aplicación de plc-proceso de mezclado
DESCRIPTION
Aplicación de PLC-Proceso de MezcladoTRANSCRIPT

AUTOMATIZACION INDUSTRIAL

V
F V
V
V
V
Circuito Salida
F
F
F
F
F
Solenoides
Bobina
Circuito Salida
Circuito Entrada
Limit Switches
Circuito Entrada
Botoneras
F
F
Botoneras
Relés de Control
F
Contacto

Aplicación de PLC: Proceso de Mezclado Aplicación de PLC: Proceso de Mezclado
Con este modelo para aplicaciones de PLC pueden realizarse funciones de
control complejas en el campo de control de procesos, en particular,
operaciones discontinuas de dosificación y mezclado. La instalación se
compone del bastidor base con un depósito, una bomba centrífuga y un panel
de demostraciones sobre el que se encuentran claramente dispuestos todos
los componentes. Una bomba transporta agua, controlada mediante válvulas
eléctromagnéticas, a tres depósitos. El nivel en los tres depósitos se controla
con ayuda de sensores capacitivos de proximidad con sensibilidad regulable.
En el depósito de mezclado, conectado a continuación, se puede realizar una
mezcla de los fluidos procedentes de los otros tres depósitos. El depósito de
mezclado está igualmente equipado con tres sensores de proximidad. Un
agitador ayuda al proceso de mezclado. Todos los depósitos son
transparentes, lo que permite ver con claridad los procesos de transporte y
mezcla.
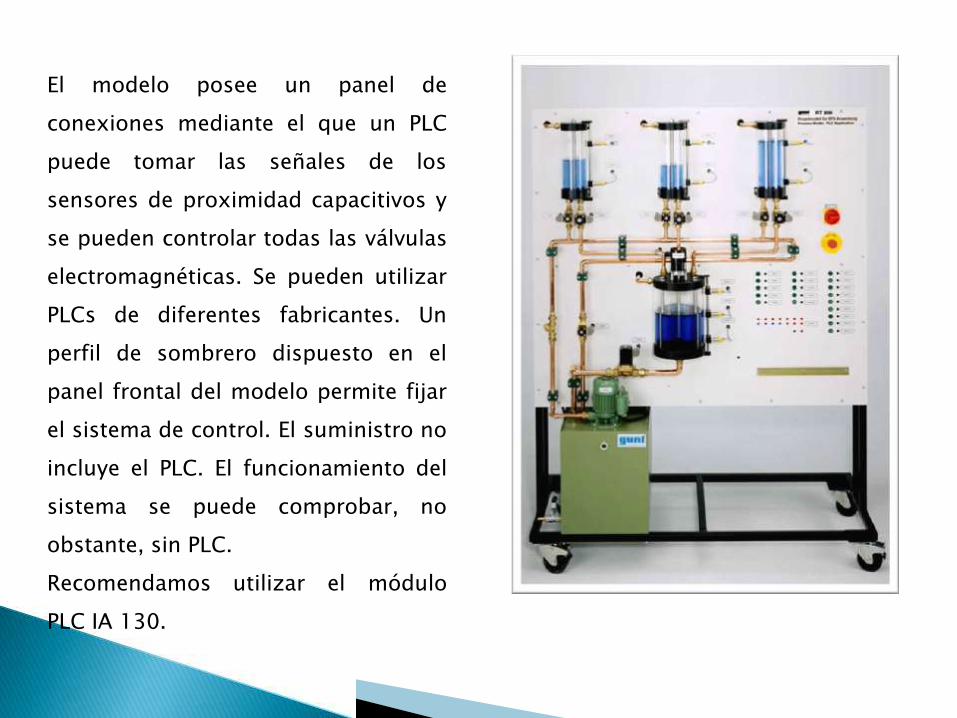
El modelo posee un panel de
conexiones mediante el que un PLC
puede tomar las señales de los
sensores de proximidad capacitivos y
se pueden controlar todas las válvulas
electromagnéticas. Se pueden utilizar
PLCs de diferentes fabricantes. Un
perfil de sombrero dispuesto en el
panel frontal del modelo permite fijar
el sistema de control. El suministro no
incluye el PLC. El funcionamiento del
sistema se puede comprobar, no
obstante, sin PLC.
Recomendamos utilizar el módulo
PLC IA 130.
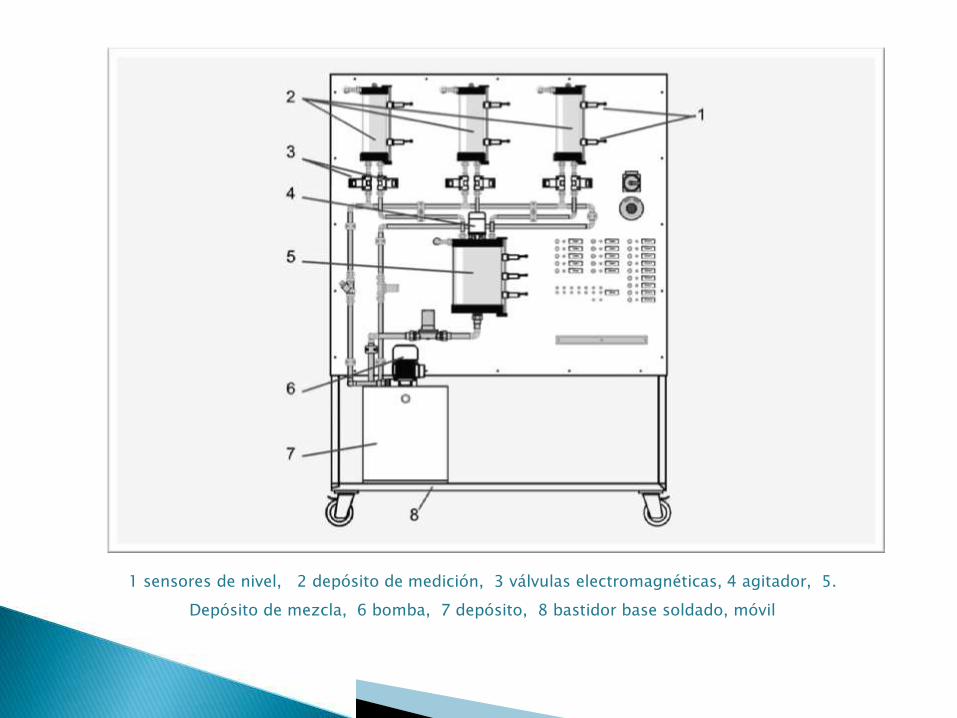
1 sensores de nivel, 2 depósito de medición, 3 válvulas electromagnéticas, 4 agitador, 5.
Depósito de mezcla, 6 bomba, 7 depósito, 8 bastidor base soldado, móvil

