asignacion 4 definitiva
TRANSCRIPT
DISEÑO DE UNA TORRE DE
DESTILACIÓN CICLOHEXANOL
Cuarta entrega
JENNY MARCELA PALACIO
CARLOS ANDRES QUINTERO
VERÓNICA MORALES CORREA
MAIRA PEÑA MORENO
Profesores:
Heberto Tapias
Felipe Bustamante
Asignatura:
Diseño I
UNIVERSIDAD DE ANTIOQUIA
Facultad de Ingeniería
Medellín
22/02/2013
CONTENIDO
1. HOJA DE ESPECIFICACIONES
2. DISEÑO OPERACIONAL
2.1 Número de etapas.
2.1.1. Función de la unidad de destilación
2.1.2. Especificación del alimento
2.1.3. Separación de los componentes claves.
2.1.4. Separación de los componentes no claves estimado
2.1.5. Presión de la columna y tipo de condensador
2.1.6. Flash del alimento a la presión de la columna
2.1.7. Número mínimo de etapas teóricas
2.1.8. Cálculos de la separación de los componentes no claves
2.2. Cálculo de la relación de reflujo mínimo
2.3. Relación de reflujo óptimo
2.4. Número de etapas ideales
2.5. Localización del punto de alimentación
3. SELECCIÓN DEL TIPO INTERNO
3.1. Estimado del diámetro de la torre
3.2. Valoración de criterios de selección
4. DIÁMETRO RIGUROSO Y DISEÑO DE INTERNOS
4.1. Selección del tipo de plato
4.2. Algoritmo para diseño de platos perforados
4.3. Formación de espuma
4.4. Arrastre de líquido
4.5. Número de pasos por plato
4.6. Tipo de distribuidor
4.7. Bajante
4.8. Número de orificios
4.9. Diseño mecánico de platos
4.10. Eficiencia de plato
4.11. Numero de platos reales y ubicación de alimentación
5. DISEÑO MECÁNICO
5.1. Temperatura de diseño
5.2. Presión de diseño
5.3 . Material para la construcción del recipiente
5.4 . Vida Útil del recipiente
5.5 . Boquillas y bridas
5.6 Espesor de la camisa
5.7 Espesor de las tapas
5.8 Altura total de la torre
5.8.1. Altura tope
5.8.2. Altura zona de rectificación

5.8.3. Altura zona de agotamiento
5.8.4. Altura Fondos
5.9. Tipo de arreglo alimentación, reflujo y rehervidor
5.10. Caída de presión a través de la torre
5.11. Cargas
5.11.1 Cargas de viento
5.11.2 Cargas hidrostáticas
5.11.3 Cargas muertas
6. PRUEBAS
PLANOS
REFENCIAS
ANEXOS

1. HOJA DE ESPECIFICACIONES
Job No.
TOWER SPECIFICATIONS
Page 1 of 2 Pages
No. Units 1
B/M No. Item No. C-1
Service Cyclohexane recovery Size 77.64 ft y 9.84 ft ID 33 trays
No. Trays 33 Type sieve Caps NA Feet Packing NA Size NA Sprays NA
Tower Internals Spec. Dwg. No. NA
OPERATING AND MECHANICAL CONDITIONS
Oper. Press. 25.3 PSIG. Oper. Temp. 464.516 °F
Des. Press. 79.5792 PSIG. Des. Temp. 580.645 °F
Code ASME Stamp. Req’d.
Yes Density of contents
48,54
lbs./ft3
Lethal Construction No Self Supporting No
Materials: Shell SS 316 Heads SS 316 Skirt SS 316
Lining: Metal None Rubber or Plastic None
Brick None Cement None
Internal Corrosion Allowance 3/200 in
Insulation? Yes No Class
NOZZLES
SERVICE NO. REQ’D. SIZE PRESS. Cl. FACING MARK NO.
Feed 1 10 in 150 RF A
Reflux 1 5 in 150 RF B
Vapor Out 1 14 in 150 RF C
Reboiler liquid 1 10 in 150 RF D
Vapor in 1 14 in 150 RF E
Liquid out 1 4 in 150 RF F
Manhole 2 20 in 150 RF G
* Feed Points to be located in: Vapor Space Downcomer
REMARKS
1. TW Points in Vapor Located - Tray 1
2. TW Points In Liquid Located - Tray 3, 33
3. Sample Points in Vapor Located - NA
4. Sample Points in Liquid Located - NA
5. Pressure Taps Located In Vapor Space as Follows: NA

