figuras y tablas rutinas
TRANSCRIPT
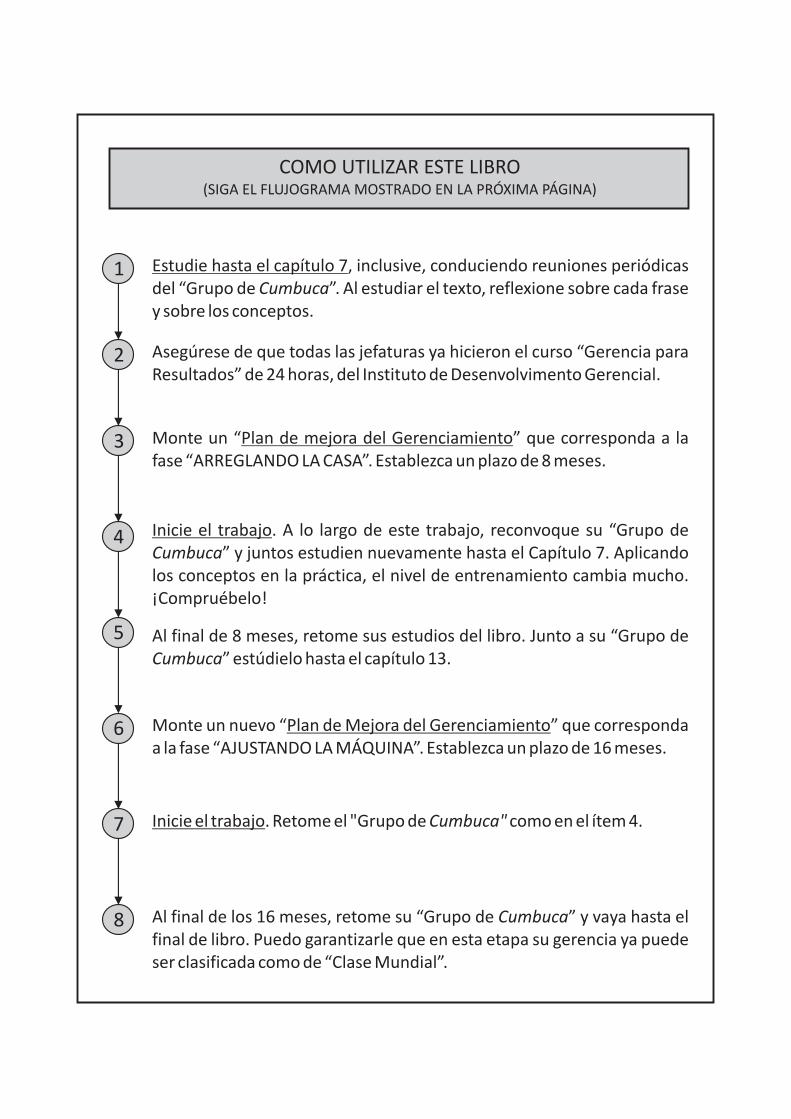
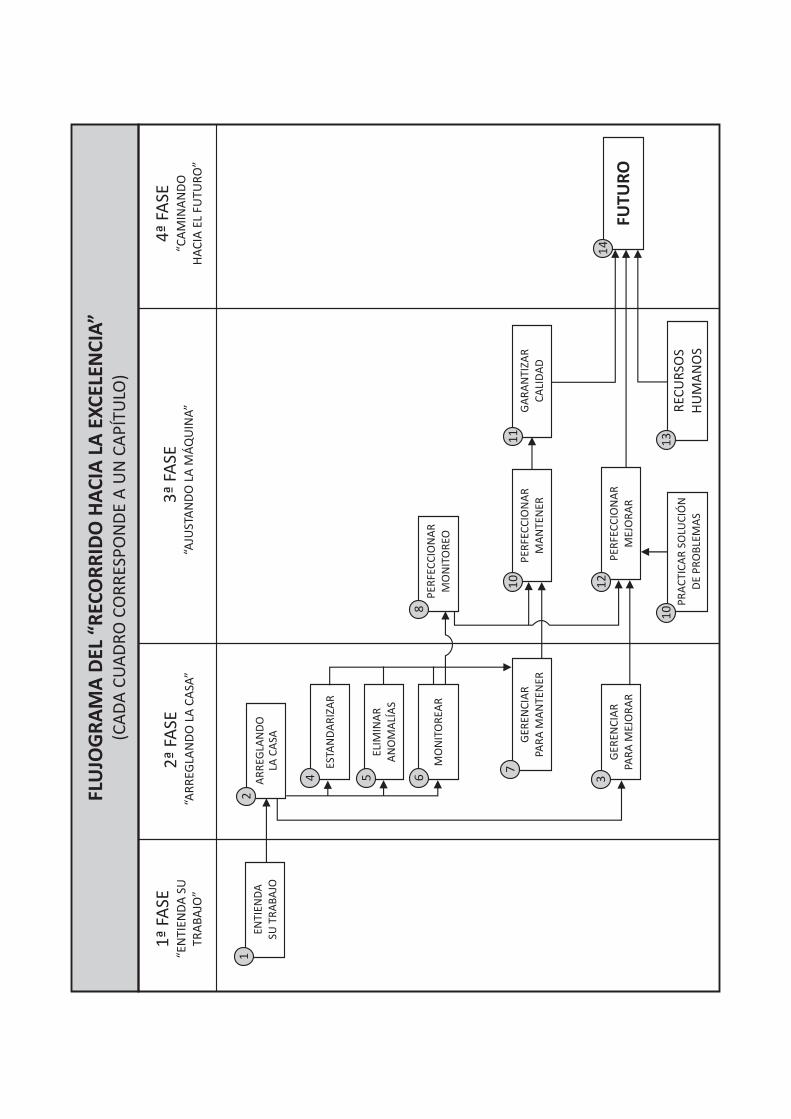
COMO UTILIZAR ESTE LIBRO(SIGA EL FLUJOGRAMA MOSTRADO EN LA PRÓXIMA PÁGINA)
1
2
3
4
5
6
7
8
Estudie hasta el capítulo 7, inclusive, conduciendo reuniones periódicas del “Grupo de Cumbuca”. Al estudiar el texto, reflexione sobre cada frase y sobre los conceptos.
Asegúrese de que todas las jefaturas ya hicieron el curso “Gerencia para Resultados” de 24 horas, del Instituto de Desenvolvimento Gerencial.
Monte un “Plan de mejora del Gerenciamiento” que corresponda a la fase “ARREGLANDO LA CASA”. Establezca un plazo de 8 meses.
Inicie el trabajo. A lo largo de este trabajo, reconvoque su “Grupo de Cumbuca” y juntos estudien nuevamente hasta el Capítulo 7. Aplicando los conceptos en la práctica, el nivel de entrenamiento cambia mucho. ¡Compruébelo!
Al final de 8 meses, retome sus estudios del libro. Junto a su “Grupo de Cumbuca” estúdielo hasta el capítulo 13.
Monte un nuevo “Plan de Mejora del Gerenciamiento” que corresponda a la fase “AJUSTANDO LA MÁQUINA”. Establezca un plazo de 16 meses.
Inicie el trabajo. Retome el "Grupo de Cumbuca" como en el ítem 4.
Al final de los 16 meses, retome su “Grupo de Cumbuca” y va hasta el final de libro. Puedo garantizarle que en esta etapa su gerencia ya puede ser clasificada como de “Clase Mundial”.
ya
ENTI
END
A
SU T
RA
BA
JO
12
4 5 68
10
11
10
13
14
12
7
3AR
REG
LAN
DO
LA C
ASA
1ª
FASE
“EN
TIEN
DA
SU
TRA
BA
JO”
2ª
FASE
“AR
REG
LAN
DO
LA
CA
SA”
3ª
FASE
“AJU
STA
ND
O L
A M
ÁQ
UIN
A”
4ª
FASE
“CA
MIN
AN
DO
HA
CIA
EL
FUTU
RO
”
FLU
JOG
RA
MA
DEL
“R
ECO
RR
IDO
HA
CIA
LA
EX
CEL
ENC
IA”
(CA
DA
CU
AD
RO
CO
RR
ESP
ON
DE
A U
N C
AP
ÍTU
LO)
ESTA
ND
AR
IZA
R
ELIM
INA
RA
NO
MA
LÍA
S
MO
NIT
OR
EAR
GER
ENC
IAR
PAR
A M
AN
TEN
ER
GER
ENC
IAR
PAR
A M
EJO
RA
R
PR
AC
TIC
AR
SO
LUC
IÓN
DE
PR
OB
LEM
AS
PER
FEC
CIO
NA
RM
ON
ITO
REO
PER
FEC
CIO
NA
RM
AN
TEN
ER
PER
FEC
CIO
NA
RM
EJO
RA
R
REC
UR
SOS
HU
MA
NO
S
FUTU
RO
GA
RA
NTI
ZAR
CA
LID
AD
Figu
ra 1
.1:
Fun
cio
ne
s d
e la
s p
ers
on
as e
n u
na
org
aniz
ació
n.
GER
ENC
IALE
S
DIR
ECC
IÓN
GER
ENC
IAM
IEN
TO
SUP
ERV
ISIÓ
N
OP
ERA
CIÓ
N
OP
ERA
CIO
NA
LES
FUN
CIO
NES
(2),
(3
)Ta
bla
1.1
: Ti
po
de
tra
baj
o e
jerc
ido
en
cad
a fu
nci
ón
.
SITU
AC
IÓN
FUN
CIO
NES
GERENCIALES OPERACIONALES
NO
RM
AL
OC
UR
REN
CIA
DE
AN
OM
ALÍ
AS
DIR
ECC
IÓN
GER
ENC
IA-
MIE
NTO
SUP
ERV
ISIÓ
N
OP
ERA
CIÓ
N
* Es
tab
lece
MET
AS
qu
e ga
ran
tice
n la
su
per
-
vive
nci
a d
e la
em
pre
sa a
par
tir
del
pla
n e
stra
-
tégi
co
* R
ealiz
a se
mes
tral
men
te e
l “In
form
e d
e la
Sit
uac
ión
A
ctu
al”
par
a la
Dir
ecci
ón
* El
imin
a la
s an
om
alía
s cr
ón
icas
, act
uan
do
en
la
s ca
usa
s fu
nd
amen
tale
s (P
DC
A)
* R
evis
e p
erió
dic
amen
te la
s an
om
alía
s d
etec
tan
do
la
s an
om
alía
s cr
ón
icas
(A
nál
isis
de
Pare
to)
* V
erif
ica
dia
riam
ente
las
ano
mal
ías
en e
l lu
gar
d
e o
curr
enci
a, a
ctu
and
o c
om
ple
men
tari
amen
te a
la
fu
nci
ón
su
per
visi
ón
* A
lcan
za m
etas
(P
DC
A)
* En
tren
a fu
nci
ón
su
per
visi
ón
* V
erif
ica
si la
fu
nci
ón
op
erac
ión
est
á cu
mp
lien
-
do
los
pro
ced
imie
nto
s o
per
acio
nal
es e
stán
dar
* En
tren
a la
fu
nci
ón
op
erac
ión
* C
um
ple
los
pro
ced
imie
nto
s o
per
acio
nal
es
está
nd
ar (
PO
E)
* R
egis
tra
ano
mal
ías
y re
lata
par
a la
fu
nci
ón
ge
ren
cial
* C
on
du
ce A
nál
isis
de
las
An
om
alíá
s at
acan
do
la
s ca
usa
s in
med
iata
s (e
.j.: ¿
el e
stán
dar
fu
e
cum
plid
o?
* R
elat
a la
s an
om
alía
s
* Es
tab
lece
met
as p
ara
corr
egir
la “
Situ
ació
n A
ctu
al”
* C
om
pre
nd
e el
info
rme
de
la “
Situ
ació
n A
ctu
al”
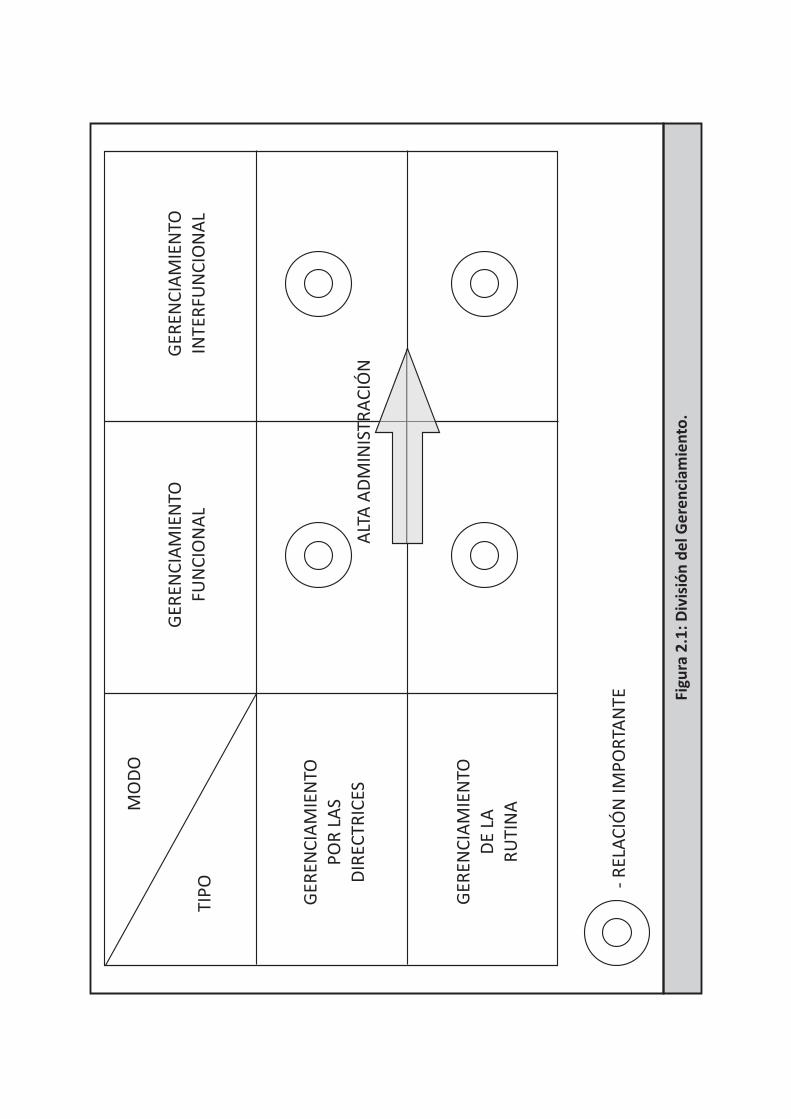
Figu
ra 2
.1:
Div
isió
n d
el G
ere
nci
amie
nto
.
MO
DO
TIP
O
GER
ENC
IAM
IEN
TOFU
NC
ION
AL
GER
ENC
IAM
IEN
TOIN
TER
FUN
CIO
NA
L
GER
ENC
IAM
IEN
TOP
OR
LA
SD
IREC
TRIC
ES
GER
ENC
IAM
IEN
TOD
E LA
RU
TIN
A
ALT
A A
DM
INIS
TRA
CIÓ
N
- R
ELA
CIÓ
N IM
PO
RTA
NTE

Figu
ra 2
.2:
Me
nta
lidad
en
el G
ere
nci
amie
nto
de
la R
uti
na.
AP D
C
MET
A:
QU
E LA
CO
MP
ETEN
CIA
Y D
E M
AN
ERA
MÁ
S EC
ON
ÓM
ICA
”
“SA
TISF
AC
ER M
ÁS
A L
AS
PER
SON
AS
MÉT
OD
O:
CU
MP
LIR
LO
S ES
TÁN
DA
RES
- ES
TÁN
DA
R D
E SI
STEM
A-
ESTÁ
ND
AR
TÉC
NIC
O D
E P
RO
CES
O-
PR
OC
EDIM
IEN
TO O
PER
AC
ION
AL
EST
ÁN
DA
R
AC
CIÓ
N C
OR
REC
TIV
A:
AC
TUA
CIÓ
N E
N E
L P
RO
CES
O
(MED
IOS)
PA
RA
MA
NTE
NER
Y
MEJ
OR
AR
LO
S R
ESU
LTA
DO
S
ÍTEM
S D
E C
ON
TRO
L:
¿CÓ
MO
EST
ÁN
MIS
RES
ULT
AD
OS?
¿CÓ
MO
ELL
OS
SE C
OM
PAR
AN
CO
NLA
S M
ETA
S? ¿
CÓ
MO
SE
CO
MPA
RA
NC
ON
LO
S B
ENC
HM
AR
KS?
EJEC
UC
IÓN
: A
CU
ERD
O C
ON
LO
S P
RO
CED
IMIE
NTO
SO
PER
AC
ION
ALE
S ES
TÁN
DA
R
TRA
BA
JO D
ISC
IPLI
NA
DO
DE
5S:
LI
MP
IEZA
, DIS
CIP
LIN
A, H
IGIE
NE
Y JU
STIC
IA
ECO
NO
MÍA
, MO
DER
AC
IÓN
, OR
GA
NIZ
AC
IÓN
,
MO
RA
L:
AM
ISTA
D, A
PR
END
IZA
JE, C
REC
IMIE
NTO
, P
RO
TEC
CIÓ
N A
MB
IEN
TAL
MO
TIV
AC
IÓN
, UN
IÓN
, PA
RTI
CIP
AC
IÓN
,
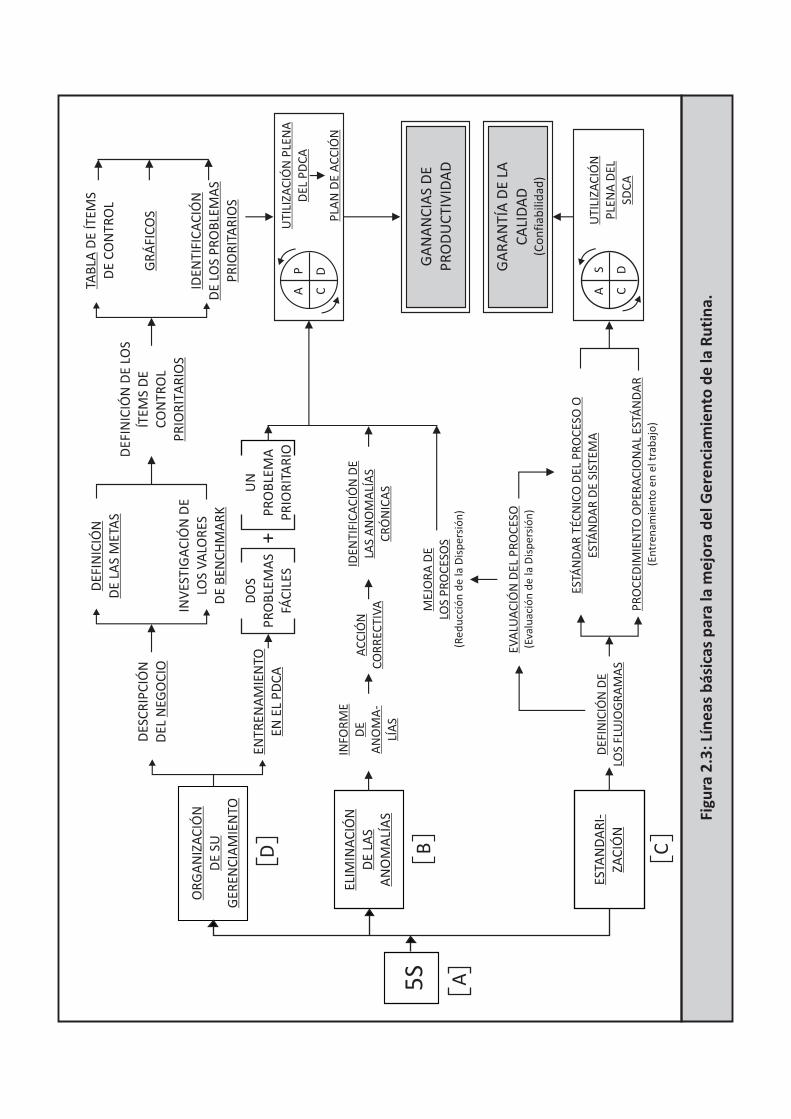
Figu
ra 2
.3:
Lín
eas
bás
icas
par
a la
me
jora
de
l Ge
ren
ciam
ien
to d
e la
Ru
tin
a.
A
D B C
OR
GA
NIZ
AC
IÓN
DE
SUG
EREN
CIA
MIE
NTO
ELIM
INA
CIÓ
ND
E LA
SA
NO
MA
LÍA
S
ESTA
ND
AR
I-ZA
CIÓ
ND
EFIN
ICIÓ
N D
ELO
S FL
UJO
GR
AM
AS
ESTÁ
ND
AR
TÉC
NIC
O D
EL P
RO
CES
O
ESTÁ
ND
AR
DE
SIST
EMA
O
PR
OC
EDIM
IEN
TO O
PER
AC
ION
AL
ESTÁ
ND
AR
(En
tren
amie
nto
en
el t
rab
ajo
)
EVA
LUA
CIÓ
N D
EL P
RO
CES
O(E
valu
ació
n d
e la
Dis
per
sió
n)
MEJ
OR
A D
ELO
S P
RO
CES
OS
(Red
ucc
ión
de
la D
isp
ersi
ón
)
INFO
RM
ED
EA
NO
MA
-LÍ
AS
AC
CIÓ
NC
OR
REC
TIV
A
IDEN
TIFI
CA
CIÓ
N D
ELA
S A
NO
MA
LÍA
SC
RÓ
NIC
AS
ENTR
ENA
MIE
NTO
EN E
L P
DC
A
DO
SP
RO
BLE
MA
SFÁ
CIL
ES
UN
PR
OB
LEM
AP
RIO
RIT
AR
IO+
DES
CR
IPC
IÓN
DEL
NEG
OC
IO
DEF
INIC
IÓN
DE
LAS
MET
AS
INV
ESTI
GA
CIÓ
N D
ELO
S V
ALO
RES
DE
BEN
CH
MA
RK
DEF
INIC
IÓN
DE
LOS
ÍTEM
S D
EC
ON
TRO
LP
RIO
RIT
AR
IOS
TAB
LA D
E ÍT
EMS
DE
CO
NTR
OL
GR
ÁFI
CO
S
IDEN
TIFI
CA
CIÓ
ND
E LO
S P
RO
BLE
MA
SP
RIO
RIT
AR
IOS
AS
CD
UTI
LIZA
CIÓ
NP
LEN
A D
ELSD
CA
GA
RA
NTÍ
A D
E LA
CA
LID
AD
(Co
nfi
abili
dad
)
GA
NA
NC
IAS
DE
PR
OD
UC
TIV
IDA
D
AP
CD
UTI
LIZA
CIÓ
N P
LEN
AD
EL P
DC
A
PLA
N D
E A
CC
IÓN
5S

Figu
ra 2
.4:
Ge
ren
ciam
ien
to d
e la
ru
tin
a e
jem
pla
r.
GER
ENC
IAM
IEN
TO D
E LA
RU
TIN
AEJ
EMP
LAR
GER
ENC
IAM
IEN
TO D
ELA
RU
TIN
A5
S
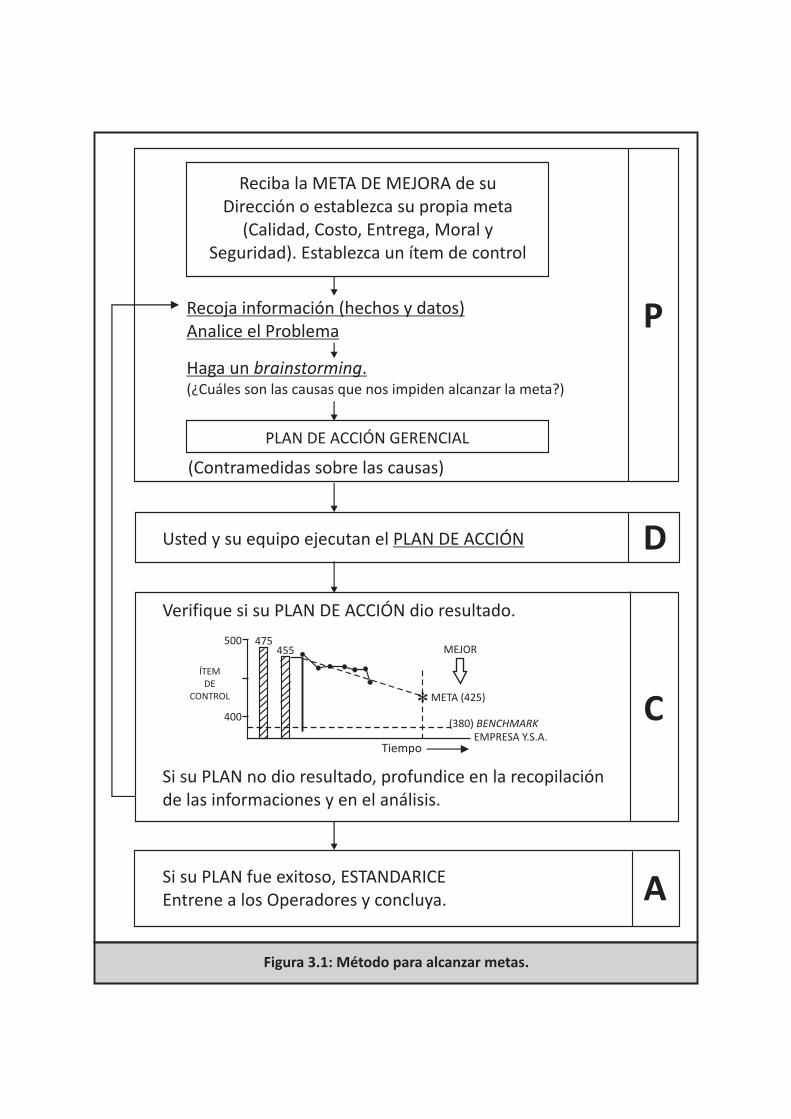
Figura 3.1: Método para alcanzar metas.
PRecoja información (hechos y datos)Analice el Problema
Haga un brainstorming.(¿Cuáles son las causas que nos impiden alcanzar la meta?)
PLAN DE ACCIÓN GERENCIAL
Reciba la META DE MEJORA de suDirección o establezca su propia meta
(Calidad, Costo, Entrega, Moral ySeguridad). Establezca un ítem de control
D
(Contramedidas sobre las causas)
Usted y su equipo ejecutan el PLAN DE ACCIÓN
ASi su PLAN fue exitoso, ESTANDARICE Entrene a los Operadores y concluya.
C
Verifique si su PLAN DE ACCIÓN dio resultado.
Si s PLAN no dio resultado, profundice en la recopilaciónde las informaciones y en el análisis.
u
*
MEJOR
Tiempo
500 475455
400
ÍTEMDE
CONTROL META (425)
(380) BENCHMARKEMPRESA Y.S.A.
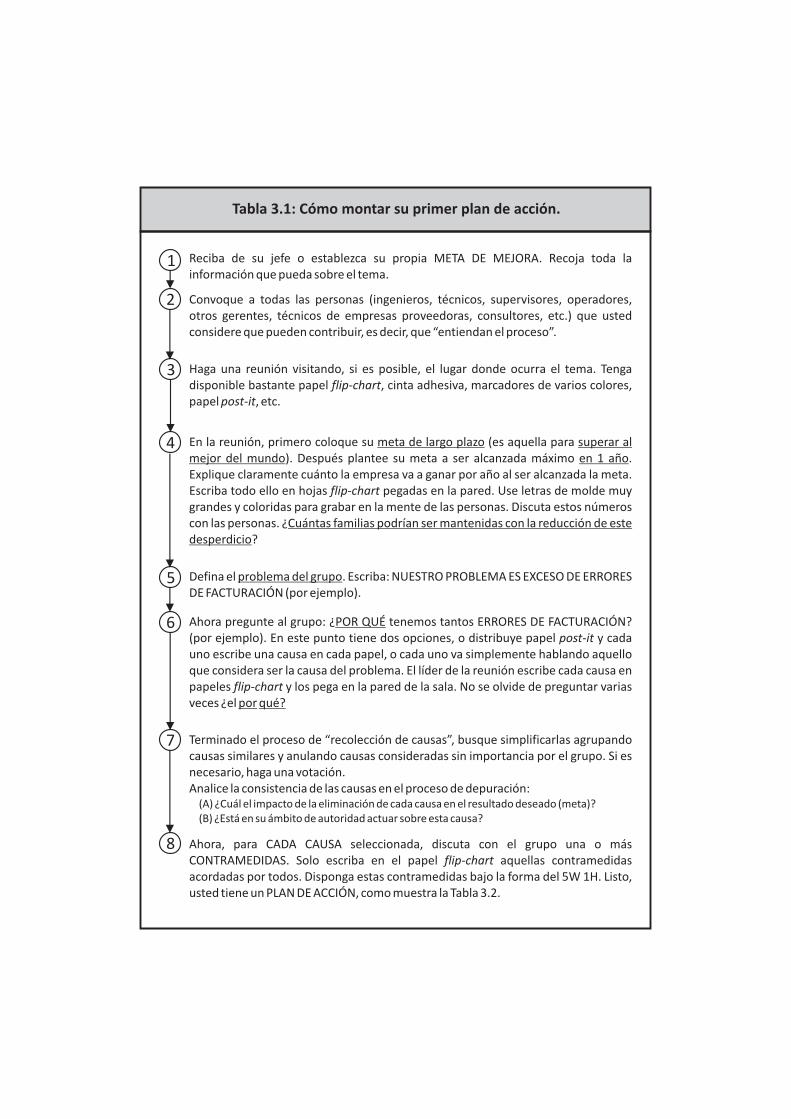
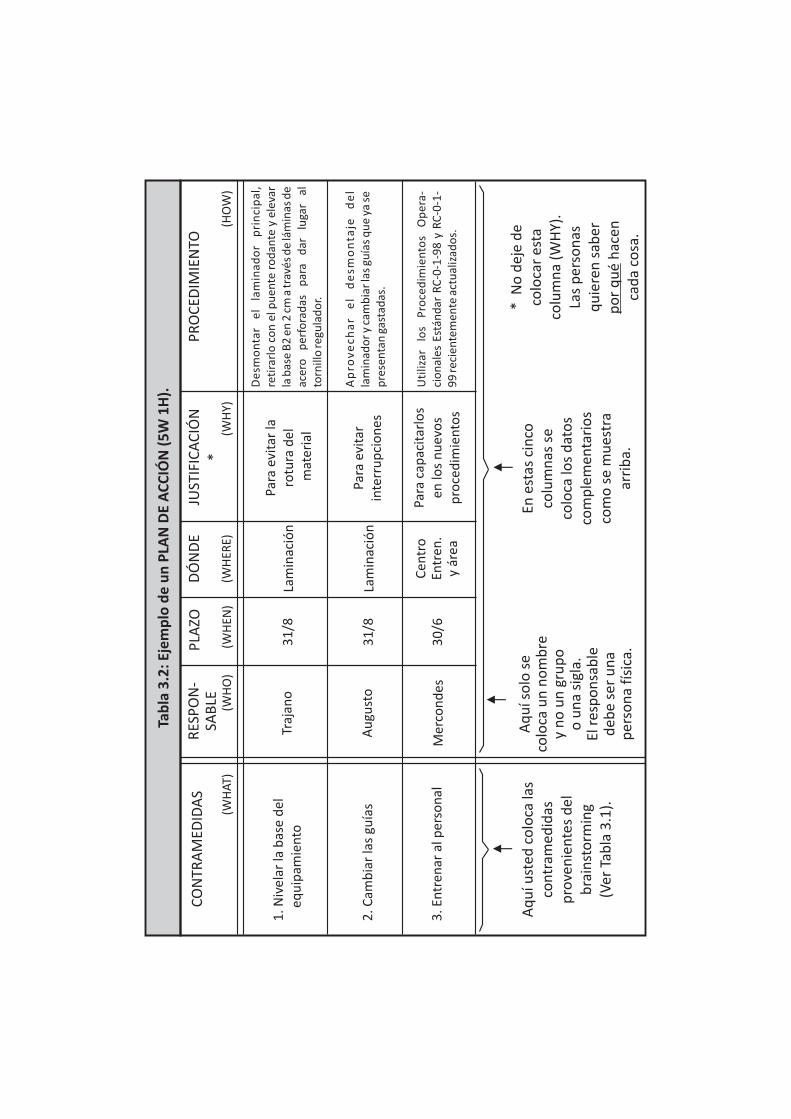
Tabla 3.1: Cómo montar su primer plan de acción.
Reciba de su jefe o establezca su propia META DE MEJORA. Recoja toda la información que pueda sobre el tema.
Convoque a todas las personas (ingenieros, técnicos, supervisores, operadores, otros gerentes, técnicos de empresas proveedoras, consultores, etc.) que usted considere que pueden contribuir, es decir, que “entiendan el proceso”.
Haga una reunión visitando, si es posible, el lugar donde ocurra el tema. Tenga disponible bastante papel flip-chart, cinta adhesiva, marcadores de varios colores, papel post-it, etc.
Defina el problema del grupo. Escriba: NUESTRO PROBLEMA ES EXCESO DE ERRORES DE FACTURACIÓN (por ejemplo).
Ahora pregunte al grupo: ¿POR QUÉ tenemos tantos ERRORES DE FACTURACIÓN? (por ejemplo). En este punto tiene dos opciones, o distribuye papel post-it y cada uno escribe una causa en cada papel, o cada uno va simplemente hablando aquello que considera ser la causa del problema. El líder de la reunión escribe cada causa en papeles flip-chart y los pega en la pared de la sala. No se olvide de preguntar varias veces ¿el por qué?
Ahora, para CADA CAUSA seleccionada, discuta con el grupo una o más CONTRAMEDIDAS. Solo escriba en el papel flip-chart aquellas contramedidas acordadas por todos. Disponga estas contramedidas bajo la forma del 5W 1H. Listo, usted tiene un PLAN DE ACCIÓN, como muestra la Tabla 3.2.
Terminado el proceso de “recolección de causas”, busque simplificarlas agrupando causas similares y anulando causas consideradas sin importancia por el grupo. Si es necesario, haga una votación.Analice la consistencia de las causas en el proceso de depuración: (A) ¿Cuál el impacto de la eliminación de cada causa en el resultado deseado (meta)? (B) ¿Está en su ámbito de autoridad actuar sobre esta causa?
En la reunión, primero coloque su meta de largo plazo (es aquella para superar al mejor del mundo). Después plantee su meta a ser alcanzada máximo en 1 año. Explique claramente cuánto la empresa va a ganar por año al ser alcanzada la meta. Escriba todo ello en hojas flip-chart pegadas en la pared. Use letras de molde muy grandes y coloridas para grabar en la mente de las personas. Discuta estos números con las personas. ¿Cuántas familias podrían ser mantenidas con la reducción de este desperdicio?
1
2
3
4
5
6
7
8
Tab
la 3
.2:
Eje
mp
lo d
e u
n P
LAN
DE
AC
CIÓ
N (
5W
1H
).
CO
NTR
AM
EDID
AS
1. N
ivel
ar la
bas
e d
el
eq
uip
amie
nto
Traj
ano
Lam
inac
ión
Para
evi
tar
laro
tura
del
mat
eria
l
Para
evi
tar
inte
rru
pci
on
es
Para
cap
acit
arlo
sen
los
nu
evo
sp
roce
dim
ien
tos
Lam
inac
ión
Cen
tro
Entr
en.
y ár
ea
31
/8
31
/8
30
/6
Au
gust
o
Mer
con
des
2. C
amb
iar
las
guía
s
3. E
ntr
enar
al p
erso
nal
Aq
uí u
sted
co
loca
las
con
tram
edid
asp
rove
nie
nte
s d
elb
rain
sto
rmin
g(V
er T
abla
3.1
).
En e
stas
cin
coco
lum
nas
se
colo
ca lo
s d
ato
sco
mp
lem
enta
rio
sco
mo
se
mu
estr
aar
rib
a.
* N
o d
eje
de
colo
car
esta
colu
mn
a (W
HY)
.La
s p
erso
nas
qu
iere
n s
aber
po
r q
ué
hac
enca
da
cosa
.
Aq
uí s
olo
se
colo
ca u
n n
om
bre
y n
o u
n g
rup
oo
un
a si
gla.
El r
esp
on
sab
led
ebe
ser
un
ap
erso
na
físi
ca.
(WH
AT)
RES
PO
N-
SAB
LEJU
STIF
ICA
CIÓ
N*
PLA
ZOD
ÓN
DE
(WH
O)
(WH
Y)
PR
OC
EDIM
IEN
TO
(HO
W)
(WH
EN)
(WH
ERE)
De
smo
nta
r e
l la
min
ad
or
pri
nci
pa
l,
re
tira
rlo
co
n e
l pu
ente
ro
dan
te y
ele
var
la b
ase
B2
en
2 c
m a
trav
és d
e lá
min
as d
e ac
ero
p
erfo
rad
as
par
a d
ar
luga
r al
to
rnill
o re
gula
do
r.
Ap
rov
ec
ha
r e
l d
esm
on
taje
d
el
lam
inad
or
y ca
mb
iar
las
guía
s q
ue
ya s
e p
rese
nta
n g
asta
das
.
Uti
lizar
lo
s P
roce
dim
ien
tos
Op
era
-ci
on
ales
Est
ánd
ar R
C-0
-1-9
8 y
RC
-0-1
-9
9 re
cien
tem
ente
act
ual
izad
os.
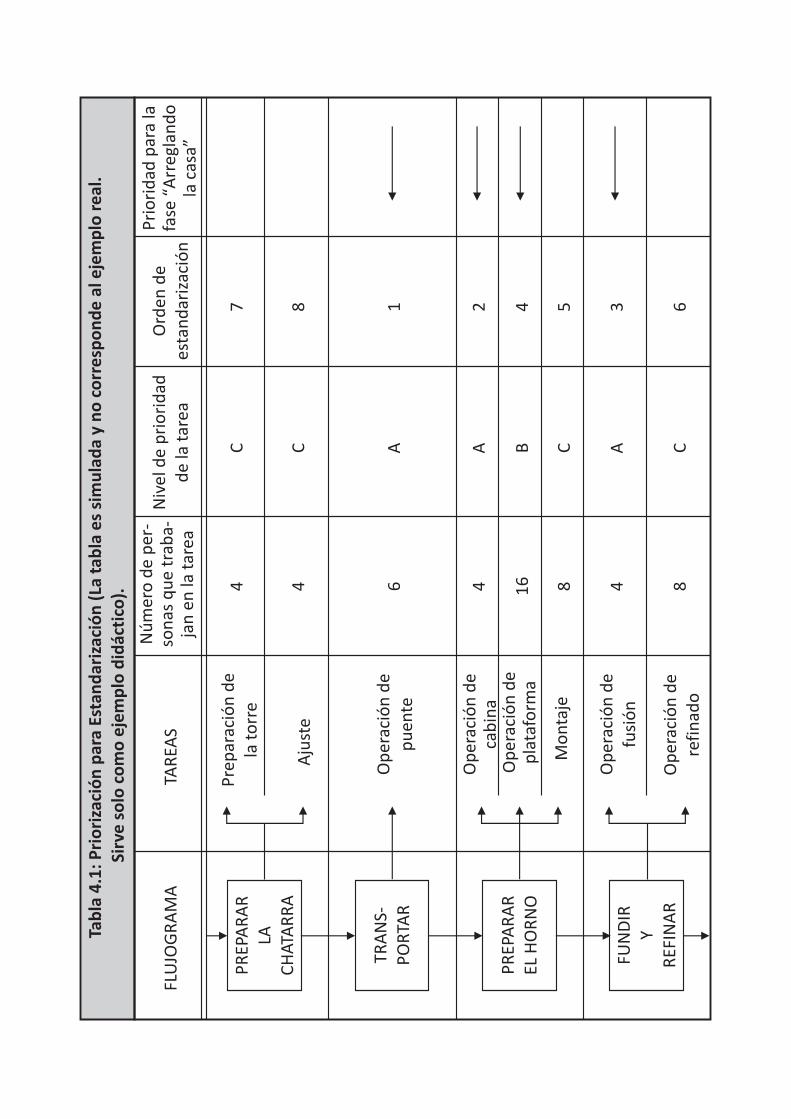
Tab
la 4
.1:
Pri
ori
zaci
ón
par
a Es
tan
dar
izac
ión
(La
tab
la e
s si
mu
lad
a y
no
co
rre
spo
nd
e a
l eje
mp
lo r
eal
.
Si
rve
so
lo c
om
o e
jem
plo
did
ácti
co).
FLU
JOG
RA
MA
TAR
EAS
Nú
mer
o d
e p
er-
son
as q
ue
trab
a-ja
n e
n la
tar
ea
Niv
el d
e p
rio
rid
add
e la
tar
eaO
rden
de
esta
nd
ariz
ació
n
Pri
ori
dad
par
a la
fase
“A
rreg
lan
do
la c
asa”
7 8 1
C C A
4 4 6 4 16 8 4 8
CACBA2 4 5 3 6
Pre
par
ació
n d
ela
to
rre
Aju
ste
Op
erac
ión
de
pu
ente
Op
erac
ión
de
cab
ina
Op
erac
ión
de
pla
tafo
rma
Mo
nta
je
Op
erac
ión
de
fusi
ón
Op
erac
ión
de
refi
nad
o
PR
EPA
RA
RLA
CH
ATA
RR
A
TRA
NS-
PO
RTA
R
PR
EPA
RA
REL
HO
RN
O
FUN
DIR
YR
EFIN
AR