Esquema del proceso Esquema del proceso

[1] Banco de ensayo para el control de
procesos con PLC en procesos discontinuos
de mezclado
[2] Depósito de mezclado transparente con
3 sensores de proximidad capacitivos para
vigilar el nivel
[3] 3 depósitos transparentes con 2 sensores
de proximidad capacitivos cada uno
[4] Dosificación desde los tres depósitos al
depósito de mezclado, a través de válvulas
con accionamiento electromagnético
[5] Apoyo del proceso de mezcla con un
agitador dispuesto en el depósito de
mezclado
[6] Procesamiento de las señales de los
sensores de proximidad a través del panel de
conexión por medio de PLC
[7] Control de las 8 válvulas
electromagnéticas, de la bomba y del
agitador también a través del panel de
conexión y PLC
[8] La sensibilidad de los sensores de
proximidad capacitivos se puede
regular
[9] Circuito cerrado de agua con
bomba centrífuga y depósito de acero
inoxidable
[10] Bastidor móvil resistente de tubos
de acero
[11] Alimentación eléctrica de todos
los componentes y del PLC por fuente
de alimentación integrada}
[12] 230V, 50Hz, 1 fase
Especificaciones Especificaciones

Panel de conexión para conectar un PLC: 1 pulsador, 2 entrada de señales de actuadores, 3 conectores de
alimentación, 4 perfil de sombrero para montaje de un PLC, 5 salida de señales de sensores, 6 indicador
óptico

