Download - Haccp Papilla-el Huambrillo

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 1/60
INDUSTRIA EL HUAMBRILLO E.I.R.L.
Lima, 2011
<PLAN HACCP –PAPILLA
Trabajo presentado como requisito en el
curso de Auditor Certificado de HACCP-
BS GRUPO LIMA
Cornejo Sifuentes Milagros
Espinoza Fernández Ana Milagros
Hurtado Vásquez Erika
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 2/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 2 de 60
PLAN HACCP
PARA LA PRODUCCIÓN DE PAPILLA2011
Punchana – Maynas - Loreto
INDICE GENERAL
1. INTRODUCCIÓN
2. DATOS GENERALES DE LA EMPRESA
3. OBJETIVOS Y CAMPO DE APLICACIÓN
4. DISEÑO DE PLANTA
5.DEFINICIONES Y TEMAS RELACIONADOS CON EL SISTEMA HACCP
6. ELABORACION DE PLAN HACCP PARA PRODUCTOS COCIDOSDE RECONSTITUCION INSTANTANEA (PAPILLA)
EQUIPO HACCPORGANIGRAMADESCRPCION DE FUNCIONES
7. ESPECIFICACIONES TECNICAS Y DESCRIPCION DEL PRODUCTO
a.1 PAPILLAa.2 DIAGRAMA DE FLUJOa.3 DESCRIPCION DEL PROCESO PRODUCTIVO
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 3/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 3 de 60
8. ANALISIS DE PELIGRO
9. PUNTOS CRITICOS DE CONTROL
10. . CONTROL DE PCC
11. PROCEDIMIENTOS DE VERIFICACION Y VALIDACION DEL SISTEMA HACCP
12. EJECUCION DE AUDITORIA DEL SITEMA HACCP
13. PRESERVACION DE REGISTRO DEL PLAN HACCP
ANEXOS
01: ARBOL DE DECISIONES SOBRE LOS PCC CRITICOS DE CONTROL. MATRIZDE CORRELACION GRAVEDAD – RIESGO
02: FORMATOS DE PCC
03: FORMATOS DE AUDITORÍAS
04: DISTRIBUCION DE PLANTA
.
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 4/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 4 de 60
1. INTRODUCCIÓN
Los requerimientos de consumo masivo requieren alimentos altamente
nutritivos de calidad y sanidad para garantizar su consumo. Esto nos conlleva pues
a que nuestra empresa productora de alimentos y así mismo al personal
responsable, se esmeren e implementen sistemas que satisfagan estas exigencias,para lograr un crecimiento económico y social en el ámbito correspondiente.
El Sistema que garantiza productos seguros es el HACCP (Análisis de
Peligros y Control de Puntos Críticos), es uno de los métodos con más garantía
para su aplicación en la industria de los alimentos, permite pues preservar,
identificar peligros y monitorear los procesos de producción, generando garantía en
cuanto a inocuidad. El Sistema HACCP, por los fundamentos científicos y carácter
sistemático, permite identificar peligros específicos y medidas para su control con elfin de garantizar la inocuidad de los alimentos. Es un instrumento diseñado para
evaluar los peligros y establecer sistemas de control basados en la prevención.
Por ello, la finalidad del presente manual es aplicar los conceptos básicos del
Sistema HAACP para el control de la inocuidad de los alimentos, uniformizar criterios
en los sistemas de autocontrol de nuestra empresa productora de alimentos y
armonizar con los de la autoridad responsable de la vigilancia de su aplicación
(DIGESA).
La Gerencia General de Industria El Huambrillo E.I.R.L. se compromete con la
producción de Productos cocidos de reconstitución instantánea (PAPILLA), a base
de granos, cereales y leguminosas, destinado a programas sociales de alimentación,
y basados en la Norma Sanitaria para la aplicación del sistema HACCP en la
fabricación de alimentos y bebidas, en concordancia con la legislación vigente ha
asumido la responsabilidad para el manejo de la calidad de sus productos, la
implementación del Sistema de Análisis de Peligros y Control de Puntos Críticos
(HACCP).
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 5/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 5 de 60
El presente manual se elaboró para la empresa El Huambrillo E.I.R.L, ubicada
en Av. Navarro Cauper Nº 715, Punchana- Maynas- Loreto; para su línea de
Alimentos cocidos de Reconstitución Instantánea (Papilla), con el fin de garantizar la
obtención de productos inocuos, libres de agentes contaminantes.
2. GENERALES DE LA EMPRESA
Industria El Huambrillo E.I.R.L., ubicado en Av. Navarro Cauper Nº 715.Distrito de Punchana – Iquitos – Loreto - Maynas. Es una empresa dedicada ala producción y comercialización de Alimentos Cocidos de ReconstituciónInstantánea (Papilla) para los Programas de Asistencia Alimentaria. Estosproductos están destinados a las instituciones que tiene como finalidad la
atención a los programas sociales de Alimentación: PRONAA: Infantil. Seplantea la siguiente Política de Inocuidad y Compromiso de la Gerencia:
POLÍTICA DE CALIDAD E INOCUIDAD
Industria EL HUAMBRILLO E.I.R.L produce Alimentos Cocidos deReconstitución Instantánea a base de cereales, leguminosas y tubérculos deorigen regional, contribuyendo en la buena alimentación y nutrición de la población objetivo de los programas sociales, aplicando sistemas de
Aseguramiento de la Inocuidad basado en HACCP (garantizando la Calidad eInocuidad de nuestros productos y cubriendo las necesidades y expectativasde nuestros clientes y los consumidores de nuestros productos,esforzándonos en mejorar cada día nuestro sistema y la empresa,contribuyendo al desarrollo regional
COMPROMISO GERENCIAL
La Gerencia General de la empresa Industria El Huambrillo EIRL.
Representada por la Srta. Milagros Cornejo Sifuentes, asume el compromisode Diseñar, Implementar y Mantener en funcionamiento el Sistema deInocuidad basado en HACCP, garantiza la Calidad e Inocuidad denuestros productos y provee las inversiones y/o Recursos Necesarios para que el sistema se enmarque dentro del concepto de Mejora Continua.
Ericka Milagros Hurtado-Cornejo EspinozaGerente General
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 6/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 6 de 60
OBJETIVO Y CAMPO DE APLICACIÓN
3.1. OBJETIVOS
• Diseñar e implementar el Sistema de Análisis de Peligros y Control dePuntos Críticos (HACCP), en la producción de Alimentos de ReconstituciónInstantánea: Papilla.
• Establecer procedimientos para la aplicación del Sistema HACCP, queasegure la calidad sanitaria e inocuidad en la producción de Alimentos deReconstitución Instantánea: Papilla, identificando los peligros eimplementando controles preventivos, monitoreando los Puntos Críticos yregistrando toda la información pertinente.
• Mantener en constante funcionamiento el sistema HACCP paragarantizar la Inocuidad de nuestros productos y realizar las mejorasnecesarias cuando se requiera
3.2. CAMPO DE APLICACIÓN
El plan HACCP se ha elaborado para Industria EL HUAMBRILLO E.I.R.L.ubicado en Av. Navarro Cauper Nº 715. Distrito de Punchana – Iquitos – Loreto –Maynas, para la producción de alimentos cocidos de Reconstitución Instantánea:Papilla, cubre el aspectos de inocuidad desde la recepción de materia prima einsumos hasta la entrega del producto final en el PRONAA.
3. DISEÑO DE LA PLANTA
La planta se ha diseñado con todas las consideraciones que se mencionan en elnumeral 7.3 del manual de Requisitos Previos. Anexo a este manual se presentaun croquis de distribución de ambientes, movimiento de materiales y delpersonal, suministro de agua y evacuación de efluentes, así como, el flujo deaires en la ventilación (Ver Anexo 5)
4. DEFINICIONES Y TEMAS RELACIONADOS CON EL SISTEMA HACCP
Análisis de Peligros: Proceso de recopilación y evaluación de información sobre
los peligros y las condiciones que los originan para decidir cuales sonimportantes para la inocuidad de los alimentos y por tanto, deben ser planteadosen el Plan del Sistema HACCP.
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 7/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 7 de 60
Cadena Alimentaria: Diferentes etapas o fases que siguen los alimentos desdela producción primaria (incluidos los derivados de la biotecnología), hasta quellegan al consumidor final.
Calidad Sanitaria: Conjunto de requisitos microbiológicos, físico-químicos yorganolépticos que debe reunir un alimento para ser considerado inocuo para elconsumo humano.
Determinación del peligro: Identificación de los agentes biológicos, químicos yfísicos que pueden causar efectos nocivos para la salud y que pueden estar presentes en un determinado alimento o grupo de alimentos
Desviación: Situación existente cuando un limite critico es incumplido o
excedido.Diagrama de flujo: Representación grafica y sistemática de la secuencia de lasetapas llevadas a cabo en la elaboración o fabricación de un determinadoproducto alimenticio.
Etapa o fase: Cualquier punto, procedimiento, operación o fase de la cadenaalimentaria, incluidas las materias primas, desde la producción primaria hasta elconsumo final.
Grupo de productos: Son aquellos productos elaborados por un mismofabricante, que tienen la misma composición cualitativa de ingredientes básicos
que identifica al grupo y que comparten los mismos aditivos alimentarios.
Inocuidad de los alimentos: Garantía de que un alimento no causara daño a lasalud humana, de acuerdo con el uso a que se destinan.
Limite Critico: Criterio que diferencia la aceptabilidad o inaceptabilidad delproceso en una determinada fase o etapa.
Medida correctiva: Acción que hay que realizar cuando los resultados de lavigilancia en los PCC indican perdida en el control del proceso.
Peligro: Agente biológico, químico o físico, presente en el alimento, o bien la
condición en que este se halla, que puede causar un efecto adverso a la saluddel consumidor.
Peligro significativo: Peligro que tiene alta probabilidad de ocurrencia y generaun efecto adverso a la salud.
Plan HACCP: Documento preparado de conformidad con los principios delSistema HACCJP, de tal forma que su cumplimiento asegura el control de lospeligros que resultan significativos para la inocuidad de los alimentos en elsegmento de la cadena alimentaria considerado.
Pequeña y microempresa alimentaria: Unidad económica operada por unapersona natural o jurídica, bajo cualquier forma de organización o gestiónempresarial contemplada en la legislación vigente, con la finalidad de desarrollar actividades de fabricación, transformación y comercialización de alimentos y
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 8/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 8 de 60
bebidas, sea industrial o artesanal. Como característica general se establece queel numero total de trabajadores de la Microempresa no excede de diez (10)personas, mientras que en la pequeña empresa es mayor de diez (10) pero noexcede de cuarenta (40).
Punto Crítico de Control (PCC): Fase en la cadena alimentaria en la que puedeaplicarse un control que es esencial para prevenir o eliminar un peligrorelacionado con la inocuidad de los alimentos o para reducirlo a un nivelaceptable.
Rastreabilidad: La capacidad para seguir el desplazamiento de un alimento através de una o varias etapas especificas de la cadena alimentaria.
Requisitos Previos: Conjunto de actividades sistemáticamente ejecutadas, que
son esenciales como medidas preventivas y de control para los peligros, quegarantizarán el buen desenvolvimiento del plan HACCP y del sistema deinocuidad en su conjunto.
Riesgo: Función de la probabilidad de un efecto nocivo para la salud y de lagravedad de dicho efecto, como consecuencia de un peligro o peligros presentesen los alimentos.
Secuencia de Decisiones: Procedimiento mediante la formulación de preguntassucesivas cuyas respuestas permiten identificar si una etapa o fase en la cadenaalimentaria es o no un PCC.
Sistema HACCP: (Hazard Análisis Critical Control Points) Sistema que permiteidentificar, evaluar y controlar peligros que son significativos para la inocuidad delos alimentos. Privilegia el control del proceso sobre el análisis del producto final.Incluye diseñar, documentar y ejecutar: Los requisitos previos y el Plan HACCP.
Validación Oficial: Constatación realizada por la Autoridad de Salud de que loselementos del Plan HACCP son efectivos, eficaces y se aplican de acuerdo a lascondiciones y situaciones especificas del establecimiento.
Verificación o comprobación: Aplicación de métodos, procedimientos, ensayosy otras evaluaciones además de la vigilancia, para constatar el cumplimiento delPlan HACCP.
Vigilancia sanitaria: Conjunto de actividades de observación y evaluación querealiza la autoridad competente sobre las condiciones sanitarias en la cadenaalimentaria a fin de proteger la salud de los consumidores.
6.- INTEGRANTES Y FUNCIONES DEL EQUIPO HACCP
6.1 INTEGRANTES DEL EQUIPO HACCP
Gerente General : Srta. Erika Milagros Hurtado-Cornejo Espinoza
________________ Asistente de gerencia : Srta. Emma Victoria Olortegui ________________
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 9/60
GERENTEGENERAL
ASISTENTE DE
GERENCIA
JEFE DE PLANTA
Técnico deMantenimiento
Técnico deAseguramiento de la
CalidadTécnico deProducción
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 9 de 60
Jefe de Planta : Ing. Abner Shuña Satalay ________________
Técnico de Aseguramiento de la Calidad
Turno día : Ing. Silvia Maravi ________________
Técnico de Producción
Turno día : Sr. Rodolfo Rodríguez Panduro ________________
Técnico de mantenimiento : Sr. Jose Luis Arteaga Romero ________________
6.2 ORGANIGRAMA DEL EQUIPO HACCP
6.3 DESCRIPCION DE FUNCIONES EN EL EQUIPO HACCP
El personal que forma el equipo HACCP tiene las siguientes funciones:
Gerente General
Preside y lidera el equipo HACCP, asimismo, coordina con las autoridadessanitarias u otros, respecto a la inocuidad de los alimentos que se producen
Principales funciones como miembro del equipo HACCP:Coordinadora y responsable del equipo HACCP
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 10/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 10 de 60
Proveer los recursos necesarios para la implementación y el desarrollo delsistema HACCP. Asegurar que el sistema HACCP funcione y se mantenga. Asigna responsabilidades y establece procedimientos para informarse de la marcha delSistema HACCP.Es responsable de las auditorías internas y externas, al funcionamiento del sistema HACCPPreside las reuniones periódicas del equipo HACCP, revisa el plan y toda la documentaciónconcerniente.Firma y revisa los registros de verificación del Sistema HACCP, así como, las auditoriasinternas o externas respectivas.Participa en la elaboración o revisión del plan HACCP y aprueba cualquier modificaciónsobre el original.
Asistente de GerenciaControla todas las actividades administrativas de la empresa,Principales funciones como miembro del equipo HACCP:
- Coordina con la Gerencia General la provisión de recursos necesariospara el buen desempeño del sistema HACCP.- Selecciona proveedores y evalúa los requerimientos de materia primae insumos en coordinación con el Jefe de Planta- Responsable de la convocatoria, mantener los registros y gestión desalud del personal, en coordinación con el Jefe de planta y/o la Gerenciageneral
- Apoya en la verificación de que el Plan HACCP funcione y semantenga actualizado.- Participa en la elaboración y revisión del plan HACCP.- Responsable de contratar personal, servicios (mantenimiento,saneamiento, muestreos, análisis, suministro de agua y energía u otros) asolicitud del Jefe de planta o la Gerencia general.
Jefe de Planta
La persona encargada de esta función es un profesional en alimentos.Responsable de todas las actividades que se realizan en la planta, organiza yprograma la producción diaria en coordinación con la Gerencia General, almismo tiempo, evalúa el cumplimiento de las gestiones de todas las áreas dela empresa en ausencia del Gerente General.Verifica el cumplimiento de los parámetros del proceso, seleccionaproveedores y evalúa los requerimientos de materia prima e insumos encoordinación con la Asistente de gerencia. Tiene bajo su cargo a los TAC,Técnicos de producción y mantenimiento
Como miembro del equipo HACCP:- Es el responsable de la correcta implementación y funcionamiento delsistema HACCP (Requisitos previos y plan HACCP)
- En ausencia de la Gerencia general, preside el equipo HACCP y esresponsable de la coordinación con las autoridades sanitarias u otros,sobre la inocuidad de los alimentos
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 11/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 11 de 60
- Responsable de atender las inspecciones periódicas de parte de lasautoridades sanitarias, clientes o certificadoras contratadas.
