“desarrollo del procedimiento para el montaje …
TRANSCRIPT
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
CARRERA DE TECNOLOGÍA EN PETRÓLEOS
“DESARROLLO DEL PROCEDIMIENTO PARA EL MONTAJE
ESTRUCTURAL Y MECÁNICO DE UN TANQUE DE
ALMACENAMIENTO TIPO TECHO FIJO CÓNICO CON MÁSTIL
CENTRAL DE 11.000 BARRILES BAJO LA NORMA API 650”.
TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO DE
TECNÓLOGO EN PETRÓLEOS
AUTOR: MIGUEL OSWALDO LARA PAZOS
DIRECTOR: ING. RAÚL DARÍO BALDEÓN LÓPEZ
QUITO, JUNIO 2014

© Universidad Tecnológica Equinoccial. 2014
Reservados todos los derechos de reproducción
DECLARACIÓN
Yo, Miguel Oswaldo Lara Pazos declaro bajo juramento que el trabajo aquí
descrito es de mi autoría; que no ha sido previamente presentada para
ningún grado o calificación profesional; y, que he consultado las referencias
bibliográficas que se incluyen en este documento.
A través de la presente declaración cedo mis derechos de propiedad
intelectual correspondientes a este trabajo, a la Universidad Tecnológica
Equinoccial, según lo establecido por la Ley de Propiedad Intelectual, por su
Reglamento y por la normatividad institucional vigente.
Miguel Oswaldo Lara Pazos
171229344-6
CERTIFICACIÓN
Certifico que el presente trabajo que lleva como título “DESARROLLO DEL
PROCEDIMIENTO PARA EL MONTAJE ESTRUCTURAL Y MECÁNICO
DE UN TANQUE DE ALMACENAMIENTO TIPO TECHO FIJO CÓNICO
CON MÁSTIL CENTRAL DE 11.000 BARRILES BAJO LA NORMA API
650”, que, para aspirar al título de Tecnólogo en Petróleos, fue desarrollado
por Miguel Oswaldo Lara Pazos, bajo mi dirección y supervisión, en la
Facultad de Ciencias de la Ingeniería; y cumple con las condiciones
requeridas por el reglamento de Trabajos de Titulación artículos 18 y 25.
Ing. Raúl Baldeón.
DIRECTOR

DEDICATORIA
Al Tribunal elegido para la revisión de la Tesis de Grado Ings. Raúl Baldeón,
Patricio Jaramillo y Silvio Andrade, y por su intermedio a la Facultad de
Ciencias de la Ingeniería de la Universidad Tecnológica Equinoccial, que me
ha impartido los conocimientos necesarios para el desempeño en la vida
profesional, y a todos mis amigos.
Miguel O. Lara P.
AGRADECIMIENTO
A Dios, porque gracias a Él he podido cumplir mis metas, culminando mi
carrera, y porque con su presencia en mi vida, sé que estará llena de éxitos.
A mi madre Dolores E. Pazos que está en el cielo, a mis padres Oswaldo
Lara, Isabel Acosta, por todo el esfuerzo y sacrificio que han realizado para
que pueda culminar mi carrera.
A mis hermanos Paúl, Christian, John y Steven por darme el apoyo
incondicional, en esos momentos difíciles que día tras día hay que
superarlos.
Al Ing. Raúl Baldeón director de tesis, que con sus consejos sus anécdotas
sus conocimientos y guía me han permitido poder terminar este proyecto.
A todas aquellas personas que colaboraron en la realización de esta Tesis.
Miguel O. Lara P.
i
ÍNDICE DE CONTENIDOS
RESUMEN xvi
ABSTRACT xvii
CAPITULO 1. ESTRUCTURA DEL PLAN DE TESIS
1. ENUNCIADO DEL TEMA 1
1.1. INTRODUCCIÓN 1
1.2. UBICACIÓN 3
1.3. PROBLEMA 4
1.4. OBJETIVOS DE INVESTIGACIÓN 4
1.5. JUSTIFICACIÓN 5
1.6. MARCO TEÓRICO 5
1.6.1. NORMAS ESTÁNDARES Y CÓDIGOS A USARSE 5
1.6.2. APLICACIÓN DE LA NORMA API 650 11
1.7. METODOLOGÍA 17
1.7.1. ALCANCE 17
1.7.2. HERRAMIENTAS / TÉCNICAS 17
1.7.3. MÉTODOS 18
1.8. TÉCNICAS DE INVESTIGACIÓN 18
1.8.1. REVISIÓN DE LITERATURA RELACIONADA 18
1.8.2. VISITAS Y TRABAJO DE CAMPO 19
ii
CAPITULO 2. GENERALIDADES
2.1. HISTORIA DE LOS TANQUES DE ALMACENAMIENTO 20
2.2. TIPOS DE TANQUE DE ALMACENAMIENTO 21
2.2.1. TANQUE DE ALMACENAMIENTO TECHO FIJO 22
2.2.2. TANQUE DE ALMACENAMIENTO TECHO FLOTANTE 23
2.2.2.1. TECHO FLOTANTE EXTERNO 23
2.2.2.2. TECHO FLOTANTE TIPO PONTÓN 23
2.2.2.3. TECHO FLOTANTE DE DOBLE PLATAFORMA 24
2.2.3. RECIPIENTES A PRESIÓN 25
2.2.3.1. TANQUES DE ALMACENAMIENTO ESFÉRICOS 25
2.2.3.2. TANQUES DE ALMACENAMIENTO CILÍNDRICOS
HORIZONTALES 25
2.2.4. OTROS TIPOS 25
2.2.4.1. TANQUES DE ALMACENAMIENTO EMPERNADOS 25
2.3. MATERIALES QUE SE EMPLEAN 26
2.3.1. MATERIALES A EMPLEAR EN TANQUES
DE ALMACENAMIENTO BAJO NORMA API 650 26
2.4. ELEMENTOS QUE INTEGRAN LOS TANQUES 28
2.4.1. CUERPO 29
2.4.2. FONDO 29

iii
2.4.3. TECHO 29
2.4.4. ACCESORIOS EN TANQUES DE ALMACENAMIENTO 30
CAPITULO 3. SOLDADURA
3.1. GENERALIDADES 32
3.2. NORMAS DE APLICACIÓN 32
3.3. CLASIFICACIÓN DE ELETRODOS PARA ACEROS AL CARBONO 33
3.4. MATERIALES PARA SOLDADURA 36
3.5. ELECTRODOS PARA SOLDADURA DE ARCO PROTEGIDO
(SMAW) 36
3.6. RESTRICCIONES 38
3.7. SOLDADURAS EN TANQUES DE ALMACENAMIENTO 38
3.8. CALIFICACIÓN DE PROCEDIMIENTOS Y HABILIDAD DEL
SOLDADOR 39
3.9. PROCEDIMIENTO DE SOLDADURA (WPS) 41
3.10. ESPECIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURA
(WPS) 43
3.11. REGISTRO DE CALIFICACIÓN DE PROCEDIMIENTO (PQR) 44
3.12. CALIFICACIÓN DE HABILIDAD DEL SOLDADOR (WPQ) 44
iv
CAPITULO 4. PROCEDIMIENTO PARA EL MONTAJE DEL
TANQUE DE ALMACENAMIENTO DE 11.000 BARRILES.
4.1. REQUISITOS GENERALES DE SEGURIDAD PREVIO
AL MONTAJE 46
4.2. CONSIDERACIONES TÉCNICAS PARA LA CONSTRUCCIÓN 47
4.3. REQUERIMIENTOS MÍNIMOS DE RECURSOS 49
4.3.1. PERSONAL 49
4.3.2. EQUIPOS Y MAQUINARIAS 50
4.3.3. LISTADO DE HERRAMIENTAS 51
4.4. INSTALACIONES ADICIONALES 51
4.5. PROCEDIMIENTO ESPECIAL PARA RECEPCIÓN DE MATERIAL
DE SOLDADURA 51
4.6. PROCEDIMIENTO DE ALMACENAMIENTO DE ELECTRODOS
Y VARILLAS 52
4.7. DETALLES DE SOLDADURA 53
4.8. MONTAJE DEL TANQUE 54
4.9. PROCESO DE MONTAJE 55
4.10. PERMISOS DE TRABAJO 56
4.11. BASE DEL TANQUE 56
4.12. MONTAJE DE SOLDADURA DE LÁMINAS DE FONDO 59
4.13. MONTAJE DE LAMINAS DE CUERPO 70

v
4.14. SOLDADURA DE ENCUENTRO FONDO-CUERPO 90
4.15. INSTALACIÓN DE ANGULO DE RIGIDEZ Y ANGULO TOPE 91
4.16. MONTAJE DE LA COLUMNA CENTRAL Y DE LAS VIGAS 94
4.17. MONTAJE DEL TECHO 99
4.18. SOLDADURA ESCALERA, PLATAFORMAS Y ACCESORIOS 102
4.19. INSTALACIÓN Y SOLDADURA DE BOCAS 105
4.20. TOLERANCIAS DIMENCIONALES 109
4.20.1. DESVIACIONES LOCALES—CRESTA (PEAKING) 112
4.20.2. DESVIACIONES LOCALES--CINTURA (BANDING) 112
4.20.3. AREAS PLANAS 112
4.21. INSPECCIONES 113
4.22. LIBERACIÓN FASE MECÁNICA 114
CAPITULO 5. PRUEBAS
5.1. INSPECCION, PRUEBAS Y REPARACIONES 115
5.1.1. NIVELACION DEL ANILLO DE HORMIGON 115
5.1.2. INSPECCION RADIOGRAFICA 116
5.1.3. REDONDEZ 117
5.1.4. VERTICALIDAD 117
5.1.5. INSPECCION VISUAL 118
5.1.6. PRUEBA DE DIESEL 118
vi
5.1.7. PRUEBA DE CAMPANA DE VACIO 119
5.1.8. PRUEBA NEUMATICA EN PLANCHAS DE REFUERZO 120
5.1.9. PRUEBA HIDROSTATICA 121
5.1.9.1. PREPARACIÓN PARA LA PRUEBA 121
5.1.9.2. CONTROL DE NIVEL 121
5.1.9.3. REALIZACION DE LA PRUEBA 122
5.1.9.4. CRITERIOS DE APROBACIÓN 123
5.1.9.5. REPARACIÓN 124
CAPITULO 6. RECOMENDACIONES Y CONCLUSIONES
6.1. CONCLUSIONES 125
6.2. RECOMENDACIONES 126
GLOSARIO 128
BIBLIOGRAFIA 132
ANEXOS
ANEXO 1. PLANO GENERAL DEL TANQUE 135
ANEXO 2. FONDO DEL TANQUE 136
ANEXO 3. PUERTA DE LIMPIEZA 137
ANEXO 4. MANHOLE CUERPO 138
ANEXO 5. ESCALERA ESPIRAL 139
ANEXO 6. PLAN DE SOLDADURA 140

vii
ÍNDICE DE TABLAS
Tabla 1. Códigos de Construcción 6
Tabla 2. Códigos API relacionados con Tanques de Almacenamiento 12
Tabla 3. Secciones de la Norma API 650 13
Tabla 4. Apéndice de la Norma API 650. 14
Tabla 5. Interpretación del electrodo según el último dígito. 35
Tabla 6. Clasificación de los electrodos AWS. 37
Tabla 7. Resultados de los traslapes del fondo del Tanque. 63
Tabla 8. Desviaciones locales 111
viii
ÍNDICE DE FIGURAS
Figura 1. Procedimientos principales en el montaje estructural
y mecánico del tanque 55
Figura 2. Base de hormigón 57
Figura 3. Anillo de Concreto 57
Figura 4. Trazo del centro de la base de hormigón 58
Figura 5. Trazo del Perimetro 58
Figura 6. Secuencia y dirección en las que se realiza las
soldaduras del fondo 59
Figura 7. Colocación de las placas del piso 60
Figura 8. Verificación placas del piso 60
Figura 9. Traslape de 50 mm. 61
Figura 10. Tendido de placas del piso 61
Figura 11. Trazo del centro del Tanque 62
ix
Figura 12. Instalación de topes 62
Figura 13. Distribución de placas en el fondo del tanque 63
Figura 14. Traslape de 40 mm 64
Figura 15. Verificación colocación de laminas 64
Figura 16. Montaje del fondo 65
Figura 17. Corte del lugar de la puerta de limpieza 65
Figura 18. Soldadura en el perímetro del fondo 66
Figura 19. Soldadura traslapada aplanada sobre matriz 66
Figura 20. Traslape exterior 67
Figura 21. Unión triple (3 láminas) 68
Figura 22. Traslape interior 68
Figura 23. Aplicación de tintas penetrantes en juntas radiales
de fondo en área de encuentro cuerpo-fondo 69
Figura 24. Distribución de láminas del cuerpo 70
x
Figura 25. Soldadura de cuatro cuadrantes en las laminas 71
Figura 26. Chicagos 72
Figura 27. Alineación vertical con chicagos 72
Figura 28. Preparación de laminas 73
Figura 29. Alineación de láminas para el montaje 73
Figura 30. Montaje de la puerta de limpieza 75
Figura 31. Vista panorámica del montaje de la puerta de limpieza 75
Figura 32. Instalación de topes para el montaje de laminas del
primer anillo 76
Figura 33. Montaje de la primera lamina 76
Figura 34. Instalación de cuadrantes en la puerta de limpieza
y en la primera lamina 77
Figura 35. Alineación vertical de las láminas del primer anillo 77
Figura 36. Montaje laminas primer anillo 78
xi
Figura 37. Alineación de láminas primer anillo 78
Figura 38. Corte para instalar sumidero 79
Figura 39. Colocación del sumidero 79
Figura 40. Instalación del sumidero 80
Figura 41. Soldadura del sumidero 80
Figura 42. Espaciadores 81
Figura 43. Alineación horizontal 82
Figura 44. Alineación de láminas con chicagos 82
Figura 45. Colocación de anillos 83
Figura 46. Soldadura de la junta horizontal externa 84
Figura 47. Soldadura de la primera horizontal interna 84
Figura 48. Montaje del tercer anillo 85
Figura 49. Punteo de horizontal tercer anillo 85
xii
Figura 50. Montaje del cuarto anillo 86
Figura 51. Alineación de láminas cuarto anillo 86
Figura 52. Soldadura de junta vertical externa del cuerpo 87
Figura 53. Control de soldadura costura vertical (PEAKING) 87
Figura 54. Limpieza soldadura vertical interna del cuerpo 88
Figura 55. Soldadura horizontal 89
Figura 56. Soldadura costura horizontal interna del cuerpo 89
Figura 57. Alineación de lamina costura horizontal (BANDING) 90
Figura 58. Prueba de diesel 91
Figura 59. Instalación del ángulo de rigidez 92
Figura 60. Punteo ángulo de rigidez tercer anillo 92
Figura 61. Soldadura del ángulo de rigidez tercer anillo 93
Figura 62. Instalación del ángulo tope 93
xiii
Figura 63. Instalación de cartelas 94
Figura 64. Colocación de la columna central 95
Figura 65. Aseguramiento de la columna central 95
Figura 66. Colocación de vigas 96
Figura 67. Colocación de pernos entre vigas y cartelas 96
Figura 68. Instalación de la Araña 97
Figura 69. Conformacion de la Araña 97
Figura 70. Conformado final de vigas 98
Figura 71. Ajuste de pernos 98
Figura 72. Colocación de la primera lamina del techo 100
Figura 73. Orientación de la primera lamina del techo 100
Figura 74. Colocación de láminas del techo 101
Figura 75. Alineación de láminas del techo por medio de chicagos 101
xiv
Figura 76. Acabado de Montaje del techo 102
Figura 77. Colocación de barandas en el techo 103
Figura 78. Montaje de Accesorios 103
Figura 79. Montaje de Escalera 104
Figura 80. Montaje de Accesorios 104
Figura 81. Acabado de montaje de accesorios 105
Figura 82. Trazado de orientación y ubicación de bocas 106
Figura 83. Verificación de elevación de bocas 106
Figura 84. Verificación de dimensiones y niveles 107
Figura 85. Colocación de topes para bocas 108
Figura 86. Colocación del Manhole en el Techo 109
Figura 87. Colocación de bocas en el Cuerpo 109
Figura 88. Colocación del Manhole en el Cuerpo 110

xv
Figura 89. Prueba de campana de vacío 119
Figura 90. Prueba Neumática 120
xvi
RESUMEN
El presente trabajo de titulación trata sobre el desarrollo del procedimiento
para el montaje estructural y mecánico de un tanque de almacenamiento en
el Bloque 7 Locación Oso B de PETROAMAZONAS-EP; el tanque tiene una
capacidad de 11.000 barriles.
En el primer capítulo (I) se define la estructuración del Plan de Tesis que
incluye los objetivos del trabajo de investigación, marco teórico, aplicación
de la norma API 650 y la metodología a utilizar para el desarrollo del mismo.
En el capítulo dos (II) se describe una pequeña historia de los tanques de
almacenamiento, se definen los tipos de tanques, materiales que se utilizan
para el montaje de tanques y los elementos que conforman un tanque.
Seguidamente en el capítulo tres (III), se aborda generalidades de lo que es
la soldadura, normas de aplicación, clasificación de electrodos, soldadura en
tanques de almacenamiento, restricciones, calificación de procedimientos.
En el capítulo cuatro (IV) se describe el proceso del montaje estructural y
mecánico del tanque de almacenamiento con fotografías que indican el paso
a paso del procedimiento.
En el capítulo cinco (V) se describe las pruebas que se deben realizar para
la liberación y entrega del tanque.
Y finalmente el capítulo seis (VI), en el cual en base al análisis realizado se
determinan las conclusiones y se proponen recomendaciones para ser
implementadas en el montaje del tanque de almacenamiento.
xvii
ASTRACT
The present work of titling deals with the development of the procedure for
the structural and mechanical mounting of a storage tank in the Block 7
Location B Bear PETROAMAZONAS-EP; the tank has a capacity of 11,000
barrels.
In the first chapter (I) the structure of the Thesis Plan that includes the
objectives of the research, theoretical framework, implementation of the API
650 standard and the methodology used for its development is defined.
Chapter two (II) describes a brief history of storage tanks, defines the types
of tanks, materials which are used for tank Assembly and the elements that
make up a tank.
Then in chapter three (III), deals with an overview of what is welding,
application rules, classification of electrodes, welding tanks of storage,
restrictions, qualifications of procedures.
In chapter four (IV) the process of structural and mechanical assembly of the
storage tank with photographs that show the step by step procedure is
described.
In chapter five (V) tests to be performed for the release and delivery of the
tank is described.
And finally chapter six (VI), which based on the analysis are determined
conclusions and recommendations to be implemented in the storage tank
assembly is proposed.
1
CAPITULO 1. ESTRUCTURA DEL PLAN DE TESIS
1. ENUNCIADO DEL TEMA
“Desarrollo del procedimiento para el montaje estructural y mecánico de un
Tanque de Almacenamiento tipo techo fijo cónico con mástil central de
11.000 barriles bajo la norma API 650‖
1.1. INTRODUCCIÓN
La explotación del campo Oso B- 54 H bloque 7-provincia de Orellana,
ubicado al noroeste de la plataforma; inició los trabajos de perforación el 27
de abril del 2012, su puesta en producción se registró el 6 de junio de 2012.
Al momento, se tiene una producción estabilizada de 7,500 barriles diarios
de petróleo. El crudo producido en este pozo es de 24.6 grados API.
Cuenta con cuatro plataformas de producción y una de inyección de agua de
formación. Toda la producción del campo Oso llega a la estación Oso B y
desde allí se bombea a la Estación Gacela.
En estos momentos la compañía PETROAMAZONAS-EP se encuentra en el
proceso de perforación de pozos en las plataformas Oso A y Oso B, con el
propósito de incrementar la producción del Campo Oso. Esto a conllevado a
la necesidad de aumentar la capacidad de almacenamiento y tratamiento de
crudo en OSO CPF.
2
La infraestructura actual no garantiza un adecuado proceso de producción
por su limitada capacidad de almacenamiento; es necesario que se
incorporen nuevas facilidades de superficie que incluyan un tanque de
almacenamiento de techo fijo de 11.000 barriles de capacidad, lo cual
permitirá minimizar riesgos de contaminación ambiental por derrames de
crudo y pérdidas de producción por falta de capacidad instalada para
almacenamiento.
La necesidad de almacenar recursos energéticos para controlar, transportar
y distribuir es evidente en la medida en que se desea asegurar un
abastecimiento abundante y seguro, para mejorar la producción y así,
disminuir también la afectación al medio ambiente.
El almacenamiento proporciona a la industria una mejor planificación en las
diferentes operaciones que se realizan tales como: distribución, reservas,
inventarios, transporte, tratamiento, refinación, etc., con mayor exigencia y
bajo normas específicas en la industria petrolera, que requiere de recipientes
con características particulares para almacenar una gran variedad de
productos como son: crudo, gas licuado de petróleo, propano, butano,
solventes, agua, gasolina, etc.
El almacenamiento de líquidos combustibles tales como petróleo, fuel oíl,
diésel, kerosene y otros derivados petroquímicos considerados como
productos limpios que se pueden conservar a presión atmosférica y
temperatura ambiente, se realiza normalmente en tanques cilíndricos de
fondo plano, techo fijo, o flotante, a fin de evitar la acumulación de gases
inflamables dentro de los mismos.
El presente trabajo pretende generar un manual, que permita entender el
procedimiento correcto para el montaje de tanques de almacenamiento
basadas en los siguientes códigos:
3
• API 650 Norma de construcción de tanques atmosféricos y compresiones
de gas de hasta 2.5 psi.
Las normas API son establecidas siempre para tratar problemas de
naturaleza general, son revisadas, modificadas, reafirmadas o eliminadas al
menos cada 5 años.
Los estándares API son publicados para facilitar una amplia aplicación de
buenas prácticas comprobadas de ingeniería y operación. Estos estándares
no tienen la intensión de obviar la necesidad de la aplicación de los criterios
de la buena ingeniería.
Para la construcción de los tanques se emplean planchas de acero de
específicas composiciones, de distintos espesores conforme su posición
relativa en la estructura del tanque. Estas planchas se sueldan entre sí de
acuerdo a normas de construcción que garantizan la integridad y posterior
funcionamiento del almacenamiento.
Los tanques atmosféricos soldados están diseñados para soportar presiones
internas de máximo 18 KPa o 2,5 psi y se han construido hasta de 700.000
barriles de capacidad en el Ecuador.
1.2. UBICACIÓN
El proyecto ―Desarrollo del procedimiento para el montaje estructural y
mecánico de un Tanque de Almacenamiento tipo techo fijo cónico con mástil
central de 11.000 BLS bajo la norma API 650‖, se realizará en el bloque 7
locación Oso B de Petroamazonas-Ep que se encuentra ubicado en Puerto
Murialdo, cantón Loreto, Provincia de Orellana.
4
1.3. PROBLEMA
La infraestructura actual no garantiza un adecuado proceso de producción
por su limitada capacidad de almacenamiento, en estos momentos la compañía
PETROAMAZONAS-EP se encuentra en el proceso de perforación de pozos en las
plataformas Oso A y Oso B, con el propósito de incrementar la producción del
Campo Oso.
1.4. OBJETIVOS DE INVESTIGACIÓN
Objetivo General
Diseñar un procedimiento práctico para el Montaje de Tanques de techo fijo
cónico, aplicando la norma API 650, cumpliendo normas de seguridad y los
estándares de calidad, a fin de satisfacer los requerimientos en la Industria
Petrolera en PETROAMAZONAS-EP.
Objetivos Específicos
Establecer las actividades iniciales y durante el proceso para ejecutar el
montaje mecánico del tanque.
Desarrollar los parámetros de la norma API 650 a aplicarse en el
montaje.
Describir el proceso de aplicación e implementación del plan de
soldadura y terminado en el montaje de las paredes del tanque.

5
1.5. JUSTIFICACIÓN
En nuestro país la industria petrolera ha tenido un realce importante en los
últimos años por lo que se requiere de un aparato productivo que pueda
satisfacer las necesidades de almacenamiento a gran escala.
Con el aumento de la producción petrolera, surge la necesidad construir
tanques de almacenamiento con una operación confiable, eficiente y segura
durante su vida útil regidos por la norma API 650.
La industria petrolera, en su crecimiento como empresa tiene la necesidad
de implementar un manual eficiente para el montaje de tanques de
almacenamiento.
Por lo tanto, es fundamental el aporte que pueda brindar la universidad a la
industria petrolera mediante el desarrollo de proyectos afines al área.
1.6. MARCO TEÓRICO
1.6.1. NORMAS ESTÁNDARES Y CÓDIGOS A USARSE
En cada país, existe una entidad que regula las actividades de diseño y
construcción a través de la emisión de reglamentos como códigos,
estándares o normas. Dichos reglamentos están basados en estándares o
códigos reconocidos internacionalmente y que son adaptados de acuerdo al
grado de investigación o desarrollo tecnológico.
El código de construcción establece las reglas que interviene en todos los
aspectos que este considere necesario tratar (Diseño de elementos,
6
selección de materiales, tipo de juntas, pruebas y ensayos, inspecciones,
etc.), los cuales pueden tener otros documentos de referencia para su
aplicación o guía en temas específicos.
Estos códigos de construcción son desarrollados, revisados y editados por
instituciones u organismos como:ASME, AWS, API, NFPA, AISC entre otros
(USA.),
Los cuales combinan el conocimiento teórico con la experiencia lo que con el
tiempo ha permitido mejorar los diseños y métodos de construcción.
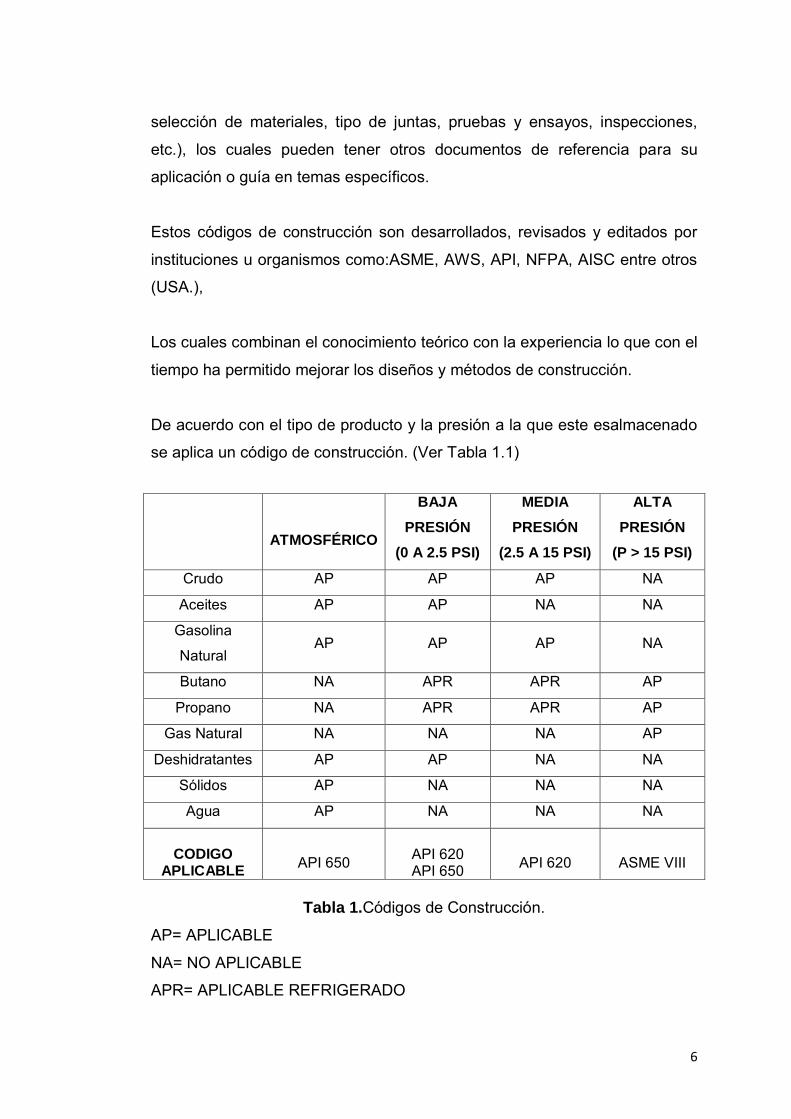
De acuerdo con el tipo de producto y la presión a la que este esalmacenado
se aplica un código de construcción. (Ver Tabla 1.1)
ATMOSFÉRICO
BAJA
PRESIÓN
(0 A 2.5 PSI)
MEDIA
PRESIÓN
(2.5 A 15 PSI)
ALTA
PRESIÓN
(P > 15 PSI)
Crudo AP AP AP NA
Aceites AP AP NA NA
Gasolina
Natural AP AP AP NA
Butano NA APR APR AP
Propano NA APR APR AP
Gas Natural NA NA NA AP
Deshidratantes AP AP NA NA
Sólidos AP NA NA NA
Agua AP NA NA NA
CODIGO
APLICABLE
API 650
API 620 API 650
API 620
ASME VIII
Tabla 1.Códigos de Construcción.
AP= APLICABLE
NA= NO APLICABLE
APR= APLICABLE REFRIGERADO
7
Como, en este caso particular, el tanque es atmosférico, el código a aplicar
es el API-650. Este estándar cubre requerimientos para materiales, diseño,
fabricación, montaje y pruebas de tanques soldados verticales cilíndricos, no
enterrados con extremo superior abierto o cerrado en varios tamaños y
capacidades para presiones internas aproximadas a la atmosférica (no
deben exceder el peso de las láminas del techo), pero se permiten presiones
internas más altas cuando se cumplen requerimientos adicionales.
Este estándar aplica para tanques en los cuales la totalidad del fondo del
tanque está soportado uniformemente y para tanques en servicio no
refrigerado que tienen una temperatura máxima de diseño de 90°C o menos.
El API-650 está diseñado para construir tanques con seguridad adecuada y
costos razonables para almacenamiento de petróleo y sus derivados y otros
productos líquidos comúnmente usados y almacenados por la industria. El
código no establece tamaños específicos de tanques, por el contrario, se
puede escoger cualquier tamaño que sea necesario.
Su intención es ayudar a los clientes y a los fabricantes a comprar, fabricar y
montar los tanques y no pretende prohibir la compra o fabricación de
tanques que cumplan con otras especificaciones.
Las reglas del código API-650 no son aplicables más allá de los siguientes
límites en las tuberías conectadas interna o externamente al techo, cuerpo o
fondo del tanque:
a. La cara de la primera brida en conexiones bridadas, excepto cuando
se suministren tapas o bridas ciegas.
b. La primera superficie de sello en accesorios o instrumentos.
c. La primera junta roscada en conexiones roscadas.
d. La primera junta circunferencial en conexiones soldadas, si no están
soldadas a una brida.
8
Debe quedar claro que el fabricante es el responsable del cumplimiento de
todos los requerimientos del código. La inspección por el Inspector del
Comprador no le quita al fabricante la obligación de suministrar el control de
calidad y la inspección necesarias para garantizar tal cumplimiento.
Los estándares, códigos, especificaciones y publicaciones citados en el
código API 650, se deben utilizar en su última edición publicada a menos
que se indique otra cosa en el código. La siguiente es una lista de los
principales códigos y estándares referenciados:
API
Spec 5L Especificación para tuberías de líneas.
STD 620 Diseño y construcción de tanques grandes, soldados,
de baja presión.
RP 651 Protección Catódica.
RP 652 Recubrimientos de los fondos de tanques.
STD 2000 Venteo de tanques de almacenamiento atmosféricos
Y de baja presión (No-refrigerados y refrigerados).
RP 2003 Protección contra las igniciones ocasionadas por rayos,
Y corrientes estáticas y parásitas.
Publ 2026 Ingreso/egreso seguro involucrado con techos flotantes
de tanques de almacenamiento en servicio con petróleo.
RP 2350 Protección de sobre-llenado para tanques de
almacenamiento en instalaciones petroleras.
9
AISC
Manual de construcción de acero. Diseño por esfuerzos
Admisibles ASD.
ASCE
STD 7 Cargas mínimas de diseño para edificios
y otras estructuras.
ASME
B1.20.1 Roscas en tuberías, propósito general (pulgadas).
B16.1 Bridas y accesorios bridados de tuberías, en
Fundición de hierro.
B16.5 Bridas y accesorios bridados de tuberías.
B16.47 Bridas de acero de gran diámetro: 26 NPS hasta 60
NPS.
B96.1 Tanques de almacenamiento soldados en aleación
de aluminio.
Código de calderas y recipientes a presión.
SECCIÓN V Ensayos no destructivos.
SECCIÓN VIII División 1 recipientes a presión.
SECCIÓN IX Calificación de soldaduras y ―brazing‖.
10
ASTM
Especificaciones de materiales y pruebas y ensayos de materiales.
AWS
A5.1 Especificación de electrodos revestidos de acero al
Carbono para soldadura de arco.
A5.5 Especificación de electrodos revestidos de acero de baja
Aleación para soldadura de arco.
D1.2 Código de estructuras soldadas – aluminio.
NFPA
11 Estándar para espuma de baja expansión.
30 Código de líquidos inflamables y combustibles.
Para el diseño y construcción del tanque para almacenar 10.000 BBL se
utilizaran las siguientes normas:
Consideraciones de Diseño: API 650 / AISC (ASD)
Selección de materiales: API 650
Selección de accesorios: API 650 / API 2000
Fabricación: API 650
Montaje: API 650
11
Prueba de tracción para metales: ASTM E8-ASTM E6/6M
Calificación de proceso de soldadura: ASME IX
Calificación de habilidad del soldador: ASME IX
Métodos de inspección de juntas: ASME V
Estándar de aceptación de juntas: ASME VIII
Esto no impide que se tomen otros estándares como referencia o guía
cuando el tema a tratar no este especificado en la norma.
1.6.2. APLICACIÓN DE LA NORMA API 650.
La Norma API 650, Americam Petroleum Institute, Welded Steel Tanks for
Oil Storage, traducido: Instituto Americano del Petróleo, Tanques de Acero
Soldados para Almacenamiento de Petróleo, reconocido por su uso
generalizado en todo el mundo y aceptado por todos los países dedicados a
esta industria, es aplicado en nuestro país por empresas constructoras
dedicadas al diseño y construcción de tanques para la industria petrolera.
Como las siglas de la Norma lo indican este es recopilado, publicado y
actualizado por el Instituto Americano del Petróleo, API (American Institute of
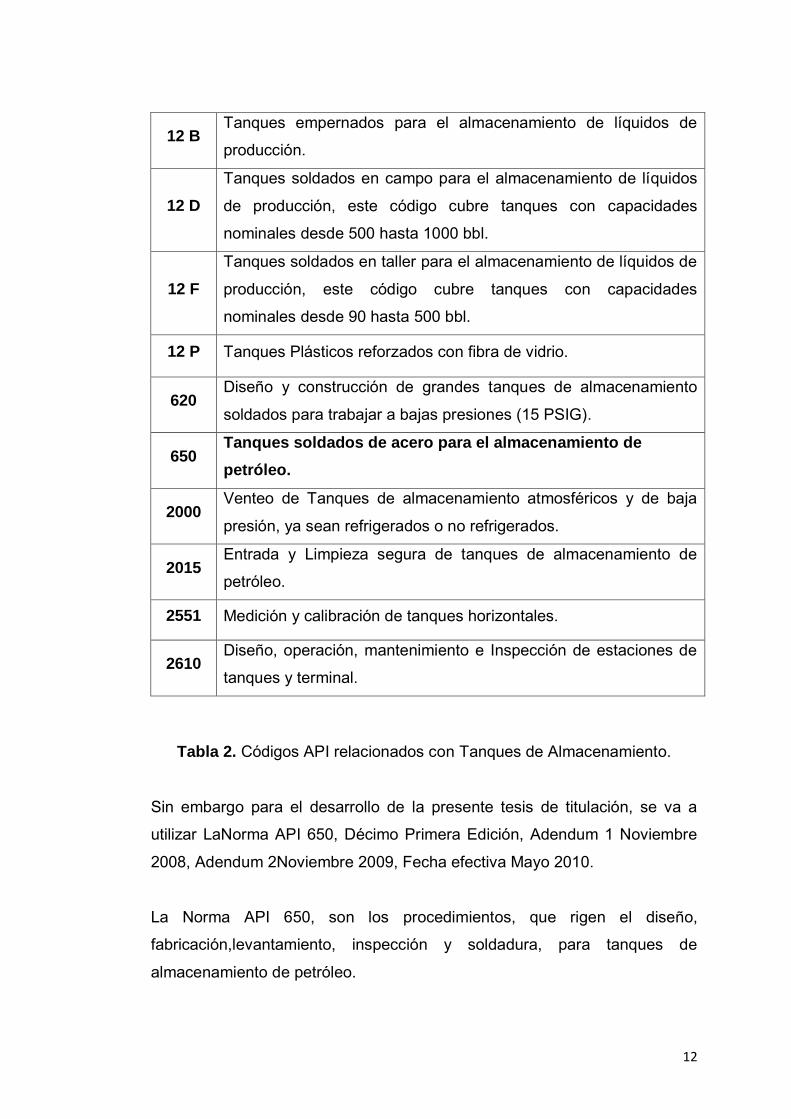
Petroleum), actualmente existen diez códigos desarrollados por el API
relacionados con tanques de almacenamiento.
12
12 B Tanques empernados para el almacenamiento de líquidos de
producción.
12 D
Tanques soldados en campo para el almacenamiento de líquidos
de producción, este código cubre tanques con capacidades
nominales desde 500 hasta 1000 bbl.
12 F
Tanques soldados en taller para el almacenamiento de líquidos de
producción, este código cubre tanques con capacidades
nominales desde 90 hasta 500 bbl.
12 P Tanques Plásticos reforzados con fibra de vidrio.
620 Diseño y construcción de grandes tanques de almacenamiento
soldados para trabajar a bajas presiones (15 PSIG).
650 Tanques soldados de acero para el almacenamiento de
petróleo.
2000 Venteo de Tanques de almacenamiento atmosféricos y de baja
presión, ya sean refrigerados o no refrigerados.
2015 Entrada y Limpieza segura de tanques de almacenamiento de
petróleo.
2551 Medición y calibración de tanques horizontales.
2610 Diseño, operación, mantenimiento e Inspección de estaciones de
tanques y terminal.
Tabla 2. Códigos API relacionados con Tanques de Almacenamiento.
Sin embargo para el desarrollo de la presente tesis de titulación, se va a
utilizar LaNorma API 650, Décimo Primera Edición, Adendum 1 Noviembre
2008, Adendum 2Noviembre 2009, Fecha efectiva Mayo 2010.
La Norma API 650, son los procedimientos, que rigen el diseño,
fabricación,levantamiento, inspección y soldadura, para tanques de
almacenamiento de petróleo.
13
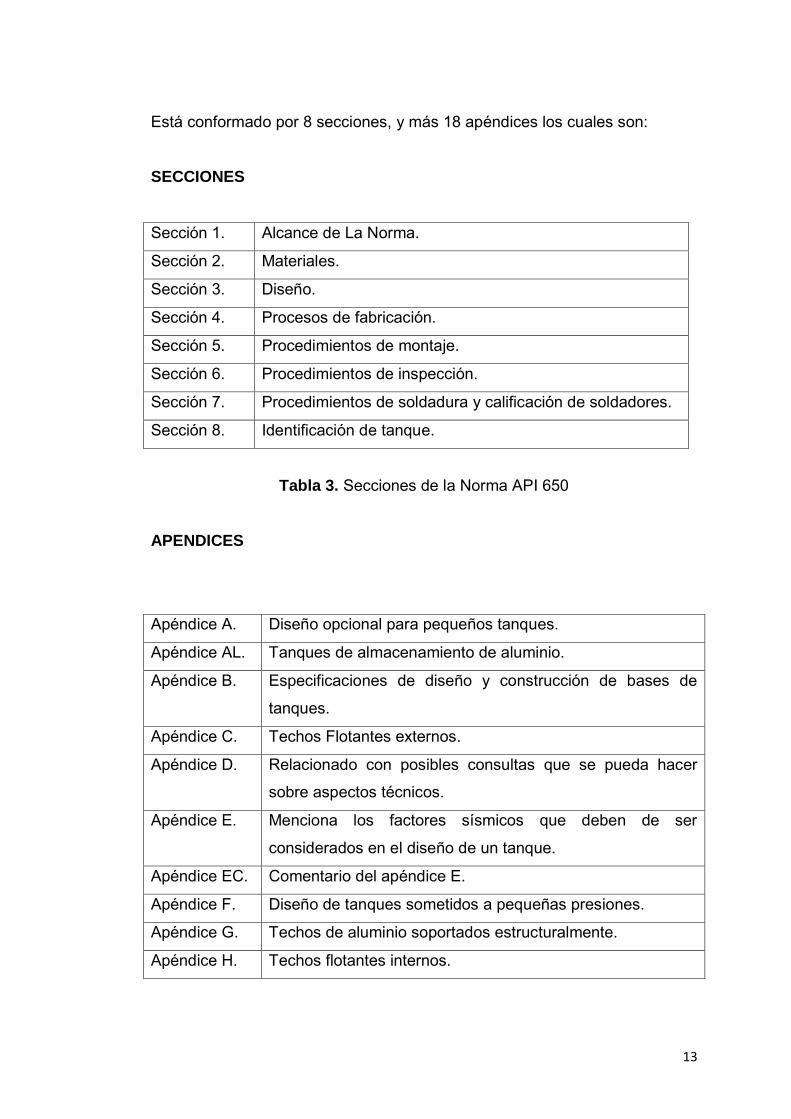
Está conformado por 8 secciones, y más 18 apéndices los cuales son:
SECCIONES
Sección 1. Alcance de La Norma.
Sección 2. Materiales.
Sección 3. Diseño.
Sección 4. Procesos de fabricación.
Sección 5. Procedimientos de montaje.
Sección 6. Procedimientos de inspección.
Sección 7. Procedimientos de soldadura y calificación de soldadores.
Sección 8. Identificación de tanque.
Tabla 3. Secciones de la Norma API 650
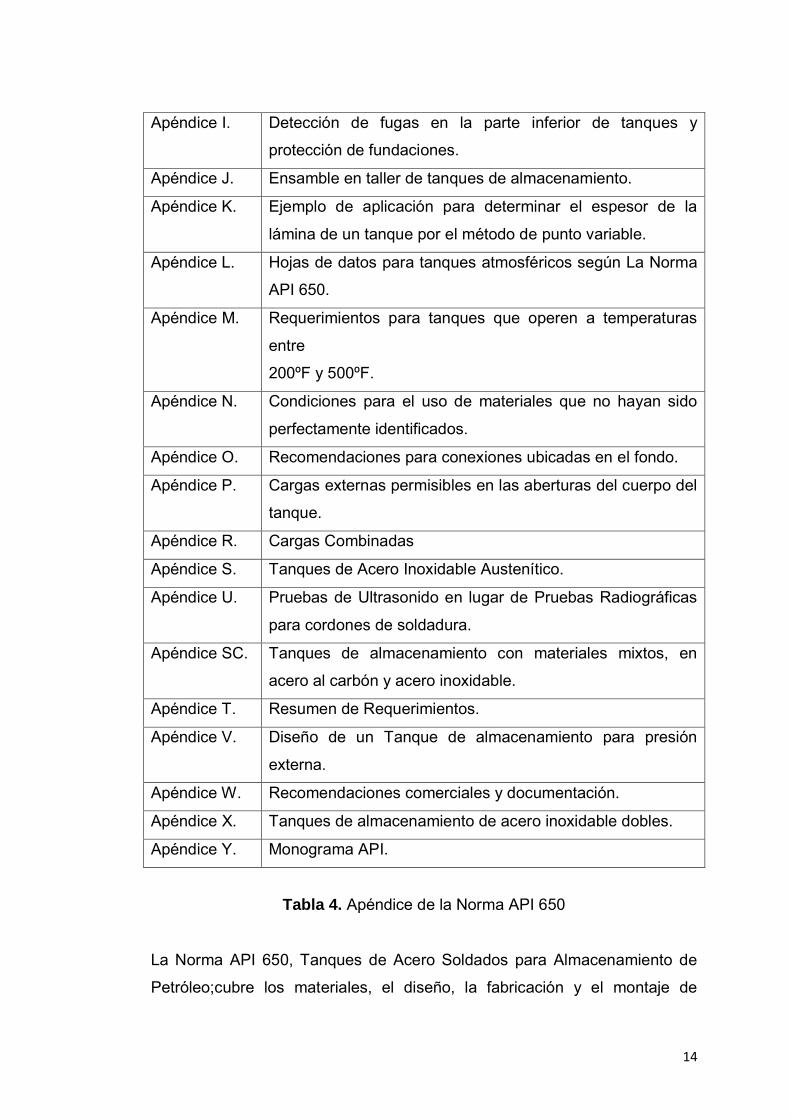
APENDICES
Apéndice A. Diseño opcional para pequeños tanques.
Apéndice AL. Tanques de almacenamiento de aluminio.
Apéndice B. Especificaciones de diseño y construcción de bases de
tanques.
Apéndice C. Techos Flotantes externos.
Apéndice D. Relacionado con posibles consultas que se pueda hacer
sobre aspectos técnicos.
Apéndice E. Menciona los factores sísmicos que deben de ser
considerados en el diseño de un tanque.
Apéndice EC. Comentario del apéndice E.
Apéndice F. Diseño de tanques sometidos a pequeñas presiones.
Apéndice G. Techos de aluminio soportados estructuralmente.
Apéndice H. Techos flotantes internos.
14
Apéndice I. Detección de fugas en la parte inferior de tanques y
protección de fundaciones.
Apéndice J. Ensamble en taller de tanques de almacenamiento.
Apéndice K. Ejemplo de aplicación para determinar el espesor de la
lámina de un tanque por el método de punto variable.
Apéndice L. Hojas de datos para tanques atmosféricos según La Norma
API 650.
Apéndice M. Requerimientos para tanques que operen a temperaturas
entre
200ºF y 500ºF.
Apéndice N. Condiciones para el uso de materiales que no hayan sido
perfectamente identificados.
Apéndice O. Recomendaciones para conexiones ubicadas en el fondo.
Apéndice P. Cargas externas permisibles en las aberturas del cuerpo del
tanque.
Apéndice R. Cargas Combinadas
Apéndice S. Tanques de Acero Inoxidable Austenítico.
Apéndice U. Pruebas de Ultrasonido en lugar de Pruebas Radiográficas
para cordones de soldadura.
Apéndice SC. Tanques de almacenamiento con materiales mixtos, en
acero al carbón y acero inoxidable.
Apéndice T. Resumen de Requerimientos.
Apéndice V. Diseño de un Tanque de almacenamiento para presión
externa.
Apéndice W. Recomendaciones comerciales y documentación.
Apéndice X. Tanques de almacenamiento de acero inoxidable dobles.
Apéndice Y. Monograma API.
Tabla 4. Apéndice de la Norma API 650
La Norma API 650, Tanques de Acero Soldados para Almacenamiento de
Petróleo;cubre los materiales, el diseño, la fabricación y el montaje de