Figura 4.1: Proceso de establecimiento y modificación del Procedimiento Operacional Estándar.
ClienteIngeniería
deProducto
Ingenieríade
Proceso
P R O D U C C I Ó N
Gerente Supervisor Operador
Necesidades
Especificacióny proyecto del
producto
Especificacióndel proceso
ProcedimientoOperacional
Estándar
Entrena elSupervisor
Entrena elOperador yverifica el
cumplimientodel Estándar
Implementala Garantía de
Calidadcumpliendoel Estándar
Idea de nuevoProcedimiento
OperacionalEstándar
Aprueba
Aprueba
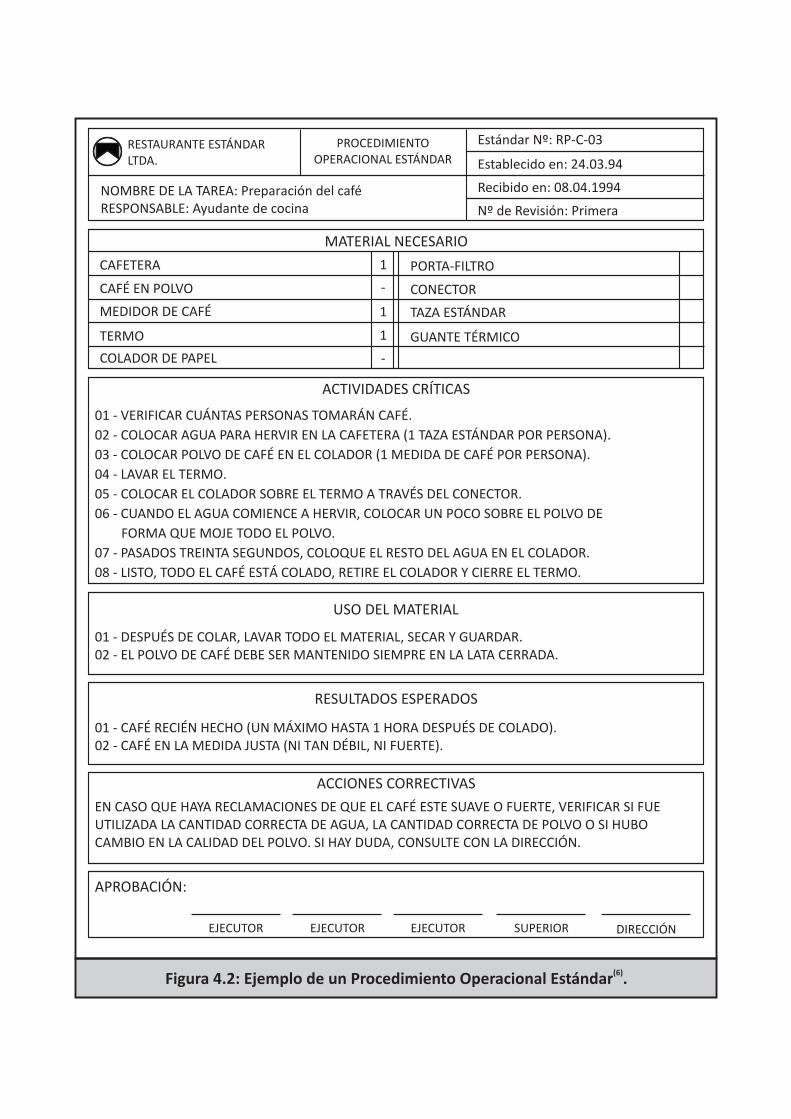
(6)Figura 4.2: Ejemplo de un Procedimiento Operacional Estándar .
RESTAURANTE ESTÁNDARLTDA.
PROCEDIMIENTOOPERACIONAL ESTÁNDAR
Estándar Nº: RP-C-03
Establecido en: 24.03.94
Recibido en: 08.04.1994
Nº de Revisión: Primera
NOMBRE DE LA TAREA: Preparación del caféRESPONSABLE: Ayudante de cocina
MATERIAL NECESARIO
CAFETERA
CAFÉ EN POLVO
MEDIDOR DE CAFÉ
TERMO
COLADOR DE PAPEL
1
-
1
1
-
PORTA-FILTRO
CONECTOR
TAZA ESTÁNDAR
GUANTE TÉRMICO
ACTIVIDADES CRÍTICAS
01 -
02 - COLOCAR AGUA PARA HERVIR EN LA CAFETERA (1 TAZA ESTÁNDAR POR PERSONA).
03 - COLOCAR POLVO DE CAFÉ EN EL COLADOR (1 MEDIDA DE CAFÉ POR PERSONA).
04 - LAVAR EL TERMO.
05 - COLOCAR EL COLADOR SOBRE EL TERMO A TRAVÉS DEL CONECTOR.
06 - CUANDO EL AGUA COMIENCE A HERVIR, COLOCAR UN POCO SOBRE EL POLVO DE
FORMA QUE MOJE TODO EL POLVO.
07 - PASADOS TREINTA SEGUNDOS, COLOQUE EL RESTO DEL AGUA EN EL COLADOR.
08 - LISTO, TODO EL CAFÉ ESTÁ COLADO, RETIRE EL COLADOR Y CIERRE EL TERMO.
VERIFICAR CUÁNTAS PERSONAS TOMARÁN CAFÉ.
USO DEL MATERIAL
01 - 02 - EL POLVO DE CAFÉ DEBE SER MANTENIDO SIEMPRE EN LA LATA CERRADA.
DESPUÉS DE COLAR, LAVAR TODO EL MATERIAL, SECAR Y GUARDAR.
RESULTADOS ESPERADOS
01 - 02 - CAFÉ EN LA MEDIDA JUSTA (NI TAN DÉBIL, NI FUERTE).
CAFÉ RECIÉN HECHO (UN MÁXIMO HASTA 1 HORA DESPUÉS DE COLADO).
ACCIONES CORRECTIVAS
EN CASO QUE HAYA RECLAMACIONES DE QUE EL CAFÉ ESTE SUAVE O FUERTE, VERIFICAR SI FUE UTILIZADA LA CANTIDAD CORRECTA DE AGUA, LA CANTIDAD CORRECTA DE POLVO O SI HUBO CAMBIO EN LA CALIDAD DEL POLVO. SI HAY DUDA, CONSULTE CON LA DIRECCIÓN.
APROBACIÓN:
EJECUTOR EJECUTOR EJECUTOR SUPERIOR DIRECCIÓN
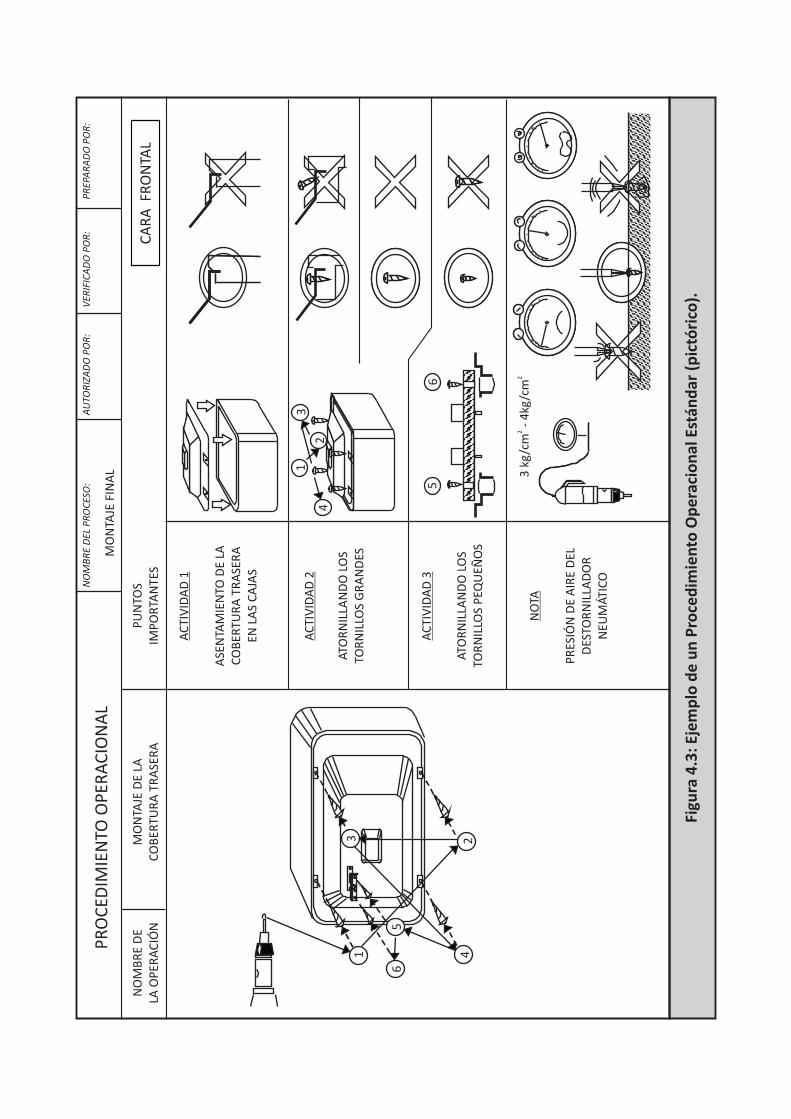
Figu
ra 4
.3:
Eje
mp
lo d
e u
n P
roce
dim
ien
to O
pe
raci
on
al E
stán
dar
(p
ictó
rico
).
22
3 k
g/c
m -
4kg
/cm
CA
RA
FR
ON
TAL
PR
EPA
RA
DO
PO
R:
VER
IFIC
AD
O P
OR
:A
UTO
RIZ
AD
O P
OR
:N
OM
BR
E D
EL P
RO
CES
O:
MO
NTA
JE F
INA
LP
RO
CED
IMIE
NTO
OP
ERA
CIO
NA
L
NO
MB
RE
DE
LA O
PER
AC
IÓN
MO
NTA
JE D
E LA
CO
BER
TUR
A T
RA
SER
AP
UN
TOS
IMP
OR
TAN
TES
AC
TIV
IDA
D 1
ASE
NTA
MIE
NTO
DE
LAC
OB
ERTU
RA
TR
ASE
RA
EN L
AS
CA
JAS
ATO
RN
ILLA
ND
O L
OS
TOR
NIL
LOS
GR
AN
DES
ATO
RN
ILLA
ND
O L
OS
TOR
NIL
LOS
PEQ
UEÑ
OS
NO
TA
PR
ESIÓ
N D
E A
IRE
DEL
DES
TOR
NIL
LAD
OR
NEU
MÁ
TIC
O
1
23
4
56
1
2
3
4
56
AC
TIV
IDA
D 2
AC
TIV
IDA
D 3
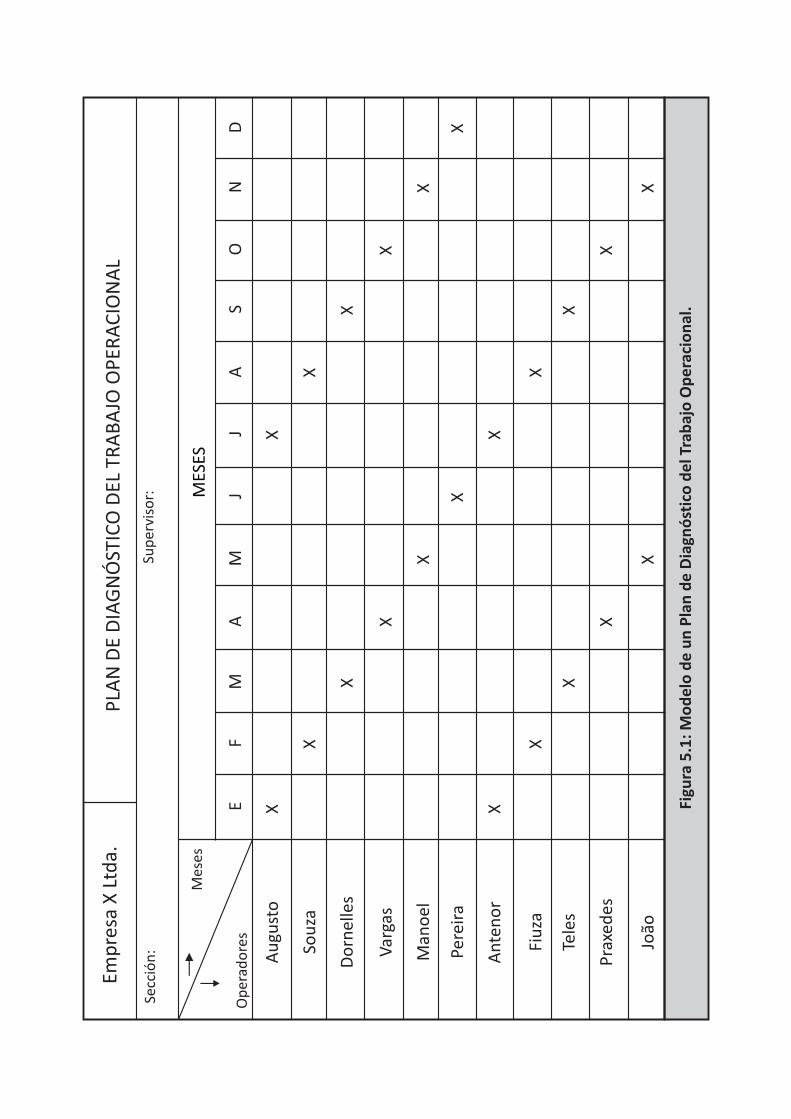
Figu
ra 5
.1:
Mo
de
lo d
e u
n P
lan
de
Dia
gnó
stic
o d
el T
rab
ajo
Op
era
cio
nal
.
PLA
N D
E D
IAG
NÓ
STIC
O D
EL T
RA
BA
JO O
PER
AC
ION
AL
Emp
resa
X L
tda.
Secc
ión
:Su
per
viso
r:
Mes
es
Op
erad
ore
s
MES
ES
EF
MA
MJ
JA
SO
ND
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Au
gust
o
Sou
za
Do
rnel
les
Var
gas
Man
oel
Pere
ira
An
ten
or
Fiu
za
Tele
s
Pra
xed
es
João
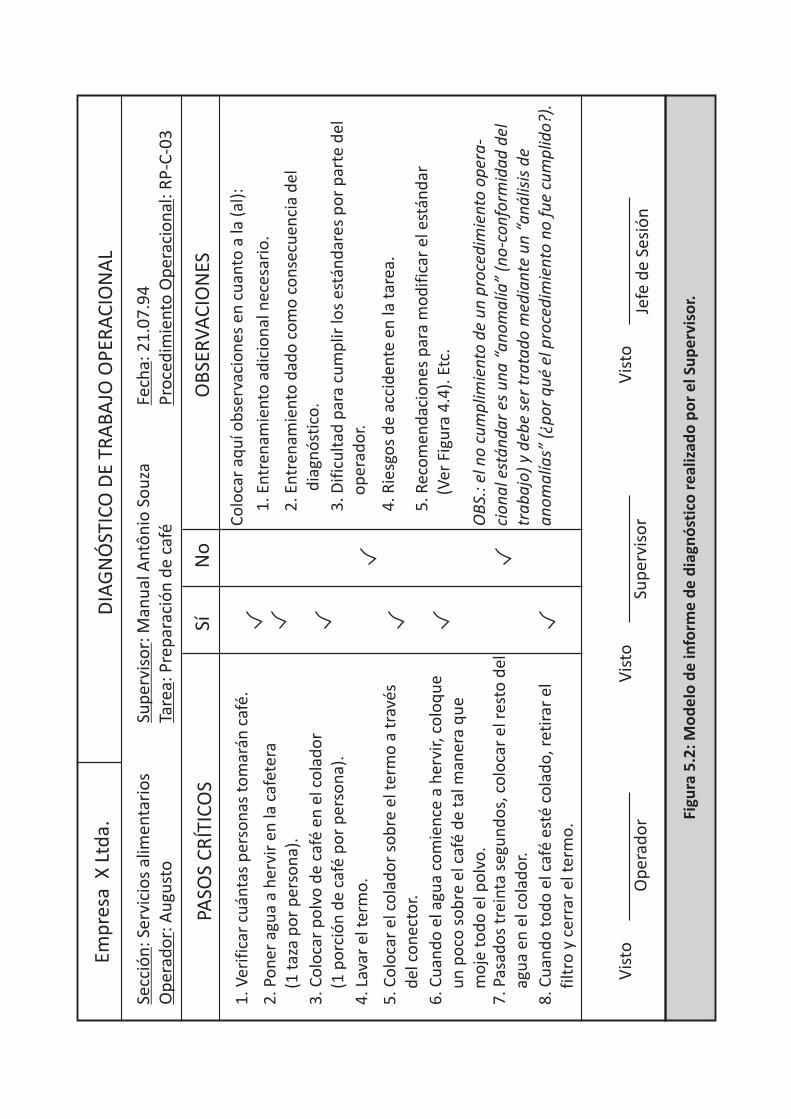
Figu
ra 5
.2:
Mo
de
lo d
e in
form
e d
e d
iagn
óst
ico
re
aliz
ado
po
r e
l Su
pe
rvis
or.
PASO
S C
RÍT
ICO
S
1. V
erif
icar
cu
ánta
s p
erso
nas
to
mar
án c
afé.
2. P
on
er a
gua
a h
ervi
r en
la c
afet
era
(
1 t
aza
po
r p
erso
na)
.
3. C
olo
car
po
lvo
de
café
en
el c
ola
do
r
(1
po
rció
n d
e ca
fé p
or
per
son
a).
4. L
avar
el t
erm
o.
5. C
olo
car
el c
ola
do
r so
bre
el t
erm
o a
tra
vés
d
el c
on
ecto
r.
6. C
uan
do
el a
gua
com
ien
ce a
her
vir,
co
loq
ue
u
n p
oco
so
bre
el c
afé
de
tal m
aner
a q
ue
m
oje
to
do
el p
olv
o.
7. P
asad
os
trei
nta
seg
un
do
s, c
olo
car
el r
esto
del
a
gua
en e
l co
lad
or.
8. C
uan
do
to
do
el c
afé
esté
co
lad
o, r
etir
ar e
l
filt
ro y
cer
rar
el t
erm
o.
SíN
oO
BSE
RV
AC
ION
ES
DIA
GN
ÓST
ICO
DE
TRA
BA
JO O
PER
AC
ION
AL
Emp
resa
X L
tda.
Secc
ión
: Ser
vici
os
alim
enta
rio
sO
per
ado
r: A
ugu
sto
Sup
ervi
sor:
Man
ual
An
tôn
io S
ou
zaTa
rea:
Pre
par
ació
n d
e ca
féFe
cha:
21
.07
.94
Pro
ced
imie
nto
Op
erac
ion
al: R
P-C
-03
Op
erad
or
Vis
toSu
per
viso
rV
isto
Jefe
de
Sesi
ón
Vis
to
Co
loca
r aq
uí o
bse
rvac
ion
es e
n c
uan
to a
la (
al):
1. E
ntr
enam
ien
to a
dic
ion
al n
eces
ario
.
2. E
ntr
enam
ien
to d
ado
co
mo
co
nse
cuen
cia
del
dia
gnó
stic
o.
3. D
ific
ult
ad p
ara
cum
plir
los
está
nd
ares
po
r p
arte
del
o
per
ado
r.
4. R
iesg
os
de
acci
den
te e
n la
tar
ea.
5. R
eco
men
dac
ion
es p
ara
mo
dif
icar
el e
stán
dar
(
Ver
Fig
ura
4.4
). E
tc.
OB
S.: e
l no
cu
mp
limie
nto
de
un
pro
ced
imie
nto
op
era
-ci
on
al e
stá
nd
ar
es u
na
“a
no
ma
lía”
(no
-co
nfo
rmid
ad
del
tr
ab
ajo
) y
deb
e se
r tr
ata
do
med
ian
te u
n “
an
ális
is d
e a
no
ma
lías”
(¿p
or
qu
é el
pro
ced
imie
nto
no
fu
e cu
mp
lido
?).
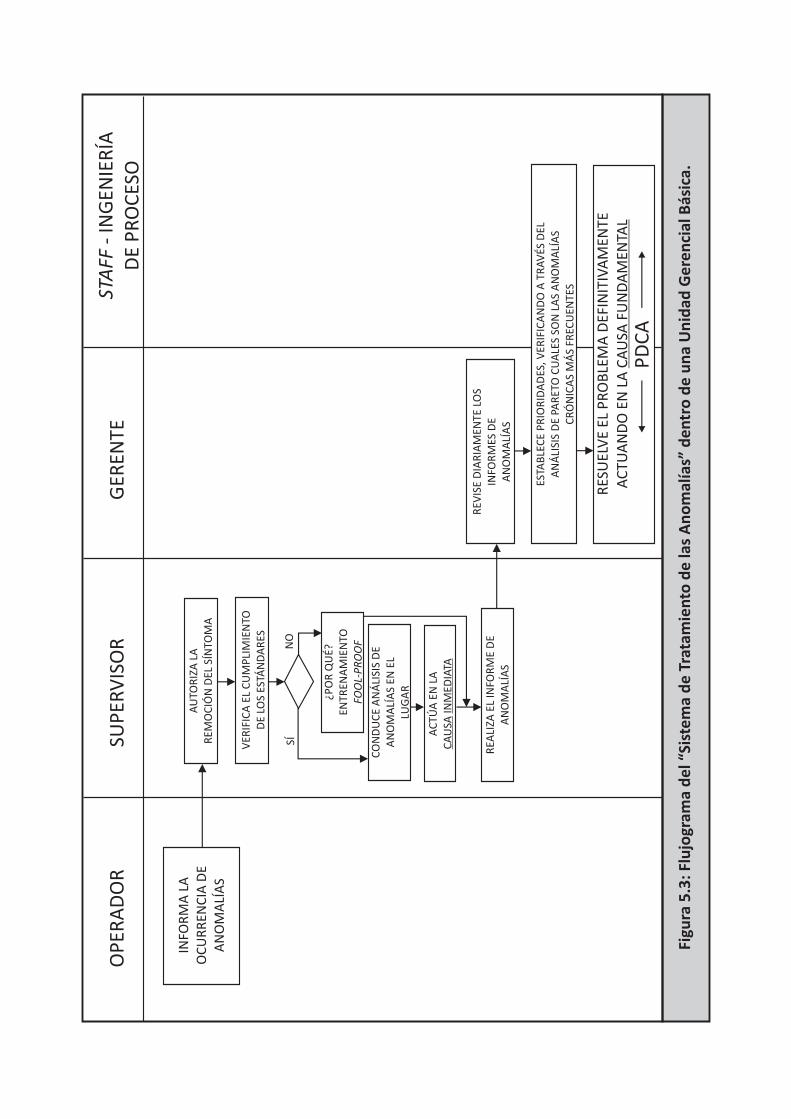
Figu
ra 5
.3:
Flu
jogr
ama
de
l “Si
ste
ma
de
Tra
tam
ien
to d
e la
s A
no
mal
ías”
de
ntr
o d
e u
na
Un
idad
Ge
ren
cial
Bás
ica.
OP
ERA
DO
RSU
PER
VIS
OR
GER
ENTE
STA
FF -
ING
ENIE
RÍA
DE
PR
OC
ESO
INFO
RM
A L
AO
CU
RR
ENC
IA D
EA
NO
MA
LÍA
S
AU
TOR
IZA
LA
REM
OC
IÓN
DEL
SÍN
TOM
A
VER
IFIC
A E
L C
UM
PLI
MIE
NTO
DE
LOS
ESTÁ
ND
AR
ES
SÍN
O
¿PO
R Q
UÉ?
ENTR
ENA
MIE
NTO
FOO
L-P
RO
OF
AC
TÚA
EN
LA
CA
USA
INM
EDIA
TA
CO
ND
UC
E A
NÁ
LISI
S D
EA
NO
MA
LÍA
S EN
EL
LUG
AR
REA
LIZA
EL
INFO
RM
E D
EA
NO
MA
LÍA
S
REV
ISE
DIA
RIA
MEN
TE L
OS
INFO
RM
ES D
EA
NO
MA
LÍA
S
RES
UEL
VE
EL P
RO
BLE
MA
DEF
INIT
IVA
MEN
TEA
CTU
AN
DO
EN
LA
CA
USA
FU
ND
AM
ENTA
L
PD
CA
ESTA
BLE
CE
PR
IOR
IDA
DES
, VER
IFIC
AN
DO
A T
RA
VÉS
DEL
AN
ÁLI
SIS
DE
PAR
ETO
CU
ALE
S SO
N L
AS
AN
OM
ALÍ
AS
CR
ÓN
ICA
S M
ÁS
FREC
UEN
TES
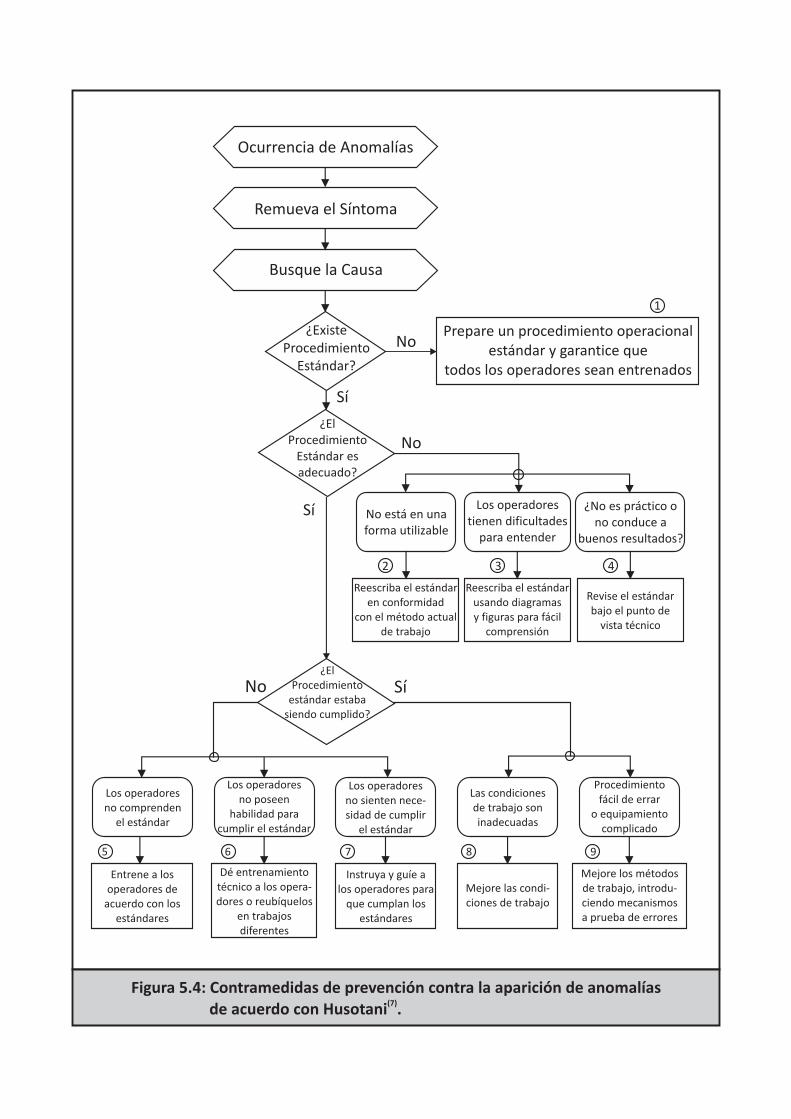
Figura 5.4: Contramedidas de prevención contra la aparición de (7) de acuerdo con Husotani .
anomalías
Ocurrencia de Anomalías
Remueva el Síntoma
Busque la Causa
No
Sí
¿ExisteProcedimiento
Estándar?
¿ElProcedimiento
Estándar esadecuado?
Sí
No
No Sí
1
Prepare un procedimiento operacionalestándar y garantice que
todos los operadores sean entrenados
No está u aforma utilizable
en nLos operadores
tienen dificultadespara entender
¿No es práctico ono conduce a
buenos resultados?
Reescr a en conformidad
con el método actualde trabajo
ib el estándar Reescr a usando diagramasy figuras para fácil
comprensión
ib el estándarRevise bajo el punto de
vista técnico
el estándar
2 3 4
¿ElProcedimiento
estándar estaba siendo cumplido?
Lono comprenden
el estándar
s operadoresLo
no poseenhabilidad para
cumplir el estándar
s operadores
Entrene loperadores de
acuerdo con losestándares
a os Dé trenam entotécnico a los opera-dores o reubíquelos
en trabajosdiferentes
en i Instru a guíe alos operadores para
que cumplan losestándares
y yMe ore as condi-ciones de trabajo
j lMe ore os métodosde trabajo, introdu-ciendo mecanismosa prueba de errores
j l
Lono sienten nece-sidad de cumplir
el estándar
s operadoresLa cionesde trabajo soninadecuadas
s condiProcedim entofácil de errar
o equipamientocomplicado
i
5 6 7 8 9
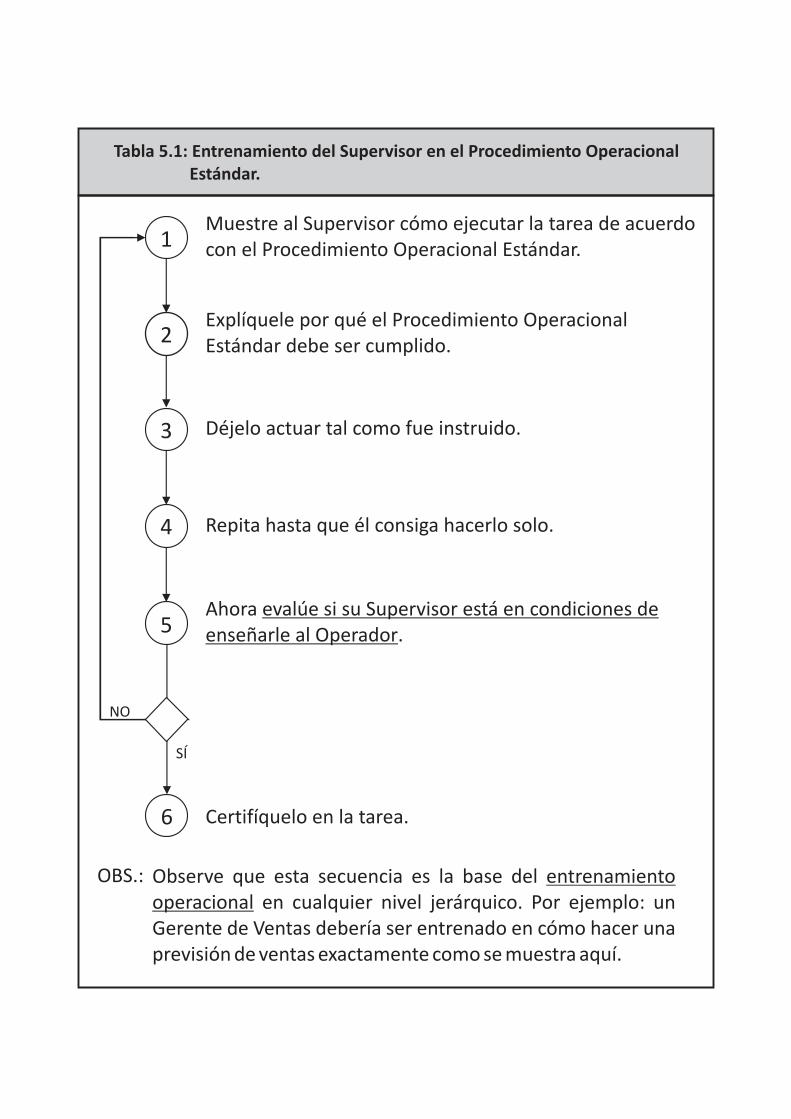
Tabla 5.1: Entrenamiento del Supervisor en el Procedimiento Operacional Estándar.
Explíquele por qué el Procedimiento OperacionalEstándar debe ser cumplido.
Déjelo actuar tal como fue instruido.
Certifíquelo en la tarea.
NO
1
2
4
5
3
6
Muestre al Supervisor cómo ejecutar la tarea de acuerdocon el Procedimiento Operacional Estándar.
Repita hasta que él consiga hacerlo solo.
Ahora evalúe si su Supervisor está en condiciones deenseñarle al Operador.
SÍ
OBS.: Observe que esta secuencia es la base del entrenamiento operacional en cualquier nivel jerárquico. Por ejemplo: un Gerente de Ventas debería ser entrenado en cómo hacer una previsión de ventas exactamente como se muestra aquí.
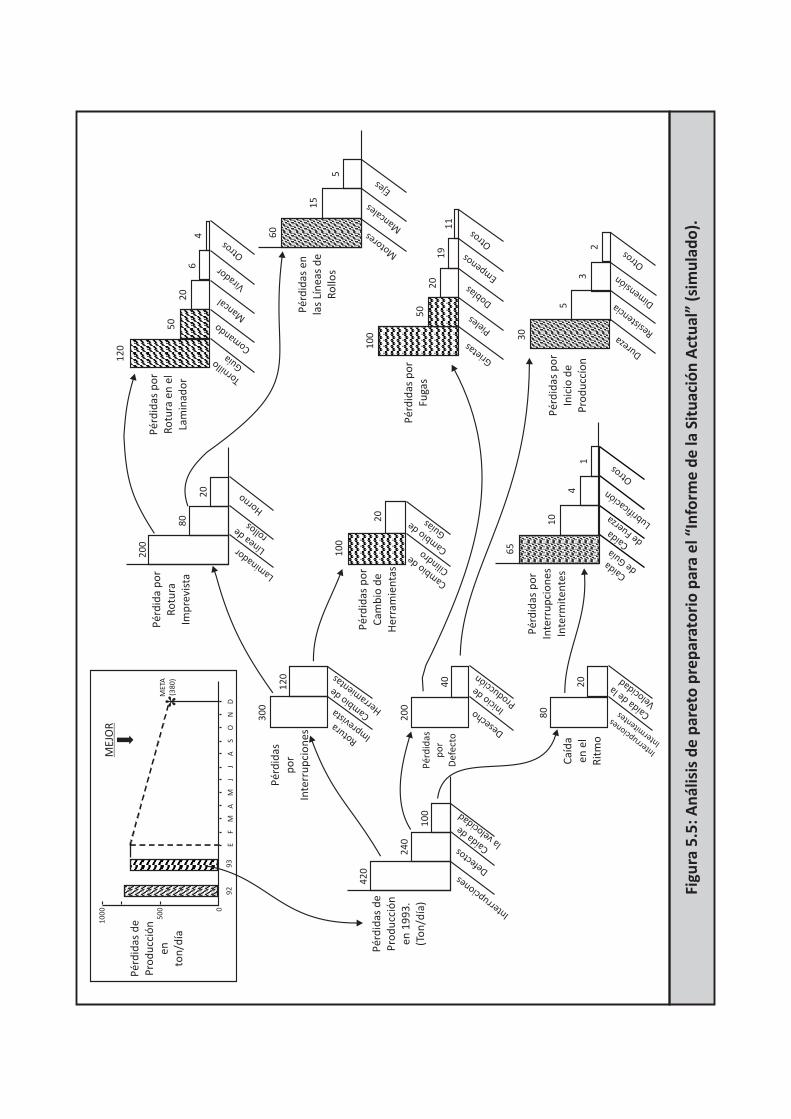
Figu
ra 5
.5:
An
ális
is d
e p
aret
o p
rep
arat
ori
o p
ara
el “
Info
rme
de
la S
itu
ació
n A
ctu
al”
(sim
ula
do
).
Pér
did
as d
eP
rod
ucc
ión
ento
n/d
ía
10
00
50
0 09
29
3E
FM
AM
JJ
AS
ON
D*
Pér
did
as d
eP
rod
ucc
ión
en 1
99
3.
(To
n/d
ía)
42
0
24
0
10
0P
érd
idas
po
rD
efec
to
20
0
40
30
0
Pér
did
asp
or
Inte
rru
pci
on
es
12
0
80
Caí
da
en e
lR
itm
o
20
Pér
did
a p
or
Ro
tura
Imp
revi
sta
80
Línea de
rollo
s
Laminador
Horno
Torn
illo GuíaComando
Manca
l
Moto
res
Grietas
Cambio deCilin
dro
Rotura
Impre
vista Cambio de
Herramientas
Desech
o
Interrupcio
nesDefecto
s Caída de
la velocidad
Inicio de
Producc
ión
Cambio deGuías
Pieles
DoblasEmpenos
Otros
Otros
Dimensió
n
Resistencia
Dureza
Caída de Guía
Interrupcio
nes
Intermite
ntes Caída de la
Velocidad
Lubrif
icació
n
Otros
Caídade Fuerza
Manca
les
Ejes
Virador
Otros
Pér
did
as p
or
Ro
tura
en
el
Lam
inad
or
Pér
did
as e
nla
s Lí
nea
s d
eR
ollo
s
20
0
20
5
12
0
50
20
64
15
60
10
0
50
20
19
11
Pér
did
as p
or
Fuga
s
Pér
did
as p
or
Inic
io d
eP
rod
ucc
íon
30
5
32
65
10
41
Pér
did
as p
or
Inte
rru
pci
on
esIn
term
iten
tes
10
0
20
Pér
did
as p
or
Cam
bio
de
Her
ram
ien
tas
MEJ
OR
MET
A(3
80
)

Figura 6.1: Carta de Control (LSC = Límite Superior de Control; LIC = Límite Inferior de Control).
50
40
30
20
60
40
20
5 10 15 20 25
R
x x x x
x
x
xxx
x
xxx x
xx
x x x xx
xx
n = 5
LSC = 45,69
Carta X - R
LC = 27.44
LSC = 58,04
LIC = 14,03
XLC = 29.86
x
x
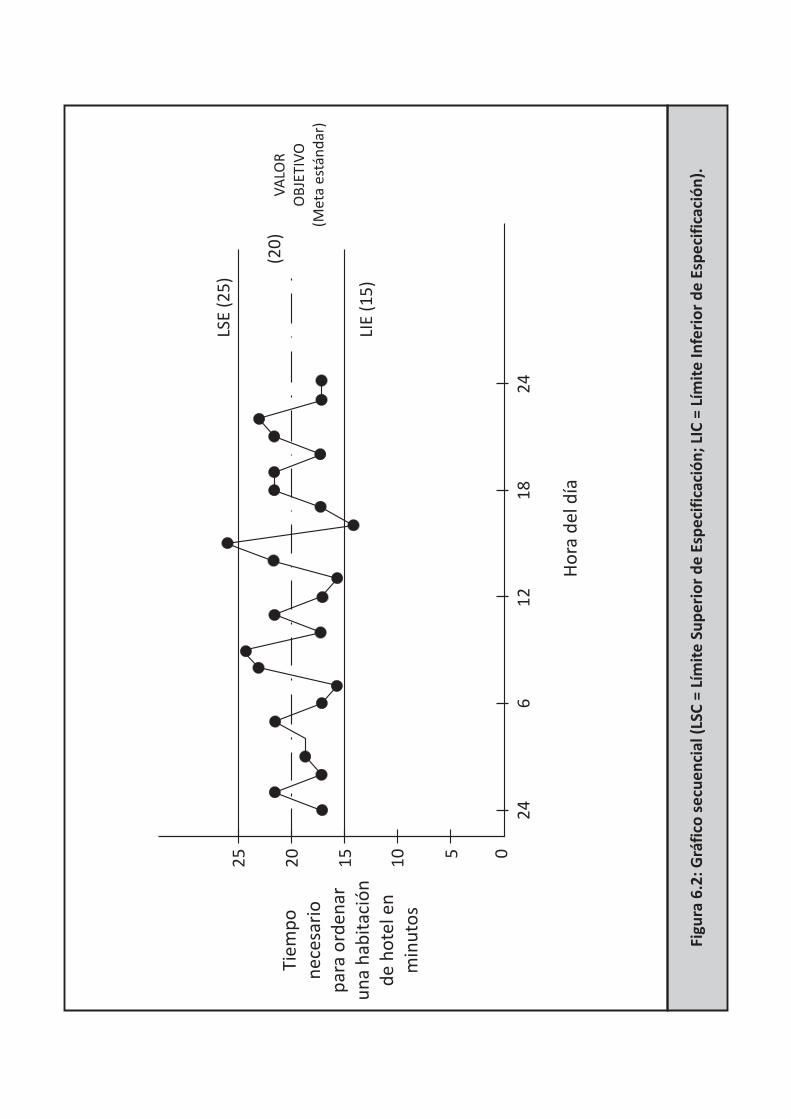
Figu
ra 6
.2:
Grá
fico
se
cue
nci
al (
LSC
= L
ímit
e S
up
eri
or
de
Esp
eci
fica
ció
n;
LIC
= L
ímit
e In
feri
or
de
Esp
eci
fica
ció
n).
Tiem
po
nec
esar
iop
ara
ord
enar
un
a h
abit
ació
nd
e h
ote
l en
min
uto
s
VA
LOR
OB
JETI
VO
(Met
a es
tán
dar
)
LIE
(15
)
(20
)
LSE
(25
)
Ho
ra d
el d
ía
25
20
15
10 5 0
24
61
21
82
4
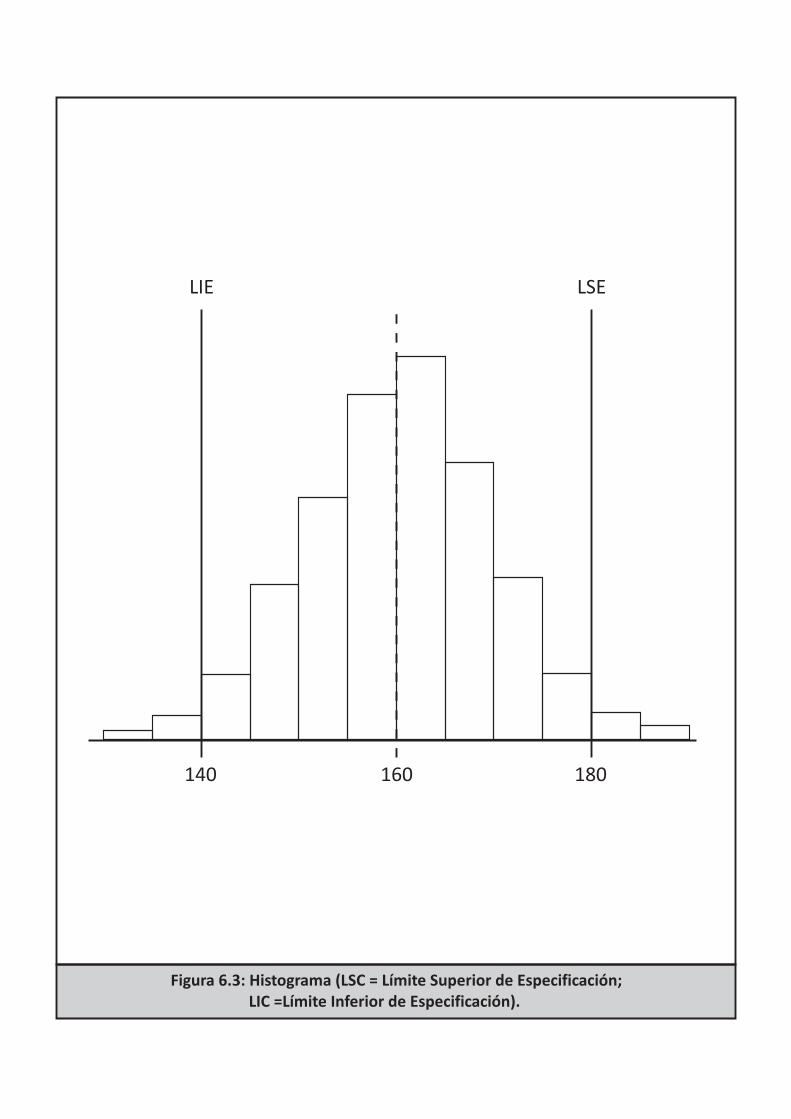
Figura 6.3: Histograma (LSC = Límite Superior de Especificación; LIC =Límite Inferior de Especificación).
160 180140
LIE LSE