By. Chk’d. App. Rev. Rev. Rev.
Date
P.O.To:
Job No.
TOWER INTERNALS SPECIFICATIONS TRAY TYPE COLUMNS
Page 2 of 2 Pages
No. Units 1
B/M No. Item No. C-1
Contacting Device - -Bubble Cap, Sieve, Dualflow Sieve tray
No. Trays 33 Type: Fixed, Removable (From Top, Bottom) Remobable Bolted
Tray Spacing 24 in Manway (Yes No ) (Removable from Top, Bottom)
Bubble Cap: Number/Tray NA Size
NA NA Spacing NA C to C Gauge NA
Riser: NA Diameter NA Gauge NA
Holes: Number 33313 Size 0.1772 in Diam., Spacing 0.4921 in C to C
Clearance Between Holes and Tower Wall 0.59 in
Clearance Between Holes and Weirs 1.2 in
Tray Thickness (Not Required for Bubble Caps) 0.07618 in
Type of Flow: Split Cross
Inlet Weirs: Yes No Height Above Tray Floor Inches
Outlet Weirs: Length 81.87 in
(a). Fixed Weir Height Above Tray Floor 1.5748 Inches
(b). Weir Adjustable From NA To NA Inches Above Tray Floor
(c). Weir Set NA Inches Above Tray Floor; Weir Slots Covered (Yes) (No)
Downcomer: (Yes No ) Type: Segmental (straight) Pipe, Segmental (Straight, Tapered)
Downcomers (Fixed, Removable): Remobable Clearance Above Tray Floor 1 Inches
Seal Pan Distance Below Bottom Tray NA Seal NA Inches
Weep Holes: No./Tray NA Size NA
Hydraulic Gradient Provision: 0.17941 in (10% hD)
Standards:
(a). Bubble Cap
(b). Tray Layout
(c). Tower Tolerances
MATERIALS OF CONSTRUCTION
Bubble Cap and Riser: Stainless steel Gaskets: Stainless steel
(a). Bolts, Nuts and Washers: Stainless steel 316
Trays: Stainless steel 3 1
Gaskets Stainless steel 316 Bolting: Stainless steel 316
6
Tray Supports, Downcomers and Seal Pan: Stainless steel 316
REMARKS
Test conducted to the tower are:
Ultrasound
Radiographed
Electromagnetic
Leak
hidrostatic
Prenetran liquid
Visual inspection
By. Chk’d. App. Rev. Rev. Rev.
Date
P.O.To:
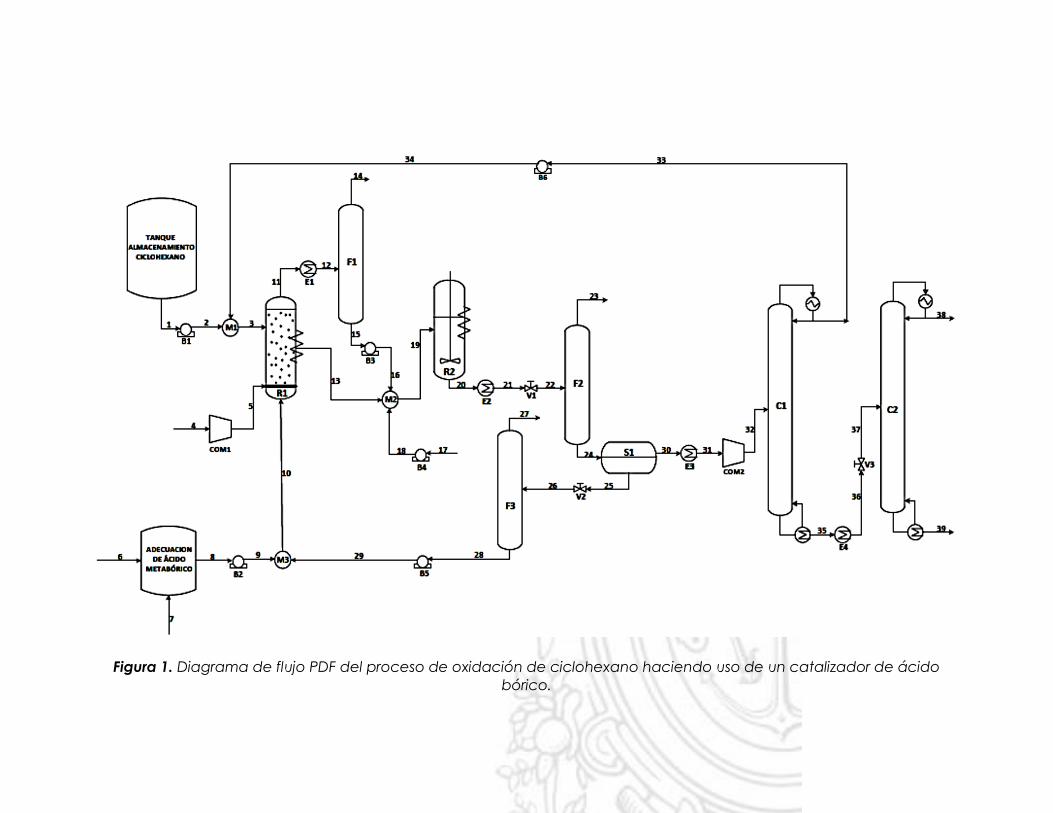
Figura 1. Diagrama de flujo PDF del proceso de oxidación de ciclohexano haciendo uso de un catalizador de ácido
bórico.
2. DISEÑO OPERACIONAL
2.1 Número de etapas
2.1.1. Función de la unidad de destilación
La unidad de destilación ordinaria C1 tiene como objetivo separar la
materia prima (ciclohexano) con trazas de ciclohexanol recirculada por el
tope corriente (34) a 10 bares y 49°C, y ciclohexanol, ciclohexil
hidroperóxido, ciclohexano, trihexil borato la cual proviene de la corriente
(35) a 1.0375 bares y 150.1055°C. Esta columna opera con un condensador
total y un ebullidor tipo termosifón.
Para tener una visualización amplia de las corrientes que circulan por la
torre de destilación de interés C1, se presenta el diagrama de proceso.
A continuación se muestran las condiciones de la alimentación de las
sustancias que intervienen en la destilación.
Especificación del alimento:
Las condiciones de la alimentación corresponden a la corriente 32, del
diagrama de proceso (Figura 1), la cual fue determinada y especificada
en la segunda entrega correspondiente a los balances de energía y de
materia del proceso de producción de ciclohexanol.
Tabla 1: condiciones de la alimentación
Letra Componente Flujo (Kmol/h)
A Ciclohexano 816.201195
D Ciclohexanol 111.563237
E Trihexil borato 0.94444691
G CiclohexilHidroperoxido 12.2784571
Flujo total 940.987336
Presión (Psi) 37.5
Temperatura (°C) 117,677985
Estado de agregación L
Acondicionamiento de la corriente de entrada 32
El equipo anterior a la torre es un separador líquido-líquido cuya corriente
de salida está a una temperatura de 20°C y 0.5 bares, esta corriente será
acondicionada para que entre en su punto de burbuja a una temperatura
de 117,6779°C y una presión de 37.5 psia; por tanto se requerirá de dos
equipos de acondicionamiento como una bomba y un intercambiador de
calor.
Modelo Termodinámico [1]
Cuando se cumplen las siguientes características en una mezcla
multicomponentes se puede asumir que su comportamiento es ideal, por lo
tanto la mezcla trabajada para la torre de destilación C1 es no ideal por
que no se cumple lo siguiente [2]:
Los diámetros moleculares de las sustancias son iguales
No existe interacción química entre las sustancias
Las fuerzas intermoleculares entre las moléculas semejantes y distintas
son iguales.
Para la determinación de la ruta a seguir y elegir el modelo termodinámico
es necesario calcular dos parámetros como lo son el coeficiente de
actividad en el líquido y el coeficiente de fugacidad en fase gaseosa. Para
calcular estas propiedades, se hará uso del software ASPEN PLUS, teniendo
en cuenta cual de los modelos termodinámicos arroja comportamientos
lógicos con las condiciones del sistema.
Coeficiente de Fugacidad (Fase Gaseosa)[3]
Para determinar esta propiedad se hace uso de una ecuación de estado,
como lo es la ecuación de Redlich-Kwong, ya que de las ecuaciones
cúbicas, es la más utilizada, la cual combina la simplicidad de
una ecuación de 2 parámetros con una alta precisión similar a la ecuación
de Benedict-Weeb-Rubin de ocho parámetros.
La ecuación de estado de Redlich-Kwong es muy utilizada para calcular
propiedades termodinámicas para la fase de vapor en combinación con
modelos termodinámicos más complejos como el uniquac.
( )
Donde los parámetros estan definidos de la siguiente forma:
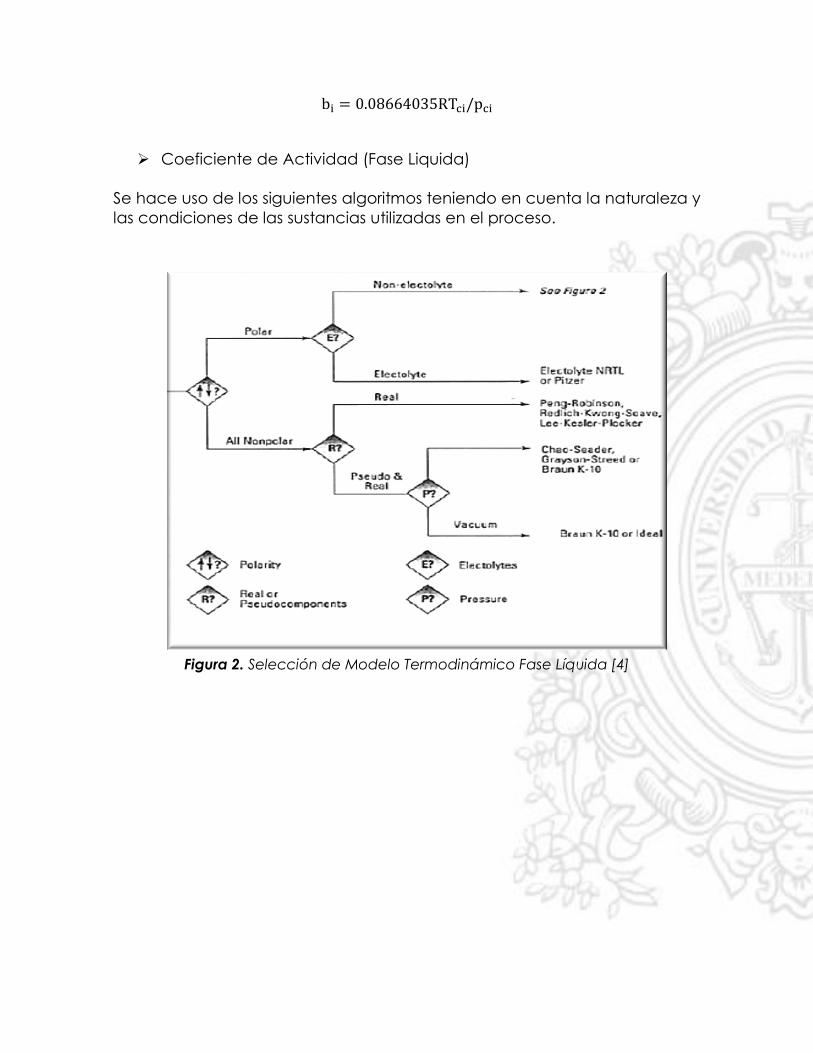
Coeficiente de Actividad (Fase Liquida)
Se hace uso de los siguientes algoritmos teniendo en cuenta la naturaleza y
las condiciones de las sustancias utilizadas en el proceso.
Figura 2. Selección de Modelo Termodinámico Fase Líquida [4]
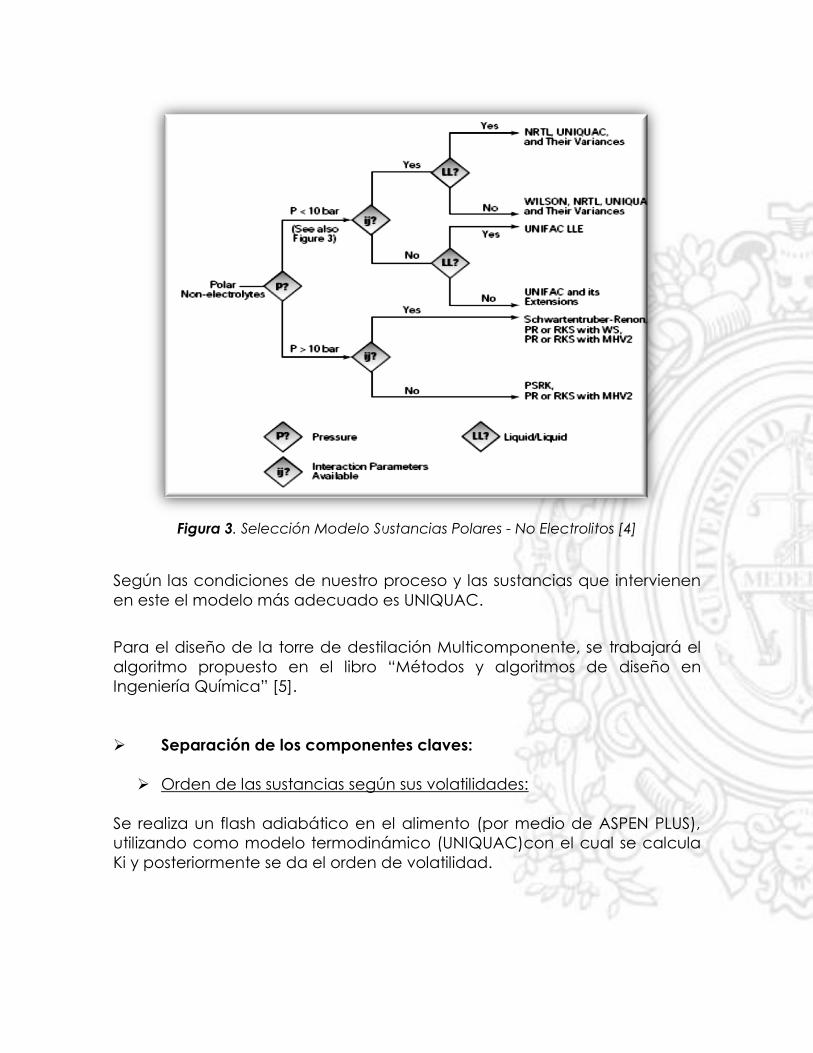
Figura 3. Selección Modelo Sustancias Polares - No Electrolitos [4]
Según las condiciones de nuestro proceso y las sustancias que intervienen
en este el modelo más adecuado es UNIQUAC.
Para el diseño de la torre de destilación Multicomponente, se trabajará el
algoritmo propuesto en el libro “Métodos y algoritmos de diseño en
Ingeniería Química” [5].
Separación de los componentes claves:
Orden de las sustancias según sus volatilidades:
Se realiza un flash adiabático en el alimento (por medio de ASPEN PLUS),
utilizando como modelo termodinámico (UNIQUAC)con el cual se calcula
Ki y posteriormente se da el orden de volatilidad.
Para calcular el coeficiente de distribución se usa la ecuación:
( )
El orden de volatilidades de mayor a menor es: ciclohexano, ciclohexanol,
ciclohexil hidroperóxido, trihexil borato.
Calculo de las volatilidades:
( )
Donde:
Coeficiente de distribución de la sustancia i entre las fases líquida y
vapor.
Coeficiente de distribución de la sustancia clave pesado KH entre las
fases líquidas y vapor.
: Fracción de la sustancia i en el líquido.
: Fracción de la sustancia i en el vapor.
: Volatilidad relativa de i con respecto a HK.
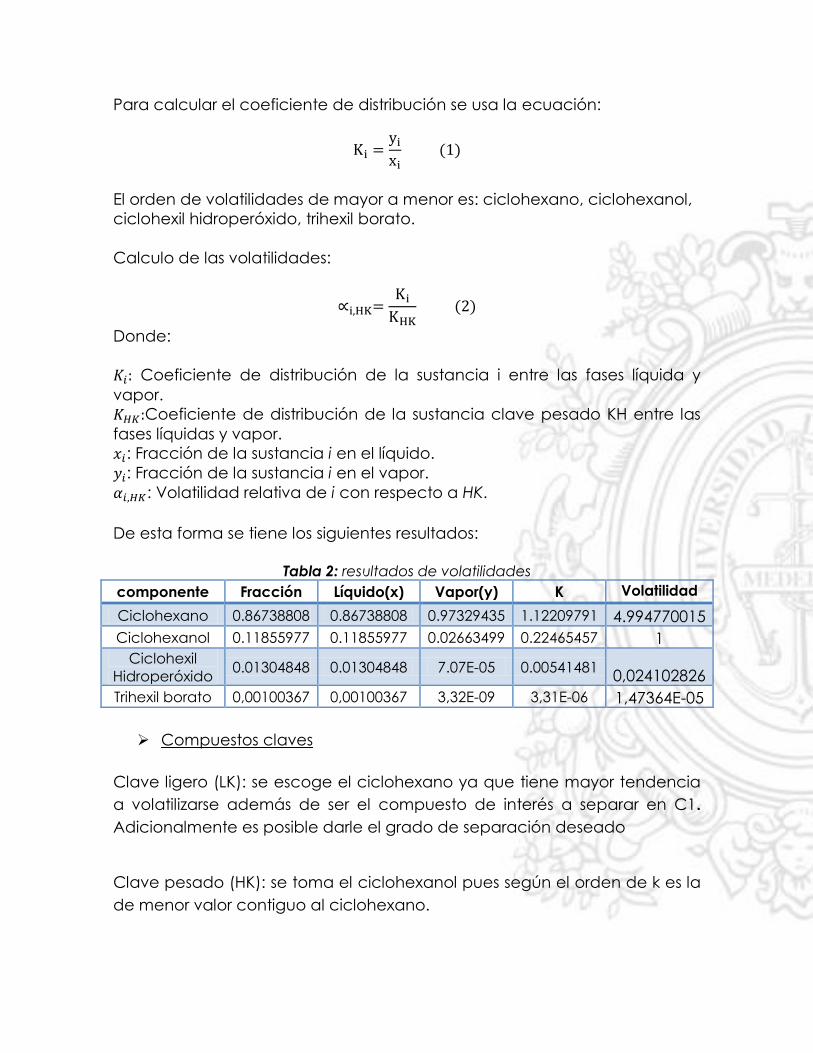
De esta forma se tiene los siguientes resultados:
Tabla 2: resultados de volatilidades
componente Fracción Líquido(x) Vapor(y) K Volatilidad
Ciclohexano 0.86738808 0.86738808 0.97329435 1.12209791 4.994770015
Ciclohexanol 0.11855977 0.11855977 0.02663499 0.22465457 1
Ciclohexil
Hidroperóxido 0.01304848 0.01304848 7.07E-05 0.00541481
0,024102826
Trihexil borato 0,00100367 0,00100367 3,32E-09 3,31E-06 1,47364E-05
Compuestos claves
Clave ligero (LK): se escoge el ciclohexano ya que tiene mayor tendencia
a volatilizarse además de ser el compuesto de interés a separar en C1.
Adicionalmente es posible darle el grado de separación deseado
Clave pesado (HK): se toma el ciclohexanol pues según el orden de k es la
de menor valor contiguo al ciclohexano.
A ciclohexano LK
D ciclohexanol HK
Grado de separación compuestos claves
El grado de separación se define para ambos compuestos en destilado
(corriente 33) de la siguiente manera:
Tabla 3: grado de separación
CORRIENTE 33
Grado de separación
Ciclohexano 99% del flujo de entrada C1
Ciclohexanol 0.5% del flujo de entrada C1
Estimar separación de los compuestos no claves
Se asume que los componentes no claves no se distribuyen. Ósea que los
componentes más pesados que el clave pesado (HHK’s) salen por los
fondos (ciclohexil hidroperóxido y trihexil), en este caso no tenemos LLK’s.
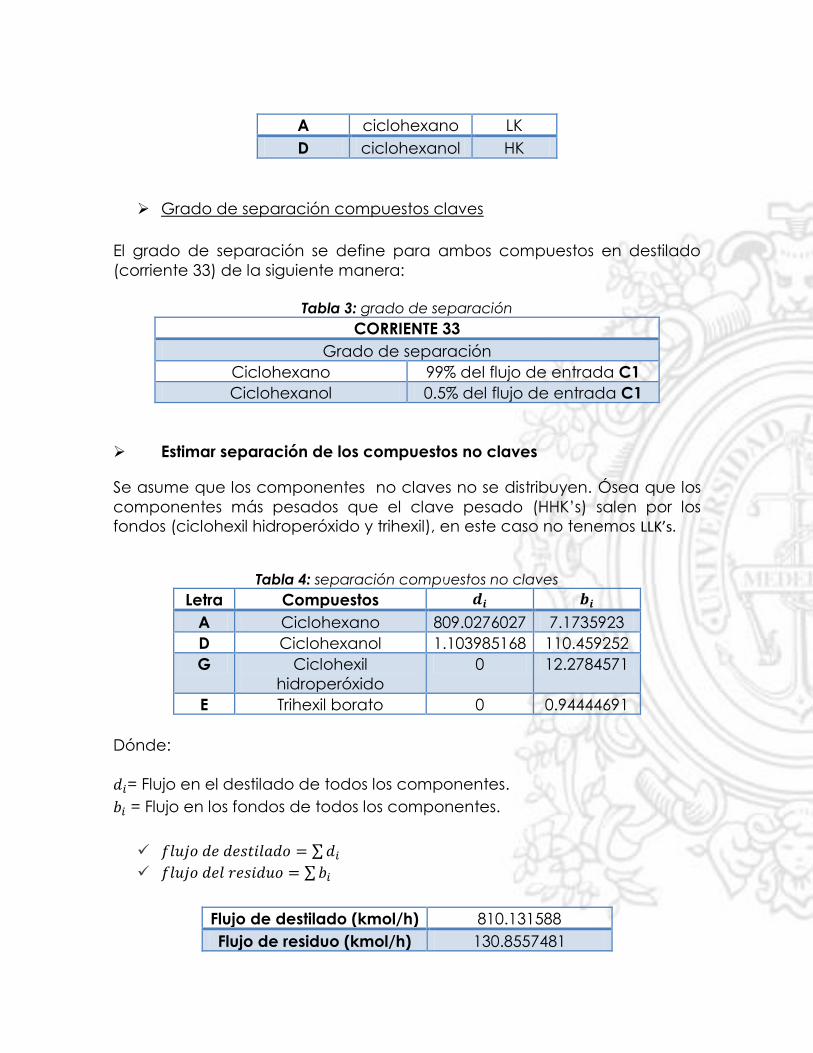
Tabla 4: separación compuestos no claves
Letra Compuestos
A Ciclohexano 809.0276027 7.1735923
D Ciclohexanol 1.103985168 110.459252
G Ciclohexil
hidroperóxido
0 12.2784571
E Trihexil borato 0 0.94444691
Dónde:
= Flujo en el destilado de todos los componentes.
= Flujo en los fondos de todos los componentes.
∑
∑
Flujo de destilado (kmol/h) 810.131588
Flujo de residuo (kmol/h) 130.8557481
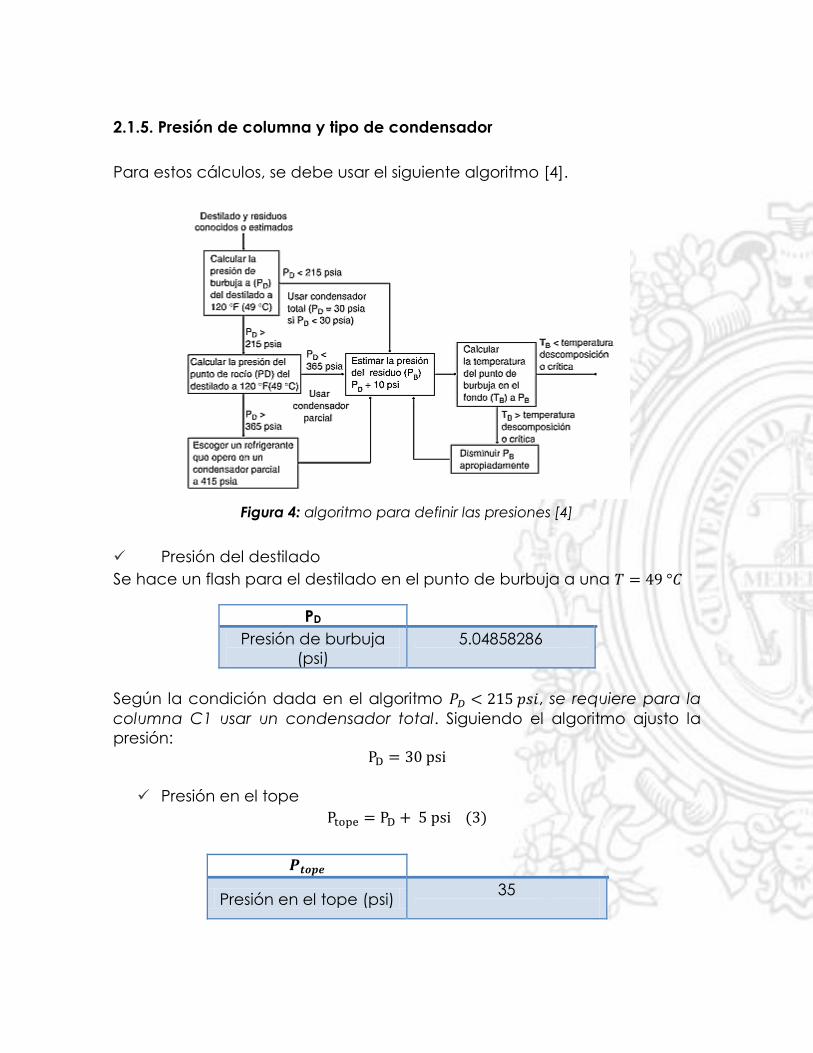
2.1.5. Presión de columna y tipo de condensador
Para estos cálculos, se debe usar el siguiente algoritmo [4].
Figura 4: algoritmo para definir las presiones [4]
Presión del destilado
Se hace un flash para el destilado en el punto de burbuja a una
PD
Presión de burbuja
(psi)
5.04858286
Según la condición dada en el algoritmo , se requiere para la
columna C1 usar un condensador total. Siguiendo el algoritmo ajusto la
presión:
Presión en el tope
( )
Presión en el tope (psi) 35
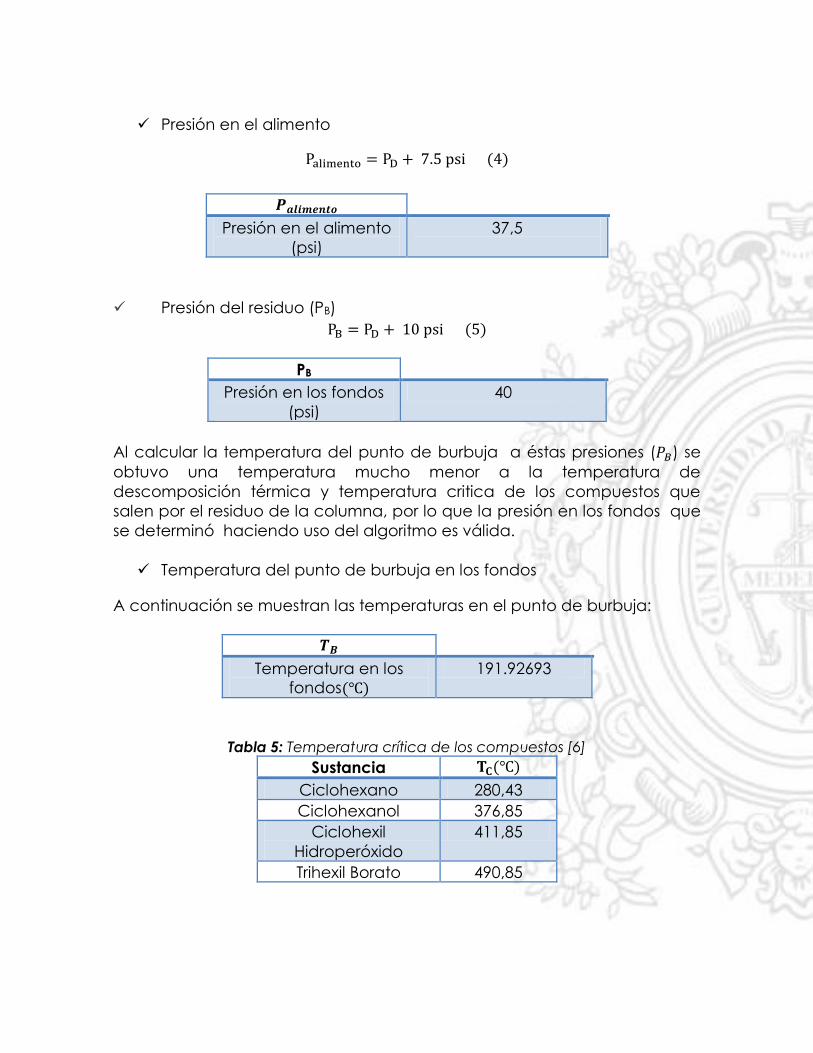
Presión en el alimento
( )
Presión en el alimento
(psi)
37,5
Presión del residuo (PB)
( )
PB
Presión en los fondos
(psi)
40
Al calcular la temperatura del punto de burbuja a éstas presiones ( ) se
obtuvo una temperatura mucho menor a la temperatura de
descomposición térmica y temperatura critica de los compuestos que
salen por el residuo de la columna, por lo que la presión en los fondos que
se determinó haciendo uso del algoritmo es válida.
Temperatura del punto de burbuja en los fondos
A continuación se muestran las temperaturas en el punto de burbuja:
Temperatura en los
fondos( ) 191.92693
Tabla 5: Temperatura crítica de los compuestos [6]
Sustancia ( )
Ciclohexano 280,43
Ciclohexanol 376,85
Ciclohexil
Hidroperóxido
411,85
Trihexil Borato 490,85
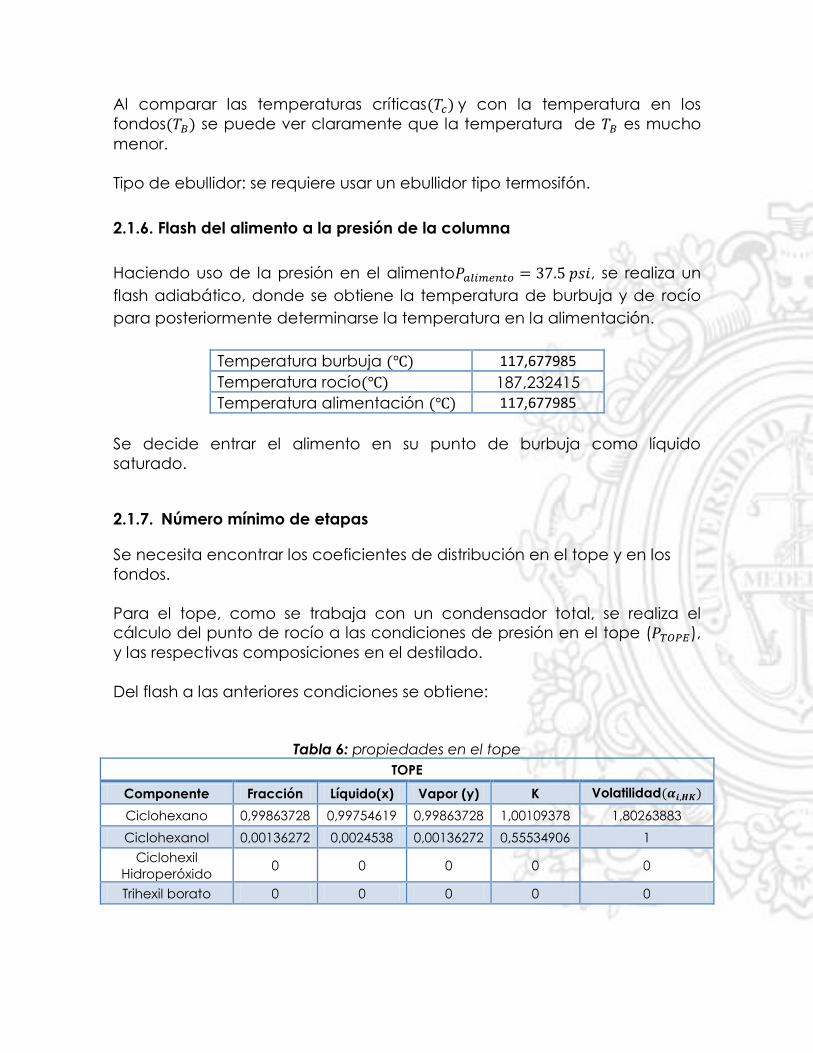
Al comparar las temperaturas críticas( ) y con la temperatura en los
fondos( ) se puede ver claramente que la temperatura de es mucho
menor.
Tipo de ebullidor: se requiere usar un ebullidor tipo termosifón.
2.1.6. Flash del alimento a la presión de la columna
Haciendo uso de la presión en el alimento , se realiza un
flash adiabático, donde se obtiene la temperatura de burbuja y de rocío
para posteriormente determinarse la temperatura en la alimentación.
Temperatura burbuja ( ) 117,677985
Temperatura rocío( ) 187,232415
Temperatura alimentación ( ) 117,677985
Se decide entrar el alimento en su punto de burbuja como líquido
saturado.
2.1.7. Número mínimo de etapas
Se necesita encontrar los coeficientes de distribución en el tope y en los
fondos.
Para el tope, como se trabaja con un condensador total, se realiza el
cálculo del punto de rocío a las condiciones de presión en el tope ( ),
y las respectivas composiciones en el destilado.
Del flash a las anteriores condiciones se obtiene:
Tabla 6: propiedades en el tope
TOPE
Componente Fracción Líquido(x) Vapor (y) K Volatilidad( )
Ciclohexano 0,99863728 0,99754619 0,99863728 1,00109378 1,80263883
Ciclohexanol 0,00136272 0,0024538 0,00136272 0,55534906 1
Ciclohexil
Hidroperóxido 0 0 0 0 0
Trihexil borato 0 0 0 0 0
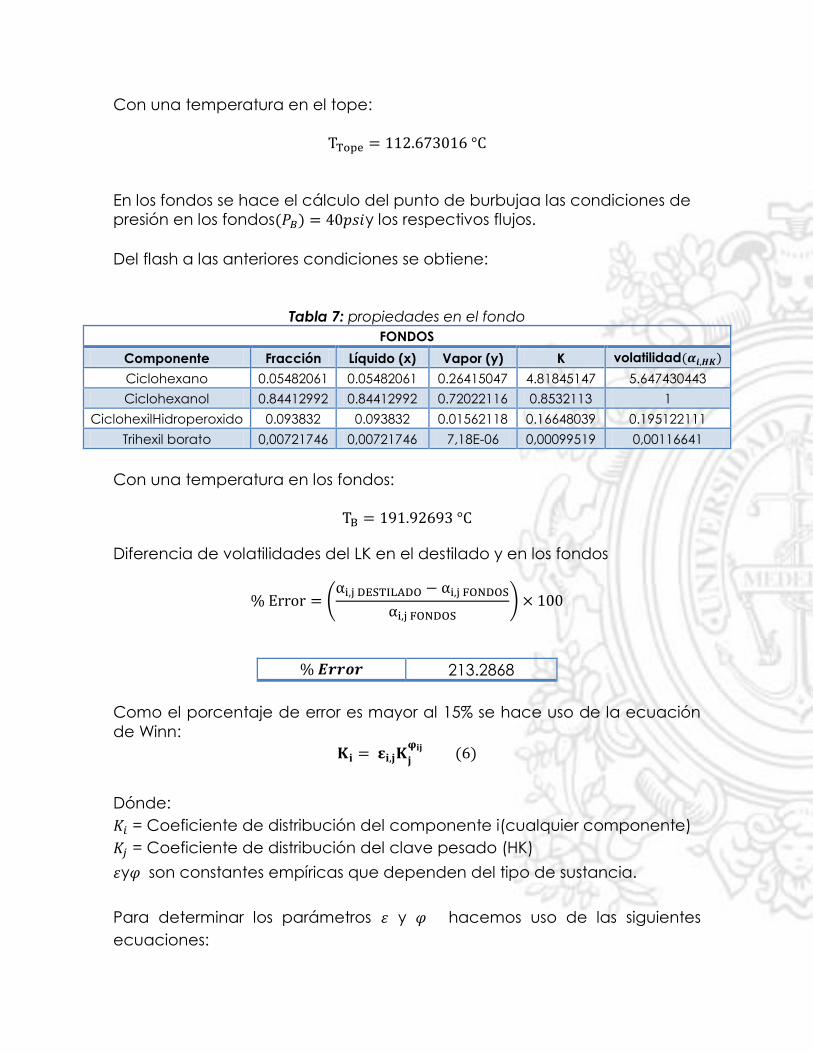
Con una temperatura en el tope:
En los fondos se hace el cálculo del punto de burbujaa las condiciones de
presión en los fondos( ) y los respectivos flujos.
Del flash a las anteriores condiciones se obtiene:
Tabla 7: propiedades en el fondo
FONDOS
Componente Fracción Líquido (x) Vapor (y) K volatilidad( )
Ciclohexano 0.05482061 0.05482061 0.26415047 4.81845147 5.647430443
Ciclohexanol 0.84412992 0.84412992 0.72022116 0.8532113 1
CiclohexilHidroperoxido 0.093832 0.093832 0.01562118 0.16648039 0.195122111
Trihexil borato 0,00721746 0,00721746 7,18E-06 0,00099519 0,00116641
Con una temperatura en los fondos:
Diferencia de volatilidades del LK en el destilado y en los fondos
(
)
213.2868
Como el porcentaje de error es mayor al 15% se hace uso de la ecuación
de Winn:
( )
Dónde:
= Coeficiente de distribución del componente i(cualquier componente)
= Coeficiente de distribución del clave pesado (HK)
y son constantes empíricas que dependen del tipo de sustancia.
Para determinar los parámetros y hacemos uso de las siguientes
ecuaciones:
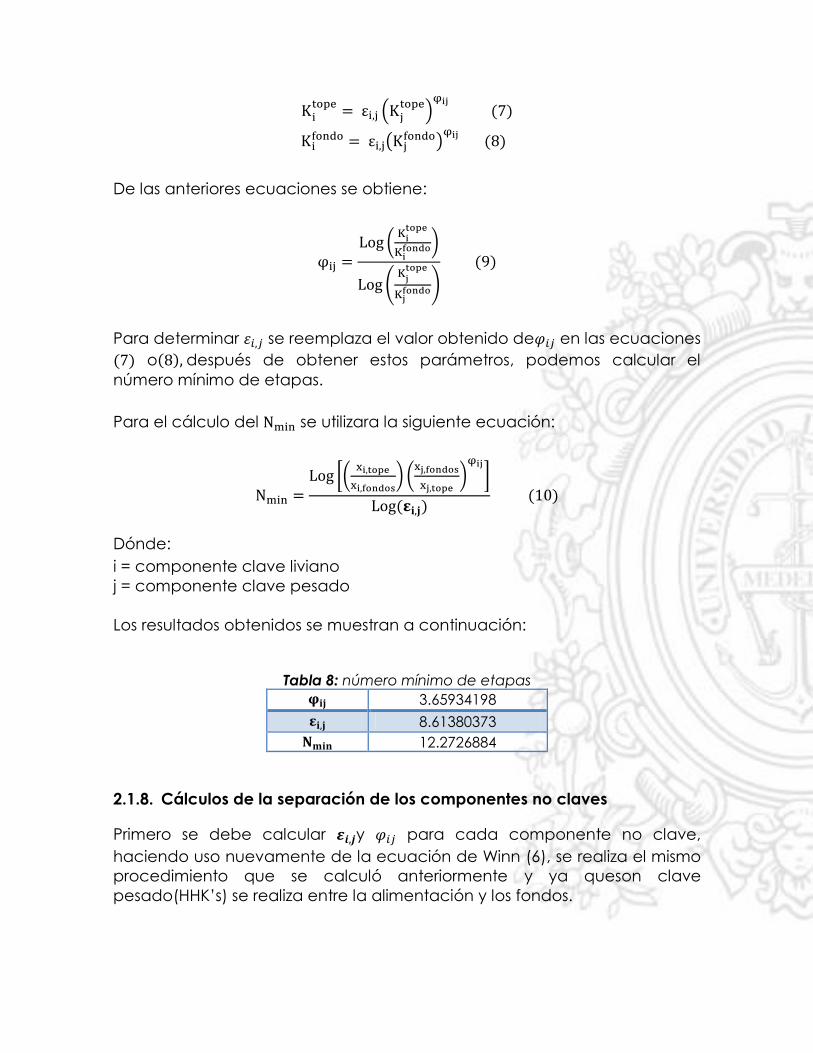
(
)
( )
(
)
( )
De las anteriores ecuaciones se obtiene:
(
)
(
)
( )
Para determinar se reemplaza el valor obtenido de en las ecuaciones
( ) o( ) después de obtener estos parámetros, podemos calcular el
número mínimo de etapas.
Para el cálculo del se utilizara la siguiente ecuación:
[(
) (
)
]
( ) ( )
Dónde:
i = componente clave liviano
j = componente clave pesado
Los resultados obtenidos se muestran a continuación:
Tabla 8: número mínimo de etapas
3.65934198
8.61380373
12.2726884
2.1.8. Cálculos de la separación de los componentes no claves
Primero se debe calcular y para cada componente no clave,
haciendo uso nuevamente de la ecuación de Winn (6), se realiza el mismo
procedimiento que se calculó anteriormente y ya queson clave
pesado(HHK’s) se realiza entre la alimentación y los fondos.
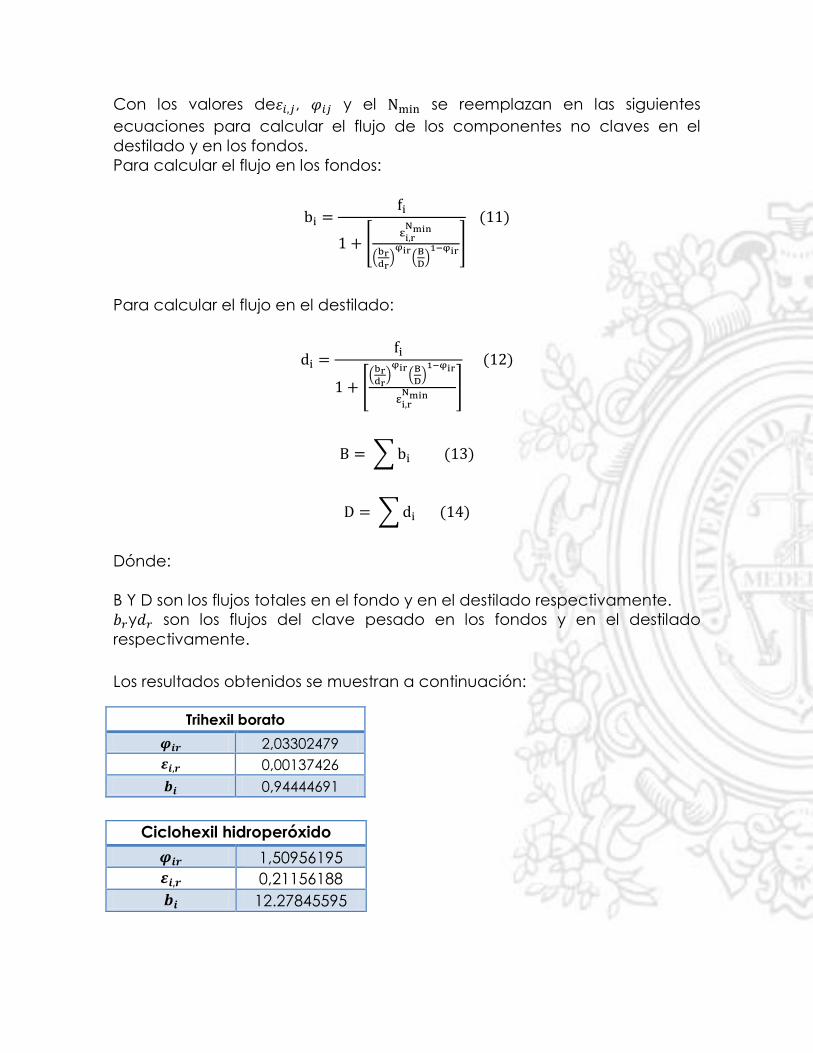
Con los valores de , y el se reemplazan en las siguientes
ecuaciones para calcular el flujo de los componentes no claves en el
destilado y en los fondos.
Para calcular el flujo en los fondos:
[
(
)
(
)
]
( )
Para calcular el flujo en el destilado:
[(
)
(
)
]
( )
∑ ( )
∑ ( )
Dónde:
B Y D son los flujos totales en el fondo y en el destilado respectivamente.
y son los flujos del clave pesado en los fondos y en el destilado
respectivamente.
Los resultados obtenidos se muestran a continuación:
Trihexil borato
2,03302479
0,00137426
0,94444691
Ciclohexil hidroperóxido
1,50956195
0,21156188
12.27845595
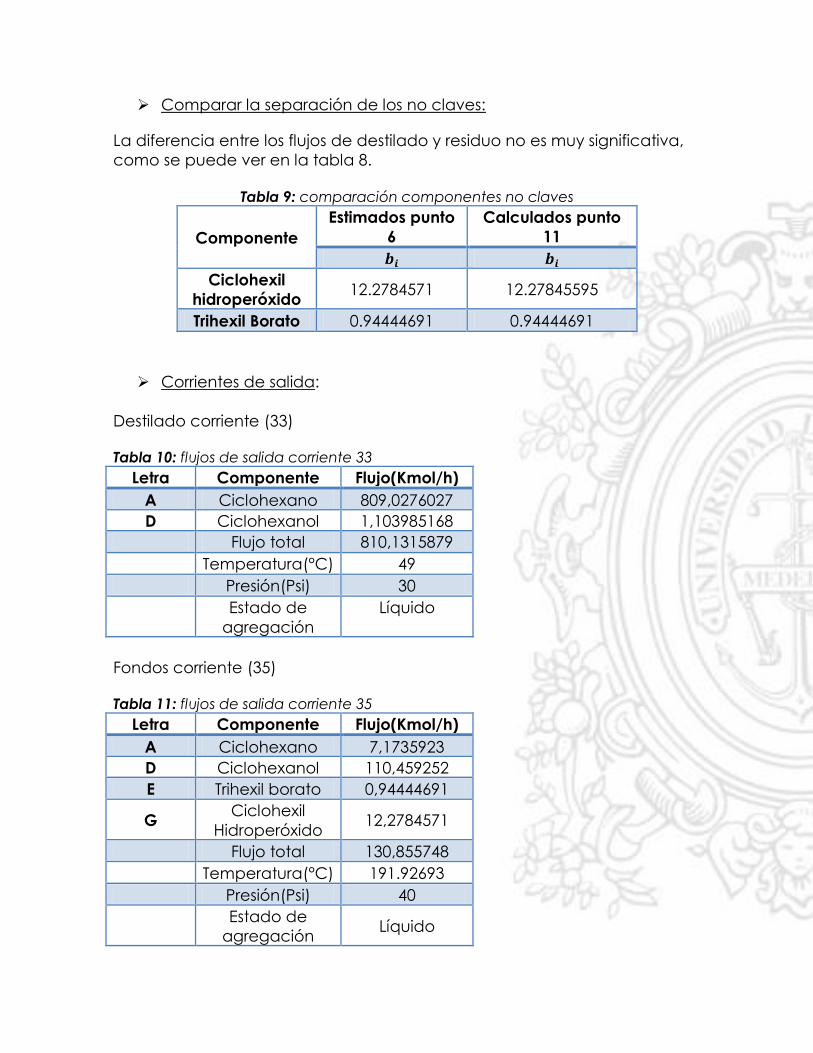
Comparar la separación de los no claves:
La diferencia entre los flujos de destilado y residuo no es muy significativa,
como se puede ver en la tabla 8.
Tabla 9: comparación componentes no claves
Componente
Estimados punto
6
Calculados punto
11
Ciclohexil
hidroperóxido 12.2784571 12.27845595
Trihexil Borato 0.94444691 0.94444691
Corrientes de salida:
Destilado corriente (33)
Tabla 10: flujos de salida corriente 33
Letra Componente Flujo(Kmol/h)
A Ciclohexano 809,0276027
D Ciclohexanol 1,103985168
Flujo total 810,1315879
Temperatura(°C) 49
Presión(Psi) 30
Estado de
agregación
Líquido
Fondos corriente (35)
Tabla 11: flujos de salida corriente 35
Letra Componente Flujo(Kmol/h)
A Ciclohexano 7,1735923
D Ciclohexanol 110,459252
E Trihexil borato 0,94444691
G Ciclohexil
Hidroperóxido 12,2784571
Flujo total 130,855748
Temperatura(°C) 191.92693
Presión(Psi) 40
Estado de
agregación Líquido
2.2. Cálculo de Reflujo mínimo
Para determinar el reflujo mínimo se hace uso de las teorías de Shiras,
Hanson y Gibson los cuales clasificaron los sistemas multicomponentes en
Clase 1 y Clase 2, según los puntos de contacto; dónde para la clase (1),
todos los componentes de la alimentación se distribuyen entre los
productos de cabeza y cola. Para las separaciones clase (2), uno o más
componentes aparecen en uno de los productos [2].De acuerdo con la
distribución de los componentes se utilizará el método Underwood riguroso,
para separaciones clase 2 [7].
Para aplicar el método de Underwood se hace uso de las siguientes
ecuaciones:
Para todas las sustancias:
∑
( ) ( )
Para las sustancias presentes en el destilado:
∑
( ) ( )
Dónde:
: Volatilidad relativa de cada componente en la alimentación.
: Composición del componente j en el alimento.
: Parámetro de Underwood.
: Composición del componente j en el destilado.
Rmin: Reflujo mínimo
q: Condición térmica de la alimentación
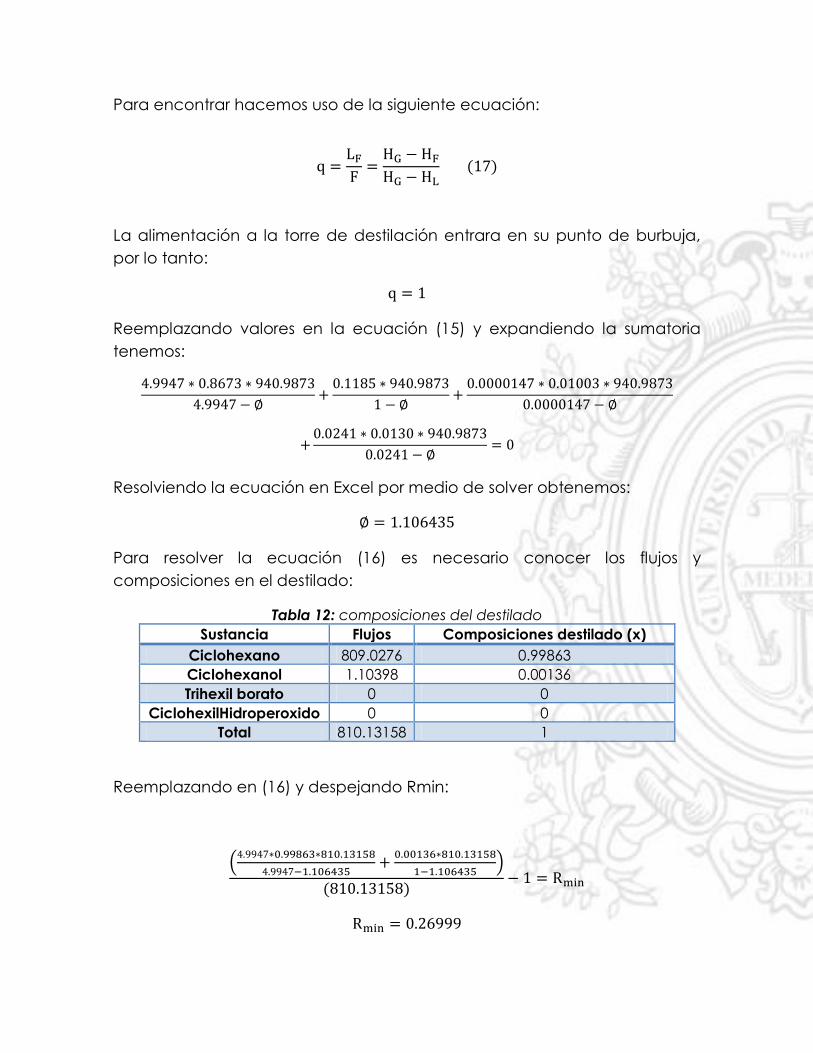
Para encontrar hacemos uso de la siguiente ecuación:
( )
La alimentación a la torre de destilación entrara en su punto de burbuja,
por lo tanto:
Reemplazando valores en la ecuación (15) y expandiendo la sumatoria
tenemos:
Resolviendo la ecuación en Excel por medio de solver obtenemos:
Para resolver la ecuación (16) es necesario conocer los flujos y
composiciones en el destilado:
Tabla 12: composiciones del destilado
Sustancia Flujos Composiciones destilado (x)
Ciclohexano 809.0276 0.99863
Ciclohexanol 1.10398 0.00136
Trihexil borato 0 0
CiclohexilHidroperoxido 0 0
Total 810.13158 1
Reemplazando en (16) y despejando Rmin:
(
)
( )
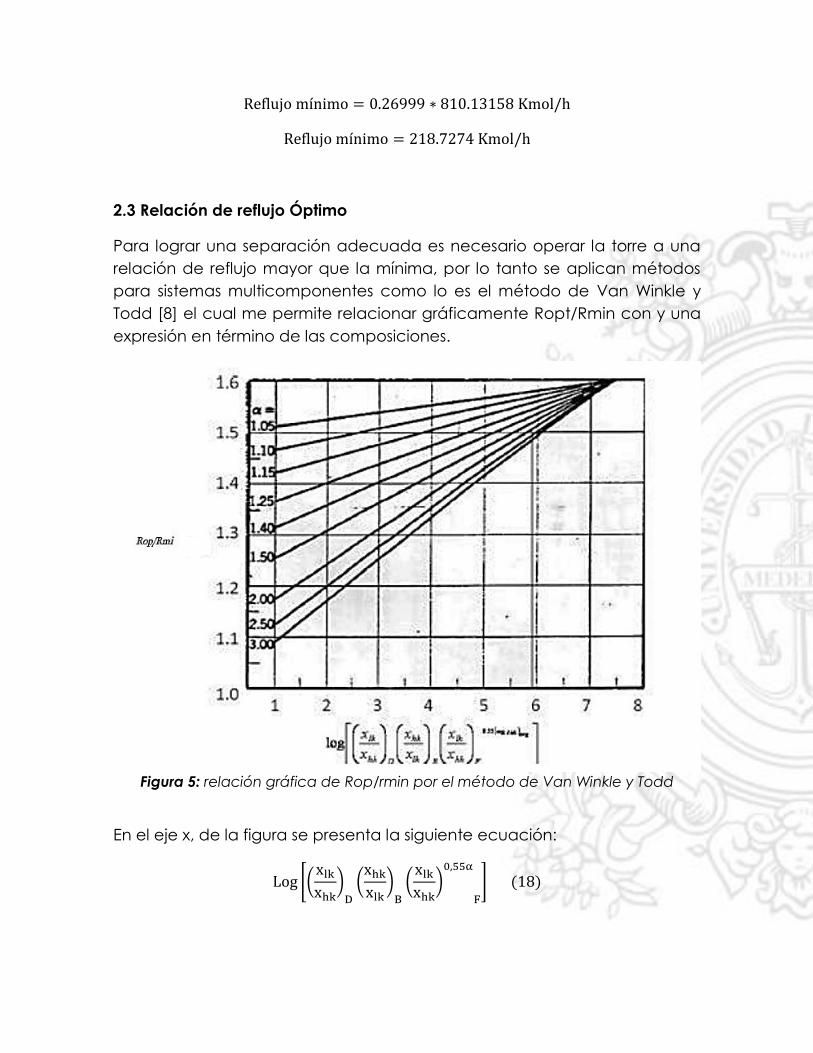
2.3 Relación de reflujo Óptimo
Para lograr una separación adecuada es necesario operar la torre a una
relación de reflujo mayor que la mínima, por lo tanto se aplican métodos
para sistemas multicomponentes como lo es el método de Van Winkle y
Todd [8] el cual me permite relacionar gráficamente Ropt/Rmin con y una
expresión en término de las composiciones.
Figura 5: relación gráfica de Rop/rmin por el método de Van Winkle y Todd
En el eje x, de la figura se presenta la siguiente ecuación:
*(
)
(
)
(
)
+ ( )
Dónde:
es la volatilidad relativa del componente clave ligero con respecto al
clave pesado a las condiciones de alimentación de la torre.
[( ) ( )] ( )
Composiciones de los componentes LK y HK en diferentes puntos de la
torre:
Destilado Fondos Alimentación
0.99863 0.05482 0.86738
0.00136 0.84412 0.22465
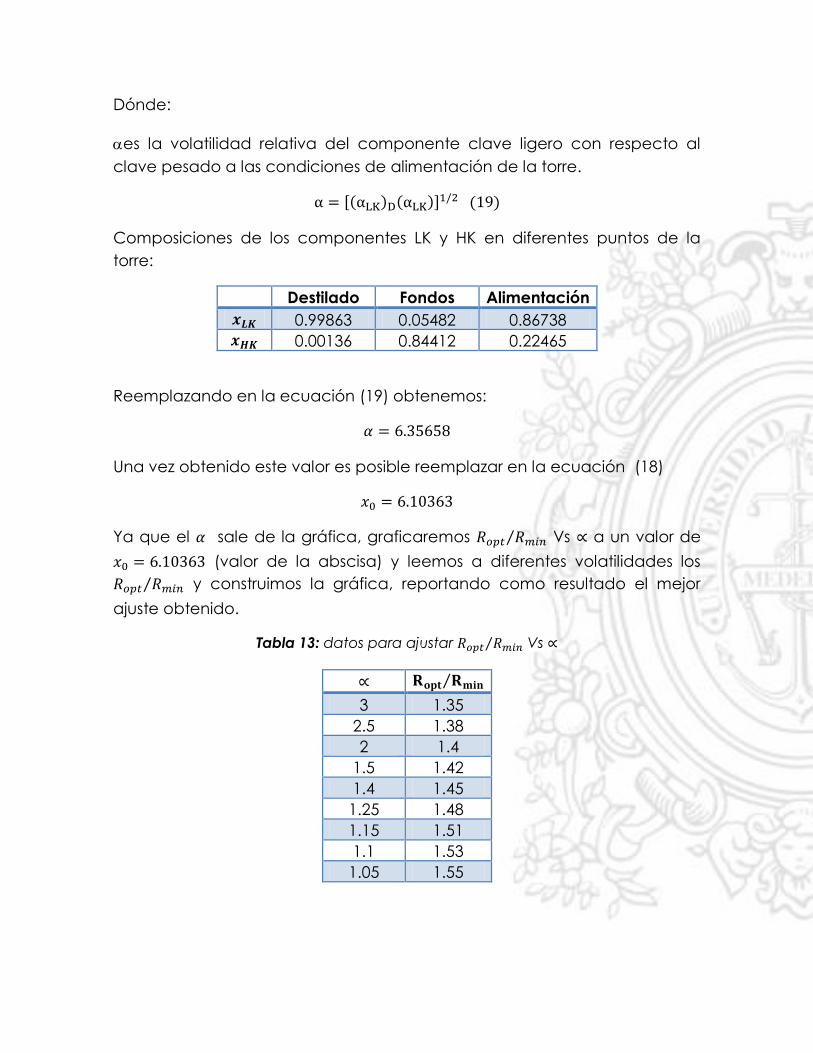
Reemplazando en la ecuación (19) obtenemos:
Una vez obtenido este valor es posible reemplazar en la ecuación (18)
Ya que el sale de la gráfica, graficaremos ⁄ Vs a un valor de
(valor de la abscisa) y leemos a diferentes volatilidades los
⁄ y construimos la gráfica, reportando como resultado el mejor
ajuste obtenido.
Tabla 13: datos para ajustar ⁄ Vs
⁄
3 1.35
2.5 1.38
2 1.4
1.5 1.42
1.4 1.45
1.25 1.48
1.15 1.51
1.1 1.53
1.05 1.55
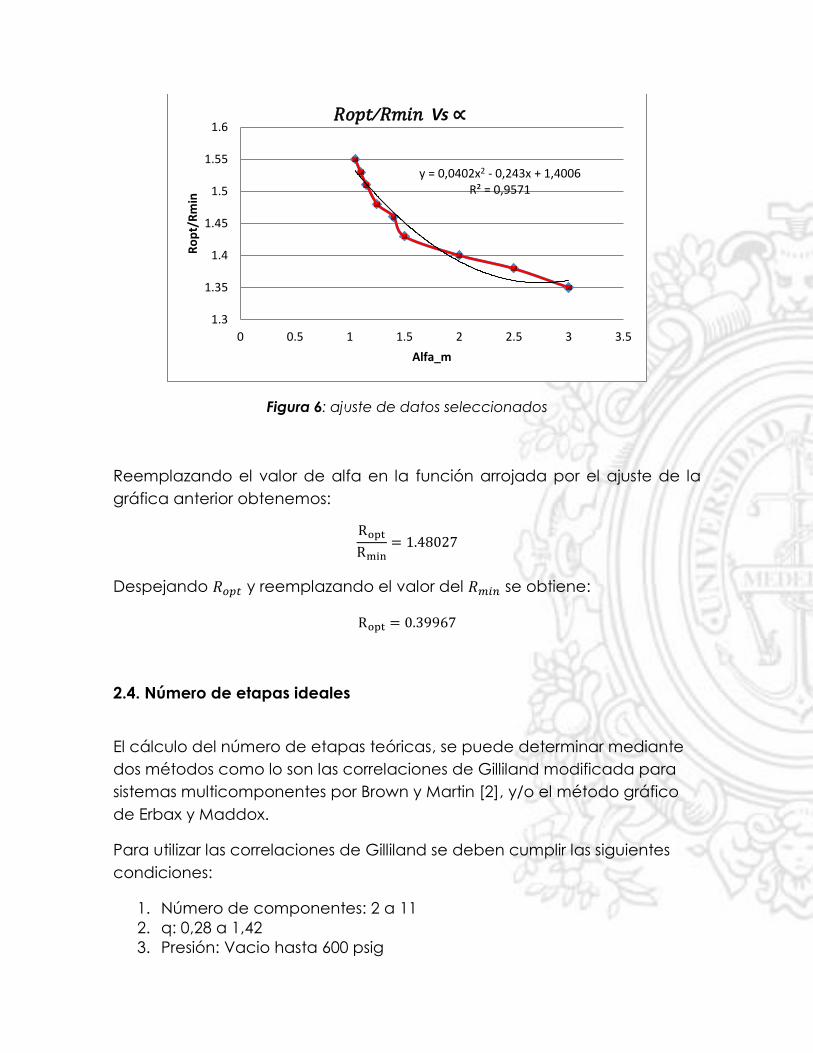
Figura 6: ajuste de datos seleccionados
Reemplazando el valor de alfa en la función arrojada por el ajuste de la
gráfica anterior obtenemos:
Despejando y reemplazando el valor del se obtiene:
2.4. Número de etapas ideales
El cálculo del número de etapas teóricas, se puede determinar mediante
dos métodos como lo son las correlaciones de Gilliland modificada para
sistemas multicomponentes por Brown y Martin [2], y/o el método gráfico
de Erbax y Maddox.
Para utilizar las correlaciones de Gilliland se deben cumplir las siguientes
condiciones:
1. Número de componentes: 2 a 11
2. q: 0,28 a 1,42
3. Presión: Vacio hasta 600 psig
y = 0,0402x2 - 0,243x + 1,4006 R² = 0,9571
1.3
1.35
1.4
1.45
1.5
1.55
1.6
0 0.5 1 1.5 2 2.5 3 3.5
Ro
pt/
Rm
in
Alfa_m
𝑅𝑜𝑝𝑡∕𝑅𝑚𝑖𝑛 Vs
4. : 1,1 a 4,05
5. Rmin: 0,53 a 9,09
6. Nmin: 3,4 hasta 60,3
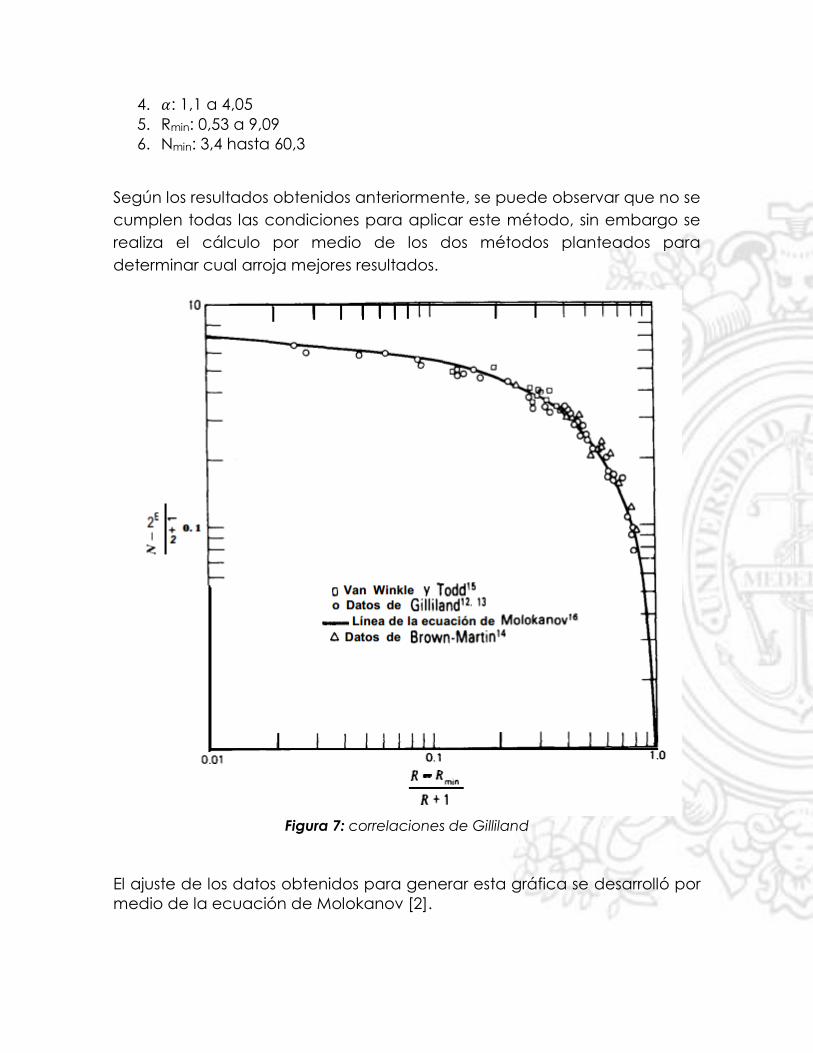
Según los resultados obtenidos anteriormente, se puede observar que no se
cumplen todas las condiciones para aplicar este método, sin embargo se
realiza el cálculo por medio de los dos métodos planteados para
determinar cual arroja mejores resultados.
Figura 7: correlaciones de Gilliland
El ajuste de los datos obtenidos para generar esta gráfica se desarrolló por
medio de la ecuación de Molokanov [2].