15
tanques de aceroverticales, de techo abierto o cerrado con fondo
uniformemente soportado.
Los puntos que desarrolla esta norma, rigen para el diseño de tanques
atmosféricosbajo ciertas condiciones:
La presión de diseño es aproximadamente la presión atmosférica
equivalente a 1atm, o 101,3 Kpa o 14,7 psi, con un alcance de una presión
interna de hasta 18 KPa.o 2.6 psi.
La temperatura de operación máxima del tanque es de 93 ºC (200 ºF). Sin
embargo el Apéndice M provee requerimientos para tanques que operen a
una temperatura de diseño mayor a 93 ºC, pero que no excedan los 260 ºC
(500º F).
El tanque que se diseñará, operará con una presión interna menor a 18 KPa
(2.6 psi) y con una temperatura máxima de 93º C. (200 ºF), como se indica
en el apéndice 1.1.19 del API 650.
De esta manera La Norma API 650, proporciona tanques seguros y de
razonable costo para el cliente, cumpliendo con las necesidades de acuerdo
a sus especificaciones.
A pesar de que esta Norma ha sido utilizada como una fuente muy confiable
para el diseño de tanques, claramente señala que los tanques diseñados
deben cumplir con ciertos aspectos mínimos y deja a criterio del diseñador la
ingeniería de detalle del mismo.
Es por este motivo que el ―know-how‖ aplicado por las empresas
constructoras, es celosamente cuidado, explicación para que no exista
información suficiente disponible para el diseño de estos tanques.
16
El código de la norma API 650 está basado en el conocimiento y la
experiencia acumulada de fabricantes y usuarios de tanques de
almacenamiento de petróleo soldados, de varios tamaños y capacidades,
con una presión manométrica interna que no exceda de 2.5 psi.
La intención de la norma es servir como una especificación de compra para
tanques en la industria petrolera.
El comprador o usuario deberá especificar ciertos requisitos básicos para la
compra y podrá modificar, eliminar o ampliar los requerimientos del código,
pero no podrá exigir certificación de que se cumplieron los requisitos de la
norma, a menos que se hayan cumplido los requisitos mínimos o que no se
hayan excedido sus limitaciones, es decir que las reglas de diseño
establecidas en el código son requerimientos mínimos, se pueden
especificar reglas más restrictivas por el cliente o ser dadas por el fabricante,
cuando han sido acordadas previamente entre el comprador y el fabricante.
El código no aprueba, recomienda o respalda ningún diseño en específico y
tampoco limita el método de diseño o fabricación.
Las ediciones, adendas o revisiones al código se pueden utilizar desde la
fecha de publicación mostrada en la carátula de las mismas, pero serán
obligatorios seis meses después de esta misma fecha de publicación.
Durante este período de seis meses, el comprador deberá especificar cual
será la edición adenda o revisión aplicable para el contrato.
El código trae especificaciones en unidades del sistema común de unidades
de Estados Unidos (US customary) y estándares norteamericanos además
de unidades del sistema internacional de medidas (SI sistema métrico) y
estándares ISO aplicables, cuando se presenten conflictos entre las
unidades, mandará el sistema US customary.
17
El contenido de poscódigos de la norma API 650 son los siguientes:
1. ALCANCE.
2. MATERIALES.
3. DISEÑO.
4. FABRICACIÓN.
5. MONTAJE Y ENSAMBLAJE.
6. METODOS DE INSPECCIÓN DE LAS JUNTAS.
7. MARCO FINAL.
8. APÉNDICES.
1.7. METODOLOGÍA
1.7.1. ALCANCE
La presente investigación se realizará basándose en estudios bibliográficos
e investigativos.
1.7.2. HERRAMIENTAS / TÉCNICAS
• Técnicas:
Visitas y trabajo de Campo
• Instrumentos:
Consulta a expertos
Revisión de archivos
Revisión de documentos
Revisión de literatura
Internet.
18
1.7.3. MÉTODOS.
Durante el estudio se utilizará los siguientes métodos de investigación:
• Método General:
Método Síntesis
• Método Específico:
Método Explicativo
• Modalidad:
Descriptiva
1.8. TÉCNICAS DE INVESTIGACIÓN
Las técnicas a emplearse en el presente trabajo de investigación serán
descriptivas y practicas así:
1.8.1. REVISIÓN DE LITERATURA RELACIONADA.
Se relacionará la información literaria con las experiencias de campo para
poder determinar las mejores técnicas de montaje, consideraciones, normas,
códigos y procedimientos aplicables.
19
1.8.2. VISITAS Y TRABAJO DE CAMPO.
Se consultará y ejecutará el procedimiento para el montaje estructural y
mecánico del tanque de almacenamiento de 11.000 barriles en la plataforma
de Oso B con ayuda de expertos de la empresa Acero de los Andes,
personal de fiscalización de PETROAMAZONAS-EP para concluir con un
trabajo de calidad.
Las visitas de campo se realizaran cada 15 días para ir constatando los
avances del proyecto.
20
CAPITULO 2. GENERALIDADES.
2.1. HISTORIA DE LOS TANQUES DE ALMACENAMIENTO
Durante el nacimiento de la Industria Petrolera, se presenta una primera
etapa en la que el crudo extraído de los yacimientos era almacenado en
depósitos tipo piscina, que presentaron problemas como: evaporación de
productos livianos, contaminación del crudo por agua y elementos sólidos, y
los eminentes peligros de incendios.
Esto llevó a la modernización de los sistemas de almacenamiento, que en
una segunda etapa, fue dominada por la utilización de la madera como
elemento base para la construcción de recipientes almacenadores (tanques).
La construcción de este tipo de tanques no presentó problemas mayores por
la facilidad de manipulación de este elemento con herramientas simples.
Pero al igual que la primera etapa del almacenamiento, tuvo problemas, en
menor intensidad pero que se reflejaban en las ventas del producto, este
problema se origino porque la madera no daba una hermeticidad total al
tanque y se producían fugas por las uniones de las placas de madera, así
como la evaporación de productos mas volátiles y esto a su vez generaba la
posibilidad de incendios.
Mientras la Industria Petrolera buscaba la solución a estos problemas en el
almacenamiento, paralelamente la Industria Metalúrgica comenzó sus pasos
21
con la industrialización del acero creando las láminas de este material en
diferentes formas y tamaños, naciendo así una tercera etapa, que controlo la
construcción de tanques de almacenamiento para la Industria del Petróleo,
estas láminas fueron utilizadas para la construcción de tanques de
almacenamiento de petróleo.
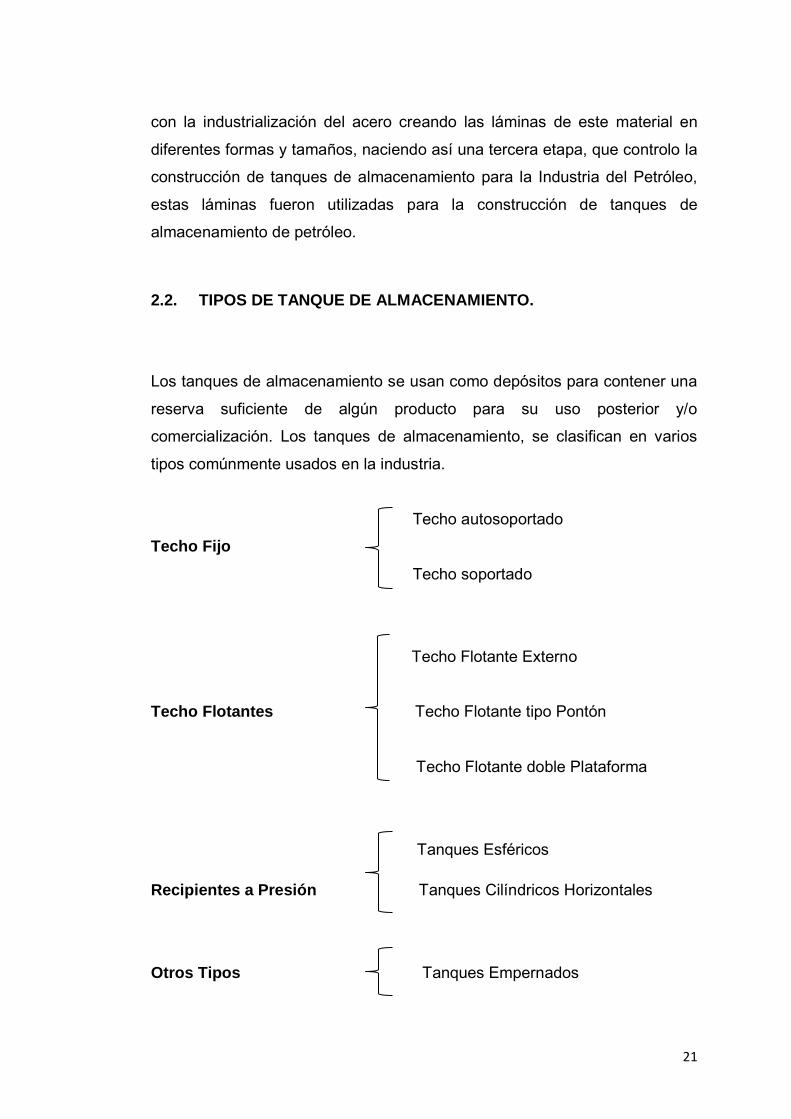
2.2. TIPOS DE TANQUE DE ALMACENAMIENTO.
Los tanques de almacenamiento se usan como depósitos para contener una
reserva suficiente de algún producto para su uso posterior y/o
comercialización. Los tanques de almacenamiento, se clasifican en varios
tipos comúnmente usados en la industria.
Techo autosoportado
Techo Fijo
Techo soportado
Techo Flotante Externo
Techo Flotantes Techo Flotante tipo Pontón
Techo Flotante doble Plataforma
Tanques Esféricos
Recipientes a Presión Tanques Cilíndricos Horizontales
Otros Tipos Tanques Empernados

22
2.2.1. TANQUE DE ALMACENAMIENTO TECHO FIJO.
Los tanques de techo fijo se diseñan típicamente para presiones internas
bajas, se emplean para contener productos no volátiles o de bajo contenido
de ligeros (no inflamables) como son: agua, diésel, asfalto, petróleo crudo,
etc.
Son diseñados en conformidad con La Norma API 650 con presiones
menores a 2.5 psi. Estos en su mayoría tienen techo cónico, el cual puede
ser soportado por una estructura interna, o puede ser auto soportado por las
propias paredes del tanque.
La clara desventaja de este tipo de techos es la pérdida permanente de
vapores por los venteos, cuando un producto volátil se almacena en un
tanque de techo fijo libremente ventilado, la concentración de vapores
volátiles en el espacio de vapor variará dependiendo de las condiciones de
presión y temperatura en las que opera el tanque con las consecuentes
pérdidas de producto.
Este efecto se produce por la ―respiración‖ del tanque la cual consiste en que
al momento que se llena el tanque, el vapor sobre él líquido se desplaza a la
atmósfera, así mismo cuando el tanque se vacía entra aire al tanque y se
origina una evaporación posterior.
Los venteos libres (conocidos también como cuellos de ganso) permiten la
emisión de vapores, logrando que el interior se mantenga aproximadamente
a la presión atmosférica, pero las pérdidas por la respiración del tanque son
inevitables. Se dispone además de venteos de presión de vacío que evitan
una sobrepresión o un vacío en el interior del tanque. Estos dos accesorios
son montados sobre el techo suministrando una suficiente capacidad de
venteo, protegiendo al tanque de daños por efectos de variación de presión.
23
2.2.2. TANQUE DE ALMACENAMIENTO TECHO FLOTANTE.
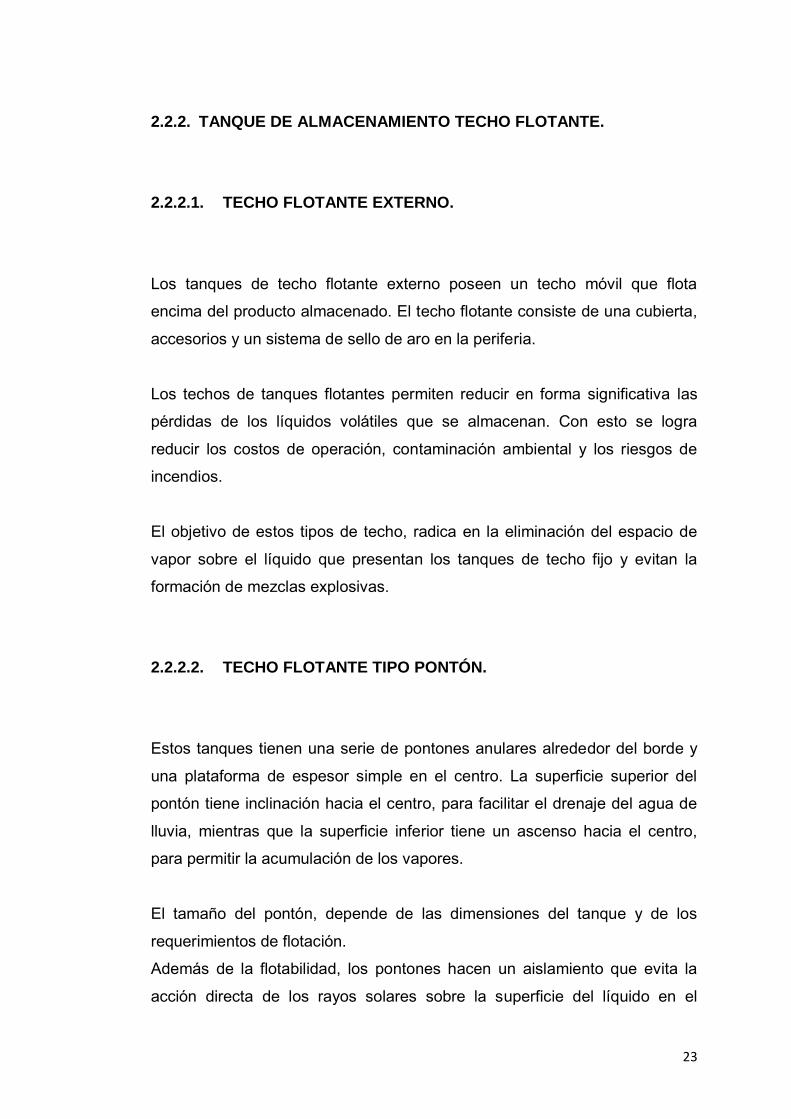
2.2.2.1. TECHO FLOTANTE EXTERNO.
Los tanques de techo flotante externo poseen un techo móvil que flota
encima del producto almacenado. El techo flotante consiste de una cubierta,
accesorios y un sistema de sello de aro en la periferia.
Los techos de tanques flotantes permiten reducir en forma significativa las
pérdidas de los líquidos volátiles que se almacenan. Con esto se logra
reducir los costos de operación, contaminación ambiental y los riesgos de
incendios.
El objetivo de estos tipos de techo, radica en la eliminación del espacio de
vapor sobre el líquido que presentan los tanques de techo fijo y evitan la
formación de mezclas explosivas.
2.2.2.2. TECHO FLOTANTE TIPO PONTÓN.
Estos tanques tienen una serie de pontones anulares alrededor del borde y
una plataforma de espesor simple en el centro. La superficie superior del
pontón tiene inclinación hacia el centro, para facilitar el drenaje del agua de
lluvia, mientras que la superficie inferior tiene un ascenso hacia el centro,
para permitir la acumulación de los vapores.
El tamaño del pontón, depende de las dimensiones del tanque y de los
requerimientos de flotación.
Además de la flotabilidad, los pontones hacen un aislamiento que evita la
acción directa de los rayos solares sobre la superficie del líquido en el

24
espacio anular. La plataforma de espesor simple, deja un espacio libre con la
superficie del líquido para acumular los vapores que se forman. Estos
vapores forman un colchón aislante que se licúan cuando la temperatura
decrece. Los vapores condensados entran a la fase líquida.
Los pontones están seccionados de tal modo que el techo no se hundiría si
se produjera una rotura en la plataforma central o en otro de los pontones.
Estos techos permiten una excelente protección contra incendios, así como
contra la corrosión.
2.2.2.3. TECHO FLOTANTE DE DOBLE PLATAFORMA.
Estos tipos de tanques tienen dos plataformas completas que flotan sobre la
superficie del líquido. Aunque estos diseños de tanques fueron los primeros
en construirse, recién a mediados de 1940 se empezaron a construir los
tanques de alta capacidad.
La plataforma superior presenta una inclinación hacia en centro del tanque
con el fin de permitir el drenaje de las aguas de lluvias hacia el sistema
primario de drenaje y al de emergencia que dispone el tanque.
Este tipo de techo, fue utilizado en épocas pasadas, ya que poseen dos
láminas entre las cuales existe un espacio lleno de aire que produce un
aislamiento efectivo entre la superficie total del líquido y el techo, lo que
permite almacenar líquidos de alta volatilidad.
La plataforma superior, que obviamente se encuentra sobre la superficie del
líquido, impide que el contenido del tanque llegue al techo del mismo bajo
ninguna circunstancia.
25
2.2.3. RECIPIENTES A PRESIÓN.
2.2.3.1. TANQUES DE ALMACENAMIENTO ESFÉRICOS.
Los tanques de almacenamiento esféricos son principalmente usados para
almacenamiento de productos ligeros como propano, butano, GLP, su forma
facilita que soporten presiones sobre los 25 psi.
2.2.3.2. TANQUES DE ALMACENAMIENTO CILÍNDRICOS
HORIZONTALES.
Posee un armazón cilíndrico son esferoides (casquetes) la presión de trabajo
puede ser desde 15 Psig a 1000 Psig o mayor. Algunos de estos tanques
tiene cabeza plana o hemisférica.
2.2.4. OTROS TIPOS.
2.2.4.1. TANQUES DE ALMACENAMIENTO EMPERNADOS.
Son diseñados y acondicionados como elementos segmentados los cuales
son montados en localidades para poder proporcionar un alineamiento
vertical, encima del terreno, cierre y apertura de la parte superior de los
tanques. Los tanques empernados API estandarizados están disponibles en
capacidad nominal de 100 a 10000 BLS, diseñados a presión atmosférica.
Estos tanques ofrecen la ventaja de ser fácilmente transportados en
cualquier localidad y levantados manualmente.
26
2.3. MATERIALES QUE SE EMPLEAN.
2.3.1. MATERIALES A EMPLEAR EN TANQUES DE ALMACENAMIENTO
BAJO NORMA API 650.
Es importante seleccionar el material adecuado dentro de la variedad de
aceros que existen en el mercado, por lo que a continuación listamos los
materiales más usados con su aplicación.
A-36.- Acero Estructural.
Sólo para espesores de planchas iguales o menores a 40 mm. (1 1/2 pulg.).
Este material es aceptable y usado también, en los perfiles para de los
elementos estructurales del tanque.
A-131.- Acero Estructural.
Grado A para espesor menor o igual a 12.7 mm (1/2 pulg.).
Grado B para espesor menor o igual a 25.4 mm. (1 pulg.).
Grado C para espesores iguales o menores a 38 mm. (1-1/2 pulg.).
Grado EH36 para espesores iguales o menores a 44.5 mm. (1-3/4 pulg.).
A-283.- Placas de Acero al Carbón con Medio y Bajo Esfuerzo a la
Tensión.
Grado C Para espesores iguales o menores a 25.4 mm. (1 pulg.). Este
material es el más general, porque se puede emplear tanto para perfiles
estructurales como para la pared, techo, fondo y accesorios del tanque.
27
A-285.- Placa de Acero al Carbón Con Medio y Bajo Esfuerzo a la
Tensión.
Grado C Para espesores iguales o menores de 25.4 mm. (1 plg). Es el
material recomendable para la construcción del tanque (cuerpo, fondo, techo
y accesorios principales), el cual no es recomendable para elementos
estructurales debido a que tiene un costo relativamente alto comparado con
los anteriores.
A-516.- Placa De Acero Al Carbón Para Temperaturas De Servicio
Moderado.
Grados 55, 60, 65 y 70. Para espesores iguales o menores a 38mm. (1-1/2
plg.). Este material es de alta calidad y, consecuentemente, de un costo
elevado, por lo que se recomienda su uso en casos en que se requiera de un
esfuerzo a la tensión alta, que justifique el costo.
A- 53.- Grados A Y B. Para tubería en general.
A-106.-Grados A Y B. Tubos de acero al carbón sin costura para
servicios de alta temperatura.
En el mercado nacional, es fácil la adquisición de cualquiera de estos dos
materiales, por lo que puede usarse indistintamente, ya que ambos cumplen
satisfactoriamente con los requerimientos exigidos por el estándar y la
diferencia no es significativa en sus propiedades y costos.
A-105.- Forja de Acero al Carbón para Accesorios de Acoplamiento de
Tuberías.
A-181.- Forja De Acero Al Carbón Para Usos En General.
28
A-193.- Grado B7. Material para tornillos sometidos a alta temperatura y
de alta resistencia, menores a 64mm. (2-1/2 plg.), de diámetro.
A-194.- Grado 2H. Material para tuercas a alta temperatura y de alta
resistencia.
A-307.- Grado B. Material de tornillos y tuercas para usos generales.
Los materiales usados en la construcción de tanques deberán estar
conformes a las especificaciones nombradas, sujetos a las modificaciones y
limitaciones indicadas en la Norma API 650.
Cuando por condiciones de servicio se justifique el uso de mejores
materiales, se puede utilizar cualquier material de los indicados, quedando
sujetos a las limitaciones y modificaciones indicadas en esta Norma de
referencia.
2.4. ELEMENTOS QUE INTEGRAN LOS TANQUES.
Básicamente la mayoría de tanques están constituidos por los siguientes
elementos básicos enumerados a continuación. Sin embargo, existen
tanques que poseen elementos especiales que van de acuerdo a la
aplicación y uso que se le vaya a dar al tanque.
Entre los elementos básicos que poseen los tanques tenemos:
Cuerpo
Fondo
Techo
Accesorios del tanque.
29
2.4.1. CUERPO.
El cuerpo o envolvente del tanque se forma con la unión de anillos hasta
lograr la altura requerida. Estos anillos se construyen, soldando láminas
roladas formando el perímetro del tanque.
Es por esto, que el cuerpo es el componente más grande y crítico de los
tanques, representando aproximadamente el 70% de la construcción.
2.4.2. FONDO.
El fondo de los tanques de almacenamiento cilíndricos verticales son
generalmente fabricados de placas de acero con un espesor menor al usado
en el cuerpo.
Esto es posible para el fondo, porque se encuentra soportado por una base
de concreto, arena o asfalto, los cuales soportarán el peso de la columna del
producto; además, la función del fondo es lograr la hermeticidad para que el
producto no se filtre por la base.
2.4.3. TECHO.
Es la parte que cubre el tanque y su construcción depende del tipo de
tanque. A diferencia del cuerpo y del fondo esta parte del tanque es
diseñada de manera específica dependiendo de la aplicación del tanque.
30
2.4.4. ACCESORIOS EN TANQUES DE ALMACENAMIENTO.
Un tanque de almacenamiento no solo consiste en las paredes, piso, techo,
y estructura para el techo, sino también de elementos que podrían ser
secundarios debido a que su costo en relación a las partes y estructura
indicadas anteriormente es inferior, pero que son de gran importancia ya que
estos accesorios ayudan a la funcionalidad y mantenimiento del tanque, así
se tiene, el llenado y vaciado del mismo, a través de la colocación de
boquillas, control de la presión interna a través de las boquillas para el
montaje de cuellos de ganso o bocas de venteo, inspecciónvisual en el
interior del tanque para detectar averías con la colocación de manholes en el
cuerpo y techo del tanque, el ingreso de equipos y herramientas para dar
mantenimiento mediante los accesos de limpieza o compuerta de desalojo
de sedimentos, agua o lodos que se precipitan en el interior del tanque lleno.
Los principales accesorios que se colocan para una completa y correcta
operación de un tanque son los siguientes:
Manhole del Cuerpo.- para inspección y acceso del personal.
Manhole del Techo.- para inspección y acceso del personal.
Boquillas de Entrada.- accesorio por donde ingresa el fluido a
almacenarse.
Boquillas de Salida.- accesorio por donde sale el fluido de producción
Puertas de limpieza a nivel del piso (lápidas).- accesorio por donde se
realiza la extracción de sustancias residuales (residuo de petróleo sólido), y
cualquier suciedad, escoria, o basura.
31
Sumidero o Tina de lodos.- Accesorio por donde se vaciará, los residuos
de agua y lodos que no pueden ser desalojados por la descarga. Se
encuentra en el fondo del tanque.
Plataformas, y escaleras.- accesorios que permiten subir hasta el techo del
tanque para realizar inspecciones.
32
CAPITULO 3. SOLDADURA
3.1. GENERALIDADES
La mayoría de los electrodos para soldadura por arco se clasifican a partir
de las propiedades del metal de aporte, que fueron clasificadas y
estudiado por un comité asociado a la American Welding Society (A.W.S)
y a la American Society Mechanical Engineers (ASME).
Las características mecánicas de los aceros dependen en gran medida
del tipo de aleación incorporada durante su fabricación. Por tanto, los
electrodos de material de aporte empleados para soldadura se deberán
seleccionar en función de la composición química del acero que se vaya a
soldar.
Las diferentes características de operación de entre los electrodos
existentes en el mercado son atribuidas al revestimiento que cubre al
alambre del electrodo. Por otro lado, este alambre es generalmente del
mismo tipo, acero al carbón AISI 1010 que tiene un porcentaje de carbono
de 0.08-0.12C% para la serie de electrodos más comunes.
Por lo general los aceros se clasifican de acuerdo con su contenido de
carbono, esto es, acero de bajo, mediano y alto contenido en carbono.
3.2. NORMAS DE APLICACIÓN.
La A W.S. y la A.S.M.E. son las máximas autoridades en el mundo de la
soldadura que dictan las normas de clasificación de los electrodos para
soldadura eléctrica que son más reconocidas internacionalmente.
33
En este plan de titulación se van a exponer los distintos criterios existentes
para la clasificación de los electrodos, según la composición de los aceros a
soldar y del tipo de proceso elegido.
3.3. CLASIFICACIÓN DE ELETRODOS PARA ACEROS AL CARBONO.
La especificación AWS A5.1, que se refiere a los electrodos para soldadura
de aceros al carbono, trabaja con la siguiente designación para electrodos
revestidos:
E XXYZ - 1 HZR
donde,
E, indica que se trata de un electrodo para soldadura eléctrica manual;
XX, son dos dígitos (ó tres si se trata de un número de electrodo de cinco
dígitos) que designan la mínima resistencia a la tracción, sin tratamiento
térmico post soldadura, del metal depositado, en Ksi (Kilo libras/pulgada2,
como se indican en los ejemplos siguientes:
E 60XX ... 62000 lbs/pulg2 mínimo (62 Ksi)
E 70XX ... 70000 lbs/pulg2 mínimo (70 Ksi)
E110XX ... 110000 lbs/pulg2 mínimo (110 Ksi)
Y, el tercer dígito indica la posición en la que se puede soldar
satisfactoriamente con el electrodo en cuestión.
Así si vale 1 (por ejemplo, E6011) significa que el electrodo es apto para
soldar en todas posiciones (plana, vertical, techo y horizontal), 2 si sólo es
34
aplicable para posiciones planas y horizontal; y si vale 4 (por ejemplo E
7048) indica que el electrodo es conveniente para posición plana, pero
especialmente apto para vertical descendente.
Z, el último dígito, que está íntimamente relacionado con el anterior, es
indicativo del tipo de corriente eléctrica y polaridad en la que mejor trabaja
el electrodo, e identifica a su vez el tipo de revestimiento, el que es
calificado según el mayor porcentaje de materia prima contenida en el
revestimiento.
Por ejemplo, el electrodo E 6010 tiene un alto contenido de celulosa en el
revestimiento, aproximadamente un 30% o más, por ello a este electrodo
se le califica como un electrodo tipo celulósico.
Por otro lado, los códigos para designación que aparecen después del
guión son opcionales e indican lo siguiente:
1, designa que el electrodo (E 7016, E 7018 ó E 7024) cumple con los
requisitos de impacto mejorados E y de ductilidad mejorada en el caso E
7024;
HZ, indica que el electrodo cumple con los requisitos de la prueba de
hidrógeno difusible para niveles de "Z" de 4.8 ó 16 ml de H2 por 100gr de
metal depositado (solo para electrodos de bajo hidrógeno).
R, indica que el electrodo cumple los requisitos de la prueba de absorción
de humedad a 80°F y 80% de humedad relativa (sólo para electrodos de
bajo hidrógeno).

35
A continuación se adjunta una tabla interpretativa para el último dígito,
según la clasificación AWS de electrodos:
Última cifra Tipo de
corriente
Tipo de
Revestimiento Tipo de Arco Penetración
E XX10 CCPI Polaridad
inversa Orgánico
(1) Fuerte Profunda
(2)
E XX11
CA ó CCPI
Polaridad
inversa
Orgánico Fuerte Profunda
E XX12 CA ó CCPD
Polaridad directa Rutilo Mediano Mediana
E XX13 CA ó CC Ambas
polaridades Rutilo Suave Ligera
E XX14
CA ó CCPI
Polaridad
inversa
Rutilo Suave Ligera
E XX15 CCPI Polaridad
inversa Bajo Hidrógeno Mediano Mediana
E XX16
CA ó CCPI
Polaridad
inversa
Bajo Hidrógeno Mediano Mediana
E XX17 CCPI Polaridad
inversa Bajo Hidrógeno Suave Mediana
E XX18
CA ó CCPI
Polaridad
inversa
Bajo Hidrógeno Mediano Mediana
Tabla 5. Interpretación del electrodo según el último dígito
(1) E 6010: Orgánico; E 6020: Mineral; E 6020: CA y CC polaridad directa.
(2) E 6010: profunda; E 6020: Media.

