cómo afrontar los retos de los almacenes del...
TRANSCRIPT

Cómo afrontar los retos de los almacenes del futuro. Resultados del proyecto RAFUWARE
Investigadores principales – Tecnun: Dra. Claudia Chackelson
Dr. Javier Santos
Colaboración - ITA :
David Ciprés
Miriam García

• Contextualización
• Proyecto RAFUWARE
• Resultados Tecnun
• Resultados ITA (casos prácticos)
• Conclusiones
Agenda

• La complejidad de los almacenes ha aumentado en los últimos años…
• Parte de este aumento de la complejidad se debe a estrategias que ha adoptado las empresas para aumentar la tasa de mercado
• diversificación
• e-commerce
• …
Contextualización Aumento de la complejidad

Preparar
Pedidos Más Almacenar
Referencias Más Servir
Personalizado Más Añadir
Valor Más
Con
Plazo de
entrega Menos Con
Margen de
error Menos
Contextualización Aumento de la complejidad

Un nuevo almacén Bajos niveles de servicio y/o altos costes
Redefinición de las funciones
Cambio en la Complejidad de los procesos
Contextualización Motivos para (re)diseñar un almacén

El DISEÑO de almacenes es un problema complejo…
Sin embargo, el DISEÑO resulta de vital importancia, ya que se toman las decisiones que determinan el éxito o fracaso del almacén.
la fuerte interacción entre los factores involucrados
el número de alternativas posibles
1 2
Contextualización Importancia del diseño

• La solución de diseño final se selecciona en base a la intuición, al juicio, y principalmente a la experiencia de cada diseñador (Gu et al. 2010).
• El proceso que finaliza con la identificación de una solución específica no es claro.
Contextualización Selección del diseño

• Contextualización
• Proyecto RAFUWARE
• Resultados Tecnun
• Resultados ITA (casos prácticos)
• Conclusiones
Agenda

Proyecto RAFUWARE : the Robust and Adaptive FUture WAREhouse.
Desarrollado por Tecnun en colaboración con el ITA, financiado por el Ministerio de Economía y Competitividad (DPI2011-26653).
Proyecto RAFUWARE Presentación

• Objetivo general:
Generar y validar un nuevo marco/modelo de análisis, diseño y planificación de almacenes y sus operaciones, basado en los conceptos de robustez, flexibilidad y adaptabilidad, buscando la creación de almacenes de referencia mundial, perfectamente integrados en Cadenas de Suministro ágiles y robustas.
Proyecto RAFUWARE Objetivos
O1. Crear un marco/modelo para el análisis y diseño de almacenes robustos, flexibles y adaptativos soportado en técnicas avanzadas de modelado y optimización.
O2. Crear metodologías/herramientas para gestionar y planificar almacenes robustos, flexibles y adaptativos.
O3. Validar mediante simulación en un laboratorio de pruebas el prototipo para ajustar y mejorar el marco/modelo y las herramientas asociadas.
O4.Validar el marco/modelo y las herramientas asociadas mediante experimentación industrial.
Proyecto RAFUWARE Objetivos

• Contextualización
• Proyecto RAFUWARE
• Resultados Tecnun
• Resultados ITA (casos prácticos)
• Conclusiones
Agenda

• Los productos que llegan a un almacén pasan por una serie de pasos llamados procesos. Estos procesos necesitan recursos como medios, equipos y personal para poder operar. Finalmente, estos recursos se organizan de diferentes formas para poder hacer la operativa lo más eficiente posible (Rouwenhorst et al. 2000)
1. Procesos 2. Recursos 3. Organización
Resultados del proyecto RAFUWARE Elementos a diseñar