- Supervisa el cumplimiento del monitoreo o vigilancia de los Puntos Críticosde Control, acciones correctivas y verificación del sistema HACCP.Diseña y controla las especificaciones técnicas de las materias primas e
insumos.Diseña los procesos o tecnologías y propone los cambios pertinentesFirma y revisa los registros diarios del Sistema HACCP, cuidando que se
estén cumpliendo sus frecuencias y su llenado correcto.Realiza los requerimientos de recursos (materiales, técnicos y de
personal) a la Gerencia general, para el buen desempeño de las actividades en la planta.Coordina y participa de las reuniones periódicas del equipo HACCPResponsable directo de ejecutar los siguientes programas de Requisitos
previos (Calibración de equipos de medición, Liberación y Despacho de productos,
Trazabilidad, Tratamiento de productos no conformes, Saneamiento ambiental,)En coordinación con la Gerencia general y/o la asistente de Gerencia,ejecuta los programas de Selección de proveedores, Queja de clientes y retiro de productosdel mercado
Responsable de la evaluación, admisión y capacitación de todo elpersonal de la planta, en coordinación con la asistente de Gerencia.
Supervisa la ejecución de los otros programas de Requisitos previos acargo de los Técnicos de Aseguramiento de la Calidad, de Producción y de mantenimiento.
Informa al final de cada producción al presidente del equipo HACCP sobrela marcha del Sistema y los requerimientos de mejora.
Es el responsable de verificar los trabajos de mantenimiento
Técnico de Aseguramiento de la Calidad (TAC)
La persona encargada de esta función es un profesional o técnico enalimentos y como miembro del equipo HACCP tiene las siguientesresponsabilidades:
Realiza y/o vigila el monitoreo de los PCCResponsable del correcto manejo de la documentación de todo el sistema
HACCP Asiste a las reuniones periódicas del equipo HACCPParticipa en la elaboración y revisión periódica del plan HACCP.Informa regularmente al Jefe de Planta sobre la marcha del sistema
HACCP, especialmente de las fallas detectadas, para su inmediata acción correctiva.Vigila la ejecución de los programas de Requisitos previos que le
competen (Limpieza de ambientes y tanques de agua, Higiene de personal, Higiene deequipos y medios de transporte, manipulación de alimentos, Almacenes, control deproductos químicos y tratamiento de residuos)
Realiza los análisis necesarios de seguimiento en el laboratorio de controlde calidad de la planta
Responsable de la ejecución del programa de control del agua potableResponsable del correcto uso de equipos, materiales y del ambiente del
laboratorio de la planta.
Técnico de Producción
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 12/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 12 de 60
La persona encargada de esta función es un profesional o técnico enalimentos y como miembro del equipo HACCP tiene las siguientesresponsabilidades:
Asiste a las reuniones periódicas de elaboración y revisiónParticipa en la elaboración y revisión periódica del plan HACCP.Responsable de la ejecución de los programas de Requisitos previos en
su área (Limpieza de ambientes, Higiene de personal e Higiene de equipos)Responsable del cumplimiento de los procesos productivos y adecuado
manejo de los alimentos y equipos durante el turno de trabajoRealiza el control de producción en el área.
Técnico de Mantenimiento
La persona encargada de esta función es un profesional o técnico en
mecánico-eléctrico. Como miembro del equipo HACCP tiene las siguientesresponsabilidades:
Es el responsable de los trabajos de mantenimiento de las estructuras yequipos, en coordinación con el Jefe de planta
Informa al Jefe de Planta sobre el estado de las estructuras y equipos, asícomo de los requerimientos de materiales, repuestos o trabajos de mantenimiento, al finalde cada producción
Participa en la elaboración y revisión del plan HACCP.
Acta de reunión del equipo HACCP
Cada vez que se realiza una reunión del equipo HACCP, se registra en elformato IM-HA-AR, todos los avances y acuerdos a los que se llegue en lareunión. Al final de la reunión, el acta es firmada por cada uno de losmiembros del equipo HACCP
7 ESPECIFICACIONES TECNICAS Y DESCRIPCION DE ALIMENTOS COCIDOS DERECONSTITUCION INSTANTANEA
A.1 DESCRIPCION DEL PRODUCTO PAPILLA
NOMBRE DELPRODUCTO
PAPILLA
DESCRIPCION FISICA
Producto gelatinizado, polvo cocido, y de reconstitución instantánea yhomogénea con agua tibia previamente hervida, de consumo directo yfácil digestión. Por ser de reconstitución instantánea no necesita decocción alguna, ni adición de ningún otro ingrediente. Su presentaciónes en polvo. Elaborado a base de harinas de cereales, leguminosas ysemillas oleaginosas extruidas. Una vez abierto el envase debeconsumirse en su totalidad. La ración diaria es de 90 gr. De producto,diluido en 240 ml o 270 ml o 300 ml, de agua tibia previamente hervida.
INGREDIENTESPRINCIPALES
Harina extruidas de maíz y arroz; azúcar rubia, grasa vegetal, fosfatotricálcico, premix vitamínico, saborizante vainilla, antioxidante (alphatocoferol), albúmina de huevo en polvo, proteína aislada de soya,
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 13/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 13 de 60
sulfato de magnesio.
CARACTERSTICASFISICOQUIMICASNUTRICIONALES
Peso de la ración : 90 g.Energía por ración : 360 Kcal. min.Proteína : 12 – 15 % de la energía totalGrasa : 25-35% de la energía totalCarbohidratos : La diferenciaProteína de origen animal: 20%de la proteína total min.Humedad : Menor o igual a 5%Acidez : Menor o igual a 0.40%
expresado como acido sulfúricoFibra dietaria : Menor de 5g./100g de productoÍndice de ge latinización : Mayor a 94%Densidad energética : Mayor o igual a 1 Kcal/gÍndice de Peroxido : Menor a 10 meq/kg
Aflatoxina : No detectable en 5 ppbSaponina : AusenteControl radiactivo : Apto para consumo humanoEn cada ración de 90 g. debe añadirse como mínimo el 60% de losrequerimientos de vitaminas y minerales de niños de 6 a 36 meses.Vit. A, ug RE 400Vit. D ug 6Vit. E, mg 4Tiamina, mg 0.50Niacina, mg NE 5Acido Folico, ug 30Vit. C, mg 100
Riboflavina, mg 0.50Vit. B6, mg 0.60Vit. B12, ug 0.50
Hierro, mg 10Magnesio, mg 50Calcio, mg 450Zinc, mg 6Yodo, ug 45Fosforo, mg 3 00Fluor, mg 0.225Fuente: Recommended Dietary Allowances – USA 1989
CARACTERISTICASMICROBIOLOGICAS
Agente
microbianoCategoría Clase n c Limite por g.
m M
Aerobiosmesofilos
3 3 5 1 104 105
Coliformes 6 3 5 1 10 102
Bacillus cereus 9 3 10 1 10² 104
Mohos 5 3 5 2 102104
Levaduras 2 3 5 2 102104
Staphylococcus
aureus
8 3 5 1 10 102
Salmonella sp. 15 2 60(*)
0 0 -
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 14/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 14 de 60
(*) Hacer composito para analizar n=5Resolución Ministerial Nº 451-2006/MINSA. “Norma Sanitaria para la fabricación de
Alimentos a Base de granos y otros, destinados a Programas sociales de Alimentación”
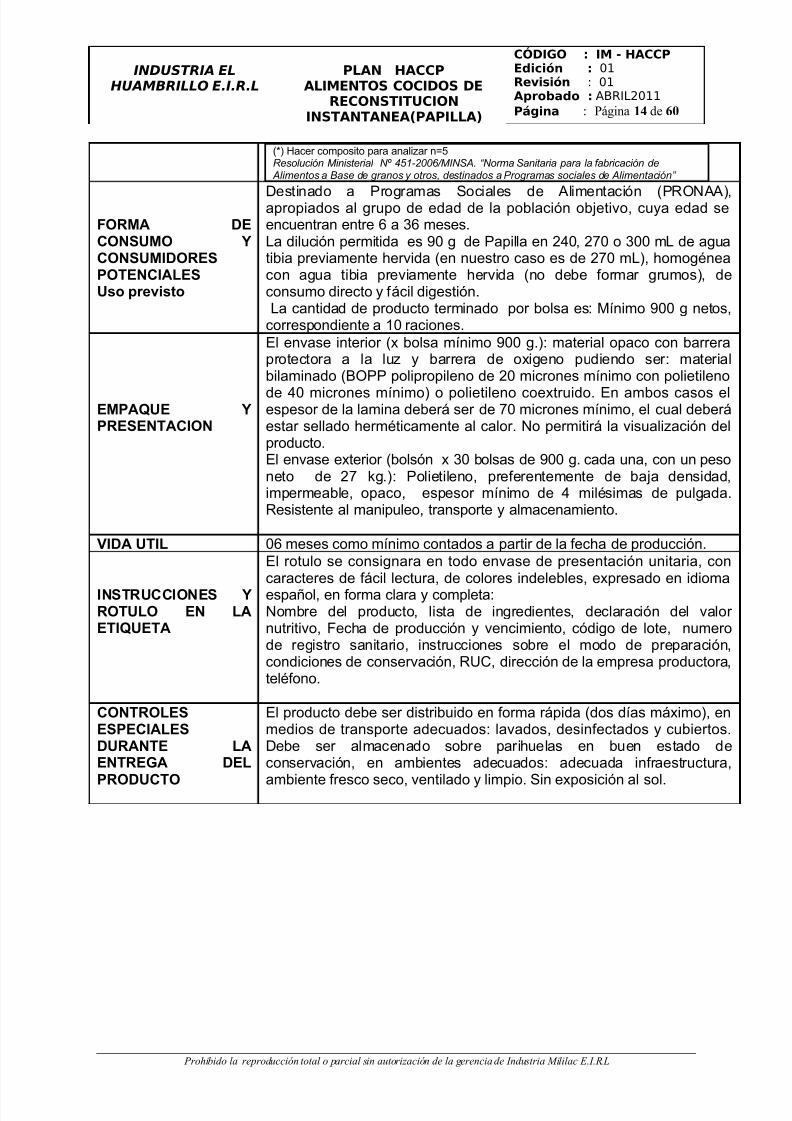
FORMA DECONSUMO YCONSUMIDORESPOTENCIALESUso previsto
Destinado a Programas Sociales de Alimentación (PRONAA),apropiados al grupo de edad de la población objetivo, cuya edad seencuentran entre 6 a 36 meses.La dilución permitida es 90 g de Papilla en 240, 270 o 300 mL de aguatibia previamente hervida (en nuestro caso es de 270 mL), homogéneacon agua tibia previamente hervida (no debe formar grumos), deconsumo directo y fácil digestión.La cantidad de producto terminado por bolsa es: Mínimo 900 g netos,
correspondiente a 10 raciones.
EMPAQUE YPRESENTACION
El envase interior (x bolsa mínimo 900 g.): material opaco con barreraprotectora a la luz y barrera de oxigeno pudiendo ser: materialbilaminado (BOPP polipropileno de 20 micrones mínimo con polietileno
de 40 micrones mínimo) o polietileno coextruido. En ambos casos elespesor de la lamina deberá ser de 70 micrones mínimo, el cual deberáestar sellado herméticamente al calor. No permitirá la visualización delproducto.El envase exterior (bolsón x 30 bolsas de 900 g. cada una, con un pesoneto de 27 kg.): Polietileno, preferentemente de baja densidad,impermeable, opaco, espesor mínimo de 4 milésimas de pulgada.Resistente al manipuleo, transporte y almacenamiento.
VIDA UTIL 06 meses como mínimo contados a partir de la fecha de producción.
INSTRUCCIONES YROTULO EN LAETIQUETA
El rotulo se consignara en todo envase de presentación unitaria, concaracteres de fácil lectura, de colores indelebles, expresado en idiomaespañol, en forma clara y completa:Nombre del producto, lista de ingredientes, declaración del valor nutritivo, Fecha de producción y vencimiento, código de lote, numerode registro sanitario, instrucciones sobre el modo de preparación,condiciones de conservación, RUC, dirección de la empresa productora,teléfono.
CONTROLESESPECIALESDURANTE LAENTREGA DEL
PRODUCTO
El producto debe ser distribuido en forma rápida (dos días máximo), enmedios de transporte adecuados: lavados, desinfectados y cubiertos.Debe ser almacenado sobre parihuelas en buen estado deconservación, en ambientes adecuados: adecuada infraestructura,
ambiente fresco seco, ventilado y limpio. Sin exposición al sol.
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 15/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 15 de 60
C.2 DIAGRAMA DE FLUJO PARA LA PRODUCCIÓN DE PAPILLA
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
RECEPCIÓN DE MATERIA PRIMA, INSUMOS Y
MOLIENDA DE
DOSIMETRÍA DEGRANOS MOLIDOS
MEZCLADO DE GRANOSMOLIDOS
EXTRUSIÓN/EXPANSIÓN140- 220°C
ALMACENAMIENTODE INSUMOS ALMACENAMIENTO DEMATERIAS PRIMAS.
ENFRIADO (< 50°C)
MOLIENDA DEPRODUCTOS COCIDOS
DOSIMETRIA Y ALMACENAMIENTO DE
BASE EXTRUIDA
DOSIMETRÍADE INSUMOS
Y
MICRONUTRIE
MEZCLADO DE PRODUCTO FINAL
ENVASADO, PESADO Y SELLADO
EMPACADO
ALMACENAMIENTO DE PRODUCTO
Azúcar rubia, premixvitamínico, proteína
aislada de soya,fosfato tricálcico,
saborizante vainilla,antioxidante y
ENTREGA DE PRODUCTO TERMINADO
ALMACENAMIENTO DE ENVASES Y
ARROZ 3/4
CODIFICADO DEENVASES
Manteca
DILUCIONDE
DOSIMETRÍA DE
MEZCLADO DEMANTECA CON
ANTIOXIDANTE
PCC1
Antioxidante

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 16/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 16 de 60
C.3 DESCRIPCIÓN DE LAS ETAPAS DE PRODUCCIÓN DE PAPILLA
Recepción de materias primas e insumos
Las Materias Primas e Insumos que ingresan al almacén para su posterior producción en la planta, deben contar con los requisitos de calidad -sanitaria y suprocedencia debe permitir la rastreabilidad. Las materias primas (arroz y maíz)ingresan a la planta en costales, mientras que los insumos en bolsas de papel,bolsas de polietileno y cajas de cartón. En esta etapa se verifica la guía deremisión, peso de los productos, Certificado de Calidad y/o Fichas Técnicas y/oInforme de Ensayo y registro sanitario a los que aplique, para cada producto(indispensable para su recepción), análisis sensorial: color, olor y textura. Adjuntar Informe de ensayo para productos regionales, analizados por un laboratorio de lazona, donde indique: %Hº, Acidez. En el caso de materias primas se realizará
especialmente, una inspección de presencia de insectos en cualquiera de susetapas, vivos o muertos; si se detecta presencia no se recibe el lote.Con resultados satisfactorios se almacenan los productos, o en caso contrario,quedan en observación para su devolución.
La recepción de materias primas e insumos se realiza en sus propios almacenes,los que se encuentran protegidos con techo, cuentan con suficiente iluminación yventilación mecánica, lo que permite una adecuada evaluación de los productos.
La empresa cuenta con Fichas Técnicas para cada uno de los productos y conequipos de medición de parámetros físico químicos (Balanza de Humedad). Asimismo, podrán ser reevaluados en laboratorio de la zona, especialmente las
materias primas.
Se registra el ingreso de las materias primas o insumos, consignándolos formatosde recepción, para realizar los controles y permita la rastreabilidad con finesepidemiológicos, sanitarios, etc.La información consignada es sobre: Producto, Proveedores, Procedencia,Cantidad, Fecha de producción, fecha de vencimiento, Nº de lote, característicassensoriales, características físico-químicas y microbiológicas, periodo dealmacenamiento y/o conservación. Dicha información se registrara como parte delPlan HACCP y estará disponible al personal de aseguramiento de la inocuidad.Se registra en el FORMATO IM-HA-01 RECEPCIÓN DE MATERIA PRIMA E INSUMOS
En la recepción de materias primas se realiza el pesado de una muestra de sacossegún NTP ISO 2859-1, Nivel S-3, para estimar un promedio de la cantidadingresada.También el TAC tomará una muestra con el mismo nivel para el análisis dehumedad de cada lote y realizar un análisis organoléptico, para con esosresultados decidir su ingreso o no. Lo mismo realizará con los insumos, posiblesde evaluar organolépticamente, para decidir su ingreso.
