diseño conceptual de un fermentador para la producción… c
TRANSCRIPT
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
Revista VirtualPro ISSN 19006241 Bogotá, Colombia [email protected] www.revistavirtualpro.com
2015 Cindy Dayana Rojas Annicchiarico, Nancy Consuelo González González, Omar José Guerra Fernández, José Andrés Pérez Mendoza y Luis Javier López Giraldo
Diseño conceptual de un fermentador para la producción de nbutanol a partir de glucosa empleando Clostridium acetobutylicum ATCC 824
Universidad Industrial de Santander Bucaramanga, Colombia
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
1
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
Diseño conceptual de un fermentador para la producción de n butanol a partir de glucosa empleando Clostridium
acetobutylicum ATCC 824 (Conceptual Design of a Fermenter for nbutanol Production from Glucose Using
Clostridium acetobutylicum ATCC 824)
Cindy Dayana Rojas Annicchiarico1, Nancy Consuelo González González2, Omar José Guerra Fernández3, José Andrés Pérez Mendoza4 y Luis Javier López Giraldo5
Facultad de Ingeniería Química, Universidad Industrial de Santander (Bucaramanga, Colombia)
email: [email protected]; [email protected]; [email protected]; [email protected]; [email protected]
Resumen El propósito de este trabajo fue elaborar el diseño conceptual de un biorreactor batch multipropósito con un volumen de trabajo de 50 L para la producción de nbutanol a partir de glucosa mediante el uso de la bacteria Clostridium acetobutylicum ATCC 824. El diseño operacional se basó en un modelo cinético para la fermentación ABE. Este modelo fue ajustado usando datos experimentales (concentración de metabolitos mayores formados en el proceso) desde un biorreactor de pequeña escala con un volumen de trabajo de 2 L. El diseño mecánico se basó en similitudes geométricas para diferentes tipos de reactores con el fin de obtener un diseño flexible que pudiese ser adaptado para distintos procesos (anaerobios, aerobios y facultativos). Se llevó a cabo la selección del sistema de agitación, el sistema de enfriamiento, la distribución de accesorios de huecos y se tuvieron en cuenta los materiales para el proceso. Este trabajo es parte del macroproyecto en áreas estratégicas “Escalamiento de los procesos de producción de bioalcoholes y procesamiento de subproductos provenientes de la producción de biocombustibles por vía fermentativa” (código 5452), apoyado por la Vicerrectoría de Investigación y Extensión de la Universidad Industrial de Santander y desarrollado por el Grupo de Investigación en Bioquímica y Microbiología en colaboración con el Centro de Investigación de Ciencia y Tecnología de Alimentos (CICTA). Palabras clave: energía, energía renovable, biocombustibles, nbutanol, bacterias, diseño conceptual, fermentador, fermentación acetonabutanoletanol, potencial de hidrógeno, temperatura, concentración de sustrato, concentración de productos, cinética, ruta metabólica
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
2

Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
Abstract The aim of this work was to prepare the conceptual design of a batch multipurpose bioreactor (working reactor volume = 50 L) for nbutanol production from glucose using Clostridium acetobutylicum ATCC 824. Operational design was based on a kinetic model of rigorous process for the fermentation ABE. This model was adjusted and validated using experimental data found in the laboratory (concentrations of main metabolites formed in the process) from a smallscale bioreactor (working reactor volume = 2 L). On the other hand, the mechanical design was based on geometrical similarities for different types of bioreactor in order to obtain a flexible design which can be adapted for several processes (anaerobic, aerobic, and facultative). In addition, the selection of the agitation system, the cooler system, distribution of holes accessories and materials was carried out. This work is a part of a bigger project in strategic areas “ScaleUp of Bioalcohols Production Processes and ByProduct Treatment from Biofuel Production by Fermentation” (code 5452), supported by the Dean of Research and Extension of the Universidad Industrial de Santander and developed by the Research Group in Biochemistry and Microbiology in collaboration with the Research Center of Science and Food Technology ( CICTA). Keywords: energy, renewable energy, biofuels, nbutanol, bacteria, conceptual design, fermenter, acetonebutanolethanol fermentation, hydrogen potential, temperature, substrate concentration, product concentration, kinetics, metabolic pathway
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
3
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
Introducción
La creciente demanda de fuentes energéticas amigables con el medio ambiente hace de los
biocombustibles (metanol, etanol, butanol, entre otros) una alternativa promisoria para el suministro de
energía en una sociedad cada día más exigente en lo que se refiere a las emisiones de gases
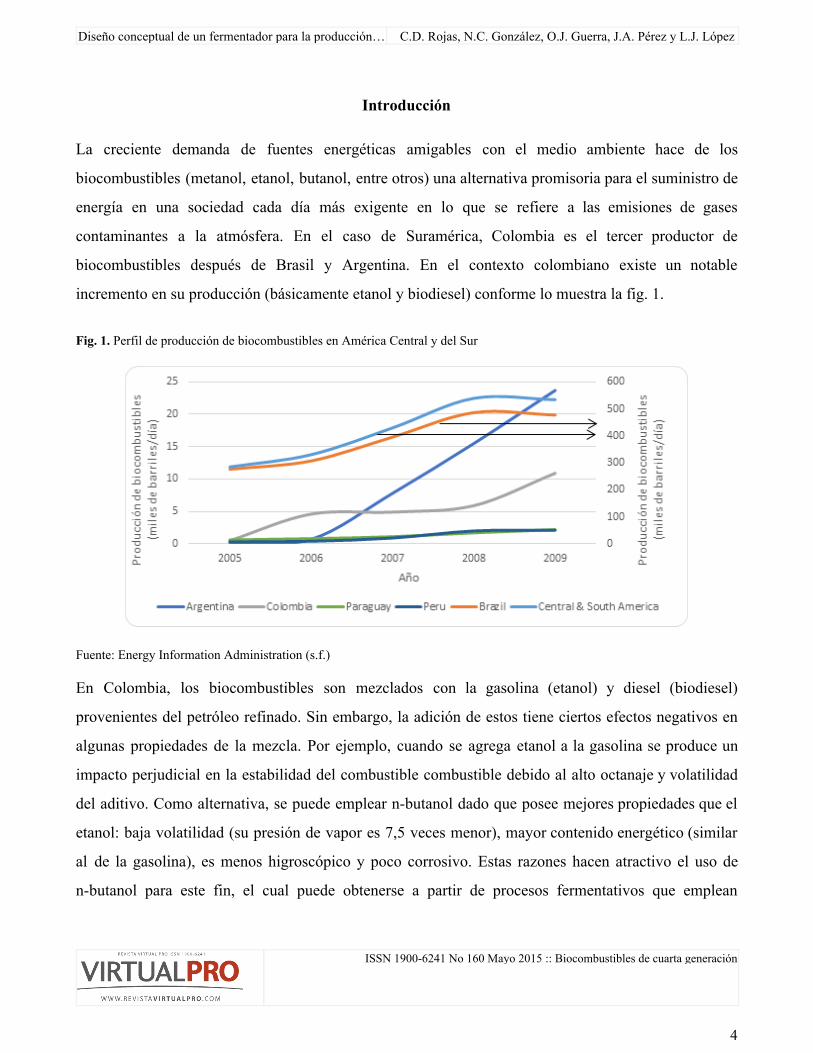
contaminantes a la atmósfera. En el caso de Suramérica, Colombia es el tercer productor de
biocombustibles después de Brasil y Argentina. En el contexto colombiano existe un notable
incremento en su producción (básicamente etanol y biodiesel) conforme lo muestra la fig. 1.
Fig. 1. Perfil de producción de biocombustibles en América Central y del Sur
Fuente: Energy Information Administration (s.f.) En Colombia, los biocombustibles son mezclados con la gasolina (etanol) y diesel (biodiesel)
provenientes del petróleo refinado. Sin embargo, la adición de estos tiene ciertos efectos negativos en
algunas propiedades de la mezcla. Por ejemplo, cuando se agrega etanol a la gasolina se produce un
impacto perjudicial en la estabilidad del combustible combustible debido al alto octanaje y volatilidad
del aditivo. Como alternativa, se puede emplear nbutanol dado que posee mejores propiedades que el
etanol: baja volatilidad (su presión de vapor es 7,5 veces menor), mayor contenido energético (similar
al de la gasolina), es menos higroscópico y poco corrosivo. Estas razones hacen atractivo el uso de
nbutanol para este fin, el cual puede obtenerse a partir de procesos fermentativos que emplean
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
4
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
materias primas renovables tales como maíz, trigo, hidrolizado de yuca, jarabes de glucosa, entre otros
(Qureshi y Blaschek, 2001; Lee et al., 2008; Jones y Woods, 1986).
En consideración a lo anteriormente expuesto, en este trabajo se realizó el diseño conceptual de un
fermentador batch (multipropósito) para la producción de nbutanol a partir de glucosa utilizando el
microorganismo Clostridium acetobutylicum ATCC 824. Se contemplaron los diseños operacional y
mecánico. Se presentan las generalidades del proceso y se describe la metodología empleada, los
resultados y el análisis, así como las conclusiones y recomendaciones para investigaciones futuras.