Resultados del proyecto RAFUWARE Modelo RAFUWARE
CONTAINER
FAMILY GROUPING
CLOSEST OPEN LOCATION
Personnel and
equipment
outsourcing
INTERNAL
WORKER
Stock-
holding levelCROSS-DOCKING by
order (NO STOCK AND
NO MANIPULATION)
STORAGE
EXTERNAL
WORKER
RECEPTION
INDEPENDENT
Do
ck
s a
nd
zo
ne
s s
ch
ed
uli
ng
COMBINED
DOCK AND
ZONES
Worker zone
assignment
Order release
mode Put-away
principles
DIRECT
DIRECTED
DISCRETE
CONTINUOUS
ONE ZONE
PUT-AWAY
INDEPENDENT
(single
command)
Routing
HEURISTICS
OPTIMAL
TECHNOLOGY
AIDED
Co
mm
an
ds
Picking
zoning
UNIQUE
STORAGE AND
PICKING ZONE
PICKING
INDEPENDENT
(single
command)
JOINT PUT-AWAY
AND PICKING (dual
or multiple
command)
Loading
Pattern
SHIPPING
INDEPENDENT
Reception
Shipping Order Picking
Put-away
Auxiliaries
Organization
Resources
Shared Decisions Put-away
Storage - Picking
Shared Decisions Reception -
Shipping
SKUs
PALLET
UNIT
Storage strategy
BOX
Repackaging
SAME SKU FOR
RECEPTION AND
STORAGE
Zoning
UNIQUE ZONE FORWARD PICK
AREA
CLASS-BASEDDEDICATED
RANDOM
CLASS-BASED
Storage
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
REPACKAGING
NEEDED
Material handling
equipment
AUTOMATED VEHICLES
WALKING VEHICLES
RIDING VEHICLES
Auxiliaries
PRE-RECEPTION
(electronic– EDI)
INFORMATIC
MANUAL(Packing
list)
CROSS-DOCKING by
article (NO STOCK BUT
WITH MANIPULATION)
NO
SOFTWARE
WITH BASIC SOFTWARE
(volume and loading pattern )
WITH ADVANCE
SOFTWARE (loading
sequence and unloading
time)
Track
load type
LESS-THAN-
CONTAINER LOAD
FULL TRACK
BY ORDER
BY ZONE
BY ARTICLE
Batching and
sorting
KIT
FEFO, LIFO, FIFO criterion
INTERNAL
WORKER
EXTERNAL
WORKER
Stock-holding
levelCROSS-DOCKING by order (NO
STOCK AND NO MANIPULATION)
STORAGE
CROSS-DOCKING by
article (NO STOCK BUT
WITH MANIPULATION)
Auxiliaries
PRE-RECEPTION
(electronic– EDI)INFORMATIC
MANUAL
(Packing list)
Material handling
equipment
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
INTERNAL
WORKEREXTERNAL
WORKER
NO
TECHNOLOGY
AIDED
Auxiliaries
Worker zone
assignment
ONE ZONE
Personnel and
equipment
outsourcing
Order release
mode
DISCRETE
CONTINUOUSFORWARD PICK
AREAMaterial handling
equipment
SAME SKU FOR
STORAGE AND
SHIPPING
REPACKAGING
NEEDED
Routing
HEURISTICS
OPTIMAL
AUTOMATED VEHICLES
WALKING VEHICLES
RIDING VEHICLES
Material handling
equipment
AUTOMATED VEHICLES
WALKING VEHICLES
RIDING VEHICLES
Personnel and
equipment
outsourcing
Repackaging
Personnel and
equipment
outsourcing
INTERNAL
WORKER
EXTERNAL
WORKER
TECHNOLOGY
AIDED
NO
TECHNOLOGY
AIDED
AUTOMATED VEHICLES
WALKING VEHICLES
RIDING VEHICLES
MULTI-ZONE
MULTI-ZONE
CONTAINER
FAMILY GROUPING
CLOSEST OPEN LOCATION
Personnel and
equipment
outsourcing
INTERNAL
WORKER
Stock-
holding levelCROSS-DOCKING by
order (NO STOCK AND
NO MANIPULATION)
STORAGE
EXTERNAL
WORKER
RECEPTION
INDEPENDENT
Do
ck
s a
nd
zo
ne
s s
ch
ed
uli
ng
COMBINED
DOCK AND
ZONES
Worker zone
assignment
Order release
mode Put-away
principles
DIRECT
DIRECTED
DISCRETE
CONTINUOUS
ONE ZONE
PUT-AWAY
INDEPENDENT
(single
command)
Routing
HEURISTICS
OPTIMAL
TECHNOLOGY
AIDED
Co
mm
an
ds
Picking
zoning
UNIQUE
STORAGE AND
PICKING ZONE
PICKING
INDEPENDENT
(single
command)
JOINT PUT-AWAY
AND PICKING (dual
or multiple
command)
Loading
Pattern
SHIPPING
INDEPENDENT
Reception
Shipping Order Picking
Put-away
Auxiliaries
Organization
Resources
Shared Decisions Put-away
Storage - Picking
Shared Decisions Reception -
Shipping
SKUs
PALLET
UNIT
Storage strategy
BOX
Repackaging
SAME SKU FOR
RECEPTION AND
STORAGE
Zoning
UNIQUE ZONE FORWARD PICK
AREA
CLASS-BASEDDEDICATED
RANDOM
CLASS-BASED
Storage
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
REPACKAGING
NEEDED
Material handling
equipment
AUTOMATED VEHICLES
WALKING VEHICLES
RIDING VEHICLES
Auxiliaries
PRE-RECEPTION
(electronic– EDI)
INFORMATIC
MANUAL(Packing
list)
CROSS-DOCKING by
article (NO STOCK BUT
WITH MANIPULATION)
NO
SOFTWARE
WITH BASIC SOFTWARE
(volume and loading pattern )
WITH ADVANCE
SOFTWARE (loading
sequence and unloading
time)
Track
load type
LESS-THAN-
CONTAINER LOAD
FULL TRACK
BY ORDER
BY ZONE
BY ARTICLE
Batching and
sorting
KIT
FEFO, LIFO, FIFO criterion
INTERNAL
WORKER
EXTERNAL
WORKER
Stock-holding
levelCROSS-DOCKING by order (NO
STOCK AND NO MANIPULATION)
STORAGE
CROSS-DOCKING by
article (NO STOCK BUT
WITH MANIPULATION)
Auxiliaries
PRE-RECEPTION
(electronic– EDI)INFORMATIC
MANUAL
(Packing list)
Material handling
equipment
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
INTERNAL
WORKEREXTERNAL
WORKER
NO
TECHNOLOGY
AIDED
Auxiliaries
Worker zone
assignment
ONE ZONE
Personnel and
equipment
outsourcing
Order release
mode
DISCRETE
CONTINUOUSFORWARD PICK
AREAMaterial handling
equipment
SAME SKU FOR
STORAGE AND
SHIPPING
REPACKAGING
NEEDED
Routing
HEURISTICS
OPTIMAL
AUTOMATED VEHICLES
WALKING VEHICLES
RIDING VEHICLES
Material handling
equipment
AUTOMATED VEHICLES
WALKING VEHICLES
RIDING VEHICLES
Personnel and
equipment
outsourcing
Repackaging
Personnel and
equipment
outsourcing
INTERNAL
WORKER
EXTERNAL
WORKER
TECHNOLOGY
AIDED
NO
TECHNOLOGY
AIDED
AUTOMATED VEHICLES
WALKING VEHICLES
RIDING VEHICLES
MULTI-ZONE
MULTI-ZONE
Almacenaje

La complejidad de los procesos de flujo de material - derivada de una combinación de factores - es la que condiciona la gestión.
El diseño de un almacén debería comenzar por analizar… La complejidad del almacén se calcula mediante el Warehouse activity
profiling (Frazelle. 2002b)
Líneas por orden
Cantidad por línea
Unidades de manipulación
Número de referencias
factores que aumentan la complejidad
Resultados del proyecto RAFUWARE Medición de la complejidad

