“anÁlisis del conformado plÁstico del embutido de …
TRANSCRIPT

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
“ANÁLISIS DEL CONFORMADO PLÁSTICO DEL
EMBUTIDO DE UNA ABRAZADERA PARA TUBO POR MEDIO DEL MÉTODO DEL ELEMENTO
FINITO”
T E S I S QUE PARA OBTENER EL GRADO DE MAESTRO EN CIENCIAS CON ESPECIALIDAD EN INGENIERÍA MECÁNICA
P R E S E N T A :
A L F O N S O C A M P O S V Á Z Q U E Z
Director: DR. LUIS HÉCTOR HERNÁNDEZ GÓMEZ
Agosto 2004

DEDICADO A MIS PADRES
EN MEMORIA DE LA
SRA. SUSANA CLARA VÁZQUEZ CASIANO
(1931-2002) DESCANSE EN PAZ
POR SU CARIÑO Y COMPRENSIÓN
CON RECONOCIMIENTO ESPECIAL PARA EL
ING. ALFONSO CAMPOS LÓPEZ
POR SU APOYO MORAL,
PROFESIONAL Y POR
TODO LO QUE ME HA DADO
A MI HERMANO JOSÉ LUIS CAMPOS VÁZQUEZ Y A SU FAMILIA.
A G R A D E C I M I E N T O S
AL INSTITUTO POLITÉCNICO NACIONAL
A LA ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
AL ING. ROBERTO CABRERA AGUILERA
POR SUS INVALUABLES Y ACERTADOS CONSEJOS
A ALEJANDRO ESCAMILLA NAVARRO
POR SU AMISTAD INCONDICIONAL Y POR CONTINUAR
EN LA NOBLE PROFESIÓN DE LA DOCENCIA
A JOSÉ DE JESÚS SILVA LOMELÍ
Y ANTONIO GONZÁLEZ LÓPEZ
POR SU AFECTO Y APOYO ABSOLUTO
A MIS ASESORES FUNDAMENTALES:
DR. LUIS HÉCTOR HERNÁNDEZ GÓMEZ
DR. GUILLERMO URRIOLAGOITIA DOMÍNGUEZ
M EN C GABRIEL VILLA Y RABASA
POR SU AYUDA INVALUABLE, LOGRO ESTE GRADO
A TODOS MIS PROFESORES Y COMPAÑEROS DE LA
SEPI -ESIME, Y MIS AMIGOS DOCENTES DEL IPN.


Í N D I C E
PÁG.
ÍNDICE DE FIGURAS . . . . . . . . . . . . . . . . . . . . . . . iv
ÍNDICE DE TABLAS . . . . . . . . . . . . . . . . . . . . . . . v i i
SIMBOLOGÍA. . . . . . . . . . . . . . . . . . . . . . . . . . . v i i i
OBJETIVO . . . . . . . . . . . . . . . . . . . . . . . . . . . .
x i
RESUMEN . . . . . . . . . . . . . . . . . . . . . . . . . . . . x i i
ABSTRACT . . . . . . . . . . . . . . . . . . . . . . . . . . . . xi i i
JUSTIFICACIÓN . . . . . . . . . . . . . . . . . . . . . . . . .
x iv
INTRODUCCIÓN . . . . . . . . . . . . . . . . . . . . . . . . 1 Bosquejo Histórico . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Situación de los Trabajos de Conformado en Prensa . . . . . . . . . . 5 Referencias . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 CAPÍTULO 1 Procesos de Conformación Plástica y Planteamiento del Problema
10
1.1 Generalidades . . . . . . . . . . . . . . . . . . . . . . . . . 11 1.2 Conformado Metálico . . . . . . . . . . . . . . . . . . . . . . 15 1.2.1 Clasificación por el tipo de esfuerzos. . . . . . . . . . . . . 17 1.2.2 Caracterización del Material de Chapas Metálicas . . . . . . 20 1.3 Estadística de la industria Metal - Mecánica en México . . . . . . 21 1.4 Problemática Nacional. . . . . . . . . . . . . . . . . . . . . . 22 1.5 Planteamiento del Problema. . . . . . . . . . . . . . . . . . . 24 1.6 Sumario. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27 1.7 Referencias . . . . . . . . . . . . . . . . . . . . . . . . . 27 CAPÍTULO 2 El Proceso de Embutido . . . . . . . . . . . . . . 28 2.1 Generalidades. . . . . . . . . . . . . . . . . . . . . . . . . . 29 2.2 Características y Diseños de las Piezas embutidas 33 2.2.1 Geometrías más comunes. . . . . . . . . . . . . . . . . . 33 2.2.2 Defectos en Piezas Embutidas. . . . . . . . . . . . . . . . 35 2..3 Análisis Mecánico del Proceso de embutido 37 2.3.1 Tipos de Esfuerzos y Acciones Desarrolladas Durante el Embutido . . . . . . . . . . . . . . . . . . . . . . . .
37
2.3.2 Determinación Teórica de los Esfuerzos en el Embutido 39 2.3.3 Relación de Embutido Límite 42 2.4 Cálculo del Desarrollo de la Chapa 45 2.5 Sumario . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47 2.6 Referencias . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
i

CAPÍTULO 3 Formabilidad de Chapas Metálicas y Desarrollo De La Metodología . . . . . . . . . . .
49
3.1 Análisis y evaluación de la formabilidad de chapas metálicas . . . . . . . . . . . . . . . . . . . . . . . . . . . .
50
3.1.1 Generalidades . . . . . . . . . . . . . . . . . . . . . . . 50 3.1.2 Diagrama Límite de Conformado . . . . . . . . . . . . . . . 52 3.1.2.1 Trazado del Diagrama Límite de Conformado . . . . . . 53 3.1.2.2 Factores que Influyen en el DLC. . . . . . . . . . . . . . . . . . . . 57 3.1.2.3 Índices de Formabilidad. . . . . . . . . . . . . . . . . . . . . . . . . . . 57 3.2 Métodos para Analizar los Procesos de Conformado de Metales . . 60 3.2.1 Método del Elemento Finito . . . . . . . . . . . . . . . . . . . . 61 3.2.1.1 Análisis Variacional . . . . . . . . . . . . . . . . . . . . . . 61 3.2.1.2 Diversos Planteamientos del Método de Elemento Finitos Usados en conformado de Metales . . . . . . .
65
3.2.1.3 Fundamentos del Método del Elemento Finito . . . . . . 68 3.3 Método del Elemento Finito Aplicado a Plasticidad . . . . . . . . . 71 3.3.1 MEF Aplicado al Conformado de Chapas 73 3.3.1.1 Generalidades . . . . . . . . . . . . . . . . . . . . . . . . . 73 3.3.1.2 Formulación Variacional Clásica de un Sólido Rígido- Plástico . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
74
3.4 Formulación Lagrangiana y Euleriana . . . . . . . . . . . . . . . . . . 82 3.4.1 Formulación Lagrangiana en el Método del Elemento Finito 82 3.4.2 Formulación Euleriana en el Método del Elemento Finito 80 3.5 Sumario . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83 3.5 Referencias . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
CAPÍTULO 4 Análisis del Caso de Estudio 85 4.1 Introducción 86 4.2 Determinación del Módulo ]Anisótropo Plástico r para chapas Metálicas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
86
4.3 Determinación del Exponente de Endurecimiento por Deformación n . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
93
4.4 Análisis Numérico . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93 4.4 Sumario . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 99 CONCLUSIONES 100 RECOMENDACIONES PARA TRABAJOS FUTUROS 100 Referencias . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103 APÉNDICES 104 A1 PLASTICIDAD . . . . . . . . . . . . . . . . . . . . . . . . . 104 A1.1 Generalidades . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104 A1.2 Condiciones de cedencia . . . . . . . . . . . . . . . . . . . . . . . 108 A1.3 Criterio de Tresca . . . . . . . . . . . . . . . . . . . . . . . . . . . 109 A1.4 Criterio de von Mises. . . . . . . . . . . . . . . . . . . . . . . . 109 A1.5 Criterio de Hosford . . . . . . . . . . . . . . . . . . . . . . . 110 A1.6 Esfuerzo y deformación unitarios efectivos . . . . . . . . . . . 110 A1.7 La superficie de cedencia . . . . . . . . . . . . . . . . . . . . . . . 112
ii

A1.8 Estado de deformación unitaria plástica . . . . . . . . . . . . . . . 112 A1.9 Rapidez de deformación plástica . . . . . . . . . . . . . . . . . . . 113 A1.10 Curvas esfuerzo - deformación unitaria, idealizadas y sus ecuaciones empíricas respectivas . . . . . . . . . . . . . . . . . .
114
A1.11 Regla de flujo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 116 A1.12 Relaciones esfuerzo – deformación plasticidad . . . . . . . . . . 117 A1.13 Endurecimiento por deformación plástica . . . . . . . . . . . . . 119 Referencias . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 121 A2 ANISOTROPÍA PLÁSTICA . . . . . . . . . . . . . . . . . 122 A2.1 Teoría anisótropa plástica continua . . . . . . . . . . . . . . 122 A2.2 Relaciones entre esfuerzo y deformación unitarios para un a Material anisótropo . . . . . . . . . . . . . . . . . . . . . . . . . .
127
Referencias . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 129 A.3 INESTABILIDAD PLÁSTICA EN TENSIÓN. ESTRICCIÓN 130 A3.1 Definición de Inestabilidad. . . . . . . . . . . . . . . . . . . . 130 A3.2 Estricción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 130 A3.3 Estricción en chapas metálicas . . . . . . . . . . . . . . . . . . . . 133 Referencias . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 139 A4 MÉTODO Y ANÁLISIS DE LÍMITES . . . . . . . . . . . . . 140 A4.1 Generalidades . . . . . . . . . . . . . . . . . . . . . . . . 140 A4.2 Principios del Método de Límites . . . . . . . . . . . . . . . . 142 Referencias . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 144
iii
ÍNDICE DE F IGURAS
NO DESCRIPCIÓN PÁG.
I.1 Diagrama de desarrollo interactivo 7 1.1 Diagrama Del Sistema Global De Procesamiento De Materiales 11 1.2 Modelo General De Un Proceso Como Un Sistema De Flujo, A La Derecha
Entradas, Ala Izquierda Salidas. . . . . . . . . . . . . . . .
12 1.3 Abrazadera. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
2.1 Proceso De Conformado De Una Copa Mediante Embutido . . . 29 2.2 Primer Fase Del Conformado De Una Copa Cilíndrica, Colocado De La Chapa .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30 2.3 Segunda Fase Del Conformado De Una Copa Cilíndrica, Contacto Planchador
Con Chapa. . . . . . . . . . . . . . . . . . . . . . . . . .
30 2.4 Tercer Fase Del Conformado De Una Copa Cilíndrica, Inserción Del Punzón. . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
31 2.5 Cuarta Fase Del Conformado De Una Copa Cilíndrica, Retiro Del Punzón . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
31 2.6 Representación De Una Copa Cilíndrica, Obtenida Por Embutido 31 2.7 Radios Necesarios Entre Punzón Y Matriz Para Realizar El Embutido . 32 2.8 Estado De Esfuerzo Que Se Presenta En Una Chapa Durante El Embutido. . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
37 2.9 Zona En Que Se Divide Una Chapa Circular, Para Análisis De Los Efectos
Durante El Embutido . . . . . . . . . . . . . . . . . . . . .
37 2.10 Relación Límite De Embutido. . . . . . . . . . . . . . . . . . . . . 39 2.11 Esquema Del Embutido Parcial Circular, Mostrando El Sistema De Referencia Y
La Notación Dimensional. . . . . . . . . . . . . . . . .
40 2.12 Gráfica Teórica De La Variación De Esfuerzos O Fuerzas Durante La Formación
De La Copa Por Embutido, Ecuaciones 2.12, 2.13 .
41 2.13 Gráfica Real De La Variación De La Fuerza Durante El Embutido 42 2.14 Gráfica De La Variación Del Lugar Geométrico De Los Puntos De Cedencia,
Indicando La Trayectoria En El Embutido. La Figura Del Sólido Para Un Material Isótropo (R01) Y La Curva Punteada Es Para Un Material Anisótropo Con Isotropía Planar (R<1)
44 2.15 Desarrollo De Una Copa Cilíndrica. . . . . . . . . . . . . . . . . . . 45
3.1 Parámetros Que Influyen En La Formalidad De Chapas 51 3.2 Método Convencional Par La Obtención Del Diagrama Límite De Conformado
A) Malla Circular Antes De La Deformación, B) Malla Ovalada En La Vecindad De La Fractura Después De La Deformación, C) Especimenes Utilizados, D) Diagrama Resultante.
52
3.3 Diagrama De Límites De Conformado Keeler-Goodwin Que Describe La Formabilidad De Una Chapa Metálica
53
3.4 Patrones De Mallado. . . . . . . . . . . . . . . . . . . . . . . . . . . 54 3.5 Ejemplo De Deformación Sufrida Por Un Círculo Patrón . . . . . . 54
iv

3.6 Posibles Combinaciones De Deformaciones En Círculos Patrón . . 55 3.7 Localización De Puntos En Los Ejes De Deformación Unitaria
Mayor O Menor De Los Círculos Deformados. . . . . . . . . . . . .
54 3.8 Trazado Del Diagrama Límite De Conformado A Partir De La Deformaciones
Del Círculo Patrón. . . . . . . . . . . . . . . . . . . .
56 3.9 Diagrama Límite De Conformado, Construido Para Varios Tipos De Pruebas De
Laboratorio. . . . . . . . . . . . . . . . . . . . . . .
56 3.10 Diagrama De Factores Que Influyen El Trazo Del DLC . . . . . . . 57 3.11 Esquema De Los Diversos Métodos Para La Solución De Problemas De
Conformado De Metales . . . . . . . . . . . . . .
60 3.12 Región De Esfuerzos En El Plano, Dividida En Elementos Finitos . 61 3.13 Región Cerrada De Dos Dimensiones O Dominio [X1, X2], Utilizada Para Definir
La Funcional Variacional Dada En La Ecuación . . . .
62 3.14 Notación Variacional Que Define La Variación De Una Solución Provisional Y
Una Exacta. . . . . . . . . . . . . . . . . . . . . . . . .
63 3.15 Diagrama De Los Diversos Métodos De Elementos Finitos Aplicados A
Procesos De Conformado En Frío . . . . . . . . . . . .
65 3.16 Gráfica De Endurecimiento Por Deformación, Lineal Elástica, Para Caso
Uniaxial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
71 3.17 Embutido Aproximado De Una Chapa Metálica Mediante La Geometría De Una
Seria De Conos Truncados . . . . . . . . .
78
4.1 Probeta, De Acuerdo Con La Norma ASTM 517 – 00 . . . . . . . 87 4.2 Probeta Para La Determinación Del Módulo n De Acuerdo A Norma 90 4.3 Gráfica De Esfuerzo – Deformación Unitarios F. . . . . . . . . . 91 4.4 Deformación Deseada . . . . . . . . . . . . . . . . . . . . . . . . . 95 4.5 Análisis De Formabilidad . . . . . . . . . . . . . . . . . . . . . . . . 95 4.6 Esfuerzo Efectivos En La Sección Embutida . . . . . . . . . . . 96 4.7 Cambio De Espesor En La Parte Embutida . . . . . . . . . . . . . 97 4.8 Deformación Unitaria Mayor En La Parte Embutida . . . . . . . . 98
A.1.1 Deslizamiento Plástico Por Cizallamiento . . . . . . . . . . . . . . 105 A1.2 Esfuerzo – Deformación Unitaria, De Ingeniería Y Real . . . . . . . 106 A1.3 Lugar Geométrico De Falla Según El Criterio De Tresca . . . . . 109 A1.4 Lugar Geométrico De Falla Según El Criterio De Von Mises Para El Caso
Bidimensional . . . . . . . . . . . . . . . . . . . . . . . . . . 110
A1.5 Los Cilindros Representan Las Superficies De Cedencia En Tres Dimensiones De Acuerdo Con Los Criterios De Tresca Y Von Mises, El Prisma Hexagonal Inscrito Representa La Superficie De Cedencia De Acuerdo Con El Criterio De Máximo Esfuerzo Cortante, El Cilindro El De Von Mises
112 A1.6 Curva Esfuerzo Deformación Unitarios Efectivos, Para La Determinación De Ep
. . . . . . . . . . . . . . . . . . . . . . . .
119 A1.7 Gráfica Esfuerzo Deformaciones Unitarios Reales 120
A2.1 Orientación Preferida De Granos De Lámina Negra Comercial . . 122 A2.2 Lugar Geométrico Basado En La Teoría De Hill Para R=1 . . . . . 124 A2.3 Dirección De Probetas Para Determinación Del Módulo r . . . . . 126 A2.4 Gráfica Normalizada De Esfuerzos Planos Para Diferentes Valores De r . . . 128
v

A3.1 Esquema De Estricción Difusa Y Localizada En Una Probeta De Chapa, Ensayada En Tensión Simple . . . . . . . . . . . . . . . . .
130
A3.2 Representación Del Cambio De Área En La Estricción . . . . . . . 133 A3.3 Gráfica Para Determinar La Deformación Unitaria Debida A Estricción . . . . . 134 A3.4 Gráfica Para Determinar *ε . . . . . . . . . . . . . . . . . . . . . . 134 A3.5 Gráfica Para Determinar *ε Si ( )Eεε += 1ln . . . . . . . . . . . . . . 135 A3.6 Estricción Localizada De Una Probeta En Tensión Simple . . . . . 135 A3.7 Círculo De Mohr Para Estado De Deformación Unitaria Durante La Prueba De
Tensión Axial Para Chapas Metálicas . . . . . . . . .
136 A3.8 Estricción Localizada En Deformación Unitaria Plana . . . . . . . 137 A3.9 Criterio De Estricción Localizad Y Difusa En Tensión Simple . . . 138
A3.10 Determinación Gráfica De Inestabilidad De Deformación Unitaria En Carga Axial De Tensión. Z Es La Función De La Relación De Esfuerzos Principales. Zd Relaciona El Inicio De Estricción Difusa, Al Relaciona El Inicio De .La Estricción Localizada . . . . . . . . .
139
vi

ÍNDICE DE TABLAS
NO DESCRIPCIÓN PÁG.
1.2.1 Clasificación De Los Procesos De Conformado Metálico, Sobre La Base De Seis Sistemas De Esfuerzos . . . . . . .
17, 18, 19
1.3.1 Producto Interno Bruto Por Grandes Divisiones Y Divisiones Industriales 1999 . . . . . . . . . . . . . . . . . . . . . . . . .
21, 22
2.2.1 Geometrías Comunes Realizables Mediante El Proceso De Embutido . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
33, 34
2.2.2 Defectos Más Comunes Durante Un Procesado Incorrecto De Embutido. . . . . . . . . . . . . . . . . . . . . . . . . . . .
35, 36
3.1 Aplicaciones Del MEF A Los Diversos Procesos De Conformado En Frío.
. . . . . . . . . . . . . . . . . . . . . . .
66
4.1 Resultados De La Medición De Ancho Y Longitud Calibrada De Las Tres Probetas Deformadas . . . . . . . . . . . . . . .
86
4.2 Tabulación De La Valores De Carga – Deformación En Probeta De Lámina . . . . . . . . . . . . . . . . . . . . . . . .
89
4.3 Tabulación De Esfuerzos Y Deformaciones Para El Cálculo De n . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
90
4.4 Comparación De Valores Disponibles Y Calculados De r y n 90
A3.1 Algunas Propiedades Mecánicas Del Aluminio 1100-0 Y Acero Inoxidable 18-8. . . . . . . . . . . . . . . . . . . . . . .
131
vii

SIMBOLOGÍA
'3
'2
'1 ,, III Invariantes de deformación plástica
( )ijf σ Función de cedencia anisótropa
u Solución tentativa a Exponente A Área
Aho Área en la sección homogénea Aio Área en la Estricción
BCC C Constante
d Diámetro dA Diferencial de área dEp Componente logarítmica de la deformación unitaria plástica Do Diámetro de desarrollo
dp Diámetro del punzón dt Diferencial de espesor
dW Diferencial de trabajo mecánico dεij Diferencial de deformación unitaria lineal
dε1, dε2, dε3 Incremento de deformación unitaria plástica
dγij Diferencial de deformación unitaria cortante dλ Flexibilidad plástica Eo Módulo plástico de pandeo Ep Módulo de elasticidad plástico f Función
fI geometría final deseada
iI información de la forma inicial
pnI información del cambio de forma de una fase simple
F,G,H,L,M,N, Constantes anisótropas Fe Fuerza de embutido
FCC Estructura cristalina cúbica centrada en la cara G Módulo de Rigidez h altura
i,j,m Nodos K’
Ment Material a la entrada Msal Material a la salida m Exponente, coeficiente de velocidad de endurecimiento por deformación M’ Exponente n Exponente de endurecimiento por deformación
P pendiente ajustada de la curva esfuerzo real – deformación unitaria real
viii

R Módulo de deformación unitaria plástica S Superficie de la chapa T Temperatura Tf Temperatura de fusión t Espesor to Espesor inicial
u(x) Función variacional V Volumen v Velocidad
vx,vy,vz Componentes de velocidad W Trabajo Zd Subtangente crítica para estricción difusa Zi Subtangente Zl Subtangente crítica para estricción localizada
[F] Vector fuerza [k] Matriz de rigidez [x] Vector desplazamiento {R} Vector Resultante {u} Vector desplazamiento nodal
zyx σσσ ,, Esfuerzos Normales en las direcciones x, y, z
mσ Esfuerzo medio
θσ Esfuerzo tangencial inducido
321 ,, σσσ Esfuerzos Principales
eσ Esfuerzo de embutido σ Esfuerzo unitario efectivo
fσ Esfuerzo en el punto de cedencia *ε Deformación unitaria crítica
321 ,, εεε Deformaciones unitarias principales ε Deformación unitaria efectiva
Uσ Esfuerzo de tensión última γ Coeficiente de embutido por deformación α Ángulo, pendiente, parámetro de flujo localizado
iε Deformación unitaria efectiva de inestabilidad β Relación de embutido, relación de resistencia de flujo ρ Radio
wσ Esfuerzo en la pared de la copa
rσ Esfuerzo en el reborde Π Funcional
ix

Γ Curva límite de la variacional 'ijσ Tensor de esfuerzos, componente deviatórica de esfuerzos
ijδ Delta de Kronecker
η eficiencia
x

O B J E T I V O
Aplicar el Método del Elemento Finito a un análisis elastoplástico, para evaluar el comportamiento
mecánico de una chapa metálica, durante el embutido de los extremos de una abrazadera para tubo
utilizada en el ensamble de bicicletas, en el cual se establecen la zona de deformación dentro del
Diagrama Límite de Conformado para el material de la chapa. El análisis contemplará la
determinación de la fuerza de embutido, el desarrollo de la silueta, la determinación del Módulo
Anisótropo r (de acuerdo con la norma ASTM E 517-00), la determinación del Exponente n de
Endurecimiento por Deformación (de acuerdo con la norma ASTM E 646-91).
xi

R E S U M E N
En este trabajo se evalúa numéricamente el comportamiento del embutido de los extremos de una
abrazadera para tubo, mediante el Método del Elemento Finito. Para este efecto, inicialmente se
presentan los diversos procesos de conformación plástica de manera general; el estado de la
industria metal – mecánica en nuestro país y se plantea el problema por analizar en este trabajo.
Posteriormente, se establecen los fundamentos teóricos-prácticos del proceso de embutido. Luego
se trata con el concepto de “Deformabilidad” y la manera de medirla, así como con la teoría del
Método del Elemento Finito, en general, en seguida es aplicado a procesos de plasticidad y
finalmente cómo se simula el proceso de embutido. Una vez señalados estos conceptos se utilizan
como la metodología para ser aplicada al caso de estudio; se obtienen en el laboratorio las
constantes pláticas significativas, que son el módulo anisótropo r, el exponente de endurecimiento
por deformación n, también se determina la fuerza necesaria para el embutido. La aplicación del
Método del Elemento Finito proporcionará la factibilidad de embutir los extremos de la abrazadera
al proporcionar la ubicación de sus deformaciones dentro o fuera de los límites de deformación, los
cuales se comparan con el Diagrama límite de Conformado para el material utilizado. En la parte
final se hace una evaluación de los resultados, se establecen conclusiones y se proponen trabajos
futuros.
xii

A B S T R A C T
In this work is evaluated the behavior of the drawing of the ends of a band numerically for tube, by
means of the Method of the Finite Element. For this effect, initially the diverse processes of plastic
conformation in a general way are presented; the state of the industry metal- mechanics in our
country and it thinks about the problem to analyze in this work. Later on, the theoretical practical
foundations of the drawing process settle down. Another Chapter tries with the concept of
deformability and the way to measure it, as well as with the theory of the Method of the Finite
Element, in general, then applied to processes of plasticity and finally how it simulates the drawing
process. Once established these concepts are used as the methodology to be applied to the case of
study; they are determined in laboratory the constant significant chats that are the module
anisotropic r, the hardening exponent for deformation n, the necessary force is also determined for
the drawing. The application of the Method of the Finite Element will provide the feasibility of
stuffing the ends from the band when providing the location of its deformations inside of or outside
of the limits of deformation, which it compares with the Diagram Limit for the used material. In
the final part an evaluation of the results is made, conclusions settle down and thy intend future
works.
xiii