Los resultados de los análisis se registran en el formato: IM-HA-01 RECEPCIÓN DE MATERIA PRIMA E INSUMOS
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 17/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 17 de 60
Almacenamiento de Materia Prima
Ambiente exclusivo, tiene como finalidad conservar la vida útil del producto,mantener las características de las materias primas que ingresan a la planta. Elalmacenamiento de los productos se realiza en ambientes limpios, ventilados yprotegidos de la luz y lluvias. En la estiba, los productos no tienen contacto con elpiso, están sobre parihuelas, a una altura no menor de 20 cm. del nivel del piso,dando facilidad para la limpieza, y mínimo a 60 cm. del techo para permitir lacirculación del aire, respetándose la distancia de 50 cm. entre rumas y entre rumay pared. Los pisos de los almacenes son de color blanco, para detectar cualquier infestación o deficiencia de limpieza.
En la rotación de los alimentos almacenados se tiene en cuenta: primero la vida útildel producto y luego se aplica el principio PEPS (lo primero que entra es lo primero
que sale.Se cuenta con termo higrómetros para verificar la temperatura y humedad delambiente de almacenamiento, evitando así el desarrollo de hongos y levaduras asícomo la contaminación de los productos por insectos
En el almacén se mantienen Kardex por cada producto en el que se registran losmovimientos de entrada y salida, además, en una columna se registra un códigointerno por cada ingreso de cada materia prima, en orden correlativo (M01, M02,M03, ...etc, para el maíz ) o (AP01, AP02, AP03…etc, para el arroz partido ), paraefectos de trazabilidad en el proceso.Los códigos serán:Maíz = M
Arroz Partido = AP
Almacenamiento de Insumos
Ambiente exclusivo, independiente de materias primas, tiene como finalidadconservar la vida útil del producto, mantener las características de los insumos queingresan a la planta. El almacenamiento de los productos se realiza en ambienteslimpios, ventilados y protegidos de la luz y lluvias. En la estiba, los productos notienen contacto con el piso, están sobre parihuelas, a una altura no menor de 20cm. del nivel del piso, dando facilidad para la limpieza, y mínimo a 60 cm. deltecho para permitir la circulación del aire, respetándose la distancia de 50 cm.
entre rumas y entre ruma y pared. Los pisos de los almacenes son de color blanco,para detectar cualquier infestación o deficiencia de limpieza.
El antioxidante se almacena en una refrigeradora conservando la temperatura <10ºC.En la rotación de los alimentos almacenados se tiene en cuenta: primero la vida útildel producto y luego se aplica el principio PEPS (lo primero que entra es lo primeroque sale)Se cuenta con termo higrómetros para verificar la temperatura y humedad delambiente de almacenamiento, evitando así el desarrollo de hongos y levaduras asícomo la contaminación de los productos por insectos
En el almacén se mantienen Kardex por cada producto en el que se registran losmovimientos de entrada y salida, además, en una columna se registra un códigointerno por cada ingreso de cada insumo, en orden correlativo, similar que en
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 18/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 18 de 60
materias primas, para efectos de trazabilidad en el proceso . Los códigos por insumos son:
Azúcar rubia = ARProteína aislada de soya = PAManteca vegetal = MVFosfato tricálcico = FTPremix vitamínico PI = PISaborizante vainilla = SV Albúmina de huevo = AH Antioxidante (Alfa tocoferol) = ATSulfato de Magnesio = SM
Almacenamiento de Envases y Empaques
Ambiente exclusivo, situado en el sótano, ingresan por el callejón desde el exterior,tiene como finalidad conservar la inocuidad del envase. El almacenamiento serealiza en ambientes limpios, ventilados y protegidos de la luz y lluvias. En laestiba, los envases no tienen contacto con el piso, están sobre parihuelas, a unaaltura no menor de 20 cm. del nivel del piso, dando facilidad para la limpieza, ymínimo a 60 cm. del techo para permitir la circulación del aire, respetándose ladistancia de 50 cm. entre rumas y entre ruma y pared. Los pisos de los almacenesson de color blanco, para detectar cualquier infestación o deficiencia de limpieza. Antes de ingresarlos al almacén cada empaque de los envases se limpian ydesinfectan mediante un trapo con alcohol o hipoclorito de sodio.Se llevan Kardex para el control del movimiento de ingreso y salida.
Molienda de Granos
En esta operación sólo se realiza la molienda de maíz (que ingresa entero) en unmolino de martillos. Cuenta con su propio gabinete de higienización para elpersonal.El control del proceso se registra en el formato: IM-HA-02 CONTROL DE MOLIENDA DE GRANOS
Dosimetría de Granos Molidos
Esta operación consiste en realizar el pesado exacto, de acuerdo a la formulaciónde las materias primas por cada batch (arroz y maíz); utilizando una balanza deplataforma calibrada y con lectura adecuada para la fórmula (sin redondear). Elcontrol del proceso para identificar cada batch y controlar el avance, se registra enel formato: IM-HA-03 CONTROL DE DOSIMETRIA Y MEZCLA DE GRANOS MOLIDOS
Mezclado de Granos Molidos
Esta operación se realiza en una mezcladora horizontal tipo helicoidal de paletasde 200 Kg de capacidad, el equipo cuenta con tapa para proteger el producto. El
tiempo efectivo de mezcla es de aproximadamente de 8 a 10 minutos. Antes de iniciar un nuevo proceso productivo y al término del mismo se realiza lahigienización de los equipos conforme al Programa de Higiene y saneamiento.Cuenta con su propio gabinete de higienización para el personal.
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 19/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 19 de 60
Una vez culminado el proceso, la mezcla se descarga hacia la tolva dealimentación (provista de tapa) del tornillo sin fin que transporta la mezcla hacia lasala de extrusión, allí, distribuye a cada una de las tolvas de alimentación de cadauna de las 03 extrusoras, mediante un sistema de tuberías y controladas, por eloperario de extrusión.Cada vez que cambia la combinación de materias primas(por cambio de lote deuna o más materias primas) el operario de mezclado de granos molidos,inmediatamente concluído el transporte desde la tolva de descarga de la mezclaanterior al cambio de combinación, comunica al operario de molino de productococido tal cambio para que este cambie el lote de la base extruída.El control del tiempo de proceso por batch se registra en el formato: IM-HA- 03 CONTROL DE DOSIMETRIA Y MEZCLA DE GRANOS MOLIDOS
Extrusión/ExpansiónSe cuenta con 03 extrusoras, con capacidad de 300 kg/h, 300 Kg/h y 400 kg/hLa operación consiste en realizar la cocción de la mezcla de granos molidos,sometiéndola a alta temperatura y presión, el material es arrastrado por medio deun tornillo a alta presión y temperatura a través de una camiseta, consiguiendogelatinizar completamente los almidones, haciéndolos más digeribles, inactivandolas enzimas, los antinutrientes y destruyendo la carga microbiana; sin dañar mucholas características nutricionales de las materias primas
Este proceso está bajo estricto control de Temperatura de 140 a 220 °C, se realizaevaluación sensorial del producto extruído a cada media hora.
El área de extrusión es área crítica, está totalmente aislado para evitar contaminaciones externas, cuenta con ventilación forzada y sistema de extracciónde vapor para evitar la acumulación de calor y la condensación de humedad.Cuenta con su propio gabinete de higienización para el personal, dentro del área yal ingreso un sistema de desinfección de calzado (pediluvio)
El control de proceso se registra, cada hora, en el formato: IM-HA-PCC1:CONTROL DE EXTRUSIÓN
Enfriado
Este proceso se realiza inmediatamente después de la extrusión y antes de la
molienda del producto cocido. El producto extruído unidos de las extrusoras Nº1 yNº 2 es llevado por un transportador neumático a un enfriador rotatorio horizontal yel de la extrusora Nº 3 es transportado por otro transportador neumático hacia elotro enfriador rotatorio horizontal. Los enfriadores cuentan con inyección de airesanitizado y extracción de aire con vapor En este proceso, se seca y enfría el producto por aire forzado hasta alcanzar unaTemperatura de salida de 45 - 50 ºC, con el que entra a los molinos de martillospara obtener la base extruída.
Molienda de Producto Cocido
Esta operación se realiza con la finalidad de transformar en polvo fino el productoexpandido, obteniéndose la base extruida de granulometría uniforme. Se cuentapara este proceso con un molino de martillos con número de malla de 0.5 mm.
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 20/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 20 de 60
Transportada a un Tamizador de acero inoxidable, una vez llena esta, se descargaen sacos blancos con bolsa interna de polietileno, ambos de primer uso.
Dosimetría y Almacenamiento de Base extruída
Luego de salir del molido, la base extruída es pesada en cantidades de 20, 25, 30o 35 kg dependiendo de la fórmula a utilizar en el mezclado de producto final; encada proceso el Jefe de planta fija la cantidad a pesar. El pesado se realiza conuna balanza de plataforma calibrada en sacos blancos de polipropileno con bolsasinterna de polietileno, ambos de primer uso. La bolsa interna es amarrada, con lamisma bolsa o mediante una pita de algodón, luego el saco de polipropileno escocido con una cocedora. A cada saco se enumera correlativamente en cadaproceso y también se coloca la fecha de producción y vencimiento y número de lote(en función a la combinación de materia prima o cambio de fecha de producción),
luego es transportado por un operario al almacén de Base Extruída. Los sacos seestiban por lote de producto.El control del proceso se realiza contando los sacos por cada hora de trabajo y/opor cambio de lote, registrando los números de sacos desde… hasta…La codificación para trazabilidad es:Base Extruída = BE
Se registra en el formato: IM-HA-04 CONTROL DE PRODUCCIÓN DE BASE EXTRUIDA Dosimetría de Insumo y Micronutrientes
Antes de realizar la dosimetría, a cada envase que será trasladado hacia el área dedosimetría se le retira la primera capa y/o se desinfecta las superficies utilizandoun paño humedecido con alcohol o con una solución de Hipoclorito de sodio. Acada envase listo a ser llevado a dosimetría, se le coloca el código interno delproducto para la trazabilidad.De acuerdo a la formulación, en una o dos balanzas calibradas y en un ambientetotalmente higiénico, ubicado en el primer piso, se procede a pesar los insumos ymicronutrientes de aplicación directa que intervienen en la formulación, en bolsasde primer uso, como son: Azúcar rubia, leche entera, saborizante, fosfato tricálcico,vitaminas, albúmina de huevo, emulsificantes y antioxidantes en las proporcionesde participación en la mezcla. En el caso de aceite vegetal, esta se pesa en otrabalanza de plataforma calibrada y luego es vertida al tanque de dosificación, para
que se bombee a la mezcladora.Los insumos ya pesados son rotulados con número correlativo por cada produccióny con el código interno para cada unos de ellos, luego, son colocados en estantes oparihuelas de manera que se pueda identificar inequívocamente para ser adicionados a cada batch de mezclado de producto final.El control del proceso para identificar cada batch y controlar el avance, se registraen el formato: IM-HA-05 CONTROL DE DOSIMETRIA DE INSUMOS
Dilución de Manteca
En caso de utilizarse manteca vegetal, esta es fundida en una marmita a una
temperatura de 55 a 60ºC para evitar la formación de peróxidos. El tanque dedilución trabaja con resistencia eléctrica sin generar otra fuente de contaminación,además, cuenta con un agitador para mantener la temperatura uniforme en eltanque. Una vez diluída, la manteca se descarga en un balde de acero inoxidable
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 21/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 21 de 60
en el que se pesa la cantidad de la fórmula, para luego adicionarle al tanque deinyección de aceite, de donde se bombea hacia las mezcladoras, teniendo muchocuidado de activar la llave correcta para cada una de ellas. Se registra latemperatura de fusión en el formato: IM-HA-09 CONTROL DE DILUCIÓN Y DOSIMETRIA DE MANTECA
Antes de bombear la manteca a la mezcladora, se le adiciona el antioxidante (alphatocoferol), mezclándose adecuadamente con el uso de una paleta.
Mezclado de Producto final
La planta cuenta con 02 mezcladoras horizontales helicoidales con capacidad dehasta 250 Kg por batch, están ubicadas en el sótano al costado del área deenvasado.
Esta operación se realiza con la finalidad de obtener una mezcla homogénea de labase extruida con los insumos que intervienen en la formulación del producto final,el tiempo de mezcla es de 10 a 12 minutos.
La base extruída e insumos se alimentan directamente por medio de una tolva contapa para proteger el producto, ubicado en el primer piso, los productos caen por efecto de la gravedad. La manteca es adicionada directamente a la mezcladora por medio de la bomba de inyección. Se realiza el control de la adición de ingredientespor cada batch, a cargo del operario o el Técnico de producción del área,registrando por cada batch especialmente los códigos internos para la trazabilidad,en el formato: IM-HA-06 CONTROL DE MEZCLA DE PRODUCTO FINAL
Tanto los equipos como el área del mezclado se limpian constantementemanteniendo una rigurosa higiene, que incluye desinfección diaria, a fin de evitar lacontaminación cruzada, por ser un área crítica.
Una vez concluído el tiempo de mezclado, la mezcla se descarga en coches deacero inoxidables, en los que se trasladan a las cabeceras de las mesas deenvasado.Cuando es necesario, a cada batch mezclado, el TAC le toma una muestra y lehace análisis de humedad, antes de proceder al envasado.
El proceso de mezclado se registra en el formato: IM-HA-06 CONTROL DE MEZCLA DE PRODUCTO FINAL
Codificado de Envases
Se realiza en un costado del área de envasado. Todos los envases se llevan previauna desinfección de los empaques. El codificado se realiza con una máquina queimprime tinta mediante tipos con una cinta especial.En los códigos se imprimen fecha de producción, fecha de vencimiento y Nº delote.Todos los lotes de envases deben tener certificado conforme de espesor de lalámina, para poder ser utilizado en la producción.
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 22/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 22 de 60
Envasado y Sellado
El envasado se realiza de forma manual (envasado-pesado-sellado), en unambiente ubicado en el sótano, equipado con 03 líneas de envasadoPor ser un área crítica, se limpia constantemente y se aplican las más rigurosasprácticas de higiene en el personal. El área cuenta con gabinetes de higienizaciónpropia y pediluvios al ingreso, además las puertas se mantienen cerradas paraevitar contaminación del ambiente externo. Cuenta con un sistema de inyección deaire sanitizado y extracción de aires y polvos.El sellado obtenido es hermético mediante termosellado, para evitar lacontaminación posterior del producto. El producto se presenta en envases que preservan su inocuidad, calidad sanitaria ynutricional. Los envases laminados plástico son de primer uso y el rotulado
cumplen con las especificaciones del cliente y la norma sanitaria DS 007 – 98 SA.El pesado se realiza en balanzas digitales calibradas con sensibilidad de 01g, lacantidad neta mínima de 0,9 Kg más el peso del envase. El supervisor del áreacontrola el peso de 10 envases vacíos por cada hora y determina el promedio delpeso del envase.Previo al sellado, cada bolsita es sometida a una ligera presión para eliminar todoel aire posible, luego, los envases pasan a una selladora de pedal, donde semantienen por 2 a 3 segundos, logrando un sellado hermético por termosellado.Cada envase sellado se le acondiciona en las mesas de empacado por presiónsobre la superficie de cada bolsita, con el fin de detectar cualquier falla de selladolos que serán reenvasadas en otros envases y nuevamente pesados y sellados. Al final del proceso el 100% de bolsitas pasan por una revisión minuciosa, se revisa
el sellado colocando la bolsita al frente de la luz y se retira cualquier bolsita quepresente globos de aire, producto en el sello, etc para su reenvasado. Además,cada bolsita pasa luego a revisión manual jalando de los lados de bolsa sobranteen la punta de cada una, a cada 2 cm de la banda de sellado.Durante el turno de trabajo y a cada hora, el supervisor del área toma una muestrade bolsitas con la norma ISO 2859-1 Nivel S-3, en función al promedio de avancedel envasado y verifica el peso y el sellado de bolsitas, por cada línea deenvasado.La información de la evaluación se registra en el formato: IM-HA-07 CONTROL DE ENVASADO
Empacado
Etapa donde el producto envasado de 0,9 kg, se acondiciona manualmente enbolsones x 27 kg (30 bolsitas de 900 g) , con sellado hermético.Las bolsas de 0,9 Kg selladas ya revisadas se empacan en bolsones de polietilenode baja densidad de 27 kg. Los bolsones son pesadas en una balanza plataformacalibrada, para controlar mediante el peso la cantidad de unidades conformes,luego son selladas en una selladora de pedal herméticamente. Al final, cada bolsónes enumerado correlativamente por cada contrato (si el contrato total es entregadoen más de una vez, la numeración continúa de la producción inmediatamenteanterior). Se registra el peso y los números de bolsones desde… hasta…, por cada batch de mezclado de producto final, para efectos de trazabilidad.