XX
Em
pre
sa X
S.A
.
Dir
ecci
ón
: ___
____
____
____
_
G
esti
ón
: ___
____
____
__
ICN
º IC
-R-9
3-0
1-1
4
Dim
ensi
ón
: Co
sto
Co
ntr
ol:
Men
sual M
EJO
R
MET
A (
42
5)
Consumo de
Energía (kWh/t)
(MIN
)
50
0
40
0
47
54
55
(38
0)
DN
OS
AJ
JM
AM
FJ
0100
02
BEN
CH
MA
RK
EMP
RES
A Y
S.A
.
*
Figu
ra 6
.4:
Grá
fico
se
cue
nci
al d
e u
n ít
em
de
co
ntr
ol d
e c
ost
o.
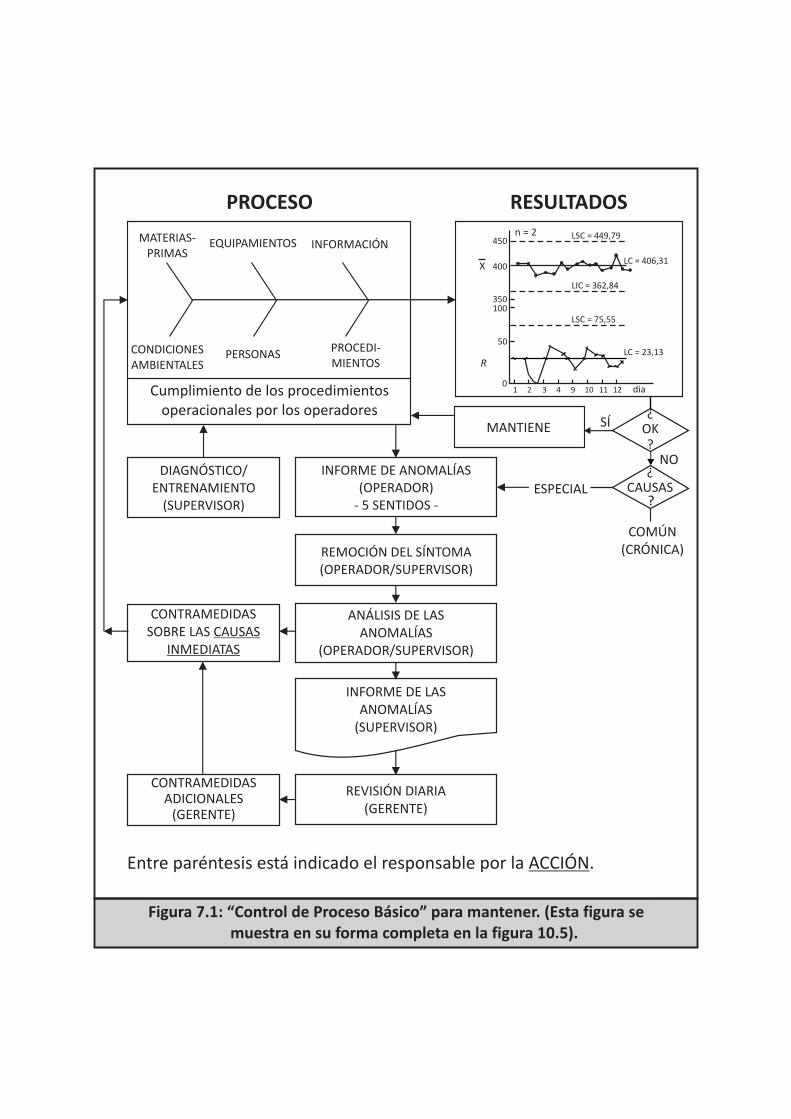
Figura 7.1: “Control de Proceso Básico” para mantener. (Esta figura se muestra en su forma completa en la figura 10.5).
n = 2 LSC = 449,79
LIC = 362,84
LSC = 75,55
LC = 23,13
450
400
350100
50
01 2 3 4 9 10 11 12 dia
R
X
PROCESO RESULTADOS
MAT RIAS-PRIMAS
E EQUIPAMIENTOS INFORMACIÓN
CONDICIONESAMBIENTALES
DIAGNÓSTICO/ENTRENAMIENTO
(SUPERVISOR)
INFORME DE ANOMALÍAS(OPERADOR)
- 5 SENTIDOS -
REMOCIÓN DEL SÍNTOMA(OPERADOR/SUPERVISOR)
ANÁLISIS DE LASANOMALÍAS
(OPERADOR/SUPERVISOR)
CONTRAMEDIDASSOBRE LAS CAUSAS
INMEDIATAS
CONTRAMEDIDASADICIONALES
(GERENTE)
REVISIÓN DIARIA(GERENTE)
INFORME DE LASANOMALÍAS
(SUPERVISOR)
MANTIENE
ESPECIAL
COMÚN (CRÓNICA)
SÍ
NO
¿OK?
¿CAUSAS
?
Cumplimiento de los procedimientosoperacionales por los operadores
PERSONASPROCEDI-MIENTOS
Entre paréntesis está indicado el responsable por la ACCIÓN.
LC = 406,31
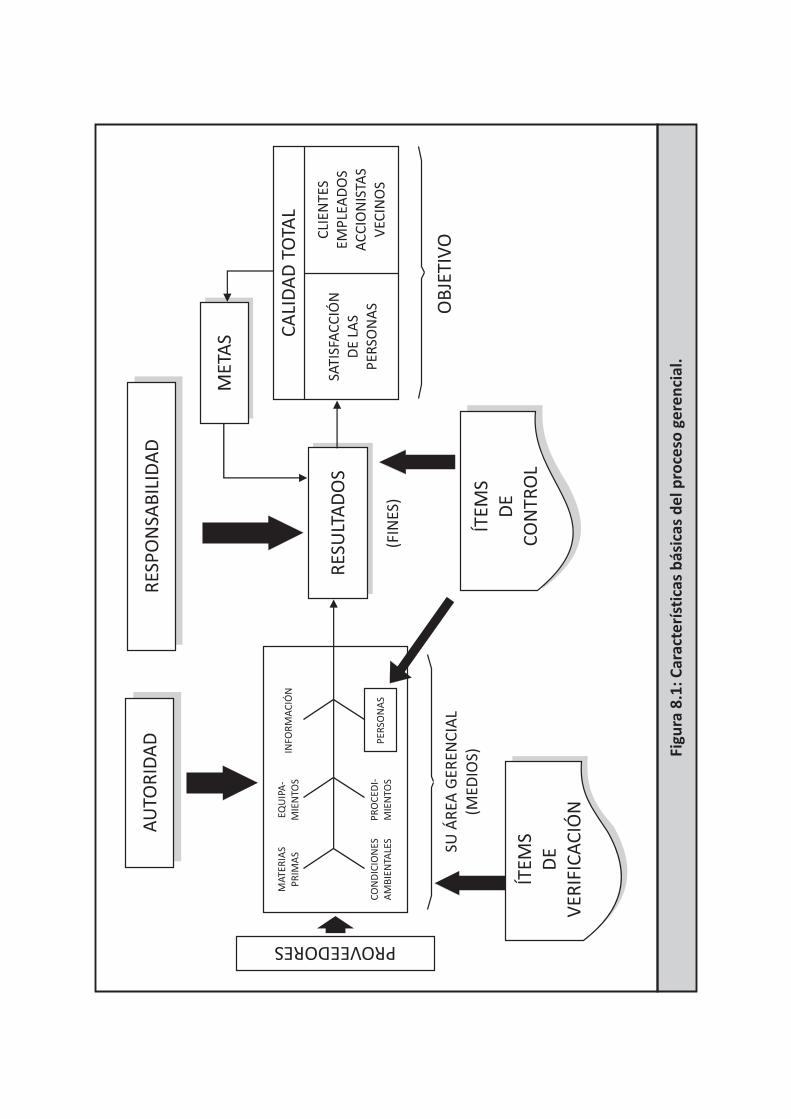
Figu
ra 8
.1:
Car
acte
ríst
icas
bás
icas
de
l pro
ceso
ge
ren
cial
.
PROVEEDORES A
UTO
RID
AD
RES
PO
NSA
BIL
IDA
D
MET
AS
RES
ULT
AD
OS
ÍTEM
SD
EC
ON
TRO
L
SATI
SFA
CC
IÓN
DE
LAS
PER
SON
AS
PER
SON
AS
PR
OC
EDI-
MIE
NTO
SC
ON
DIC
ION
ESA
MB
IEN
TALE
S
INFO
RM
AC
IÓN
EQU
IPA
-M
IEN
TOS
MA
TER
IAS
PR
IMA
S
CLI
ENTE
SEM
PLE
AD
OS
AC
CIO
NIS
TAS
VEC
INO
S
ÍTEM
SD
EV
ERIF
ICA
CIÓ
N
CA
LID
AD
TO
TAL
OB
JETI
VO
(FIN
ES)
SU Á
REA
GER
ENC
IAL
(MED
IOS)
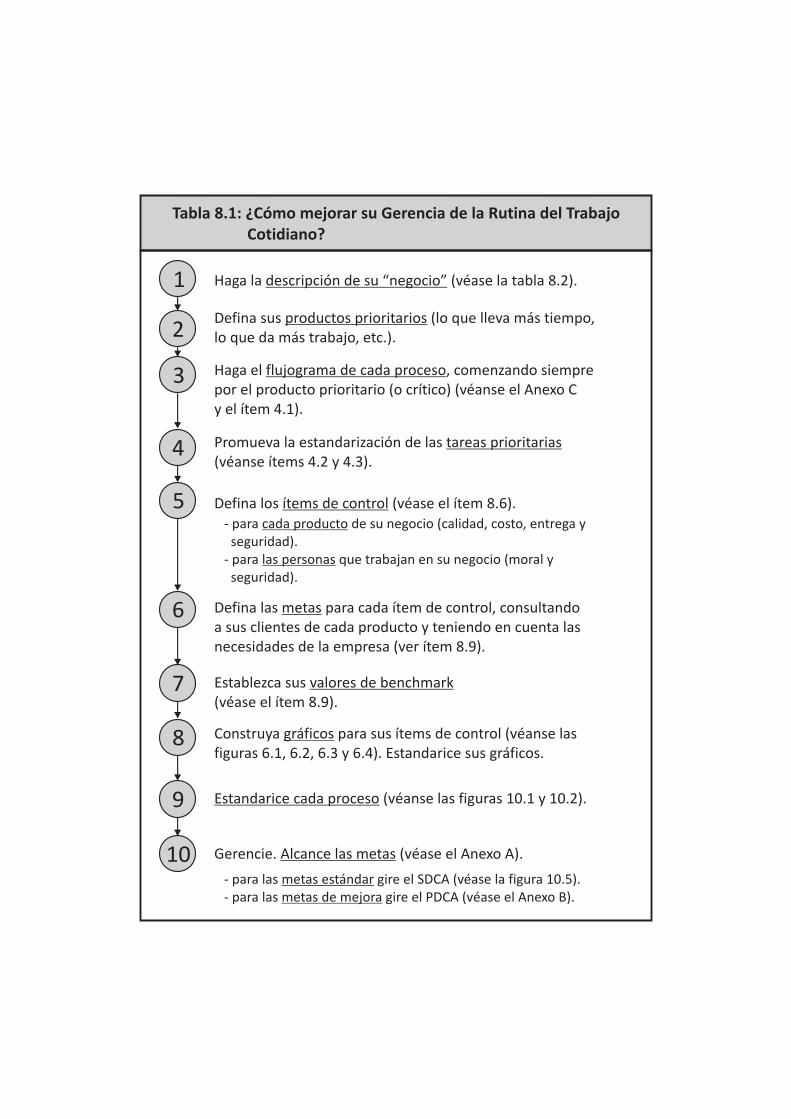
Tabla 8.1: ¿Cómo mejorar su Gerencia de la Rutina del Trabajo Cotidiano?
1
3
4
10
2
5
6
8
9
Haga la descripción de su “negocio” (véase la tabla 8.2).
Haga el flujograma de cada proceso, comenzando siemprepor el producto prioritario (o crítico) (véanse el Anexo Cy el ítem 4.1).
Promueva la estandarización de las tareas prioritarias(véanse ítems 4.2 y 4.3).
Defina sus productos prioritarios (lo que lleva más tiempo,lo que da más trabajo, etc.).
Defina los ítems de control (véase el ítem 8.6).- para cada producto de su negocio (calidad, costo, entrega y seguridad).- para las personas que trabajan en su negocio (moral y seguridad).
Defina las metas para cada ítem de control, consultandoa sus clientes de cada producto y teniendo en cuenta lasnecesidades de la empresa (ver ítem 8.9).
Establezca sus valores de benchmark(véase el ítem 8.9).
Construya gráficos para sus ítems de control (véanse lasfiguras 6.1, 6.2, 6.3 y 6.4). Estandarice sus gráficos.
Estandarice cada proceso (véanse las figuras 10.1 y 10.2).
Gerencie. Alcance las metas (véase el Anexo A).
- para las metas estándar gire el SDCA (véase la figura 10.5).- para las metas de mejora gire el PDCA (véase el Anexo B).
7
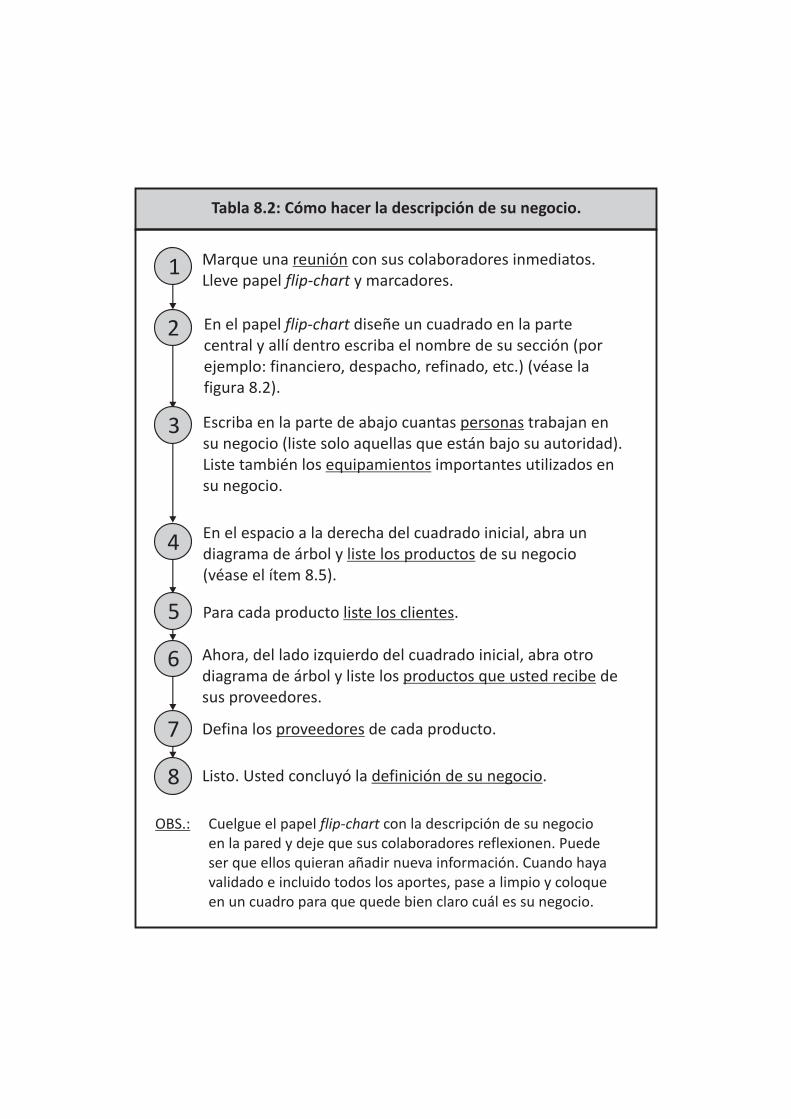
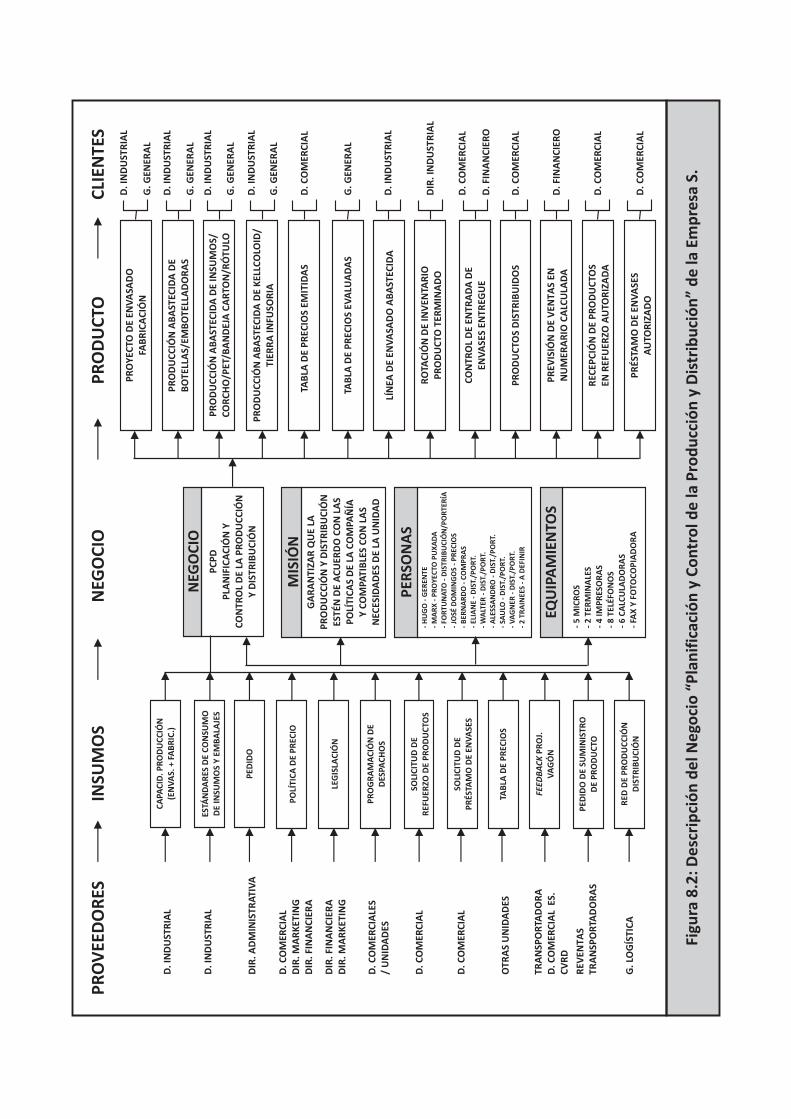
Tabla 8.2: Cómo hacer la descripción de su negocio.
1
7
3
4
5
Marque una reunión con sus colaboradores inmediatos.Lleve papel flip-chart y marcadores.
En el papel flip-chart diseñe un cuadrado en la partecentral y allí dentro escriba el nombre de su sección (porejemplo: financiero, despacho, refinado, etc.) (véase lafigura 8.2).
En el espacio a la derecha del cuadrado inicial, abra undiagrama de árbol y liste los productos de su negocio (véase el ítem 8.5).
Ahora, del lado izquierdo del cuadrado inicial, abra otrodiagrama de árbol y liste los productos que usted recibe desus proveedores.
Escriba en la parte de abajo cuantas personas trabajan ensu negocio (liste solo aquellas que están bajo su autoridad).Liste también los equipamientos importantes utilizados ensu negocio.
Para cada producto liste los clientes.
Defina los proveedores de cada producto.
Listo. Usted concluyó la definición de su negocio.8
6
OBS.: Cuelgue el papel flip-chart con la descripción de su negocioen la pared y deje que sus colaboradores reflexionen. Puedeser que ellos quieran añadir nueva información. Cuando hayavalidado e incluido todos los aportes, pase a limpio y coloqueen un cuadro para que quede bien claro cuál es su negocio.
2
Figu
ra 8
.2:
De
scri
pci
ón
de
l Ne
goci
o “
Pla
nif
icac
ión
y C
on
tro
l de
la P
rod
ucc
ión
y D
istr
ibu
ció
n”
de
la E
mp
resa
S.
NEG
OC
IO
EQU
IPA
MIE
NTO
S
PER
SON
AS
MIS
IÓN
D. I
ND
UST
RIA
L
D. I
ND
UST
RIA
L
DIR
. AD
MIN
ISTR
ATI
VA
D. C
OM
ERC
IAL
DIR
. MA
RK
ETIN
GD
IR. F
INA
NC
IER
A
DIR
. FIN
AN
CER
AD
IR. M
AR
KET
ING
I
D. C
OM
ERC
IA/
UN
IDA
DES
LES
D. C
OM
ERC
IAL
D. C
OM
ERC
IAL
OTR
AS
UN
IDA
DES
TRA
NSP
OR
TAD
OR
AD
. CO
MER
CIA
L E
S.C
VR
D
REV
ENTA
STR
AN
SPO
RTA
DO
RA
S
G. L
OG
ÍSTI
CA
CA
PAC
ID. P
RO
DU
(EN
VA
S. +
FA
BR
IC.)
CC
IÓN
ESTÁ
ND
AR
ES D
E C
ON
SUM
OD
E IN
SUM
OS
Y E
MB
ALA
JES
PED
IDO
PO
LÍTI
CA
DE
PR
ECIO
LEG
ISLA
CIÓ
N
PR
OG
RA
MA
CIÓ
N D
E D
ESPA
CH
OS
SOLI
CIT
UD
DE
PR
ÉSTA
MO
DE
ENV
ASE
S
TAB
LA D
E P
REC
IOS
FEED
BA
CK
PR
OJ.
VA
GÓ
N
PED
IDO
DE
DE
PR
OD
UC
TOSU
MIN
ISTR
O
RED
CC
IÓN
DIS
TRIB
UC
IÓN
DE
PR
OD
U
PR
OV
EED
OR
ESIN
SUM
OS
NEG
OC
IOP
RO
DU
CTO
CLI
ENTE
S
PR
OY
ECTO
DE
ENV
ASA
DO
FAB
RIC
AC
IÓN
G. G
ENER
AL
PR
OD
UC
CIÓ
N A
BA
STEC
IDA
DE
BO
TELL
AS/
EMB
OTE
LLA
DO
RA
S
PR
ÉSTA
MO
DE
ENV
ASE
SA
UTO
RIZ
AD
O
REC
EPC
IÓN
DE
PR
OD
UC
TOS
EN R
EFU
ERZO
AU
TOR
IZA
DA
PR
EVI
DE
VEN
AS
EN
UM
ERA
RIO
CA
LCU
LAD
ASI
ÓN
TN
PR
OD
UC
TOS
DIS
TRIB
UID
OS
CO
NTR
OL
DE
ENTR
AD
A D
EEN
VA
SES
ENTR
EGU
E
RO
TAC
IÓN
DE
INV
ENTA
RIO
P
RO
DU
CTO
TER
MIN
AD
O
LÍN
EA D
E EN
VA
SAD
O A
BA
STEC
IDA
TAB
LA D
E P
REC
IOS
EVA
LUA
DA
S
TAB
LA D
E P
REC
IOS
EMIT
IDA
S
PR
OD
UC
CIÓ
N A
BA
STEC
IDA
DE
KEL
LCO
LOID
/TI
ERR
A IN
FUSO
RIA
PR
OD
UC
CIÓ
N A
BA
STEC
IDA
DE
INSU
MO
S/C
OR
CH
O/P
ET/B
AN
DEJ
A C
AR
TON
/RÓ
TULO
- 5
MIC
RO
S-
2 T
ERM
INA
LES
- 4
IMP
RES
OR
AS
- 8
TEL
ÉFO
NO
S-
6 C
ALC
ULA
DO
RA
S-
FAX
Y F
OTO
CO
PIA
DO
RA
GA
RA
NTI
ZAR
QU
E LA
PR
OD
UC
CIÓ
N Y
DIS
TRIB
UC
IÓN
ESTÉ
N D
E A
CU
ERD
O C
ON
LA
SP
OLÍ
TIC
AS
DE
LA C
OM
PAÑ
ÍAY
CO
MPA
TIB
LES
CO
N L
AS
NEC
ESID
AD
ES D
E LA
UN
IDA
D
- H
UG
O -
-
MA
RX
- P
RO
YEC
TO P
UX
AD
A-
FOR
TUN
ATO
- D
ISTR
IBU
CIÓ
N/P
OR
TER
ÍA-
JOSÉ
DO
MIN
GO
S -
PR
ECIO
S-
BER
NA
RD
O -
CO
MP
RA
S-
ELIA
NE
- D
IST.
/PO
RT.
- W
ALT
ER -
DIS
T./P
OR
T.-
ALE
SSA
ND
RO
- D
IST.
/PO
RT.
- SA
ULO
- D
IST.
/PO
RT.
- V
AG
NER
- D
IST.
/PO
RT.
- 2
TR
AIN
EES
- A
DEF
INIR
GER
ENTEP
CP
DP
LAN
IFIC
AC
IÓN
YC
ON
TRO
L D
E LA
PR
OD
UC
CIÓ
NY
DIS
TRIB
UC
IÓN
D. I
ND
UST
RIA
L
G. G
ENER
AL
G. G
ENER
AL
G. G
ENER
AL
G. G
ENER
AL
D. C
OM
ERC
IAL
D. I
ND
UST
RIA
L
DIR
. IN
DU
STR
IAL
D. C
OM
ERC
IAL
D. F
INA
NC
IER
O
D. F
INA
NC
IER
O
D. C
OM
ERC
IAL
D. C
OM
ERC
IAL
D. C
OM
ERC
IAL
D. I
ND
UST
RIA
L
D. I
ND
UST
RIA
L
D. I
ND
UST
RIA
L
SOLI
CIT
UD
DE
REF
UER
ZO D
E P
RO
DU
CTO
S
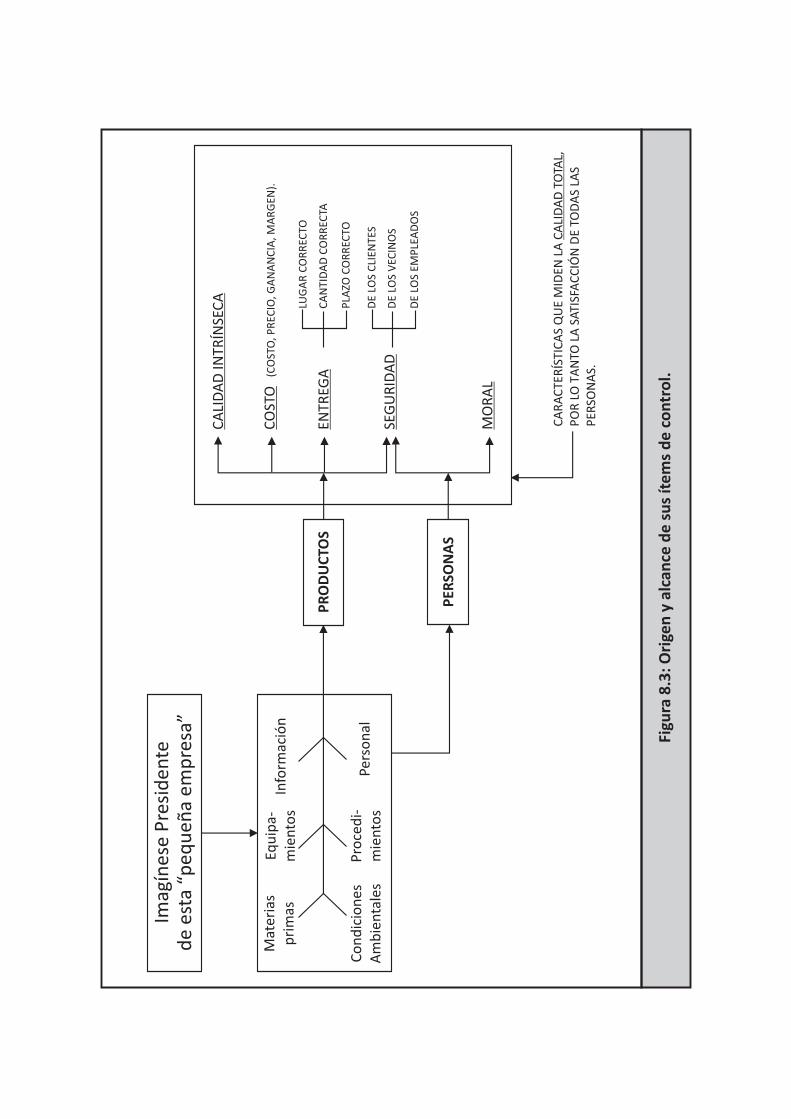
Figu
ra 8
.3:
Ori
gen
y a
lcan
ce d
e s
us
íte
ms
de
co
ntr
ol.
Imag
ínes
ed
e es
ta “
peq
ueñ
a em
pre
sa”
Pre
sid
ente
Mat
rias
pri
mas
eEq
uip
a-m
ien
tos
Info
rmac
ión
Co
nd
iA
mb
ien
tale
sci
on
esP
roce
di-
mie
nto
sPe
rso
nal
CA
RA
CTE
RÍS
TIC
AS
QU
E M
IDEN
LA
CP
OR
LO
TA
NTO
LA
SA
TISF
AC
CIÓ
N D
E TO
DA
S LA
SP
ERSO
NA
S.
ALI
DA
D T
OTA
L,
CA
LID
AD
INTR
ÍNSE
CA
CO
STO
(CO
STO
, PR
ECIO
, GA
NA
NC
IA, M
AR
GEN
).
ENTR
EGA
SEG
UR
IDA
D
MO
RA
L
LUG
AR
CO
RR
ECTO
CA
NTI
DA
D C
OR
REC
TA
PLA
ZO C
OR
REC
TO
DE
LOS
CLI
ENTE
S
DE
LOS
VEC
INO
S
DE
LOS
EMP
LEA
DO
S
PER
SON
AS
PR
OD
UC
TOS
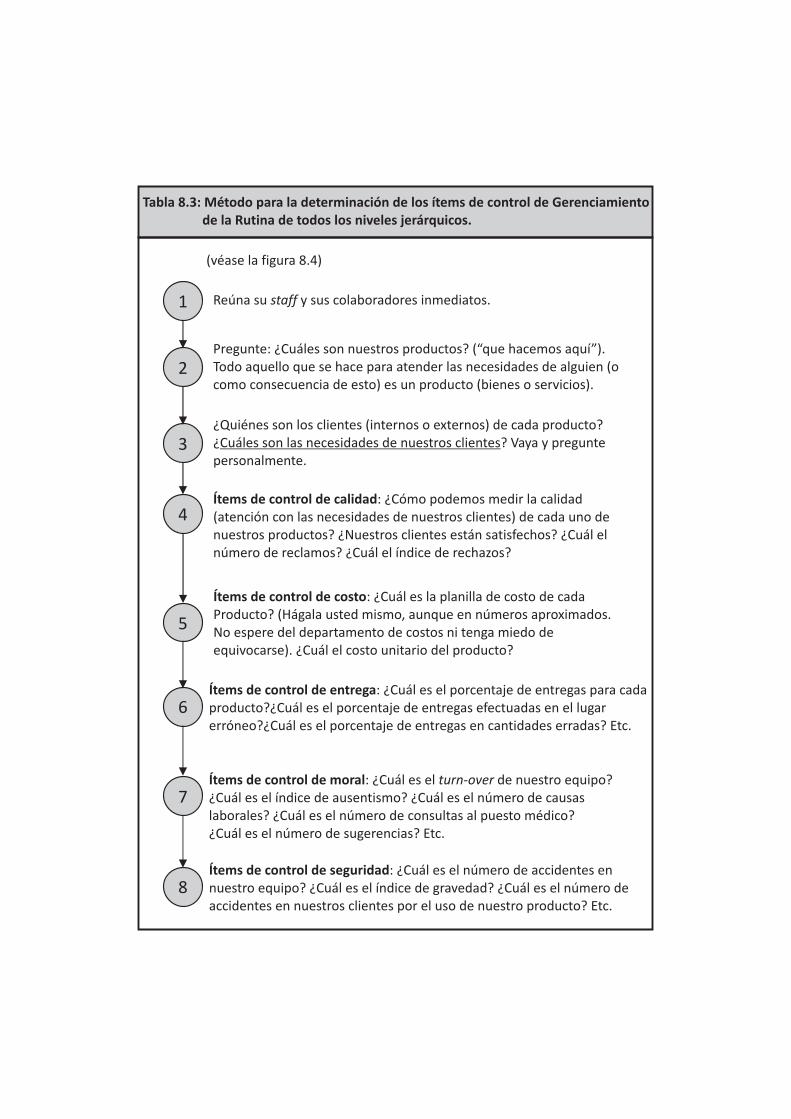
Tabla 8.3: Método para la determinación de los ítems de control de Gerenciamiento de la Rutina de todos los niveles jerárquicos.
Reúna su staff y sus colaboradores inmediatos.
Pregunte: ¿Cuáles son nuestros productos? (“que hacemos aquí”).Todo aquello que se hace para atender las necesidades de alguien (o como consecuencia de esto) es un producto (bienes o servicios).
¿Quiénes son los clientes (internos o externos) de cada producto?¿Cuáles son las necesidades de nuestros clientes? Vaya y preguntepersonalmente.
Ítems de control de costo: ¿Cuál es la planilla de costo de cadaProducto? (Hágala usted mismo, aunque en números aproximados.No espere del departamento de costos ni tenga miedo deequivocarse). ¿Cuál el costo unitario del producto?
Ítems de control de calidad: ¿Cómo podemos medir la calidad(atención con las necesidades de nuestros clientes) de cada uno denuestros productos? ¿Nuestros clientes están satisfechos? ¿Cuál elnúmero de reclamos? ¿Cuál el índice de rechazos?
Ítems de control de entrega: ¿Cuál es el porcentaje de entregas para cadaproducto?¿Cuál es el porcentaje de entregas efectuadas en el lugarerróneo?¿Cuál es el porcentaje de entregas en cantidades erradas? Etc.
Ítems de control de moral: ¿Cuál es el turn-over de nuestro equipo?¿Cuál es el índice de ausentismo? ¿Cuál es el número de causaslaborales? ¿Cuál es el número de consultas al puesto médico?¿Cuál es el número de sugerencias? Etc.
Ítems de control de seguridad: ¿Cuál es el número de accidentes ennuestro equipo? ¿Cuál es el índice de gravedad? ¿Cuál es el número deaccidentes en nuestros clientes por el uso de nuestro producto? Etc.
(véase la figura 8.4)
3
4
5
6
7
8
1
2
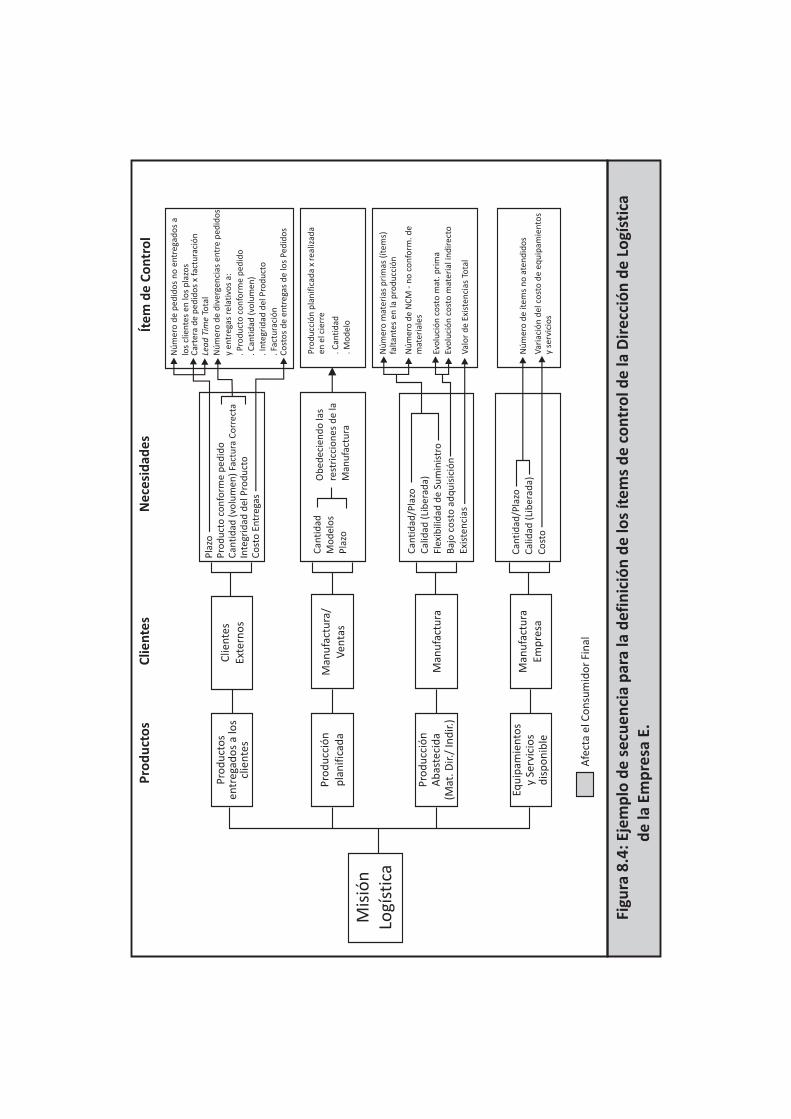
Figu
ra 8
.4D
ire
cció
n d
eLo
gíst
ica
de
la E
mp
resa
E.
: Ej
em
plo
de
se
cue
nci
a p
ara
la d
efin
ició
n d
e lo
s ít
em
s d
e c
on
tro
l de
la
Mis
ión
Logí
stic
a
Pro
du
tos
entr
egad
os
a lo
scl
ien
tes
c
Pro
du
pla
nif
icad
acc
ión
Pro
du
Ab
aste
cid
a(M
at. D
ir./
Ind
ir.)
cció
n
Equ
ipam
ento
sy
Serv
icio
sd
isp
on
ible
i
Clie
nte
sEx
tern
os
Man
ufa
ctu
ra/
Ven
tas
Man
ufa
ctu
ra
Man
ufa
ctu
ra
Emp
resa
Íte
m d
e C
on
tro
lN
ece
sid
ade
sC
lien
tes
Pro
du
cto
s
Afe
cta
el C
on
sum
ido
r Fi
nal
Pla
zoP
rod
uct
o c
on
form
e p
edid
oC
anti
dad
(vo
lum
en)
Fact
ura
Co
rrec
taIn
tegr
idad
del
Pro
du
cto
Co
sto
En
treg
as
Can
tid
adM
od
elo
sP
lazo
Can
tid
ad/P
lazo
Cal
idad
(Li
ber
ada)
Flex
ibili
dad
de
Sum
inis
tro
Baj
o c
ost
o a
dq
uis
ició
nEx
iste
nci
as
Can
tid
ad/P
lazo
Cal
idad
(Li
ber
ada)
Co
sto
Ob
edec
ien
do
as
rest
ricc
ion
es d
e la
Man
ufa
ctu
ra
l
Nú
mer
o d
e p
edid
os
no
en
treg
alo
s cl
ien
tes
en lo
s p
lazo
sad
os
. Pro
du
to c
on
form
e p
edid
o. C
anti
dad
(vo
lum
en)
. In
tegr
idad
del
Pro
du
cto
. Fac
tura
ció
n
c
Pro
du
cció
n p
lan
ific
ada
x re
aliz
ada
en e
l cie
rre
. Can
tid
ad. M
od
elo
Evo
luci
ón
co
sto
mat
. pri
ma
Evo
luci
ón
co
sto
mat
eria
l in
dir
ecto
Nú
mer
o d
e ít
ems
no
ate
nd
ido
s
Car
tera
de
ped
ido
s x
fact
ura
ció
nLe
ad
Tim
e To
tal
Co
sto
s d
e en
treg
as d
e lo
s Pe
did
os
Val
or
de
Exis
ten
cias
To
tal
Nú
mer
o m
atri
asfa
ltan
tes
en la
pro
du
cció
ne
pri
mas
(ít
ems)
Nú
mer
o d
e d
iver
gn
cias
en
tre
ped
ido
sy
entr
egas
rel
ativ
os
a:e
Var
ia d
cst
o d
e eq
uip
amen
tos
y se
rvic
ios
ció
nel
oi
Nú
mer
o d
e N
CM
-
mat
eria
les
no
co
nfo
rm. d
e
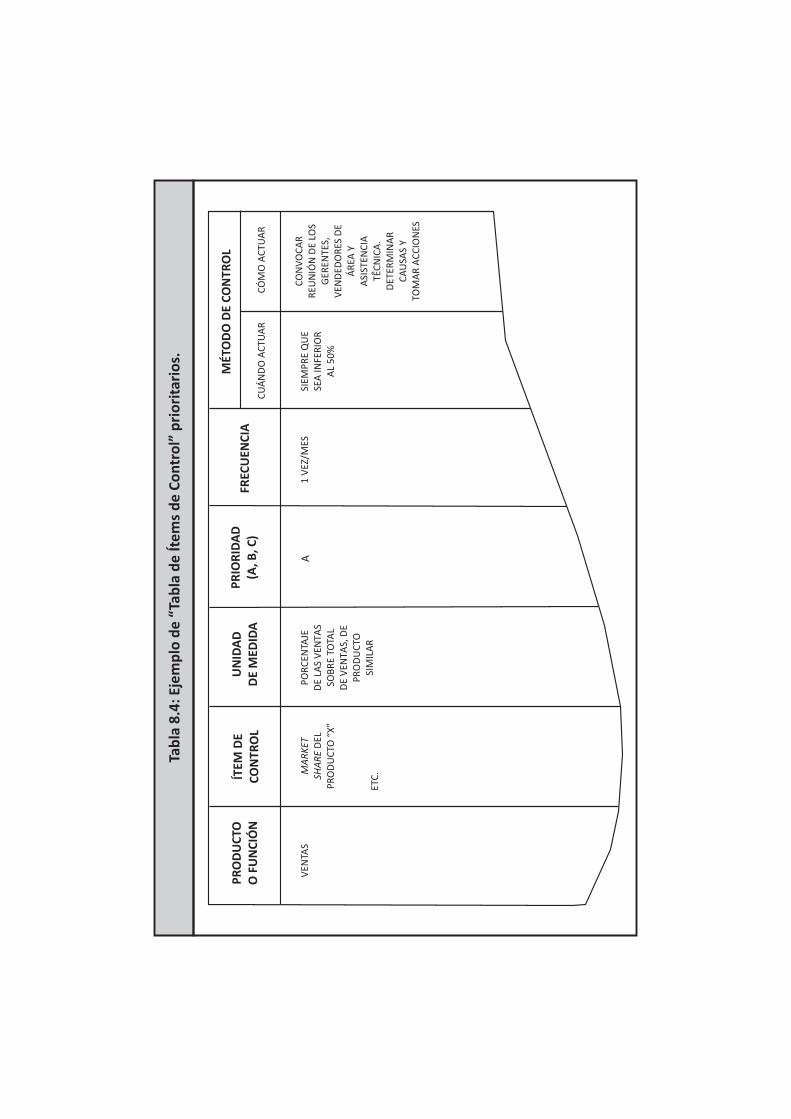
Tab
la 8
.4:
Eje
mp
lo d
e “
Tab
la d
e Ít
em
s d
e C
on
tro
l” p
rio
rita
rio
s.
PR
OD
UC
TOO
FU
NC
IÓN
ÍTEM
DE
CO
NTR
OL
UN
IDA
DD
E M
EDID
A
PR
IOR
IDA
D(A
, B, C
)FR
ECU
ENC
IA
MÉT
OD
O D
E C
ON
TRO
L
CU
ÁN
DO
AC
TUA
RC
ÓM
O A
CTU
AR
VEN
TAS
MA
RK
ET
PR
OD
UC
TO “
X”
SHA
RE
DEL
PO
RC
ENTA
JED
E LA
S V
ENTA
SSO
BR
E TO
TAL
DE
VEN
TAS,
DE
PR
OD
UC
TOSI
MIL
AR
A1
VEZ
/MES
SEM
PR
E Q
UE
SEA
INFE
RIO
RA
L 5
0%
IC
ON
VO
CA
RR
EUN
IÓN
DE
LOS
GER
ENTE
S,V
END
EDO
RES
DE
ÁR
EA Y
ASI
STEN
CIA
TÊC
NIC
A.
DET
ERM
INA
RC
AU
SAS
YTO
MA
R A
CC
ION
ES
ETC
.
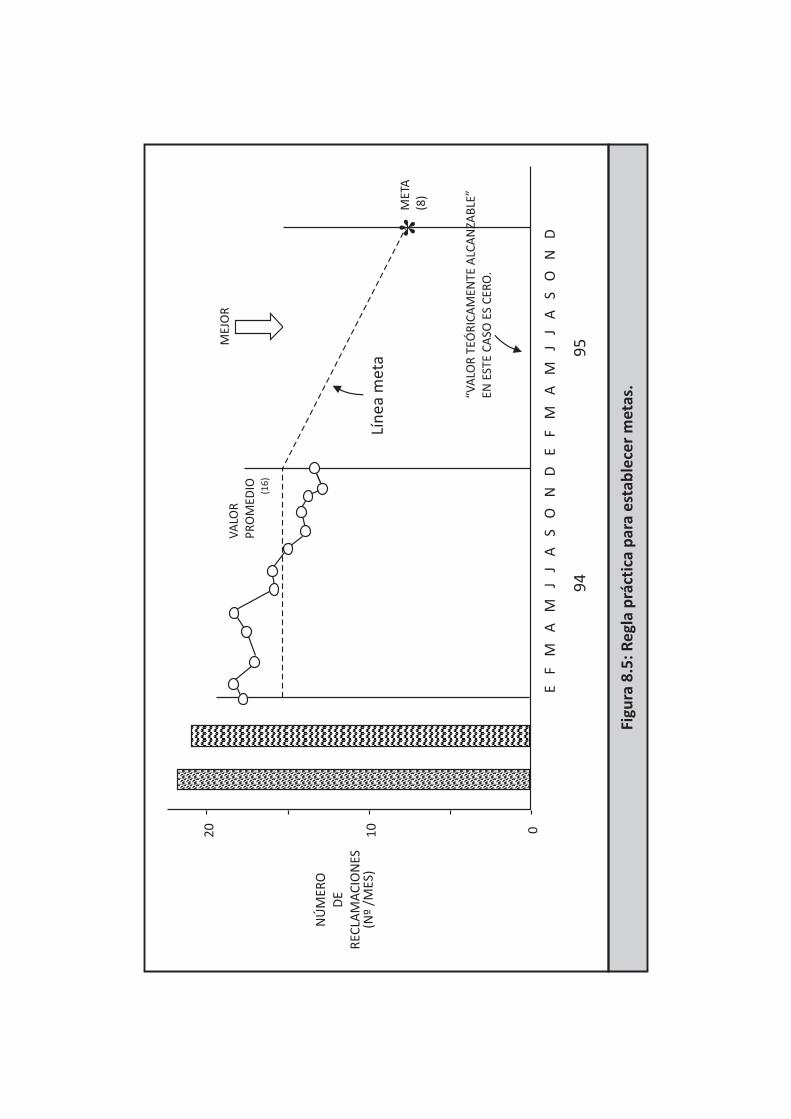
Figu
ra 8
.5:
Re
gla
prá
ctic
a p
ara
est
able
cer
met
as.
MEJ
OR
E F
M
A
M
J
J
A
S O
N
D
E
F
M
A
M
J J
A
S
O
N
D
NÚ
MER
OD
ER
ECLA
MA
CIO
NES
(Nº
/MES
)
20
10 0
94
95
VA
LOR
PR
OM
EDIO (16
)
MET
A(8
)
Lín
ea m
eta
“VA
LOR
TEÓ
RIC
AM
ENTE
ALC
AN
ZAB
LE”
EN E
STE
CA
SO E
S C
ERO
.
*
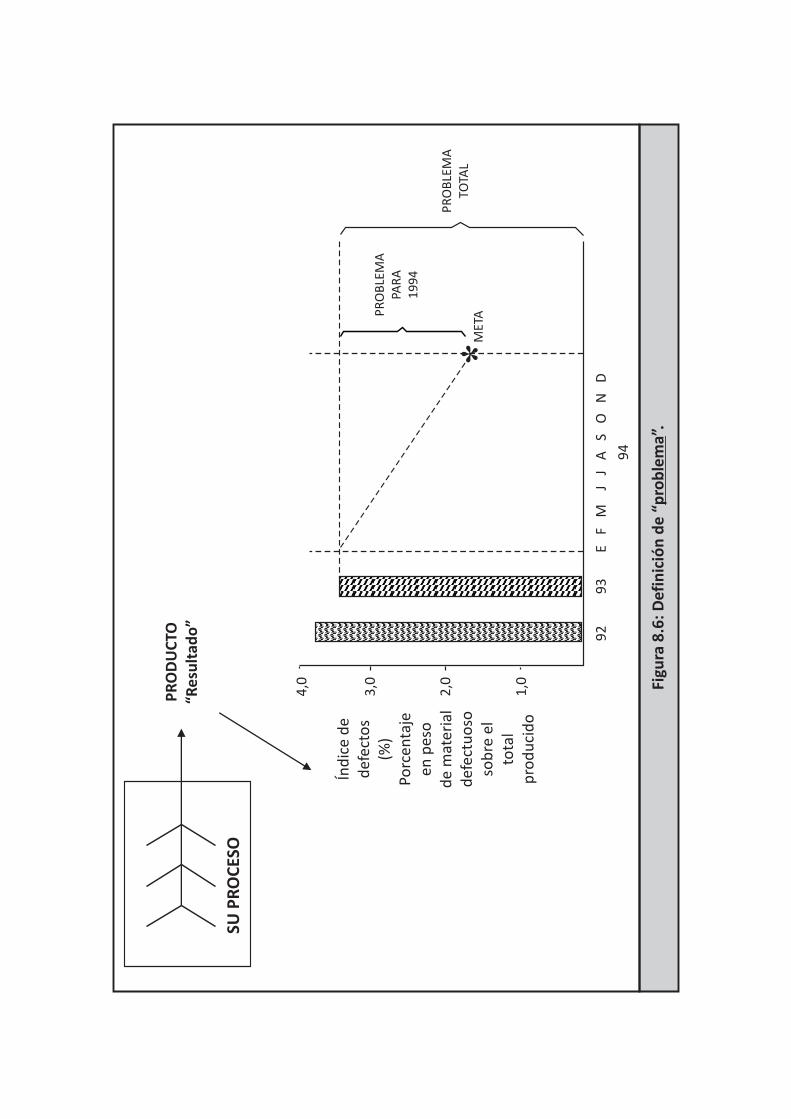
Figu
ra 8
.6:
Def
inic
ión
de
“p
rob
lem
a”.
Índ
ice
de
def
ecto
s(%
)Po
rcen
taje
en p
eso
de
mat
eria
ld
efec
tuo
soso
bre
el
tota
lp
rod
uci
do
SU P
RO
CES
O
PR
OD
UC
TO“R
esu
ltad
o”
4,0
3,0
2,0
1,0
PR
OB
LEM
APA
RA
19
94
MET
A*
92
93
PR
OB
LEM
ATO
TAL
E F
M
J
J
A
S O
N
D
94

Tabla 9.1: Método simplificado para la identificación de resultados malos en su Gerencia.
Reúnase con su staff y colaboradores inmediatos y realice una pequeña charla sobre el tema “qué es un problema”.
1
Distribuya papel a los participantes y solicite que enuncien los principales problemas de la gerencia.
2
Recoja las opiniones y haga una selección de los problemas, uno por uno, en la presencia de todos, eligiendo aquellos que son “resultados indeseados” (las otras sugerencias no seleccionadas deben ser guardadas para acciones futuras).
3
Sí el equipo considera conveniente, distribuya nuevas hojas de papel y deje que las personas enuncien problemas adicionales.
4
Clasifique los problemas (“resultados indeseados”) en controlables (aquellos en los cuales es posible “ejercer control” dentro de la propia gerencia) y no controlables.
5
Entre los controlables, seleccione los problemas más sencillos de ser resueltos a corto plazo (más o menos 3 meses) y utilice el PDCA para resolverlos. Esto equivale al entrenamiento en el trabajo con el método PDCA.
6
Los problemas que dependen de otras instancias deben ser tratados en reuniones interfuncionales.
7
En caso de que se identifiquen problemas vitales para la empresa y cuya solución dependa de la organización, la Dirección debe integrar un comité y equipo de trabajo interfuncional para abordarlos.
8
1
PD
CA
FLU
JO-
GR
AM
AFA
SE
IDEN
TIFI
CA
CIÓ
N D
EL P
RO
BLE
MA
AN
ÁLI
SIS
DEL
FEN
ÓM
ENO
AN
ÁLI
SIS
DEL
PR
OC
ESO
PLA
N D
E A
CC
IÓN
EJEC
UC
IÓN
VER
IFIC
AC
IÓN
(¿EL
BLO
QU
EO H
A S
IDO
EFEC
TIV
O?)
ESTA
ND
AR
IZA
CIÓ
N
CO
NC
LUSI
ÓN
2 3 4 5 6 ? 7 8
ACN
S
DP
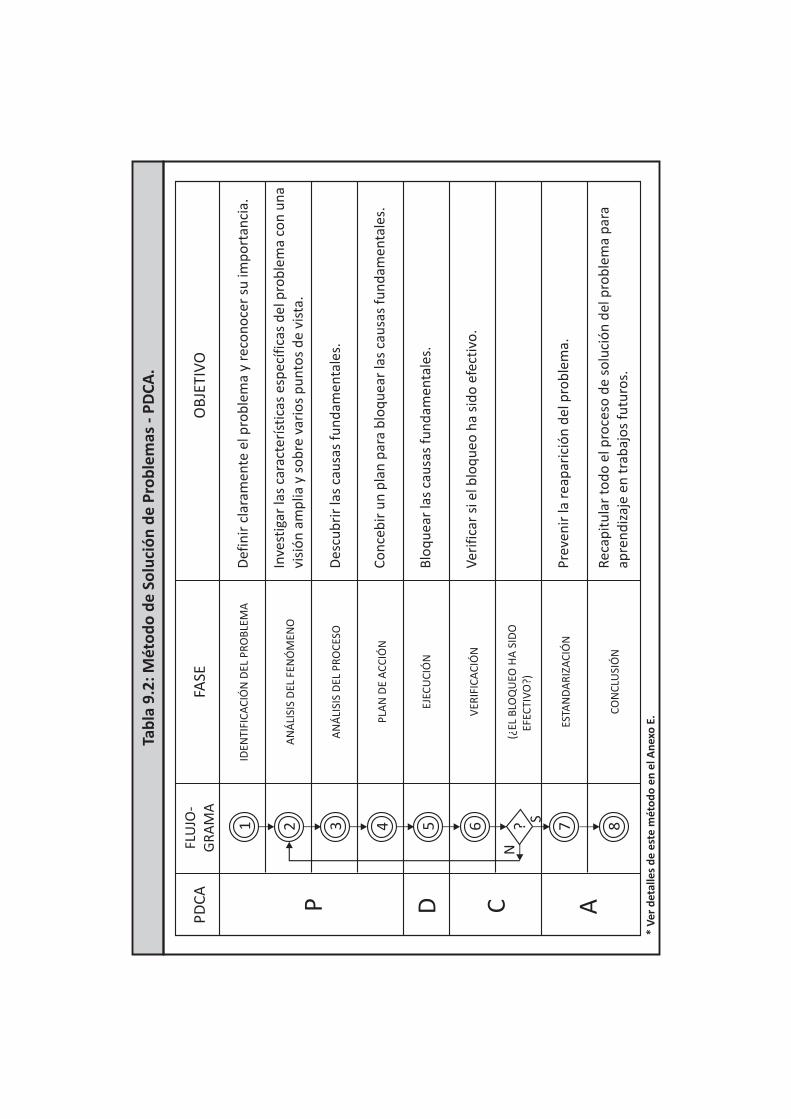
Tab
la 9
.2:
Mét
od
o d
e S
olu
ció
n d
e P
rob
lem
as -
PD
CA
.
* V
er
det
alle
s d
e e
ste
mét
od
o e
n e
l An
exo
E.
Def
inir
cla
ram
ente
el p
rob
lem
a y
reco
no
cer
su im
po
rtan
cia.
Inve
stig
ar la
s ca
ract
erís
tica
s es
pec
ífic
as d
el p
rob
lem
a co
n u
na
visi
ón
am
plia
y s
ob
re v
ario
s p
un
tos
de
vist
a.
Des
cub
rir
las
cau
sas
fun
dam
enta
les.
Co
nce
bir
un
pla
n p
ara
blo
qu
ear
las
cau
sas
fun
dam
enta
les.
Blo
qu
ear
las
cau
sas
fun
dam
enta
les.
Ver
ific
ar s
i el b
loq
ueo
ha
sid
o e
fect
ivo
.
Pre
ven
ir la
rea
par
ició
n d
el p
rob
lem
a.
Rec
apit
ula
r to
do
el p
roce
so d
e so
luci
ón
del
pro
ble
ma
par
aap
ren
diz
aje
en t
rab
ajo
s fu
turo
s.
OB
JETI
VO

Figu
ra 9
.1:
Có
mo
act
uar
ge
ren
cial
me
nte
uti
lizan
do
el P
DC
A.
Ide
nti
fica
ció
n d
el P
rob
lem
a
“Dif
ere
nci
a e
ntr
e M
eta
y Si
tuac
ión
Act
ual
”
1 2O
bse
rvac
ión
(a
trav
és
de
dat
os)
3A
nál
isis
(b
úsq
ue
da
de
las
cau
sas
po
rsu
eq
uip
o)
(5 P
OR
QU
ÉS)
Cau
sas
4P
LAN
DE
AC
CIÓ
N
“Co
nju
nto
de
co
ntr
ame
did
as”
- 5
W 1
H
P D5
EJEC
UC
IÓN
DEL
PLA
N
Ve
rifi
caci
ón
de
l Íte
m d
e C
on
tro
l.“V
eri
fiq
ue
la e
volu
ció
n d
e s
u ít
em
de
co
ntr
ol”
6C
N
S 7Es
tan
dar
ice
(ad
op
te lo
qu
e d
io b
ue
nre
sult
ado
)
8C
on
clu
ya
A
Elim
ine
aqu
ello
qu
e n
o f
un
cio
nó
y r
egre
se a
la e
tap
a 2
has
ta q
ue
con
siga
alc
anza
r la
MET
A.
CA
DA
VU
ELTA
DE
ESTA
ES
UN
GIR
OD
EL P
DC
A. C
ada
giro
del
PD
CA
es
un
nu
evo
Pla
n d
e A
cció
n, n
uev
o In
form
e d
e la
s Tr
esG
ener
acio
nes
.
ÍTEM
DE
CO
NTR
OL
2 1 09
19
2
*M
eta
0,6
Pro
ble
ma
93
Situ
ació
n A
ctu
al
Índ
ice
de
Def
ect
os
(%)
FASE
DE
PLA
NIF
ICA
CIÓ
N(P
ued
e to
mar
var
ios
mes
es o
ser
hec
ha
du
ran
te u
na
reu
nió
n,
dep
end
ien
do
de
laco
mp
lejid
ad d
elp
rob
lem
a).
¡Ést
a es
un
a ac
tivi
dad
im
po
rtan
te d
e cu
alq
uie
r ac
ció
n g
eren
cial
!
Este
“ P
lan
de
Acc
ión
” d
ebe
ser
dis
cuti
do
y ap
rob
ado
po
r la
Dir
ecci
ón
(p
ued
ein
volu
crar
inve
rsió
n)
Co
ntr
ame
did
aW
HA
TR
esp
on
sab
leW
HO
Pla
zoW
HEN
Dó
nd
eW
HER
ER
azó
nW
HY
Pro
ced
imie
nto
HO
W
Niv
elar
la b
ase
del
eq
uip
amie
nto
Cam
bia
r ro
dam
ien
to
Reg
ula
r lo
sIn
yect
ore
s
1 2 3
Ger
son
Au
gust
o
15
/4/9
4
20
/5/9
4
Lam
inac
ión
de
bar
ras
Para
evi
tar
rotu
ra d
elm
anca
l
Pro
ble
ma
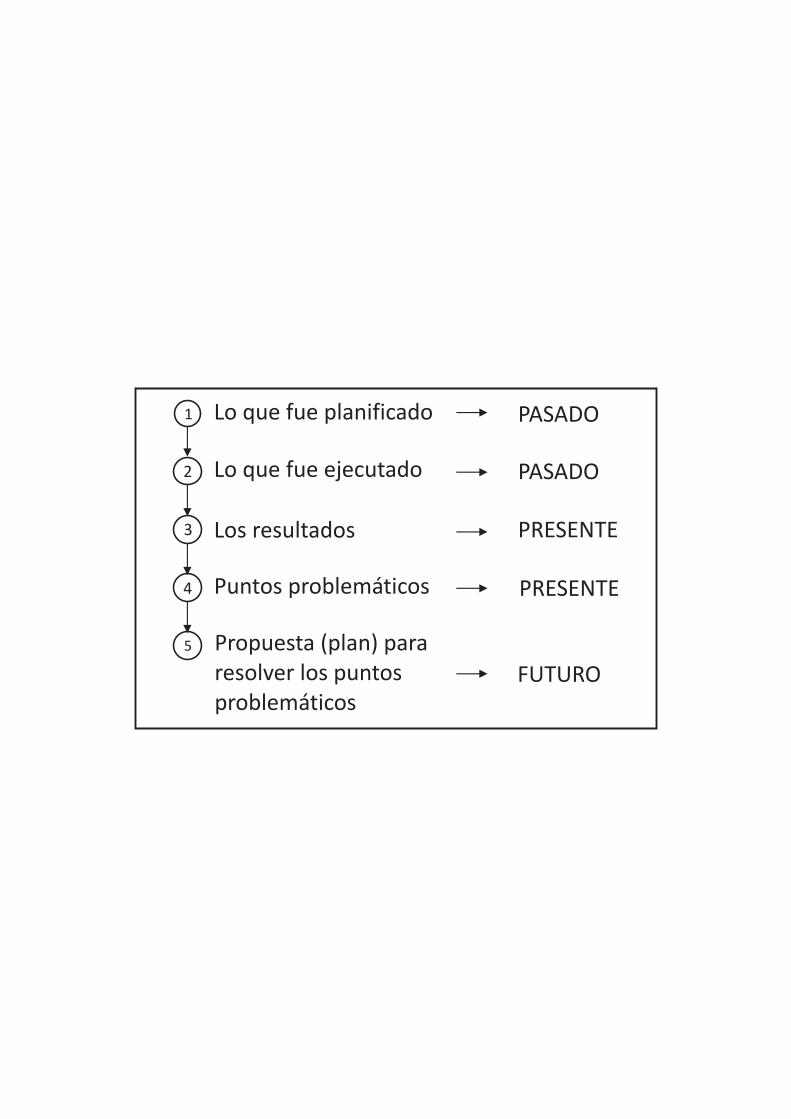
1 Lo que fue planificado PASADO
2 Lo que fue ejecutado PASADO
3 Los resultados PRESENTE
4 Puntos problemáticos PRESENTE
5 Propuesta (plan) pararesolver los puntosproblemáticos
FUTURO
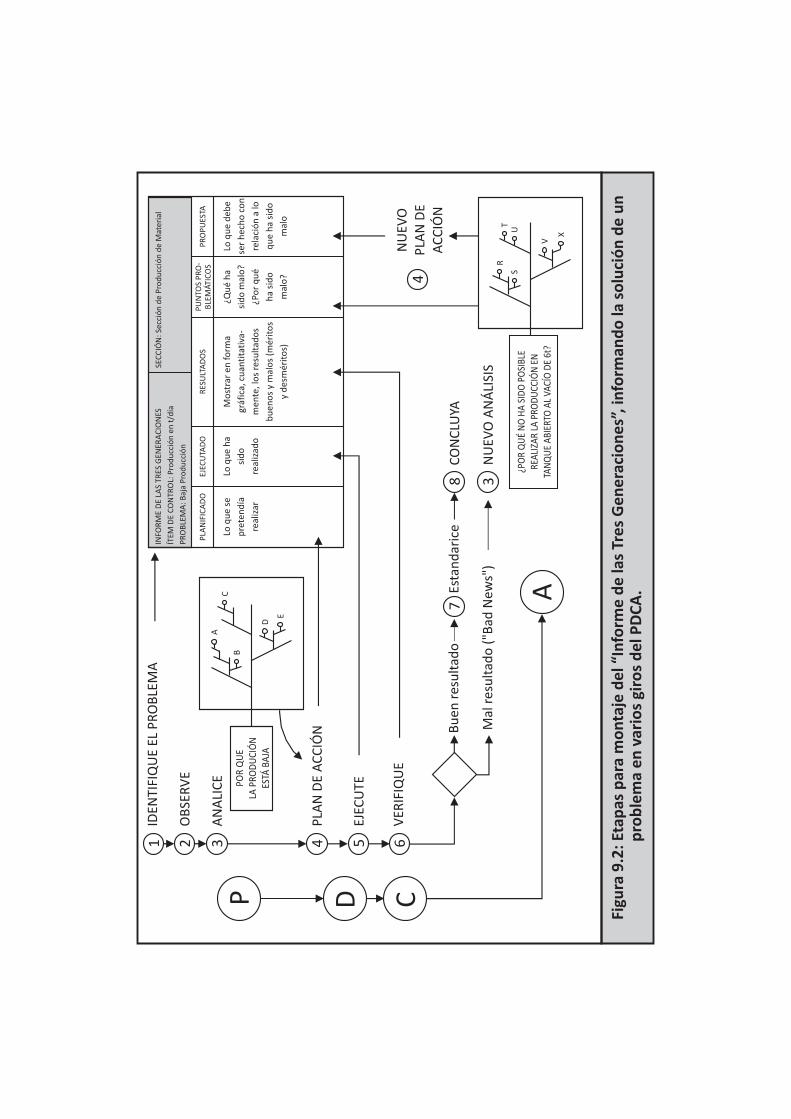
Figu
ra 9
.2:
Etap
as p
ara
mo
nta
je d
el “
Info
rme
de
las
Tre
s G
en
era
cio
ne
s”, i
nfo
rman
do
la s
olu
ció
n d
e u
n
p
rob
lem
a e
n v
ario
s gi
ros
de
l PD
CA
.
P
1ID
ENTI
FIQ
UE
EL P
RO
BLE
MA
OB
SER
VE
INFO
RM
E D
E LA
S TR
ES G
ENER
AC
ION
ES
ÍTEM
DE
CO
NTR
OL:
Pro
du
cció
n e
n t
/día
PR
OB
LEM
A: B
aja
Pro
du
cció
n
PLA
NIF
ICA
DO
Lo q
ue
se
pre
ten
día
real
izar
¿Qu
é h
a
sid
o m
alo
?
¿Po
r q
ué
ha
sid
o
mal
o?
Lo q
ue
deb
e
ser
hec
ho
co
n
rela
ció
n a
lo
qu
e h
a si
do
mal
o
Lo q
ue
ha
sid
o
real
izad
o
Mo
stra
r en
fo
rma
gráf
ica,
cu
anti
tati
va-
men
te, l
os
resu
ltad
os
bu
eno
s y
mal
os
(mér
ito
s
y d
esm
érit
os)
EJEC
UTA
DO
RES
ULT
AD
OS
PU
NTO
S P
RO
-B
LEM
ÁTI
CO
SP
RO
PU
ESTA
SEC
CIÓ
N: S
ecci
ón
de
Pro
du
cció
n d
e M
ater
ial
AN
ALI
CE
PLA
N D
E A
CC
IÓN
POR
QU
ELA
PRO
DU
CIÓ
NES
TÁ B
AJA
¿PO
R Q
UÉ
NO
HA
SID
O P
OSI
BLE
REA
LIZA
R LA
PRO
DU
CCIÓ
N E
NTA
NQ
UE
ABI
ERTO
AL
VACÍ
O D
E 6t
?
EJEC
UTE
VER
IFIQ
UE
CO
NC
LUYA
NU
EVO
PLA
N D
EA
CC
IÓN
NU
EVO
AN
ÁLI
SIS
Bu
en r
esu
ltad
oEs
tan
dar
ice
Mal
res
ult
ado
("B
ad N
ews"
)
2 3 4 5 6
78 3
4C
A
D
A
B
D
E
C
R
ST
U
V
X
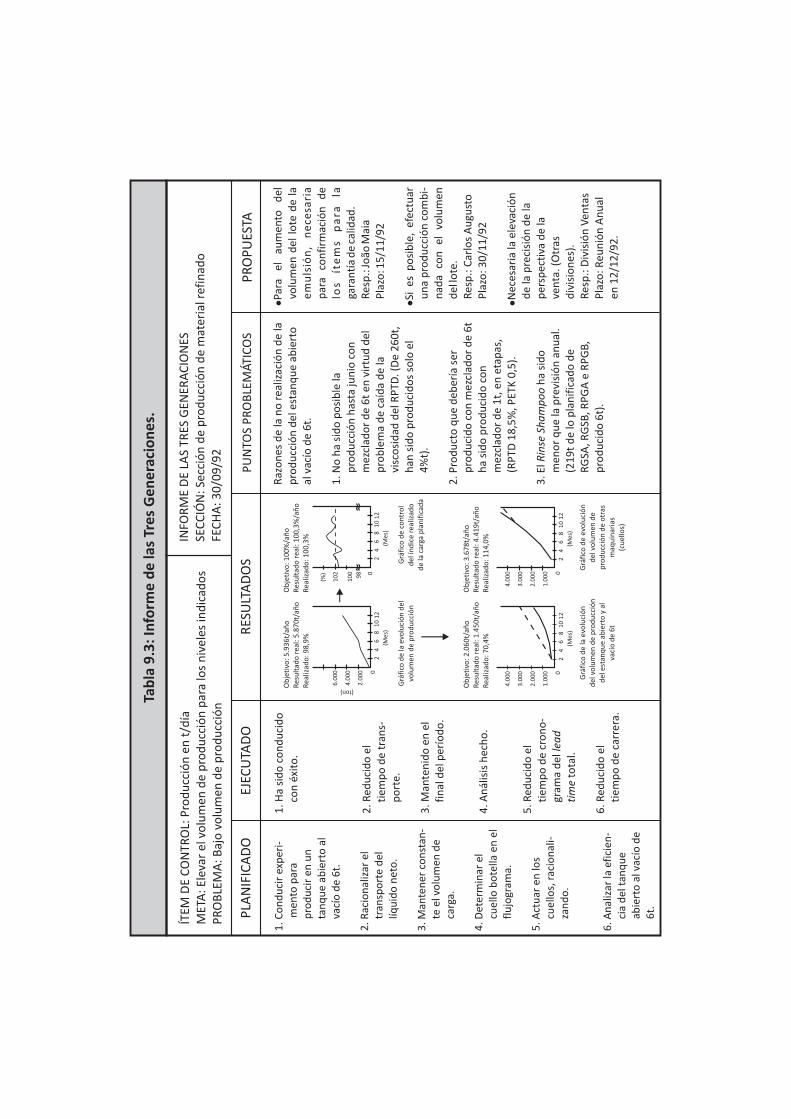
Tab
la 9
.3:
Info
rme
de
las
Tre
s G
en
era
cio
ne
s.
Ob
jeti
vo: 5
.93
6t/
año
Res
ult
ado
rea
l: 5
.87
0t/
año
Rea
lizad
o: 9
8,9
%
ÍTEM
DE
CO
NTR
OL:
Pro
du
cció
n e
n t
/día
MET
A: E
leva
r el
vo
lum
en d
e p
rod
ucc
ión
par
a lo
s n
ivel
es in
dic
ado
sP
RO
BLE
MA
: Baj
o v
olu
men
de
pro
du
cció
n
PLA
NIF
ICA
DO
EJEC
UTA
DO
RES
ULT
AD
OS
PU
NTO
S P
RO
BLE
MÁ
TIC
OS
PR
OP
UES
TA
INFO
RM
E D
E LA
S TR
ES G
ENER
AC
ION
ESSE
CC
IÓN
: Sec
ció
n d
e p
rod
ucc
ión
de
mat
eria
l ref
inad
oFE
CH
A: 3
0/0
9/9
2
Grá
fico
de
la e
volu
ció
n d
elvo
lum
en d
e p
rod
ucc
ión
Grá
fico
de
con
tro
ld
el ín
dic
e re
aliz
ado
de
la c
arga
pla
nif
icad
a
Grá
fico
de
la e
volu
ció
nd
el v
olu
men
de
pro
du
cció
nd
el e
stan
qu
e ab
iert
o y
al
vací
o d
e 6
t
Grá
fico
de
evo
luci
ón
del
vo
lum
en d
ep
rod
ucc
ión
de
otr
asm
aqu
inar
ias
(cu
ello
s)
(Mes
)
(Mes
)
2 2
4 4
6 6
8 8
10
10
12
12
(ton)
6.0
00
4.0
00
2.0
00 0
4.0
00
3.0
00
2.0
00
1.0
00 0
(Mes
)
24
68
10
12
4.0
00
3.0
00
2.0
00
1.0
00 0
(Mes
)
2
(%)
10
2
10
0
98 0
46
81
01
2
Ob
jeti
vo: 1
00
%/a
ño
Res
ult
ado
rea
l: 1
00
,3%
/añ
oR
ealiz
ado
: 10
0,3
%
Ob
jeti
vo: 2
.06
0t/
año
Res
ult
ado
rea
l: 1
.45
0t/
año
Rea
lizad
o: 7
0,4
%
Ob
jeti
vo: 3
.67
8t/
año
Res
ult
ado
rea
l: 4
.41
9t/
año
Rea
lizad
o: 1
14
,0%
1. C
on
du
cir
exp
eri-
m
ento
par
a p
rod
uci
r en
un
ta
nq
ue
abie
rto
al
vací
o d
e 6
t.
2. R
acio
nal
izar
el
tran
spo
rte
del
líq
uid
o n
eto
.
3. M
ante
ner
co
nst
an-
te e
l vo
lum
en d
e ca
rga.
4. D
eter
min
ar e
l cu
ello
bo
tella
en
el
flu
jogr
ama.
5. A
ctu
ar e
n lo
s cu
ello
s, r
acio
nal
i-za
nd
o.
6. A
nal
izar
la e
fici
en-
cia
del
tan
qu
e ab
iert
o a
l vac
ío d
e 6
t.
1. H
a si
do
co
nd
uci
do
co
n é
xito
.
2. R
edu
cid
o e
l ti
emp
o d
e tr
ans-
po
rte.
3. M
ante
nid
o e
n e
l fi
nal
del
per
íod
o.
4. A
nál
isis
hec
ho
.
5. R
edu
cid
o e
l ti
emp
o d
e cr
on
o-
gram
a d
el le
ad
ti
me
tota
l.
6. R
edu
cid
o e
l ti
emp
o d
e ca
rrer
a.
Raz
on
es d
e la
no
rea
lizac
ión
de
la
pro
du
cció
n d
el e
stan
qu
e ab
iert
o
al v
acío
de
6t.
1. N
o h
a si
do
po
sib
le la
p
rod
ucc
ión
has
ta ju
nio
co
n
mez
clad
or
de
6t
en v
irtu
d d
el
pro
ble
ma
de
caíd
a d
e la
vi
sco
sid
ad d
el R
PTD
. (D
e 2
60
t,
han
sid
o p
rod
uci
do
s so
lo e
l 4
%t)
.
2. P
rod
uct
o q
ue
deb
ería
ser
p
rod
uci
do
co
n m
ezcl
ado
r d
e 6
t h
a si
do
pro
du
cid
o c
on
m
ezcl
ado
r d
e 1
t, e
n e
tap
as,
(RP
TD 1
8,5
%, P
ETK
0,5
).
3. E
l Rin
se S
ha
mp
oo
ha
sid
o
men
or
qu
e la
pre
visi
ón
an
ual
. (2
19
t d
e lo
pla
nif
icad
o d
e R
GSA
, RG
SB, R
PG
A e
RP
GB
, p
rod
uci
do
6t)
.
lPa
ra
el
aum
ento
d
el
volu
men
del
lo
te d
e la
e
mu
lsió
n,
ne
cesa
ria
p
ara
con
firm
ació
n
de
los
íte
ms
pa
ra
la
gara
ntí
a d
e ca
lidad
.R
esp
.: Jo
ão M
aia
Pla
zo: 1
5/1
1/9
2
lSi
es
po
sib
le,
efec
tuar
u
na
pro
du
cció
n c
om
bi-
nad
a co
n
el
volu
men
d
el lo
te.
Res
p.:
Car
los
Au
gust
oP
lazo
: 30
/11
/92
lN
eces
aria
la e
leva
ció
n
de
la p
reci
sió
n d
e la
p
ersp
ecti
va d
e la
ve
nta
. (O
tras
d
ivis
ion
es).
Res
p.:
Div
isió
n V
enta
sP
lazo
: Reu
nió
n A
nu
al
en 1
2/1
2/9
2.
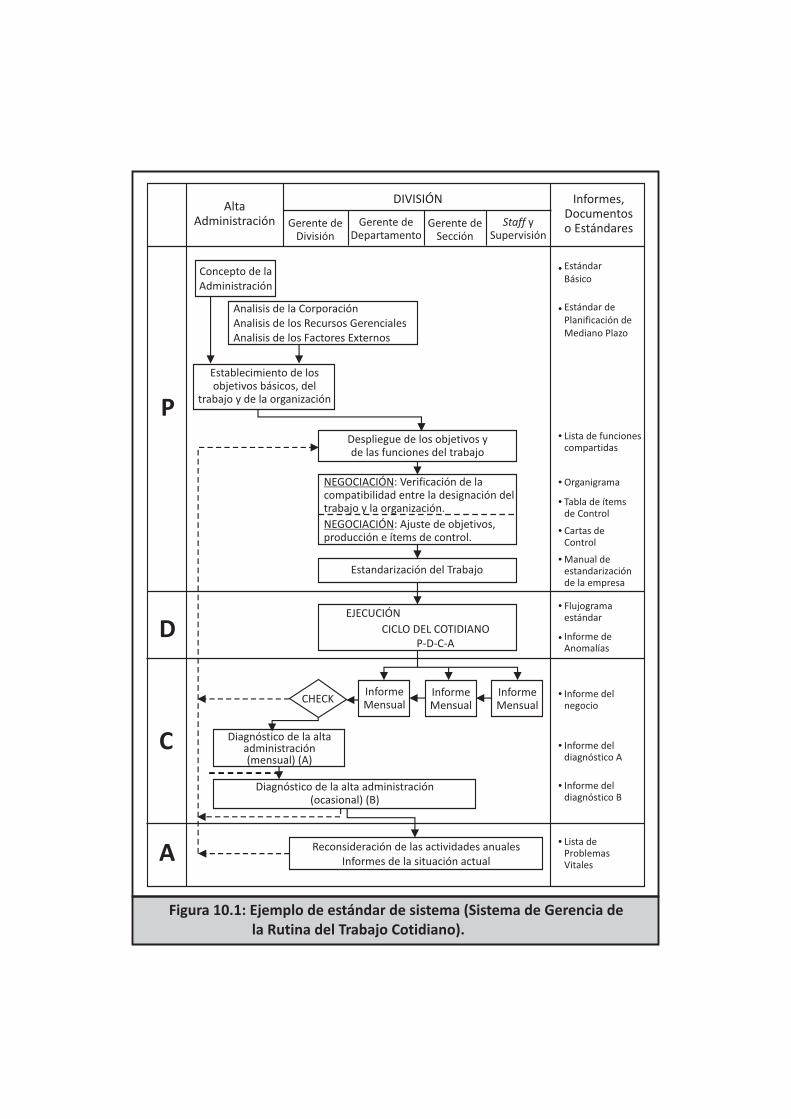
Figura 10.1: Ejemplo de estándar de sistema (Sistema de Gerencia de la Rutina del Trabajo Cotidiano).
AltaAdministración
Concepto de laAdministración
Analisis de la CorporaciónAnalisis de los Recursos GerencialesAnalisis de los Factores Externos
Estandarización del Trabajo
EJECUCIÓN
CICLO DEL COTIDIANOP-D-C-A
CHECKInformeMensual
InformeMensual
InformeMensual
Informes,Documentoso Estándares
• EstándarBásico
• Estándar de Planificación de Mediano Plazo
• Lista de funcionescompartidas
• Organigrama
• Tabla de ítemsde Control
• Cartas deControl
• Manual de estandarizaciónde la empresa
• Flujogramaestándar
• Informe deAnomalías
• Informe delnegocio
• Informe deldiagnóstico A
• Informe deldiagnóstico B
• Lista deProblemasVitales
P
D
C
A
Despliegue de los objetivos yde las funciones del trabajo
Diagnóstico de la alta administración(ocasional) (B)
Reconsideración de las actividades anualesInformes de la situación actual
NEGOCIACIÓN: compatibilidad entre la designación deltrabajo y la organización.
Verificación de la
NEGOCIACIÓN: Ajuste de objetivos,producción e ítems de control.
Establecimiento de losobjetivos básicos, del
trabajo y de la organización
DIVISIÓN
Gerente deDivisión
Gerente deSección
Staff ySupervisión
•
•
•
•
•
•
•
•
•
•
•
•
•
Gerente deDepartamento
Diagnóstico d a altaadministración(mensual) (A)
e l