J U S T I F I C A C I Ó N
J. A. Schey, en su libro Introduction to Manufacturing Processes, establece que hay dos fuentes de riqueza: a) materias primas, b) la creatividad y espíritu de empresa de su gente. Los Estados Unidos de Norte América es un país que ha prosperado por tener ambas posibilidades. Japón ha progresado a pesar de carecer de materia primas, pero cuenta con el ingenio y la productividad de su población; importan acero de los Estados Unidos y de otros países, lo procesan y luego comercializan productos terminados a precios competitivos. Una forma de crear riqueza, es convertir las materias primas en productos terminados, satisfactores de necesidades, a través del procesamiento de materiales. La manufactura, influye significativamente en la forma de vida de una sociedad, por alto impacto en su economía.
Los metales, en especial los aceros, de una manera directa o indirecta, tienen una amplia presencia en la vida cotidiana de cualquier sociedad; el conocimiento de sus propiedades y la manera de procesarlos, es indispensable para crear varios productos que satisfagan las necesidades humanas. Optimizar la manufactura de productos metálicos es vital para cualquier nación que pretenda destacar en el mundo globalizado.
Un producto de amplio uso en cualquier sociedad es la bicicleta, se producen millones cada año, es muy popular como juguete, como medio de transporte, o bien como instrumento deportivo; la alta demanda de dicho bien, conduce a una fuerte competencia de precios y calidad entre cientos de fabricantes. A la microempresa Fábrica de Herramienta Campos, se le planteó la mejora en la manufactura de una parte de bicicleta, concretamente de una abrazadera metálica para tubo, con la idea de proveer competitivamente al mercado nacional de dicha parte.
El problema a estudiar es uno del tipo plástico. Para solucionarlo se hará uso del de métodos numéricos; sin embargo dada las grandes deformaciones que se presentarán en su manufactura, se requiere involucrar el comportamiento del material más allá del esfuerzo de cedencia; por lo que evidentemente, se trata de un problema no-lineal.
Con base en su experiencia empírica, la citada microempresa decide la fabricación de la parte mediante procesos de troquelado, con tres herramientas, una que corta la silueta, otra que embuta los extremos de la abrazadera e inicie el curvado, y una última que cierra doblando la parte cilíndrica. El troquelado por embutido es un proceso que aprovecha las propiedades plásticas de los metales, concretamente de las láminas metálicas que en este trabajo será denominada como chapa . Esta circunstancia permite cambiar la resistencia de una lámina usarse, por ejemplo, para
xiv

unir las partes de tubo que formaran la bicicleta. Como la abrazadera es un parte visible, es importante que esté bien conformada (sea estética), esto requiere herramientas profesionales, que abaraten costos de producción y se obtengan piezas sin defectos.
Para obtener herramientas de embutido confiables, normalmente es necesario hacer varios ensayos, antes de definir las dimensiones y formas de las partes del troquel, lo cual requiere invertir mucho tiempo. Con este trabajo de tesis se pretende utilizar el Método del Elemento Finito, en el que se simulen las deformaciones plásticas que sufren los materiales. Así mismo, se verificará si con este método, se puede ahorrar tiempo y reducir costos al diseñar troqueles, herramientas básicas para el desarrollo de productos, que contengan partes metálicas obtenidas a partir de láminas o chapas metálicas.
Los parámetros a obtener son el desarrollo de la parte embutida (dimensiones de la lámina antes de la deformación plástica) y la fuerza necesaria para lograr el embutido de la abrazadera.
Pretendo que con este trabajo de tesis se apliquen las nuevas tecnologías numéricas a la solución de problemas de fabricación de partes metálicas; esto es, sea apoyo directo en el diseño y manufactura de troqueles.
xv

INTRODUCCIÓN BOSQUEJO HISTÓRICO [1, 2, 3]
El descubrimiento y utilización de los metales en diversas actividades productivas, han sido determinantes en el desarrollo socio-económico de la humanidad; este progreso técnico representó un cambio cualitativo en el dominio del individuo sobre su medio. Desde la época prehistórica, el hombre aprendió a labrar los metales para desarrollar diversas herramientas, que le facilitaron su vida, desarrolló mejores armas para la caza de animales y la guerra, mejoró el arado e instrumentos para la elaboración de textiles, etc. La historia del labrado metálico comienza mucho antes que el de su extracción, ya que muchos metales se hallaban de forma natural en estado puro. Los metales preciosos fueron quizá los primeros en atraer la atención del hombre por su brillo, utilizándolos para fines decorativos. El hierro era literalmente un don del cielo, pues dicho mineral contenido en los meteoritos era muy apreciado para fabricar utensilios. El cobre también se conoció en estado elemental, pero los depósitos disponibles en esa época se agotaron rápidamente.
La explotación general de metales requiere de dos fases diferentes: primero, la separación del metal de otros elementos con los que se halla combinado químicamente, y segundo el procesamiento del metal para obtener artículos útiles.
Las técnicas para obtener y trabajar el hierro, muy probablemente fueron el fruto de experiencias difíciles y prolongadas. La separación del hierro, desde la antigüedad hasta el siglo XV de nuestra era, fue básicamente la misma. Se obtenía mediante un proceso de reducción a baja temperatura, en un pequeño horno de arcilla alimentado con carbón de leña y soplado a mano. El lingote de hierro puro esponjoso y sin fundir resultante, era golpeado hasta formar barras de hierro relativamente blando, de las cuales se podían hacer formas más complicadas forjándolas y soldándolas. La desventaja de este hierro, era que no se podía fundir por la carencia de un fuelle para soplar el horno; y por lo tanto, el vaciado quedó reservado al bronce. El hierro obtenido era blando, en comparación con el bronce.
La fundición de metales fue la verdadera escuela de la química. La minería llevó a descubrir nuevos minerales, e incluso nuevos metales como el zinc, el bismuto, el cobalto, etc. Se empezó a comprender que agregando pequeñas cantidades de carbón al hierro aumentaba su resistencia.
Las mejoras en la metalurgia y maquinaria, fueron un rasgo dominante de los siglos XVIII y XIX. El desarrollo de ambos, se debió en principio a la técnica, antes que a la ciencia. Los cambios
INTRODUCCIÓN 1

estuvieron basados en la experiencia de artesanos e ingenieros de la época, más que por científicos; no obstante el elemento científico siempre estuvo activo y su importancia fue creciendo gradualmente, preparando así el camino que condujo a las conquistas del siglo XX.
El cambio decisivo para elaborar a gran escala hierro colado se debió a Bessemer (1856). En su convertidor, el aire pasa a través de los lingotes de hierro fundido, haciendo que se consuma lentamente el carbón, produciendo suficiente calor para que finalmente se obtenga el acero fundido. Este resultado se logró por medio de la experimentación. Luego apareció el principio de Siemens (1867), que consiste en elevar la temperatura del aire que entra al horno, aprovechando los gases calientes que son expulsados del mismo. De este modo fue posible fundir grandes cantidades de acero. Sin embargo, ambos procesos tenían una limitación importante: únicamente se podía usar con minerales de hierro relativamente puros, que no son muy abundantes. Por lo que fue necesario perfeccionarlo introduciendo un forro básico para absorber el fósforo deletéreo contenido en el mineral. Este artificio fue descubierto por Gilchrist Thomas en 1879, lo que fue toda una conquista científica de la teoría metalúrgica.
Con la utilización de estos tres procedimientos se inauguró la edad del acero, primero con el rápido desplazamiento de la madera como material estructural en las obras de ingeniería; luego, con el empleo del hierro colado para fabricar rieles, buques y cañones. El acero producido a bajo costo, fue la base sobre la cual se edificó el imperialismo al finalizar el siglo XIX, con el desarrollo del comercio marítimo, la explotación de las colonias tropicales a través de los ferrocarriles y los puertos.
La conformación mecánica, como la forja de metales, es una de las técnicas más antiguas para dar forma a los metales; se basa en el hecho de que al ser calentados, muchos metales se vuelven maleables, y entonces se les puede dar forma martillándolos, laminándolos entre rodillos o sometiéndolos a otras formas de esfuerzo mecánico. Algunos metales pueden ser forjados en frío. A finales del siglo XIX, el martillo-pilón de vapor, la prensa hidráulica de forja, los trenes de laminación y otros equipos pesados, hacían posible la preparación de piezas muy grandes.
Los procesos de conformación hasta ahora mencionados, parten de un lingote de metal que es reducido gradualmente hasta el tamaño deseado. Bessemer ya había concebido la posibilidad de la fundición continua del acero entre rodillos, aunque los resultados no fueron muy positivos. No se hicieron progresos importantes hasta 1930, cuando se introdujo la máquina inventada por S. Juanghans y I. Rossi para la fundición continua del cobre y aleaciones de cobre entre rodillos,
INTRODUCCIÓN 2

aprovechando su punto de fusión bajo y alta la conductividad térmica de ese metal. Estas técnicas fueron depurándose lentamente hasta alrededor de 1950. En el estirado para formar alambre, la limitante era la fuerza que puede aplicarse, debido a la resistencia del material a la rotura por tracción. En 1900 había una enorme demanda de alambre para usos tradicionales tales como redes, cuerdas, cercos de alambre de púas, fabricación de clavos, etc. En el siglo XX, destaca la tremenda demanda de alambre conductor de electricidad, así como los filamentos de osmio para las bombillas; aunque el uso del tungsteno en 1908 fue determinante para la iluminación.
Con respecto a las bases teóricas, “Teoría de la plasticidad” es el nombre dado al estudio matemático de esfuerzos y deformaciones unitarios en sólidos deformados plásticamente, especialmente metales. Los estudios científicos, importantes inician en 1864, cuando Tresca[4] publica sus experimentos de troquelado y extrución, al establecer que un metal cede plásticamente cuando se alcanza el esfuerzo cortante máximo. Saint-Venant[3, 5] aprovecha los trabajos de Tresca para determinar esfuerzos en cilindros sometidos a torsión o flexión (1870), y en la expansión de tubos por presión interna (1872), introduce las relaciones constitutivas para materiales rígido – plástico perfecto en esfuerzo plano, y sugiere que los ejes principales de deformación y esfuerzos unitarios coinciden. En 1871 Lévy[6] concibe un material idealmente plástico, propone relaciones tridimensionales entre esfuerzos y razones de deformación unitaria plástica. En 1886 Bauschienger[7] (1886) observó el efecto que lleva su nombre: “una deformación plástica previa con cierto signo, disminuye la resistencia del material con respecto a la próxima deformación plástica con signo opuesto”.
No hubo avances importantes en el resto de siglo XIX, hasta 1913 cuando von Mises, basado en consideraciones puramente matemáticas, propone un criterio de cedencia del cual se derivan las ecuaciones generales para plasticidad, conocida como teoría del esfuerzo de corte octaedral, que posteriormente Hencky lo relacionará con la energía mecánica.
Durante las dos guerras mundiales surgen varios escritores de origen alemán, en 1920 y 1921 Prandtl[8] muestra que los problemas plásticos en dos dimensiones son de índole hiperbólica, en 1922 formula ecuaciones para problemas continuos en el plano e incluye la componente elástica de deformación. En 1923 Hencky[3] mejora la teoría de Prandtl y descubre propiedades geométricas simples concibiendo el campo de líneas de deslizamiento y el estado de deformación unitaria plástica en el plano; en 1930 Geireinger[3] propone ecuaciones para el cambio de velocidad de flujo de las líneas de deslizamiento. En 1923 Nadai[3] investiga teórica y prácticamente las zonas plásticas en prismas sometidos a torsión, con formas arbitrarias. En 1925 von Karman[3] da
INTRODUCCIÓN 3

aplicaciones efectivas de la teoría de plasticidad a procesos tecnológicos tales como el rolado. En el siguiente año Siebel y luego Sachs lo utilizaron en la formación de alambre. En 1926 Lode[3] mide la deformación en tubos de varios metales bajo combinaciones de tensión y presión interna, que fue antes propuesta por Lévy-Mises, donde mostró la validez de la teoría aunque con ligeras discrepancias. En 1931 Nadia[9] publica su libro de plasticidad donde resume varios de los conocimientos a la fecha y da novedosos enfoques a la teoría. En 1938 Melan[10] generaliza los conceptos de plasticidad perfecta, mediante relaciones incrementales de endurecimiento de sólidos en la superficie de cedencia, además discute problemas de elastoplasticidad. Desde 1940, la teoría de plasticidad ha visto desarrollos relativamente rápidos. En 1949 Prager[11] obtiene un marco general de relaciones constitutivas para endurecimiento de materiales con funciones de cedencia y reconoce la relación entre superficies de cedencia, ley de la normalidad asociada con valores de problemas en la frontera. Drucker[12] en 1951 propone el postulado de estabilidad, con este concepto, las relaciones esfuerzo deformación unitarios, junto con varias relaciones fundamentales, se empezaron a tratar de manera unificada. En 1953 Koiter[13] generaliza las relaciones esfuerzo deformación unitarios plásticos para superficies no suaves y obtiene algunos resultados variacionales, introduce las funciones de cedencia, contribuye al concepto de incremento de deformación unitaria plástica al ubicarlo dentro de la superficie de cedencia.
Desde 1970 se da especial atención a la aplicación de métodos numéricos a problemas de elastoplasticidad. El primer estudio sistemático de problemas con valores en la frontera en elastoplasticidad se debe a Duvaut y Lions[14], quienes considerando el problema para un material elástico- plástico perfecto, formularon el problema como una desigualdad variacional. Moreau[15,16] consideró los mismos temas, pero para un punto de vista geométricos. Johnson[17] extendió el análisis de Duvaut y Lions en dos estados, en el primero elimina la velocidad de deformación y el problema llega a ser una desigualdad variacional, formulada en dependencia del tiempo; y segundo involucra la solución considerando la velocidad.
Recientemente, se ha incrementado el uso del Método el Elemento Finito por varios investigadores. También Han y Reddy[18] proveen un tratamiento matemático y de análisis numérico a los problemas de elastoplasticidad con endurecimiento.
Los párrafos anteriores muestran que los problemas asociados con procesos de manufactura sin arranque de viruta, han sido tratados desde dos enfoques: el tecnológico y el teórico. Los procesos de conformado de metales, son fenómenos que aprovechan sus propiedades plásticas. El comportamiento plástico es del tipo no l ineal . De ahí que no sea fácil plantear una solución analítica para estos problemas. Partiendo de este hecho, el objeto de este trabajo es modelar y
INTRODUCCIÓN 4
analizar el proceso de fabricación de una abrazadera sin arranque de viruta; es decir, se analizará un problema de deformación elastoplástica mediante el Método del Elemento Finito, de una pieza en cuya fabricación requiere, entre otros, del proceso de conformado denominado embutido. S ITUACIÓN DE LOS TRABAJOS DE CONFORMADO EN PRENSA Históricamente, la evolución del estampado de chapas desde su concepción, diseño de partes, diseño de herramientas, han sido desarrollados lentamente y requieren de mucho cuidado. Se han basado en la experiencia, en ensayos de prueba y error, e inclusive en cierta habilidad artesanal[19]. El troquelado ha sido satisfactorio, gracias al trabajo desarrollado por los artesanos del ramo durante varios años. En el presente, es relativamente difícil utilizar solo métodos analíticos para el estudio y diseño de partes metálicas; ya que únicamente se puede proveer una solución analítica aproximada para anticipar un desempeño del proceso del trabajo en chapas. La compresión del flujo de material durante el proceso de conformado, puede conquistarse de la teoría y/o experimentación. La teoría plástica, da sugerencias para establecer líneas de deslizamiento que indican la dirección de los esfuerzos máximos, en cualquier punto del plano del proceso de conformado. Datos geométricos adicionales son encontrados en la líneas de flujo, las cuales dan la dirección del movimiento de todos los puntos para cierto instante y las líneas de trayectorias que representan el recorrido de un punto particular a través del proceso completo. Líneas de deslizamiento y de trayectoria son idénticas en procesos estacionarios tales como la extrución, pero no así en procesos no estacionarios como la forja. Información experimental puede obtenerse observando el flujo del material por medio de los siguientes experimentos: 1) insertando pequeños pernos en la pieza de trabajo y viendo sus movimientos durante la deformación; 2) usando tintas de diferentes colores, analizando el movimiento después de procesada la pieza; 3) usando patrones de mallas en la superficies o secciones transversales de la pieza de trabajo y notando el cambio de los patrones después de la deformación; 4) Rayando las secciones transversal o la superficie de trabajo. Algunos de estas técnicas experimentales se discutirán con cierto detalle en los capítulos de este trabajo.
INTRODUCCIÓN 5

El desuso de los sistemas artesanales ocurre por las siguientes razones:
1. La lentitud en el aprendizaje y el desarrollo de los sistemas, 2. La tendencia a modificar los productos rápidamente debido a la fuerte competencia, 3. La necesidad de reducir los tiempos entre pruebas y desarrollos, 4. El incremento en la complejidad de las partes, 5. La introducción de nuevos materiales, 6. El rápido desarrollo del diseño asistido por computadora.
De acuerdo con Keeler[19], los sistemas que reemplacen la metodología artesanal deben contener ocho requerimientos:
1. Ser un sistema interactivo, 2. Modelarse con variables conocidas y desconocidas, 3. Incorporar las propiedades reales del material, 4. No estar basadas en reglas históricas inútiles, 5. Tener una amplia capacidad predicativa, 6. Mejorar la interacción entre las funciones de diseño y manufactura, 7. Responder a los requerimientos de servicio de la actualidad, 8. Atenuar la economía de producto terminado.
Los requerimientos anteriores utilizan ampliamente sistemas de diseño y manufactura asistidos por computadora (CAD-CAM), mediante el uso de software para operaciones de conformado de chapas, lo que hace necesario desarrollar los siguientes puntos[20]:
1. Modelos analíticos que describan el comportamiento del material bajo varias condiciones de conformado, temperatura, deformación y razón de deformación;
2. Modelos matemáticos que simulen cada proceso específico de conformado de chapas.
Los modelos analíticos del comportamiento de materiales deben tener la capacidad de calcular los límites para los cuales el material puede ser deformado, esto involucra dos factores:
1. La adquisición y/o medición de propiedades del material relevantes, esto es la caracterización del material, y
2. La identificación y verificación de ecuaciones constitutivas aplicables al material y al proceso.
INTRODUCCIÓN 6

Los modelos matemáticos deben describir los estados locales de esfuerzos y deformaciones unitarios en el material durante la deformación. Ambos modelos forman un sistema que debe ser capaz, de trabajar con el comportamiento del material, las condiciones del proceso, las variables de proceso y el equipo procesador (herramienta); todos ellos considerados simultáneamente. Un ejemplo de desarrollo interactivo asistido por computadora se estructura de acuerdo con el siguiente diagrama:
MODELO DEL
MATERIAL
DIAGRAMAS LÍMITE DE
CONFORMADO
Herramientas y Geometría de la parte MODELO
DEL PROCESO
SISTEMAS DE
CÓMPUTO CONDUCTA VALIACIÓN
PRUEBAS
Material
RESULTADOS VALIDADOS
Requerimientos del Sistema
Procedimientos de Pruebas
(Equipo para)
Variables del Proceso
Figura I . 1 D iagrama de d e sarro l lo i n t e rac t i vo [ 2 1 ]
Este trabajo se puede relacionar en dos aspectos con las experiencias previas en la SEPI-ESIME. En primera instancia está el trabajo de Guerra Loeza[22] quien evaluó numéricamente el proceso de deformación plástica y embutido de dos piezas fabricadas sin arranque de viruta. En segundo lugar, están los diversos trabajos que se han desarrollado en el marco del proyecto financiado por el CONACYT U-34950 “Análisis Mecánico Estructural en Componenta con Nivel de Seguridad Clase 1 en plantas Nucleares”, en donde se han evaluando problemas de Fractura elasto-plásticas
INTRODUCCIÓN 7

REFERENCIAS
[1] T. Derry/ Trevor Williams, Historia de la Tecnología, volúmenes 1, 2, 4, Editorial Siglo XXI, 1991. [2] R. J. Forbes, Historia de la Técnica, Fondo de Cultura Económica 1958
[3] Stephen P. Timoshenko, History of Strength of Materials, Dover 1953
[4] H. E. Tresca, Mémoire sur L’écoulement des corps solids, Mémoire Présentés par Divers
Savants, Acad. Sci. Paris 20 (1872), 75-135
[5] J. Barré de Saint Venant, Mémoire sur L’établissement des équations différentielles des
mouvements intérieurs opérés dans les corps solides ductiles…, J. Math Pures et Appl. 16
(1871), 308-316.
[6] M Lévy, Estrait du mémoire sur les équatins générales des mouvements intérieurs des corps
solids ductiles au delá des limites oú l’élasticité pourrait les ramener á leur premier état, J. Math
Pures Appl. 16 (1871), 369-372
[7] J. Bauschinger, Yearly report, Mitt. Mech. Lab. Munich, 1886
[8] L. T. Prandtl, Spannungesverteilung in plastischen Körpern, in Proc. 1st Intern. Congr.
Mechancis Delft, 1922, 43-54
[9] Nadai A. Theory of Flow and Fracture of Solids, McGraw Hill N Y, 1950
[10] E. Melan, Zur Plastizität des räumlichen Kontinuums, Ing. Arch. 9 (1938), 116-125
[11] W. Prager, Recent developments in the mathematical theory of plasticity, J. Appl. Phys. 20
(1949), 235-241
[12] D. C. Drucker, A more fundamental approach to plastic stress-strain relations, in Proc. 1st US
National Congress of Applied Mechanics, ASME, N Y. 1951, 487-491.
[13] W. T. Koiter, Stress-strain relations, uniqueness and variational theorems for elastic-plastic
material with a singular yield surface, Quarat. Appl. Math. 11 (1953), 29-53.
[14] G. Duvaut and J. L. Lions, Inequalities in Mechanics and Physics, Springer-Verlag, Berlin,
1976.
[15] J. J. Moreau, Application for convex analysis to the treatment of elastoplastic systems, in P.
Germain and B. Nayroles, eds., Applications of Methods of Functional Analysis to Problems
INTRODUCCIÓN 8

in Mechanics Springer-Verlag, Berlin, 1976.
[16] J. J. Moreau, Evolution problem associated with a moving convex set in a Hilbert space, J.
Diff. Eqns 26 (1977), 347-374.
[17] C. Johnson, Existence theorems for plasticity problems, J. Math. Pures Appl. 55 (1976),
79-84.
[18] W. Han, B. C. Reddy, Computational plasticity: the variational basis and numerical analysis,
Computational Mechanics Advances 2 (1995), 283-400.
[19] Keeler, S. P. “Sheet Metal Stamping Technology- Need for Fundamental Understanding”
Mechanics of Sheet Metal Forminig, D. P. Koistinen and N. M. Wang, Plenum Pres 1977
[20] Nagpal, V., B. S. Shabel, J. F. Thomas Jr, “formability Models for 2024-O aluminium alloy
Sheet Material” 7th NAMRC, 1977, SME.
[21] Nagpal V., T. L. Subramanian, and T. A. Altan, “ICAM Mathematical Modelling of Sheet
Metal Formability Indices and Sheet Metal Forming Processes, “Thecnical Report AFML-
TR-79-4168, 1979, AFML/LTC, WPAFB, OH 45433
[22] J. O. Guerra Loeza “Análisis de la Deformación Elasto-Plática mediante el Método del
Elemento Finito” Tesis de Maestría en Ciencia SEPI-ESIME, 1997.
INTRODUCCIÓN 9
CAPÍTULO 1
Procesos de Conformación
Plástica y Planteamiento
del Problema
En este capítulo se presenta la idea de
procesamiento global de materiales, y se trata en
particular de los procesos de conformado metálico,
de la importancia de la industria metal – mecánica en
la economía nacional; por último se plantea el
problema a estudiar.
CAPÍTULO 1
10

1.1 GENERALIDADES
El procesamiento de materiales, en su sentido más amplio, es definido como la conversión de materias primas en productos terminados, para que posean formas y propiedades útiles. Algunos ejemplos son las piezas forjadas, estampadas, fundidas y las soldaduras, entre muchos otros. Es una de las actividades de ingeniaría más interdisciplinaria; ya que, involucra la contribución de ingenieros químicos, eléctricos, industriales, mecánicos y metalúrgicos, entre otros. El término Procesamiento de Materiales es restringido, comparado con el de Ingeniería de Manufactura.
La Ingeniería de Manufactura se define como, la especialidad del profesional en ingeniería, con la educación y experiencia necesarias para comprender, aplicar y controlar, los procedimientos y métodos de manufactura, en la producción de bienes; tiene que poseer la habilidad para planear la práctica de manufactura, la investigación, el desarrollo y diseño de herramientas, procesos, máquinas y equipos, que integren con facilidad sistemas, para elaborar productos de calidad con gasto óptimo. No se debe de confundir el término proceso de manufactura, con el de procesamiento de materiales.
Para aprovechar óptimamente la transformación de materiales, es necesario conocer el proceso en sí y las salidas del mismo (producto terminado bien definido). Entender los diversos factores que intervienen, directa o indirectamente, como son el diseño del equipo y herramientas, maquinaría disponible, el consumo de energía, la lubricación apropiada para el proceso, control y automatización adecuadas, y aspectos de lanzamientos e investigación de operaciones, que minimicen costos y maximicen producción. Las salidas de un proceso involucran temas sociales y ambientales, generación de productos biodegradables, productos cuyos materiales sean reciclables. La idea anterior se representa en la siguiente figura.
SALIDA Producto
Control
Herramienta Equipo
Energía Lubricación
Planeación ENTORNO MEDIO AMBIENTE
PROCESO ENTRADA Pieza de Trabajo
Figura 1 .1 D iagrama de l s i s t e ma g l ob a l de p rocesamien t o de ma te r ia l e s
CAPÍTULO 1
11