El IA 210 es un equipo compacto para enseñanza y prácticas del control de
un proceso de manipulación de material con ayuda de un PLC. Se pueden
simular dos procesos: un proceso de estampación o un control de piezas
mediante clasificación. Todos los componentes están montados de forma
esquematizada.
Desde un depósito se transfieren piezas cilíndricas negras y blancas a una
cinta transportadora. Sobre la cinta se encuentra un sensor fotoeléctrico de
reflexión que distingue entre claro y oscuro y lleva las piezas blancas al
proceso previamente seleccionado (estampar o clasificar). Las piezas negras
se transportan siempre hasta el final de la cinta y caen allí en un recipiente
colector. Tres válvulas distribuidoras 5/2 electromagnéticas, tres cilindros de
doble efecto distintos y un palpador de rodillo neumático se pueden activar a
través del PLC para realizar las operaciones necesarias en cada caso: liberar
salida de la pieza del depósito; empujar la pieza sobre la cinta
transportadora; clasificar o estampar la pieza. Para la estampación se sitúa la
pieza en una posición definida.
Aplicación de PLC: Proceso de Manipulación de Material Aplicación de PLC: Proceso de Manipulación de Material
El cilindro de trabajo se puede pasar fácilmente de la función de clasificación a
la de estampación.
El equipo se ha concebido para trabajar en combinación con un módulo PLC.
Recomendamos utilizar el módulo PLC IA 130.
El material didáctico, muy bien estructurado, incluye los fundamentos
tecnológicos y guía paso a paso por los distintos ensayos.


