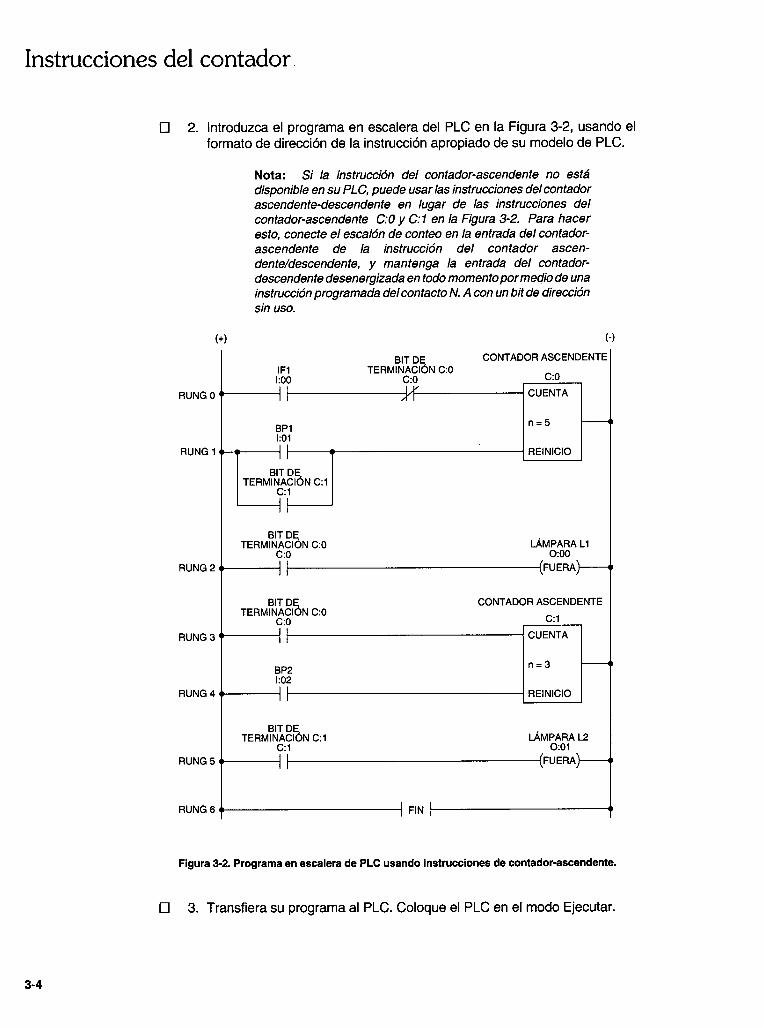
LI 2. Introduzca el programa en escalera del PLC en la Figura 3-2, usando elformato de dirección de la instrucción apropiado de su modelo de PLC.
Nota: Si la instrucción del contador-ascendente no estádisponible en su PLC, puede usarlas instrucciones del contadorascendente-descendente en lugar de las instrucciones delcontador-ascendente C:O y C: 1 en la Figura 3-2. Para haceresto, conecte el escalón de conteo en la entrada del contador-ascendente de la instrucción del contador ascen-dente/descendente, y mantenga la entrada del contador-descendente desenergizada en todo momento pormedio de unainstrucción programada del contacto N. A con un bit de direcciónsin uso.
(+)
IF11:00
RUNGO II
BP11:01
RUNG1 IIBIT DE
TERMINACIÓN c:iC:i
BIT DETERMINACIÓN C:0
C:0RUNG2
BIT DETERMINACIÓN C:0
C:0RUNG3 -1 1
BP21:02
RUNG4 W II
BIT DETERMINACIÓN C:i
C:1RUNG5 II
RUNG 6
CONTADOR ASCiENTE
LÁMPARA Li0:00
CONTADOR ASCENDENTEC:1
CUENTA
n=3
REINICIO
LÁMPARA L20:01
BIT DETERMINACIÓN C:0
C:0
Figura 3-2. Programa en escalera de PLC usando instrucciones de contador-ascendente.
LI 3. Transfiera su programa al PLC. Coloque el PLC en el modo Ejecutar.
3-4
Instrucciones del contador
0 4. Active la fuente de alimentación de cc de 24-y.
O 5. Mientras monitorea la instrucción del contador 0:0, pase su manolentamente en frente del interruptor fotoeléctrico con reflexión difusa ¡F1.¿Qué le pasa al valor acumulado del contador C:0 cuando 1 Fi es activado?¿Por qué? Explíquelo consultando el programa en escalera en laFigura 3-2.
El 6. Mientras monitorea la instrucción del contador C:0, active el interruptor IFi5 veces. ¿Qué le pasa a la lámpara piloto Li cuando el valor acumuladodel contador 0:0 alcanza 5? ¿Por qué?
O 7. Presione el botón pulsador BP1 momentaneamente. ¿Qué le pasa al valoracumulado del contador 0:0? ¿A la lámpara piloto Li? ¿Por qué?
O 8. Monitoree la instrucción del contador C:i ¿Cuál es el valor acumulado delcontador? ¿Por qué?
O 9. Mientras monitorea la instrucción del contador 0:1, active el interruptorfotoeléctrico IF1 5 veces. Ahora ¿cuál es el valor acumulado del conta-dor C: 1 ? ¿Porqué?
O 10. Presione el botón pulsador BP1 momentaneamente para reiniciar lainstrucción del contador 0:0.
3-5
Instrucciones del contador
LI 11. Mientras monitorea la instrucción del contador C:i, otra vez active elinterruptor fotoeléctrico de interrupción difusa IF1 5 veces. ¿Qué le pasaa la lámpara piloto L2 cuando el valor acumulado del contador C: 1 alcanza3? ¿Por qué?
0 12. ¿Se activa la lámpara piloto Li? ¿Porqué?
O 13. Presione el botón pulsador BP2 momentaneamente. ¿Qué le pasa al valoracumulado del contador C:i? ¿A la lámpara piloto L2? Explíquelo.
LII 14. ¿Cuál instrucción en la Figura 3-2 previene que el contador C:O seincremente más allá del valor preajustado de 5?
o 15. Desactive el PLC y la fuente de alimentación de cc de 24- y. Desactive lacomputadora principal, si la hay.
LI 16. Desconecte todos los cables eléctricos. Remueva todos los componenteseléctricos de la superficie de trabajo. Regrese todos los cables y compo-nentes a su área de almacenamiento.
CONCLUSIÓN
En este ejercicio, introdujo y evaluó un programa en escalera de PLC que usacontadores ascendentes en cascada para activar dos lámparas piloto cada vez queun interruptor fotoeléctrico es activado un número de veces definido.
Observó que el contador-ascendente incrementa su valor acumulado por conteo deuno en cada transición de falsa a verdadera del escalón del contador ascendente.Cuando el valor acumulado es igual o mayor que el valor preajustado, el bit determinación del contador es activado.
También observó que el bit de terminación del contador puede ser usado paraincrementar o reiniciar otro contador, y para activar las salidas externas del PLC.
3-6
Instrucciones del contador
PREGUNTAS DE REPASO
1. ¿Para qué propósito son usadas las instrucciones del contador del PLC?
2. ¿Qué causa que la instrucción del contador ascendente incremente su valoracumulado por conteo de uno?
3. ¿Cuándo es activado el bit de terminación de una instrucción del contador-ascendente (colocado en lógica 1)?
4. ¿Cuál es el efecto en el bit de terminación del contador y el valor acumuladoal energizar la entrada de reinicio del contador?
5. Dibuje un programa en escalera de PLC en la Figura 3-3 que tenga lassiguientes capacidades:
- Que activando el interruptor fotoeléctrico 1 Fi cinco veces cause que la lámparapiloto Li se active.
- 10 segundos después, la lámpara piloto Li se desactive y un nuevo ciclo puedacomenzar.
3-7
Instrucciones del contador
(+)
UBICACIÓN E/S
IF1 ENTRADA ODEPLC
Li SALIDA ODEPLC
Figura 3-3. Programa en escalera de PLC para la pregunta de repaso S.
3-8
Ejercicio 4
Instrucciones de comparación y de cierre
OBJETIVO DEL EJERCICIO
• Hacer una revisión de las instrucciones de comparación y de cierre del PI-C.;• Introducir y evaluar un programa en escalera de PLC que usa instrucciones de
comparación y de cierre controladas por contador.
DISCUSIÓN
Instrucciones de cierre
Los PLC tienen instrucciones de salida retentivas llamadas instrucciones de cierrelas cuales pueden ser usadas para mantener un dispositivo externo activadodespués de que las condiciones que causaron la activación del dispositivo ya noexisten.
Hay dos tipos de instrucciones de cierre, las cuales son la instrucción de cierre, yla instrucción sin cierre. Las instrucciones de cierre y sin cierre son siempre usadasen pares para controlar un bit de trabajo en la tabla de datos del PI-C, ambasinstrucciones dirigiendo el mismo bit de trabajo.
• Cuando un escalón conteniendo una instrucción de cierre va de falsa averdadera, la instrucción de cierre activa el bit dirigido en la tabla de datos delPI-C. Después, el bit permanece activado aún si el escalón conteniendo lainstrucción de cierre llega a ser falsa. El único medio para desactivar el bit esusar una instrucción sin cierre ubicada en un escalón separado.
• Cuando el escalón conteniendo la instrucción sin cierre asociada va de falsa averdadera, la instrucción sin cierre desactiva el bit cerrado. Después, el bitpermanece desactivado hasta que es activado por la instrucción de cierre.
Debido a que las instrucciones de cierre y sin cierre son retentivas, en el bit al quese están dirigiendo permanecerá activado o desactivado si el programa esinterrumpido o si la potencia es perdida. Consecuentemente, el procesadorresumirá la operación usando el valor del bit retenido.
Si ambas instrucciones de cierre y sin cierre son energizadas al mismo tiempo, elbit al que se están dirigiendo será desactivado. Si, después se activa la potencia,ambas instrucciones de cierre y sin cierre son desenergizadas, el bit al que seestán dirigiendo será desactivado.
Note que las instrucciones de cierre y sin cierre también pueden ser llamadasinstrucciones de inicio y reinicio, dependiendo del PI-C.
4-1
Instrucciones de comparación y de cierre
Instrucciones de comparación
Los PLC tienen instrucciones especiales llamadas instrucciones de comparaciónlas cuales pueden ser usadas para comparar dos valores numéricos. Hay tres tiposbásicos de instrucciones de comparación:
• Comparación Igual;• Comparación Menor Que;• Comparación Mayor Que;
La instrucción de comparación es programada especificando las fuentes de los dosvalores a comparar. Una fuente puede ser ya sea una dirección de palabra o unprograma constante. El resultado de la comparación determina si la instrucción esverdadera o falsa. Basada en este resultado, una instrucción de salida puede serenergizada o desenergizada.
Como un ejemplo, imagine que una instrucción de comparación Mayor Que espresentada con dos valores. Si el primer valor es mayor que el segundo, lainstrucción es verdadera y la instrucción de salida asociada es energizada.
Las instrucciones de comparación del PLC pueden ser usadas en conjunción conlas instrucciones del temporizador o contador para activar los dispositivos externossecuencialmente, lo opuesto a que todos a la vez. Con este tipo de medida, unainstrucción de comparación es controlada por el valor acumulado de un temporiza-dor o contador. El valor acumulado del temporizador o contador es usado como lafuente 1 de la instrucción de comparación, mientras que una constante esespecificada como la fuente 2 de la instrucción de comparación.
Resumen del procedimiento
En este ejercicio, programará y evaluará un programa en escalera de PLC que usainstrucciones de comparación y de cierre controladas por contador para activar unalámpara piloto después de que otra lámpara piloto ha destellado un número definidode veces.
EQUIPO REQUERIDO
Consulte la Gráfica de utilización del equipo, en el Apéndice A de este manual, paraobtener la lista del equipo requerido para realizar este ejercicio.
PROCEDIMIENTO
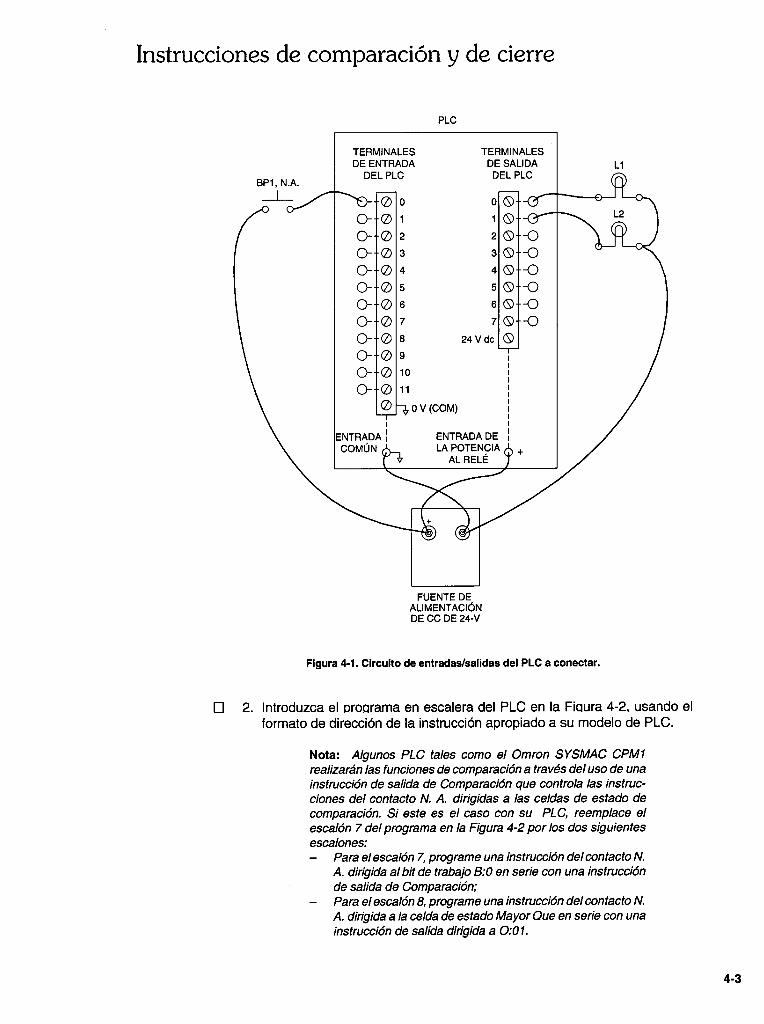
LI 1. Conecte el circuito de las entradas/salidas del PLC mostrado en laFigura 4-1.
4-2
Instrucciones de comparación y de cierre
PLC
TERMINALES TERMINALESDE ENTRADA DE SALIDA Li
DELPLC DELPLCBPI, N.A.
o oQ-Ø
2 2®-O3 3Q-O4 4Q-O5 5Q-O6 6Q-O7 7Q-O8 24Vdc ®91011
OV(COM)
ENTRADA DELA POTENCIA +
ALRELÉ '1'
o-o-o-o-o-o-o-o-o-o-o-
COMÚN
L2
+ -
FUENTE DEALIMENTACIÓNDE CC DE 24-y
Figura 4-1. Circuito de entradas/salidas del PLC a conectar.
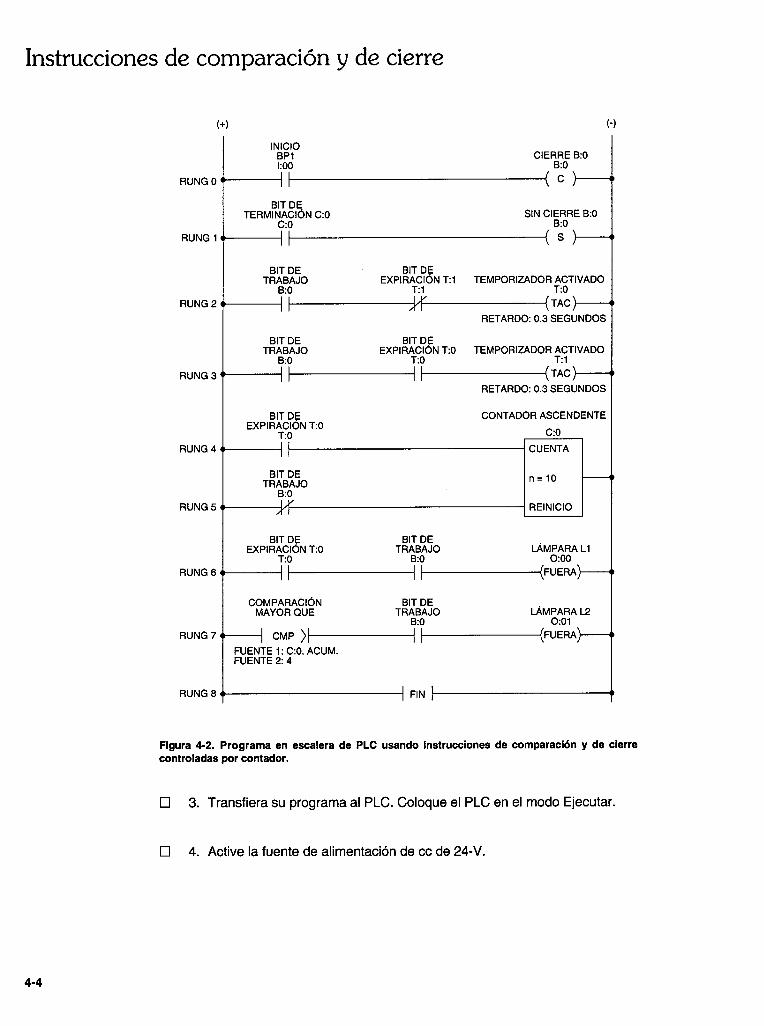
El 2. Introduzca el procirama en escalera del PLC en la Fiçiura 4-2, usando elformato de dirección de la instrucción apropiado a su modelo de PLC.
Nota: Algunos PLC tales como el Omron SYSMAC CPM1realizarán las funciones de comparación a través del uso de unainstrucción de salida de Comparación que controla las instruc-ciones del contacto N. A. dirigidas a las celdas de estado decomparación. Si este es el caso con su PLC, reemplace elescalón 7 de/programa en la Figura 4-2 por los dos siguientesescalones:- Para el escalón 7, programe una instrucción del contacto N.
A. dirigida al bit de trabajo B:0 en serie con una instrucciónde salida de Comparación;
- Para el escalón 8, programe una instrucción del contacto N.A. dirigida a la celda de estado Mayor Que en serie con unainstrucción de salida dirigida a 0:0 1.
4-3
Instrucciones de comparación y de cierre
(+)
RUNG O
RUNG 1
INICIO
BP1 CIERRE B:0
:00 B:0
—I (C —
BIT DETERMINACIÓN C:0 SIN CIERRE B:0
C:0 B:0II
BIT DE BIT DETRABAJO EXPIRACIÓN T:1 TEMPORIZADOR ACTIVADO
B:0 T:1 T:0RUNG2 II ,Pl' (TAC)
RETARDO: 0.3 SEGUNDOS
BIT DE BIT DETRABAJO EXPIRACIÓN T:0 TEMPORIZADOR ACTIVADO
B:0 T:0 T:1RUNG3 II II (TAC)
RETARDO: 0.3 SEGUNDOS
BIT DE CONTADOR ASCENDENTEEXPIRACIÓN T:0
T:0 C:0RUNG4
CUENTA
BIT DETRABAJO n -- 10
B:0RUNG 5 0
1, REINICIO
BIT DE BIT DEEXPIRACIÓN T:0 TRABAJO
T:0 B:0II 1 f
COMPARACIÓN BIT DE
MAYOR QUE TRABAJOB:0
-H CMP)I 1ffFUENTE 1: C:0. ACUM.FUENTE 2:4
FIN
RUNG 6
RUNG 7
RUNG 8
LÁMPARA Li0:00
LÁMPARA L20:01
Figura 4-2. Programa en escalera de PLC usando instrucciones de comparación y de cierrecontroladas por contador.
0 3. Transfiera su programa al PLC. Coloque el PLC en el modo Ejecutar.
0 4. Active la fuente de alimentación de cc de 24-y.
4-4
Instrucciones de comparación y de cierre
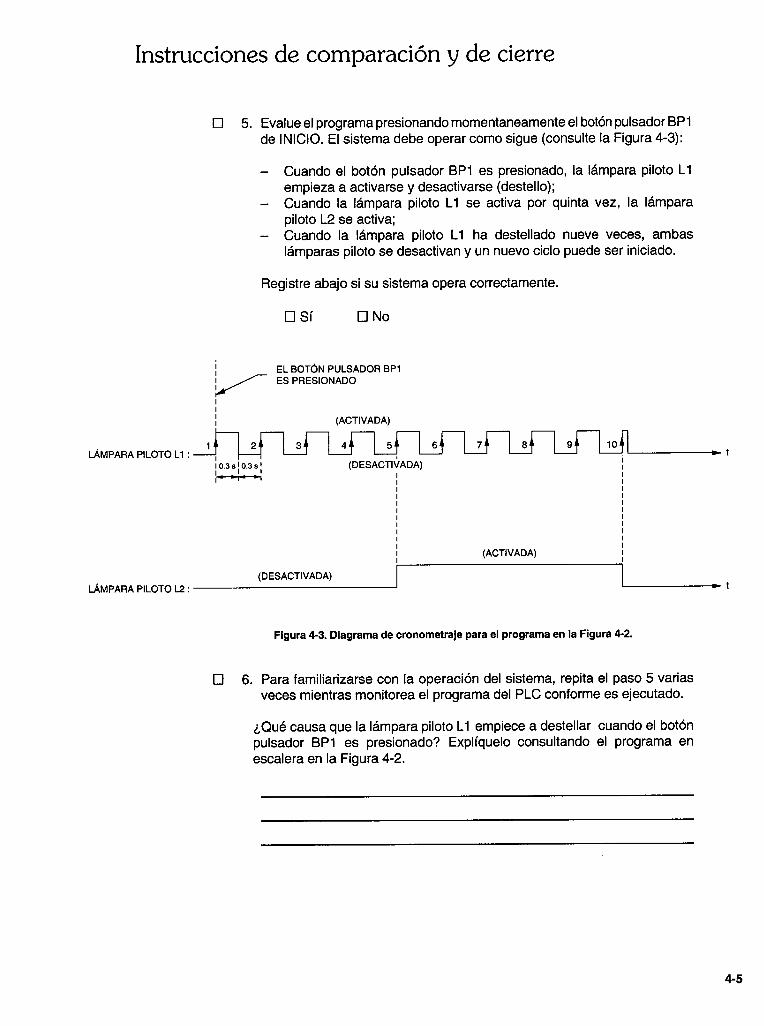
LI 5. Evalue el programa presionando momentaneamente el botón pulsador BP1de INICIO. El sistema debe operar como sigue (consulte la Figura 4-3):
- Cuando el botón pulsador BP1 es presionado, la lámpara piloto Liempieza a activarse y desactivarse (destello);
- Cuando la lámpara piloto Li se activa por quinta vez, la lámparapiloto L2 se activa;
- Cuando la lámpara piloto Li ha destellado nueve veces, ambaslámparas piloto se desactivan y un nuevo ciclo puede ser iniciado.