De acuerdo con Alting[1], un proceso puede definirse de manera general, como un cambio en la forma y/o propiedades (o cualidades) de un material incluyendo comportamiento mecánico, estado, contenido de información, etc. Para este efecto, tres agentes deben estar disponibles: el material, la energía y la información, lo que se representa en el siguiente diagrama:
Material Material Energía Energía
Información Información
PROCESO
F igura 1 .2 Mode lo Genera l de u n Proceso co mo un s i s t ema de F lu jo . A l a i zqu i e rda en t radas , a l a derech a sa l id as
El modelo general del proceso anterior, involucra tres sistemas de flujo:
Flujo de Material Flujo de energía Flujo de información
El flujo de material puede ser de tres tipos:
1. Flujo de parte a parte , corresponde a procesos de cambio de masa, tal como la forja y
extrución.
Ment Msal = Ment
PROCESO
2. Flujo divergente , corresponden a procesos con reducción de masa, como el punzonado.
Msal 1
Ment
Msal 2
PROCESO
CAPÍTULO 1
12

3. Flujo convergente , corresponden a procesos con incremento de masa, tales como los
ensambles y las soldaduras.
Ment 1
Msal
Ment 2
PROCESO
En algunos procesos, se deben incluir materiales adicionales como lubricantes, refrigerantes materiales de relleno, etc. El flujo de energía asociado con el proceso puede caracterizarse como
1) Energía suministrada, 2) Energía trasmitida a la pieza de trabajo, y 3) Energía perdida o removida.
El flujo de información incluye:
1) Información sobre el cambio de forma, 2) Información sobre el cambio de propiedades.
La información del cambio de forma, produce la conversión de la forma inicial a la deseada. Cuando el cambio de geometría de una pieza, requiere varias fases, para llegar a su forma final, las diferentes operaciones se representan mediante la siguiente ecuación:
pnppif IIIII ++++= ..........21 (1.1)
Donde, es la geometría final deseada, es la información de la forma inicial del material, e es la información del cambio de forma de una fase simple. De igual manera, el flujo de información de las propiedades, tales como dureza, resistencia, etc., involucran la suma de las propiedades iniciales del material y el cambio producido en las mismas debida a las varias fases a las que se somete un material.
fI iI pnI
CAPÍTULO 1
13

Los elementos generales fundamentales y sus parámetros característicos, involucrados en los cambios de forma y propiedades son:
1. Flujo de Material a) Procesos básicos: mecánicos, térmicos o químicos. b) Estado del material: sólido, granular o gaseoso. c) Tipo de flujo o proceso: conservación de masa, reducción de masa, o incremento de
masa.
2. Flujo de energía a) Tipo de energía: mecánica, eléctrica, química o térmica. b) Medio de transferencia (herramienta): rígido o no rígido, elástico, plástico, granular,
fluido o gaseoso (El medio de transferencia, es el material o agente a través del cual la energía y/o información son transmitidas a la pieza de trabajo).
3. Flujo de información
a) La Generación de Superficies, se pueden clasificar en: i. Herramienta formadora. Es este caso, la herramienta contiene la superficie
de la geometría deseada. No se requiere movimiento de la pieza de trabajo, como sucede en el acuñado o en la forja cerrada.
ii. Formado en una dirección. Aquí el medio de transferencia contiene la superficie a generar, es necesario movimiento relativo entre herramienta y pieza de trabajo, como sucede en la extrución.
iii. Formado en dos direcciones. Aquí el medio de transferencia contiene un punto o superficie de la geometría deseada, en el que se requieren movimientos en dos direcciones para producir la superficie deseada, tal como sucede en el rolado, donde es necesario avanzar la pieza de trabajo en dirección lineal pero, además los rodillos deben girar para dar forma cilíndrica.
iv. Formado libre. Aquí el medio de transferencia no contiene la geometría deseada, esto sucede en torcido de barras.
b) Trayectorias de movimiento que se encuentran con el material, tal como sucede en troqueles. El material avanza linealmente y la herramienta tiene movimiento lineal alternativo, en dirección transversal a la pieza de trabajo.
CAPÍTULO 1
14
El presente trabajo se centra en un proceso mecánico de conservación de masa, de un material en estado sólido, generando superficies por medio de una herramienta formadora, donde el movimiento del material es lineal y el de la herramienta alternativo. La energía a utilizar es mecánica, en un medio de transferencia rígido (troquel). La información está contenida en la herramienta, y es conformar una superficie en una dirección. La pieza final se realiza en varias operaciones, pero solo se analizará con detalle, la que corresponde al embutido.
1.2 CONFORMADO METÁLICO
El conformado de metales, se define como una operación en la que el cambio de forma de la pieza de trabajo, se ejecuta sin remoción de material, como el principal método para alterar su forma.
El punzonado de metales, no es considerado como un proceso de conformado metálico (este es un proceso de flujo divergente o reducción de masa.)
Varios criterios o mecanismos han sido propuestos para clasificar los procesos de conformado de metales, tales como la ocurrencia o no de endurecimiento por deformación, trabajo en frío o caliente; tipo o estado de esfuerzos involucrados durante el trabajo de conformación; cambio en el espesor de la pieza de trabajo durante el conformado; forma de la pieza de trabajo, si la pieza de trabajo es un bloque o una lámina (chapa); modo de deformación, zona de deformación (general o localizada); procesamiento continuo o alternativo, etc.
Tomado en cuenta varios de los criterios anteriores, Boulger[2], clasifica las operaciones o procesos de conformado de metales, como sigue:
1. De cuerdo con el tipo de pieza de trabajo: a) Procesos de Conformado de Bloques.- El material está inicialmente en forma semi
terminada, lingote; la pieza de trabajo tiene una relación superficie - volumen pequeño; el conformado causa grandes cambios en la forma y sección transversal; la recuperación elástica es normalmente despreciada.
b) Procesamiento en Láminas.- El material inicial en rolado en láminas; la pieza de trabajo tiene una relación superficie-volumen alta; el conformado produce grandes cambios en la forma pero pequeños cambios de espesor; la recuperación elástica es usualmente significativa.
CAPÍTULO 1
15

2. De acuerdo al efecto de deformación y temperatura en las propiedades mecánicas: a) Trabajo en Caliente.- no hay endurecimiento por deformación, el rango de
temperatura para la deformación es 0.5Tf ≤Tconf<0.8Tf, donde Tf es la temperatura de fusión, Tconf Temperatura en que se conformaa la pieza.
b) Trabajo a Temperatura Intermedia.- se presenta cierto endurecimiento por deformación, y/o puede ocurrir endurecimiento por precipitación, el rango de temperatura para deformación es 0.3Tf ≤Tconf<0.5Tf.
c) Trabajo en Frió.- ocurre endurecimiento por deformación, y se presenta cuando la temperatura es menor 0.3Tf.
3. De acuerdo con el modo de deformación:
a) Estado permanente.- conformación continua, por ejemplo fabricación de alambre. b) Estado no permanente.- conformación alternativa o por ciclos por ejemplo
troquelado en varias fases. c) Mixta o transitoria.- por ejemplo la extrución.
4. De acuerdo con le sistema de esfuerzos impuestos durante el trabajo en la pieza:
a) Compresión.- como sucede en forja, acuñado, extrución, clavado, rolado, rechazado, aplastado.
b) Tensión- Estirado, estampado y expandido. c) Tensión combinada con compresión.- Embutido d) Flexión.- doblado recto, doblado curvo. e) Corte.- punzonado. f) Torcido
El inciso 4 se amplia en el siguiente tema.
CAPÍTULO 1
16

1.2.1 CLASIFICACIÓN POR EL TIPO DE ESFUERZOS
Uno de los principales sistemas para la clasificación de un proceso de deformación plástica, basado en el sistema de esfuerzo desarrollados durante el conformado, fue presentado por Kienzle[3], quien catalogó seis tipos de sistemas de esfuerzo diferentes, como se muestra en la tabla 1.1. Además presenta subdivisiones de acuerdo con: 1) El movimiento de la herramienta relativo a la pieza de trabajo, 2) La geometría de la herramienta, 3) la geometría de la pieza de trabajo, y 4) la interrelación entre herramienta y geometría de la pieza de trabajo.
Tabla 1 . Clas i f icac ión General De Los Procesos De Conformado Metá l ico , Sobre La Base De Seis S is temas De Esfuerzos .
TIPO DE ESFUERZO
PROCESO
Aplastamiento
Clavado
Acuñamiento
Conformado por compresión (forja)
Extrusión
CO
MP
RE
SIÓ
N
Reducción de la Sección
Transversal
CAPÍTULO 1
17

Conformado de tubos por golpeteo
Rolado
Rechazado convencional
CO
MP
RE
SIÓ
N
Rechazado forzado, reducción de espesor
Expandido de tubo
Curvado por estiramiento
TE
NS
IÓN
Estampado de nervaduras
Trefilado
Embutido con planchador
TE
NS
IÓN
Y
CO
MP
RE
SIÓ
N
Embutido sin planchador
CAPÍTULO 1
18

Doblado recto
FL
EX
IÓN
Doblado curvo
Cortado progresivo
CO
RT
E
Corte por presión
TO
RSI
ÓN
Conformado por
Torcido
Las formas geométricas que pueden producirse por un proceso en particular varían dentro de los
límites determinados por las propiedades del material, condiciones de lubricación, temperatura de trabajo y velocidad de deformación. Hay varias maneras o procesos en que puede producirse una parte.
CAPÍTULO 1
19

1.2.2 CARACTERIZACIÓN DEL MATERIAL DE CHAPAS[ 3]
Para utilizar las propiedades de un material en operaciones de conformado, se requerir conocer su
historial de deformación, el cual involucra el límite de flujo estable que el material puede soportar,
y el punto de fractura. Los parámetros derivados de un ensayo de tensión simple son valores
cuestionables, para estas necesidades, ya que este ensayo no considera grandes deformaciones
plásticas, y desprecia los efectos de rozamiento y razón de deformación. El conformado metálico
es una situación muy compleja, ya que involucra estados de esfuerzos combinados y detalles de su
micro-estructura. Para la caracterización del material, la siguiente información puede ser útil:
1. Los datos del ensayo de tensión simple.
2. La razón esfuerzo-deformación en el estado de deformación requerido, la temperatura y
carga de relajación.
3. Pruebas de estiramiento biaxial.
4. Información sobre anisotropía plástica*. La prueba de relajación, ayuda ha determinar el exponente m (razón de sensibilidad) de la
deformación unitaria. Para una deformación plástica conveniente, se obtiene el dato de carga-
tiempo para calcular el esfuerzo verdadero y la razón de deformación unitaria real ε , para
intervalos de cargas iguales. La prueba de estiramiento biaxial, consiste en penetrar una chapa con
una esfera, estirándola hasta la falla. La relación esfuerzo- deformación unitarios, para el material
puede derivarse de mediciones en la superficie deformada, la curvatura, y la presión aplicada. Por
ejemplo para una membrana deformada se puede obtenerse una relación de esfuerzo mσ como la
siguiente:
zet
PRt
PRm
εσ −==022
donde 0 0
ln 2lnz t Dt D
ε⎛ ⎞
= = − ⎜ ⎟⎝ ⎠
2.1
Donde R es el radio de curvatura, P es la presión del fluido, D0 es el diámetro inicial del círculo de
referencia, y D es el diámetro instantáneo basado en el desplazamiento del extensómetro * Ver apéndice 1
CAPÍTULO 1
20

1.3 ESTADÍSTICA DE LA INDUSTRIA METAL - METÁLICA EN MÉXICO
El INEGI (Instituto Nacional de Estadística Geografía e Informática) divide en 9 grandes divisiones las actividades económicas del País:
1. Agropecuario, silvicultura y pesca 2. Minería 3. Industria manufacturera 4. Construcción 5. Electricidad, gas y agua
6. Comercio, restaurantes y hoteles 7. Transporte, almacenaje y comunicaciones 8. Servicios financieros, seguros 9. Servicios comunales, sociales y personales
El conformado de metales se ubica dentro del la división VIII Productos metálicos, maquinaria y equipo, perteneciente a la gran división de la industria manufacturera. También en forma indirecta está involucrada la gran división de la Minería, en su división de Extracción y Beneficio de mineral de Hierro. Se presentan cifras del Producto Interno Bruto hasta el año 2001, que es el que el INEGI proporciona, y luego los porcentajes de las divisiones mencionadas en le párrafo anterior:
Tabla 1.3.1 PRODUCTO INTERNO BRUTO POR GRANDES DIVISIONES Y DIVISIONES INDUSTRIALES 1999
Gran división (GD) y división industrial Nacional Entidad Nacional Entidad
Miles de pesos a precios corrientes
Miles de pesos a precios de 1993
Total 4,196,502,671 30,731,703 1,384,697,01 10,937,48 GD 1 Agropecuario, silvicultura y pesca 197,728,268 5,501,349 81,048,685 2,451,255GD 2 Minería 60,139,580 1,011,225 18,431,124 359,149GD 3 Industria manufacturera 884,526,833 2,121,959 296,528,442 629,050División I Alimentos, bebidas y tabaco 225,412,657 1,209,008 72,469,657 316,051División II Textiles, vestido y cuero 69,303,503 187,042 24,932,200 56,629División III Madera y sus productos 22,260,317 114,907 8,033,105 42,467División IV Papel, imprentas y editoriales 35,456,386 31,304 13,669,431 12,531División V Químicos, derivados del petróleo; caucho y plástico 128,451,196 2,783 44,415,303 910División VI Minerales no metálicos, excepto derivados del petróleo 56,596,067 194,895 19,879,090 78,296División VII Industrias metálicas básicas 40,953,228 14,033 14,776,737 5,051División VIII Productos metálicos, maquinaria y equipo 281,065,616 285,845 89,668,044 90,181División IX Otras industrias manufactureras 25,027,863 82,143 8,684,875 26,933GD 4 Construcción 207,277,181 2,559,772 60,328,557 734,681
CAPÍTULO 1
21

GD 5 Electricidad, gas y agua 55,514,858 534,032 23,717,887 216,006GD 6 Comercio, restaurantes y hoteles 837,562,187 4,186,397 287,748,625 1,739,699GD 7 Transporte, almacenaje y comunicaciones 468,656,734 2,361,598 151,675,934 775,808GD 8 Servicios financieros, seguros, actividades inmobiliarias y de alquiler 546,964,174 5,220,234 218,227,435 1,930,915GD 9 Servicios comunales, sociales y personales 995,143,356 7,425,633 286,180,777 2,231,852FUENTE:
INEGI. Sistema de Cuentas Nacionales de México. Producto Interno Bruto por Entidad Federativa, 1993-1999. México, 2000.
La industria manufacturera representa el 21% de producto Interno Bruto Nacional, que es la gran
división de mayor cuantía. Y la división de Productos metálicos, maquinaria y equipo representa el
31.78% dentro del gran división de la industria manufacturera. El monto de dinero generado en
esta división es superior a los 281 065 miles de millones de pesos anuales, lo que representa un
importante actividad industrial. Considerando los tratados comerciales y la fuerte competencia
internacional, es fundamental desarrollar y aplicar tecnologías que hagan eficiente los trabajos
dentro de esta rama económica.
1.4 PROBLEMÁTICA NACIONAL
Basado en mi experiencia académica y profesional, considero que para el desarrollo y manufactura de partes que requieren procesos de conformado de metales, en especial del embutido, en México se presenta una problemática la cual divido en dos áreas, que finalmente se ligan: la tecnológica – económica y la académica.
La industria Nacional grande y sobre todo la transnacional en México, prácticamente no invierten en diseño de productos, ni en desarrollo de tecnología; normalmente importan la maquinaría, el equipo, inclusive el personal técnico y administrativo, necesarios para el funcionamiento de las empresas instaladas en nuestro país. Herramientas Campos (antes Técnicos Campos, S. A.) es una microindustria que se ha preocupado en desarrollar tecnología propia, para la fabricación de
CAPÍTULO 1
22

herramientas procesadoras de lámina (troqueles). Las empresas transnacionales, aprovechan la mano de obra barata, inclusive a nivel licenciatura y postgrado; traen de sus países de origen toda la infraestructura importante, que les permita fabricar productos a costos bajos, esto da lugar a la industria maquiladora; pero actualmente dicha industria está emigrando a países como China y ahora también a la India.
Algunos empresarios Nacionales, al considerar que el gobierno, no ha cumplido con su función de formar personal calificado, decidió fundar Universidades Privadas, como lo es el Tecnológico de Monterrey, la Universidad de las Américas, etc. Desde mi punto de vista lo que han buscado es formar capataces de obreros mal pagados, autómatas que pongan a funcionar el equipo y maquinaría importada; pero no se han preocupado por una vinculación Empresa – Universidad, y mucho menos en un desarrollo tecnológico Nacional.
En cuanto al ámbito académico, no se cuenta con alguna Escuela que tenga una carrera para el diseño y manufactura de máquinas y de herramientas, enfocadas concretamente al conformado de metales; sólo se estudian los aspectos fundamentales del análisis y diseño de estos equipos, en algunas Instituciones como el Instituto Politécnico Nacional, el cual por desgracia, no ha estado exento del deterioro académico, debido entre otras cosas a la falta de recursos, tanto económicos como humanos.
Las Asociaciones, Sociedades y Colegios en México, no contemplan en sus comités o grupos, especialistas en diseño de herramientas y máquinas, destinadas al conformado de Metales. No contamos, hasta donde tengo conocimiento, con laboratorios dedicados a realizar pruebas o ensayos mecánicos relacionados con este tema. Solo en la Cámara Nacional de la Industria de Transformación hay una sección de fabricantes de herramientas, pero su enfoque es dirigido únicamente a la mejora de calidad y no al diseño ni al desarrollo de tecnología.
Los Estados Unidos de Norteamérica, cuanta con las siguientes asociaciones y publicaciones, relacionadas directa o indirectamente con el conformado de metales: Precision Metalforming Association; Society of Manufacturing Engineers; American Tool, Die & Stamping news; International Deep Drawing Research Group; The Minerals, Metals & Materials Society y sus divisiones. Desgraciadamente tan solo suscribirse a sus publicaciones, es muy costoso, participar a los eventos de actualización y difusión aún lo es más. También hay varios laboratorios que dan el servicio de ensayos mecánicos, como por ejemplo los de embutido de metales. De ahí la importancia de este tipo de trabajo en los que se puede generar especialistas en está área de trabajo.
CAPÍTULO 1
23

1.5 PLANTEAMIENTO DEL PROBLEMA
A la microempresa Fábrica de Herramienta Campos, se le solicitó la fabricación del herramental (troqueles) necesarios para la manufactura de una abrazadera para tubo:
El cliente presenta una muestra de abrazadera fabricada en algún país asiático; con la idea de mejorar el costo de manufactura y así acaparar el mercado de esta parte. La producción estimada es de 20,000 piezas mensuales y cuenta con una máquina troqueladora
Material: Lámina 1018, calibre 16 (espesor 1.5 mm)
CAPÍTULO 1
24

Figura 1 .3 Abrazadera
Basado en la experiencia de los diseñadores de dicha empresa se decide fabricar dicha abrazadera
mediante tres troqueles, los cuales se muestran y describen brevemente a continuación. Se hace
referencia a la nomenclatura de fases utilizada en la ecuación 1.1.
Fase I 1 F O T O 1 . 1
Troquel corte silueta en los extremos de la
tira de lámina y punzonado de orificio para
entrada de tornillo.
Fase I 2 F O T O 1 . 2
Troquel embutido y curvado inicial
CAPÍTULO 1
25

Fase I 3 F O T O 1 . 3
Troquel curvado final, cierre de la
abrazadera
En la fase dos se tiene el proceso de conformado por embutido, la pieza no es simétrica, lo que dificulta la determinación del desarrollo de la chapa (forma de la lámina plana). En especial el valor adecuado del ángulo α. La importancia de dicho ángulo, es que influye directamente en la forma final de la pieza, concretamente con la rectitud del extremo embutido.
Por lo tanto, el problema consiste en evaluar el proceso de manufactura para determinar los parámetros de producción. Para este efecto, el problema se evaluará con las diversas soluciones propuestas en la literatura abierta, y asimismo, se simulará numéricamente con el Método del Elemento Finito. Resalto que este es un problema de tipo no lineal, que sufre grandes deformaciones durante el conformado metálico.
CAPÍTULO 1
26

1.6 SUMARIO
La manufactura de un producto requiere de conocimientos de diversas disciplinas profesionales debidamente relacionadas, lo que conduce a un procesamiento de materiales adecuado. Todo proceso solicita el material sobre el que se trabaja, la energía para llevar acabo la transformación y la información del cambio de la materia prima. El conformado de metales produce un cambio de forma en el material, a otra útil; en general se trabajan cuerpos metálicos o láminas; existe una gran variedad de procesos de conformado metálico, dada su complejidad se utilizan diversas clasificaciones como son: el tamaño de la pieza a trabajar, el tipo de esfuerzo que se desarrolla durante el procesamiento, la temperatura de trabajo, etc. Estadísticamente la manufactura en México, representa un porcentaje importante del PIB más del 20%. A pesar de esto, el país no cuenta con suficientes centro de desarrollo tecnológico que ayuden al desarrollo de mejores y nuevos procesos, para ser competitivos dentro de un mercado globalizado. Aquí se plantea un trabajo que pretende utilizar el elemento finito para dar mayor eficiencia al desarrollo de piezas por embutido metálico.
1.7 REFERENCIAS
[1] Alting L, Manufacturing Engineering Processes, Marcel Dekker, Inc., N: Y: 1982.
[2] Boulger, F. W. “Metal Forming: Status and Challenges,” Towards the factory of the Future,
PED-Vol. 1, Winter Annual Meeting, No. 16-21- 1980, p 18, ASME.
[3] Kienzle, O., “Classes and Characteristics of Plastic-Deformation Processes,” Machine Design
pp 200-207, Nov. 7 1963.
CAPÍTULO 1
27

CAPÍTULO 2
El Procesos de
Embutido
En este capítulo se presenta la teoría del embutido
de chapas metálicas, fases para la formación de una
copa cilíndrica, esfuerzos desarrollados y cálculo del
desarrollo de la plantilla a embutir.
CAPÍTULO 2
28

2.1 GENERALIDADES
Embutido es un proceso de conformación plástica, en el que un material, originalmente plano se
trasforma en un cuerpo hueco por medio de deformaciones controladas. A continuación se presenta esquemáticamente el conformado de una copa cilíndrica:
Desarrollo de la pieza
(Chapa)
Proceso de conformación
Recipiente conformado
Figura 2 .1 P roce so de co n forma do de una cop a me d ian te embu t ido .
La pieza anterior se obtiene aplicando la fuerza de un punzón sobre una chapa (plana), obligándola
a fluir plásticamente, dentro de la cavidad de una matriz, para adquirir la forma de un recipiente
hueco; esto es el material, al sobrepasar su límite elástico, alcanza la deformación plástica,
obteniendo así la forma de una copa.
CAPÍTULO 2
29

El proceso para obtener un recipiente cilíndrico mediante embutido, es el siguiente[2.1]:
I. Se coloca una chapa circular, de diámetro D (desarrollo) sobre la matriz para embutido
Figura 2 .2 Pr ime r fa se de l con formado de una copa c i l í ndr i ca ,
co locado de la chapa
II. Desciende el planchador y punzón de embutido. El planchador sostiene la chapa antes del contacto entre chapa y punzón, ejerciendo presión sobre el contorno exterior, que llamaremos reborde.
Figura 2 .3 Segun da fa se de l con fo rmado de u na c opa c i l í nd r i c a , con tac to p l a nchad or co n Chap a
III. El punzón de diámetro dp hace contacto con la chapa y al ejercer la fuerza la embute a
través del agujero en la matriz, con lo que la chapa fluye plásticamente, sobre la matriz aprovechando el radio r en la matriz. El diámetro D, disminuye al diámetro D’, como
CAPÍTULO 2
30

se muestra en la figura 2.4. El reborde va disminuyendo de diámetro a medida que el punzón continúa introduciéndose, desapareciendo finalmente cuando se ha embutido toda la pieza, o bien si se desea que quede algún reborde, se limita la profundidad de embutición.
Figura 2 .4 Terce r f a se de l con formado de una copa c i l í ndr i ca ,
i n serc i ón de l pun zón
IV. Una vez obtenido la forma hueca deseada, se sube el punzón y planchador.
Figura 2 .5 Cuar ta f a se de l con formado de una copa c i l í ndr i ca ,
r e t i ro de l pu nzó n
El cuerpo obtenido, de altura h, está formado por el fondo y una camisa cilíndrica designada como
pared lateral.
Figura 2 .6 Repre sen tac i ón de un Copa C i l í ndr i c a ,
ob t en id a po r embu t id o
CAPÍTULO 2
31