[(
) (
)] ( )
Dónde:
( )
Resolviendo las ecuaciones (20) y (21) se obtiene que:
Por lo tanto
Método gráfico de Erbax y Maddox
Estas correlaciones se determinaron por medio de datos experimentales los
cuales fueron plasmados gráficamente, en dicha figura, la incógnita se
encuentra en el eje de las abscisas, por lo tanto se requiere conocer los
valores de del reflujo mínimo y el reflujo óptimo.
Realizando los cálculos del (eje Y) y la línea central (z), se lee en la gráfica
donde se lee en la abscisa, tal y como se muestra en la figura 7.

Figura 8: Método gráfico de Erbax y Maddox
Resultados obtenidos:
Una vez desarrollar ambos métodos se usará el resultado obtenido por la
correlación de Gilliland, puesto que se obtuvo el mayor valor de etapas
teóricas y esto garantizará obtener la separación adecuada. Por lo tanto
se tendrán 30 etapas teóricas.
2.5. Localización del punto de alimentación
Para determinar la etapa óptima de alimentación, se utiliza la ecuación
empírica de Kirkbride [2]
*(
) (
)
(
)+
(22)
Dónde:
NR: Número de etapas teóricas en la zona de rectificación.
Ns: Número de etapas teóricas en la zona de agotamiento.
W: Flujo molar en el residuo.
D: Flujo molar en el destilado.
zHK,F: Fracción molar del componente clave pesado en la alimentación.
zLK,F: Fracción molar del componente clave ligero en la alimentación.
xLK,W: Fracción molar del componente clave ligero en los fondos.
xHK,D: Fracción molar del componente clave pesado en el destilado.
Remplazando los valores en la ecuación (22), se obtiene:
Luego:
( ) (23)
Resolviendo:
Entonces de esta manera, habrá 10 etapas teóricas por debajo de la
etapa de alimento y 20 etapas teóricas por encima de la etapa de
alimento.
Como el ebullidor y el condensador son totales sólo se tendrán en cuanta
las etapas anteriormente calculadas.
3. SELECCIÓN DEL TIPO DE INTERNO
3.1. Estimado del Diámetro de la torre
Para calcular el diámetro de la torre es necesario especificar el tipo de
ebullidor y de condensador que la componen.
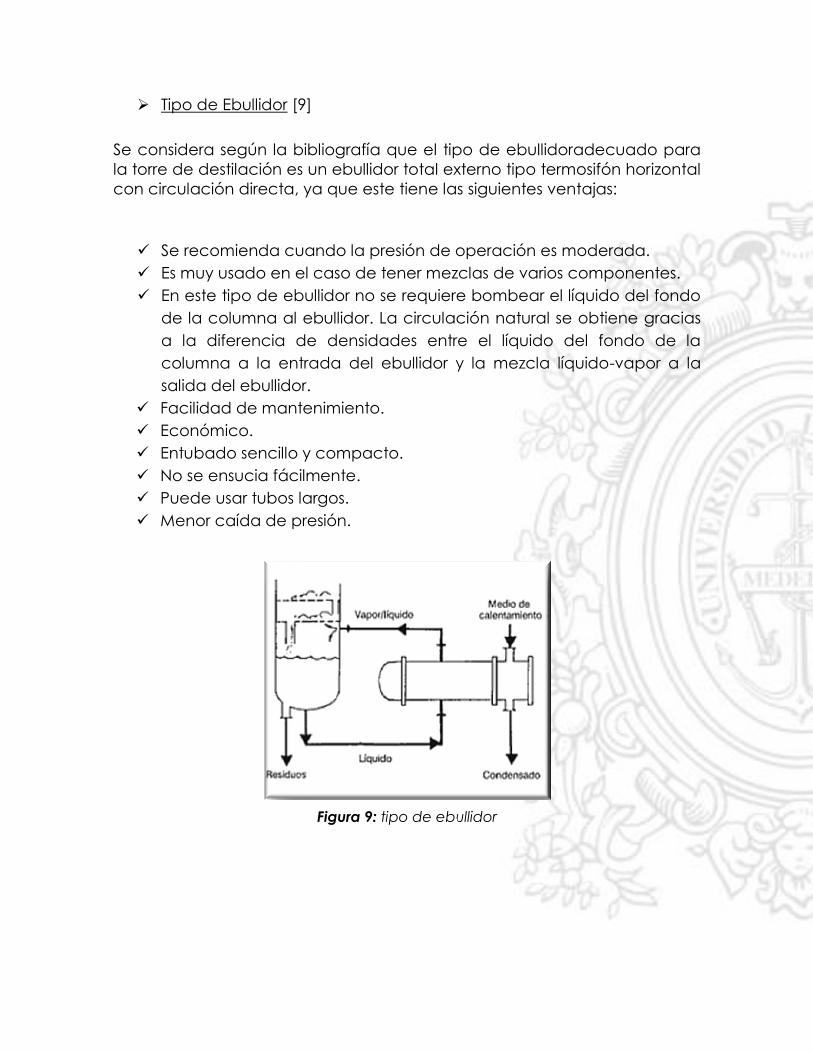
Tipo de Ebullidor [9]
Se considera según la bibliografía que el tipo de ebullidoradecuado para
la torre de destilación es un ebullidor total externo tipo termosifón horizontal
con circulación directa, ya que este tiene las siguientes ventajas:
Se recomienda cuando la presión de operación es moderada.
Es muy usado en el caso de tener mezclas de varios componentes.
En este tipo de ebullidor no se requiere bombear el líquido del fondo
de la columna al ebullidor. La circulación natural se obtiene gracias
a la diferencia de densidades entre el líquido del fondo de la
columna a la entrada del ebullidor y la mezcla líquido-vapor a la
salida del ebullidor.
Facilidad de mantenimiento.
Económico.
Entubado sencillo y compacto.
No se ensucia fácilmente.
Puede usar tubos largos.
Menor caída de presión.
Figura 9: tipo de ebullidor
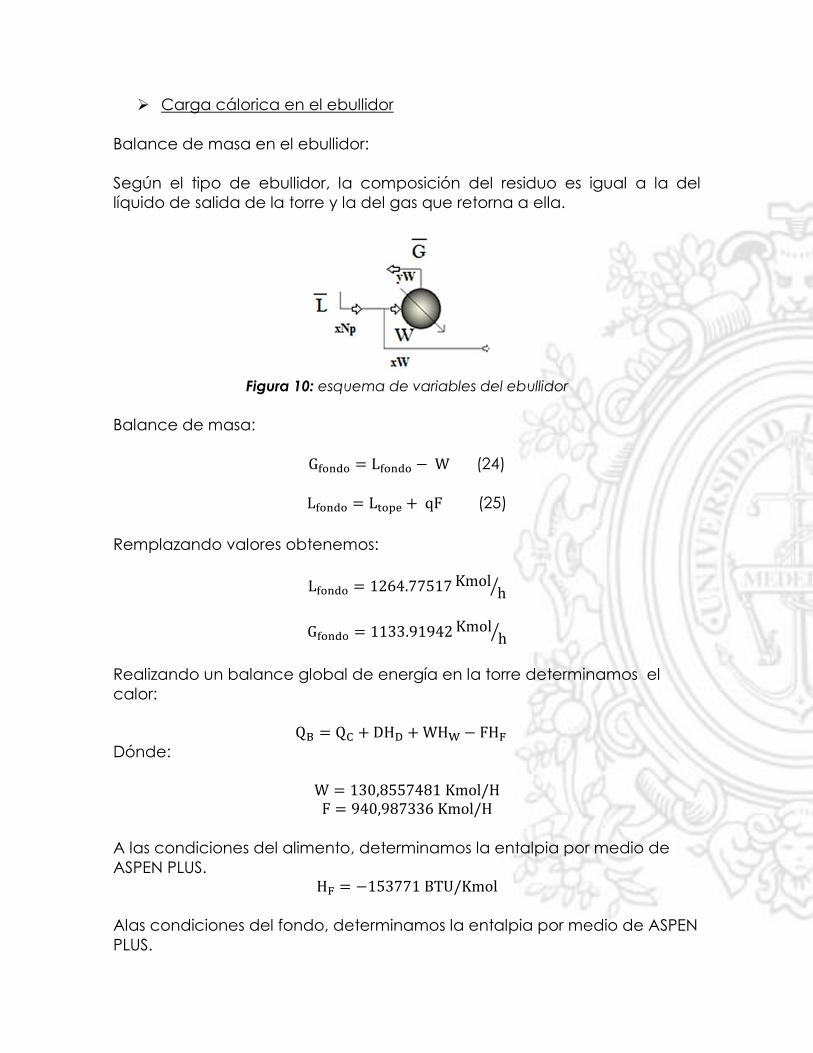
Carga cálorica en el ebullidor
Balance de masa en el ebullidor:
Según el tipo de ebullidor, la composición del residuo es igual a la del
líquido de salida de la torre y la del gas que retorna a ella.
Figura 10: esquema de variables del ebullidor
Balance de masa:
(24)
(25)
Remplazando valores obtenemos:
⁄
⁄
Realizando un balance global de energía en la torre determinamos el
calor:
Dónde:
A las condiciones del alimento, determinamos la entalpia por medio de
ASPEN PLUS.
Alas condiciones del fondo, determinamos la entalpia por medio de ASPEN
PLUS.
Reemplazando en la ecuación del balance global de energía
encontramos la carga calórica en el ebullidor:
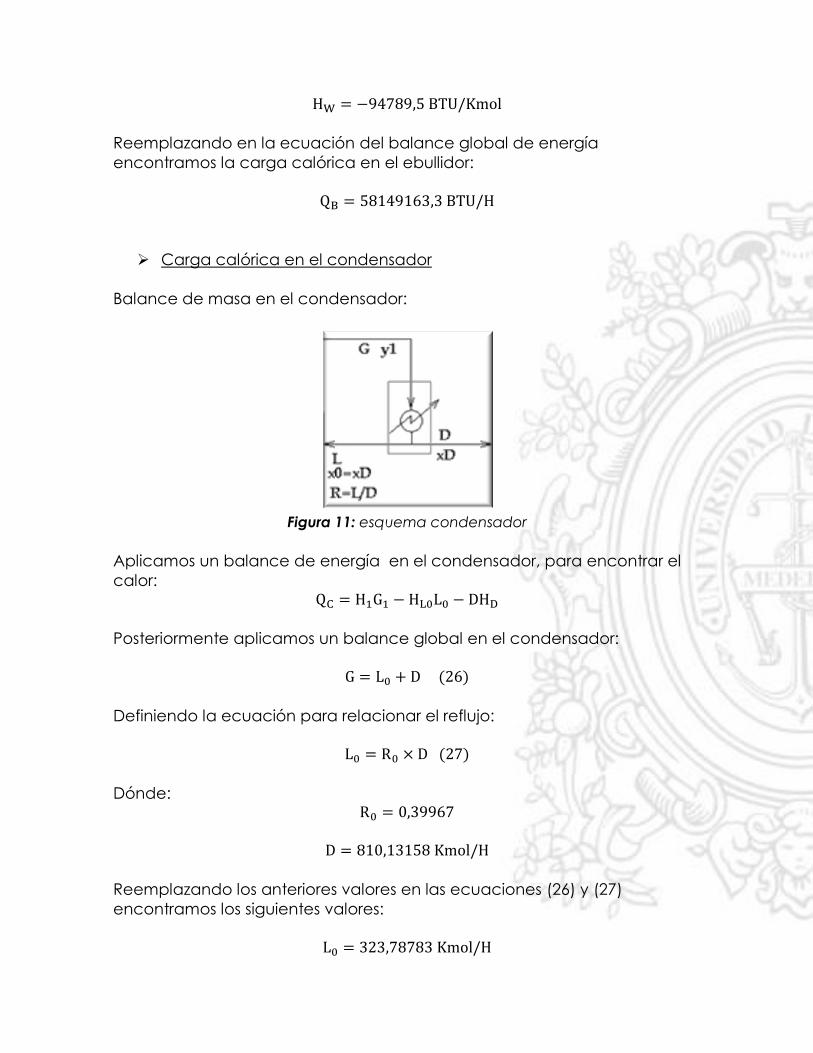
Carga calórica en el condensador
Balance de masa en el condensador:
Figura 11: esquema condensador
Aplicamos un balance de energía en el condensador, para encontrar el
calor:
Posteriormente aplicamos un balance global en el condensador:
( )
Definiendo la ecuación para relacionar el reflujo:
( )
Dónde:
Reemplazando los anteriores valores en las ecuaciones (26) y (27)
encontramos los siguientes valores:
Necesitamos determinar la entalpia en el destilado, a las condiciones del
destilado, haciendo uso de ASPEN PLUS, encontramos:
Necesitamos determinar la entalpia en el tope, a las condiciones del tope,
se hace uso de ASPEN PLUS para determinar su valor:
Reemplazando en la ecuación de balance de energía encontramos la
carga calórica en el condensador:
Una vez definido lo anterior, se inicia con el cálculo del diámetro de la torre
asumiendo inicialmente que está compuesta por platos, luego esta se
compara con los rangos reportados en la bibliografía para determinar si es
de platos o empacada.
Para el cálculo del diámetro se utiliza el método propuesto por Brown-
Souder [7]. Para este método se aplica la constante de Brown-Souder para
una tensión superficial de 20 dinas/cm, expresada por la siguiente
ecuación (esta es igual para el tope y para el fondo):
(28)
Para la selección del espaciado entre platos, se utiliza la siguiente tabla la
cual relaciona valores recomendados del espaciado entre platos con
diámetros de la columna [10].