1 unidad de mantenimiento, 2 cilindro de doble efecto, 3 motor de la cinta transportadora, 4 dispositivo
de estampación o selección, 5 sensor fotoeléctrico de reflexión, 6 cinta transportadora, 7 depósito para
11 piezas, 8 conexiones eléctricas para válvulas electromagnéticas y sensores, 9 indicación del final de
carrera, 10 válvula distribuidora 5/2
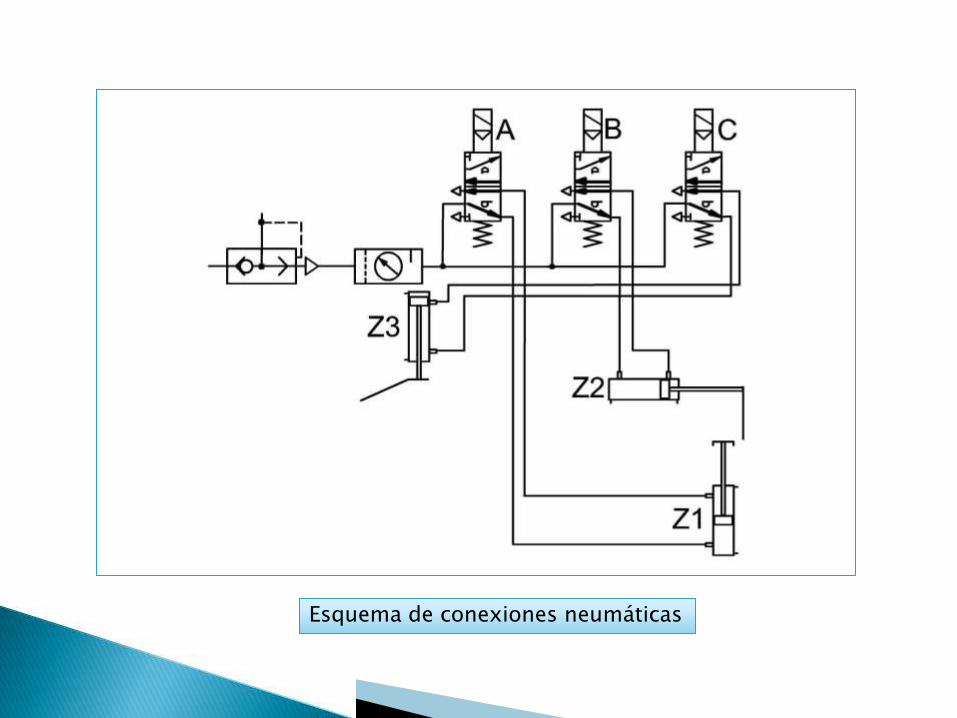
Esquema de conexiones neumáticas Esquema de conexiones neumáticas
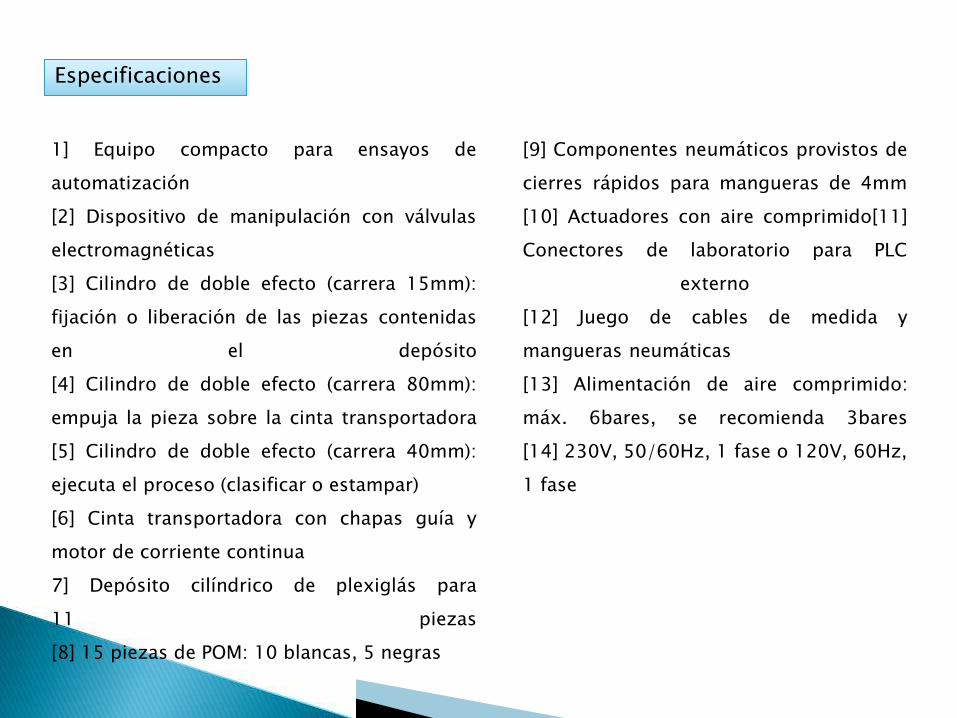
1] Equipo compacto para ensayos de
automatización
[2] Dispositivo de manipulación con válvulas
electromagnéticas
[3] Cilindro de doble efecto (carrera 15mm):
fijación o liberación de las piezas contenidas
en el depósito
[4] Cilindro de doble efecto (carrera 80mm):
empuja la pieza sobre la cinta transportadora
[5] Cilindro de doble efecto (carrera 40mm):
ejecuta el proceso (clasificar o estampar)
[6] Cinta transportadora con chapas guía y
motor de corriente continua
7] Depósito cilíndrico de plexiglás para
11 piezas
[8] 15 piezas de POM: 10 blancas, 5 negras
[9] Componentes neumáticos provistos de
cierres rápidos para mangueras de 4mm
[10] Actuadores con aire comprimido[11]
Conectores de laboratorio para PLC
externo
[12] Juego de cables de medida y
mangueras neumáticas
[13] Alimentación de aire comprimido:
máx. 6bares, se recomienda 3bares
[14] 230V, 50/60Hz, 1 fase o 120V, 60Hz,
1 fase
Especificaciones Especificaciones
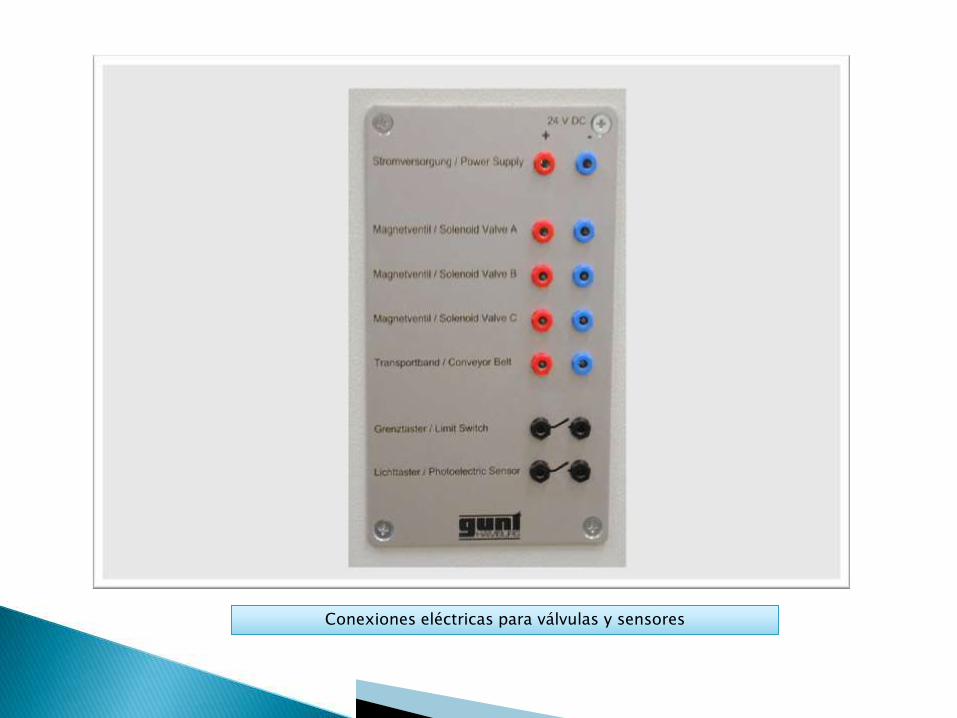
Conexiones eléctricas para válvulas y sensores Conexiones eléctricas para válvulas y sensores