36
3.4. MATERIALES PARA SOLDADURA.
En la norma API 650 se recomienda que la unión de materiales sea por
soldadura, las técnicas de soldadura son de fundamental importancia y los
procesos de soldadura deben ser tal que la fuerza y dureza sean
consistentes con el material de las placas a unirse.
Todas las soldaduras realizadas o superficies defectuosas reparadas deben
hacerse con electrodos de bajo hidrógeno que sean compatibles en
composición química, fuerza, y calidad con el material de la plancha.
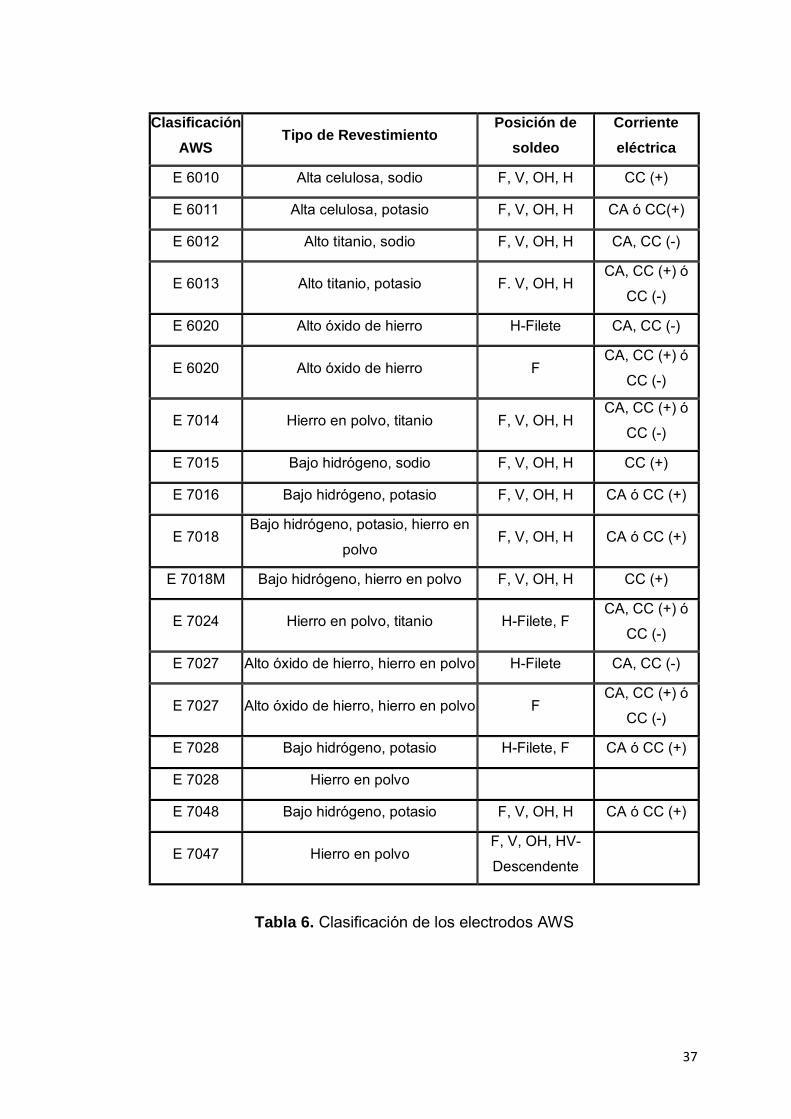
3.5. ELECTRODOS PARA SOLDADURA DE ARCO PROTEGIDO
(SMAW).
Para los materiales de soldadura con un esfuerzo mínimo a la tensión menor
de 550 MPa. (79771 lbs./pulg²), los electrodos para soldadura por arco
manual deben ser de acuerdo a la clasificación AWS serie E60 y E70 o
equivalente (convenientes para las características eléctricas, la posición de
la soldadura y otras condiciones de uso. Su selección debe ser de acuerdo
con el diseño del tanque. (Ver Tabla 7.)
Según las normas AWS las posiciones de soldeo son:
F: plana;
H: horizontal;
H-Filete: filete horizontal;
V-Descendente: vertical descendente;
V: vertical;
OH: techo ó sobrecabeza.
37
Clasificación
AWS Tipo de Revestimiento
Posición de
soldeo
Corriente
eléctrica
E 6010 Alta celulosa, sodio F, V, OH, H CC (+)
E 6011 Alta celulosa, potasio F, V, OH, H CA ó CC(+)
E 6012 Alto titanio, sodio F, V, OH, H CA, CC (-)
E 6013 Alto titanio, potasio F. V, OH, H CA, CC (+) ó
CC (-)
E 6020 Alto óxido de hierro H-Filete CA, CC (-)
E 6020 Alto óxido de hierro F CA, CC (+) ó
CC (-)
E 7014 Hierro en polvo, titanio F, V, OH, H CA, CC (+) ó
CC (-)
E 7015 Bajo hidrógeno, sodio F, V, OH, H CC (+)
E 7016 Bajo hidrógeno, potasio F, V, OH, H CA ó CC (+)
E 7018 Bajo hidrógeno, potasio, hierro en
polvo F, V, OH, H CA ó CC (+)
E 7018M Bajo hidrógeno, hierro en polvo F, V, OH, H CC (+)
E 7024 Hierro en polvo, titanio H-Filete, F CA, CC (+) ó
CC (-)
E 7027 Alto óxido de hierro, hierro en polvo H-Filete CA, CC (-)
E 7027 Alto óxido de hierro, hierro en polvo F CA, CC (+) ó
CC (-)
E 7028 Bajo hidrógeno, potasio H-Filete, F CA ó CC (+)
E 7028 Hierro en polvo
E 7048 Bajo hidrógeno, potasio F, V, OH, H CA ó CC (+)
E 7047 Hierro en polvo F, V, OH, HV-
Descendente
Tabla 6. Clasificación de los electrodos AWS

38
De acuerdo con la Norma API 650, la selección de los Electrodos, debe
hacerse según la resistencia a la tensión mínima del material, de la siguiente
manera:
Si la resistencia a la tensión mínima del material a soldar es menor que 80
Ksi., se deben usar electrodos para soldadura manual al arco eléctrico de las
serie E60XX y E70XX establecidos en la última edición del AWS A5.1
Especificación de Electrodos para Acero al Carbono con Soldadura al Arco
Metálico Protegido.
3.6. RESTRICCIONES.
Ninguna soldadura de ninguna clase debe ser ejecutada cuando las
superficies del material que van a ser soldadas están mojadas por la lluvia,
cuando la lluvia o nieve está cayendo en dichas superficies, o durante
periodos de fuertes vientos, a menos que la soldadura y el trabajo sean
propiamente blindados o aislados de este tipo de ambientes.
3.7. SOLDADURAS EN TANQUES DE ALMACENAMIENTO.
El estándar API 650, se auxilia del Código A.S.M.E. sección IX para dar los
alineamientos que han de seguirse en la unión y/o soldado de materiales.
El Código A.S.M.E. sección IX, establece que toda junta soldada deberá
realizarse mediante un procedimiento de soldadura de acuerdo a la
clasificación de la junta y que, además, el operador deberá contar con un
certificado que lo acredite como soldador calificado, el cual le permite
realizar cierto tipo de soldaduras de acuerdo con la clasificación de ésta.
39
Una vez realizada la soldadura o soldaduras, éstas se someterán a pruebas
y ensayos como: ultrasonido, radiografiado, líquidos penetrantes, etc., donde
la calidad de la soldadura es responsabilidad del constructor.
Al efectuar el diseño se deberán preparar procedimientos específicos de
soldadura para cada caso. Los procedimientos de soldadura serán
presentados para su aprobación y estudio antes de aplicar cualquier cordón
de soldadura para cada caso en particular. Este procedimiento debe indicar
la preparación de los elementos a soldar, así como la temperatura a la que
se deberá precalentar tanto el material de aporte (electrodo, si lo hubiera),
como los materiales a unir.
Todas las soldaduras que se utilizarán para el proceso de soldadura serán
aplicadas mediante el proceso de arco eléctrico sumergido (SMAW). Este
proceso puede ser manual o automático. En cualquiera de los dos casos,
deberán tener penetración completa, eliminando la escoria dejada al aplicar
un cordón de soldadura antes de aplicar sobre éste el siguiente cordón.
3.8. CALIFICACIÓN DE PROCEDIMIENTOS Y HABILIDAD DEL
SOLDADOR.
Las normas establecen que antes de iniciar cualquier soldadura de
producción o construcción el material a soldar, metales de aporte, proceso y
personal deben estar debidamente calificados, en la extensión y en los
términos especificados, ya sea que se trate de procedimientos calificados,
precalificados o estándar. La información requerida acerca de las variables
de soldadura que debe incluirse difiere de una norma a otra, y también varía
la forma en que cada norma clasifica a estas variables, pero
independientemente de las diferencias señaladas, las variables de soldadura
pueden agruparse en las siguientes categorías:
40
1. Uniones o juntas
2. Metales base
3. Metales de aporte y electrodos
4. Posiciones
5. Precalentamiento y temperatura entre pasos
6. Tratamiento térmico - posterior a la soldadura (PWHT)
7. Gases de combustión y de protección
8. Características eléctricas
9. Técnica.
Para poder calificar los distintos procedimientos se debe identificar cada uno
de ellos, según la combinación de las variables de soldadura mencionadas
anteriormente. Según la API-650 el procedimiento de soldadura así como la
calificación de la habilidad del soldador están de acuerdo con las
especificaciones del Código ASME IX QW.
No todos los procesos de soldadura se relacionan con el código ASME IX.
Los procesos relacionados son:
OFW: Soldadura con oxígeno y combustible.
SMAW: Soldadura de arco con electrodo revestido.
SAW: Soldadura de arco sumergido.
GMAW: Soldadura de arco con electrodo metálico y gas de protección.
FCAW: Soldadura de arco con electrodo de corazón de fundente.
GTAW: Soldadura de arco con electrodo de tungsteno y gas de protección.
PAW: Soldadura de arco con plasma.
41
ESW: Soldadura con electro-escoria.
EGW: Soldadura de electro-gas.
EBW: Soldadura con chorro de electrones.
LBW: Soldadura por rayo láser.
Soldadura de pernos.
Soldadura por fricción continua o por inercia.
Soldadura por resistencia.
Según el proceso, se identifican que variables se consideran esenciales,
suplementarias y no esenciales (QW-250). Cuando un proceso de soldadura
no esté relacionado, el código puede aplicarse tanto como este se puede
seguir.
Los tipos de junta relacionados al código son: juntas de ranura (U, J, V,
penetración parcial), soldadura de filete, soldadura de pernos (QW- 402).
3.9. PROCEDIMIENTO DE SOLDADURA (WPS).
La Especificación del Procedimiento de Soldadura (WPS) se tiene que
relacionar con las variables esenciales, no esenciales y suplementarias
42
(estas últimas no se califican), así como listar losrangos aceptables de las
mismas cuando se desarrollen los trabajos de soldadura. Todo esto esta
resumido en el Registro de Calificación de Procedimiento (PQR), en el cual
se presentan los valores de las variables esenciales y otras usadas cuando
se suelda un cupón.
Un cupón de prueba es el ensamble soldado completamente del cual se
obtienen los especímenes de prueba, los cuales van a ser examinadospara
verificar las propiedades mecánicas de la soldadura, por medio de ensayos
destructivos.
Para desarrollar un procedimiento de soldadura se deben tener en cuenta
las siguientes consideraciones generales:
Materiales a soldarse (QW-403)
Materiales de aporte (QW-404)
Procesos de soldadura (QW-250)
Restricciones de servicio o producción requeridas
Para el control de calidad del metal base se deben realizar pruebas de
tracción para verificar las propiedades mecánicas del mismo.
43
3.10. ESPECIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURA WPS.
En este documento deberá tener:
• Variables esenciales
• Variables suplementarias
• Variables no esenciales
• Identificación (Nombre de la compañía, persona que realiza el WPS,
númerode WPS, fecha, PQR, Código (ver consideraciones técnicas) y
persona que realiza el WPS)
• Proceso de soldadura
• Diseño de la junta
• Metal Base
• Metal de aporte
• Posiciones de soldadura
• Precalentamiento y temperatura entre pases
• Tratamiento de postcalentamiento
• Gas de protección
• Características eléctricas
• Técnica
• Soldadura provisional (punteado)
• Detalles de soldadura
• Martilleo
• Calor de entrada
• Preparación del segundo lado
44
3.11. REGISTRO DE CALIFICACIÓN DE PROCEDIMIENTO (PQR).
En este documento deberá tener:
• Variables esenciales de los procesos usados en el procedimiento
• Variables suplementarias cuando se requiera la prueba de impacto
• El registro de variables no esenciales
• Información adicional que se considere necesaria
• El registro de los resultados de los ensayos realizados
3.12. CALIFICACIÓN DE HABILIDAD DEL SOLDADOR (WPQ).
Un soldador es quien realiza una operación de soldadura de forma manual o
semiautomática y controla las acciones de la soldadura. El propósito de
calificar a los soldadores es determinar sus habilidades para depositar
material sano en procesos de producción.
La calificación para la habilidad del soldador requiere que, como fabricante,
se mantenga un registro de los resultados obtenidos en las calificaciones,
estos registros (WPQ’s) tienen que ser certificados por el y deben estar
disponibles en cualquier momento.
Las consideraciones generales para calificar a los soldadores son: posición,
Material de respaldo, Tubería o lámina, la habilidad. Otrasconsideraciones
que se deben de tener al calificar a un soldador son:
45
El cupón de prueba tiene que ser soldado usando un procedimiento
calificado.
Si el procedimiento requiere precalentamiento y postratamiento
térmico, estos se pueden omitir.
La calificación del WPS califica directamente al soldador que realiza el
cupón de prueba (excepto en las soldaduras de filete).
Cada soldador tiene que tener asignado un número, letra o símbolo
de identificación, el cual debe ser usado para identificar sus trabajos.
La prueba se puede terminar si esta parece ser inaceptable.
Las variables esenciales para la calificación de los soldadores se
encuentran detalladas en QW-353 para SMAW y en QW-355 para
FCAW.
46
CAPITULO 4. PROCEDIMIENTO PARA EL MONTAJE DEL
TANQUE DE ALMACENAMIENTO DE 11.000 BARRILES.
4.1. REQUISITOS GENERALES DE SEGURIDAD PREVIO AL MONTAJE.
Antes de iniciar las actividades diariamente se verificara que no exista
material inflamable o combustible que pueda explotar o incendiarse al
realizar trabajos en caliente.
Cada obrero debe ser informado en una sesión previa de entrenamiento de
los riesgos potenciales involucrados en el proceso de montaje y soldadura,
así como de las políticas del cliente, regulaciones y normas de seguridad
que existen en el área de trabajo y medio ambiente.
Capacitar al personal sobre el uso de monitor de gases (explosimetro),
colocar carteles indicando los colores y sonidos de riesgo.
Se deberá tener los extintores necesarios según se determine por el
supervisor de seguridad industrial o por la autoridad respectiva.
La medición de niveles de ruido durante la ejecución del trabajo se debe
realizar según determine el supervisor de seguridad industrial tomando en
cuenta los niveles de tolerancia permitidos.
Se debe contar con equipo de primeros auxilios, el cual siempre debe estar
disponible, con los medicamentos en perfectas condiciones y listos para ser
utilizados.
47
Durante todo el tiempo de montaje el trabajador deberá llevar puesto todo el
equipo de protección personal (EPP) como son: camisa y pantalón
jeans,botas de cuero con punta de acero, guantes, casco, protectores
auditivos y gafas de seguridad.
Cuando los trabajadores se encuentren trabajando a alturas superiores a un
metro ochenta centímetros (1,80 m.), estos tendrán que llevar arneses
asegurados con una línea de vida, para evitar caídas graves y accidentes.
4.2. CONSIDERACIONES TÉCNICAS PARA LA CONSTRUCCIÓN.
El tanque de almacenamiento de petróleo de 11000 barriles de capacidad se
construirá de acuerdo con los requisitos establecidos en la Normas API 650.
Previo al inicio de los trabajos mecánicos, toda la documentación debe estar
debidamente revisada y aprobada por el cliente. El ITP (Plan de Inspección y
Pruebas) debe ser revisado en campo con el departamento de calidad del
contratista para generar un cronograma de actividades, inspecciones y
pruebas acorde a los procedimientos y bajo la norma API 650.
Los materiales a ser suministrados serán láminas y perfiles de acero que
deberán estar especificados bajo la norma ASTM designación: A 36.
Las varillas de soldadura a suministrar, cumplirán los requerimientos de las
normas técnicas ANSI/AWS A5.1, ASTM A233.
Para soldar las planchas de acero al carbono, se utilizarán, preferentemente,
electrodos tipo E6010, E6013 y E7018 según el WPS realizado para el
tanque; los electrodos deberán ser de un bajo contenido de hidrógeno y
adecuados para el material de la lámina que será soldada.
48
Los electrodos para soldar tuberías, accesorios y perfiles estructurales de
acero, serán del tipo E6010, Er-70-S6, E7018 o similar, según lo establecido
el plan de soldadura.
Todos los soldadores para el montaje del tanque tendrán que haber
calificado la pruebarealizada en los talleres del Contratista en este caso IAA
(Industria Acero de los Andes), acompañados por un representante del
Contratante PETROAMAZONAS-EP.y un CWI (CertifiedWelding Inspector),
para determinar sus habilidades en la correcta realización del
trabajorequerido.
Esta prueba se realizó de acuerdo al Código ASME IX en las posiciones2G,
3G, 6G y 2F.
Conjuntamente a las pruebas, se realizaron los ensayos no destructivos para
su calificación para según su resultado enviarlas a que se las sometan a
ensayos destructivos.
El Laboratorio de la Universidad Politécnica Nacional certificó dichas
pruebas de campo mediante el análisis de las probetas utilizadas para el
efecto a través de pruebas de ensayos destructivos.
Todas las pruebas se realizaron antes de que al soldador se le permita
ejecutar cualquier trabajo de soldadura.
Todos los procedimientos de soldadura deben estar debidamente
especificados en los formatos respectivos. Se tomará como referencia el
Código ASME IX, API 1104 en lo que se refiere a sueldas en láminas y
conexiones, los cuales se los manejaran en campo.
49
Toda construcción que no esté especificada en las normas citadas, se
realizará de acuerdo a las mejores prácticas adoptadas en la industria
petrolera.
4.3. REQUERIMIENTOS MÍNIMOS DE RECURSOS.
En el proceso de construcción del tanque se deberá tener en cuenta el
siguiente personal, equipo y herramientas para realizar el trabajo.
4.3.1. PERSONAL.
Ingeniero Mecánico (Superintendente)
Ingeniero Administrador
Ingeniero Mecánico QA/QC
Ingeniero en Seguridad Industrial.
Supervisor de Montaje de tanques
Montadores tipo A
Soldadores calificados API
Esmeriladores
Ayudantes mecánicos.
Paramédico
Bodeguero
50
4.3.2.EQUIPOS Y MAQUINARIAS.
Equipo medidor de gases (Explosimetro)
Moto soldadoras tipo Lincon SAE 400
Electrosoldadoras
Equipo de oxicorte
Equipo de argón
Camión capacidad 3 toneladas
Camioneta 4x4
Compresor de 350 CFM
Campana de vacío
Set de andamios para 39 pies de altura
Camper para área de bodega y control de materiales
Camper para personal administrativo
Grúa telescópica de 45 toneladas
Bomba centrífuga de alto volumen
Generador de energía de 125 kv
Buguis P/Montaje
Canastilla dos personas
Carpas desarmables de lona

51
4.3.3. LISTADO DE HERRAMIENTAS.
Caja de Herremientas metalicas
Cuadrantes P/Montaje
Mensulas
Chicagos P/Montaje
Cuñas P/Montaje
Chapetas P/Montaje
Espaciadores P/Montaje
Escalera de Montaje
4.4. INSTALACIONES ADICIONALES.
Se deberá tener en cuenta instalaciones adicionales para realizar el trabajo
tales como oficina, taller y bodega para ejecutar correctamente el trabajo, los
cuales deberá contar con los servicios básicos: agua, luz, teléfono e internet.
4.5. PROCEDIMIENTO ESPECIAL PARA RECEPCIÓN DE MATERIAL
DESOLDADURA.
Cada electrodo estará identificado al menos una vez con impresión legible
con clasificación AWS aplicable, la cual estará colocada en el recubrimiento

52
del electrodo tan cerca como sea posible en la práctica al extremo del
alambre interior, esta marca estará de acuerdo con la caja.
En caso de encontrarse defectos, estos serán informados al inspector de
control de calidad, quien preparará un reporte de No Conformidad.
Son defectos inaceptables en electrodos revestidos:
• Falta de identificación individual
• Reducción de espesor del recubrimiento
• Extremos del recubrimiento dañados
• Falta de adherencia del revestimiento
• Excentricidad del recubrimiento en relación al eje del alma
• Manchas que indiquen contaminación
• Varillas de Aporte
• Materiales de medidas diferentes
• Oxidación.
4.6. PROCEDIMIENTO DE ALMACENAMIENTO DE ELECTRODOS Y
VARILLAS.
Los materiales aceptados deben ser almacenados en un lugar limpio y seco.
Los paquetes de electrodos E7018 ya abiertos, por lo menos 2 horas antes
de su utilización, deben estar almacenados en lugares que cuenten con una
fuente de calor (focos incandescentes o resistencias), la temperatura de
almacenamiento deberá ser la adecuada para eliminar humedad en los
mismos.Además deberán estar herméticamente cerrados.
53
4.7. DETALLES DE SOLDADURA
Todas las juntas de soldadura necesarias para el montaje del tanque de
almacenamiento deben ser ejecutadas por soldadores calificados según el
código ASME BPV – Sección IX y el procedimiento de soldadura aprobado
por PETROAMAZONAS-EP.
El tanque y sus estructuras pueden soldarse mediante cualquiera de estos
procesos SMAW, FCAW, o SAW con el equipo apropiado.
La soldadura puede ser manual, semi-automática o automática, y el proceso
puede ser mixto en la misma junta de soldadura solamente cuando el Código
ASME BPV-Sección IX y el procedimiento de soldadura del proyecto así lo
permitan.
No se debe realizar ningún trabajo de soldadura cuando las condiciones del
clima sean adversas (humedad, lluvia, viento, etc.), a menos que el soldador
y el sitio de trabajo estén protegidos.
Cuando la soldadura se suspende por mal clima, la plancha debe
precalentarse a una temperatura que permita la disipación de cualquier
humedad.
Los biseles deben estar libres de grasa, suciedad o cualquier otro material.
Después de cada pase de suelda o entre ellos, la escoria, suciedad o
cualquier otro material debe quitarse antes del siguiente pase de suelda, tal
como indique el respectivo procedimiento de soldadura aprobado.
54
La secuencia de la soldadura de las planchas del fondo y del techo será tal
que se evite toda distorsión.
Para ello, podrán utilizarse planchas ―Puente Chicago‖, cuando sea
aplicable.
La soldadura de la esquina de la raíz (cuerpo al fondo) se llevará a cabo una
vez que el cuerpo completo se haya montado.
Las juntas a tope de la parte interna del tanque se alinean o nivelan en
posición antes de soldarlas.
Todas las juntas a tope se inspeccionan de acuerdo con la norma API 650.
Las juntas de filete se inspeccionan visualmente. Las juntas del fondo y del
techo se inspeccionan utilizando el método de prueba de campana de vacío.
4.8. MONTAJE DEL TANQUE.
Todos los materiales utilizados en el montaje de los tanques deben
seridentificados y deben tener sus respectivos certificados de autenticidad
del material y/o certificados del fabricante. Todos los materiales, que según
los planos se requieran para el montaje del tanque, se reciben, inspeccionan
y aprueban de acuerdo a la especificación del contratante.

55
4.9. PROCESO DE MONTAJE.
El proceso de montaje del tanque consta de varias etapas que las
describimos en la siguiente figura.
Figura 1.Procedimientos principales en el montaje estructural y mecánico
del tanque.
Movilización de
equipos, material y
personal calificado.
Recepción de
materiales
Montaje y punteado
de lámina de fondo
Montaje y soldadura
de láminas de
cuerpo
Soldadura de
láminas de fondo Montaje y soldadura
de ángulo tope
Montaje e instalación
de mástil central y
estructura de techo
Montaje y soldadura
de anillos
rigidizadores
Montaje y soldadura
de accesorios del
cuerpo
Montaje y soldadura
de techo
Montaje y soldadura
de accesorios del
techo
Pruebas
Entrega del tanque
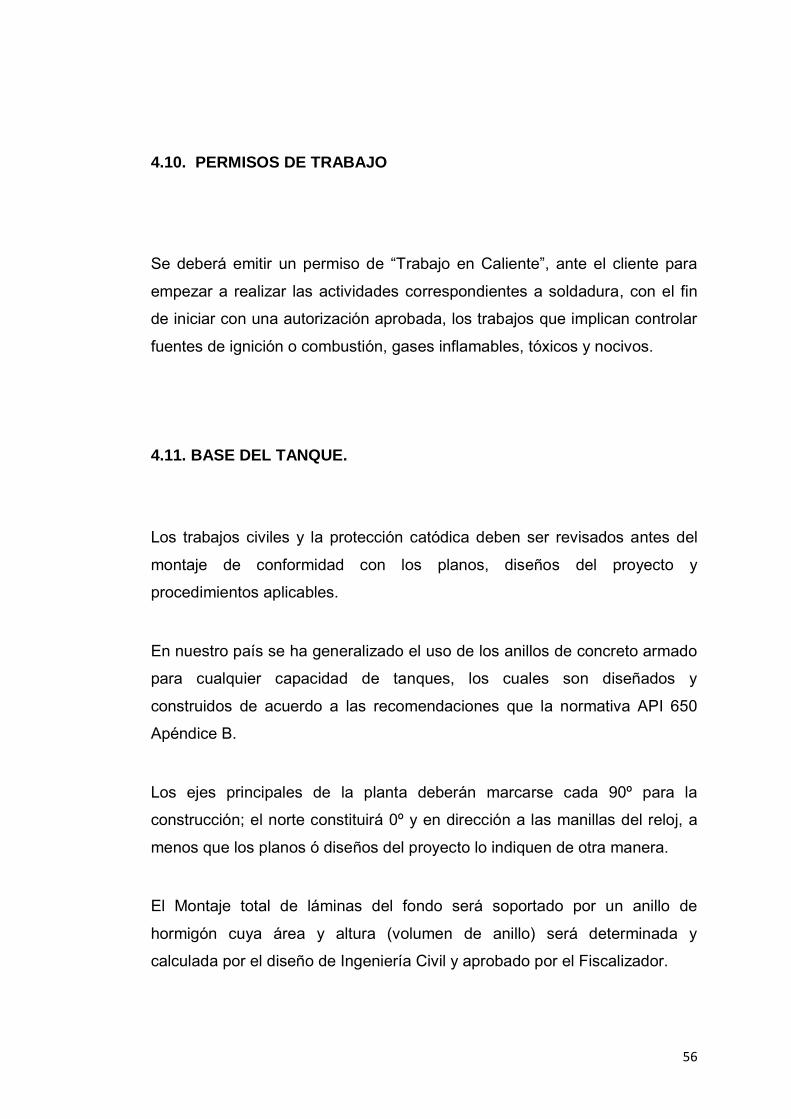
56
4.10. PERMISOS DE TRABAJO
Se deberá emitir un permiso de ―Trabajo en Caliente‖, ante el cliente para
empezar a realizar las actividades correspondientes a soldadura, con el fin
de iniciar con una autorización aprobada, los trabajos que implican controlar
fuentes de ignición o combustión, gases inflamables, tóxicos y nocivos.
4.11. BASE DEL TANQUE.
Los trabajos civiles y la protección catódica deben ser revisados antes del
montaje de conformidad con los planos, diseños del proyecto y
procedimientos aplicables.
En nuestro país se ha generalizado el uso de los anillos de concreto armado
para cualquier capacidad de tanques, los cuales son diseñados y
construidos de acuerdo a las recomendaciones que la normativa API 650
Apéndice B.
Los ejes principales de la planta deberán marcarse cada 90º para la
construcción; el norte constituirá 0º y en dirección a las manillas del reloj, a
menos que los planos ó diseños del proyecto lo indiquen de otra manera.
El Montaje total de láminas del fondo será soportado por un anillo de
hormigón cuya área y altura (volumen de anillo) será determinada y
calculada por el diseño de Ingeniería Civil y aprobado por el Fiscalizador.
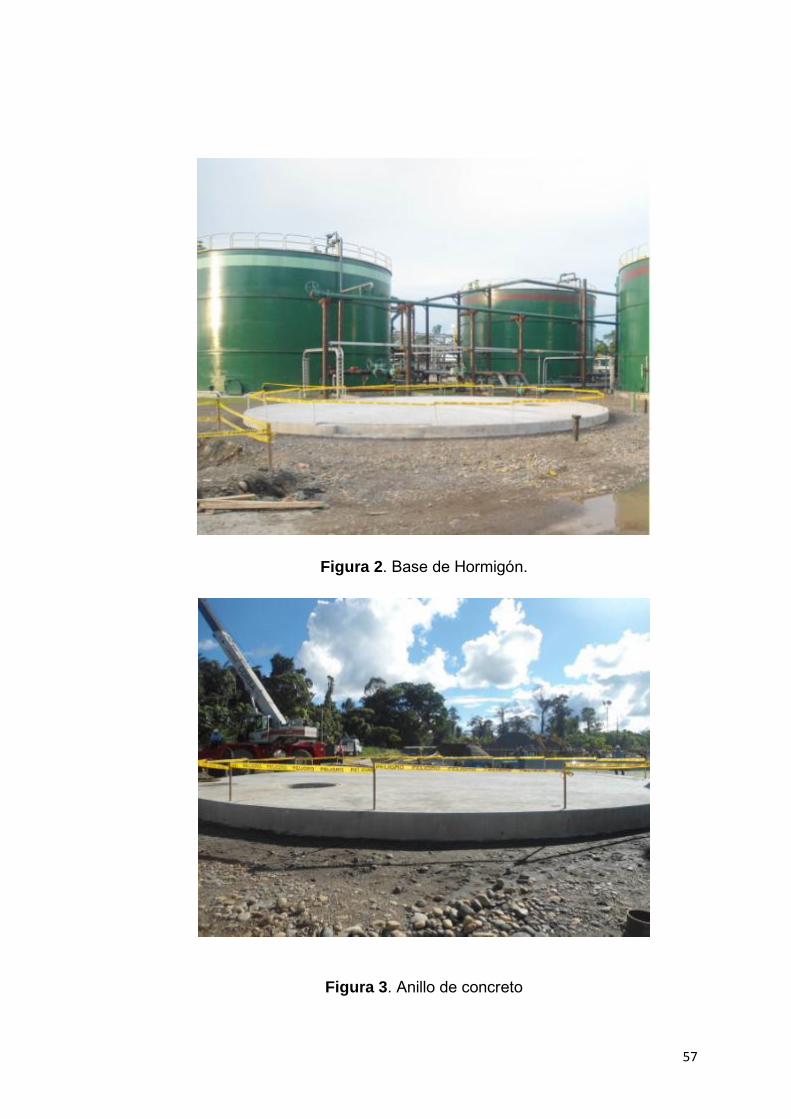
57
Figura 2. Base de Hormigón.
Figura 3. Anillo de concreto

58
Según planos aprobados sobre la cimentación realizada se trazará en primer
lugar la puerta de limpieza como punto referencial para la orientación, una
vez trazado este punto se procede al trazo del centro y diámetro del tanque,
para esto se traza con elemento que resalte como cal, tiza, etc.,
Figura 4.Trazo del centro de la Base de hormigón.
Figura 5.Trazo del perímetro
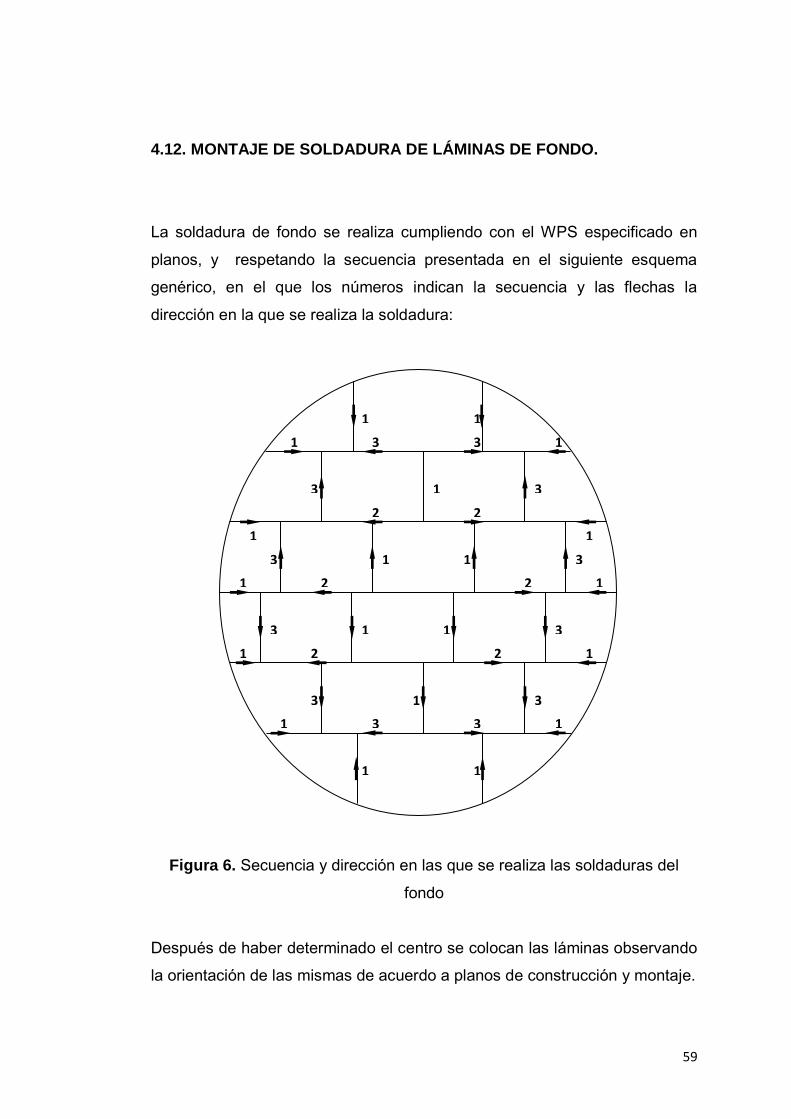
59
4.12. MONTAJE DE SOLDADURA DE LÁMINAS DE FONDO.
La soldadura de fondo se realiza cumpliendo con el WPS especificado en
planos, y respetando la secuencia presentada en el siguiente esquema
genérico, en el que los números indican la secuencia y las flechas la
dirección en la que se realiza la soldadura:
Figura 6. Secuencia y dirección en las que se realiza las soldaduras del
fondo
Después de haber determinado el centro se colocan las láminas observando
la orientación de las mismas de acuerdo a planos de construcción y montaje.
1 1
1 1
1 1
1
1
1
1 1
1
1
1
1 1
1 1
1
1
2 2
2 2
2 2
3 3
3 3
3 3
3 3
3 3
3 3
60
Con ayuda de una grúa se tienden las láminas desde un extremo hacia el
otro.
Figura 7.Colocación de las placas del piso
Figura 8. Verificación placas del piso