Materiales y métodos
Inicialmente se realizó una revisión bibliográfica con la finalidad de documentarse acerca de la
fermentación ABE con Clostridium acetobylicum ATCC 824 y seleccionar un modelo cinético que
describa este proceso. Se realizaron pruebas experimentales por duplicado en modo de operación
discontinuo con el propósito de ajustar y validar el modelo a los resultados producidos en el
laboratorio. El diseño operacional se refiere a los perfiles de concentración —glucosa y productos
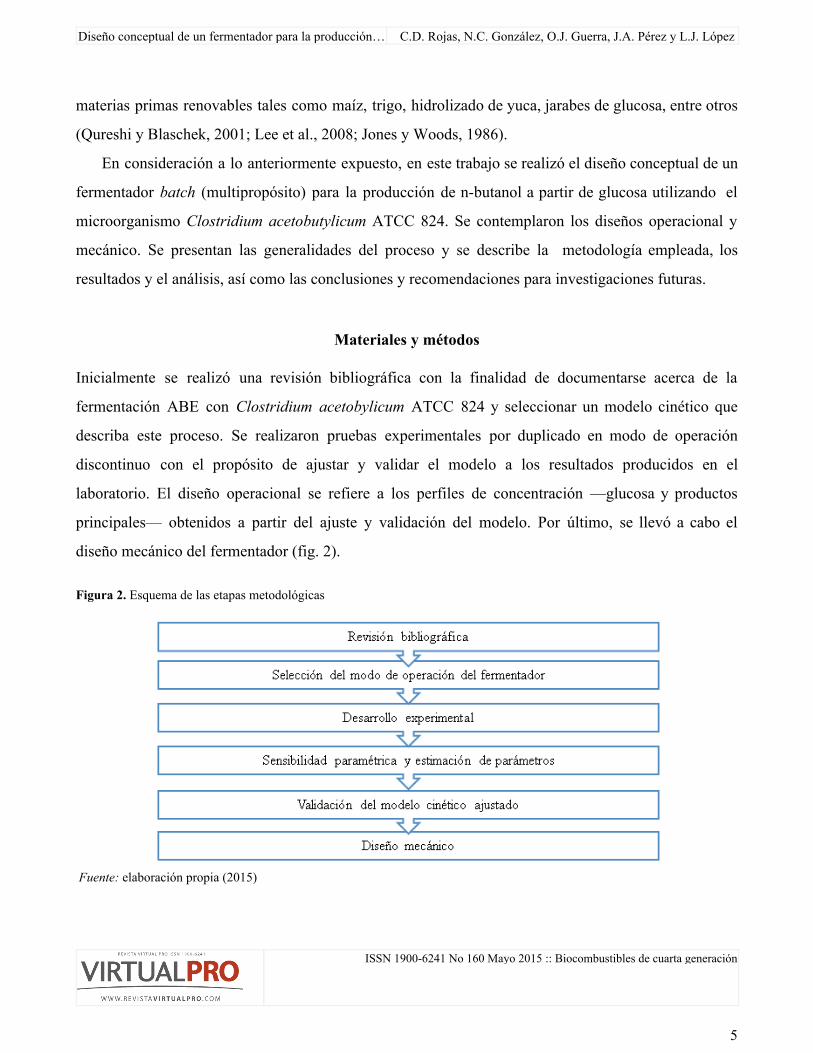
principales— obtenidos a partir del ajuste y validación del modelo. Por último, se llevó a cabo el
diseño mecánico del fermentador (fig. 2).
Figura 2. Esquema de las etapas metodológicas
Fuente: elaboración propia (2015)
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
5
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
Selección modo de operación del fermentador
El modo de operación escogido fue discontinuo (batch) debido a las ventajas que ofrece en
fermentaciones anaerobias, entre las que se pueden destacar su fácil manejo y construcción, así como
la minimización de los riesgos de contaminación por microorganismos externos (Doran, 1995; Doble,
Kruthiventi y Gaikar, 2004; Cacciuttolo, Shane, Oliver, Tsao y Kimura, 2011).
Pruebas experimentales
Se realizaron dos experimentos (por duplicado) de fermentación ABE con una duración de 48
horas cada cual (Liu, Ying, Li, Ma y Xu, 2010). Uno de ellos permitió ajustar el modelo cinético
propuesto, mientras que el otro se empleó para la validación. Se llevaron a cabo en un fermentador
discontinuo (Bioflo® 110) en condiciones estrictas de anaerobiosis. Las condiciones de operación
empleadas en ambos fueron las siguientes: (i) temperatura (37°C), (ii) pH (5,0), (iii) velocidad de
agitación (200 rpm), (iv) concentraciones de glucosa de grado industrial similares (338 y 376 mmol/L).
En los dos casos la concentración del inóculo fue de 10% (v/v) en un medio de fermentación de 2 L. En
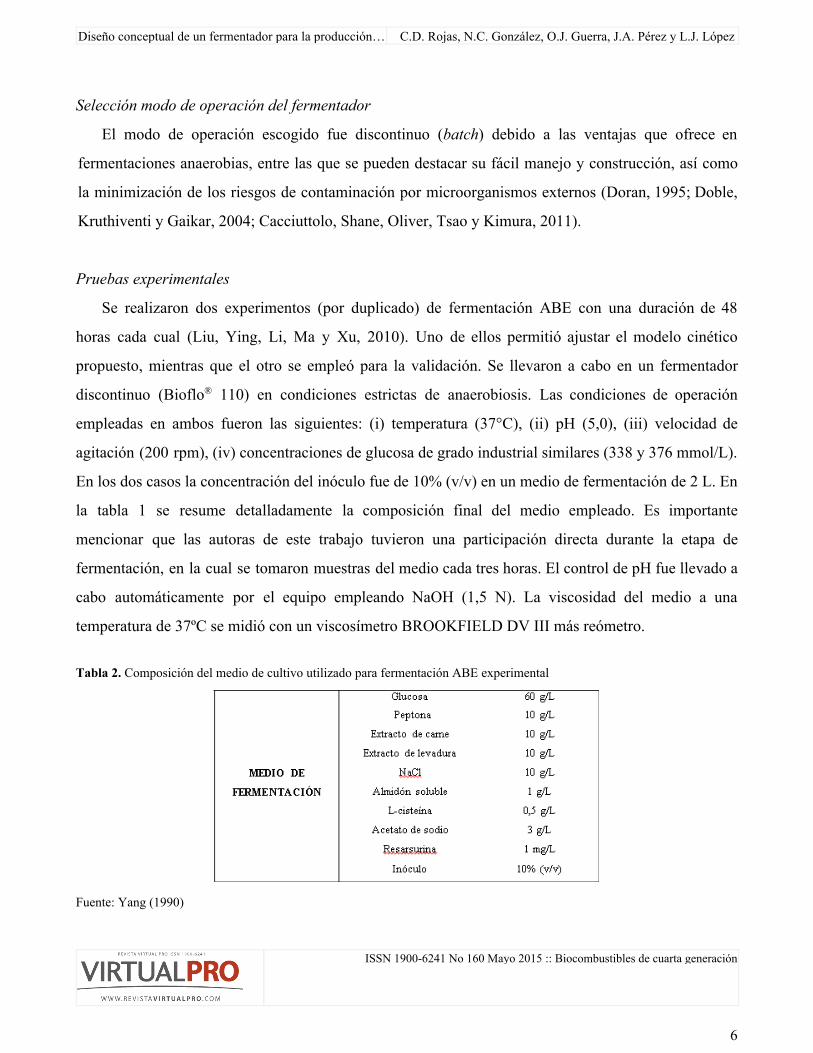
la tabla 1 se resume detalladamente la composición final del medio empleado. Es importante
mencionar que las autoras de este trabajo tuvieron una participación directa durante la etapa de
fermentación, en la cual se tomaron muestras del medio cada tres horas. El control de pH fue llevado a
cabo automáticamente por el equipo empleando NaOH (1,5 N). La viscosidad del medio a una
temperatura de 37ºC se midió con un viscosímetro BROOKFIELD DV III más reómetro.