El kit didáctico IA 520 representa una célula de fabricación, también llamada célula
CIM (CIM = Computer Integrated Manufacturing) en plenas condiciones de servicio.
Con este sistema se puede realizar un proceso de fabricación automatizado. El
IA 520 muestra los procesos básicos de manipulación (manipulador), fabricación
(mecanización CNC) y control (PLC). Un manipulador suspendido sobre una guía
alimenta a dos máquinas CNC con piezas en bruto de un cargador. El acabado de
las piezas mecanizadas se inspecciona mediante una plantilla de guía, antes de ser
depositadas en un almacén. Las diferentes máquinas son controladas mediante
órdenes de planificación y control. Los datos correspondientes están almacenados
en un software y son procesados por las unidades de control de las distintas
máquinas. Un PLC supervisa y monitoriza las secuencias. La célula de fabricación
está equipada con todos los sensores y los dispositivos de control necesarios.
Aplicación de PLC: Sistema Automatizado de Manipulación y
Fabricación
Aplicación de PLC: Sistema Automatizado de Manipulación y
Fabricación
El software de control y programación de las máquinas CNC, del manipulador, y de
la guía lineal se encuentra en dos PC. Un tercer PC sirve de interfaz del usuario y está
provisto de software de supervisión para el PLC.
Modificando la programación del PLC se pueden cambiar las secuencias en la célula
CIM. Mediante un tablero de conexiones pueden conectarse entre sí las entradas y
salidas de control de forma que pueda realizarse con facilidad una asignación flexible
de las máquinas y puesta en práctica de conceptos específicos (p. ej., integración de
elementos suplementarios).
El material didáctico, muy bien estructurado, que incluye un programa de demostración
para un proceso de fabricación, representa los fundamentos tecnológicos y guía paso a
paso por los distintos ensayos.