61
Cada fila de las placas una vez posicionada es marcada para asegurar el
traslape según planos de montaje de 1‖ (25 mm) a 2‖ (50 mm). (Figura. 3),
una vez marcadas se ubican topes para limitar el movimiento de la plancha
que va a quedar traslapada por encima de la anterior, este procedimiento se
sigue hasta llegar al centro. Pasando el centro las láminas deben ir
quedando traslapadas por debajo.
Figura 9. Traslape de 50 mm.
Figura 10. Tendido de placas del piso
62
Figura11.Trazo del centro del Tanque
Figura 12. Instalación de topes
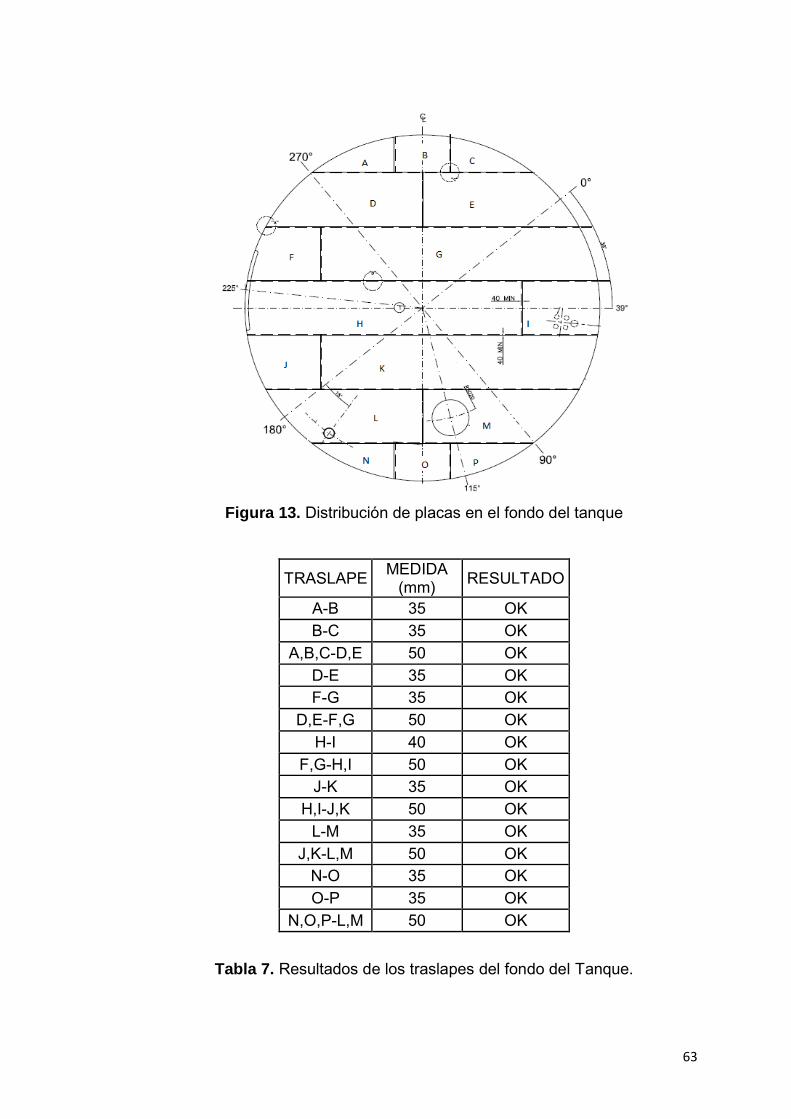
63
Figura 13. Distribución de placas en el fondo del tanque
TRASLAPE MEDIDA
(mm) RESULTADO
A-B 35 OK
B-C 35 OK
A,B,C-D,E 50 OK
D-E 35 OK
F-G 35 OK
D,E-F,G 50 OK
H-I 40 OK
F,G-H,I 50 OK
J-K 35 OK
H,I-J,K 50 OK
L-M 35 OK
J,K-L,M 50 OK
N-O 35 OK
O-P 35 OK
N,O,P-L,M 50 OK
Tabla 7. Resultados de los traslapes del fondo del Tanque.
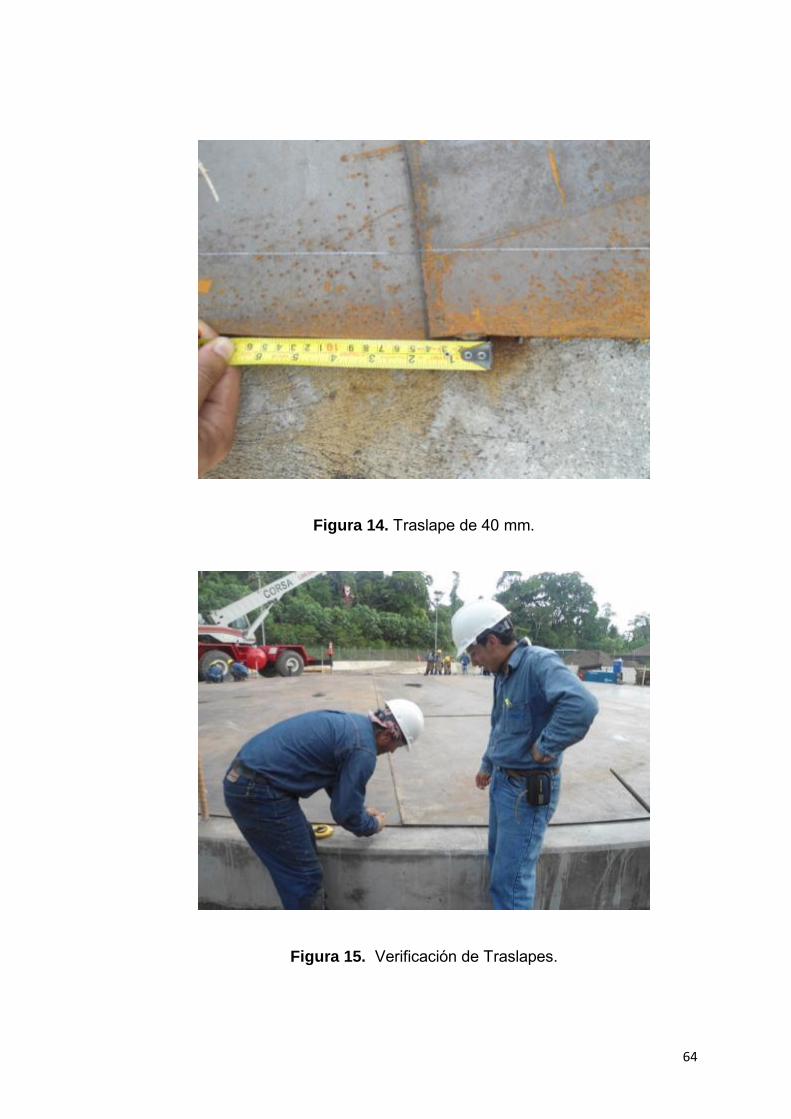
64
Figura 14. Traslape de 40 mm.
Figura 15. Verificación de Traslapes.
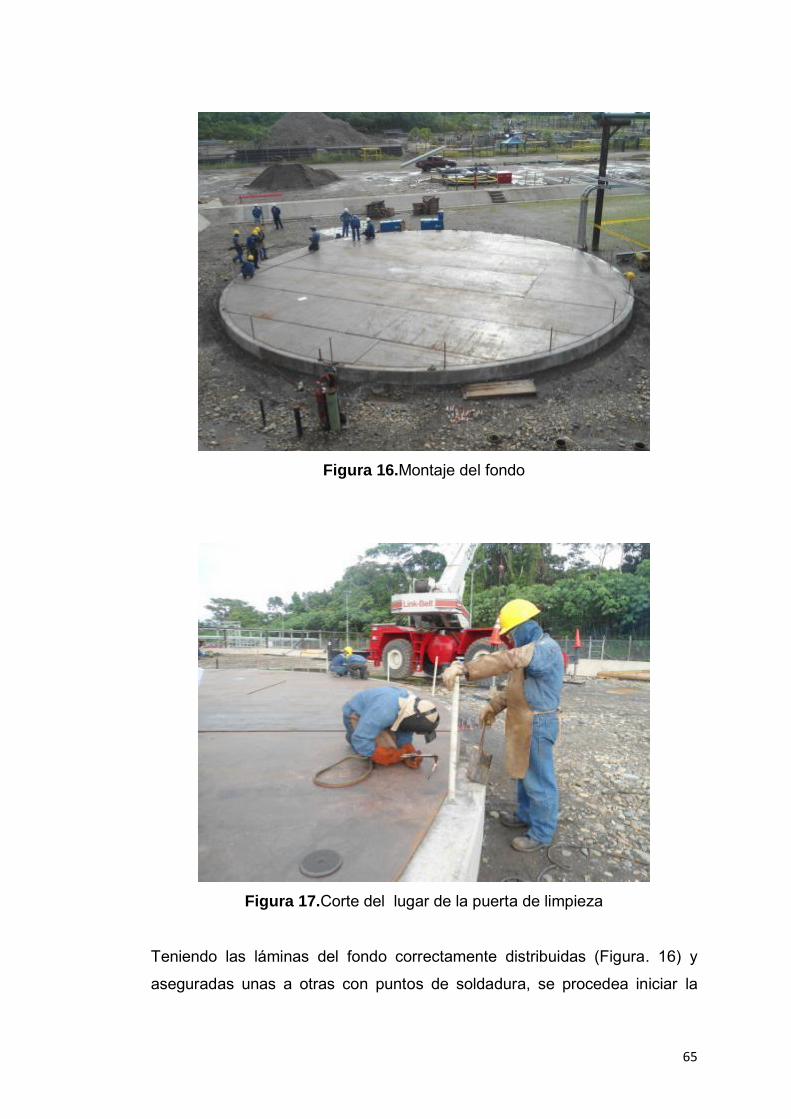
65
Figura 16.Montaje del fondo
Figura 17.Corte del lugar de la puerta de limpieza
Teniendo las láminas del fondo correctamente distribuidas (Figura. 16) y
aseguradas unas a otras con puntos de soldadura, se procedea iniciar la
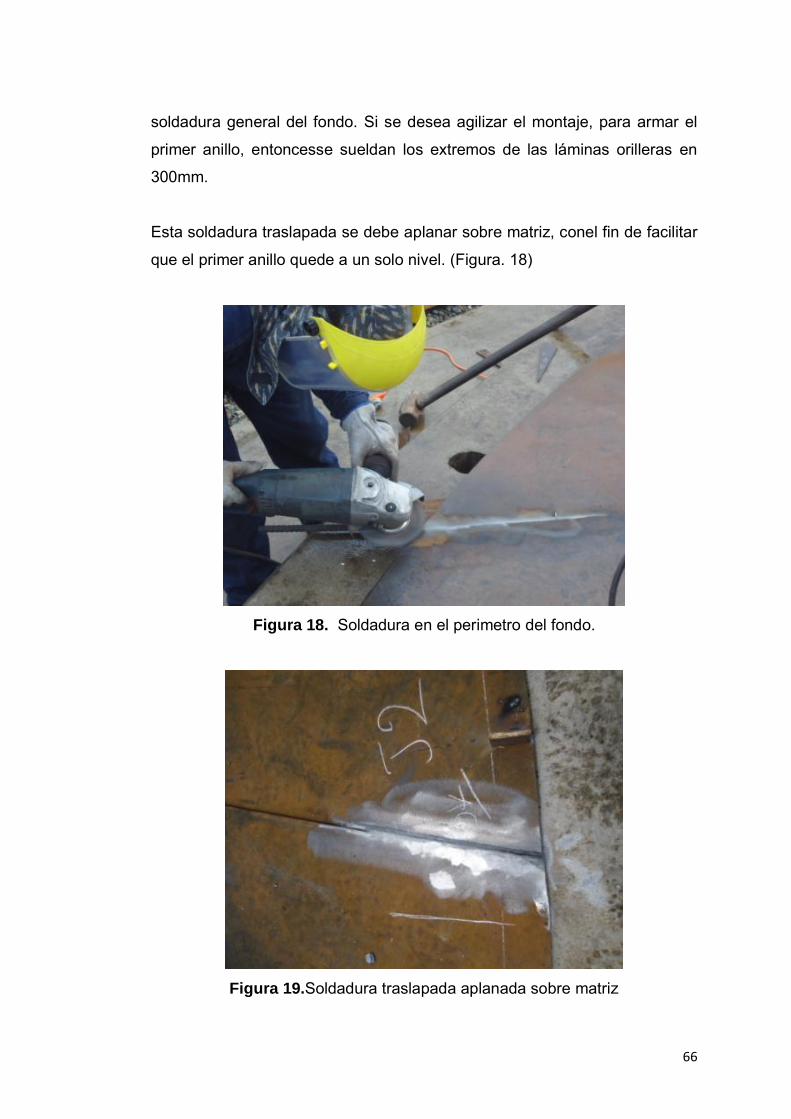
66
soldadura general del fondo. Si se desea agilizar el montaje, para armar el
primer anillo, entoncesse sueldan los extremos de las láminas orilleras en
300mm.
Esta soldadura traslapada se debe aplanar sobre matriz, conel fin de facilitar
que el primer anillo quede a un solo nivel. (Figura. 18)
Figura 18. Soldadura en el perimetro del fondo.
Figura 19.Soldadura traslapada aplanada sobre matriz

67
Es recomendable que el inicio de las soldaduras se haga cuandoexista la
máxima temperatura en el medio ambiente, en ésta formaminimizan los
abombamientos.
Es importante tener una secuencia enlas soldaduras para evitar
deformaciones y curvaturas en el fondo. Al tiempo se inicia la soldadura del
fondo desde lalámina central del tanque con las juntas transversales dejando
sinsoldar las láminas orilleras luego se sueldan longitudinales
tambiéndejando orilleras sueltas, por último se sueldan éstas.
Se debe tenermucho cuidado al soldar las uniones triples (Figura21), ya que
es enestos puntos donde generalmente se producen las fallas
deimpermeabilidad.
Figura 20.Traslape exterior
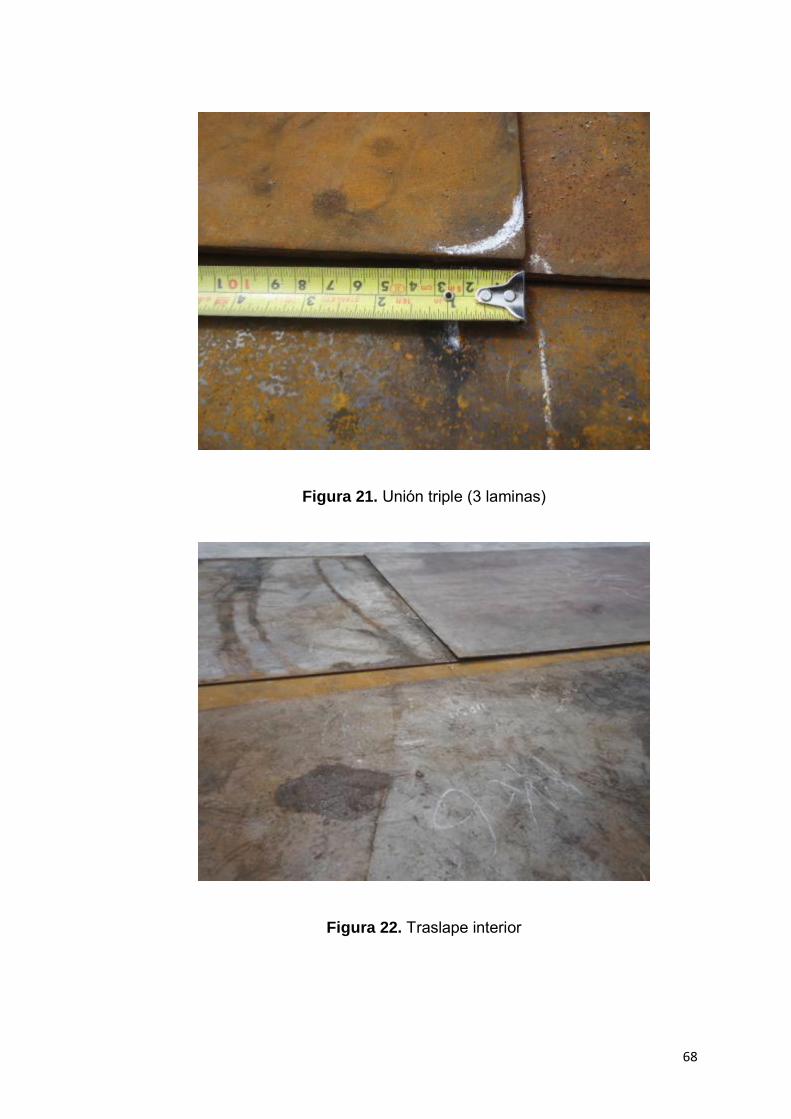
68
Figura 21. Unión triple (3 laminas)
Figura 22. Traslape interior
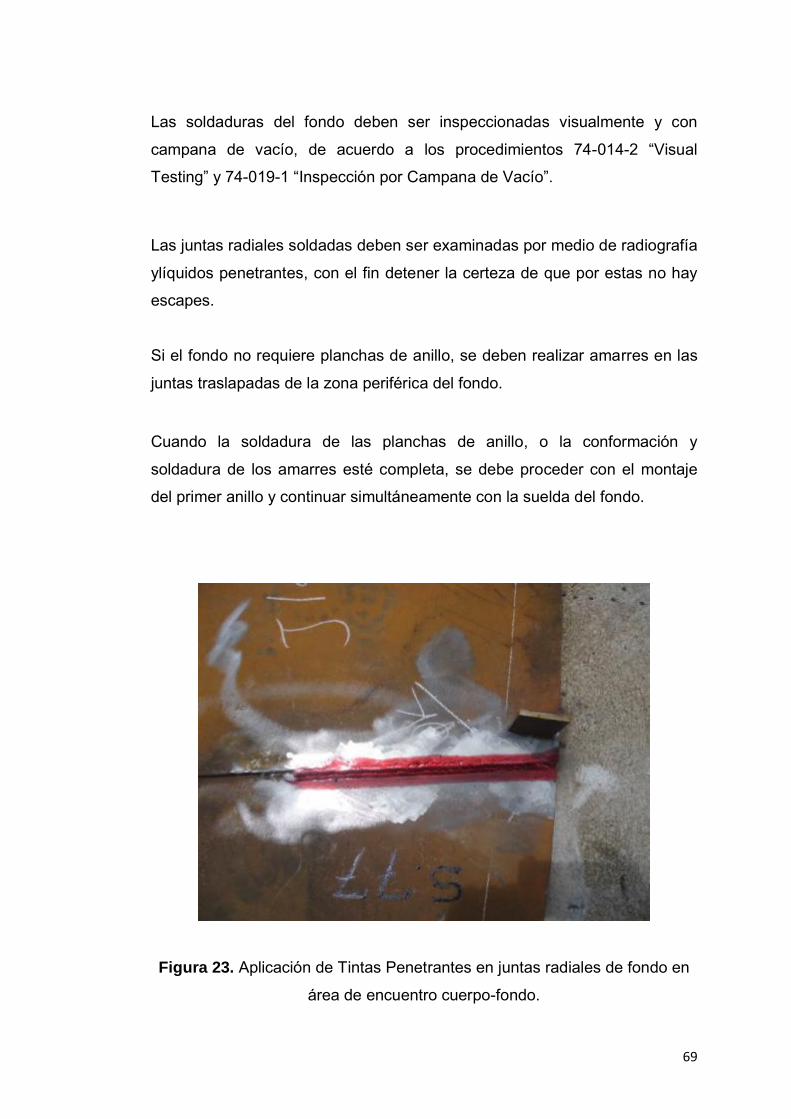
69
Las soldaduras del fondo deben ser inspeccionadas visualmente y con
campana de vacío, de acuerdo a los procedimientos 74-014-2 ―Visual
Testing‖ y 74-019-1 ―Inspección por Campana de Vacío‖.
Las juntas radiales soldadas deben ser examinadas por medio de radiografía
ylíquidos penetrantes, con el fin detener la certeza de que por estas no hay
escapes.
Si el fondo no requiere planchas de anillo, se deben realizar amarres en las
juntas traslapadas de la zona periférica del fondo.
Cuando la soldadura de las planchas de anillo, o la conformación y
soldadura de los amarres esté completa, se debe proceder con el montaje
del primer anillo y continuar simultáneamente con la suelda del fondo.
Figura 23. Aplicación de Tintas Penetrantes en juntas radiales de fondo en
área de encuentro cuerpo-fondo.
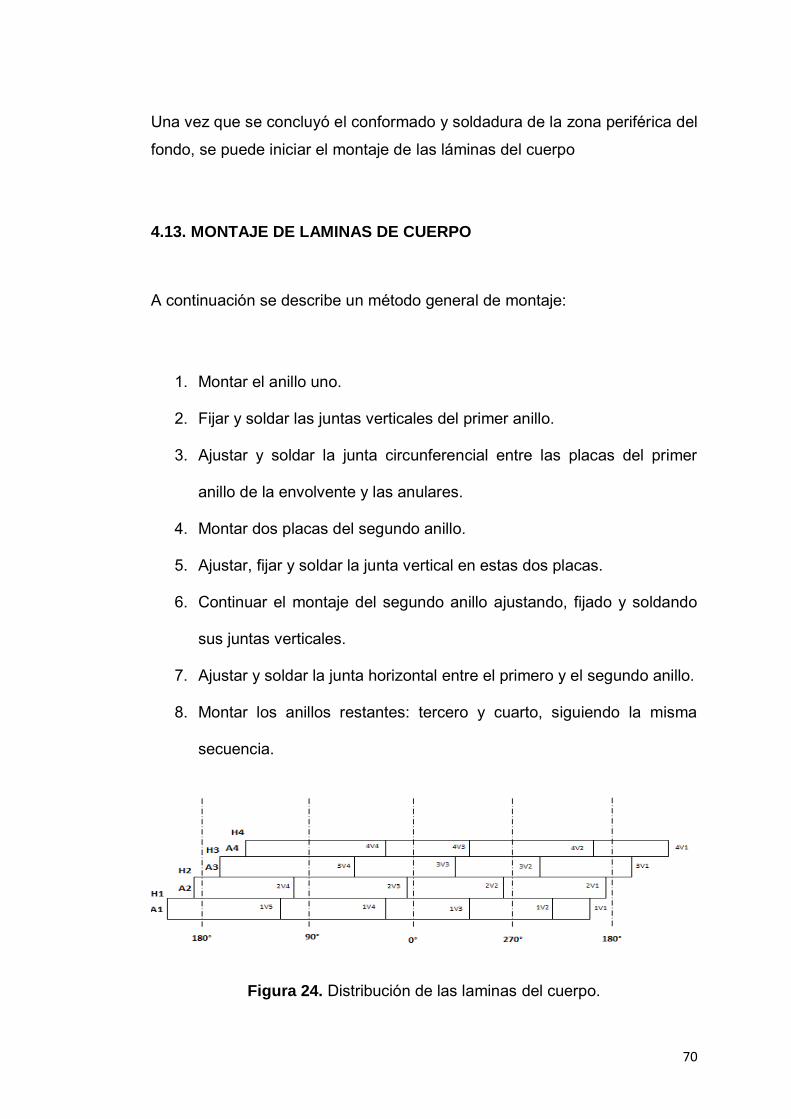
70
Una vez que se concluyó el conformado y soldadura de la zona periférica del
fondo, se puede iniciar el montaje de las láminas del cuerpo
4.13. MONTAJE DE LAMINAS DE CUERPO
A continuación se describe un método general de montaje:
1. Montar el anillo uno.
2. Fijar y soldar las juntas verticales del primer anillo.
3. Ajustar y soldar la junta circunferencial entre las placas del primer
anillo de la envolvente y las anulares.
4. Montar dos placas del segundo anillo.
5. Ajustar, fijar y soldar la junta vertical en estas dos placas.
6. Continuar el montaje del segundo anillo ajustando, fijado y soldando
sus juntas verticales.
7. Ajustar y soldar la junta horizontal entre el primero y el segundo anillo.
8. Montar los anillos restantes: tercero y cuarto, siguiendo la misma
secuencia.
Figura 24. Distribución de las laminas del cuerpo.
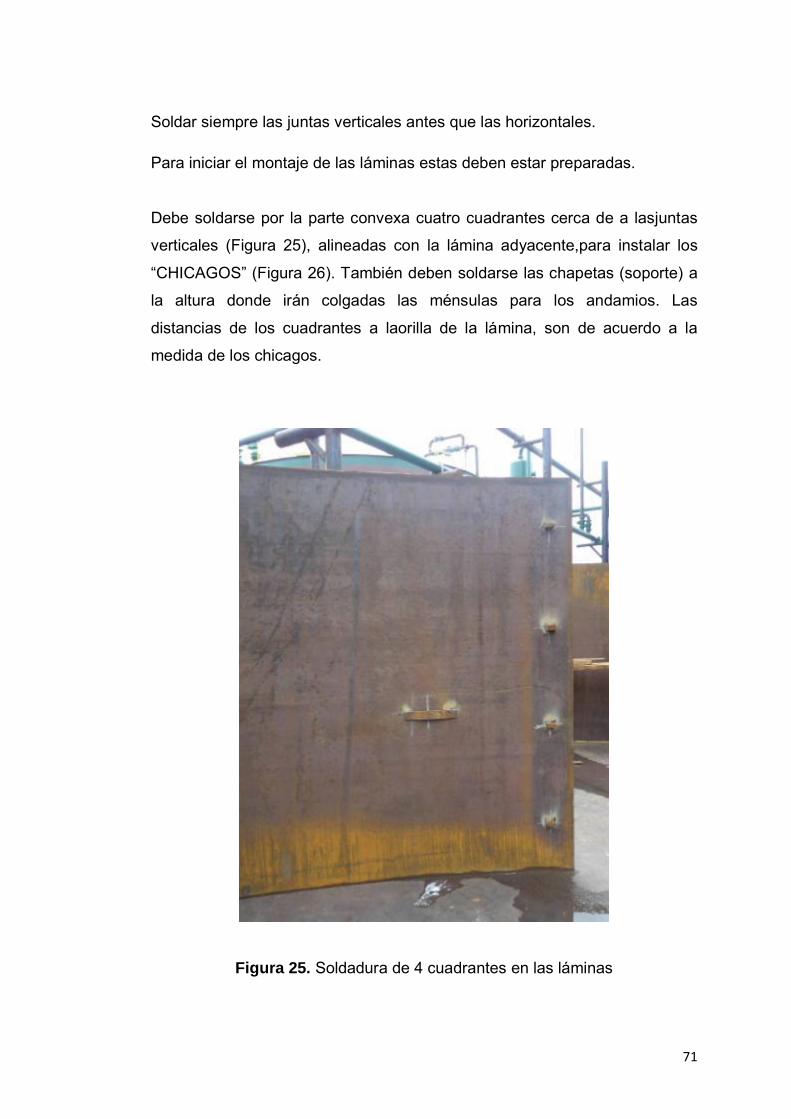
71
Soldar siempre las juntas verticales antes que las horizontales.
Para iniciar el montaje de las láminas estas deben estar preparadas.
Debe soldarse por la parte convexa cuatro cuadrantes cerca de a lasjuntas
verticales (Figura 25), alineadas con la lámina adyacente,para instalar los
―CHICAGOS‖ (Figura 26). También deben soldarse las chapetas (soporte) a
la altura donde irán colgadas las ménsulas para los andamios. Las
distancias de los cuadrantes a laorilla de la lámina, son de acuerdo a la
medida de los chicagos.
Figura 25. Soldadura de 4 cuadrantes en las láminas
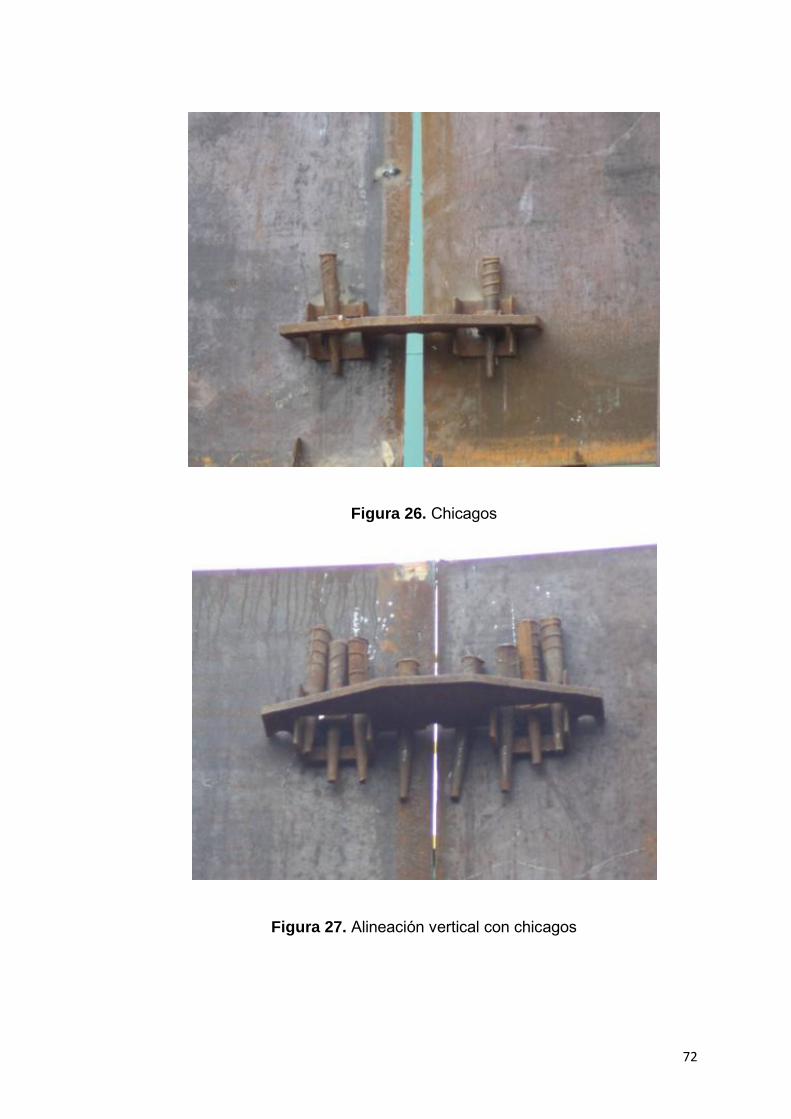
72
Figura 26. Chicagos
Figura 27. Alineación vertical con chicagos

73
Cada plancha es movilizada una por una hasta su sitiode montaje con la
ayuda de una grúa que se encuentrapermanentemente en el sitio.
Figura 28. Preparación de Laminas.
Figura 29. Alineación de láminas para el montaje

74
Se debe tener presente al armar el primer anillo que las juntasverticales no
coincidan con las juntas del fondo. Esta revisión se debehacer con
anterioridad en el desarrollo de los planos y verificar en el campo.
La primera lámina del anillo a montarse debe ser aquella que tenga lapuerta
de limpieza, con el fin deque esta sirva para determinar la orientación de la
envolvente Figura 30.
Éstaprimera lámina se soporta con vientos, o puntuales, teniendo elcuidado
de constatar el radio interior del tanque, este trabajo se realizacolocando
guías unidas al fondo, tanto interior como exteriormente,para evitar que se
corran al montar las otras láminas.
Posteriormente se sueldan los topes en el perímetro para el montaje de las
láminas con el fin de asegurar la redondez del mismo. A continuaciónse
siguen montando las otras láminas cuidando siempre que la luz (ancho de
ranura entre láminas)esté conforme a los planos para soldaduras verticales.
El ancho de ranura anteriormente mencionado se mantiene con
espaciadoresasegurados mediante cuñas y chicagos.
Una vez colocadas lasláminas se verifica nuevamente diámetro, perímetro,
verticalidad y redondez para poder iniciar el proceso de soldadura que
permite que estasplacas formen un solo anillo.
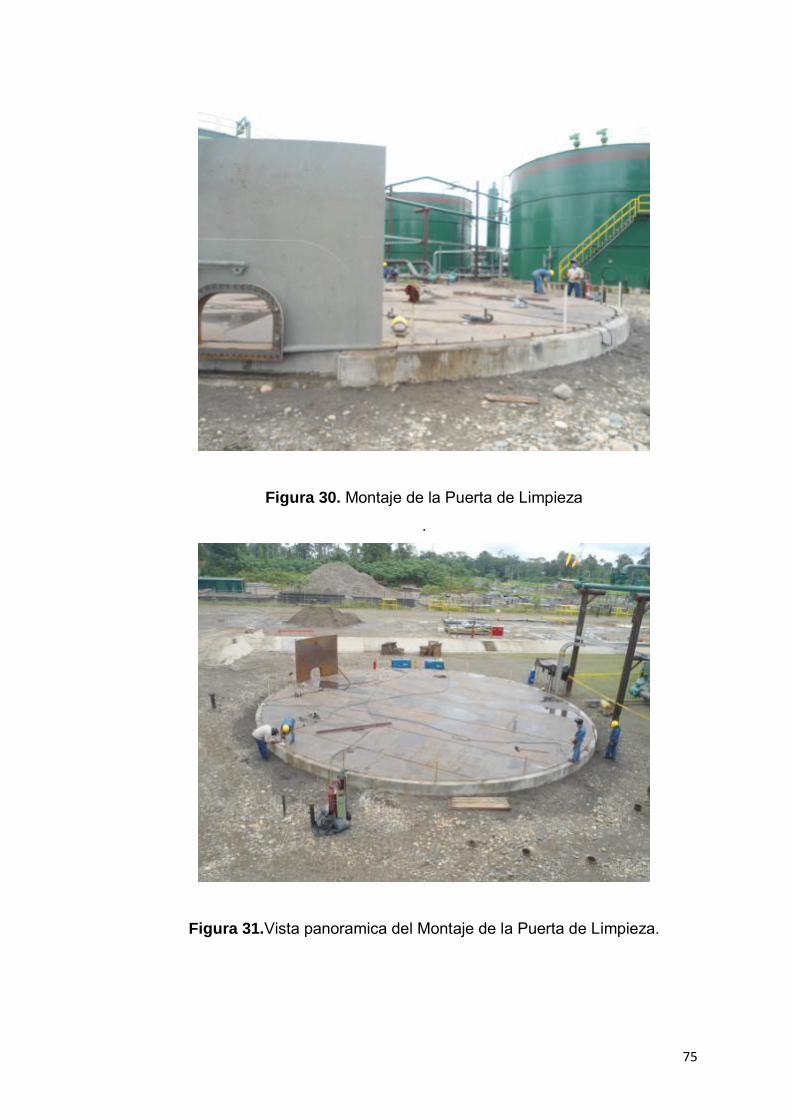
75
Figura 30. Montaje de la Puerta de Limpieza
.
Figura 31.Vista panoramica del Montaje de la Puerta de Limpieza.

76
Figura 32.Instalación de topes para montaje de láminas de 1er anillo
Figura 33. Montaje de la primera lamina.

77
Figura 34.Instalación de cuadrantes en la puerta de limpieza y en la primera
lámina.
Figura 35. Alineación vertical de las láminas del primer anillo.
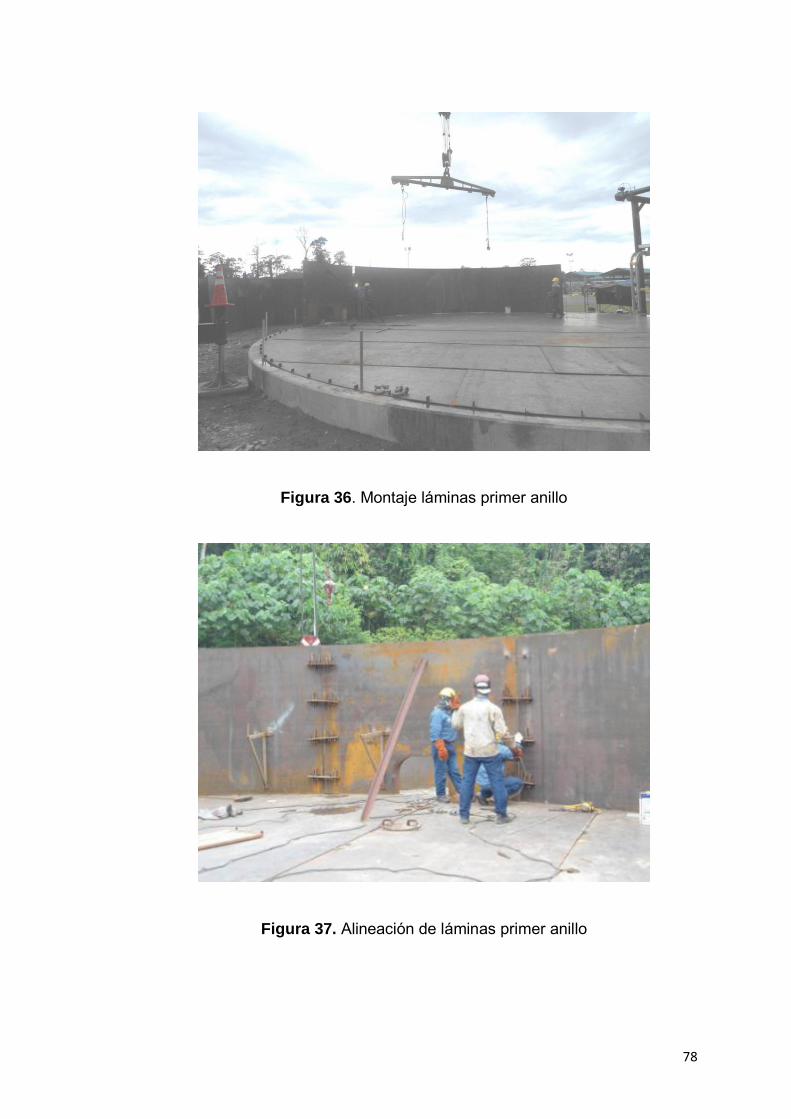
78
Figura 36. Montaje láminas primer anillo
Figura 37. Alineación de láminas primer anillo