El rendimiento es el resultado de las actividades llevadas acabo en el
almacén y se mide en términos de:
El rendimiento de un almacén puede mejorarse si se definen las operativas y los métodos correctos (Aminoff et al. 2002, Tompkins et al. 2010).
Productividad Calidad de los pedios 1 2
Resultados del proyecto RAFUWARE Rendimiento del almacén
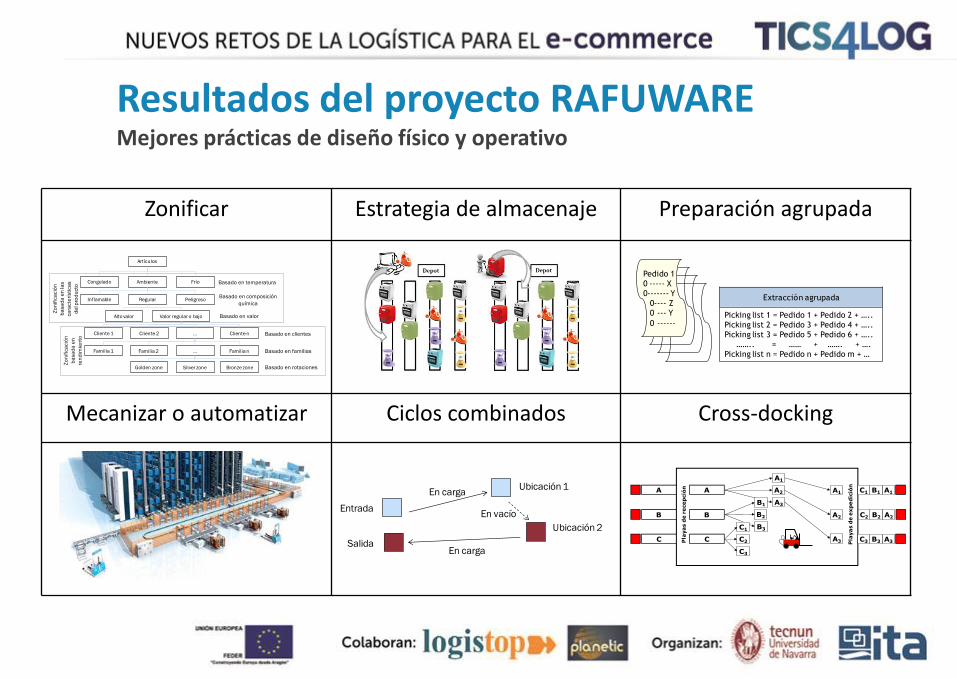
Resultados del proyecto RAFUWARE Mejores prácticas de diseño físico y operativo
Zonificar Estrategia de almacenaje Preparación agrupada
Mecanizar o automatizar Ciclos combinados Cross-docking
A
B
C
A3
A2
A1
A1B1C1
A2B2C2
A3B3C3
B3
B2
C3
C2 Pla
ya
s d
e e
xp
ed
ició
n
A
B
CPla
ya
s d
e r
ece
pció
n
B1
C1
A1
A2
A3
En carga
En vacío
Ubicación 1
Entrada
Salida
Ubicación 2
En carga
Artículos
Congelado Ambiente Frío
Inflamable Regular Peligroso
Alto valor Valor regular o bajo
Cliente 1 Cliente 2 Cliente n
Familia 1 Familia 2 Familia n
Golden zone Silver zone Bronze zone
Basado en temperatura
Basado en composición
química
Basado en valor
Basado en clientes
Basado en familias
Basado en rotaciones
…
…
Zo
nif
ica
ció
n
ba
sa
da
en
la
s
ca
racte
rísti
ca
s
de
l pro
du
cto
Zo
nif
ica
ció
n
ba
sa
da
en
ren
dim
ien
to
Picking por pedido
Picking list 1 = Pedido 1
Picking list 2 = Pedido 2
Picking list 3 = Pedido 3
……. = …..
Picking list n = Pedido m
Extracción agrupada
Picking list 1 = Pedido 1 + Pedido 2 + …..
Picking list 2 = Pedido 3 + Pedido 4 + …..
Picking list 3 = Pedido 5 + Pedido 6 + …..
…….. = …… + ……. + ….
Picking list n = Pedido n + Pedido m + …
Pedido 1
0 ----- X
0------- Y
0---- Z
0 --- Y
0 ------