Los bolsones ya pesados y rotulados, se trasladan manualmente hacia el almacénde productos terminados.La información del empacado se registra en el formato: IM-HA-08 CONTROL DE EMPACADO
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 23/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 23 de 60
Almacenamiento de Producto Terminado
El almacenamiento de producto terminado se efectuará en un área exclusiva paraeste fin, está ubicado en el primer piso en un espacio independiente de cualquier otro ambiente. Almacén exento de humedad, con adecuada iluminación, limpio yventilado. Se debe evitar la contaminación cruzada, la transferencia de malosolores y la presencia de plagas y otros animales.En la estiba, los bolsones no tienen contacto con el piso, están sobre parihuelas, auna altura no menor de 20 cm. del nivel del piso, dando facilidad para la limpieza,el alto de rumas no sobrepasará de 12 filas, respetándose la distancia de 50 cm.entre rumas y entre ruma y pared. Los pisos de los almacenes son de color blanco,para detectar cualquier infestación o deficiencia de limpieza. A cada ruma se le coloca un rótulo donde se registra la cantidad de bolsones, Nº
de lote, Nº inicial y final de cada ruma, fecha de producción y fecha de vencimiento.Las rumas se realizan por cada lote de producto y teniendo especial cuidado encontrolar los números de bolsones por cada batch de mezclado de producto final,para la trazabilidad.
Entrega del Producto Terminado
Antes de proceder a la entrega, el producto terminado es muestreado por unOrganismo de Inspección acreditado (NTP 209.261 y Tabla A de la NTP ISO 2859-2(Ver Anexo 2)), quienes realizan el monitoreo de toda la producción, luego esanalizado por un Laboratorio acreditado y posteriormente certificado su
conformidad por un Organismo Certificador acreditado. Con todos los certificadosde conformidad se solicita la autorización del PRONAA para poder ser entregado ellote de papilla.Los bolsones se transportaran en vehículos de uso exclusivo y debidamenteacondicionados para tal fin y deben disponerse en su interior sistemas sanitarios(como forrar con bolsas polietileno de primer uso), evitando el contacto directo conel piso, paredes y techo.Durante el transporte se debe tener cuidado con la manipulación de los envases afin de evitar su rotura y vaciado del contenido.Los vehículos de transporte deben limpiarse y desinfectarse antes y después decada uso, eliminando olores y elementos indeseables.Cuando se trasladan en embarcaciones fluviales, los productos se protegen con
otras bolsas de polietileno para un eventual contacto con el agua en algúnaccidente.Cuando se entrega el producto, en los almacenes de destino se colocarán en lasmismas condiciones que se mantienen en la planta (parihuelas, distanciamientos,etc.)
8 ANÁLISIS DE PELIGROS
En este capítulo se han evaluado los peligros asociados a la materia prima e insumos ylos peligros asociados a cada una de las etapas del flujo de procesamiento de losProductos de Reconstitución Instantánea considerando para cada una de ellas, medidas
preventivas.
Se consideran tres categorías de peligros:
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 24/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 24 de 60
1. Peligros Biológicos: Presencia o crecimiento de microorganismos (Bacillus cereus,Staphilococus aureus, escherichia coli, salmonella, Mohos y Levaduras)
2. Peligros Químicos: Residuos de Productos de limpieza, pesticidas, plaguicidas,aditivos químicos, aflatoxinas, etc.
3. Peligros Físicos: Piedras, vidrios, trozos de metal, etc.
Los peligros evaluados en cada una de las materias primas e insumos y cada etapa delflujo de procesamiento se muestran en el cuadro N° 01, referidos a su importancia conla inocuidad del alimento. Sin embargo, se incluyen peligros para la calidad del alimento
con el fin de tener todas las medidas preventivas necesarias
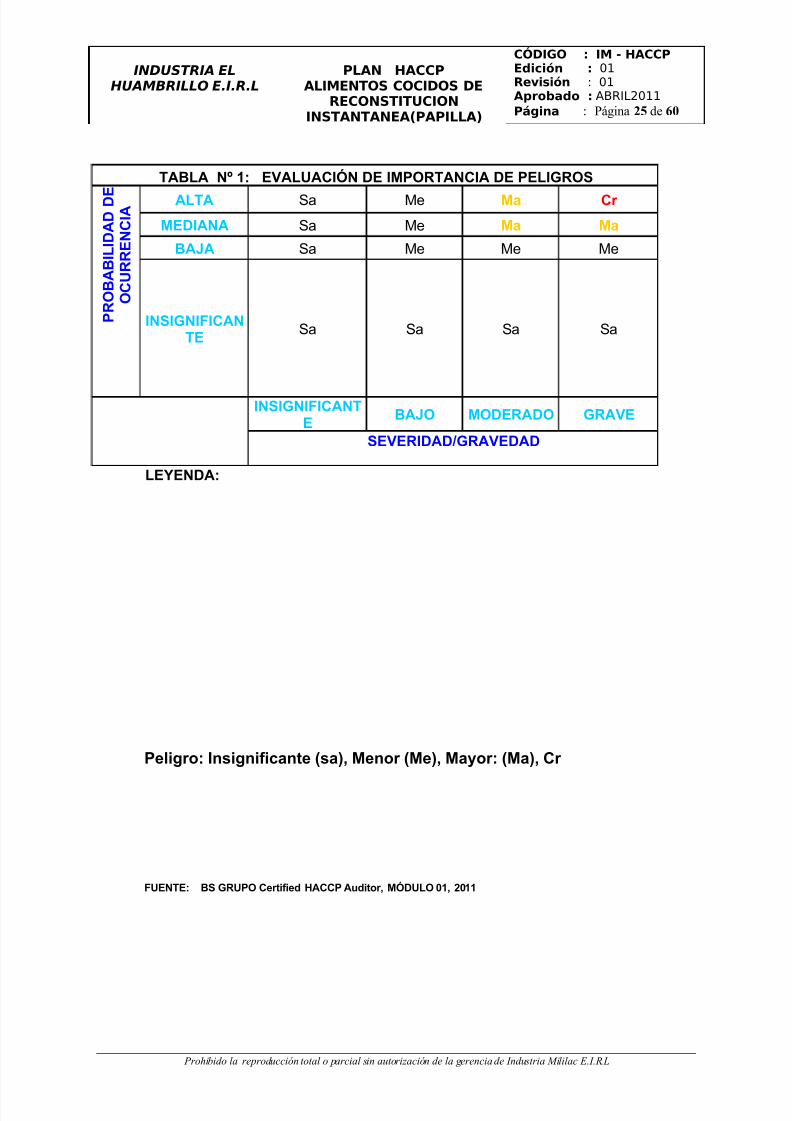
Para la evaluación de la significancia de los peligros se utiliza la siguiente tabla:
TABLA Nº 01 : EVALUACION DE SIGNIFICANCIA DE PELIGROS
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 25/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 25 de 60
Peligro: Insignificante (sa), Menor (Me), Mayor: (Ma), Cr
FUENTE: BS GRUPO Certified HACCP Auditor, MÓDULO 01, 2011
Prohibido la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
TABLA Nº 1: EVALUACIÓN DE IMPORTANCIA DE PELIGROS
P R O B A B I L I D A D D E
O C U R R E N C I A
ALTA Sa Me Ma Cr
MEDIANA Sa Me Ma Ma
BAJA Sa Me Me Me
INSIGNIFICANTE
Sa Sa Sa Sa
INSIGNIFICANTE
BAJO MODERADO GRAVE
SEVERIDAD/GRAVEDAD
LEYENDA:

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 26/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011Página : Página 26 de 60
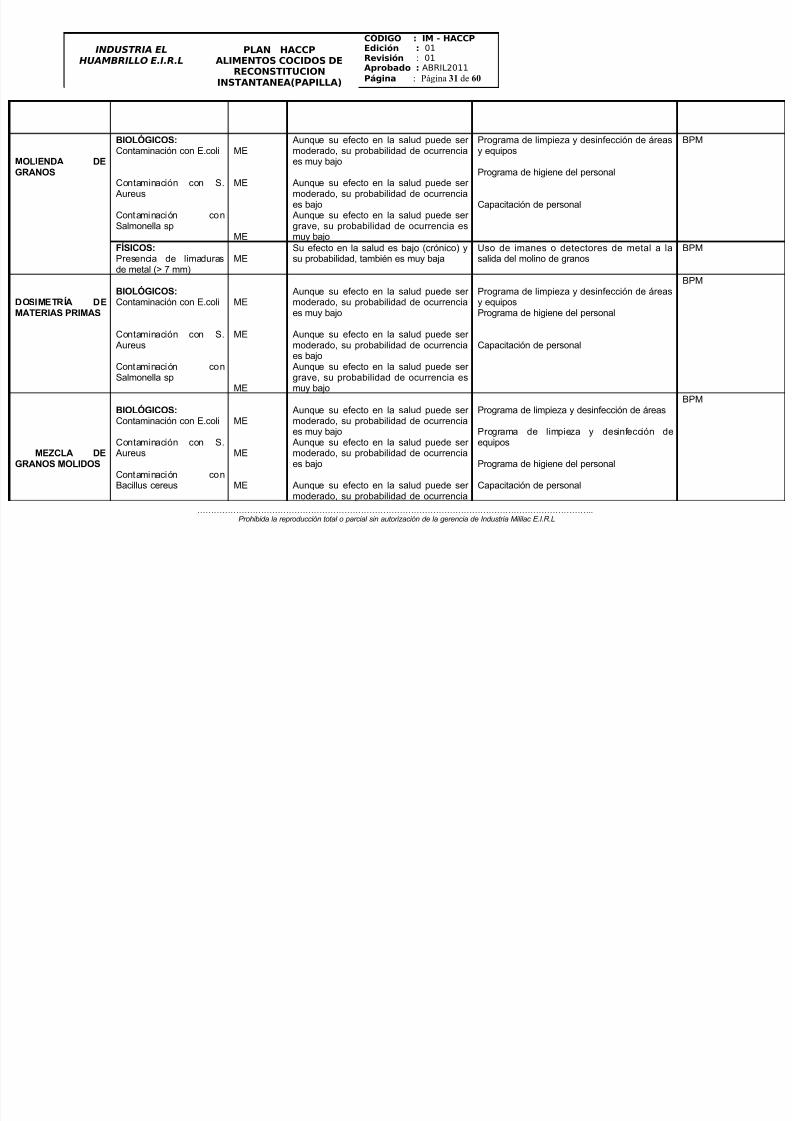
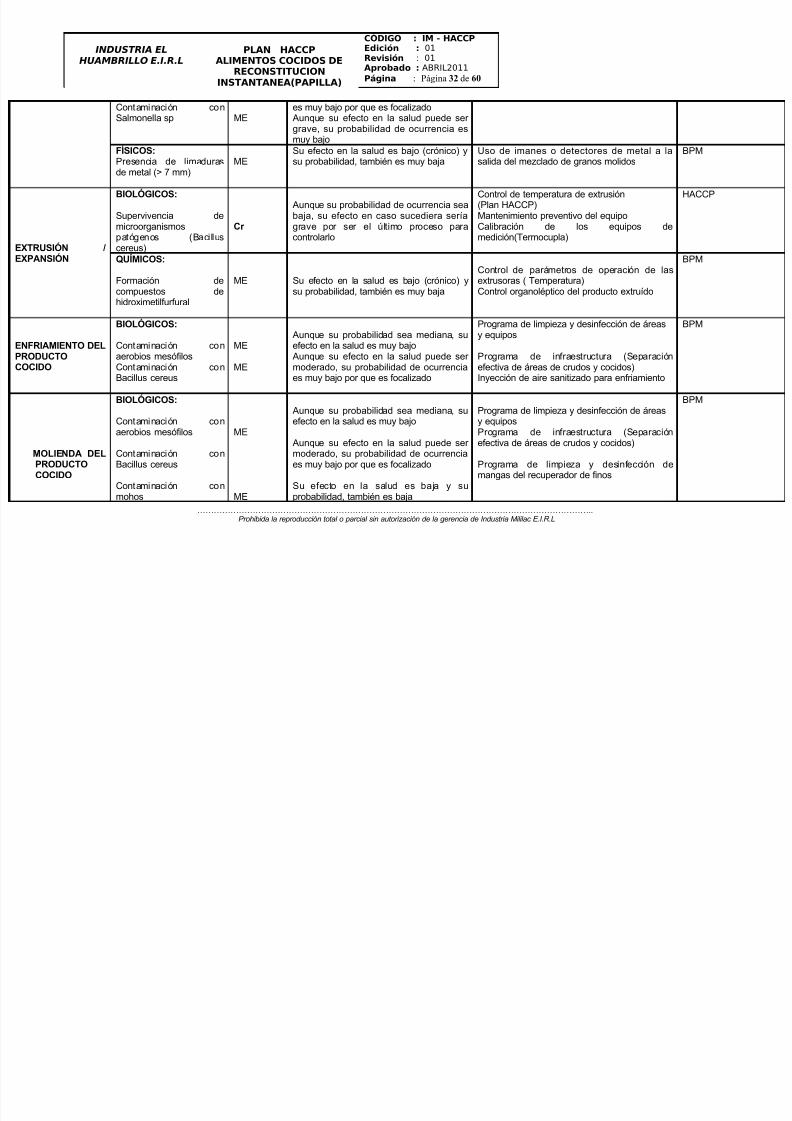
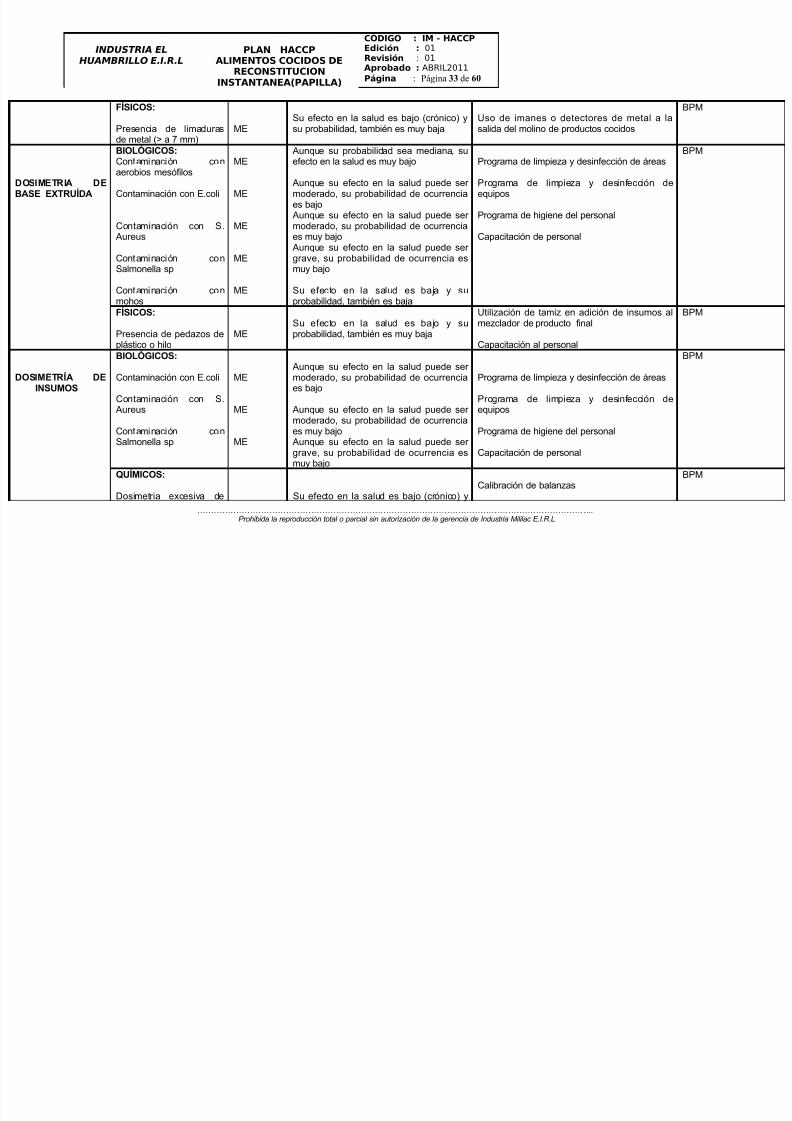
Cuadro Nº 01: Análisis de Peligros y Determinación de Medidas Preventivas
INGREDIENTE/ETAPA
PELIGROSSIGNIFI
-CATIVO JUSTIFICACIÓN MEDIDAS DE CONTROL BPM/HACCP
ARROZ PARTIDO
BIOLOGICOS:
Mohos (Penicillum y
Aspergillus)
E.Coli
Bacillus cereus
Salmonella
ME
ME
ME
ME
Su efecto en la salud puede ser moderada, aunque su probabilidad deocurrencia es muy bajo
Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes muy bajo Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes muy bajo por que es focalizado Aunque su efecto en la salud puede ser grave, su probabilidad de ocurrencia esmuy bajo
Selección de Proveedor de arroz y apoyo enimplementación de Requisitos Previos
Selección de medios de transporte
Inspección de cada lote en la recepción
Análisis de humedad a cada lote
Análisis microbiológico a cada 6 meses
BPM
QUIMICOS:Presencia de plaguicidas
Presencia de combustiblepor transporte inadecuado
Presencia de micotoxinas(Aflatoxina) producidospor hongos (Penicillum y
Aspergillus)
ME
ME
ME
Su efecto en la salud es bajo (crónico) ysu probabilidad de ocurrencia es muy bajo
Su efecto en la salud es bajo (crónico) ysu probabilidad de ocurrencia es muy bajo
Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrencia
es muy baja
Selección de Proveedor de arroz y apoyo enimplementación de Requisitos Previos
Selección de transporte de Materia Prima
Análisis de aflatoxina a cada 6 meses
BPM
FISICOS:
Presencia de piedras
Presencia de metales (>7mm)
ME
ME
Su efecto en la salud es bajo (crónico) ysu probabilidad de ocurrencia es muy bajo
Su efecto en la salud es bajo (crónico) ysu probabilidad de ocurrencia es muy bajo
Colocación de tamiz en mezclado de granosmolidos
Colocación de imanes y detectores de metal enmezcla de granos molidos
BPM
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 27/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011Página : Página 27 de 60
MAIZ ENTERO
BIOLOGICOS:
Mohos (Penicillum y Aspergillus)
Bacillus cereus
ME
ME
Su efecto en la salud puede ser moderada, aunque su probabilidad deocurrencia es muy bajo
Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes muy bajo por que es focalizado
Selección de Proveedor de maíz y apoyo enimplementación de Requisitos Previos
Selección de medios de transporte
Inspección de cada lote en la recepción
Análisis de humedad a cada lote
Análisis microbiológico a cada 6 meses
BPM
QUIMICOS:Presencia de plaguicidas
Presencia de combustiblepor transporte inadecuado
Presencia de micotoxinas(Aflatoxina) producidospor hongos (Penicillum y Aspergillus)
ME
ME
ME
Su efecto en la salud es bajo (crónico) ysu probabilidad de ocurrencia es muy bajo
Su efecto en la salud es bajo (crónico) ysu probabilidad de ocurrencia es muy bajo
Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes muy baja
Selección de Proveedor de maíz y apoyo enimplementación de Requisitos Previos
Selección de transporte de Materia Prima
Análisis de aflatoxina a cada 6 meses
BPM
FISICOS:
Presencia de piedras
Presencia de metales(>7mm)
ME
ME
Su efecto en la salud es bajo (crónico) ysu probabilidad de ocurrencia es muy bajo
Su efecto en la salud es bajo (crónico) ysu probabilidad de ocurrencia es muy bajo
Colocación de tamiz en mezclado de granosmolidos
Colocación de imanes y detectores de metal enmolino de granos y mezcla de granos molidos
BPM
AZÚCAR RUBIA
BIOLOGICOS:
Aerobios mesófilas
Enterobacteriaceas
Mohos (Aspergillus)
Levaduras
ME
ME
ME
ME
Aunque su probabilidad sea mediana, suefecto en la salud es muy bajo
Su efecto en la salud puede ser moderada, pero al ser muy fáciles deeliminar por tratamiento térmico laprobabilidad de que esté presente en elproducto final es muy bajo
Su efecto en la salud es baja y suprobabilidad, también es baja
Selección de Proveedores de azúcar rubia
Selección de medios de transporte
Inspección de cada lote en la recepción
Solicitud de certificado de análisis de humedadal proveedor en cada lote adquirido
Análisis microbiológico completo o solicitar
BPM
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 28/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011Página : Página 28 de 60
Su efecto en la salud es baja y suprobabilidad, también es baja
certificado para cada lote que ingrese a planta
FISICOS:Presencia de restos demelaza
MESu efecto en la salud es muy baja, pero suprobabilidad es regular Tamizado del azúcar antes de la dosimetría
BPM
MANTECAVEGETAL
QUÍMICOS:Presencia de peróxidospor almacenamiento otransporte inadecuado
ME
Aunque su efecto en la salud podría ser moderado, su probabilidad de ocurrenciaes muy bajo
Selección de proveedor de aceiteSelección de medios de transporte
Solicitud de certificado de peróxido a cada loteque ingrese a planta
BPM
PROTEINA AISLADADE SOYA
BIOLÓGICOS:
Mohos (Aspergillus)
E.Coli
Salmonella sp
Staphilococus Aureus
ME
ME
ME
ME
Su efecto en la salud es baja y suprobabilidad, también es baja
Aunque su efecto en la salud puede ser grave, su probabilidad de ocurrencia esmuy bajo
Aunque su efecto en la salud puede ser grave, su probabilidad de ocurrencia esmuy bajo