79
Antes del montaje de las láminas del segundo anillo procedemos a la
instalación del sumidero de acuerdo a los planos aprobados, evitando de
esta manera deformaciones en el fondo por el peso.
Figura 38.Corte para instalar sumidero
Figura 39. Colocación del Sumidero
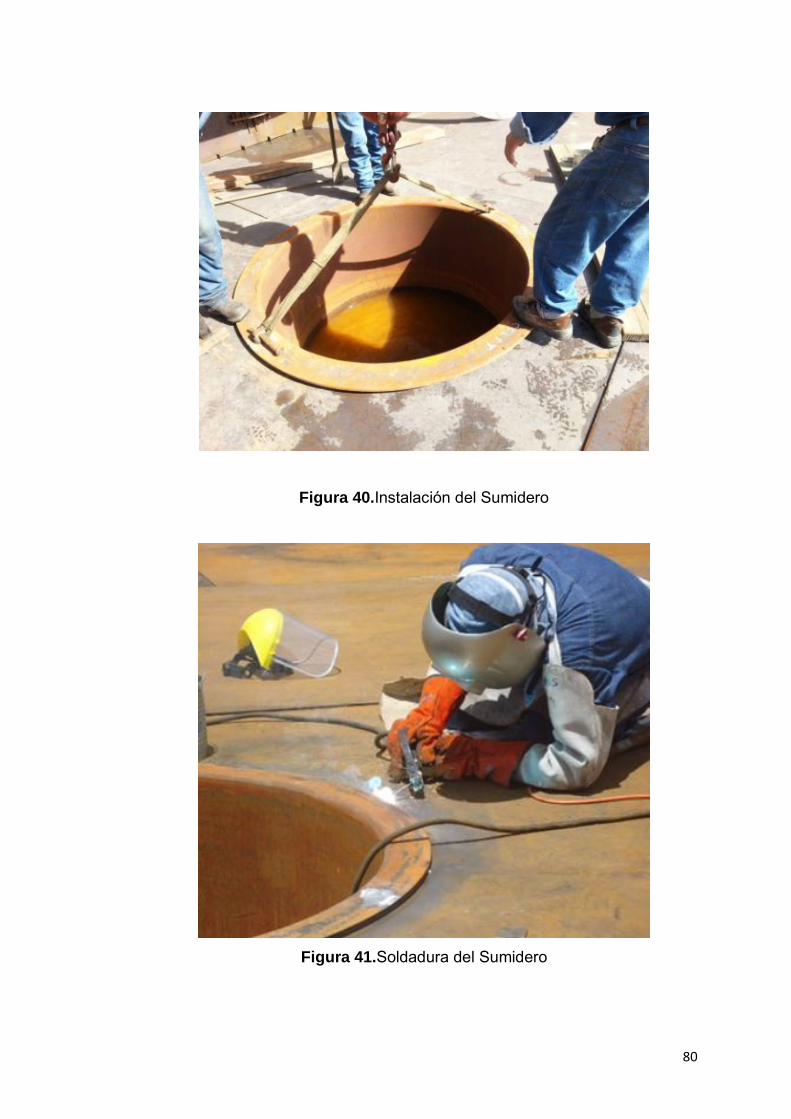
80
Figura 40.Instalación del Sumidero
Figura 41.Soldadura del Sumidero
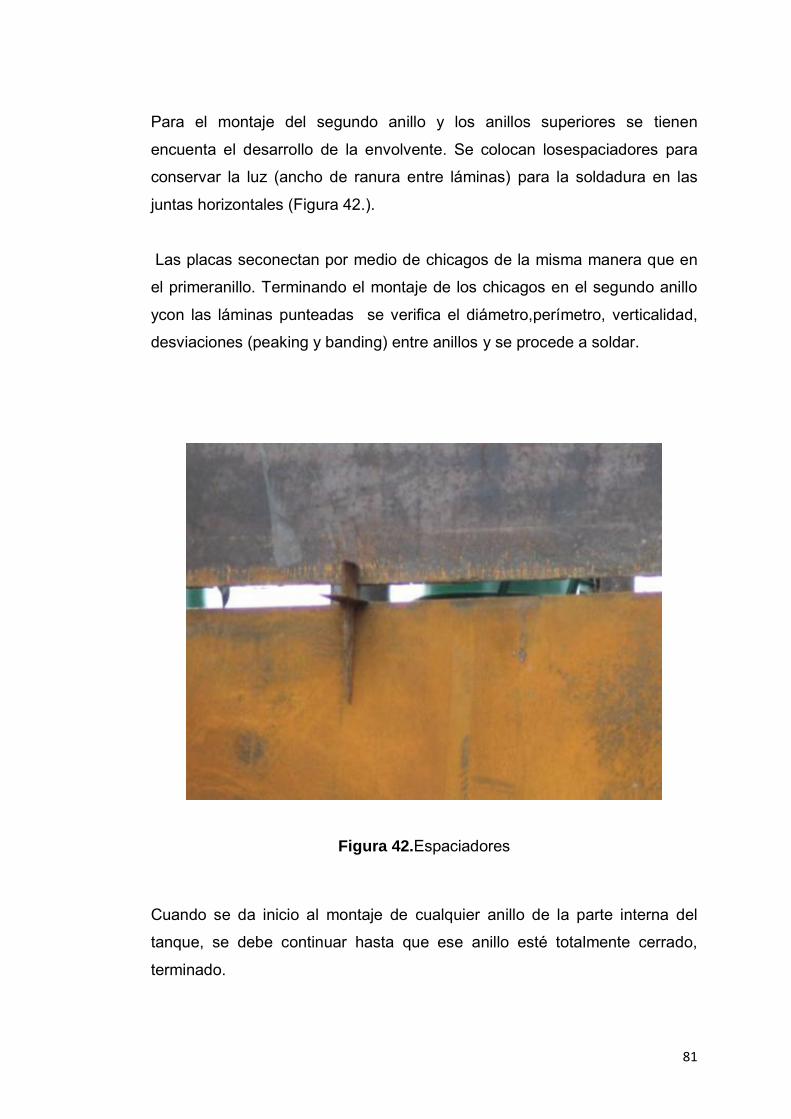
81
Para el montaje del segundo anillo y los anillos superiores se tienen
encuenta el desarrollo de la envolvente. Se colocan losespaciadores para
conservar la luz (ancho de ranura entre láminas) para la soldadura en las
juntas horizontales (Figura 42.).
Las placas seconectan por medio de chicagos de la misma manera que en
el primeranillo. Terminando el montaje de los chicagos en el segundo anillo
ycon las láminas punteadas se verifica el diámetro,perímetro, verticalidad,
desviaciones (peaking y banding) entre anillos y se procede a soldar.
Figura 42.Espaciadores
Cuando se da inicio al montaje de cualquier anillo de la parte interna del
tanque, se debe continuar hasta que ese anillo esté totalmente cerrado,
terminado.
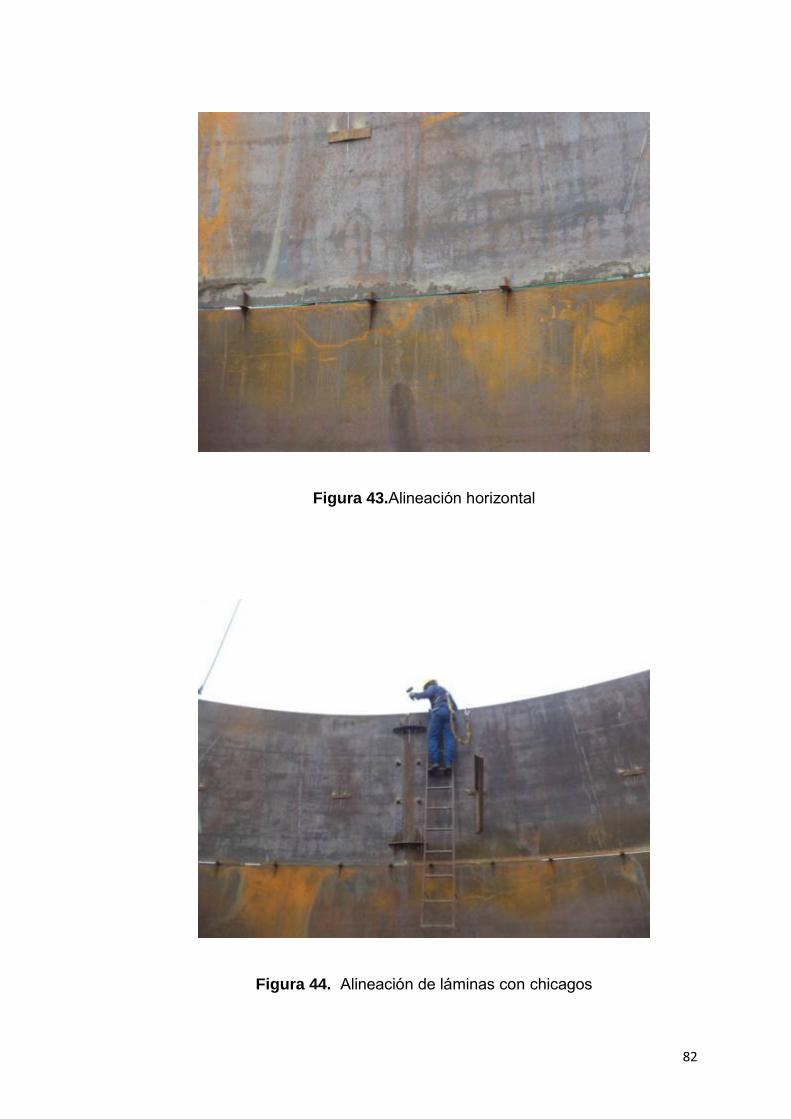
82
Figura 43.Alineación horizontal
Figura 44. Alineación de láminas con chicagos
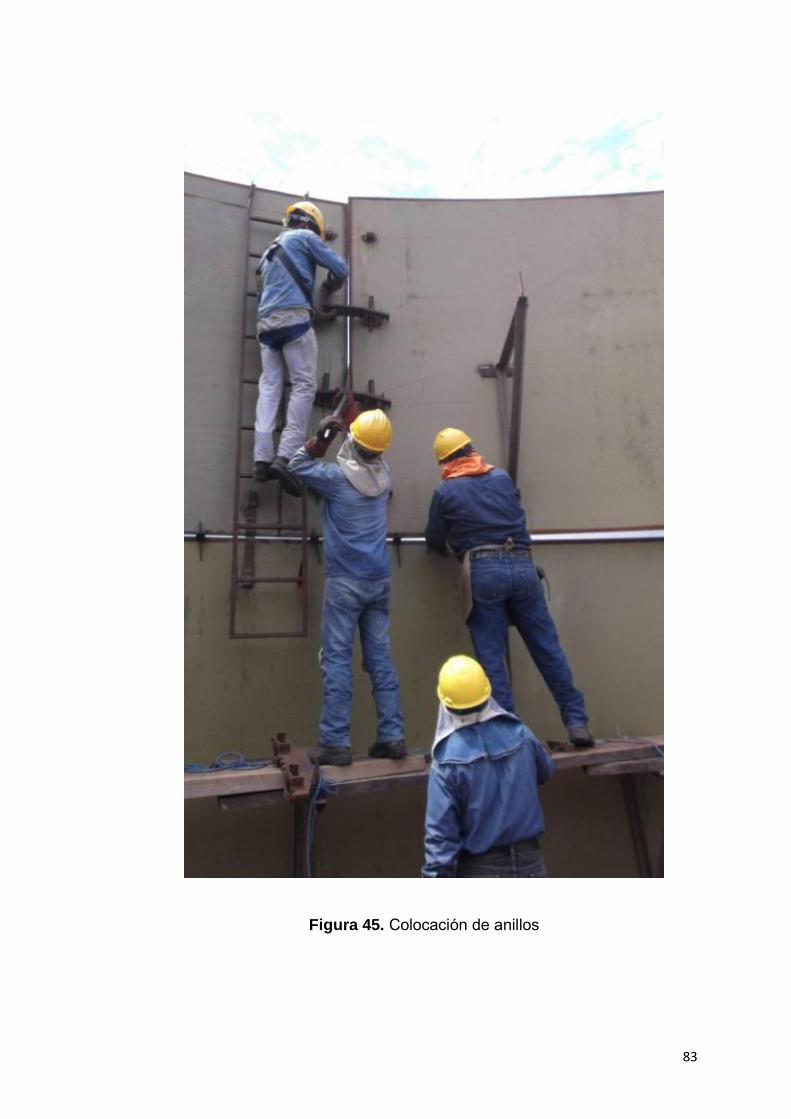
83
Figura 45. Colocación de anillos
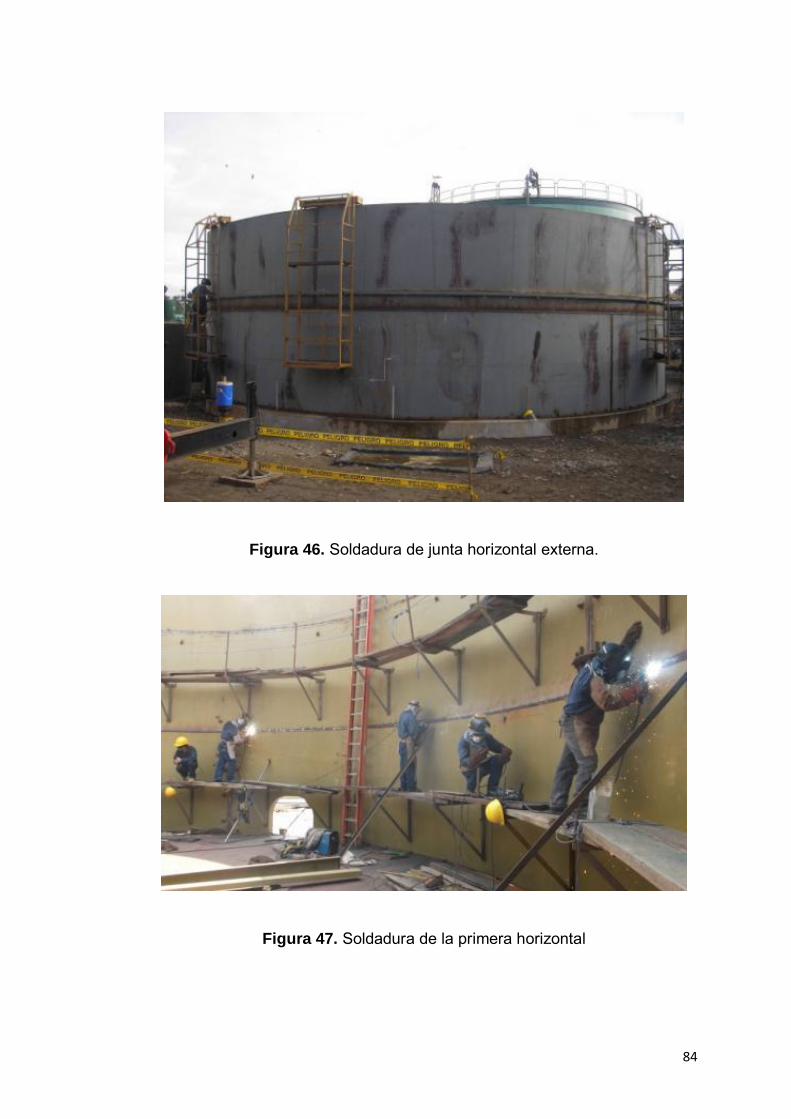
84
Figura 46. Soldadura de junta horizontal externa.
Figura 47. Soldadura de la primera horizontal

85
Figura 48.Montaje de tercer anillo
Figura 49. Punteo de horizontal tercer anillo.
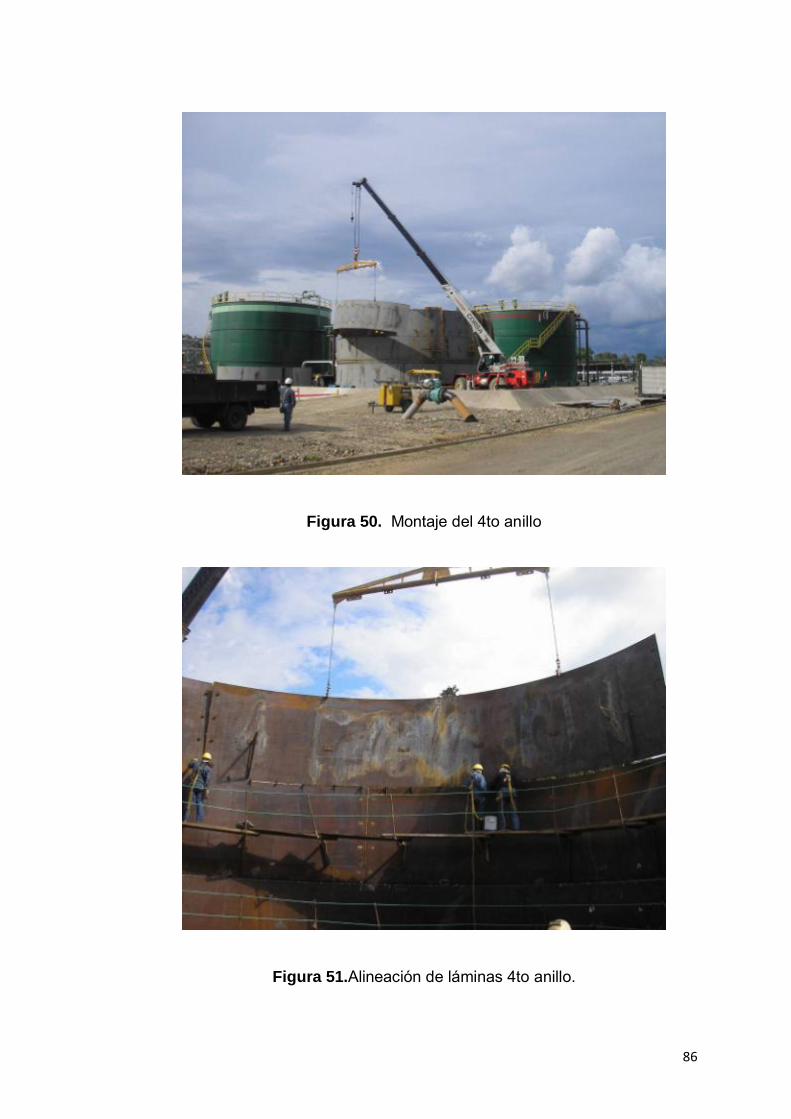
86
Figura 50. Montaje del 4to anillo
Figura 51.Alineación de láminas 4to anillo.
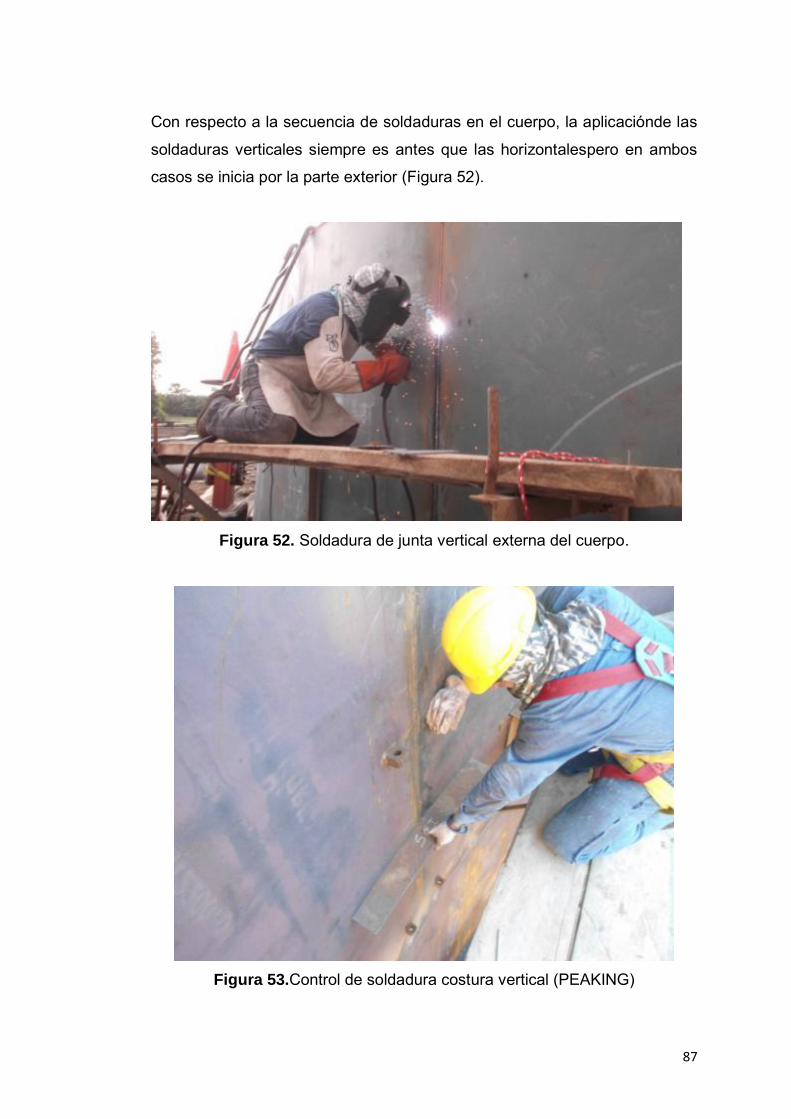
87
Con respecto a la secuencia de soldaduras en el cuerpo, la aplicaciónde las
soldaduras verticales siempre es antes que las horizontalespero en ambos
casos se inicia por la parte exterior (Figura 52).
Figura 52. Soldadura de junta vertical externa del cuerpo.
Figura 53.Control de soldadura costura vertical (PEAKING)
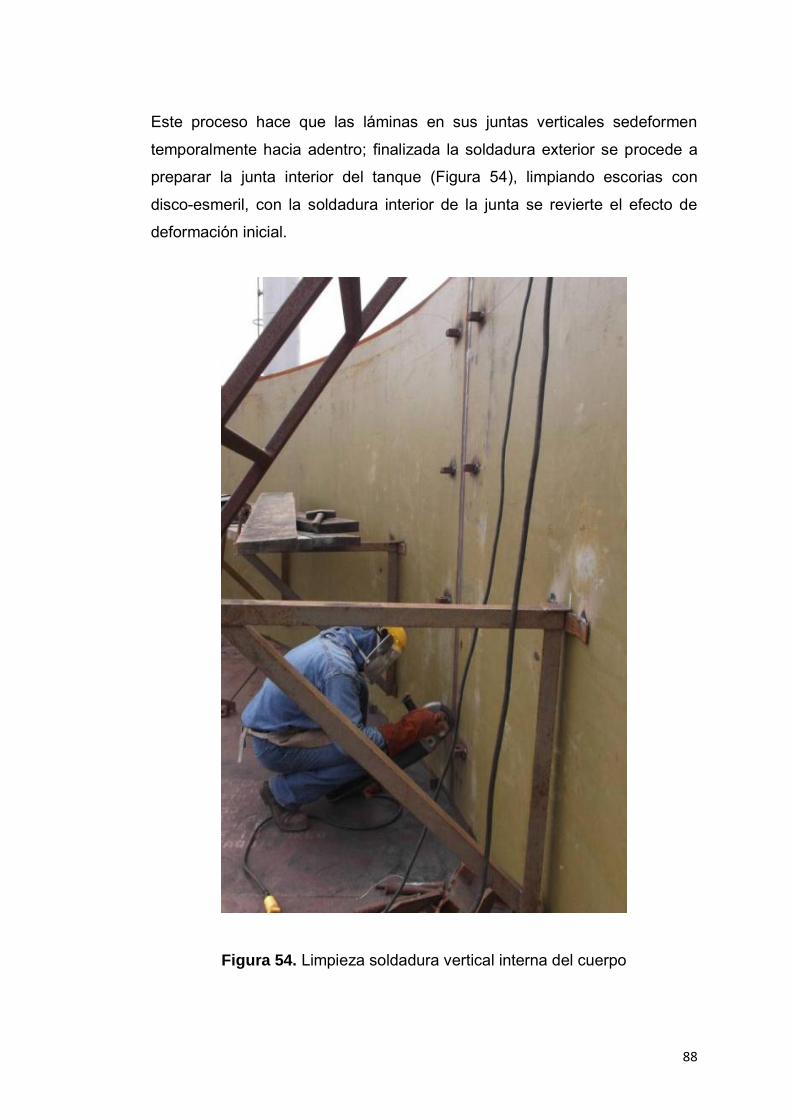
88
Este proceso hace que las láminas en sus juntas verticales sedeformen
temporalmente hacia adentro; finalizada la soldadura exterior se procede a
preparar la junta interior del tanque (Figura 54), limpiando escorias con
disco-esmeril, con la soldadura interior de la junta se revierte el efecto de
deformación inicial.
Figura 54. Limpieza soldadura vertical interna del cuerpo
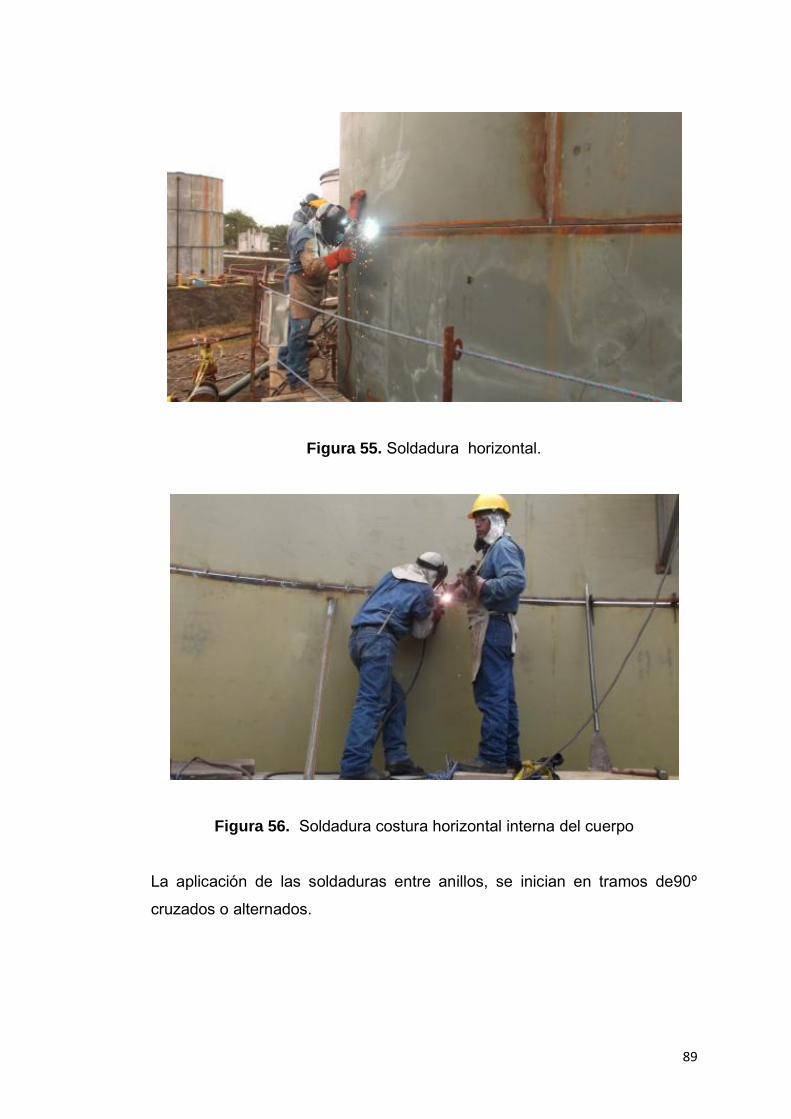
89
Figura 55. Soldadura horizontal.
Figura 56. Soldadura costura horizontal interna del cuerpo
La aplicación de las soldaduras entre anillos, se inician en tramos de90º
cruzados o alternados.
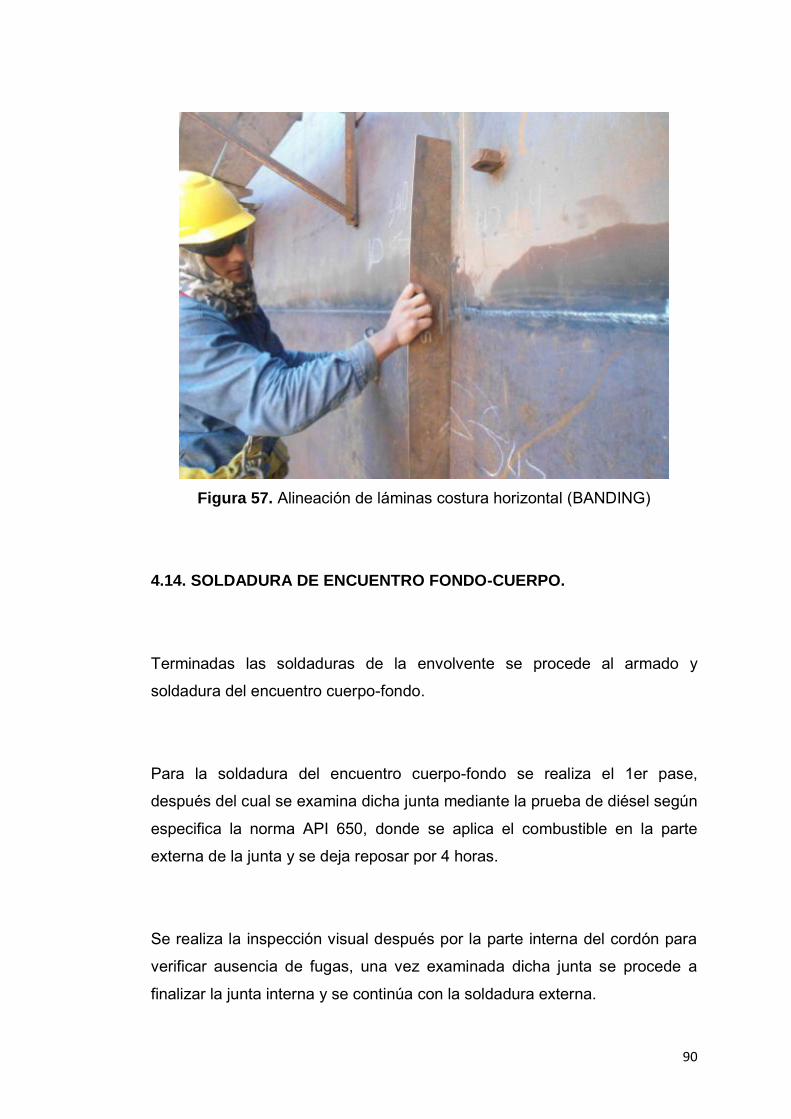
90
Figura 57. Alineación de láminas costura horizontal (BANDING)
4.14. SOLDADURA DE ENCUENTRO FONDO-CUERPO.
Terminadas las soldaduras de la envolvente se procede al armado y
soldadura del encuentro cuerpo-fondo.
Para la soldadura del encuentro cuerpo-fondo se realiza el 1er pase,
después del cual se examina dicha junta mediante la prueba de diésel según
especifica la norma API 650, donde se aplica el combustible en la parte
externa de la junta y se deja reposar por 4 horas.
Se realiza la inspección visual después por la parte interna del cordón para
verificar ausencia de fugas, una vez examinada dicha junta se procede a
finalizar la junta interna y se continúa con la soldadura externa.
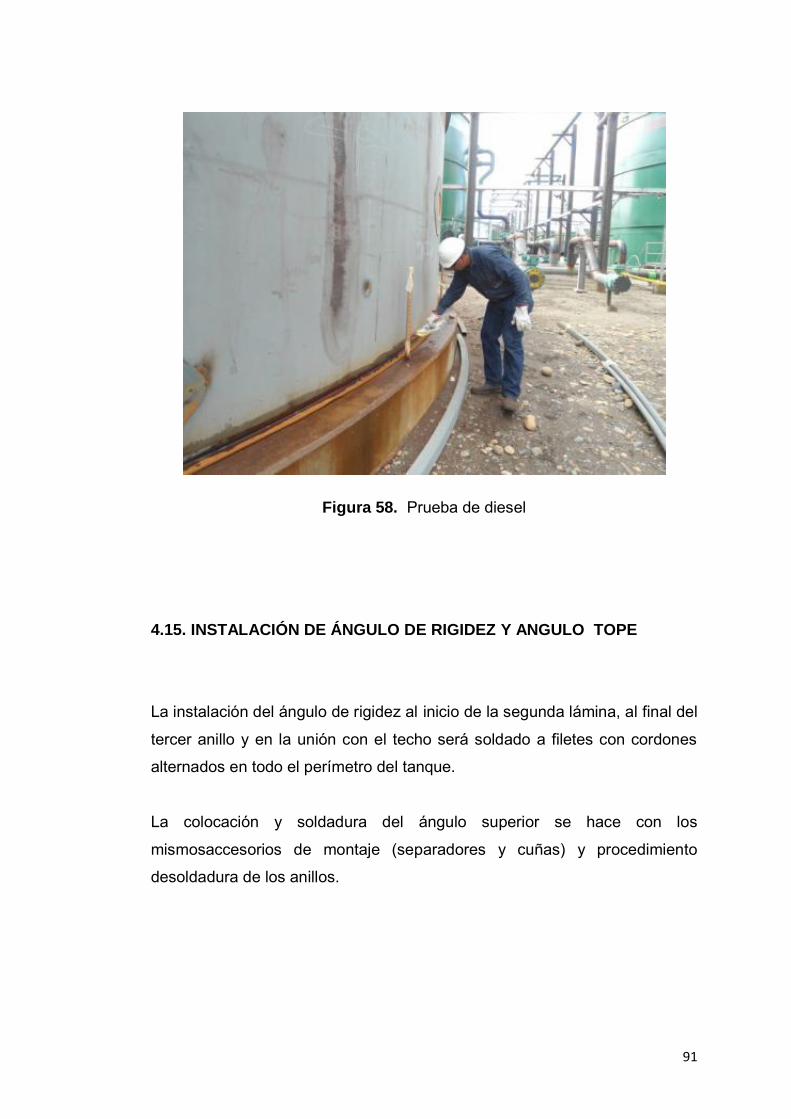
91
Figura 58. Prueba de diesel
4.15. INSTALACIÓN DE ÁNGULO DE RIGIDEZ Y ANGULO TOPE
La instalación del ángulo de rigidez al inicio de la segunda lámina, al final del
tercer anillo y en la unión con el techo será soldado a filetes con cordones
alternados en todo el perímetro del tanque.
La colocación y soldadura del ángulo superior se hace con los
mismosaccesorios de montaje (separadores y cuñas) y procedimiento
desoldadura de los anillos.
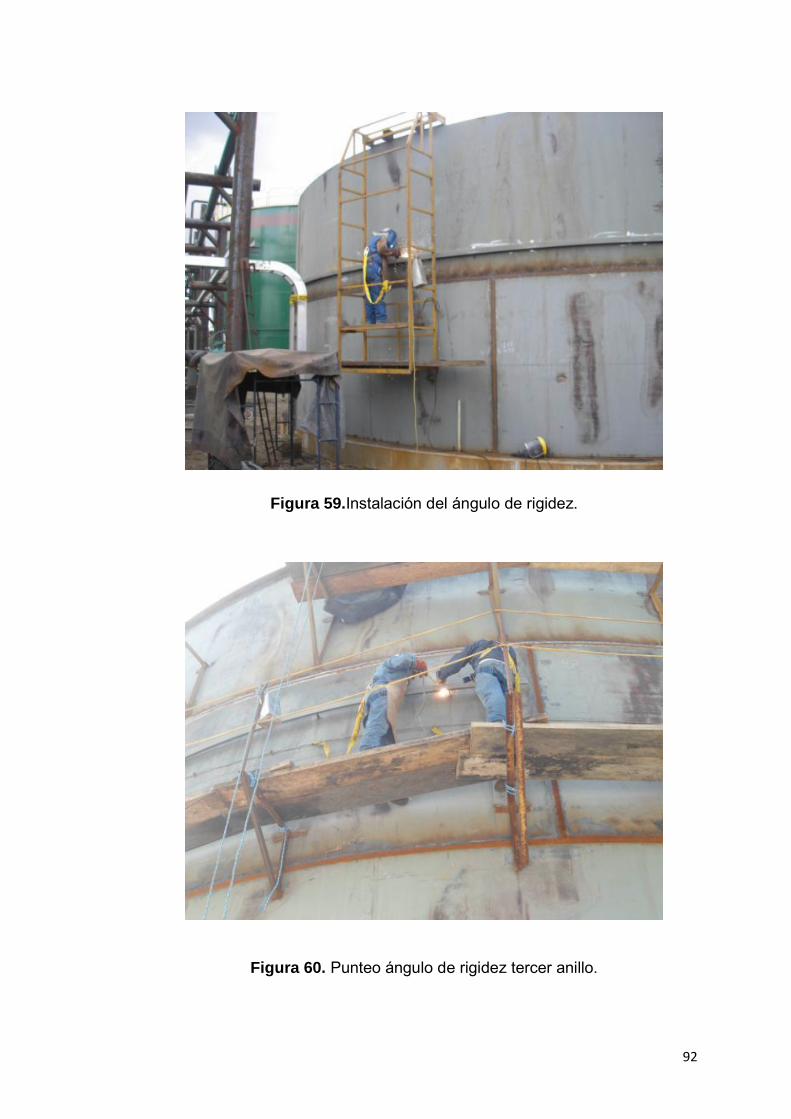
92
Figura 59.Instalación del ángulo de rigidez.
Figura 60. Punteo ángulo de rigidez tercer anillo.
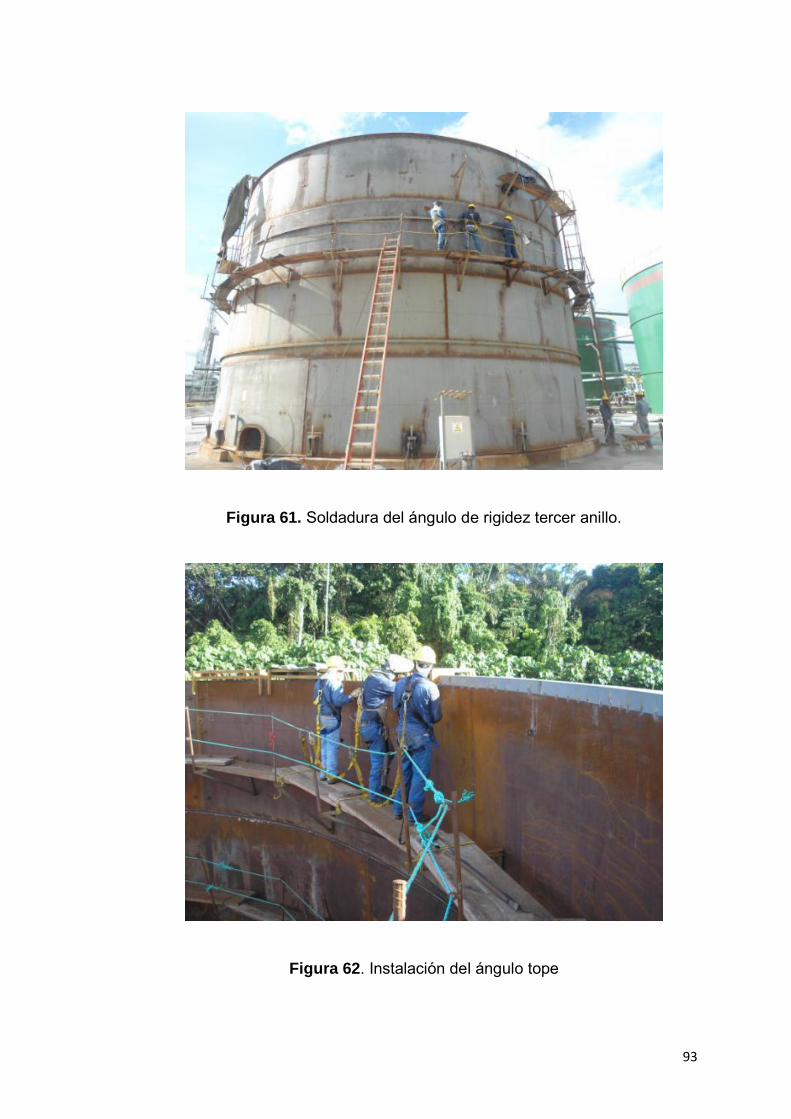
93
Figura 61. Soldadura del ángulo de rigidez tercer anillo.
Figura 62. Instalación del ángulo tope
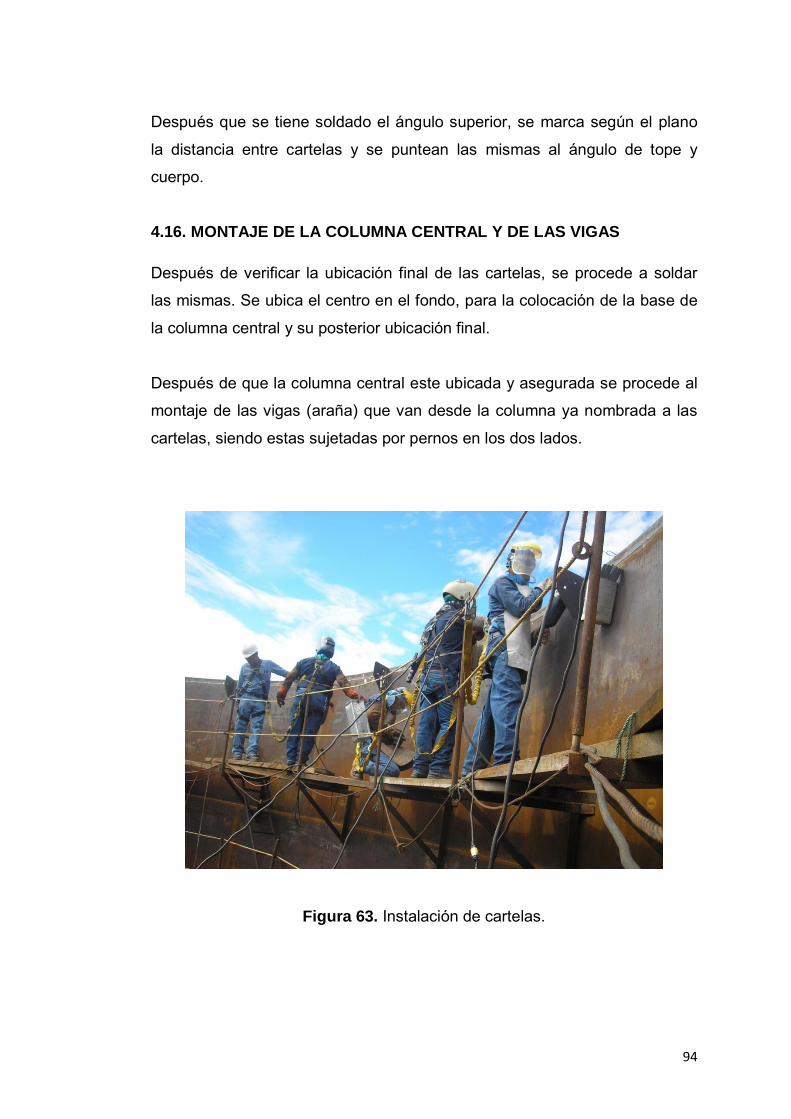
94
Después que se tiene soldado el ángulo superior, se marca según el plano
la distancia entre cartelas y se puntean las mismas al ángulo de tope y
cuerpo.
4.16. MONTAJE DE LA COLUMNA CENTRAL Y DE LAS VIGAS
Después de verificar la ubicación final de las cartelas, se procede a soldar
las mismas. Se ubica el centro en el fondo, para la colocación de la base de
la columna central y su posterior ubicación final.
Después de que la columna central este ubicada y asegurada se procede al
montaje de las vigas (araña) que van desde la columna ya nombrada a las
cartelas, siendo estas sujetadas por pernos en los dos lados.
Figura 63. Instalación de cartelas.