Tabla 2. Composición del medio de cultivo utilizado para fermentación ABE experimental
Fuente: Yang (1990)
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
6
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
Modelo matemático: sensibilidad paramétrica y estimación de parámetros
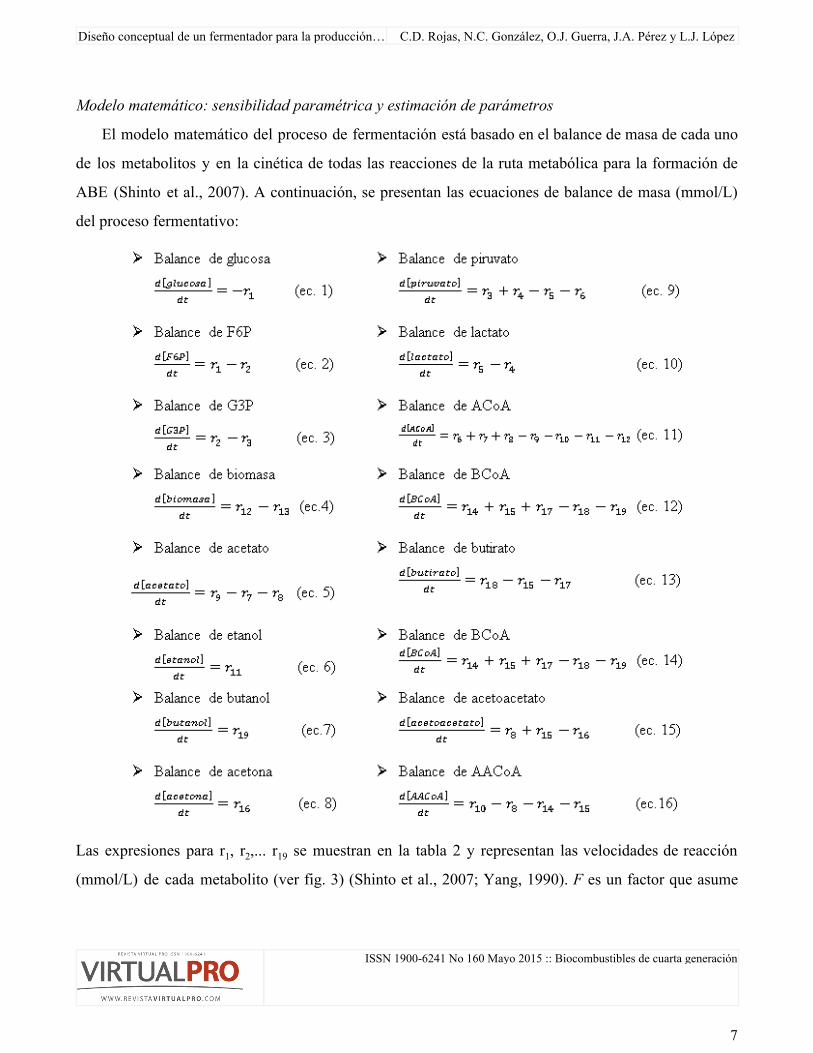
El modelo matemático del proceso de fermentación está basado en el balance de masa de cada uno
de los metabolitos y en la cinética de todas las reacciones de la ruta metabólica para la formación de
ABE (Shinto et al., 2007). A continuación, se presentan las ecuaciones de balance de masa (mmol/L)
del proceso fermentativo:
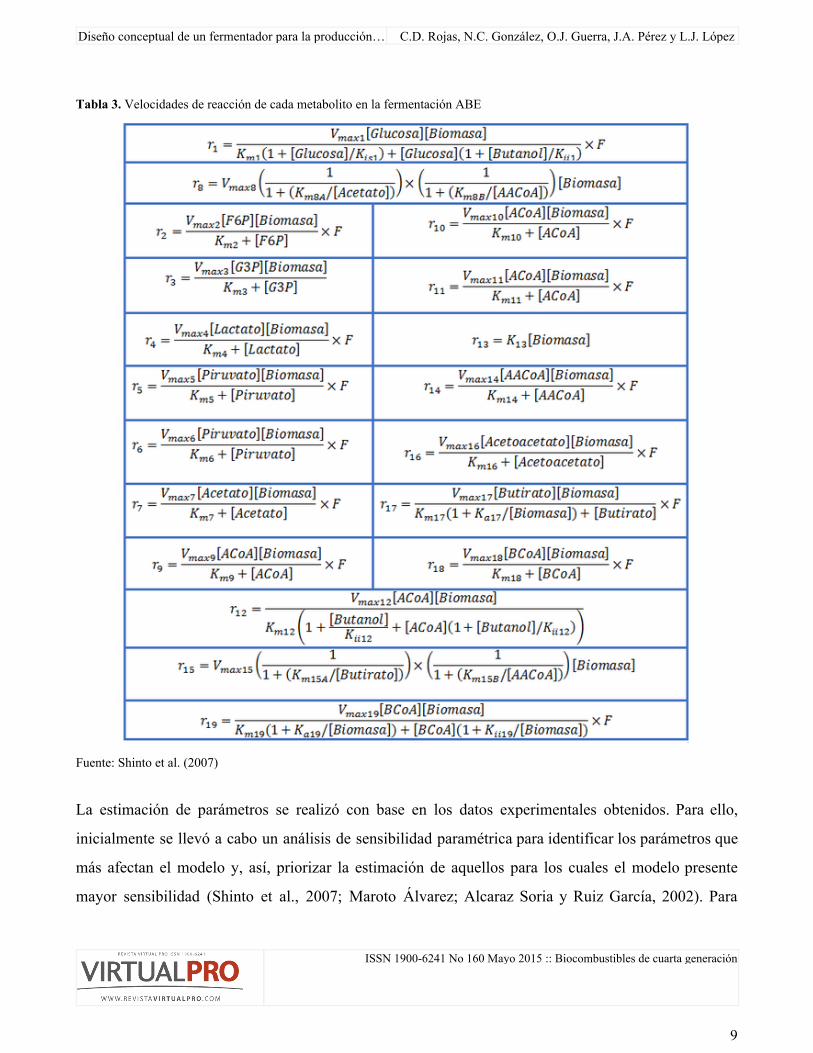
Las expresiones para r1, r2,... r19 se muestran en la tabla 2 y representan las velocidades de reacción
(mmol/L) de cada metabolito (ver fig. 3) (Shinto et al., 2007; Yang, 1990). F es un factor que asume
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
7
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
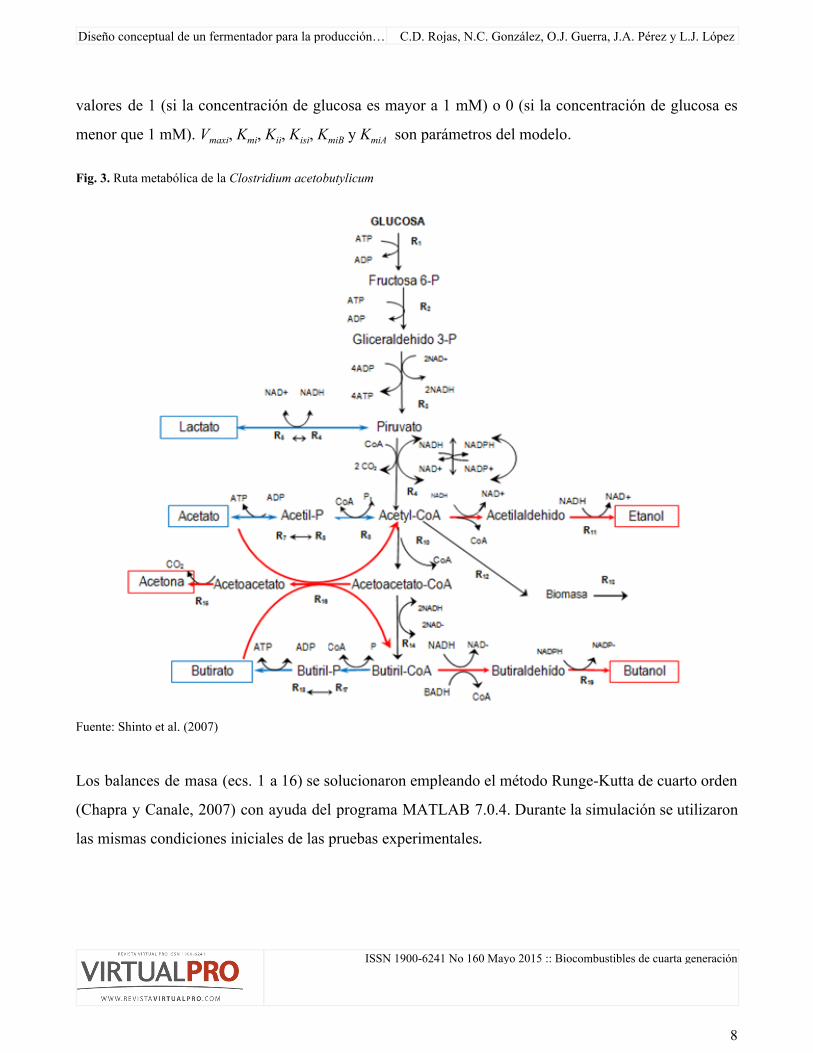
valores de 1 (si la concentración de glucosa es mayor a 1 mM) o 0 (si la concentración de glucosa es
menor que 1 mM). Vmaxi, Kmi, Kii, Kisi, KmiB y KmiA son parámetros del modelo.
Fig. 3. Ruta metabólica de la Clostridium acetobutylicum
Fuente: Shinto et al. (2007)
Los balances de masa (ecs. 1 a 16) se solucionaron empleando el método RungeKutta de cuarto orden
(Chapra y Canale, 2007) con ayuda del programa MATLAB 7.0.4. Durante la simulación se utilizaron
las mismas condiciones iniciales de las pruebas experimentales.
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
8
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
Tabla 3. Velocidades de reacción de cada metabolito en la fermentación ABE
Fuente: Shinto et al. (2007)
La estimación de parámetros se realizó con base en los datos experimentales obtenidos. Para ello,
inicialmente se llevó a cabo un análisis de sensibilidad paramétrica para identificar los parámetros que
más afectan el modelo y, así, priorizar la estimación de aquellos para los cuales el modelo presente
mayor sensibilidad (Shinto et al., 2007; Maroto Álvarez; Alcaraz Soria y Ruiz García, 2002). Para
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
9
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
evaluar la sensibilidad paramétrica se fijaron cambios de – 5% y +5% en el valor de los parámetros.
Seguidamente, se procedió con el ajuste del modelo a los datos experimentales, utilizando como
función objetivo la suma del error relativo cuadrático (Bard, 1974). Esta optimización (minimización
del error relativo total) se efectuó en MATLAB 7.0.4 usando el algoritmo de optimización
multivariable restringida implementado en la función fmincon. Se empleó una tolerancia de 1E2 en el
valor de los parámetros con el fin de dar rapidez a la rutina de optimización.