Selección de Proveedores
Selección de medios de transporte
Inspección de cada lote en la recepción
Sol ici tud de certif icado de anál isis
microbiológico a cada lote
BPM
ALBUMINA DEHUEVO
BIOLOGICO:Presenciade Salmonella sp
MA Aunque su efecto en la salud podría ser Alto, su probabilidad de ocurrencia es muybajo
Selección de Proveedores
Selección de medios de transporte
BPM
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 29/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011Página : Página 29 de 60
Inspección de cada lote en la recepción
Análisis microbiológico o solicitar certificado deanálisis microbiológico a cada lote
SABORIZANTES:VAINILLA ,
BIOLÓGICOS: Aerobios mesófilos
Mohos
E.coli
Salmonella sp
ME
ME
ME
ME
Aunque su probabilidad sea mediana, suefecto en la salud es muy bajoSu efecto en la salud es baja y suprobabilidad, también es baja Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes muy bajo
Aunque su efecto en la salud puede ser grave, su probabilidad de ocurrencia esmuy bajo
Selección de Proveedores
Selección de medios de transporte
Inspección de cada lote en la recepción
Análisis microbiológico o solicitar certificado deanálisis microbiológico a cada lote
BPM
ANTIOXIDANTEQUÍMICOS:Presencia de peróxidospor almacenamiento otransporte inadecuado
ME Aunque su efecto en la salud podría ser moderado, su probabilidad de ocurrenciaes muy bajo
Selección de medios de transporte
Solicitud de certificado de peróxido a cada loteque ingrese a planta
BPM
INSUMOS QUIMICOS:
FOSFATOTRICALCICO ,PREMIX VITAMÍNICO ,SULFATO DEMAGNESIO.
QUÍMICOS: Presencia demetales pesados
ME Aunque su efecto en la salud podría ser moderado, su probabilidad de ocurrenciaes muy bajo-
Cumplimiento de la política de proveedores
BPM
BOLSA DEPOLIETILENOCOEXTRUÍDO,BOLSASPOLIETILENO DEBAJA DENSIDAD,BOLSÓN DEPOLIETILENO DEALTA DENSIDAD,BOLSON DEPOLIETILENO DE
BIOLÓGICOS: Aerobios mesófilos
Mohos
Coliformes
ME
ME
ME
Aunque su probabilidad sea mediana, suefecto en la salud es muy bajo
Su efecto en la salud es baja y suprobabilidad, también es baja Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes muy bajo
Selección de Proveedores
Selección de medios de transporte
Inspección de cada lote en la recepción
Solicitud de certificado de inocuidad del envase
BPM
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 30/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011Página : Página 30 de 60
BAJA DENSIDAD,SACOS DEPOLIPROPILENO
ALMACENAMIENTODE MATERIAS
PRIM AS
BIOLÓGICOS:
Contaminación conmohos
MESu efecto en la salud es baja y suprobabilidad, también es baja
Control de temperatura y humedad dealmacenamiento
Capacitación del personal
BPM
QUÍMICOS:Presencia de detergentepor inadecuada ejecuciónde limpieza
MESu efecto en la salud es bajo (crónico) ysu probabilidad de ocurrencia es muy bajo
Programa de capacitación del personal delimpieza
BPM
ALMACENAMIENTODE AZÚCAR RUBIA
BIOLÓGICOS:
Contaminación conmohos
MESu efecto en la salud es baja y suprobabilidad, también es baja
Control de temperatura y humedad dealmacenamiento
Capacitación del personal
BPM
ALMACENAMIENTODE ACEITEVEGETAL YMANTECAVEGETAL
QUÍMICOS:
Formación de peróxidospor temperatura elevada oexposición a la luz
MESu efecto en la salud podría ser moderaday su probabilidad de ocurrencia es bajapor la temperatura ambiental de esta zonadel país
Control de temperatura en el almacenamiento
Capacitación del personal de almacenes
Infraestructura adecuada en almacenes
BPM
ALMACENAMIENTODE ANTIOXIDANTE
QUÍMICOS:
Formación de peróxidospor temperatura elevada oexposición a la luz
ME Aunque su efecto en la salud podría ser moderado, su probabilidad de ocurrenciaes muy bajo
Control de almacenamiento refrigerado delantioxidante (< 10 ºC)
Capacitación del personal de almacenes
Infraestructura adecuada en almacenes
BPM
ALMACENAMIENTODE BOLSAS YSACOS
BIOLÓGICOS:
Contaminación conaerobios mesófilos
ME Aunque su probabilidad sea mediana, suefecto en la salud es muy bajo
Control de almacenamiento
Capacitación del personal
BPM
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 31/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011Página : Página 31 de 60
MOLIENDA DEGRANOS
BIOLÓGICOS:Contaminación con E.coli
Contaminación con S. Aureus
Contaminación conSalmonella sp
ME
ME
ME
Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes muy bajo
Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes bajo Aunque su efecto en la salud puede ser grave, su probabilidad de ocurrencia esmuy bajo
Programa de limpieza y desinfección de áreasy equipos
Programa de higiene del personal
Capacitación de personal
BPM
FÍSICOS:Presencia de limadurasde metal (> 7 mm)
MESu efecto en la salud es bajo (crónico) ysu probabilidad, también es muy baja
Uso de imanes o detectores de metal a lasalida del molino de granos
BPM
DOSIMETRÍA DEMATERIAS PRIMAS
BIOLÓGICOS:Contaminación con E.coli
Contaminación con S. Aureus
Contaminación conSalmonella sp
ME
ME
ME
Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes muy bajo
Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes bajo Aunque su efecto en la salud puede ser grave, su probabilidad de ocurrencia es
muy bajo
Programa de limpieza y desinfección de áreasy equiposPrograma de higiene del personal
Capacitación de personal
BPM
MEZCLA DEGRANOS MOLIDOS
BIOLÓGICOS:Contaminación con E.coli
Contaminación con S. Aureus
Contaminación conBacillus cereus
ME
ME
ME
Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes muy bajo Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes bajo
Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrencia
Programa de limpieza y desinfección de áreas
Programa de limpieza y desinfección deequipos
Programa de higiene del personal
Capacitación de personal
BPM
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 32/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011Página : Página 32 de 60
Contaminación conSalmonella sp ME
es muy bajo por que es focalizado Aunque su efecto en la salud puede ser grave, su probabilidad de ocurrencia esmuy bajo
FÍSICOS:Presencia de limadurasde metal (> 7 mm)
MESu efecto en la salud es bajo (crónico) ysu probabilidad, también es muy baja
Uso de imanes o detectores de metal a lasalida del mezclado de granos molidos
BPM
EXTRUSIÓN /EXPANSIÓN
BIOLÓGICOS:
Supervivencia demicroorganismospatógenos (Bacilluscereus)
Cr
Aunque su probabilidad de ocurrencia seabaja, su efecto en caso sucediera seríagrave por ser el último proceso paracontrolarlo
Control de temperatura de extrusión(Plan HACCP)Mantenimiento preventivo del equipoCalibración de los equipos demedición(Termocupla)
HACCP
QUÍMICOS:
Formación decompuestos dehidroximetilfurfural
ME Su efecto en la salud es bajo (crónico) ysu probabilidad, también es muy baja
Control de parámetros de operación de lasextrusoras ( Temperatura)Control organoléptico del producto extruído
BPM
ENFRIAMIENTO DELPRODUCTOCOCIDO
BIOLÓGICOS:
Contaminación conaerobios mesófilosContaminación conBacillus cereus
ME
ME
Aunque su probabilidad sea mediana, suefecto en la salud es muy bajo Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes muy bajo por que es focalizado
Programa de limpieza y desinfección de áreasy equipos
Programa de infraestructura (Separaciónefectiva de áreas de crudos y cocidos)Inyección de aire sanitizado para enfriamiento
BPM
MOLIENDA DELPRODUCTOCOCIDO
BIOLÓGICOS:
Contaminación conaerobios mesófilos
Contaminación conBacillus cereus
Contaminación conmohos
ME
ME
Aunque su probabilidad sea mediana, suefecto en la salud es muy bajo
Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes muy bajo por que es focalizado
Su efecto en la salud es baja y suprobabilidad, también es baja
Programa de limpieza y desinfección de áreasy equiposPrograma de infraestructura (Separaciónefectiva de áreas de crudos y cocidos)
Programa de limpieza y desinfección demangas del recuperador de finos
BPM
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 33/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011Página : Página 33 de 60
FÍSICOS:
Presencia de limadurasde metal (> a 7 mm)
MESu efecto en la salud es bajo (crónico) ysu probabilidad, también es muy baja
Uso de imanes o detectores de metal a lasalida del molino de productos cocidos
BPM
DOSIMETRIA DEBASE EXTRUÍDA
BIOLÓGICOS:Contaminación conaerobios mesófilos
Contaminación con E.coli
Contaminación con S. Aureus
Contaminación conSalmonella sp
Contaminación conmohos
ME
ME
ME
ME
ME
Aunque su probabilidad sea mediana, suefecto en la salud es muy bajo
Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes bajo Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes muy bajo Aunque su efecto en la salud puede ser grave, su probabilidad de ocurrencia esmuy bajo
Su efecto en la salud es baja y suprobabilidad, también es baja
Programa de limpieza y desinfección de áreas
Programa de limpieza y desinfección deequipos
Programa de higiene del personal
Capacitación de personal
BPM
FÍSICOS:
Presencia de pedazos deplástico o hilo
MESu efecto en la salud es bajo y suprobabilidad, también es muy baja
Utilización de tamiz en adición de insumos almezclador de producto final Capacitación al personal
BPM
DOSIMETRÍA DE
INSUMOS
BIOLÓGICOS:
Contaminación con E.coli
Contaminación con S. Aureus
Contaminación conSalmonella sp
ME
ME
ME
Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrencia
es bajo
Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes muy bajo Aunque su efecto en la salud puede ser grave, su probabilidad de ocurrencia esmuy bajo
Programa de limpieza y desinfección de áreas
Programa de limpieza y desinfección deequipos
Programa de higiene del personal
Capacitación de personal
BPM
QUÍMICOS:
Dosimetria excesiva de Su efecto en la salud es bajo (crónico) yCalibración de balanzas
BPM
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
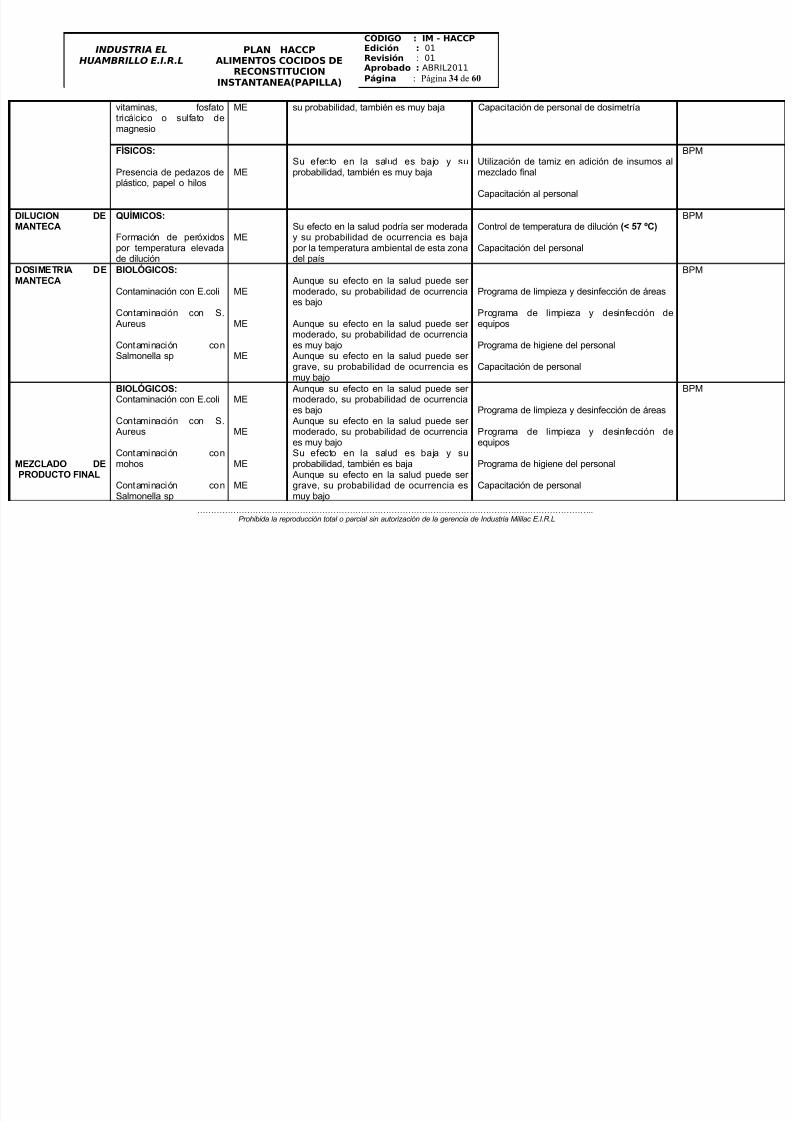
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 34/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011Página : Página 34 de 60