Registre abajo si su sistema opera correctamente.
LISí 0 N
EL BOTÓN PULSADOR BP1ES PRESIONADO
(ACTIVADA)
LÁMPARA PILOTO Li:
7* 1 8
91 110fi
(DESACTIVADA)
(ACTIVADA)
LÁMPARA PILOTO L2: (DESACTIVADA)
o
Figura 4-3. Diagrama de cronometraje para el programa en la Figura 4-2.
O 6. Para familiarizarse con la operación del sistema, repita el paso 5 variasveces mientras monitorea el programa del PLC conforme es ejecutado.
¿Qué causa que la lámpara piloto Li empiece a destellar cuando el botónpulsador BPi es presionado? Explíquelo consultando el programa enescalera en la Figura 4-2.
4-5
Instrucciones de comparación y de cierre
LI 7. ¿Es incrementado el valor acumulado de la instrucción del contador C:Opor conteo de uno cada vez que la lámpara piloto Li se activa? ¿Por qué?
LI 8. ¿Qué causa que la lámpara piloto L2 se active cuando la lámpara piloto Lise activa por quinta vez?
O 9. ¿Qué causa que las lámparas piloto Li y L2 se desactiven cuando lalámpara piloto Li ha destellado nueve veces?
O 10. ¿Qué le pasa al valor acumulado del contador C:O cuando la lámpara pilotose desactiva? Explíquelo.
0 11. ¿Qué le pasará ala operación del sistemas¡ la instrucción de ComparaciónMayor Que en el escalón 7 es cambiada por una instrucción de Compara-ción Menor Que si el valor en la fuente 2 de esta instrucción es cambiadoa7?
O 12. Desactive el PLC y la fuente de alimentación de cc de 24- y. Desactive lacomputadora principal, si la hay.
4-6
Instrucciones de comparación y de cierre
LI 13. Desconecte todos los cables eléctricos. Remueva todos los componentesde la superficie de trabajo. Regrese todos los cables y componentes a suárea de almacenamiento.
CONCLUSIÓN
En este ejercicio, introdujo y evaluó un programa en escalera de PLC que usainstrucciones de comparación y de cierre controladas por contador para activar unalámpara piloto después de que otra lámpara piloto se ha activado un númerodefinido de veces.
Observó que las instrucciones de cierre y sin cierre siempre son usadas en parespara controlar un bit de trabajo en la tabla de datos del PLC. La instrucción decierre activa el bit dirigido. Después, el bit permanece activado independientementede las condiciones del escalón de cierre hasta que es desactivado por la instrucciónsin cierre. La instrucción sin cierre desactiva el bit dirigido. Después, el bitpermanece desactivado independientemente de las condiciones del escalón sincierre hasta que es activado por la instrucción de cierre.
También observó que las instrucciones de comparación pueden ser usadas enconjunción con las instrucciones del temporizador o contador para activardispositivos externos secuencialmente. Con este tipo de medidas, la instrucción decomparación es controlada por el valor acumulado de un temporizador o contador.
PREGUNTAS DE REPASO
1. ¿Cuál es el propósito de las instrucciones de cierre?
2. ¿Las instrucciones de cierre y sin cierre comparten las mismas direcciones?
3. ¿Cómo puede ser usada una instrucción de comparación en conjunción conuna instrucción del contador para activar un dispositivo externo después de queun número definido de eventos ha ocurrido?
4-7

Instrucciones de comparación y de cierre
4. En el programa en escalera de la Figura 4-2, ¿qué le pasará a la lámparapiloto L2 si el valor de la fuente 2 de la instrucción de Comparación Mayor Quees cambiada a 11?
5. Dibuje un programa en escalera de PLC en la Figura 4-4 que tenga lassiguientes capacidades:
- Que cuando el botón pulsador BP1 sea presionado, la lámpara piloto Li seactive;
- 5 segundos después, la lámpara piloto Li se desactive, mientras que lalámpara piloto L2 se activa;
- 4 segundos después, la lámpara piloto L2 se desactive.
Nota: Use las instrucciones de comparación y de cierrecontroladas por temporizador para controlar el activado ydesactivado de las lámparas piloto L y L2.
4-8
Instrucciones de comparación y de cierre
(+)
UBICACIÓN E/S
BP1 ENTRADA ODEPLC
Li SALIDA ODEPLC
L2 SALIDA 1 DE PLC
Figura 4-4. Programa en escalera de PLC para la pregunta de repaso 5.
4-9

o 1.-ti
Ejercicio 5Control temporizado de los actuadores hidráulicos
OBJETIVO DEL EJERCICIO
• Conectar y evaluar un sistema hidráulico controlado por PLC que alternacontinuamente un cilindro y lo detiene en dos posiciones predeterminadas porun período de tiempo.
DISCUSIÓN
El control temporizado es frecuentemente usado en sistemas hidráulicos paramantener un actuador en una posición predeterminada por un período de tiempo.Por ejemplo, una máquina de taladrado donde un cilindro controla una broca puederequerir que el cilindro se detenga o espere en el orificio temporalmente para limpiarlas rebabas de metal que se han acumulado durante la perforación de la pieza detrabajo. Otro ejemplo es una máquina de empaque donde un cilindro controla laacción de tomar y poner la tapa. Se puede requerir que el cilindro se detenga eltiempo suficiente para que las tenazas sujeten o liberen la pieza.
Las instrucciones del temporizador del PLC son adaptadas idealmente paraproducir retardos por su flexibilidad en la programación, detección y reparación defallas, sintonización precisa, y modificación de un sistema de control.
Resumen del procedimiento
En este ejercicio, conectará un sistema hidráulico controlado por PLC quecontinuamente alterna un cilindro y lo hace detenerse por 3 segundos cuando elvástago está dos tercios extendido y completamente extendido.
EQUIPO REQUERIDO
Consulte la Gráfica de utilización del equipo, en el Apéndice A de este manual, paraobtener la lista del equipo requerido para realizar este ejercicio.
PROCEDIMIENTO
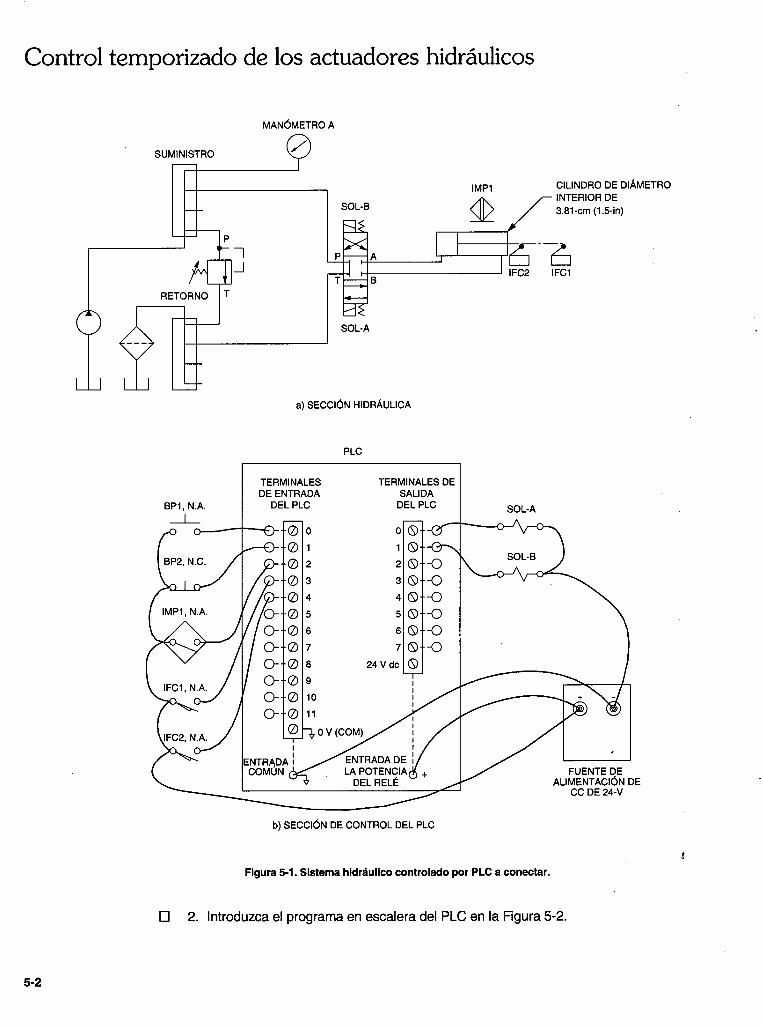
o 1. Conecte el sistema hidráulico controlado por PLC mostrado en laFigura 5-1. Monte el interruptor magnético de proximidad IMP1 de maneraque se active cuando el vástago del cilindro esté extendido aproximada-mente 2 tercios, como se muestra en la Figura 5-1 a). Monte los interrupto-res de fin de carrera mecánicos IFC1 y IFC2 de manera que se activencuando el vástago del cilindro esté completamente extendido y completa-mente plegado. Deje el vástago del cilindro en la posición completamenteplegada.
5-1
CILINDRO DE DIÁMETROINTERIOR DE3.81-cm (1.5-in)
-JIFCI
Control temporizado de los actuadores hidráulicos
MANÓMETRO A
E
a) SECCIÓN HIDRÁULICA
PLC
TERMINALES TERMINALES DE
DE ENTRADA SALIDABP1, N.A. DEL PLC DEL PLC SOL-A
o o—"--O-0o
SOL-B
Ø-02 2Q-0
70-0 3 3@-0
f
A04 4@-0IMP1, N 0 5 5 @ -0
06 6®-007 7Q
0 8 24Vdc @
IFC1, N 0 9010
0-011
ENTRADA u ENTRADA DCOMUN LA POTENCIA + FUENTE DE
DEL RELÉ
ALIMENTACIÓN DECC DE 24-y
b) SECCIÓN DE CONTROL DEL PLC
Figura 5-1. Sistema hidráulico controlado por PLC a conectar.
0 2. Introduzca el programa en escalera del PLC en la Figura 5-2.
5-2
RUNG 2
RUNG 3
(-)CIERRE B:0
B:0—C)
SIN CIERRE B:0B:0
—(s)
CIERRE B:1B:1
—(C)
SIN CIERRE 13:1B:1
—( S
(+)INICIO
BP11:00
RUNGO IHPAROBP21:01
RUNG1
BIT DETRABAJO IFC2
B:0 1:04
Hl IF
BIT DEIFCI EXPIRACIÓN T:01:03 T:0
-H II
BIT DE BIT DETRABAJO TRABAJO IMP1 SOL-A
B:0 13:1 1:02 0:00
Hl II (FUERA
BIT DEXPIRACION T:0
T:0
BIT DE BIT DETRABAJO TRABAJO SOL-13
B:0 13:1 0:01
H 1 (FUERA
RUNG 4
RUNG 5
Control temporizado de los actuadores hidráulicos
BIT DETRABAJO O IMP1 TEMPORIZADOR ACTIVADO
B:0 1:02 T:0RUNGS II II (TAC)—
RETARDO: 3 SEGUNDOS
IFC11:03
RUNG 7
FIN
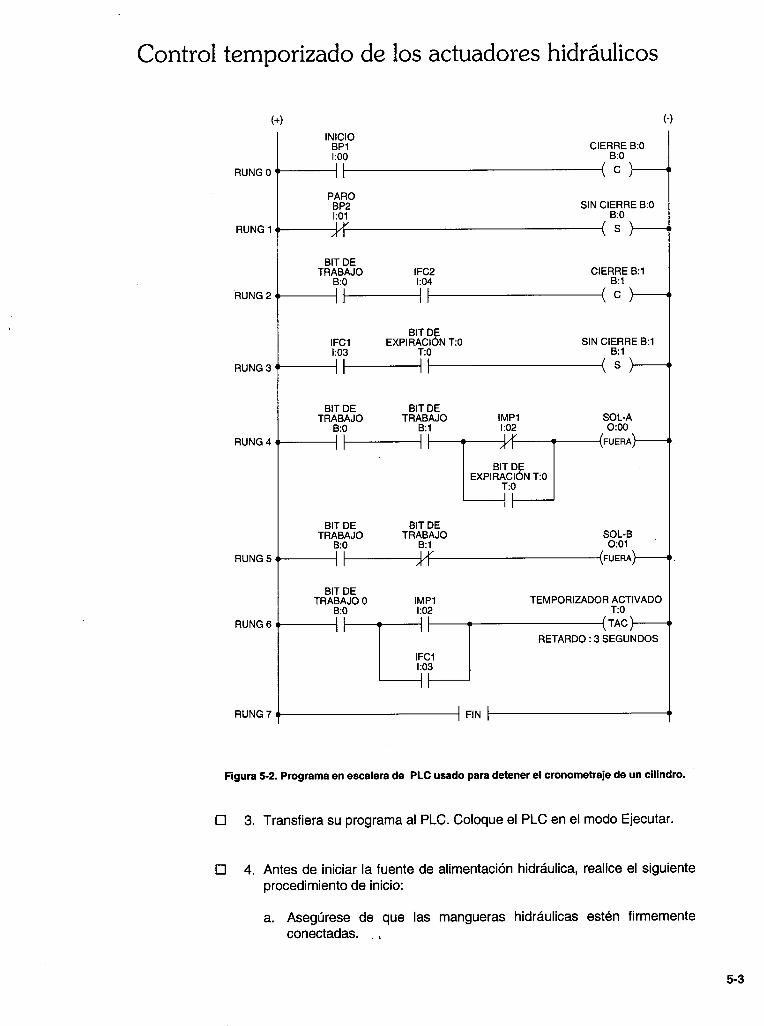
Figura 5-2. Programa en escalera de PLC usado para detener el cronometraje de un cilindro.
0 3. Transfiera su programa al PLC. Coloque el PLC en el modo Ejecutar.
o 4. Antes de iniciar la fuente de alimentación hidráulica, realice el siguienteprocedimiento de inicio:
a. Asegúrese de que las mangueras hidráulicas estén firmementeconectadas.
5-3
Control temporizado de los actuadores hidráulicos
b. Verifique el nivel del aceite en el depósito de la fuente de alimentaciónhidráulica. El aceite debe cubrir, pero no rebasar, la línea negra sobreel indicador de nivel de temperatura/aceite en la fuente de alimenta-ción hidráulica. Agregue aceite si se requiere.
c. Use lentes de seguridad.d. Asegúrese de que el interruptor de potencia en la fuente de alimenta-
ción hidráulica esté colocado en la posición DESACTIVADO. Conecteel cable de la línea de la fuente de alimentación hidráulica en una tomade corriente de ca.
e. Abra completamente la válvula de alivio girando completamente superilla de ajuste en el sentido contrario al de las manecillas del reloj.
¡ADVERTENCIA!
Asegurése de que los componentes y cables eléctricos noestén colocados en una posición donde se acuñen oconfinen entre las partes rígidas del equipo didácticocuando el vástago del cilindro se extienda, porque el equipodidáctico se puede dañar.
LI 5. Ajuste la presión máxima del sistema a 1700 kPa (250 psi (pulgadacuadrada)). Para hacer esto, remueva la manguera conectando el puertoP de la válvula direccional al colector de suministro. Active la fuente dealimentación hidráulica. Gire la perilla de ajuste de la válvula de alivio enel sentido de las manecillas del reloj hasta que la presión del sistema delmanómetro A sea 1700 kPa (250 psi), después desactive la fuente dealimentación hidráulica. Conecte nuevamente el puerto P de la válvuladireccional al colector de suministro.
LI 6. Active la fuente de alimentación hidráulica. Después, active la fuente dealimentación de cc de 24-V.
LI 7. Evalue la operación del sistema, usando el diagrama de cronometraje enla Figura 5-3 y los siguientes pasos de verificación:
a. Presione momentaneamente el botón pulsador de INICIO, BP1. Elvástago del cilindro debe empezar a extenderse.
b. Cuando el vástago se extiende dos tercios, se debe detener y esperar3 segundos, después debe continuar para extender la carreracompleta.
c. Cuando se extiende completamente, el vástago debe detenerse por 3segundos, después retractarse completamente.
d. Cuando está plegado completamente, el vástago debe iniciar automáti-camete un nuevo ciclo.
No proceda con el ejercicio si cualquiera de las condiciones de arriba nofueron alcanzadas. En lugar de eso verifique las conexiones del circuito yel programa del PI-C. Realice las modificaciones requeridas, despuésverifique que el sistema opere correctamente.
5-4
Control temporizado de los actuadores hidráulicos
1CICLO
TERMINA DE TERMINA DE
/ EXTENDERSE 1 EXTENDERSESE SE SE
1SE 1 SE SE SE SE SE
DETIENE EXTIENDE DETIENE i RETRACTA EXTIENDEI DETIENE 1 DETIENE RETRACTA EXT.
MOVIMIENTO —(30-—(3s— -, —(3s)--- --
DEL VÁSTAGO PRESIO-NADO)
BP1 (INICIO)-+---_--_-----1- - -
ENERGIZADO) 1
SOL-A P. --
(ACTIVADO)
IMP1 -- t
(ACTIVADO)
ECl
(ENERGIZADO)
SOL-13 t
(ACTIVADO)
¡FC2 W - t
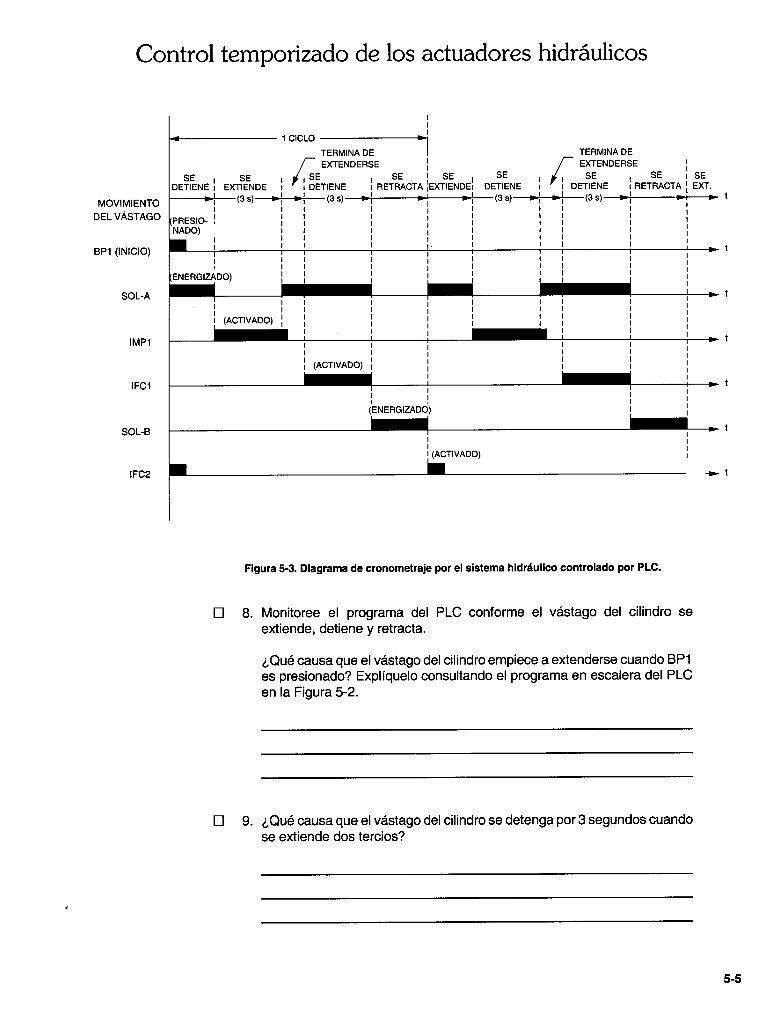
Figura 5-3. Diagrama de cronometraje por el sistema hidráulico controlado por PLC.
LI 8. Monitoree el programa del PLC conforme el vástago del cilindro seextiende, detiene y retracta.
¿Qué causa que el vástago del cilindro empiece a extenderse cuando BP1es presionado? Explíquelo consultando el programa en escalera del PLCen la Figura 5-2.
LI 9. ¿Qué causa que el vástago del cilindro se detenga por 3 segundos cuandose extiende dos tercios?
5-5
Control temporizado de los actuadores hidráulicos
D 10. ¿Qué causa que el vástago del cilindro continue extendiéndose despuésde que el período de detención ha pasado?
O 11. ¿Qué causa que el vástago completamente extendido se detenga por 3segundos antes de retractarse?
LI 12. ¿Es aplicada la presión máxima del sistema (válvula de alivio) detrás delpistón del cilindro cuando el vástago se detiene en la posición completa-mente extendida? Explíquelo.
LI 13. ¿Qué causa que el vástago vuelva a iniciar automáticamente un nuevociclo cuando éste se retracta completamente?
O 14. ¿Conforme el vástago del cilindro se está extendiendo, pero antes de quehaya activado el interruptor magnético de proximidad IMP1, presionemomentaneamente el botón pulsador de PARO, BP2. ¿Qué le pasa alvástago del cilindro? ¿Por qué?
El 15. Presione el botón pulsador de INICIO y observe que el vástago del cilindrose reinicia en la dirección (hacia adelante) en que se estaba moviendoantes de que fuera detenido. ¿Qué instrucción en el programa en escaleradel PLC en la Figura 5-2 es responsable de esto? Explíquelo
5-6
Control temporizado de los actuadores hidráulicos
O 16. ¿Qué modificación se debe efectuar en el escalón 5 de la escalera parahacer que el vástago que se está retractando se pare y se detenga por 3segundos por la activación del interruptor mágnético de proximidad IMP1?
O 17. ¿Qué modificación se debe efectuar para cambiar el período de detencióna 1 segundos?
O 18. Desactive la fuente de alimentación hidráulica. Abra completamente laválvula de alivio.
O 19. Desactive el PLC y la fuente de alimentación de cc de 24-y. Desactive lacomputadora principal, si la hay.
0 20. Desconecte todas las mangueras y cables eléctricos. Remueva todos loscomponentes de la superficie de trabajo. Regrese todas las mangueras,cables, y componentes a su área de almacenamiento.
CONCLUSIÓN
En este ejercicio, conectó un sistema hidráulico controlado por PLC que alterna uncilindro y hace que se detenga en dos posiciones predeterminadas por un númerodefinido de tiempo. Observó que las instrucciones del temporizador del PLC sonapropiadas para el cronometraje de detención de un vástago del cilindro debido asu flexibilidad en la programación y modificación del sistema de control. Tambiénobservó que las instrucciones de cierre del PLC pueden memorizar la dirección enla cual un vástago del cilindro se mueve antes de detenerse, permitiendo que elvástago vuelva a iniciar en la misma dirección la próxima vez que el botón pulsadorde INICIO es presionado.