Se conoce como razón de embutido, a la relación entre el diámetro del desarrollo, respecto al
diámetro del punzón: pd
D=β ( 2.2)
Debe determinarse con cierta precisión el diámetro D adecuado del desarrollo de la copa, para proporcionar el material necesario. Otros factores que influyen en el resultado del proceso de embutido, son las propiedades mecánicas del material como resistencia, ductilidad, elasticidad, calidad en el espesor de la chapa, etc. Cualquier exceso o deficiencia en las propiedades anteriores no ayudan a un proceso favorable de embutido. Además para que el material fluya fácilmente y no se fracture, se deben hacer radios en el punzón y matriz.
Punzón
Matriz
Fig . 2 .7 Rad ios nece sa r i os en t re pu n zón y ma t r i z para e l emb u t ido
En caso que se requiere un radio sumamente pequeño en la copa, este deberá hacerse en una operación posterior al de embutido. Si la profundidad del recipiente es grande tal vez no pueda realizarse en una sola operación, esta deberá efectuarse en varios pasos. El objetivo del análisis del proceso de embutido, es proporcionar los conocimientos necesarios para ayudar en las siguientes fases de la producción de un parte embutida[2.2]:
1. Diseñar productos de formas realizables por embutido 2. Planear la secuencia de operaciones 3. Diseñar el troquel de embutido 4. Seleccionar la prensa para embutir la pieza 5. Probar la herramienta 6. Diagnosticar y resolver los problemas de producción
En este trabajo sólo se estudia la factibilidad de fabricar una pieza por embutido.
CAPÍTULO 2
32

2.2 CARACTERÍSTICAS Y DISEÑO DE PIEZAS EMBUTIDAS
2.2.1 GEOMETRÍAS MÁS COMUNES
De acuerdo con el Die Design Handbook de la Society of Manufacturing Engineers[2.3], las partes
que se pueden obtener mediante embutido, se pueden clasificar en los siguientes tipos:
Tabla 2.2 .1 Geometrías Comunes Real izables Mediante El Proceso De Embutido
DESCRIPCIÓN DE LA GEOMETRÍA FIGURA
Tipo A Copa Cilíndrica. Se caracteriza por tener paredes
verticales, con o sin orificios en la base. La relación entre
diámetro y altura de la copa, debe ser menor a 0.5 para aleaciones
de embutido profundo como acero 1010, aluminios 2024-O,
5052-O; y de 0.3 para aleaciones 6061-T4 y T6. La razón entre
la altura y espesor debe estar en el rango de 5 a 10 espesores de
chapa, con el óptimo de 8.
Tipo B Copas Ovaladas. En general prevalecen las
características de caso anterior
Tipo C Copas Rectangulares. Incluyen partes con paredes
verticales y esquinas con pequeños radios; todas las curvaturas
son convexas; bases regulares o irregulares, o con alguna
inclinación.
CAPÍTULO 2
33

Tipo D Partes con Paredes Inclinadas. Curvatura convexa, lados
rectos o curvos, bases planas o irregulares. La relación desarrollo
- punzón óptima es de 3 para materiales suaves
Tipo E Partes Abiertas. Caracterizada por la ausencia de paredes
continuas en uno o varios lados de la parte, curvatura convexa.
Para embutido simple, la altura deber ser 10 a 12 veces el espesor
y deben diseñarse con fondos rectos
Tipo F Contornos Entrantes. Las paredes pueden ser parciales o
continuas. El radio del área entrante no debe ser menor a la
profundidad de parte, para evitar excesivo desgaste de la
herramienta. La relación de embutido no debe ser menor de 3.
Tipo G Fondo en Forma de Montura. Generalmente deben
evitarse estas formas por su tendencia a formar arrugas, las cuales
se reducen al moderar los contornos. Se deben utilizar chapas
cuyo material sea para embutido profundo, sumamente dúctiles.
Tipo H Partes con Paredes Cortadas. Caracterizada por tener
huecos o ranuras en el fondo, se deben cumplir las condiciones de
los tipos A y B
CAPÍTULO 2
34

2.2.2 DEFECTOS EN PIEZAS EMBUTIDAS Los defectos más comunes que se presentan al embutir piezas, se muestran en la siguiente tabla. Algunos de estos defectos son causados por la herramienta o troquel (casos 5, 9, 10, 13); por el régimen de rozamiento (caso 4); o por las propiedades mecánicas y metalúrgicas del material (casos 1, 2, 3, 6, 7, 8, 11, 12)[2.4]. Tabla 2.2 .2 Defectos Más Comunes Durante Un Procesado Incorrecto De Embutido
TIPO DE FALLA FIGURA REPRESENTATIVA
Reborde con arrugas
1
Pared con arrugas
2
Arrugas en superficies curvas
3
Delineación de anillos
4
Delineación de líneas
5
Superficies escamadas
6
CAPÍTULO 2
35
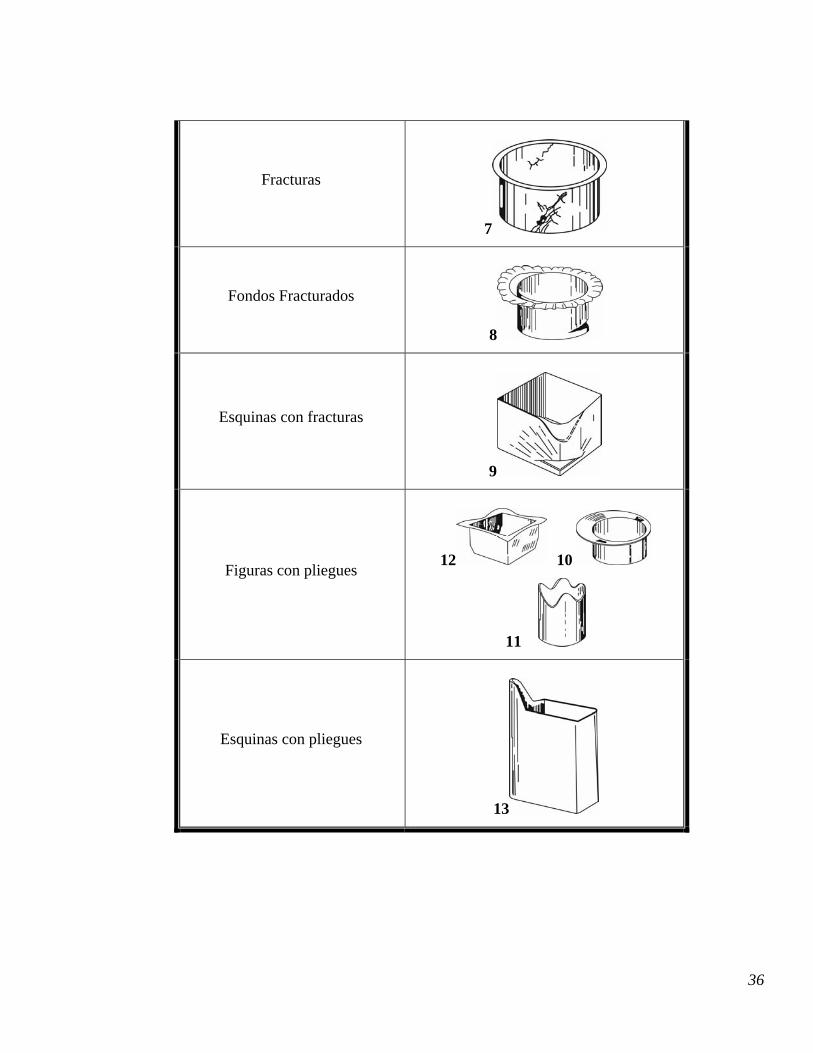
Fracturas
7
Fondos Fracturados
8
Esquinas con fracturas
9
Figuras con pliegues
12 10
11
Esquinas con pliegues
13
CAPÍTULO 2
36

2.3 ANÁLISIS MECÁNICO DEL PROCESO EMBUTIDO
2.3.1 TIPOS DE ESFUERZOS Y ACCIONES DESARROLLADAS DURANTE EL EMBUTIDO
Dos acciones principales, normalmente tienen lugar en el proceso de embutido de chapas metálicas: 1) Estiramiento biaxial, en el que ambos esfuerzos principales son tensiones, y 2) propiamente el embutido sobre el reborde, cuando tienda hacia la cavidad (matriz) en el que un esfuerzo principal es de tensión y el otro de compresión
Figura 2 .8 Es tad o de e s fuer zo que se p rese n ta e n una ch apa
duran te emb u t i r se Para el análisis de esfuerzos y deformaciones en el embutido, la chapa se divide en tres zonas A, B
y C, como se muestra[2.5]:
Figura 2 .9 Zon as e n que se d i v ide un a chapa c i rc u lar , p ara a na l i zar
l o s e f ec tos duran te e l embu t i do
CAPÍTULO 2
37

La zona anular exterior A consiste del material en contacto con la matriz y planchador. La zona anular interior B, inicialmente no está en contacto ni con el punzón, ni con la matriz, y la zona circular C en contacto con la parte inferior del punzón. Durante el embutido, se presentan los siguientes procesos:
1. Embutido radial puro entre matriz y planchador 2. Doblado y deslizamiento sobre el perfil de la matriz 3. Estiramiento entre matriz y punzón 4. Doblado y deslizamiento sobre el radio del punzón 5. Estirado y deslizamiento sobre el cuerpo del punzón
En cada zona, en las que se divido la chapa, se presentan tres de los procesos anteriores: En la zona A se presentan los procesos 1, 2 y 3 En la zona B se presentan los procesos 2, 3 y 4 En la zona C se presentan los procesos 3, 4 y 5 La parte anular externa A está sometida a esfuerzo radial de tensión y a un esfuerzo anular inducido de compresión, cuando la magnitud del esfuerzo excede cierto valor crítico, dependiendo de las dimensiones de la chapa, ocurre un colapso lateral que forma arrugas en la chapa. Consecuentemente, si la chapa no está correctamente soportada con un planchador se presenta inestabilidad (esfuerzos de compresión), la cual comienza entre los rangos siguientes[2.5]:
⎟⎟⎠
⎞⎜⎜⎝
⎛≤≤⎟⎟
⎠
⎞⎜⎜⎝
⎛
O
O
OO
O
Dt
EDt 58.046.0 θσ (2.3)
Donde σθ, es el esfuerzo tangencial inducido, to es el espesor inicial de la chapa, DO el diámetro del desarrollo, y Eo es el módulo plástico de pandeo dado por
( )24
PEEPEO+
= (2.4)
Donde E es el módulo de elasticidad y P es la pendiente ajustada de la curva esfuerzo real – deformación unitaria real, de la curva del material. Hay dos regiones importantes a considerar en el análisis del embutido. El arillo exterior o reborde, donde la mayor parte de la deformación ocurre, y la pared que debe soportar las fuerzas necesarias para causar la deformación en el reborde. Si el diámetro de la chapa es demasiado grande, la
CAPÍTULO 2
38

fuerza que deberá trasmitir la pared, será también muy grande, con lo cual fallará por fractura o cedencia. También puede presentarse arrugas en el reborde. La “Formabilidad” puede ser expresada por la Relación Límite de Embutido (RLE), que es la razón entre el diámetro mayor de la chapa que puede ser embutida sin falla, por el diámetro del punzón D0/dp
pdDRLE 0= (2.2)
Figura 2 .10 Re lac ión l ím i t e de emb u t ido
2.3.2 DETERMINACIÓN TEÓRICA DE LOS ESFUERZOS EN EL
EMBUTIDO
Para el análisis plástico del proceso de embutido, son necesarias las siguientes suposiciones simplificadoras[2.6]:
1. Los trabajos mecánicos externo e interno, debidos al rozamiento, por la acción de los dobleces, serán despreciados durante el tratamiento inicial; se cuantificarán al final mediante un factor de eficiencia η, es decir, inicialmente η = 1.
2. El exponente de endurecimiento por deformación n, tiene un efecto mínimo en la relación de embutido, para un material idealmente plástico se considera n = 0.
3. El espesor de la chapa permanece constante, durante el proceso de embutido. 4. El material tiene “isotropía planar”, esto es anisotropía normal y cualquier variación anular
de R puede ser tratada por la relación de deformación anisótropa plástica media:
4
2 90450 rrrrm++
= (2.5)
5. Se aplica la teoría anisótropa de Hill*. *Apéndice A2
CAPÍTULO 2
39

Primero se considera la deformación que ocurre en el reborde o aro exterior, se parte de la siguiente figura:
ro
dρ
r1
h
t
z
yx
xyzρ
Figura 2 .11 Esque ma de l embu t id o p arc ia l c i r cu l ar , mos t ra nd o e l s i s t e ma
de re f e renc i a y l a no tac i ón d ime ns i o na l [2.7]
si el espesor permanece constante (εz = 0), el área inicial también permanecerá constante, esto es
(2.6) =+= hr122
0 2ππρπρ constante
Derivando respecto a ρd y respectivamente, se obtiene dh
022 1 =+ dhrd πρπρ ⇔ ρ
ρ dhrd 1−= (2.7)
Por otro lado, la circunferencia de la chapa es proporcional a ρ, dεy = dρ/ρ, además dεz=0 , sustituyendo, queda
yx dd εε −= = 21
ρρρ dhrd
=− (2.8)
Donde r1 es el radio del punzón y dh es el incremento de la distancia que se mueve la chapa sobre el punzón. Asimismo, el incremento de trabajo mecánico realizado sobre el elemento, es igual a su volumen ρρπ dt2 , multiplicado por el incremento de trabajo mecánico por volumen, que es
.zzyyxx ddd εσεσεσ ++ Dado que dεz=0 y yx dd εε −= el trabajo por unidad de volumen queda ( ) xyx dεσσ − . El trabajo en el elemento es:
( )2
12ρ
σσρρπ dhrdtdW yx −
= (2.9)
CAPÍTULO 2
40

Aunque el valor relativo de σx y σy varían con la posición del elemento, el término (σx - σy) permanece constante y es designado por σf (resistencia al flujo del reborde bajo la condición dεz=0), entonces esa resistencia queda σf = 2 σx .
El trabajo total W, para un material idealmente plástico, en todos los elementos del reborde considerando η=1, es:
ef
r
r
f Frrtr
dtrdhdW s =⎟⎟
⎠
⎞⎜⎜⎝
⎛== ∫
1
01
1 ln22
1
σπρ
ρσπ (2.10)
donde Fe es la fuerza necesaria para embutir, la cual debe ser igual a dW/dh, cuyo valor debe ser el
máximo al inicio del proceso, esto es cuando r = r0, por tanto
⎟⎟⎠
⎞⎜⎜⎝
⎛=⎟⎟
⎠
⎞⎜⎜⎝
⎛==
1
01
1
01)( ln2ln2
ddr
rrr
dhdWF ff
máxmáxe σπσπ (2.11)
en términos del esfuerzo ⎟⎟⎠
⎞⎜⎜⎝
⎛=
1
0)( ln
dd
fmáxe σσ (2.12)
Donde d0 es el diámetro inicial de la chapa y d1 es el diámetro del punzón. El diámetro de la chapa decrece continuamente durante el embutido desde d0 hasta el valor del diámetro del punzón d1. En cualquier estado intermedio, el esfuerzo de embutido para una eficiencia de deformación η, da
⎟⎟⎠
⎞⎜⎜⎝
⎛=
1
ln1ddi
fe ση
σ o ⎟⎟⎠
⎞⎜⎜⎝
⎛=
1
ln1ddtdF i
fie σπη
(2.13) (2.14)
la gráfica de las dos ecuaciones anteriores se indica a continuación:
Profundidad de embutido
Figura 2 .12 Grá f i ca t eó r i ca de la var iac ión de e s f uer zo s o fue r za s du ra n te la fo rmac ió n de la copa p or Embu t id o , ecuac ione s 2 .12 , 2 .13
CAPÍTULO 2
41

Sin embargo, la curva anterior no es la que se observa en la práctica durante el conformado del recipiente. La gráfica siguiente es la que se obtiene en un ensayo de embutido de laboratorio:
Figura 2 .13 Grá f i ca re a l de la var iac ión de la f ue rza du ra n te e l embu t ido [ 2 . 8 ] .
Ahora se considerará la situación en la pared del cilindro. Para evitar la falla, el área de sección transversal de la pared debe soportar la fuerza máxima de embutido . De ahí, el límite de embutido deberá alcanzare cuando el esfuerzo axial σ
)(máxeFx, alcance la resistencia a la cedencia de la
pared σp , o cuando:
⎟⎟⎠
⎞⎜⎜⎝
⎛===
11
)( ln2 d
dtr
F Of
máxepx σ
πσσ (2.15)
2.3.3 RELACIÓN DE EMBUTIDO LÍMITE
Puesto que la circunferencia de la pared está restringida por la contracción en el punzón, prevalece una deformación unitaria plana, donde 0=yε , y así la relación de embutido límite (LDR=Do(máx)/d1), está gobernada por la razón de las dos resistencias en el plano, que son para la pared y
wσ
fσ para el reborde, como sigue
)ln()0(
)0( LDRz
y
f
w==
=
=
ε
ε
σ
σβ (2.16)
donde β = relación de las resistencias al flujo para estado de deformación unitaria plana en la pared del cilindro.
CAPÍTULO 2
42

Para el caso de material isótropo idealmente plástico, se asume que wf σσ = , además β = 1, con lo que LDR = e = 2.72. En la práctica LDR, está entre 2.1 y 2.2, ya que no se consideró el rozamiento. Para corregir esta pérdida de trabajo mecánico, se introduce el factor de eficiencia de deformación η, antes mencionado, la fuerza axial real de embutido y el esfuerzo para un material idealmente plástico queda como sigue:
1
1))(( ln
2ddr
F Ofamáxe η
σπ=
1)( ln
ddOf
ax ησ
σ = (2.17) (2.18)
La relación correspondiente al LDR estará dada por:
ηβ=)ln(LDR (2.19)
La eficiencia η, varia con la lubricación, con el espesor de la chapa y el acabado de los radios de punzón y matriz. Un valor típico que puede estimarse para material isótropo, con β = 1, es entre 0.74 y 0.79.
Para un material idealmente plástico, la teoría de Hill predice que
21+
=Rβ (2.20)
por lo que 2
12
1)ln( +≅
+=
RRLDR ηη (2.21)
donde R = relación de deformación plástica radialmente simétricas R = relación media de deformaciones plásticas unitarias
La relación entre R y β es de uso crítico en la teoría anisótropa, ya que R, que es una medida obtenida del ensayo uniaxial en tensión, está relacionada con la pendiente, de la trayectoria de la gráfica de carga.
La siguiente relación ( ) R
R
yx
y 1
0
+=⎟⎟
⎠
⎞⎜⎜⎝
⎛∂
∂
=σσσ
(2.22)
Puede derivarse de la idea de volumen constante y no depender de algún criterio de cedencia. β, de otra manera, es la relación de esfuerzos de flujo, bajo dos diferentes trayectorias de carga como se muestra en la siguiente figura:
CAPÍTULO 2
43

x1
σy Z
Y
X
εY =0 x2
σw Pared
σx
Reborde
½ σƒ εZ =0 RebordeR=1
R>1 Pared
Y Z
X
Figura2 .14 Grá f i ca de l a var iac i ón de l l uga r ge omé t r i co de lo s p un to s d e cedenc ia , i nd ican do l a t rayec tor ia en e l embu t ido . La f i gura de l só l i do para un ma te r ia l i só t ropo (R=1) y l a
curva p un te ada e s pa ra un ma te r ia l an i só t ropo , con i so t ro p í a p lana r (R < 1 ) [ 2 . 9 ]
Pequeñas desviaciones del lugar geométrico de cedencia, de forma elíptica, asumidas en la teoría de Hill, pueden causar un error substancial en la ecuación anterior, además la relación LDR es muy sensible a β. De ahí, aunque la teoría de Hill puede describir razonablemente el lugar geométrico de cedencia, para muchos propósitos, esta teoría puede conducir a serios errores en el análisis de embutido[2.10].
Experimentalmente se ha obtenido la siguiente relación para valores de β, en materiales metálicos simétricos de estructura cristalina FCC, a partir de la teoría de Hill.
27,0
12
⎟⎠⎞
⎜⎝⎛
+=
RRβ (2.22)
Los efectos del endurecimiento por deformación, puede incorporarse en el análisis previo, por medio de alguna ecuación constitutiva tal como la de Ludwik – Hollomon, esto es, σ=Ken .
CAPÍTULO 2
44

2.4 CÁLCULO DEL DESARROLLO DE LA CHAPA [ 2 . 1 0 ]
Uno de los problemas más importantes en la embutición es el de determinar las dimensiones y forma de la chapa desarrollo), para obtener el objeto deseado, con el mínimo empleo de material.
Los desarrollos determinados teóricamente y que más exactamente pueden obtenerse corresponden normalmente a figuras de cuerpos geométricos regulares rectos, o con secciones circulares. Sin embargo, aún así, la exactitud obtenida no es rigurosa, debido al estiramiento que en la práctica sufren las paredes de los recipientes. Esto afecta las dimensiones de los desarrollos o plantillas, que previamente deben ser cortadas antes de la operación de embutido. El conocimiento preciso del alargamiento del material puede utilizarse como un factor de corrección, considerado en tanto por ciento de los desarrollos determinados teóricamente.
Un método elemental para efectuar el cálculo de un desarrollo es considerar éste como una superficie equivalente de la pieza desarrollada, y no como un valor lineal de la misma. Para aclarar mejor este concepto vamos a poner un ejemplo. Supongamos que se trata de determinar la plantilla para la fabricación de un recipiente cilíndrico tal como se muestra en la siguiente figura.
d
h
d h
Figura 2 .15 Desa rro l l o de una cop a c i l í ndr i c a
Si como a primera vista parece, se agrega al diámetro d dos veces la altura h, y se supusiera que la cantidad obtenida es el diámetro de la chapa, incurriríamos en un error, ya que la cifra hallada sería notablemente superior a la real.
CAPÍTULO 2
45

Considérese d = 30 mm, y h = 40 mm, de acuerdo al procedimiento erróneo citado en el párrafo anterior, se obtendría D = 30 + (2X40) = 110 mm. Sin embargo, la superficie del desarrollo se obtiene como sigue: considérese s la superficie del fondo, s’ a la superficie lateral del cilindro, r al radio del fondo, h la altura del cilindro y S la superficie total, entonces
S = s + s’ = π r2 + 2π r h (2.24) Sustituyendo, se obtiene
( ) 8.447640152152 =×+= ππS mm2
La superficie de la chapa (desarrollo) está dada por
S = π R2 ⇔πSR = (2.25)
sust. 75.378.4476==
πR mm
Por lo que 5.75=D mm < 110 mm
La diferencia se puede comprender analizando la siguiente figura, en la que se observa los desarrollos de la pared del cilindro y las partes que no se requerirían al desarrollar el cilindro. Al igualar las superficies del cilindro y desarrollo, en función de sus diámetros obtenemos:
⎟⎟⎠
⎞⎜⎜⎝
⎛+= dhdD
42
22
ππ
(2.26) dhdD 42 +=
sustituyendo los datos del ejemplo anterior, se obtiene:
( ) 5.7540304302 =××+=D m
CAPÍTULO 2
46

2.5 SUMARIO
El embutido es un proceso de conformación plástica, utilizado para obtener recipientes a partir de láminas (chapas). Se realiza mediante la presión que un punzón ejerce sobre la chapa introduciéndola en el orificio de una matriz, utilizando también un prensa- chapas que dosifica el material que entra a la matriz y asegura no se arrugue el reborde de la chapa. Para un recipiente cilíndrico la relación entre su diámetro y su altura, ayuda a determinar el número de operaciones necesarias para obtener la parte embutida de acuerdo con la relación de embutido .
El análisis mecánico del modelo de embutición, muestra que es un proceso complejo, el cual se divide en zonas, de acuerdo con el tipo de combinación de esfuerzos presentes durante la deformación plástica. Las ecuaciones del comportamiento son aproximadas, ya que al modelar no se puede considerar los radios que punzón y matriz requieren para permitir que la chapa fluya. Dado el tipo de deformación plástica llevada a cabo en el embutido, un problema práctico es el cálculo del desarrollo de chapa, para piezas simétricas se obtienen fórmulas bastante aproximadas; sin embargo, para piezas no simétricas no se cuenta con fórmulas ni tablas que indiquen el desarrollo de la chapa, por lo que hay que realizas pruebas y obtener la silueta necesaria para posteriormente llevar a cabo el embutido y obtener la pieza deseada.
CAPÍTULO 2
47