vitaminas, fosfatotricálcico o sulfato demagnesio
ME su probabilidad, también es muy baja Capacitación de personal de dosimetría
FÍSICOS:
Presencia de pedazos deplástico, papel o hilos
MESu efecto en la salud es bajo y suprobabilidad, también es muy baja
Utilización de tamiz en adición de insumos almezclado final
Capacitación al personal
BPM
DILUCION DEMANTECA
QUÍMICOS:
Formación de peróxidospor temperatura elevadade dilución
MESu efecto en la salud podría ser moderaday su probabilidad de ocurrencia es bajapor la temperatura ambiental de esta zonadel país
Control de temperatura de dilución (< 57 ºC)
Capacitación del personal
BPM
DOSIMETRIA DEMANTECA
BIOLÓGICOS:
Contaminación con E.coli
Contaminación con S. Aureus
Contaminación conSalmonella sp
ME
ME
ME
Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes bajo
Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes muy bajo Aunque su efecto en la salud puede ser grave, su probabilidad de ocurrencia esmuy bajo
Programa de limpieza y desinfección de áreas
Programa de limpieza y desinfección deequipos
Programa de higiene del personal
Capacitación de personal
BPM
MEZCLADO DEPRODUCTO FINAL
BIOLÓGICOS:Contaminación con E.coli
Contaminación con S. Aureus
Contaminación conmohos
Contaminación conSalmonella sp
ME
ME
ME
ME
Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes bajo Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes muy bajoSu efecto en la salud es baja y suprobabilidad, también es baja Aunque su efecto en la salud puede ser grave, su probabilidad de ocurrencia esmuy bajo
Programa de limpieza y desinfección de áreas
Programa de limpieza y desinfección deequipos
Programa de higiene del personal
Capacitación de personal
BPM
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 35/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011Página : Página 35 de 60
QUÍMICOS:
Presencia de grasa demáquina
MESu efecto en la salud es bajo (crónico) ysu probabilidad, también es muy baja
Programa de mantenimiento de equipos
Programa de limpieza y desinfección deequipos
BPM
FÍSICOS:
Presencia de pedazos depapel o plástico
Presencia de limadurasde metal ( mayores a 7mm)
ME
ME
Su efecto en la salud es bajo y suprobabilidad, también es muy baja
Su efecto en la salud es bajo (crónico) ysu probabilidad, también es muy baja
Utilización de tamiz en adición de insumos almezclado final
Capacitación del personal
Uso de imanes o detectores de metal a lasalida del mezclador de producto final
BPM
ENVASADO
BIOLÓGICOS:Contaminación conaerobios mesófilos
Contaminación concoliformes
Contaminación con S. Aureus
Contaminación conmohos
Contaminación conSalmonella sp
ME
ME
ME
ME
ME
Aunque su probabilidad sea mediana, suefecto en la salud es muy bajo
Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes bajo
Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes muy bajoSu efecto en la salud es baja y suprobabilidad, también es baja Aunque su efecto en la salud puede ser grave, su probabilidad de ocurrencia esmuy bajo
Programa de limpieza y desinfección de áreasy equipos
Programa de higiene del personal
Capacitación de personal
BPM
PESADO
BIOLÓGICOS:Contaminación conaerobios mesófilos
Contaminación concoliformes
Contaminación con S.
ME
ME
ME
Aunque su probabilidad sea mediana, suefecto en la salud es muy bajo
Aunque su efecto en la salud puede ser moderado, su probabilidad de ocurrenciaes bajo
Aunque su efecto en la salud puede ser
Programa de limpieza y desinfección de áreas
Programa de limpieza y desinfección deequipos
Programa de higiene del personal
BPM
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
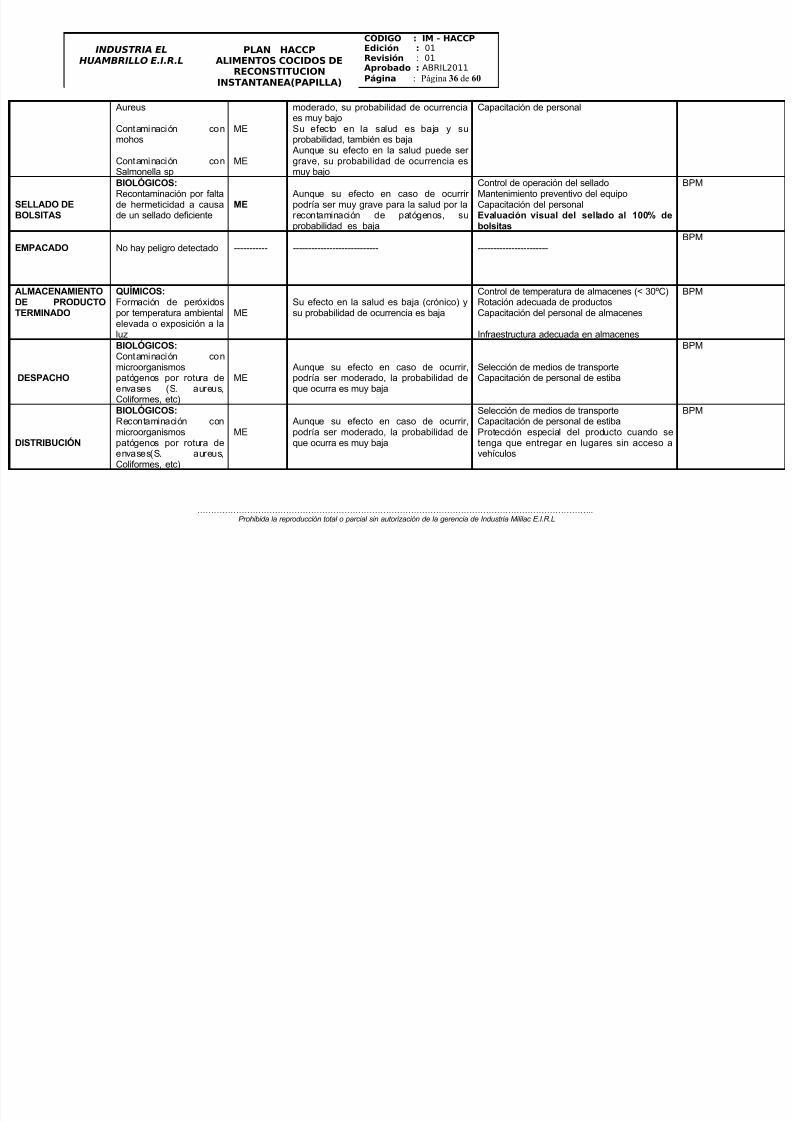
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 36/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011Página : Página 36 de 60
Aureus
Contaminación conmohos
Contaminación conSalmonella sp
ME
ME
moderado, su probabilidad de ocurrenciaes muy bajoSu efecto en la salud es baja y suprobabilidad, también es baja Aunque su efecto en la salud puede ser grave, su probabilidad de ocurrencia esmuy bajo
Capacitación de personal
SELLADO DEBOLSITAS
BIOLÓGICOS:Recontaminación por faltade hermeticidad a causade un sellado deficiente
ME Aunque su efecto en caso de ocurrir podría ser muy grave para la salud por larecontaminación de patógenos, suprobabilidad es baja
Control de operación del selladoMantenimiento preventivo del equipoCapacitación del personalEvaluación visual del sellado al 100% debolsitas
BPM
EMPACADO No hay peligro detectado ----------- ---------------------------- -----------------------BPM
ALMACENAMIENTODE PRODUCTOTERMINADO
QUÍMICOS:Formación de peróxidospor temperatura ambientalelevada o exposición a laluz
MESu efecto en la salud es baja (crónico) ysu probabilidad de ocurrencia es baja
Control de temperatura de almacenes (< 30ºC)Rotación adecuada de productosCapacitación del personal de almacenes
Infraestructura adecuada en almacenes
BPM
DESPACHO
BIOLÓGICOS:Contaminación conmicroorganismospatógenos por rotura deenvases (S. aureus,Coliformes, etc)
ME Aunque su efecto en caso de ocurrir,podría ser moderado, la probabilidad deque ocurra es muy baja
Selección de medios de transporteCapacitación de personal de estiba
BPM
DISTRIBUCIÓN
BIOLÓGICOS:Recontaminación conmicroorganismospatógenos por rotura deenvases(S. aureus,Coliformes, etc)
ME Aunque su efecto en caso de ocurrir,podría ser moderado, la probabilidad deque ocurra es muy baja
Selección de medios de transporteCapacitación de personal de estibaProtección especial del producto cuando setenga que entregar en lugares sin acceso avehículos
BPM
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 37/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011Página : Página 37 de 60
9 DETERMINACION DE LOS PUNTOS CRITICOS DE CONTROL (PCC)
La determinación de PCC se realiza utilizando el árbol de decisiones, el segundo formato del Anexo 4 de la RM 449-2006/SA y el Art. 22
de la RM 449-2006/SA, donde se describe que los peligros que resulten significativos en la evaluación de peligros, son llevados para
determinar los PCC.
CUADRO Nº 02: DETERMINACION DE LOS PCC
INGREDIENTE/ETAPA PELIGRO P1 P2 P3 P4 ES PCC ?
Albúmina de Huevoen polvo
Biológico
Presencia de salmonellasp
SI NO SI SI NO
Extrusión
BIOLÓGICOS:
Supervivencia demicroorganismos
patógenos (Bacilluscereus, etc)
SI SI --- ---SI
(controlado con HACCP)
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 38/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 38 de 60
10 CONTROL DEL PCC.
En este capítulo se indica la etapa considerada Punto Crítico de Control (PCC)dentro del flujo de procesamiento de la línea de Productos Instantáneos,indicándose para el PCC los peligros relacionados, las medidas preventivas,límites críticos, procedimientos de monitoreo, medidas correctivas y losregistros que deberán llevarse para documentar el control del punto crítico.
Como resultado del análisis (Arbol de decisiones – anexo 01) se determinauna etapa dentro del flujo de procesamiento considerado punto crítico decontrol (PCC), que se muestra en el Cuadro 02: Determinación de puntoscríticos de control.
El Punto Crítico de Control en toda la línea de producción es el siguiente:
10.1 PUNTO CRÍTICO DE CONTROL (PCC 01)
EXTRUSIÓN / EXPANSIÓN
RESPONSABLES: Jefe de Planta (verifica)Técnico de Aseguramiento de Calidad (supervisa)Operario (ejecuta)
10.1.1 Peligros a controlar
Supervivencia de microorganismos patógenos (Bacillus cereus,
Salmonella sp)
10.1.2 Medidas preventivas
Control de parámetros: temperatura y alimentaciónCumplimiento del programa de mantenimiento preventivo del equipoCumplimiento de la instrucción de operación del equipo.Calibración de los equipos de control
10.1.3 Límite crítico:
Cumplir con parámetros de temperatura según el cuadro siguiente:
PRODUCTOMEZCLA DE
MATERIASPRIMAS
TEMPERATURA (ºC)
LIMITE INFERIOR LIMITE SUPERIOR
A MAIZ- ARROZ 140 220
ANÁLISIS SENSORIAL DE LA BASE EXTRUIDA
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 39/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 39 de 60
Producto Olor Color Textura Sabor Base
extruída
Harina cocida Característico Polvo fino Harina cocida
10.1.4 Procedimientos de monitoreo
El operador de la extrusora realiza la lectura de la temperatura deproceso en el tablero de control a cada hora y también procederá a laevaluación sensorial. Los resultados se reportaran en el formato IM-HA- PCC1: CONTROL DE EXTRUSIÓN
El operador inspecciona al inicio y durante el turno la operatividad deequipo y la estabilidad de los parámetros de la etapa de extrusión.
El Técnico de Aseguramiento de Calidad supervisa que se cumpla conel monitoreo de la temperatura de extrusión.El Jefe de planta vela por el cumplimento del procedimiento demonitoreo y de higiene en esta etapa y da visto bueno en el formatodiseñado para este fin.
10.1.5 Medidas Correctoras
En caso de detectarse una desviación de los parámetros de proceso, eloperador del extrusor desvía el flujo del producto, realiza los ajustes delequipo y restablece los parámetros, se procede separar todo elproducto que paso en el lapso de este tiempo desde el último registrosatisfactorio. Comunica este hecho al Técnico de producción, a su vezal Jefe de Planta; quienes comprobaran tal situación.Si la temperatura se encuentra por debajo del límite critico o sobre ellímite critico separar el producto e identificar para su posterior destino.
Si la temperatura está por encima del límite establecido, se detiene la
operación de alimentación y se abre la llave de agua de enfriamiento.
En caso ocurra lo contrario, se baja el amperaje y se aumenta la
alimentación.
Si el TP comprueba que la base extruída no cumple con los requisitosestablecidos en la tabla de evaluación sensorial, comunica al Jefe de
planta, quien detiene la producción y verifica los parámetros del
extrusor, el producto no conforme es separado e identificado, el destino
de éste será criterio del Jefe de Planta.