Figu
ra 1
0.2
: Ej
em
plo
de
un
“Es
tán
dar
Té
cnic
o d
e P
roce
so”.
AQU
Í SO
N C
OLO
CAD
OS
LOS
RESU
LTA
DO
S D
EL A
NÁ
LISI
S D
E
PRO
CESO
Y S
E CO
NST
ITU
YEN
EN
SEC
RETO
DE
LA E
MPR
ESA
PR
OC
ESO
PR
OC
ESO
QU
E TI
ENE
QU
E SE
RG
AR
AN
TIZA
DO
PO
R E
LP
RO
CES
O
QU
E TI
ENE
QU
E SE
RA
JUST
AD
O P
OR
LO
SO
PER
AD
OR
ES
CO
MO
MED
IR Y
AN
OTA
R L
OS
PAR
ÁM
ETR
OS
DE
CO
NTR
OL
QU
E TI
ENE
QU
E SE
R H
ECH
OP
OR
EL
OP
ERA
DO
R M
EDIA
NTE
LA
OC
UR
REN
CIA
DE
AN
OM
ALÍ
A
CA
LID
AD
ASE
GU
RA
DA
NIV
EL D
EC
ON
TRO
L
MÉT
OD
O D
E V
ERIF
ICA
CIÓ
N
QU
IÉN
CU
ÁN
DO
DÓ
ND
EC
ÓM
O
AC
CIÓ
NC
OR
REC
TIV
A
A Q
UIÉ
NB
USC
AR
QU
EH
AC
ERR
EGIS
TRO
INST
RU
-M
ENTO
DE
MED
IDA
MED
ICIÓ
N(H
OR
A/
FREC
.)
VA
LOR
ESTÁ
ND
AR
PAR
ÁM
ETR
OD
EC
ON
TRO
L
VALO
RA
SEG
UR
AD
O
CA
RA
CTE
-R
ÍSTI
CA
DE
LA C
ALI
DA
D
NO
MB
RE
DEL
PR
OC
ESO
FLU
JO-
GR
AM
APE
RSO
NA
RESP
ON
SABL
E
MET
ALU
RG
IAEN
LA
OLL
A
LIN
GO
TA-
MIE
NTO
10
0%
(AU
SEN
CIA
DE
BU
RB
UJA
S,G
RIE
TAS
YFA
LLA
S)
HO
MO
GE-
NEI
DA
D
CA
LID
AD
SUP
ERFI
-C
IAL
TIEM
PO
DE
SOP
LO D
EA
RG
ON
TEM
PER
A-
TUR
A D
ELI
NG
OTA
-M
IEN
TO
VA
RIA
CIO
NES
DE
CO
MP
OSI
-C
IÓN
Y T
EM-
PER
ATU
RA
A L
O L
AR
GO
DE
LA
CA
RR
ERA
INFE
RIO
RES
AL
3%
ENTR
E1
57
0 y
16
00
OP
ERA
DO
RD
E SO
PLO
OP
ERA
DO
RD
E TO
RR
E
TOD
AS
LAS
CA
RR
ERA
S
TOD
AS
LAS
CA
RR
ERA
S
TIM
ER
TER
MO
PAR
AX
-32
ESTÁ
ND
AR
DE
CO
RR
ECC
IÓN
BS-
73
18
ESTÁ
ND
AR
DE
CO
RR
ECC
IÓN
BS-
68
81
MA
PA D
EC
AR
RER
A
MA
PA D
EC
AR
RER
A
LÍD
ER
JEFE
DE
TUR
NO
TEN
OR
DE
CA
RB
ON
O
ENTR
E0
,45
- 0
,56
%
AC
IER
TOD
EL C
AR
BO
-N
O E
N L
AO
LLA
FLU
JO
PR
ESIÓ
N D
ESO
PLO
ESTÁ
ND
AR
D
E IN
YEC
CIÓ
NB
S-5
20
1
ENTR
E 1
y1
,5 N
m3
/t
ENTR
E 2
y 2
,5 a
tm.
ENTR
E 2
,5y
3 m
in.
OP
ERA
DO
RD
E P
LATA
-FO
RM
A
OP
ERA
DO
RD
E SO
PLO
OP
ERA
DO
RD
E SO
PLO
TOD
AS
LAS
CA
RR
ERA
S
TOD
AS
LAS
CA
RR
ERA
S
TOD
AS
LAS
CA
RR
ERA
S
RA
YOS
X
MED
IDO
RD
E FL
UJO
AS-
53
6
MED
IDO
RD
E P
RES
IÓN
AS-
43
2
MA
PA D
EC
AR
RER
A
MA
PA D
EC
AR
RER
A
MA
PA D
EC
AR
RER
A
ESTÁ
ND
AR
DE
CO
RR
ECC
IÓN
BS-
73
18
ESTÁ
ND
AR
DE
CO
RR
ECC
IÓN
BS-
73
18
JEFE
DE
TUR
NO
LÍD
ER
LÍD
ER
VEL
OC
IDA
D
DE
LIN
GO
-TA
MIE
NTO
ENTR
E2
y 3
m/m
inO
PER
AD
OR
DE
PLA
NTE
LTO
DA
S LA
SC
AR
RER
AS
MED
IDO
RV
ELO
CID
AD
REG
ISTR
OC
ON
TIN
UO
AM
-03
1P
O-5
83
JEFE
DE
TUR
NO
WH
AT
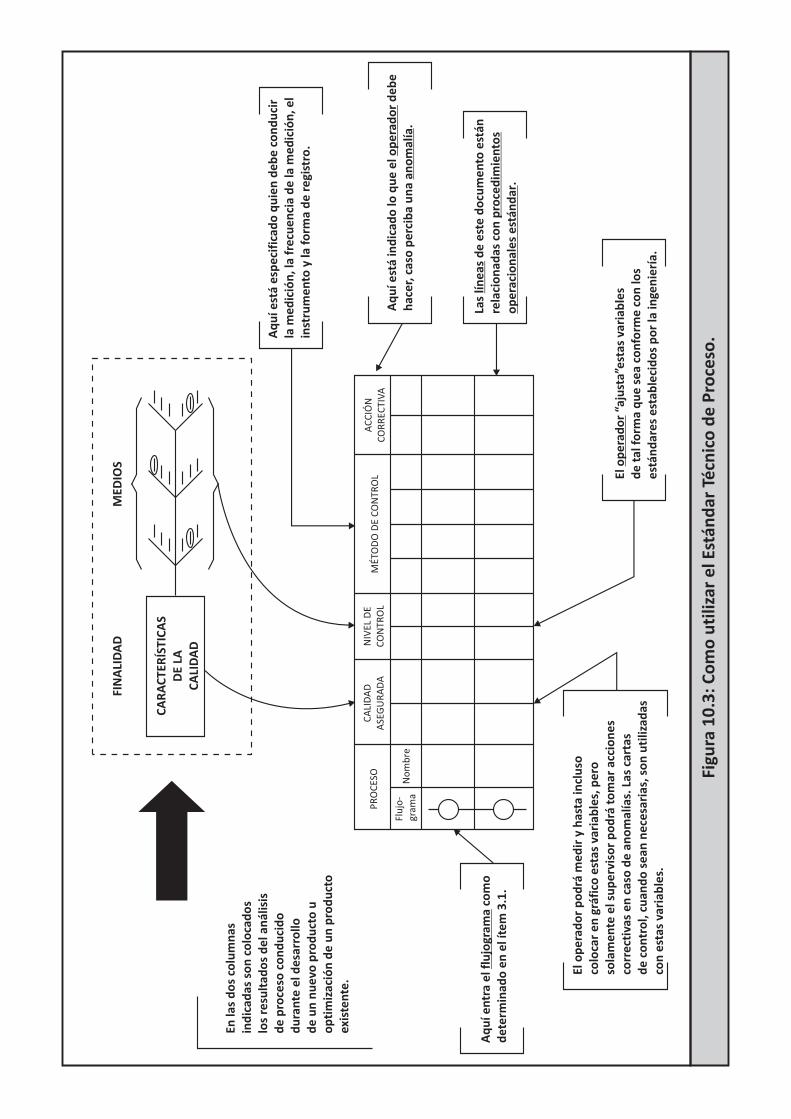
Figu
ra 1
0.3
: C
om
o u
tiliz
ar e
l Est
ánd
ar T
écn
ico
de
Pro
ceso
.
CA
RA
CTE
RÍS
TIC
AS
DE
LAC
ALI
DA
D
FIN
ALI
DA
DM
EDIO
S
En la
s d
os
colu
mn
asin
dic
adas
so
n c
olo
cad
os
los
resu
ltad
os
de
l an
ális
isd
e p
roce
so c
on
du
cid
od
ura
nte
el d
esa
rro
llod
e u
n n
ue
vo p
rod
uct
o u
op
tim
izac
ión
de
un
pro
du
cto
exis
ten
te.
PR
OC
ESO
CA
LID
AD
ASE
GU
RA
DA
NIV
EL D
EC
ON
TRO
LM
ÉTO
DO
DE
CO
NTR
OL
AC
CIÓ
N
CO
RR
ECTI
VA
Flu
jo-
gram
aN
om
bre
Aq
uí e
stá
esp
eci
fica
do
qu
ien
de
be
co
nd
uci
rla
me
dic
ión
, la
fre
cue
nci
a d
e la
me
dic
ión
, el
inst
rum
en
to y
la f
orm
a d
e r
egi
stro
.
Aq
uí e
stá
ind
icad
o lo
qu
e e
l op
era
do
r d
eb
eh
ace
r, c
aso
pe
rcib
a u
na
ano
mal
ía.
Las
líne
as d
e e
ste
do
cum
en
to e
stán
rela
cio
nad
as c
on
pro
ced
imie
nto
so
pe
raci
on
ale
s e
stán
dar
.
El o
pe
rad
or
“aju
sta”
est
as v
aria
ble
sd
e t
al f
orm
a q
ue
se
a co
nfo
rme
co
n lo
se
stán
dar
es
est
able
cid
os
po
r la
inge
nie
ría.
Aq
uí e
ntr
a e
l flu
jogr
ama
com
od
ete
rmin
ado
en
el í
tem
3.1
.
El o
pe
rad
or
po
drá
me
dir
y h
asta
incl
uso
colo
car
en
grá
fico
est
as v
aria
ble
s, p
ero
sola
me
nte
el s
up
erv
iso
r p
od
rá t
om
ar a
ccio
ne
sco
rre
ctiv
as e
n c
aso
de
an
om
alía
s. L
as c
arta
sd
e c
on
tro
l, c
uan
do
se
an n
ece
sari
as, s
on
uti
lizad
asco
n e
stas
var
iab
les.
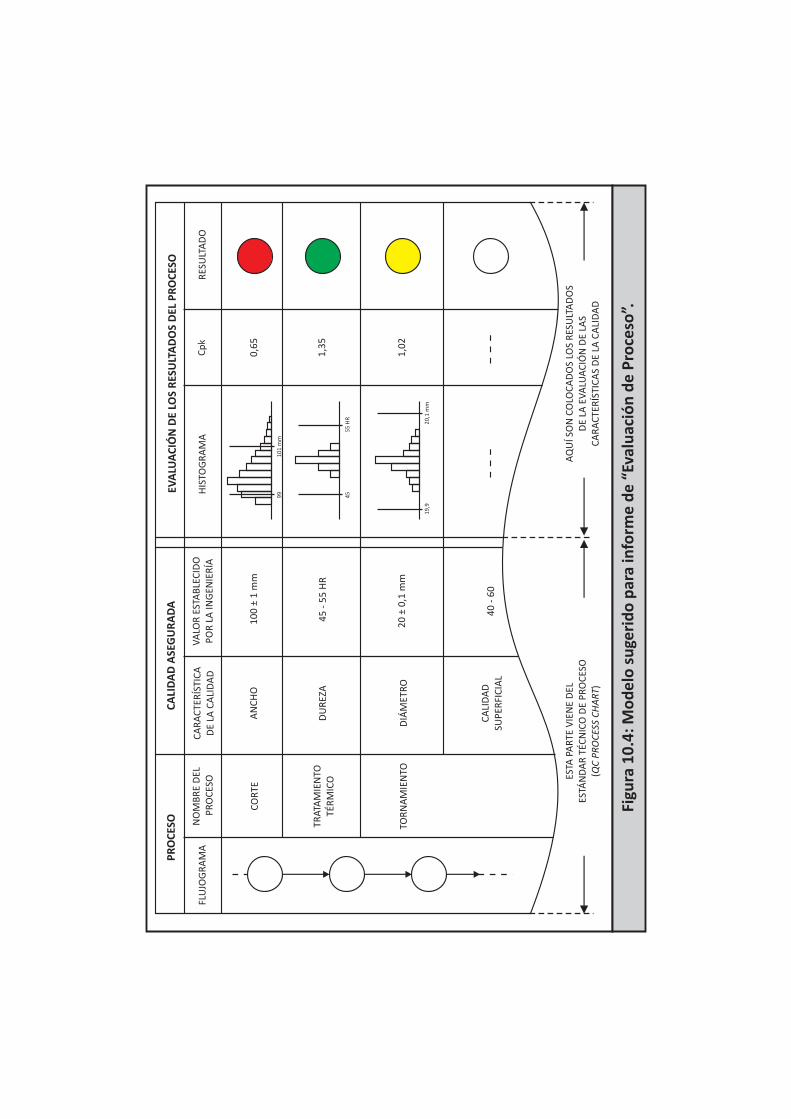
Figu
ra 1
0.4
: M
od
elo
su
geri
do
par
a in
form
e d
e “
Eval
uac
ión
de
Pro
ceso
”.
PR
OC
ESO
CA
LID
AD
ASE
GU
RA
DA
FLU
JOG
RA
MA
NO
MB
RE
DEL
PR
OC
ESO
CA
RA
CTE
RÍS
TIC
AD
E LA
CA
LID
AD
VA
LOR
EST
AB
LEC
IDO
PO
R L
A IN
GEN
IER
ÍA
EVA
LUA
CIÓ
N D
E LO
S R
ESU
LTA
DO
S D
EL P
RO
CES
O
HIS
TOG
RA
MA
Cp
kR
ESU
LTA
DO
AQ
UÍ S
ON
CO
LOC
AD
OS
LOS
RES
ULT
AD
OS
DE
LA E
VA
LUA
CIÓ
N D
E LA
SC
AR
AC
TER
ÍSTI
CA
S D
E LA
CA
LID
AD
ESTA
PA
RTE
VIE
NE
DEL
ESTÁ
ND
AR
TÉC
NIC
O D
E P
RO
CES
O(Q
C P
RO
CES
S C
HA
RT)
0,6
5
1,3
5
1,0
2
10
0 ±
1 m
m
45
- 5
5 H
R
20
± 0
,1 m
m
40
- 6
0
AN
CH
O
DU
REZ
A
DIÁ
MET
RO
CA
LID
AD
SUP
ERFI
CIA
L
TOR
NA
MIE
NTO
TRA
TAM
IEN
TOTÉ
RM
ICO
CO
RTE
99
10
1 m
m
45
55
HR
19
,92
0,1
mm
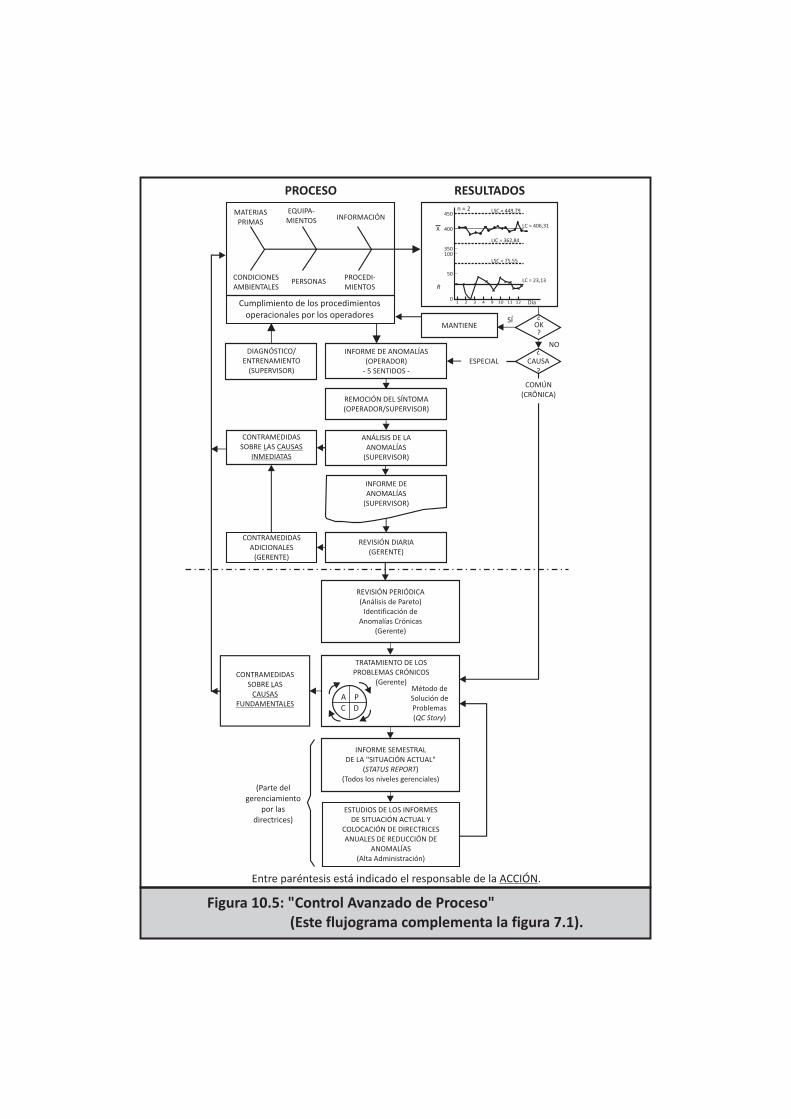
PROCESO RESULTADOS
MATERIASPRIMAS
EQUIPA-MIENTOS INFORMACIÓN
CONDICIONESAMBIENTALES
DIAGNÓSTICO/ENTRENAMIENTO
(SUPERVISOR)
INFORME DE ANOMALÍAS(OPERADOR)
- 5 SENTIDOS -
REMOCIÓN DEL SÍNTOMA(OPERADOR/SUPERVISOR)
ANÁLISIS DE LAANOMALÍAS
(SUPERVISOR)
CONTRAMEDIDASSOBRE LAS CAUSAS
INMEDIATAS
CONTRAMEDIDASADICIONALES
(GERENTE)
REVISIÓN DIARIA(GERENTE)
INFORME DEANOMALÍAS
(SUPERVISOR)
MANTIENE
ESPECIAL
COMÚN(CRÔNICA)
SÍ
NO
¿OK?
¿CAUSA
?
Cumplimiento de los procedimientosoperacionales por los operadores
PERSONASPROCEDI-MIENTOS
Figura 10.5: "Control Avanzado de Proceso" (Este flujograma complementa la figura 7.1).
Entre paréntesis está indicado el responsable de la ACCIÓN.
REVISIÓN PERIÓDICA(Análisis de Pareto)
Identificación deAnomalías Crónicas
(Gerente)
CONTRAMEDIDASSOBRE LAS
CAUSASFUNDAMENTALES
INFORME SEMESTRALDE LA "SITUACIÓN ACTUAL"
(STATUS REPORT)(Todos los niveles gerenciales)
ESTUDIOS DE LOS INFORMESDE SITUACIÓN ACTUAL Y
COLOCACIÓN DE DIRECTRICESANUALES DE REDUCCIÓN DE
ANOMALÍAS(Alta Administración)
(Parte delgerenciamiento
por lasdirectrices)
TRATAMIENTO DE LOSPROBLEMAS CRÓNICOS
(Gerente)
PA
C D
Método deSolución deProblemas(QC Story)
n = 2 LSC = 449,79
LIC = 362,84
LSC = 75,55
LC = 406,31
450
400
350100
50
01 2 3 4 9 10 11 12 Día
R
X
LC = 23,13
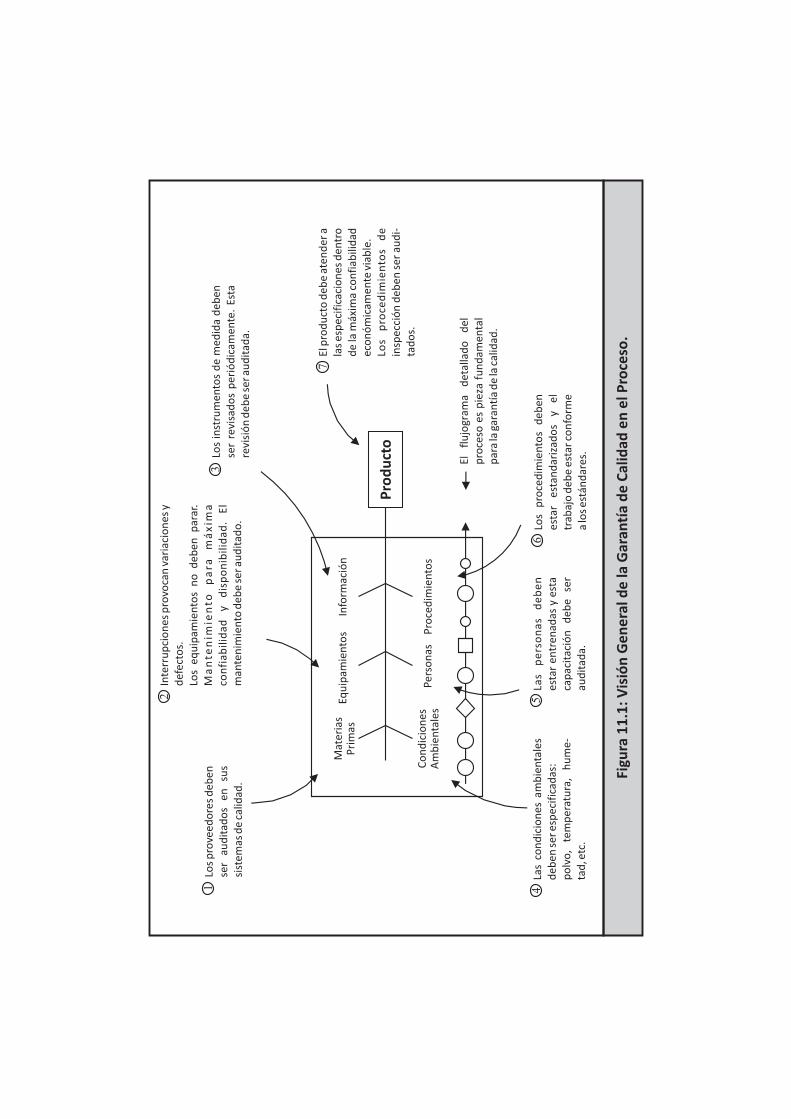
Figu
ra 1
1.1
: V
isió
n G
en
era
l de
la G
aran
tía
de
Cal
idad
en
el P
roce
so.
Pro
du
cto
Mat
eria
sP
rim
as
1
2
3
7
65
4
Equ
ipam
ien
tos
Info
rmac
ión
Co
nd
icio
nes
Am
bie
nta
les
Pers
on
asP
roce
dim
ien
tos
Los
pro
veed
ore
s d
eben
se
r au
dit
ado
s en
su
s si
stem
as d
e ca
lidad
.
Inte
rru
pci
on
es p
rovo
can
var
iaci
on
es y
d
efec
tos.
Los
equ
ipam
ien
tos
no
deb
en p
arar
. M
an
ten
imie
nto
p
ara
m
áx
ima
co
nfi
ab
ilid
ad
y
dis
po
nib
ilid
ad
. E
l m
ante
nim
ien
to d
ebe
ser a
ud
itad
o.
Los
inst
rum
ento
s d
e m
edid
a d
eben
se
r re
visa
do
s p
erió
dic
amen
te.
Esta
re
visi
ón
deb
e se
r au
dit
ada.
El p
rod
uct
o d
ebe
aten
der
a
las
esp
ecif
icac
ion
es d
entr
o
de
la m
áxim
a co
nfi
abili
dad
ec
on
óm
icam
ente
via
ble
.Lo
s p
roce
dim
ien
tos
de
in
spec
ció
n d
eben
ser
au
di-
tad
os.
Los
pro
ced
imie
nto
s d
eben
es
tar
esta
nd
ariz
ado
s y
el
trab
ajo
deb
e es
tar
con
form
e a
los
está
nd
ares
.
Las
con
dic
ion
es a
mb
ien
tale
s d
eben
ser
esp
ecif
icad
as:
po
lvo
, te
mp
erat
ura
, h
um
e-ta
d, e
tc.
Las
pe
rso
na
s d
eb
en
es
tar
entr
enad
as y
est
a ca
pac
itac
ión
d
ebe
ser
aud
itad
a.
El
flu
jogr
ama
det
alla
do
d
el
pro
ceso
es
pie
za f
un
dam
enta
l p
ara
la g
aran
tía
de
la c
alid
ad.

Figura 11.2: Conceptos de dispersión.
(A)
(B)
LIE = Límite Inferior de Especificación
LSE = Límite Superior de Especificación
LIE LSE
Baja dispersión
LIE LSE
Alta dispersión
Inconforme
Temperatura
Tiempo
Dureza
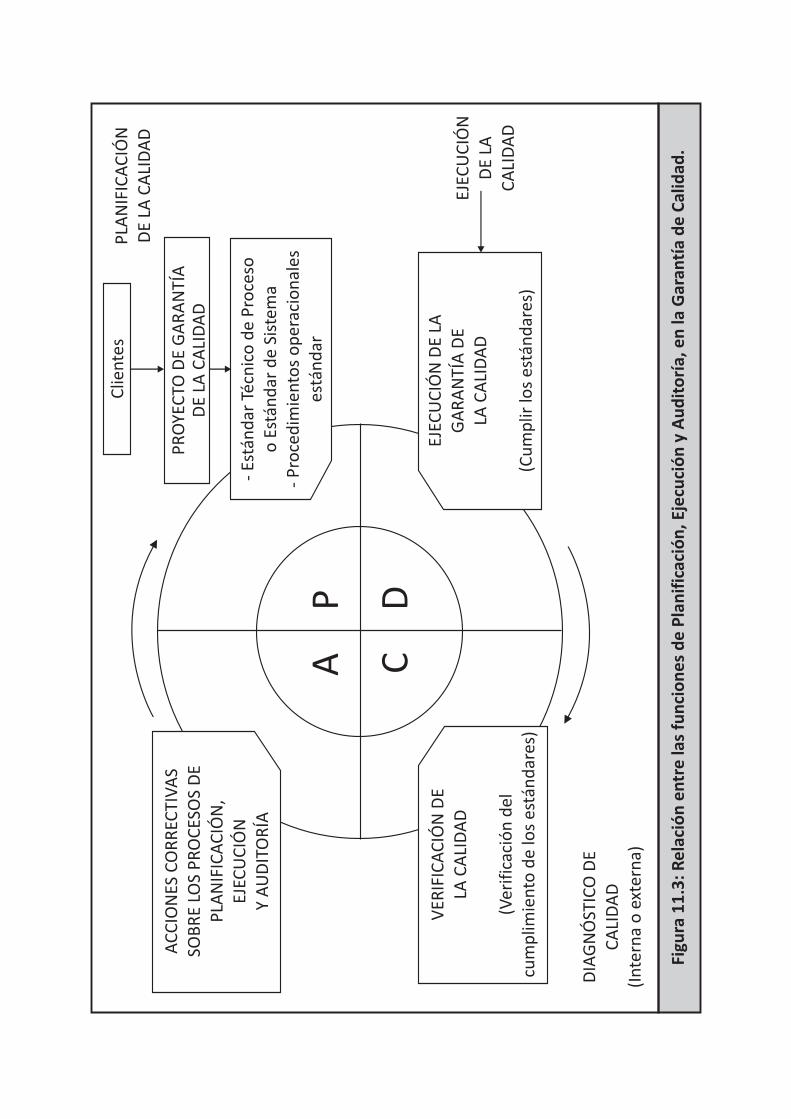
Figu
ra 1
1.3
: R
ela
ció
n e
ntr
e la
s fu
nci
on
es
de
Pla
nif
icac
ión
, Eje
cuci
ón
y A
ud
ito
ría,
en
la G
aran
tía
de
Cal
idad
.
DIA
GN
ÓST
ICO
DE
CA
LID
AD
(I
nte
rna
o e
xter
na)
AP D
C
AC
CIO
NES
CO
RR
ECTI
VA
SSO
BR
E LO
S P
RO
CES
OS
DE
PLA
NIF
ICA
CIÓ
N,
EJEC
UC
IÓN
Y A
UD
ITO
RÍA
VER
IFIC
AC
IÓN
DE
LA C
ALI
DA
D
(Ver
ific
ació
n d
elcu
mp
limie
nto
de
los
está
nd
ares
)
EJEC
UC
IÓN
DE
LAG
AR
AN
TÍA
DE
LA C
ALI
DA
D
(Cu
mp
lir lo
s es
tán
dar
es)
EJEC
UC
IÓN
DE
LAC
ALI
DA
D
PLA
NIF
ICA
CIÓ
ND
E LA
CA
LID
AD
- Es
tán
dar
Téc
nic
o d
e P
roce
soo
Est
ánd
ar d
e Si
stem
a-
Pro
ced
imie
nto
s o
per
acio
nal
eses
tán
dar
Clie
nte
s
PR
OYE
CTO
DE
GA
RA
NTÍ
AD
E LA
CA
LID
AD
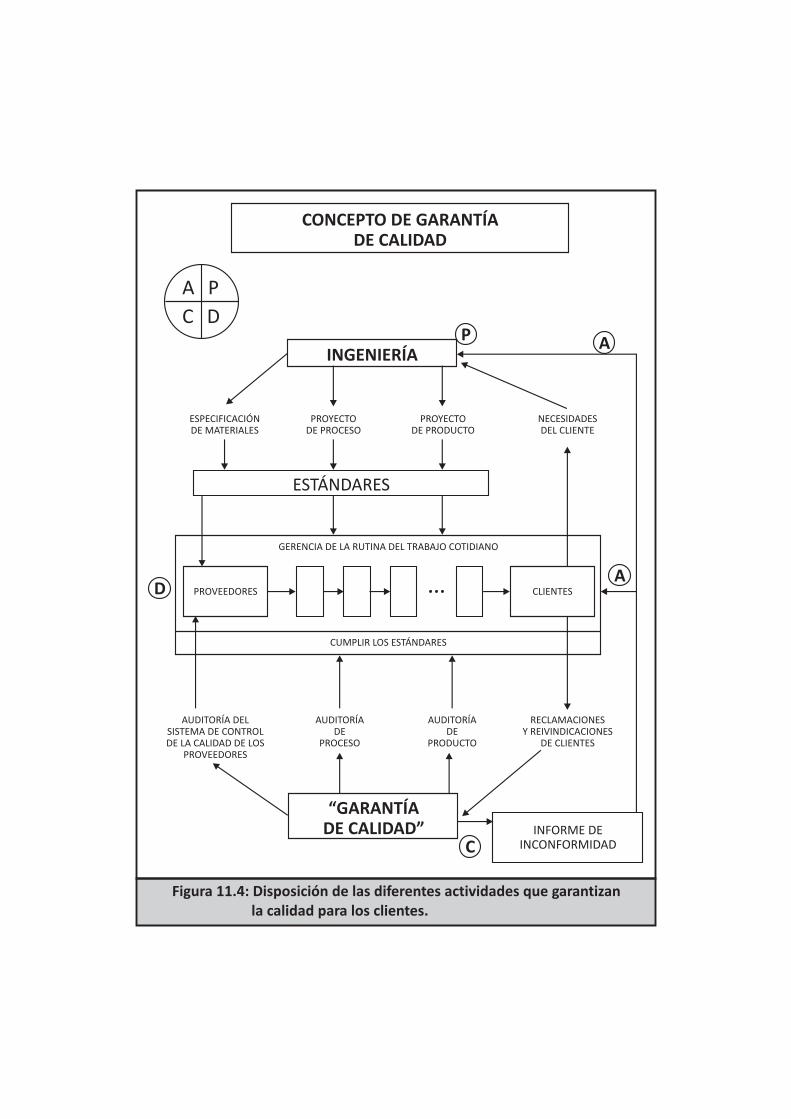
Figura 11.4: Disposición de las diferentes actividades que garantizan la calidad para los clientes.
CONCEPTO DE GARANTÍADE CALIDAD
A P
DC
INGENIERÍAP
ESPECIFICACIÓNDE MATERIALES
PROYECTODE PROCESO
PROYECTODE PRODUCTO
NECESIDADESDEL CLIENTE
ESTÁNDARES
GERENCIA DE LA RUTINA DEL TRABAJO COTIDIANO
CUMPLIR LOS ESTÁNDARES
PROVEEDORES CLIENTES
AUDITORÍA DELSISTEMA DE CONTROLDE LA CALIDAD DE LOS
PROVEEDORES
AUDITORÍA DE
PROCESO
AUDITORÍA DE
PRODUCTO
RECLAMACIONESY REIVINDICACIONES
DE CLIENTES
“GARANTÍADE CALIDAD” INFORME DE
INCONFORMIDAD
A
A
C
D
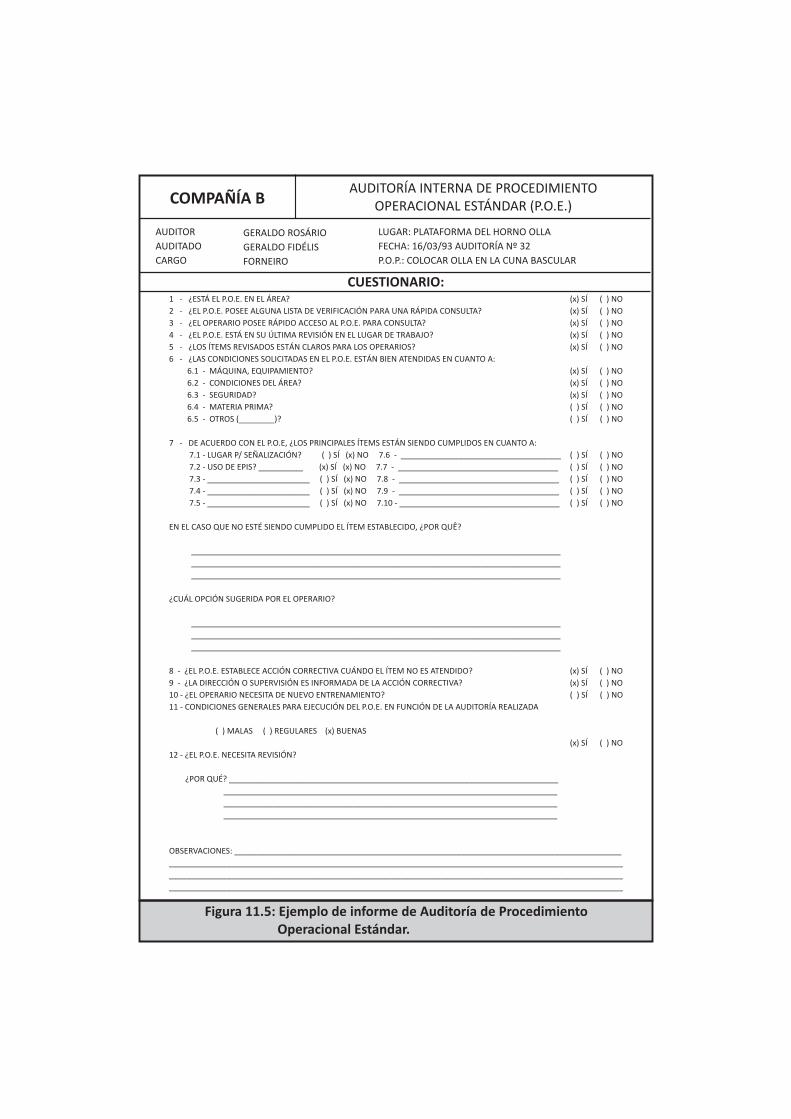
COMPAÑÍA BAUDITORÍA INTERNA DE PROCEDIMIENTO
OPERACIONAL ESTÁNDAR (P.O.E.)
AUDITOR
AUDITADO
CARGO
GERALDO ROSÁRIO
GERALDO FIDÉLIS
FORNEIRO
LUGAR: PLATAFORMA DEL HORNO OLLA
FECHA: 16/03/93 AUDITORÍA Nº 32
P.O.P.: COLOCAR OLLA EN LA CUNA BASCULAR
CUESTIONARIO:1 - P.O. . ÁREA?
2 - ¿EL P.O.E. POSEE ALGUNA LISTA DE VERIFICACIÓN PARA UNA RÁPIDA CONSULTA?
3 - ¿EL OPERARIO POSEE RÁPIDO ACCESO AL P.O.E. PARA CONSULTA?
4 - ¿EL P.O.E. ESTÁ EN SU ÚLTIMA REVISIÓN EN EL LUGAR DE TRABAJO?
5 - ¿LOS ÍTEMS REVISADOS ESTÁN CLAROS PARA LOS OPERARIOS?
6 - ¿LAS CONDICIONES SOLICITADAS EN EL P.O.E. ESTÁN BIEN ATENDIDAS EN CUANTO A:
6.1 - MÁQUINA, EQUIPAMIENTO?
6.2 - CONDICIONES DEL ÁREA?
6.3 - SEGURIDAD?
6.4 - MATERIA PRIMA?
6.5 - OTROS (________)?
7 - DE ACUERDO CON EL P.O.E, ¿LOS PRINCIPALES ÍTEMS ESTÁN SIENDO CUMPLIDOS EN CUANTO A:
7.1 - LUGAR P/ SEÑALIZACIÓN? ( ) SÍ (x) NO 7.6 - ____________________________________
7.2 - USO DE EPIS? __________ (x) SÍ (x) NO 7.7 - ____________________________________
7.3 - _______________________ ( ) SÍ (x) NO 7.8 - ____________________________________
7.4 - _______________________ ( ) SÍ (x) NO 7.9 - ____________________________________
7.5 - _______________________ ( ) SÍ (x) NO 7.10 - ____________________________________
EN EL CASO QUE NO ESTÉ SIENDO CUMPLIDO EL ÍTEM ESTABLECIDO, ¿POR QUÊ?
___________________________________________________________________________________
___________________________________________________________________________________
___________________________________________________________________________________
¿CUÁL OPCIÓN SUGERIDA POR EL OPERARIO?
___________________________________________________________________________________
___________________________________________________________________________________
___________________________________________________________________________________
8 - ¿EL P.O.E. ESTABLECE ACCIÓN CORRECTIVA CUÁNDO EL ÍTEM NO ES ATENDIDO?
9 - ¿LA DIRECCIÓN O SUPERVISIÓN ES INFORMADA DE LA ACCIÓN CORRECTIVA?
10 - ¿EL OPERARIO NECESITA DE NUEVO ENTRENAMIENTO?
11 - CONDICIONES GENERALES PARA EJECUCIÓN DEL P.O.E. EN FUNCIÓN DE LA AUDITORÍA REALIZADA
( ) MALAS ( ) REGULARES (x) BUENAS
12 - ¿EL P.O.E. NECESITA REVISIÓN?
¿POR QUÉ? __________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
OBSERVACIONES: _______________________________________________________________________________________
______________________________________________________________________________________________________
______________________________________________________________________________________________________
______________________________________________________________________________________________________
¿ESTÁ EL E EN EL (x) S ( ) NO
(x) SÍ ( ) NO
(x) SÍ ( ) NO
(x) SÍ ( ) NO
(x) SÍ ( ) NO
(x) SÍ ( ) NO
(x) SÍ ( ) NO
(x) SÍ ( ) NO
( ) SÍ ( ) NO
( ) SÍ ( ) NO
( ) SÍ ( ) NO
( ) SÍ ( ) NO
( ) SÍ ( ) NO
( ) SÍ ( ) NO
( ) SÍ ( ) NO
(x) SÍ ( ) NO
(x) SÍ ( ) NO
( ) SÍ ( ) NO
(x) SÍ ( ) NO
Í
Figura 11.5: Ejemplo de informe de Auditoría de Procedimiento Operacional Estándar.
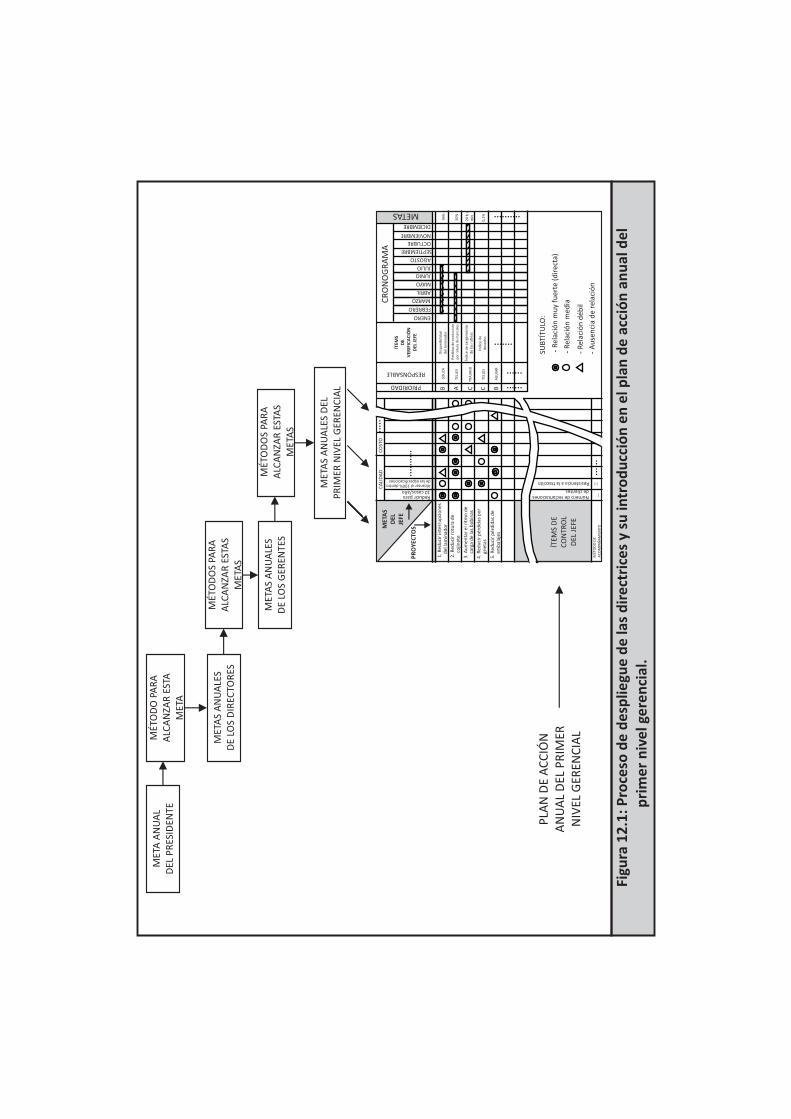
Figu
ra 1
2.1
: P
roce
so d
e d
esp
liegu
e d
e la
s d
ire
ctri
ces
y su
intr
od
ucc
ión
en
el p
lan
de
acc
ión
an
ual
de
l
pri
me
r n
ive
l ge
ren
cial
.
PLA
N D
E A
CC
IÓN
AN
UA
L D
EL P
RIM
ERN
IVEL
GER
ENC
IAL
MET
A A
NU
AL
DEL
PR
ESID
ENTE
MÉT
OD
OS
PAR
AA
LCA
NZA
R E
STA
SM
ETA
S
MÉT
OD
OS
PAR
A
ALC
AN
ZAR
EST
AS
MET
AS
MET
AS
AN
UA
LES
DEL
PR
IMER
NIV
EL G
EREN
CIA
L
MET
AS
DEL
JEFE
PR
OY
ECTO
S
CA
LID
AD
RESPONSABLE
MARZO
ABRIL
MAYO
JUNIO
JULIO
AGOSTO
SEPTIEMBRE
OCTUBRE
NOVIEMBRE
DICIEMBRE
FEBRERO
ENERO
PRIORIDAD
CO
STO
ÍTEM
SD
EV
ERIF
ICA
CIÓ
ND
EL J
EFE
ÍTEM
S D
EC
ON
TRO
LD
EL J
EFE
1. R
edu
cir
inte
rru
pci
on
es
del
lam
inad
or
2. R
edu
cir
rotu
ra d
e
co
jinet
e
3. A
um
enta
r el
rit
mo
de
c
arga
de
las
bo
bin
as
4. R
edu
cir
pér
did
as p
or
g
riet
as
5. R
edu
cir
pér
did
as d
e
em
bal
ajes
MÉT
OD
O D
EA
CO
MPA
ÑA
MIE
NTO
-R
elac
ión
med
ia
-R
elac
ión
déb
il
-R
elac
ión
mu
y fu
erte
(d
irec
ta)
-A
use
nci
a d
e re
laci
ón
GR
AF.
GR
AF.
EH
IST
.
B A C C B
SOU
ZA
TELL
ES
TRA
JAN
O
TELL
ES
AG
UIA
R
Dis
po
nib
ilid
add
el la
min
ado
r
Pér
did
as d
e p
rod
ucc
ión
po
r ro
tura
de
man
cale
s
Índ
ice
de
carg
amie
nto
de
las
ruti
nas
Índ
ice
de
des
ech
o
94
%
50
%
20
b /
min
0,1
%
SUB
TÍTU
LO:
MÉT
OD
O P
AR
AA
LCA
NZA
R E
STA
MET
A
MET
AS
AN
UA
LES
DE
LOS
DIR
ECTO
RES
MET
AS
AN
UA
LES
DE
LOS
GER
ENTE
S
CR
ON
OG
RA
MA
METAS
Reducir para10 casos/añoAlcanzar el 100% dentrode las especificaciones
Número de reclamacionesde clientes
Resistencia a la tracción
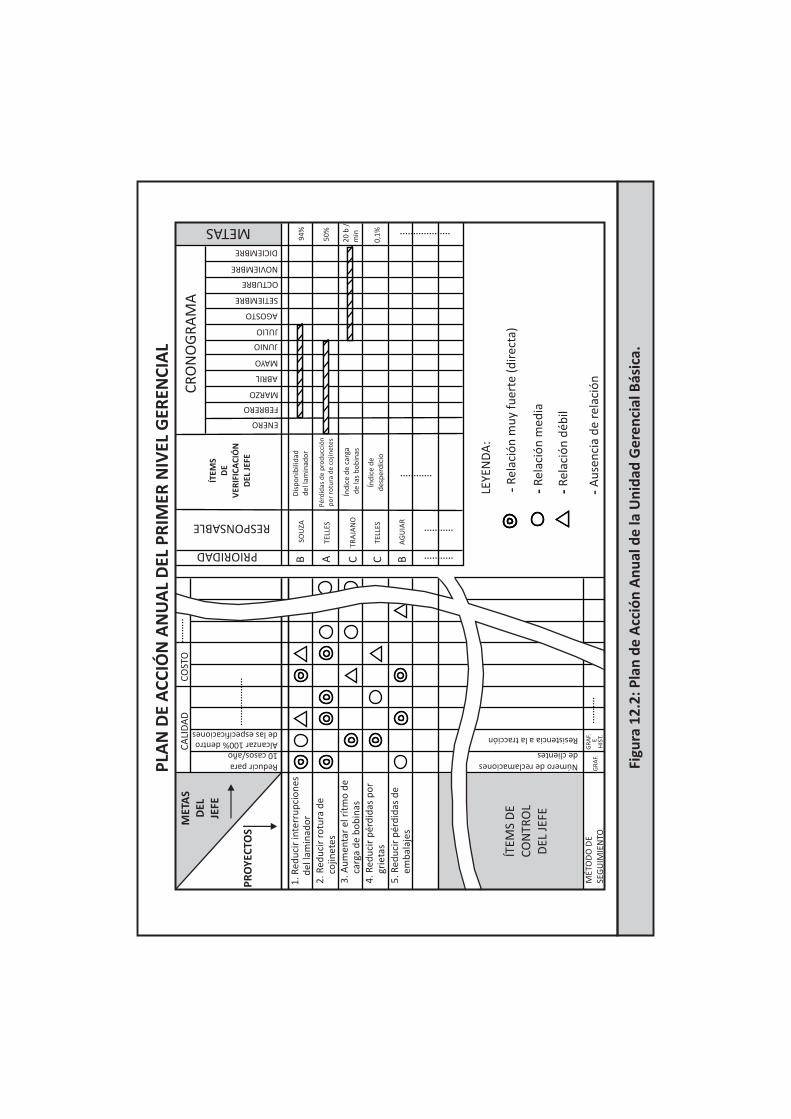
Figu
ra 1
2.2
: P
lan
de
Acc
ión
An
ual
de
la U
nid
ad G
ere
nci
al B
ásic
a.
MET
AS
DEL
JEFE
PR
OY
ECTO
S
CA
LID
AD
Reducir para10 casos/año
Número de reclamacionesde clientes
Resistencia a la tracciónAlcanzar 100% dentrode las especificaciones
CO
STO
ÍTEM
SD
EV
ERIF
ICA
CIÓ
ND
EL J
EFE
PRIORIDAD
RESPONSABLE
ENERO
FEBRERO
MARZO
ABRIL
MAYO
JUNIO
JULIO
AGOSTO
SETIEMBRE
OCTUBRE
NOVIEMBRE
DICIEMBRE
ÍTEM
S D
EC
ON
TRO
LD
EL J
EFE
1. R
edu
cir
inte
rru
pci
on
es
del
lam
inad
or
2. R
edu
cir
rotu
ra d
e
co
jinet
es3
. Au
men
tar
el r
ítm
o d
e
car
ga d
e b
ob
inas
4. R
edu
cir
pér
did
as p
or
g
riet
as
5. R
edu
cir
de
e
mb
alaj
espér
did
as
MÉT
OD
O D
ESE
GU
IMIE
NTO
-R
elac
ión
med
ia
-R
elac
ión
déb
il
-R
elac
ión
mu
y fu
erte
(d
irec
ta)
-A
use
nci
a d
e re
laci
ón
-- --- -G
RA
F.G
RA
F.E
HIS
T.
B A C C B
SOU
ZA
TELL
ES
TRA
JAN
O
TELL
ES
AG
UIA
R
Dis
po
nib
ilid
add
el la
min
ado
r
Pér
did
as d
e p
rod
ucc
ión
po
r ro
tura
de
cojin
etes
Índ
ice
de
car
de
las
bo
bin
asga
Índ
ice
de
des
per
dic
io
94
%
50
%
20
b /
min
0,1
%
LEYE
ND
A:
PLA
N D
E A
CC
IÓN
AN
UA
L D
EL P
RIM
ER N
IVEL
GER
ENC
IAL
CR
ON
OG
RA
MA
METAS
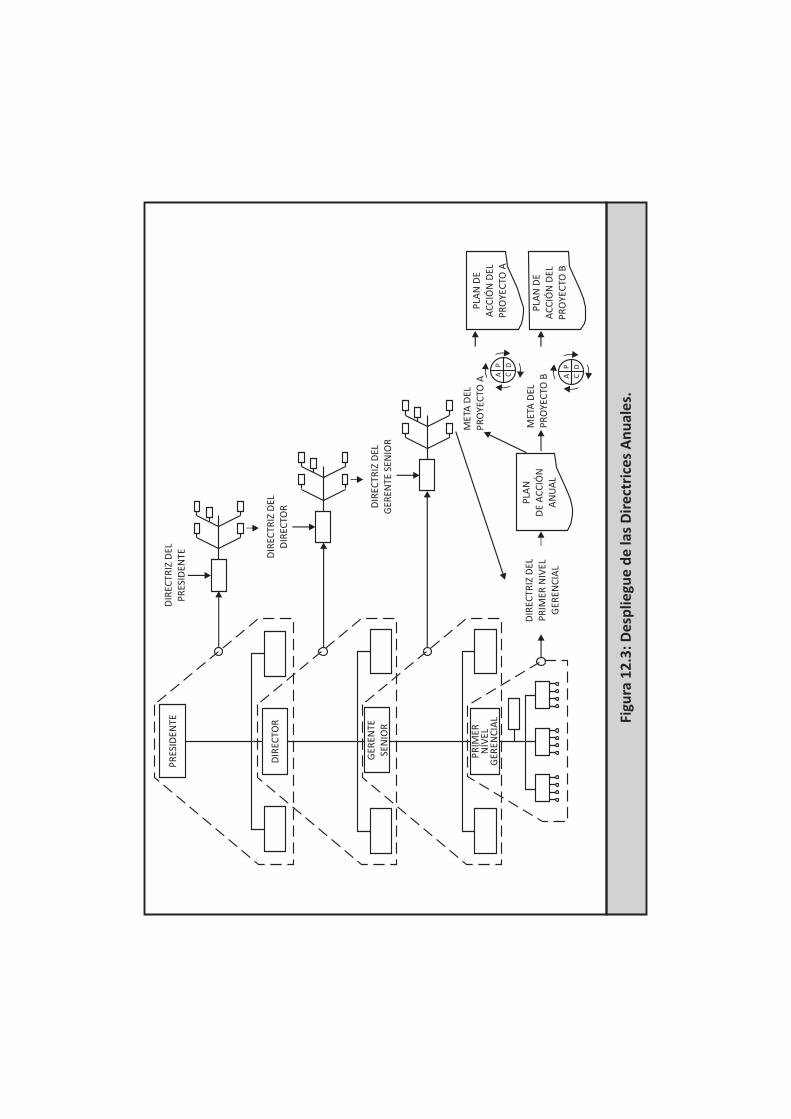
Figu
ra 1
2.3
: D
esp
liegu
e d
e la
s D
ire
ctri
ces
An
ual
es.
A CDP
A CDP
PR
ESID
ENTE
DIR
ECTR
IZ D
ELP
RES
IDEN
TE DIR
ECTR
IZ D
ELD
IREC
TOR D
IREC
TRIZ
DEL
GER
ENTE
SEN
IOR
DIR
ECTR
IZ D
ELP
RIM
ER N
IVEL
GER
ENC
IAL
PLA
ND
E A
CC
IÓN
AN
UA
L
PLA
N D
EA
CC
IÓN
DEL
PR
OYE
CTO
A
PLA
N D
EA
CC
IÓN
DEL
PR
OYE
CTO
B
MET
A D
ELP
RO
YEC
TO A
MET
A D
ELP
RO
YEC
TO B
DIR
ECTO
R
GER
ENTE
SEN
IOR
PR
IMER
NÍV
ELG
EREN
CIA
L