Figura 12: espaciamiento
De la tabla se toma una separación entre platos
Remplazando la ecuación (28) se obtiene:
( ) ( ) ( )
Como las tensiones superficiales en el tope y los fondos son diferentes, se
hace la corrección por medio de la ecuación.
(
)
(29)
Dónde:
es la Tensión Superficial en dinas/cm.
Calculando las propiedades para tope y fondos por medio del software
ASPEN PLUS:
Tabla 15: propiedades necesarias
Propiedades Tope Fondo
PL(psia) 30 40
TL(°C) 49 191.9269
PG(psia) 35 40
TG(°C) 112 240.2866
Densidad del vapor, ρG
(lb / ft3)
0.395344 0.412195
Densidad del líquido, ρL
(lb / ft3)
47.00119 52.9728
Tensión superficial, σ
(dinas/cm)
21.7678 15.705

Como las tensiones superficiales son diferentes se calcula la ecuación (29)
para cada caso:
Para el tope:
Para el fondo:
Por medio de la ecuación de Brown-Souder, se calcula el caudal másico:
√ ( ) (30)
Resolviendo la ecuación anterior:
Para el Tope:
Para el Fondo:
Por medio de la ecuación (31) obtenemos el área en la sección de la
columna.
( )
Remplazando los valores de flujos hallados en los balances para el ebullidor
y el condensador y los anteriores.
Para el Tope:
Para el fondo:
Luego el diámetro de la torre se determina así:
√
(32)
Para el tope:
√ ( )
Para el fondo:
√ ( )
Porcentaje de diferencia entre el Tope y el Fondo:
|
| (33)
Remplazando:
|
|
Cómo la diferencia entre los diámetros es menor que el 20 %, la torre de
destilación se trabaja con el mayor diámetro obtenido . Pero
este se encuentre entre el rango donde se puede diseñar los dos tipos de
torres, por lo tanto a continuación se evalúan algunos criterios de selección
de esta.
3.2 Valoración de criterios de selección
Para definir qué tipo de torre se va diseñar, es necesario tener en cuenta
los siguientes criterios que determinaran que torre usar:
Caída de presión:
Como esta variable no es posible calcularla, se tendrá en cuenta una
heurística reportada en la bibliografía [11], la cual sugiere que las torres
empacadas requieren una menor caída de presión, por lo tanto esta es útil
para operaciones de destilación al vacío. En nuestro caso, no es necesaria
una caída de presión baja ya que se trabaja a presiones moderadas, por
lo tanto se requiere una torre de platos.
Cargas de líquido y gas:
Este criterio nos dice que las relaciones bajas de líquido/gas requieren del
uso de una torre de platos.
(
) (
)
(
) (
)
Como se puede observar las relaciones son muy pequeñas (menores que
1), por lo es necesario usar una torre de platos.
Diámetro:
El diámetro es un criterio fundamental para la selección del tipo de torre.
Debido a que el diámetro estimado por el método de Brown Souderes:
3.0261 m, se evalúan otros criterios ya que por medio de este no es posible
debido a que está entre 60 cm y 4m.
Retención del líquido:
Generalmente las torres empacadas tiene mayor retención de líquido, este
aspecto es considerado cuando se tienen fluidos tóxicos o inflamables y
descomposición del líquido. En este caso, no se tienen sustancias
altamente nocivas, por lo tanto se puede usar cualquiera de las dos torres.
Corrosión:
Se puede decir que las sustancias que intervienen el proceso no son
altamente corrosivas, sin embargo el ciclohexano podría ser es un
precursor de corrosión considerable, por esta razón se recomienda
emplear una torre empacada.
Sistemas espumantes:
Se considera que un sistema es espumante cuando la tensión superficial es
baja (menor o igual a 20 dinas/cm). Según los resultados obtenidos en el
tope y en los fondos, se puede decir que el sistema es espumante dado a
que esta se forma en una región de la torre como lo es el tope.
En este caso es recomendable usar una torre empacada.
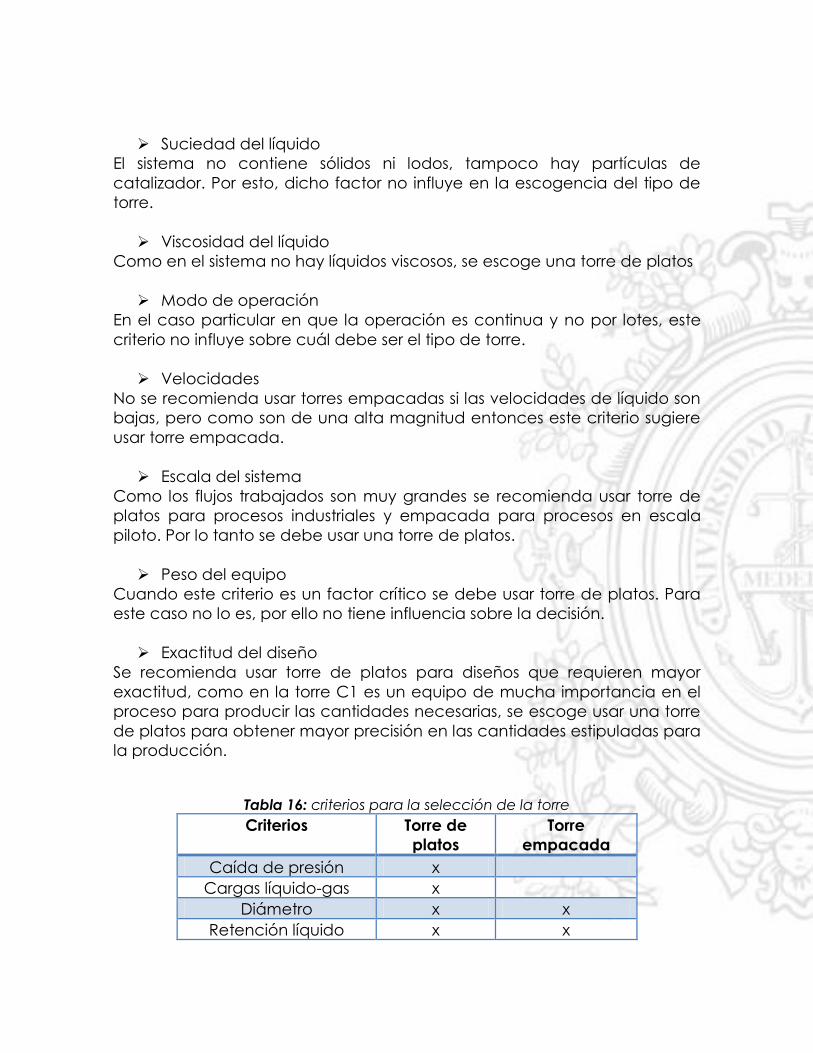
Suciedad del líquido
El sistema no contiene sólidos ni lodos, tampoco hay partículas de
catalizador. Por esto, dicho factor no influye en la escogencia del tipo de
torre.
Viscosidad del líquido
Como en el sistema no hay líquidos viscosos, se escoge una torre de platos
Modo de operación
En el caso particular en que la operación es continua y no por lotes, este
criterio no influye sobre cuál debe ser el tipo de torre.
Velocidades
No se recomienda usar torres empacadas si las velocidades de líquido son
bajas, pero como son de una alta magnitud entonces este criterio sugiere
usar torre empacada.
Escala del sistema
Como los flujos trabajados son muy grandes se recomienda usar torre de
platos para procesos industriales y empacada para procesos en escala
piloto. Por lo tanto se debe usar una torre de platos.
Peso del equipo
Cuando este criterio es un factor crítico se debe usar torre de platos. Para
este caso no lo es, por ello no tiene influencia sobre la decisión.
Exactitud del diseño
Se recomienda usar torre de platos para diseños que requieren mayor
exactitud, como en la torre C1 es un equipo de mucha importancia en el
proceso para producir las cantidades necesarias, se escoge usar una torre
de platos para obtener mayor precisión en las cantidades estipuladas para
la producción.
Tabla 16: criterios para la selección de la torre
Criterios Torre de
platos
Torre
empacada
Caída de presión x
Cargas líquido-gas x
Diámetro x x
Retención líquido x x

Corrosión x
Sistemas espumantes x
Suciedad líquido x x
Viscosidad x
Modo operación x x
Velocidad x
Escala del sistema x
Peso del equipo x x
Exactitud x
Total 10 8
Por lo tanto la torre seleccionada es de platos.
4. DIÁMETRO RIGUROSO Y DISEÑO DE INTERNOS
4.1. Selección del tipo de plato [12], [13], [14]
Para el diseño mecánico, es necesario definir el tipo de internos. Dado que
se seleccionó una torre de platos hay que definir qué tipo usar entre
perforados y de capucha.
Los platos perforados son los más económicos y presentan caídas de
presión más bajas que los demás platos. Sin embargo tienen la
desventaja que presentan el fenómeno de lloriqueo a bajos flujos de
vapor.
Los platos de capucha son apreciablemente más costosos que los
platos perforados y de válvula, aunque el costo relativo dependerá
principalmente del material de construcción utilizado.
La diferencia de capacidad que presentan los tres tipos de platos es
muy pequeña, aunque presenta mayor capacidad los platos
perforados.
Los platos de capucha presentan altas eficiencias y no presentan
lloriqueo, pero son más costosos que los demás platos y presentan
una caída de presión mayor.
Como en el interior de la torre hay una cantidad considerable de vapor, es
adecuado usar platos perforados, además tiene una de las mayores

ventajas como lo es la baja caída de presión, son mas económicos y mas
usados en la industria.
4.2. Algoritmo para diseño de platos perforados [5]:
Condiciones de operación del plato:
Tabla 17: condiciones de operación del plato
Propiedades Tope Fondos
Flujo de vapor (kg/h) 95273,955 95273,955
Flujo de líquido (kg/h) 27205,2378 108637,4741
Composición del vapor 0.78 0.47
Composición del
líquido 0.22 0.53
Temperatura (°C) 112.673 191.9269
Presión (psia) 35 40
Tamaño y distribución de los orificios:
Para el tamaño de los orificios se utilizan valores entre (3-12) mm, pero se
recomienda trabajar entre (4,5-6,0) mm de diámetro como máximo. En
nuestro caso se seleccionó el menor valor 4,5 mm, para garantizar que
existan más orificios por plato para una mayor área de transferencia y
disminuye la tendencia al llamado “lloriqueo” [5].
En cuanto a la distribución, se escoge una distribución triangular para
obtener mayor contacto entre la fase líquida y gaseosa.
Figura 13: distribución de los orificios
Tabal 18: Tamaño de los orificios
do (mm) 4.5
PitchP' (mm) 12.5
Pitch
d0

Porcentaje de inundación en la operación:
Para líquidos que no forman espuma el porcentaje de inundación es (80-
85) % y para líquidos que forman espuma es ≤75%. Por lo tanto como se
trabaja con líquidos que forman espuma, el porcentaje de inundación
considerado para la torre es del 70%.
Espaciamiento entre platos:
Al escoger el espaciamiento entre platos, es importante tener en cuenta el
diámetro de la torre estimado en el numeral 4.6, el mantenimiento y la
facilidad de construcción. Nuevamente se escoge un espaciamiento de 24
in reportado en la bibliografía [10].
Relación de área ⁄
(
)
(34)
Dónde:
Ao: Área orificio
Aa: Área activa
p’: Separación entre centros de los orificios
Luego:
Cálculo del diámetro de la torre:
a. Constante de inundación
* (
(
)(
) ) + (
)
(35)
Dónde:
(36)
(37)
L’= flujo másico superficial del liquido
G’=Flujo másico superficial del gas

L’/G’= L/G, estas relaciones se calcularon anteriormente en la selección
del tipo de torre
σ= tensión superficial del líquido en (N/m)
Tabla 19: datos para el cálculo del diámetro de la torre
TOPE
Líquido Gas
Tensión superficial,
σ (N/m) 0.02177 N/A
Densidad, (kg/m3) 751.3859311 6.33255046
Flujo másico L o G
(Kg/h) 27205.23788 95273.955
FONDO
Líquido Gas
Tensión superficial,
σ (N/m) 0.0157 N/A
Densidad, (kg/m3) 777.5034964 6.51960346
Flujo másico L o G
(Kg/h) 108637.4741 95273.955
Tabla 20: Resultados obtenidos
Alfa ( ) 0.05637
Beta ( ) 0.03324
Fondo Tope
0.084367155 0.091142758
b. Velocidad en la inundación
(
)
(38)
Tabla 21: resultado velocidad de inundación
VfFondo(m/s) VfTope(m/s)
0.917456463 0.988613483
c. Velocidad de operación
( )
( )
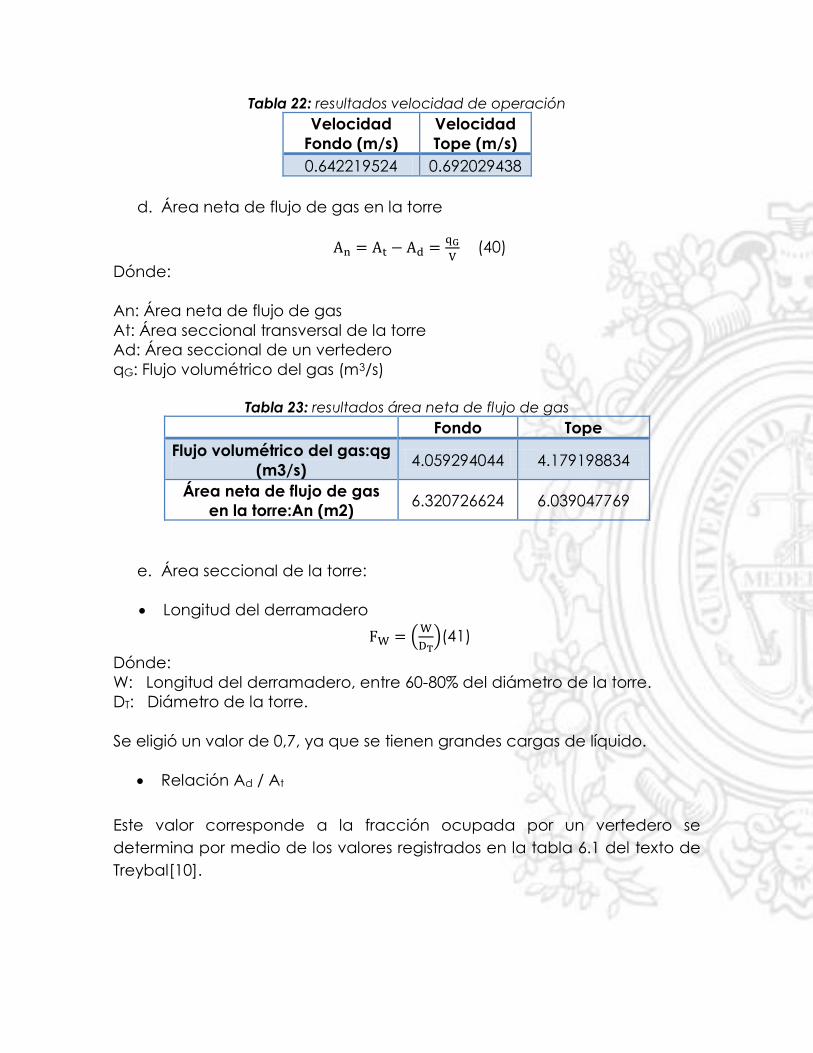
Tabla 22: resultados velocidad de operación
Velocidad
Fondo (m/s)
Velocidad
Tope (m/s)
0.642219524 0.692029438
d. Área neta de flujo de gas en la torre
(40)
Dónde:
An: Área neta de flujo de gas
At: Área seccional transversal de la torre
Ad: Área seccional de un vertedero
qG: Flujo volumétrico del gas (m3/s)
Tabla 23: resultados área neta de flujo de gas
Fondo Tope
Flujo volumétrico del gas:qg
(m3/s) 4.059294044 4.179198834
Área neta de flujo de gas
en la torre:An (m2) 6.320726624 6.039047769
e. Área seccional de la torre:
Longitud del derramadero
(
)(41)
Dónde:
W: Longitud del derramadero, entre 60-80% del diámetro de la torre.
DT: Diámetro de la torre.
Se eligió un valor de 0,7, ya que se tienen grandes cargas de líquido.
Relación Ad / At
Este valor corresponde a la fracción ocupada por un vertedero se
determina por medio de los valores registrados en la tabla 6.1 del texto de
Treybal[10].

Figura 14: longitud del derramadero
Resultados:
Tabla 24: resultados relación Ad/At
FW 0.7
Ad/At 0.08808
Área seccional de la torre
(42)
Tabla 25: resultados At
Fondo Tope
At (m2) 6.931229301 6.622343812
f. Diámetro de la torre:
Para diseñar la torre con un solo diámetro la diferencia de estos no puede
sobrepasar el 20%. En caso contrario se debe diseñar la torre con dos
diámetros diferentes correspondiente al del fondo y al del tope.
(
)
(43)
Tabla 26: resultados diámetro de la torre
Fondo Tope
DT(m) 2.970706078 2.903757962
%Error 2.305568059
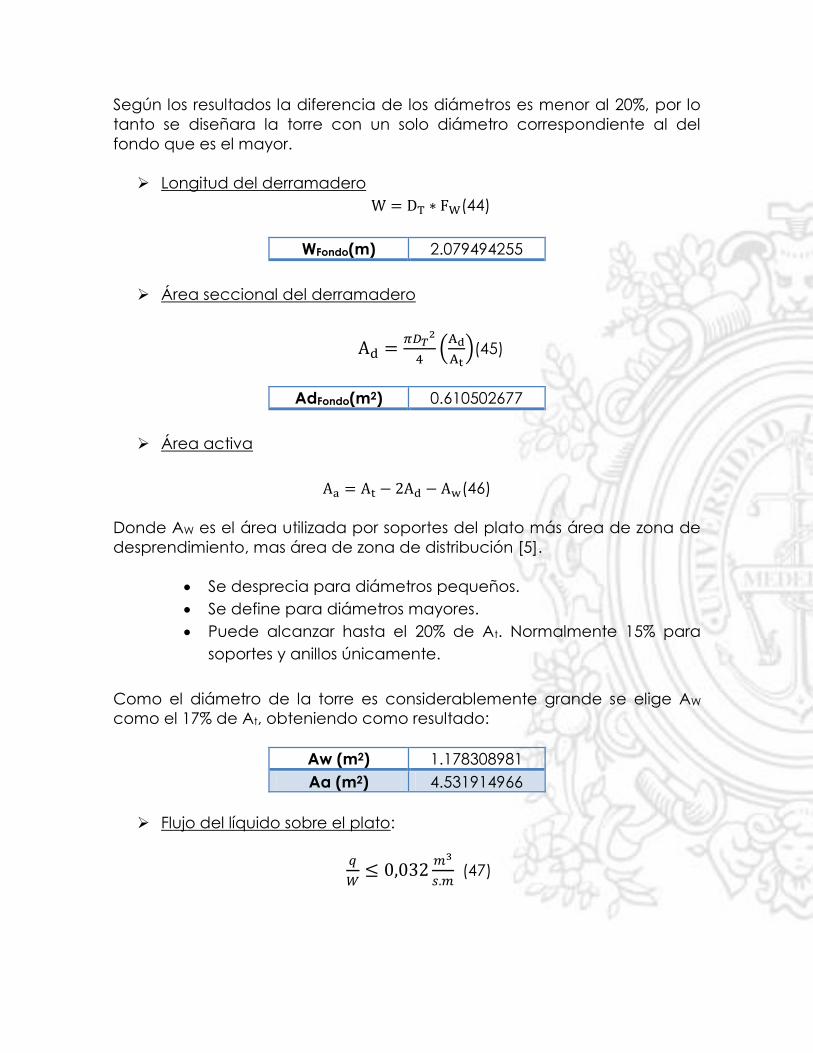
Según los resultados la diferencia de los diámetros es menor al 20%, por lo
tanto se diseñara la torre con un solo diámetro correspondiente al del
fondo que es el mayor.
Longitud del derramadero
(44)
WFondo(m) 2.079494255
Área seccional del derramadero
(
)(45)
AdFondo(m2) 0.610502677
Área activa
(46)
Donde AW es el área utilizada por soportes del plato más área de zona de
desprendimiento, mas área de zona de distribución [5].
Se desprecia para diámetros pequeños.
Se define para diámetros mayores.
Puede alcanzar hasta el 20% de At. Normalmente 15% para
soportes y anillos únicamente.
Como el diámetro de la torre es considerablemente grande se elige AW
como el 17% de At, obteniendo como resultado:
Aw (m2) 1.178308981
Aa (m2) 4.531914966
Flujo del líquido sobre el plato:
(47)
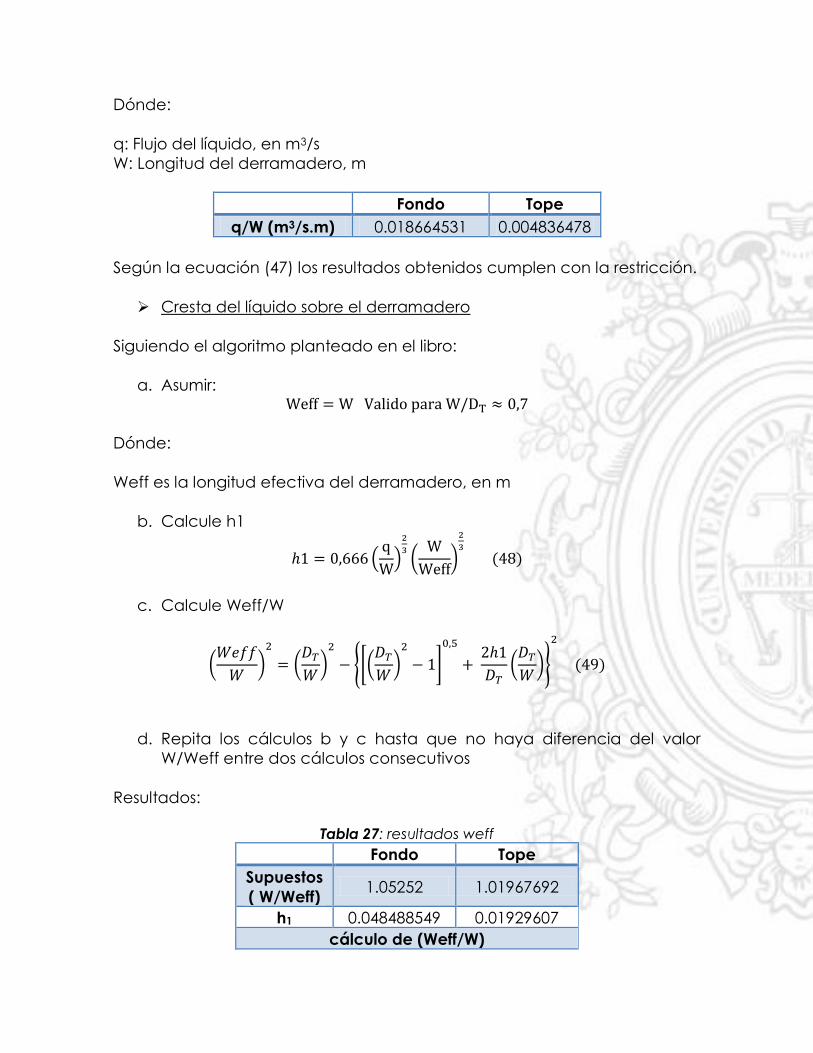
Dónde:
q: Flujo del líquido, en m3/s
W: Longitud del derramadero, m
Fondo Tope
q/W (m3/s.m) 0.018664531 0.004836478
Según la ecuación (47) los resultados obtenidos cumplen con la restricción.
Cresta del líquido sobre el derramadero
Siguiendo el algoritmo planteado en el libro:
a. Asumir:
Dónde:
Weff es la longitud efectiva del derramadero, en m
b. Calcule h1
(
)
(
)
( )
c. Calcule Weff/W
(
)
(
)
{*(
)
+
(
)}
( )
d. Repita los cálculos b y c hasta que no haya diferencia del valor
W/Weff entre dos cálculos consecutivos
Resultados:
Tabla 27: resultados weff
Fondo Tope
Supuestos
( W/Weff) 1.05252 1.01967692
h1 0.048488549 0.01929607
cálculo de (Weff/W)

(Weff/W)2 0.902670863 0.96178883
(Weff/W) 0.950089924 0.98070833
(W/Weff) 1.05253195 1.01967116
%error 1.13535E-05 5.6496E-06
Weff 1.975706538 2.039377339
Se trabaja con el obtenido en el fondo Weff=1.975706538
Verificación Profundidad del líquido sobre el plato.
Calcular h1+ hw
Para que esto se cumpla debe estar dentro de los rangos:
Dónde:
hw es la altura del derramadero
Se recomienda para columnas que operan por encima de la presión
Atmosférica, altura del derramadero, hW: 30 -90 mm especialmente se
utilizan entre 30 - 50 mm [9].Por lo tanto se escoge un hW= 40 mm.
Tabla 28: profundidad del líquido sobre el plato
Fondo Tope
hw(m) 0.04
h1 (m) 0.04848855 0.019296066
h1+hw 0.08848855 0.059296066
Caída de presión en seco
[ (
)
(
)
](50)
Dónde:
C0: Coeficiente del orificio.
l:Espesor del plato.
f: Factor de Fanning.
g: Aceleración de la gravedad (9,81m/s2)

En el rango de
(
)
( )
El espesor del plato esta relacionado con el diámetro del orificio y el
material seleccionado para este, por medio de la siguiente tabla [10], se
toman los datos para aceros inoxidables.
Figura 15: diámetro y espesor de los orificios
Para ambas secciones de la torre,
, por tanto, el espesor del plato,
El cálculo de las siguientes variables se realiza para tope y fondos, dado
que el flujo de gas para las dos regiones es diferente.
Para calcular el factor de fanning es necesario conocer la relación de ε/do
y el número de Reynolds, para el flujo de gas en el orificio:
(52)
Dónde:
μG: Viscosidad del Gas, kg/m.s
Vo: Velocidad del orificio, m/s