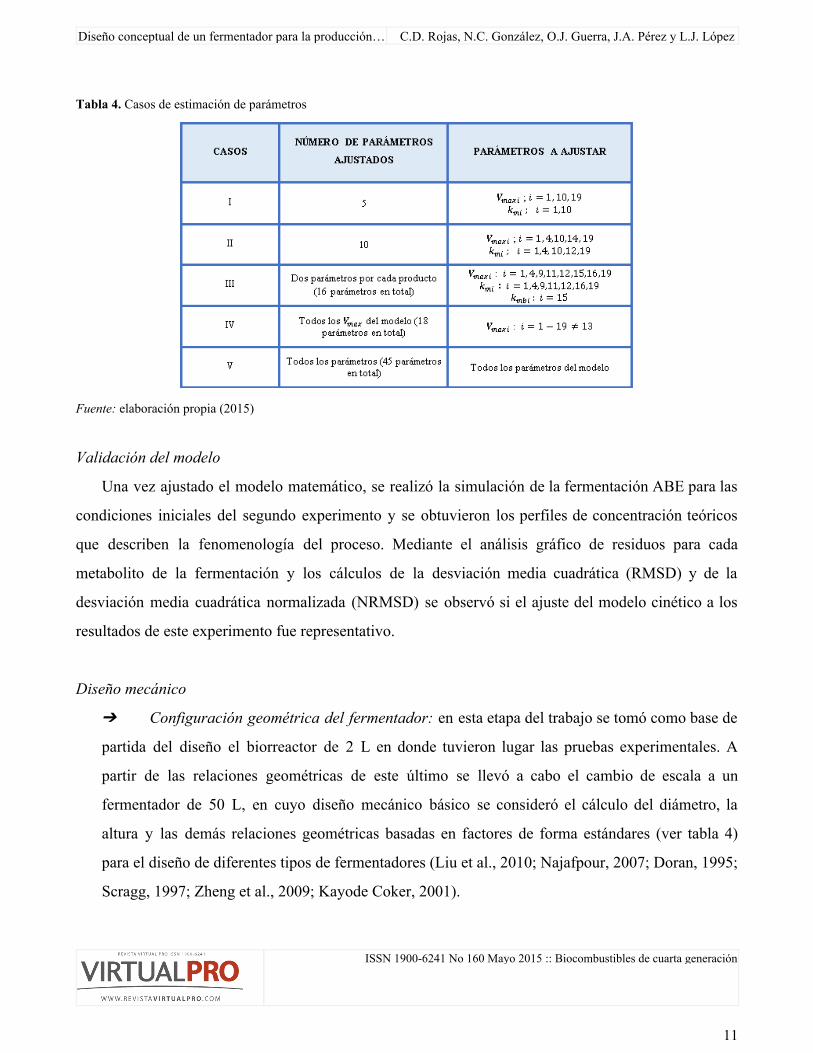
De acuerdo a la jerarquización de parámetros basada en el análisis de sensibilidad paramétrica se
plantearon cinco casos de estimación:
1) Se evaluaron los primeros cinco parámetros más significativos con la finalidad de determinar
aquellos que más afectan las predicciones del modelo.
2) Se estimaron los diez parámetros (incluidos los cinco del caso anterior) más relevantes con la
finalidad de evaluar el efecto del número de parámetros a determinar sobre el ajuste del modelo.
3) Se ajustaron los dos parámetros más significativos por cada balance de masa de los metabolitos de
interés (glucosa, biomasa y productos fermentación) con la expectativa de mejorar los perfiles de
tendencia para todos los productos involucrados en el proceso.
4) Se estimaron todos los parámetros Vmax del modelo con el fin de evitar posibles problemas
numéricos y de convergencia. Es preciso notar que los parámetros Vmax aparecen en el numerador
de las expresiones de velocidades de reacción, mientras que el resto se encuentran en el
denominador, con lo cual se esperarían menos problemas numéricos y de convergencia en la rutina
de estimación.
5) Se ajustaron todos los parámetros del modelo cinético que describe la fermentación ABE con el fin
de poder comparar todos los casos anteriores con el general y determinar cuál sería el más
adecuado. Los parámetros de ajuste considerados se muestran en la tabla 3. La selección del mejor
caso se estableció con criterios estadísticos tales como el R2 y R2 ajustado (Gutiérrez Pulido, Vara
Salazar, Cano Carrasco y Osorio Sánchez, 2008).
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
10
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
Tabla 4. Casos de estimación de parámetros
Fuente: elaboración propia (2015)
Validación del modelo
Una vez ajustado el modelo matemático, se realizó la simulación de la fermentación ABE para las
condiciones iniciales del segundo experimento y se obtuvieron los perfiles de concentración teóricos
que describen la fenomenología del proceso. Mediante el análisis gráfico de residuos para cada
metabolito de la fermentación y los cálculos de la desviación media cuadrática (RMSD) y de la
desviación media cuadrática normalizada (NRMSD) se observó si el ajuste del modelo cinético a los
resultados de este experimento fue representativo.
Diseño mecánico
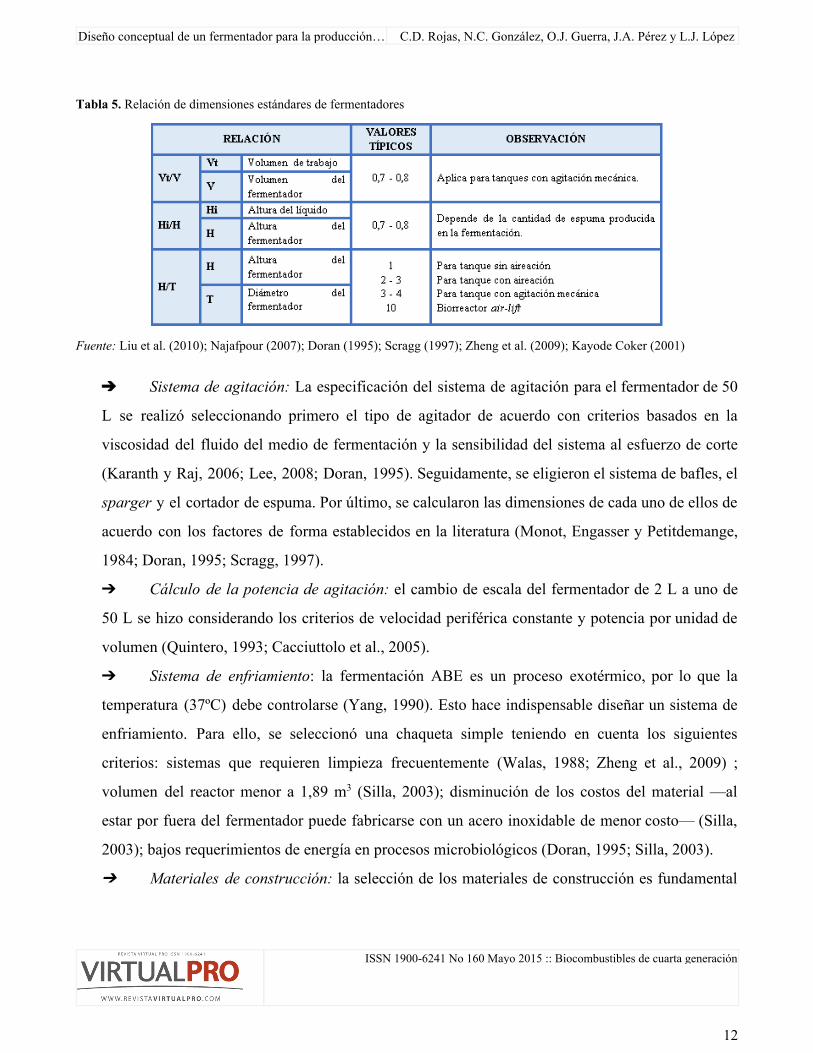
Configuración geométrica del fermentador: en esta etapa del trabajo se tomó como base de
partida del diseño el biorreactor de 2 L en donde tuvieron lugar las pruebas experimentales. A
partir de las relaciones geométricas de este último se llevó a cabo el cambio de escala a un
fermentador de 50 L, en cuyo diseño mecánico básico se consideró el cálculo del diámetro, la
altura y las demás relaciones geométricas basadas en factores de forma estándares (ver tabla 4)
para el diseño de diferentes tipos de fermentadores (Liu et al., 2010; Najafpour, 2007; Doran, 1995;
Scragg, 1997; Zheng et al., 2009; Kayode Coker, 2001).
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
11
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
Tabla 5. Relación de dimensiones estándares de fermentadores
Fuente: Liu et al. (2010); Najafpour (2007); Doran (1995); Scragg (1997); Zheng et al. (2009); Kayode Coker (2001)
Sistema de agitación: La especificación del sistema de agitación para el fermentador de 50
L se realizó seleccionando primero el tipo de agitador de acuerdo con criterios basados en la
viscosidad del fluido del medio de fermentación y la sensibilidad del sistema al esfuerzo de corte
(Karanth y Raj, 2006; Lee, 2008; Doran, 1995). Seguidamente, se eligieron el sistema de bafles, el
sparger y el cortador de espuma. Por último, se calcularon las dimensiones de cada uno de ellos de
acuerdo con los factores de forma establecidos en la literatura (Monot, Engasser y Petitdemange,
1984; Doran, 1995; Scragg, 1997).
Cálculo de la potencia de agitación: el cambio de escala del fermentador de 2 L a uno de
50 L se hizo considerando los criterios de velocidad periférica constante y potencia por unidad de
volumen (Quintero, 1993; Cacciuttolo et al., 2005).
Sistema de enfriamiento: la fermentación ABE es un proceso exotérmico, por lo que la
temperatura (37ºC) debe controlarse (Yang, 1990). Esto hace indispensable diseñar un sistema de
enfriamiento. Para ello, se seleccionó una chaqueta simple teniendo en cuenta los siguientes
criterios: sistemas que requieren limpieza frecuentemente (Walas, 1988; Zheng et al., 2009) ;
volumen del reactor menor a 1,89 m3 (Silla, 2003); disminución de los costos del material —al
estar por fuera del fermentador puede fabricarse con un acero inoxidable de menor costo— (Silla,
2003); bajos requerimientos de energía en procesos microbiológicos (Doran, 1995; Silla, 2003).
Materiales de construcción: la selección de los materiales de construcción es fundamental
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
12
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
en el diseño de un equipo de proceso. Esta depende de las condiciones de operación (temperatura,
presión, pH, entre otras) a las cuales estará expuesto el material (Lee, 2008; Najafpour, 2007;
Doran, 1995). Otro aspecto importante son los costos de los materiales, dado que estos pueden
elevar innecesariamente el valor final de los equipos. En este trabajo, la selección de los materiales
de construcción para el sistema de reacción se basó en los dos aspectos anteriormente
mencionados.