Figu
ra 1
3.1
: A
ctiv
idad
es
de
me
jora
s co
nti
nu
as r
eal
izad
as e
n la
s U
nid
ade
s G
ere
nci
ale
s B
ásic
as.
AP
CDA
P
CD
ALC
AN
ZA L
AS
MET
AS
GER
ENC
IALE
S
CÍR
CU
LOS
DE
CO
NTR
OL
DE
CA
LID
AD
OP
ERA
DO
RES
. . .
SIST
EMA
DE
SUG
EREN
CIA
S
PR
IMER
NIV
ELG
EREN
CIA
L
SUP
ERV
ISO
RES
SUP
ERV
ISO
RES
SUP
ERV
ISO
RES
AP
CD
ASE
SOR
ATÉ
CN
ICA
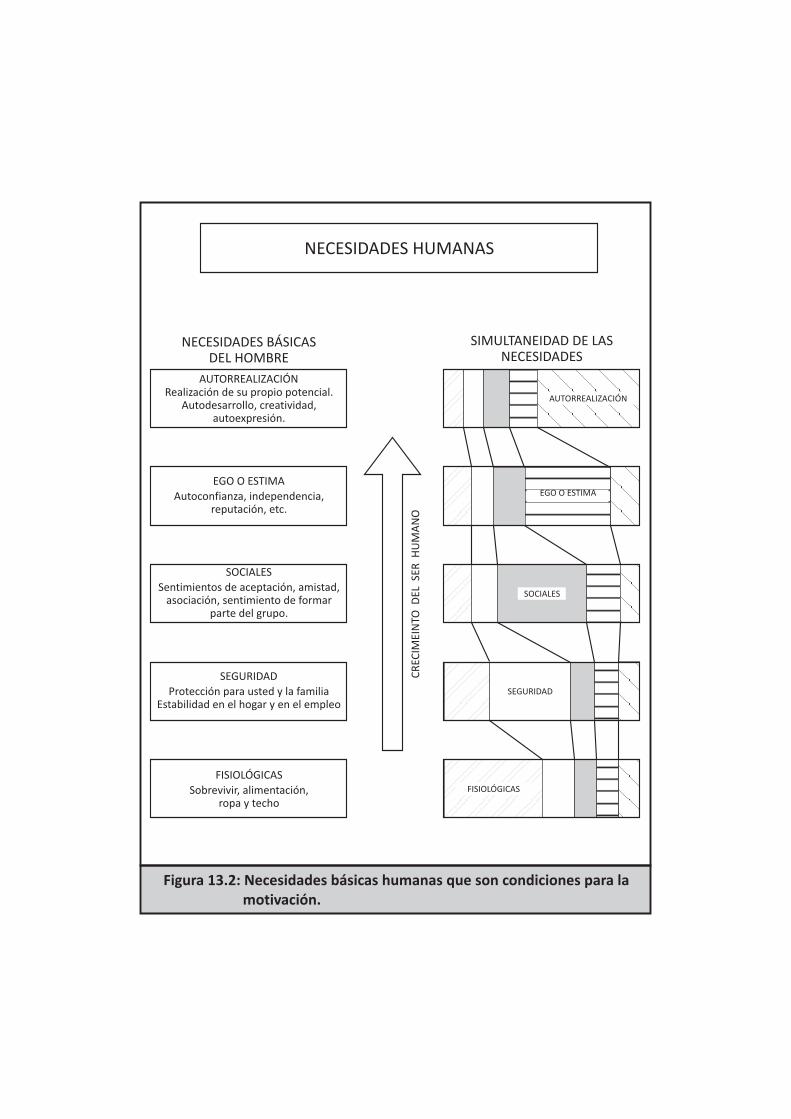
Figura 13.2: Necesidades básicas humanas que son condiciones para la motivación.
NECESIDADES HUMANAS
NECESIDADES BÁSICASDEL HOMBRE
AUTORREALIZACIÓN
EGO O ESTIMA
SOCIALES
SEGURIDAD
FISIOLÓGICAS
AUTORREALIZACIÓNRealización de su propio potencial.
Autodesarrollo, creatividad,autoexpresión.
EGO O ESTIMA
Autoconfianza, independencia,reputación, etc.
SOCIALES
Sentimientos de aceptación, amistad,asociación, sentimiento de formar
parte del grupo.
SEGURIDAD
Protección para usted y la familiaEstabilidad en el hogar y en el empleo
FISIOLÓGICAS
Sobrevivir, alimentación,ropa y techo
SIMULTANEIDAD DE LASNECESIDADES
CR
ECIM
EIN
TO D
EL S
ER H
UM
AN
O
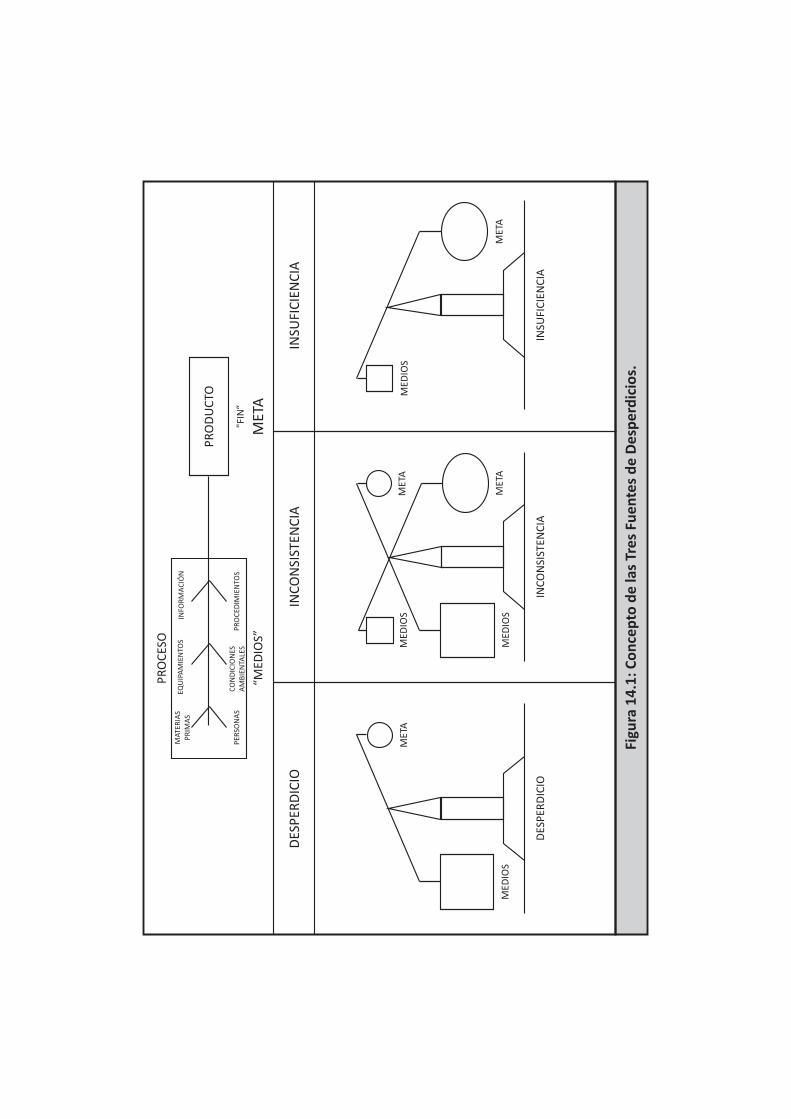
Figu
ra 1
4.1
: C
on
cep
to d
e la
s Tr
es
Fue
nte
s d
e D
esp
erd
icio
s.
INSU
FIC
IEN
CIA
INC
ON
SIST
ENC
IAD
ESP
ERD
ICIO
PR
OC
ESO
“MED
IOS”
PR
OD
UC
TO
"FIN
”
MET
A
INFO
RM
AC
IÓN
PR
OC
EDIM
IEN
TOS
CO
ND
ICIO
NES
AM
BIE
NTA
LES
PER
SON
AS
EQU
IPA
MIE
NTO
SM
ATE
RIA
SP
RIM
AS
DES
PER
DIC
IO
MED
IOS
MET
A
INC
ON
SIST
ENC
IA
MED
IOS
MED
IOS
MET
A
MET
A
INSU
FIC
IEN
CIA
MED
IOS
MET
A
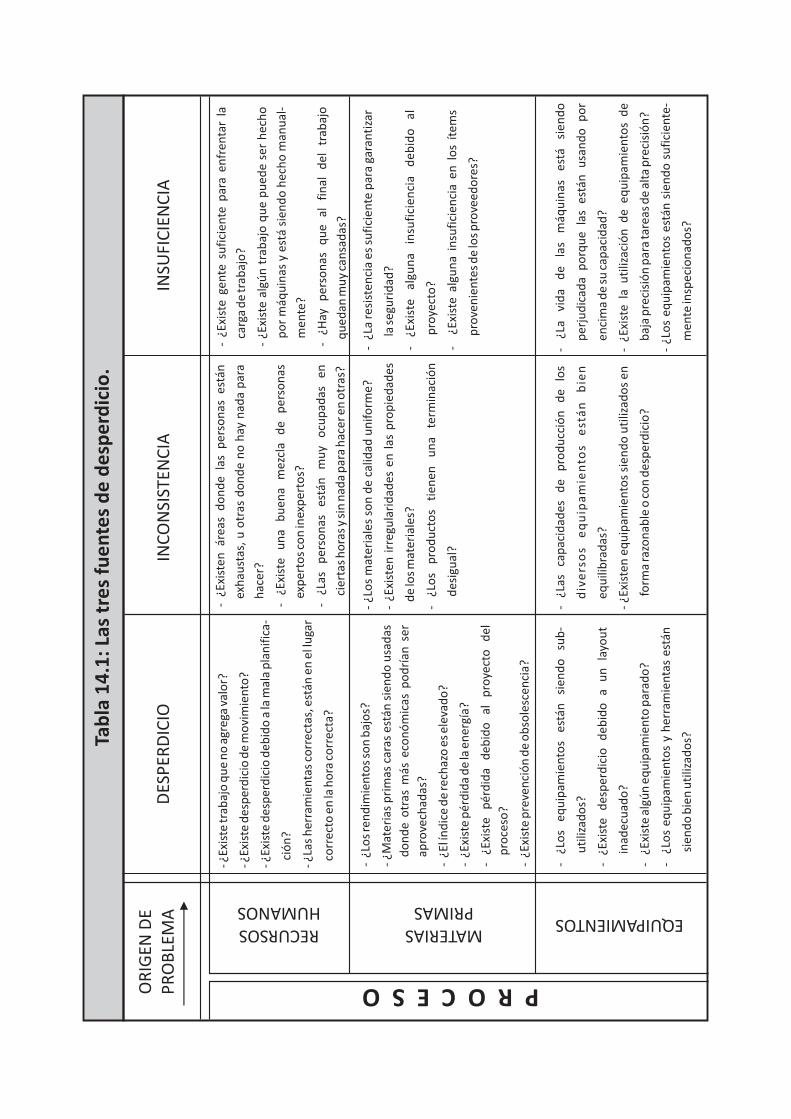
Tab
la 1
4.1
: La
s tr
es
fue
nte
s d
e d
esp
erd
icio
.
OR
IGEN
DE
PR
OB
LEM
A
P R O C E S O
RECURSOSHUMANOS
MATERIASPRIMAS
EQUIPAMIENTOS
- ¿Ex
iste
trab
ajo
qu
e n
o a
greg
a va
lor?
- ¿Ex
iste
des
per
dic
io d
e m
ovi
mie
nto
?
- ¿Ex
iste
des
per
dic
io d
ebid
o a
la m
ala
pla
nif
ica-
ció
n?
- ¿La
s h
erra
mie
nta
s co
rrec
tas,
est
án e
n e
l lu
gar
corr
ecto
en
la h
ora
co
rrec
ta?
- ¿E
xist
en á
reas
do
nd
e la
s p
erso
nas
est
án
exh
aust
as,
u o
tras
do
nd
e n
o h
ay n
ada
par
a
hac
er?
- ¿E
xist
e u
na
bu
ena
mez
cla
de
per
son
as
exp
erto
s co
n in
exp
erto
s?
- ¿L
as
per
son
as
está
n
mu
y o
cup
adas
en
cier
tas
ho
ras
y si
n n
ada
par
a h
acer
en
otr
as?
- ¿E
xist
e ge
nte
su
fici
ente
par
a en
fren
tar
la
carg
a d
e tr
abaj
o?
- ¿E
xist
e al
gún
tra
baj
o q
ue
pu
ede
ser
hec
ho
po
r m
áqu
inas
y e
stá
sien
do
hec
ho
man
ual
-
men
te?
- ¿H
ay
per
son
as
qu
e al
fi
nal
d
el
trab
ajo
qu
edan
mu
y ca
nsa
das
?
DES
PER
DIC
IOIN
CO
NSI
STEN
CIA
INSU
FIC
IEN
CIA
- ¿
Los
ren
dim
ien
tos
son
baj
os?
- ¿M
ater
ias
pri
mas
car
as e
stán
sie
nd
o u
sad
as
do
nd
e o
tras
más
eco
nó
mic
as p
od
rían
ser
apro
vech
adas
?
- ¿
El ín
dic
e d
e re
chaz
o e
s el
evad
o?
- ¿
Exis
te p
érd
ida
de
la e
ner
gía?
- ¿E
xist
e p
érd
ida
deb
ido
al
p
roye
cto
d
el
pro
ceso
?
- ¿
Exis
te p
reve
nci
ón
de
ob
sole
scen
cia?
- ¿L
os
mat
eria
les
son
de
calid
ad u
nif
orm
e?
- ¿E
xist
en i
rreg
ula
rid
ades
en
las
pro
pie
dad
es
de
los
mat
eria
les?
- ¿L
os
pro
du
cto
s ti
enen
u
na
term
inac
ión
des
igu
al?
- ¿
La r
esis
ten
cia
es s
ufi
cien
te p
ara
gara
nti
zar
la s
egu
rid
ad?
- ¿E
xist
e
algu
na
insu
fici
en
cia
de
bid
o
al
pro
yect
o?
- ¿
Exis
te a
lgu
na
insu
fici
enci
a en
lo
s ít
ems
pro
ven
ien
tes
de
los
pro
veed
ore
s?
- ¿L
os
equ
ipam
ien
tos
está
n
sien
do
su
b-
uti
lizad
os?
- ¿E
xist
e d
esp
erd
icio
d
ebid
o
a u
n
layo
ut
inad
ecu
ado
?
- ¿
Exis
te a
lgú
n e
qu
ipam
ien
to p
arad
o?
- ¿
Los
equ
ipam
ien
tos
y h
erra
mie
nta
s es
tán
sien
do
bie
n u
tiliz
ado
s?
- ¿L
as
cap
acid
ades
d
e p
rod
ucc
ión
d
e lo
s
div
ers
os
eq
uip
am
ien
tos
est
án
b
ien
equ
ilib
rad
as?
- ¿E
xist
en e
qu
ipam
ien
tos
sien
do
uti
lizad
os
en
form
a ra
zon
able
o c
on
des
per
dic
io?
- ¿L
a vi
da
de
la
s m
áqu
inas
e
stá
sie
nd
o
per
jud
icad
a p
orq
ue
las
está
n u
san
do
po
r
enci
ma
de
su c
apac
idad
?
- ¿E
xist
e la
uti
lizac
ión
de
equ
ipam
ien
tos
de
baj
a p
reci
sió
n p
ara
tare
as d
e al
ta p
reci
sió
n?
- ¿L
os
equ
ipam
ien
tos
está
n s
ien
do
su
fici
ente
-
men
te in
spec
ion
ado
s?

(12)Figura 14.2: Concepto de supervivencia según Miyauchi .
INVESTIGACIÓN DE MERCADO
Identificación de lasNecesidades del Cliente
Mejor, más económico y conentrega más rápida que
la competencia
Producto
- Mejor
- Más económico
- Más seguro
- Entrega más rápida
- Mantenimiento más
fácil
Definición
Proceso
- Más fácil
- Mejor
- Menor dispersión
- Más económico
- Más rápido
- Más seguro
Proyecto del
Nuevo Producto
Proyecto de
Nuevos Procesos
Producción
Apoyo
Técnico
Consumidor
Satisfecho
Sobrevivir
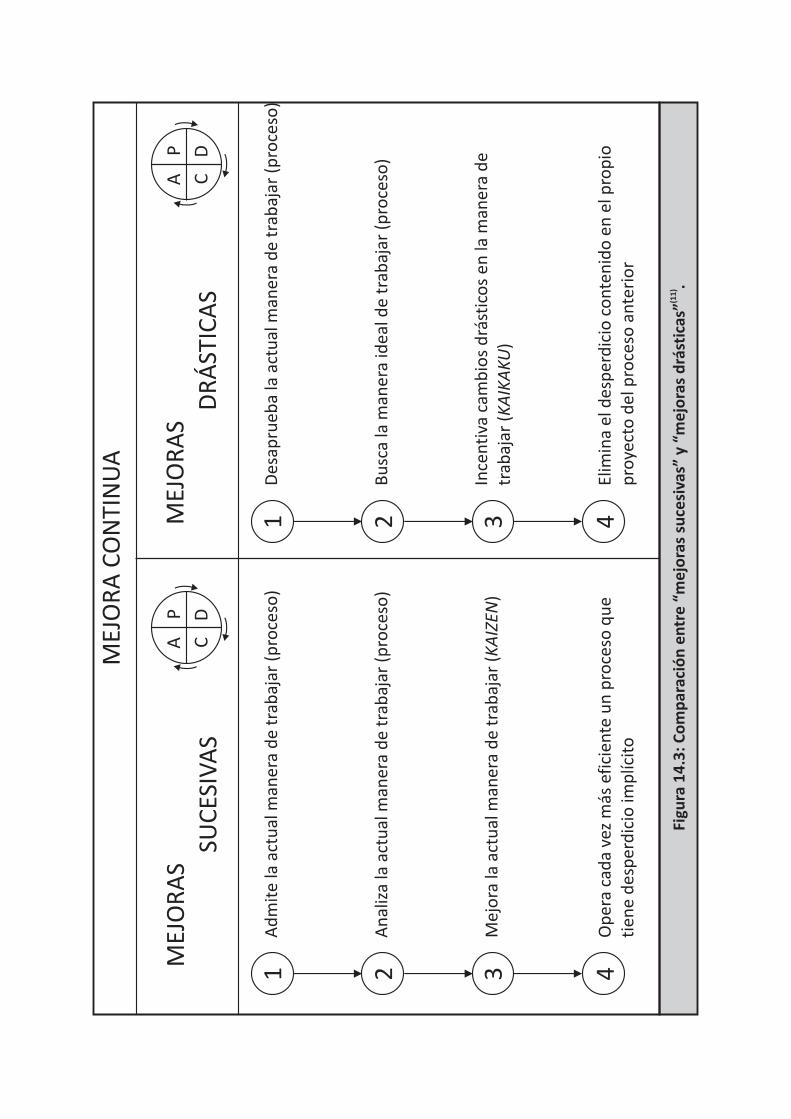
(11
)Fi
gura
14
.3:
Co
mp
arac
ión
en
tre
“m
ejo
ras
suce
siva
s” y
“m
ejo
ras
drá
stic
as”
.
MEJ
OR
A C
ON
TIN
UA
DCA
PM
EJO
RA
S
S
UC
ESIV
AS
DCA
PM
EJO
RA
S
D
RÁ
STIC
AS
1 2 3 4
Ad
mit
e la
act
ual
man
era
de
trab
ajar
(p
roce
so)
An
aliz
a la
act
ual
man
era
de
trab
ajar
(p
roce
so)
Mej
ora
la a
ctu
al m
aner
a d
e tr
abaj
ar (
KA
IZEN
)
Op
era
cad
a ve
z m
ás e
fici
ente
un
pro
ceso
qu
eti
ene
des
per
dic
io im
plíc
ito
1 2 3 4
Des
apru
eba
la a
ctu
al m
aner
a d
e tr
abaj
ar (
pro
ceso
)
Bu
sca
la m
aner
a id
eal d
e tr
abaj
ar (
pro
ceso
)
Ince
nti
va c
amb
ios
drá
stic
os
en la
man
era
de
trab
ajar
(K
AIK
AK
U)
Elim
ina
el d
esp
erd
icio
co
nte
nid
o e
n e
l pro
pio
p
roye
cto
del
pro
ceso
an
teri
or
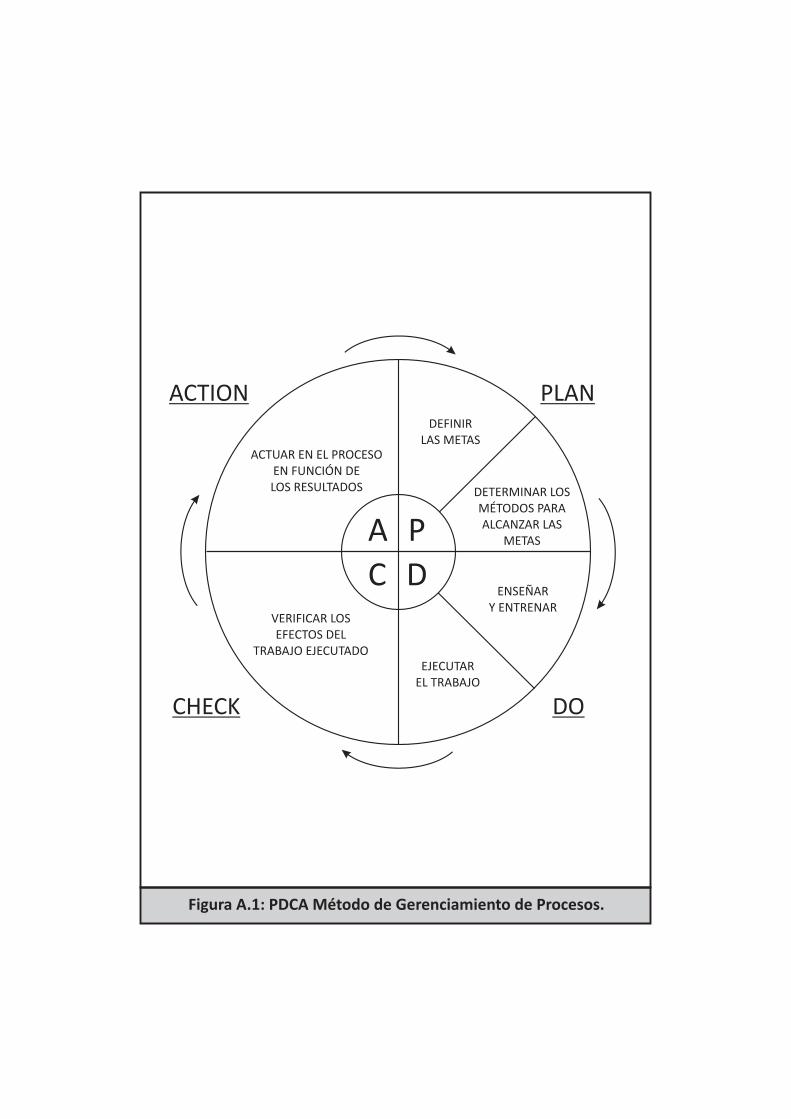
Figura A.1: PDCA Método de Gerenciamiento de Procesos.
ACTION PLAN
CHECK DO
ACTUAR EN EL PROCESOEN FUNCIÓN DELOS RESULTADOS
DEFINIRLAS METAS
DETERMINAR LOSMÉTODOS PARAALCANZAR LAS
METAS
VERIFICAR LOSEFECTOS DEL
TRABAJO EJECUTADOEJECUTAR
EL TRABAJO
ENSEÑARY ENTRENAR
A P
DC
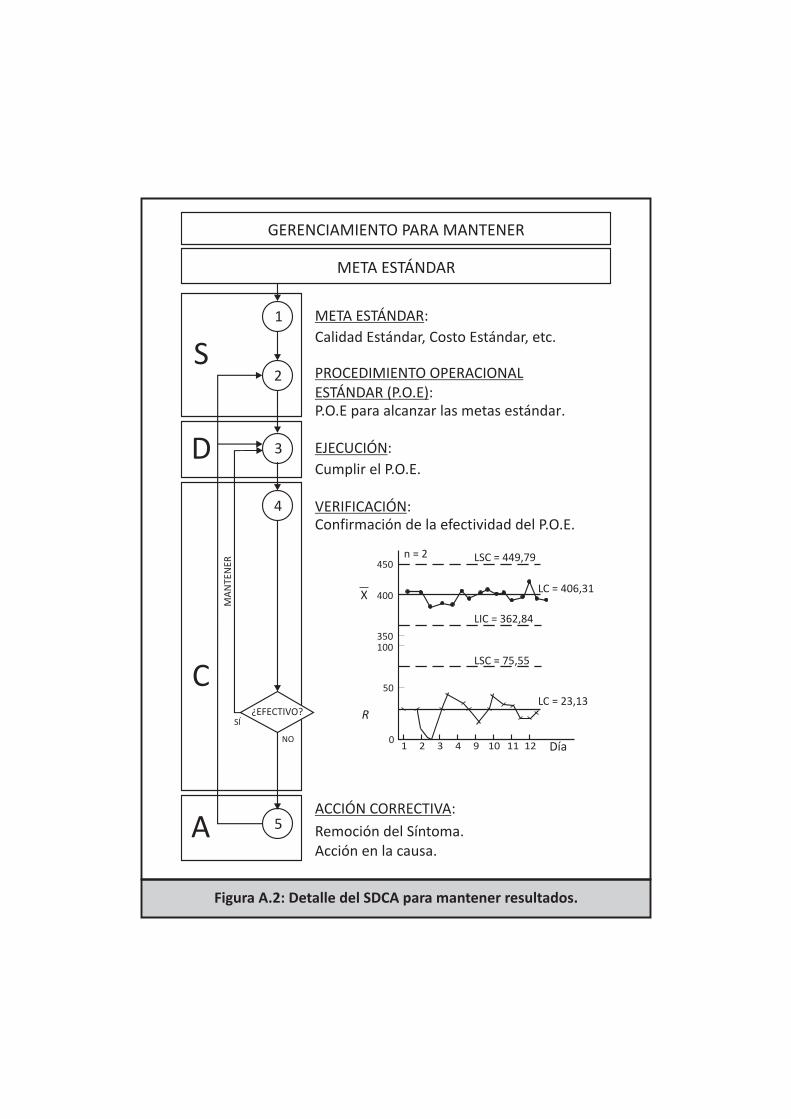
Figura A.2: Detalle del SDCA para mantener resultados.
GERENCIAMIENTO PARA MANTENER
2
3
4
¿EFECTIVO?
MA
NTE
NER
SÍ
NO
S
D
C
A
META ESTÁNDAR:
Calidad Estándar, Costo Estándar, etc.
PROCEDIMIENTO OPERACIONALESTÁNDAR (P.O.E):
EJECUCIÓN:
Cumplir el P.O.E.
VERIFICACIÓN:Confirmación de la efectividad del P.O.E.
ACCIÓN CORRECTIVA:
Remoción del Síntoma.Acción en la causa.
5
n = 2 LSC = 449,79
LIC = 362,84
LSC = 75,55
LC = 23,13
LC = 406,31
450
400
350100
50
01 2 3 4 9 10 11 12 Día
R
X
1
P.O.E para alcanzar las metas estándar.
META ESTÁNDAR
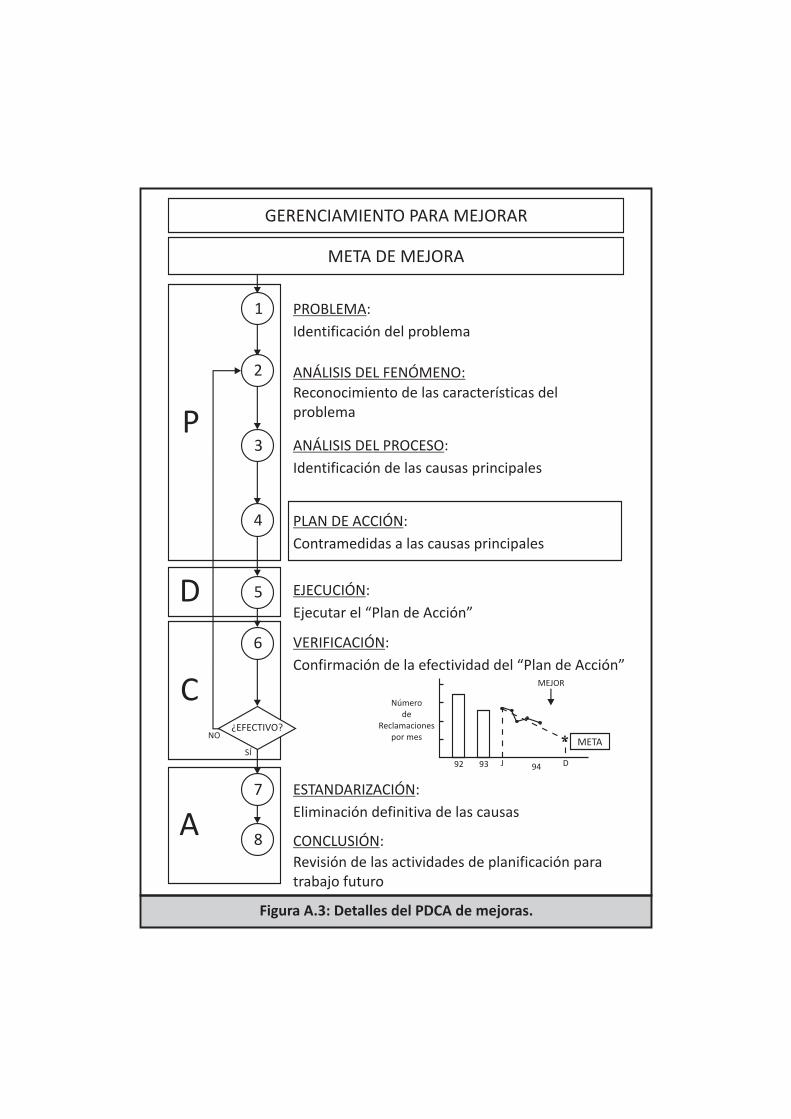
Figura A.3: Detalles del PDCA de mejoras.
GERENCIAMIENTO PARA MEJORAR
*
MEJOR
Númerode
Reclamacionespor mes
META
D94J9392
6
SÍ
NO
P
D
C
A
PROBLEMA:
Identificación del problema
Reconocimiento de las características delproblema
ANÁLISIS DEL FENÓMENO:
ANÁLISIS DEL PROCESO:
Identificación de las causas principales
PLAN DE ACCIÓN:
Contramedidas a las causas principales
EJECUCIÓN:
Ejecutar el “Plan de Acción”
VERIFICACIÓN:
Confirmación de la efectividad del “Plan de Acción”
ESTANDARIZACIÓN:
Eliminación definitiva de las causas
CONCLUSIÓN:
Revisión de las actividades de planificación paratrabajo futuro
8
1
2
3
4
5
7
¿EFECTIVO?
META DE MEJORA
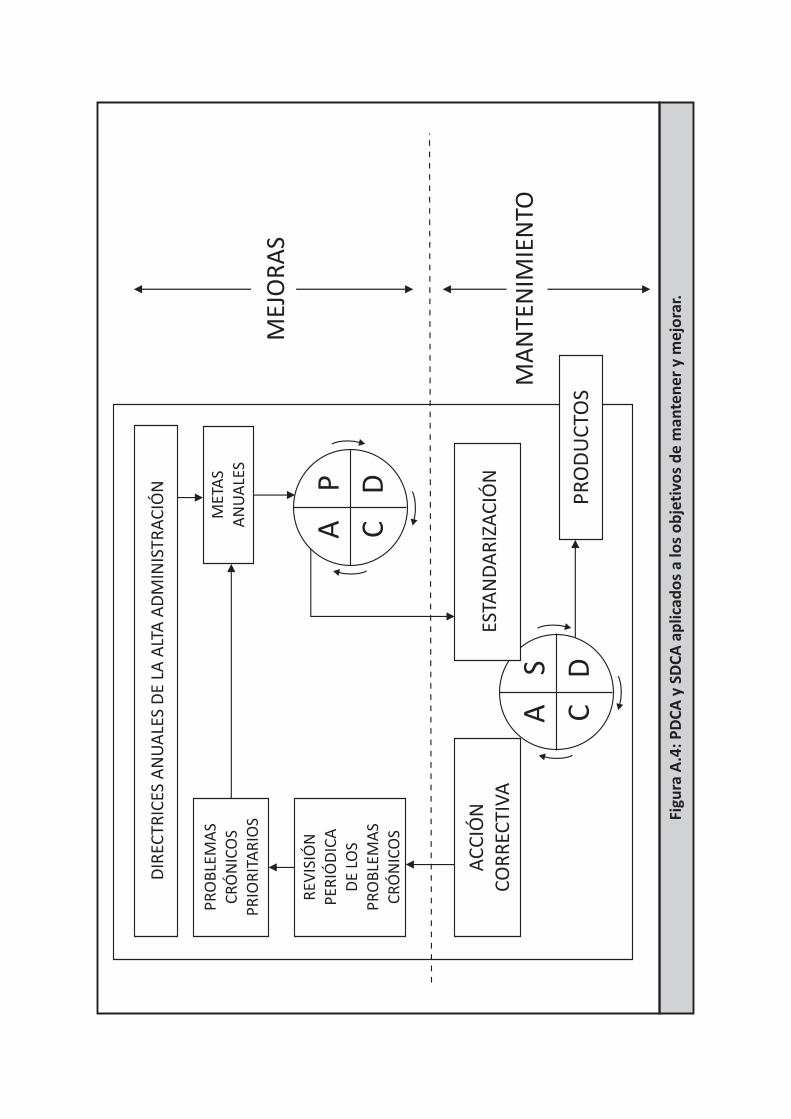
Figu
ra A
.4:
PD
CA
y S
DC
A a
plic
ado
s a
los
ob
jeti
vos
de
man
ten
er
y m
ejo
rar.
P DCA
MET
AS
AN
UA
LES
REV
ISIÓ
NP
ERIÓ
DIC
AD
E LO
SP
RO
BLE
MA
SC
RÓ
NIC
OS
PR
OB
LEM
AS
CR
ÓN
ICO
SP
RIO
RIT
AR
IOS
DIR
ECTR
ICES
AN
UA
LES
DE
LA A
LTA
AD
MIN
ISTR
AC
IÓN
MEJ
OR
AS
MA
NTE
NIM
IEN
TOS D
CA
ESTA
ND
AR
IZA
CIÓ
NA
CC
IÓN
CO
RR
ECTI
VA
PR
OD
UC
TOS
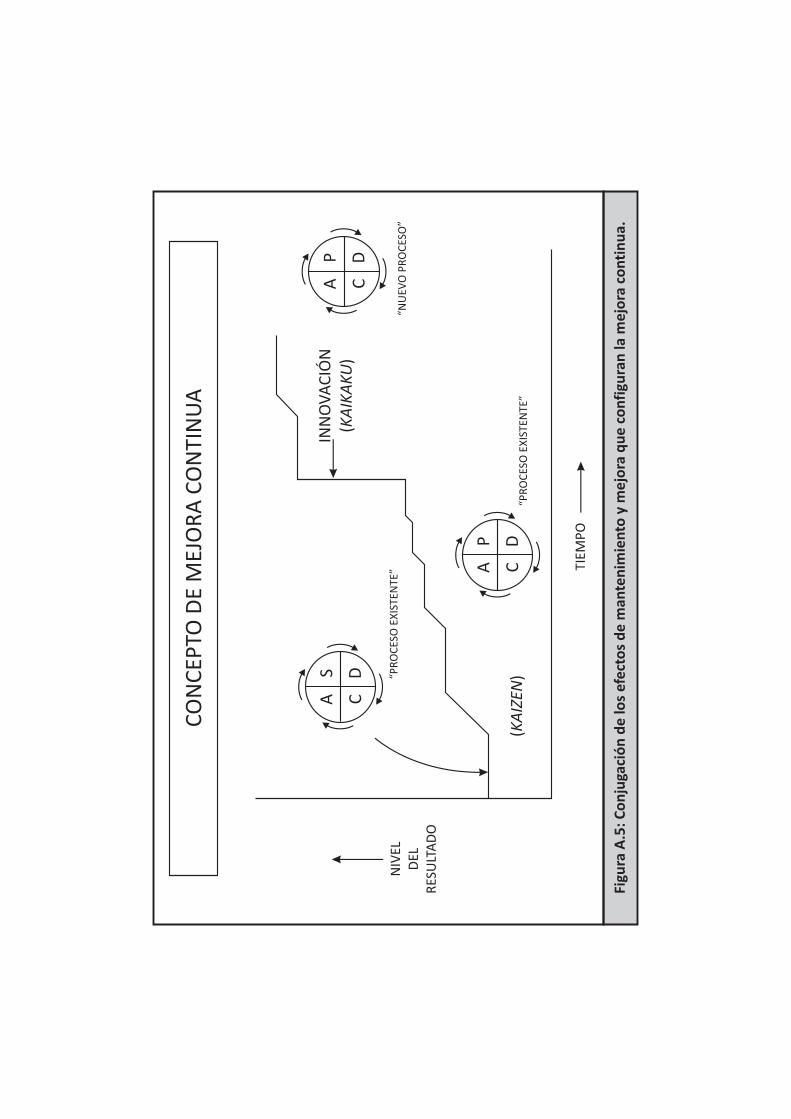
Figu
ra A
.5:
Co
nju
gaci
ón
de
los
efe
cto
s d
e m
ante
nim
ien
to y
me
jora
qu
e c
on
figu
ran
la m
ejo
ra c
on
tin
ua.
A CDP
A CDP
A CDS
CO
NC
EPTO
DE
MEJ
OR
A C
ON
TIN
UA
“NU
EVO
PR
OC
ESO
”
“PR
OC
ESO
EX
ISTE
NTE
”
“PR
OC
ESO
EX
ISTE
NTE
”
INN
OV
AC
IÓN
(KA
IKA
KU
)
(KA
IZEN
)
TIEM
PO
NIV
ELD
ELR
ESU
LTA
DO
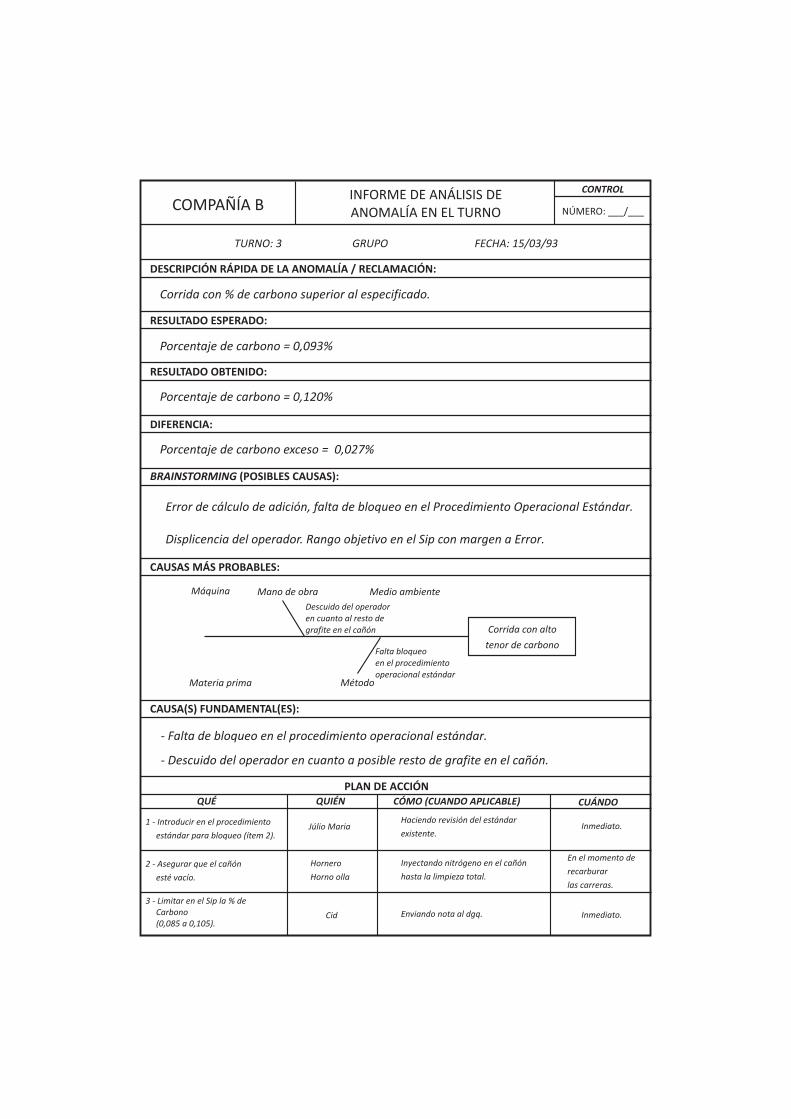
COMPAÑÍA BINFORME DE ANÁLISIS DEANOMALÍA EN EL TURNO
CONTROL
TURNO: 3 GRUPO FECHA: 15/03/93
DESCRIPCIÓN RÁPIDA DE LA ANOMALÍA / RECLAMACIÓN:
Corrida con % de carbono superior al especificado.
RESULTADO ESPERADO:
Porcentaje de carbono = 0,093%
RESULTADO OBTENIDO:
Porcentaje de carbono = 0,120%
DIFERENCIA:
Porcentaje de carbono exceso = 0,027%
BRAINSTORMING (POSIBLES CAUSAS):
CAUSAS MÁS PROBABLES:
CAUSA(S) FUNDAMENTAL(ES):
PLAN DE ACCIÓNQUÉ
1 - Introducir en el
estándar para bloqueo (ítem 2).
procedimiento Júlio Maria
Hornero
Horno olla
Cid
Haciendo revisión del estándar
existente.
Inyectando nitrógeno en el cañón
hasta la limpieza total.
Enviando nota al dgq.
Inmediato.
Corrida con alto
tenor de carbono
Máquina Mano de obra
MétodoMateria prima
Medio ambiente
Descuido del operadoren cuanto al resto degrafite en el cañón
Falta bloqueoen el procedimientooperacional estándar
Inmediato.
En el momento de
recarburar
las carreras.
2 - Asegurar que el cañón
esté vacío.
3 - Limitar en el Sip la % de Carbono (0,085 a 0,105).
QUIÉN CÓMO (CUANDO APLICABLE) CUÁNDO
Error de cálculo de adición, falta de bloqueo en el Procedimiento Operacional Estándar.
Displicencia del operador. Rango objetivo en el Sip con margen a Error.
- Falta de bloqueo en el procedimiento operacional estándar.
- Descuido del operador en cuanto a posible resto de grafite en el cañón.
NÚMERO: ___/___

EMPRESA "E"Informe de Análisis deAnomalía en el Turno
Control
Nº: ____/____Fecha:____/____/____
Sección: C.C.:
Turno: Grupo:
OP Nº:
Descripción de la OP:
Investigación de las Causas:
Materia Prima
CondicionesAmbientales
Equipamientos
Personal
Información
Procedimientos
¿Por qué ocurre la anomalía?:
Causa Probable:
Plan de Acción
Qué hacer Quién Cómo hacer Cuándo
Anomalía
Máq./Línea:
Operador:
Detectado por:
Hora:
1 23
54
6 7
8
9
10
11
12
13
14 15 16
17 18 19
20
21
22
23 24 25 26
Información complementaria
Opinión del Jefe
Visto del Jefe
27
28
29
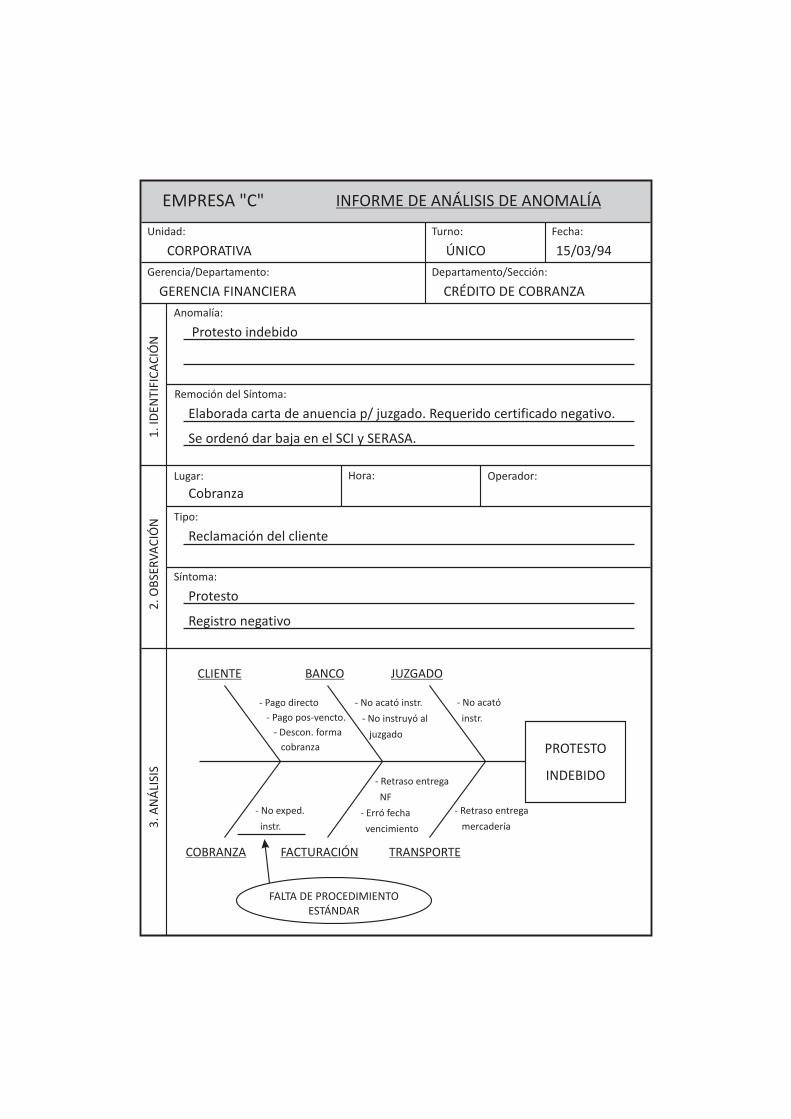
EMPRESA "C"
Unidad: Turno:
CORPORATIVA
Gerencia/Departamento:
Anomalía:
GERENCIA FINANCIERA
Lugar: Hora: Operador:
Cobranza
Tipo:
Reclamación del cliente
Síntoma:
Protesto
Registro negativo
CLIENTE BANCO JUZGADO
COBRANZA
- Pago directo
- Pago pos-vencto.
- Descon. forma
cobranza
- No acató instr.
- No instruyó al
juzgado
- Retraso entrega
NF
- Erró fecha
vencimiento
- No acató
instr.
- Retraso entrega
mercadería
- No exped.
instr.
FACTURACIÓN
FALTA DE PROCEDIMIENTOESTÁNDAR
TRANSPORTE
PROTESTO
INDEBIDO
Protesto indebido
Remoción del Síntoma:
Elaborada carta de anuencia p/ juzgado. Requerido certificado negativo.
Se ordenó dar baja en el SCI y SERASA.1. I
DEN
TIFI
CA
CIÓ
N2
. OB
SER
VA
CIÓ
N3
. AN
ÁLI
SIS
Departamento/Sección:
CRÉDITO DE COBRANZA
ÚNICO
Fecha:
15/03/94
INFORME DE ANÁLISIS DE ANOMALÍA
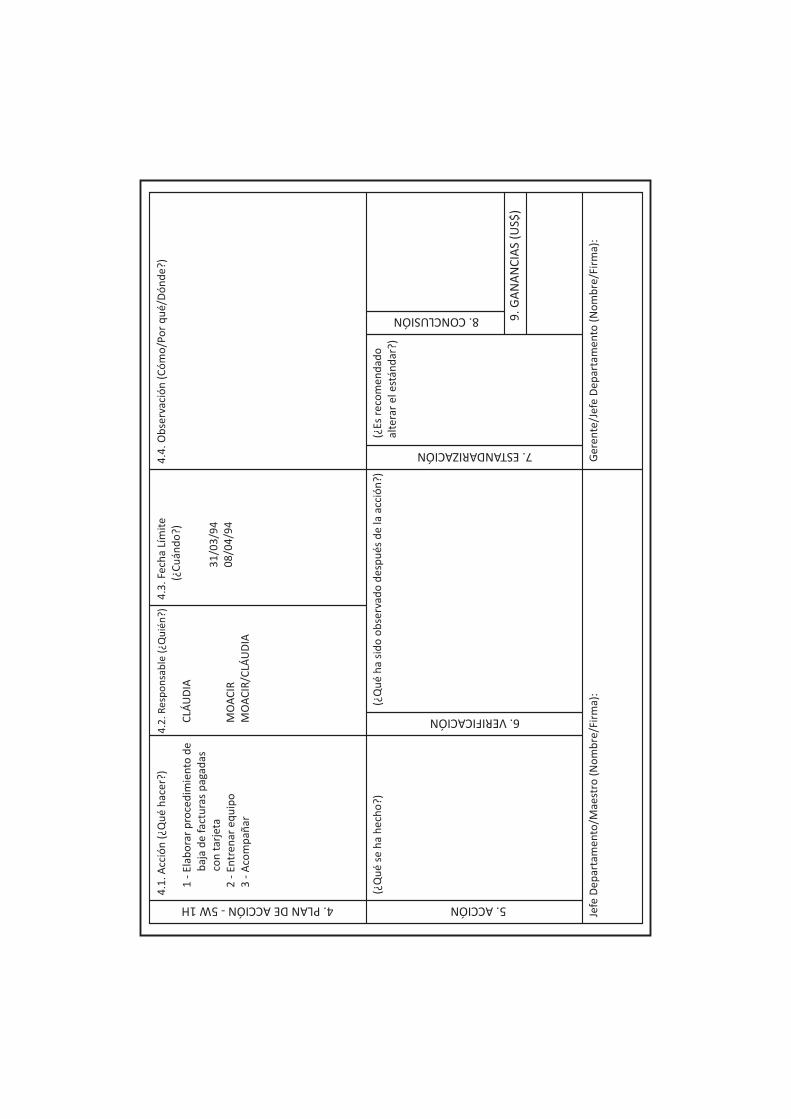
Jefe
Dep
arta
men
to/M
aest
ro (
No
mb
re/F
irm
a):
Ger
ente
/Jef
e D
epar
tam
ento
(N
om
bre
/Fir
ma)
:
(¿Es
rec
om
end
ado
alte
rar
el e
stán
dar
?)(¿
Qu
é h
a si
do
ob
serv
ado
des
pu
és d
e la
acc
ión
?)(¿
Qu
é se
ha
hec
ho
?)
1 -
Ela
bo
rar
pro
ced
imie
nto
de
baj
a d
e fa
ctu
ras
pag
adas
con
tar
jeta
2 -
En
tren
ar e
qu
ipo
3 -
Aco
mp
añar
CLÁ
UD
IA
MO
AC
IRM
OA
CIR
/CLÁ
UD
IA
31
/03
/94
08
/04
/94
4.1
. Acc
ión
(¿Q
ué
hac
er?)
4.2
. Res
po
nsa
ble
(¿Q
uié
n?)
4.3
. Fec
ha
Lím
ite
(¿C
uán
do
?)4
.4. O
bse
rvac
ión
(C
óm
o/P
or
qu
é/D
ón
de?
)
4. PLAN DE ACCIÓN - 5W 1H 5. ACCIÓN
6. VERIFICACIÓN
7. ESTANDARIZACIÓN
8. CONCLUSIÓN 9. G
AN
AN
CIA
S (U
S$)
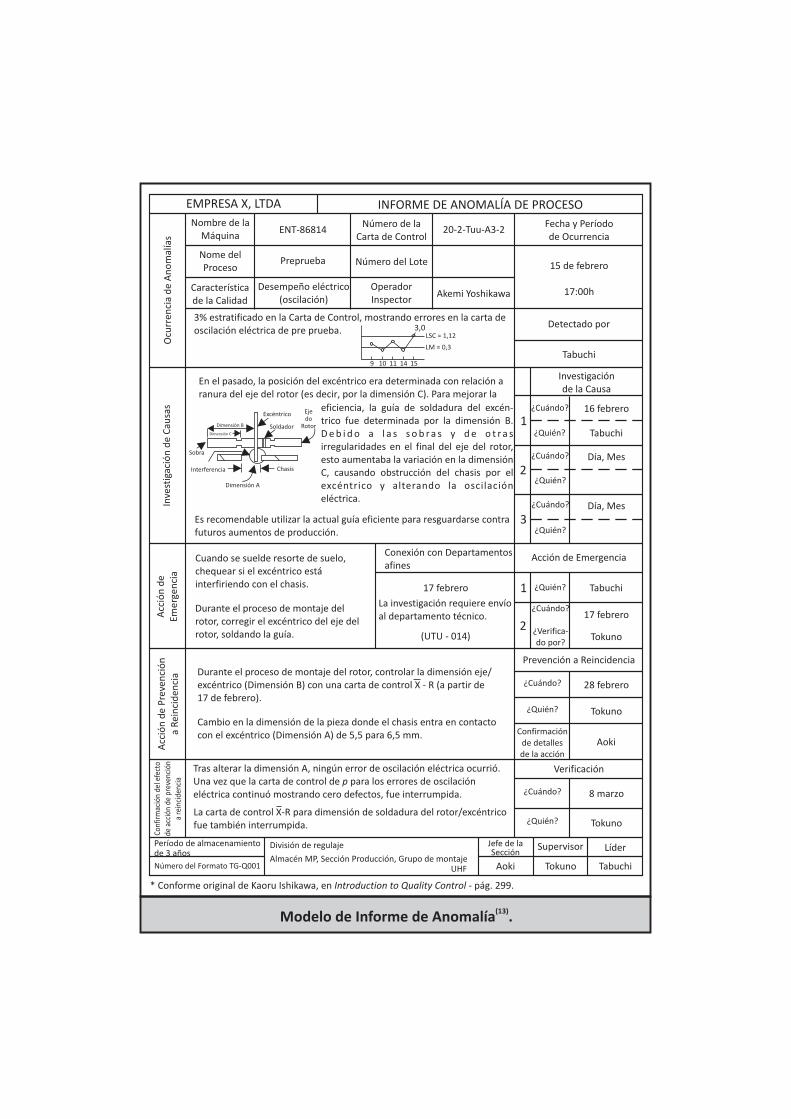
(13)Modelo de Informe de Anomalía .
* Conforme original de Kaoru Ishikawa, en Introduction to Quality Control - pág. 299.
9 10 11 15
LSC = 1,12
LM = 0,3
3,0
EMPRESA X, LTDA
Nombre de laMáquina
Nome delProceso
Característicade la Calidad
ENT-86814
Preprueba
Desempeño eléctrico(oscilación)
OperadorInspector
Número del Lote
Número de laCarta de Control
20-2-Tuu-A3-2
Akemi Yoshikawa
Fecha y Períodode Ocurrencia
15 de febrero
17:00h
Detectado por
Tabuchi
Investigaciónde la Causa
¿Cuándo?
¿Cuándo?
¿Cuándo?
¿Verifica-do por?
¿Cuándo?
¿Cuándo?
¿Cuándo?
¿Quién?
¿Quién?
¿Quién?
¿Quién?
¿Quién?
¿Quién?
16 febrero
Tabuchi
Tabuchi
17 febrero
28 febrero
8 marzo
Tokuno
Tokuno
LíderSupervisor
Tokuno TabuchiAoki
División de regulaje
Almacén MP, Sección Producción, Grupo de montaje
Período de almacenamientode 3 años
Número del Formato TG-Q001 UHF
Jefe de laSección
AokiConfirmación
de detallesde la acción
17 febrero
La investigación requiere envíoal departamento técnico.
Cuando se suelde resorte de suelo,chequear si el excéntrico estáinterfiriendo con el chasis.
Durante el proceso de montaje delrotor, corregir el excéntrico del eje delrotor, soldando la guía.
Cambio en la dimensión de la pieza donde el chasis entra en contacto con el excéntrico (Dimensión A) de 5,5 para 6,5 mm.
Tras alterar la dimensión A, ningún error de oscilación eléctrica ocurrió.Una vez que la carta de control de p para los errores de oscilación eléctrica continuó mostrando cero defectos, fue interrumpida.
(UTU - 014)
Día, Mes
Tokuno
Día, Mes
Acción de Emergencia
Prevención a Reincidencia
Verificación
Conexión con Departamentosafines
1
1
2
2
3
3% estratificado en la Carta de Control, mostrando errores en la carta deoscilación eléctrica de pre prueba.
En el pasado, la posición del excéntrico era determinada con relación aranura del eje del rotor (es decir, por la dimensión C). Para mejorar la
Es recomendable utilizar la actual guía eficiente para resguardarse contrafuturos aumentos de producción.
Ocu
rren
cia
de
An
om
alía
sIn
vest
igac
ión
de
Cau
sas
Acc
ión
de
Emer
gen
cia
Acc
ión
de
Pre
ven
ció
na
Rei
nci
den
cia
Conf
irm
ació
n de
l efe
cto
de a
cció
n de
pre
venc
ión
a re
inci
denc
ia
INFORME DE ANOMALÍA DE PROCESO
14
Durante el proceso de montaje del rotor, controlar la dimensión eje/excéntrico (Dimensión B) con una carta de control X - R (a partir de17 de febrero).
La carta de control X-R para dimensión de soldadura del rotor/excéntricofue también interrumpida.
eficiencia, la guía de soldadura del excén- trico fue determinada por la dimensión B.D e b i d o a l a s s o b r a s y d e o t r a s irregularidades en el final del eje del rotor, esto aumentaba la variación en la dimensión C, causando obstrucción del chasis por el excéntrico y alterando la oscilación eléctrica.
Ejedo
Rotor
Excéntrico
Soldador
Chasis
Dimensión A
Interferencia
Sobra
Dimensión B
Dimensión C
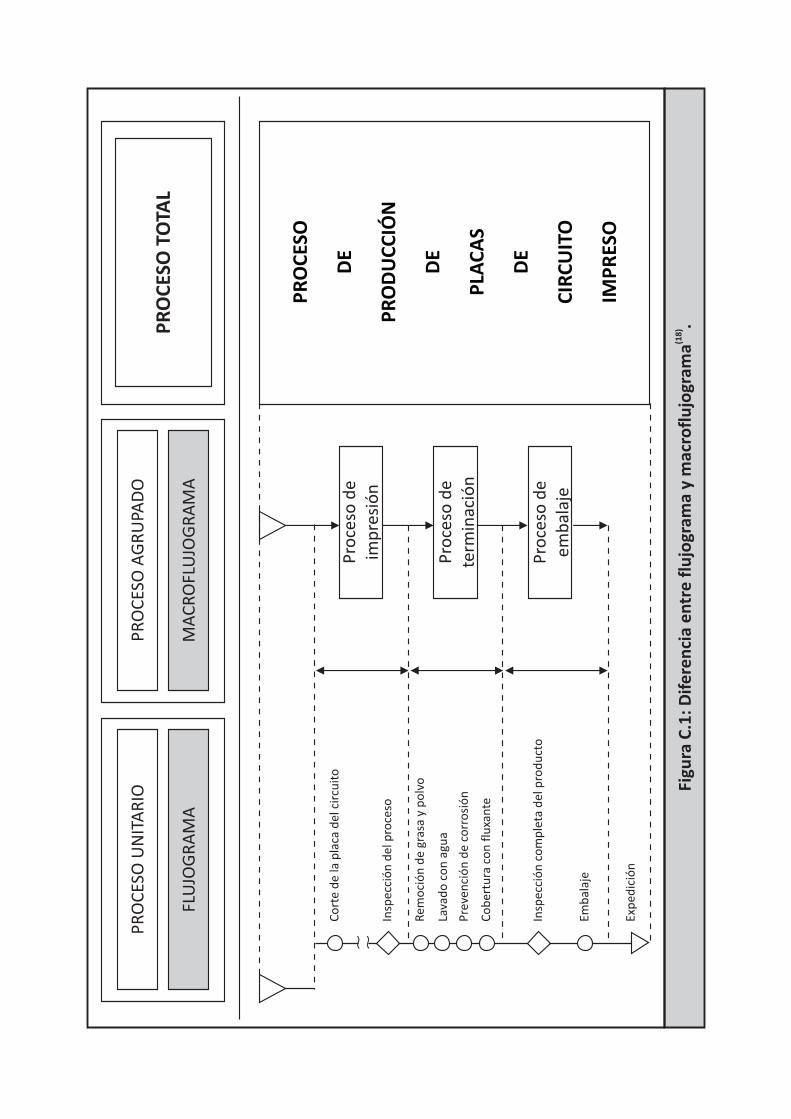
(18
)Fi
gura
C.1
: D
ife
ren
cia
en
tre
flu
jogr
ama
y m
acro
flu
jogr
ama
.
PR
OC
ESO
UN
ITA
RIO
FLU
JOG
RA
MA
PR
OC
ESO
AG
RU
PAD
O
MA
CR
OFL
UJO
GR
AM
A
PR
OC
ESO
TO
TAL
PR
OC
ESO
DE
PR
OD
UC
CIÓ
N
DE
PLA
CA
S
DE
CIR
CU
ITO
IMP
RES
O
Pro
ceso
de
imp
resi
ón
Pro
ceso
de
term
inac
ión
Pro
ceso
de
emb
alaj
e
~ ~
Co
rte
de
la p
laca
del
cir
cuit
o
Insp
ecci
ón
del
pro
ceso
Rem
oci
ón
de
gras
a y
po
lvo
Lava
do
co
n a
gua
Pre
ven
ció
n d
e co
rro
sió
n
Co
ber
tura
co
n f
luxa
nte
Insp
ecci
ón
co
mp
leta
del
pro
du
cto
Emb
alaj
e
Exp
edic
ión
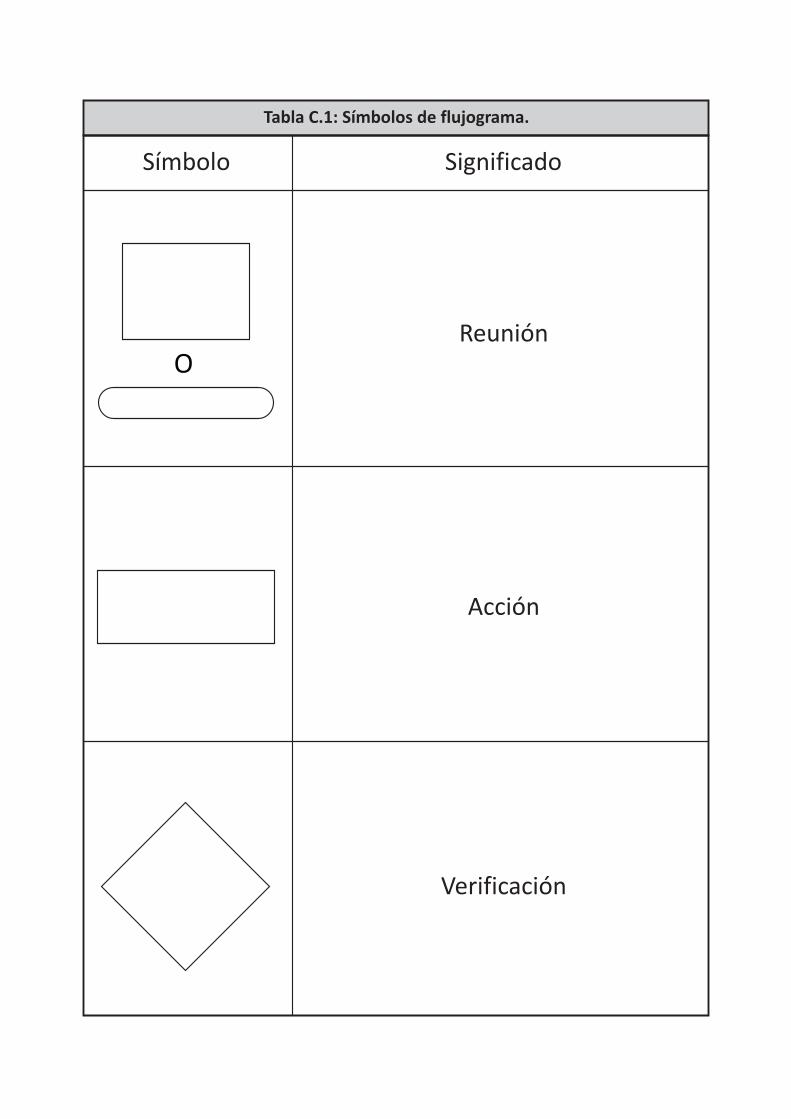
Tabla C.1: Símbolos de flujograma.
Símbolo Significado
OReunión
Acción
Verificación