2.6 REFERENCIAS:
[2.1] Oeheler – Kaiser Herramientas de Troquelar Estampar y Embutir, Editorial Gustavo Gili,
Barcelona 1977, pp 305 – 306
[2.2] Weinmann, “Effect of Tools and Workpiece Geometries Upon Bending of Steel Plate” 6th
NAMRC, 1978, SME, Deaborn Michigan, pp 220-225
[2.3] Smith A., Die Design Handbook, SME 3ER Ed. 1990 Pp 2.37, 2.53
[2.4] Banabic, Bunge, Pöhlondt, Tekkaya, Formability of Metallic Materils, Springer 2000,
pp 173, 174
[2.5] Johnson, Mellor, Engineering Plasticity, Van Nostrand – Reinhol, 1973 Co. N: Y: pp 318
[2.6] Hosford, Caddell, Metal Forming Mechanics and Metallurgy 2a Ed. Prentice Hall, N: J: pp
288,289
[2.7] Hosford, W. “The Effect of Anisotropy and Work Hardening of Cup Drawing, RedraWing
and Ironing” Formability Analysis, Modeling, and Experimentation, S. S. Hecker, A. K
Grhosh and Gegel. (eds) Proc. Symp. October 1977 N: Y: pp. 78-95
[2.8] Mielnik E. M. Metalworking Science and Engineering McGraw Hill 1991, 786 pp.
[2.9] Backofen Deformation Processing, Addison- Wesley Mass, 1972, pp 199 – 207
[2.10] López Navarro, Troquelado y Estampación, Gustavo Gili, 1981, pp 128
CAPÍTULO 2
48

CAPÍTULO 3
Formabilidad de Chapas
Metálicas y Desarrollo
De La Metodología
En este capítulo se presenta el concepto de Formabilidad medido a través de los Diagramas Límite de Conformado (DLC), además se presenta un bosquejo del Método del Elemento Finito aplicado a la deformación plástica de chapas metálicas
CAPÍTULO 3
49

3.1 ANÁLISIS Y EVALUACIÓN DE LA FORMABILIDAD DE CHAPAS METÁLICAS
3.1.1 GENERALIDADES
Para este estudio, se define “Formabilidad” de una chapa, como su capacidad para deformarse por un proceso específico de conformado, desde su forma original plana hasta la pieza final, sin que se presente falla en el metal, ya sea por fractura o estricción; es decir, la facilidad de un material para sufrir deformación plástica sin defectos. También se define como el grado de deformación que puede ser alcanzado en un proceso de conformado metálico sin desarrollar condiciones indeseables, tales como grietas, acabados superficiales ásperos, arrugas, etc. La Formabilidad es una situación compleja, ya que intervienen diversos factores, que interactúan simultáneamente en el proceso de conformado de una pieza, estos son: el material de la chapa, el proceso en sí, y la forma y acabado final deseado; que a su vez dependen de diversos parámetros, tal como se indica en la tabla 3.1. En cuanto al material, sus características influyen profundamente en la capacidad de conformado; las propiedades mecánicas como dureza, razón anisótropa r, módulo de elasticidad, exponente de endurecimiento n, ductilidad, tenacidad; en cuanto a las propiedades metalográficas se encuentran el tamaño, forma y orientación de los granos. El proceso influye en el estado de esfuerzo y deformación desarrollados en la chapa, las trayectorias de deformación seguidas durante el conformado, así como la utilización de agentes externos como lubricantes para favorecer el flujo del material, la temperatura. La configuración fina influye en el número de fases convenientes para obtener una pieza de calidad y esto a su vez en el proceso y severidad de cambio en cada fase. Para el caso de embutido, en principio, Formabilidad de una chapa se expresa por la relación
dD=β , (ecuación 2.1). Una manera más precisa de describir la Formabilidad es a través del
Diagrama Límite de Conformado, que se describe en detalle en el siguiente tema.
CAPÍTULO 3
50

MATERIAL
PROCESO
FORMA Y ACABADO
Propiedades Mecánicas
Propiedades Metalúrgicas
Propiedades Químicas
Estado de Esfuerzo
Estado de Deformación
Temperatura
Configuración
Lubricación
Desgarramiento
Localización de la Deformación
Arrugamiento
Acabado superficial
Recuperación Elástica
FORMABILIDAD
Figura 3 .1 P ará me t ro s q ue In f luyen e n la Formal i dad de C hap as [ 1 ] .
CAPÍTULO 3
51

3.1.2 DIAGRAMAS LÍMITE DE CONFORMADO (DLC)
En 1946 Gensamer[2] reportó que cuando una chapa es sometida a estado de esfuerzo biaxial, el valor de la deformación máxima inestable*, varia de acuerdo con la razón de cambio de la deformación unitaria. En el siglo pasado, en los 60’s, Keeler[3] recolectó información de la relación entre las deformaciones unitarias hasta la fractura de la chapa, de varios experimentos en estiramiento biaxial y de muchos estampados industriales, notó que el valor de la deformación principal unitaria, es una función del menor valor de la deformación unitaria. Graficó los valores de las deformaciones mayores contra las menores y obtuvo el diagrama denominado “Diagrama Límite de Conformado” (DLC); concluyó que las curvas en los DLC representan, de manera confiable, los límites entre las deformaciones unitarias combinadas que producen inestabilidad y/o fractura. Al referirse a las curvas como tales, se llamarán Curva Límites de Conformado; al usar la fractura como criterio de falla, el diagrama se llama diagrama límite de falla.
DIAGRAMA LÍMITE DE CONFORMADO
Figura 3 .2M étodo Co nve nc iona l p ara la ob tenc ión de l d iag ra ma l ím i t e de c on fo rmado a ) ma l la
c i r cu la r an te s de l a de fo rmac ió n , b ) ma l la ova la da en la vec indad de la f rac tura desp ués de l a de formac ión , c ) e spec i menes u t i l i zados , d ) d i agrama re su l tan te ( co r t e s ía de lo s Labo ra t or io s de I nves t igac i ón de la Gene ra l Moto rs ) .
*Ver apéndice 3
CAPÍTULO 3
52

El trabajo de Keeler[3] estuvo limitado al caso en que amabas deformaciones unitarias principales superficiales eran positivas. En 1968 Goodwin[4] extiende los trabajos de Keeler a situaciones donde la mayor deformación unitaria principal en la superficie es positiva y la menor negativa, con lo que obtuvo los diagramas límites de conformado Keeler – Goodwin, que se muestra a continuación.
Tensión Tensión
Tensión Compresión
Figura 3 .3 Diagrama de L ími t e s de C on fo rmado K ee le r -Good w in que Desc r ibe la Formab i l i da d de una C h apa Me tá l i c a
El Diagrama Límite de Conformado para una chapa, es una representación gráfica, de los límites de las deformaciones unitarias principales, donde puede surgir la falla en un proceso de conformado. Los criterios de falla o ejecución son: Estricción localizada, Fractura y Arrugamiento.
3.1.2.1 TRAZADO DEL DIAGRAMA LÍMITE DE CONFORMADO [ 5 ]
Los diagramas parten de mediciones de la deformación sufrida por la chapa después del proceso de conformado. Se dibuja en la chapa un enrejado o malla circular con diámetros normalizados, similares a los siguientes patrones:
CAPÍTULO 3
53

Figura3 .4 P a t ro nes de M al lado
Se miden las deformaciones sufridas en la chapa, midiendo las deformaciones mayor y menor, que se encontrarán en direcciones perpendiculares:
DIRECCIÓN DE DEFORMACIÓN
MAYOR
DIRECCIÓN DE DEFORMACIÓN
MENOR
F igura 3 .5 E jemplo De fo rmac ió n Su f r i da po r un C í rcu lo Pa t ró n .
Las variaciones de deformación se presentan en %, obtenidas de acuerdo con la siguiente relación:
% alargamiento 1000
0 ×−
=l
ll f (3.1)
El número de combinaciones entre mayor y menor alargamientos que puede sufrir una chapa al embutirse es infinito. Algunos ejemplos de posibles combinaciones son los siguientes:
CAPÍTULO 3
54

F igura 3 .6 Pos ib l e s Co mbin ac ione s de De fo rmac iones en C í rcu los Pa t ró n
Los valores de estas combinaciones sé grafican en un sistema ortogonal, donde el eje horizontal representa el % de deformación unitaria menor, y el eje vertical el % de deformación unitaria mayor, como se indica a continuación:
F igura 3 .7 Loca l i zac ión de Pun to s en lo s E je s de De formac ión Un i ta r ia Mayo r o Me no r de lo s C í rcu l os De fo rmad os
Los conceptos anteriores se aprovechan para determinar las condiciones de inicio de la falla, para un material dado. Se miden los alargamientos mayores y menor sufridos por la circunferencia justo al inicio (límite) de la falla. Los valores obtenidos en el límite se grafican, se unen puntos significativos con una línea continua, de un lado están los valores seguros y del otro los de falla:
CAPÍTULO 3
55

Deformación mayor
Figura 3 .8 T razado de l D iag ra ma L í mi t e de Co n f ormad o a Pa r t i r de la s
De fo rmac ion es de l C í rcu l o Pa t ró n
Ejemplo de DLC con varias trayectorias de deformación unitaria, en donde se indican los límites de
fractura y estados de deformación unitaria, límite de aparición de arrugas, es el siguiente:
DEF
ORM
ACIÓ
N U
NIT
ARIA
MAY
OR
ε 1 e
n %
TENSIÓN SIMPLE
140 DEFORMACIÓN PLANA
CORTE SIMPLE TENSIÓN
BIAXIAL
100
ε1>ε2
60
80
ε1=2ε2 ε1=ε2
ALGUNAS TRAYECTORIAS
DE DEFOMRACIÓN
ARRUGAS EN LA COPA
LÍMTE DE FALLA POR ESTRICCIÓN
20
-80 -60 -40 -20 0 20 40 60 80 DEFORMACIÓN UNITARIA MENOR ε2 en %
Figura 3 .9 D iagrama L í mi t e de Con fo rm ado , C on s t ru id o pa ra Var io s t i p os de Prueba s de Lab o ra to r io
CAPÍTULO 3
56
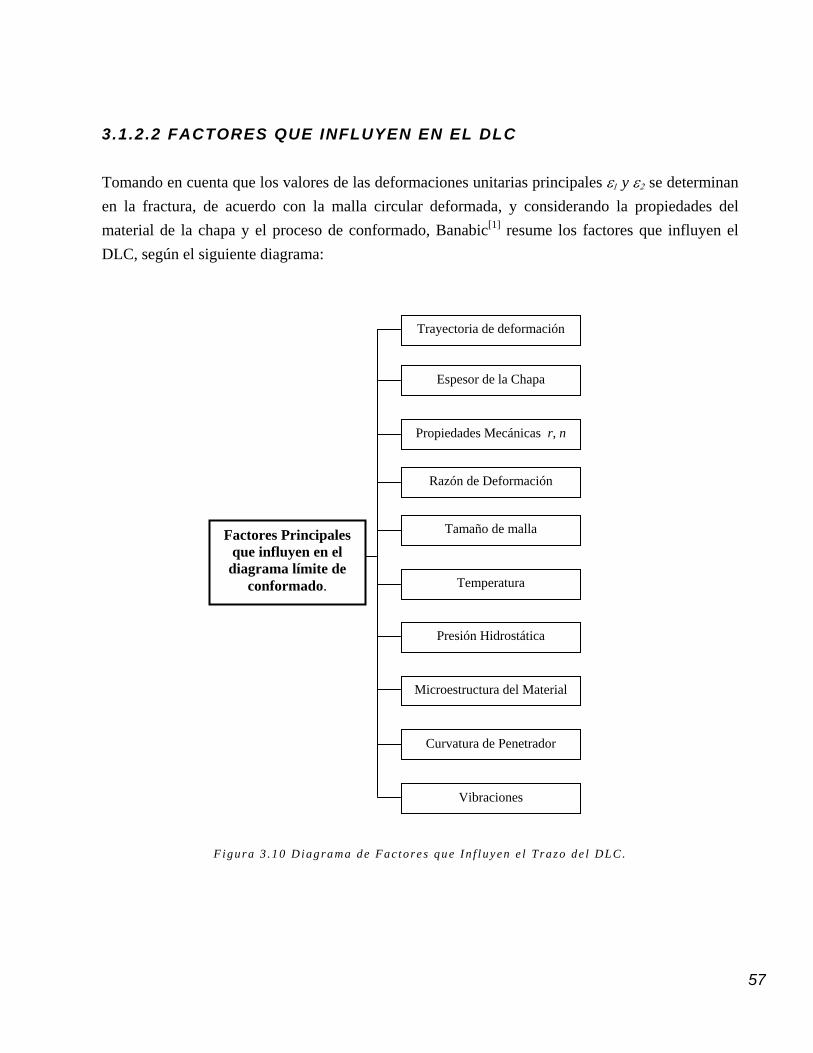
3.1.2.2 FACTORES QUE INFLUYEN EN EL DLC Tomando en cuenta que los valores de las deformaciones unitarias principales ε1 y ε2 se determinan en la fractura, de acuerdo con la malla circular deformada, y considerando la propiedades del material de la chapa y el proceso de conformado, Banabic[1] resume los factores que influyen el DLC, según el siguiente diagrama:
Trayectoria de deformación
Espesor de la Chapa
Propiedades Mecánicas r, n
Razón de Deformación
Tamaño de malla
Temperatura
Presión Hidrostática
Microestructura del Material
Curvatura de Penetrador
Vibraciones
Factores Principales que influyen en el
diagrama límite de conformado.
Figura 3 .10 Diag ra ma de Fac tore s qu e In f luyen e l Trazo de l DLC.
CAPÍTULO 3
57

La manera más realista y eficiente de estimar las posibilidades tecnológicas de manufacturar una parte embutida y evitar errores de diseños es aplicar los Diagramas Límites de Conformado, lo que permite establecer:
• El rango seguro de un embutido profundo, • Las zonas críticas donde la estricción o fractura son más factibles de ocurrir, • El nivel de deformación unitaria, • Las condiciones favorables en lubricación, fuerza del prensachapas, • Apoyan en el control de la producción, y diseño del troquel.
En la práctica este método es aplicado siguientes a secuencia que se describe en los siguientes párrafos. Una vez definida la forma, dimensiones y calidad de material de una parte, será prescrita por el diseñador la tecnología de conformado y las herramientas a diseñar. Para estos propósitos las máximas deformaciones unitarias en la parte de conocerse, así como el diagrama límite del material. Comparando los puntos correspondientes a las deformaciones unitarias principales en la parte, con el DLC puede estimarse donde sucederá fractura o estricción durante el conformado. Si no se esperan defectos se prosigue con los diseños. Si los puntos superan los límites de las curvas, deberán hacerse modificaciones de:
• Las condiciones de trabajo (desarrollo, lubricación, número de fases) • El diseño de parte (filetes, ángulos, radios) • Material (calidad, espesor, dureza)
CAPÍTULO 3
58

3.1.2.3 ÍNDICES DE FORMABILIDAD[ 1 ]
Los índices de Formabilidad dependen del tipo de simulación de prueba, así como de criterio de deformación unitaria limitante. Desde luego esto límites también dependen de los parámetros mecánicos del material , donde n es el coeficiente de endurecimiento por deformación, m es la razón de sensibilidad a la deformación unitaria, r el coeficiente anisótropo, y f un coeficiente de no homogeneidad.
( , , , ,kl uF F n m r fε= )
El incremento del índice de Formabilidad puede expresarse como:
uu
F F F F FdF dn dm dr d dfn m r f
εε
∂ ∂ ∂ ∂ ∂= + + + +
∂ ∂ ∂ ∂ ∂ (3.2)
Cada derivad de esta ecuación puede determinarse teórica o experimentalmente para cada procesos de conformado de chapas. La siguiente figura muestra los factores que influyen en el índice de Formabilidad, donde pμ y mμ son los coeficiente de rozamiento en chapa y punzón y chapa y matriz respectivamente.
CAPÍTULO 3
59

3.2 MÉTODOS PARA ANALIZAR LOS PROCESOS DE CONFORMADO DE METALES
La teoría de la plasticidad, que sirve de fundamento para el análisis del proceso de conformado metálico, corresponde a un fenómeno macroscópico, basado en descripciones matemáticas del comportamiento “a gran escala” de un material continuo, durante la deformación plástica. Existen varios métodos para esos análisis, los cuales se presentan en la siguiente figura:
DEBIDO A SIMPLIFICACIONES DEBIDO A LA TEORÍA
SOLUCIONES CONTINUAS
SOLUCIONES APROXIMADAS
TEORÍA ELEMENTAL DE PLASTICIDAD (METODO DE TABLETAS)
TEORÍA TÉCNICA DE LA PLASTICIDAD
SIMÉTRICA
MO
DEL
O D
E B
AN
DA
S
MO
DEL
O D
E D
ISC
O
MO
DEL
O D
E TU
BO
SOLU
CIÓ
N E
XA
CTA
TEO
RÍA
DEL
D
ESPL
AZA
MIE
NTO
LIN
EAL
MÉT
OD
O D
E LO
S LÍ
MIT
ES
SUPE
RIO
IR E
INFE
RIO
R
MÉT
OD
O D
E V
ISC
OPL
AST
ICID
AD
MÉT
OD
O D
E LA
S C
AR
GA
S R
ESIU
DA
LES
MÉT
OD
O D
EL E
LEM
ENTO
FI
NIT
O
TEORÍA DE LA PLASTICIDAD
Figura 3 .11 Esque ma de lo s d i ve r sos mé tod os p ara la so l uc ión de pro b lema s de Con fo rmad o de me ta l e s [ 6 ]
CAPÍTULO 3
60

Para describir un proceso de conformado de metales se utilizan ecuaciones diferenciales, cuya solución no siempre es fácil o conocida; se evitan dificultades matemáticas haciendo suposiciones simplificadoras, en cuanto al modo de deformación y el estado de esfuerzo que ocurre en el proceso de conformación. En la teoría elemental de plasticidad se considera que la deformación es homogénea; esto es, las secciones permanecen planas durante el ciclo de deformación. Los procesos de conformado son por naturaleza problemas no homogéneos, en que el eje principal de deformación y esfuerzo tienen diferentes direcciones, para diferentes puntos de la pieza de trabajo. Consecuentemente, la ecuación fundamental se formula de modo independiente a la orientación del sistema de coordenadas.
3.2.1 MÉTODO DEL ELEMENTO FINITO
3.2.1.1 ANÁLISIS VARIACIONAL
El Método del Elemento Finito (MEF), está fundamentado en los principios del método de análisis al límite*. Para este efecto, se divide la pieza de trabajo en subregiones llamadas elementos, cómo se muestra en la siguiente figura:
⎪⎭
⎪⎬⎫
⎪⎩
⎪⎨⎧
=y
x
ggg )(
Y
i
j m
X
Figura 3 .12 Reg ión de e s fuer zo s en e l p lano , d i v id ida en e l eme n tos f i n i to s [ 7 ]
*Ver apéndice A4
CAPÍTULO 3
61

Dichos elementos se suponen interconectados en un número discreto de nodos localizados en sus fronteras. A cada elemento se le asigna un grupo de funciones de prueba (o campos de velocidades admisibles) mediante parámetros constantes que son identificados con el punto nodal de velocidad. La función de prueba de cada región está combinada para un campo de velocidad admisible, que satisface los requerimientos, excepto el de volumen constante[8].
Primero para aplicar el método variacional, se considera la funcional expresada por:
∫ ⎟⎟⎠
⎞⎜⎜⎝
⎛∂∂
∂∂
=Π 2
1
,......,,, 2
2x
xdx
xu
xuuxF (3.3)
donde la variable dependiente u, es una función de la variable independiente x. La integral anterior
es definida en el plano o dominio [x1,x2] como se muestra en la figura 3.11.
u2
u1
Figura 3 .13 Reg ión cer ra da de do s d i men s ione s o domi n io [ x 1 , x 2 ] , u t i l i zada x para de f in i r l a f unc ion a l var iac io na l dada en l a ecuac ión [ 9 ]
1 x2
Es importante tomar en cuenta que las Funcionales, son funciones de otras funciones. En mecánica, la funcional usualmente tiene algún significado físico, tal como la energía potencial de deformación de un cuerpo. En el método variacional, una solución tentativa es probada para un problema dado, y la funcional es expresada en términos de la solución tentativa. Para todas las soluciones posibles que satisfacen las condiciones de frontera, habrá una que cumpla el principio variacional gobernante del comportamiento, que hará la funcional Π estacionaria; esto es, existe un
CAPÍTULO 3
62

estado con un máximo o mínimo. El procedimiento matemático utilizado para seleccionar la solución correcta entre varias tentativas, es llamado cálculo de variaciones. Cualquier solución tentativa u , en la vecindad de la solución exacta, puede representarse por la suma de la solución exacta u y una variación δu de u: u = u + δu, lo que se muestra en la siguiente gráfica:
Figura 3 .14 No tac ió n Va r iac io na l qu e de f ine la var iac i ón de una so luc i ón prov i s iona l y una exac ta [ 9 ]
La variacional de u = u(x) es definida como un cambio infinitesimal arbitrario en u, para un valor fijo de la variable dependiente que es, δx = 0[10]. Pequeños cambios o variaciones de esta funcional, corresponden a la variación en su solución. De ahí, el extremo (máximo o mínimo) de una funcional hace que la primer variación de la funcional Π, se desvanezca; esto es, su trazo se moverá desde su posición, a la estacionaria. Esta condición puede expresarse como:
∫ =∂=Π 2
1
0x
xFdxδ (3.4)
Un principio variacional especifica una cantidad escalar o funcional, que es definida por una
integral de la forma:
∫ ∫Ω Γ
Γ⎟⎠⎞
⎜⎝⎛
∂∂
+Ω⎟⎠⎞
⎜⎝⎛
∂∂
=Π dxuuEd
xuuF ,....,,...., (3.5)
CAPÍTULO 3
63

donde, Π es una cantidad escalar o funcional estacionaria, u función desconocida, que puede estar en forma de matriz, tal como , donde aiiaNu Σ= i son los parámetros nodales y F, E son funciones de u(x,..) y su derivada y Γ es la curva límite de la región o dominio Ω.
Se puede intentar hacer Π estacionaria con respeto a la variación de la cantidad u, el grupo admisible de funciones satisface las siguientes condiciones generales de frontera:
BB1(u) = 0 en Γ1
BB2(u) = 0 en Γ2
Donde Γ1 + Γ2 = Γ
Para pequeñas variaciones admisibles de u, la primera variación de Π, puede expresarse como:
(3.6) ∫Ω
Ω=Π uduA δδ )(
El requerimiento de estado estacionario, es:
(3.7) 0=Πδ o A(u) = 0 en Ω
Al ser δu arbitraria.
La solución de un problema de un continuo es una función de u, que hace a Π estacionaria, con respecto a pequeños cambios δu. La variación es 0=Πδ . Se debe reconocer que la ventaja del MEF es su habilidad para generalizar problemas, ya que puede aplicarse a una amplia gama de condiciones de frontera (está libre de restricciones geométricas).
CAPÍTULO 3
64

3.2.1.2 DIVERSOS PLANTEAMIENTOS DEL MÉTODO DEL ELEMENTO FINITO USADOS EN CONFORMADO DE METALES Existen varios métodos de elementos finitos aplicados al conformado de metales. Dependiendo del modelo seleccionado, los más usados son: elástico–plástico y rígido–plástico, como se muestran en la siguiente figura.
FEM para cálculos de procesos de conformado en frío
Formulación elasto - plástica
Formulación Rígido - plástico
Modelo
viscoplástico
(II)
Grandes
deformaciones
(IV)
Teorema modificado del límite superior
(I)
Pequeñas
deformaciones
(III)
F igura 3 .15 Diag ra ma de lo s d i ve r sos mé todos de e l emen tos f i n i to s ap l i cad os a proce so s de con fo rmado en f r ío [ 1 0 ]
La teoría de deformación utilizada en el análisis de Elementos Finitos, es a menudo referido a la teoría de deformación J2 (segundo invariante de esfuerzos), para material isótropo incompresible, el criterio puede expresarse como ( )1332212 σσσσσσ ++−=J . La formulación rígida – plástica es preferida en el desarrollo del MEF, para calcular procesos de conformado con deformaciones plásticas muy grandes. Sin embargo, en algunos problemas de conformado de chapas metálicas involucran deformación elástica, que puede simularse mejor, por el modelo elástico–plástico. Se recomiendan para los diferentes procesos las siguientes aplicaciones:
CAPÍTULO 3
65

FORMULACION RIGIDO - PLASTICA
FORMULACION ELASTO - PLASTICA
MEF
PROCESOS (I) (II) (III) (IV)
Indentación X X X X
Forja X X X X
Extrusión X X X X
Embutido X X
Rolado X X X
Estirado X X
Embutido
profundo X X
Embutido radial X X X
Conformado
tridimensional X X X
Tabla 3.1 Aplicaciones del MEF a los diversos procesos de conformado en frío[10]
A continuación se resumen la formulación de los métodos de Elementos Finitos anteriores y se indican algunas ventajas y desventajas 1. Elást ico – Plást ica (E-P)
(a) Material.- Cumple la Ley de Hooke para la región elástica
⎟⎠⎞
⎜⎝⎛
+−
+= kkijij
eij dd
Ed σδ
ννσνε
11 (3.8)
Para la región Plástica, se sigue la ecuación Prandtl – Reuss (que incluye deformación unitaria plástica) con base en el criterio de von Mises:
pij
eijij ddd εεε += (3.9)
'ij
pij dd λσε = con 2
32 σσσ =′′ ijij , (3.10)
⎥⎦⎤
⎢⎣⎡ ′
′−+
+=SdddGd klkl
ijkkijijijεσσε
ννδεσ
12 (3.11)
donde ijσ ′ = tensor de esfuerzo ν = razón de Poisson
CAPÍTULO 3
66