95
Figura 64.Colocación de la columna central.
Figura 65.Aseguramiento de la columna central

96
Figura 66. Colocación de vigas
Figura 67.Colocación de pernos entre vigas y cartelas.
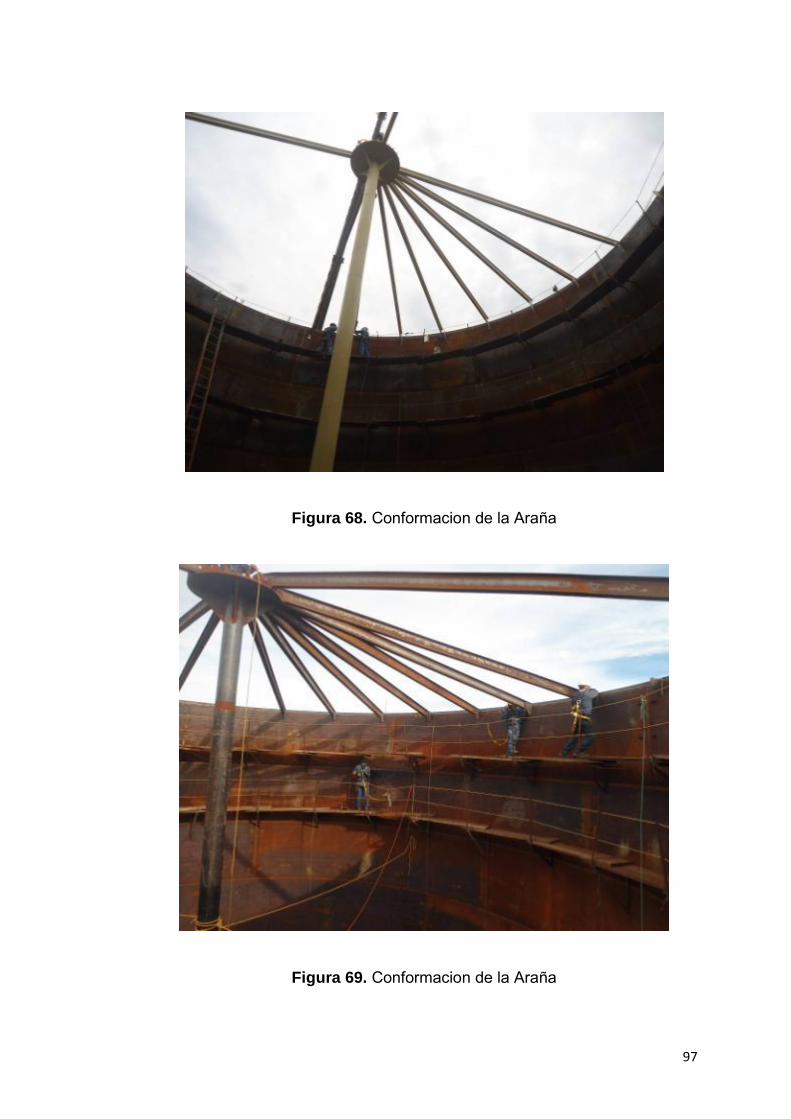
97
Figura 68. Conformacion de la Araña
Figura 69. Conformacion de la Araña
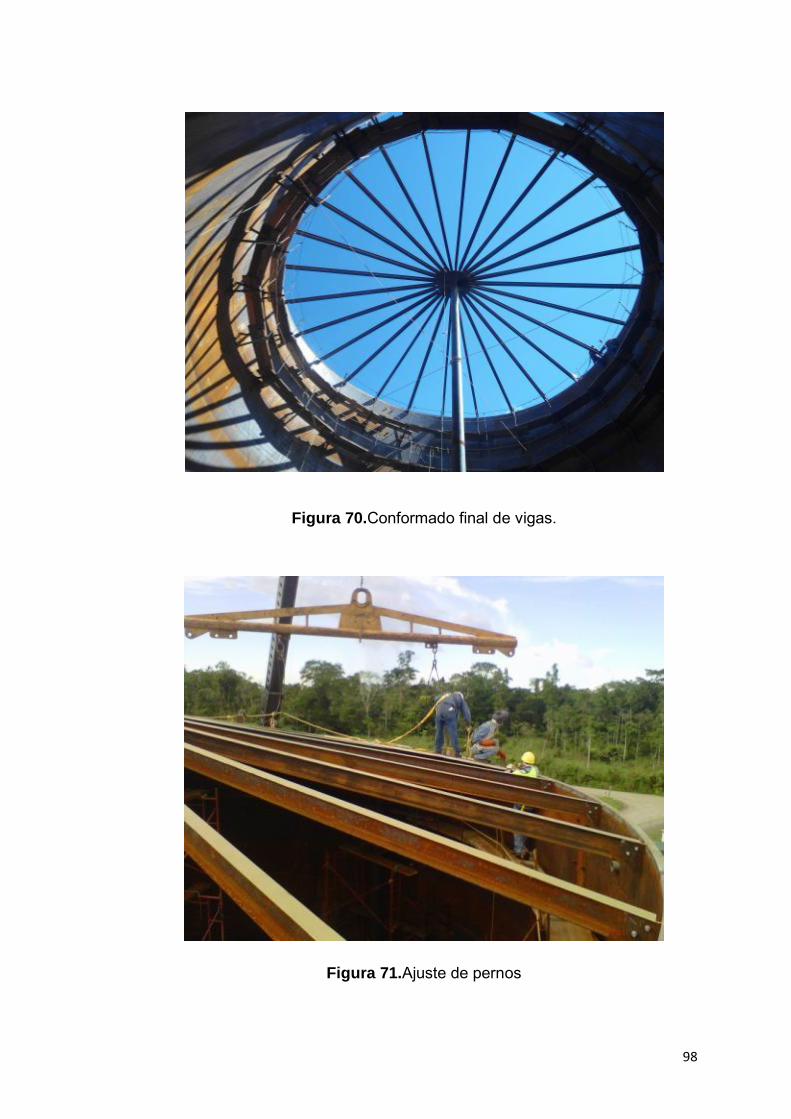
98
Figura 70.Conformado final de vigas.
Figura 71.Ajuste de pernos
99
4.17. MONTAJE DEL TECHO
Para montar techos cónicos, las planchas se colocan de acuerdo a los
planos aprobados para la construcción.
Tanto los anillos, las planchas internas y las juntas del ángulo de tope deben
estar completamente soldados.
Para el montaje de las láminas que forman el techo la orientación deestas
debe de ser a 90º o 45º, con respeto a la orientación de las delfondo.
Las soldaduras del techo no requieren prueba con campana devacío a un
100% solo si el contratista lo solicita.
Se realizara una inspección visual de la soldadura del techo para determinar
la calidad de suacabado y presentación ya que esta solo sirve para
impermeabilizar eltanque.
Además, estas no deben soldarse a la estructura interna deltanque.
Las soladuras aplicadas perimetralmente entre el techo y el ángulosuperior,
deben ser en ―un solo paso lo más rápido posible‖
La soldadura es a un solo paso porseguridad, en caso de sobrepresión la
tapa o techo se desprendafácilmente del cuerpo del tanque.
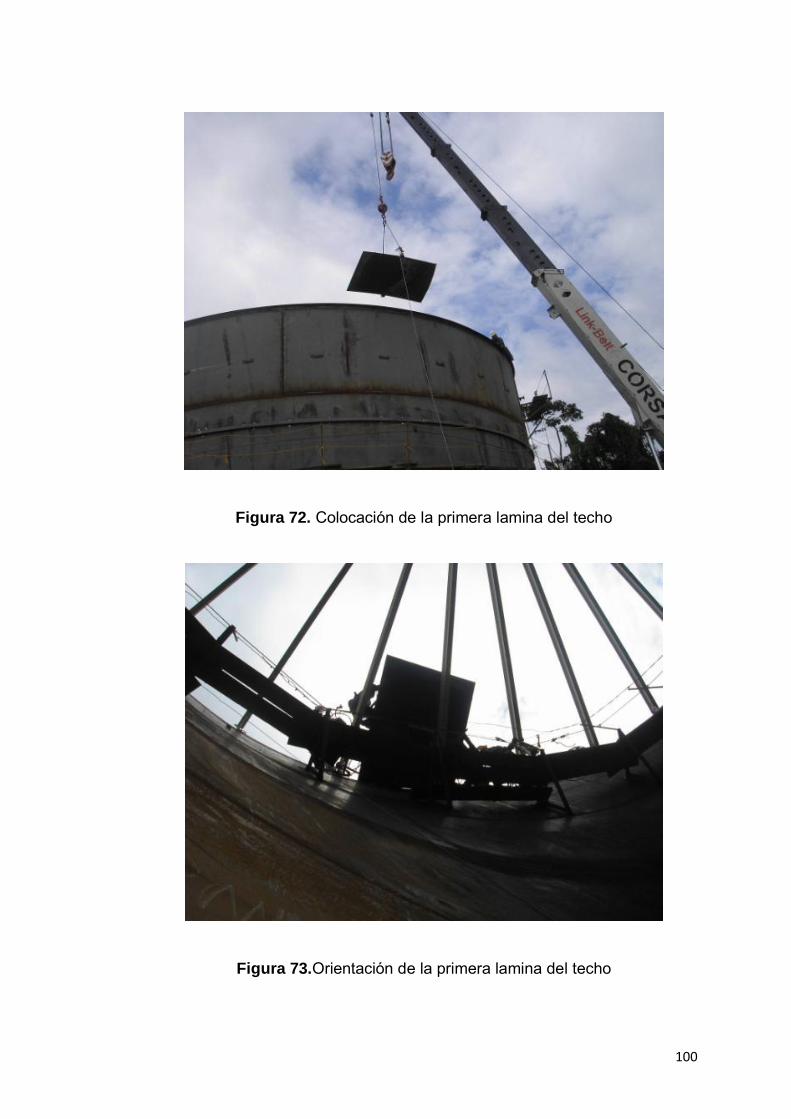
100
Figura 72. Colocación de la primera lamina del techo
Figura 73.Orientación de la primera lamina del techo
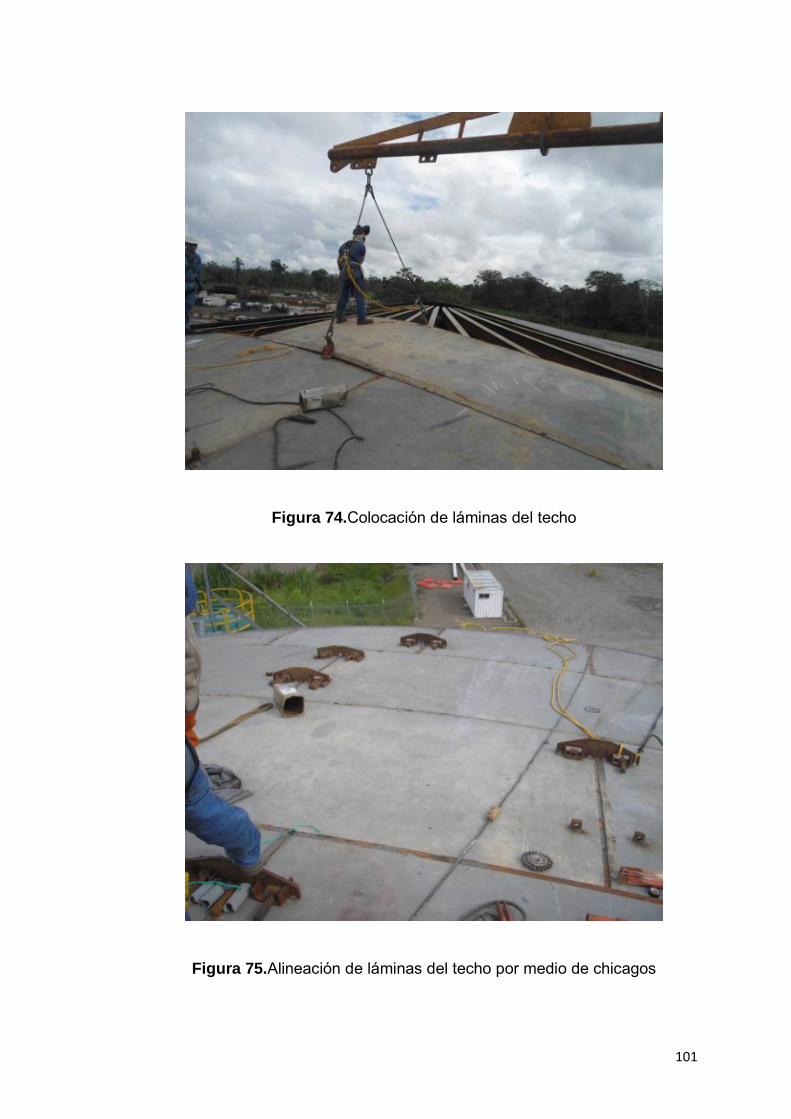
101
Figura 74.Colocación de láminas del techo
Figura 75.Alineación de láminas del techo por medio de chicagos
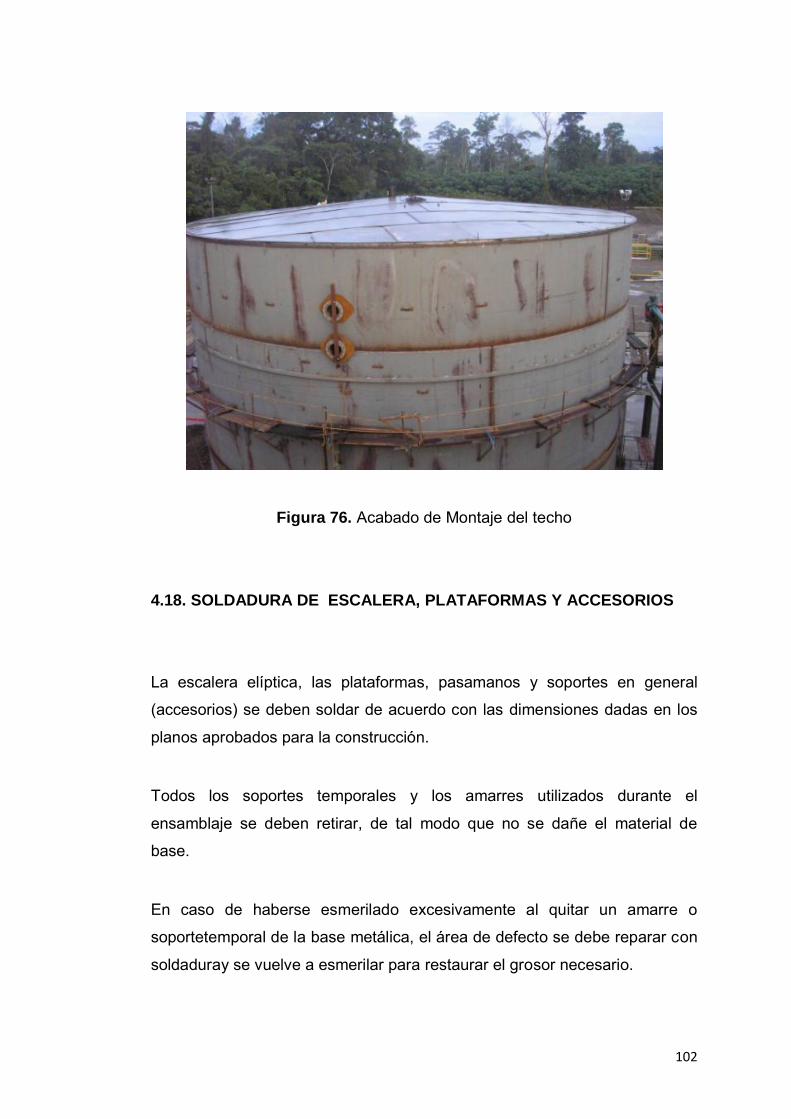
102
Figura 76. Acabado de Montaje del techo
4.18. SOLDADURA DE ESCALERA, PLATAFORMAS Y ACCESORIOS
La escalera elíptica, las plataformas, pasamanos y soportes en general
(accesorios) se deben soldar de acuerdo con las dimensiones dadas en los
planos aprobados para la construcción.
Todos los soportes temporales y los amarres utilizados durante el
ensamblaje se deben retirar, de tal modo que no se dañe el material de
base.
En caso de haberse esmerilado excesivamente al quitar un amarre o
soportetemporal de la base metálica, el área de defecto se debe reparar con
soldaduray se vuelve a esmerilar para restaurar el grosor necesario.
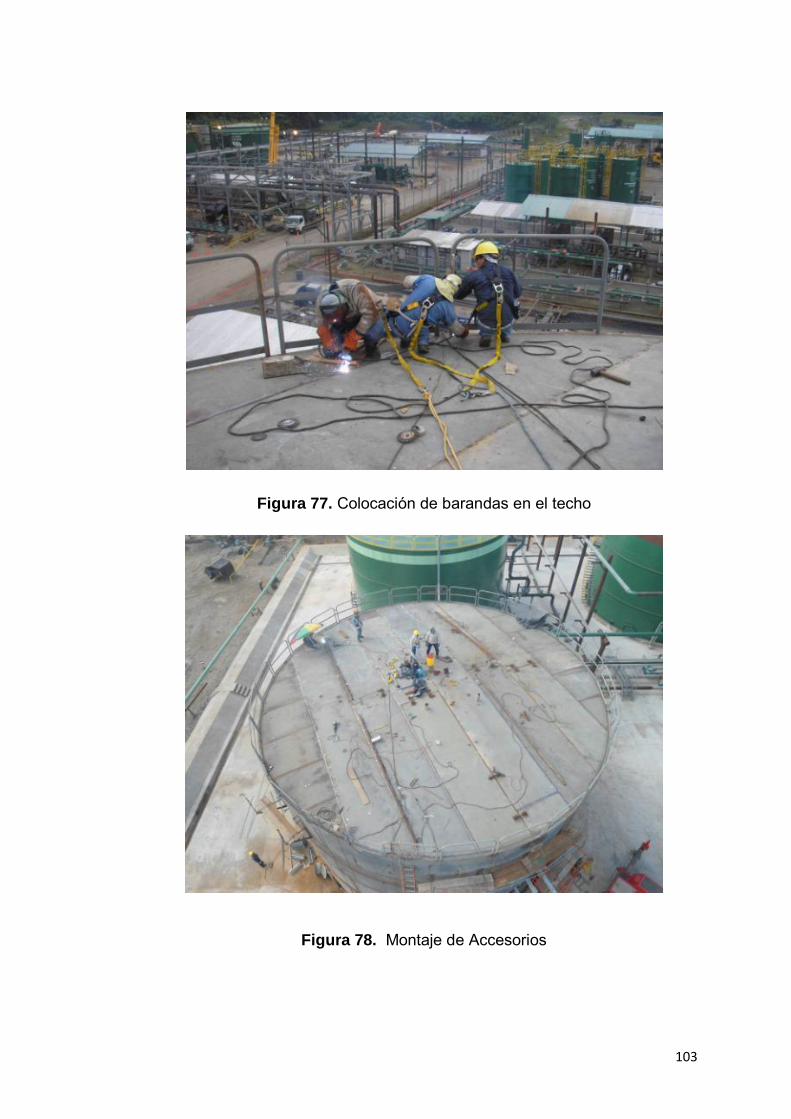
103
Figura 77. Colocación de barandas en el techo
Figura 78. Montaje de Accesorios
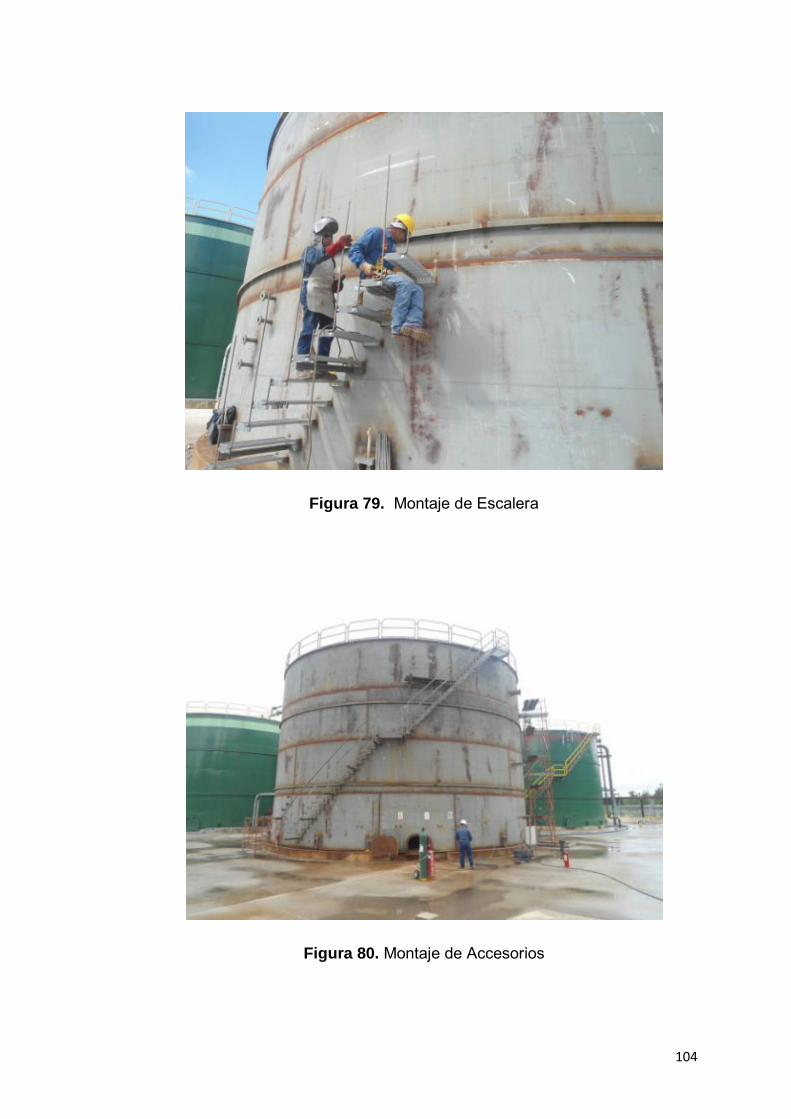
104
Figura 79. Montaje de Escalera
Figura 80. Montaje de Accesorios
105
Figura 81.Acabado de montaje de accesorios
4.19. INSTALACION Y SOLDADURA DE BOCAS
Las perforaciones para las bocas del techo y cuerpo se ubicarán trazando la
orientación y elevación que se encuentran en los planos aprobados para la
construcción.
Antes de cortar, se debe realizar una inspección final del trazado de acuerdo
con los planos; y una vez verificado por el control de calidad del contratista
se podrá continuar con el corte.
Los biseles deben prepararse de acuerdo con el diámetro y ángulo requerido
según se muestra en los planos aprobados para la construcción.

106
Las boquillas se colocan ubicando el eje vertical entre las dos perforaciones
de las bridas y verificando la distancia de la tapa de la brida a la parte interna
del tanque.
Figura 82. Trazado de orientación y ubicación de bocas.
Figura 83. Verificación de elevación de bocas.

107
Se utilizan puntos de suelda para mantener las boquillas en su sitio.
Figura 84. Verificación de dimensiones y niveles.
En el caso de las boquillas (en su mayor parte bocas de visita), se requieren
soportes temporales para evitar deformaciones cuando se efectúa la suelda.
Una vez que la soldadura ha terminado, los soportes temporales pueden
quitarse y se efectúa la inspección para chequear las deformaciones que
ocurran debido a la contracción.
Las bocas se colocarán con la ayuda de un nivel garantizando que la boca
no esté desalineada con respecto a su vertical; además los agujeros de las
bocas del cuerpo deben estar alineados de forma vertical, y los agujeros de
las bocas del techo deben estar alineados con respecto a los radios.
En las bocas primero se suelda la parte que está en el exterior del tanque y
luego el interior.
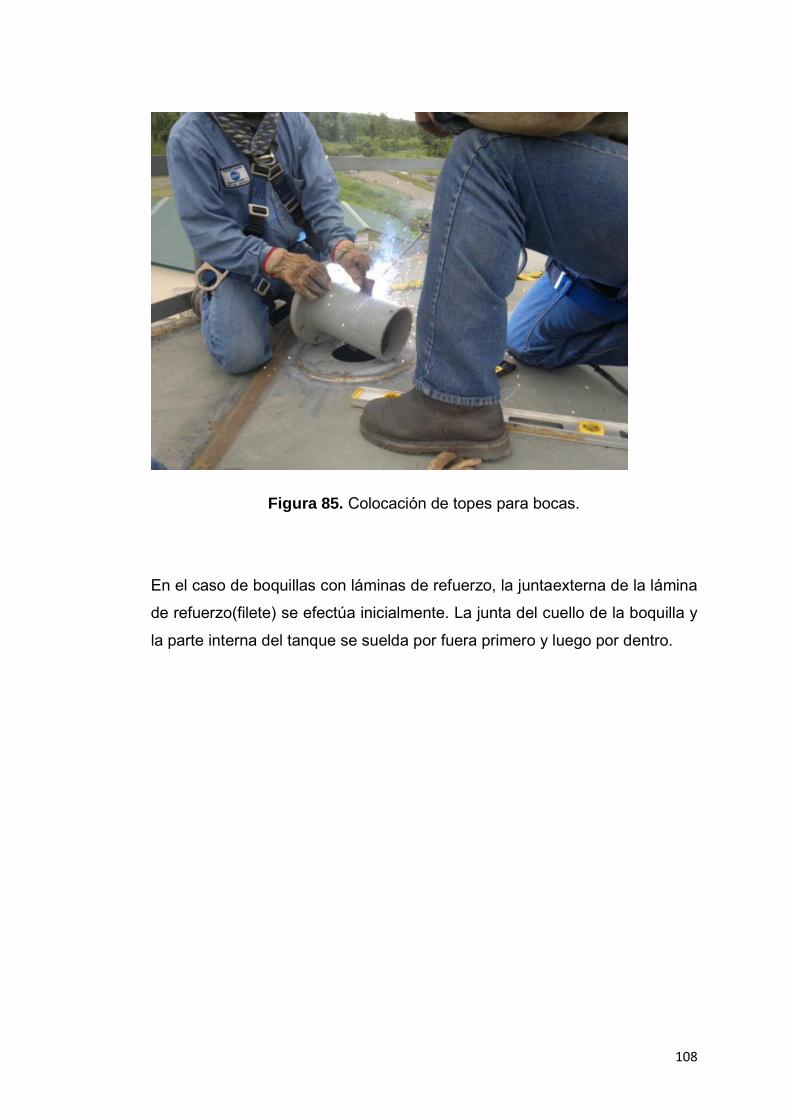
108
Figura 85. Colocación de topes para bocas.
En el caso de boquillas con láminas de refuerzo, la juntaexterna de la lámina
de refuerzo(filete) se efectúa inicialmente. La junta del cuello de la boquilla y
la parte interna del tanque se suelda por fuera primero y luego por dentro.
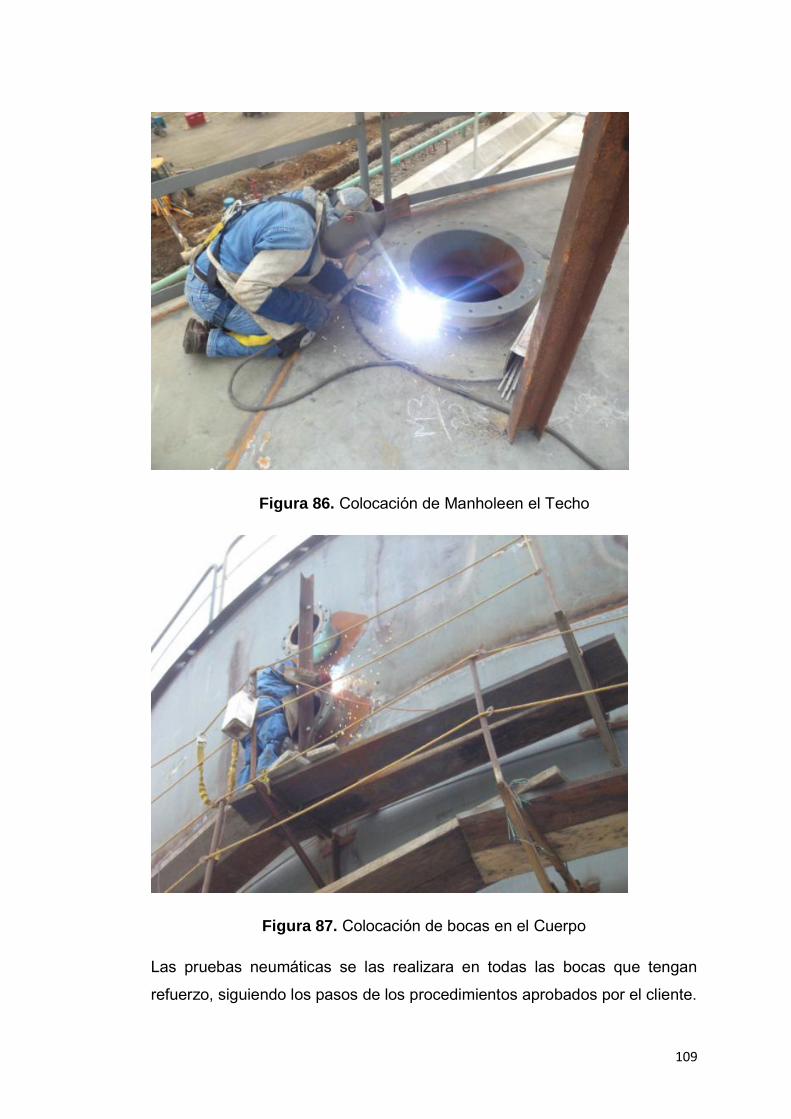
109
Figura 86. Colocación de Manholeen el Techo
Figura 87. Colocación de bocas en el Cuerpo
Las pruebas neumáticas se las realizara en todas las bocas que tengan
refuerzo, siguiendo los pasos de los procedimientos aprobados por el cliente.

110
Figura 88.Colocación del Manhole en el Cuerpo
4.20. TOLERANCIAS DIMENSIONALES.
Las medidas que se deben controlar son: la verticalidad, la redondez ylas
desviaciones locales producto de la soldadura.
La máxima desviación de la verticalidad entre la parte superior delcuerpo y el
fondo no debe exceder de 1/200 de la altura total deltanque.
La redondez debe ser medida a 300mm.por encima de la soldaduraque une
el cuerpo al fondo, no debe exceder las toleranciasestablecidas en la
siguiente tabla
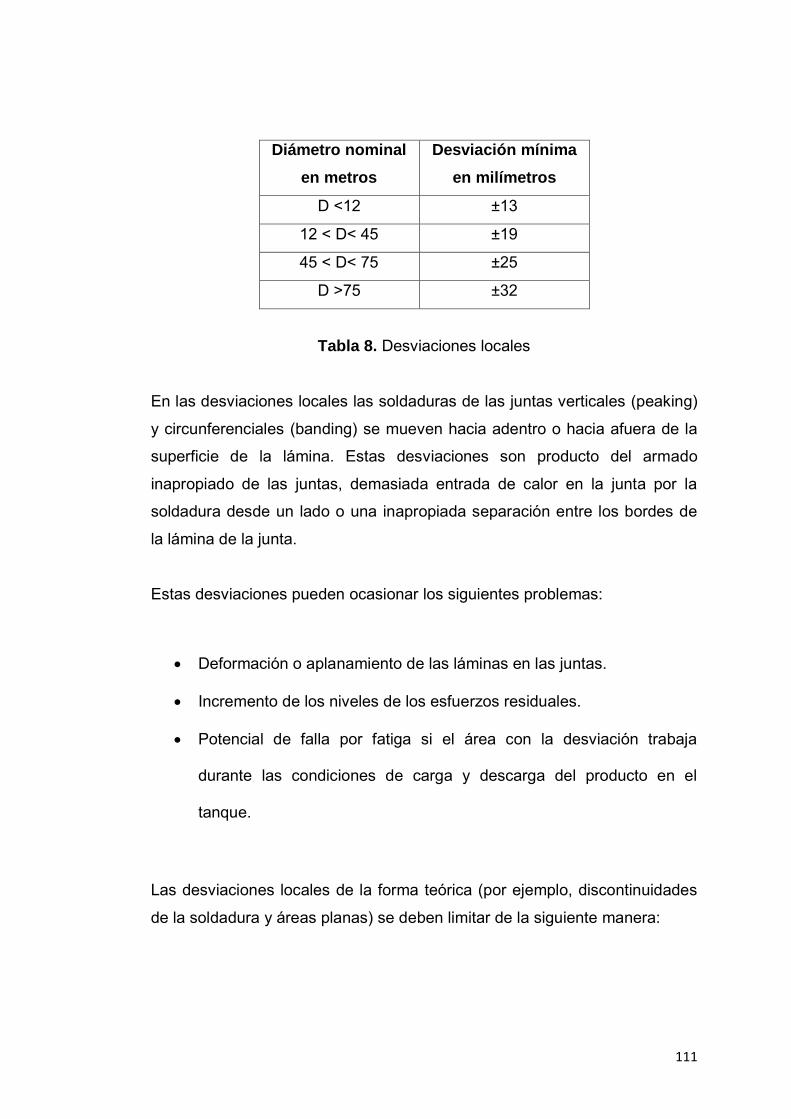
111
Diámetro nominal
en metros
Desviación mínima
en milímetros
D <12 ±13
12 < D< 45 ±19
45 < D< 75 ±25
D >75 ±32
Tabla 8. Desviaciones locales
En las desviaciones locales las soldaduras de las juntas verticales (peaking)
y circunferenciales (banding) se mueven hacia adentro o hacia afuera de la
superficie de la lámina. Estas desviaciones son producto del armado
inapropiado de las juntas, demasiada entrada de calor en la junta por la
soldadura desde un lado o una inapropiada separación entre los bordes de
la lámina de la junta.
Estas desviaciones pueden ocasionar los siguientes problemas:
Deformación o aplanamiento de las láminas en las juntas.
Incremento de los niveles de los esfuerzos residuales.
Potencial de falla por fatiga si el área con la desviación trabaja
durante las condiciones de carga y descarga del producto en el
tanque.
Las desviaciones locales de la forma teórica (por ejemplo, discontinuidades
de la soldadura y áreas planas) se deben limitar de la siguiente manera:
112
4.20.1. DESVIACIONES LOCALES--CRESTA (PEAKING)
En este tipo de desviación la soldadura de la junta vertical se mueve hacia
adentro o hacia afuera de la superficie de la lámina.
La cresta en las juntas verticales no debe exceder de 13mm.
La cresta de las soldaduras verticales se determina usando una regla
horizontal de 1m curvada en su borde con el radio nominal del tanque.
4.20.2. DESVIACIONES LOCALES--CINTURA (BANDING)
En este tipo de desviación la soldadura de la junta vertical se mueve hacia
adentro o hacia afuera de la superficie de la lámina.
La cintura en las juntas horizontales no debe exceder de 13mm.
La cintura de las soldaduras horizontales se determina usando una regla
vertical de borde recto de 1m de longitud.
4.20.3. AREAS PLANAS.
Las áreas planas medidas en el plano vertical no deben exceder los
requerimientos apropiados de planitud y ondulamiento especificado en
ASTM A6, A20 o A480,