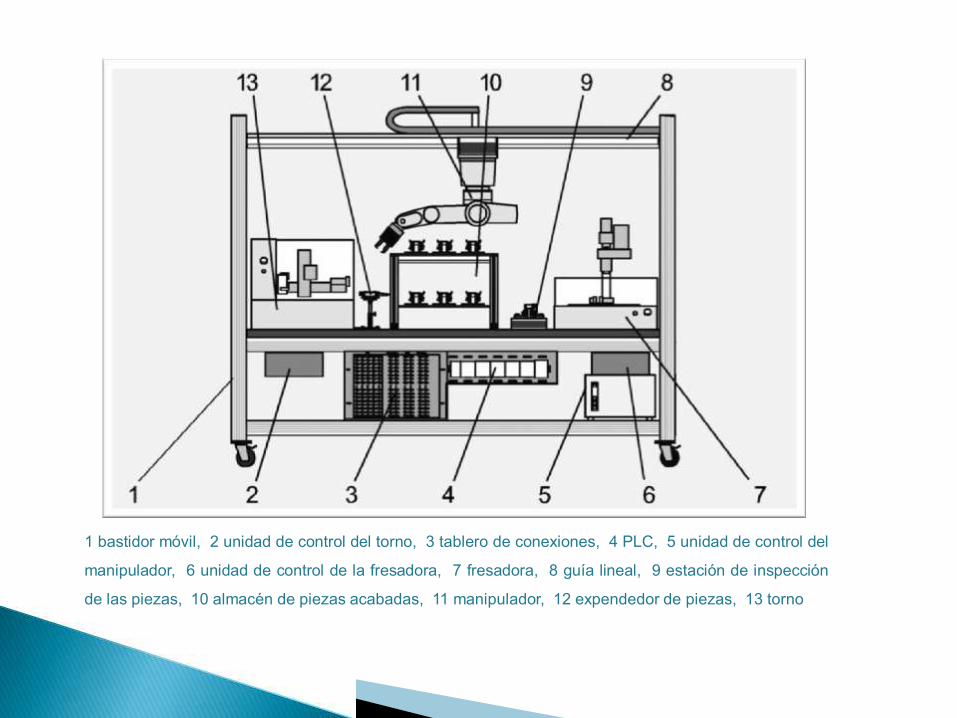
1 bastidor móvil, 2 unidad de control del torno, 3 tablero de conexiones, 4 PLC, 5 unidad de control del
manipulador, 6 unidad de control de la fresadora, 7 fresadora, 8 guía lineal, 9 estación de inspección
de las piezas, 10 almacén de piezas acabadas, 11 manipulador, 12 expendedor de piezas, 13 torno
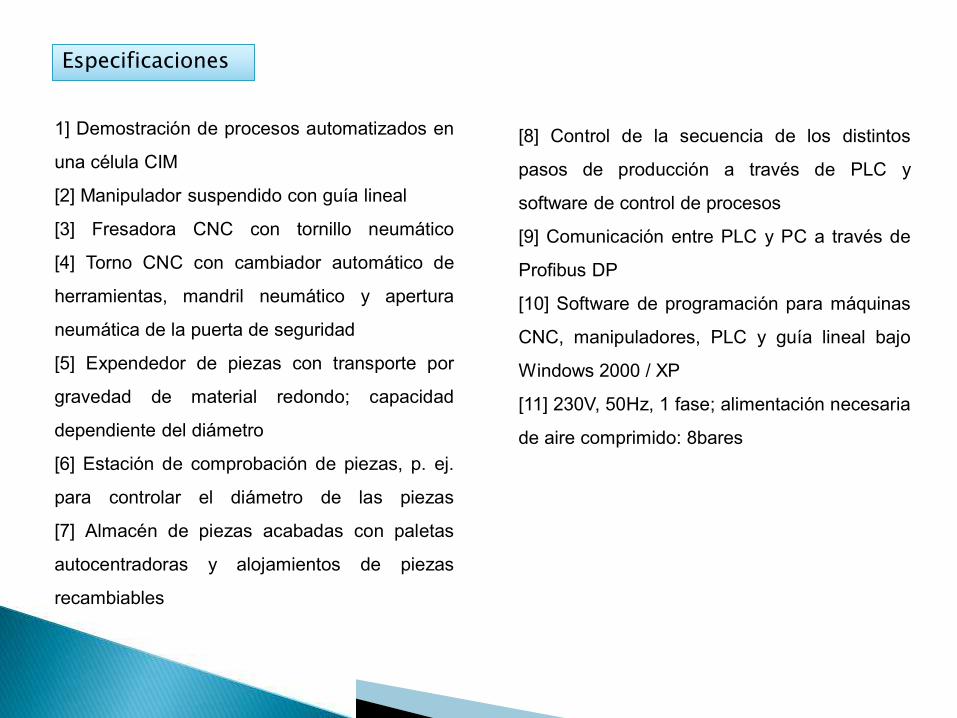
1] Demostración de procesos automatizados en
una célula CIM
[2] Manipulador suspendido con guía lineal
[3] Fresadora CNC con tornillo neumático
[4] Torno CNC con cambiador automático de
herramientas, mandril neumático y apertura
neumática de la puerta de seguridad
[5] Expendedor de piezas con transporte por
gravedad de material redondo; capacidad
dependiente del diámetro
[6] Estación de comprobación de piezas, p. ej.
para controlar el diámetro de las piezas
[7] Almacén de piezas acabadas con paletas
autocentradoras y alojamientos de piezas
recambiables
[8] Control de la secuencia de los distintos
pasos de producción a través de PLC y
software de control de procesos
[9] Comunicación entre PLC y PC a través de
Profibus DP
[10] Software de programación para máquinas
CNC, manipuladores, PLC y guía lineal bajo
Windows 2000 / XP
[11] 230V, 50Hz, 1 fase; alimentación necesaria
de aire comprimido: 8bares
Especificaciones Especificaciones

La ilustración muestra el manipulador durante la toma de una pieza mecanizada en el torno