PREGUNTAS DE REPASO
1. Nombre una manera en que el control temporizado es usado en los sistemashidráulicos.
5-7
Control temporizado de los actuadores hidráulicos
2. ¿Por qué las instrucciones del temporizador del PLC son apropiadas paraproducir retardos de tiempo?
3. ¿Qué significa "cronometrar una detención" de un cilindro hidráulico?
4. Proporcione dos aplicaciones donde se requiere que un cilindro se detenga enuna posición predeterminada por un período de tiempo definido.
5. ¿Cómo puede ser usada la instrucción de temporizador activado del PLC paracronometrar la detención de un cilindro hidráulico?
5-8
Ejercicio 6
Conteo de ciclos de un actuador hidráulico
OBJETIVO DEL EJERCICIO
• Conectar y evaluar un sistema hidráulico controlado por PLC que hace girar aun motor 1000 vueltas y después alterna un cilindro 10 veces.
DISCUSIÓN
El conteo de ciclos de un actuador hidráulico es requerido cuando una porción delsistema debe ser activada o desactivada después de que un actuador hacompletado un número definido de ciclos. Una aplicación típica es una máquinaautomatizada de empaque que apila y cuenta los artículos de producción engrupos. El método usual es que un cilindro se extienda y retracte continuamente,levantando y apilando un artículo en cada ciclo, y que un contador cuente el númerode ciclos que ha realizado el cilindro. Cuando el conteo requerido es alcanzado, unaseñal de interrupción causa que otro cilindro aparte lo apilado.
El conteo de ciclos del actuador hidráulico también es requerido para la planeaciónM mantenimiento de la máquina. El PLC lo tiene informado de cuando cada partede la máquina debe ser reemplazada basada en el número de artículos quemanufactura.
Las instrucciones del contador del PLC son apropiadas para contar el número deciclos del contador realizados por un actuador. Permiten el monitoreo automáticode las máquinas-de producción a porcentajes más altos de eficiencia.
Resumen del procedimiento
En este ejercicio conectará un sistema hidráulico controlado por PLC que hace girara un motor 1000 vueltas y después alterna un cilindro 10 veces.
EQUIPO REQUERIDO
Consulte la Gráfica de utilización del equipo, en el Apéndice A de este manual, paraobtener la lista del equipo requerido para realizar este ejercicio.
6-1
Conteo de ciclos de un actuador hidráulico
PROCEDIMIENTO
O 1. Obtenga el motor hidráulico y el volante de inercia de peso ligero de suárea de almacenamiento. Instale el volante de inercia dentro del eje delmotor y ajuste el tornillo opresor. Asegúrese de que el tornillo opresor estécompletamente atornillado en su orificio.
¡ADVERTENCIA!
Asegúrese de que el volante de inercia esté firmementesujetado al eje del motor.
O 2. Obtenga el interruptor fotoeléctrico de reflexión difusa de su área dealmacenamiento y sujételo a la superficie de trabajo. Coloque el motorhidráulico en frente del interruptor fotoeléctrico de reflexión difusa a unadistancia de 10 cm/4 en (2 hileras de perforaciones) de éste, alinie el ejedel motor con el haz del interruptor. Sujete el motor en su lugar.
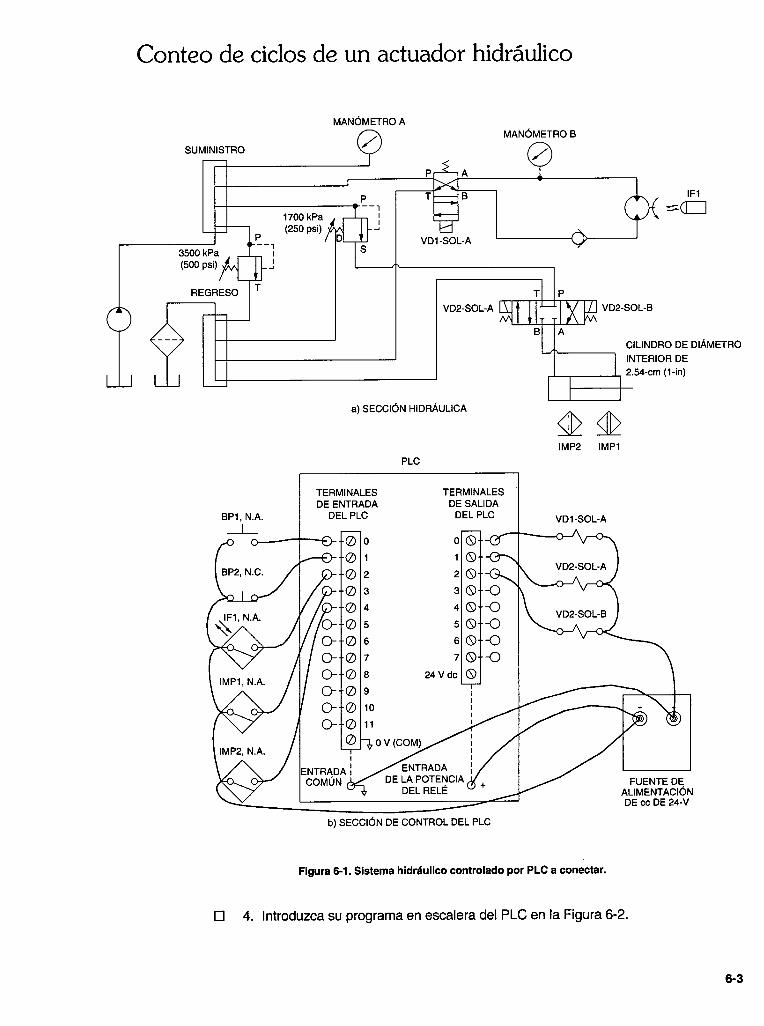
O 3. Conecte el sistema hidráulico controlado por PLC mostrado en laFigura 6-1. Monte los interruptores magnéticos de proximidad 1 MP1 y 1 MP2de manera que se activen cuando el vástago del cilindro se extienda yretracte completamente, como lo muestra la Figura 6-1 a).
6-2
Conteo de ciclos de un actuador hidráulico
MANÓMETRO AMANÓMETRO B2
PA_—J
PTÍR
VD1 -SOL-A
TJPVD2-SOL-A
T
SUMINISTRO
1700 kPa- (250 psi)
13500 kPa(500 psi)
REGRESOLT
el"=
VD2-SOL-B
CILINDRO DE DIÁMETRO-] INTERIOR DE._J, 2.54-cm (1-in)
a) SECCIÓN HIDRÁULICA
IMP2 IMP1PLC
TERMINALES TERMINALESDE ENTRADA DE SALIDA
BP1, N.A. DEL PLC DEL PLC VD1 -SOL-A
- ø
0 VD2-SOL-A
O o[-ø
E// —0- 1 1 -O—
0- 0 2 2 ®1-03 3
-G,/0-1®+-0
4IQ1--O
IF1,N.A./o 0 5 5®-0
06
VD2-SOL-B
N.A."
(
/0-07 7[fO
0- 0 8 24Vdc0-09
+0-010
ALIMENTACIÓN
0-0 11
ENTRADA i ENTRADAE LA POTENCIA FUENTE DECOMÚN
D DEL RELÉDE cc DE 24-y
b) SECCIÓN DE CONTROL DEL PLC
Figura 6-1. Sistema hidráulico controlado por PLC a conectar.
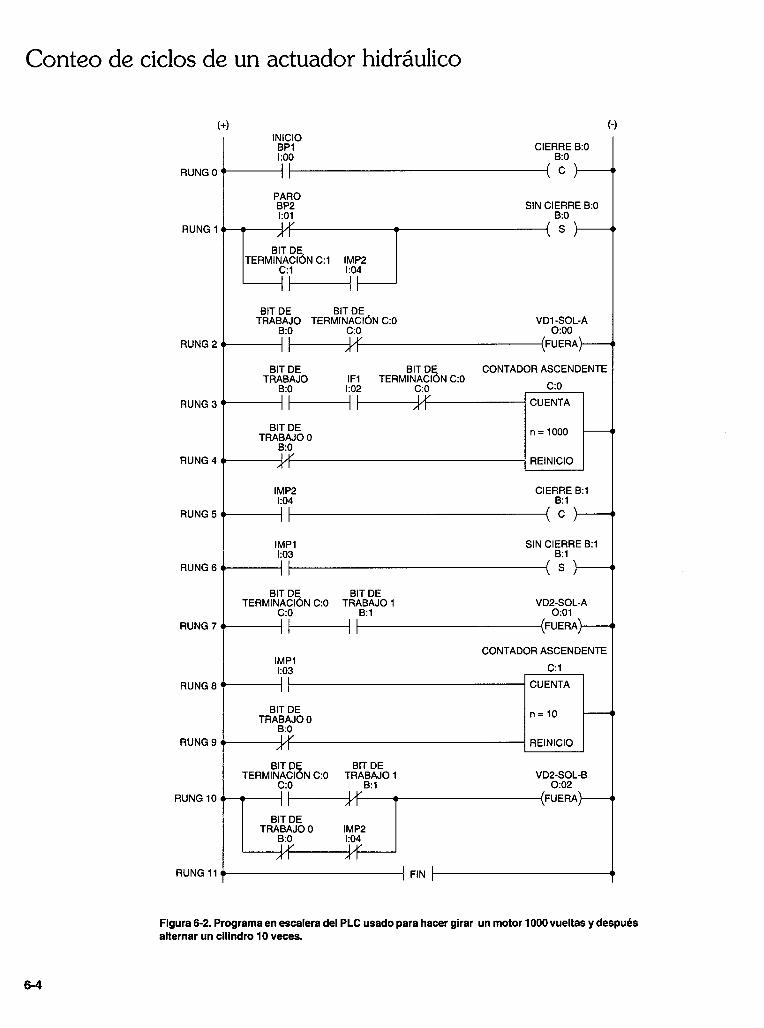
0 4. Introduzca su programa en escalera del PLC en la Figura 6-2.
6-3
Conteo de ciclos de un actuador hidráulico
(+)
RUNG O
RUNG 1
RUNG 2
(-)INICIO
BP1 CIERRE B:0
1:00 B:0(C)
PARO
BP2 SIN CIERRE B:0
1:01 B:0
-y (s)
BIT DERMINACIÓN C:1 IMP2
C:1 1:04
-Hl II
BIT DE BIT DETRABAJO TERMINACIÓN C:0 VD1 -SOL-A
B:0 C:0 0:00
BIT DE BIT DE CONTADOR ASCENDENTETRABAJO IFI TERMINACIÓN C:0
B:0 1:02 C:0 C:0RUNG3 II 1
i 1 1 CUENTA
BIT DETRABAJO O oo
B:0RUNG 4 REINICIO
IMP2 CIERRE 13:1:04 B:1
RUNG5 II
IMP1 SIN CIERRE B:1:03 B:1
RUNG6 II (s)-
BIT DE BIT DETERMINACIÓN C:0 TRABAJO 1 VD2-SOL-A
C:0 B:1 0:01RUNG7 II II (FUERA)-
CONTADOR ASCENDENTEIMPI1:03 C:1
RUNG8 II
n=10TRABAJO BIT DE
B:0RUNG9
BIT DI BIT DETERMINACION C:0 TRABAJO 1 VD2-SOL-B
C:0 13:1 0:02RUNG 10
BIT DETRABAJO O IMP2
B:0 1:04
RUNG 11 FIN
Figura 6-2. Programa en escalera del PLC usado para hacer girar un motor 1000 vueltas y despuésalternar un cilindro 10 veces.
6-4
Conteo de ciclos de un actuador hidráulico
El 5. Antes de iniciar la fuente de alimentación hidráulica, realice el siguienteprocedimiento de inicio:
a. Asegúrese de que las mangueras hidráulicas estén conectadasfirmemente.
b. Verifique el nivel de aceite del depósito de la fuente de alimentaciónhidráulica. El aceite debe cubrir, pero no rebasar la línea negra sobreel indicador de temperatura/aceite en la fuente de alimentaciónhidráulica. Agregue aceite si se requiere.
c. Use lentes de seguridad.d. Abra completamente la válvula de alivio girando su perilla de ajuste
completamente en el sentido contrario al de las manecillas del reloj.
¡ADVERTENCIA!
Asegúrese de que los cables y componentes eléctricos noestén colocados en una posición donde se acuñen oconfinen entre partes rígidas del equipo didáctico cuandoel vástago del cilindro se extienda o el motor gire, porqueel equipo didáctico se puede dañar.
El 6. Cierre completamente la válvula secuencial.
o 7. Active la fuente de alimentación hidráulica. Después, active la fuente dealimentación de cc de 24-V.
0 8. Ajuste la presión máxima del sistema a 3500 kPa (500 psi).
o 9. Ajuste la presión de operación de la válvula secuencia¡ a 1700 kPa(250 psi).
O 10. Evalue la operación del sistema, usando los siguientes pasos deverificación:
a. Presione momentaneamente el botón pulsador de INICIO, BP1. Elmotor debe empezar a girar, mientras el vástago del cilindro debepermanecer inmóvil.
b. Monitoree la instrucción del contador del PLC C:0 en el escalón 3 dela escalera. Cuando el valor acumulado del contador alcanza 1000, elmotor se debe detener, mientras el vástago del cilindro debe empezara reciprocar (extender o retractar).
c. Cuando el vástago del cilindro ha reciprocado 10 veces, se debedetener en la posición completamente plegada, permitiendo que unnuevo ciclo sea iniciado.
6-5
Conteo de ciclos de un actuador hidráulico
No proceda con el ejercicio si cualquiera de las condiciones de arriba nofue alcanzada. En lugar de eso verifique las conexiones del circuito y elprograma del PI-C. Realice las modificaciones requeridas, despuésverifique que el sistema opere correctamente.
El 11. Cicle el sistema unas cuantas veces y monitoree el programa del PLCconforme es ejecutado. ¿Qué causa que el motor empiece a girar cuandoBP1 es presionado? Explíquelo consultando el programa en escalera delPLC en la Figura 6-2.
El 12. ¿Qué causa que la instrucción del contador C:0 en el escalón 3 incrementesu valor acumulado cuando el motor gira? Explique.
III 13. ¿Qué causa que el motor se detenga y que el vástago del cilindro empiecea reciprocar cuando el valor acumulado de la instrucción del contador C:0alcance 1000? Explique.
o 14. ¿Qué causa que la instrucción del contador C:1 en el escalón 8 incrementesu valor acumulado cada vez que el vástago del cilindro se extiendecompletamente?
6-6
Conteo de ciclos de un actuador hidráulico
O 15. ¿Qué causa que el vástago del cilindro se detenga en la posicióncompletamente plegada después de que ha reciprocado 10 veces?Explique.
O 16. Inicie el sistema presionando BP1, después presione BP2 mientras elmotor está girando. ¿El motor se detiene inmediatamente cuando BP2 espresionado? ¿Por qué?
LI 17. Inicie el sistema presionando BP1, después presione BP2 mientras elvástago del cilindro se está extendiendo y a media carrera. ¿El vástago seregresa a la posición INICIAL (completamente plegada) antes de detener-se? ¿Por qué?
0 18. Dibuje en la Figura 6-3 el diagrama de cronometraje del sistema.
6-7
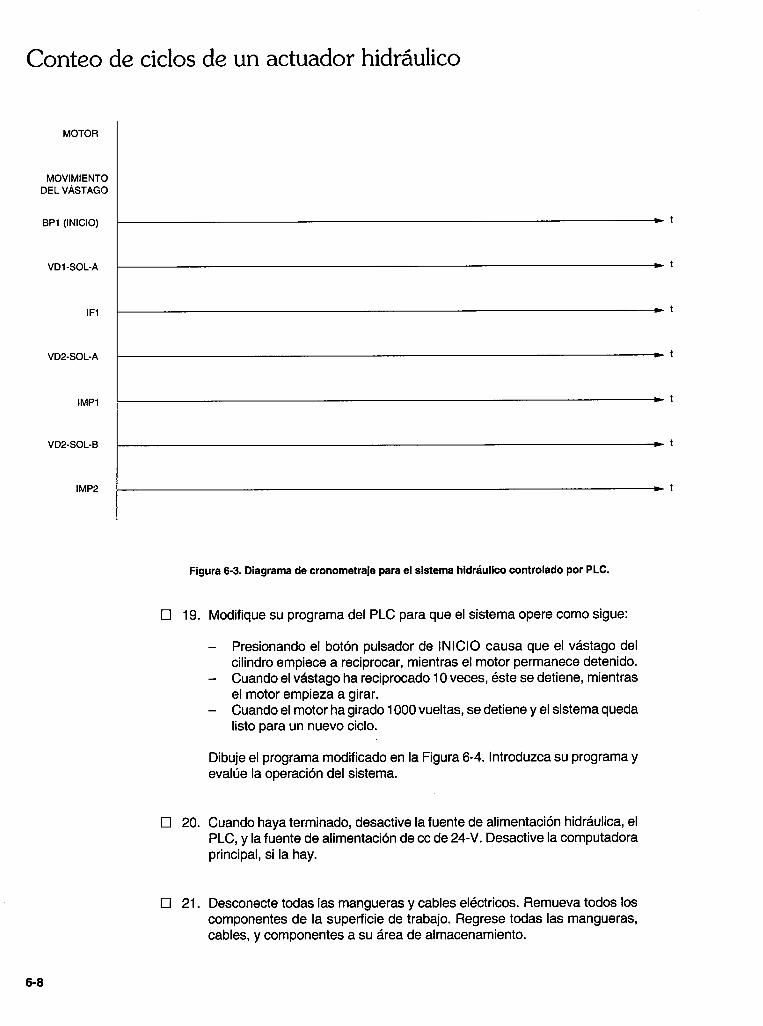
MOTOR
MOVIMIENTODEL VÁSTAGO
BPI (INICIO)
VD1 -SOL-A
IF1
VD2-SOL-A
IMP1
VD2-SOL-B
IMP2
Conteo de ciclos de un actuador hidráulico
Figura 6-3. Diagrama de cronometraje para el sistema hidráulico controlado por PLC.
LI 19. Modifique su programa del PLC para que el sistema opere como sigue:
- Presionando el botón pulsador de INICIO causa que el vástago delcilindro empiece a reciprocar, mientras el motor permanece detenido.
- Cuando el vástago ha reciprocado 10 veces, éste se detiene, mientrasel motor empieza a girar.
- Cuando el motor ha girado 1000 vueltas, se detiene y el sistema quedalisto para un nuevo ciclo.
Dibuje el programa modificado en la Figura 6-4. Introduzca su programa yevalúe la operación del sistema.
LI 20. Cuando haya terminado, desactive la fuente de alimentación hidráulica, elPI-C, y la fuente de alimentación de cc de 24- y. Desactive la computadoraprincipal, si la hay.
LI 21. Desconecte todas las mangueras y cables eléctricos. Remueva todos loscomponentes de la superficie de trabajo. Regrese todas las mangueras,cables, y componentes a su área de almacenamiento.
6-8
Conteo de ciclos de un actuador hidráulico
(+) [0]
Figura 6-4. Nuevo programa modificado.
CONCLUSIÓN
En este ejercicio, conectó un sistema hidráulico controlado por PLC que hace girara un motor 1000 vueltas y después recíproca un cilindro 10 veces. Observó que lainstrucción del contador del PLC es incrementada para las transiciones del escalónde falso a verdadero del escalón del contador. Estas transiciones del escalón soncausadas por eventos ocurridos en el sistema, tal como un pistón de cilindro pistóndesplazándose más allá de un interruptor magnético de proximidad o de un volante
6-9
Conteo de ciclos de un actuador hidráulico
de inercia activando un interruptor fotoeléctrico. Después de que un número deeventos ha ocurrido, el bit de terminación del contador se activa, el cual activa odesactiva un solenoide de válvula direccional.
PREGUNTAS DE REPASO
1. ¿Cuándo es el conteo de ciclos del actuador hidráulico requerido?
2. Describa la aplicación típica hidráulica donde es requerido el conteo de ciclosdel actuador.
3. ¿Cómo puede ser usada la instrucción del contador del PLC para activar unsolenoide de válvula direccional después de que un cilindro ha reciprocado unnúmero definido de veces?
4. En el programa en escalera del PLC en la Figura 6-2, ¿qué propósito es servidopor la instrucción del contacto N. C. C:O en el escalón 3?
5.En el programa en escalera del PLC en la Figura 6-2, ¿qué propósito es servidopor la instrucción del contacto N. C. B:O en el escalón 4?
6-10
Ejercicio 7Control de seguridad de los actuadores hidráulicos
OBJETIVO DEL EJERCICIO
• Conectar y evaluar un sistema hidráulico controlado por PLC que proporcionacontrol de seguridad de un cilindro de prensa.
DISCUSIÓN
Los sistemas hidráulicos controlados por PLC han hecho el trabajo más seguroalternando la responsabilidad de controlar activamente el sistema de los humanosa los PLC. Sin embargo, los humanos no han sido completamente removidos de laplanta y continuan teniendo contacto con el equipo. La seguridad del trabajador quetiene contacto con el equipo debe ser por lo tanto garantizada. Es tambiénimportante asegurarse que todo el equipo esté operando bajo condiciones seguras.El control de seguridad está intencionado para prevenir lesionar al personal asícomo evitar dañar el equipo y el producto que se está haciendo.
En todo este manual, Usted ya ha usado controles de seguridad tales comobotones pulsadores de paro para detener el movimiento de cilindros y motores.Estos son usados para dar a un operador humano la oportunidad de detener elsistema si existe una emergencia. El botón pulsador de paro debe ser cableadonormalmente cerrado para asegurar que una corriente de control continuaráfluyendo a la entrada del PLC si el botón pulsador se vuelve defectuoso oinoperante. La acción del sistema producida cuando el botón pulsador de paro espresionado depende de la aplicación. En algunas aplicaciones, el cilindro debe serdetenido inmediatamente. En otras aplicaciones, el cilindro debe ser plegado antesde que sea detenido para poder iniciar desde una posición conocida y en unadirección predeterminada.
El equipo hidráulico que opera automáticamente también debe ser protegido dedañarse así mismo mediante monitoreo de seguridad. El monitoreo de seguridadutiliza sensores tales como presostatos e interruptores de fin de carrera para buscarcondiciones de operación inseguras. Cuando una condición riesgosa tal como unapresión excesiva es detectada, el sistema responderá de acuerdo al problemadetectado. Las posibles respuestas varían desde señales sonoras de advertenciao lámparas piloto indicando una falla al operador hasta un cierre total del sistema.
Resumen del procedimiento
En este ejercicio, conectará un sistema hidráulico controlado por PLC que utiliza unbotón pulsador de PARO y de REINICIO, un presostato, y una luz indicadora dealarma para proporcionar control de seguridad de un cilindro de prensa.
7-1

Control de seguridad de los actuadores hidráulicos
EQUIPO REQUERIDO
Consulte la Gráfica de utilización del equipo, en el Apéndice A de este manual, paraobtener la lista del equipo requerido para realizar este ejercicio.