113
4.21. INSPECCIONES
El Jefe de Inspección Técnica debe emitir previo al inicio de las actividades
de montaje, el Plan de Inspección yPruebasITPInspection and Testing Plan).
El Inspector de Calidad asignado al campo es el responsable por la
ejecución de todas las inspecciones detalladas en el Plan de Inspección
yPruebas, y su debido registro.
Todas las inspecciones especificadas en el ITP deben ser comunicadas con
anticipación al cliente, ya que es necesaria su presencia durante la ejecución
de las mismas y su firma en los correspondientes registros. En caso de que
el cliente no quiera presenciar las inspecciones, se asentará en el ITP.
En el ITP debe contener como mínimo las siguientes inspecciones:
Recepción de materiales en campo
Verificación de presencia en campo de todos los planos necesarios y
WPS aplicables
Verificación de calificación de soldadores
Inspecciones visuales a soldaduras
Inspección de campana de vacío a fondo y techo
Inspección por oil test o por líquidos penetrantes a junta fondo-cuerpo
Inspección neumática a refuerzos
Inspecciones dimensionales y de correcta ubicación para todos los
componentes del tanque (cuerpo, fondo, techo, conexiones,
estructuras)
Prueba hidrostática al tanque
114
4.22. LIBERACIÓN FASE MECÁNICA
Para la liberación de soldadura y todo lo referente al montaje Mecánico es
necesario seguir las instrucciones del cliente que sean acogidas por la
Norma API 650, y por parte del departamento de calidad tener todos los
registros de medidas, ensayos y pruebas descritas en el PEI para su
liberación.
115
CAPITULO 5. PRUEBAS
5.1. INSPECCION, PRUEBAS Y REPARACIONES.
En el montaje de Tanques de Almacenamiento en Campo, los siguientes
ítems son sujetos de inspección debido a los específicos tipos de deterioro o
daños y deben realizarse de acuerdo a lo establecido en el código API 650,
en su sección 5.3INSPECTION, TESTING, AND REPAIRS.
Nivelación del anillo de hormigón
Inspección radiográfica
Redondez
Verticalidad
Inspección visual
Prueba de Diésel
Prueba de vacío
Prueba neumática en planchas de refuerzo
Prueba hidrostática
5.1.1. NIVELACION DEL ANILLO DE HORMIGON.
El inspector debe verificar que la nivelación del anillo de hormigón este en
concordancia con las especificaciones del proyecto y las
toleranciasdimensionales mencionadas en el código API 650 en su totalidad.
116
Y posea elregistro de liberación de las mediciones realizadas de acuerdo a
los enunciados del código API 650.
De ser encontrados desviaciones en las tolerancias dimensionales deben ser
reportadas y se debe proceder a realizar un registro de No Conformidad.
Una vez verificada esta información el inspector procede a liberar la
nivelación de la base de hormigón y autoriza continuar con la siguiente etapa
de la construcción y montaje del tanque de almacenamiento.
5.1.2. INSPECCION RADIOGRAFICA.
El inspector debe verificar que toda la soldadura del tanque esté
debidamente identificado posea el registro de liberación de los ensayos no
destructivos realizados en cada junta de acuerdo a los enunciados del
código API 650.
De ser encontrados con un mismo número de identificación o juntas que no
consten con su debido registro de ensayos no destructivos y/o juntas que se
encuentren fuera del criterio de aceptación del código API 650 deben ser
reportadas.
Una vez verificada esta información el inspector procede a liberar la
soldadura de tanque en cada etapa de su construcción.
117
5.1.3. REDONDEZ.
El inspector debe verificar que la redondez de cada anillo del tanque de
almacenamiento este en concordancia con las especificaciones del proyecto
y las tolerancias dimensionales mencionadas en el código API 650 en su
totalidad. Y posea el registro de liberación de las mediciones realizadas de
acuerdo a los enunciados del código API 650.
De ser encontrados desviaciones en las tolerancias dimensionales deben ser
reportadas y se debe proceder a realizar un registro de No Conformidad.
Una vez verificada esta información el inspector procede a liberar la
redondez del tanque en general y autoriza continuar con la siguiente etapa
de la construcción y montaje del tanque de almacenamiento.
5.1.4. VERTICALIDAD.
El inspector debe verificar que la verticalidad del tanque de almacenamiento
este en concordancia con las especificaciones del proyecto y las tolerancias
dimensionales mencionadas en el código API 650 en su totalidad. Y posea el
registro de liberación de las mediciones realizadas de acuerdo a los
enunciados del código API 650.
De ser encontrados desviaciones en las tolerancias dimensionales deben ser
reportadas y se debe proceder a realizar un registro de No Conformidad.
Una vez verificada esta información el inspector procede a liberar la
verticalidad del tanque en general y autoriza continuar con la siguiente etapa
de la construcción y montaje del tanque de almacenamiento.
118
5.1.5. INSPECCION VISUAL.
El inspector debe verificar que todos los parámetros dimensionales del
tanque de almacenamiento este en concordancia con las especificaciones
del proyecto y las tolerancias dimensionales mencionadas en el código API
650 en su totalidad. Y posea el registro de liberación de las mediciones
realizadas de acuerdo a los enunciados del código API 650.
De ser encontrados desviaciones en las tolerancias dimensionales deben ser
reportadas y se debe proceder a realizar un registro de No Conformidad.
Una vez verificada esta información el inspector procede a liberar todas las
inspecciones requeridas y autoriza continuar con la siguiente etapa de la
construcción y montaje del tanque de almacenamiento.
5.1.6. PRUEBA DE DIESEL.
El inspector debe verificar que la integridad de la soldadura realizada entre el
cuerpo y el fondo del tanque este en concordancia con las especificaciones
del proyecto y las tolerancias dimensionales mencionadas en el código API
650 en su totalidad. Y posea el registro de liberación de las mediciones
realizadas de acuerdo a los enunciados del código API 650.
De ser encontradas desviaciones en los criterios de aceptación deben ser
reportadas y se debe proceder a realizar un registro de No Conformidad.
Una vez verificada esta información el inspector procede a liberar esta
actividad y autoriza continuar con la siguiente etapa de la construcción y
montaje del tanque de almacenamiento.
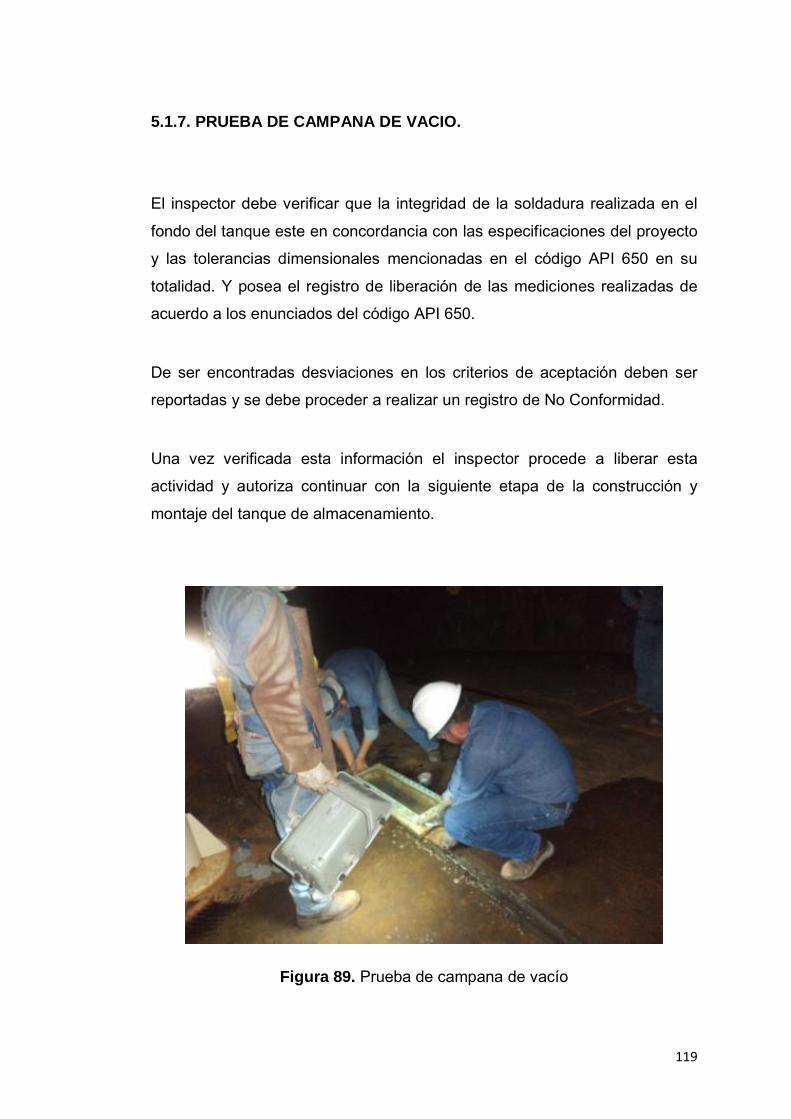
119
5.1.7. PRUEBA DE CAMPANA DE VACIO.
El inspector debe verificar que la integridad de la soldadura realizada en el
fondo del tanque este en concordancia con las especificaciones del proyecto
y las tolerancias dimensionales mencionadas en el código API 650 en su
totalidad. Y posea el registro de liberación de las mediciones realizadas de
acuerdo a los enunciados del código API 650.
De ser encontradas desviaciones en los criterios de aceptación deben ser
reportadas y se debe proceder a realizar un registro de No Conformidad.
Una vez verificada esta información el inspector procede a liberar esta
actividad y autoriza continuar con la siguiente etapa de la construcción y
montaje del tanque de almacenamiento.
Figura 89. Prueba de campana de vacío

120
5.1.8. PRUEBA NEUMATICA EN PLANCHAS DE REFUERZO.
El inspector debe verificar que la integridad de la soldadura realizada en las
planchas de refuerzo soldadas alrededor de las boquillas que posea el
tanque este en concordancia con las especificaciones del proyecto y las
tolerancias dimensionales mencionadas en el código API 650 en su
totalidad. Y posea el registro de liberación de las mediciones realizadas de
acuerdo a los enunciados del código API 650.
De ser encontradas desviaciones en los criterios de aceptación deben ser
reportadas y se debe proceder a realizar un registro de No Conformidad.
Una vez verificada esta información el inspector procede a liberar esta
actividad y autoriza continuar con la siguiente etapa de la construcción y
montaje del tanque de almacenamiento.
Figura 90.Prueba Neumática

121
5.1.9. PRUEBA HIDROSTATICA.
5.1.9.1. PREPARACIÓN PARA LA PRUEBA
Todos los amarres temporales y sujetadores de la alineación de las planchas
se quitarán por completo, y los depósitos de suelda serán esmerilados.
Antes de la prueba, todas las bridas, bocas, boquillas y orificios por debajo
del nivel de agua deben sellarse utilizando bridas ciegas, tapones, válvulas,
o cabezales.
Cuando sea posible, se llevará a cabo una inspección interna del tanque
para chequear la instalación de todos los acoples internos así como el
estado de limpieza, antes de las pruebas y cierre del tanque.
La calidad apropiada del agua para la prueba hidrostática debe chequearse
previamente.
5.1.9.2. CONTROL DE NIVEL
Chequear la nivelación topográfica del piso debido a la llenada del tanque
durante la prueba hidrostática, un nivel referencial debe marcarse en la parte
interna del tanque antes de empezar la prueba.
La altura del líquido debe ser aquella especificada por el nivel de líquido
designado. Adicionalmente se debe considerar que para los tanques de
techo cónico, la altura de llenado es 2 Pulg. Sobre el ángulo superior.
122
5.1.9.3. REALIZACION DE LA PRUEBA
El tanque debe llenarse con agua a través de la tubería de acceso o
mediante una conexión provisional que debe ser inspeccionada
periódicamente durante el período de llenado.
El llenado se efectúa en cuatro fases, de modoque la altura se divide en
cuatropartes aproximadamente iguales, a menos que se indique lo contrario
en las especificaciones del Proyecto.
Una vez llenada la primera parte, el 25%, los niveles establecidos deben
chequearse y registrarse. Si los niveles están dentro de los límites
especificados en el código API 650, la prueba puede proseguir.
Se deja descansar al tanque por un período de 6 horas.
Una vez llenada la segunda parte, el 50%, los niveles establecidos deben
chequearse y registrarse. Si los niveles están dentro de los límites
especificados en el código API 650, la prueba puede proseguir.
Se deja descansar al tanque por un período de 6 horas.
Una vez llenada la tercera parte, el 75%, los niveles establecidos deben
chequearse y registrarse. Si los niveles están dentro de los límites
especificados en el código API 650, la prueba puede proseguir.
Se deja descansar al tanque por un período de 6 horas.
123
Una vez llenado al 100%, los niveles establecidos deben chequearse y
registrarse. Si los niveles están dentro de los límites especificados en el
código API 650, la prueba puede proseguir.
Una vez que se alcanza el nivel de llenado máximo, se deja descansar el
aguapor 24 horas.
Toda superficie de contacto hermética tal como bocas de visita, ingresos,
boquillas y cualquier otra conexión, debe inspeccionarse visualmente para
que no haya escurrimientos.
5.1.9.4. CRITERIOS DE APROBACIÓN
La prueba hidrostática permite la liberación del cuerpo exclusivamente; es
aprobada si no se presentó un escurrimiento de agua, después de llenar con
agua hasta el nivel de la prueba y durante el tiempo de ésta.
El inspector debe verificar que la integridad del cuerpo del tanque de
almacenamiento este en concordancia con las especificaciones del proyecto
y las tolerancias dimensionales mencionadas en el código API 650.
Se otorga la aprobación final después de evaluar todos los datos de nivel
obtenidos durante la prueba.
De ser encontradas desviaciones en los criterios de aceptación deben ser
reportadas y se debe proceder a realizar un registro de No Conformidad.
Una vez verificada esta información el inspector procede a liberar esta
actividad y autoriza continuar con la siguiente etapa de la construcción y
montaje del tanque de almacenamiento.

124
5.1.9.5. REPARACIÓN
Las reparaciones debidas a sueldas defectuosas pueden llevarse a cabo con
un nivel de agua de por lo menos 1 metro por debajo del punto de reparación
o en un tanque completamente vacío, si dicha reparación se hace cerca del
fondo del tanque.
El área soldada que requiere reparación se limpia esmerilándola, con arco
aire o cualquier otro método adecuado que permita eliminar por completo el
defecto.
Las reparaciones se deben realizar por un soldador calificado con un
procedimiento de soldadura aprobado.
El área de reparación debe ser inspeccionada mediante el mismo ensayo no
destructivo utilizado para la misma área antes de la prueba hidrostática.
Una vez que todas las reparaciones han sido inspeccionadas y han pasado,
el tanque pasa por una nueva prueba hidrostática.
125
6. CONCLUSIONES Y RECOMENDACIONES
Después de culminar con el trabajo del montaje estructural y mecánico del
tanque de almacenamiento de 11.000 barriles son varias las perspectivas
que se han planteado sobre el presente proyecto de titulación; para esto, se
señalarán las de mayor importancia con el fin de promover un estudio
técnico y profesional.
6.1 CONCLUSIONES
6.1.1. El desarrollo del montaje estructural y mecánico del tanque de
almacenamiento de 11.000 barriles esta basado en: La Norma API 650
―Tanques Soldados para Almacenamiento de Petróleo del Instituto
Americano del Petróleo‖, manuales y necesidades planteadas por
PETROAMAZONAS-EP para dar una solución óptima, eficiente y realizable
para el proyecto.
6.1.2. Los anillos de rigidez son elementos que según el diseño en los
tanques de almacenamiento evita posibles deformaciones por la presión del
líquido almacenado.
6.1.3. Los traslapes realizados para las planchas de fondo garantizan que no
existan derrames al absorber las deformaciones sufridas por el fondo.
126
6.1.4. Los materiales utilizados en la construcción del tanque son aprobados
por la normativa API 650, los cuales después de una serie de ensayos
garantizan la funcionalidad de la estructura.
6.1.5. Las placas del techo se sujetaran al ángulo superior del tanque (anillo
de rigidez) exigido por la Norma API 650 y seleccionado del manual del
AISC, con un cordón de soldadura continuo de relleno, solo por la parte
superior. Esto aplica para tanques de techo soportado o autosoportado.
6.1.6. Todos los techos deben ser fusibles, esto significa, que en el caso de
existir una sobre presión dentro del tanque, que no esté en el rango de
operación de sus venteos lo primero que debe ceder ante una explosión es
el techo, garantizando la integridad del cuerpo y piso, evitando derrames del
mismo, por lo que la soldadura de las laminas del techo es solamente
externa.
6.1.7. Se deben cumplir al pie de la letra los permisos y reglamentaciones
ambientales, estipuladas en los contratos y emitidas por la ARCH. La buena
comprensión de estos reglamentos nos permitirá realizar un trabajo de
condiciones adecuadas y que cumpla con toda la reglamentación necesaria.
6.2 RECOMENDACIONES.
6.2.1. Cuando se realice un Montaje Estructural y Mecánico de un Tanque
de Almacenamiento, se recomienda considerar los cimientos del tanque y
diques de contención, es decir la instalación donde este descansará, esta es
127
una obra netamente de Ingeniería Civil, se debe exigir una inspección y
reporte de aprobación sobre los cimientos del tanque.
6.2.2. El fondo del tanque estará construido por una serie de arreglos de
planchas, las mismas que deben estar alineadas, con los ejes ortogonales
imaginarios del piso del tanque, para lo cual en el momento del montaje una
de las placas se hará coincidir el centro de gravedad de esta, con el centro
de ejes imaginarios, para evitar desperdicios de material y por lo tanto ahorro
de dinero. Se utilizara oxicorte para realizar las geometrías circulares en las
periferias del fondo.
6.2.3. Se recomienda tomar en cuenta los ejes del tanque para que la
ubicación de los accesorios y planchas sea la correcta según los planos de
ingeniería con esto se vitarán reparaciones y se disminuirán desperdicios de
material.
6.2.4. Antes de entrar en uso el tanque; se recomienda realizar las tablas de
calibración del mismo las que determinan los valores críticos de operación y
los máximos y mínimos del llenado del tanque esto deberá ser aprobado en
el caso de nuestro país por la ARCH para que así el tanque pueda entrar en
operación.
6.2.5. Para las pruebas a realizarse en el tanque de almacenamiento se
recomienda que sean realizadas por personal calificado con experiencia en
este tipo de trabajos para que no existan fallas en el montaje estructural del
tanque de almacenamiento.
128
GLOSARIO
A continuación definiremos los conceptos más empleados en el presente
trabajo de investigación con la finalidad de facilitar su comprensión.
API.- Es la forma abreviada de American Petroleum Institute.
ASME BPV.- Es la forma abreviada de The American Society of
Mechanical Engineers. Boiler and Pressure Vessel Code.
API 650.- Welded Steel TanksforOil Storage, aplicable según
código vigente a la fecha de la firma del contrato con la compañía o
fecha de inicio del proyecto.
COMPAÑIA.- Es el operador del tanque de almacenamiento el cual
ejerce el control de la operación, ingeniería, inspección, reparación,
modificación y pruebas del tanque de almacenamiento. Es el
responsable de seleccionar cual sección del código se aplica mas
cercanamente a los propósitos de la instalación del tanque de
almacenamiento.
CONTRATISTA O CONSTRUCTOR.- Es el ejecutor del montaje del
tanque de almacenamiento; el cual ejerce el control sobre las
actividades de construcción, montaje e inspección del tanque de
almacenamiento.
129
BANDING.- Medición del desplazamiento radial ocasionado por las
juntas horizontales. Se utiliza una plantilla recta de 900 mm (36‖) de
longitud. La máxima variación permitida es de 13 mm (1/2‖).
BOQUILLA.- Orificio practicado en un tanque para la entrada y/o
salida de un fluido o la instalación de un instrumento de medición,
generalmente son bridadas o roscadas.
BRIDA.- Accesorio para acoplamiento de tuberías, que facilita el
armado y desarmado de las mismas.
CARGA HIDROSTÁTICA.- La presión ejercida por un líquido en
reposo.
CÓDIGO.- Conjunto de mandatos dictados por una autoridad
competente.
CORROSIÓN.- Desgate no deseado, originado por la reacción
química entre el fluido contenido y/o procesado y el material de
construcción del equipo en contacto con el mismo.
CWI.- (Certified Welding Inspector)
EFICIENCIA DE JUNTAS SOLDADAS.- Valor numérico dado por el
Código o Estándar correspondiente (Grado de Confiabilidad).
130
ESTANDAR.- Sugerencias para la fabricación y diseño, originadas
por la experiencia.
ESTRUCTURA DEL TANQUE.- estructura metálica ubicada en la
zona interior central del tanque para soportar las láminas del techo.
FCAW.- Forma abreviada de Flux Cored Arc Welding, es un proceso
de soldadura por arco metálico.
INSPECTOR.- Un inspector de calidad (QA/QC), inspector autorizado
o delegado de la compañía, contratista o constructor el cual cumple
los requerimientos para realizar la inspección del montaje del tanque
de almacenamiento de acuerdo a las reglamentaciones
gubernamentales o de la compañía.
ITP.- Es la forma abreviada de Inspection and Testing Plan (Plan de
Inspección y Pruebas).
MANHOLE.- (Entradas de hombre, bocas de inspección) compuerta
móvil pernada, diseñada para permitir el acceso al interior del tanque.
NORMA.- Conjunto de reglas para el dimensionamiento y cálculo de
accesorios.
PEAKING.- Medición del desplazamiento horizontal en las juntas
verticales. Se utiliza una plantilla recta de900 mm (36‖) de longitud. La
máxima variación permitida el de 13 mm (1/2‖).
131
PRESIÓN ATMOSFERICA.- Es la producida por el peso del aire y su
valor depende de la altura del sitio indicado sobre el nivel del mar.
PRESIÓN DE DISEÑO.- Es la presión manométrica considerada para
efectuar los cálculos.
PRESIÓN DE OPERACIÓN.- Presión manométrica a la cual estará
sometido el tanque en condiciones normales de trabajo.
PRESIÓN DE PRUEBA.- Valor de la presión manométrica que sirva
para realizar la prueba hidrostática o neumática.
RECIPIENTE.- Depósito cerrado que aloja un fluido a una presión
manométrica diferente a la atmosférica, ya sea positiva o negativa.
SAW.- Es la forma abreviada de Sumerged Arc Welding
SMAW.- Es la forma abreviada de Shield Metal Arc Welding
TANQUE.- Depósito diseñado para almacenar o procesar fluidos,
generalmente a presión atmosférica o presión internas relativamente
bajas.
VERTICALIDAD.- Grado de desviación de las láminas del cuerpo del
tanque con respecto a la vertical.

132
BIBLIOGRAFIA
MEGYESY Eugene F., Manual de Recipientes a Presión, Editorial
Grupo Noriega Editores, Primera Edición
Diseño de Tanques Atmosféricos, Comité de Normalización de
Petroleros Mexicanos, PEMEX
PRONTUARIO DE INGENIERA MECANICA, Colegio de
IngenierosMecánicos de Pichincha
SHIGLEY E.; Diseño en Ingeniería Mecánica; 8va Ed.; McGraw-Hill;
México; 2008.
L. BLANK; A. TARQUIN; Ingeniería Económica; sexta edición.
McCORMAC, Jack C., Diseño de estructuras metálicas, Editorial Alfa
omega, Cuarta Edición
Manual of Steel Construction AISC, SegundaEdición.
Diseño y Cálculo de Tanques de Almacenamiento, INGLESA.
API standard (American Petroleum Institute) 650-07 seccion
4(materials), welded steel tanks for oil storage, USA 2007.
133
API standard (American Petroleum Institute) 650-98 (3 add) seccion 3
(definitions), welded steel tanks for oil storage, USA 2003.
API standard (American Petroleum Institute) 650-07 seccion 5
(design), welded steel tanks for oil storage, USA 2007.
API standard (American Petroleum Institute) 650-98 (3 add) appendix
e (seismic design of storage tanks), welded steel tanks for oil storage,
USA 2003.
API standard (American Petroleum Institute) 650-07 appendix E
(seismic design of storage tanks), welded steel tanks for oil storage,
USA 2007.
ASME IX (The American Society Of Mechanical Engineers), ASME
(qualification standard for welding and brazing procedures, welders,
brazers, and welding and brazing operators), USA 2005.
API standard (American Petroleum Institute) 650-07 seccion 6
(fabrication), welded steel tanks for oil storage, USA 2007.
ASME VIII (The American Society Of Mechanical Engineers), ASME
(uw-51 radiographic and radioscopic examination of welded
joints),USA 2005.
134
API standard (American Petroleum Institute) 650-03 (3 add) seccion 6
(fabrication), welded steel tanks for oil storage, USA 2003.
API standard (American Petroleum Institute) 650-07 seccion 8
(methods of inspecting joints), welded steel tanks for oil storage, USA
2007.
API standard (American Petroleum Institute) 650-98 (3 add) seccion 7
(methods of inspecting joints), welded steel tanks for oil storage, USA
2003.
API standard (American Petroleum Institute) 650-07 seccion 8
(welding procedure and welder qualifications), welded steel tanks for
oil storage, USA 2007.
ASME V (The American Society of Mechanical Engineers), ASME
(articulo 4 y 6), USA 2003.
ASTM E8 (Standard Test Methods For Tension Testing Of Metallic
Materials), USA 2003.
ASTM A6 (standard specification for general requirements for rolled
structural steel bars, plates, shapes, and sheet piling1), USA 2003.
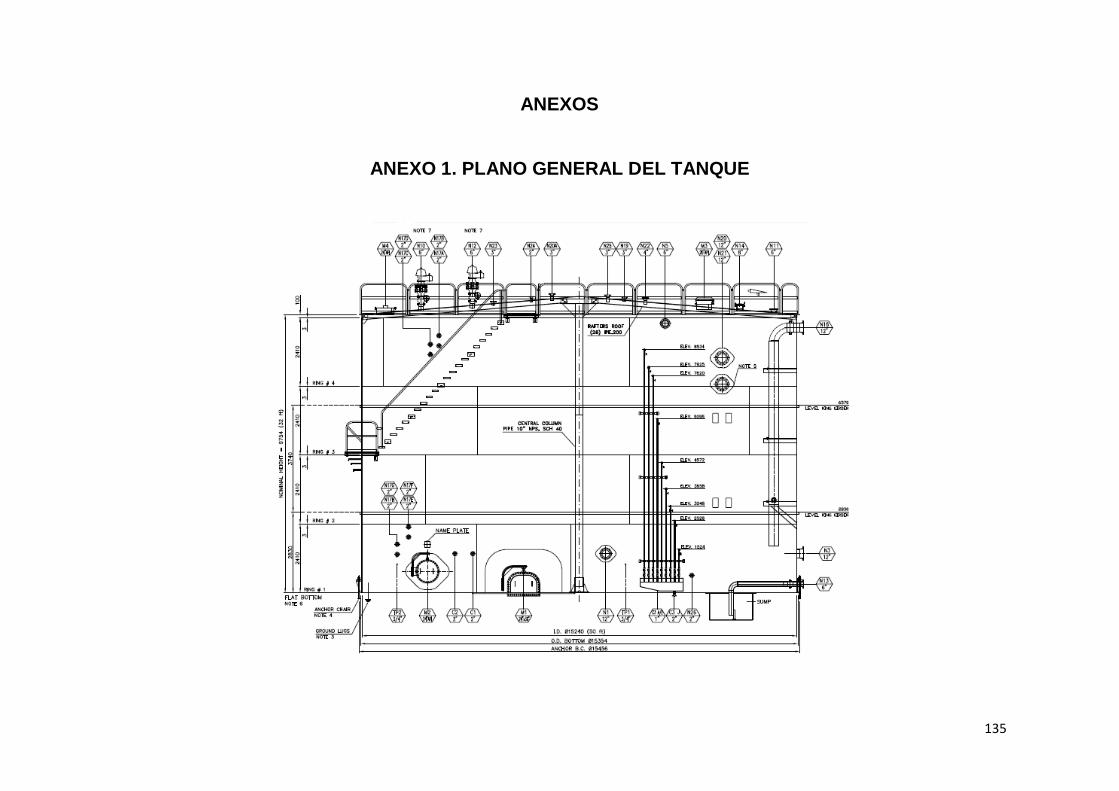
135
ANEXOS
ANEXO 1. PLANO GENERAL DEL TANQUE
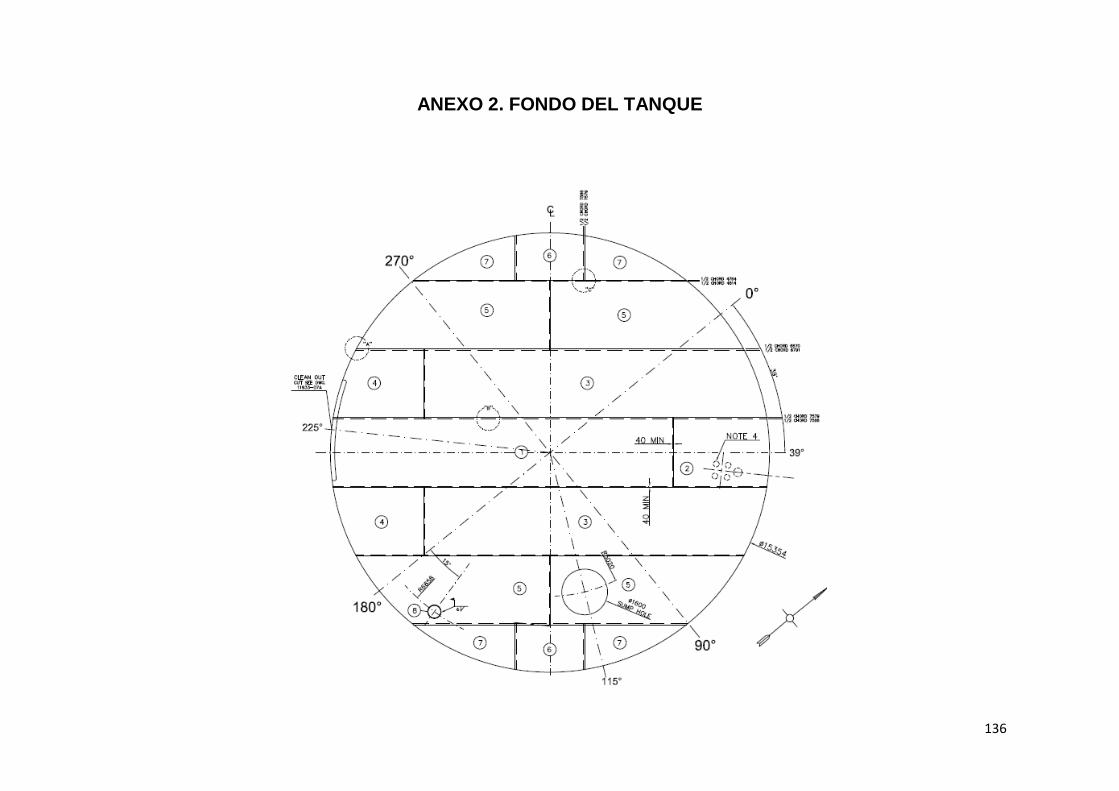
136
ANEXO 2. FONDO DEL TANQUE
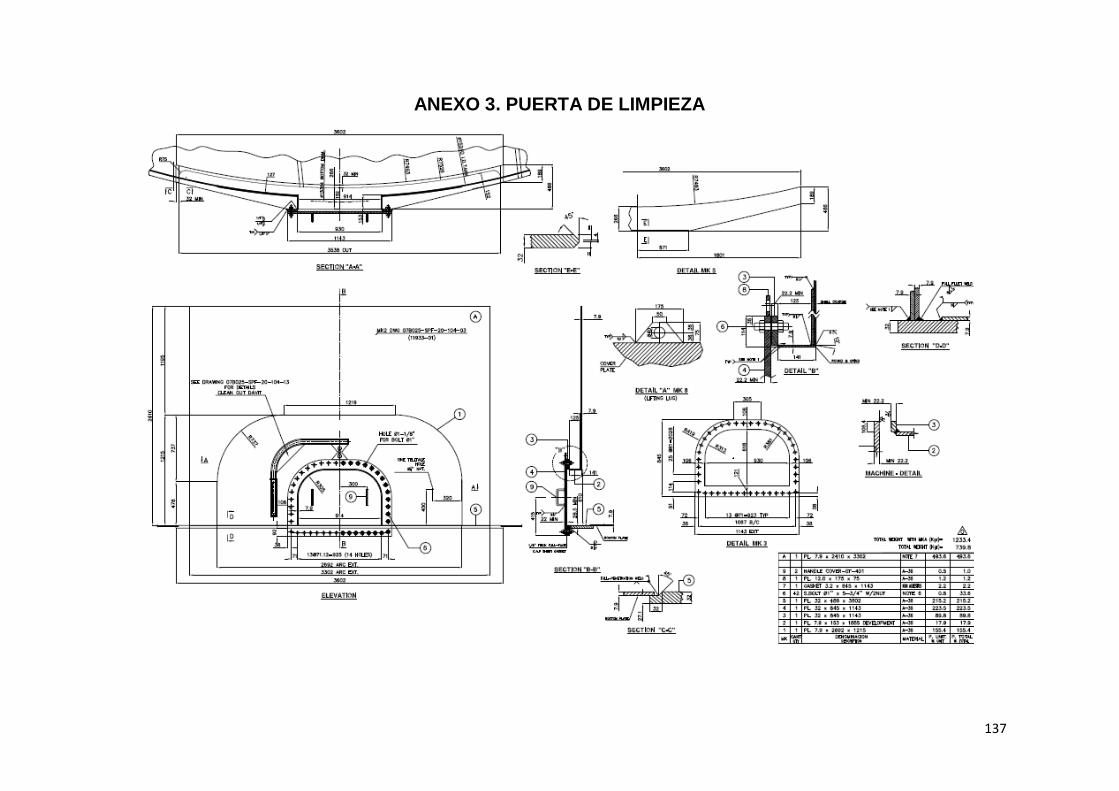
137
ANEXO 3. PUERTA DE LIMPIEZA
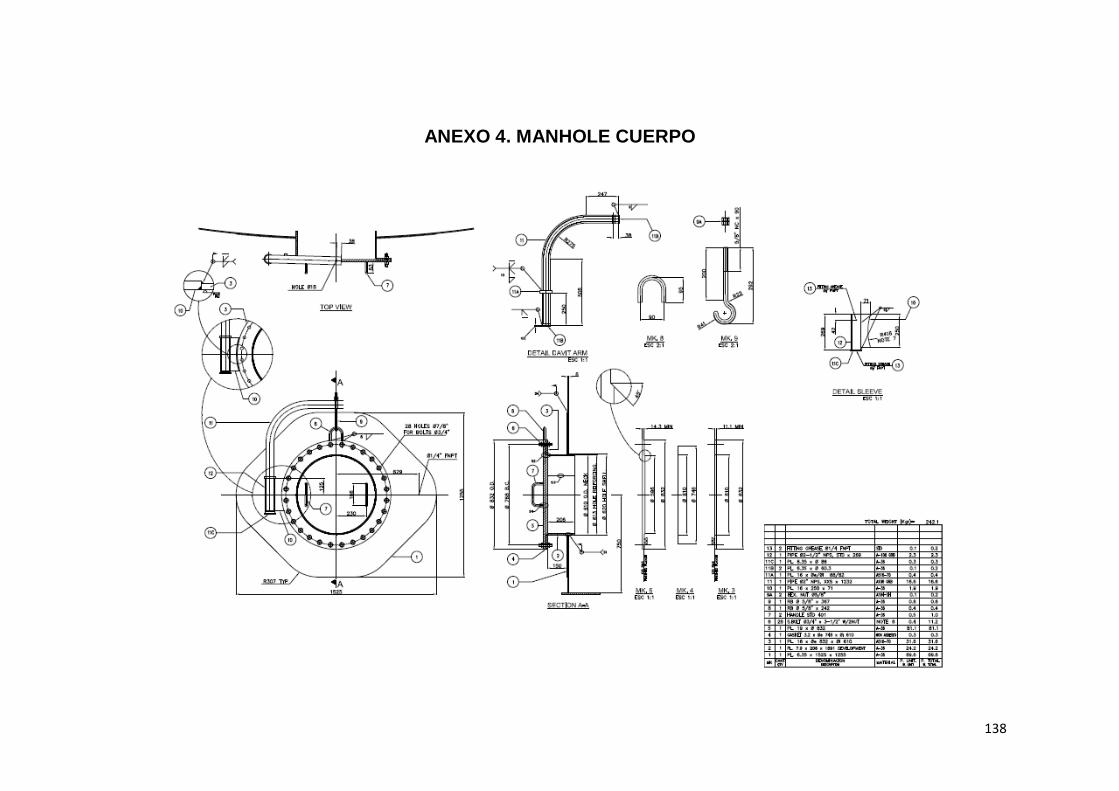
138
ANEXO 4. MANHOLE CUERPO
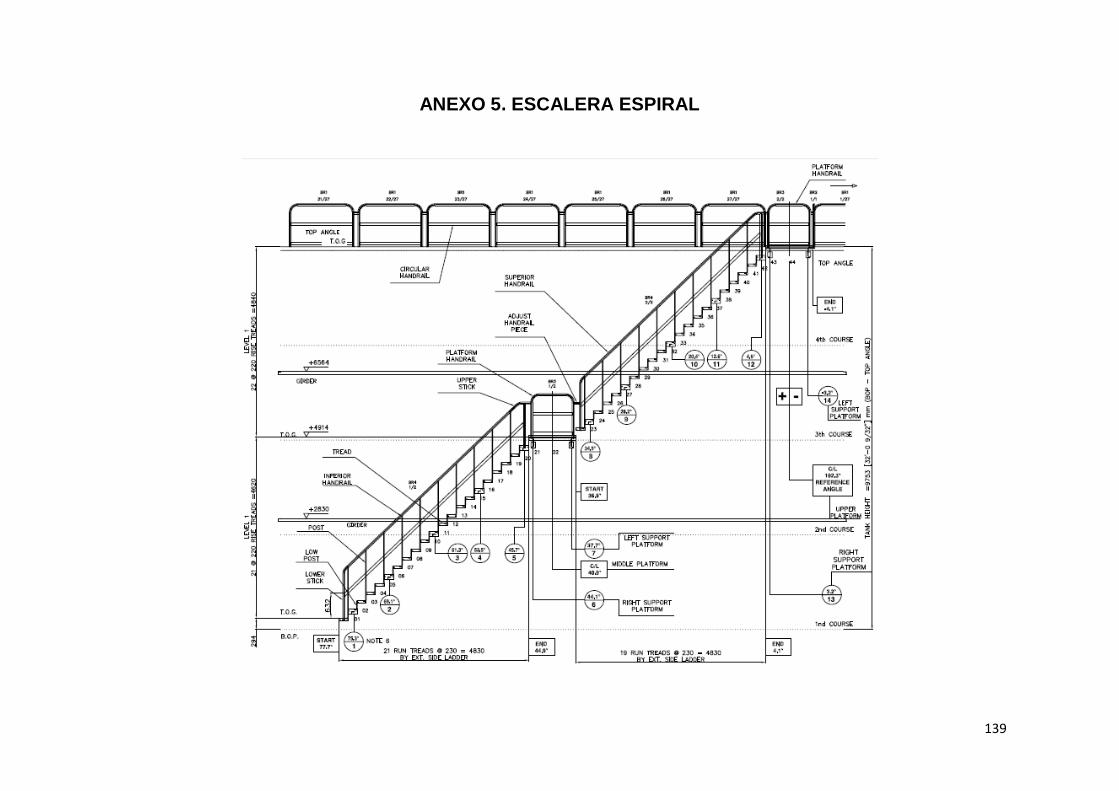
139
ANEXO 5. ESCALERA ESPIRAL
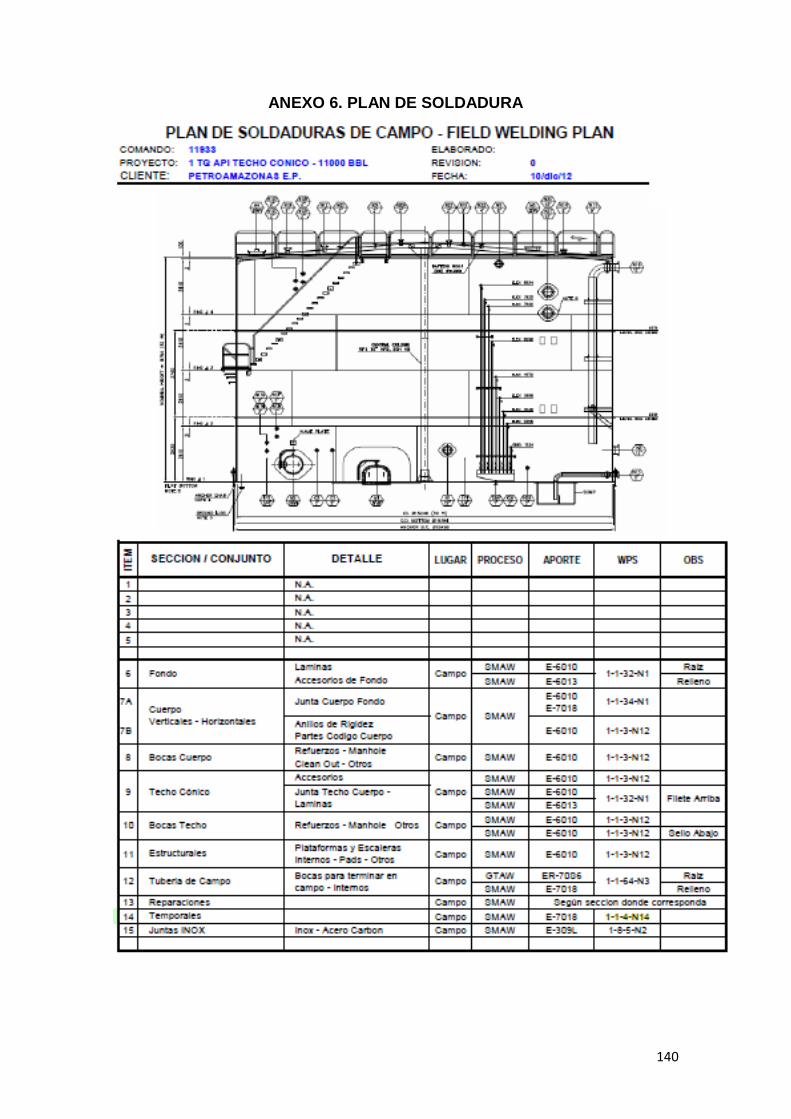
140
ANEXO 6. PLAN DE SOLDADURA
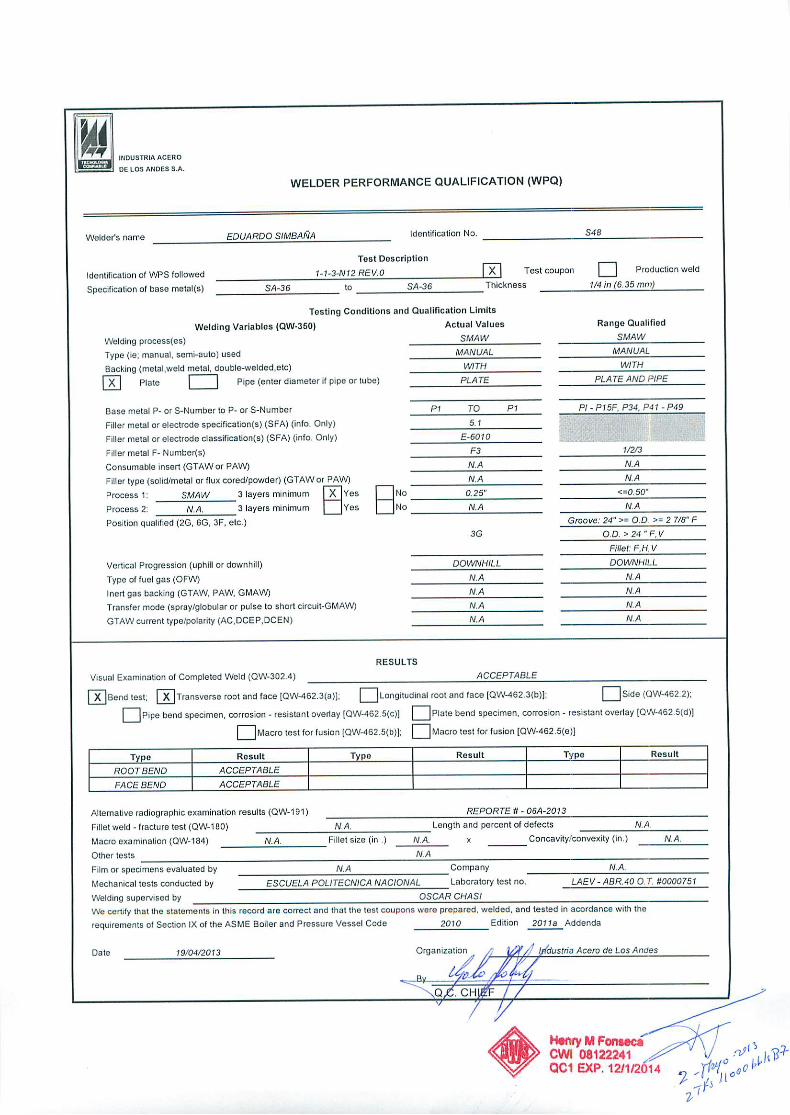