G = módulo de rigidez ijδ = Delta de Kronecker (i = j ijδ = 1, si i ≠ j ijδ = 0) S = valor que depende del material
σ = esfuerzo equivalente.
(b) Formulación. 1) Se usa un sistema de referencia Lagrangiano, donde las deformaciones son referidas a la configuración no deformada, 2) La formulación de esfuerzo o de deformación unitarias es en el espacio, 3) La cantidad desconocida es el desplazamiento, 4) Las funcionales básicas están fundamentadas en principios variacionales o el principio del trabajo virtual, 5) Se usa el método de solución de incrementos para deformaciones plásticas grandes.
(c) Ventajas.- 1) Considera la transición entre la región elástica y la plástica, 2) Las regiones elástica y plástica pueden ser manipuladas, 3) Son consideradas la geometría no lineal y la inestabilidad, 4) Se pueden manipular los esfuerzos residuales, la recuperación y el rozamiento.
(d) Desventajas.- 1) Puede ser necesario un método de solución complicado para material no lineal, 2) es requerido mucho tiempo de computadora, especialmente si se usa la teoría de flujo plástico, 3) Los errores numéricos pueden acumularse.
2. Rígido – Plást ico (R-P)
(a) Material.- Se aplica la ley de Levy – Mises:
ijij εεσσ
32
=′ con (3.12)
yσσ < material rígido yσσ = región plástica
(3.13) 0=ε ijijεεε 32=
(b) Formulación.- 1) Usa sistema de referencia Euleriano, 2) El campo de velocidad es
desconocido, 3) Problemas funcionales básicos con valores en la frontera tiene la condición de incompresibilidad sumada al principio variacional utilizando multiplicadores de Lagrange, 4) El análisis no estacionario del proceso de conformado es alcanzado por medio de varios pasos de estados de deformación estables.
(c) Ventajas.- 1) La relación lineal entre esfuerzo y deformación unitarios es dada en cada paso de iteración, 2) Se utiliza el método de solución para estado quasi estable para
CAPÍTULO 3
67

problemas no estables, 3) Eslabonamientos fáciles de alcanzar mediante el procedimiento de relocalización, 4) Bajo tiempo de computadora, dependiendo de la teoría plástica usada.
(d) Desventajas.- No hay solución no lineal, ni inestable de manera factible. 3. Rígido – viscoplást ico (R-V)
(a) Material.- Se adapta el criterio de von Mises (b) Formulación.- Es la misma que para rígido – plástico. (c) Ventajas.- 1) Es posible simulaciones para conformado en caliente, 2) cada paso de
iteración tiene un significado físico en el proceso de estado no estable. (d) Desventajas.- 1) Se desprecia la deformación elástica, 2) Sistemas no lineales de ecuaciones
se llegan a crear debido a los coeficientes viscoelásticos. 3.2.1.3 FUNDAMENTOS DEL MÉTODO DEL ELEMENTO FINITO[ 7 ]
Para la solución de problemas de análisis de esfuerzo y deformación, se establecen modelos que ayuden a resolverlos; sí el modelado se puede llevar acabo mediante un número bien definido de componentes o elementos, tal problema se denomina discreto. Si no se puede descomponer en elementos definidos el problema corresponde a un continuo. La solución de problemas continuos requiere el uso de ecuaciones diferenciales. Otra manera de tratar problemas continuos es discretizarlos, con lo que se obtienen soluciones aproximadas. Una definición del método del elemento finito, es que da una solución general discretizada a problemas continuos expresados por planteamientos matemáticamente definidos. La base del Método del Elemento Finito, es la representación de un cuerpo (o estructura) por ensambles contiguos de subdivisiones, llamados elementos finitos, es decir un continuo es divido en un número finito de elementos, de manera que provean cálculos útiles. Este proceso es llamado discretización. Los elementos deben estar interconectados en puntos llamados nodos. Se eligen funciones simples para aproximar la distribución o variación de desplazamiento reales sobre cada elemento finito; estas funciones se llaman funciones desplazamiento o modelos de desplazamiento, y el método en general es conocido como formulación de desplazamientos. Las magnitudes desconocidas de las funciones desplazamientos son los desplazamientos de los puntos nodales. Un modelo de desplazamiento puede expresarse en formas simples tales como funciones
CAPÍTULO 3
68

trigonométricas o polinomios algebraicos. Los polinomios ofrecen una fácil manipulación matemáticas, por lo que son muy usados en el Método del Elemento Finito. Para obtener el grupo de ecuaciones de equilibrio de cada elemento, se utilizan principios variacionales de la Mecánica, como el principio de energía potencial mínima. La energía potencial de un cuerpo sometido a carga mecánica, es representada por la suma de la energía interna almacenada resultada de las deformaciones, y energía potencial de las cargas externas; sí el cuerpo está en equilibrio dicha energía es mínima. Las siguientes seis etapas resumen la utilización del MEF.
1. Discretización del Continuo- El continuo en general es un cuerpo, que se subdivide en un sistema equivalente de elementos finitos. En el plano, los elementos son triángulos o cuadriláteros; en el espacio, los elementos son tetraedros, prismas rectangulares, hexaedros, etc. La elección de la geometría, el número y tamaño del arreglo, de elementos finitos depende del tipo de problema especifico a tratar.
2. Selección del Modelo de Desplazamiento- Esta función represente un aproximación de la distribución de desplazamiento real o exacta, influyen tres factores en su selección a) El tipo y grado de modelado, b) las magnitudes de los desplazamientos, c) Los requerimientos que el modelo debe satisfacer.
3. Deducción de la Matriz de rigidez de los Elementos- Usando el principio variacional, la matriz de rigidez consta de los coeficientes de las ecuaciones de equilibrio derivadas del material y de las consideraciones geométricas, y obtenidas por el uso del principio de energía potencial mínima. La matriz de rigidez relaciona desplazamientos nodales con fuerzas nodales. La relación de equilibrio entre la matriz rectangular de rigidez [ , el vector fuerza nodal , y el vector desplazamiento nodal
]k[ ]F [ ]x se expresa en notación matricial
como un grupo de ecuaciones algebraicas lineales simultaneas, [ ][ ] [ ]Fxk = (3.13)
La matriz de rigidez de un elemento depende de a) el modelo de desplazamiento, b) la geometría del elemento, c) las propiedades mecánicas y relaciones constitutivas.
4. Ensamble de las ecuaciones algebraicas para el continuo discretizado- En general, la base para un método de ensamble es que las interconexiones nodales requieren los desplazamientos en un nodo sean los mismos
CAPÍTULO 3
69

para todos lo elementos adyacentes a cada nodo. Toda las relaciones de equilibrio entre la matriz de rigidez total [ ]K , el vector resultante { , y el vector de desplazamiento nodal para el cuerpo entero
}R{ }U es de nuevo expresado por
[ ]{ } { }RUK = Estas ecuaciones no pueden resolverse hasta que se tomen en consideración las
condiciones de frontera geométricas, mediante una apropiada modificación de las ecuaciones.
(3.15)
5. Obtención de los desplazamientos desconocidos- Para problemas lineales de equilibrio se aplican técnicas de álgebra matricial. Para problemas no lineales, se requieren las modificaciones de la matriz de rigidez y del vector carga para cada secuencia o fase.
6. Cálculo de las deformaciones y esfuerzos unitarios del elemento a partir de los desplazamientos nodales. A partir de los desplazamientos se derivan las deformaciones unitarias, con las relaciones constitutivas se obtienen los esfuerzos y finalmente se aplica una teoría de falla.
CAPÍTULO 3
70

3.3 MÉTODO DEL ELEMENTO FINITO APLICADO A PLASTICIDAD [7]
El comportamiento elasto - plástico en una dimensión está caracterizado por una respuesta de material inicialmente elástico, en el que las deformaciones plásticas lineales son superpuestas después de que cierto nivel de esfuerzo ha sido alcanzado, como muestra en la siguiente gráfica.
Figura 3 .16 Grá f i ca de e ndu rec imien t o po r de fo rm ac ión , l i nea l e lá s t i ca , pa ra ca so u n ia x ia l
La deformación plástica es esencialmente irreversible al descargarse el material. La deformación plástica está gobernada por el criterio de cedencia, 0)],([ =′ HF σ , donde H es el parámetro de endurecimiento por deformación, [σ] es la matriz de esfuerzos.
EEE
ddd
ddH
T
T
ep −=
−==′
1εεσ
εσ (3.16)
El incremento de deformación unitaria plástica dεp, puede relacionarse con la superficie de cedencia mediante:
[ ]σλε
∂′∂
=Fd (3.17)
El incremento total de deformación unitaria está dado por:
pij
eijij ddd εεε += (3.18)
CAPÍTULO 3
71

Puesto que los incrementos de deformación unitaria elástica, están relacionados por la matriz
simétrica D, el incremento total puede expresarse como
λσ
σεij
ijijFdDd
∂′∂
+= −1 (3.19)
Cuando el flujo plástico ocurre, el estado de esfuerzo en la superficie de cedencia dado por la función F’, estará dado por la variación continua del H. Diferenciado F’, queda
0.....22
11
=∂
′∂++
∂′∂
+∂
′∂=′ dH
HFdFdFFd σ
σσ
σ (3.20)
Cuando se emplee la ecuación Levy – Mises, queda
(3.21) [ ]Tijijij
F σσσ 23
=∂
′∂
En forma matricial:
⎥⎦
⎤⎢⎣
⎡
⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢
⎣
⎡
−⎟⎟⎠
⎞⎜⎜⎝
⎛
∂′∂
∂′∂
=⎥⎦
⎤⎢⎣
⎡
−
λσ
σ
σε ijT
ij
ij d
AF
FDd
1
0 (3.22)
donde λ1dH
HFA
∂′∂
−= (3.23)
Empleando la ecuaciones de Levy – Mises se puede mostrar que
{ }TF σσσ 23
=∂
′∂ (3.24)
Donde A=n, que es la pendiente εσ − de la curva. La ecuación 3.18 pueden escribirse en la forma
matricial simple
CAPÍTULO 3
72

⎭⎬⎫
⎩⎨⎧
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡
−⎟⎠⎞
⎜⎝⎛
∂′∂
∂′∂
=⎭⎬⎫
⎩⎨⎧
−
λσ
σ
σε d
AF
FDdT
1
0 (3.25)
La constante λ puede eliminarse, con lo que el resultado en la expansión del determinante de
esfuerzo cambia a:
(3.26) εσ dDd pe*,=
donde 1
*,
−
⎥⎥⎦
⎤
⎢⎢⎣
⎡
⎭⎬⎫
⎩⎨⎧
∂′∂
⎭⎬⎫
⎩⎨⎧
∂′∂
+••⎭⎬⎫
⎩⎨⎧
∂′∂
⎭⎬⎫
⎩⎨⎧
∂′∂
−=σσσσFDFADFFDDD
TT
pe (3.27)
La matriz combinada elástico – plástica , es análoga a la matriz D para análisis elástico: *, peD
[ ]⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡
−−==
2100
0101
1 2 υυ
υ
υEDD
(3.28)
3.3.1 MEF APLICADO AL CONFORMADO DE CHAPAS[ 7]
3.3.1.1 GENERALIDADES
Los procesos de conformado de chapas involucran una cantidad significativa de deformación, y debido a las complejidades de la plasticidad, el análisis exacto de un proceso no es factible en muchos casos. Así un número de métodos aproximados, se han sugerido con grados de variación en aproximaciones e idealizaciones. Por lo tanto, el principal objetivo del análisis matemático de los procesos de conformado de metales, es proveer la información necesaria para un apropiado diseño y control de dichos procesos. De ahí, el método de análisis debe ser capaz de determinar los
CAPÍTULO 3
73

efectos de varios parámetros en las características del material, durante el flujo del metal. Más aún la eficiencia en cómputo, más que la precisión de la solución, es una consideración importante para el método a ser usado en el análisis de problemas de trabajo de metales.
Con lo anterior en mente, la formulación del método rígido – plástico de Elementos Finitos (algunas veces llamado Método Matriz) se utiliza para el conformado de chapas metálicas, ya que:
1. La formulación variacional clásica que es la base del método matriz no necesariamente determina un modo de deformación único
2. La suposición cinemática en el método matriz, ya no es válida para el proceso de conformado de chapas
La formulación variacional clásica para un sólido rígido – plástico no es apropiada para resolver problemas plásticos de chapas. Porque, hay varios modos de deformación, bajo ciertas condiciones de fronteras. Lo cual se soluciona si se toma la relación de endurecimiento por deformación. Además de la consideración del cambio geométrico.
3.3.1.2 FORMULACIÓN VARIACIONAL CLÁSICA DE UN SÓLIDO RÍGIDO – PLÁSTICO En esta formulación, se considerará la deformación quasi – estática de un cuerpo sólido. En una porción Sv de la superficie de dicho cuerpo son descritizadas por las velocidades dadas, mientras la restante ST de la superficie es sometida a una fuerza de tracción Fi. Si se supone que las velocidades de esa superficie y sus fuerzas de tracción son tales que el cuerpo entero está en un estado de flujo plástico, los esfuerzos σij y las relaciones de deformación unitaria ijε a través de cuerpo pueden determinarse. La formulación convencional del principio variacional para este problema es que la cantidad total cinéticamente admisible es el campo , la expresión real que minimiza es: *
ijε
(3.29)
∫∫ −=TS ii dSVFdV *
1 εσπ
donde ijijσσσ ′′= 23 y ijijεεε 2
3= (3.30)
CAPÍTULO 3
74

donde, ijσ ′ es la componente deviatórica de ijσ . Aquí un campo de deformación unitaria ijε , definida a lo largo del cuerpo bajo consideración, es llamada cinemáticamente admisible, si es derivable de un acampo de velocidad , que satisface la condición de incompresibilidad *
iV0
*
=∂∂
ix, a lo largo de todo el cuerpo y la condiciones de frontera en . El principio variacional
en esta forma, tiene buen resultado al aplicarlo al análisis de problemas de conformado de metales.
iVvS
Las condiciones de frontera usadas son:
iiji Fn =σ en TS ii vv = en vS
donde, es el vector unitario normal a la superficie del cuerpo, y jn iF y IV son valores prescritos. El significado de estas condiciones de frontera, es que el flujo plástico es no constreñido, y todo o parte del cuerpo está libre de deformarse. Matemáticamente, la no unicidad es debida al hecho que la teoría de Levy – Mises, implicada en la formulación variacional de 1π , y que también aparece en la ecuación constitutiva ( ,ijij εμσ = μ es una constante arbitraria), no incluye el flujo viscoso en la consideración. En la formulación apropiada de la velocidad de la fuerza de tracción
debe especificase en , y entonces de un número infinito de posibles modos cinemáticas, el modo real puede singularizarse por el requerimiento adicional que debe existir una distribución equilibrada de velocidad de esfuerzos compatible con la velocidad de tracción dada, en . También, el efecto por el trabajo de endurecimiento, está explícitamente incluido en la ecuación constitutiva de la forma
iF TS
iF TS
σσσ
ε ijijh
′= (3.31)
donde, σ es el tiempo de razón de cambio de σ , y h es el efecto del trabajo de endurecimiento del material, el cual es igual a 2/3 σd / εd . Hill mostró, que entre todos los modos variacionales compatibles con las condiciones de frontera, para iV en y la existencia de la distribución de esfuerzos TS ijσ , el modo real de minimizar la siguiente expresión cuando los cambios geométricos son incluidos, es:
dSvFvdvvvdvhTS iiijkikjij∫ ∫∫ −−= *
.*,
2*2 2
1)(21 σεπ (3.32)
donde, las cantidades con asteriscos son las cinéticamente admisibles y h es el efecto por trabajo de endurecimiento. 2π debe ser normal a la superficie de cedencia en el punto de esfuerzo del
CAPÍTULO 3
75

espacio de esfuerzo debido al requerimiento de compatibilidad, con existencia de distribuciones de esfuerzos. La formulación variacional usada en el análisis previo, es inadecuada para el análisis de los procesos de conformado de chapas metálicas, por la ausencia de unicidad de los modos de deformación para una deformación “quasi – estática” de un sólido rígido – plástico bajo ciertos tipos de condiciones de frontera. Más aún, el plano de formación de la chapa, involucra grandes cambios geométricos durante la deformación. Si la funcional total es igual a la suma de las contribuciones de la elemento , entones el modelado de elementos finitos puede alcanzarse por la aproximación de la funcional π por φ:
)(mφ
∑=
=≅M
m
mm u1
)()(φφπ (3.33)
donde, es el incremento del vector desplazamiento, en el nodo asociado con el elemento. )(mu Suponiendo equilibro de esfuerzo y el principio de trabajo virtual, y considerando que los ejes principales de la relación de deformaciones unitarias reales, tengan las mismas direcciones en los elementos como en la chapa y los componentes principales de la deformación unitaria mantengan relaciones constantes durante incrementos de tiempo pequeños, así se puede obtener la funciona φ en la siguiente forma para simetría de chapas delgadas sujetas a carga:
∫ ∫∫ +−′+=Φ dAdudTTtdAEdHtdAEd jv)())((
21)(σ (3.34)
donde ∑= 2)(32
pdEEd
= componente logarítmica de la deformación unitaria plástica pdE σ = esfuerzo efectivo t = Espesor local de la chapa dA = incremento de área del elemento de la chapa dV = tdA dH’ = dσ/dε = pendiente de la curva esfuerzo deformación T = Fuerza de tracción duj = incremento del desplazamiento del elemento
CAPÍTULO 3
76

El primer término de la ecuación anterior corresponde a la energía de deformación unitaria volumétrica, el segundo representa la energía de deformación involucrada con la deformación unitaria por endurecimiento, y tercero representa el trabajo externo de tracción (esfuerzos). Si la dirección circunferencial y la dirección meridional son las direcciones principales y si el rozamiento entre chapa o herramienta son despreciables, la dirección del espesor es la tercera dirección. El incremento de la deformación unitaria logarítmica, puede usarse para medir al incremento de la deformación unitaria, esto es por definición:
⎥⎦
⎤⎢⎣
⎡=⎥
⎦
⎤⎢⎣
⎡=⎥
⎦
⎤⎢⎣
⎡=
0
0
2
1
/ln/ln
rrss
dEdE
dEdE
dE r
θ
(3.35)
Si, durante el incremento de deformación, un elemento de longitud no deformada s0, es estirado a la longitud s, entonces el punto concurrente a la distancia radial r0, se mueve al radio r. Para considerar el hecho de que una chapa real tiene propiedades direccionales, anisotropía normal, se asume la relación de Hill:
σσσσσ θ
θ
θ )1()1()1( REd
RRdE
RRdE
rr
r
+=
−+=
−+ (3.36)
donde, T es el parámetro isótropo en el plano, que es la relación de la deformación unitaria transversal logarítmica y la deformación logarítmica del espesor, del ensayo uniaxil en tensión además:
22
12
rrRR σσσσσ θθ +
+−= (3.37)
22
12
211
θθ EddEdER
RdER
REd rr ++
+++
= (3.38)
La deformación unitaria efectiva Ed puede escribirse en forma de matriz, como:
32
=Ed [dETDdE]1/2 (3.39)
donde, dE = (dEr,dEθ)Τ , ⎥⎦
⎤⎢⎣
⎡+
+++
=RR
RRR
RD1
1)21(2
)1(3 (3.40)
CAPÍTULO 3
77

La geometría de la chapa es aproximada por una serie de conos truncados, como se muestra en la
siguiente figura
dw2 t’= -1
(r0)2 S
2
dv2 t’
1 t’=+1
dw1dv1
(z0)2
(z0)1 (r0)1
F igura 3 .17 Embu t i do ap rox i mad o de una cha pa me tá l i ca med i an te l a
geome t r ía d e una se r i e d e conos t ru n cado s [ 1 2 ]
Las funciones lineales o funciones de forma, como comúnmente se llaman en la literatura del MEF, son muchas, ya que depende de la clase de integrando de la funcional. Los coeficientes desconocidos, o valores nodales, son tomados de los incrementos de desplazamiento en los nodos. El campo de incremento de desplazamiento, dentro del elemento puede escribirse como:
u =
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡
⎥⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢⎢
⎣
⎡
′−′+
′−′+
=⎥⎦
⎤⎢⎣
⎡
2
2
1
1
210
210
02
102
1
dwdvdwdv
tt
tt
dWdv (3.41)
u = N u(m) (3.42)
donde, t’ es la coordenada local que varia desde el valor de –1 en nodo 2 a +1 en el nodo 1 como se puede aprecia en la figura anterior, y dvi y dwi son las componentes radial y axial del incremento de desplazamiento del iésimo nodo. El campo de incrementos de desplazamiento, de una longitud del elemento s0, es:
CAPÍTULO 3
78

( ) ( )[ ] ( ) ( )[ ]21020
220100 zzrrs −+−= (3.43)
el cual es estirado a la nueva longitud s
( ) ( )212
221 zzrrs −+−= (3.44)
donde, (r1)i , (z0)i son las posiciones radial y vertical del iésimo nodo, en la configuración no deformada y (r)i , (z)i la configuración deformada. Puesto que el elemento es recto, cualquier punto de t’ en las coordenadas locales, es mostrados tener una posición radial global determinadas por:
( ) ( ) ⎟⎠⎞
⎜⎝⎛ −
+⎟⎠⎞
⎜⎝⎛ +
= 20100 21
21 rtrtr (3.45)
La nueva posición r, de la misma partícula esta dada por:
210 21
21 dvtdvtrr ⎟
⎠⎞
⎜⎝⎛ −
+⎟⎠⎞
⎜⎝⎛ +
+= (3.46)
Mediante el uso de las ecuaciones 3.42 y 3.45, inclusive, la siguiente expresión para el incremento
de la energía de deformación unitaria, dE, puede obtenerse por:
( ) ( )[ ] ( ) ( )[ ]
( )[ ] ( )[ ] ( )[ ]⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡
′+′++′++
−+−+−+−
=
0
210
20
2122010
2212010
2/12/12/1ln
ln21
rdvttdvtr
sdwdwzzdvdvrr
dE (3.47)
El incremento de la deformación unitaria Lagrangiana es aproximado, por simplicidad, dado por la deformación unitaria logarítmica durante un incremento de tiempo pequeño, dada por la ecuación 3.34, donde s0, s, r0, y r son expresadas por las ecuaciones 3.42 a 3.45.
)(mφ de la ecuación 3.32 ahora puede expresarse en términos de los valores nodales como:
[ ] [ ]∫ ∫∫ −⎟⎠⎞
⎜⎝⎛′+⎟⎟
⎠
⎞⎜⎜⎝
⎛= dANuTdADdEdEtHdADdedEt mTTTm )(2
1)(
32
21
32σφ (3.48)
Para una unidad, incluida el ángulo del elemento donde dA = rdt’, t es el espesor de la chapa, y la
integración es efectuada desde t’ = -1 a t’ = +1, y donde
CAPÍTULO 3
79

⎪⎪⎭
⎪⎪⎬
⎫
⎪⎪⎩
⎪⎪⎨
⎧
++++
=
44
33
22
11
dTTdTTdTTdTT
T (3.49)
La minimización de la función anterior puede obtenerse mediante el uso de la derivada parcial
, lo que da: )()( / mm u∂∂φ
[ ] ( ) ( )∫ ∫∫ −⎥
⎦
⎤⎢⎣
⎡∂
∂⎟⎠⎞
⎜⎝⎛′+
∂∂
⎟⎟⎠
⎞⎜⎜⎝
⎛=
∂∂ − dATN
udEDdEdAtHDdEdA
udEDdedEt
uT
m
T
mT
m
m
)()(21
)(
)(
32
32σφ (3.50)
( ) )(/ mudE ∂∂ , puede evaluarse utilizando la ecuación 3.34 como sigue
( ) ( )( )
( )
⎥⎥⎥⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢⎢⎢⎢
⎣
⎡
−
−−−
−−
+−
=⎥⎥⎦
⎤
⎢⎢⎣
⎡
∂∂
==∂∂
02
1
02
1
212
221
212
221
)()(
szz
rt
srr
szz
rt
srr
udEQ
udE
mj
im
(3.51)
La ecuación 3.49 puede rescribirse como:
∫ ∫∫ =−⎟⎠⎞
⎜⎝⎛+⎥⎦
⎤⎢⎣⎡
⎟⎠⎞
⎜⎝⎛=
∂∂ −
032
32
32 2
1
)(
)(
dATNHQDdEdAtQDdEdADdEdEtu
TTm
m
σφ (3.52)
Ensamblando todos los elementos en el esquema de elementos finitos, surge la siguiente ecuación
diferencial no lineal:
∑ =∂∂
=∂Φ∂ 0)(
)(
m
m
uuφ (3.53)
CAPÍTULO 3
80

la cual puede resolverse mediante el método de Newton-Raphson, tomando un cálculo inicial de la solución, u , a partir de la solución real y despreciando los términos de orden superior de 0u
uuu −=Δ 0 , con la expansión de Taylor se obtiene la ecuación lineal:
fHuP −=Δ (3.54)
Donde P es la carga tal que, en el troquelado hemisférico:
∑= )(mpP ∑= )(MHH ∑= )(mff (3.55)
3.4 FORMULACIÓN LAGRANGIANA Y EULERIANA [ 1 3 ]
La formulación más “natural” es probablemente la Langragina, en la cual la memoria guarda las posiciones iniciales de los puntos del material durante el proceso de deformación. Sin embargo, para procesos estacionarios, en los que el dominio de interés puede considerarse fijo, la descripción Euleriana es más conveniente, principalmente para problemas en los que la ecuación constitutiva incluye efectos despreciables. La deformación unitaria Lagrangiana, se calcula considerando la geometría original no deformada, como geometría de referencia
0LLL of −
=ε (3.56)
La deformación unitaria Euleriana, se calcula considerando la geometría final deformada, como geometría de referencia:
f
f
LLL −
= 0ε (3.57)
CAPÍTULO 3
81