PROCEDIMIENTO
LI 1. Obtenga el cilindro de diámetro interior de 3.81-cm (15-puig) y eldispositivo de carga de su área de almacenamiento. Atornille el vástago delcilindro en el dispositivo de carga.
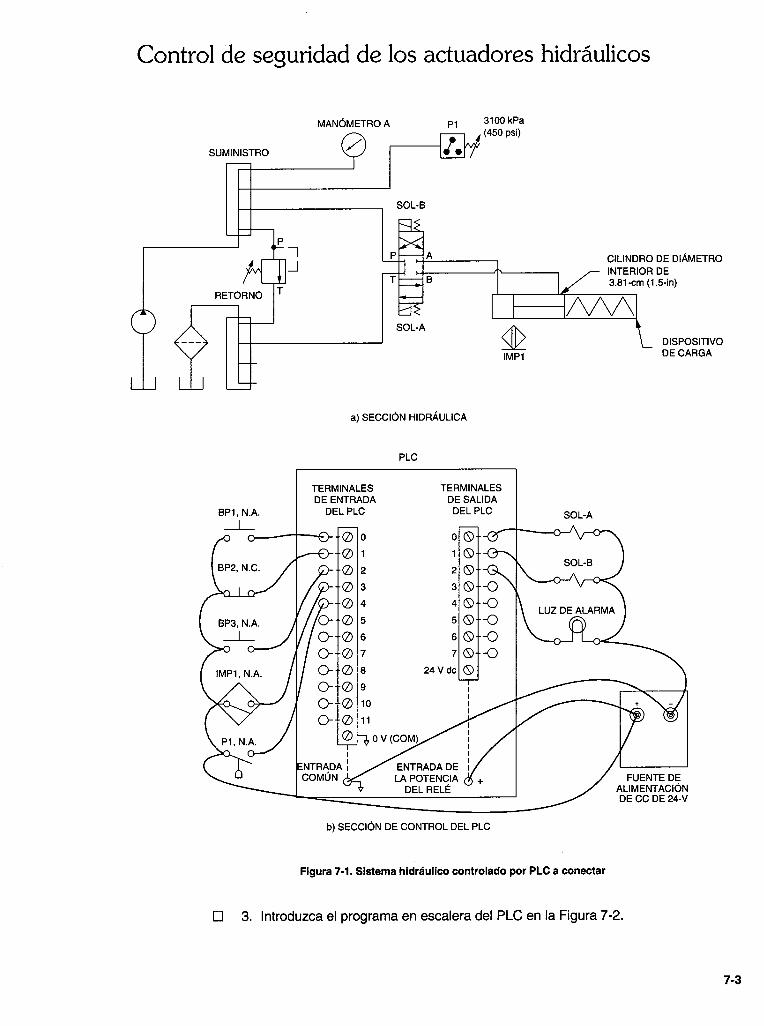
O 2. Conecte el sistema hidráulico controlado por PLC mostrado en laFigura 7-1. Monte el interruptor magnético de proximidad IMP1 para quese active cuando el vástago del cilindro está completamente plegado, comolo muestra la Figura 7-1 a).
En este sistema, el cilindro de diámetro interior de 3.81-cm (1.5-puig)simulará un cilindro de prensa. Para prevenir dañar el equipo y el productoque está siendo hecho, la fuerza máxima disponible del cilindro de prensaserá monitoreada mediante el uso de un presostato, Pl.
7-2
DISPOSITIVODE CARGA
DE DIÁMETRODE
1 .5-in)
Control de seguridad de los actuadores hidráulicos
MANÓMETRO A P1 3100 kPa
a) SECCIÓN HIDRÁULICA
PLC
BP1,N.A.
BP2,N.C.
BP3,N.A.
IMP1, N.A.
Pl. N.A.
TERMINALESDE ENTRADA
DEL PLC
-0-00-0-01
-Ø2"D- 0 3
(-040-:
0 5
0-060-070-08Q-Øg0-0100-011
0 0V
TERMINALESDE SALIDADEL PLC
2®-G..3Q-04Q-05®-06Q-O7®-0
24Vdc ®
ENTRADA DE 1/LA POTENCIA
DEL RELÉ
SOL-A
SOL-B
LUZ DE ALARMA
FUENTE DEALIMENTACIÓNDE CC DE 24-V
b) SECCIÓN DE CONTROL DEL PLC
Figura 7-1. Sistema hidráulico controlado por PLC a conectar
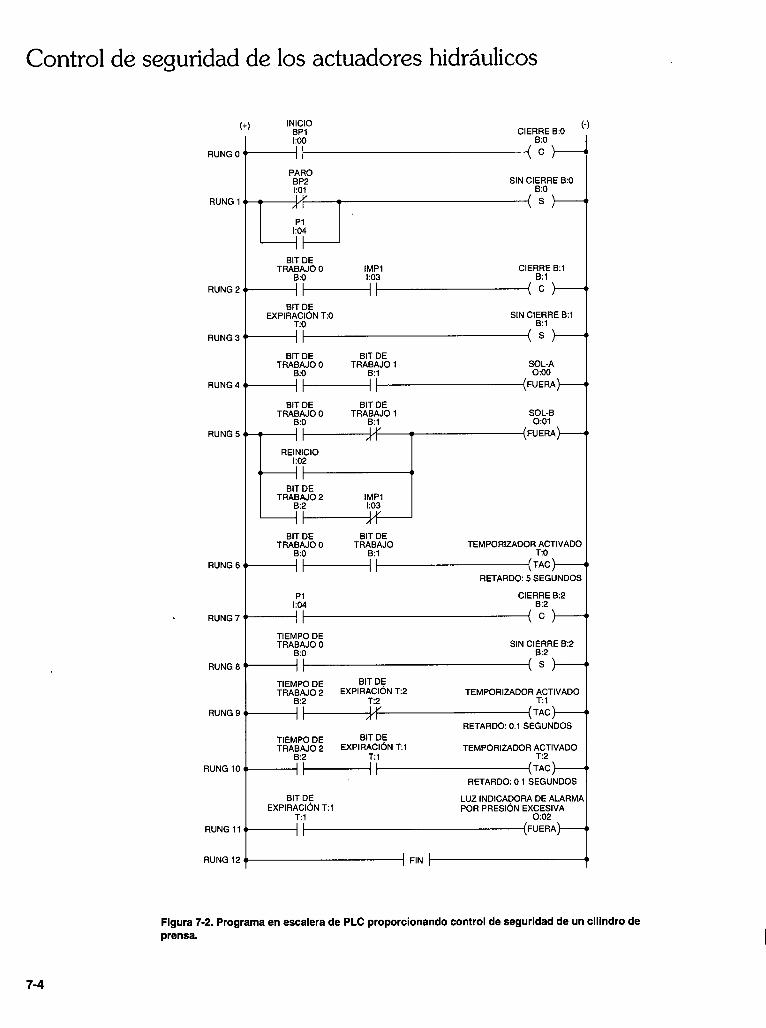
0 3. Introduzca el programa en escalera del PLC en la Figura 7-2.
7-3
(+) INICIOBP11:00
RUNGO IHPAROBP21:01
RUNG 1
Pl1:04
SIN CIERRE B:0B:0
CIERRE B:0 -B:0
Control de seguridad de los actuadores hidráulicos
RUNG 2
RUNG 3
RUNG 4
RUNG 5
BIT DETRABAJO O IMP1 CIERRE 13:1
8:0 1:03 8:1
II II (C)-
BIT DEEXPIRACIÓN T:0 SIN CIERRE B:1
T:0 8:1
II (s
BIT DE BIT DETRABAJO O TRABAJO 1 SOL-A
B:0 13:1 0:00(FUERA)-
BIT DE BIT DETRABAJO O TRABAJO 1 SOL-13
8:0
13:1 0:01y e (FUERA-
REINICIO1:02
-HlBIT DE
TRABAJO 2 IMP1
B:2 1:03
BIT DE BIT DETRABAJO O TRABAJO TEMPORIZADOR ACTIVADO
B:0 13:1 T:0
- Hl IIRETARDO: 5 SEGUNDOS
Pl CIERRE 13:2
1:04 B:2(c
TIEMT PO DERABAJO O SIN CIERRE 13:2
B:0 8:2(s
TIEMT
PO DE BIT DERABAJO 2 EXPIRACIÓN T:2 TEMPORIZADOR ACTIVADO
13:2 T:2 T:1
-Hl (TAC)--RETARDO: 0.1 SEGUNDOS
TIEMPO DE BIT DETRABAJO 2 EXPIRACIÓN T:1 TEMPORIZADOR ACTIVADO
8:2 T:1 T:2
-Hl II (TAC)-RETARDO: 0.1 SEGUNDOS
BIT DE LUZ INDICADORA DE ALARMAEXPIRACIÓN T:1 POR PRESIÓN EXCESIVA
T:1 0:02(FUERA)-
FIN
RUNG 6
RUNG7
RUNG8
RUNG 9
RUNG 10
RUNG 111
RUNG 12
Figura 7-2. Programa en escalera de PLC proporcionando control de seguridad de un cilindro deprensa.
7-4
Control de seguridad de los actuadores hidráulicos
LI 4. Transfiera su programa al PI-C. No coloque todavía el PLC en el modoEjecutar.
LI 5. Ajuste la presión actuante y diferencial del presostato Pl al valor máximo.
LI 6. Remueva la manguera conectando el puerto P de la válvula direccional alcolector de suministro.
LI 7. Active la fuente de alimentación hidráulica y la fuente de alimentación decc de 24-y.
LI 8. Ajuste la presión máxima del sistema a 3100 kPa (450 psi).
o 9. Lentamente disminuya la presión actuante del presostato Pl hasta que elLED 4 de la entrada del PLC se active. Esto coloca presión actuante delpresostato Pl a 3100 kPa (450 psi).
0 10. Reduzca la presión máxima del sistema a 2800 kPa (400 psi).
LI 11. Desactive la fuente de alimentación hidráulica. Vuelva a conectar elpuerto P de la válvula direccional al colector de suministro. Active la fuentede alimentación hidráulica.
0 12. Coloque el PLC en el modo Ejecutar.
0 13. Evalue la operación del sistema, usando los siguientes pasos deverificación:
a. Presione momentaneamente el botón pulsador de INICIO, BP1. Elvástago del cilindro se extiende y comprime el dispositivo de carga.
b. 5 segundos después, el vástago del cilindro se debe retractar,causando que el resorte se descomprima.
c. Cuando el vástago del cilindro se retracta completamente, debe iniciarautomáticamente un nuevo ciclo.
No proceda con el ejercicio si cualquiera de las condiciones de arriba nofue alcanzada. En lugar de eso verifique las conexiones del circuito y elprograma del PI-C. Realice las modificaciones requeridas, despuésverifique que el sistema opere correctamente.
7-5
Control de seguridad de los actuadores hidráulicos
D 14. Monitoree el programa del PLC conforme el vástago del cilindro seextiende y se retracta.
¿Qué causa que el vástago del cilindro se extienda cuando el botónpulsador BP1 es presionadp? Explíquelo consultando el programa enescalera del PLC en la Figura 7-2.
Eh 15. ¿El vástago se extiende completamente? ¿Por qué?
O 16. ¿Qué causa que el vástago se retracte 5 segundos después de que elbotón pulsador BP1 es presionado?
LI 17. ¿Qué causa que el vástago reinicie un nuevo ciclo automáticamentecuando llega a estar completamente plegado?
LI 18. Presione momentaneamente el botón pulsador BP2, de PARO mientras elvástago se está extendiendo pero antes de detenerse contra el resorte.¿Qué le pasa al vástago? ¿Por qué?
O 19. Presione y sostenga el botón pulsador BP3,de REINICIO. ¿Qué le pasa alvástago? ¿Por qué?
7-6
Control de seguridad de los actuadores hidráulicos
O 20. Presione BP1 para volver a iniciar el sistema Presione BP2 mientras elvástago se está extendiendo pero antes de detenerlo contra el resorte.Presione BP1 otra vez. ¿El vástago se regresa a la posición de INICIO(completamente plegado) o éste vuelve a iniciar en la dirección (adelante)¿fue movido éste antes de que fue detenido? ¿Por qué?
O 21. Desactive la fuente de alimentación hidráulica. Remueva las manguerasconectando el presostato Pl y el puerto P de válvula direccional al colectorde suministro. Active la fuente de alimentación hidráulica.
LI 22. Ajuste la presión máxima del sistema a 3500 kPa (500 psi).
LI 23. Desactive la fuente de alimentación hidráulica. Vuelva a conectar elPresostato Pl y el puerto P de la válvula direccional al colector desuministro. Active la fuente de alimentación hidráulica.
LI 24. Inicie el sistema presionando BP1. ¿Qué le pasa al vástago? ,.A lalámpara piloto Li? Explíquelo consultando el programa en escalera en laFigura 7-2.
LI 25. ¿Cuál es el nivel máximo de presión que se puede desarrollar detrás delpistón del cilindro?
O 26. ¿Cuáles dos manipulaciones se deben hacer para desactivar la lámparapiloto Li y hacer que el vástago del cilindro se extienda y retracte como lohizo previamente? Verifique su respuesta.
7-7
Control de seguridad de los actuadores hidráulicos
O 27. Desactive la fuente de alimentación hidráulica, el PLC, y la fuente dealimentación de cc de 24-y. Desactive la computadora principal, si la hay.
0 28. Desconecte todas las mangueras y cables eléctricos. Remueva todos loscomponentes de la superficie de trabajo. Regrese todas las mangueras,cables, y componentes a su área de almacenamiento.
CONCLUSIÓN
En este ejercicio, conectó un sistema hidráulico controlado por PLC que proporcio-na control de seguridad de un cilindro de prensa. Observó que el botón pulsador dePARO permite al operador detener el cilindro de presión si existe una emergencia.Observó que el botón pulsador de REI NICIO permite al operador regresar el cilindrode prensa a la posición INICIAL y reiniciarlo en una dirección predeterminada ydesde una posición conocida. También observó que un presostato puede ser usadopara retractar automáticamente el cilindro de prensa y activar una luz indicadora dealarma cuando una presión excesiva es detectada detrás del pistón del cilindro.
PREGUNTAS DE REPASO
1. ¿Por qué el control de seguridad es requerido en los sistemas hidráulicoscontrolados por PLC?
2. ¿Qué propósito sirve el botón pulsador de PARO en un sistema hidráulicocontrolado por PLC?
3. ¿Porqué el botón pulsador de PARO debe ser cableado normalmente cerrado?
4. ¿Cuál es el significado de "monitoreo de seguridad"?
7-8

Control de seguridad de los actuadores hidráulicos
5. ¿Cómo responderá el sistema cuando una condición arriesgada es detectadaa través del monitoreo de seguridad?
7-9

7-10
Ejercicio 8Sistema de abrazadera y de trabajocontrolado por PLC
OBJETIVO DEL EJERCICIO
• Conectar y evaluar un sistema de abrazadera y de trabajo controlado por PLCtipo industrial.
DISCUSIÓN
Los sistemas de abrazadera y de trabajo usualmente constan de dos cilindros. Elcilindro abrazadera, el cual es frecuentemente un cilindro de diámetro interiorpequeño avanza hasta que se encalla (atora) contra la pieza de trabajo. El cilindrode trabajo, el cual es un cilindro de diámetro interior más grande, avanza y retractauna herramienta de maquinado para realizar una tarea en particular en la pieza detrabajo sujetada, tal como doblar, prensar, taladrar, cortar o pulverizar.
La secuencia del ciclo del cilindro es usualmente como sigue:
1. El cilindro abrazadera se extiende;
2. El cilindro de trabajo se extiende;
3. El cilindro de trabajo se retracta;
4. El cilindro abrazadera se retracta. Después el sistema se detiene por un períodode tiempo para dar a otro cilindro tiempo de impulsar la pieza de trabajomaquinada a un recipiente y alimentar una pieza de trabajo nueva dentro de lamáquina. Después del período de detención que ha pasado, el ciclo se repiteautomáticamente.
Como puede ver, la secuencia está diseñada para que el cilindro abrazadera nopueda liberar su asimiento (sujeción) en la pieza de trabajo hasta que el cilindro seha plegado completamente. Esto asegura que la pieza de trabajo permanezcasujetada firmemente mientras está siendo trabajada. Un presostato conectado enel extremo émbolo del cilindro abrazadera puede ser usado para verificar que lapieza de trabajo esté sujetada con fuerza suficiente antes y durante la extensión delcilindro de trabajo.
El PLC permite más flexibilidad que nunca en la producción de sistemas deabrazadera y de trabajo que van más allá de una simple sujeción y maquinado deuna pieza de trabajo. Estos incluyen: dispositivos incorporados de monitoreoavanzado para proteger al personal y la maquinaria, abrazaderas múltiples decontrol en partes complicadas, secuenciar la extensión y retracción de los cilindrosabrazadera para seguir una herramienta en movimiento en una máquina, simplificarel diseño, la instalación y la detección y reparación de fallas del sistema.
8-1
Sistema de abrazadera y de trabajocontrolado por PLC
Resumen del procedimiento
En este ejercicio, conectará un sistema de abrazadera y de trabajo controlado porPLC que consiste de un cilindro abrazadera, un cilindro de trabajo avanzando yretractando una herramienta de maquinado, y un motor hidráulico simulando elmotor de la herramienta de maquinado. Para asegurar que la pieza de trabajopermanezca sujetada firmemente mientras esta siendo trabajada, un presostatomonitoreará la presión aplicada detrás del pistón del cilindro abrazadera. El sistemase detendrá por 3 segundos al final de cada ciclo.
EQUIPO REQUERIDO
Consulte la Gráfica de utilización del equipo, en el Apéndice A de este manual, paraobtener la lista del equipo requerido para realizar este ejercicio.
PROCEDIMIENTO
LI 1. Conecte el sistema hidráulico controlado por PLC mostrado en laFigura 8-1. Instale el volante de inercia de peso ligero en el eje del motorhidráulico y atornille el tornillo opresor.
0 2. Introduzca el programa en escalera en la Figura 8-2.
L2
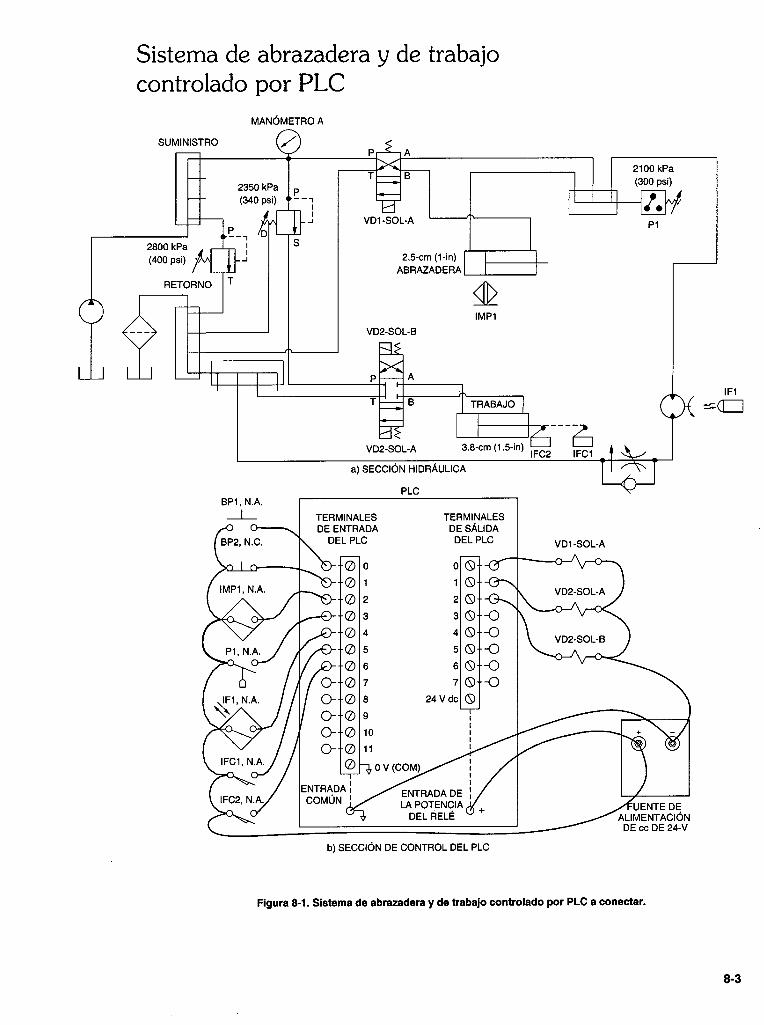
Sistema de abrazadera y de trabajocontrolado por PLC
MANÓMETRO A
SUMINISTRO
2350kPa(340 psi)
D1-J
2800 kPa 5(400 psi) -J
RETORNO T
2100 kPa(300 psi)
VD1 -SOL-A Pl
2.5-cm (1-in)ABRAZADERA
DIMP1
VD2-SOL-B
uF1
VD2-SOL-A
a) SECCIÓN HII
PLC
TRABAJO
3.8-cm (1.5-in) IFC2 IFC1
TERMINALES TERMINALES
DE ENTRADA DE SÁLIDA
DELPLC DELPLC
n0 1
0 2 2Q1
Ø-Ø4 4®-05®t
r
o6 6Q1
07 71
0 8 24Vdc[j09
0-0100-011
O OV(COM)
ENTRADA 1 DA DECOMÚNDEL RELÉ +
- LAPOTENCIA'
b) SECCIÓN DE CONTROL DEL PLC
BP1,N.A.
_o o-BP2,N.C.
IMP1, N.A.
Pl, N.A.
¡F1, N.A.
IFC1,N.A.
IFC2,N.A.
VD1 -SOL-AE'FUENTE DEALIMENTACIÓN
DE cc DE 24-y
Figura 8-1. Sistema de abrazadera y de trabajo controlado por PLC a conectar.