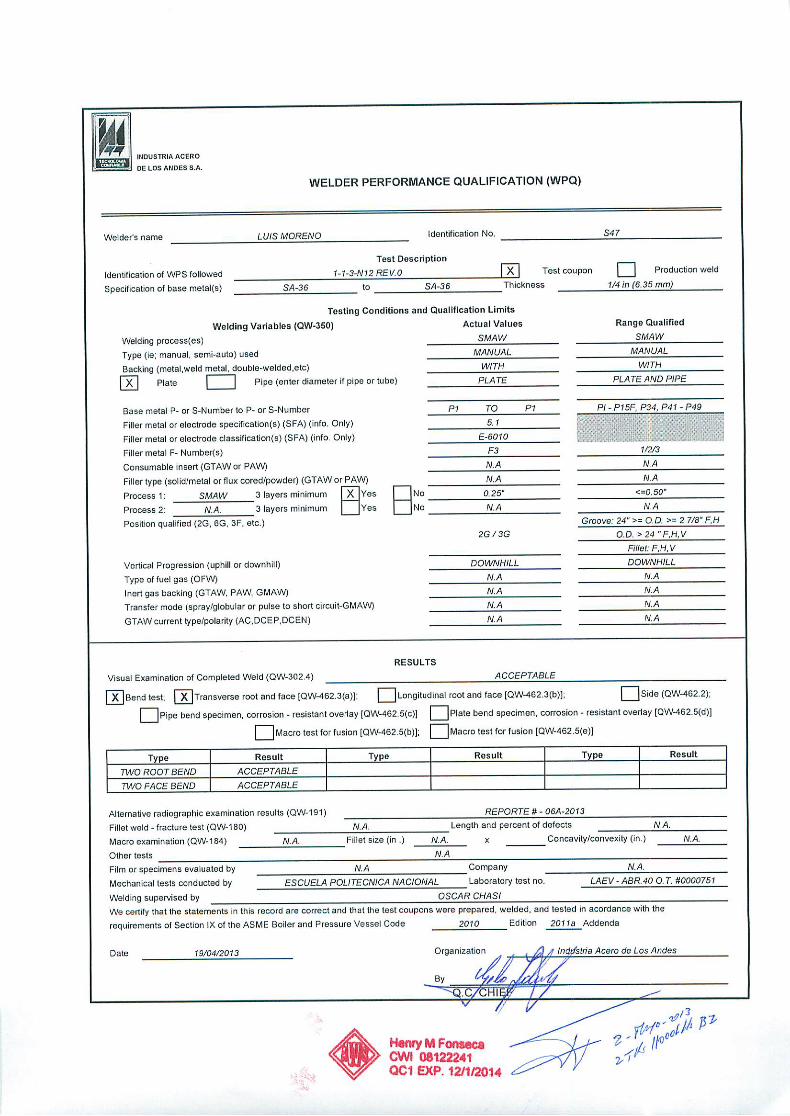
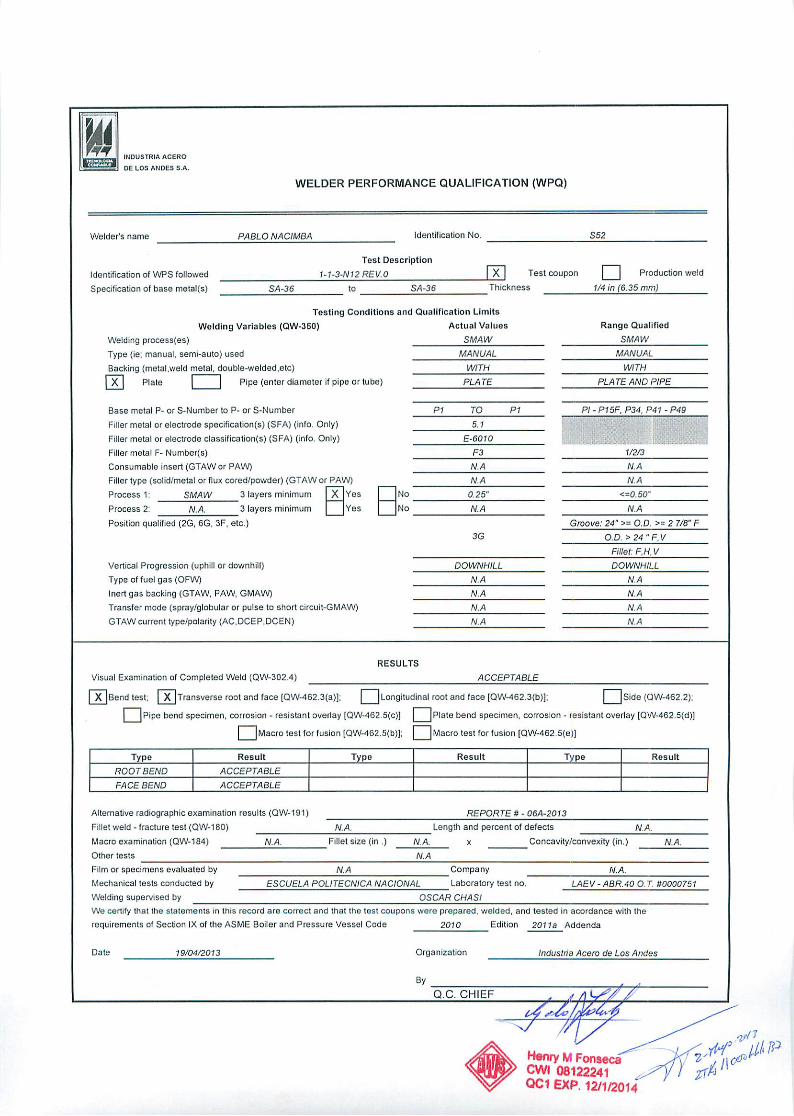
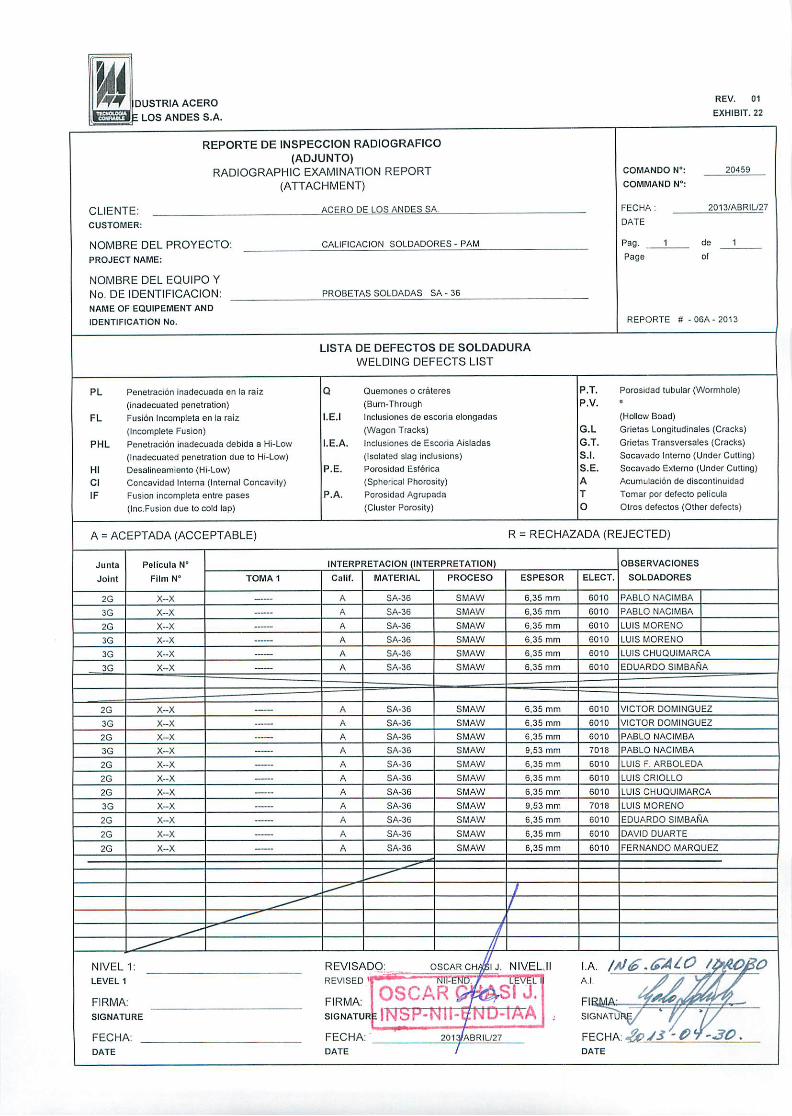
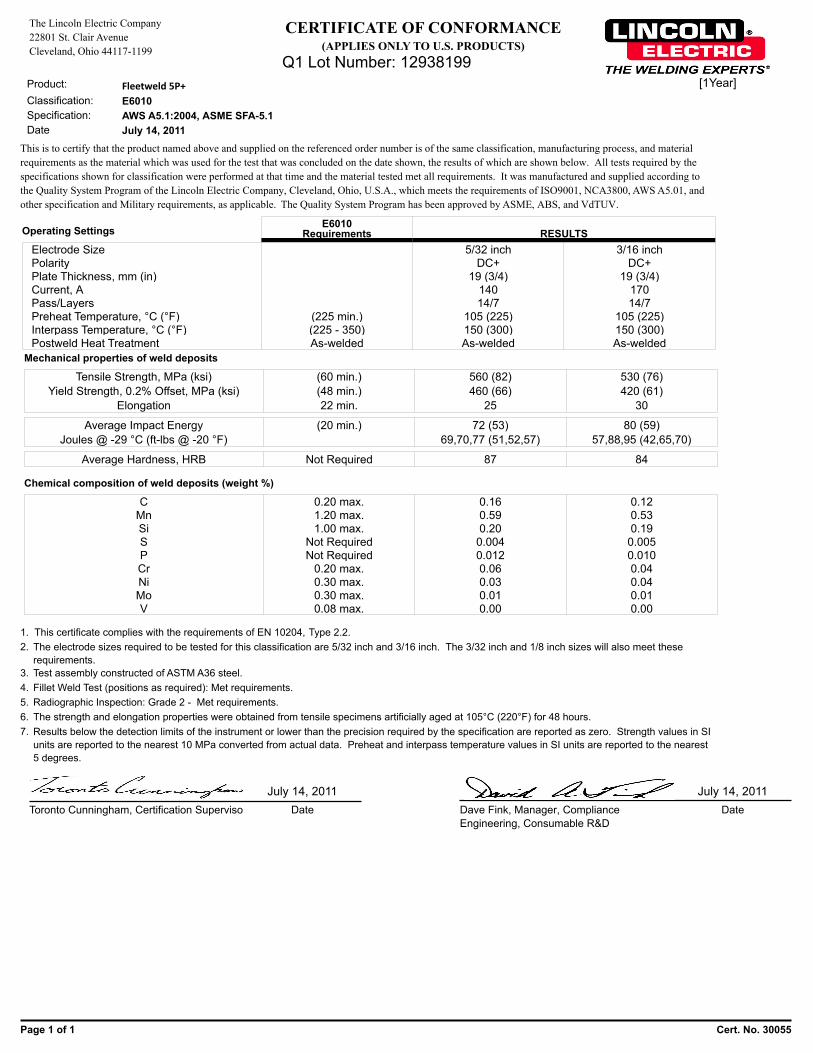
The Lincoln Electric Company
22801 St. Clair Avenue
Cleveland, Ohio 44117-1199
CERTIFICATE OF CONFORMANCE(APPLIES ONLY TO U.S. PRODUCTS)
Fleetweld 5P+Product: [1Year]
E6010Classification:
Specification: AWS A5.1:2004, ASME SFA-5.1
July 14, 2011Date
This is to certify that the product named above and supplied on the referenced order number is of the same classification, manufacturing process, and material
requirements as the material which was used for the test that was concluded on the date shown, the results of which are shown below. All tests required by the
specifications shown for classification were performed at that time and the material tested met all requirements. It was manufactured and supplied according to
the Quality System Program of the Lincoln Electric Company, Cleveland, Ohio, U.S.A., which meets the requirements of ISO9001, NCA3800, AWS A5.01, and
other specification and Military requirements, as applicable. The Quality System Program has been approved by ASME, ABS, and VdTUV.
E6010Requirements RESULTS
1 1 2Electrode Size 5/32 inch 3/16 inchPolarity DC+ DC+Plate Thickness, mm (in) 19 (3/4) 19 (3/4)Current, A 140 170Pass/Layers 14/7 14/7Preheat Temperature, °C (°F) (225 min.) 105 (225) 105 (225)Interpass Temperature, °C (°F) (225 - 350) 150 (300) 150 (300)Postweld Heat Treatment As-welded As-welded As-welded
Operating Settings
Mechanical properties of weld deposits
Tensile Strength, MPa (ksi) (60 min.) 560 (82) 530 (76)
Yield Strength, 0.2% Offset, MPa (ksi) (48 min.) 460 (66) 420 (61)
Elongation 22 min. 25 30
Average Impact Energy (20 min.) 72 (53) 80 (59)
Joules @ -29 °C (ft-lbs @ -20 °F) 69,70,77 (51,52,57) 57,88,95 (42,65,70)
Average Hardness, HRB Not Required 87 84
Chemical composition of weld deposits (weight %)
C 0.20 max. 0.16 0.12Mn 1.20 max. 0.59 0.53Si 1.00 max. 0.20 0.19S Not Required 0.004 0.005P Not Required 0.012 0.010Cr 0.20 max. 0.06 0.04Ni 0.30 max. 0.03 0.04Mo 0.30 max. 0.01 0.01V 0.08 max. 0.00 0.00
1. This certificate complies with the requirements of EN 10204, Type 2.2.
2. The electrode sizes required to be tested for this classification are 5/32 inch and 3/16 inch. The 3/32 inch and 1/8 inch sizes will also meet these
requirements.
3. Test assembly constructed of ASTM A36 steel.
4. Fillet Weld Test (positions as required): Met requirements.
5. Radiographic Inspection: Grade 2 - Met requirements.
6. The strength and elongation properties were obtained from tensile specimens artificially aged at 105°C (220°F) for 48 hours.
7. Results below the detection limits of the instrument or lower than the precision required by the specification are reported as zero. Strength values in SI
units are reported to the nearest 10 MPa converted from actual data. Preheat and interpass temperature values in SI units are reported to the nearest
5 degrees.
July 14, 2011
Toronto Cunningham, Certification Supervisor Date Dave Fink, Manager, Compliance
Engineering, Consumable R&D
July 14, 2011
Date
Page 1 of 1 Cert. No. 30055
Q1 Lot Number: 12938199
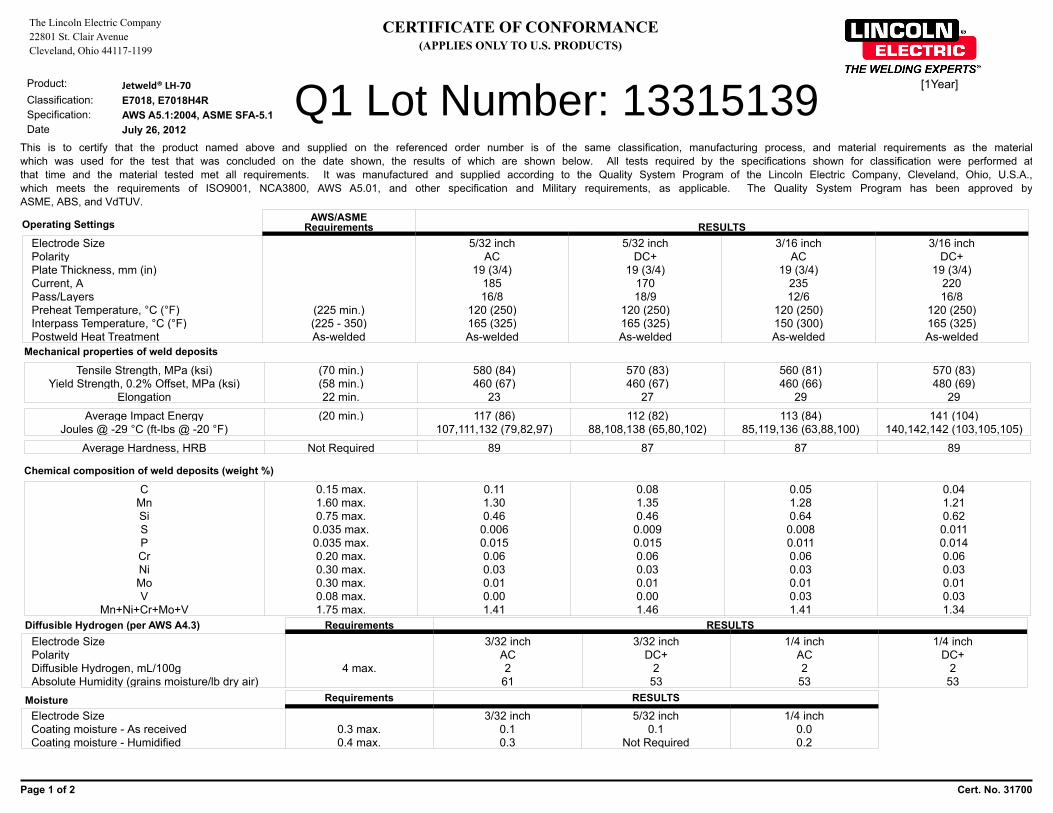
The Lincoln Electric Company
22801 St. Clair Avenue
Cleveland, Ohio 44117-1199
CERTIFICATE OF CONFORMANCE(APPLIES ONLY TO U.S. PRODUCTS)
Jetweld® LH-70Product: [1Year]
E7018, E7018H4RClassification:
Specification: AWS A5.1:2004, ASME SFA-5.1
July 26, 2012Date
This is to certify that the product named above and supplied on the referenced order number is of the same classification, manufacturing process, and material requirements as the material
which was used for the test that was concluded on the date shown, the results of which are shown below. All tests required by the specifications shown for classification were performed at
that time and the material tested met all requirements. It was manufactured and supplied according to the Quality System Program of the Lincoln Electric Company, Cleveland, Ohio, U.S.A.,
which meets the requirements of ISO9001, NCA3800, AWS A5.01, and other specification and Military requirements, as applicable. The Quality System Program has been approved by
ASME, ABS, and VdTUV.
AWS/ASMERequirements RESULTS
294 1 2 3 4Electrode Size 5/32 inch 5/32 inch 3/16 inch 3/16 inchPolarity AC DC+ AC DC+Plate Thickness, mm (in) 19 (3/4) 19 (3/4) 19 (3/4) 19 (3/4)Current, A 185 170 235 220Pass/Layers 16/8 18/9 12/6 16/8Preheat Temperature, °C (°F) (225 min.) 120 (250) 120 (250) 120 (250) 120 (250)Interpass Temperature, °C (°F) (225 - 350) 165 (325) 165 (325) 150 (300) 165 (325)Postweld Heat Treatment As-welded As-welded As-welded As-welded As-welded
Operating Settings
Mechanical properties of weld deposits
Tensile Strength, MPa (ksi) (70 min.) 580 (84) 570 (83) 560 (81) 570 (83)Yield Strength, 0.2% Offset, MPa (ksi) (58 min.) 460 (67) 460 (67) 460 (66) 480 (69)
Elongation 22 min. 23 27 29 29
Average Impact Energy (20 min.) 117 (86) 112 (82) 113 (84) 141 (104)Joules @ -29 °C (ft-lbs @ -20 °F) 107,111,132 (79,82,97) 88,108,138 (65,80,102) 85,119,136 (63,88,100) 140,142,142 (103,105,105)
Average Hardness, HRB Not Required 89 87 87 89
Chemical composition of weld deposits (weight %)
C 0.15 max. 0.11 0.08 0.05 0.04Mn 1.60 max. 1.30 1.35 1.28 1.21Si 0.75 max. 0.46 0.46 0.64 0.62S 0.035 max. 0.006 0.009 0.008 0.011P 0.035 max. 0.015 0.015 0.011 0.014Cr 0.20 max. 0.06 0.06 0.06 0.06Ni 0.30 max. 0.03 0.03 0.03 0.03Mo 0.30 max. 0.01 0.01 0.01 0.01V 0.08 max. 0.00 0.00 0.03 0.03
Mn+Ni+Cr+Mo+V 1.75 max. 1.41 1.46 1.41 1.34
Requirements RESULTS294 1 2 3 4
Electrode Size 3/32 inch 3/32 inch 1/4 inch 1/4 inchPolarity AC DC+ AC DC+Diffusible Hydrogen, mL/100g 4 max. 2 2 2 2Absolute Humidity (grains moisture/lb dry air) 61 53 53 53
Diffusible Hydrogen (per AWS A4.3)
Requirements RESULTS
294 1 2 3Electrode Size 3/32 inch 5/32 inch 1/4 inchCoating moisture - As received 0.3 max. 0.1 0.1 0.0Coating moisture - Humidified 0.4 max. 0.3 Not Required 0.2
Moisture
Page 1 of 2 Cert. No. 31700
Q1 Lot Number: 13315139
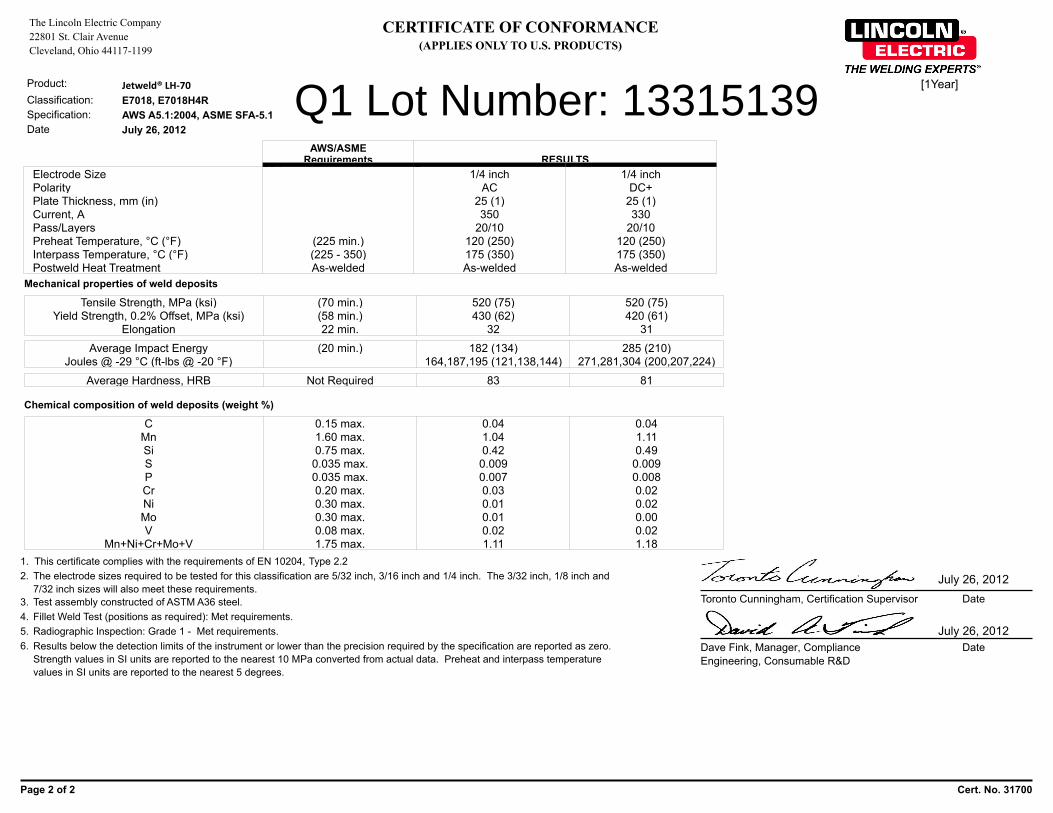
The Lincoln Electric Company
22801 St. Clair Avenue
Cleveland, Ohio 44117-1199
CERTIFICATE OF CONFORMANCE(APPLIES ONLY TO U.S. PRODUCTS)
Jetweld® LH-70Product: [1Year]
E7018, E7018H4RClassification:
Specification: AWS A5.1:2004, ASME SFA-5.1
July 26, 2012Date
AWS/ASMERequirements RESULTS
294 5 6Electrode Size 1/4 inch 1/4 inchPolarity AC DC+Plate Thickness, mm (in) 25 (1) 25 (1)Current, A 350 330Pass/Layers 20/10 20/10Preheat Temperature, °C (°F) (225 min.) 120 (250) 120 (250)Interpass Temperature, °C (°F) (225 - 350) 175 (350) 175 (350)Postweld Heat Treatment As-welded As-welded As-welded
Mechanical properties of weld deposits
Tensile Strength, MPa (ksi) (70 min.) 520 (75) 520 (75)Yield Strength, 0.2% Offset, MPa (ksi) (58 min.) 430 (62) 420 (61)
Elongation 22 min. 32 31
Average Impact Energy (20 min.) 182 (134) 285 (210)Joules @ -29 °C (ft-lbs @ -20 °F) 164,187,195 (121,138,144) 271,281,304 (200,207,224)
Average Hardness, HRB Not Required 83 81
Chemical composition of weld deposits (weight %)
C 0.15 max. 0.04 0.04Mn 1.60 max. 1.04 1.11Si 0.75 max. 0.42 0.49S 0.035 max. 0.009 0.009P 0.035 max. 0.007 0.008Cr 0.20 max. 0.03 0.02Ni 0.30 max. 0.01 0.02Mo 0.30 max. 0.01 0.00V 0.08 max. 0.02 0.02
Mn+Ni+Cr+Mo+V 1.75 max. 1.11 1.18
1. This certificate complies with the requirements of EN 10204, Type 2.2
2. The electrode sizes required to be tested for this classification are 5/32 inch, 3/16 inch and 1/4 inch. The 3/32 inch, 1/8 inch and
7/32 inch sizes will also meet these requirements.
3. Test assembly constructed of ASTM A36 steel.
4. Fillet Weld Test (positions as required): Met requirements.
5. Radiographic Inspection: Grade 1 - Met requirements.
6. Results below the detection limits of the instrument or lower than the precision required by the specification are reported as zero.
Strength values in SI units are reported to the nearest 10 MPa converted from actual data. Preheat and interpass temperature
values in SI units are reported to the nearest 5 degrees.
Toronto Cunningham, Certification Supervisor Date
Dave Fink, Manager, Compliance
Engineering, Consumable R&D
Date
July 26, 2012
July 26, 2012
Page 2 of 2 Cert. No. 31700
Q1 Lot Number: 13315139
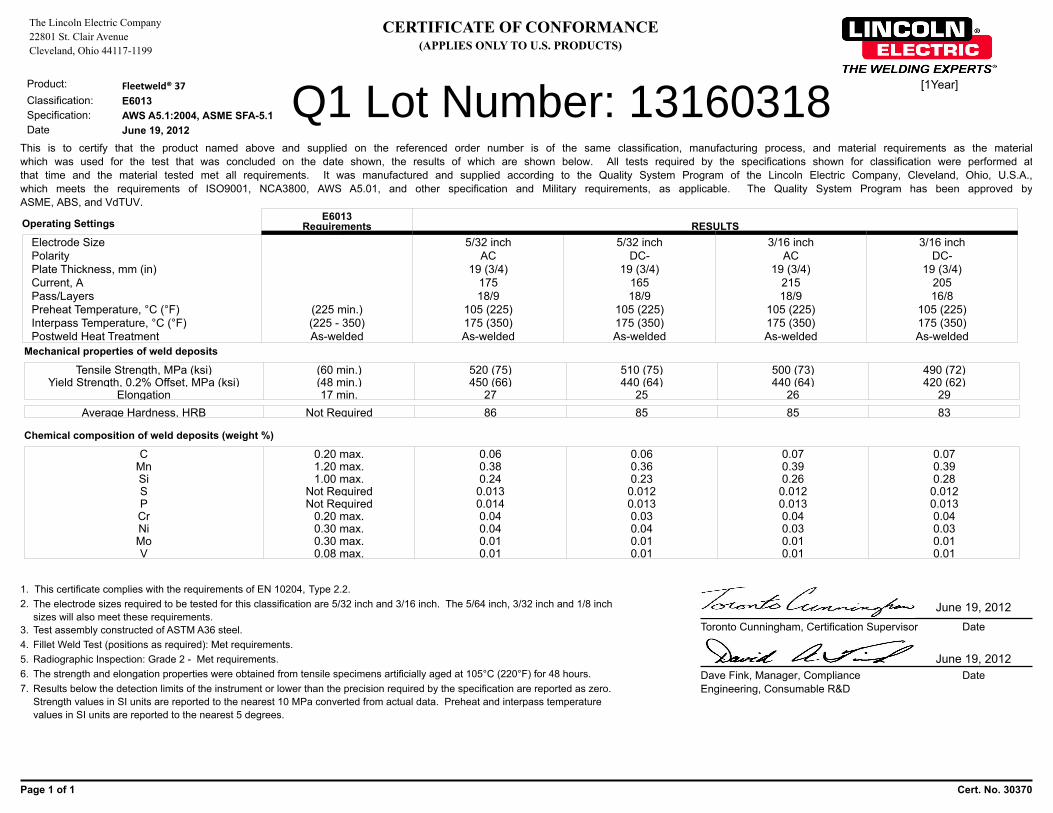
The Lincoln Electric Company
22801 St. Clair Avenue
Cleveland, Ohio 44117-1199
CERTIFICATE OF CONFORMANCE(APPLIES ONLY TO U.S. PRODUCTS)
Fleetweld® 37Product: [1Year]
E6013Classification:
Specification: AWS A5.1:2004, ASME SFA-5.1
June 19, 2012Date
This is to certify that the product named above and supplied on the referenced order number is of the same classification, manufacturing process, and material requirements as the material
which was used for the test that was concluded on the date shown, the results of which are shown below. All tests required by the specifications shown for classification were performed at
that time and the material tested met all requirements. It was manufactured and supplied according to the Quality System Program of the Lincoln Electric Company, Cleveland, Ohio, U.S.A.,
which meets the requirements of ISO9001, NCA3800, AWS A5.01, and other specification and Military requirements, as applicable. The Quality System Program has been approved by
ASME, ABS, and VdTUV.
E6013Requirements RESULTS
319 1 2 3 4Electrode Size 5/32 inch 5/32 inch 3/16 inch 3/16 inchPolarity AC DC- AC DC-Plate Thickness, mm (in) 19 (3/4) 19 (3/4) 19 (3/4) 19 (3/4)Current, A 175 165 215 205Pass/Layers 18/9 18/9 18/9 16/8Preheat Temperature, °C (°F) (225 min.) 105 (225) 105 (225) 105 (225) 105 (225)Interpass Temperature, °C (°F) (225 - 350) 175 (350) 175 (350) 175 (350) 175 (350)Postweld Heat Treatment As-welded As-welded As-welded As-welded As-welded
Operating Settings
Mechanical properties of weld deposits
Tensile Strength, MPa (ksi) (60 min.) 520 (75) 510 (75) 500 (73) 490 (72)Yield Strength, 0.2% Offset, MPa (ksi) (48 min.) 450 (66) 440 (64) 440 (64) 420 (62)
Elongation 17 min. 27 25 26 29
Average Hardness, HRB Not Required 86 85 85 83
Chemical composition of weld deposits (weight %)
C 0.20 max. 0.06 0.06 0.07 0.07Mn 1.20 max. 0.38 0.36 0.39 0.39Si 1.00 max. 0.24 0.23 0.26 0.28S Not Required 0.013 0.012 0.012 0.012P Not Required 0.014 0.013 0.013 0.013Cr 0.20 max. 0.04 0.03 0.04 0.04Ni 0.30 max. 0.04 0.04 0.03 0.03Mo 0.30 max. 0.01 0.01 0.01 0.01V 0.08 max. 0.01 0.01 0.01 0.01
1. This certificate complies with the requirements of EN 10204, Type 2.2.
2. The electrode sizes required to be tested for this classification are 5/32 inch and 3/16 inch. The 5/64 inch, 3/32 inch and 1/8 inch
sizes will also meet these requirements.
3. Test assembly constructed of ASTM A36 steel.
4. Fillet Weld Test (positions as required): Met requirements.
5. Radiographic Inspection: Grade 2 - Met requirements.
6. The strength and elongation properties were obtained from tensile specimens artificially aged at 105°C (220°F) for 48 hours.
7. Results below the detection limits of the instrument or lower than the precision required by the specification are reported as zero.
Strength values in SI units are reported to the nearest 10 MPa converted from actual data. Preheat and interpass temperature
values in SI units are reported to the nearest 5 degrees.
Toronto Cunningham, Certification Supervisor Date
Dave Fink, Manager, Compliance
Engineering, Consumable R&D
Date
June 19, 2012
June 19, 2012
Page 1 of 1 Cert. No. 30370
Q1 Lot Number: 13160318