Propiedad del gas para determinar el Re:
Tabla 29: propiedades utilizadas (ASPEN PLUS)
viscosidad poise Tope fondo
gas 9.01928E-
05 0.000120663
Tabla 30: resultados obtenidos
Fondo tope
Re 1852.746695 2478.667637
f 0.034543308 0.025820323
Como el flujo dio de régimen laminar, la f de fanning se calcula de la siguiente
forma:
( )
Obteniéndose como resultado lo presentado en la tabla 31.
(54)
Dónde:
qG: Flujo del gas, m3/s
A0: Área del orificio, m2
=
(55)
Tabla 31: resultados obtenidos a partir de las anteriores ecuaciones
Fondo tope
Vo(m/s) 7.620026304 7.845109199
A0(m2) 0.532713915
d0( m) 0.0045
g (m/s2) 9.81
Una vez conocidas las anteriores variables podemos calcular la caída de
presión en seco.
hD (m) 0.045570561 0.047701908
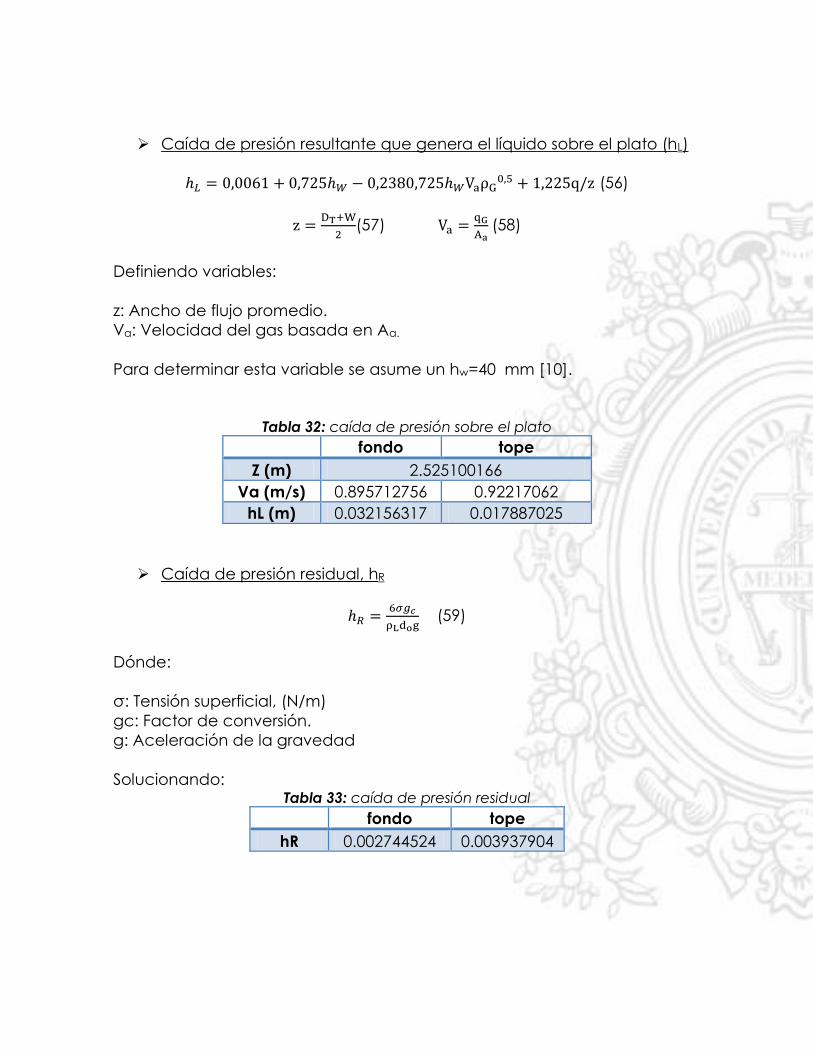
Caída de presión resultante que genera el líquido sobre el plato (hL)
(56)
(57)
(58)
Definiendo variables:
z: Ancho de flujo promedio.
Va: Velocidad del gas basada en Aa.
Para determinar esta variable se asume un hw=40 mm [10].
Tabla 32: caída de presión sobre el plato
fondo tope
Z (m) 2.525100166
Va (m/s) 0.895712756 0.92217062
hL (m) 0.032156317 0.017887025
Caída de presión residual, hR
(59)
Dónde:
σ: Tensión superficial, (N/m)
gc: Factor de conversión.
g: Aceleración de la gravedad
Solucionando: Tabla 33: caída de presión residual
fondo tope
hR 0.002744524 0.003937904
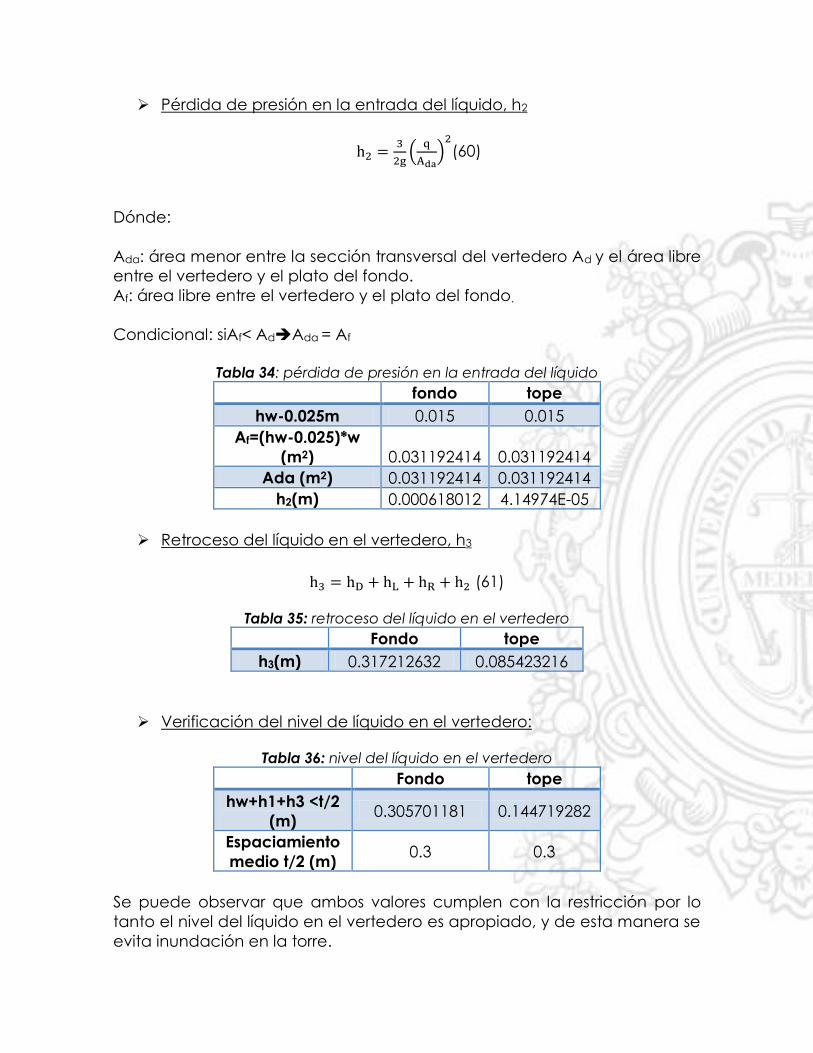
Pérdida de presión en la entrada del líquido, h2
(
)
(60)
Dónde:
Ada: área menor entre la sección transversal del vertedero Ad y el área libre
entre el vertedero y el plato del fondo.
Af: área libre entre el vertedero y el plato del fondo.
Condicional: siAf< AdAda = Af
Tabla 34: pérdida de presión en la entrada del líquido
fondo tope
hw-0.025m 0.015 0.015
Af=(hw-0.025)*w
(m2) 0.031192414 0.031192414
Ada (m2) 0.031192414 0.031192414
h2(m) 0.000618012 4.14974E-05
Retroceso del líquido en el vertedero, h3
(61)
Tabla 35: retroceso del líquido en el vertedero
Fondo tope
h3(m) 0.317212632 0.085423216
Verificación del nivel de líquido en el vertedero:
Tabla 36: nivel del líquido en el vertedero
Fondo tope
hw+h1+h3 <t/2
(m) 0.305701181 0.144719282
Espaciamiento
medio t/2 (m) 0.3 0.3
Se puede observar que ambos valores cumplen con la restricción por lo
tanto el nivel del líquido en el vertedero es apropiado, y de esta manera se
evita inundación en la torre.
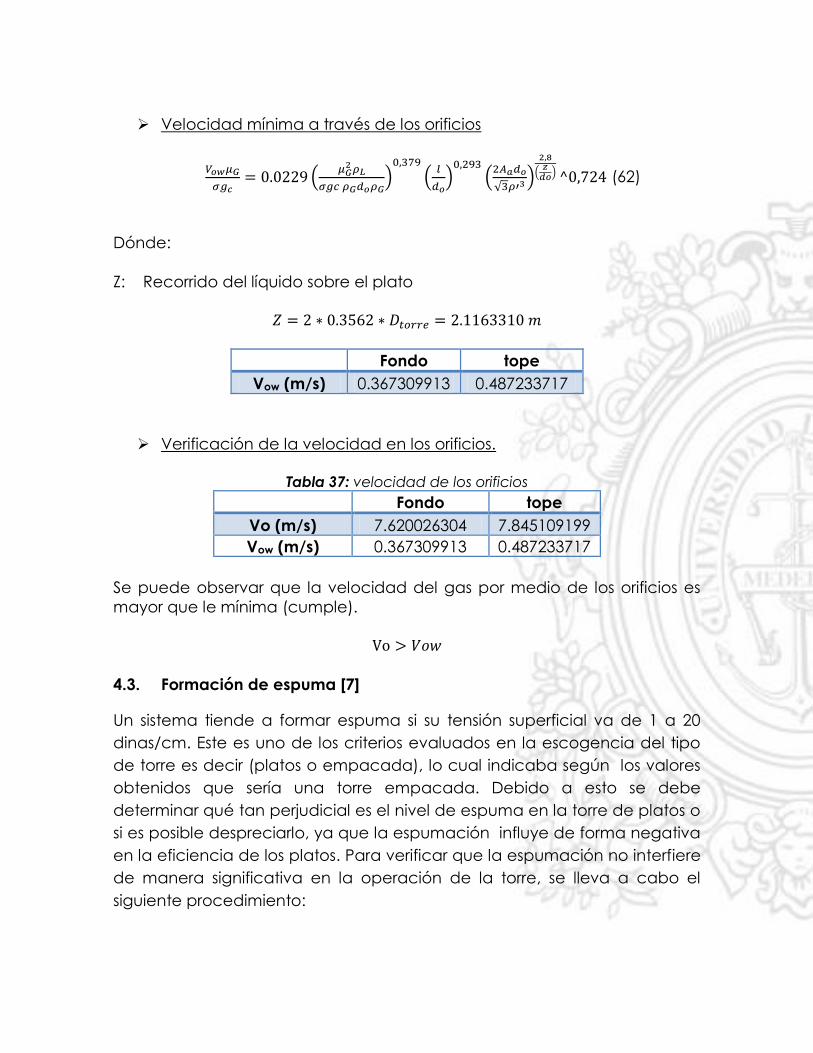
Velocidad mínima a través de los orificios
(
)
(
)
(
√ )
(
) (62)
Dónde:
Z: Recorrido del líquido sobre el plato
Fondo tope
Vow (m/s) 0.367309913 0.487233717
Verificación de la velocidad en los orificios.
Tabla 37: velocidad de los orificios
Fondo tope
Vo (m/s) 7.620026304 7.845109199
Vow (m/s) 0.367309913 0.487233717
Se puede observar que la velocidad del gas por medio de los orificios es
mayor que le mínima (cumple).
4.3. Formación de espuma [7]
Un sistema tiende a formar espuma si su tensión superficial va de 1 a 20
dinas/cm. Este es uno de los criterios evaluados en la escogencia del tipo
de torre es decir (platos o empacada), lo cual indicaba según los valores
obtenidos que sería una torre empacada. Debido a esto se debe
determinar qué tan perjudicial es el nivel de espuma en la torre de platos o
si es posible despreciarlo, ya que la espumación influye de forma negativa
en la eficiencia de los platos. Para verificar que la espumación no interfiere
de manera significativa en la operación de la torre, se lleva a cabo el
siguiente procedimiento:

Factor de priming:
( )
Para que la formación de espuma sea despreciable, el factor de priming
( ) debe ser inferior a 2.8 lo que indica que el flujo de gas es aceptable
para evitar dicho fenómeno.
Tabla 38: resultados de espumacion
tope fondo
( ) 48.78112671 48.7811267
( ) 0.395328184 0.40700552
( ) 147.587014 143.352616
tope fondo
CUMPLE 1.902283355 1.87479569
Según los resultados de la tabla anterior, se toma la formación de espuma
despreciable
Altura de la espuma en el plato
Además del factor de priming, se halla el nivel que alcanza la espuma, con
el fin de corroborar que esta no llegue al plato superior.
( )
( )
( )

Para hw se tomó un valor de 40 mm
Tabla 39: altura de la espuma
Tope fondo
1.902283355 1.87479569
( ) 1.57480315
( ) 10.53164332 10.2689709
La altura alcanzada por la espuma dio menos a la distancia entre platos
( )
4.4. Arrastre de líquido [2]
Se origina por un excesivo transporte de líquido que es arrastrado por el
vapor hasta el plato superior ocasionando inundación. El arrastre de líquido
puede deberse al arrastre de gotitas en suspensión por el vapor
ascendente o a las proyecciones de partículas de líquido por los chorros
de vapor que se forman en las perforaciones del plato. El efecto es
acumulativo y las cargas de líquido en los platos pueden ser excesivas. Una
definición conveniente del grado de arrastre es la fracción de un líquido
que entra en un plato y es arrastrado al plato superior.
La figura 16 ofrece un resumen de datos de arrastre para platos perforados
con una exactitud +/- 20%.
Figura 16: relación de platos perforados

Para entrar a la gráfica se halla
lo cual corresponde a los siguientes
datos:
Tabla 40: resultados velocidad de operación e inundación
TOPE FONDO
V (ft/s) 2.27043779 2.10701944
Vf (ft/s) 3.24348256 3.01002777
V/Vf 0.7 0.7
Para el eje x se determina la siguiente relación:
√
( )
Tabla 41: resultado de las anteriores variables
TOPE FONDO
L (lb/h) 59977.2789 239504.617
G (lb/h) 210043.103 210043.103
densidad L (lb/ft3) 46.9074882 48.5379544
densidad G (lb/ft3) 0.39532818 0.40700552
√
0.02621417
0.10441548
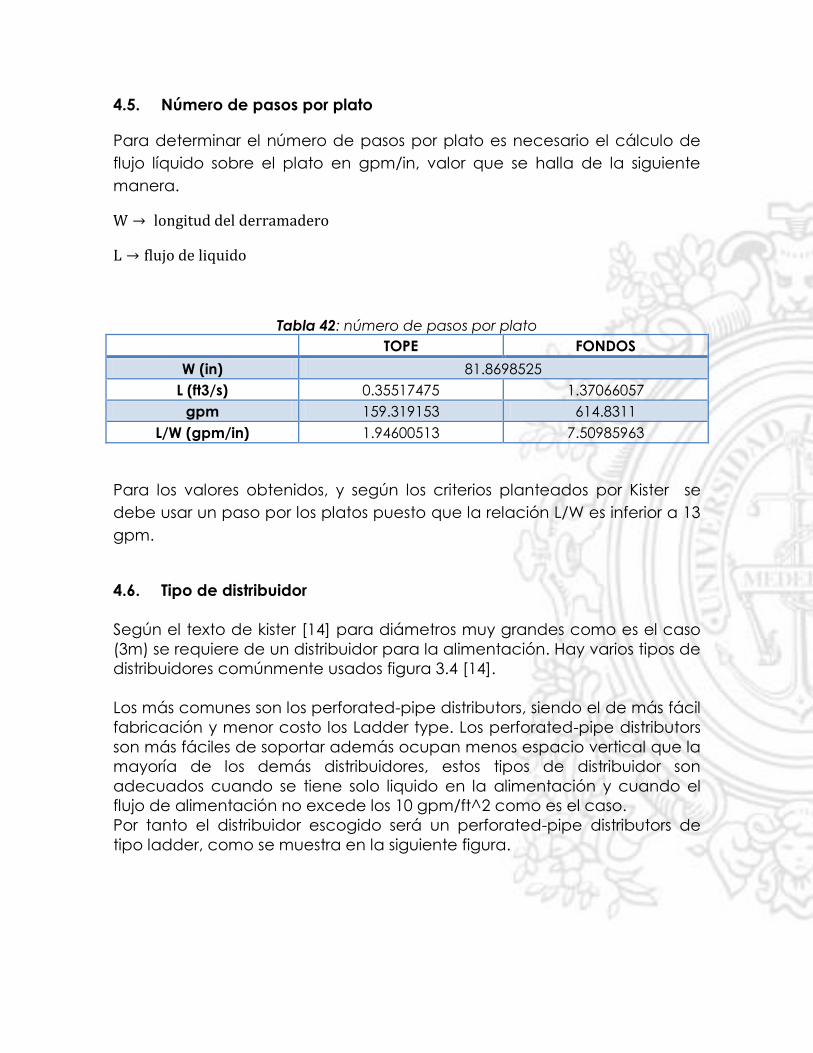
4.5. Número de pasos por plato
Para determinar el número de pasos por plato es necesario el cálculo de
flujo líquido sobre el plato en gpm/in, valor que se halla de la siguiente
manera.
Tabla 42: número de pasos por plato
TOPE FONDOS
W (in) 81.8698525
L (ft3/s) 0.35517475 1.37066057
gpm 159.319153 614.8311
L/W (gpm/in) 1.94600513 7.50985963
Para los valores obtenidos, y según los criterios planteados por Kister se
debe usar un paso por los platos puesto que la relación L/W es inferior a 13
gpm.
4.6. Tipo de distribuidor
Según el texto de kister [14] para diámetros muy grandes como es el caso
(3m) se requiere de un distribuidor para la alimentación. Hay varios tipos de
distribuidores comúnmente usados figura 3.4 [14].
Los más comunes son los perforated-pipe distributors, siendo el de más fácil
fabricación y menor costo los Ladder type. Los perforated-pipe distributors
son más fáciles de soportar además ocupan menos espacio vertical que la
mayoría de los demás distribuidores, estos tipos de distribuidor son
adecuados cuando se tiene solo liquido en la alimentación y cuando el
flujo de alimentación no excede los 10 gpm/ft^2 como es el caso.
Por tanto el distribuidor escogido será un perforated-pipe distributors de
tipo ladder, como se muestra en la siguiente figura.
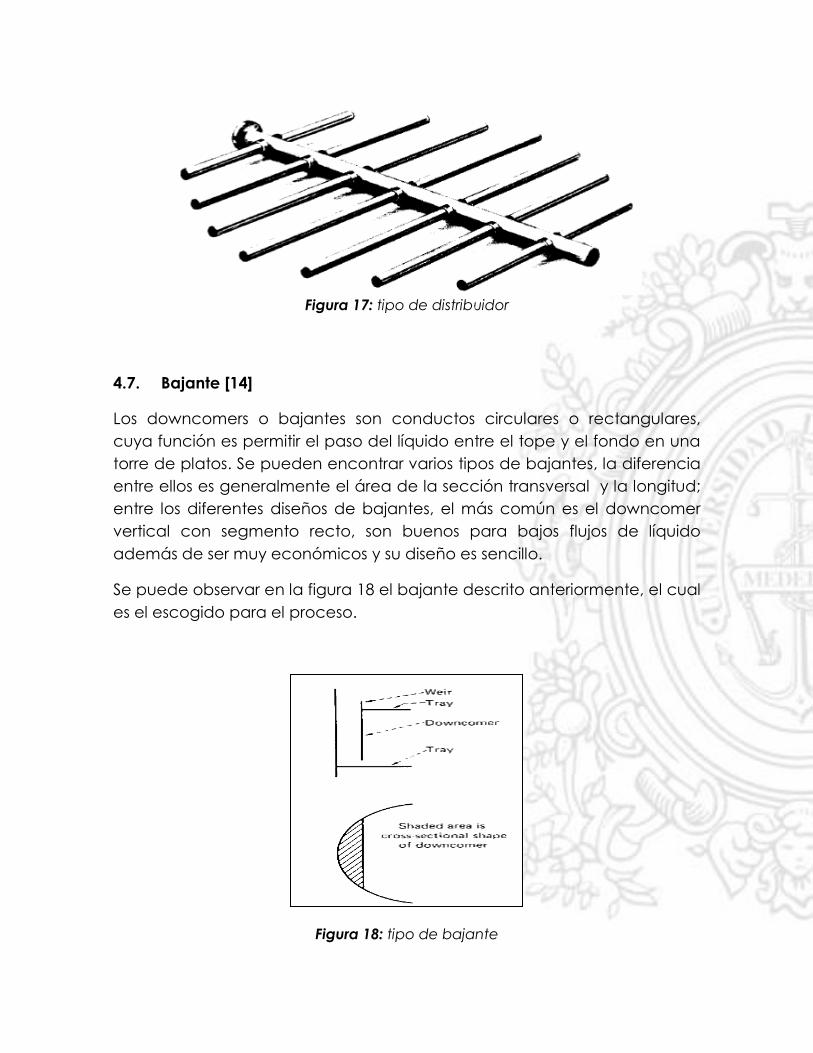
Figura 17: tipo de distribuidor
4.7. Bajante [14]
Los downcomers o bajantes son conductos circulares o rectangulares,
cuya función es permitir el paso del líquido entre el tope y el fondo en una
torre de platos. Se pueden encontrar varios tipos de bajantes, la diferencia
entre ellos es generalmente el área de la sección transversal y la longitud;
entre los diferentes diseños de bajantes, el más común es el downcomer
vertical con segmento recto, son buenos para bajos flujos de líquido
además de ser muy económicos y su diseño es sencillo.
Se puede observar en la figura 18 el bajante descrito anteriormente, el cual
es el escogido para el proceso.
Figura 18: tipo de bajante
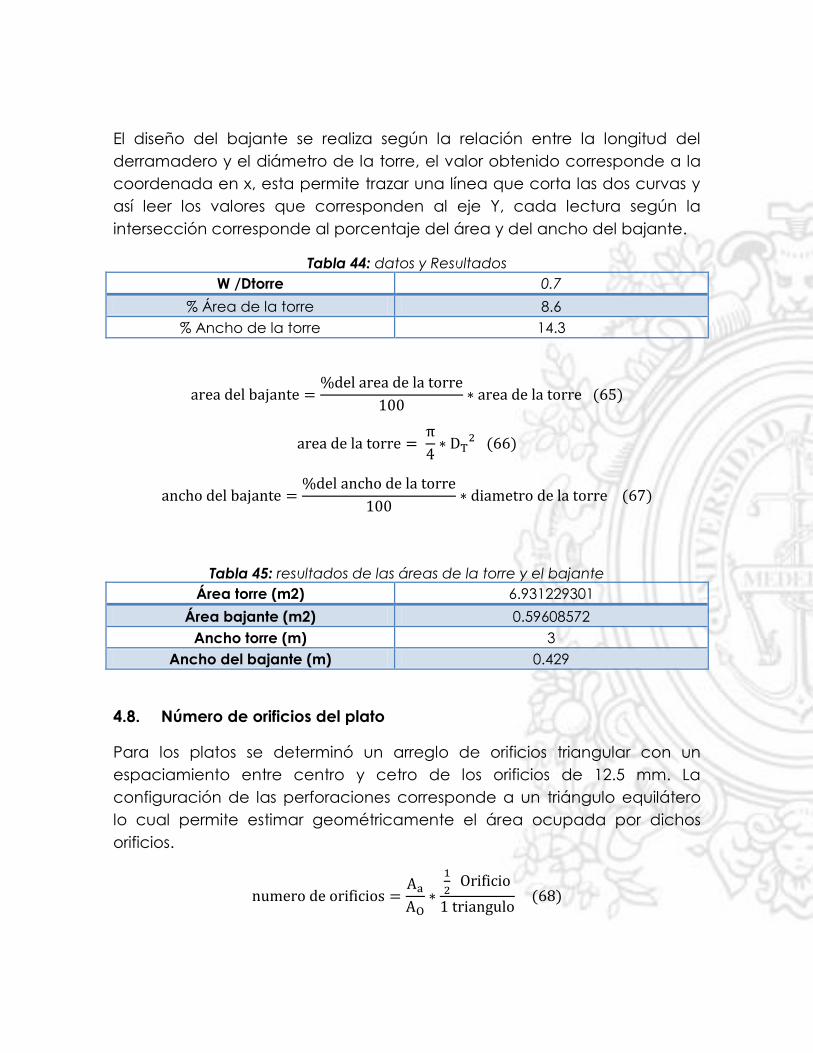
El diseño del bajante se realiza según la relación entre la longitud del
derramadero y el diámetro de la torre, el valor obtenido corresponde a la
coordenada en x, esta permite trazar una línea que corta las dos curvas y
así leer los valores que corresponden al eje Y, cada lectura según la
intersección corresponde al porcentaje del área y del ancho del bajante.
Tabla 44: datos y Resultados
W /Dtorre 0.7
% Área de la torre 8.6
% Ancho de la torre 14.3
( )
( )
( )
Tabla 45: resultados de las áreas de la torre y el bajante
Área torre (m2) 6.931229301
Área bajante (m2) 0.59608572
Ancho torre (m) 3
Ancho del bajante (m) 0.429
4.8. Número de orificios del plato
Para los platos se determinó un arreglo de orificios triangular con un
espaciamiento entre centro y cetro de los orificios de 12.5 mm. La
configuración de las perforaciones corresponde a un triángulo equilátero
lo cual permite estimar geométricamente el área ocupada por dichos
orificios.
( )
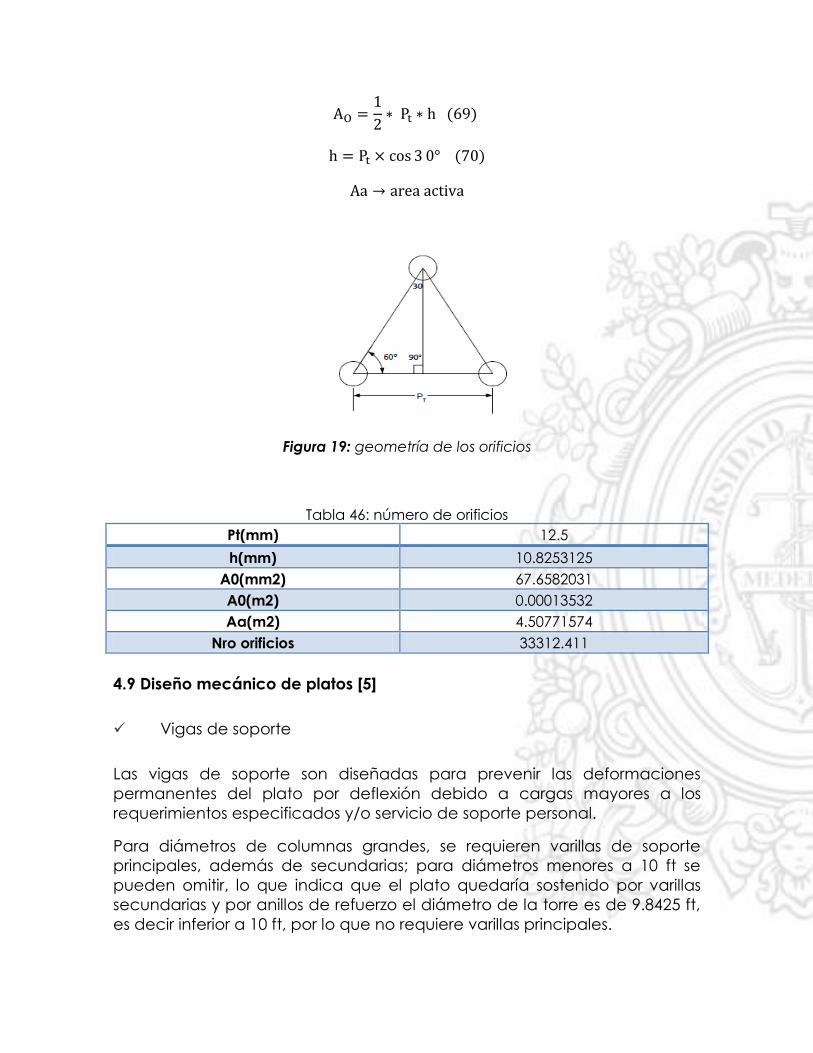
( )
( )
Figura 19: geometría de los orificios
Tabla 46: número de orificios
Pt(mm) 12.5
h(mm) 10.8253125
A0(mm2) 67.6582031
A0(m2) 0.00013532
Aa(m2) 4.50771574
Nro orificios 33312.411
4.9 Diseño mecánico de platos [5]
Vigas de soporte
Las vigas de soporte son diseñadas para prevenir las deformaciones
permanentes del plato por deflexión debido a cargas mayores a los
requerimientos especificados y/o servicio de soporte personal.
Para diámetros de columnas grandes, se requieren varillas de soporte
principales, además de secundarias; para diámetros menores a 10 ft se
pueden omitir, lo que indica que el plato quedaría sostenido por varillas
secundarias y por anillos de refuerzo el diámetro de la torre es de 9.8425 ft,
es decir inferior a 10 ft, por lo que no requiere varillas principales.
Las vigas de soporte generalmente tienen un ancho de 1.5 in y un largo
máximo de 24 in la distancia mínima al plato inferior debe ser de 14 in.
Se tiene según lo anterior varillas de soporte primarias de 1.5 de ancho y 10
in de largo y van orientadas en la misma dirección del flujo de líquido al
igual que las vigas secundarias.
Anillos de soporte
Los anillos de soporte se emplean para darle sostenimiento al plato, éstos
son soldados circunferencialmente alrededor de la carcasa de la
columna, se recomienda que el anillo no se extienda hasta el área del
vertedero, pues éste reduciría el área efectiva del mismo, a menos que el
área del vertedero sea demasiado grande. Los diseños de los anillos de
soporte, espesores y anchos, varían de un fabricante a otro. El ancho del
anillo aumenta con el diámetro y normalmente está entre 1 1/2 y 3 1/2 in.
Sujetadores de platos y pernos
Los platos pueden ser clavados o atornillados a los soportes. Normalmente,
éstos cubren entre 3/4 y 1 in sobre el soporte. De la misma manera, los
paneles de los vertederos pueden ser clavados o atornillados a las barras
de soporte verticales. Las varillas de soporte principales, generalmente son
atornilladas a unos brackets, los cuales a su vez están soldados a la camisa
de la torre. Se recomienda usar tornillos de 3/8 in de diámetro para los
soportes.
Manways
Los manways son un espacio en el plato, que le permite a los operarios
hacer labores de mantenimiento e inspección. El mínimo tamaño
recomendado es de 12 in x 16 in. Algunos sugieren que deben ser de por lo
menos 16 x 20 in ó incluso mayores. Su peso no debe exceder las 65 lb y
deben ser removibles tanto por encima como por debajo. Se recomienda
que éstos estén parcialmente alineados para que permitan que entre la luz
fácilmente y además permitirle al operario el poder estar de pie.
Para la columna (C1) se toma la recomencion de 16 x 20 in.

4.10. Eficiencia total del plato
La eficiencia de los platos es una aproximación fraccionaria a la etapa en
el equilibrio que se obtiene con un plato real.
Se empezara considerando la eficiencia local en un punto particular de la
superficie del plato, ya que las condiciones en varias zonas del plato
pueden diferir [10].
( )
Donde:
Número de unidades totales de transferencia del gas
También el está formada por las unidades de transferencia para el gas
y para el liquido .
( )
Donde:
Es el coeficiente de distribución del clave ligero (Fondos o tope)
Velocidad molar del líquido y del gas
Unidades de transferencia para el gas [10]
⁄
( )
: Número de Schmidt
: Altura del derramadero
: Velocidad del gas a través del área efectiva
: Densidad del gas
: Flujo volumétrico del líquido
: Longitud de la trayectoria sobre un plato
El número de Schmidt está dado por:
( )
Donde:
: Viscosidad del gas
: Densidad del gas
: Difusividad en fase gaseosa del clave liviano (ciclohexano) con
respecto al calve pesado (ciclohexanol).
Unidades de transferencia para el líquido[10]
(
) ( )
( )
: Coeficiente de difusión en fase liquida del calve liviano
(ciclohexano) con respecto al clave pesado (ciclohexanol).
: Tiempo que el líquido permanece en el plato.
: Caída de presión del gas debido a la retención del líquido sobre el
plato.
: Espesor de flujo promedio para el líquido sobre el plato.
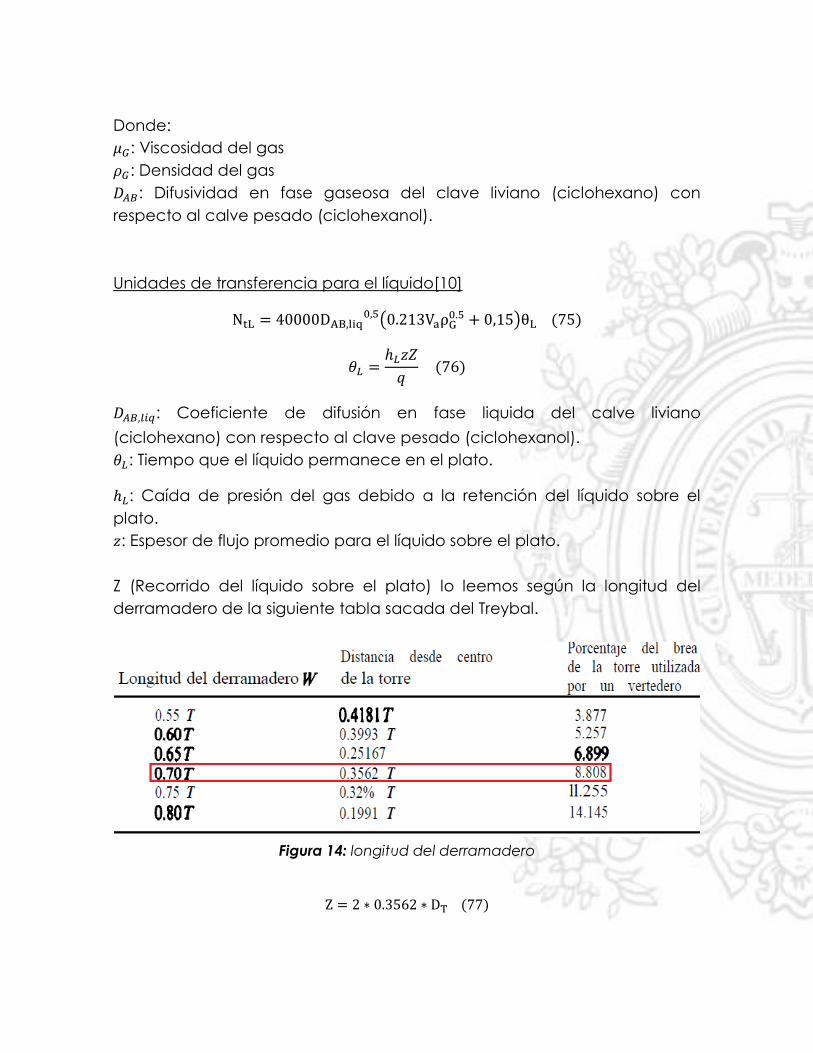
Z (Recorrido del líquido sobre el plato) lo leemos según la longitud del
derramadero de la siguiente tabla sacada del Treybal.
Figura 14: longitud del derramadero
( )
( )
Ahora para hallar las unidades de transferencia para el gas y para el
líquido es necesario calcular los coeficientes de difusión binarios para la
fase gaseosa y para la fase liquida, estos coeficientes serán los del clave
ligero (ciclohexano) con respecto al clave pesado (ciclohexanol).
Coeficiente de difusión para la fase gaseosa
Para calcular este coeficiente de difusión emplearemos la ecuación de
Chapman y Enskog, esta correlación utiliza los potenciales de Lennard-
jones para evaluar la influencia de las fuerzas intermoleculares, dicha
ecuación es aplicable para pares de moléculas no polares y no reactivas
en estado gaseoso, por tanto se adapta a nuestro sistema (ciclohexano-
ciclohexanol) [5].
√
( ⁄ ) ( )
Donde:
: Temperatura en K.
: Presión en atm.
Diámetro de colisión en .
Integral de colisión, es función de ⁄ .
Peso molecular de la sustancia ⁄
Energía de la interacción molecular.
( )
Donde el diámetro de colisión para el ciclohexano es [5],
Ahora para estimar el diámetro de colisión para el ciclohexanol se utilizara
la siguiente ecuación.