Complexity
level
Lines per order: 100-1000; Volume per order (items per line): less than 10; Storage unit inventory (items):
100-1000; Storage unit: unit.
Design-
solution
Performance Productivity: 100 lines/hour; Quality: 0,25%- 0,5% lines with errors
CONTAINER
FAMILY GROUPING
CLOSEST OPEN LOCATION
Personnel and
equipment outsourcing INTERNAL
WORKER
Stock-holding
levelCROSS-DOCKING by
order (NO STOCK AND
NO MANIPULATION)
STORAGE
EXTERNAL
WORKER
RECEPTION
INDEPENDENT
Do
cks a
nd z
on
es
sch
ed
ulin
g
COMBINED
DOCK AND
ZONES
•Balanced docks and
zones
•Balanced
equipment and
workers
Worker zone
assignment
Order release
mode Put-away
principles
DIRECT
DIRECTED
DISCRETE
CONTINUOUS
ONE ZONE
PUT-AWAY
INDEPENDENT
(single command)
Routing
HEURISTICS
OPTIMAL
TECHNOLOGY AIDED
•Put-to-light
•Bar code
•RFID
•One worker
•Various
•S-shape
•Return
•Mid-point
•Largest-gap
•Combined
Co
mm
an
ds
Picking zoning
UNIQUE
STORAGE AND
PICKING ZONE
PICKING
INDEPENDENT
(single command)
•Pick-to-light
•Pick-to-voice
•Bar code
•RFID
•Picking zone without storage
•Picking zone with storage
•Pick-and-pass
•Pick-and-sort
•Sort-while-pick
•Navigation picking system
JOINT PUT-AWAY AND
PICKING (dual or
multiple command)
Discrete replenishment
Continuous replenishment
Loading
Pattern
SHIPPING
INDEPENDENT
Reception
Shipping Order Picking
Put-away
Auxiliaries
Organization
Resources
Shared Decisions Put-away
Storage - Picking
Shared Decisions Reception -
Shipping
Storage
unitsPALLET
UNIT
Storage strategy
BOX
Repackaging
SAME SKU FOR
RECEPTION AND
STORAGE
Zoning
UNIQUE ZONE FORWARD
PICK AREA CLASS-BASEDDEDICATED
RANDOM
CLASS-BASED
Storage
•Families
•Turnovers
•Safety
•Clients
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
REPACKAGING NEEDED
Material handling
equipment
AUTOMATED VEHICLES
WALKING VEHICLES
•AGVs
•Conveyors
•Cranes
RIDING VEHICLES
•Hand truck
•Pallet jack
•Waking stacker
•Pallet truck
•Reach trucks
•Counterbalanced lift trucks
•Order picker
•Compact shuttle
Auxiliaries
PRE-RECEPTION
(electronic– EDI)
INFORMATIC
MANUAL
(Packing list)
CROSS-DOCKING by
article (NO STOCK BUT
WITH MANIPULATION)
NO
SOFTWARE
WITH BASIC SOFTWARE
(volume and loading
pattern )
WITH ADVANCE SOFTWARE
(loading sequence and
unloading time)
Track load
type
LESS-THAN-
CONTAINER LOAD
FULL TRACK
•Mono-destination
•Multi-destination
BY ORDER
BY ZONE
BY ARTICLE
Batching and
sorting
KIT
FEFO, LIFO, FIFO criterion
•Own handling
equipment
•Rented handling
equipment
INTERNAL
WORKER
EXTERNAL
WORKER
•Own handling
equipment
•Rented handling
equipment
Stock-holding
levelCROSS-DOCKING by
order (NO STOCK AND
NO MANIPULATION)
STORAGE
CROSS-DOCKING by
article (NO STOCK BUT
WITH MANIPULATION)
Auxiliaries
PRE-RECEPTION
(electronic– EDI)INFORMATIC
MANUAL
(Packing list)
Material handling
equipment
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
•AS/RS
•Miniload
•VLM
•Carrousel
•Shuttles
•Conventional
•Narrow aisle
•Push-back
•Dynamic
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
•AS/RS
•Miniload
•VLM
•Carrousel
•Shuttles
•Conventional
•Narrow aisle
•Push-back
•Dynamic
INTERNAL
WORKEREXTERNAL
WORKER
•Own handling
equipment
•Rented handling
equipmentNO
TECHNOLOGY
AIDED
Auxiliaries
Worker zone
assignment
ONE ZONE•One worker
•Various
Personnel and
equipment outsourcing
Order release
mode
DISCRETE
CONTINUOUSFORWARD PICK AREA
Material handling
equipment
SAME SKU FOR
STORAGE AND
SHIPPING
REPACKAGING
NEEDED
Routing
HEURISTICS
OPTIMAL•S-shape
•Return
•Mid-point
•Largest-gap
•Combined
AUTOMATED VEHICLES
WALKING VEHICLES
RIDING VEHICLES
Material handling
equipment
AUTOMATED VEHICLES
WALKING VEHICLES
RIDING VEHICLES
Personnel and
equipment outsourcing
Repackaging
Personnel and
equipment outsourcing
INTERNAL
WORKEREXTERNAL
WORKER
•Own handling
equipment
•Rented handling
equipment
TECHNOLOGY AIDED
NO
TECHNOLOGY
AIDED
AUTOMATED VEHICLES
WALKING VEHICLES
•AGVs
•Conveyors
•Cranes
RIDING VEHICLES
•Hand truck
•Pallet jack
•Waking stacker
•Pallet truck
•Reach trucks
•Counterbalanced lift trucks
•Order picker
•Compact shuttle
MULTI-ZONE•Progressive
•Synchronized
MULTI-ZONE•Progressive
•Synchronized
Complexity
level
Lines per order: 100-1000; Volume per order (items per line): less than 10; Storage unit inventory (items):
100-1000; Storage unit: unit.
Design-
solution
Performance Productivity: 100 lines/hour; Quality: 0,25%- 0,5% lines with errors
CONTAINER
FAMILY GROUPING
CLOSEST OPEN LOCATION
Personnel and
equipment outsourcing INTERNAL
WORKER
Stock-holding
levelCROSS-DOCKING by
order (NO STOCK AND
NO MANIPULATION)
STORAGE
EXTERNAL
WORKER
RECEPTION
INDEPENDENT
Do
cks a
nd z
on
es
sch
ed
ulin
g
COMBINED
DOCK AND
ZONES
•Balanced docks and
zones
•Balanced
equipment and
workers
Worker zone
assignment
Order release
mode Put-away
principles
DIRECT
DIRECTED
DISCRETE
CONTINUOUS
ONE ZONE
PUT-AWAY
INDEPENDENT
(single command)
Routing
HEURISTICS
OPTIMAL
TECHNOLOGY AIDED
•Put-to-light
•Bar code
•RFID
•One worker
•Various
•S-shape
•Return
•Mid-point
•Largest-gap
•Combined
Co
mm
an
ds
Picking zoning
UNIQUE
STORAGE AND
PICKING ZONE
PICKING
INDEPENDENT
(single command)
•Pick-to-light
•Pick-to-voice
•Bar code
•RFID
•Picking zone without storage
•Picking zone with storage
•Pick-and-pass
•Pick-and-sort
•Sort-while-pick
•Navigation picking system
JOINT PUT-AWAY AND
PICKING (dual or
multiple command)
Discrete replenishment
Continuous replenishment
Loading
Pattern
SHIPPING
INDEPENDENT
Reception
Shipping Order Picking
Put-away
Auxiliaries
Organization
Resources
Shared Decisions Put-away
Storage - Picking
Shared Decisions Reception -
Shipping
Storage
unitsPALLET
UNIT
Storage strategy
BOX
Repackaging
SAME SKU FOR
RECEPTION AND
STORAGE
Zoning
UNIQUE ZONE FORWARD
PICK AREA CLASS-BASEDDEDICATED
RANDOM
CLASS-BASED
Storage
•Families
•Turnovers
•Safety
•Clients
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
REPACKAGING NEEDED
Material handling
equipment
AUTOMATED VEHICLES
WALKING VEHICLES
•AGVs
•Conveyors
•Cranes
RIDING VEHICLES
•Hand truck
•Pallet jack
•Waking stacker
•Pallet truck
•Reach trucks
•Counterbalanced lift trucks
•Order picker
•Compact shuttle
Auxiliaries
PRE-RECEPTION
(electronic– EDI)
INFORMATIC
MANUAL
(Packing list)
CROSS-DOCKING by
article (NO STOCK BUT