8-3
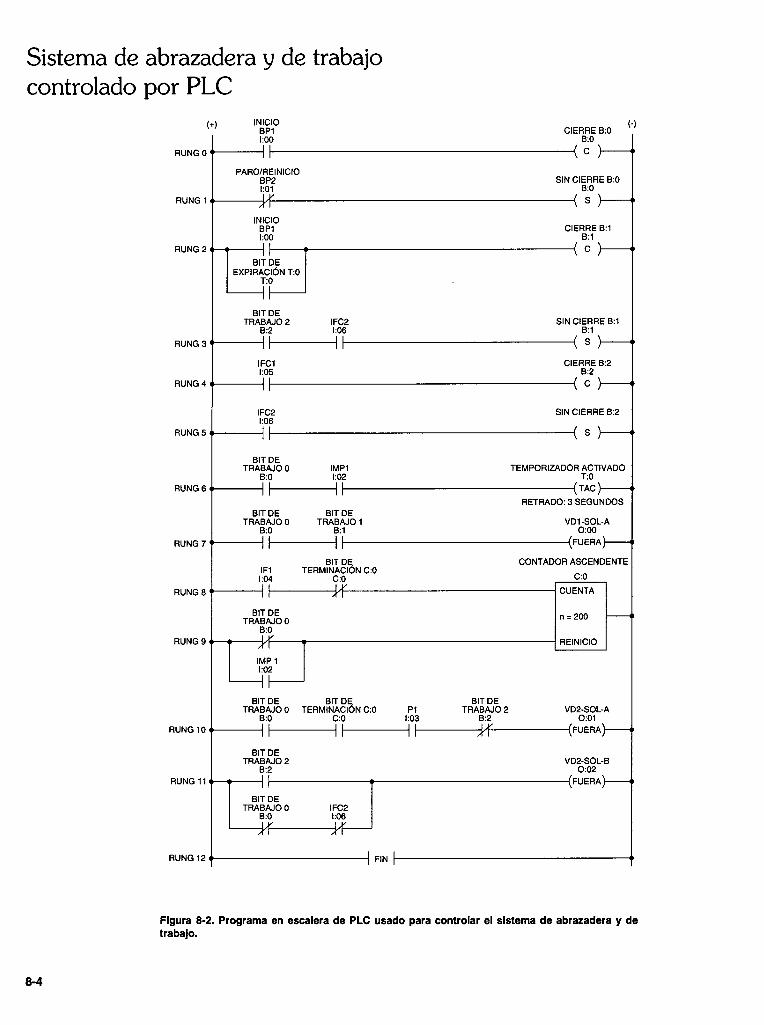
Sistema de abrazadera y de trabajocontrolado por PLC
(+) INICIOBP11•00
RUNG O
BP2
RUNG 1
CIERRE 8:0 -B:O
—(C ')
SIN CIERRE B:0B:0
— (S---
INICIO
BP1 CIERRE 13:1
1:00 B:1
RUNG2 1 j (C)—
BIT DEEXPIRACIÓN T:0
BIT DETRABAJO 2 IFC2 SIN CIERRE 13:1
13:2 1:06 B:1
RUNG3 II II (s)—
IFC1 CIERRE 13:2
1:05 B:2
RUNG4 II
RUNG 5
RUNG 6
RUNG 7
RUNG 8
RUNG 9
RUNG 10
RUNG 11
RUNG 12
IFC2 SIN CIERRE 13:21:06
Hl (s
BIT DETRABAJO O IMP1 TEMPORIZADOR ACTIVADO
B:0 1:02 T:0
-Hl II (TAC)-
RETRADO: 3 SEGUNDOS
BIT DE BIT DETRABAJO O TRABAJO 1 VD1-SOL-A
B:0 13:1 0:00
-Hl II (FUERA)—
BIT DE CONTADOR ASCENDENTE
IF1 TERMINACIÓN C:O
:04 C:0 C0
1 0 CUENTA
BIT DE -TRABAJO O
B:0
REINICIO
IMP 11:02
BIT DE BIT DE BIT DETRABAJO O TERMINACIÓN C:0 Pl TRABAJO 2 VD2-SOL-A
B:0 C:0 1:03 13:2 0:01
-Hl II II (FUERA)-
BIT DETRABAJO 2 VD2-SOL-13
B:2 0:02
-H 1 (FUERA)-
BIT DETRABAJO O IFC2
B:0 :06
FIN
Figura 8-2. Programa en escalera de PLC usado para controlar el sistema de abrazadera y detrabajo.
8-4
Sistema de abrazadera y de trabajocontrolado por PLC
o 3. Transfiera el programa al PLC. No coloque todavía el PLC en el modoEjecutar.
Ajustes preliminares
O 4. Coloque la presión actuante y diferencial de la presión del presostato Plal valor máximo.
LI 5. Cierre completamente la válvula secuencial.
0 6. Abra completamente la válvula de control de flujo.
o 7. Active la fuente de alimentación hidráulica y la fuente de alimentación decc de 24-y.
0 8. Ajuste la presión máxima del sistema a 2800 kPa (400 psi).
LI 9. Ajuste la presión operante de la válvula secuencia¡ a 2400 kPa (340 psi).
o 10. Desactive la fuente de alimentación hidráulica. En el puerto de la válvuladireccional 1, desconecte el extremo de la manguera que va al colectormóvil de 4 orificios instalado en el presostato Pl y conéctelo directamenteal colector de suministro. Active la fuente de alimentación hidráulica, lo quecausará que el motor hidráulico gire y el cilindro abrazadera se extienda.
LI 11. Disminuya la abertura de la válvula de control de flujo hasta que elmanómetro A indique 2100 kPa (300 psi). Después disminuya lentamentela presión actuante del presostato Pl hasta que la entrada del PLC LED 3se active. Esto ajusta la presión actuante del presostato Pl a 2100 kPa(300 psi).
O 12. Luego disminuya la abertura de la válvula de control de flujo hasta que elmanómetro A indique 2300 kPa (330 psi). El motor ahora debe girar a bajavelocidad.
LI 13. Desactive la fuente de alimentación hidráulica. En el colector de suministro,desconecte el extremo de la manguera que va al colector móvil de 4orificios en el presostato Pl y conéctelo al puerto A de la válvula direccio-nal como lo muestra la Figura 8-1 a). Esto completa los ajustes prelimina-res.
8-5
Sistema de abrazadera y de trabajocontrolado por PLC
Evaluación de la operación del sistema
LI 14. Active la fuente de alimentación hidráulica. Coloque el PLC en el modoEjecutar.
0 15. Verifique que el sistema opere como sigue:
a. Presionando el botón pulsador de INICIO, BP1 causa que el cilindroabrazadera se extienda.
b. Cuando el cilindro abrazadera se extiende completamente, el motorhidráulico empieza a girar.
c. Cuando el motor ha girado 200 vueltas, el cilindro de trabajo seextiende completamente, después se retracta. Durante la extensión yretracción de este cilindro, el motor continúa girando y el cilindroabrazadera permanece extendido.
d. Cuando el cilindro de trabajo se retracta completamente, el cilindroabrazadera se retracta y el motor se detiene.
e. Cuando el cilindro abrazadera se retracta completamente, el sistemase detiene 3 segundos, después el ciclo se repite automaticamente.
f. Presionando el botón pulsador de PARO/REINICIO, BP2, en cualquierpaso secuencia¡ el sistema se detiene y lo reinicia nuevamente alestado inicial donde ambos cilindros están plegados y el motor esdetenido.
Nota: Si el cilindro de trabajo se extiende muy lentamente,disminuya ligeramente la abertura de la válvula de control deflujo, lo que permitirá que un poco más de aceite pase al cilindrode trabajo.
LI 16. Explique como el sistema opera consultando el programa en escalera delPLC en la Figura 8-2.
O 17. Dibuje en la Figura 8-3 el diagrama de cronometraje del sistema deabrazadera y de trabajo.
8-6
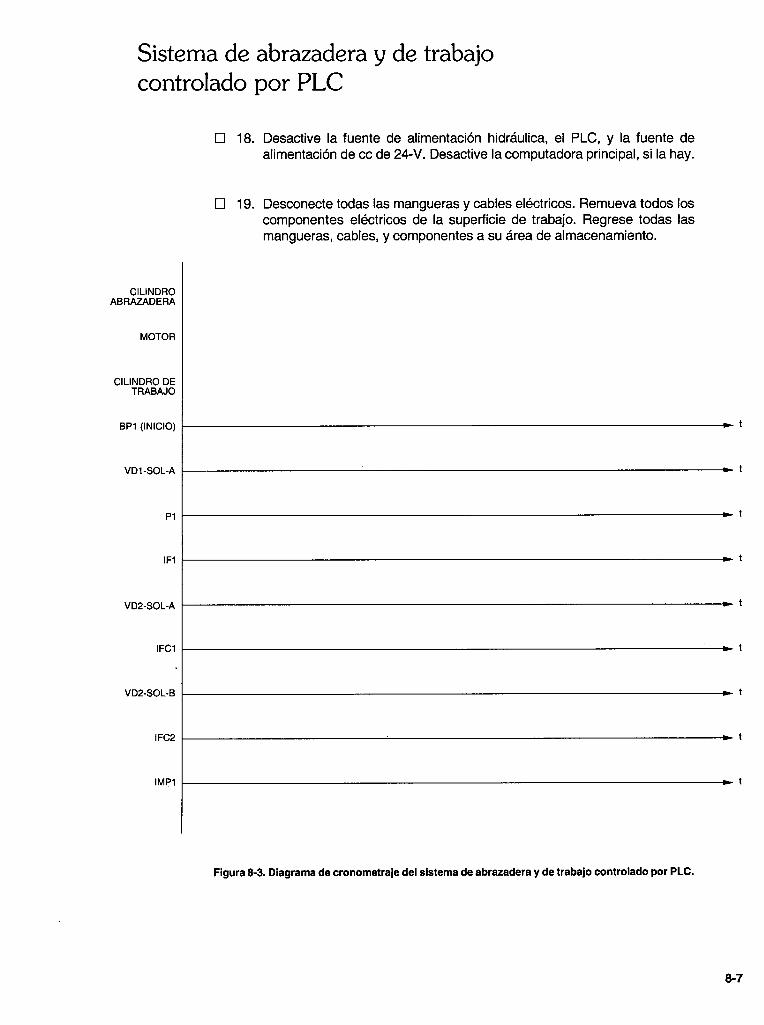
CILINDROABRAZADERA
MOTOR
CILINDRO DETRABAJO
BP1 (INICIO)
VD1 -SOL-A
Pl
IF1
VD2-SOL-A
IFCI
VD2-SOL-B
IFC2
IMP1
Sistema de abrazadera y de trabajocontrolado por PLC
El 18. Desactive la fuente de alimentación hidráulica, el PLC, y la fuente dealimentación de cc de 24-y. Desactive la computadora principal, si la hay.
LI 19. Desconecte todas las mangueras y cables eléctricos. Remueva todos loscomponentes eléctricos de la superficie de trabajo. Regrese todas lasmangueras, cables, y componentes a su área de almacenamiento.
Figura 8-3. Diagrama de cronometraje del sistema de abrazadera y de trabajo controlado por PLC.
8-7
Sistema de abrazadera y de trabajocontrolado por PLC
CONCLUSIÓN
En este ejercicio, conectó un sistema hidráulico controlado por PLC que simula laoperación secuencia¡ de un cilindro abrazadera y un cilindro de trabajo unido a unaherramienta de maquinado hidráulico. Observó que un interruptor fotoeléctricopuede ser usado para iniciar el cilindro de trabajo cuando el motor de la herramientade maquinado ha girado un número definido de vueltas. También observó que unpresostato puede ser usado para asegurar que la pieza de trabajo esté sujetadacon fuerza suficiente antes y durante la extensión del cilindro de trabajo. Aprendióque los sistemas de abrazadera y de trabajo pueden requerir que se detengan alfinal de cada ciclo para dar tiempo al cilindro de alimentación de impulsar la piezade trabajo maquinada en un recipiente y alimentar una nueva pieza de trabajo enla máquina.
PREGUNTAS DE REPASO
1. ¿Qué le pasará a la operación del sistema de abrazadera y de trabajo en laFigura 8-1 si la presión desarrollándose en la entrada del motor cuando elmotor gira es de 1900 kPa (280 psi)? ¿Por qué? Explíquelo consultando elprograma en escalera en la Figura 8-2.
2. ¿Qué pasará si la derivación conteniendo las instrucciones del contacto N. C.B:0 y 1:06 en el escalón 11 es removida? Explique.
3. ¿Qué pasará si la instrucción del contacto N. C. B:2 en el escalón 10 esremovida?
4. ¿Cuándo es reiniciada la instrucción del contador C:0 en el escalón 8?
8-8
Sistema de abrazadera y de trabajocontrolado por PLC
5. ¿Qué modificación se debe hacer en el escalón 2 de la escalera para cambiarel sistema de un sistema de reciprocidad continua a un sistema de reciprocidadde un ciclo? Explique.
8-9

8-10
Ejercicio 9
Detección y reparación de fallas
OBJETIVO DEL EJERCICIO
• Detectar fallas insertadas por el instructor en un sistema de abrazadera y detrabajo controlado por PLC.
DISCUSIÓN
Aún los PLC más eficientes usados en la manufactura moderna están sujetos adescomponerse. Determinar el malfuncionamiento de un sistema puede ser unproceso que requiere de mucho tiempo. Para esto, un hábil detector y reparador defallas es requerido. Debido a que la pérdida de tiempo es muy costosa para lamayoría de las compañías, los técnicos altamente calificados tienen gran demanda.
La mejor manera de iniciar la detección y reparación de fallas de un sistemahidráulico controlado por PLC es observar el problema y los síntomas paradeterminar si el problema se localiza en la sección hidráulica o en la sección delcontrol del PLC (incluyendo los dispositivos de entrada/salida del PLC) del sistema.Los síntomas observados frecuentemente pueden indicar un solo componente ouna parte especifica del sistema de circuitos eléctricos, y así ya no es necesarioseguir buscando la falla. Por ejemplo, si la presión completa del sistema no puedeser alcanzada y la razón de flujo disminuye conforme el ajuste de la válvula de alivioes incrementado, probablemente la bomba está averiada. Si, por otro lado, lapresión completa del sistema no puede ser alcanzada, pero la razón de flujo y lapresión del sistema permanecen constantes conforme el ajuste de la válvula dealivio es incrementado, probablemente la válvula de alivio está averiada.
Una vez que el problema ha sido relacionado a una división o a una secciónespecífica del sistema, cada componente en esa área puede ser verificado uno ala vez. Una vez que un componente defectuoso ha sido detectado, debe sercauteloso antes de llegar a cualquier conclusión. En ciertos casos inusuales, elproblema puede ser causado por más de un componente defectuoso. Por lo tanto,debe asegurarse que el malfuncionamiento descubierto explique verosimilmente elproblema observado. Si no, hay otro probable componente defectuoso el cualdebería completar la explicación del problema.
Para información adicional en las técnicas de detección y reparación de fallas,consulte el Apéndice B de este manual.
9-1
Detección y reparación de fallas
Resumen del procedimiento
En este ejercicio, localizará las fallas insertadas por el instructor en el sistemaabrazadera y de trabajo que fueron introducidas en el Ejercicio 8.
EQUIPO REQUERIDO
Consulte la Gráfica de utilización del equipo, en el Apéndice A de este manual, paraobtener la lista del equipo requerido para realizar este ejercicio.
PROCEDIMIENTO
O 1. Instale el sistema abrazadera y de trabajo controlado por PLC al que fueintroducido en el Ejercicio 8.
LI 2. Cuando el sistema es operacional, pida a su instructor que inserte una fallaen el sistema como se indica en la Guía de Hidráulica del Instructor -Control PLC de los Sistemas hidráulicos de Lab-Volt (N/P 31305-10).
LI 3. Detecte y repare las fallas de su sistema, localice la falla, y repórtese conel instructor para que inserte otra falla.
o 4. Desactive la fuente de alimentación hidráulica, el PI-C, y la fuente dealimentación de cc de 24- y. Desactive la computadora principal, si la hay.
LI 5. Desconecte todas las mangueras y cables eléctricos. Remueva todos loscomponentes de la superficie de trabajo. Regrese todas las mangueras,cables, y componentes a su área de almacenamiento.
CONCLUSIÓN
En este ejercicio, localizó las fallas insertadas por el instructor en un sistemahidráulico controlado por PI-C. Verificó que observando el problema y sus síntomasalgunas veces puede reducir el tiempo y esfuerzo requerido para localizar la partedefectuosa del sistema de circuitos eléctricos.
Cuando sea posible, el mantenimiento periódico del procedimiento del sistemahidráulico controlado por PLC debe llevarse a cabo con la frecuencia recomendadapor el fabricante del equipo. Si un malfuncionamiento se presenta cuando se llevaa cabo este procedimiento, usualmente puede ser localizado con facilidad. Amenudo, el manual del equipo tendrá listas de fallas típicas y causas probables.Este tipo de información, con los esquemas eléctricos e hidráulicos, puede ser útily ahorrarle tiempo.
Detección y reparación de fallas
PREGUNTAS DE REPASO
1. ¿Cuál es la mejor manera para iniciar la detección y reparación de fallas de unsistema hidráulico controlado por PLC?
2. Una vez que el problema ha sido relacionado a una derivación o a una secciónespecífica del sistema, ¿cuál es el próximo paso a realizar?
3. ¿Porqué debe ser cauteloso antes de llegara alguna conclusión, una vez queun componente defectuoso ha sido localizado?
4. ¿De qué sección (hidráulica controlada por PLC) del sistema de abrazadera yde trabajo mostrada en la Figura 8-1 se debe sospechar que está defectuosasi el motor hidráulico no empieza a girar cuando el cilindro abrazadera seextiende completamente? Explique
5. ¿De qué sección (hidráulica controlada por PLC) del sistema de abrazaderay de trabajo mostrada en la Figura 8-1 se debe sospechar que está defectuosasi los siguientes síntomas son observados: el sistema opera normalmentedurante un ciclo, después se detiene y permanece obstruido en la condicióninicial donde ambos cilindros están plegados y el motor detenido?
9-3
9-4
Ejercicio 10
Diseño de una punzonadora controlada por PLC
OBJETIVO DEL EJERCICIO
• Diseñar y evaluar una punzonadora controlada por PLC usada para punzonardos orificios en placas de metal
DISCUSIÓN
Los PLC de hoy son usados en muchas ramas de la industria moderna, tales comohule y plástico, química y petroquímica, manejo de materiales, metales, pulpa ypapel, maquinado y manufacturado. La automatización de los procesos industrialesa través de las capacidades del PLC ha traído un mejoramiento sustancial en laproducción. Condiciones de trabajo más seguras y cómodas, aumento deproducción, eficiencia, mínima pérdida de tiempo, productos de alta calidad, sonsolamente unos cuantos ejemplos de los innumerables beneficios del sistemaproporcionados por las instalaciones del PI-C. Un buen ejemplo de la aplicaciónindustrial donde el PLC puede ser beneficioso es una punzonadora, como lomuestra la Figura 10-1.
La punzonadora consta de un cilindro punzonador y un cilindro posicionador quepuede mover placas de metal en dos posiciones de punzonado. La operación dela máquina es como sigue:
• Inicialmente, el cilindro posicionador está en la posición INICIAL (completa-mente pleciado), la cual corresponde a la primera posición de punzonado. Laplaca de metal es posicionada en una mesa de rodillos y sujetada por medio deun tornillo fiiador, como se muestra en la Ficiura 10-1 a).
• Cuando el operador presiona un botón pulsador de INICIO, el cilindropunzonador se extiende y mueve la cabeza punzonadora hacia abajo parapunzar la placa de metal con una fuerza máxima de 3200 N (720 lb).
• Cuando el cilindro punzonador está completamente extendido, la cabezapunzonadora ha punzado el primer orificio y el cilindro punzonador se retracta.
• Cuando el cilindro punzonador está completamente plegado, el cilindroposicionador se extiende y mueve la placa a la segunda posición de punzonado,como se muestra en la Figura 10-1 b).
• Cuando el cilindró posicionador se extiende completamente, la placa haalcanzado la segunda posición de punzonado. Esto causa que el cilindropunzonador se alterne para punzonar otro orificio en la placa como se muestraen la Figura 10-1 c).
• Cuando el cilindro punzonador está completamente plegado el cilindroposicionador se retracta y regresa la placa a la posición INICIAL.
• Cuando el cilindro posicionador está completamente plegado, la placapunzonada puede ser removida y otra placa es posicionada en la máquina.
10-1

Diseño de una punzonadora controlada por PLC
Presionando un botón pulsador de PARO en cualquier paso del proceso causaque el cilindro punzonador se retracte inmediatamente. Cuando este cilindroestá completamente plegado, el cilindro posicionador se retracta completa-mente.
10-2
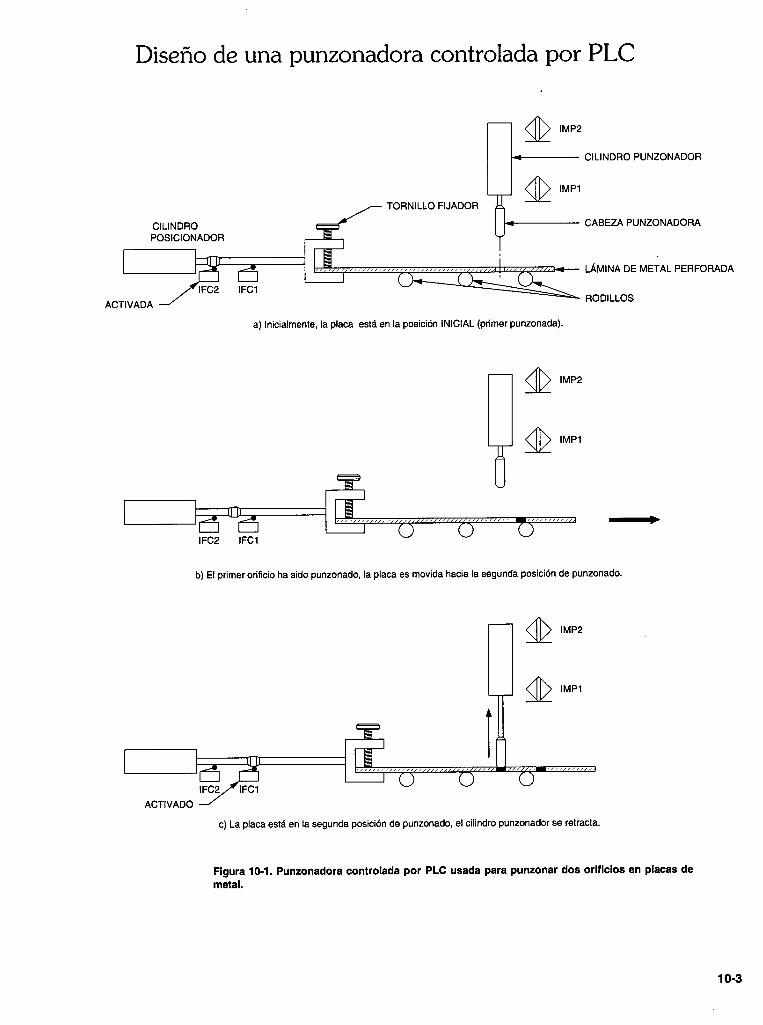
IMP2
CILINDRO PUNZONADOR
ll^CABEZA PUNZONADORA
LÁMINA DE METAL PERFORADA
RODILLOS
TORNILLO FIJADOR
ACTIVADA
Diseño de una punzonadora controlada por PLC
a) Inicialmente, la placa está en la posición INICIAL (primer punzonada).
fl^
IMP1
1 r-LIZ Ir'n
b) El primer orificio ha sido punzonado, la placa es movida hacia la segunda posición de punzonado.
A1
c) La placa está en la segunda posición de punzonado, el cilindro punzonador se retracta.
Figura 10-1. Punzonadora controlada por PLC usada para punzonar dos orificios en placas demetal.