(
) ⁄
( )
Ahora para hallar la integral de colisión necesitamos hallar ⁄
√(
) (
) ( )
Para el ciclohexano
( )
Para el ciclohexanol se debe usar la siguiente ecuación
( )
Ahora con ⁄ se puede leer la integral de colisión de tabla 2.1 [5].
Coeficiente de difusión para la fase liquida
Para este cálculo usaremos la correlación de Scheibel, la cual es aplicable
para nuestro sistema ciclohexano-ciclohexanol.
( ⁄ ) ( )
Donde:
Viscosidad del ciclohexanol en Cp
Temperatura en K.
Volumen especifico en el punto de ebullición normal en ⁄
El volumen específico en el punto de ebullición normal se calculara con
la correlación de Tyn y Calus que está dado por:
( )
A continuación se muestran las propiedades y datos necesarios para el
cálculo de las difusividades.
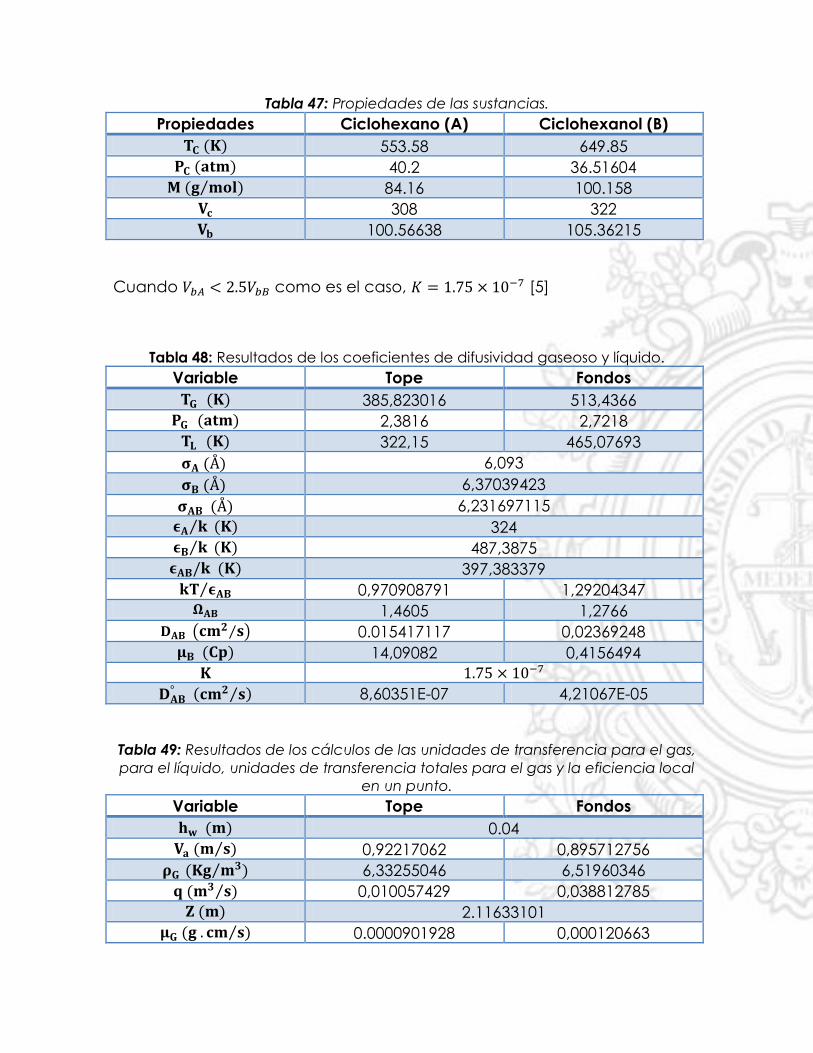
Tabla 47: Propiedades de las sustancias.
Propiedades Ciclohexano (A) Ciclohexanol (B)
( ) 553.58 649.85
( ) 40.2 36.51604
( )⁄ 84.16 100.158
308 322
100.56638 105.36215
Cuando como es el caso, [5]
Tabla 48: Resultados de los coeficientes de difusividad gaseoso y líquido.
Variable Tope Fondos
( ) 385,823016 513,4366
( ) 2,3816 2,7218
( ) 322,15 465,07693
( ) 6,093
( ) 6,37039423
( ) 6,231697115
⁄ ( ) 324
⁄ ( ) 487,3875
( ) 397,383379
⁄ 0,970908791 1,29204347 1,4605 1,2766
( ⁄ ) 0.015417117 0,02369248
( ) 14,09082 0,4156494
( ⁄ ) 8,60351E-07 4,21067E-05
Tabla 49: Resultados de los cálculos de las unidades de transferencia para el gas,
para el líquido, unidades de transferencia totales para el gas y la eficiencia local
en un punto.
Variable Tope Fondos
( ) 0.04
( ⁄ ) 0,92217062 0,895712756
( )⁄ 6,33255046 6,51960346
( ⁄ ) 0,010057429 0,038812785
( ) 2.11633101
( ⁄ ) 0.0000901928 0,000120663

0,923825729 0,781164338
0,947592713 2,647559291
( ) 2.525100166
( ) 0,017887025 0,032156317
( ) 9,504151355 4,42745036
2,271910983 7,321974547
1,00109414 4,81845147
( ⁄ ) 1133,919423 1133,919423
( ⁄ ) 323,7878351 1264,775171
0,384845475 1,033376935
0,319444209 0,644196595
Además de la eficiencia local en un punto debemos calcularla eficiencia
del plato de Murphree, la cual se calcula con la siguiente ecuación [10]:
( )
( ) ( ( )
)
( ( ) ( )
Donde:
Eficiencia local en un punto
Número de Peclet para el mezclado del líquido
( )
Difusividad de remolino de retromezclado:
( ) ( )
*(
)
+ ( )
Posteriormente calculamos la eficiencia del plato de Murphree corregida
[10].
(
) ( )

Donde:
Arrastre del líquido.
Por ultimo calculamos la eficiencia total del plato [14]
[ ( )]
( ) ( )
Donde:
( )
Tabla 50: Resultados de la eficiencia total del plato.
Variable Tope Fondos
( ⁄ ) 0,001966039 0,008789668
239,6965022 115,0909073
1,11474756 2,718662037
⁄ 1,829453937 5,091162023
0,584408466 3,279709242
0,085 0,0185
0,554315082 3,088767041
3,502044549 0,896538333
0,694144794 3,52544577
4.11. Calculo del número de platos reales y ubicación del plato de
alimentación
El número de reales puede hallarse analíticamente:
( )
Para la rectificación
( )
( ) ( )
Para el agotamiento
( )
( ) ( )
Platos reales totales
( )
Hay 30 platos por encima del punto de alimentación y 3 platos por debajo
del punto de alimentación.
5. DISEÑO MECÁNICO
5.1. Temperatura de diseño
Para el cálculo de la temperatura de diseño, se escogerá primero la
temperatura de operación, la cual será la temperatura más alta, en este
caso es la del vapor de entra a la torre (residuo) 240.2866 °C (464.5159 °F)
La temperatura de diseño se calcula por medio de las siguientes dos
ecuaciones, la mayor es la escogida.
Por tanto la temperatura de diseño de la columna es
5.2. Presión de diseño
La presión de operación en este caso es la de los fondos (40 psi), esta es la
mayor presión que se tiene en la columna.
La presión de diseño se calcula por medio de las siguientes dos
ecuaciones, escogiéndose la mayor calculada.
A esta presión le debemos sumar la presión hidrostática, ya que debemos
trabajar a las condiciones más drásticas que se puedan presentar.
( )
Donde:
H será la altura del líquido, suponiendo que la torre estará totalmente
inundada, será entonces la altura de la torre.
⁄
Por tanto la presión de diseño será
5.3. Material para la construcción del recipiente
Para la escogencia del material se tuvo en cuenta el nivel de corrosión de
las sustancias implicadas en el proceso es decir sus mpy; según la base de
datos knovel dentro de los mejores materiales y con mayor resistividad a
las sustancias se encuentra el acero inoxidable 316L.
Tabla 51: tolerancia por corrosión
SUSTANCIA mpy
Ciclohexano >2
Ciclohexanol >15
trihexil borato >2
ciclohexil hidroperóxido >2

5.4. Vida útil
La vida útil del recipiente se estima de 10 años
5.5. Boquillas y bridas
La torre diseñada consta de 6 boquillas más los manholes necesarios, para
estimar el diámetro de cada una de las boquillas se tendrá en cuenta las
velocidades de flujo de vapor y líquido que se recomiendan para boquillas
en torres de destilación según la bibliografía; las cuales son de 3 ft/s como
máximo para flujos líquidos, entre 15 y 25 ft/s para flujos de mezclas líquido-
vapor, y entre 100 y 200 ft/s para flujos gaseosos [15].
Para definir si había la necesidad de un registro de inspección y determinar
el diámetro requerido para este, se consultó el Código ASME Sección VIII
Divisón 1Parte UG46 f(3), en el cual dice que para recipientes con
diámetros mayores a 36 pulgadas, debe implementarse registros de
inspección tipo manhole. Estos deben estar separados por entre 10 y 20
platos, y tener entre 16 y 24 in de diámetro [27]. Según esto se determinó
que el diámetro del registro de inspección tendría un diámetro nominal de
20 in.
Las ecuaciones para determinar los diámetros de cada una de las
boquillas y los espesores son:
√
(96)
Donde:
D: Diámetro (in)
Q: Flujo volumétrico (ft3/s)
V: Velocidad recomendada (ft/s)
Y para el espesor:
(97)
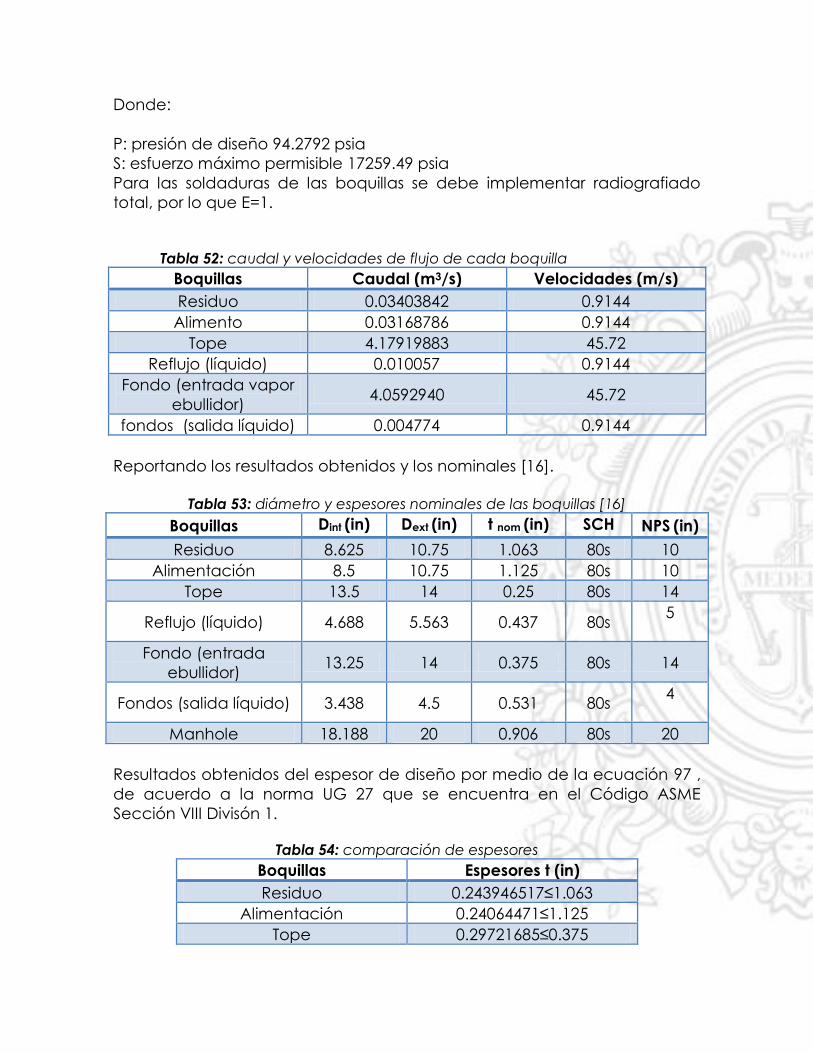
Donde:
P: presión de diseño 94.2792 psia
S: esfuerzo máximo permisible 17259.49 psia
Para las soldaduras de las boquillas se debe implementar radiografiado
total, por lo que E=1.
Tabla 52: caudal y velocidades de flujo de cada boquilla
Boquillas Caudal (m3/s) Velocidades (m/s)
Residuo 0.03403842 0.9144
Alimento 0.03168786 0.9144
Tope 4.17919883 45.72
Reflujo (líquido) 0.010057 0.9144
Fondo (entrada vapor
ebullidor) 4.0592940 45.72
fondos (salida líquido) 0.004774 0.9144
Reportando los resultados obtenidos y los nominales [16].
Tabla 53: diámetro y espesores nominales de las boquillas [16]
Boquillas Dint (in) Dext (in) t nom (in) SCH NPS (in)
Residuo 8.625 10.75 1.063 80s 10
Alimentación 8.5 10.75 1.125 80s 10
Tope 13.5 14 0.25 80s 14
Reflujo (líquido) 4.688 5.563 0.437 80s 5
Fondo (entrada
ebullidor) 13.25 14 0.375 80s 14
Fondos (salida líquido) 3.438 4.5 0.531 80s 4
Manhole 18.188 20 0.906 80s 20
Resultados obtenidos del espesor de diseño por medio de la ecuación 97 ,
de acuerdo a la norma UG 27 que se encuentra en el Código ASME
Sección VIII Divisón 1.
Tabla 54: comparación de espesores
Boquillas Espesores t (in)
Residuo 0.243946517≤1.063
Alimentación 0.24064471≤1.125
Tope 0.29721685≤0.375
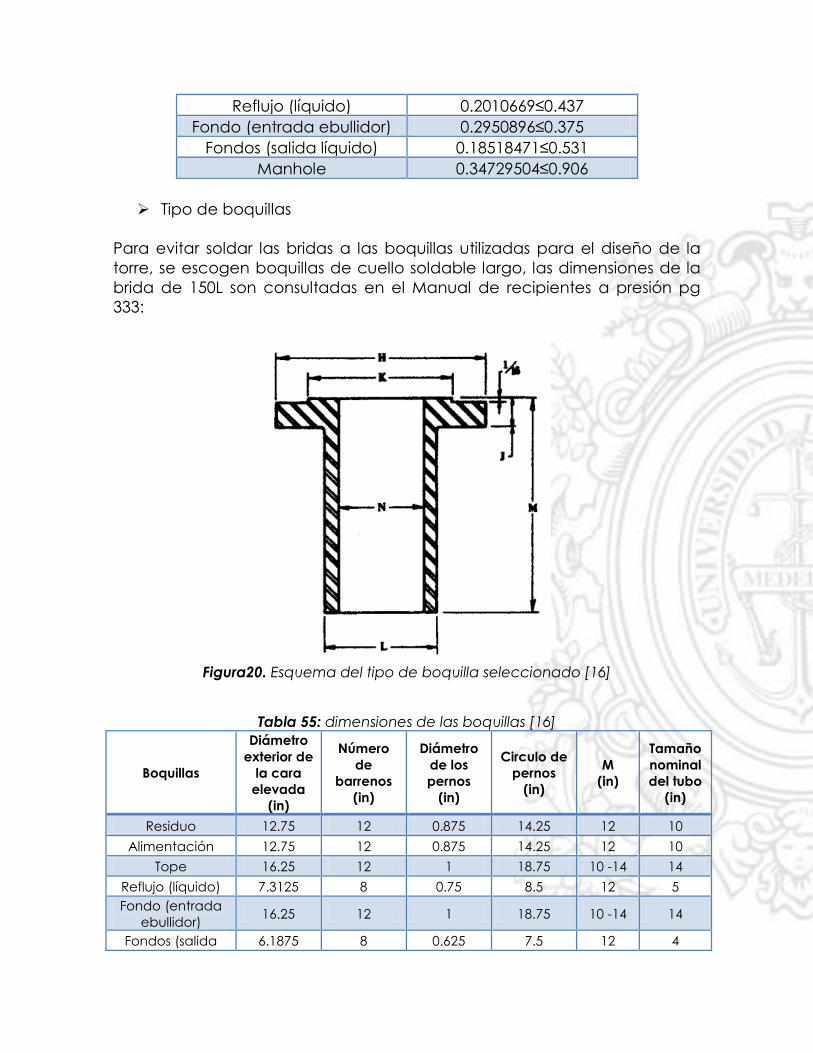
Reflujo (líquido) 0.2010669≤0.437
Fondo (entrada ebullidor) 0.2950896≤0.375
Fondos (salida líquido) 0.18518471≤0.531
Manhole 0.34729504≤0.906
Tipo de boquillas
Para evitar soldar las bridas a las boquillas utilizadas para el diseño de la
torre, se escogen boquillas de cuello soldable largo, las dimensiones de la
brida de 150L son consultadas en el Manual de recipientes a presión pg
333:
Figura20. Esquema del tipo de boquilla seleccionado [16]
Tabla 55: dimensiones de las boquillas [16]
Boquillas
Diámetro
exterior de
la cara
elevada
(in)
Número
de
barrenos
(in)
Diámetro
de los
pernos
(in)
Circulo de
pernos
(in)
M
(in)
Tamaño
nominal
del tubo
(in)
Residuo 12.75 12 0.875 14.25 12 10
Alimentación 12.75 12 0.875 14.25 12 10
Tope 16.25 12 1 18.75 10 -14 14
Reflujo (líquido) 7.3125 8 0.75 8.5 12 5
Fondo (entrada
ebullidor) 16.25 12 1 18.75 10 -14 14
Fondos (salida 6.1875 8 0.625 7.5 12 4
líquido)
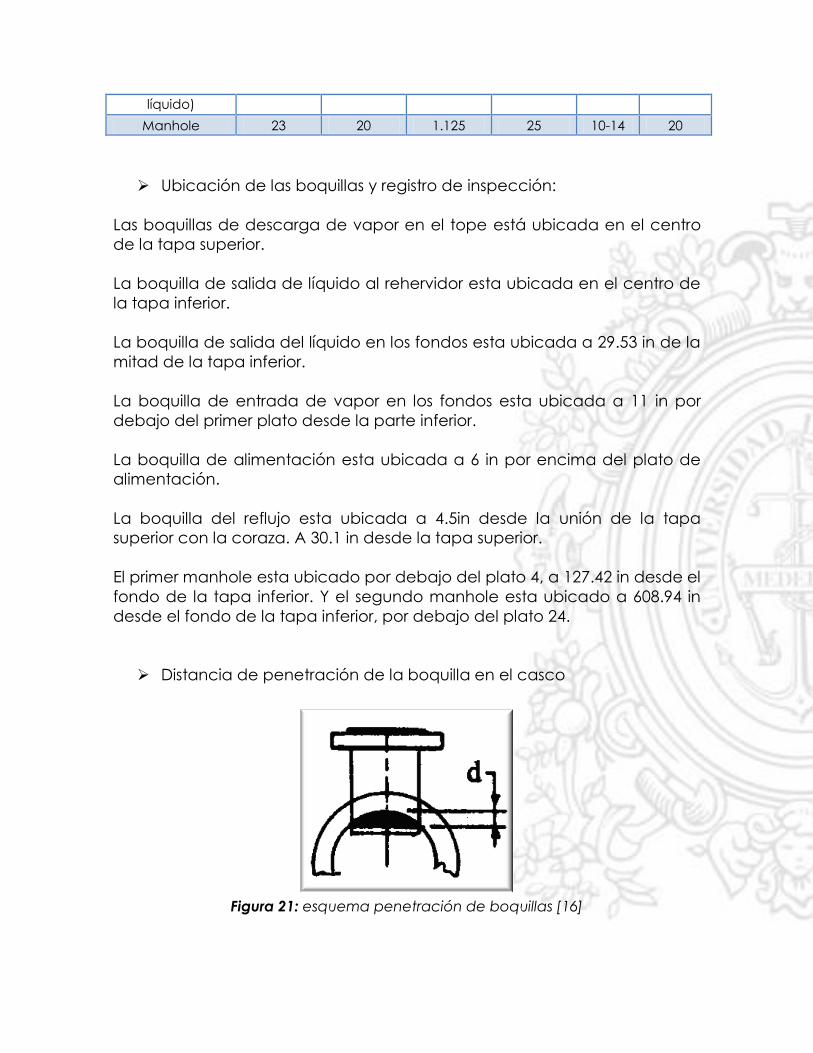
Manhole 23 20 1.125 25 10-14 20
Ubicación de las boquillas y registro de inspección:
Las boquillas de descarga de vapor en el tope está ubicada en el centro
de la tapa superior.
La boquilla de salida de líquido al rehervidor esta ubicada en el centro de
la tapa inferior.
La boquilla de salida del líquido en los fondos esta ubicada a 29.53 in de la
mitad de la tapa inferior.
La boquilla de entrada de vapor en los fondos esta ubicada a 11 in por
debajo del primer plato desde la parte inferior.
La boquilla de alimentación esta ubicada a 6 in por encima del plato de
alimentación.
La boquilla del reflujo esta ubicada a 4.5in desde la unión de la tapa
superior con la coraza. A 30.1 in desde la tapa superior.
El primer manhole esta ubicado por debajo del plato 4, a 127.42 in desde el
fondo de la tapa inferior. Y el segundo manhole esta ubicado a 608.94 in
desde el fondo de la tapa inferior, por debajo del plato 24.
Distancia de penetración de la boquilla en el casco
Figura 21: esquema penetración de boquillas [16]
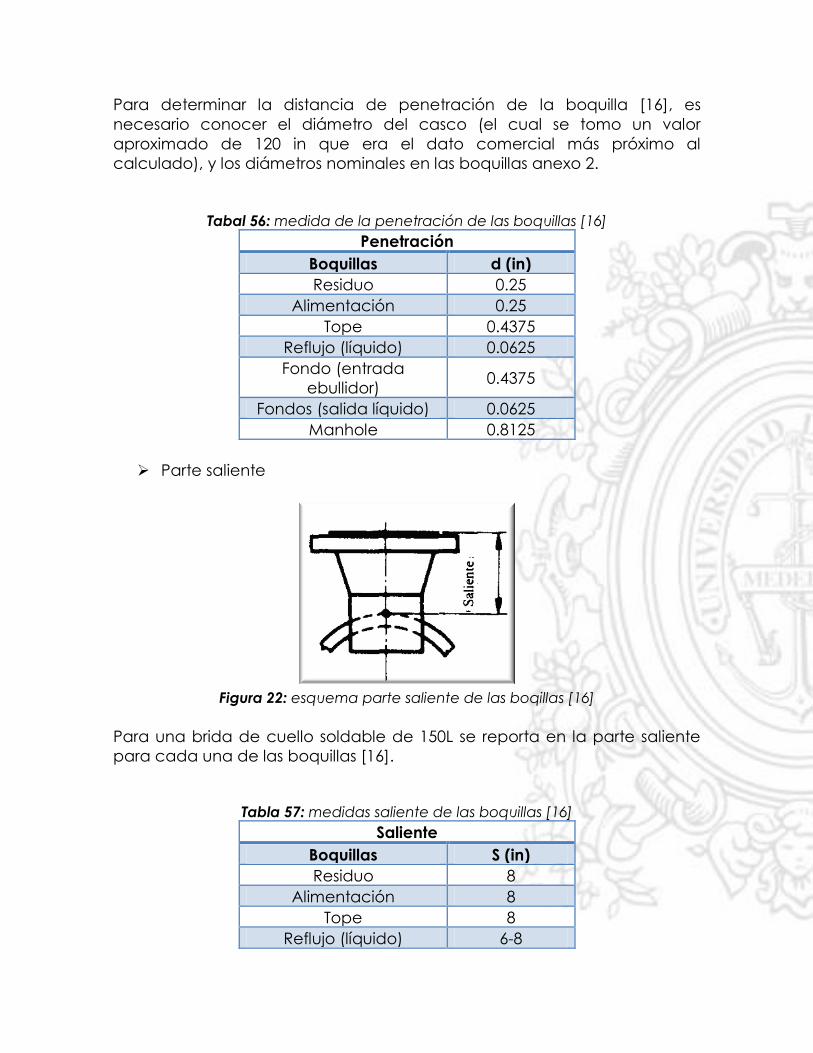
Para determinar la distancia de penetración de la boquilla [16], es
necesario conocer el diámetro del casco (el cual se tomo un valor
aproximado de 120 in que era el dato comercial más próximo al
calculado), y los diámetros nominales en las boquillas anexo 2.
Tabal 56: medida de la penetración de las boquillas [16]
Penetración
Boquillas d (in)
Residuo 0.25
Alimentación 0.25
Tope 0.4375
Reflujo (líquido) 0.0625
Fondo (entrada
ebullidor) 0.4375
Fondos (salida líquido) 0.0625
Manhole 0.8125
Parte saliente
Figura 22: esquema parte saliente de las boqillas [16]
Para una brida de cuello soldable de 150L se reporta en la parte saliente
para cada una de las boquillas [16].
Tabla 57: medidas saliente de las boquillas [16]
Saliente
Boquillas S (in)
Residuo 8
Alimentación 8
Tope 8
Reflujo (líquido) 6-8