3.4.1 FORMULACIÓN LAGRANGIANA EN EL MÉTODO DEL ELEMENTO FINITO Debe distinguirse entre el método total Lagrangiano, en el cual todos los problemas son definidos a partir de su configuración original Ω0, correspondiente al tiempo inicial t = 0; y el método Lagrangiano actualizado, para el que la configuración de referencia durante un incremento de tiempo [t, t+Δt] es el dominio en el inicio del incremento Ωt. Sea Ωt, la configuración al inicio de incremento y Ωt+Δt, la configuración al final del incremento. Suponiendo que ambos dominio son mallados y que cualquier nodo n con coordenadas Χt+Δt, esta ligada con su correspondiente coordenada Χt, mediante la fórmula de desplazamiento, siguiente:
tn
tn
ttn UΔ+Χ=Χ Δ+ (3.58)
El incremento de la deformación unitaria εΔ , puede calcularse con la derivada en el espacio del incremento de desplazamiento . Si el dominio de variación durante el incremento puede considerarse pequeño puede establecerse
tnUΔ
(3.59) ( )∫∫ Ω∂
Δ+
Ω
Δ+ =⋅−stt
dSvTdV dtttt 0**εσ
3.4.2 FORMULACIÓN EULERIANA EN EL MÉTODO DEL ELEMENTO FINITO Cuando el problema es estacionario in un dominio fijo Ω se puede utilizar la descripción de Euler en la que el campo de velocidad en Ω depende solo de las coordenadas en el espacio v(x). Este campo de velocidad es discretizado de la manera usual y la funcional del problema es minimizada en el domino fijo W. Hay dos casos de interés práctico en el que la formulación de Euler induce dificultades para resolver el problema completo. El cálculo de una superficie libre se analiza primero. Supóngase que la superficie libre es una parte invariante del limite . Si la presión externa puede despreciarse, las condiciones de esfuerzo en la superficie libre puede escribirse como: T=
FΩ∂Ω∂
⋅σ n = 0, donde n es la normal a la superficie La segunda condición es mejor expresada si se supone que la ecuación de la superficie libre se escribe como h(x) = 0, lo cual significa que no depende explícitamente del tiempo. Si x es un vector de posición de un punto material, se tiene que =dt
xd v, derivando con respecto al tiempo
CAPÍTULO 3
82

( ) vnvxxh
⋅==⋅∂∂ 0 (3.60)
Donde el vector xh ∂∂ es proporcional a la normal n. Esta ecuación muestra que para procesos de estado estable, si una punto material está en la superficie libre en un tipo determinado permanecerá ahí hasta que encuentre un obstáculo. Esto prueba que la suposición de estado estable es invariante. El segundo problema concierne con otro parámetro físico que representa una clase de memoria del material tal con la deformación unitaria equivalente y la temperatura. Por ejemplo para deformación unitaria equivalente, la ecuación básica es obtenida a partir de la razón de deformación equivalente para el material:
( ) =⋅+∂∂
== vgradtdt
d εεεε ( ) vgrad ⋅ε (3.61)
donde se asume estado estacionario al cancela la derivada parcial. Este problema puede tratarse globalmente por una aproximación Galerkin; donde ε es conocida de la velocidad calculada, ε puede deducirse desde la ecuación siguiente, una para cada valor de n.
( ) 0=−⋅ ∫∫ ΩΩdVNdVNvgrad nn εε (3.62)
con una selección de límites adecuados.
3.5 SUMARIO Con los Diagramas Límite de Conformado, se puede determinar la Formabilidad de una chapa metálica, siguiendo una trayectoria de deformación; en él se indican los límites o zonas de falla, ya sea por estricción arrugamiento o fractura. La plasticidad, dada su complejidad, es tratada por diversas teorías que describen su comportamiento, el Método del Elemento Finito puede aprovecharse para intentar predecir el comportamiento de un metal al deformarse plásticamente. El cálculo variacional proporciona el fundamento matemático para desarrollar el programa numérico. Para el caso de embutido es preferible utilizar una combinación de sistemas de referencia Lagrangiano y Euleriano
CAPÍTULO 3
83

3.6 REFERENCIAS [1] Banabic, Bunge Pöhlandt, Formability of Metallic Materials, Springer 2000 pp 176
[2] Gensamer, Strength and Ductility, Trans. ASM 36, 1946
[3] Keeler, Plastic Instability and Fracture in Sheet Stretched Over Rigid Punches, Thesis MIT,
1961
[4] Goodwinn, SAE Automotive Engineering Congress, Paper No. 680093, Detroit, 1968
[5] ASM Metals Handbook 9th ed. Vol. Properties and Selection: Irons and Steels, Metals Park
Ohio.
[6] Lange K., Handbook of metal forming, McGraw hill 1981, pp 5.2
[7] Zinkiewicz, El Método de los Elementos Finitos Vol 2. McGraw Hill 1994
[8] Oh Lahoti, Altan, “Application of a Rigid-Plastic Finite Element Method to some Metal-
forming Operations”, Process Modelling Tools, ASM, 1981 pp 196-197
[10] Desai Abel, Introduction to the Finite Element Method, Van Nostrand Reinhold Co. N.Y.
1972.
[11] Kim, Oh, Kobayashi, “Analysis of Axisymetric Sheet Metal Forming by the Rigid Plastic
FEM, DTICI Technical Report AFML-TR 78-120, 1978.
[12] Kobayashi, Rim “Axisymetric Sheet – Metal forming Processes by The Rigid – Plastic
Plenum Press 1978.
[13] R. H. Wagoner, j. L. Chenot Metal Formingn Analysis, Cambridge University Press 2001.
CAPÍTULO 3
84

CAPÍTULO 4
Aplicación de la metodología
Al Caso de Estudio
En este capítulo se reportan los resultados obtenidos en el laboratorio del módulo anisótropo r y de exponente de endurecimiento n, así como los resultados de la utilización del paquete de Elemento Finito.
CAPÍTULO 4
85

4.1 GENERALIDADES
Para realizar el análisis mecánico del embutido, se requiere caracterizar el material de la chapa que se utilizará en la fabricación de la abrazadera, Primero se determinan loS dos parámetros básicos del comportamiento de materiales metálicos en la fase plástica, que son el módulo anisótropo plástico r y el exponente de endurecimiento por deformación plástica n, ambos tomado en cuenta la norma ASTM correspondiente y aprovechando el Laboratorio de ensaye de materiales de la ESIME unidad Ticoman. Luego se presenta el análisis utilizando el método del elemento finito para la abrazadera descrita en el capítulo I, utilizando el software Altair Hyperform, que está basado en la simulación “sheet metal”. Contiene un módulo denominado Parametric Die, en el que el proceso simulación de generación de superficies por troquelado, inicia con la creación de la forma a la que debe “adherirse” la chapa, identificando la geometría a desarrollar. Luego el conector de rebordes es creado entre dichas entidades, utilizando el editor paramétrico de reborde 2D. Esto permite generar superficies suaves. El resultado es la superficie deseada mediante la metodología de deformación incremental.
4.2 DETERMINACIÓN DEL MÓDULO ANISÓTROPO PLÁSTICO r PARA CHAPAS METÁLICAS
Para su determinación se seguirá la norma ASTM E 517-00 standard test method for plastic strain ratio r for sheet metal[1]. Esta norma se describe brevemente a continuación: ALCANCE.- Este método cubre la medición del módulo de deformación unitaria plástico, mediante un ensayo de tensión especial, en chapas metálicas usadas en embutido. SIGNIFICADO Y USO.- El módulo de deformación unitario plástico r, es un parámetro que indica la habilidad de una chapa metálica, para resistir adelgazamiento o engrosamiento de su espesor, cuando se somete a fuerzas, ya sea de tensión o compresión en el plano de la chapa. Es una medida de anisotropía plástica y está relacionado con la preferencia de las orientaciones cristalográficas,
CAPÍTULO 4
86

dentro de un metal policristalino. Dicha resistencia al adelgazamiento o engrosamiento, contribuye al conformado de piezas, tales como copas, mediante el proceso de embutido. El valor r, por tanto, es considerado como una medida de la capacidad de embutido de la chapa. Es particularmente útil para evaluar la cantidad de material que puede embutirse en el agujero de la matriz. Para muchos materiales este módulo permanece esencialmente constante dentro de un rango de deformaciones unitarias plásticas. Para materiales que tengan diferentes valores de r, para diferentes niveles de deformaciones unitarias, se utiliza un exponente que indique el porcentaje de deformación unitaria, dentro de la cual el módulo r, es medido. Por ejemplo, si se utiliza una elongación de un 20%, entonces se reporta r20. Los materiales normalmente tienen diferentes valores de r cuando se ensayan en diferentes direcciones, relativas a la dirección de rolado de la chapa. El ángulo en que se corta la probeta, tiene que indicarse. Así, para una probeta cortada en la dirección de rolado deberá indicarse como . Si además, la mediada fue realizada en una elongación del 20%, entonces se reportará como .
0r20
0r
PROBETA • La longitud y ancho de la probeta no son críticos. • El espesor debe ser constante, con tolerancia de más menos 0.013mm. • Se utilizará una probeta tipo B cuyas medidas son:
Figura 4 .1 P robe t a de ch apa ca l ib re 16 , de acue rdo con n orma ASTM E 517 – 00 (Aco tac ione s en mi l íme t ro s )
CAPÍTULO 4
87

PROCEDIMIENTO: Se deben conocer las propiedades a tensión de la probeta; esto es, debe tenerse definido las características de cedencia y elongación del material de acuerdo con el método ASTM E 8[2]. Esto ayuda a establecer dentro de que límites de deformación unitaria, deberá determinarse el valor r. Se considera que el volumen de la probeta permanece constante, con lo que r, se obtiene a partir de los cambios de longitud y ancho de la probeta. Procedimiento Manual:
• Determinar el ancho original de la probeta con tolerancia de ± 0.013 mm. • Determinar la longitud calibrada de la probeta con tolerancias de ± 0.025 mm. • Se aplica la carga de tensión a la probeta midiendo el cambio en la longitud y ancho
calibrados. Para probetas de acero de bajo carbón, la medición se realiza en deformaciones unitarias del 20%, respecto a la ruptura.
La máquina e instrumento para medir alargamiento se muestran en las siguientes fotografías:
El material en ensayado en las direcciones 0°, 45°, 90°* como indica la norma, el espesor de la
probeta es el mismo que será utilizado en la manufactura del al abrazadera. La primer fotografía
corresponde a una máquina universal de ensayos, y la segunda a un micrométro
* Ver apéndice A2.1
CAPÍTULO 4
88

G0
mm
Gf
mm
w0
mm
wf
mm
r
0r 49.948 55.928 19.978 18.624 1.636
45r 49.922 56.073 19.976 18.758 1.1807
90r 49.982 56.438 19.980 18.508 1.702
( )( )00
0
/ln/ln
wlwlww
rff
f=
636.1
978.19948.49624.18928.55ln
624.18978.19ln
0 =⎟⎠⎞
⎜⎝⎛
××
⎟⎠⎞
⎜⎝⎛
=r
1807.1
976.19922.49758.18073.56ln
758.18976.19ln
45 =⎟⎠⎞
⎜⎝⎛
××
⎟⎠⎞
⎜⎝⎛
=r
702.1
980.19982.49508.18438.56ln
508.18980.19ln
90 =⎟⎠⎞
⎜⎝⎛
××
⎟⎠⎞
⎜⎝⎛
=r
42 90450 rrrrm
++=
( ) 425.14
702.11807.12636.1=
++=mr
CAPÍTULO 4
89

4.3 DETERMINACIÓN DEL EXPONENTE DE ENDURECIMIENTO POR DEFORMACIÓN n
Para su determinación se seguirá la norma ASTM E 646-91 Tensile Strain-Hardening Exponents (n-Values) of Metallic Sheet Materials[3]. Esta norma se describe brevemente a continuación: ALCANCE.- Esta prueba cubre la determinación del exponente de endurecimiento por deformación con el ensayo de tensión de chapas metálicas, para materiales que siguen el comportamiento descrito por la ecuación A1.20; utilizable para chapas de espesores que varían de 0.13 mm a 6.4 mm.
SIGNIFICADO Y USO.- Este método es útil para estimar la deformación unitaria en la estricción del ensayo uniaxial de tensión. Prácticamente provee un parámetro empírico para evaluar la resistencia a la formabilidad relativa para sistemas metálicos similares. El exponente de endurecimiento por deformación es también una medida del incremento de resistencia de un material debido a la deformación plástica; el cual puede determinarse sobre toda la curva esfuerzo deformación unitarios de ingeniería, o cualquier porción específica de la curva; además el valor de n varía con la velocidad de deformación y temperatura de ensayo.
PROBETA
Figura 4 .2 P robe t a pa ra la de t e rmina c ión de l mó d u lo n de acu erdo a l a no rma (Aco tac ión en mm)
CAPÍTULO 4
90

PROCEDMIENTO:
• Medir el espesor y ancho de la probeta en la longitud calibrada con tolerancias para ancho 0.025 mm y espesor de 0.013 mm. ±
• Colocar la probeta y establecer la velocidad de deformación entre el 5% y el 50% de reducción de sección por minuto.
• Obtener la gráfica esfuerzo deformación, unitarios hasta la ruptura.
Tiempo Carga Deform. Tiempo Carga Deform.sec kN mm sec mm 0 0.2215625 0 58 8.627188 19.3111 2.553437 0.311 60 8.644062 19.9782 5.118437 0.645 62 8.65875 20.6454 5.934062 1.311 64 8.669687 21.3116 6.263437 1.978 66 8.679063 21.9788 6.53875 2.644 68 8.688125 22.64510 6.773125 3.311 70 8.696875 23.31112 6.980937 3.978 72 8.702812 23.97814 7.162188 4.645 74 8.706562 24.64516 7.325 5.311 76 8.71125 25.31118 7.47 5.978 78 8.713125 25.97820 7.6 6.645 80 8.713437 26.64522 7.7175 7.311 82 8.7125 27.31124 7.822813 7.978 84 8.712188 27.97826 7.916563 8.645 86 8.708438 28.64528 8.001875 9.311 88 8.7025 29.31130 8.079062 9.978 90 8.698125 29.97832 8.149688 10.645 92 8.687187 30.64534 8.21375 11.311 94 8.679063 31.31136 8.27 11.978 96 8.665625 31.97838 8.320937 12.644 98 8.647187 32.64440 8.36875 13.311 100 8.625313 33.31142 8.41125 13.978 102 8.594375 33.97844 8.449062 14.645 104 8.55 34.64546 8.483125 15.311 106 8.483125 35.31148 8.514375 15.978 108 8.379375 35.97850 8.543125 16.644 110 8.22625 36.64452 8.567187 17.311 112 8.003125 37.31154 8.59125 17.978 114 7.60875 37.97856 8.61 18.645 115 7.162813 38.311
GRÁFICA ESFUERZO-DEFORMACIÓN UNITARIOS
0123456789
10
1 5 9 13 17 21 25 29 33 37 41 45 49 53 57
Def.
P
CAPÍTULO 4
91

CÁLCULOS:
Se calculan los valores de los esfuerzos y deformaciones unitarios reales
( )eSR += 1σ ( )eR += 1lnε
donde S, es el esfuerzo de ingeniería y e es la deformación unitaria de ingeniería. La fórmula para el cálculo del exponente n, por regresión lineal es la siguiente: N P
Newto
n
σ
MPa
σ
real
log σ (log σ)2 δ mm
ε ε
real
log ε (log ε)2 log σ X log ε
1 6773 277.6 286.8 2.458 6.042 3.311 0.0331 0.0326 -1.487 2.211 -3.655
2 7325 300.2 316.1 2.500 6.250 5.311 0.0531 0.0517 -1.287 1.656 -3.218
3 7718 316.3 339.4 2.531 6.406 7.311 0.0731 0.0706 -1.151 1.325 -2.913
4 8002 328.0 358.5 2.554 6.523 9.311 0.0931 0.0890 -1.051 1.105 -2.684
5 8214 336.6 374.7 2.574 6.625 11.311 0.1131 0.1071 -0.970 0.941 -2.497
Σ=12.617 Σ=31.846 Σ=-5.946 Σ=7.238 Σ=-14.967
( )( ) 004.155
617.12946.5loglog−=
−=
Nσε
Σ−N
σε loglog σε loglog l = -14.967-(-15.004) = .037
071.75946.5
5log 22
=−
=Σ
Nε
7-238-7.071 = 0.167
22.0167.0037.0
==n
CAPÍTULO 4
92

Disponible* Obtenido Observaciones
N 0.20 – 0.26 0.22 Dentro de Rango
rm 1.0 – 1.8 1.425 Dentro de Rango
* Hosford R./ Caddell M. Metal Forming, 1993 Prentice Hall.
4.4 ANÁLISIS NUMÉRICO Aquí se reportan los datos y resultados dados por el software descrito en la introducción: ** HyperForm 6.0-025 ** ** ** ** Inverse Metalforming Analysis ** ** from Altair Engineering ** ** ** ************************************************************************ ** COPYRIGHT (C) 1996-2004 Altair Engineering, Inc. ** ************************************************************************ All Rights Reserved. Contains trade secrets of Altair Engineering, Inc. Copyright notice does not imply publication Decompilation or disassembly of this software is strictly prohibited. Input Deck Summary: ------------------- Effective Largest Number Number Number of Used Nodes . . . . . . . . . . 429 1715 Elements. . . . . . . . . 382 1304 QUAD4 Element . . . . . . . 374 TRIA3 Element . . . . . . . 8 Shell property sets . . . . 2 66189 2 Material property sets. . . 1 1 1 Blank Holder Cards . . . . 1 2 1
CAPÍTULO 4
93

USER SPECIFIED MATERIAL PROPERTIES ---------------------------------- E POIS Y K n R00 R45 R90 0.210E+06 0.30 184.30 549.03 0.22 1.636 1.1817 1.702 ************************************************************************ MEMORY ESTIMATION INFORMATION : ------------------------------- Current Memory (RAM): 32 MB Estimated Minimum Memory (RAM) for Out of Core Solution: 1 MB Recommended Memory (RAM) for Out of Core Solution: 1 MB Recommended Memory (RAM) for In-Core Solution: 1 MB DISK SPACE ESTIMATION INFORMATION : ----------------------------------- Estimated Disk Space for Output Data Files: 1 MB Estimated Scratch Disk Space for In-Core Solution: 2 MB Estimated Scratch Disk Space for Out of Core Solution: 2 MB Estimated press tonnage = 0.186E+01 (tons) ************************************************************************ RESOURCE USAGE INFORMATION -------------------------- MAXIMUM MEMORY USED 32 MB MAXIMUM DISK SPACE USED 3 MB ************************************************************************ COMPUTE TIME INFORMATION ------------------------ EXECUTION STARTED Tue May 18 07:08:26 2004
CAPÍTULO 4
94

EXECUTION COMPLETED Tue May 18 07:08:27 2004 ************************************************************************ La primera figura que analiza este paquete es la forma deseada de la pieza:
Figura 4.4 Deformación deseada
La segunda figura muestra la formabilidad. Solo se presenta una deformación de ancho pero marginal y en las orillas pequeñas arrugas
Figura 4.5 Análisis de Formabilidad
CAPÍTULO 4
95

Esta figura muestra la variación de esfuerzos efectivos en los elementos deformados y la ubicación de las deformaciones unitarias mayor y menor en el DLC.
Figura 4.6 Esfuerzos efectivos en la sección embutida
CAPÍTULO 4
96

En esta figura se representa el cambio de espesor de la chapa durante el embutido
Figura 4.7 Cambio de espesor en la parte embutida
CAPÍTULO 4
97

Aquí se muestran los elementos que sufren mayor deformación unitaria mayor
Figura 4.7 Deformacion unitaria mayor en la parte embutida
CAPÍTULO 4
98

Una vez dibujada la pieza deseada, la cual se obtendrá una vez deformada la chapa, (únicamente se va a analizar la parte embutida, de cualquiera de los extremos de la abrazadera, como se planteó en los objetivos), el análisis números determina la factibilidad de poder procesar la conformación sin que se presente alguna falla; para ello compara las deformaciones mayores y menores sufridas en la zona de deformación plástica contra las gráficas de los Diagramas Límites de Conformado, para el material y propiedades de anisotropía, antes calculado. Como se puede observar en las figuras 4.6, 4.7 y 4.8, los puntos de deformación mayor y menor, están legos de los límites superiores de deformación. Esto implica que es factible embutir la pieza sin ningún problema. 4.4 SUMARIO Los valores de las propiedades de chapas metálicas calculados y de manual son:
Calculado de Tablas*
r 1.425 1.4 – 1.8 dentro del rango
n 0.22 0.22 - 0.26 dentro del rango * Hosfor/ Caddel Metal Forming PTR Prentice Hall 1993
El análisis numérico, a través de los Diagramas limites de Conformado, ayuda a determinar la factibilidad desconformado metálico.
CAPÍTULO 4
99

CONCLUSIONES La industria Metal – Mecánica es se gran importancia para la economía Nacional. Los procesos de conformación plástica forman parte de este sector, por lo que optimizar estos trabajos ayudará a fortalecer la competitividad de las empresas. Las piezas fabricadas a partir de chapas metálicas que requieran grandes deformaciones y formas caprichosas son de difícil fabricación. El método de Diagramas Límites de Conformado es una herramienta útil que facilita el estudio de la Formabilidad de chapas, proporcionado la factibilidad de realizar deformaciones severas en la chapa. Combinando esos diagramas con los Métodos de Elementos Finitos, se obtiene un medio que ayuda en el diagnostico para decidir sin es posible obtener piezas sin defectos. Esto facilita el Diseño de la pieza, de las herramientas para su manufactura, apoya en la producción en serie de la misma.
RECOMENDACIONES PARA TRABAJOS FUTUROS
El software utilizado en este análisis lo conocí en una plática dada en el Tecnológico de Monterrey, Instituto donde lo van a estudiar. La empresa que distribuye dicho paquete de cómputo está dispuesta a que con un costos de 2,500.00 puede instalar en red para todas las computadoras disponibles. Se que es la única institución que se actualiza en México con una baja inversión. Esto debe representar la IPN, un reto de no permitir que otras instituciones educativas estén a la vanguardia antes que nosotros. Con todo lo antes dicho y el trabajo presentado, sugiero como trabajos futuros, profundizar el tema de conformación de metales, desde el punto de vista teórico, en las ramas de cálculo variacional y la teoría de la plasticidad; así como en el uso de paquetería actualizada y enfocada específicamente a estos temas. Esto debe servir de plataforma para crear softwares con ayuda de la adquisición de equipos de laboratorio cuya aplicación sea específicamente para el estudio de comportamiento de metales en el rango plástico.
CONCLUSIONES, RECOMENDACIONES 100

Estudio completo de la teoría de la plasticidad, abarcando los diversos métodos para la
solución de problemas de conformado metálico (aspectos indicados en la figura 3.11), así
como un desarrollo profundo de los criterios de cedencia anisótropos, por ejemplo los que
se enlistan en la siguiente tabla
CRITERIOS DE LA FAMILIA HILL
CRITERIOS DE LA FAMILIA HOSFORD
Hill 1948 Hosford 1979 Hill 1979 Barlat y Lian 1989 Hill 1990 Barlat et al. 1992 Hill 1993 Karafillis- Boyce Chu 1995 Barlar et al. 1994
Lin, Ding 1996 Barlat et al. 1996
Desarrollar pruebas y medidas para una más precisa caracterización del material utilizado
para conformar piezas (aplicar completamente las normas respectivas por ejemplo ASTM E
2218-02 Standard Test Method for Determining Forming Limit Curves):
www.trilion.com/Ppr.303.Stamping.ARGUS.
CONCLUSIONES, RECOMENDACIONES 101