WITH MANIPULATION)
NO
SOFTWARE
WITH BASIC SOFTWARE
(volume and loading
pattern )
WITH ADVANCE SOFTWARE
(loading sequence and
unloading time)
Track load
type
LESS-THAN-
CONTAINER LOAD
FULL TRACK
•Mono-destination
•Multi-destination
BY ORDER
BY ZONE
BY ARTICLE
Batching and
sorting
KIT
FEFO, LIFO, FIFO criterion
•Own handling
equipment
•Rented handling
equipment
INTERNAL
WORKER
EXTERNAL
WORKER
•Own handling
equipment
•Rented handling
equipment
Stock-holding
levelCROSS-DOCKING by
order (NO STOCK AND
NO MANIPULATION)
STORAGE
CROSS-DOCKING by
article (NO STOCK BUT
WITH MANIPULATION)
Auxiliaries
PRE-RECEPTION
(electronic– EDI)INFORMATIC
MANUAL
(Packing list)
Material handling
equipment
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
•AS/RS
•Miniload
•VLM
•Carrousel
•Shuttles
•Conventional
•Narrow aisle
•Push-back
•Dynamic
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
•AS/RS
•Miniload
•VLM
•Carrousel
•Shuttles
•Conventional
•Narrow aisle
•Push-back
•Dynamic
INTERNAL
WORKEREXTERNAL
WORKER
•Own handling
equipment
•Rented handling
equipmentNO
TECHNOLOGY
AIDED
Auxiliaries
Worker zone
assignment
ONE ZONE•One worker
•Various
Personnel and
equipment outsourcing
Order release
mode
DISCRETE
CONTINUOUSFORWARD PICK AREA
Material handling
equipment
SAME SKU FOR
STORAGE AND
SHIPPING
REPACKAGING
NEEDED
Routing
HEURISTICS
OPTIMAL•S-shape
•Return
•Mid-point
•Largest-gap
•Combined
AUTOMATED VEHICLES
WALKING VEHICLES
RIDING VEHICLES
Material handling
equipment
AUTOMATED VEHICLES
WALKING VEHICLES
RIDING VEHICLES
Personnel and
equipment outsourcing
Repackaging
Personnel and
equipment outsourcing
INTERNAL
WORKEREXTERNAL
WORKER
•Own handling
equipment
•Rented handling
equipment
TECHNOLOGY AIDED
NO
TECHNOLOGY
AIDED
AUTOMATED VEHICLES
WALKING VEHICLES
•AGVs
•Conveyors
•Cranes
RIDING VEHICLES
•Hand truck
•Pallet jack
•Waking stacker
•Pallet truck
•Reach trucks
•Counterbalanced lift trucks
•Order picker
•Compact shuttle
MULTI-ZONE•Progressive
•Synchronized
MULTI-ZONE•Progressive
•Synchronized
Complexity
level
Lines per order: 100-1000; Volume per order (items per line): less than 10; Storage unit inventory (items):
100-1000; Storage unit: unit.
Design-
solution
Performance Productivity: 100 lines/hour; Quality: 0,25%- 0,5% lines with errors
CONTAINER
FAMILY GROUPING
CLOSEST OPEN LOCATION
Personnel and
equipment outsourcing INTERNAL
WORKER
Stock-holding
levelCROSS-DOCKING by
order (NO STOCK AND
NO MANIPULATION)
STORAGE
EXTERNAL
WORKER
RECEPTION
INDEPENDENT
Do
cks a
nd z
on
es
sch
ed
ulin
g
COMBINED
DOCK AND
ZONES
•Balanced docks and
zones
•Balanced
equipment and
workers
Worker zone
assignment
Order release
mode Put-away
principles
DIRECT
DIRECTED
DISCRETE
CONTINUOUS
ONE ZONE
PUT-AWAY
INDEPENDENT
(single command)
Routing
HEURISTICS
OPTIMAL
TECHNOLOGY AIDED
•Put-to-light
•Bar code
•RFID
•One worker
•Various
•S-shape
•Return
•Mid-point
•Largest-gap
•Combined
Co
mm
an
ds
Picking zoning
UNIQUE
STORAGE AND
PICKING ZONE
PICKING
INDEPENDENT
(single command)
•Pick-to-light
•Pick-to-voice
•Bar code
•RFID
•Picking zone without storage
•Picking zone with storage
•Pick-and-pass
•Pick-and-sort
•Sort-while-pick
•Navigation picking system
JOINT PUT-AWAY AND
PICKING (dual or
multiple command)
Discrete replenishment
Continuous replenishment
Loading
Pattern
SHIPPING
INDEPENDENT
Reception
Shipping Order Picking
Put-away
Auxiliaries
Organization
Resources
Shared Decisions Put-away
Storage - Picking
Shared Decisions Reception -
Shipping
Storage
unitsPALLET
UNIT
Storage strategy
BOX
Repackaging
SAME SKU FOR
RECEPTION AND
STORAGE
Zoning
UNIQUE ZONE FORWARD
PICK AREA CLASS-BASEDDEDICATED
RANDOM
CLASS-BASED
Storage
•Families
•Turnovers
•Safety
•Clients
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
REPACKAGING NEEDED
Material handling
equipment
AUTOMATED VEHICLES
WALKING VEHICLES
•AGVs
•Conveyors
•Cranes
RIDING VEHICLES
•Hand truck
•Pallet jack
•Waking stacker
•Pallet truck
•Reach trucks
•Counterbalanced lift trucks
•Order picker
•Compact shuttle
Auxiliaries
PRE-RECEPTION
(electronic– EDI)
INFORMATIC
MANUAL
(Packing list)
CROSS-DOCKING by
article (NO STOCK BUT
WITH MANIPULATION)
NO
SOFTWARE
WITH BASIC SOFTWARE
(volume and loading
pattern )
WITH ADVANCE SOFTWARE
(loading sequence and
unloading time)
Track load
type
LESS-THAN-
CONTAINER LOAD
FULL TRACK
•Mono-destination
•Multi-destination
BY ORDER
BY ZONE
BY ARTICLE
Batching and
sorting
KIT
FEFO, LIFO, FIFO criterion
•Own handling
equipment
•Rented handling
equipment
INTERNAL
WORKER
EXTERNAL
WORKER
•Own handling
equipment
•Rented handling
equipment
Stock-holding
levelCROSS-DOCKING by
order (NO STOCK AND
NO MANIPULATION)
STORAGE
CROSS-DOCKING by
article (NO STOCK BUT
WITH MANIPULATION)
Auxiliaries
PRE-RECEPTION
(electronic– EDI)INFORMATIC
MANUAL
(Packing list)
Material handling
equipment
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
•AS/RS
•Miniload
•VLM
•Carrousel
•Shuttles
•Conventional
•Narrow aisle
•Push-back
•Dynamic
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
•AS/RS
•Miniload
•VLM
•Carrousel
•Shuttles
•Conventional
•Narrow aisle
•Push-back
•Dynamic
INTERNAL
WORKEREXTERNAL
WORKER
•Own handling
equipment
•Rented handling
equipmentNO
TECHNOLOGY
AIDED
Auxiliaries
Worker zone
assignment
ONE ZONE•One worker
•Various
Personnel and
equipment outsourcing
Order release
mode
DISCRETE
CONTINUOUSFORWARD PICK AREA
Material handling
equipment
SAME SKU FOR
STORAGE AND
SHIPPING
REPACKAGING
NEEDED
Routing
HEURISTICS
OPTIMAL•S-shape
•Return
•Mid-point
•Largest-gap
•Combined
AUTOMATED VEHICLES
WALKING VEHICLES
RIDING VEHICLES
Material handling
equipment
AUTOMATED VEHICLES
WALKING VEHICLES
RIDING VEHICLES
Personnel and
equipment outsourcing
Repackaging
Personnel and
equipment outsourcing
INTERNAL
WORKEREXTERNAL
WORKER
•Own handling
equipment
•Rented handling
equipment
TECHNOLOGY AIDED
NO
TECHNOLOGY
AIDED
AUTOMATED VEHICLES
WALKING VEHICLES
•AGVs
•Conveyors
•Cranes
RIDING VEHICLES
•Hand truck
•Pallet jack
•Waking stacker
•Pallet truck
•Reach trucks
•Counterbalanced lift trucks
•Order picker
•Compact shuttle
MULTI-ZONE•Progressive
•Synchronized
MULTI-ZONE•Progressive
•Synchronized
Resultados del proyecto RAFUWARE Recopilatorio de soluciones de diseño