Fondo (entrada
ebullidor) 8
Fondos (salida líquido) 6
Manhole 10
Refuerzo para las boquillas y registro de inspección:
Para verificar si las boquillas y los registros requieren parches de refuerzos, es
necesario calcular el área de sección transversal, la cual es el área
requerida en el casco para resistir solo la presión interna. Si la suma de las
áreas disponibles para refuerzo (A1+A2+A3+A4) es igual o mayor que el
área que debe reponerse (A), la abertura esta reforzada adecuadamente.
De lo contrario debe completarse la diferencia por un parche de refuerzo.
Las áreas mencionadas anteriormente se definen de la siguiente forma
[16]: ( )
- Área del espesor excedente de la pared del recipiente (se escoge el
menor valor obtenido)
( ) ( ) ( ) ( )
- Área del espesor excedente de la pared de la boquilla (se escoge el
mayor valor obtenido)
( ) ( ) ( )
- Área de la extensión de la boquilla hacia el interior
( ) ( )
Donde:
d: Diámetro interno del registro corroído
tr: espesor requerido por el casco a tapas (obtenido por presión interna)
t: espesor de la pared menos el espesor por corrosión
tn: espesor nominal de la pared de la boquillas, menos el espesor por
corrosión.
trn: espesor requerido de la pared de la boquilla.
h: penetración de la boquilla en el casco, menos el espesor por corrosión.
c: espesor por corrosión
El tipo de soldadura seleccionado para unir las boquillas y los registros a la
torre se muestra en la siguiente figura:
Figura 23: tipo de soldadura para las boquillas [16]
Una vez determinado esto, se muestran las variables para cada una de las
boquillas y los registros para obtener las áreas:
Tabla 58: variables de las boquillas para determinar el área
Boquillas d(in) t(in) tr(in) tn(in) Trn(in) c(in) h(in)
Residuo 9.85 0.65 0.726125 0.913 0.24394652 0.15 0.1
Alimentación 9.85 0.65 0.473646 0.975 0.24064471 0.15 0.1
Tope 13.85 0.65 0.726125 0.1 0.29721685 0.15 0.2875
Reflujo (líquido) 4.85 0.65 0.473646 0.287 0.2010669 0.15 -0.087
Fondo (entrada
ebullidor) 13.85 0.65 0.473646 0.225 0.2950896 0.15 0.2875
Fondos (salida
líquido) 3.85 0.65 0.726125 0.381 0.18518471 0.15 -0.087
Manhole 19.85 0.65 0.473646 0.756 0.34729504 0.15 0.6625
Las áreas obtenidas a partir de los anteriores datos son:
Tabla 59: resultados de las áreas
Boquillas A A1 A2 A3 A4 suma
Residuo 7.1523 -0.04004 3.054229 0.1526 0.25 10.5691187
Alimentación 4.6654 0.11463 3.579982 0.165 0.25 8.77502583
Tope 10.057 0.083738 -0.098608 -0.029 0.25 10.2632103

Reflujo (líquido) 2.2972 -0.12803 0.123314 -0.024 0.25 2.51848945
Fondo (entrada
ebullidor) 6.56 -0.1499 -0.078851 0.0431 0.25 6.62437135
Fondos (salida
líquido) 2.7956 0.040955 0.373028 -0.04 0.25 3.41913963
Manhole 9.4019 0.037387 1.544905 0.803 0.25 12.0371162
Según los resultados obtenidos no es necesario parches de refuerzos para
ninguna de las boquillas y registros.
Especificación de las bridas:
Para definir el tipo de a usar, se consultó en la bibliografía [18] cual era la
más adecuada según las especificaciones de diseño (Temperatura y
presión de diseño) una vez determinada el tipo de material para estas
(acero inoxidable 316).
Según estas especificaciones las bridas adecuadas para el diseño de la
torre de destilación son de 150L.
Para los manholes se escogen bridas de cuello soldable y como tapa una
brida ciega de 150L con un diámetro nominal de 20in [16]:
Figura 24: esquema de las bridas [16]
Tabla 60: dimensiones de las boquillas [16]
Tamaño
nominal
del tubo
(in)
Diámetro de la
perforación
(in)
Longitud de
la campana
(in)
Diámetro
campana
punto de
soldadura
(in)
Diámetro
camp en la
base
(in)
Diámetro
exterior de
la brida
(in)
Espesor
(in)
A B C D E G H J
10 10.02 10.88 4 1.9375 10.75 12 16 1.19
14 13.25 14.14 5 2.25 14 15.75 21 1.38
5 5.05 5.66 3.5 1.4375 5.56 6.4375 10 1.31
4 4.03 4.57 3 1.3125 4.5 5.3125 9 1.31
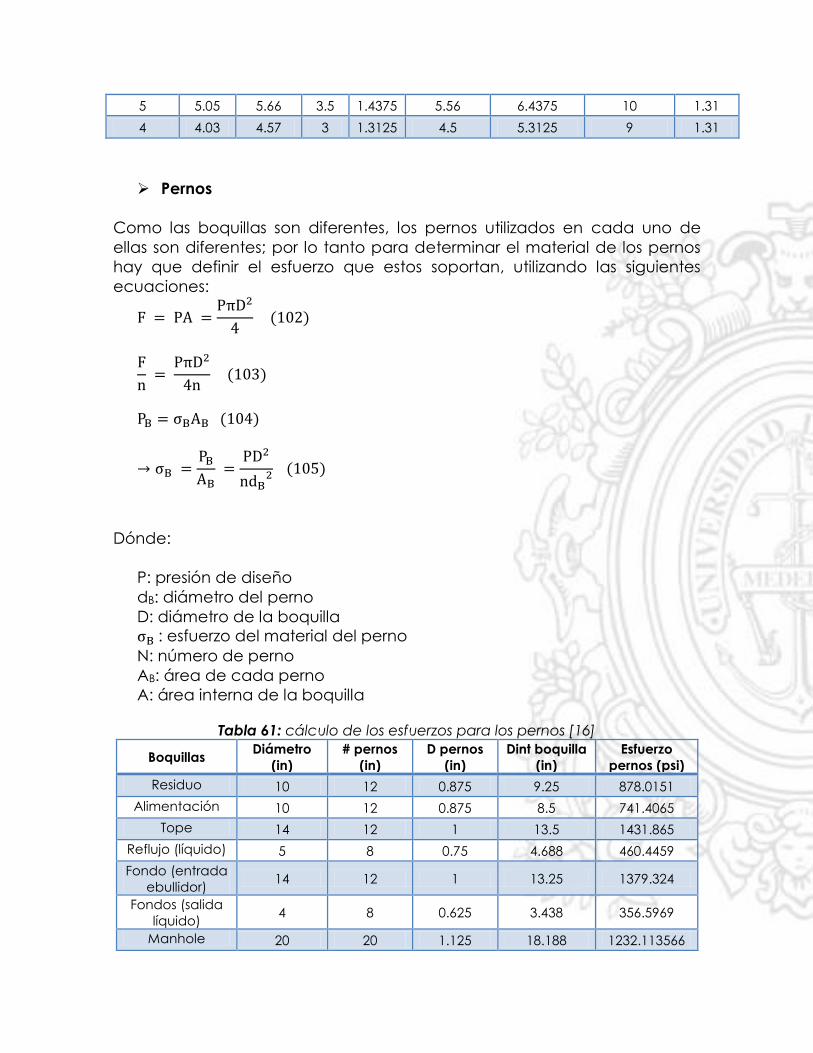
Pernos
Como las boquillas son diferentes, los pernos utilizados en cada uno de
ellas son diferentes; por lo tanto para determinar el material de los pernos
hay que definir el esfuerzo que estos soportan, utilizando las siguientes
ecuaciones:
( )
( )
( )
( )
Dónde:
P: presión de diseño
dB: diámetro del perno
D: diámetro de la boquilla
: esfuerzo del material del perno
N: número de perno
AB: área de cada perno
A: área interna de la boquilla
Tabla 61: cálculo de los esfuerzos para los pernos [16]
Boquillas Diámetro
(in)
# pernos
(in)
D pernos
(in)
Dint boquilla
(in)
Esfuerzo
pernos (psi)
Residuo 10 12 0.875 9.25 878.0151
Alimentación 10 12 0.875 8.5 741.4065
Tope 14 12 1 13.5 1431.865
Reflujo (líquido) 5 8 0.75 4.688 460.4459
Fondo (entrada
ebullidor) 14 12 1 13.25 1379.324
Fondos (salida
líquido) 4 8 0.625 3.438 356.5969
Manhole 20 20 1.125 18.188 1232.113566
De acuerdo con los datos de los esfuerzos reportados en la bibliografía
[19], el material adecuado para los pernos de las boquillas y registros es
acero al carbono.
5.6. Espesor de la camisa
Para calcular el espesor de la coraza cilíndrica se debe hallar el espesor
por esfuerzo longitudinal y por esfuerzo circunferencial, el espesor mayor es
el escogido.
Esfuerzo longitudinal
( )
Donde
Espesor de tolerancia por corrosión.
Radio del cilindro.
Presión de diseño.
Esfuerzo del material a las condiciones de trabajo (Diseño).
Eficiencia de junta.
Esfuerzo circunferencial
( )
Se escoge el espesor mayor, por esfuerzo circunferencial.
Ahora comprobaremos que este espesor cumpla con la presión externa.

Para casco cilíndrico.
( ⁄ ) ( )
Donde
Diámetro exterior del cilindro
Espesor de la camisa.
Con la relación ⁄ y ⁄ donde L es la longitud del casco cilíndrico.
Leemos el factor A y con A leemos B para el Stainless Steel 316 y la
temperatura de diseño (Anexo 3).
⁄
⁄
La presión máxima permitida es mayor que la presión externa, que en
este caso es la atmosférica (14.7 psi), por tanto el cilindro soportara la
presión externa.
5.7. Espesor de las tapas
Para el cálculo del espesor de las tapas torisfericas (ASME BRIDADA Y
ALABEADA) se usa la siguiente ecuación [6].
( )
Donde:
Radio de la corona
Ahora comprobaremos que las tapas soporten la presión externa de
trabajo (14.7 psi).
Calcularemos la presión máxima permitida con la siguiente ecuación [6]
( ⁄ ) ( )
Donde:
Primero se debe hallar el factor A, con la siguiente ecuación.
( ⁄ )
B lo leemos con A de grafica (Anexo 3)
Por tanto el espesor de las tapas torisfericas es adecuado para
soportar la presión externa.
5.8. Altura de la torre
El cálculo de la altura de la torre se hallara partiendo esta en cuatro zonas,
se calculara la altura del tope, la altura de la zona de rectificación, la
altura de la zona de agotamiento y por último la altura de los fondos.
( )
5.8.1. Altura del tope
( )
Donde:
Altura de la etapa toriesferica.
Altura del vapor recomendada.
Diámetro de la boquilla de reflujo.
Claridad bajo el bajante.
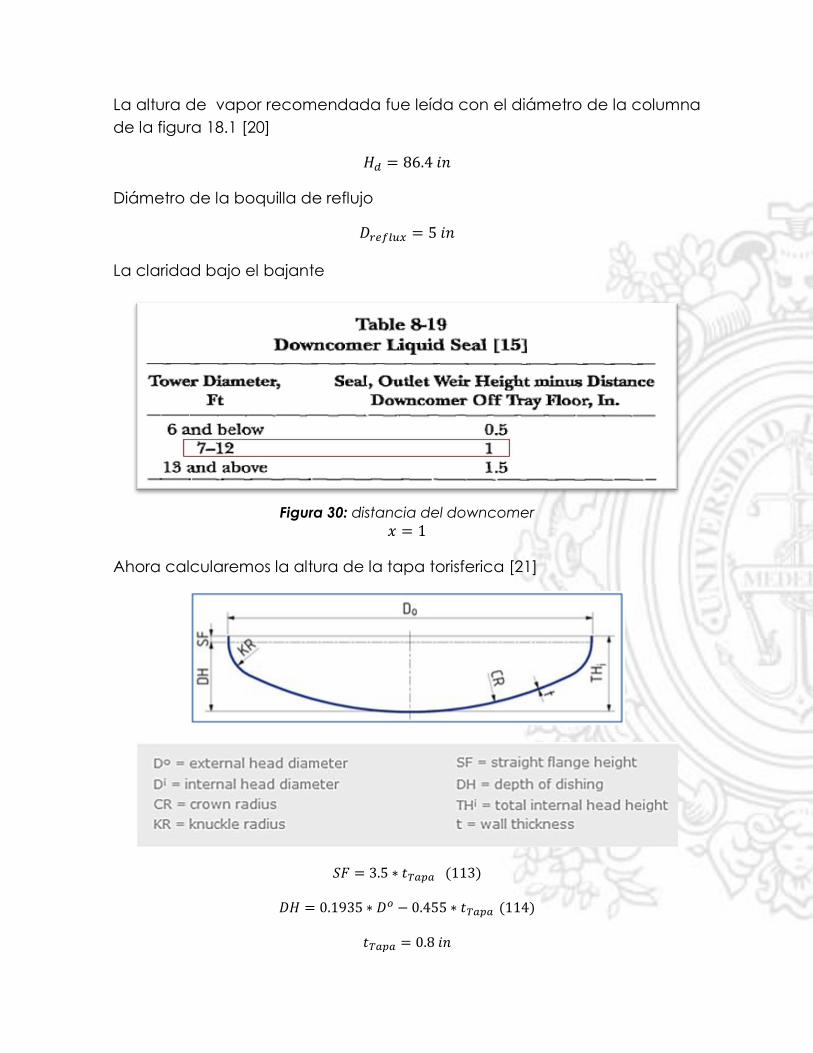
La altura de vapor recomendada fue leída con el diámetro de la columna
de la figura 18.1 [20]
Diámetro de la boquilla de reflujo
La claridad bajo el bajante
Figura 30: distancia del downcomer
Ahora calcularemos la altura de la tapa torisferica [21]
( )
( )
( )
Por ultimo calcularemos la altura del tope
5.8.2. Altura de la zona de rectificación
[( ) ] [ ] ( )
Tabla 62: altura de la zona de rectificación
( ) 30
( ) 24
( ) 0.07618
( ) 698.2854
5.8.3. Altura de la zona de agotamiento
[( ) ] [ ] ( )
Tabla 62: altura de la zona de rectificación
( ) 3
( ) 24
( ) 0.07618
( ) 48.228
5.8.4. Altura en los fondos
La altura de los fondos corresponde a la distancia desde la tapa, hasta
donde empieza la zona d rectificación, es por esto que se debe tener en
cuenta las longitudes y espacios, tales como las ubicaciones de las
boquillas, recomendaciones de los autores y alturas de líquido.
( )
Altura de la tapa ( )
Para el fondo la tapa tiene la misma medida que en el tope ya que el tipo
de tapa y las dimensiones se toman iguales.
Altura máxima del nivel de líquido ( )
Esta dada por la siguiente ecuación:
( )
( )
( )
Tabla 63: altura máxima del nivel del líquido
(s) 60
(lb/in3) 0.02808885
(lb/s) 66.5367468
(in) 118.110236
(in) 12.9722095
Distancia (Y)
Comprende la distancia desde la boquilla de entrada de vapor en los
fondos hasta el primer plato en la zona de rectificación.
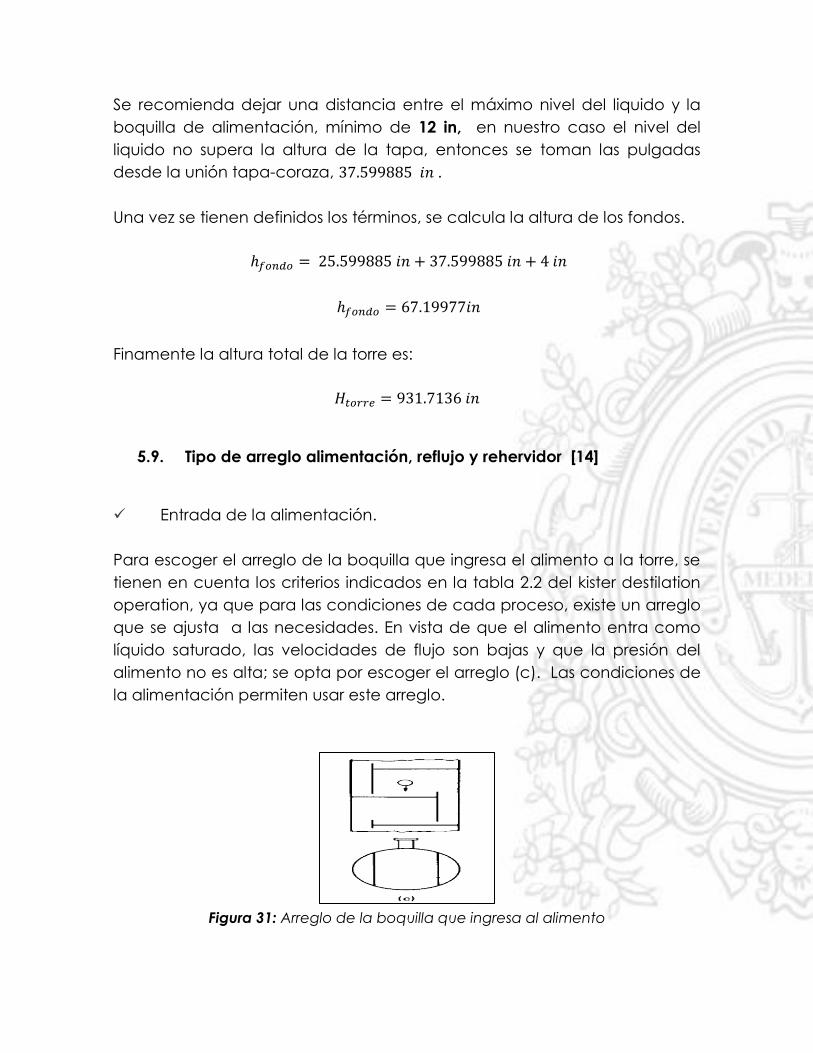
Se recomienda dejar una distancia entre el máximo nivel del liquido y la
boquilla de alimentación, mínimo de 12 in, en nuestro caso el nivel del
liquido no supera la altura de la tapa, entonces se toman las pulgadas
desde la unión tapa-coraza, .
Una vez se tienen definidos los términos, se calcula la altura de los fondos.
Finamente la altura total de la torre es:
5.9. Tipo de arreglo alimentación, reflujo y rehervidor [14]
Entrada de la alimentación.
Para escoger el arreglo de la boquilla que ingresa el alimento a la torre, se
tienen en cuenta los criterios indicados en la tabla 2.2 del kister destilation
operation, ya que para las condiciones de cada proceso, existe un arreglo
que se ajusta a las necesidades. En vista de que el alimento entra como
líquido saturado, las velocidades de flujo son bajas y que la presión del
alimento no es alta; se opta por escoger el arreglo (c). Las condiciones de
la alimentación permiten usar este arreglo.
Figura 31: Arreglo de la boquilla que ingresa al alimento
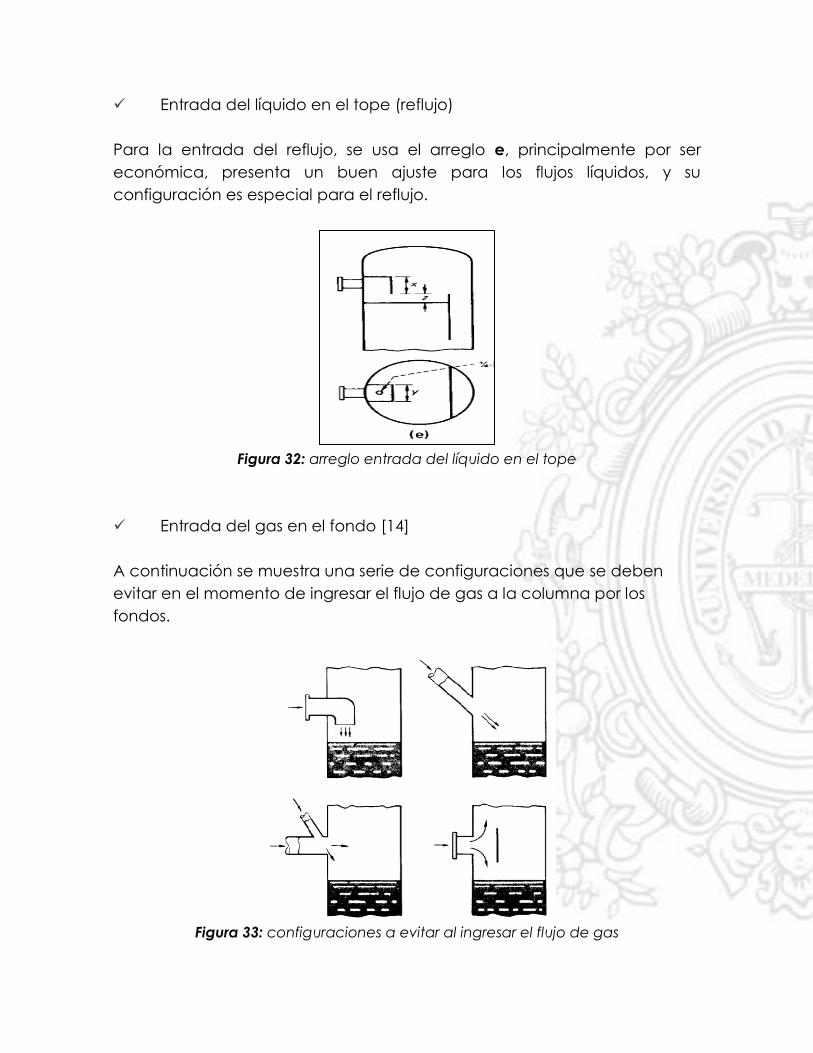
Entrada del líquido en el tope (reflujo)
Para la entrada del reflujo, se usa el arreglo e, principalmente por ser
económica, presenta un buen ajuste para los flujos líquidos, y su
configuración es especial para el reflujo.
Figura 32: arreglo entrada del líquido en el tope
Entrada del gas en el fondo [14]
A continuación se muestra una serie de configuraciones que se deben
evitar en el momento de ingresar el flujo de gas a la columna por los
fondos.
Figura 33: configuraciones a evitar al ingresar el flujo de gas
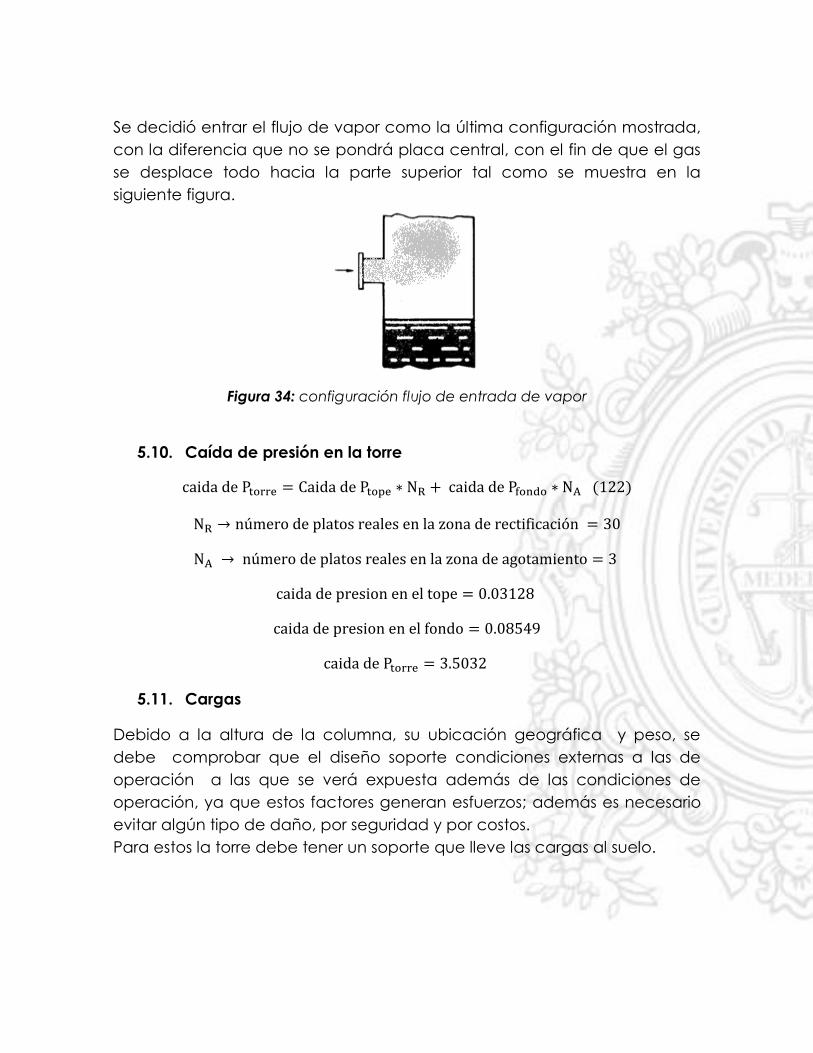
Se decidió entrar el flujo de vapor como la última configuración mostrada,
con la diferencia que no se pondrá placa central, con el fin de que el gas
se desplace todo hacia la parte superior tal como se muestra en la
siguiente figura.
Figura 34: configuración flujo de entrada de vapor
5.10. Caída de presión en la torre
( )
5.11. Cargas
Debido a la altura de la columna, su ubicación geográfica y peso, se
debe comprobar que el diseño soporte condiciones externas a las de
operación a las que se verá expuesta además de las condiciones de
operación, ya que estos factores generan esfuerzos; además es necesario
evitar algún tipo de daño, por seguridad y por costos.
Para estos la torre debe tener un soporte que lleve las cargas al suelo.
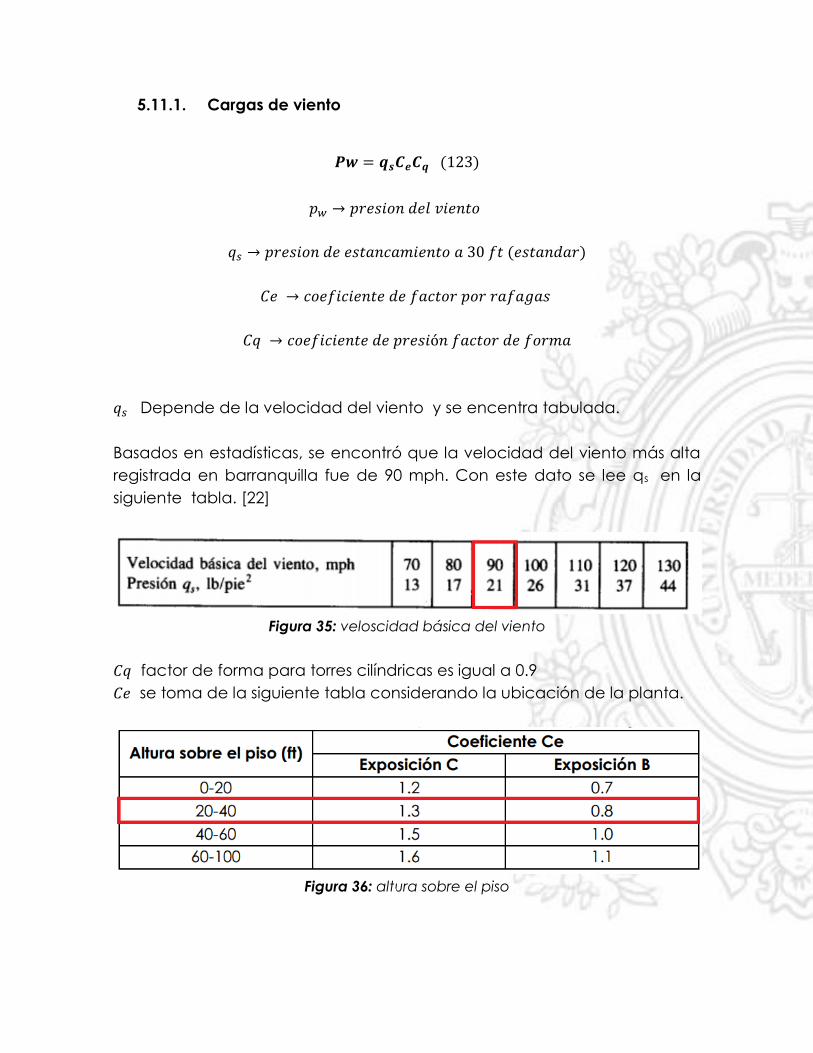
5.11.1. Cargas de viento
( )
( )
Depende de la velocidad del viento y se encentra tabulada.
Basados en estadísticas, se encontró que la velocidad del viento más alta
registrada en barranquilla fue de 90 mph. Con este dato se lee qs en la
siguiente tabla. [22]
Figura 35: veloscidad básica del viento
factor de forma para torres cilíndricas es igual a 0.9
se toma de la siguiente tabla considerando la ubicación de la planta.
Figura 36: altura sobre el piso
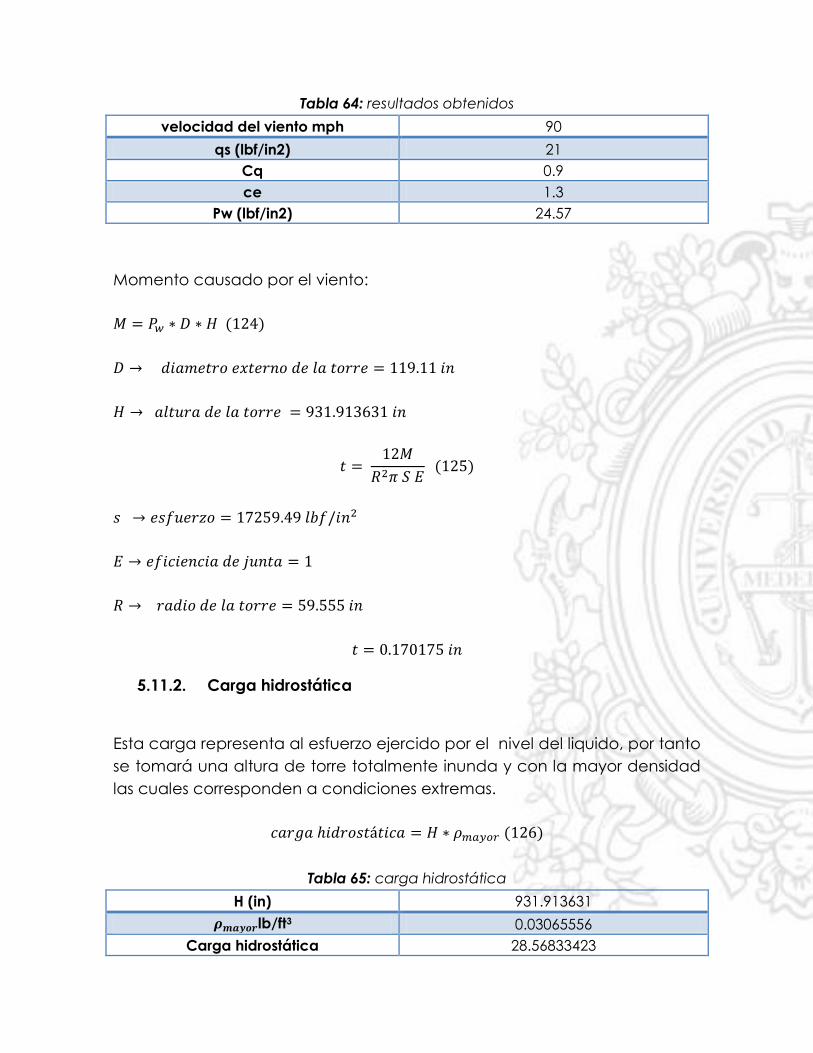
Tabla 64: resultados obtenidos
velocidad del viento mph 90
qs (lbf/in2) 21
Cq 0.9
ce 1.3
Pw (lbf/in2) 24.57
Momento causado por el viento:
( )
( )
5.11.2. Carga hidrostática
Esta carga representa al esfuerzo ejercido por el nivel del liquido, por tanto
se tomará una altura de torre totalmente inunda y con la mayor densidad
las cuales corresponden a condiciones extremas.
( )
Tabla 65: carga hidrostática
H (in) 931.913631
lb/ft3 0.03065556
Carga hidrostática 28.56833423