Distribución de orificios en el fermentador: es muy importante desde el punto de vista de
la instrumentación (Scragg, 1997). Aquí se consideraron diferentes aspectos como la instalación de
medidores de presión, sensores de temperatura, de pH y de nivel, inyectores de gases y toma de
muestras. La ubicación de los diferentes orificios se hizo con base en fermentadores diseñados con
capacidad similar (New BrunswickTM Bioflo® Pro, s.f.) y teniendo en cuenta el tipo de instrumento
a ser instalado. Por ejemplo, los medidores de presión deben ser ubicados en la parte superior, en la
cual se encuentra la fase gaseosa. Para dicha parte se propone una distribución con miras a
diferentes modos de operación. La configuración final del fermentador se realizó empleando el
programa SolidWorks 2007 (licencia académica).
Resultados y análisis
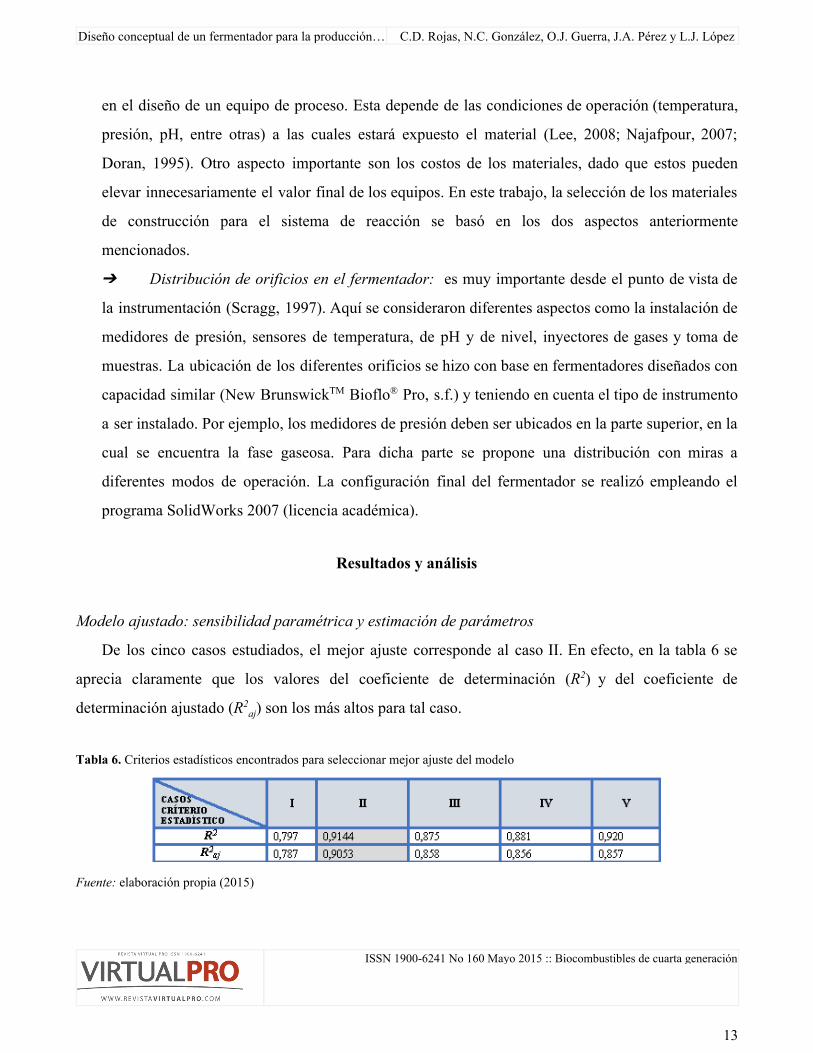
Modelo ajustado: sensibilidad paramétrica y estimación de parámetros
De los cinco casos estudiados, el mejor ajuste corresponde al caso II. En efecto, en la tabla 6 se
aprecia claramente que los valores del coeficiente de determinación (R2) y del coeficiente de
determinación ajustado (R2aj) son los más altos para tal caso.
Tabla 6. Criterios estadísticos encontrados para seleccionar mejor ajuste del modelo
Fuente: elaboración propia (2015)
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
13
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
Es oportuno ahora señalar que el criterio principal seleccionado para comparar las estrategias de
estimación de parámetros es R2aj (Gutiérrez Pulido et al., 2008). La tendencia para todos los casos es
que su valor es menor comparado con respecto a R2. También puede afirmarse para el caso II que 91%
de la variación observada es explicada por este criterio (ver tabla 5), lo que lleva a concluir que la
calidad del ajuste es satisfactoria.
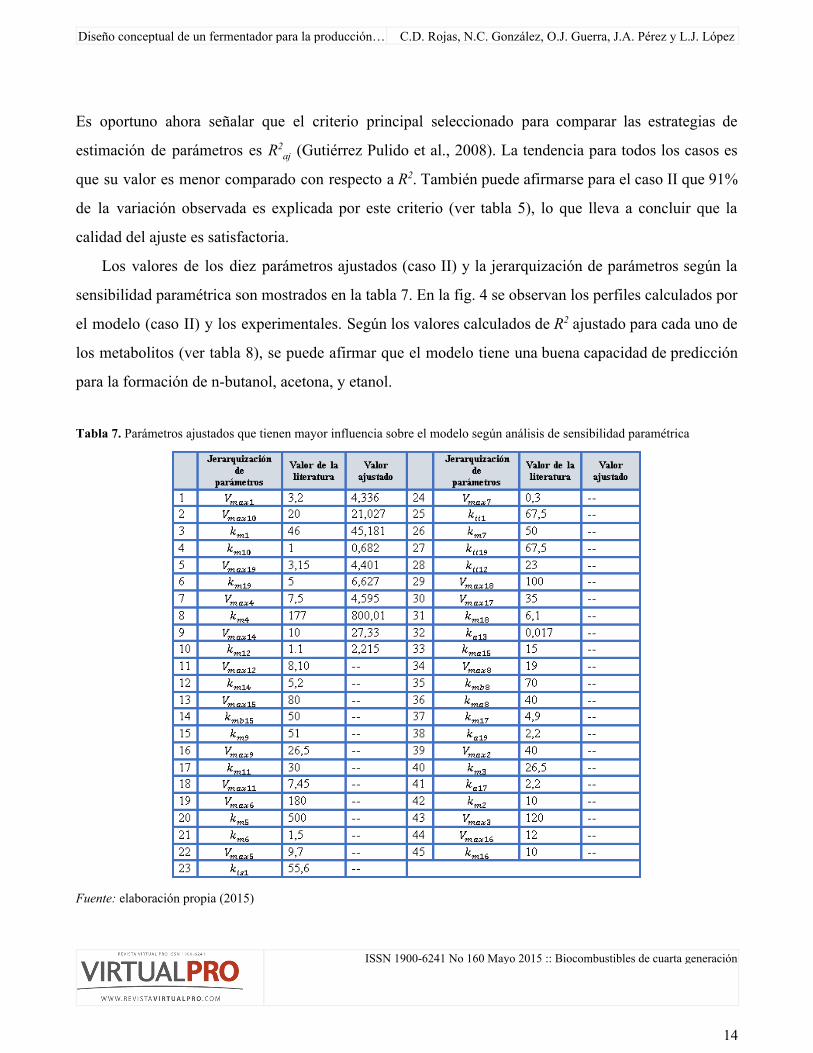
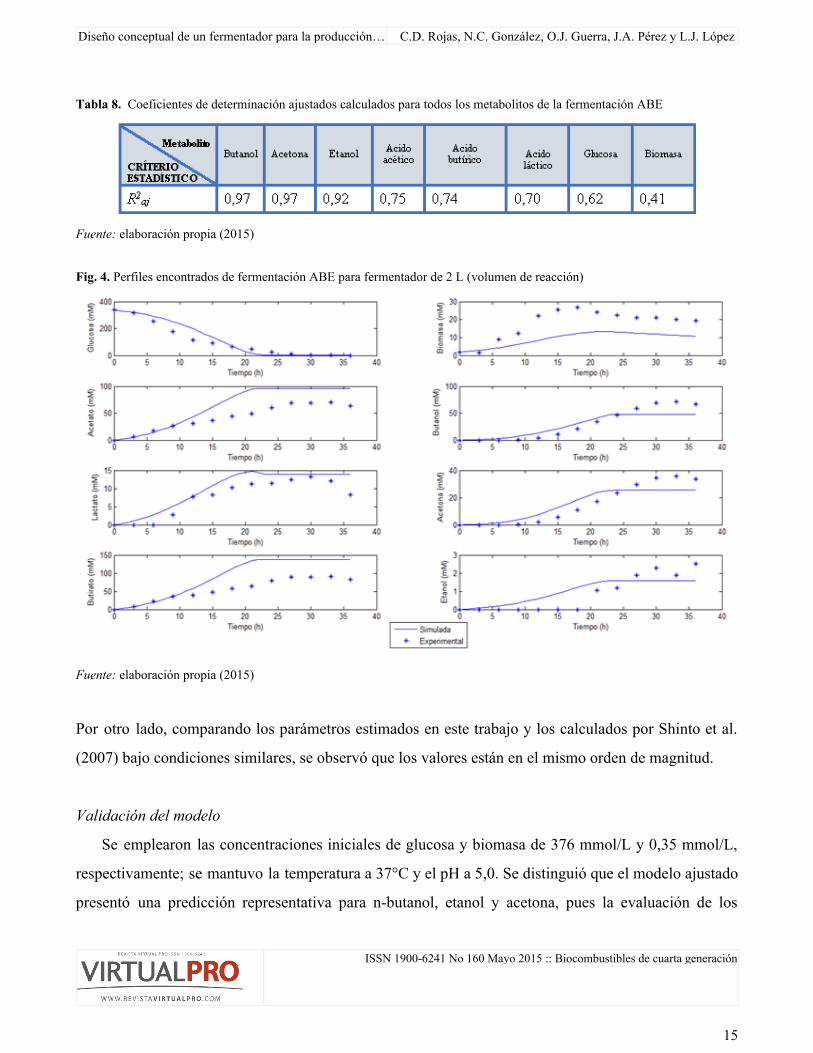
Los valores de los diez parámetros ajustados (caso II) y la jerarquización de parámetros según la
sensibilidad paramétrica son mostrados en la tabla 7. En la fig. 4 se observan los perfiles calculados por
el modelo (caso II) y los experimentales. Según los valores calculados de R2 ajustado para cada uno de
los metabolitos (ver tabla 8), se puede afirmar que el modelo tiene una buena capacidad de predicción
para la formación de nbutanol, acetona, y etanol.