Resultados del proyecto RAFUWARE Ejemplo de solución de diseño
CONTAINER
FAMILY GROUPING
CLOSEST OPEN LOCATION
Personnel and
equipment outsourcing INTERNAL
WORKER
Stock-holding
levelCROSS-DOCKING by
order (NO STOCK AND
NO MANIPULATION)
STORAGE
EXTERNAL
WORKER
RECEPTION
INDEPENDENT
Do
cks a
nd z
on
es
sch
ed
ulin
g
COMBINED
DOCK AND
ZONES
•Balanced docks and
zones
•Balanced
equipment and
workers
Worker zone
assignment
Order release
mode Put-away
principles
DIRECT
DIRECTED
DISCRETE
CONTINUOUS
ONE ZONE
PUT-AWAY
INDEPENDENT
(single command)
Routing
HEURISTICS
OPTIMAL
TECHNOLOGY AIDED
•Put-to-light
•Bar code
•RFID
•One worker
•Various
•S-shape
•Return
•Mid-point
•Largest-gap
•Combined
Co
mm
an
ds
Picking zoning
UNIQUE
STORAGE AND
PICKING ZONE
PICKING
INDEPENDENT
(single command)
•Pick-to-light
•Pick-to-voice
•Bar code
•RFID
•Picking zone without storage
•Picking zone with storage
•Pick-and-pass
•Pick-and-sort
•Sort-while-pick
•Navigation picking system
JOINT PUT-AWAY AND
PICKING (dual or
multiple command)
Discrete replenishment
Continuous replenishment
Loading
Pattern
SHIPPING
INDEPENDENT
Reception
Shipping Order Picking
Put-away
Auxiliaries
Organization
Resources
Shared Decisions Put-away
Storage - Picking
Shared Decisions Reception -
Shipping
Storage
unitsPALLET
UNIT
Storage strategy
BOX
Repackaging
SAME SKU FOR
RECEPTION AND
STORAGE
Zoning
UNIQUE ZONE FORWARD
PICK AREA CLASS-BASEDDEDICATED
RANDOM
CLASS-BASED
Storage
•Families
•Turnovers
•Safety
•Clients
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
REPACKAGING NEEDED
Material handling
equipment
AUTOMATED VEHICLES
WALKING VEHICLES
•AGVs
•Conveyors
•Cranes
RIDING VEHICLES
•Hand truck
•Pallet jack
•Waking stacker
•Pallet truck
•Reach trucks
•Counterbalanced lift trucks
•Order picker
•Compact shuttle
Auxiliaries
PRE-RECEPTION
(electronic– EDI)
INFORMATIC
MANUAL
(Packing list)
CROSS-DOCKING by
article (NO STOCK BUT
WITH MANIPULATION)
NO
SOFTWARE
WITH BASIC SOFTWARE
(volume and loading
pattern )
WITH ADVANCE SOFTWARE
(loading sequence and
unloading time)
Track load
type
LESS-THAN-
CONTAINER LOAD
FULL TRACK
•Mono-destination
•Multi-destination
BY ORDER
BY ZONE
BY ARTICLE
Batching and
sorting
KIT
FEFO, LIFO, FIFO criterion
•Own handling
equipment
•Rented handling
equipment
INTERNAL
WORKER
EXTERNAL
WORKER
•Own handling
equipment
•Rented handling
equipment
Stock-holding
levelCROSS-DOCKING by
order (NO STOCK AND
NO MANIPULATION)
STORAGE
CROSS-DOCKING by
article (NO STOCK BUT
WITH MANIPULATION)
Auxiliaries
PRE-RECEPTION
(electronic– EDI)INFORMATIC
MANUAL
(Packing list)
Material handling
equipment
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
•AS/RS
•Miniload
•VLM
•Carrousel
•Shuttles
•Conventional
•Narrow aisle
•Push-back
•Dynamic
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
•AS/RS
•Miniload
•VLM
•Carrousel
•Shuttles
•Conventional
•Narrow aisle
•Push-back
•Dynamic
INTERNAL
WORKEREXTERNAL
WORKER
•Own handling
equipment
•Rented handling
equipmentNO
TECHNOLOGY
AIDED
Auxiliaries
Worker zone
assignment
ONE ZONE•One worker
•Various
Personnel and
equipment outsourcing
Order release
mode
DISCRETE
CONTINUOUSFORWARD PICK AREA
Material handling
equipment
SAME SKU FOR
STORAGE AND
SHIPPING
REPACKAGING
NEEDED
Routing
HEURISTICS
OPTIMAL•S-shape
•Return
•Mid-point
•Largest-gap
•Combined
AUTOMATED VEHICLES
WALKING VEHICLES
RIDING VEHICLES
Material handling
equipment
AUTOMATED VEHICLES
WALKING VEHICLES
RIDING VEHICLES
Personnel and
equipment outsourcing
Repackaging
Personnel and
equipment outsourcing
INTERNAL
WORKEREXTERNAL
WORKER
•Own handling
equipment
•Rented handling
equipment
TECHNOLOGY AIDED
NO
TECHNOLOGY
AIDED
AUTOMATED VEHICLES
WALKING VEHICLES
•AGVs
•Conveyors
•Cranes
RIDING VEHICLES
•Hand truck
•Pallet jack
•Waking stacker
•Pallet truck
•Reach trucks
•Counterbalanced lift trucks
•Order picker
•Compact shuttle
MULTI-ZONE•Progressive
•Synchronized
MULTI-ZONE•Progressive
•Synchronized
• Pocas líneas • Mucha cantidad • Muchas
referencias • Unidad de
manipulación: Pallets