5.11.3. Cargas muertas
Este cálculo requiere el peso de la estructura para este fin se usa el
software PV-Elite, el cual permite simular la torre y hallar el peso tanto llena
como vacía.
( )
Para que los esfuerzos sean descargados, se usa un faldón el cual debe
tener un espesor de 0.233862722 in y un diámetro de 119.11 in.
6. PRUEBAS [23]
Para garantizar el buen funcionamiento de la columna de destilación se
deben realizar las siguientes pruebas de inspección:
Inspección visual
La inspección visual es sin duda una de las pruebas no destructivas más
utilizadas, ya que gracias a esta se puede obtener una información
rápidamente de la condición superficial de los materiales que se estén
inspeccionando. Con el simple uso del ojo humano. Cabe destacar que el
personal encargada de realizar este tipo de inspección debe tener el
conocimiento previo sobre los materiales que se estén inspeccionando, así
como también del tipo de irregularidades que pueda presentar la columna
de destilación.
líquidos penetrantes
Éste tipo de prueba consiste en la aplicación de un líquido con buenas
características de penetración en pequeñas aberturas sobre la superficie
limpia del material a inspeccionar. Una vez que ha transcurrido un tiempo
suficiente, como para que el líquido penetrante recién aplicado penetre
considerablemente en cualquier abertura superficial, se realiza una
remoción o limpieza del exceso de líquido penetrante mediante el uso de
algún material absorbente y posteriormente se aplica un líquido
absorbente, comúnmente llamado revelador, de color diferente al líquido
penetrante, el cual absorberá el líquido que haya penetrado en las
aberturas superficiales. Posteriormente las áreas en las que se observe la
presencia de líquido penetrante después de la aplicación del líquido
absorbente, son áreas que contienen irregularidades (grietas).
Prueba de ultrasonido
El método de ultrasonido permite conocer la condición interna del material
y características de los materiales tales como el tamaño de grano,
presencia de grietas y poros, adhesión entre materiales, inspección de
soldaduras y medición de espesores en la pared. Cabe destacar que éste
método es algo complejo lo cual demanda el uso de personal calificado
para su aplicación e interpretación de los resultados de prueba.
Prueba de radiografía
Es un método de prueba no destructivo que se basa en la capacidad de
penetración de rayos X y rayos Gama, con éste tipo de irradiación es
posible irradiar un material y si internamente, este material presenta
cambios internos considerables como para dejar pasar, o bien retener
dicha radiación, entonces es posible determinar la presencia de
irregularidades internas, simplemente midiendo o caracterizando la
radiación incidente contra la radiación retenida o liberada por el material.
Esta técnica es muy usada para evaluar soldaduras.
En otras palabras es un método muy importante ya que permite obtener
una visión de la condición interna del material. Sin embargo la utilización
de este método tiene sus limitaciones debido a que se trabaja con
materiales radioactivos y es necesario contar con un permiso autorizado
para su uso.
Prueba electromagnética
Esta prueba se basa en la medición o caracterización de uno o más
campos magnéticos generados eléctricamente e inducidos en el material
de prueba. Ésta técnica puede ser empleada para identificar una amplia
variedad de condiciones físicas, estructurales y metalúrgicas en materiales
metálicos. Sus principales aplicaciones se encuentran en la medición o
determinación de la permeabilidad magnética, el tamaño de grano,
dureza, dimensiones físicas, también sirve para detectar grietas y
porosidades.
Prueba de fuga
Es un tipo de prueba no destructiva que se utiliza en sistemas o
componentes presurizados o que trabajan en vacío, para la detección,
localización de fugas y la medición del fluido que escapa por éstas. Las
fugas son oricios que pueden presentarse en forma de grietas, fisuras,
hendiduras entre otras. Donde puede recluirse o escaparse algún fluido. La
detección de fugas es de gran importancia, ya que una fuga puede
afectar la seguridad o desempeño de distintos componentes y reducen
enormemente su confiabilidad. Hay diferentes tipos de pruebas de fuga
en las que se encuentran las pruebas por burbujeo, por tintas penetrantes,
por ultrasonido, por detección de halógenos, por radioisótopos trazadores
entre otros. La selección del método a utilizar generalmente se basa en el
tipo de fuga a detectar.
Prueba hidrostática
Éste tipo de prueba se realiza para mirar si la torre tiene fugas, esto se lleva
a cabo llenando la torre con agua a medida que se incrementa la
presión.
BIBLIOGRAFÍA
[1]CARLSON E.C. “Don’t Gamble with physicals properties for simulations”.
Chemical Engineering Progress. Octubre, 1996.
[2] HENLEY, E.J.; J.D SEADER. Operaciones de separación por etapas de
equilibrio en ingeniería química. Editorial Reverté S.A. Págs. 498 -500.
[3] WEI, Y. S.; SADUS, R.J. “Equations of state for the calculation of fluid
phase equlibria”. AlCHe Journal, Vol 46, No. 1, Enero 2000.
[4]Carlson E.C. “Don’t Gamble with physicals properties for simulations”.
Chemical Engineering Progress. Octubre, 1996.
[5] PALACIO A, TAPIAS H, Saldarriaga C. “Métodos y Algoritmos de Diseño
en Ingeniería Química”. Medellín: Editorial Universidad de Antioquia; 2005.
[6] Lide, D. R. (2006). CRC Handbook Chemistry and Physics. New York:
Taylor & Francis.
[7] LOPEZ BONILLO, F. FRANCESC CASTELLS, F. Diseño de platos perforados
para columnas de destilación. Parte I, II y III. Ingeniería química. Madrid.
Septiembre, Octubre y Noviembre de 1984.
[8] VAN WINKLE, M.; TODD, W. Optimum fractionation desing by simple
graphical methods. Pag 141. Chemical Engineering. September 20. 1971.
[9] B. TAMMAMI. How to select the best reboiler for your processing
operation. Guidelines streamline choosing a heat exchanger to maximize
process efficiencies. Fluor Corp. Houston, Texas. Heat Transfer. Bonus Report.
Pag. 91-94.
[10] TREYBAL, Robert. Operaciones de transferencia de masa. 2da Edición.
Editorial McGraw-Hill. México, 1980.
[11] Ibíd. Pág 237.
[12] ARNOLD, K.; STEWART, M. Design of Gas-Handling Systems and Facilities.
Editorial Elsevier, Volumen 2, Segunda edición.
[13] Tray specification, AlphaTRAY® DESIGN SHEET, HAT international,
publicación electronica en línea: www.hatltd.com Consultada el 2 de
Agosto de 2012.
[14] KISTER, H. Z. Distillation Design. 1ra edición. McGraw Hill. 1992.
[15] KISTER, Z. K. (1980).Guidelines for designing distillation-column internals.
Chemical Enginnering. May 19. Pág. 138-142.
[16] MEGYESY, E. Manual de recipientes a presión. Diseño y cálculo. Editorial
LIMUSA S.A. de C.V. México D.F. 1992.
[17] KISTER, Z. H. Outlets and Internal Devices for Distillation Columns.
Chemical Enginnering. Junio 28 1980. Pág. 79-83.
[18] Publicación en línea, disponible en:
http://www.gowelding.com/pv/flange.htm. Consultada el 19 de febrero de
2013.
[19] Publicación en línea, disponible en:
http://home.jtan.com/~joe/KIAT/kiat_2.htm. Consultada el 21febrero de
2013.
[20] AERSTIN, F. STREET, G. Applied Chemical Process Design. Plenum Press,
New York.
[21] http://www.slawinski.de/en/products/torispherical-heads/ Consultada
19 de febrero del 2013.
[22]http://www.tutiempo.net/clima/Barranquilla_Ernestocortissoz/1964/8002
80.htm consultada 20 de febrero 2013
[23]http://juliocorrea.files.wordpress.com/2007/10/pruebas-no
destructivas.pdf Consultada 21 de febrero del 2013

ANEXOS 1
Columna de destilación
Flash adiabático en el alimento
Flash para determinar el tipo de condensador
Flash para determinar condiciones en el tope

Flash para determinar condiciones en los fondos
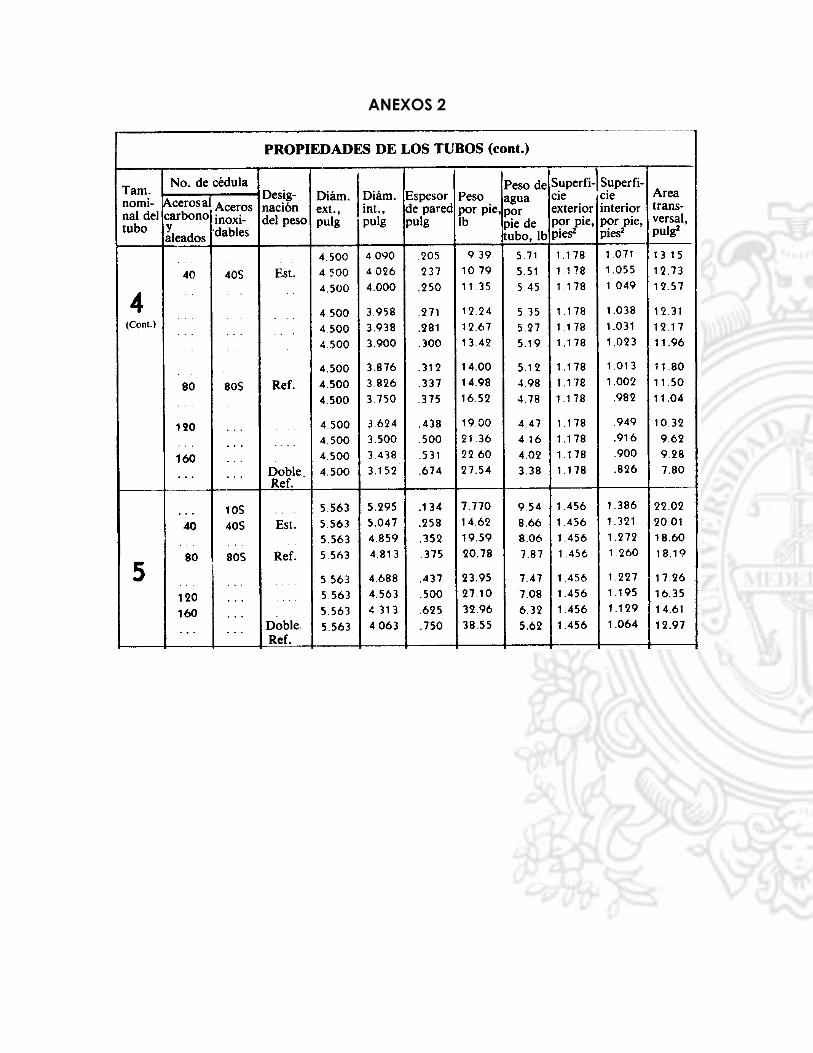
ANEXOS 2
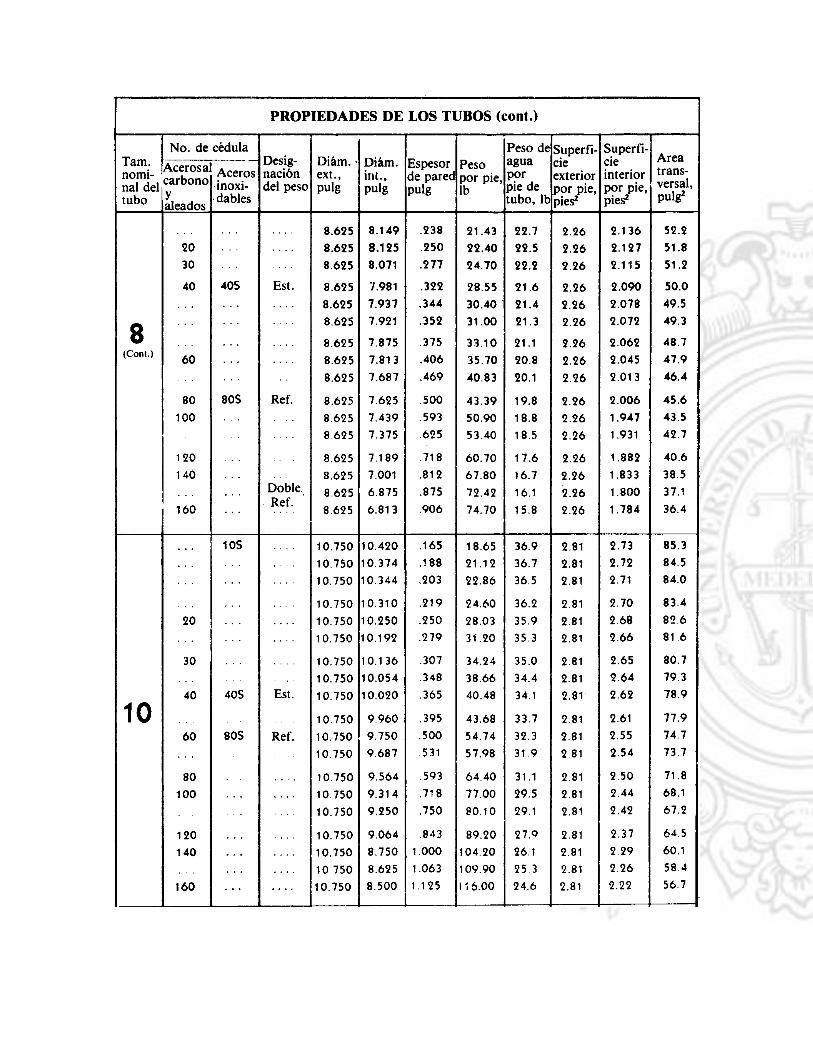
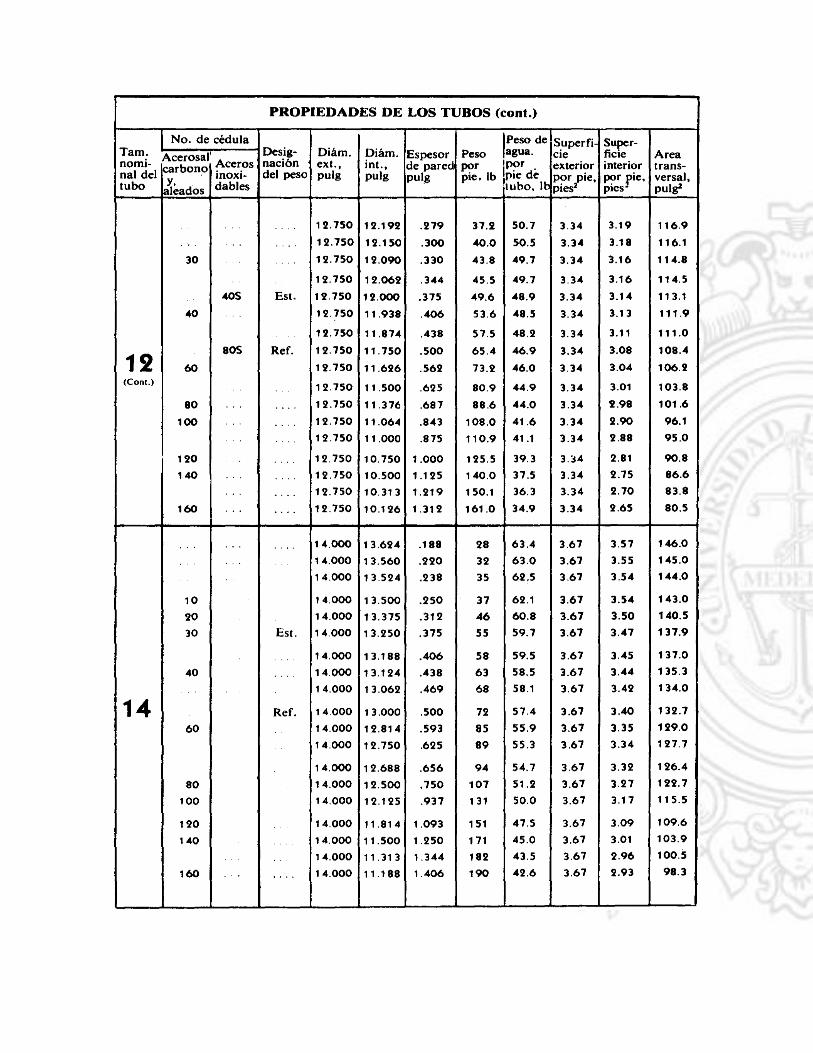

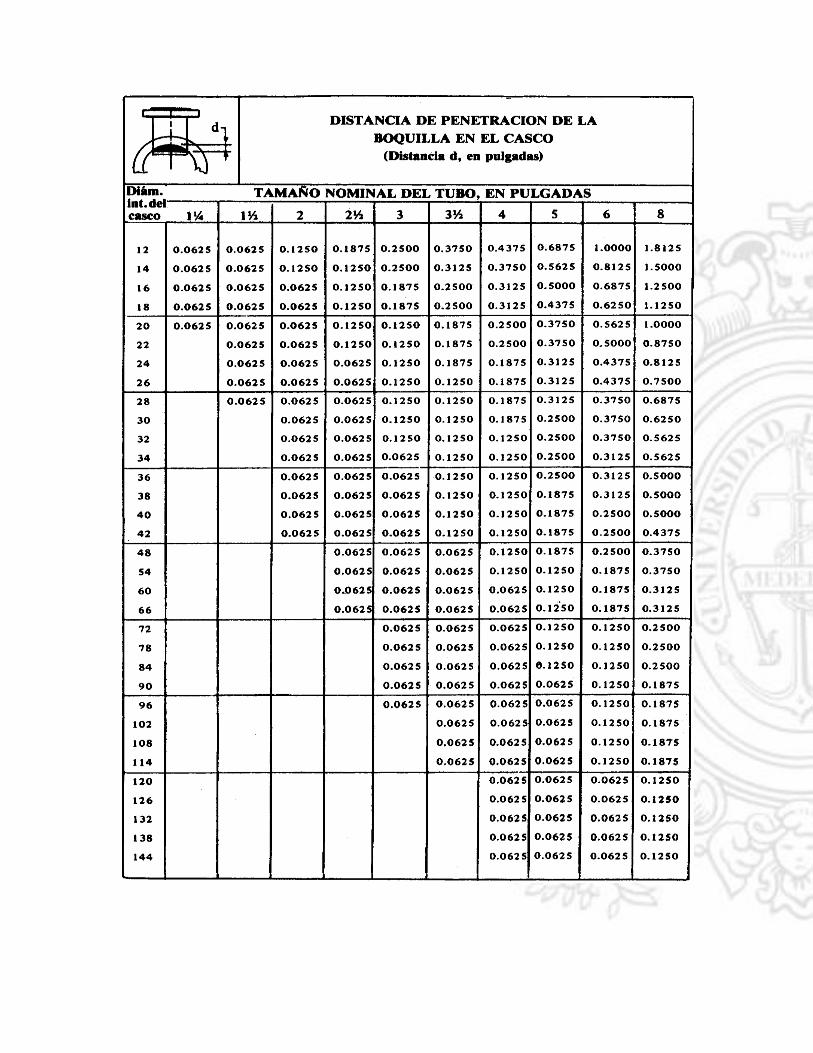
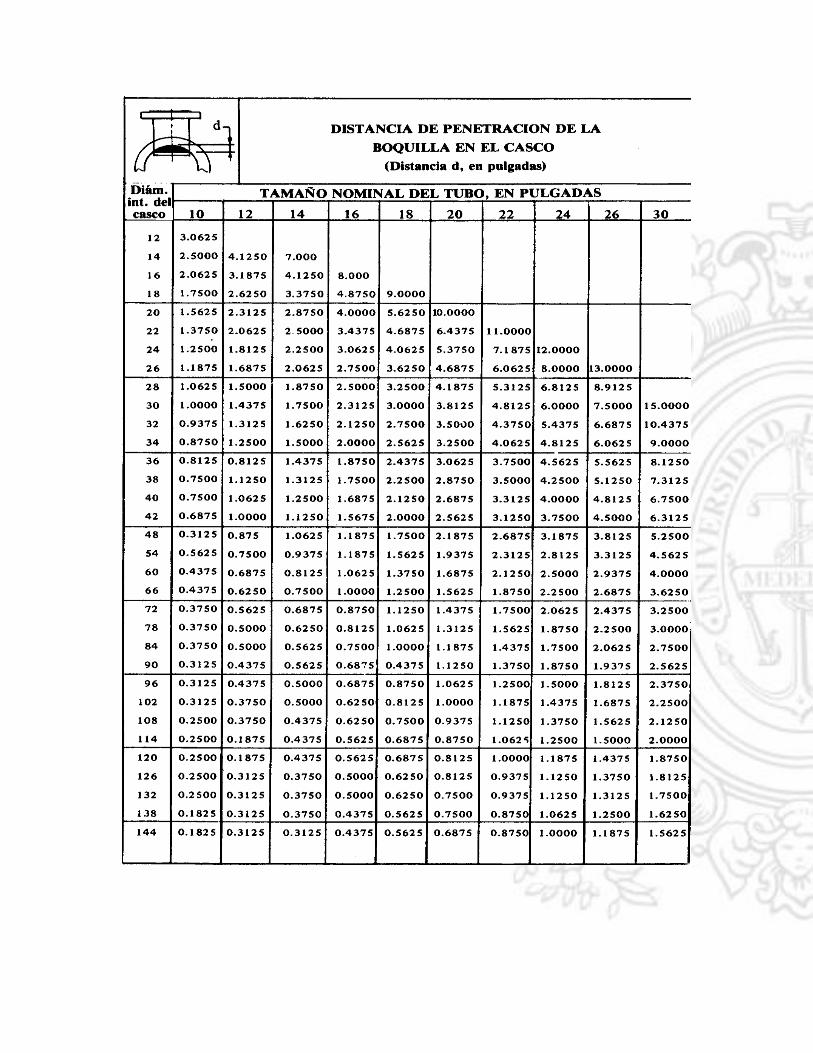
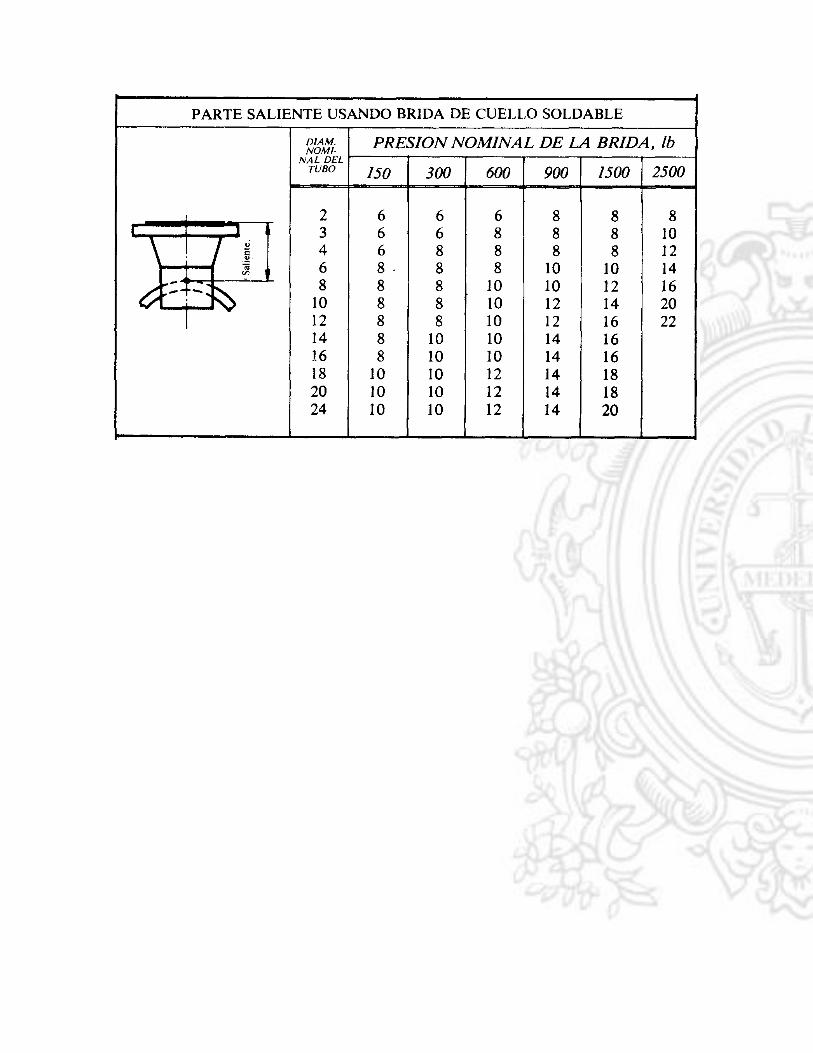
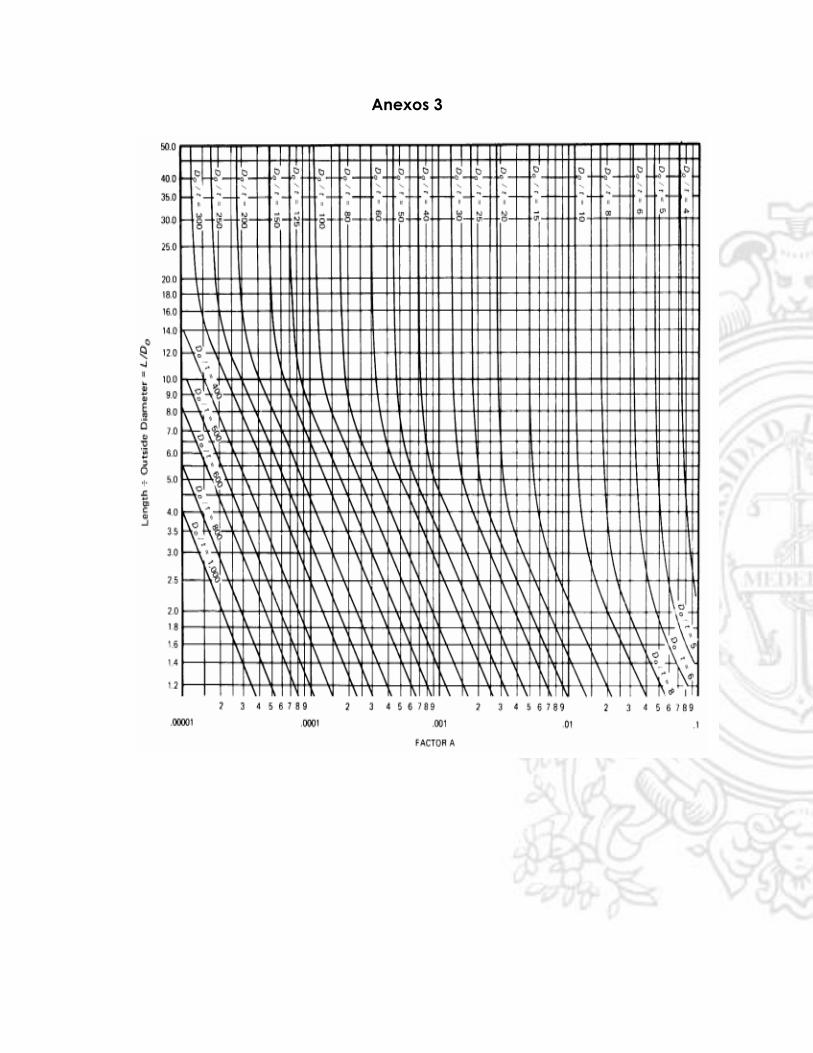
Anexos 3