10-3
Diseño de una punzonadora controlada por PLC
Resumen del procedimiento
En este eiercicio, diseñará y evaluará un sistema hidráulico controlado por PLC quesimula la operación de la punzonadora descrita en la sección de DISCUSIÓN.
EQUIPO REQUERIDO
Consulte la Gráfica de utilización del equipo, en el apéndice A de este manual, paraobtener la lista del equipo requerido para realizar estos ejercicios.
PROCEDIMIENTO
LI 1. Diseñe un sistema hidráulico controlado por PLC que simula la operaciónde la punzonadora descrita en la sección DISCUSIÓN del ejercicio. Dibujeel diagrama de conexión y el programa en escalera del PLC de su sistemaen papel. También dibuje el diagrama de cronometraje de su sistema.
Nota: Tome en cuenta la fuerza requerida para contrarrestar la resis-tencia friccional de la placa de metal y hágala moverse para que seaaproximadamente a 220 N (50 lb).
LI 2. Instale y evalúe la operación del sistema que diseñó.
LI 3. Pida a su instructor que verifique la operación de su sistema.
LI 4. Cuando haya terminado, desactive la fuente de alimentación hidráulica, elPI-C, y la fuente de alimentación de cc de 24- y. Desactive la computadoraprincipal, si la hay.
LI 5. Desconecte todas las mangueras y cables eléctricos. Remueva todos loscomponentes de la superficie de trabajo. Regrese todas las mangueras,cables, y componentes a su área de almacenamiento.
CONCLUSIÓN
En este ejercicio, diseñó, ensambló, y evaluó un sistema hidráulico controlado porPLC que simula la operación de una punzonadora. La máquina diseñada consta deun cilindro punzonador y un cilindro posicionador que puede mover placas de metalen dos posiciones de punzonado.
10-4
Diseño de una punzonadora controlada por PLC
PREGUNTAS DE REPASO
1. En el sistema que diseñó, ¿qué hace que el cilindro punzonador se extienda ypunzone el primer orificio. Explíquelo consultando el programa en escalera delPI-C.
2. ¿Cuál es la fuerza máxima disponible del cilindro punzonador cuando seextiende? ¿Por qué?
3. ¿Qué causa que el cilindro posicionador se extienda y mueva ¡aplaca de metala la segunda posición de punzonado?
4. ¿Qué causa que el cilindro punzonador se extienda y punzone el segundoorificio?
5. ¿Qué causa que el cilindro posicionador se retracte y regrese ¡aplaca de metala la posición INICIAL cuando los dos orificios han sido punzonados?
6. ¿Qué causa que ambos cilindros se retracten y se detengan cuando el botónpulsador de PARO es presionado?
RIZi
10-6
Ejercicio 1 1
Diseño de un sistema transportador controlado por PLC
OBJETIVO DEL EJERCICIO
• Diseñar y evaluar un sistema hidráulico controlado por PLC que transportapiezas manufacturadas y las carga en una máquina de empaque.
DISCUSIÓN
El control del PLC en el manejo de materiales es ampliamente usado en la industriapara controlar y monitorear el acarreo de las piezas manufacturadas. El PLCcontrola todas las operaciones secuenciales necesarias para cargar y hacer circularlas piezas en transportadores así como transferirlas al sistema de empacado oalmacenamiento. El PLC permite varias operaciones de manejo que puede realizar,tal como clasificar las piezas de acuerdo a su peso, tamaño, o contenido, descargarpiezas cuando un cierto peso o contenido ha sido alcanzado, transferir piezas deun transportador a otro, y apilar piezas en los contenedores de envío. El PLCtambién puede estar al día con la información de la cantidad de piezas en un áreade almacenamiento, proporciona señales para informar al operador de cualquiercondición o malfuncionamiento, y el monitoreo total de las piezas producidas yrechazadas.
Como ejemplo, la Figura 11-1 muestra un sistema transportador controlado por PLCque transporta piezas manufacturadas y las carga en una máquina de empaque.El sistema consta de un transportador hidráulico, un cilindro de elevación, quelevanta las piezas que provienen del transportador, y un cilindro de carga queimpulsa las piezas sobre una máquina de empaque que empaca las piezas engrupos de 5.
La operación detallada del sistema es como sigue:
Inicialmente, ambos cilindros están plegados, el motor del transportador estádetenido, y la luz indicadora de EJECUTAR está desactivada.Presionando un botón pulsador de INICIO causa que el motor del transportadorempiece a Qirar, el cual hace circular las piezas manufacturadas hacia el cilindrode elevación, como se muestra en la Figura 11-1 a). Este también causa quela luz indicadora EJECUTAR se active.Cuando una pieza llega al cilindro de elevación, éste activa el interruptorfotoeléctrico ¡F1. Esto causa que el motor del transportador se detenga y queel cilindro de elevación se extienda y levante la pieza, como lo muestra laFigura 11-1 b). Cuando la pieza levantada se aleja del interruptor fotoeléctricoIF1, el interruptor se desactiva pero esto no afecta la operación del sistema.
11-1
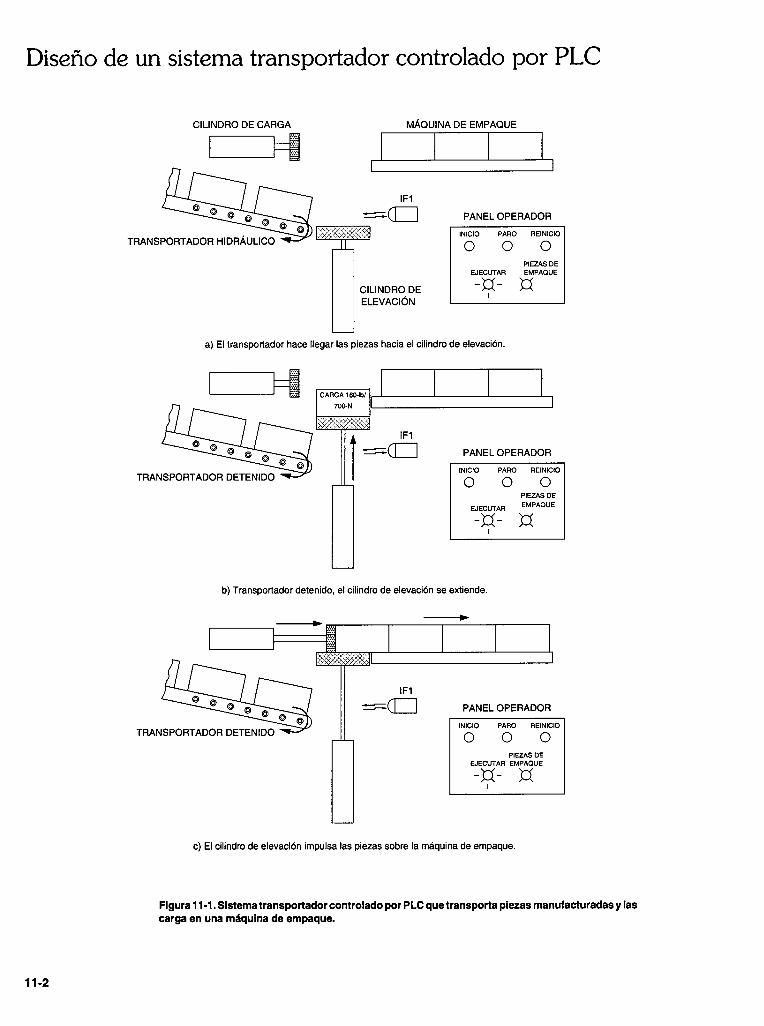
Fi
L1 PANEL OPERADOR1 INICIO PARO REINICIO 1
l0 oPIEZAS DE 1
EJECUTAR EMPAQUE 1I-- 1TRANSPORTADOR DETENIDO
Diseño de un sistema transportador controlado por PLC
MÁQUINA DE EMPAQUE
oo
1 1
TRANSPORTADOR HIDRÁULICO
CILINDRO DELi ELEVACIÓN
a) El transportador hace llegar las piezas hacia el cilindro de elevación.
CARGA 1 60-Ib/?QO-N
CILINDRO DE CARGA
EI:APANEL OPERADOR
INICIO PARO REINICIO
o 0 0
PIEZAS DEEJECUTAR EMPAQUE
--):
b) Transportador detenido, el cilindro de elevación se extiende.
lo
IIPANEL OPERADOR
INICIO PARO REINICIOTRANSPORTADOR DETENIDO
o o o
PIEZAS DEEJECUTAR EMPAQUE
--
c) El cilindro de elevación impulsa las piezas sobre la máquina de empaque.
Figura 11-1. Sistema transportador controlado por PLC que transporta piezas manufacturadas y lascarga en una máquina de empaque.
11-2
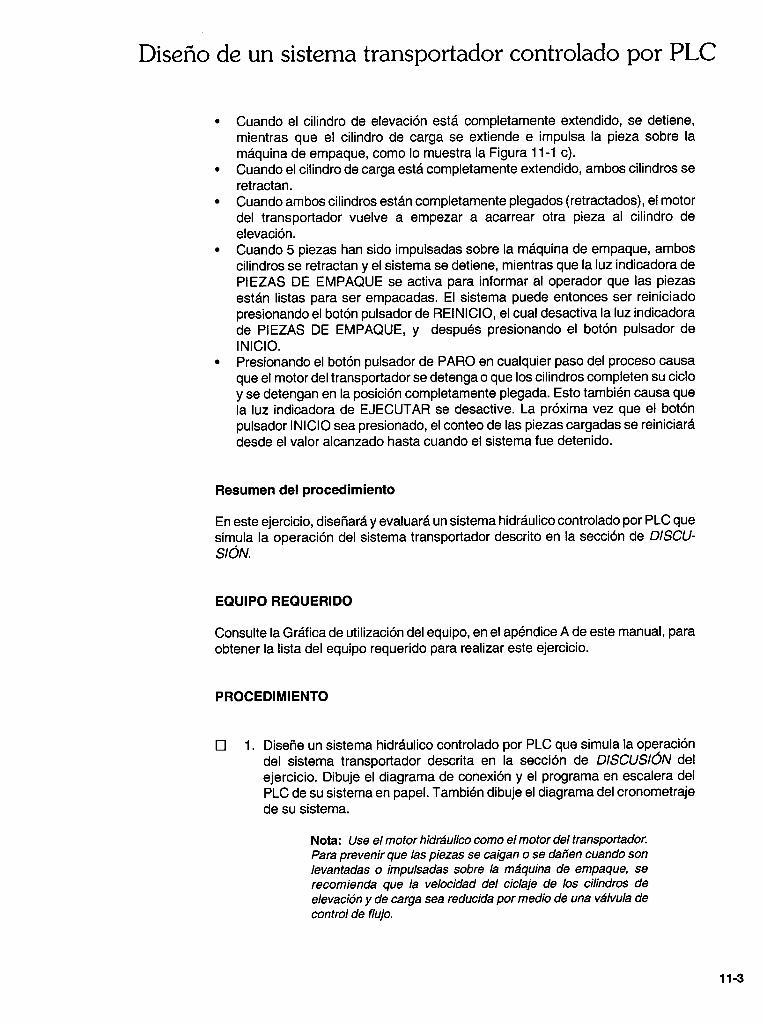
Diseño de un sistema transportador controlado por PLC
• Cuando el cilindro de elevación está completamente extendido, se detiene,mientras que el cilindro de carga se extiende e impulsa la pieza sobre lamáquina de empaque, como lo muestra la Figura 11-1 c).
• Cuando el cilindro de carga está completamente extendido, ambos cilindros seretractan.
• Cuando ambos cilindros están completamente plegados (retractados), el motordel transportador vuelve a empezar a acarrear otra pieza al cilindro deelevación.
• Cuando 5 piezas han sido impulsadas sobre la máquina de empaque, amboscilindros se retractan y el sistema se detiene, mientras que la luz indicadora dePIEZAS DE EMPAQUE se activa para informar al operador que las piezasestán listas para ser empacadas. El sistema puede entonces ser reiniciadopresionando el botón pulsador de REINICIO, el cual desactiva la luz indicadorade PIEZAS DE EMPAQUE, y después presionando el botón pulsador deINICIO.
• Presionando el botón pulsador de PARO en cualquier paso del proceso causaque el motor del transportador se detenga o que los cilindros completen su cicloy se detengan en la posición completamente plegada. Esto también causa quela luz indicadora de EJECUTAR se desactive. La próxima vez que el botónpulsador INICIO sea presionado, el conteo de las piezas cargadas se reiniciarádesde el valor alcanzado hasta cuando el sistema fue detenido.
Resumen del procedimiento
En este ejercicio, diseñará y evaluará un sistema hidráulico controlado por PLC quesimula la operación del sistema transportador descrito en la sección de DISCU-SIÓN.
EQUIPO REQUERIDO
Consulte la Gráfica de utilización del equipo, en el apéndice A de este manual, paraobtener la lista del equipo requerido para realizar este ejercicio.
PROCEDIMIENTO
LI 1. Diseñe un sistema hidráulico controlado por PLC que simula la operacióndel sistema transportador descrita en la sección de DISCUSION delejercicio. Dibuje el diagrama de conexión y el programa en escalera delPLC de su sistema en papel. También dibuje el diagrama del cronometrajede su sistema.
Nota: Use el motor hidráulico como el motor del transportador.Para prevenir que las piezas se caigan o se dañen cuando sonlevantadas o impulsadas sobre la máquina de empaque, serecomienda que la velocidad del ciclaje de los cilindros deelevación y de carga sea reducida por medio de una válvula decontrol de flujo.
11-3
Diseño de un sistema transportador controlado por PLC
LI 2. Instale y evalue la operación del sistema que diseñó. Para simular ladetección de una pieza llegando al cilindro de elevación, lentamente pasesu mano en frente del interruptor fotoeléctrico con reflexión difusa ¡F1.
liii 3. Pida a su instructor que verifique la operación de su sistema.
LI 4. Cuando haya terminado, desactive la fuente de alimentación hidráulica, elPLC, y la fuente de alimentación de cc de 24-V.Desactive la computadoraprincipal, si la hay.
O 5. Desconecte todas las mangueras y cables eléctricos. Remueva todos loscomponentes de la superficie de trabajo. Regrese todas las mangueras,cables, y componentes a su área de almacenamiento.
CONCLUSIÓN
En este ejercicio, diseñó, ensambló, y evaluó un sistema hidráulico controlado porPLC que simula la operación de un sistema transportador. El sistema diseñadoconsiste de un transportador controlado por un motor hidráulico, un cilindro deelevación que levanta las piezas, y un cilindro de carga que impulsa las piezassobre una máquina de empaque.
PREGUNTAS DE REPASO
1. En el sistema que diseñó, ¿qué causa que el motor hidráulico empiece a girary la luz indicadora EJECUTAR se active cuando el botón pulsador de INICIO,BP1 es presionado? Explíquelo consultando su programa en escalera del PLC.
2. ¿Qué causa que el motor hidráulico se detenga cuando el interruptor fotoeléc-trico con reflexión difusa IF1 se activa?
3. ¿Qué causa que el cilindro de elevación se extienda?
11-4
Diseño de un sistema transportador controlado por PLC
4. ¿Qué causa que el cilindro de carga se extienda?
5. ¿Qué causa que el motor hidráulico se reinicie cuando ambos cilindros se hanplegado?
6. ¿Qué causa que el sistema se detenga y la luz indicadora "PIEZAS DEEMPAQUE" se active cuando 5 piezas han sido impulsadas sobre la máquinade empaque? ¿Cómo puede ser reiniciado el sistema?
11-5

11-6
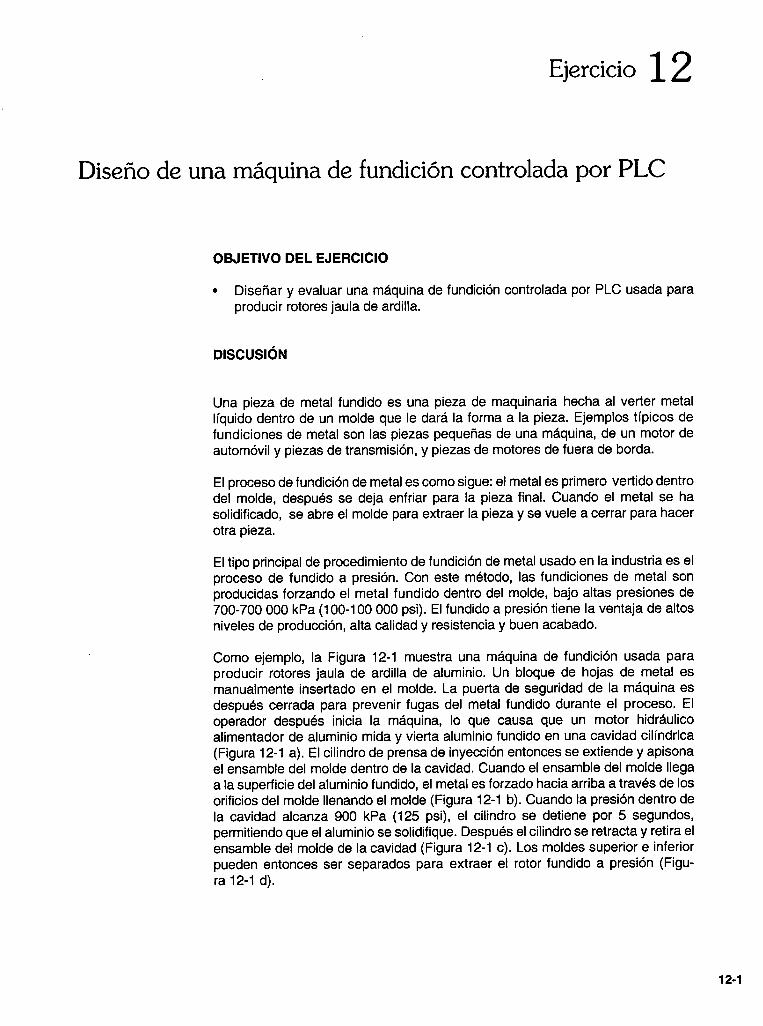
Ejercicio 12
Diseño de una máquina de fundición controlada por PLC
OBJETIVO DEL EJERCICIO
• Diseñar y evaluar una máquina de fundición controlada por PLC usada paraproducir rotores jaula de ardilla.
DISCUSIÓN
Una pieza de metal fundido es una pieza de maquinaria hecha al verter metallíquido dentro de un molde que le dará la forma a la pieza. Ejemplos típicos defundiciones de metal son las piezas pequeñas de una máquina, de un motor deautomóvil y piezas de transmisión, y piezas de motores de fuera de borda.
El proceso de fundición de metal es como sigue: el metal es primero vertido dentrodel molde, después se deja enfriar para la pieza final. Cuando el metal se hasolidificado, se abre el molde para extraer la pieza y se vuele a cerrar para hacerotra pieza.
El tipo principal de procedimiento de fundición de metal usado en la industria es elproceso de fundido a presión. Con este método, las fundiciones de metal sonproducidas forzando el metal fundido dentro del molde, bajo altas presiones de700-700 000 kPa (100-100 000 psi). El fundido a presión tiene la ventaja de altosniveles de producción, alta calidad y resistencia y buen acabado.
Como ejemplo, la Figura 12-1 muestra una máquina de fundición usada paraproducir rotores jaula de ardilla de aluminio. Un bloque de hojas de metal esmanualmente insertado en el molde. La puerta de seguridad de la máquina esdespués cerrada para prevenir fugas del metal fundido durante el proceso. Eloperador después inicia la máquina, lo que causa que un motor hidráulicoalimentador de aluminio mida y vierta aluminio fundido en una cavidad cilíndrica(Figura 12-1 a). El cilindro de prensa de inyección entonces se extiende y apisonael ensamble del molde dentro de la cavidad. Cuando el ensamble del molde llegaa la superficie del aluminio fundido, el metal es forzado hacia arriba a través de losorificios del molde llenando el molde (Figura 12-1 b). Cuando la presión dentro dela cavidad alcanza 900 kPa (125 psi), el cilindro se detiene por 5 segundos,permitiendo que el aluminio se solidifique. Después el cilindro se retracta y retira elensamble del molde de la cavidad (Figura 12-1 c). Los moldes superior e inferiorpueden entonces ser separados para extraer el rotor fundido a presión (Figu-ra 12-1 d).
12-1
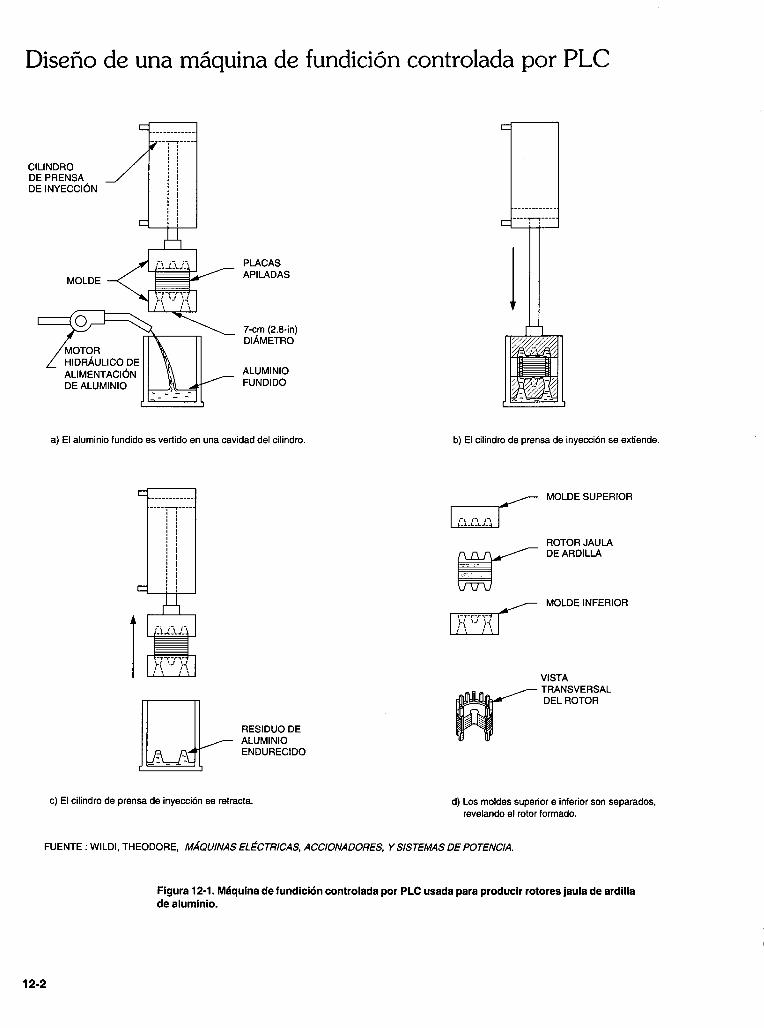
Diseño de una máquina de fundición controlada por PLC
CILINDRODE PRENSADE INYECCIÓN
MOLDE
Z HIDRÁULICO DEALIMENTACIÓNDE ALUMINIO
a) El aluminio fundido es vertido en una cavidad del cilindro.