Tabla 7. Parámetros ajustados que tienen mayor influencia sobre el modelo según análisis de sensibilidad paramétrica
Fuente: elaboración propia (2015)
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
14
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
Tabla 8. Coeficientes de determinación ajustados calculados para todos los metabolitos de la fermentación ABE
Fuente: elaboración propia (2015)
Fig. 4. Perfiles encontrados de fermentación ABE para fermentador de 2 L (volumen de reacción)
Fuente: elaboración propia (2015)
Por otro lado, comparando los parámetros estimados en este trabajo y los calculados por Shinto et al.
(2007) bajo condiciones similares, se observó que los valores están en el mismo orden de magnitud.
Validación del modelo
Se emplearon las concentraciones iniciales de glucosa y biomasa de 376 mmol/L y 0,35 mmol/L,
respectivamente; se mantuvo la temperatura a 37°C y el pH a 5,0. Se distinguió que el modelo ajustado
presentó una predicción representativa para nbutanol, etanol y acetona, pues la evaluación de los
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
15
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
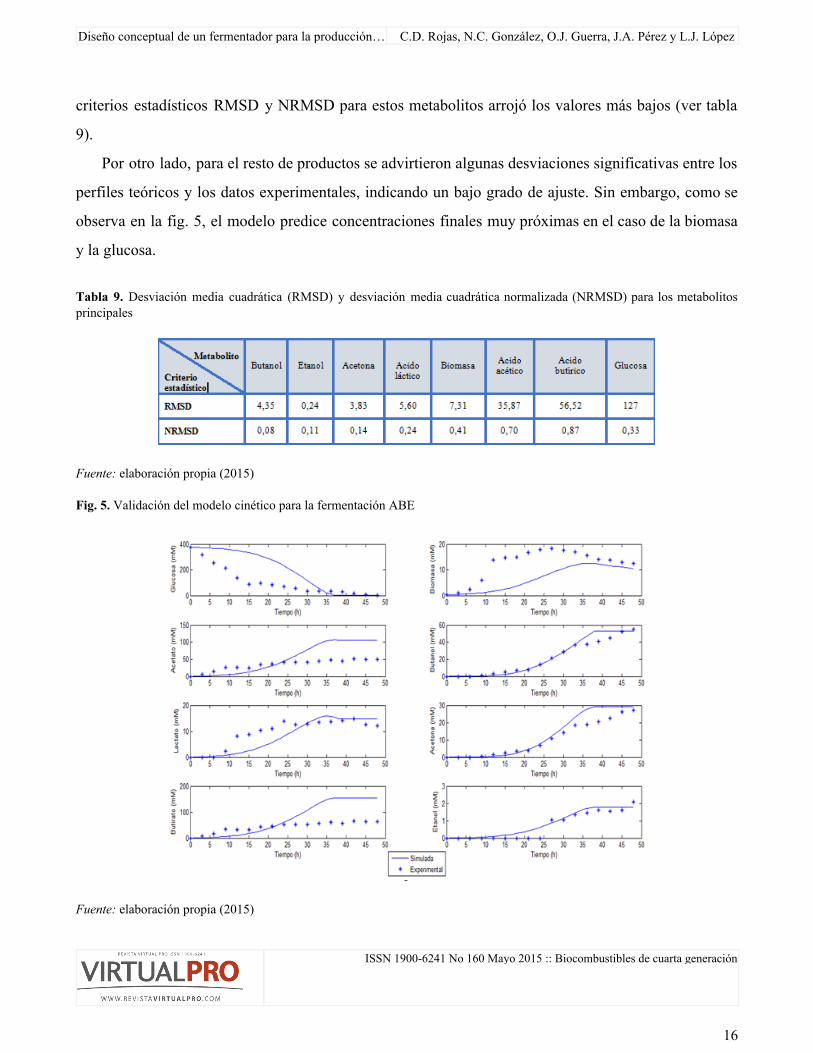
criterios estadísticos RMSD y NRMSD para estos metabolitos arrojó los valores más bajos (ver tabla
9).
Por otro lado, para el resto de productos se advirtieron algunas desviaciones significativas entre los
perfiles teóricos y los datos experimentales, indicando un bajo grado de ajuste. Sin embargo, como se
observa en la fig. 5, el modelo predice concentraciones finales muy próximas en el caso de la biomasa
y la glucosa.
Tabla 9. Desviación media cuadrática (RMSD) y desviación media cuadrática normalizada (NRMSD) para los metabolitos principales
Fuente: elaboración propia (2015) Fig. 5. Validación del modelo cinético para la fermentación ABE
Fuente: elaboración propia (2015)
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
16
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
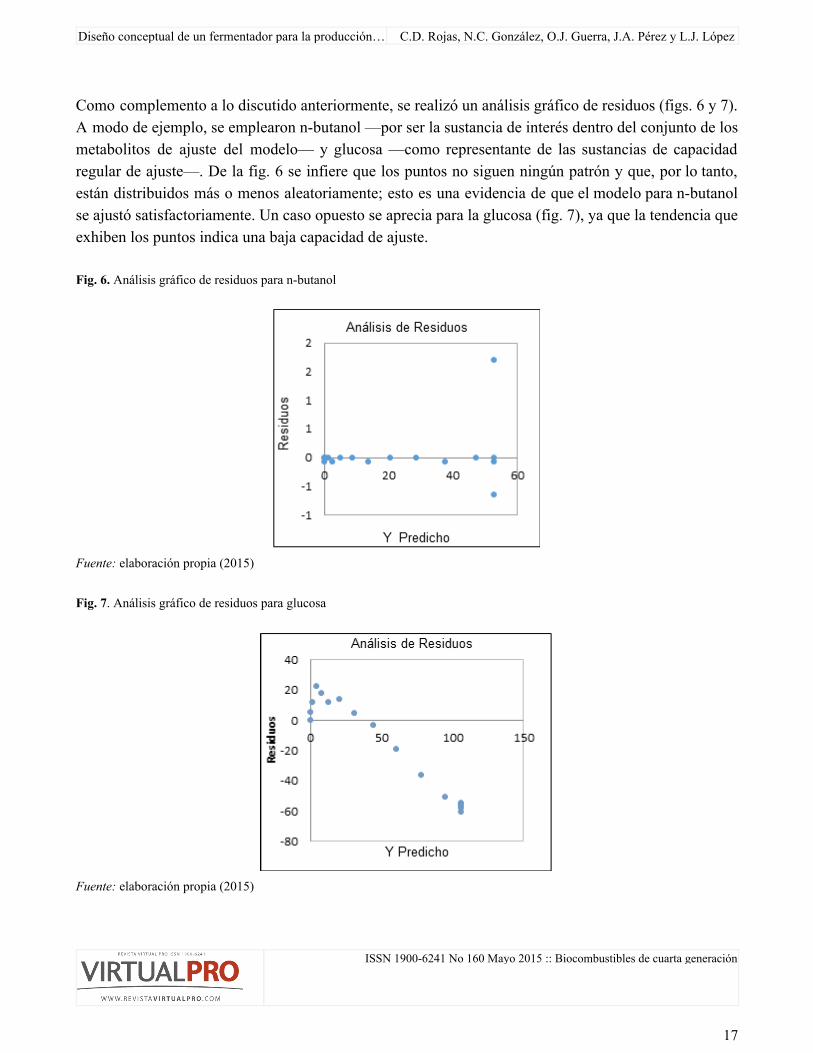
Como complemento a lo discutido anteriormente, se realizó un análisis gráfico de residuos (figs. 6 y 7). A modo de ejemplo, se emplearon nbutanol —por ser la sustancia de interés dentro del conjunto de los metabolitos de ajuste del modelo— y glucosa —como representante de las sustancias de capacidad regular de ajuste—. De la fig. 6 se infiere que los puntos no siguen ningún patrón y que, por lo tanto, están distribuidos más o menos aleatoriamente; esto es una evidencia de que el modelo para nbutanol se ajustó satisfactoriamente. Un caso opuesto se aprecia para la glucosa (fig. 7), ya que la tendencia que exhiben los puntos indica una baja capacidad de ajuste. Fig. 6. Análisis gráfico de residuos para nbutanol
Fuente: elaboración propia (2015)
Fig. 7. Análisis gráfico de residuos para glucosa
Fuente: elaboración propia (2015)
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
17
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
Dentro de este contexto, se llevó a cabo la estimación de diez parámetros (caso II) para tener una mejor apreciación de la capacidad del modelo ajustado en la fermentación ABE teniendo en cuenta ambos resultados experimentales. Se percibió que el modelo ajustado con los dos experimentos presenta un valor R2 ajustado de 0,80, mayor que el calculado (0,74) con la validación usando los datos del segundo experimento; esto conlleva a decir que se mejora la predicción de los perfiles de concentración de los productos para las condiciones experimentales del estudio. Asimismo, y como era de esperarse, esta leve disminución en los errores de predicción de los perfiles experimentales para las condiciones iniciales muestra que el ajuste del modelo puede afinarse usando un mayor número de experimentos, con lo cual los resultados de la validación serían mejores.