Sociedades:ConstituciónFusiónIncorporaciónEscisiónTransformaciónModificación
EMPRESA “C”Solicitud dela Dirección
Preparar documentopara la junta comercial
e Ingresos Brutos
Prov. Pago,Guías DARC
y DARF
Enviar doc.Junta Comercial
Recibir doc.Junta Comercial
S/ALTDA
LTDAS/A
Preparar doc.para publicación
Gestionarpago
Enviar TOSECpara publicación
Recibir publicacionesDOE
Preparar doc.para Ingresos Brutos
GestionarPago guía
Direccional doc.Ingresos Brutos
Recibir Doc.para Ingresos Brutos
GestionarLicencia
Distribuir doc. yguardar el original
FIN
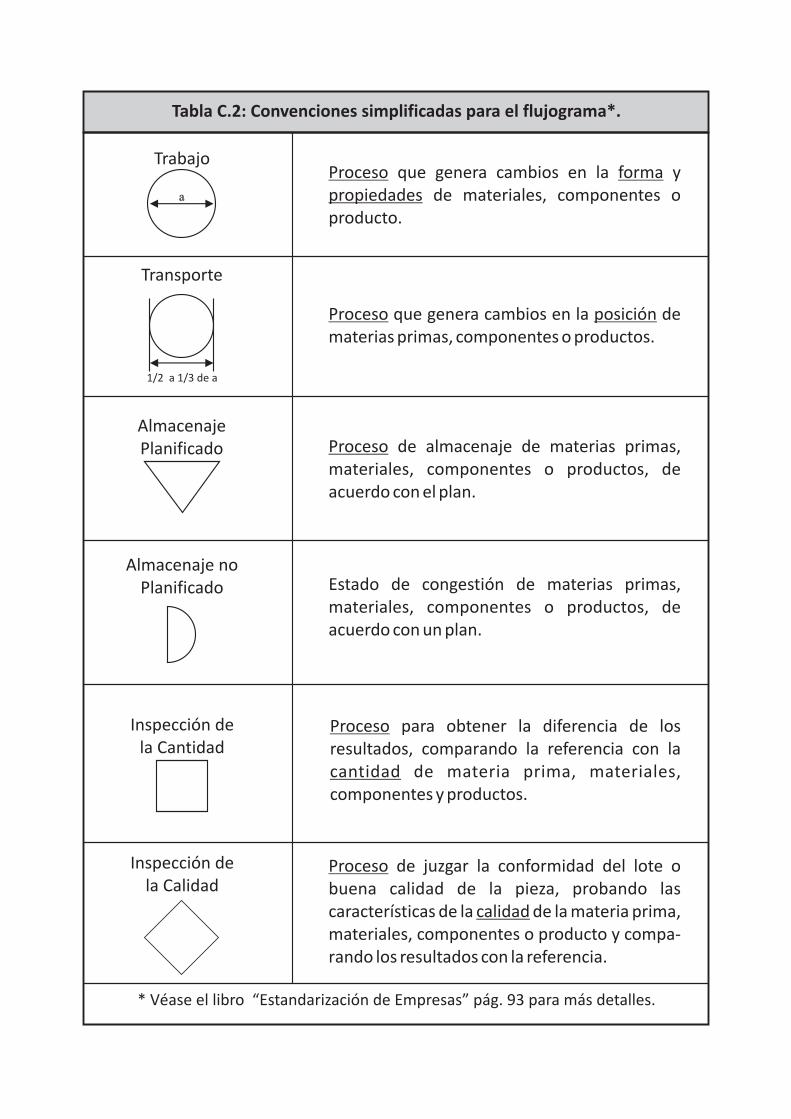
Tabla C.2: Convenciones simplificadas para el flujograma*.
Proceso que genera cambios en la posición de materias primas, componentes o productos.
Proceso de almacenaje de materias primas, materiales, componentes o productos, de acuerdo con el plan.
Proceso para obtener la diferencia de los resultados, comparando la referencia con la cantidad de materia prima, materiales, componentes y productos.
Trabajo
a
Proceso que genera cambios en la forma y propiedades de materiales, componentes o producto.
Transporte
1/2 a 1/3 de a
AlmacenajePlanificado
Almacenaje noPlanificado Estado de congestión de materias primas,
materiales, componentes o productos, de acuerdo con un plan.
Inspección dela Cantidad
Inspección dela Calidad
Proceso de juzgar la conformidad del lote o buena calidad de la pieza, probando las características de la calidad de la materia prima, materiales, componentes o producto y compa-rando los resultados con la referencia.
* Véase el libro “Estandarización de Empresas” pág. 93 para más detalles.
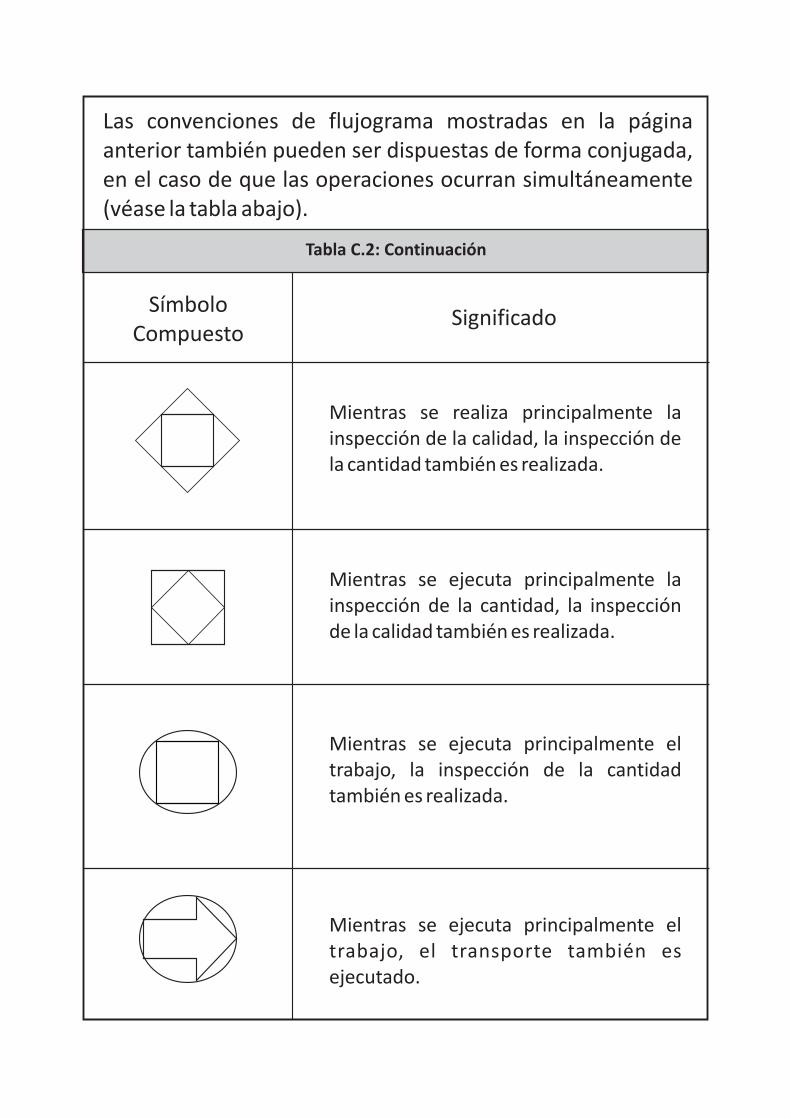
Tabla C.2: Continuación
SímboloCompuesto
Significado
Mientras se realiza principalmente la inspección de la calidad, la inspección de la cantidad también es realizada.
Mientrasinspección de la cantidad, la inspección de la calidad también es realizada.
se ejecuta principalmente la
Mientrastrabajo, la inspección de la cantidad también es realizada.
se ejecuta principalmente el
Mientrastrabajo, el transporte también es ejecutado.
se ejecuta principalmente el
Las convenciones de flujograma mostradas en la página anterior también pueden ser dispuestas de forma conjugada, en el caso de que las operaciones ocurran simultáneamente (véase la tabla abajo).

Ejemplo de un Flujograma de Proceso.
Coraza
Abrazadera B
Inductor InductorCoraza
Ventilador
Rodamiento
Eje
Abrazadera
Pierna de corazaRotor
Piernas de laCoraza
Inducido Inductor Eje VentiladorBrazadera
ABrazadera
B
Perforación y contracción del área
Perforación 1º paquete/vez1º enrolamiento/vez
Junción
Dimensionesy retorno
Dimensionesy retorno
Enrolamiento Perforación Perforación
Dimensionesy retorno
Dimensio-nes yretorno
Inducido
Inducido
Dimensiones
Para 1 motorpor vez
RotorAbrazaderaB
240 piezas/vez
Doblamiento Pretratamiento
4 piezas SoldaduraCarga
Pretratamiento15 piezas/palleta
Nicho
=Eje24 piezas/
palleta
Inserción delrodamiento
Piernas de lacoraza
4 piezas/colgantes
Pintura240 piezas/de cada vez
Polaridadtensión
Inserción deleje
Coraza ~=
1 pieza/vez
Soldadura
Trabajo en eldiámetroexterno
Acabamiento
15 piezas/palleta
Junción24 piezas/palleta
Dimensiónde la junta
Balanceo
15 piezas/palleta
Rotor
Montaje24 piezas/palleta
Rodamiento
Inserción del RodamientoSacar de lacaja
Sacar de lacaja
Sacar de lacaja
Tornillos Arandela Tuerca
Montaje
1 pieza
Test del valor característico
1 pieza
Pintura
1 pieza
Nº de término inspeción final
120 motores/por vez
Motor de Indicción Monofásica
~ ~
Trabajo inicial
Trabajo final
Perforación
Dimensiones
AbrazaderaA
240 piezas/vez
Hueco ycontraccióndel área
1ª pieza/vez
Perforación
Dimensionescantidad
Trabajo en eldiámetroexterno
1ª pieza/vez
1ª pieza/vez
Hueco de la clase
Esmerilla-miento
Dimensión desalida
50 piezas/palleta
~ ~
Inspección derecibimiento
Cubierta
240 piezas/vez
Caja paraEmpaquetamiento
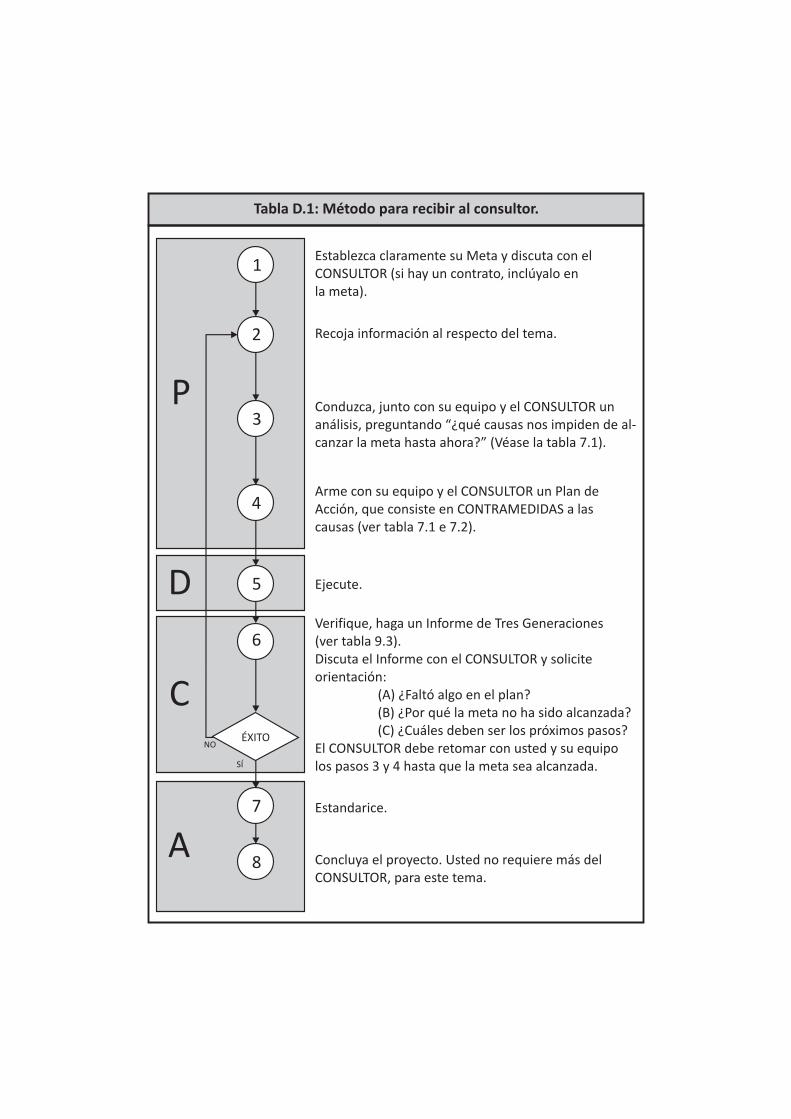
Tabla D.1: Método para recibir al consultor.
6
SÍ
NO
P
D
C
A
Establezca claramente su Meta y discuta con elCONSULTOR (si hay un contrato, inclúyalo enla meta).
8
1
2
3
4
5
7
ÉXITO
Recoja información al respecto del tema.
Conduzca, junto con su equipo y el CONSULTOR unanálisis, preguntando “¿qué causas nos impiden de al-canzar la meta hasta ahora?” (Véase la tabla 7.1).
Arme con su equipo y el CONSULTOR un Plan deAcción, que consiste en CONTRAMEDIDAS a lascausas (ver tabla 7.1 e 7.2).
Ejecute.
Verifique, haga un Informe de Tres Generaciones(ver tabla 9.3).Discuta el Informe con el CONSULTOR y soliciteorientación: (A) ¿Faltó algo en el plan? (B) ¿Por qué la meta no ha sido alcanzada? (C) ¿Cuáles deben ser los próximos pasos?El CONSULTOR debe retomar con usted y su equipolos pasos 3 y 4 hasta que la meta sea alcanzada.
Estandarice.
Concluya el proyecto. Usted no requiere más delCONSULTOR, para este tema.
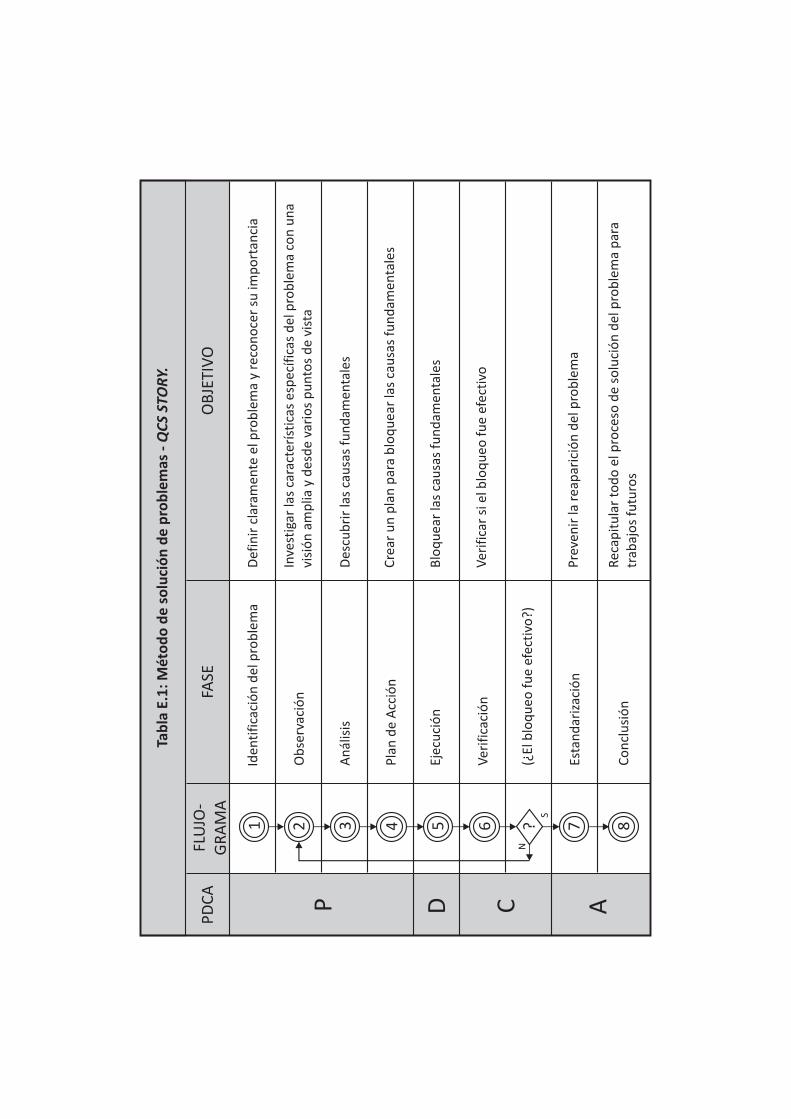
1
PD
CA
FLU
JO-
GR
AM
AFA
SE
Iden
tifi
caci
ón
del
pro
ble
ma
Def
inir
cla
ram
ente
el p
rob
lem
a y
reco
no
cer
su im
po
rtan
cia
Inve
stig
ar la
s ca
ract
erís
tica
s es
pec
ífic
as d
el p
rob
lem
a co
n u
na
visi
ón
am
plia
y d
esd
e va
rio
s p
un
tos
de
vist
a
Des
cub
rir
las
cau
sas
fun
dam
enta
les
Cre
ar u
n p
lan
par
a b
loq
uea
r la
s ca
usa
s fu
nd
amen
tale
s
Blo
qu
ear
las
cau
sas
fun
dam
enta
les
Ver
ific
ar s
i el b
loq
ueo
fu
e ef
ecti
vo
Pre
ven
ir la
rea
par
ició
n d
el p
rob
lem
a
Rec
apit
ula
r to
do
el p
roce
so d
e so
luci
ón
del
pro
ble
ma
par
atr
abaj
os
futu
ros
Ob
serv
ació
n
An
ális
is
Pla
n d
e A
cció
n
Ejec
uci
ón
Ver
ific
ació
n
(¿El
blo
qu
eo f
ue
efec
tivo
?)
Esta
nd
ariz
ació
n
Co
ncl
usi
ón
N
S
OB
JETI
VO
2 3 4 5 6 ? 7 8
ACDP
Tab
la E
.1:
Mét
od
o d
e s
olu
ció
n d
e p
rob
lem
as -
QC
S ST
OR
Y.
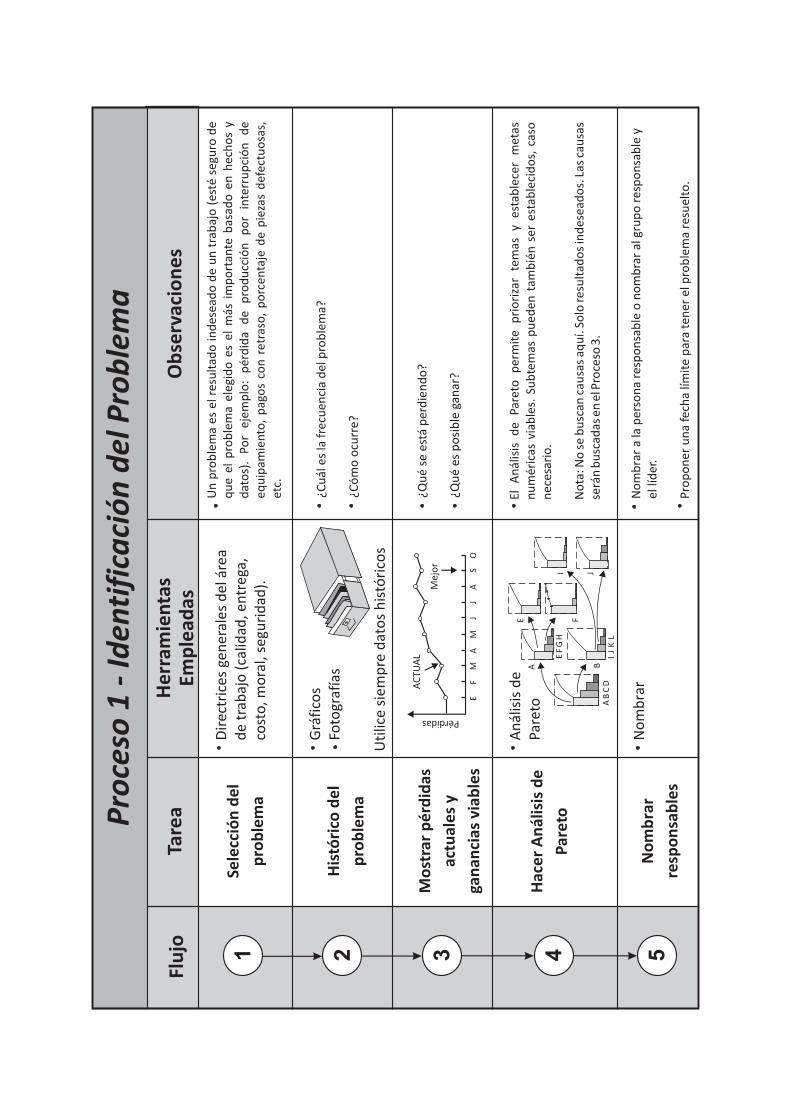
AC
TUA
L
EF
MM
JJ
AA
OS
Me
jor
Pérdidas
1
Flu
joTa
rea
Sele
cció
n d
el
pro
ble
ma
His
tóri
co d
el
pro
ble
ma
Uti
lice
sie
mp
re d
ato
s h
istó
rico
s
Mo
stra
r p
érd
idas
actu
ale
s y
gan
anci
as v
iab
les
Hac
er
An
ális
is d
e
Par
eto
No
mb
rar
resp
on
sab
les
He
rram
ien
tas
Emp
lead
asO
bse
rvac
ion
es
2 3 4 5
Un
pro
ble
ma
es e
l res
ult
ado
ind
esea
do
de
un
tra
baj
o (
esté
seg
uro
de
qu
e el
pro
ble
ma
eleg
ido
es
el m
ás i
mp
ort
ante
bas
ado
en
hec
ho
s y
dat
os)
. Po
r ej
emp
lo:
pér
did
a d
e p
rod
ucc
ión
p
or
inte
rru
pci
ón
d
e eq
uip
amie
nto
, p
ago
s co
n r
etra
so,
po
rcen
taje
de
pie
zas
def
ectu
osa
s,
etc.
¿Cu
ál e
s la
fre
cuen
cia
del
pro
ble
ma?
¿Có
mo
ocu
rre?
Dir
ectr
ices
gen
eral
es d
el á
rea
de
trab
ajo
(ca
lidad
, en
treg
a,co
sto
, mo
ral,
segu
rid
ad).
Grá
fico
sFo
togr
afía
s
An
ális
is d
ePa
reto
No
mb
rar
El
An
ális
is
de
Pare
to
per
mit
e p
rio
riza
r te
mas
y
esta
ble
cer
met
as
nu
mér
icas
via
ble
s. S
ub
tem
as p
ued
en t
amb
ién
ser
est
able
cid
os,
cas
o
nec
esar
io.
No
ta: N
o s
e b
usc
an c
ausa
s aq
uí.
Solo
res
ult
ado
s in
des
ead
os.
Las
cau
sas
será
n b
usc
adas
en
el P
roce
so 3
.
¿Qu
é se
est
á p
erd
ien
do
?
¿Qu
é es
po
sib
le g
anar
?
No
mb
rar
a la
per
son
a re
spo
nsa
ble
o n
om
bra
r al
gru
po
res
po
nsa
ble
y
el lí
der
.
Pro
po
ner
un
a fe
cha
límit
e p
ara
ten
er e
l pro
ble
ma
resu
elto
.
A B
C D
E F
G H
I J
K L
BAE F
I J
Pro
ceso
1 -
Iden
tifi
caci
ón
del
Pro
ble
ma

1
Flu
joTa
reas
AN
ÁLI
SIS
DE
PAR
ETO
ESTR
ATIF
ICA
CIÓ
N
HO
JA D
E V
ERIF
ICA
CIÓ
N
PR
IOR
IZA
CIÓ
NEl
ija lo
s te
mas
más
imp
ort
ante
s y
reto
rne
GR
ÁFI
CO
S D
E PA
RET
O
Iden
tifi
caci
ón
de
las
cara
cter
ísti
cas
del
pro
ble
ma
po
r m
edio
de
ob
serv
ació
n e
n e
l lu
gar
Cro
no
gram
a,
pre
sup
ues
to y
met
a
Des
cub
rim
ien
to d
e la
s
cara
cter
ísti
cas
del
pro
ble
ma
a tr
avés
de
la r
eco
lecc
ión
de
dat
os
Rec
om
end
ació
n
imp
ort
ante
:
cuan
to m
ás t
iem
po
ust
ed in
vier
ta a
qu
í
más
fác
il se
rá
reso
lver
el
pro
ble
ma.
¡N
o s
alte
esta
par
te!
Her
ram
ien
tas
Emp
lead
asO
bse
rvac
ion
es
2 3
Ob
serv
e el
pro
ble
ma
baj
o v
ario
s p
un
tos
de
vist
a (e
stra
tifi
caci
ón
):
a. T
iem
po
- ¿
Los
resu
ltad
os
son
dif
eren
tes
po
r la
mañ
ana,
la ta
rde,
la n
och
e, lo
s lu
nes
, lo
s fe
riad
os,
etc
.?B
. Lu
ga
r
- ¿
Los
resu
ltad
os
son
dif
eren
tes
en p
arte
s d
ifer
ente
s d
e u
na
pie
za
(def
ecto
s en
el
to
pe,
en
la
b
ase,
p
erif
ería
)?
¿En
lu
gare
s d
ifer
ente
s (a
ccid
ente
s en
esq
uin
as, e
n e
l med
io d
e la
cal
le, v
ered
as),
etc
?c.
Tip
o
-
¿Lo
s re
sult
ado
s so
n d
ifer
ente
s d
epen
die
nd
o d
el p
rod
uct
o,
de
la
mat
eria
pri
ma,
del
mat
eria
l usa
do
?d
. Sí
nto
ma
- ¿
Los
resu
ltad
os
son
dif
eren
tes
si l
os
def
ecto
s so
n c
avid
ades
o
po
rosi
dad
es,
si
el
ause
nti
smo
es
p
or
falt
a o
p
erm
iso
m
édic
o,
si
la
inte
rru
pci
ón
es
po
r qu
ema
de
un
mo
tor o
u fa
lla m
ecán
ica,
etc
?
Deb
erá
tam
bié
n s
er n
eces
ario
in
vest
igar
asp
ecto
s es
pec
ífic
os,
po
r ej
emp
lo:
hu
med
ad
rela
tiva
d
el
aire
, te
mp
erat
ura
am
bie
nte
, co
nd
icio
nes
d
e lo
s in
stru
men
tos
de
med
ició
n,
con
fiab
ilid
ad d
e lo
s es
tán
dar
es,
entr
enam
ien
to,
qu
ién
es
el o
per
ado
r, c
uál
es
el e
qu
ipo
qu
e tr
abaj
ó, c
uál
es s
on
las
con
dic
ion
es
clim
á-ti
cas,
etc
.
"5W
1H
" - H
aga
las
pre
gun
tas:
qu
é, q
uié
n, c
uán
do
, dó
nd
e, p
or
qu
é y
cóm
o, p
ara
reco
lect
ar d
ato
s.
Co
nst
ruya
var
ios
gráf
ico
s d
e Pa
reto
de
acu
erd
o c
on
los
gru
po
s d
efin
ido
s en
la
estr
atif
icac
ión
.
No
deb
e se
r h
ech
a en
la o
fici
na
y sí
en
el m
ism
o lu
gar
de
la o
curr
enci
a, p
ara
reco
lect
a d
e in
form
acio
nes
su
ple
men
tari
as q
ue
no
pu
edan
ser
ob
ten
idas
en
la
form
a d
e d
ato
s n
um
éric
os.
Uti
lice
cám
ara
de
vid
eo y
foto
graf
ías.
Hac
er u
n cr
onog
ram
a pa
ra r
efer
enci
a. E
ste
cron
ogra
ma
debe
ser
act
ualiz
ado
en c
ada
proc
eso.
Esti
mar
un
pres
upue
sto.
Def
inir
una
met
a a
ser
alca
nzad
a.
A B
C D
E F
G H
I J
K L
BAE F
I J
Pro
ceso
2 -
Ob
serv
aci
ón
An
ális
is e
n e
l lu
gar
de
la o
curr
enci
ad
el p
rob
lem
a p
or
las
per
son
as
invo
lucr
adas
en
lain
vest
igac
ión
FASE
An
ális
isP
lan
de
Acc
ión
Ve
rifi
caci
ón
Est
an
da
riza
ció
nC
on
clu
sió
n
Eje
cuci
ón
12
34
56
78
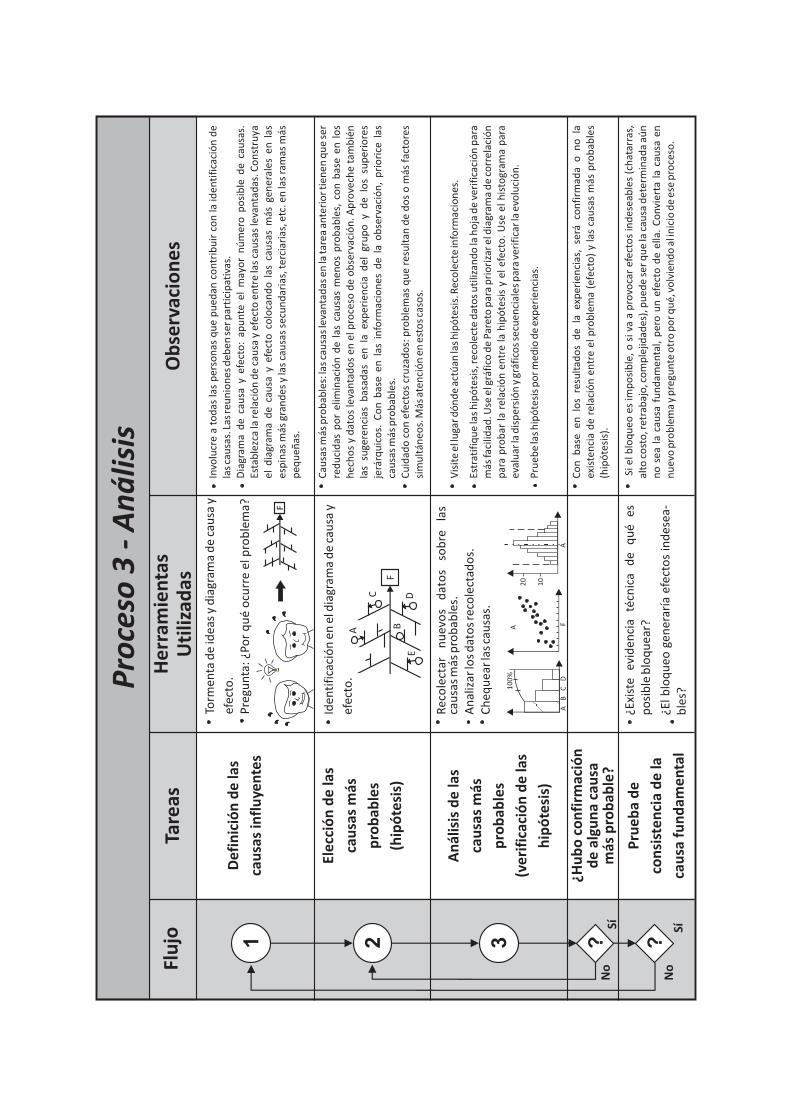
1
Flu
joTa
reas
De
fin
ició
n d
e la
s
cau
sas
infl
uye
nte
s
Ele
cció
n d
e la
s
cau
sas
más
pro
bab
les
(hip
óte
sis)
An
ális
is d
e la
s
cau
sas
más
pro
bab
les
(ve
rifi
caci
ón
de
las
hip
óte
sis)
¿Hu
bo
co
nfi
rmac
ión
de
alg
un
a ca
usa
más
pro
bab
le?
Pru
eb
a d
e
con
sist
en
cia
de
la
cau
sa f
un
dam
en
tal
He
rram
ien
tas
Uti
lizad
asO
bse
rvac
ion
es
2 3
Invo
lucr
e a
tod
as la
s p
erso
nas
qu
e p
ued
an c
on
trib
uir
co
n la
iden
tifi
caci
ón
de
las
cau
sas.
Las
reu
nio
nes
deb
en s
er p
arti
cip
ativ
as.
Dia
gram
a d
e ca
usa
y e
fect
o:
apu
nte
el
may
or
nú
mer
o p
osi
ble
de
cau
sas.
Es
tab
lezc
a la
rel
ació
n d
e ca
usa
y e
fect
o e
ntr
e la
s ca
usa
s le
van
tad
as. C
on
stru
ya
el d
iagr
ama
de
cau
sa y
efe
cto
co
loca
nd
o l
as c
ausa
s m
ás g
ener
ales
en
las
es
pin
as m
ás g
ran
des
y la
s ca
usa
s se
cun
dar
ias,
ter
ciar
ias,
etc
. en
las
ram
as m
ás
peq
ueñ
as.
Cau
sas
más
pro
bab
les:
las
cau
sas
leva
nta
das
en
la ta
rea
ante
rio
r tie
nen
qu
e se
r re
du
cid
as p
or
elim
inac
ión
de
las
cau
sas
men
os
pro
bab
les,
co
n b
ase
en l
os
hec
ho
s y
dat
os
leva
nta
do
s en
el p
roce
so d
e o
bse
rvac
ión
. Ap
rove
che
tam
bié
n
las
suge
ren
cias
bas
adas
en
la
exp
erie
nci
a d
el g
rup
o y
de
los
sup
erio
res
jerá
rqu
ico
s. C
on
bas
e en
las
in
form
acio
nes
de
la o
bse
rvac
ión
, p
rio
rice
las
ca
usa
s m
ás p
rob
able
s.C
uid
ado
co
n e
fect
os
cru
zad
os:
pro
ble
mas
qu
e re
sult
an d
e d
os
o m
ás f
acto
res
sim
ult
áneo
s. M
ás a
ten
ció
n e
n e
sto
s ca
sos.
Vis
ite
el lu
gar d
ón
de
actú
an la
s h
ipó
tesi
s. R
eco
lect
e in
form
acio
nes
.
Estr
atif
iqu
e la
s h
ipó
tesi
s, re
cole
cte
dat
os
uti
lizan
do
la h
oja
de
veri
fica
ció
n p
ara
más
faci
lidad
. Use
el g
ráfi
co d
e Pa
reto
par
a p
rio
riza
r el
dia
gram
a d
e co
rrel
ació
n
par
a p
rob
ar l
a re
laci
ón
en
tre
la h
ipó
tesi
s y
el e
fect
o.
Use
el
his
togr
ama
par
a ev
alu
ar la
dis
per
sió
n y
grá
fico
s se
cuen
cial
es p
ara
veri
fica
r la
evo
luci
ón
.
Pru
ebe
las
hip
óte
sis
po
r med
io d
e ex
per
ien
cias
.
Co
n b
ase
en l
os
resu
ltad
os
de
la e
xper
ien
cias
, se
rá c
on
firm
ada
o n
o l
a ex
iste
nci
a d
e re
laci
ón
en
tre
el p
rob
lem
a (e
fect
o)
y la
s ca
usa
s m
ás p
rob
able
s (h
ipó
tesi
s).
Si e
l blo
qu
eo e
s im
po
sib
le, o
si v
a a
pro
voca
r ef
ecto
s in
des
eab
les
(ch
atar
ras,
al
to c
ost
o, r
etra
baj
o, c
om
ple
jidad
es),
pu
ede
ser
qu
e la
cau
sa d
eter
min
ada
aún
n
o s
ea l
a ca
usa
fu
nd
amen
tal,
per
o u
n e
fect
o d
e el
la.
Co
nvi
erta
la
cau
sa e
n
nu
evo
pro
ble
ma
y p
regu
nte
otr
o p
or q
ué,
vo
lvie
nd
o a
l in
icio
de
ese
pro
ceso
.
Torm
enta
de
idea
s y
dia
gram
a d
e ca
usa
y
efec
to.
Pre
gun
ta: ¿
Por
qu
é o
curr
e el
pro
ble
ma?
¿Exi
ste
evid
enci
a té
cnic
a d
e q
ué
es
po
sib
le b
loq
uea
r?
¿El b
loq
ueo
gen
erar
ía e
fect
os
ind
esea
-b
les?
Rec
ole
ctar
n
uev
os
dat
os
sob
re
las
cau
sas
más
pro
bab
les.
An
aliz
ar lo
s d
ato
s re
cole
ctad
os.
Ch
equ
ear l
as c
ausa
s.
Iden
tifi
caci
ón
en
el d
iagr
ama
de
cau
sa y
efec
to.
??Sí
No
SíN
o
10
0%
AB
CD
FA
A
10
20F
F
Pro
ceso
3 -
An
ális
is
A
C DB
E
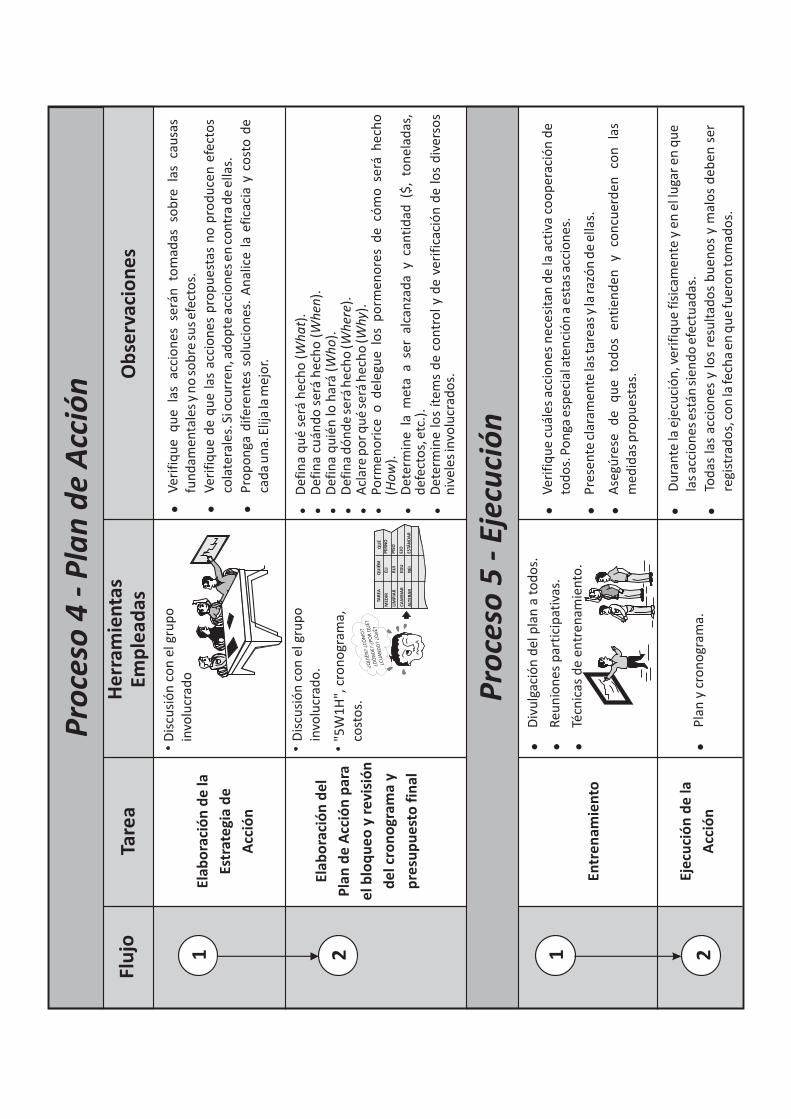
1
Flu
joTa
rea
Elab
ora
ció
n d
e la
Estr
ate
gia
de
Acc
ión
Elab
ora
ció
n d
el
Pla
n d
e A
cció
n p
ara
el b
loq
ue
o y
re
visi
ón
de
l cro
no
gram
a y
pre
sup
ue
sto
fin
al
He
rram
ien
tas
Emp
lead
asO
bse
rvac
ion
es
2
Dis
cusi
ón
co
n e
l gru
po
in
volu
crad
o
Pro
ceso
4 -
Pla
n d
e A
cció
n
!V
erif
iqu
e q
ue
las
acci
on
es s
erán
to
mad
as s
ob
re l
as c
ausa
s fu
nd
amen
tale
s y
no
so
bre
su
s ef
ecto
s.
!V
erif
iqu
e d
e q
ue
las
acci
on
es p
rop
ues
tas
no
pro
du
cen
efe
cto
s co
late
rale
s. S
i ocu
rren
, ad
op
te a
ccio
nes
en
co
ntr
a d
e el
las.
!P
rop
on
ga d
ifer
ente
s so
luci
on
es.
An
alic
e la
efi
caci
a y
cost
o d
e ca
da
un
a. E
lija
la m
ejo
r.
¿QU
IÉN
? ¿C
ÓM
O?
¿DÓ
ND
E? ¿
PO
R Q
UÉ?
¿CU
AN
DO
? ¿Q
uÉ?
TAR
EAQ
UIÉ
MQ
UÉ
MED
IR
LIM
PIA
R
CA
MB
IAR
ALT
ERA
R
ELI
RU
I
EDU
NEI
PER
NO
PIS
O
EJO
ESTÁ
ND
AR
!D
ivu
lgac
ión
del
pla
n a
to
do
s.
!R
eun
ion
es p
arti
cip
ativ
as.
!Té
cnic
as d
e en
tren
amie
nto
.
!P
lan
y c
ron
ogr
ama.
!V
erif
iqu
e cu
áles
acc
ion
es n
eces
itan
de
la a
ctiv
a co
op
erac
ión
de
tod
os.
Po
nga
esp
ecia
l ate
nci
ón
a e
stas
acc
ion
es.
!P
rese
nte
cla
ram
ente
las
tare
as y
la ra
zón
de
ella
s.
!A
segú
rese
d
e q
ue
tod
os
enti
end
en
y co
ncu
erd
en
con
la
s m
edid
as p
rop
ues
tas.
!D
ura
nte
la e
jecu
ció
n, v
erif
iqu
e fí
sica
men
te y
en
el l
uga
r en
qu
e la
s ac
cio
nes
est
án s
ien
do
efe
ctu
adas
.
!To
das
las
acci
on
es y
los
resu
ltad
os
bu
eno
s y
mal
os
deb
en s
er
regi
stra
do
s, c
on
la fe
cha
en q
ue
fuer
on
tom
ado
s.
Dis
cusi
ón
co
n e
l gru
po
invo
lucr
ado
.
"5W
1H
", c
ron
ogr
ama,
cost
os.
Pro
ceso
5 -
Eje
cuci
ón
1
Entr
en
amie
nto
2Ej
ecu
ció
n d
e la
Acc
ión
!D
efin
a q
ué
será
hec
ho
(W
ha
t).
!D
efin
a cu
ánd
o s
erá
hec
ho
(W
hen
).!
Def
ina
qu
ién
lo h
ará
(Wh
o).
!D
efin
a d
ón
de
será
hec
ho
(Wh
ere)
. !
Acl
are
po
r qu
é se
rá h
ech
o (W
hy).
!
Porm
eno
rice
o d
eleg
ue
los
po
rmen
ore
s d
e có
mo
ser
á h
ech
o
(Ho
w).
!
Det
erm
ine
la m
eta
a se
r al
can
zad
a y
can
tid
ad (
$,
ton
elad
as,
def
ecto
s, e
tc.)
.!
Det
erm
ine
los
ítem
s d
e co
ntr
ol
y d
e ve
rifi
caci
ón
de
los
div
erso
s n
ivel
es in
volu
crad
os.