Resultados del proyecto RAFUWARE Ejemplo de solución de diseño
• Muchas líneas • Poca cantidad por
línea • Muchas
referencias • Unidad de
manipulación: Unidades
CONTAINER
FAMILY GROUPING
CLOSEST OPEN LOCATION
Personnel and
equipment outsourcing INTERNAL
WORKER
Stock-holding
levelCROSS-DOCKING by
order (NO STOCK AND
NO MANIPULATION)
STORAGE
EXTERNAL
WORKER
RECEPTION
INDEPENDENT
Do
cks a
nd z
on
es
sch
ed
ulin
g
COMBINED
DOCK AND
ZONES
•Balanced docks and
zones
•Balanced
equipment and
workers
Worker zone
assignment
Order release
mode Put-away
principles
DIRECT
DIRECTED
DISCRETE
CONTINUOUS
ONE ZONE
PUT-AWAY
INDEPENDENT
(single command)
Routing
HEURISTICS
OPTIMAL
TECHNOLOGY AIDED
•Put-to-light
•Bar code
•RFID
•One worker
•Various
•S-shape
•Return
•Mid-point
•Largest-gap
•Combined
Co
mm
an
ds
Picking zoning
UNIQUE
STORAGE AND
PICKING ZONE
PICKING
INDEPENDENT
(single command)
•Pick-to-light
•Pick-to-voice
•Bar code
•RFID
•Picking zone without storage
•Picking zone with storage
•Pick-and-pass
•Pick-and-sort
•Sort-while-pick
•Navigation picking system
JOINT PUT-AWAY AND
PICKING (dual or
multiple command)
Discrete replenishment
Continuous replenishment
Loading
Pattern
SHIPPING
INDEPENDENT
Reception
Shipping Order Picking
Put-away
Auxiliaries
Organization
Resources
Shared Decisions Put-away
Storage - Picking
Shared Decisions Reception -
Shipping
Storage
unitsPALLET
UNIT
Storage strategy
BOX
Repackaging
SAME SKU FOR
RECEPTION AND
STORAGE
Zoning
UNIQUE ZONE FORWARD
PICK AREA CLASS-BASEDDEDICATED
RANDOM
CLASS-BASED
Storage
•Families
•Turnovers
•Safety
•Clients
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
REPACKAGING NEEDED
Material handling
equipment
AUTOMATED VEHICLES
WALKING VEHICLES
•AGVs
•Conveyors
•Cranes
RIDING VEHICLES
•Hand truck
•Pallet jack
•Waking stacker
•Pallet truck
•Reach trucks
•Counterbalanced lift trucks
•Order picker
•Compact shuttle
Auxiliaries
PRE-RECEPTION
(electronic– EDI)
INFORMATIC
MANUAL
(Packing list)
CROSS-DOCKING by
article (NO STOCK BUT
WITH MANIPULATION)
NO
SOFTWARE
WITH BASIC SOFTWARE
(volume and loading
pattern )
WITH ADVANCE SOFTWARE
(loading sequence and
unloading time)
Track load
type
LESS-THAN-
CONTAINER LOAD
FULL TRACK
•Mono-destination
•Multi-destination
BY ORDER
BY ZONE
BY ARTICLE
Batching and
sorting
KIT
FEFO, LIFO, FIFO criterion
•Own handling
equipment
•Rented handling
equipment
INTERNAL
WORKER
EXTERNAL
WORKER
•Own handling
equipment
•Rented handling
equipment
Stock-holding
levelCROSS-DOCKING by
order (NO STOCK AND
NO MANIPULATION)
STORAGE
CROSS-DOCKING by
article (NO STOCK BUT
WITH MANIPULATION)
Auxiliaries
PRE-RECEPTION
(electronic– EDI)INFORMATIC
MANUAL
(Packing list)
Material handling
equipment
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
•AS/RS
•Miniload
•VLM
•Carrousel
•Shuttles
•Conventional
•Narrow aisle
•Push-back
•Dynamic
Storage systems
AUTOMATIC
PARTS TO PICKER
PICKER TO PARTS
•AS/RS
•Miniload
•VLM
•Carrousel
•Shuttles
•Conventional
•Narrow aisle
•Push-back
•Dynamic
INTERNAL
WORKEREXTERNAL
WORKER
•Own handling
equipment
•Rented handling
equipmentNO
TECHNOLOGY
AIDED
Auxiliaries
Worker zone
assignment
ONE ZONE•One worker
•Various
Personnel and
equipment outsourcing
Order release
mode
DISCRETE
CONTINUOUSFORWARD PICK AREA
Material handling
equipment
SAME SKU FOR
STORAGE AND
SHIPPING
REPACKAGING
NEEDED
Routing
HEURISTICS
OPTIMAL•S-shape
•Return
•Mid-point
•Largest-gap
•Combined
AUTOMATED VEHICLES
WALKING VEHICLES
RIDING VEHICLES
Material handling
equipment
AUTOMATED VEHICLES
WALKING VEHICLES
RIDING VEHICLES
Personnel and
equipment outsourcing
Repackaging
Personnel and
equipment outsourcing
INTERNAL
WORKEREXTERNAL
WORKER
•Own handling
equipment
•Rented handling
equipment
TECHNOLOGY AIDED
NO
TECHNOLOGY
AIDED
AUTOMATED VEHICLES
WALKING VEHICLES
•AGVs
•Conveyors
•Cranes
RIDING VEHICLES
•Hand truck
•Pallet jack
•Waking stacker
•Pallet truck
•Reach trucks
•Counterbalanced lift trucks
•Order picker
•Compact shuttle
MULTI-ZONE•Progressive
•Synchronized
MULTI-ZONE•Progressive
•Synchronized