LIRESIDUO DEALUMINIOENDURECIDO
PLACASAPILADAS
7-cm (2.8-in)DIÁMETRO
ALUMINIOFUNDIDO
b) El cilindro de prensa de inyección se extiende.
MOLDE SUPERIOR
ROTOR JAULADE ARDILLA
MOLDE INFERIOR
VISTATRANSVERSALDEL ROTOR
c) El cilindro de prensa de inyección se retracta. d) Los moldes superior e inferior son separados,revelando el rotor formado.
FUENTE: WILDI, THEODORE, MÁQUINAS ELÉCTRICAS, ACCIONADORES, YSISTEMAS DE POTENCIA.
Figura 12-1. Máquina de fundición controlada por PLC usada para producir rotores jaula de ardillade aluminio.
íW
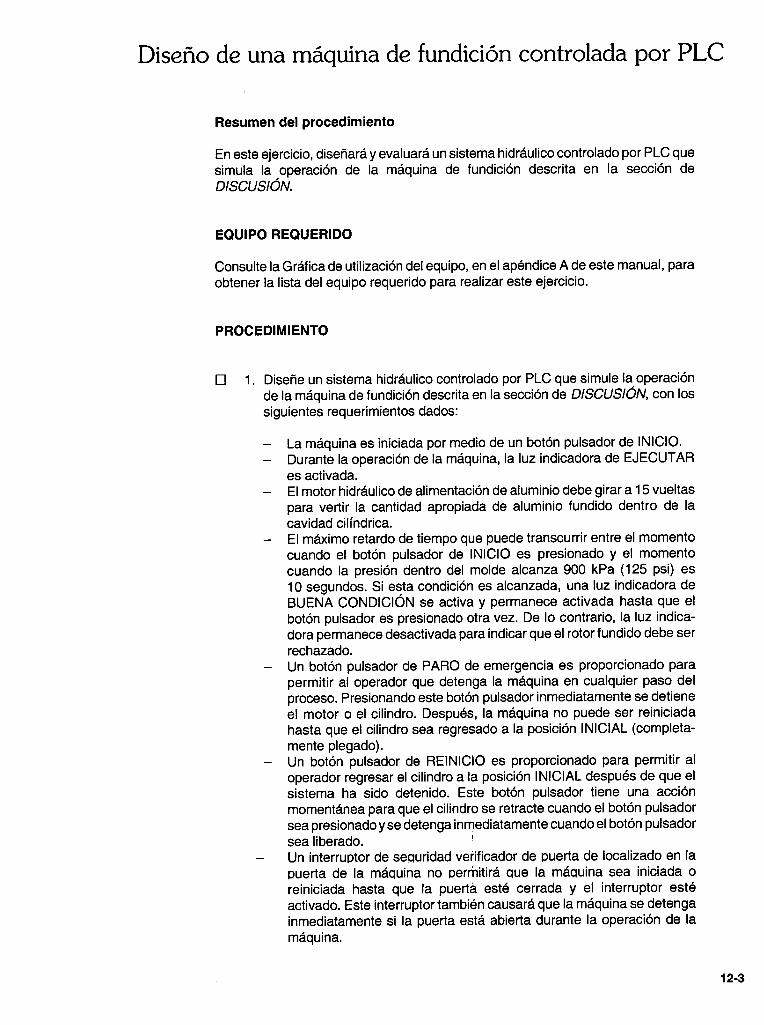
Diseño de una máquina de fundición controlada por PLC
Resumen del procedimiento
En este ejercicio, diseñará y evaluará un sistema hidráulico controlado por PLC quesimula la operación de la máquina de fundición descrita en la sección deDISCUSION.
EQUIPO REQUERIDO
Consulte la Gráfica de utilización del equipo, en el apéndice A de este manual, paraobtener la lista del equipo requerido para realizar este ejercicio.
PROCEDIMIENTO
LI 1. Diseñe un sistema hidráulico controlado por PLC que simule la operaciónde la máquina de fundición descrita en la sección de DISCUSION, con lossiguientes requerimientos dados:
- La máquina es iniciada por medio de un botón pulsador de INICIO.- Durante la operación de la máquina, la luz indicadora de EJECUTAR
es activada.- El motor hidráulico de alimentación de aluminio debe girar a 15 vueltas
para vertir la cantidad apropiada de aluminio fundido dentro de lacavidad cilíndrica.
- El máximo retardo de tiempo que puede transcurrir entre el momentocuando el botón pulsador de INICIO es presionado y el momentocuando la presión dentro del molde alcanza 900 kPa (125 psi) es10 segundos. Si esta condición es alcanzada, una luz indicadora deBUENA CONDICION se activa y permanece activada hasta que elbotón pulsador es presionado otra vez. De lo contrario, la luz indica-dora permanece desactivada para indicar que el rotor fundido debe serrechazado.
- Un botón pulsador de PARO de emergencia es proporcionado parapermitir al operador que detenga la máquina en cualquier paso delproceso. Presionando este botón pulsador inmediatamente se detieneel motor o el cilindro. Después, la máquina no puede ser reiniciadahasta que el cilindro sea regresado a la posición INICIAL (completa-mente plegado).
- Un botón pulsador de REINICIO es proporcionado para permitir aloperador regresar el cilindro a la posición INICIAL después de que elsistema ha sido detenido. Este botón pulsador tiene una acciónmomentánea para que el cilindro se retracte cuando el botón pulsadorsea presionado y se detenga inmediatamente cuando el botón pulsadorsea liberado.
- Un interruptor de seQuridad verificador de puerta de localizado en lapuerta de la máquina no permitirá
que la máquina sea iniciada o
reiniciada hasta que la puerta esté cerrada y el interruptor estéactivado. Este interruptor también causará que la máquina se detengainmediatamente si la puerta está abierta durante la operación de lamáquina.
12-3

Diseño de una máquina de fundición controlada por PLC
Nota: Para el interruptor de seguridad verificador de puerta use uninterruptor de fin de carrera mecánico que usted activará o desactivarámanualmente para simular el cierre o apertura de la puerta de lamáquina.
0 2. Instale y evalue la operación del sistema que diseñó.
LI 3. Pida a su instructor que verifique la operación de su sistema.
O 4. Cuando haya terminado, desactive la fuente de alimentación hidráulica, elPI-C, y la fuente de alimentación de cc de 24-y. Desactive la computadoraprincipal, si la hay.
O 5. Desconecte todas las mangueras y cables eléctricos. Remueva todos loscomponentes de la superficie de trabajo. Regrese todas las mangueras,cables, y componentes a su área de almacenamiento.
CONCLUSIÓN
En este ejercicio, diseñó, ensambló, y evaluó un sistema hidráulico controlado porPLC que simula la operación de una máquina de fundición. La máquina diseñadatransforma aluminio fundido en rotores jaula de ardilla al aplicar aluminio en unmolde.
Los PLC son frecuentemente usados en los sistemas de fundición para controlarla secuencia de los eventos requeridos para transformar el metal en piezas fundidasde alta precisión y buen acabado en un alto nivel de producción. Los PLC tambiénpueden controlar variables tales como temperatura y presión para optimizar elproceso de fundición de metal.
PREGUNTAS DE REPASO
1. ¿En el sistema que diseñó, qué causa que el motor empiece a girar? Explíqueloconsultando el programa en escalera del PI-C.
2. ¿Qué causa que el cilindro se detenga por 5 segundos?
12-4
Diseño de una máquina de fundición controlada por PLC
3. ¿Qué causa que la luz indicadora de BUENA CONDICIÓN se active?
4. ¿Qué causa que el motor o cilindro se detenga cuando el botón pulsador dePARO es presionado?
5. ¿Qué causa que el cilindro se retracte cuando el botón pulsador de REINICIOes presionado?
12-5

9-U
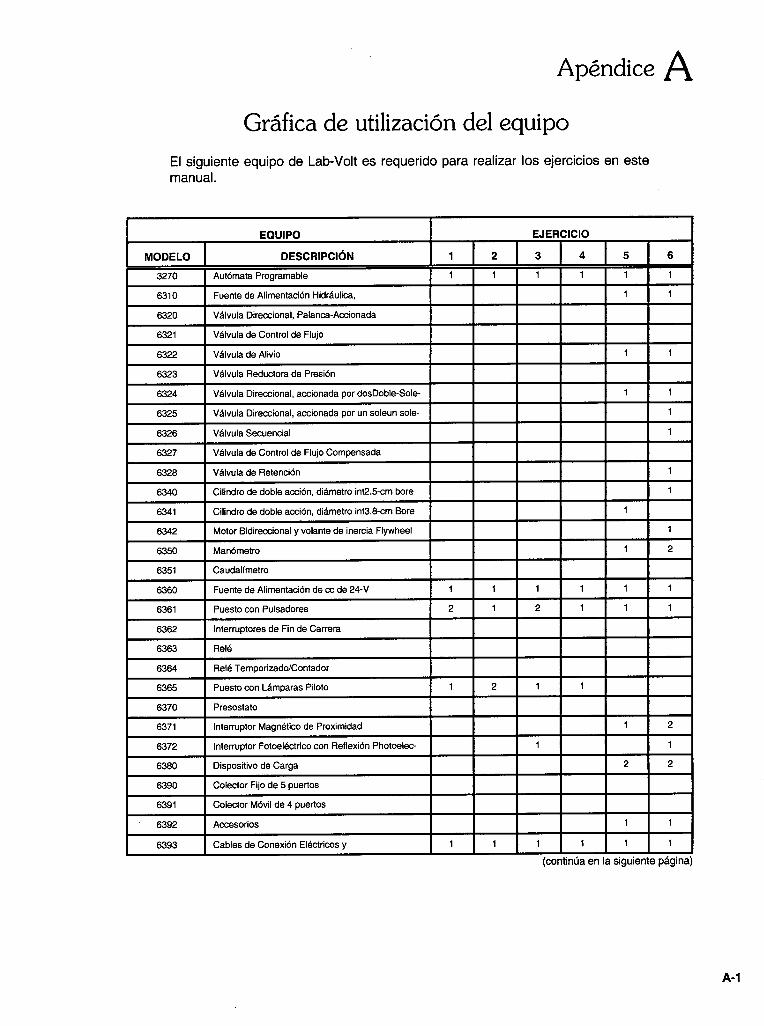
Apéndice A
Gráfica de utilización del equipoEl siguiente equipo de Lab-Volt es requerido para realizar los ejercicios en estemanual.
EQUIPO EJERCICIO
MODELO DESCRIPCIÓN 1 2 3 4 J 5 6
3270 Autómata Programable 1 1 1 1 1 1
6310 Fuente de Alimentación Hidráulica, 1 1
6320 Válvula Direccional, Palanca-Accionada
6321 Válvula de Control de Flujo
6322 Válvula de Alivio 1 1
6323 Válvula Reductora de Presión
6324 Válvula Direccional, accionada por dosDoble-SoIe- 1 1
6325 Válvula Direccional, accionada por un soleun sole- 1
6326 Válvula Secuencia¡ 1
6327 Válvula de Control de Flujo Compensada
6328 Válvula de Retención 1
6340 Cilindro de doble acción, diámetro int2.5-cm bore 1
6341 Cilindro de doble acción, diámetro int3.8-cm Bore 1
6342 Motor Bidireccional y volante de inercia Flywheel 1
6350 Manómetro 1 2
6351 Caudalímetro
6360 Fuente de Alimentación de cc de 24- y1 1 1 1 1 1
6361 Puesto con Pulsadores 2 1 2 1 1 1
6362 Interruptores de Fin de Carrera
6363 Relé
6364 Relé Temporizado/Contador
6365 Puesto con Lámparas Piloto 1 2 1 1
6370 Presostato
6371 Interruptor Magnético de Proximidad 1 2
6372 Interruptor Fotoeléctrico con Reflexión Photoelec- 1 1
6380 Dispositivo de Carga 2 2
6390 Colector Fijo de 5 puertos
6391 Colector Móvil de 4 puertos
6392 Accesorios 1 1
6393 Cables de Conexión Eléctricos y 1 1 1 1 1 1
COflhIflUd C11 Ii biquierne pyiii
A-1
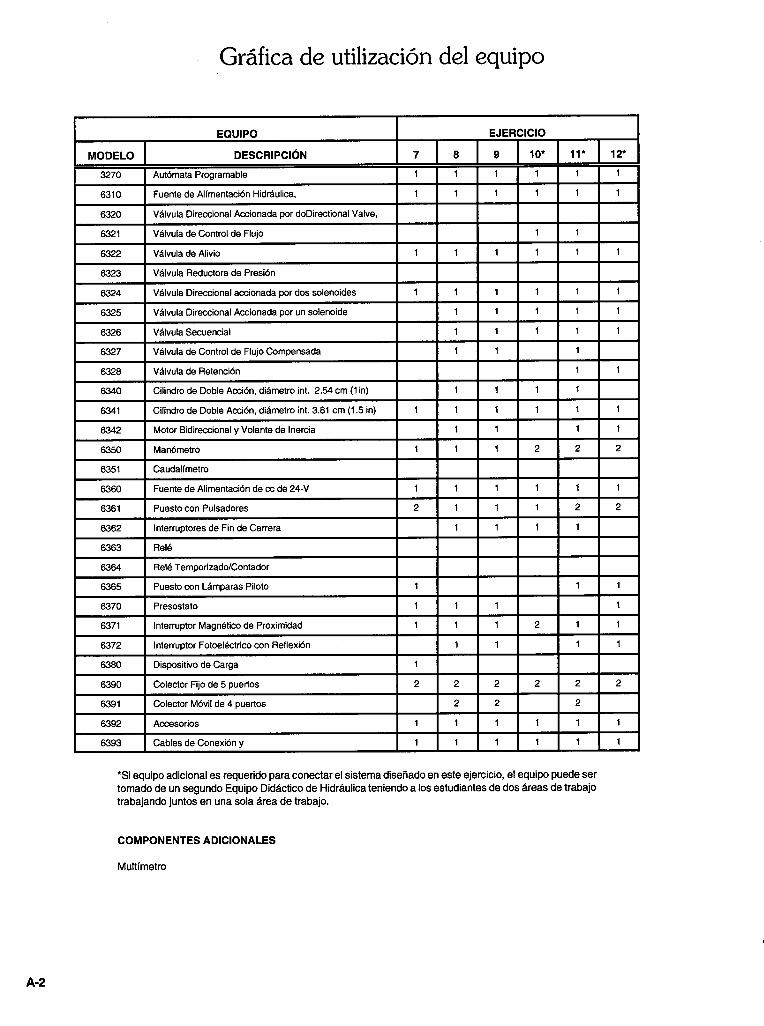
Gráfica de utilización del equipo
EQUIPO _____ EJERCICIO
MODELO DESCRIPCIÓN 7 8 9 10* 11* 12*
3270 Autómata Programable 1 1 1 1 1 1
6310 Fuente de Alímentación Hidráulica, 1 1 1 1 1 1
6320 Válvula Direccional Accionada por doDirectional Valve,
6321 Válvula de Control de Flujo 1 1
6322 Válvula de Alivio 1 1 1 1 1 1
6323 Válvula Reductora de Presión
6324 Válvula Direccional accionada por dos solenoides 1 1 1 1 1 1
6325 Válvula Direccional Accionada por un solenoide 1 1 1 1 1
6326 Válvula Secuencia¡ 1 1 1 1 1
6327 Válvula de Control de Flujo Compensada 1 1 1
6328 Válvula de Retención 1 1
6340 Cilindro de Doble Acción, diámetro mt. 2.54 cm (1 in) 1 1 1 1
6341 Cilindro de Doble Acción, diámetro mt. 3.81 cm (1.5 in) 1 1 1 1 1 1
6342 Motor Bidireccional y Volante de Inercia 1 1 1 1
6350 Manómetro 1 1 1 2 2 2
6351 Caudalímetro
6360 Fuente de Alimentación de cc de 24-y1 1 1 1 1 1
6361 Puesto con Pulsadores 2 1 1 1 2 2
6362 Interruptores de Fin de Carrera 1 1 1 1
6363 Relé
6364 Relé Temporizado/Contador
6365 Puesto con Lámparas Piloto 1 1 1
6370 Presostato 1 1 1 1
6371 Interruptor Magnético de Proximidad 1 1 1 2 1 1
6372 Interruptor Fotoeléctrico con Reflexión 1 1 1 1
6380 Dispositivo de Carga 1
6390 Colector Fijo de 5 puertos 2 2 2 2 2 2
6391 Colector Móvil de 4 puertos 2 2 2
6392 Accesorios 1 1 1 1 1 1
6393 Cables de Conexión y 1 1 1 1 1 1
*Si equipo adicional es requerido para conectar el sistema diseñado en este ejercicio, el equipo puede sertomado de un segundo Equipo Didáctico de Hidráulica teniendo a los estudiantes de dos áreas de trabajotrabajando juntos en una sola área de trabajo.
COMPONENTES ADICIONALES
Multímetro
A-2
Apéndice BProcedimientos de detección y reparación de fallas
PRINCIPIOS GENERALES
El mejor método para iniciar la detección y reparación de fallas de un sistemahidráulico controlado por PLC es repasar ligeramente todo el manual de instruccióndel fabricante. El manual del fabricante explicará lo que hace el equipo y como lolleva a cabo. El manual usualmente incluirá listas de fallas típicas y causasprobables. Este tipo de información puede ser muy útil y ahorradora de tiempo.
Desafortunadamente, el manual es extraviado con frecuencia, o el equipo esmodificado al punto donde el manual es de poco valor. Con regularidad, el técnicodebe detectar y reparar las fallas del sistema sin el manual, confiando solamenteen su entrenamiento, experiencia, y un diagrama esquemático.
Un procedimiento general a seguir cuando detecte repare las fallas es resumidocomo sigue:
a. Note todos los síntomas del problema;
b. Haga preguntas al operador;
c. Verifique todas las entradas/salidas de los dispositivos del sistema - botonespulsadores, interruptores, solenoides de válvulas, luces indicadoras, etc.;
d. Realice una verificación general del sistema, buscando las siguientesespecificaciones:
- Fucias en Piezas y adaptadores,- Tubería doblada y control de piezas de unión;- Desechos que ruedan restringir el movimiento del equipo;- Suietadores floios:- Operación ruidosa de la bomba:- Sobrecalentamiento del sistema:- Operación errática del componente.
e. Verifique los diagramas del sistema y/o los manuales de equipo para ver si unsíntoma detectado tiene una solución y probable causa;
f. Analice el sistema para localizar las áreas donde los síntomas e indicacionessugieren que hay un problema;
g. Cuando el problema observado ha sido relacionado con la sección de controldel PLC del sistema, realice verificaciones de voltaje en la dirección del flujo dela potencia - inicie en el interruptor automático principal y rastree la potenciahasta el dispositivo final del circuito;
h. Aisle el dispositivo del problema - solenoide de la válvula, fusible, fuente dealimentación, etc.
B-1
Procedimientos de detección y reparación de fallas
DETECCIÓN Y REPARACIÓN DE FALLAS DEL PLC Y PROCEDIMIENTO DEINICIO
El procedimiento de inicio del PLC implica siete pasos, a ser realizados secuencial-mente, como sigue:
a. Inspeccione la instalación antes de que la alimentación sea conectada;b. Desconecte todos los cilindros, motores, y otros actuadores que puedan causar
el movimiento de la máquina;c. Evalue todas las entradas del PI-C;d. Evalue todas las salidas del PI-C;e. Introduzca y verifique el programa en escalera del PLC (usando el modo
evaluar);f. Evalue el sistema con cilindros, motores, y otros actuadores;g. Realice un ensayo
PROCEDIMIENTO PARA EVALUAR EL PROGRAMA EN ESCALERA DEL PLC
Para evaluar el programa en escalera del PI-C, use las teclas del cursor y el cursorpara verificar los errores de dirección. Los errores más comunes incluyeninstrucciones de dirección incorrectas, omisión de una instrucción o escalón, y unaentrada errónea o la misma instrucción de salida y dirección dos veces en elprograma.
Después de que el programa del usuario ha sido introducido y verificado, use elmodo evaluar - modo de escaneo simple. Mientras esté en este modo, la unidaddel procesador completará un escaneo del programa del usuario cada vez que elescaneo simple sea seleccionado.
Simule las condiciones de entrada necesarias para convertir el escalón O de laescalera en verdadero, monitoree las instrucciones de entrada y salida paraverificar la operación correcta del programa del usuario.
Repita este procedimiento para cada escalón del programa para verificar que elprograma del usuario este funcionando correctamente.
Las Figuras B-1, B-2, y B-3 son gráficas de flujo para la detección y reparación defallas que pueden ser usadas para el inicio o mantenimiento del PI-C.
B-2
L
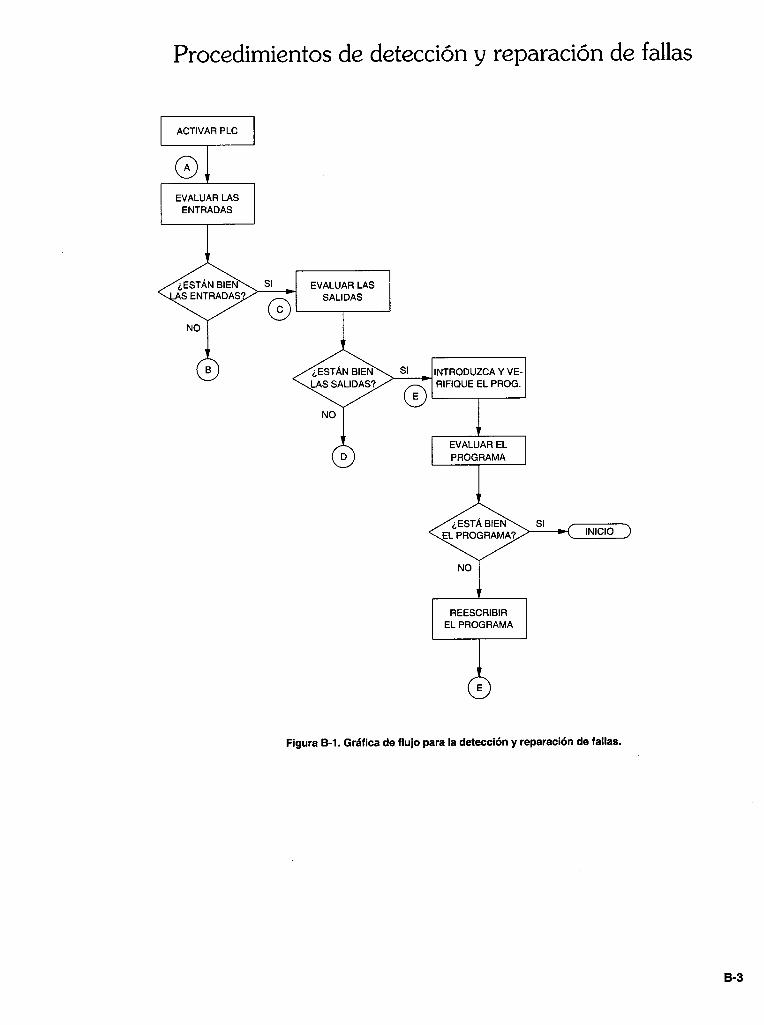
Procedimientos de detección y reparación de fallas
Figura B-1. Gráfica de flujo para la detección y reparación de fallas.