Las medidas correctoras tomadas se registran en el IM-HA-AC:
ACCIONES CORRECTORAS
Todo producto separado, en caso no se pueda reprocesar, se lleva al
área de productos no conformes
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 40/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 40 de 60
10.1.6 Verificación
Al final de cada día de producción el Jefe de planta revisa y firma todoslos registros de los monitoreos u otros referidos al sistema deaseguramiento de la inocuidad (especialmente del PCC1)
10.1.7 Registros
IM - HA – PCC1: Control de ExtrusiónIM - HA - AC: Medidas Correctoras
11. PROCEDIMIENTOS DE VERIFICACIÓN Y VALIDACIÓN DEL SISTEMA HACCP
11.1 Objetivo
Comprobar el cumplimiento del plan HACCP y la efectividad del Sistema HACCP.Determinar si lo que ocurre, cumple con lo establecido documentalmenteConocer si mediante los procedimientos establecidos se alcanzan los objetivosdeseados.
11.2 Alcance
Plan HACCP y Sistema HACCP en la línea de producción de Alimentos deReconstitución Instantánea.
11.3 Frecuencia
La verificación del Plan HACCP y su Validación técnica se realiza cada año
11.4 Documentos de referencia
- Plan HACCP
- Registros del plan HACCP- Manual de Requisitos Previos para la aplicación del HACCP
- Registros de Requisitos Previos
11.5 Responsables
La Gerencia General y el Jefe de Planta son los responsables de planificar yejecutar la verificación
11.6 Aspectos a verificar
Adherencia al plan HACCP
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 41/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 41 de 60
Procedimientos en el Punto Crítico de Control
Manejo de desviaciones de los Límites Críticos
Manejo de registros relacionados con el plan HACCP
Calidad de la materia prima y producto terminado
Programa de verificación y validación del sistema
Programa de Requisitos previos para la aplicación de HACCP- Programas de manteniendo de equipo e infraestructura
- Programas de buenas prácticas de higiene y saneamiento- Control de proveedores (trazabilidad del producto )- Programas para el personal de planta
- Programa de queja de clientes- Programa de tratamiento de productos no conformes
- Procedimientos de control de plagas, agua y productos químicos.- Programas de capacitación
11.7 Procedimiento
a. De acuerdo al cronograma de verificación (ver Anexo 03) el Jefe de Aseguramiento de Calidad se reúne con el Gerente General y losmiembros del equipo HACCP, en esta reunión:
- Se discute sobre los propósitos de la verificación.
- Se coordina los días y las horas exactas de las verificaciones- Se revisan los reportes de verificaciones anteriores y losinformes del seguimiento de sus recomendaciones.
- Se revisan las actas de reunión del equipo HACCP.
b. Se realiza la revisión de los documentos del Sistema HACCP: Programade Requisitos Previos al HACCP, plan HACCP (cumplimiento de losprincipios, revisión de los formatos) y se llena el formato IM – HA - VE1:Revisión del Plan HACCP
c. Se lleva a cabo la inspección in situ para verificar si lo que esta escritose aplica en la realidad:
- Estado de las instalaciones, equipos y utensilios.- Procedimientos de limpieza, registros del programa de higiene y
saneamiento.- Revisión del diagrama de flujo del procesamiento.- Revisión del Punto Crítico de Control, peligros identificados,
sistema de monitoreo, medidas correctivas y registros del planHACCP.
- Entrevistas al personal sobre el modo de ejecución del monitoreode los PCC.
Se llena el formato IM – HA - VE2: Verificación del Sistema HACCPd. Terminada la verificación, el Gerente General y los demás miembros del
equipo HACCP se reúnen para discutir sobre las observaciones y llevar
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 42/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 42 de 60
a cabo las acciones correctivas. Se registra en el formato IM – HA –VE3: No conformidades y Medidas Correctoras
11.8. Validación del Sistema de Calidad
Se realizará mediante la contratación de un laboratorio acreditado por INDECOPI. (VER MANUAL DE REQUISITOS PREVIOS AL HACCP)- Cada dos años se realizará el descarte de pesticidas en cada una de
las materias primas en caso que no cuente con informe de ensayo ocertificado.
- En cada recepción de materias primas y azúcar se realizará el análisisde humedad respectiva.
- Cada tres meses se realizará análisis de mohos de cada materia primay azúcar.- Anualmente se realizará el análisis de aflatoxinas en cada una de las
materias primas- Cada seis meses se realizará análisis de Bacillus cereus en la base
extruída, para validad el PCC1. Para el caso de papilla, se realizará esteanálisis en cada producción
- Análisis de índice de gelatinización a la base extruída obtenida con loslímites críticos establecidos, en cada producción (Solo para papilla)
- semestralmente se realizará el análisis microbiológico de agua potablesegún R.M. 591-2008 y D.S 031-2010
- Anualmente se realizará el plaqueo ambiental (Áreas críticas) ehisopado de superficies de contacto con el alimento (boquilla de laextrusora, mezcladora, coches de mezcla final, manos de obreros encontacto con el alimento, etc.)
- Análisis de cada producto final para su certificación de conformidad- Análisis de peróxidos al aceite vegetal cada seis mesesLos resultados se registrarán en el Formato IM – HA - VS: Registro DeValidación Del Sistema
11.8 Registros
IM – HA - VE1: Revisión del Plan HACCP
IM – HA - VE2: Verificación del Sistema HACCPIM – HA - VE3: No conformidades y Medidas CorrectorasIM – HA - VS : Registro De Validación Del Sistema
12 EJECUCIÓN DE AUDITORIA DEl SISTEMA HACCP
12.1 Objetivos
Establecer un procedimiento de evaluación, que permita verificar la efectividad ycontinuidad del Sistema HACCP de la Empresa con la finalidad de propiciar lamejora continua del Sistema.
12.2 Responsabilidad
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 43/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 43 de 60
El Administrador de la empresa, asume la responsabilidad de auditor interno.
12.3 Descripción del procedimiento
12.3.1. Auditorias Internas
- El líder del Equipo HACCP en su condición de Gerente general,elabora y ejecuta el Programa Anual de Auditorias Internas (Seejecutan cada seis meses) considerando el volumen productivo.
- La Auditoria interna se inicia con una reunión de apertura donde se
establecen objetivos, criterios y alcances de la Auditoria. En lareunión estarán presentes: El Gerente General, el Jefe de Planta y elTécnico de Aseguramiento de Calidad.
- El Plan de Auditoria considera ¿Qué procedimientos usará?, ¿A quiénentrevistará?, ¿Qué registros solicitará?, ¿Qué áreas se auditarán?
- El auditor debe buscar evidencia objetiva de funcionamiento del planHACCP establecido, siendo la recopilación de evidencia un tantocrítica para registrar hallazgos precisos, sin ser considerados comoNo Conformidades.
- Los resultados de la Auditoria se comunica al área verificada en la“Reunión de cierre” mediante un reporte de auditoria deseguimiento.
- El equipo auditor determina si los hallazgos son No Conformidadescríticas, mayores, menores ó si solo es una observación.
- En caso los resultados de la Auditoria Interna fueran adversos a laestabilidad del sistema y la calidad del producto, el auditor Líder levanta una solicitud de medida correctiva acordando con el Auditadodel Área involucrado el plazo a ejecutar la medida correctiva; elseguimiento implica solo la auditoria de la medida correctivasolicitada.
- Finalmente se realiza un informe detallado de los resultados de laauditoria.
- La auditoria se realiza teniendo en consideración el Plan HACCP, el
Programa de Requisitos Previos al HACCP y los resultados de lasauditorias anteriores.
12.3.2 Auditoria Externa
El Gerente General y/o Jefe de Planta, son los encargados de coordinar la realización de la Auditoria Externa con entidades de prestigio yacreditadas o con la autoridad sanitaria, con el fin de asegurar elfuncionamiento y vigencia del sistema HACCP. Se realizaránanualmente.
Cuando la auditoria es efectuada por personal calificado y ajeno a la
organización. Se destaca:· Auditoria de Aprobación Preliminar
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 44/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 44 de 60
Corresponde con la auditoria de adecuación y consiste básicamente enla verificación de la documentación y su evaluación en el plano teórico.· Auditoria Inicial (Primera Auditoria de Conformidad)Verifica la conformidad de las acciones, basada en el plan aprobado.Verifica si lo que está escrito está siendo hecho.Detecta la ocurrencia de desvíos en relación con la documentaciónevaluada.Excepcionalmente, en el caso de no ser detectados desvíos, laempresa puede ser clasificada, sin necesidad de una segundaauditoria.· Auditoria de Clasificación (Segunda Auditoria de Conformidad.)Verifica si las fallas detectadas en la primera auditoria fueroneliminadas, con la finalidad de hacer la clasificación de acuerdo con lasdirectivas de la autoridad competente.
· Auditoria de MantenimientoEjecutada cuando el auditor lo considera necesario, fundamentalmenteen el caso de ser detectados desvíos en el sistema.
12.4 Cronograma de Auditorias Internas y Externas
El grupo de auditores se reunirá en cumplimiento de un cronograma anual,preparado por el Líder del Equipo HACCP de la Empresa (Anexo 3)
La auditoria se iniciará con la reunión del Gerente General o en todo caso elrepresentante del Gerente, el líder del equipo HACCP y los miembros del equipoHACCP. Esta reunión inicial buscará principalmente:
• Hacer consenso sobre los propósitos de la auditoria.• Revisar el Plan HACCP• Conocer las especificaciones del producto• Revisar los reportes anteriores de auditoria y los informes delseguimiento de las recomendaciones.• Revisar las actas de reunión del Equipo HACCP. Ver IM - HA – AR:Acta de Reunión de Equipo HACCP
12.5 Reporte de No Conformidad Ver IM – HA - VE3: No conformidades y Medidas Correctoras
12.6 Actas de Auditoria Ver IM – HA - RA: Reporte de Auditoria
12.7 Informe de Seguimiento de Recomendaciones de los Auditores.
Después que los auditores dan su informe, el Equipo HACCP deberá preparar un informe final para realizar el seguimiento de las recomendaciones de los Auditores. En dicho informe debe constar; la fecha, el responsable de la auditoriay las recomendaciones.
Se registrara el formato IM-HA-RA: Reporte de Auditoria
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 45/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 45 de 60
13 PROCEDIMIENTO DE MANEJO Y PRESERVACIÓN DE DOCUMENTOS
13.1 Responsable:
Jefe de Planta
13.2 Objetivos- Establecer un mecanismo para la creación, modificación y distribución
de la documentación del Sistema HACCP:- Establecer un procedimiento único para la preservación de todos los
registros del Plan HACCP y del Programa de Requisitos Previos alHACCP
- Comprometer a los representantes de la empresa a mantener yadministrar la seguridad y confiabilidad de la información y conservar losregistros durante el periodo requerido por los Organismos Reguladores.
13.3 Alcance
Se aplica a todos los documentos que forman parte y están directamenterelacionados con el Sistema HACCP, Programa de Requisitos Previos al HACCP
13.4 Documentos de referencia
Plan HACCPPrograma de Requisitos Previos al HACCP
13.5 Definiciones
Archivo muerto
Lugar adecuado o depósito de documentos, registros, certificados, etc.,pertenecientes al proceso productivo, al plan HACCP, al Programa deRequisitos Previos al HACCP, mantenidos secuencialmente y ordenadamentepor fechas, años, en archivadores adecuados y por tiempo mínimo de 2 años omás si fuese necesario.
13.6 Procedimiento
a. Los registros de los Puntos Críticos de Control (PCC) se llevarán en los
formatos con código IM – HA – PCC, los registros del plan HACCP sellevará con código: IM – HA – 00; los del Programa de RequisitosPrevios al HACCP se llevará en los formatos con código IM – RH – 00.
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 46/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 46 de 60
b. Al término de la jornada, todos los registros del Plan HACCP, delPrograma de Requisitos Previos HACCP serán reunidos, revisados yfirmados por el responsable de Control de Calidad.
c. Estos registros deberán archivarse en orden cronológico de acuerdo altipo de formato.
d. Estos registros se mantendrán en el área correspondiente por un periodode un (01) año y estarán accesibles a los miembros del equipo HACCP,personal de producción, Jefe de Planta, Técnico de Aseguramiento deCalidad y Gerencia General.
e. El Jefe de Planta deberá presentar un resumen trimestral de cadaregistro con las observaciones pertinentes, el cual hará llegar al GerenteGeneral.
f. Finalizado el año deberán conservarse en archivo muerto por un lapso nomenor a dos (02) años.
g. Los registros deberán estar disponibles y accesibles a los representantesoficiales de los organismos reguladores y/o auditores externos, así comodisponibles y accesibles para incidentes, como enfermedades y/o litigioderivados del procesamiento.
13.7 Plan de Actualización y Control de Cambios en Documentos
Se realizara la actualización del Plan HACCP y cambios en los documentos desistema de calidad en los siguientes casos:
a. Se actualizara el Plan HACCP en los siguientes casos:
• Atendiendo los cambios sucedidos al interior de la empresa, a nivelde proveedores, ingredientes, equipos, procesos, presentaciones alconsumidor y demás componentes del sistema de producción ydistribución de productos.
• Comprenderá actividades de revisión de normas y publicaciones delas autoridades Regulatorias ó de los Organismos dedicados a laprotección de alimentos.
• Todo tipo de cambio por medio de la actualización del Plan seránregistrados en el formato IM – HA – CD: CONTROL DEDOCUMENTOS.
b. Se realizará cambios del Plan HACCP en los siguientes casos:
Cuando en la verificación se detecte no concordancia de losmanuales con la realidad. Cuando se registren inconformidades en las auditoriasexternas. Cuando cambia el producto, proceso, tecnología, etc. y seanecesario reformular el manual. La decisión de revisión y cambio será tomada en la reunión delequipo HACCP, los cambios menores a realizar serán mencionadoscon capitulo y número de página y registrado en el Formato IM -
HA – AR: Acta de Reunión de Equipo HACCP. Cuando se realiza la revisión completa al año, los
cambios realizados a lo largo del mismo se consolida en un nuevo
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 47/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 47 de 60
manual que se imprimirá con un número de revisión correlativo ypresentado a la entidad correspondiente: DIGESA. Para suautorización y aplicación.
13.8 Control de la distribución de Documentos
El Jefe de planta es el responsable de realizar la distribución de los documentoscontrolados, y asegurarse de que los usuarios utilicen la última versión aprobadade éstos. Para esto debe acompañar la documentación con la Lista Maestra de
Distribución de Documentos, de código IM-HA-LD, que contenga el total o lassecciones de los documentos controlados que corresponden a cada usuario.El receptor del documento firmará la Lista Maestra de Distribución deDocumentos Controlados, la que será mantenida en poder del Jefe de Planta. Alusuario se le entregará una copia para confirmar la recepción de losdocumentos.
Programa de Requisitos Previos al HACCP
Los ejemplares del Programa de Requisitos Previos al HACCP se distribuirán dela siguiente manera:
Número CargoCopia Nº 01 Gerente generalCopia Nº 02 Jefe de Planta
Copia Nº 03 DIGESA
Al personal involucrado con las actividades del Programa de Requisitos Previosal HACCP se le entregarán los capítulos de éste relacionados con su trabajo, enel caso que sea necesario.
Manual HACCPLos ejemplares del Manual HACCP se distribuirán de la siguiente manera:
Número CargoCopia Nº 01 Gerente generalCopia Nº 02 Jefe de Planta
Copia Nº 03 DIGESA
Al personal involucrado con las actividades del sistema HACCP se le entregaránlos capítulos de éstos relacionados con su trabajo, en el caso que sea necesario.
Documentos obsoletos
Cuando se cambie de versión los documentos controlados, deberá colocarse entodas las hojas el sello de “OBSOLETO”. La custodia de los documentos
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 48/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 48 de 60
originales será realizada por el Jefe de Planta, así como el retiro de los puntosde distribución.Los documentos obsoletos deberán mantenerse en custodia en el archivomuerto por un lapso mínimo de dos años.
ANEXOS
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 49/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 49 de 60
ANEXO 1:
ARBOL DE DECISIONES PARA EL PROCESO PRODUCTIVO
P1 ¿Existen medidas preventivas de control?
SI NO Modificar la fase, proceso o producto
¿Se necesita control en esta fase por razón SIde inocuidad?
NO No es un PCC Parar*
¿Ha sido la fase específicamente concebida para
P2 eliminar o reducir a un nivel aceptable la posible SIpresencia de un peligro?