• Contextualización
• Proyecto RAFUWARE
• Resultados Tecnun
• Conclusiones Tecnun
• Resultados ITA (casos prácticos) • Caso1: Diseño de experimentos
• Caso2: Combinación de algoritmos
• Caso3: Equipos auto-organizados
• Conclusiones ITA
Agenda


… indicates that a significant need to integrate both approaches (analytical and simulation models) to achieve a greater flexibility in analyzing problems warehouse (Gu et al.2010).
Particularly, the areas of storage assignment and routing appear to have matured the last decade. Few authors address combinations of the decision problems. Yet, this is necessary as there is obvious interdependency in their impact on the order picking objectives (R. de Koster 2007)
There is an enormous gap between the published warehouse research and the practice of warehouse design and operations (Gu et al. 2010)

Caso 1: Diseño de experimentos
• Análisis de la información disponible
• Caracterización de los flujos
• Cálculo de alternativas
• Políticas de almacenamiento
• Estrategias de preparación de pedidos
• Simulación: Evaluación de los efectos dinámicos
• Diseño de experimentos (DOE)
• Evaluación de las variables mas influyentes
Datos
históricos
Diseño de
alternativas
Configuración
incial
Simulación
DOE
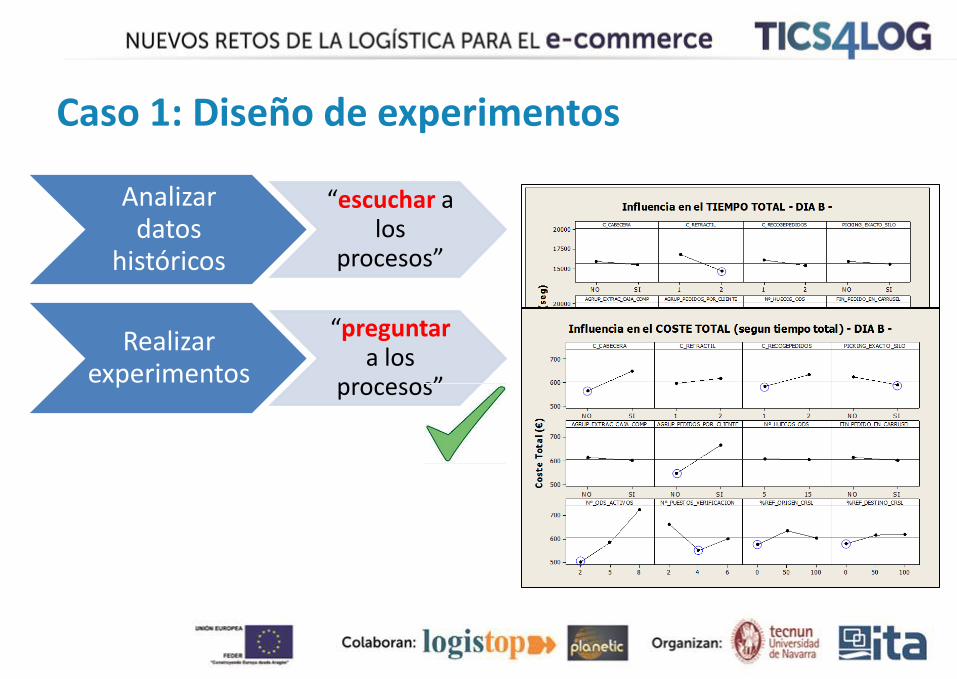
Caso 1: Diseño de experimentos
Analizar datos
históricos
“escuchar a los
procesos”
Realizar experimentos
“preguntar a los
procesos”

Caso 2: Combinación de decisiones
Minimizar y equilibrar la carga de trabajo
Acuerdos de nivel de servicio con clientes
Equilibrio
Métodos híbridos de toma de decisiones considerando varios problemas interrelacionados y adaptados a las condiciones del proceso.
URGENCIA vs. EFICIENCIA

Caso 2: Combinación de decisiones
2a) Integración de algoritmos de optimización (ubicación, picking, dock-assignment) para reducir los tiempos de espera.

Caso 2: Combinación de decisiones
2b) Integración de sistemas de previsión de la demanda con modelado de procesos para la planificación dinámica de recursos.
Previsión de la demanda
Flujo de procesos Planificación

• ¿Cómo divido el almacén para minimizar recorridos y tener un equipo de trabajo equilibrado?
“Zone picking”
Zone 2 Zone 3 Zone 1
¿Que hago si tengo que incluir un nuevo operario?
Caso 3: Equipos auto-organizados Modelo “Bucket brigades”

Zone 2 Zone 3 Zone
1
• Operarios organizados en equipos , secuenciado de mas lento a mas rápido.
• Cuando termina un pedido, retrocede hasta que encuentra a su compañero anterior.
Caso 3: Equipos auto-organizados Modelo “Bucket brigades”

Zone 2 Zone 1
• Facilidad de aumentar o disminuir los recursos utilizados en la preparación de pedidos.
• Fomentar el trabajo en equipo con objetivo común.
Caso 3: Equipos auto-organizados Modelo “Bucket brigades”
• Contextualización
• Proyecto RAFUWARE
• Resultados Tecnun
• Resultados ITA (casos prácticos)
• Conclusiones
Agenda

O1. Crear un marco/modelo para el análisis y diseño de almacenes robustos, flexibles y adaptativos soportado en técnicas avanzadas de modelado y optimización.
O2. Crear metodologías/herramientas para gestionar y planificar almacenes robustos, flexibles y adaptativos.
O3. Validar mediante simulación en un laboratorio de pruebas el prototipo para ajustar y mejorar el marco/modelo y las herramientas asociadas.
O4.Validar el marco/modelo y las herramientas asociadas mediante experimentación industrial.
Conclusiones Utilidad del modelos RAFUWARE

Conclusiones Utilidad del modelos RAFUWARE
• En un mercado de comercio electrónico, la competitividad depende en gran medida de la eficacia y eficiencia de los procesos logísticos.
• Una empresa que decida apostar por una estrategia de e-commerce deberá evaluar la necesidad de modificar sus recursos y operativas, ya que lo que funciona correctamente en un escenario tradicional puede no hacerlo en esas nuevas condiciones.

Conclusiones Utilidad del modelos RAFUWARE
• El marco/modelo RAFUWARE asiste durante el proceso de (re) diseño físico de almacenes, siendo una guía para seleccionar los recursos y operativas adecuados para los procesos de flujo de materiales…
• …permitiendo obtener flexibilidad y adaptabilidad, dos atributos clave en un mercado donde el índice de variabilidad de la demanda es elevado

Cómo afrontar los retos de los almacenes del futuro. Resultados del proyecto RAFUWARE
Investigadores principales – Tecnun: Dra. Claudia Chackelson
Dr. Javier Santos
Colaboración - ITA :
David Ciprés
Miriam García