No obstante, para el diseño del fermentador se puede emplear dicho modelo valiéndose de un experimento para la estimación de parámetros y otro para la validación, pues en esta etapa del diseño solo se requiere de un modelo que reproduzca tendencias generales del proceso. Especificaciones del fermentador escala piloto laboratorio (50 L)
En las figs. 8 y 9 se muestran las especificaciones —partes, distribuciones de orificios, relaciones geométricas y dimensiones— del fermentador diseñado. Se recomiendan dos tipos de agitadores: una turbina tipo Rushton de seis palas paralelas al eje de agitación —para mezclar medios de baja viscosidad característicos de la fermentación ABE— y un agitador tipo hélice de tornillo —para mezclar sistemas sensibles a esfuerzos de corte o cuando se requiera agitación de medios viscosos—. Con el fin de asegurar homogeneidad en todo el volumen de trabajo, se recomienda instalar cinco turbinas a lo largo del eje de agitación, las cuales se encuentran ubicadas de manera equidistante. Asimismo, se sugiere incluir cuatro bafles removibles con la finalidad mejorar el sistema de agitación y facilitar la limpieza. Para garantizar condiciones de aerobiosis y anaerobiosis en el sistema de fermentación, se aconseja utilizar un difusor tipo anillo, el cual consigue dispersar altos flujos de gas a través de perforaciones en la base del tubo sin tendencia a obstruirse, lo que resulta beneficioso en la durabilidad del dispersor. Por otro lado, es conveniente instalar disco o pala (cortador de espuma) en la parte superior del fermentador para evitar la formación de espuma.
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
18
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
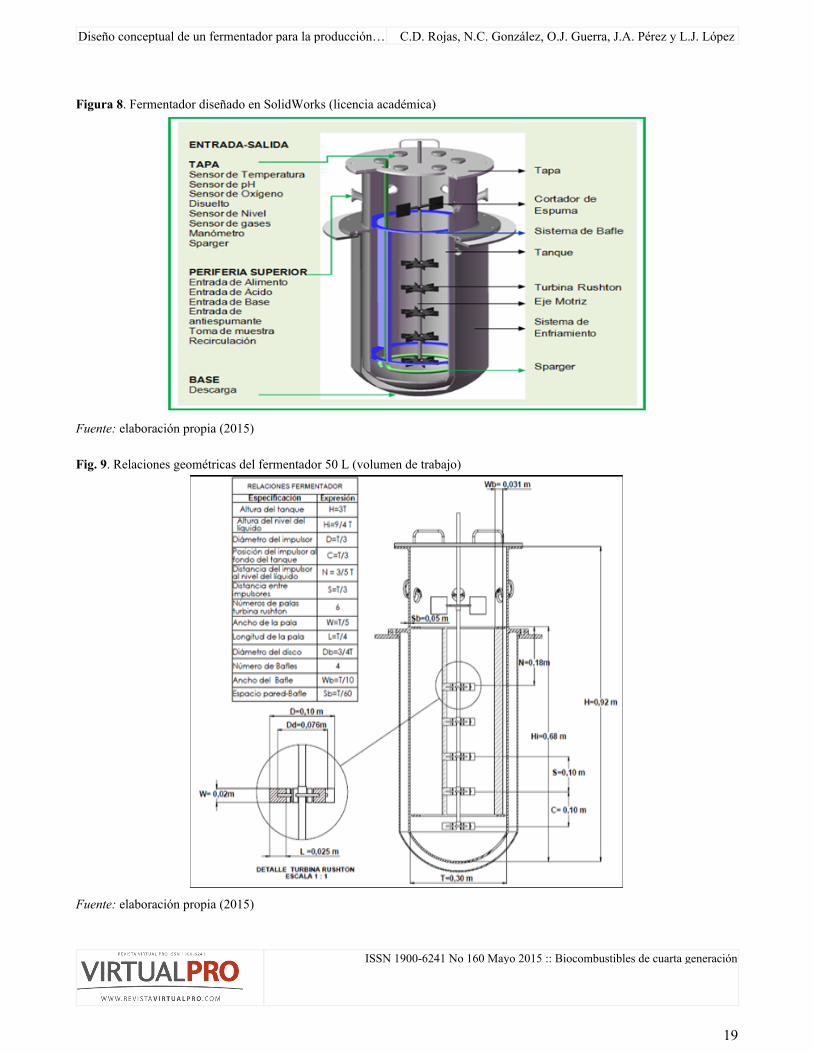
Figura 8. Fermentador diseñado en SolidWorks (licencia académica)
Fuente: elaboración propia (2015) Fig. 9. Relaciones geométricas del fermentador 50 L (volumen de trabajo)
Fuente: elaboración propia (2015)
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
19
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
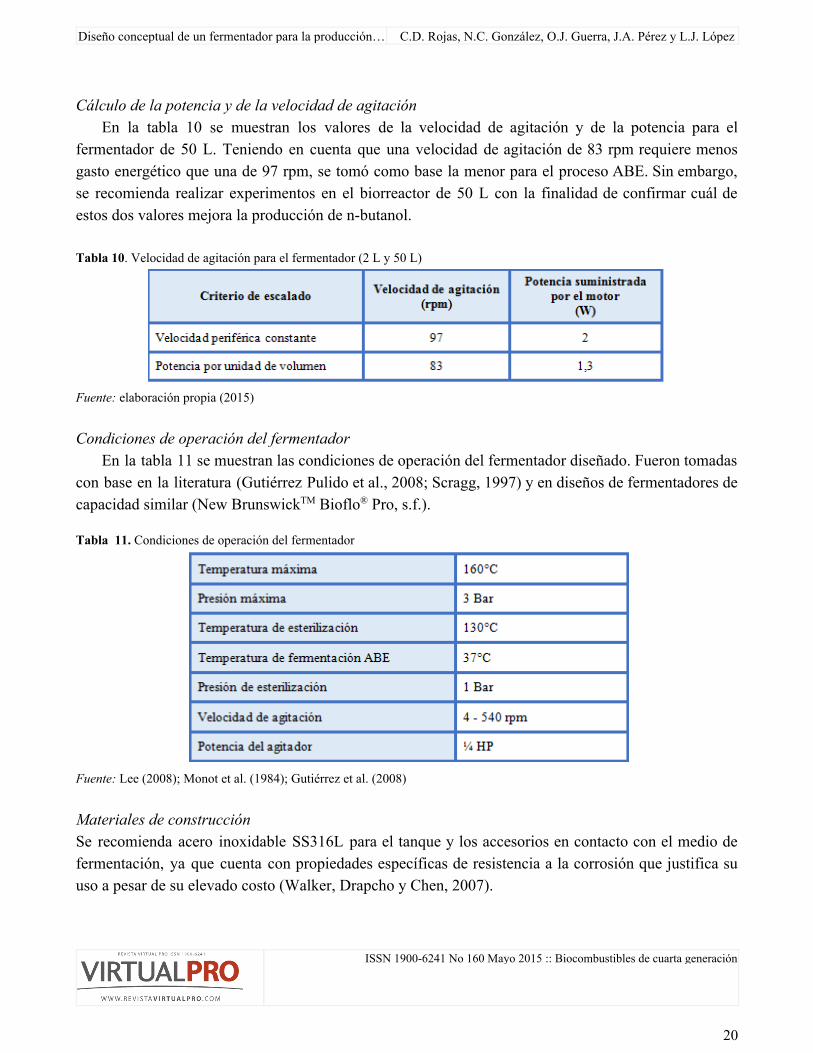
Cálculo de la potencia y de la velocidad de agitación En la tabla 10 se muestran los valores de la velocidad de agitación y de la potencia para el
fermentador de 50 L. Teniendo en cuenta que una velocidad de agitación de 83 rpm requiere menos gasto energético que una de 97 rpm, se tomó como base la menor para el proceso ABE. Sin embargo, se recomienda realizar experimentos en el biorreactor de 50 L con la finalidad de confirmar cuál de estos dos valores mejora la producción de nbutanol. Tabla 10. Velocidad de agitación para el fermentador (2 L y 50 L)
Fuente: elaboración propia (2015) Condiciones de operación del fermentador
En la tabla 11 se muestran las condiciones de operación del fermentador diseñado. Fueron tomadas con base en la literatura (Gutiérrez Pulido et al., 2008; Scragg, 1997) y en diseños de fermentadores de capacidad similar (New BrunswickTM Bioflo® Pro, s.f.). Tabla 11. Condiciones de operación del fermentador
Fuente: Lee (2008); Monot et al. (1984); Gutiérrez et al. (2008) Materiales de construcción Se recomienda acero inoxidable SS316L para el tanque y los accesorios en contacto con el medio de fermentación, ya que cuenta con propiedades específicas de resistencia a la corrosión que justifica su uso a pesar de su elevado costo (Walker, Drapcho y Chen, 2007).