La ilustración muestra el manipulador durante la deposición de una pieza acabada en una paleta
del almacén para éstas
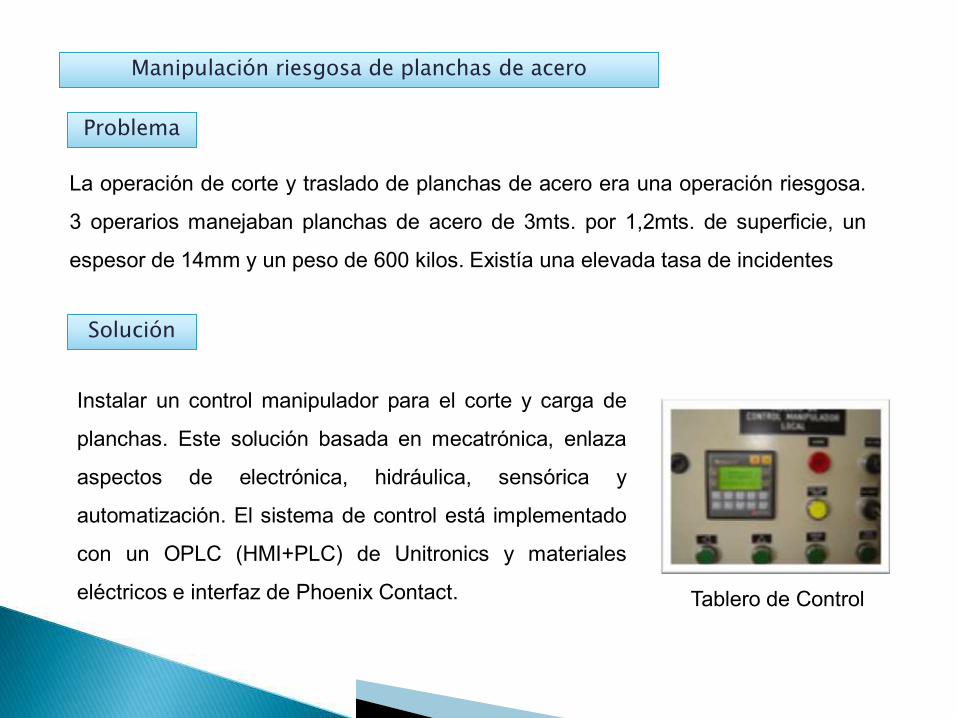
Manipulación riesgosa de planchas de acero Manipulación riesgosa de planchas de acero
La operación de corte y traslado de planchas de acero era una operación riesgosa.
3 operarios manejaban planchas de acero de 3mts. por 1,2mts. de superficie, un
espesor de 14mm y un peso de 600 kilos. Existía una elevada tasa de incidentes
Problema Problema
Solución Solución
Instalar un control manipulador para el corte y carga de
planchas. Este solución basada en mecatrónica, enlaza
aspectos de electrónica, hidráulica, sensórica y
automatización. El sistema de control está implementado
con un OPLC (HMI+PLC) de Unitronics y materiales
eléctricos e interfaz de Phoenix Contact. Tablero de Control
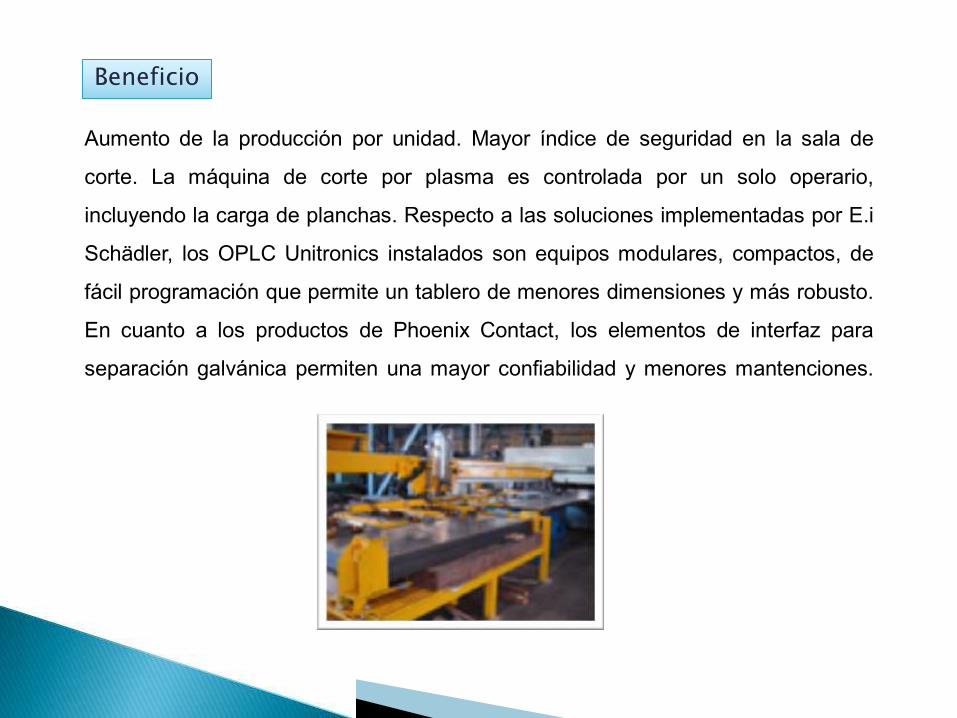
Aumento de la producción por unidad. Mayor índice de seguridad en la sala de
corte. La máquina de corte por plasma es controlada por un solo operario,
incluyendo la carga de planchas. Respecto a las soluciones implementadas por E.i
Schädler, los OPLC Unitronics instalados son equipos modulares, compactos, de
fácil programación que permite un tablero de menores dimensiones y más robusto.
En cuanto a los productos de Phoenix Contact, los elementos de interfaz para
separación galvánica permiten una mayor confiabilidad y menores mantenciones.
Beneficio Beneficio