¿Pre
gun
ta: l
a ca
usa
fu
nd
amen
tal
ha
sid
o e
fect
ivam
ente
en
con
trad
a y
blo
qu
ead
a?
Pro
ceso
6 -
Ver
ific
aci
ón
Flu
joTa
reas
Co
mp
arac
ión
de
los
resu
ltad
os
List
ado
de
los
efe
cto
sse
cun
dar
ios
Ve
rifi
caci
ón
de
laco
nti
nu
idad
on
o d
el p
rob
lem
a
¿El b
loq
ue
o h
a si
do
efe
ctiv
o?
He
rram
ien
tas
Uti
lizad
asO
bse
rvac
ion
es
S
Grá
fico
s d
e Pa
reto
, car
tas
de
con
tro
l,h
isto
gram
as.
AN
TES
AN
TES
A
BB
CC
DD
A
EE
DES
PU
ÉS
DES
PU
ÉS
LSC
LC LIC
$
Pérdidas
Mej
or
An
ális
isA
cció
nV
erif
icac
ión
MES
ES
EJ
JA
AS
ON
DF
MM
N
lSe
deb
en u
tiliz
ar lo
s d
ato
s re
cole
ctad
os
ante
s y
des
pu
és d
e la
ac
ció
n d
e b
loq
ueo
par
a ve
rifi
car
la e
fect
ivid
ad d
e la
acc
ión
y
el g
rad
o d
e re
du
cció
n d
e lo
s re
sult
ado
s in
des
ead
os.
lLo
s fo
rmat
os
usa
do
s en
la
co
mp
arac
ión
d
eben
se
r lo
s m
ism
os
ante
s y
des
pu
és d
e la
acc
ión
.
lC
on
vier
ta
y co
mp
are
los
efec
tos
tam
bié
n
en
térm
ino
s m
on
etar
ios.
lTo
da
alte
raci
ón
en
el
si
stem
a p
ued
e p
rovo
car
efec
tos
secu
nd
ario
s, p
osi
tivo
s o
neg
ativ
os.
lC
uan
do
el r
esu
ltad
o d
e la
acc
ión
es
tan
sat
isfa
cto
rio
res
pec
to
lo e
sper
ado
, ver
ifiq
ue
qu
e to
das
las
acci
on
es p
lan
ific
adas
han
sid
o im
ple
men
tad
as d
e ac
uer
do
co
n e
l pla
n.
lC
uan
do
lo
s e
fect
os
ind
ese
ado
s co
nti
nú
an
ocu
rrie
nd
o
des
pu
és d
e ej
ecu
tad
a la
acc
ión
de
blo
qu
eo,
sign
ific
a q
ue
la
solu
ció
n p
rese
nta
da
no
ha
sid
o e
fect
iva.
lU
tilic
e la
info
rmac
ión
rec
op
ilad
a en
las
tare
as a
nte
rio
res
par
a la
dec
isió
n.
lSi
la
solu
ció
n n
o h
a si
do
efe
ctiv
a, r
eto
mar
el
pro
ceso
2
(Ob
serv
ació
n).
1 2 3
2
?
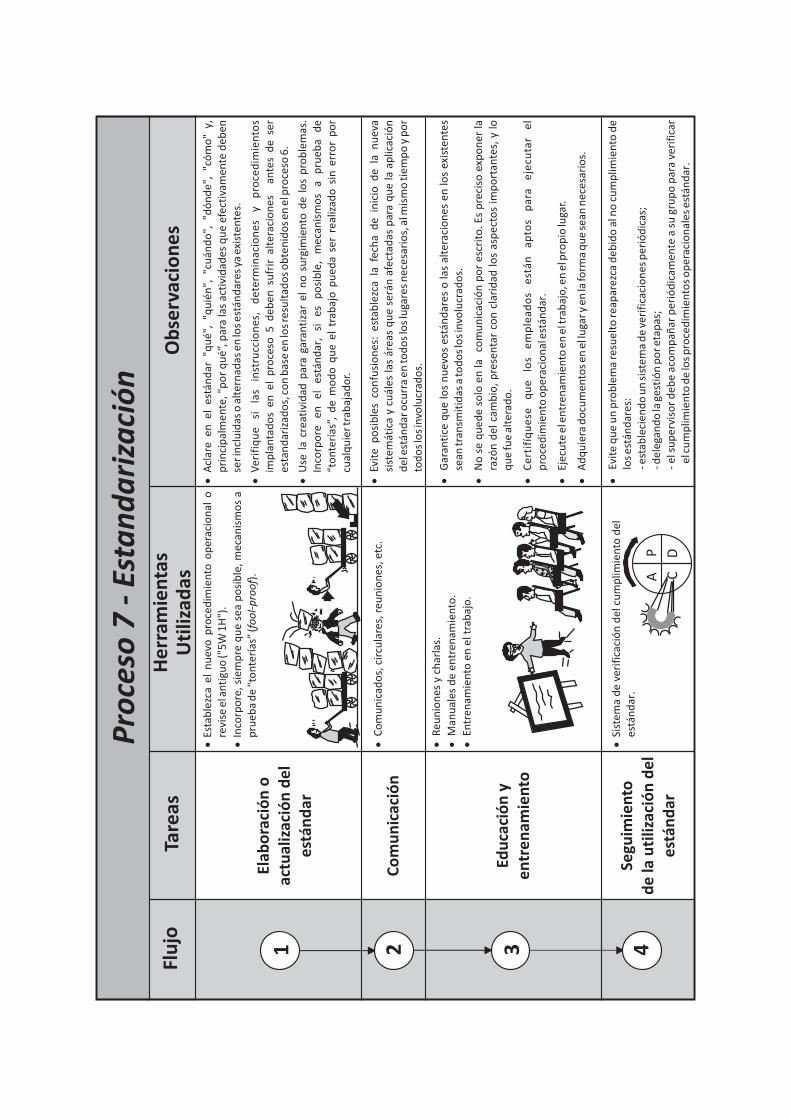
Flu
joTa
reas
He
rram
ien
tas
Uti
lizad
asO
bse
rvac
ion
es
Segu
imie
nto
de
la u
tiliz
ació
n d
el
est
ánd
ar
Edu
caci
ón
ye
ntr
en
amie
nto
Co
mu
nic
ació
n
Elab
ora
ció
n o
actu
aliz
ació
n d
el
est
ánd
ar
Pro
ceso
7 -
Est
an
da
riza
ció
n
AP D
C
·Es
tab
lezc
a el
nu
evo
pro
ced
imie
nto
op
erac
ion
al o
re
vise
el a
nti
guo
("5
W 1
H")
.
·In
corp
ore
, sie
mp
re q
ue
sea
po
sib
le, m
ecan
ism
os
a p
rueb
a d
e “t
on
terí
as”
(fo
ol-
pro
of)
.
·A
clar
e en
el
está
nd
ar "
qu
é",
"qu
ién
", "
cuán
do
", "
dó
nd
e",
"có
mo
" y,
p
rin
cip
alm
ente
, "p
or
qu
é”, p
ara
las
acti
vid
ades
qu
e ef
ecti
vam
ente
deb
en
ser i
ncl
uid
as o
alt
ern
adas
en
los
está
nd
ares
ya
exis
ten
tes.
·V
eri
fiq
ue
si
la
s in
stru
ccio
ne
s,
de
term
inac
ion
es
y p
roce
dim
ien
tos
imp
lan
tad
os
en e
l p
roce
so 5
deb
en s
ufr
ir a
lter
acio
nes
a
nte
s d
e se
r es
tan
dar
izad
os,
co
n b
ase
en lo
s re
sult
ado
s o
bte
nid
os
en e
l pro
ceso
6.
·U
se l
a cr
eati
vid
ad p
ara
gara
nti
zar
el n
o s
urg
imie
nto
de
los
pro
ble
mas
. In
corp
ore
en
el
es
tán
dar
, si
es
p
osi
ble
, m
ecan
ism
os
a p
rueb
a d
e “t
on
terí
as”,
de
mo
do
qu
e el
tra
baj
o p
ued
a se
r re
aliz
ado
sin
err
or
po
r cu
alq
uie
r tra
baj
ado
r.
·Ev
ite
po
sib
les
con
fusi
on
es:
esta
ble
zca
la f
ech
a d
e in
icio
de
la n
uev
a si
stem
átic
a y
cuál
es la
s ár
eas
qu
e se
rán
afe
ctad
as p
ara
qu
e la
ap
licac
ión
d
el e
stán
dar
ocu
rra
en to
do
s lo
s lu
gare
s n
eces
ario
s, a
l mis
mo
tiem
po
y p
or
tod
os
los
invo
lucr
ado
s.
·G
aran
tice
qu
e lo
s n
uev
os
está
nd
ares
o la
s al
tera
cio
nes
en
los
exis
ten
tes
sean
tran
smit
idas
a to
do
s lo
s in
volu
crad
os.
·N
o s
e q
ued
e so
lo e
n la
co
mu
nic
ació
n p
or
escr
ito
. Es
pre
ciso
exp
on
er la
ra
zón
del
cam
bio
, p
rese
nta
r co
n c
lari
dad
lo
s as
pec
tos
imp
ort
ante
s, y
lo
q
ue
fue
alte
rad
o.
·C
ert
ifíq
ue
se
qu
e
los
em
ple
ad
os
est
án
a
pto
s p
ara
e
jecu
tar
el
pro
ced
imie
nto
op
erac
ion
al e
stán
dar
.
·Ej
ecu
te e
l en
tren
amie
nto
en
el t
rab
ajo
, en
el p
rop
io lu
gar.
·A
dq
uie
ra d
ocu
men
tos
en e
l lu
gar y
en
la fo
rma
qu
e se
an n
eces
ario
s.
·Ev
ite
qu
e u
n p
rob
lem
a re
suel
to r
eap
arez
ca d
ebid
o a
l no
cu
mp
limie
nto
de
los
está
nd
ares
:- e
stab
leci
end
o u
n s
iste
ma
de
veri
fica
cio
nes
per
iód
icas
;- d
eleg
and
o la
ges
tió
n p
or e
tap
as;
- el
su
per
viso
r d
ebe
aco
mp
añar
per
iód
icam
ente
a s
u g
rup
o p
ara
veri
fica
r
el c
um
plim
ien
to d
e lo
s p
roce
dim
ien
tos
op
erac
ion
ales
est
ánd
ar.
·Si
stem
a d
e ve
rifi
caci
ón
del
cu
mp
limie
nto
del
es
tán
dar
.
·R
eun
ion
es y
ch
arla
s.
·M
anu
ales
de
entr
enam
ien
to.
·En
tren
amie
nto
en
el t
rab
ajo
.
·C
om
un
icad
os,
cir
cula
res,
reu
nio
nes
, etc
.
1 2 3 4
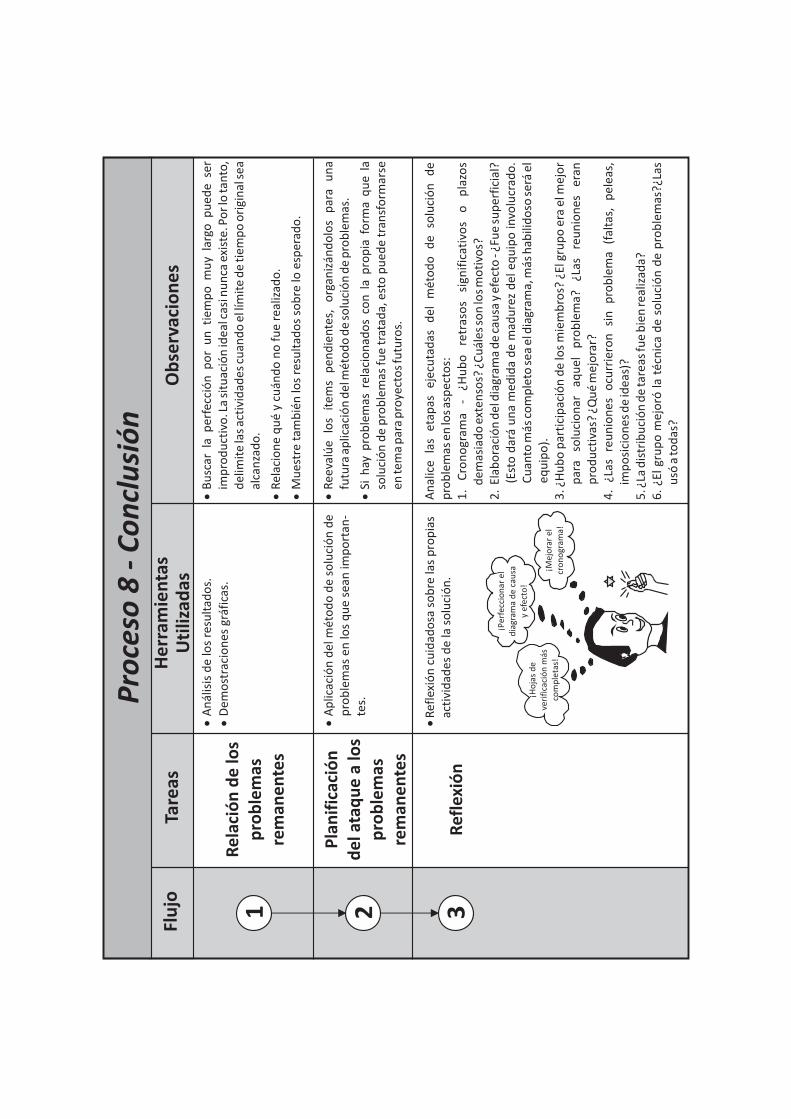
Flu
joTa
reas
He
rram
ien
tas
Uti
lizad
asO
bse
rvac
ion
es
Pro
ceso
8 -
Co
ncl
usi
ón
1 2 3
Re
laci
ón
de
los
pro
ble
mas
rem
ane
nte
s
Ref
lexi
ón
Pla
nif
icac
ión
de
l ata
qu
e a
los
pro
ble
mas
rem
ane
nte
s
¡Ho
jas
de
veri
fica
ció
n m
ásco
mp
leta
s!¡M
ejo
rar
elcr
on
ogr
ama!
¡Per
fecc
ion
ar e
ld
iagr
ama
de
cau
say
efec
to!
·A
nál
isis
de
los
resu
ltad
os.
·D
emo
stra
cio
nes
grá
fica
s.
·B
usc
ar l
a p
erfe
cció
n p
or
un
tie
mp
o m
uy
larg
o p
ued
e se
r im
pro
du
ctiv
o. L
a si
tuac
ión
idea
l cas
i nu
nca
exi
ste.
Po
r lo
tan
to,
del
imit
e la
s ac
tivi
dad
es c
uan
do
el l
ímit
e d
e ti
emp
o o
rigi
nal
sea
al
can
zad
o.
·R
elac
ion
e q
ué
y cu
ánd
o n
o f
ue
real
izad
o.
·M
ues
tre
tam
bié
n lo
s re
sult
ado
s so
bre
lo e
sper
ado
.
·R
eeva
lúe
los
ítem
s p
end
ien
tes,
o
rgan
izán
do
los
par
a u
na
futu
ra a
plic
ació
n d
el m
éto
do
de
solu
ció
n d
e p
rob
lem
as.
·Si
hay
pro
ble
mas
rel
acio
nad
os
con
la
pro
pia
fo
rma
qu
e la
so
luci
ón
de
pro
ble
mas
fu
e tr
atad
a, e
sto
pu
ede
tran
sfo
rmar
se
en te
ma
par
a p
roye
cto
s fu
turo
s.
An
alic
e la
s et
apas
ej
ecu
tad
as
del
m
éto
do
d
e so
luci
ón
d
e p
rob
lem
as e
n lo
s as
pec
tos:
1.
Cro
no
gram
a -
¿Hu
bo
re
tras
os
sign
ific
ativ
os
o
pla
zos
dem
asia
do
ext
enso
s? ¿
Cu
áles
so
n lo
s m
oti
vos?
2.
Elab
ora
ció
n d
el d
iagr
ama
de
cau
sa y
efe
cto
- ¿F
ue
sup
erfi
cial
? (E
sto
dar
á u
na
med
ida
de
mad
ure
z d
el e
qu
ipo
invo
lucr
ado
. C
uan
to m
ás c
om
ple
to s
ea e
l dia
gram
a, m
ás h
abili
do
so s
erá
el
equ
ipo
).3
. ¿H
ub
o p
arti
cip
ació
n d
e lo
s m
iem
bro
s? ¿
El g
rup
o e
ra e
l mej
or
p
ara
solu
cio
nar
aq
uel
p
rob
lem
a?
¿Las
re
un
ion
es
eran
p
rod
uct
ivas
? ¿Q
ué
mej
ora
r?4
. ¿L
as
reu
nio
nes
o
curr
iero
n
sin
p
rob
lem
a (f
alta
s,
pel
eas,
im
po
sici
on
es d
e id
eas)
?5
. ¿La
dis
trib
uci
ón
de
tare
as fu
e b
ien
real
izad
a?6
. ¿E
l gr
up
o m
ejo
ró l
a té
cnic
a d
e so
luci
ón
de
pro
ble
mas
?¿La
s u
só a
tod
as?
·A
plic
ació
n d
el m
éto
do
de
solu
ció
n d
e p
rob
lem
as e
n lo
s q
ue
sean
imp
ort
an-
tes.
·R
efle
xió
n c
uid
ado
sa s
ob
re la
s p
rop
ias
acti
vid
ades
de
la s
olu
ció
n.

Figu
ra F
.1:
Eje
mp
lo d
e E
stán
dar
Té
cnic
o d
e P
roce
so.
Nombre de las Materias Primas
Flu
jogr
ama
Proceso de las Mate-rias Primas
Proceso Principal
Procesos
ResistenciaEléctrica
ImpactoTérmico
Soldabilidad
ResistenciaEléctricaResistenciaal Soluble
Resistenciaa Vibración
Vida Útilde la Carga
Dimensión
Insp
ecci
ón
de
Rec
epci
ón
Entr
enam
ien
tod
e la
Sup
erfí
cie
Imp
regn
ació
nd
elC
arb
on
o
Pin
tura
d
e la
Bas
e
Pre
sió
nSe
cun
dar
ia
Cla
sifi
caci
ón
Secu
nd
aria
Imp
regn
ació
nd
elC
arb
on
o
Ítem deControl
Muestrario
Instrumentode Medida
ProcedimientoOperacional Estándar
Registro
Responsable
DeptºProducción
DeptºIngeniería
Dirección
Asp
ecto
Exte
rno
Dim
ensi
ón
Exte
rna
Co
nce
ntr
a-ci
ón
del
Líq
uid
oTi
emp
o
Gra
do
de
Vac
uid
ad
Tem
per
a-tu
ra
Res
iste
nci
ad
eM
emb
ran
a
Peso
Esp
ecíf
ico
Res
iste
nci
ad
e la
Tap
a
Mensual
Mensual
Mensual
Mensual
Mensual
Mensual
Superv. Superv. Superv. Superv. Superv. Superv.
Por
lote
de
Entr
ada
Vis
ual
Mic
ró-
met
ro
RP
-00
-22
X -
R
Por
lote
Trat
ado
Med
ido
rZe
ta
Cro
nó
-m
etro
RP
-00
-11
X -
R
Por
lote
Imp
reg-
nad
o d
eC
arb
on
o
Med
ido
rd
e V
a-cu
idad
Term
op
arC
R-A
C
RP
-00
-33
Reg
istr
oC
on
tín
uo
Reg
istr
oC
on
tín
uo
Por
Lote
Gu
íaIP
-20
-43
Reg
istr
oFi
cha
Pre
par
a-ci
ón
de
la T
inta
po
r Lo
te
Gra
vitó
-m
etro
RZ-
11
-08
Reg
istr
oFi
cha
Por
Lote
Test
- A
lta
Co
rre
laci
ón
- M
ed
ia C
orr
ela
ció
n
- B
aja
Co
rre
laci
ón
Co
rrel
ació
n c
on
los
ítem
sd
e la
Cal
idad
Ase
gura
da
Mét
od
o d
e V
erif
icac
ión
del
Ítem
de
Co
ntr
ol
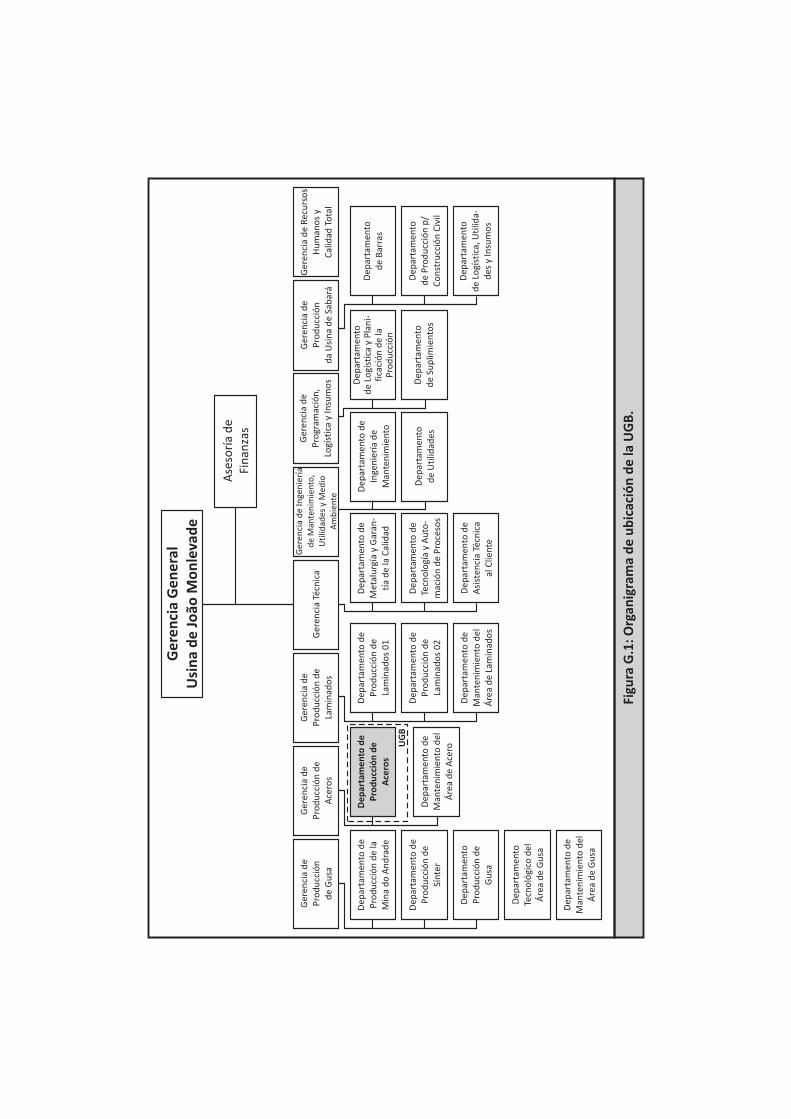
Ge
ren
cia
Ge
ne
ral
Usi
na
de
Jo
ão M
on
leva
de
Ase
sorí
a d
e Fi
nan
zas
Ger
enci
aH
um
ano
s y
Cal
idad
To
tal
de
Rec
urs
os
Ger
enci
aP
rod
ucc
ión
da
Usi
na
de
Sab
ará
de
Ger
enci
a Té
cnic
a
Ger
enci
ad
e M
ante
nim
ien
to,
Uti
lidad
es y
Med
io
Am
bie
nte
de
Inge
nie
ría
Ger
enci
aP
rod
ucc
ión
de
Lam
inad
os
de
Ger
enci
aP
rod
ucc
ión
de
Ace
ros d
e G
eren
cia
de
Pro
du
cció
n
de
Gu
sa
Ger
enci
aP
rogr
amac
ión
, Lo
gíst
ica
y In
sum
os
de
Dep
arta
men
to
de
Bar
ras
Dep
arta
men
to
de
Pro
du
cció
n p
/C
on
stru
cció
n C
ivil
Dep
arta
men
to
de
Logí
stic
a, U
tilid
a-d
es y
Insu
mo
s
Dep
arta
men
to
de
Logí
stic
a y
Pla
ni-
fica
ció
n d
e la
Pro
du
cció
n
Dep
arta
men
to
de
Sup
limie
nto
s
Dep
arta
men
to d
e P
rod
ucc
ión
de
laM
ina
do
An
dra
de
Dep
arta
men
to d
e P
rod
ucc
ión
de
Sín
ter
Dep
arta
men
to d
e In
gen
ierí
a d
eM
ante
nim
ien
to
Dep
arta
men
to
de
Uti
lidad
es
Dep
arta
men
to d
e M
etal
urg
ía y
Gar
an-
tía
de
la C
alid
ad
Dep
arta
men
to d
e Te
cno
logí
a y
Au
to-
mac
ión
de
Pro
ceso
s
Dep
arta
men
to d
e A
sist
enci
a Té
cnic
aal
Clie
nte
Dep
arta
men
to d
e P
rod
ucc
ión
de
Lam
inad
os
01
Dep
arta
men
to d
e P
rod
ucc
ión
de
Lam
inad
os
02
Dep
arta
men
to d
e M
ante
nim
ien
to d
el
Áre
a d
e La
min
ado
s
Dep
arta
men
to d
e M
ante
nim
ien
to d
el
Áre
a d
e G
usa
De
par
tam
en
to d
eP
rod
ucc
ión
de
A
cero
s
Dep
arta
men
to d
e M
ante
nim
ien
to d
elÁ
rea
de
Ace
roUG
B
Dep
arta
men
to
Pro
du
cció
n d
eG
usa
Dep
arta
men
toTe
cno
lógi
co d
elÁ
rea
de
Gu
sa
Figu
ra G
.1:
Org
anig
ram
a d
e u
bic
ació
n d
e la
UG
B.

Foto
G.1
: D
ire
cció
n y
pe
rso
nas
de
la U
GB
- D
PAC
.
Des
de
la iz
qu
ierd
a a
la d
erec
ha:
Vid
igal
, Jo
aqu
im, A
nd
ré F
ern
and
o, A
nís
io, J
úlio
, Mar
co A
ntô
nio
.
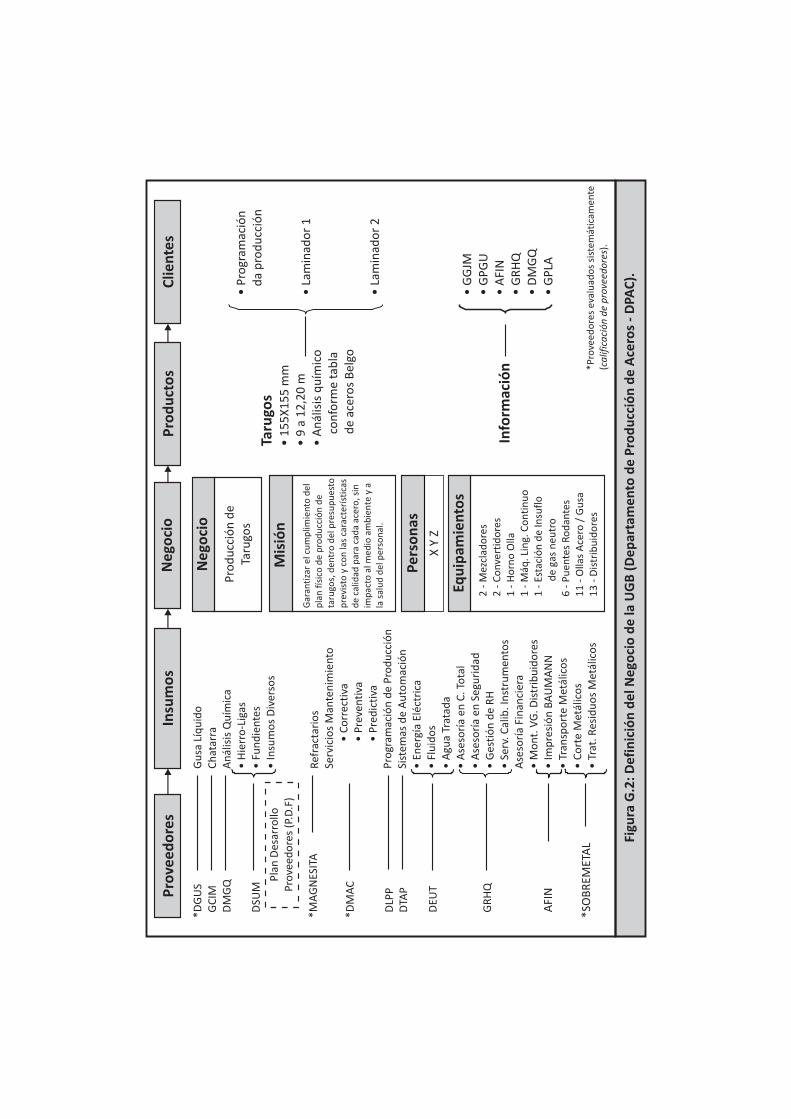
Figu
ra G
.2:
Def
inic
ión
de
l Ne
goci
o d
e la
UG
B (
De
par
tam
en
to d
e P
rod
ucc
ión
de
Ace
ros
- D
PAC
).
Pro
vee
do
res
Insu
mo
sN
ego
cio
Pro
du
cto
sC
lien
tes
*DG
US
GC
IM D
MG
Q
DSU
M
Gu
sa L
íqu
ido
Ch
atar
raA
nál
isis
Qu
ímic
a•
Hie
rro
-Lig
as•
Fun
die
nte
s•
Insu
mo
s D
iver
sos
Ref
ract
ario
sSe
rvic
ios
Man
ten
imie
nto
•
Co
rrec
tiva
•
Pre
ven
tiva
•
Pre
dic
tiva
Pro
gram
ació
n d
e P
rod
ucc
ión
Sist
emas
de
Au
tom
ació
n•
Ener
gía
Eléc
tric
a•
Flu
ido
s•
Agu
a Tr
atad
a•
Ase
sorí
a en
C. T
ota
l•
Ase
sorí
a en
Seg
uri
dad
• G
esti
ón
de
RH
• Se
rv. C
alib
. In
stru
men
tos
Ase
sorí
a Fi
nan
cier
a•
Mo
nt.
VG
. Dis
trib
uid
ore
s•
Imp
resi
ón
BA
UM
AN
N•
Tran
spo
rte
Met
álic
os
• C
ort
e M
etál
ico
s•
Trat
. Res
idu
os
Met
álic
os
Pla
n D
esar
rollo
Pro
veed
ore
s (P
.D.F
)
*MA
GN
ESIT
A
*DM
AC
DLP
P D
TAP
DEU
T
GR
HQ
AFI
N
*SO
BR
EMET
AL
Ne
goci
o
Pro
du
cció
n d
eTa
rugo
s
Mis
ión
Gar
anti
zar
el c
um
plim
ien
to d
elp
lan
fís
ico
de
pro
du
cció
n d
eta
rugo
s, d
entr
o d
el p
resu
pu
esto
pre
vist
o y
co
n la
s ca
ract
erís
tica
s d
e ca
lidad
par
a ca
da
acer
o, s
in
imp
acto
al m
edio
am
bie
nte
y a
la
sal
ud
del
per
son
al.
Pe
rso
nas
X Y
Z
Equ
ipam
ien
tos
2 -
Mez
clad
ore
s2
- C
on
vert
ido
res
1 -
Ho
rno
Olla
1 -
Máq
. Lin
g. C
on
tin
uo
1 -
Est
ació
n d
e In
sufl
o
d
e ga
s n
eutr
o6
- P
uen
tes
Ro
dan
tes
11
- O
llas
Ace
ro /
Gu
sa1
3 -
Dis
trib
uid
ore
s
Taru
gos
• • 9
a 1
2,2
0 m
• A
nál
isis
qu
ímic
o
co
nfo
rme
tab
la
de
acer
os
Bel
go
15
5X
15
5 m
m
Info
rmac
ión
• d
a p
rod
ucc
ión
Pro
gram
ació
n
• La
min
ado
r 1
• La
min
ado
r 2
• • G
PG
U•
AFI
N•
GR
HQ
• D
MG
Q•
GP
LA
GG
JM
*Pro
veed
ore
s ev
alu
ado
s si
stem
átic
amen
te
(ca
lific
aci
ón
de
pro
veed
ore
s).
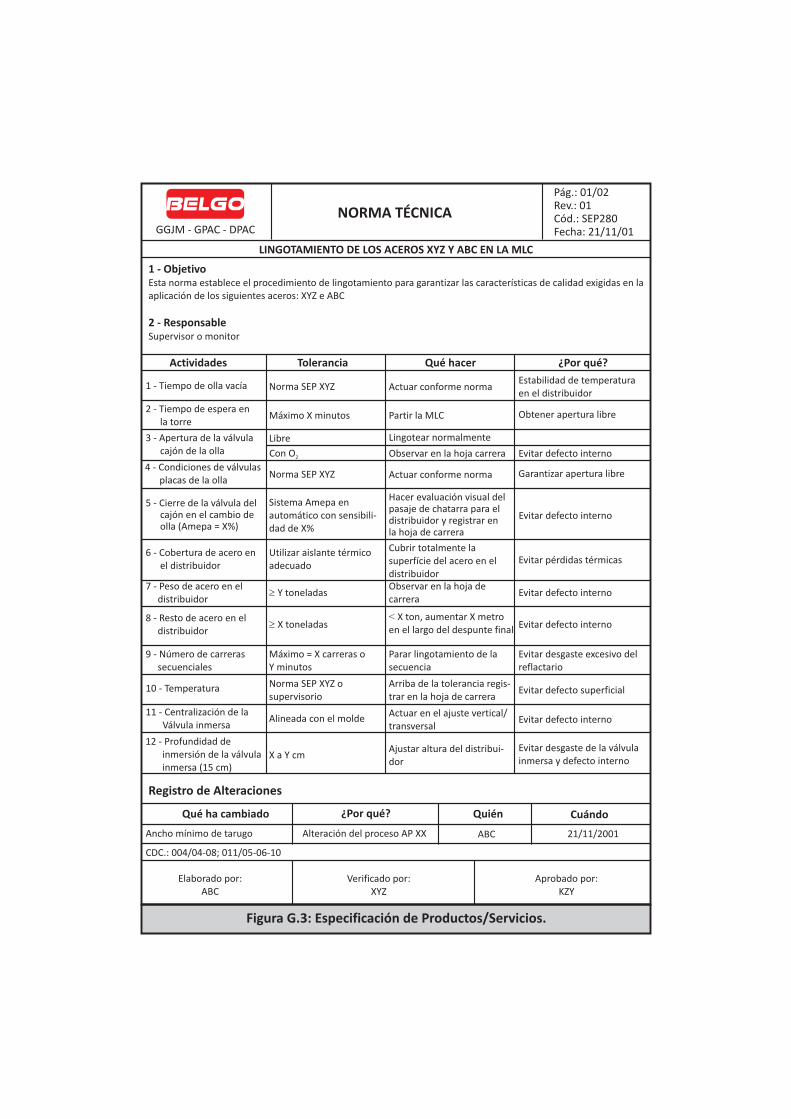
Figura G.3: Especificación de Productos/Servicios.
GGJM - GPAC - DPAC
Pág.: 01/02Rev.: 01Cód.: SEP280Fecha: 21/11/01
NORMA TÉCNICA
LINGOTAMIENTO DE LOS ACEROS XYZ Y ABC EN LA MLC
1 - ObjetivoEsta norma establece el procedimiento de lingotamiento para garantizar las características de calidad exigidas en laaplicación de los siguientes aceros: XYZ e ABC
2 - ResponsableSupervisor o monitor
Actividades Tolerancia Qué hacer ¿Por qué?
1 - Tiempo de olla vacía Norma SEP XYZ Actuar conforme normaEstabilidad de temperaturaen el distribuidor
2 - Tiempo de espera en la torre
Máximo X minutos Partir la MLC Obtener apertura libre
3 - Apertura de la válvula cajón de la olla
Libre Lingotear normalmente
Con O2 Observar en la hoja carrera Evitar defecto interno
4 - Condiciones de válvulas placas de la olla
Norma SEP XYZ Actuar conforme norma Garantizar apertura libre
5 - Cierre de la válvula del cajón en el cambio de olla (Amepa = X%)
Sistema Amepa enautomático con sensibili-dad de X%
Hacer evaluación visual delpasaje de chatarra para eldistribuidor y registrar enla hoja de carrera
Evitar defecto interno
6 - Cobertura de acero en el distribuidor
Utilizar aislante térmicoadecuado
Cubrir totalmente lasuperfície del acero en el distribuidor
Evitar pérdidas térmicas
7 - Peso de acero en el distribuidor
³ Y toneladasObservar en la hoja decarrera
Evitar defecto interno
8 - Resto de acero en el distribuidor
³ X toneladas< X ton, aumentar X metroen el largo del despunte final
Evitar defecto interno
9 - Número de carreras secuenciales
Máximo = X carreras o Y minutos
Parar lingotamiento de lasecuencia
Evitar desgaste excesivo delreflactario
10 - Temperatura Norma SEP XYZ o supervisorio
Arriba de la tolerancia regis-trar en la hoja de carrera
Evitar defecto superficial
Ancho mínimo de tarugo
Alineada con el moldeActuar en el ajuste vertical/transversal
Evitar defecto interno
12 - Profundidad de inmersión de la válvula inmersa (15 cm)
X a Y cmAjustar altura del distribui-dor
Evitar desgaste de la válvulainmersa y defecto interno
Registro de Alteraciones
Qué ha cambiado ¿Por qué? Quién Cuándo
Alteración del proceso AP XX ABC 21/11/2001
CDC.: 004/04-08; 011/05-06-10
Elaborado por:ABC
Verificado por:XYZ
Aprobado por:KZY
11 - Centralización de la Válvula inmersa
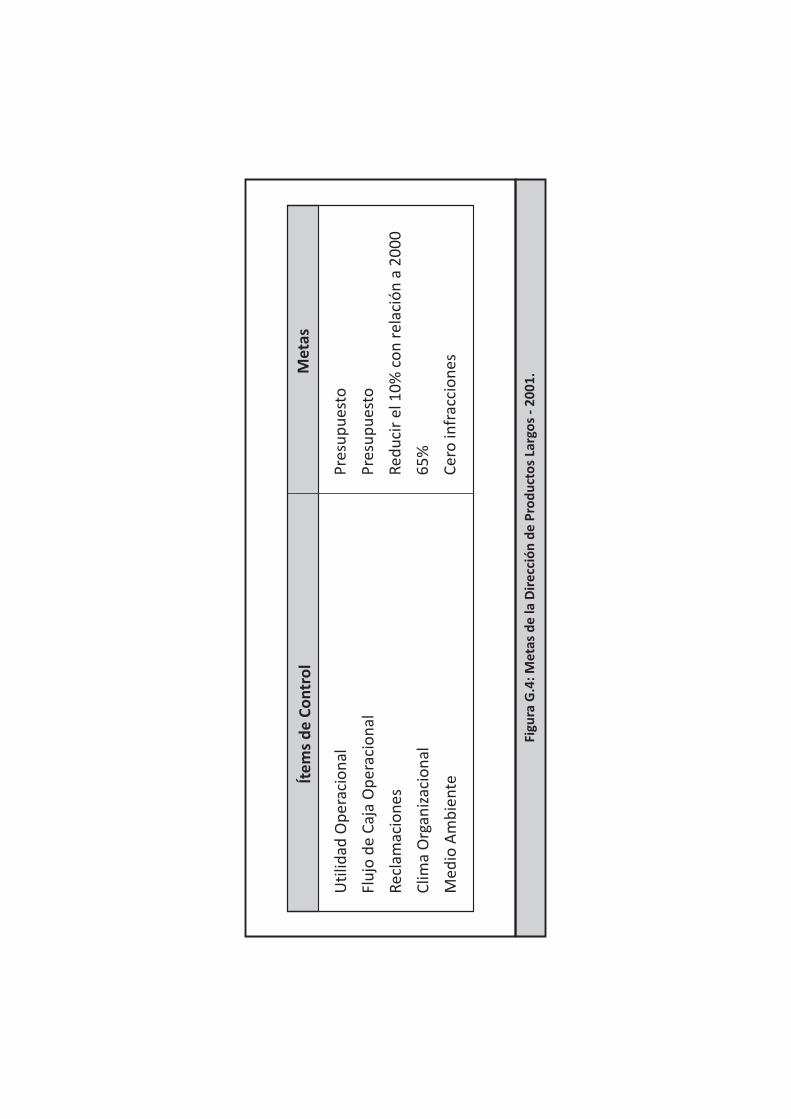
Figu
ra G
.4:
Met
as d
e la
Dir
ecc
ión
de
Pro
du
cto
s La
rgo
s -
20
01
.
Íte
ms
de
Co
ntr
ol
Met
as
Uti
lidad
Op
erac
ion
al
Flu
jo d
e C
aja
Op
erac
ion
al
Rec
lam
acio
nes
Clim
a O
rgan
izac
ion
al
Med
io A
mb
ien
te
Pre
sup
ues
to
Pre
sup
ues
to
Red
uci
r el
10
% c
on
rel
ació
n a
20
00
65
%
Cer
o in
frac
cio
nes
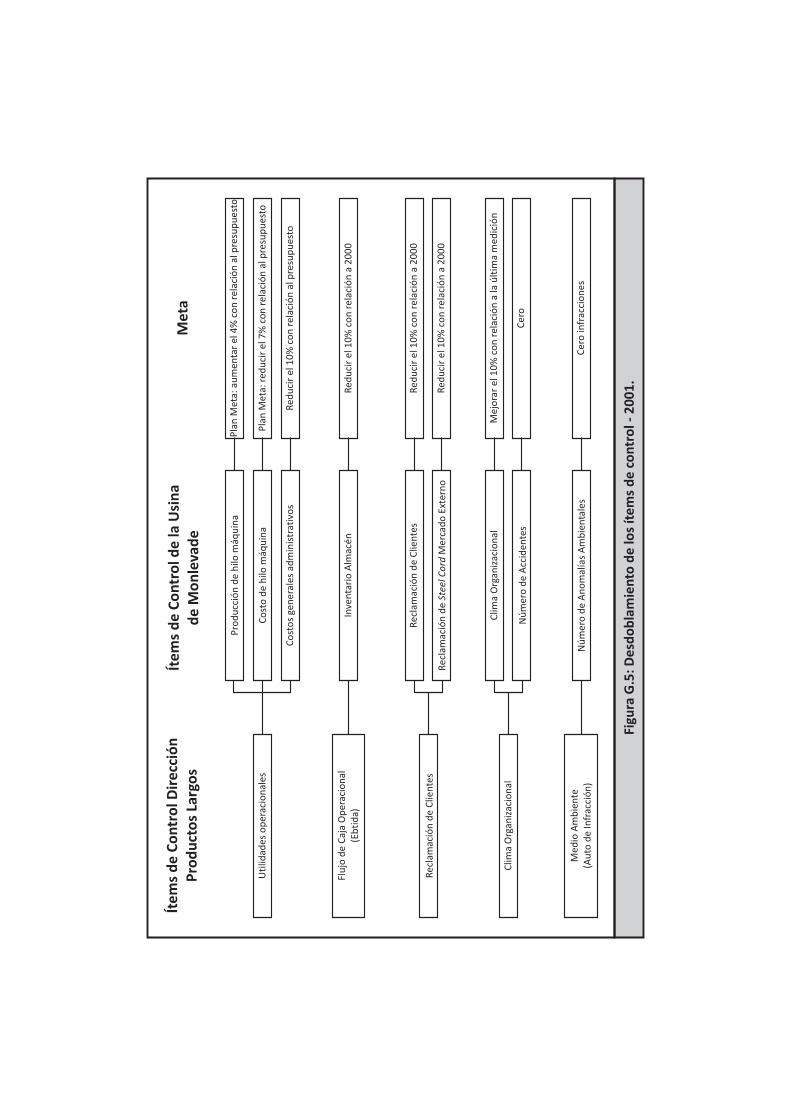
Figu
ra G
.5:
De
sdo
bla
mie
nto
de
los
íte
ms
de
co
ntr
ol -
20
01
.
Íte
ms
de
Co
ntr
ol D
ire
cció
nP
rod
uct
os
Larg
os
Íte
ms
de
Co
ntr
ol d
e la
Usi
na
de
Mo
nle
vad
eM
eta
Uti
lidad
es o
per
acio
nal
es
Flu
jo d
e C
aja
Op
erac
ion
al(E
bti
da)
Rec
lam
ació
n d
e C
lien
tes
Med
io A
mb
ien
te(A
uto
de
Infr
acci
ón
)
Co
sto
de
hilo
máq
uin
a
Pro
du
cció
n d
e h
ilo m
áqu
ina
Co
sto
s ge
ner
ales
ad
min
istr
ativ
os
Pla
n M
eta:
au
men
tar
el 4
% c
on
rel
ació
n a
l pre
sup
ues
to
Pla
n M
eta:
red
uci
r el
7%
co
n r
elac
ión
al p
resu
pu
esto
Red
uci
r el
10
% c
on
rel
ació
n a
l pre
sup
ues
to
Inve
nta
rio
Alm
acén
Clim
a O
rgan
izac
ion
al
Red
uci
r el
10
% c
on
rel
ació
n a
20
00
Red
uci
r el
10
% c
on
rel
ació
n a
20
00
Red
uci
r el
10
% c
on
rel
ació
n a
20
00
Rec
lam
ació
n d
e C
lien
tes
Rec
lam
ació
n d
e St
eel C
ord
Mer
cad
o E
xter
no
Clim
a O
rgan
izac
ion
al
Nú
mer
o d
e A
ccid
ente
s
Mej
ora
r el
10
%
ú
ltim
a m
edic
ión
con
rel
ació
na
la
Cer
o
Nú
mer
o d
e A
no
mal
ías
Am
bie
nta
les
Cer
o in
frac
cio
nes
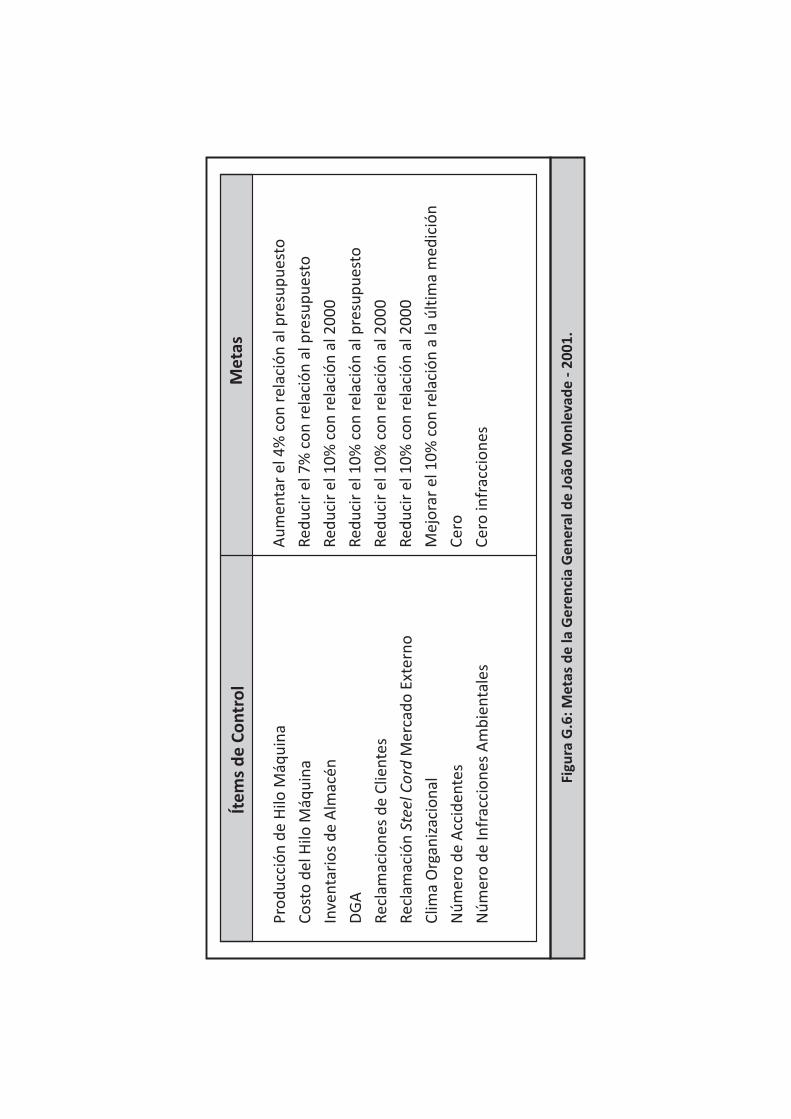
Figu
ra G
.6:
Met
as d
e la
Ge
ren
cia
Ge
ne
ral d
e J
oão
Mo
nle
vad
e -
20
01
.
Íte
ms
de
Co
ntr
ol
Met
as
Pro
du
cció
n d
e H
ilo M
áqu
ina
Co
sto
del
Hilo
Máq
uin
a
Inve
nta
rio
s d
e A
lmac
én
DG
A
Rec
lam
acio
nes
de
Clie
nte
s
Rec
lam
ació
n S
teel
Co
rd M
erca
do
Ext
ern
o
Clim
a O
rgan
izac
ion
al
Nú
mer
o d
e A
ccid
ente
s
Nú
mer
o d
e In
frac
cio
nes
Am
bie
nta
les
Au
men
tar
4%
co
n r
ela
a
Red
uci
r el
7%
co
n r
elac
ión
al p
resu
pu
esto
Red
uci
r el
10
% c
on
rel
ació
n a
l 20
00
Red
uci
r el
10
% c
on
rel
ació
n a
l pre
sup
ues
to
Red
uci
r el
10
% c
on
rel
ació
n a
l 20
00
Red
uci
r el
10
% c
on
rel
ació
n a
l 20
00
Mej
ora
r el
10
% c
on
rel
ació
n a
la ú
ltim
a m
edic
ión
Cer
o
Cer
o in
frac
cio
nes
el
ció
nlp
resu
pu
esto
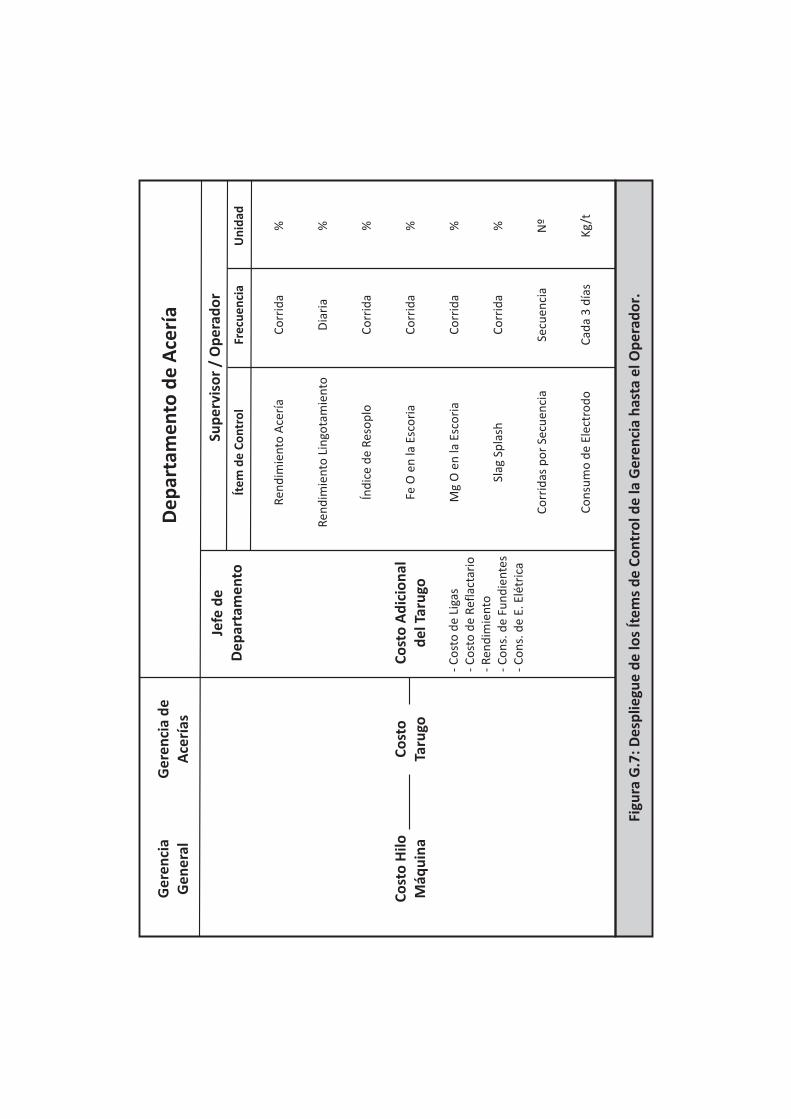
Figu
ra G
.7:
De
splie
gue
de
los
Íte
ms
de
Co
ntr
ol d
e la
Ge
ren
cia
has
ta e
l Op
era
do
r.
Ge
ren
cia
Ge
ne
ral
De
par
tam
en
to d
e A
cerí
aG
ere
nci
aA
cerí
as d
e
Co
sto
Hilo
Máq
uin
aC
ost
oTa
rugo
Jefe
de
De
par
tam
en
to
Sup
erv
iso
r /
Op
era
do
r
Íte
m d
e C
on
tro
lFr
ecu
en
cia
Un
idad
Co
sto
Ad
icio
nal
de
l Tar
ugo
- C
ost
o d
e Li
gas
- C
ost
o d
e R
efla
ctar
io-
Ren
dim
ien
to-
Co
ns.
de
Fun
die
nte
s-
Co
ns.
de
E. E
létr
ica
Ren
dim
ien
to A
cerí
a
Ren
dim
ien
to L
ingo
tam
ien
to
Índ
ice
de
Res
op
lo
Fe O
en
la E
sco
ria
Mg
O e
n la
Esc
ori
a
Slag
Sp
lash
Co
rrid
as p
or
Secu
enci
a
Co
nsu
mo
de
Elec
tro
do
C Dia
ria
Co
rrid
a
Co
rrid
a
Co
rrid
a
Co
rrid
a
Secu
enci
a
Cad
a 3
día
s
orr
ida
% % % % % % Nº
Kg
/t
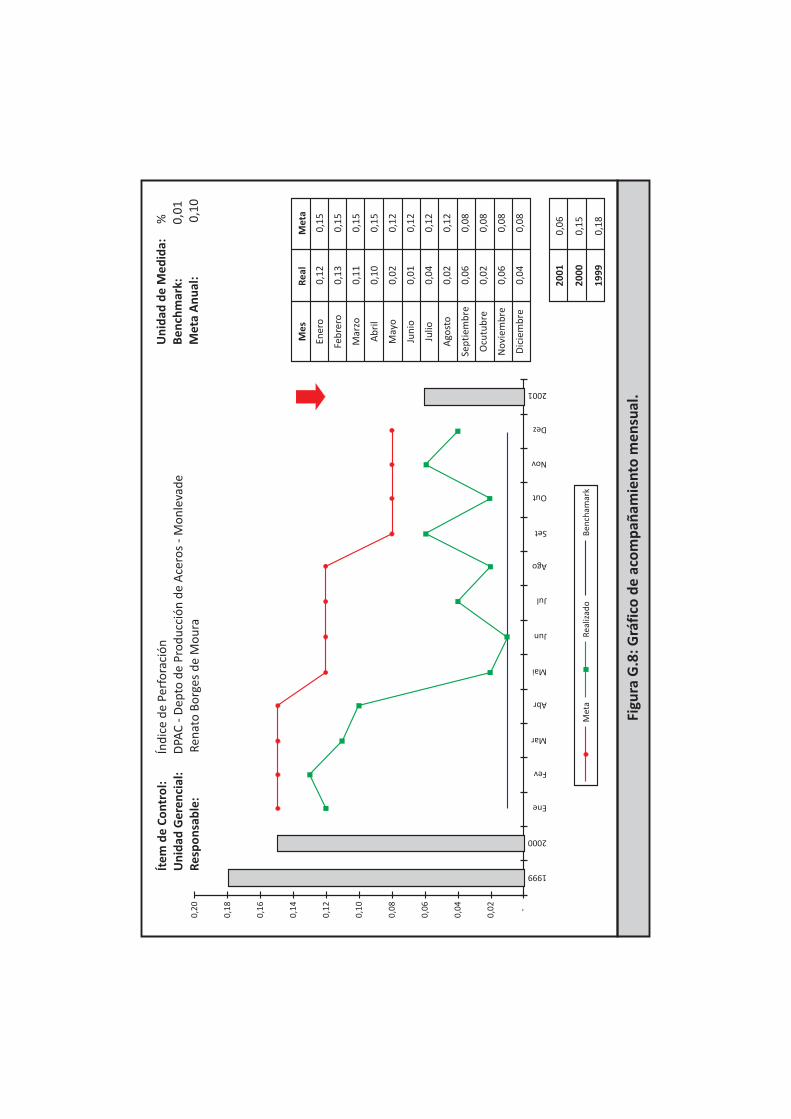
Figu
ra G
.8:
Grá
fico
de
aco
mp
añam
ien
to m
en
sual
.
0,2
0
0,1
8
0,1
6
0,1
4
0,1
2
0,1
0
0,0
8
0,0
6
0,0
4
0,0
2
-
1999
2000
Ene
Fev
Mar
Abr
Mai
Jun
Jul
Ago
Set
Out
Nov
Dez
2001
Met
aR
ealiz
ado
Ben
cham
ark
Un
idad
de
Me
did
a:
%B
en
chm
ark:
0,0
1M
eta
An
ual
:
0,1
0
Íte
m d
e C
on
tro
l:
Índ
ice
de
Perf
ora
ció
nU
nid
ad G
ere
nci
al:
D
PAC
- D
epto
de
Pro
du
cció
n d
e A
cero
s -
Mo
nle
vad
eR
esp
on
sab
le:
Ren
ato
Bo
rges
de
Mo
ura
Me
sR
eal
Met
a
Ener
o
Feb
rero
Mar
zo
Ab
ril
May
o
Jun
io
Julio
Ago
sto
Sep
tiem
bre
Ocu
tub
re
No
viem
bre
Dic
iem
bre
0,1
2
0,1
3
0,1
1
0,1
0
0,0
2
0,0
1
0,0
4
0,0
2
0,0
6
0,0
2
0,0
6
0,0
4
0,1
5
0,1
5
0,1
5
0,1
5
0,1
2
0,1
2
0,1
2
0,1
2
0,0
8
0,0
8
0,0
8
0,0
8
20
01
20
00
19
99
0,0
6
0,1
5
0,1
8
Foto
G.2
: Sa
la d
e G
est
ión
a la
Vis
ta -
Ace
ría
Mo
nle
vad
e.
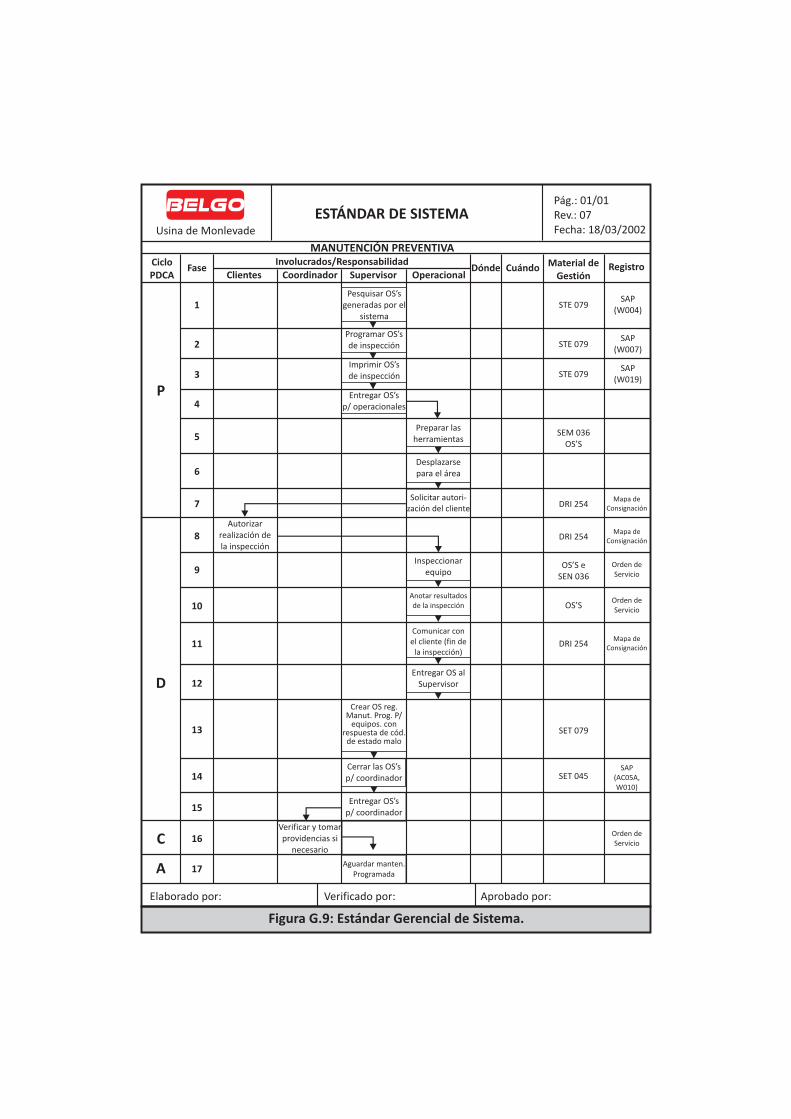
Figura G.9: Estándar Gerencial de Sistema.
Usina de Monlevade
Pág.: 01/01Rev.: 07Fecha: 18/03/2002
ESTÁNDAR DE SISTEMA
MANUTENCIÓN PREVENTIVACicloPDCA
Elaborado por: Verificado por: Aprobado por:
FaseInvolucrados/Responsabilidad
Dónde Cuándo Material deGestión
RegistroClientes Coordinador Supervisor Operacional
Pesquisar OS’sgeneradas por el
sistema
Programar OS’sde inspección
Imprimir OS’sde inspección
Entregar OS’sp/ operacionales
Preparar lasherramientas
Desplazarse para el área
Solicitar autori-zación del cliente
Autorizar realización dela inspección
Inspeccionar equipo
Anotar resultadosde la inspección
Comunicar conel cliente (fin de
la inspección)
Entregar OS alSupervisor
Crear OS reg.Manut. Prog. P/
equipos. conrespuesta de cód.
de estado malo
Cerrar las OS’sp/ coordinador
Entregar OS’sp/ coordinador
Verificar y tomarprovidencias si
necesario
Aguardar manten.Programada
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17A
C
D
P
STE 079SAP
(W004)
STE 079SAP
(W007)
STE 079SAP
(W019)
SEM 036OS’S
DRI 254Mapa de
Consignación
DRI 254Mapa de
Consignación
OS’S eSEN 036
Orden deServicio
DRI 254Mapa de
Consignación
OS’SOrden deServicio
SET 079
SET 045SAP
(AC05A,W010)
Orden deServicio
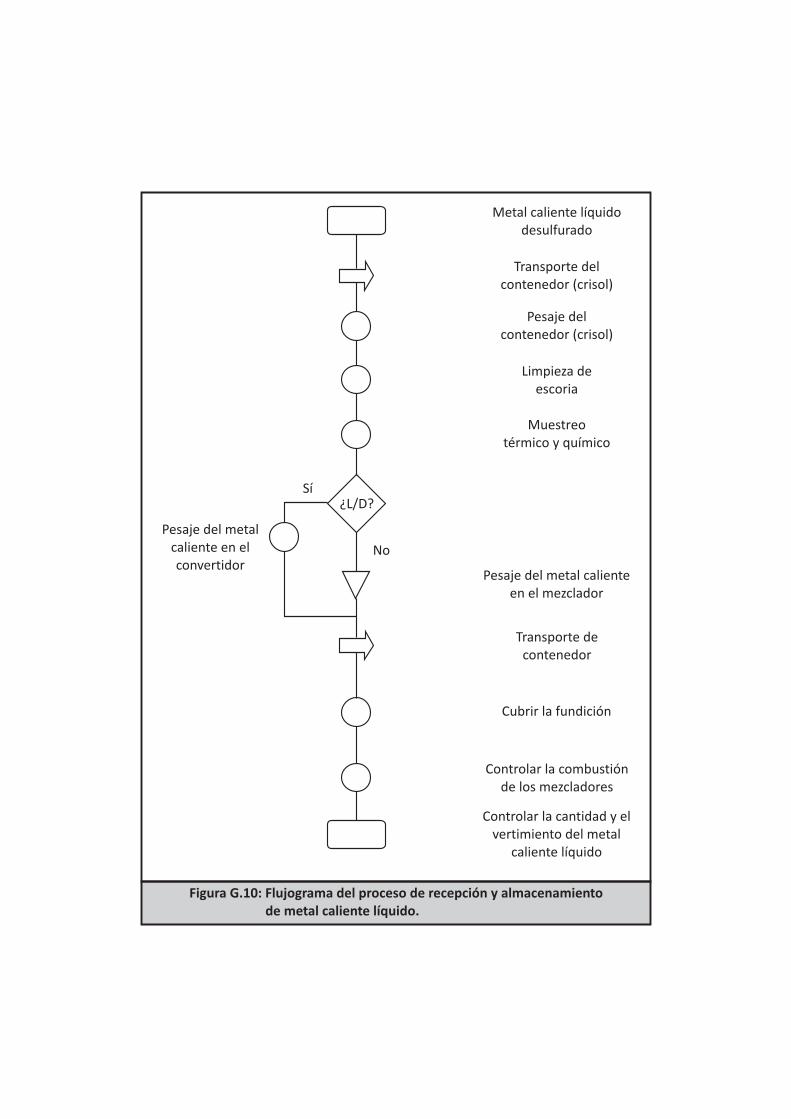
Figura G.10: Flujograma del proceso de recepción y almacenamiento de metal caliente líquido.
Pesaje del metalcaliente en elconvertidor
Metal caliente líquidodesulfurado
Transporte delcontenedor (crisol)
Pesaje delcontenedor (crisol)
Limpieza deescoria
Muestreotérmico y químico
Transporte decontenedor
Cubrir la fundición
Controlar la combustiónde los mezcladores
Controlar la cantidad y elvertimiento del metal
caliente líquido
Pesaje del metal calienteen el mezclador
Sí
No
¿L/D?
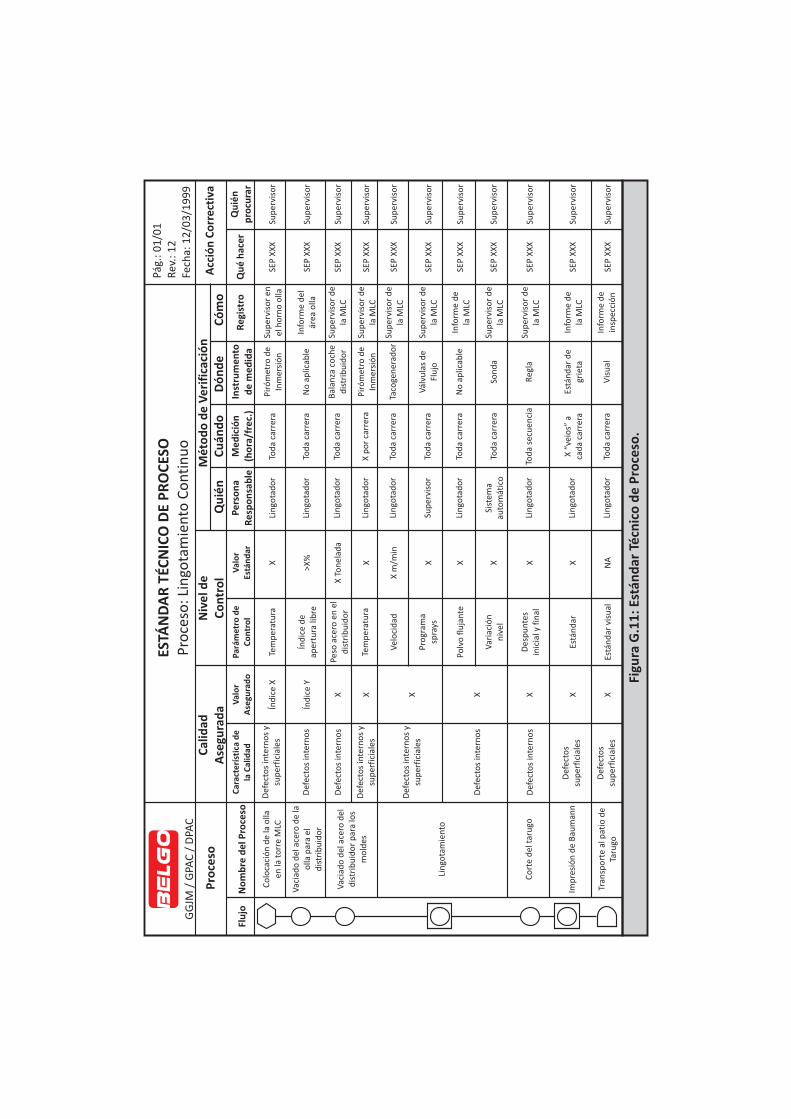
Figu
ra G
.11
: Es
tán
dar
Té
cnic
o d
e P
roce
so.
GG
JM /
GPA
C /
DPA
C
Pág.
: 01
/01
Rev
.: 1
2Fe
cha:
12
/03
/19
99
ESTÁ
ND
AR
TÉC
NIC
O D
E P
RO
CES
OP
roce
so: L
ingo
tam
ien
to C
on
tin
uo
Pro
ceso
Cal
idad
A
segu
rad
aN
ive
l de
Co
ntr
ol
Mét
od
o d
e V
eri
fica
ció
nQ
uié
nC
uán
do
Dó
nd
eC
óm
oA
cció
n C
orr
ect
iva
Flu
joN
om
bre
de
l Pro
ceso
Car
acte
ríst
ica
de
la
Cal
idad
Val
or
Ase
gura
do
Pe
rso
na
Re
spo
nsa
ble
Me
dic
ión
(ho
ra/f
rec.
)In
stru
me
nto
de
me
did
aR
egi
stro
Qu
é h
ace
rQ
uié
n
pro
cura
r
Co
loca
ció
n d
e la
olla
en la
to
rre
MLC
Vac
iad
o d
el a
cero
de
lao
lla p
ara
el
dis
trib
uid
or
Vac
iad
o d
el a
cero
del
dis
trib
uid
or
par
a lo
sm
old
es
Lin
gota
mie
nto
Co
rte
del
tar
ugo
Imp
resi
ón
de
Bau
man
n
Tran
spo
rte
al p
atio
de
Taru
go
Def
ecto
s in
tern
os
ysu
per
fici
ales
Def
ecto
s in
tern
os
Def
ecto
s in
tern
os
Def
ecto
s in
tern
os
ysu
per
fici
ales
Def
ecto
s in
tern
os
ysu
per
fici
ales
Def
ecto
s in
tern
os
Def
ecto
s in
tern
os
Def
ecto
ssu
per
fici
ales
Def
ecto
ssu
per
fici
ales
Índ
ice
X
Índ
ice
Y
X X X X X X X
Lin
gota
do
rTo
da
carr
era
Pir
óm
etro
de
Inm
ersi
ón
Sup
ervi
sor
enel
ho
rno
olla
Par
ámet
ro d
eC
on
tro
lV
alo
r Es
tán
dar
XSE
P X
XX
Sup
ervi
sor
>X%
SEP
XX
XSu
per
viso
r
X T
on
elad
aSE
P X
XX
Sup
ervi
sor
XSE
P X
XX
Sup
ervi
sor
X m
/min
SEP
XX
XSu
per
viso
r
XSE
P X
XX
Sup
ervi
sor
XSE
P X
XX
Sup
ervi
sor
XSE
P X
XX
Sup
ervi
sor
NA
SEP
XX
XSu
per
viso
r
XSE
P X
XX
Sup
ervi
sor
XSE
P X
XX
Sup
ervi
sor
Tem
per
atu
ra
Tem
per
atu
ra
Índ
ice
de
aper
tura
lib
re
Peso
ace
ro e
n e
ld
istr
ibu
ido
r
Vel
oci
dad
Polv
o f
luja
nte
Var
iaci
ón
niv
el
Des
pu
nte
sin
icia
l y f
inal
Está
nd
ar
Está
nd
ar v
isu
al
Lin
gota
do
rTo
da
carr
era
No
ap
licab
leIn
form
e d
elár
ea o
lla
Lin
gota
do
rTo
da
carr
era
Bal
anza
co
che
dis
trib
uid
or
Sup
ervi
sor
de
la M
LC
Lin
gota
do
rX
po
r ca
rrer
aP
iró
met
ro d
eIn
mer
sió
nSu
per
viso
r d
ela
MLC
Lin
gota
do
rTo
da
carr
era
Taco
gen
erad
or
Sup
ervi
sor
de
la M
LC
Pro
gram
asp
rays
Lin
gota
do
rTo
da
carr
era
No
ap
licab
leIn
form
e d
ela
MLC
Lin
gota
do
rTo
da
secu
enci
aR
egla
Sup
ervi
sor
de
la M
LC
Lin
gota
do
rX
“ve
ios”
a
cad
a ca
rrer
aEs
tán
dar
de
grie
taIn
form
e d
ela
MLC
Lin
gota
do
rTo
da
carr
era
Vis
ual
Info
rme
de
insp
ecci
ón
Sist
ema
auto
mát
ico
Tod
a ca
rrer
aSo
nd
aSu
per
viso
r d
ela
MLC
Sup
ervi
sor
Tod
a ca
rrer
aV
álvu
las
de
Flu
joSu
per
viso
r d
ela
MLC
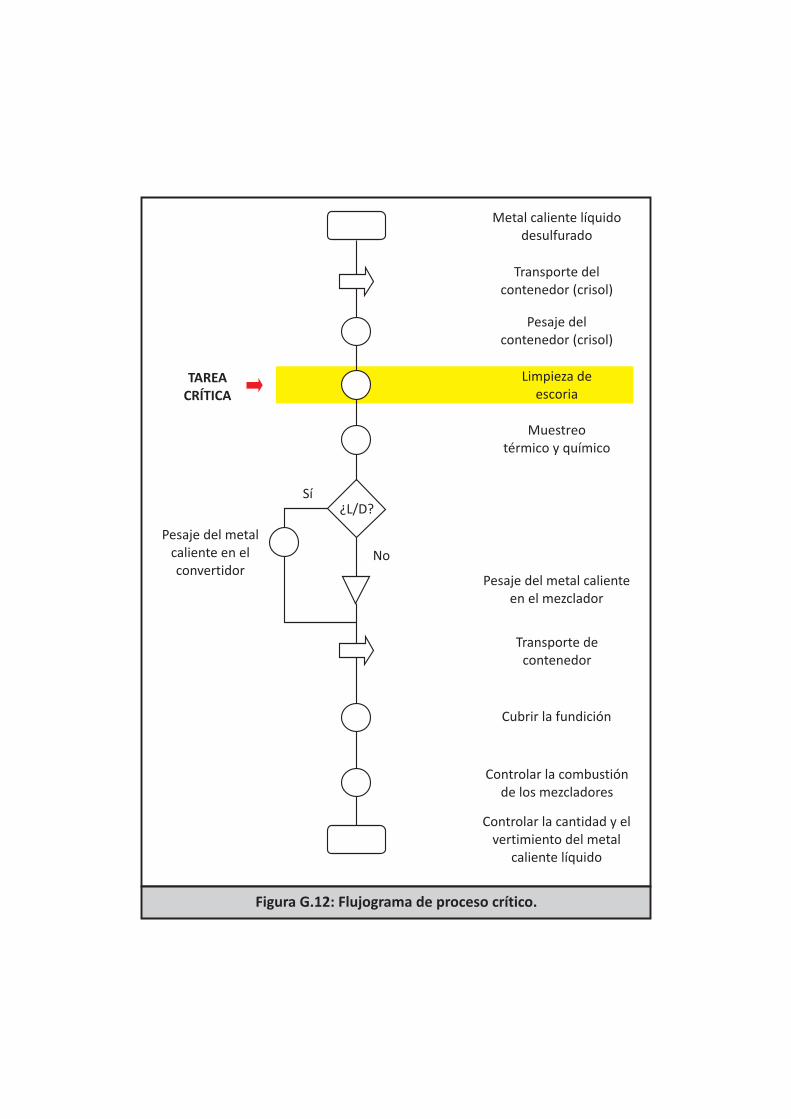
Figura G.12: Flujograma de proceso crítico.
TAREACRÍTICA
Pesaje del metalcaliente en elconvertidor
Metal caliente líquidodesulfurado
Transporte delcontenedor (crisol)
Pesaje delcontenedor (crisol)
Limpieza deescoria
Muestreotérmico y químico
Transporte decontenedor
Cubrir la fundición
Controlar la combustiónde los mezcladores
Controlar la cantidad y elvertimiento del metal
caliente líquido
Pesaje del metal calienteen el mezclador
Sí
No
¿L/D?
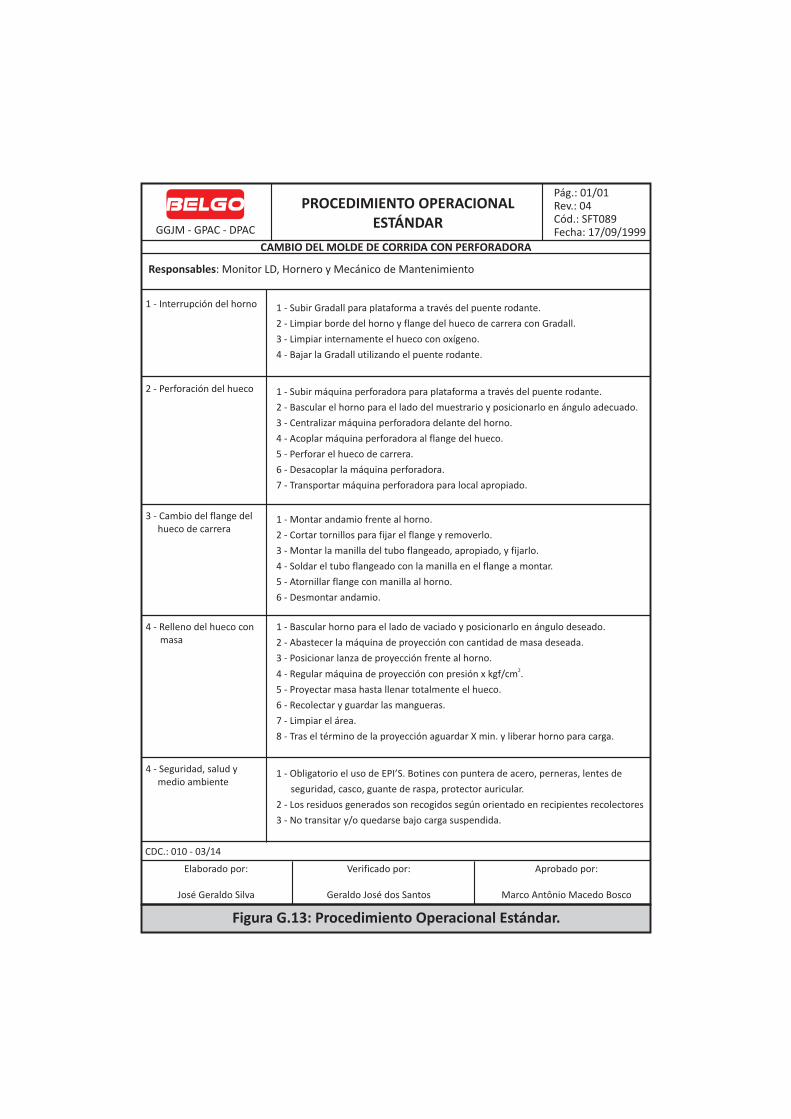
Figura G.13: Procedimiento Operacional Estándar.
GGJM - GPAC - DPAC
Pág.: 01/01Rev.: 04Cód.: SFT089Fecha: 17/09/1999
PROCEDIMIENTO OPERACIONAL ESTÁNDAR
CAMBIO DEL MOLDE DE CORRIDA CON PERFORADORA
Responsables: Monitor LD, Hornero y Mecánico de Mantenimiento
CDC.: 010 - 03/14
Elaborado por:
José Geraldo Silva
Verificado por:
Geraldo José dos Santos
Aprobado por:
Marco Antônio Macedo Bosco
1 - Interrupción del horno 1 - Subir Gradall para plataforma a través del puente rodante.
2 - Limpiar borde del horno y flange del hueco de carrera con Gradall.
3 - Limpiar internamente el hueco con oxígeno.
4 - Bajar la Gradall utilizando el puente rodante.
2 - Perforación del hueco 1 - Subir máquina perforadora para plataforma a través del puente rodante.
2 - Bascular el horno para el lado del muestrario y posicionarlo en ángulo adecuado.
3 - Centralizar máquina perforadora delante del horno.
4 - Acoplar máquina perforadora al flange del hueco.
5 - Perforar el hueco de carrera.
6 - Desacoplar la máquina perforadora.
7 - Transportar máquina perforadora para local apropiado.
3 - Cambio del flange del hueco de carrera
1 - Montar andamio frente al horno.
2 - Cortar tornillos para fijar el flange y removerlo.
3 - Montar la manilla del tubo flangeado, apropiado, y fijarlo.
4 - Soldar el tubo flangeado con la manilla en el flange a montar.
5 - Atornillar flange con manilla al horno.
6 - Desmontar andamio.
4 - Relleno del hueco con masa
1 - Bascular horno para el lado de vaciado y posicionarlo en ángulo deseado.
2 - Abastecer la máquina de proyección con cantidad de masa deseada.
3 - Posicionar lanza de proyección frente al horno.24 - Regular máquina de proyección con presión x kgf/cm .
5 - Proyectar masa hasta llenar totalmente el hueco.
6 - Recolectar y guardar las mangueras.
7 - Limpiar el área.
8 - Tras el término de la proyección aguardar X min. y liberar horno para carga.
4 - Seguridad, salud y medio ambiente
1 - Obligatorio el uso de EPI’S. Botines con puntera de acero, perneras, lentes de
seguridad, casco, guante de raspa, protector auricular.
2 - Los residuos generados son recogidos según orientado en recipientes recolectores
3 - No transitar y/o quedarse bajo carga suspendida.
Foto
G.3
: En
tre
nam
ien
to y
no
rmas
crí
tica
s -
DPA
C.
De
la iz
qu
ierd
a a
la d
erec
ha:
Gilv
ânio
, Ed
mar
, Ro
nild
o, J
úlio
, Mau
rilo
, Wils
on
, Cés
ar.
Foto
G.4
: C
har
las
mo
tiva
cio
nal
es
- D
PAC
.