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
20
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
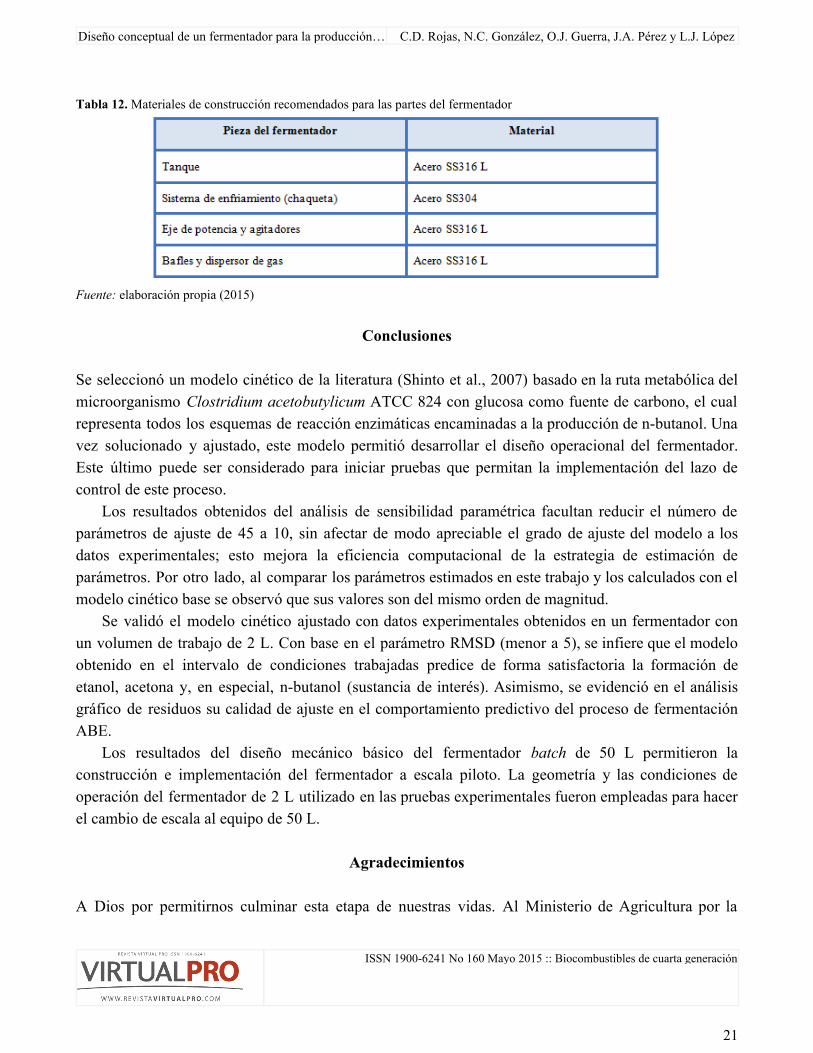
Tabla 12. Materiales de construcción recomendados para las partes del fermentador
Fuente: elaboración propia (2015)
Conclusiones
Se seleccionó un modelo cinético de la literatura (Shinto et al., 2007) basado en la ruta metabólica del microorganismo Clostridium acetobutylicum ATCC 824 con glucosa como fuente de carbono, el cual representa todos los esquemas de reacción enzimáticas encaminadas a la producción de nbutanol. Una vez solucionado y ajustado, este modelo permitió desarrollar el diseño operacional del fermentador. Este último puede ser considerado para iniciar pruebas que permitan la implementación del lazo de control de este proceso.
Los resultados obtenidos del análisis de sensibilidad paramétrica facultan reducir el número de parámetros de ajuste de 45 a 10, sin afectar de modo apreciable el grado de ajuste del modelo a los datos experimentales; esto mejora la eficiencia computacional de la estrategia de estimación de parámetros. Por otro lado, al comparar los parámetros estimados en este trabajo y los calculados con el modelo cinético base se observó que sus valores son del mismo orden de magnitud.
Se validó el modelo cinético ajustado con datos experimentales obtenidos en un fermentador con un volumen de trabajo de 2 L. Con base en el parámetro RMSD (menor a 5), se infiere que el modelo obtenido en el intervalo de condiciones trabajadas predice de forma satisfactoria la formación de etanol, acetona y, en especial, nbutanol (sustancia de interés). Asimismo, se evidenció en el análisis gráfico de residuos su calidad de ajuste en el comportamiento predictivo del proceso de fermentación ABE.
Los resultados del diseño mecánico básico del fermentador batch de 50 L permitieron la construcción e implementación del fermentador a escala piloto. La geometría y las condiciones de operación del fermentador de 2 L utilizado en las pruebas experimentales fueron empleadas para hacer el cambio de escala al equipo de 50 L.
Agradecimientos
A Dios por permitirnos culminar esta etapa de nuestras vidas. Al Ministerio de Agricultura por la
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
21

Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
financiación del proyecto. A nuestros directores (José y Luis Javier), por guiarnos y por el conocimiento transmitido. A nuestras familias por el apoyo brindado en todo momento. A Yuliana, Guillermo y José por su colaboración durante las pruebas experimentales. Agradecemos de una manera especial a Omar Guerra por su valiosa ayuda.
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
22
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
Referencias Bard, Y. (1974). Nonlinear Parameter Estimation. New York, NY: Academic Press. Cacciuttolo, M., Shane, E., Oliver, C., Tsao, E. y Kimura, R. (2011). ScaleUp Considerations for
BiotechnologyDerived Products. En M. Levin (ed.), Pharmaceutical Process ScaleUp (3a edición, pp. 95114). Boca Raton, FL: CRC Press.
Chapra, S.C. y Canale, R.P. (2007). Métodos numéricos para ingenieros (5a edición). México, D.F., México: McGrawHill.
Doble, M., Kruthiventi, A.K. y Gaikar, V.G. (2004). Biotransformations and Bioprocesses. Monticello, NY: Marcel Dekker, Inc.
Doran, P.M. (1995). Bioprocess Engineering Principles. Londres, Reino Unido: Academic Press. Gutiérrez Pulido, H., Vara Salazar, R. de la, Cano Carrasco, A. y Osorio Sánchez, M. (2008). Análisis y
diseño de experimentos. México D.F., México: McGrawHill. International Energy Statistics (s.f.). En Energy Information Administration. Recuperado el 21 de abril
de 2011 de http://www.eia.gov/cfapps/ipdbproject Jones, D.T. y Woods, D.R. (1986). AcetoneButanol Fermentation Revisited. Microbiological Reviews,
50(4), 484–524. Karanth, N.G. y Raj, A.E. (2006). Fermentation Technology and Bioreactor Design. En K. Shetty, G.
Paliyath, A. Pometto y R.E. Levin (eds.), Food Biotechnology (2a edición, pp. 3386). Boca Raton, FL: CRC Press.
Kayode Coker, A. (2001). Modeling of Chemical Kinetics and Reactor Design. Houston, TX: Gulf Publishing Company.
Lee, J.M. (2009). Biochemical Engineering. En L.F. Albright (ed.), Albright’s Chemical Engineering Handbook (pp. 15011530). Boca Raton, FL: CRC Press.
Lee, S.Y. et al. (2008). Fermentative Butanol Production by Clostridia. Biotechnology and Bioengineering, 101(2), 209228.
Liu, Z., Ying, Y., Li, F., Ma, C., y Xu, P. (2010). Butanol production by Clostridium beijerinckii ATCC 55025 from Wheat Bran. Journal of Industrial Microbiology & Biotechnology, 37(5), 495501.
Maroto Álvarez, C., Alcaraz Soria, J. y Ruiz García, R. (2002). Investigación operativa: modelos y técnicas de optimización. Valencia, España: Universidad Politécnica de Valencia.
Monot, F., Engasser, J.M. y Petitdemange, H. (1984). Influence of pH and Undissociated Butyric Acid on the Production of Acetone and Butanol in Batch Cultures of Clostridium acetobutylicum. Applied Microbiology and Biotechnology, 19(6), 422426.
Najafpour, G.D. (2007). Biochemical Engineering and Biotechnology (1a edición). Oxford, Reino Unido: Elsevier.
New BrunswickTM Bioflo® Pro (s.f.). En Eppendorf. Recuperado el 20 de febrero de 2011 de https://onlineshop.eppendorf.com.my/MYen/Bioprocess44559/BioprocessSystems60767/New
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
23
Diseño conceptual de un fermentador para la producción… C.D. Rojas, N.C. González, O.J. Guerra, J.A. Pérez y L.J. López
BrunswickBioFloProPF12577.html Quintero Ramírez, R. (1993). Ingeniería bioquímica. Teoría y aplicaciones. México D.F., México:
Alhambra Mexicana. Qureshi, N. y Blaschek, H. (2001). Evaluation of Recent Advances in Butanol Fermentation, Upstream
and Downstream Processing. Bioprocess and Biosystems Engineering, 24(4), 219226. Scragg, A. (comp.) (1997). Sistemas biológicos en procesos biotecnológicos. Biotecnología para
ingenieros. México D.F., México: Limusa. Shinto, H. et al. (2007). Kinetic Modeling and Sensitivity Analysis of AcetoneButanolEthanol
Production. Journal of Biotechnology, 131(1), 4556. Silla, H. (2003). Chemical Process Engineering: Design and Economics. New York, NY: Marcel
Dekker, Inc. Walas, S.M. (1988). Chemical Process Equipment. Selection and Design. Oxford, Reino Unido:
ButterworthHeinemann. Walker, T.H., Drapcho, C.M. y Chen, F. (2007). Bioprocessing Technology for Production of
Nutraceutical Compounds. En J. Shi (ed.), Functional Food Ingredients and Nutraceuticals: Processing Technologies (pp. 211236). Boca Raton, FL: CRC Press.
Yang, X. (1990). A Novel Extractive Fermentation for the Production of Acetone–Butanol by Clostridium acetobutylicum (tesis doctoral). Purdue University, West Lafayette, IN.
Zheng, Y.N. et al. (2009). Problems with the Microbial Production of Butanol. Journal of Industrial Microbiology & Biotechnology, 36(9), 11271138.
ISSN 19006241 No 160 Mayo 2015 :: Biocombustibles de cuarta generación
24