Detección a Distancia con Sensores Láser de Sick: Detección a Distancia con Sensores Láser de Sick:
Sensores Sick DS500-P111 Sensores Sick DS500-P111
Las empresas siderúrgicas necesitan detectar en forma precisa y continua la
expulsión de barras de acero recién fundido (palanquillas). Los métodos
convencionales como sensores electromecánicos y ópticos han fallado por la
elevada temperatura de su entorno de trabajo. La producción se interrumpe y existe
pérdida de material por detenciones innecesarias. Además, el entorno de trabajo es
peligroso para el personal técnico de mantenimiento
Problema Problema
Solución Solución
Los sensores de distancia SICK DS500-P111 son instrumentos que por medio de
un haz láser miden la distancia hacia un blanco, permitiendo su detección y
posicionamiento. Son usadas en el control de puentes grúas, cintas

transportadoras o medición de nivel. Una de sus principales ventajas es que pueden
instalarse a distancias que van de los 0,1 a 30 metros. Electrónica Industrial
Schädler suministró esta solución en una empresa siderúrgica para detectar barras
de acero recién fundido con temperaturas del orden de los 600 º Celsius.
stanciómetro SICK DS500
Con la configuración de los sensores SICK DS500-P111 (a
10 metros de la boca de salida del acero recién fundido)
implementada por Electrónica Industrial Schädler, aumentó
la producción (n o hay detención del proceso por falla de
sensores) y la seguridad para las faenas de mantenimiento
de los sensores, al alejarlos del metal fundido. Al mantener
el proceso continuo, se reducen considerablemente las
pérdidas de material.
Beneficio Beneficio

Seguridad y Eficiencia en la Carga de Pallets: Seguridad y Eficiencia en la Carga de Pallets:
El transporte de productos a través de pallets presenta un riesgo. La grúa horquilla,
necesaria para sus traslados, puede –eventualmente- dañar el pallets y/o la carga,
además existe la posibilidad de ocasionar algún accidente a los operarios.
Problema Problema
Solución Solución
Implementar cortinas fotoeléctricas en centrales de carga para
aumenta la seguridad tanto a operarios como a los productos
embalados. Electrónica Industrial Schädler introdujo al mercado
las cortinas fotoeléctricas modelo ELG de SICK. Esta se
comporta como una rejilla invisible, cubriendo el acceso a las
bodegas y alertando a los operarios de grúas horquillas en
caso de que las tenazas se sitúen a
Cortina infrarroja SICK ELG
una altura insegura para los peatones en el área. En caso de peligro se activa una
alarma sonora y visual
Las cortinas fotoeléctricas han permitido cambiar el
comportamiento del operador de la grúa a una
conducta segura. La empresa evita pérdidas por
pallets dañados, como también la perdida de
productos por una carga mal estibada.
Beneficio Beneficio

AUTOMATIZACION > Sensores para Posición de Válvulas AUTOMATIZACION > Sensores para Posición de Válvulas
Las plantas de elaboración de cigarrillos suelen estar divididas en dos sectores: la
etapa primaria, donde se procesa la hoja de tabaco, y la secundaria, de armado del
cigarrillo.
La etapa primaria incluye el picado, la humectación y la aromatización del tabaco
mediante procesos basadas en la circulación de diversos líquidos. Estos procesos
estaban siendo controlados mediante válvulas operadas manualmente.
LA SITUACION ANTERIOR – EMPRESA TABACOLERA LA SITUACION ANTERIOR – EMPRESA TABACOLERA
El team de Mantenimiento de Planta de Nobleza, buscando reducción de costos y
mejoramiento de calidad, decidió automatizar los procesos de la etapa primaria
instalando PLCs y Sensores Inductivos F25 "Twins" de Pepperl+Fuchs, con Cabezal
de Doble Sensado quienes se encargarían de comunicar la acción de cierre y
apertura de las válvulas a los PLC.

Aplicación en Nobleza y
detalle del montaje