EJ
JD
NO
SA
AF
MM
NO
RM
AA
UD
IT.
ENTR
.
Hel
vio
Hel
vio
Júlio
Júlio
Hel
vio
Hel
vio
Ren
ato
Ren
ato
Ren
ato
Op
erac
ión
so
pla
je c
on
vert
ido
r
Op
erac
ión
de
vaci
amie
nto
Trat
amie
nto
de
acer
o e
n la
olla
Lin
gota
mie
nto
del
ace
ro e
n c
ho
rro
pro
tegi
do
Prá
ctic
a d
e p
rep
arac
ión
del
dis
trib
uid
or
Prá
ctic
a d
e ju
nta
Pre
par
ació
n d
e la
car
ga m
etál
ica
Pro
ced
. cal
enta
mie
nto
del
co
nve
rtid
or
Pro
ced
. de
inye
cció
n h
ilos
en e
l ho
rno
olla
Figu
ra G
.14
: A
ud
ito
ría
en
en
tre
nam
ien
to d
e n
orm
as (
DPA
C).
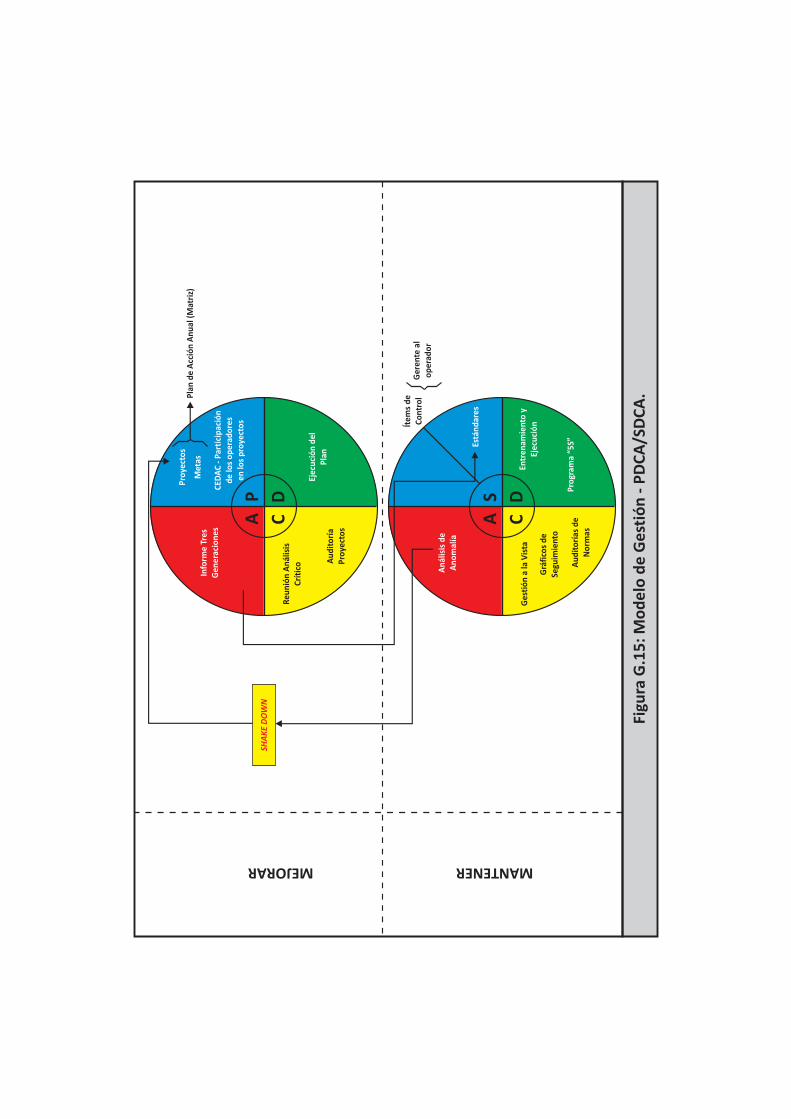
MANTENERMEJORARA
P DC
Info
rme
Tres
Gen
erac
ion
es
Reu
nió
n A
nál
isis
Crí
tico
Au
dit
orí
aP
roye
cto
s
Ejec
uci
ón
del
Pla
n
Pro
yect
os
Met
as
CED
AC
- P
arti
cip
ació
nd
e lo
s o
per
ado
res
en lo
s p
roye
cto
s
SHA
KE
DO
WN
Pla
n d
e A
cció
n A
nu
al (
Mat
riz)
AS D
C
An
ális
is d
eA
no
mal
ía
Ges
tió
n a
la V
ista
Grá
fico
s d
eSe
guim
ien
to
Entr
enam
ien
to y
Ejec
uci
ónÍt
ems
de
Co
ntr
ol
Está
nd
ares
Au
dit
orí
as d
e N
orm
as
Pro
gram
a “5
S”
Ger
ente
al
op
erad
or
Figu
ra G
.15
: M
od
elo
de
Ge
stió
n -
PD
CA
/SD
CA
.

Figu
ra G
.16
: Id
en
tifi
caci
ón
y p
rio
rid
ad d
e p
rob
lem
as e
n la
DPA
C.
4,0
0
3,0
0
2,0
0
1,0
0
0,0
0
Media 99
Media 00
Ene
Fev
Mar
Abr
Mai
Jun
Jul
Ago
Set
Out
Nov
Dez
Media 01
2,7
2,5
3
98
4
88
6
78
7
68
9
59
0
49
2
39
4
29
5
19
7
98 0
Ch
atar
raD
esv
íoR
ecl
asif
icac
ión
Tonelada/mes
46
54
41
,2
77
,5
Índ
ice
de
Mal
a C
alid
ad
Índ
ice
de
Mal
a C
alid
ad
77
,5
69
,75
62
54
,25
46
,5
38
,75
31
23
,25
15
,5
7,7
5 0
Tonelada/mes
IN
40
,1
20
,5
10
,1
42
,8
AL
CE
DT
BP
IG
46
5
41
8,5
37
2
32
5,5
27
9
23
2,5
18
6
13
9,5 93
46
,5 0R
OE
PT
IV
GD
IST
AG
RM
CU
IBA
OE
V
15
3,2
96
,2
60
,35
6,6
26
,22
62
5,4
16
4,8
1,1
Tonelada/mes
Ch
atar
ra
44
0
39
6
65
2
30
8
26
4
22
0
17
6
13
2
88
44 0
IN
VGDIST
85
,5
Tonelada/mes
AO
AE
RO
STL
TU
TI
PA
AG
NB
DTA
AQ
AL
CE
JUN
OC
VA
VARVEL
EXT
VIN
PS
SG
MR
GF
0,2
0,2
0,4
1,3
1,3
1,4
2,7
3,2
3,5
3,6
9,9
10
,31
0,8
12
16
,11
6,6
48
,64
7,9
39
,63
1,2
27
24
22
,52
1,5D
esv
ío
Re
cla
sifi
cació
n
1,1
AP D
CA
P DC
AP D
C
AP D
C
AP D
C

Figu
ra G
.17
: P
lan
de
ata
qu
e a
los
pro
ble
mas
pri
ori
zad
os.
Re
du
cció
n d
e D
esv
ío y
Re
clas
ific
ació
n p
or
Ap
ert
ura
- D
PAC
Líd
er:
Fe
rnan
do
Mar
qu
es
Mo
rae
sIn
ício
: 2
1/0
8/0
0Fi
n:
31
/11
/00
Elij
a e
l Te
ma
(ju
stif
icac
ión
):En
el d
esp
liegu
e d
e la
s d
irec
tric
es d
e la
GPA
C, e
l sh
ake
-do
wn
rea
lizad
o e
n la
dim
ensi
ón
de
la c
alid
ad, s
e h
a ve
rifi
cad
o q
ue
un
a d
e la
s ca
ract
erís
tica
s q
ue
afec
tan
el d
esví
o y
rec
lasi
fica
ció
n d
e ta
rugo
s er
a la
ap
ertu
ra d
e la
vál
vula
caj
ón
de
la o
lla c
on
oxí
gen
o. D
e es
te m
od
o, f
ue
lan
zad
o e
l pro
yect
o d
e C
EDA
C (
cau
se a
nd
eff
ect
dia
gra
m w
ith
ad
dit
ion
of
card
s).
Acc
ion
es p
rop
ues
tas:
- R
evis
ar n
orm
a d
e ci
clo
de
olla
- D
essa
rro
llar
arm
azó
n m
etál
ica
más
res
iste
nte
- G
aran
tiza
r lim
pie
za d
el c
anal
- R
eun
ir c
on
pro
veed
or
y m
ejo
rar
calid
ad d
e la
are
na
u
tiliz
ada
- N
orm
aliz
ar e
l tie
mp
o d
e ca
len
tam
ien
to d
e la
olla
- A
um
enta
r la
can
tid
ad d
e ar
ena
en f
un
ció
n d
e la
vid
a d
e
la o
lla-
Evi
tar
anti
cip
ar c
arre
ras
par
a to
rre
de
la m
lc
Co
ncl
usi
on
es:
- L
as a
ccio
nes
imp
lan
tad
as h
asta
el m
om
ento
red
uje
ron
en
un
40
% la
can
tid
ad d
e d
esví
o y
rec
lasi
fica
cio
nes
de
ta
rugo
s p
or
aper
tura
co
n o
xíge
no
, alc
anza
nd
o e
l res
ult
ado
es
per
ado
.-
Se
ob
serv
a aú
n e
l alt
o n
ivel
de
par
tici
pac
ión
del
per
son
al
co
n s
uge
ren
cias
, co
nta
bili
zan
do
17
4 t
arje
tas
de
po
sib
le
ca
usa
y p
osi
ble
so
luci
ón
, lo
qu
e d
emu
estr
a el
co
mp
rom
iso
de
tod
os
par
a so
luci
on
ar e
l pro
ble
ma.
Co
ntr
ibu
cio
nes
: 17
4Id
eas
Imp
lan
tad
as: 5
6Pa
rtic
ipan
tes:
69
Co
sto
de
las
Mej
orí
as: R
$ 1
2.0
00
Gan
anci
a A
nu
al: R
$ 4
6.0
00
Rea
lM
eta
An
tes
Des
pu
és3
50
30
0
25
0
20
0
15
0
10
0
50 0
T
Me
s
Feb
Mar
Ab
rM
ayJu
nJu
lA
goSe
pO
ctN
ov
Dic
Re
sult
ado
s:
De
svío
de
recl
asif
icac
ión
de
bid
o a
pe
rtu
ra
Máq
uin
aM
éto
do
Dia
gram
a d
e C
ausa
y E
fect
o
Mat
eria
pri
ma
Alt
o t
iem
po
en
tre
colo
caci
ón
de
la a
ren
ay
el v
acia
do
Cai
da
de
esco
ria
en la
vá
lvu
la c
ajó
n a
nte
s d
el v
acia
do
Cal
idad
de
aren
a in
adec
uad
a
Rev
enta
do
del
arm
azó
nm
etál
ica
del
plu
g p
oro
so
Can
tid
ad d
e ar
ena
en la
vál
vula
insu
fici
ente
Tiem
po
exc
esiv
o d
e la
o
lla e
n e
l cal
enta
do
r
Alt
o t
iem
po
de
esp
era
de
la o
lla e
n la
to
rre

Figu
ra G
.18
: P
lan
de
Acc
ión
de
la U
GB
- D
PAC
.
Op
tim
izac
ión
de
las
Inte
rru
pci
on
es
Pro
gram
adas
Nº
Qu
é h
ace
rQ
uié
nSt
atu
sC
uán
do
(2
00
1)
EF
MM
AJ
JA
SO
ND
1 2 3 4 5 6 7 8
Incl
uir
pro
ced
imie
nto
del
co
ord
inad
or
en la
reu
nió
n d
e p
rep
a-ra
ció
n d
el m
ante
nim
ien
to p
rogr
amad
o.
Det
erm
inar
los
pro
ced
imie
nto
s p
ara
det
erm
inac
ión
de
pu
nto
sd
e p
ote
nci
al r
etra
so e
n lo
s M
ante
nim
ien
tos
Pro
gram
ado
s.
Pre
par
ar b
loq
ueo
s p
ara
po
ten
cial
es r
etra
sos
en lo
s M
ante
ni-
mie
nto
s P
rogr
amad
os.
Imp
lan
tar
reu
nió
n d
e ev
alu
ació
n d
ura
nte
el m
ante
nim
ien
to
con
to
do
s lo
s co
ord
inad
ore
s.
Pu
ntu
ar e
l VEN
DO
R R
ATI
NG
de
la A
cerí
a y
de
las
Co
ntr
atis
-ta
s en
reu
nió
n d
e ev
alu
ació
n d
e la
P. P
.
Eval
uar
5S,
efi
cien
cia
de
la c
on
sign
ació
n, l
iber
ació
n d
e la
co
n-
sign
ació
n y
asp
ecto
s ge
ner
ales
de
segu
rid
ad.
Elab
ora
r A
nál
isis
de
An
om
alía
s d
e p
osi
ble
s re
tras
os.
Asu
mir
la c
oo
rdin
ació
n d
el p
erso
nal
op
erac
ion
al d
el t
urn
o.
Vla
dim
irV
idig
al
Vla
dim
ir
Vla
dim
ir
Vla
dim
ir
Vla
dim
irR
enat
o
Vla
dim
irV
idig
al
Vla
dim
irV
idig
al
Vla
dim
irV
idig
al
Co
ncl
uid
oR
etra
sad
oEn
pro
ceso
y e
n e
l pla
zo
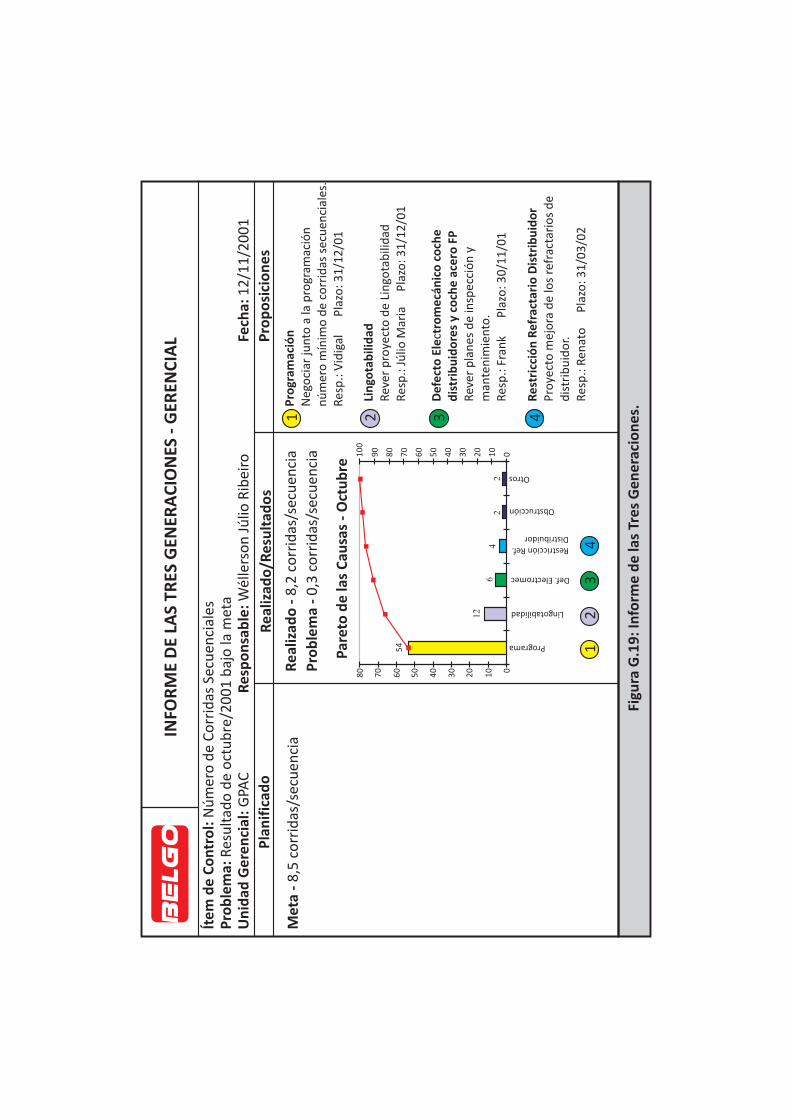
Figu
ra G
.19
: In
form
e d
e la
s Tr
es
Ge
ne
raci
on
es.
INFO
RM
E D
E LA
S TR
ES G
ENER
AC
ION
ES -
GER
ENC
IAL
Íte
m d
e C
on
tro
l: N
úm
ero
de
Co
rrid
as S
ecu
enci
ales
Pro
ble
ma:
Res
ult
ado
de
oct
ub
re/2
00
1 b
ajo
la m
eta
Un
idad
Ge
ren
cial
: GPA
C
Re
spo
nsa
ble
: Wél
lers
on
Jú
lio R
ibei
ro
F
ech
a: 1
2/1
1/2
00
1
Met
a -
8,5
co
rrid
as/s
ecu
enci
a
Pla
nif
icad
oR
eal
izad
o/R
esu
ltad
os
Pro
po
sici
on
es
Re
aliz
ado
- 8
,2 c
orr
idas
/sec
uen
cia
Pro
ble
ma
- 0
,3
/sec
uen
cia
corr
idas
Programa
Lingotabilidad
Def. Electromec
Restricción Ref.Distribuidor
Obstrucción
Otros
54
12
64
22
Par
eto
de
las
Cau
sas
- O
ctu
bre
12
34
1P
rogr
amac
ión
Neg
oci
ar ju
nto
a la
pro
gram
ació
nn
úm
ero
mín
imo
de
corr
idas
sec
uen
cial
es.
Res
p.:
Vid
igal
Pla
zo: 3
1/1
2/0
1
2Li
ngo
tab
ilid
adR
ever
pro
yect
o d
e Li
ngo
tab
ilid
adR
esp
.: J
úlio
Mar
ia
Pla
zo: 3
1/1
2/0
1
3D
efe
cto
Ele
ctro
me
cán
ico
co
che
d
istr
ibu
ido
res
y co
che
ace
ro F
PR
ever
pla
nes
de
insp
ecci
ón
ym
ante
nim
ien
to.
Res
p.:
Fra
nk
P
lazo
: 30
/11
/01
4R
est
ricc
ión
Ref
ract
ario
Dis
trib
uid
or
Pro
yect
o m
ejo
ra d
e lo
s re
frac
tari
os
de
dis
trib
uid
or.
Res
p.:
Ren
ato
P
lazo
: 31
/03
/02
80
70
60
50
40
30
20
10
80
70
060
50
40
30
20
10
90
10
0
0
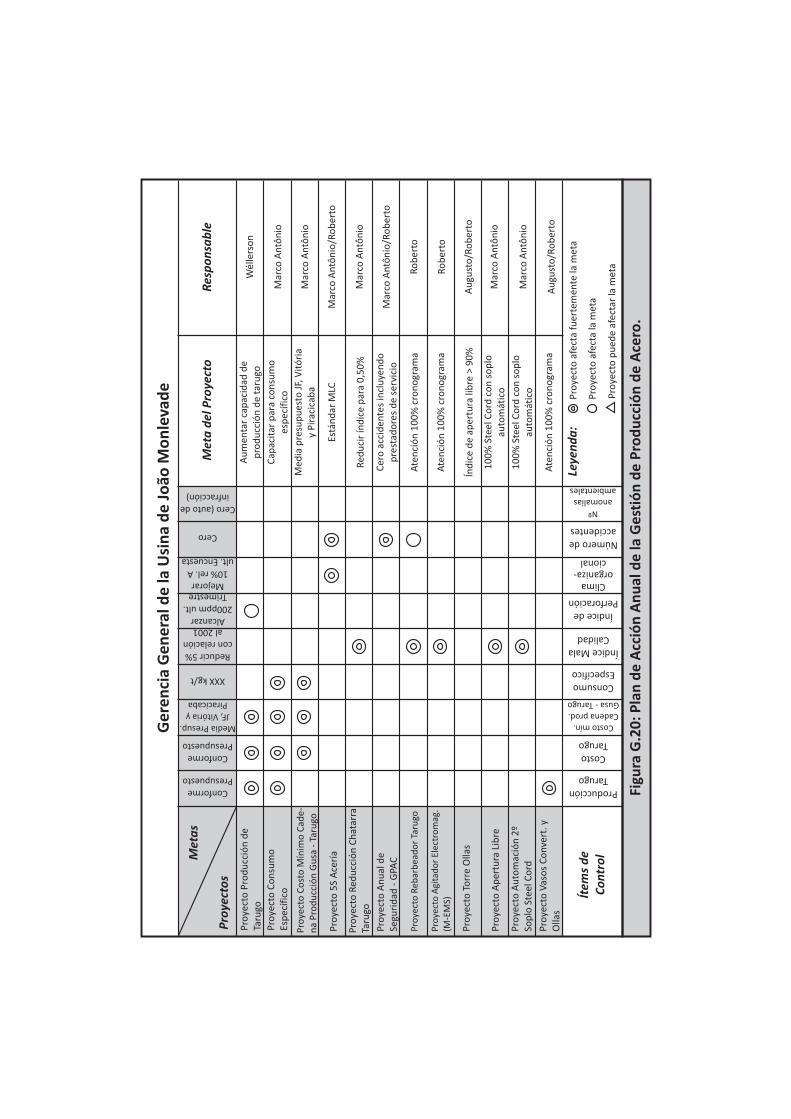
Figu
ra G
.20
: P
lan
de
Acc
ión
An
ual
de
la G
est
ión
de
Pro
du
cció
n d
e A
cero
.
Met
as
Ge
ren
cia
Ge
ne
ral d
e la
Usi
na
de
Jo
ão M
on
leva
de
Pro
yect
os
Pro
yect
o P
rod
ucc
ión
de
Taru
go
Pro
yect
oEs
pec
ífic
o Co
nsu
mo
Pro
yect
on
a P
rod
ucc
ión
Gu
sa -
Tar
ugo
Co
sto
Mín
imo
Cad
e-
Pro
yect
o 5
S A
cerí
a
Pro
yect
oTa
rugo
Red
ucc
ión
Ch
atar
ra
Pro
yect
oSe
guri
dad
- G
PAC
An
ual
de
Pro
yect
o R
ebar
bea
do
r Ta
rugo
Pro
yect
o(M
-EM
S) A
gita
do
r El
ectr
om
ag.
Pro
yect
o T
orr
e O
llas
Pro
yect
o A
per
tura
Lib
re
Pro
yect
oSo
plo
Ste
el C
ord
Au
tom
ació
n 2
º
Pro
yect
oO
llas
Vas
os
Co
nve
rt. y
ConformePresupuesto
ConformePresupuesto
Media Presup.JF, Vitória yPiracicaba
XXX kg/t
Reducir 5%con relación
al 2001Alcanzar
200ppm ult.TrimestreMejorar
10% rel. Ault. Encuesta
Cero
Cero (auto deinfracción)
Ítem
s d
eC
on
tro
l
Met
a d
el P
roye
cto
Res
po
nsa
ble
ProducciónTarugo
CostoTarugo
Costo mín.Cadena prod.Gusa - Tarugo
Consumo Específico
Índice MalaCalidad
Índice dePerforación
Climaorganiza-
cional
Número deaccidentes
Nºanomalías
ambientales
Au
men
tar
cap
acid
ad d
e p
rod
ucc
ión
de
taru
go
Cap
acit
ar p
ara
con
sum
o
esp
ecíf
ico
Med
ia p
resu
pu
esto
JF,
Vit
óri
ay
Pir
acic
aba
Está
nd
ar M
LC
Red
uci
r ín
dic
e p
ara
0,5
0%
Cer
o a
ccid
ente
s in
clu
yen
do
pre
stad
ore
s d
e se
rvic
io
Ate
nci
ón
10
0%
cro
no
gram
a
Ate
nci
ón
10
0%
cro
no
gram
a
Índ
ice
de
aper
tura
lib
re >
90
%
10
0%
Ste
el C
ord
co
n s
op
loau
tom
átic
o
10
0%
Ste
el C
ord
co
n s
op
loau
tom
átic
o
Ate
nci
ón
10
0%
cro
no
gram
a
Wél
lers
on
Mar
co A
ntô
nio
Mar
co A
ntô
nio
Mar
co A
ntô
nio
/Ro
ber
to
Mar
co A
ntô
nio
Mar
co A
ntô
nio
/Ro
ber
to
Ro
ber
to
Ro
ber
to
Au
gust
o/R
ob
erto
Mar
co A
ntô
nio
Mar
co A
ntô
nio
Au
gust
o/R
ob
erto
Leye
nd
a:
Pro
yect
o a
fect
a fu
erte
men
te la
met
a
Pro
yect
o a
fect
a la
met
a
Pro
yect
o p
ued
e af
ecta
r la
met
a

Cu
adro
G.1
: C
rite
rio
s p
ara
An
ális
is d
e A
no
mal
ía.
Alt
o -
Ho
rno
Ret
raso
s d
e co
rrid
a so
bre
20
min
uto
sIn
terr
up
cio
nes
en
la c
arga
so
bre
20
min
uto
sC
anti
dad
S e
n e
l gu
sa >
0,0
10
%C
ual
qu
ier
ocu
rren
cia
de
acci
den
te d
e tr
abaj
o o
eq
uip
amie
nto
s
Ace
ría
Inte
rru
pci
ón
máq
uin
a lin
gota
mie
nto
so
bre
30
min
.C
asi a
ccid
ente
y a
ccid
ente
co
n p
erso
nal
o e
qu
ipam
ien
toTo
da
chat
arra
de
taru
goA
per
tura
co
n o
xíge
no
Perf
ora
ció
n
Lam
inac
ión
Inte
rru
pci
on
es a
ccid
enta
les
sob
re 3
0 m
inu
tos
Ch
atar
ra d
e lín
eaM
ás q
ue
5 r
ollo
s d
esvi
ado
sC
ual
qu
ier
ocu
rren
cia
de
acci
den
te o
cu
asi a
ccid
ente
de
trab
ajo
o e
qu
ipam
ien
tos
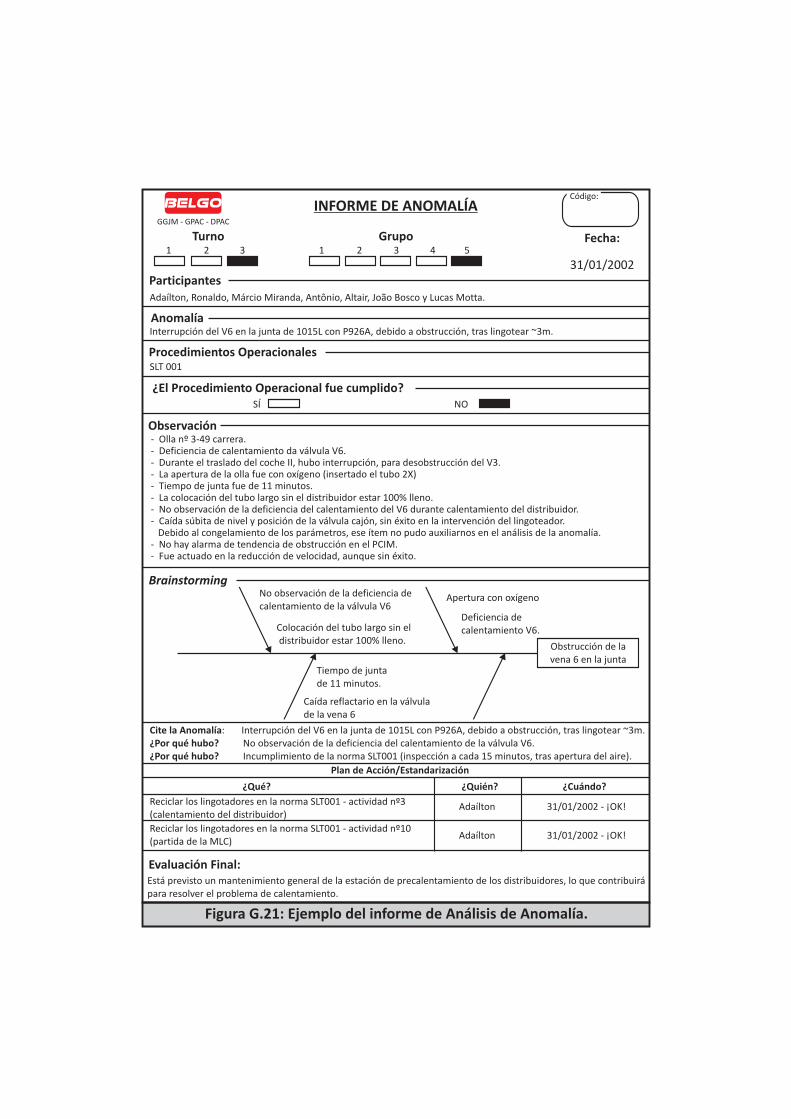
Figura G.21: Ejemplo del informe de Análisis de Anomalía.
Código:
INFORME DE ANOMALÍAGGJM - GPAC - DPAC
Turno1 2 3
Grupo1 2 4 53
Fecha:
31/01/2002ParticipantesAdaílton, Ronaldo, Márcio Miranda, Antônio, Altair, João Bosco y Lucas Motta.
AnomalíaInterrupción del V6 en la junta de 1015L con P926A, debido a obstrucción, tras lingotear ~3m.
Procedimientos OperacionalesSLT 001
¿El Procedimiento Operacional fue cumplido?SÍ NO
Observación- Olla nº 3-49 carrera.- Deficiencia de calentamiento da válvula V6.- Durante el traslado del coche II, hubo interrupción, para desobstrucción del V3.- La apertura de la olla fue con oxígeno (insertado el tubo 2X)- Tiempo de junta fue de 11 minutos.- La colocación del tubo largo sin el distribuidor estar 100% lleno.- No observación de la deficiencia del calentamiento del V6 durante calentamiento del distribuidor.- Caída súbita de nivel y posición de la válvula cajón, sin éxito en la intervención del lingoteador. Debido al congelamiento de los parámetros, ese ítem no pudo auxiliarnos en el análisis de la anomalía.- No hay alarma de tendencia de obstrucción en el PCIM.- Fue actuado en la reducción de velocidad, aunque sin éxito.
Brainstorming
Obstrucción de lavena 6 en la junta
No observación de la deficiencia de calentamiento de la válvula V6
Colocación del tubo largo sin el distribuidor estar 100% lleno.
Apertura con oxígeno
Deficiencia de calentamiento V6.
Tiempo de junta de 11 minutos.
Caída reflactario en la válvulade la vena 6
Cite la Anomalía: Interrupción del V6 en la junta de 1015L con P926A, debido a obstrucción, tras lingotear ~3m.¿Por qué hubo? No observación de la deficiencia del calentamiento de la válvula V6.¿Por qué hubo? Incumplimiento de la norma SLT001 (inspección a cada 15 minutos, tras apertura del aire).
Plan de Acción/Estandarización
Reciclar los lingotadores en la norma SLT001 - actividad nº3 (calentamiento del distribuidor)
¿Qué?
Adaílton 31/01/2002 - ¡OK!
¿Quién? ¿Cuándo?
Reciclar los lingotadores en la norma SLT001 - actividad nº10 (partida de la MLC)
Adaílton 31/01/2002 - ¡OK!
Evaluación Final:Está previsto un mantenimiento general de la estación de precalentamiento de los distribuidores, lo que contribuirápara resolver el problema de calentamiento.