NO
¿Podría producirse una contaminación con peligrosP3 identificados superior a los niveles aceptables o podrían
estos aumentar a niveles inaceptables?**
SI NO No es un PCC Parar*
¿Se eliminarán los peligros identificados o se reduciráP4 su posible presencia a un nivel aceptable
En una fase posterior?**
SI NO PUNTO CRÍTICO DE CONTROLNo es un PCC Parar*
* Pasar al siguiente peligro identificado del proceso descrito** Los niveles aceptables o inaceptables necesitan ser definidos teniendo en cuenta los objetivos globales cunado se identifiquen
los PCC del Plan HACCP.
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 50/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 50 de 60
ANEXO Nº 02:
NORMA TECNICA PERUANA: NTP ISO 2859 -1(2009), INSPECCIÓN LOTE POR LOTELETRAS CODIGOS DE TAMAÑO DE MUESTRA
TAMAÑO DE LOTE OBATCH
NIVELES DE INSPECCION ESPECIAL NIVELES DE INSPECCIONGENERAL
S-1 S -2 S -3 S -4 I II III
2 a 8
9 a 15
16 a 25
26 a 50
51 a 90
91 a 150
151 a 280
281 a 500
501 a 1200
1201 a 3200
3201 a 10000
10001 a 35000
35001 a 150000
150001 a 500000500001 a más
A
A
A
A
B
B
B
B
C
C
C
C
D
DD
A
A
A
B
B
B
C
C
C
D
D
D
E
EE
A
A
B
B
C
C
D
D
E
E
F
F
G
GH
A
A
B
C
C
D
E
E
F
G
G
H
J
JK
A
A
B
C
C
D
E
F
G
H
J
K
L
MN
A
B
C
D
E
F
G
H
J
K
L
M
N
PQ
B
C
D
E
F
G
H
J
K
L
M
N
P
QR
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 51/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 51 de 60
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
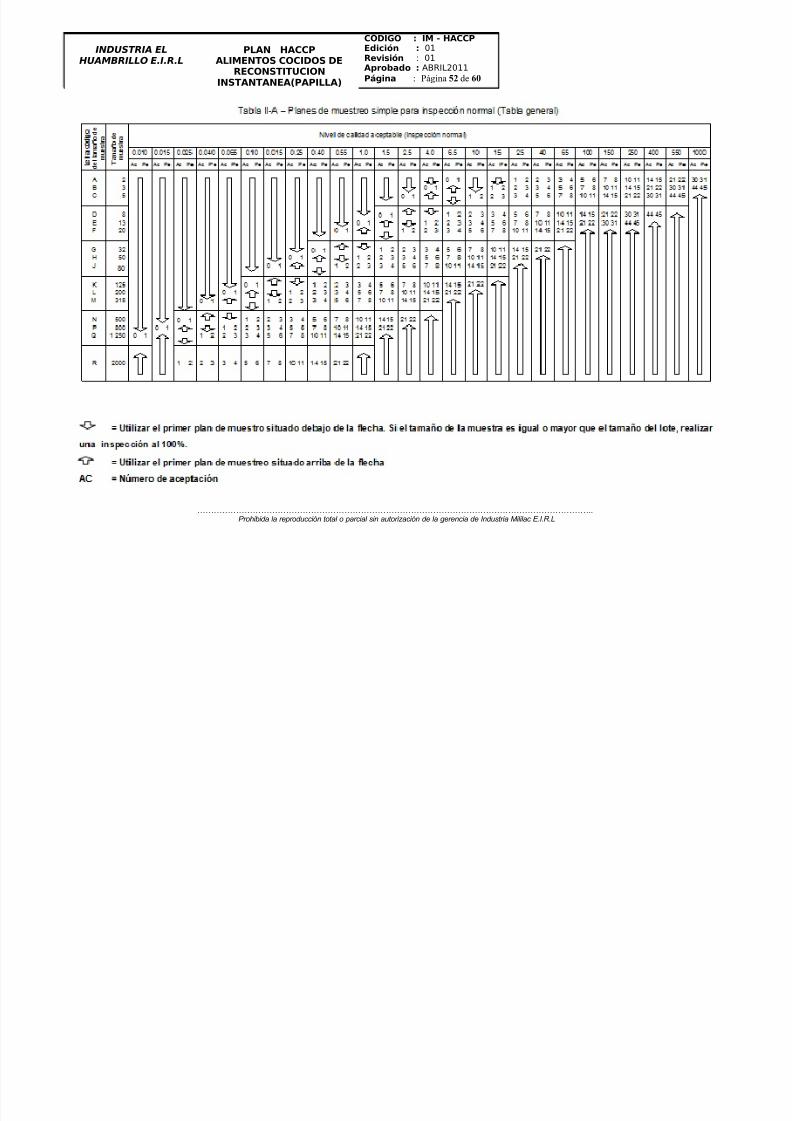
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 52/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011Página : Página 52 de 60
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 53/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 53 de 60
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
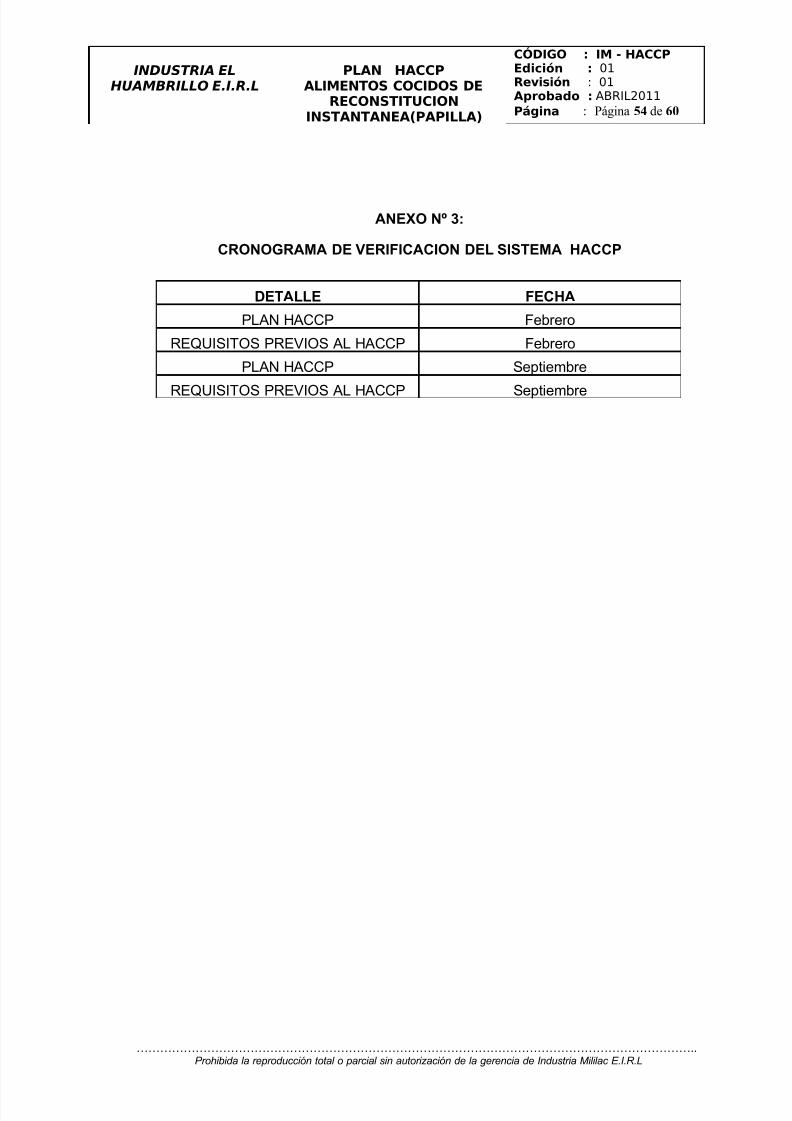
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 54/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 54 de 60
ANEXO Nº 3:
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
CRONOGRAMA DE VERIFICACION DEL SISTEMA HACCP
DETALLE FECHA
PLAN HACCP Febrero
REQUISITOS PREVIOS AL HACCP Febrero
PLAN HACCP Septiembre
REQUISITOS PREVIOS AL HACCP Septiembre

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 55/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 55 de 60
ANEXO Nº 4:
FORMATOS HACCP
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 56/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 56 de 60
DISTRIBUCION DE AMBIENTES – 1º PISO
escalera
Almacén deCuarentena Materia Prima
Almacén de EscaleraProducto Terminado
Almacén deInsumos Mayores Dosimetria Mezclado de
M.P Granos molidos
escalera
Extrusión Molienda de Productos Almacén de cocidos Insumos Menores Escalera
DosimetriaDosimetria Insumos menoresInsumos Mayores
Área de mezclado de Almacén de Base ExtruidaProducto final
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
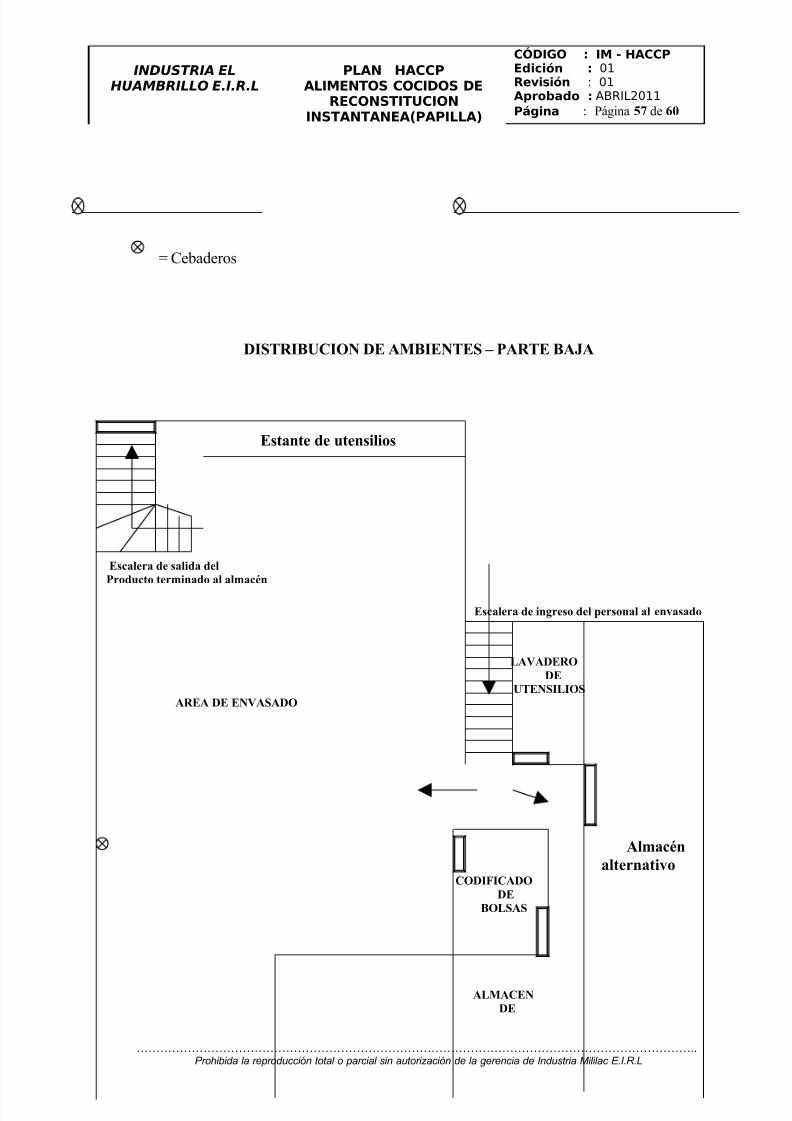
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 57/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 57 de 60
= Cebaderos
DISTRIBUCION DE AMBIENTES – PARTE BAJA
Estante de utensilios
Escalera de salida del
Producto terminado al almacén
Escalera de ingreso del personal al envasado
LAVADERO
DE UTENSILIOS
AREA DE ENVASADO
Almacén
alternativo CODIFICADO
DE
BOLSAS
ALMACEN
DE
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L
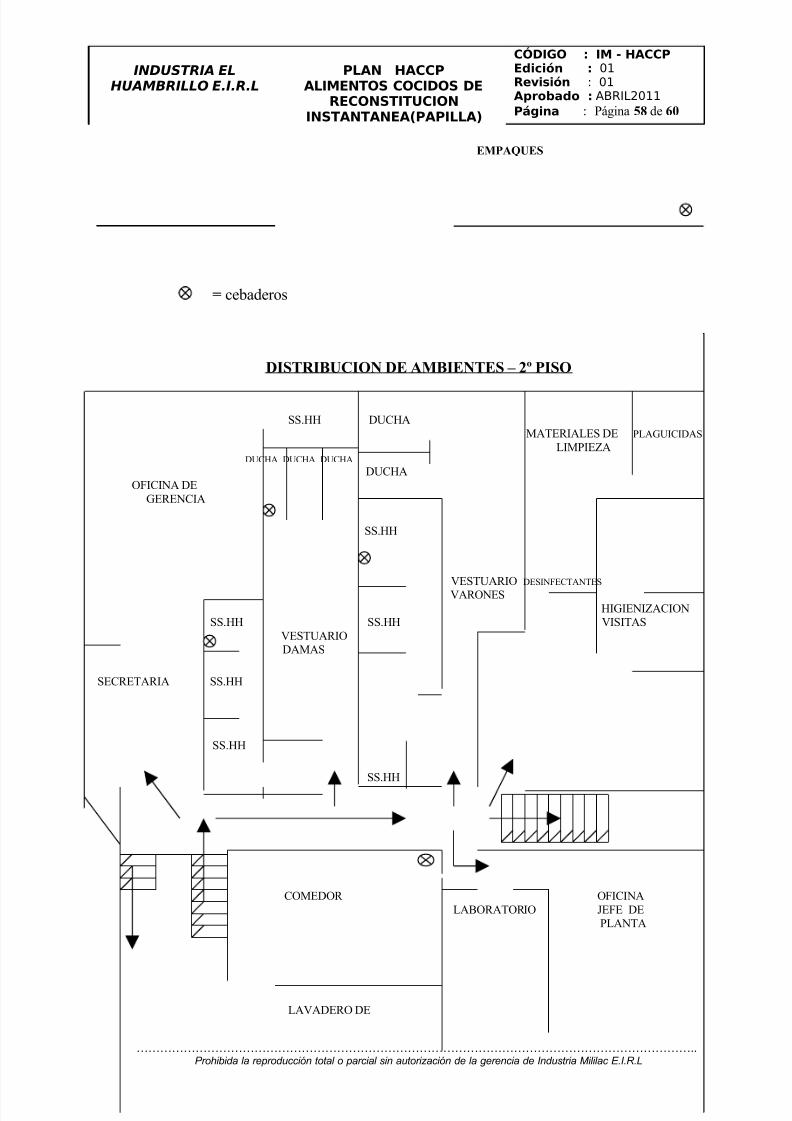
5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 58/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 58 de 60
EMPAQUES
= cebaderos
DISTRIBUCION DE AMBIENTES – 2º PISO
SS.HH DUCHA MATERIALES DE PLAGUICIDAS
LIMPIEZA DUCHA DUCHA DUCHA
DUCHAOFICINA DE
GERENCIA
SS.HH
VESTUARIODESINFECTANTES
VARONESHIGIENIZACION
SS.HH SS.HH VISITASVESTUARIODAMAS
SECRETARIA SS.HH
SS.HH
SS.HH
COMEDOR OFICINALABORATORIO JEFE DE
PLANTA
LAVADERO DE
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 59/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 59 de 60
MAT. DE LIMPIEZA
ALMACEN DE PRODUCTO TERMINADO – 2º PISO
= cebaderos
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L

5/15/2018 Haccp Papilla-el Huambrillo - slidepdf.com
http://slidepdf.com/reader/full/haccp-papilla-el-huambrillo-55ab4efabb7b3 60/60
INDUSTRIA EL
HUAMBRILLO E.I.R.L
PLAN HACCPALIMENTOS COCIDOS DE
RECONSTITUCIONINSTANTANEA(PAPILLA)
CÓDIGO : IM - HACCPEdición : 01Revisión : 01Aprobado : ABRIL2011
Página : Página 60 de 60
……………………………………………………………………………………………………………………………..Prohibida la reproducción total o parcial sin autorización de la gerencia de Industria Mililac E.I.R.L