B-3
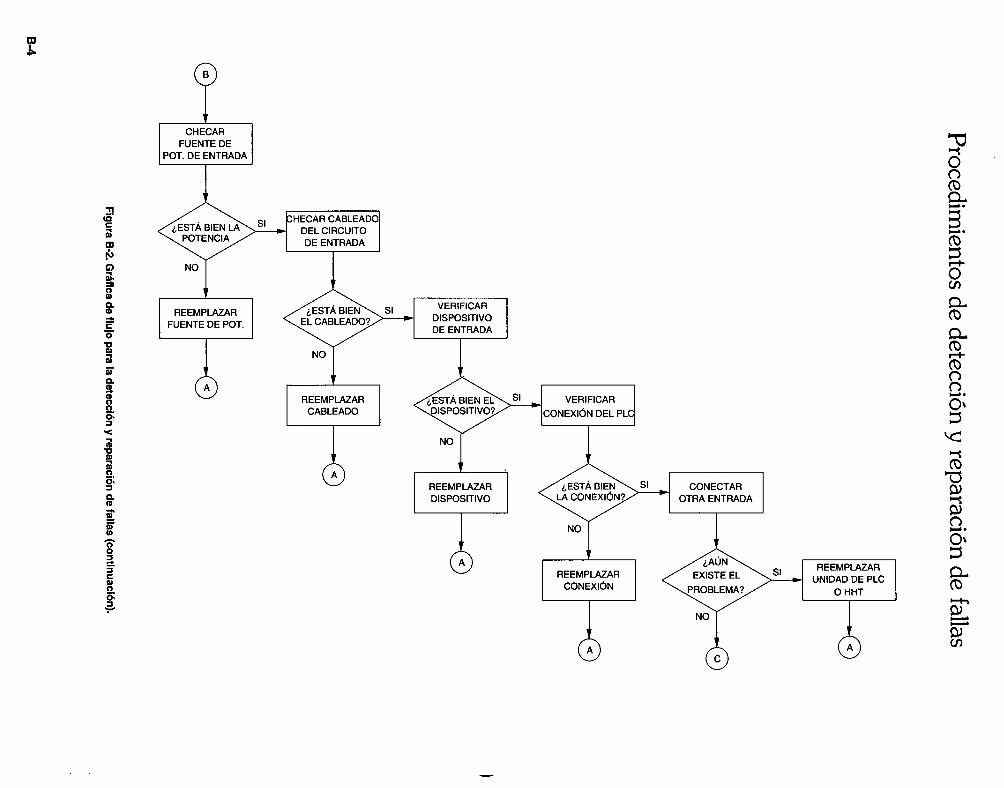
w
-to
(o
(o
o(1)
(o
(o.1(Oc.)(-)
o
(O
Ç)
o-.(O
Ç)
u,
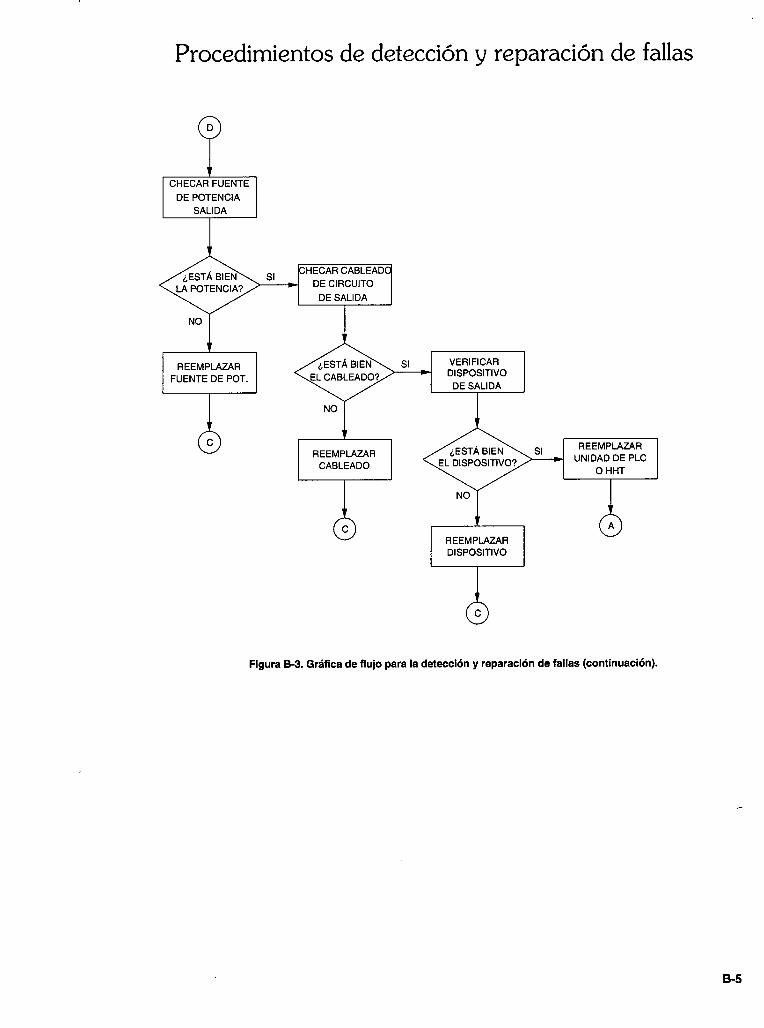
Procedimientos de detección y reparación de fallas
CHECAR FUENTEDE POTENCIA
SALIDA
¿ESTÁ BIENSILA ENCIAV
NO
REEMPLAZARFUENTE DE POT.
HECAR CABLEADDE CIRCUITO
DE SALIDA
¿ESTÁ BIEN SiEL CABLEADO?
NO
REEMPLAZARCABLEADO
VERIFICARDISPOSITIVO
DE SALIDA
¿ESTÁ BIEN SIOSITI
NO
REEMPLAZARDISPOSITIVO
REEMPLAZARUNIDAD DE PLC
O HHT
Figura B-3. Gráfica de flujo para la detección y reparación de fallas (continuación).
B-5

B-6

Apéndice C
Factores de conversión
Use los siguientes factores de conversión para convertir las unidades de medidaS.I. a unidades de medida inglesas y vice versa.
Longitud (distancia)
Centímetros (cm)
x 0.394 = Pulgadas (puig) x 2.54 = Centímetros (cm)
Metros (m) x 3.281 = Pies (p) x 0.305 = Metros (m)
Volumen (capacidad)
Centímetros cúbicos (cc; cm) x 0.061 = Pulgadas cúbicas (puig. 3) x 16.387 = Centímetros cúbicos (cc; cm3)
Litros (1) x 0.264 = galones USA (gal USA) x 3.785 =Litros (1)
Masa (peso)
Kilogramos (kg) x 2.205 =Libras (lb) x 0.454 = Kilogramos (kg)
Fuerza
Newtones (N) x 0.225 = Fuerza-libras (lb; lbf) x 4.448 = Newtones (N)
Presión
Barios (bar) x 14.5 = Fuerza libras por pulgada 0.069 = Barios (bar)cuadrada (psi; ib/puig.2)
Kilopascaies (kPa) x 0.145 = Fuerza libras por pulga- x 6.895 = Kiiopascaies (kPa)das cuadradas (psi;ib/puig.2)
Área
Centímetros cuadrados (cm2) x 0.155 = Pulgadas cuadradas (in .2)x 6.45 = Centímetros cuadrados (cm2)
Razón de Flujo
Litros por minuto (1/mm) x 0.264 =Galones (USA) por x 3.79 = Litros por minuto (1/mm)minuto [gal(USA)/min]
C-1
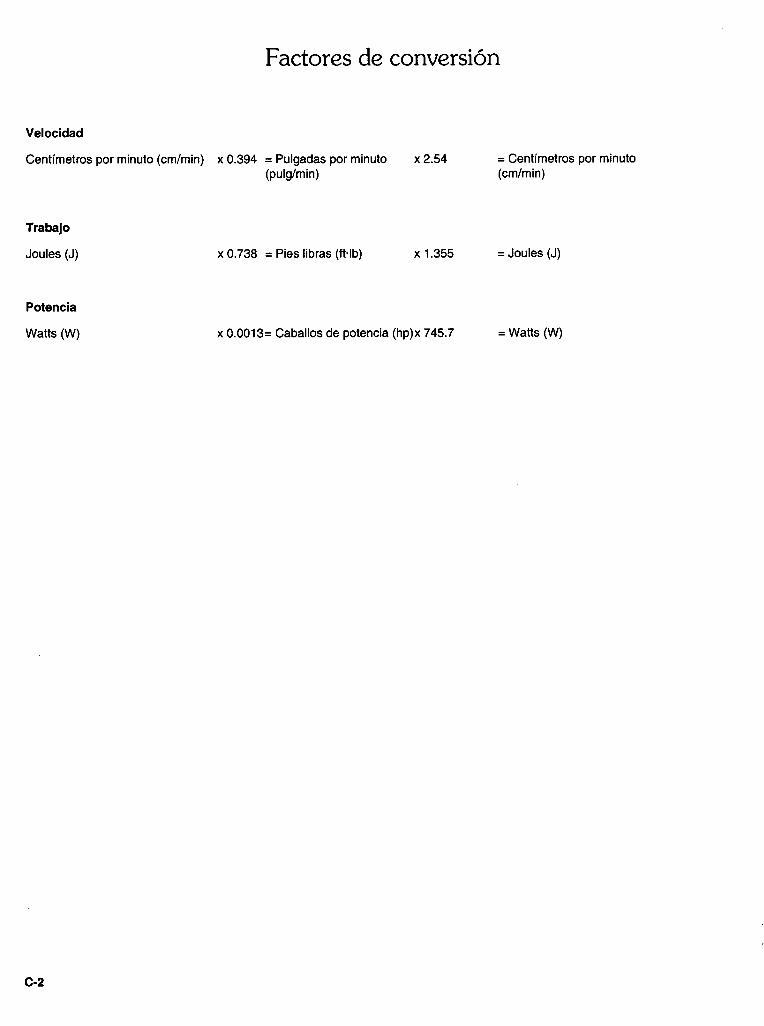
Factores de conversión
Velocidad
Centímetros por minuto (cm/mm) x 0.394 = Pulgadas por minuto x 2.54 = Centímetros por minuto(puIg/mm) (cm/mm)
Trabajo
Joules (J) x 0.738 = Pies libras (ftlb) x 1.355 = Joules (J)
Potencia
Watts (W) x 0.0013= Caballos de potencia (hp)x 745.7 = Watts (W)
C-2
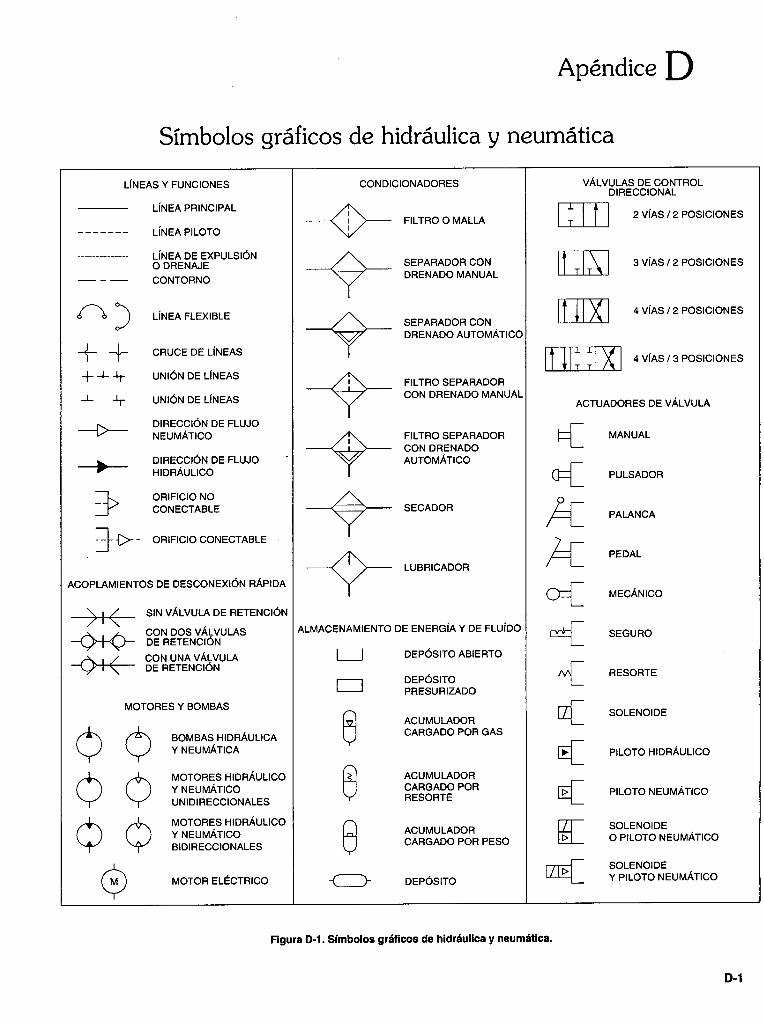
Apéndice D
Símbolos gráficos de hidráulica y neumática
LÍNEAS Y FUNCIONES CONDICIONADORES VÁLVULAS DE CONTROLDIRECCIONAL
LÍNEA PRINCIPAL"____ FILTRO O MALLA 2 VÍAS / 2 POSICIONES
LÍNEA PILOTO
LÍNEA DE EXPULSIÓNO DRENAJE ___ SEPARADOR CON t T T\
3 VÍAS / 2 POSICIONES
CONTORNO DRENADO MANUAL
LÍNEA FLEXIBLE SEPARADOR CON________ 4 VÍAS 12 POSICIONES
DRENADO AUTOMÁTICO
-4- -4-- CRUCE DE LÍNEAS 1k iiJ I1 fl-- TI X 4VÍAS/3POSICIONES
FILTRO SEPARADOR+ 4 UNIÓN DE LÍNEAS
CON DRENADO MANUALACTUADORES DE VÁLVULA1 4 UNIÓN DE LÍNEAS
DIRECCIÓN DE FLUJONEUMÁTICO FILTRO SEPARADOR I[ MANUAL
CON DRENADODIRECCIÓN DE FLUJO - AUTOMÁTICOHIDRÁULICO PULSADOR
-IORIFICIO NOCONECTABLE SECADOR PALANCA
ORIFICIO CONECTABLEPEDAL
ACOPLAMIENTOS DE DESCONEXIÓN RÁPIDALUBRICADOR
MECÁNICO
SIN VÁLVULA DE RETENCIÓN
CON DOS VÁLVULAS ALMACENAMIENTO DE ENERGÍA Y DE FLUÍDODE RETENCIÓN
SEGURO
CON UNA VÁLVULA [J DEPÓSITO ABIERTODE RETENCIÓN
DEPÓSITO ML RESORTE
PRESURIZADOMOTORES Y BOMBAS SOLENOIDE
BOMBAS HIDRÁULICAACUMULADORCARGADO POR GAS
Y NEUMÁTICA PILOTO HIDRÁULICO
MOTORES HIDRÁULICO ACUMULADORY NEUMÁTICO CARGADO POR PILOTO NEUMÁTICOUNIDIRECCIONALES RESORTE
MOTORES HIDRÁULICOACUMULADOR SOLENOIDE
Y NEUMÁTICOBIDIRECCIONALES CARGADO POR PESO O PILOTO NEUMÁTICO
Y PILOTO NEUMÁTICOMOTOR ELÉCTRICO -KTT-- DEPÓSITOSOLENOIDE
Figura D-1. Símbolos gráficos de hidráulica y neumática.
D-1
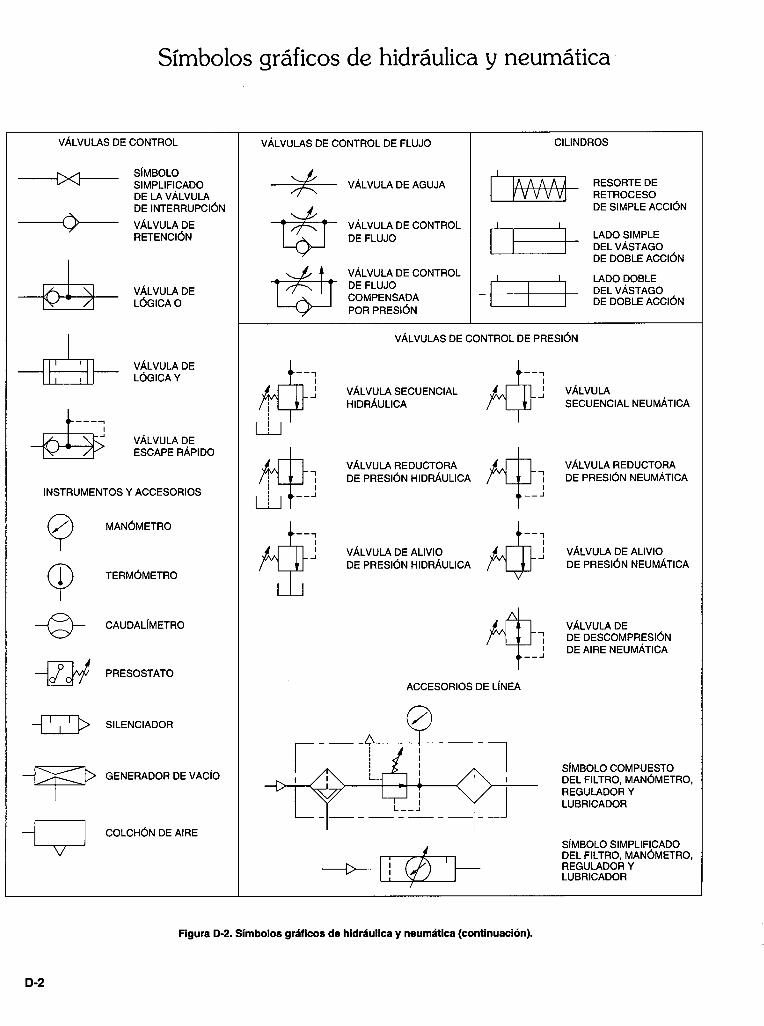
VÁLVULA REDUCTORADE PRESIÓN HIDRÁULICA
-I
VÁLVULA DE ALIVIO1
DE PRESIÓN HIDRÁULICA/ o$
INSTRUMENTOS Y ACCESORIOS
LLJ
MANÓMETRO
TERMÓMETRO
CAUDALÍMETRO
—v;w PRESOSTATO
EII1IP:: SILENCIADOR
—li^ GENERADOR DE VACÍO
COLCHÓN DE AIRE
y
ACCESORIOS DE LÍNEA
Símbolos gráficos de hidráulica y neumática
VÁLVULAS DE CONTROL
SÍMBOLOSIMPLIFICADODE LA VÁLVULADE INTERRUPCIÓNVÁLVULA DERETENCIÓN
VÁLVULA DE--l^ LÓGICA O
VÁLVULAS DE CONTROL DE FLUJO
VÁLVULA DE AGUJA,t
VÁLVULA DE CONTROLDE FLUJO
-J VÁLVULA DE CONTROL
DE FLUJOCOMPENSADAPOR PRESIÓN
CILINDROS
AA/ RESORTE DEv RETROCESODE SIMPLE ACCIÓN
LADO SIMPLEDEL VÁSTAGODE DOBLE ACCIÓN
1 LADO DOBLEDEL VÁSTAGODE DOBLE ACCIÓN
VÁLVULA DELÓGICA Y
VÁLVULA DEESCAPE RÁPIDO
_éffi-
VÁLVULAS DE CONTROL DE PRESIÓN
VÁLVULA SECUENCIAL ftj VÁLVULAHIDRAULICA f L1IJ SECUENCIAL
LLiVÁLVULA REDUCTORADE PRESIÓN NEUMÁTICA
VÁLVULA DE ALIVIODE PRESIÓN NEUMÁTICA
VÁLVULA DEDE DESCOMPRESIÓNDE AIRE NEUMÁTICA
SÍMBOLO COMPUESTODEL FILTRO, MANÓMETRO,REGULADOR YLUBRICADOR
SÍMBOLO SIMPLIFICADODEL FILTRO, MANÓMETRO,REGULADOR YLUBRICADOR
Figura D-2. Símbolos gráficos de hidráulica y neumática (continuación).
D-2
BibliografíaHedges, Charles S., Control Eléctrico de la Fluídica, Tercera Edición, Dallas, Texas:Educational Publications, Departamento de Womack Machine Supply Company,1987
ISBN 0-9605644-9-7
Jones, Clarence.T. y Bryan, Luis.A., Controladores Programables, Conceptos yAplicaciones, Primera Edición, Atlanta: IPC/ASTEC, 1983
ISBN 0-915425-00-9
Wildi, Theodore, Máquinas eléctricas, Controladores y Sistemas de Potencia, Ter-cera Edición, Upper Saddle River, New Jersey: Prentice-Hall Inc., 1997
ISBN 0-13-367889-X

FLUIDOSAPLICACIONES DE HIDRÁULICA - PLC31305-02Primera Edición, Noviembre de 2000Impreso: Diciembre de 2003
¡Nosotros valoramos su opinión!
Por favor tómese unos minutos para completar este cuestionario. Sus respuestasy Comentarios nos ayudarán para elaborar mejores manuales. Regréselo a ladirección que está en el reverso de esta página o pida a su instructor que lo envíe.
¿Qué tan largos son los ejercicios?
E Muy largos O Adecuados O Muy cortos
¿Las discusiones cubren suficiente información?
E Muy poca O Aceptable O Demasiada
¿Qué tan fácil de seguir son los Procedimientos?
o Muy difíciles E Adecuados O Muy fáciles
¿Qué tan útil es el Resumen del procedimiento?
o de poco uso O útil O muy útil
¿Cuántas horas fueron requeridas por ejercicio?
0 1 E 2 0 3ómás
ERRORES DE PUBLICACIÓN Y COMENTARIOS
Por favor anexe fotocopias de las páginas donde encontró errores e indique lasmodificaciones que deben hacerse.
Si quiere recibir las páginas corregidas, por favor llene la sección de identificación.
INFORMACIÓN DE CONOCIMIENTOS
O Instructor O Estudiante O Escuela Secundaria
O Vocacional O Técnica O Instituto Universidad
IDENTIFICACIÓN
NOMBRE
DIRECCIÓN
TELÉFONO _____ FAX

LAB-VOLT LTD.Departamento de Publicaciones Técnicas675, rue du CarboneCharlesbourg, Québec, CanadaG2N 2K7
Doblar y pegar Doblar y pegar
Co
e