Análisis mecánico así como la aplicación de paquetes computacionales, a piezas embutidas
complejas, por ejemplo las siguientes
www.trilion.com/Ppr.303.Stamping.ARGUS.
Aplicación de los conocimientos de plasticidad para un mejor y más eficiente diseño de
herramientas para la manufactura de piezas embutidas;
Análisis mecánico y aplicación de paquetes computacionales a partes de troquel, tales como
punzones y matrices con figuras irregulares, concentración de esfuerzos en esquinas;
Optimización del número de fases y formas de las mismas, en piezas embutidas fabricadas
mediante troqueles progresivos, por ejemplo reducir el número de fases en el siguiente
arreglo:
Profundizar en los tipos y usos de los Diagramas Límite de conformado, modificación de
las curvas límite tomando en cuenta el espesor de la chapa, tipo de proceso, dureza;
CONCLUSIONES, RECOMENDACIONES 102

Simulación por hidroformado, análisis de piezas como las que se muestran:
REFERENCIAS
www.thefabricator.com/Articles/Tube_and_Pipe_Article.cfm
CONCLUSIONES, RECOMENDACIONES 103

A P É N D I C E 1 PLASTICIDAD
A.1 .1 GENERALIDADES
Plasticidad, es una propiedad mecánica de los materiales que les permite sobrellevar deformación continua y permanente sin que el material falle durante la aplicación de esfuerzos mayores al esfuerzo de cedencia del material. Una expresión general de la acción plástica, debe involucrar la velocidad de deformación, ya que en estado plástico los materiales pueden deformarse bajo esfuerzo constante y sostenido; así mismo se requiere el concepto de límite de deformación antes de la fractura. Las leyes de la plasticidad son parte necesaria de la mecánica de materiales
Hay tres aspectos de estudio de la plasticidad:
1. Teoría de la Plasticidad, trata con materiales ideales y analiza la distribución de esfuerzos y deformaciones unitarios de acuerdo con propiedades idealizadas.
2. La física del metal. Examina la naturaleza de un cristal simple y trata de relacionar sus ideas con un arreglo policristalino.
3. Tecnológico. Trata de relacional la teoría matemática con un estudio del comportamiento general de cuerpos deformables plásticamente, determinando leyes y criterios experimentalmente, para predecir resultados.
Actualmente, la utilización de la computadora facilita el uso la de la teoría matemática, a través de métodos numéricos, a aplicaciones práctica, junto con mediciones, a través de métodos ópticos, y así predecir el comportamiento de las grandes deformaciones que puede sufrir un material metálico.
Las deformaciones plásticas causadas por deslizamiento, son inducidas por esfuerzos cortantes como se muestra en la figura.
APÉNDICE 1
104

APÉNDICE 1
10
F Plano de deslizamiento
F F i g u r a A 1 . 1 D e s l i z a m i e n t o P l á s t i c o P o r C i z a l l a m i e n t o
Tales deformaciones ocurren a un determinado valor de esfuerzo a temperatura ambiente; pero también, las deformaciones plásticas se pueden presentar a esfuerzos menores al límite de cedencia, siempre y cuando se deje transcurrir tiempo suficiente y se provean altas temperaturas que favorezcan el deslizamiento. Además en metales se presenta un efecto de endurecimiento debido al deslizamiento plástico.
La diferencia entre las consideraciones de esfuerzo y deformación unitarias para diseño mecánico y estructural, y conformado metálico son las deformaciones resultantes; para el primero son pequeñas tanto en el rango elástico como en el plástico, mientras en el segundo ocurren deformaciones plásticas grandes. Para deformaciones pequeñas menores del 0.2%, el método para calcular esfuerzo y deformaciones unitarias no es importante. Sin embargo, para grandes deformaciones en el rango plástico, el método de cálculo hace una diferencia significativa; los dos métodos más utilizados son, el esfuerzo y deformación unitarios de ingeniería, convencional o nominal, y el esfuerzo y deformación unitarios reales, naturales o logarítmicos.
5

F i g u r a A 1 . 2 G r á f i c a E s f u e r z o – D e f o r m a c i ó n U n i t a r i a , D e I n g e n i e r í a y R e a l I d e a l i z a d o s
La deformación unitaria real antes de la estricción se obtiene considerando los pequeños incrementos de longitud e integrando sobre el cambio de longitud total esto es:
o
l
l ll
ldl ln
0
== ∫ε
si el volumen permanece constante, AllA =00 , entonces: DD
AA
ll 00
0
ln2lnln ===ε
Donde los símbolos se refieran a la longitud, área y diámetros originales respectivamente. Puesto que
la deformación unitaria real puede relacionarse con la deformación unitaria de ingeniería como
sigue:
,0 lll Δ+=
( )εε +=⎟⎟⎠
⎞⎜⎜⎝
⎛ Δ+= 1lnln
0
0
lll
Las ventajas de utilizar deformaciones unitarias reales son las siguientes:
1. Para deformaciones relativamente grandes, es la deformación en tensión y en compresión son numéricamente iguales pero de signo opuesto, lo que no sucede en el caso de deformaciones unitaria de ingeniería. Por ejemplo, si una probeta es alargada de 10 a 20 mm o comprimida de 20 a 10 mm se obtiene para cada caso lo siguiente:
APÉNDICE 1
106

a) Para deformación unitaria real:
693.01020ln ==Tε 693.0
2010ln −==Cε
b) Para deformación unitaria de ingeniería:
110
1020=
−=
Δ=
ll
Tε 21
202010
−=−
=Cε
2. Las deformaciones unitarias reales se pueden sumar para estados sucesivos de deformación, no así
en el caso de deformaciones de ingeniería:
0
2
1
2
0
1211 lnlnln
ll
ll
ll
=+=+= εεε
mientras que en ingeniería
0
011 l
ll −=ε
1
122 l
ll −=ε
0
0221 l
ll −=+ε
de donde 2121 +≠+ εεε
La teoría de la plast ic idad trata con los métodos para calcular esfuerzos y deformaciones unitarios, después de que un cuerpo elástico, fundamentalmente metálico, ha alcanzado su punto de cedencia; toma como punto de partida observaciones experimentales, del comportamiento plástico macroscópico de sólidos, sometidos a cualquier estado de esfuerzos; su tarea es doble; primero, construir relaciones explícitas generales entre esfuerzos y deformaciones unitarios, de acuerdo con las observaciones; segundo, desarrollar las técnicas matemáticas que representan el comportamiento de cuerpos deformados permanentemente. La deformación plástica o permanente, es esencialmente independiente del tiempo; la visco-plástica es función del tiempo, temperatura y velocidad de deformación. Varios modelos para materiales plásticos serán presentados más adelante (A.1.10), junto con sus curvas esfuerzo – deformación y sus respectivas fórmulas empíricas.
Este apéndice se enfoca en las condiciones bajo las cuales un material, pasa de su estado elástico al plástico, así como de las “reglas de flujo” asociadas. Para describir el comportamiento plástico de un material sometido a un estado general de esfuerzos, se deben considerar tres elementos:
1. Un criterio de cedencia que exprese una relación entre los componentes de esfuerzo en el momento que ocurre la cedencia,
APÉNDICE 1
107

2. Una regla de flujo que exprese la relación entre los componentes de esfuerzo y deformación unitarios,
3. Una regla de “endurecimiento” que describa la evolución del esfuerzo de cedencia inicial, durante el proceso de conformado.
A.1 .2 CONDICIONES DE CEDENCIA
La transición del estado elástico al plástico ocurre cuando el esfuerzo alcanza el punto de cedencia del material. La importancia de predecir la cedencia en el trabajo de conformado metálico se debe a dos razones, 1) es cuando inicia la deformación permanente (conformado), y 2) es el límite de falla de las herramientas utilizadas en el conformado de metales. La función de cedencia se define de dos maneras: asumiendo que la “cedencia plástica” inicia cuando alguna cantidad mecánica (esfuerzo, energía, etc) alcanza su valor crítico, o se aproxima con datos experimentales a una función analítica.
La mayoría de las operaciones de conformado metálico, involucran estados de esfuerzos combinados. Cualquier expresión matemática que trate de predecir el estado de esfuerzos que induzca cedencia, es llamada criterio de cedencia. Una forma general de tal expresión es:
( ) Cf zxyzxyzyx =τττσσσ ,,,,, (A1.1)
o en función de los esfuerzos principales:
( ) Cf =321 ,, σσσ (A1.2)
Al tratar con cedencia y plasticidad, normalmente se consideran las siguientes simplificaciones: 1. El material se considera homogéneo, isótropo y continuo, 2. Los esfuerzos de cedencia a tensión y compresión son idénticos, esto es, no se presenta el efecto
Bauschinger, 3. El volumen permanece constante, y la suma de las deformaciones unitarias plásticas son cero, esto
es, ΔV/V = cte. y 0321 =++ εεε ddd , (el módulo de Poisson es igual a 0.5), 4. El estado de esfuerzo hidrostático no influye en la cedencia, 5. Los efectos del módulo de deformación unitaria se desprecian, 6. No se consideran los efectos de temperatura.
APÉNDICE 1
108

Los criterios de cedencia, para materiales isótropos más ampliamente usados, son el criterio de máximo esfuerzo de corte (Propuesto por Tresca), el criterio del esfuerzo octaedral o criterio de energía de deformación (Propuesto por Huber – von Mises) y más recientemente se considera el criterio de Hosford:
A1.3 CRITERIO DE TRESCA
De acuerdo con este criterio, un material pasa de su estado elástico al plástico cuando se alcanza el valor crítico denominado esfuerzo cortante máximo.
fmínmáx σσσ =− (A1.3)
o (A1.4)
fσσσ =− 31
σ2
σf
σfσ1 σf
σf
F i g u r a A 1 . 3 L u g a r G e o m é t r i c o D e F a l l a S e g ú n E l C r i t e r i o D e T r e s c a P a r a E l C a s o B i d i m e n s i o n a l .
A1.4 CRITERIO DE VON MISES Este criterio postula que la cedencia ocurre cuando se alcanza algún valor:
( ) ( ) ( ) ( ) 2222222 26 fzxyzxyxzzyyx στττσσσσσσ =+++−+−+− (A1.5)
En este caso se está representando la falla dúctil del material.
APÉNDICE 1
109

F i g u r a A 1 . 4 L u g a r G e o m é t r i c o D e F a l l a S e g ú n E l C r i t e r i o D e V o n M i s e s P a r a E l C a s o B i d i m e n s i o n a l .
A1.5 CRITERIO DE HOSFORD En 1972 Hosford[1], introduce una generalización de los dos criterio anteriores, de la siguiente forma:
( ) ( ) ( ) mf
mmm σσσσσσσ 2133221 =−+−+− (A1.6)
donde m es un exponente que depende del comportamiento de material y varia entre lo valores 1< m < ∞ ,
para m = 1 este criterio se reduce al de Tresca, para m = 2 se tendrá el criterio de Mises
A1.6 ESFUERZO Y DEFORMACIÓN UNITARIOS EFECTIVOS
Para tratar los estados de esfuerzos complejos (combinados) en trabajos de metal, se introducen los conceptos de esfuerzo unitario efectivo σ , y deformación unitaria efectivaε . El esfuerzo efectivo, se define en términos del lugar geométrico de todas las posibles combinaciones de estados de esfuerzos, que iniciaría la cedencia o flujo plástico, caracterizado por un grupo de propiedades de resistencia dadas. Una expresión para el esfuerzo efectivo σ , puede escribirse como función de los esfuerzos aplicados para cualquier criterio de cedencia, como los antes expuestos. Como resultado de la variación del estado de esfuerzos aplicados, ocurrirá cedencia cuando el esfuerzo efectivo alcance un valor crítico.
APÉNDICE 1
110

El concepto de esfuerzo unitario efectivo, y deformación unitaria efectivos son necesarios para analizar el endurecimiento por deformación unitaria que ocurre en otra trayectoria de carga diferente a la de tensión uniaxial; se define tomando en cuenta:
1. σ y ε , se reducen a xσ y a xε en la dirección x del ensayo de tensión. 2. El incremento de trabajo mecánico por unidad de volumen realizado en la formación plástica de un
material es dw dσ ε= . 3. Además es usual asumir que la curva σ - ε describe el endurecimiento por deformación unitaria
para cargas baja un rezón de esfuerzo constante. Para el criterio de Von Mises:
( ) ( ) ( )[ ] 212
132
322
2121 σσσσσσσ −+−+−= (A1.7)
La deformación unitaria plástica efectiva, se define como el incremento de trabajo de deformación por
unidad de volumen que se expresa de la siguiente manera:
332211 εσεσεσεσ dddddWz ++== (A1.8)
para el criterio de Von Mises en su forma simplificada, da:
( ) 21
23
22
213
2⎥⎦⎤
⎢⎣⎡ ++= εεεε dddd (A1.9)
la deformación unitaria plástica efectiva total, donde sea aplicable, esta dada por:
( ) 21
23
22
213
2⎥⎦⎤
⎢⎣⎡ ++= εεεε (A1.10)
APÉNDICE 1
111

A1.7 LA SUPERFICIE DE CEDENCIA
Los esfuerzos efectivos antes definidos, también son llamados esfuerzos de flujo puede graficarse mediante un cilindro de longitud infinita en el espacio tridimensional, cuando los tres esfuerzo principales, son usados como ejes cartesianos, según se muestra en la siguiente figura.
σ3 σ3
σ1=σ2=σ3 σ1=σ2=σ3
SUPERFICIE DE CEDENCIA
SUPERFICIE DE CEDENCIA
σ2 σ2
PLANO OCTAHEDRAL
PLANO OCTAHEDRAL
HEXÁGONO ELIPSE
σ1 a b
σ1
F i g u r a A 1 . 5 . L o s C i l i n d r o s R e p r e s e n t a n L a s S u p e r f i c i e s D e C e d e n c i a E n T r e s D i m e n s i o n e s D e A c u e r d o C o n L o s C r i t e r i o s A ) D e T r e s c a Y V o n M i s e s , E l P r i s m a H e x a g o n a l I n s c r i t o R e p r e s e n t a L a S u p e r f i c i e
D e C e d e n c i a D e A c u e r d o C o n E l C r i t e r i o D e M á x i m o C o r t a n t e , B ) E l C i l i n d r o E l D e V o n M i s e s .
La superficie de cedencia indica los estados de esfuerzos multiaxiales, en los que ocurre la cedencia y son los que quedan fuera del prisma hexagonal, o del cilindro inclinado. Ambas figuras forman un ángulo de 54.73°, respecto de cada eje de esfuerzos principales. Además el estado de esfuerzos que está sobre el eje del cilindro, corresponde a un estado de esfuerzos hidrostático σ1=σ2=σ3.
A1.8 ESTADO DE DEFORMACIÓN UNITARIA PLÁSTICA Las deformaciones unitarias elásticas, normalmente son más pequeñas que la deformación total, por lo que se consideran como despreciables en todos los análisis futuros de deformación plástica. Pero, las
APÉNDICE 1
112

deformaciones unitarias pláticas son mucho mayores, que sus incrementos yx dd εε , y zdε así que son usados como deformación unitaria, entre instantes consecutivos, durante el proceso de flujo plástico.
Hay mucha semejanza entre las ecuaciones para deformación unitaria elástica y plástica, la única diferencia es que las deformaciones unitarias εii, γij y εij son remplazadas por sus diferenciales dεii, dγij y dεij. Tomando en cuenta desplazamientos pequeños del vector u (ux, uy, uz,) entonces
dεij = ⎟⎟⎠
⎞⎜⎜⎝
⎛
∂
∂+
∂∂
i
j
j
i
xu
xu
21
(A1.11)
que es análoga a la definición de deformaciones unitarias elásticas pequeñas.
Los invariantes de la deformación unitaria plástica son:
ya que 01 =′I 03321 ==++ mdddd εεεε
( ) ( ) ([ ]213
232
2212 6
1 εεεεεε ddddddI −+−+−=′ ) (A1.12)
( )( )( )mmm ddddddI εεεεεε −−−=′ 3213
El segundo invariante, es un concepto fundamental en la teoría de flujo plástico, ya que representa el cuadrado de una magnitud llamada incremento de intensidad de distorsión o incremento de deformación unitaria equivalente, 2Id i ′=ε , idε representa el incremento de la intensidad de distorsión acumulada en una partícula de material, es un periodo de tiempo corto entre dos estados consecutivos del proceso de flujo plástico[2].
A1.9 RAPIDEZ DE DEFORMACIÓN PLÁSTICA La velocidad de flujo plástico, en un punto de un material está determinada por el vector v, de componentes vx, vy, vz, si δt es un intervalo de tiempo corto, entonces los desplazamientos pueden determinarse mediante
tvu xx δ= tvu yy δ= tvu zz δ= (A1.13)
entonces las deformaciones unitarias, pueden expresarse mediante las siguientes relaciones
xvx
x ∂∂
=ε , yvy
y ∂
∂=ε ,
zvz
z ∂∂
=ε (A1.14)
APÉNDICE 1
113
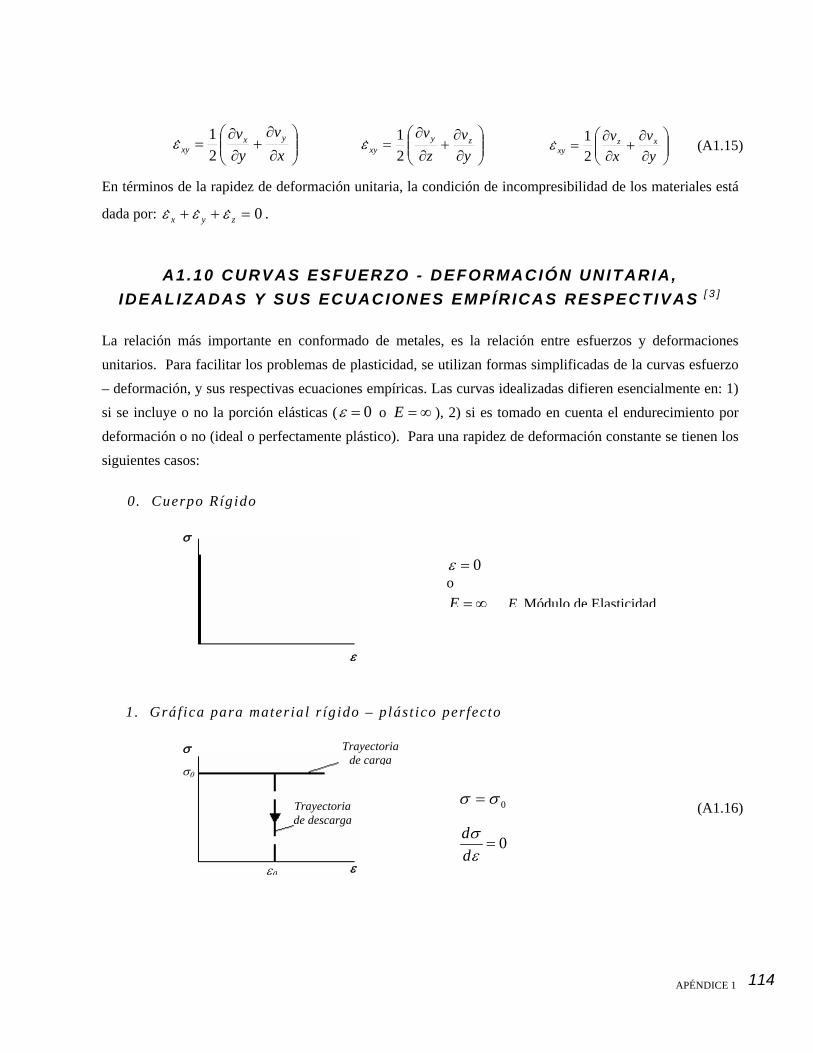
⎟⎟⎠
⎞⎜⎜⎝
⎛∂
∂+
∂∂
=xv
yv yx
xy 21ε ⎟⎟
⎠
⎞⎜⎜⎝
⎛∂∂
+∂∂
=yv
zv zy
xy 21ε ⎟⎟
⎠
⎞⎜⎜⎝
⎛∂∂
+∂∂
=yv
xv xz
xy 21ε (A1.15)
En términos de la rapidez de deformación unitaria, la condición de incompresibilidad de los materiales está
dada por: 0=++ zyx εεε .
A1.10 CURVAS ESFUERZO - DEFORMACIÓN UNITARIA, IDEALIZADAS Y SUS ECUACIONES EMPÍRICAS RESPECTIVAS [ 3 ]
La relación más importante en conformado de metales, es la relación entre esfuerzos y deformaciones unitarios. Para facilitar los problemas de plasticidad, se utilizan formas simplificadas de la curvas esfuerzo – deformación, y sus respectivas ecuaciones empíricas. Las curvas idealizadas difieren esencialmente en: 1) si se incluye o no la porción elásticas ( 0ε = o E = ∞ ), 2) si es tomado en cuenta el endurecimiento por deformación o no (ideal o perfectamente plástico). Para una rapidez de deformación constante se tienen los siguientes casos: 0 . Cuerpo Rígido
σ
0ε = o
E = ∞ E Módulo de Elasticidad
ε
1. Gráfica para materia l r íg ido – plást ico perfecto
Trayectoria de carga
σ
σ0
0σσ =Trayectoria de descarga
(A1.16)
0ddσε
=
ε ε0
APÉNDICE 1
114

2 . Gráf ica l inealmente elást ico – perfectamente plást ico
σ σ0 (A1.17) σ=Εε de 0 a 0σ
0σσ = de 0σ en adelante
No se presenta endurecimiento por deformación
ε ε0
3. Gráf ica r ígido – plást ico l ineal endurecido por deformación
σ
εσσ K+= 0
o
εσσσ 00 K ′++
σ0
(A1.18)
ε ε0
4 . Gráf ica l ineal e lást ica – plást ica l ineal endurecida por deformación (plást ico – plást ico)
σ
εσ E= de 0 a 0σ
εσσ K0= de 0σ en adelante
σ0 (A1.19)
5. Gráf ica no l ineal – plást ico endurecida por deformación ε
ε0
σnKεσ = donde 0 < n < 1
Relación conocida como ley de
potencia de Hollomon–Ludwik
Relación conocida como ley de potencia
de Hollomon–Ludwik.
(A1.20)
ε
6. Gráfica r ígido – no l ineal endurecida
APÉNDICE 1
115 σ
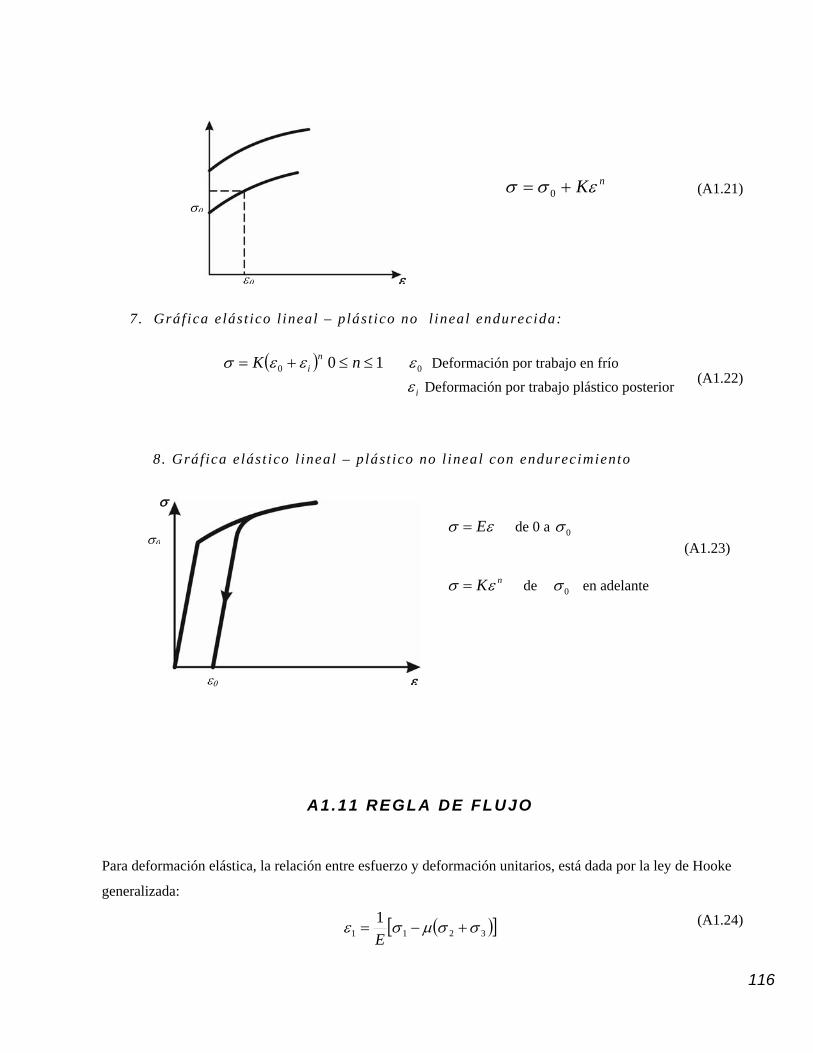
nKεσσ += 0 (A1.21) σ0
εε0
7. Gráfica elást ico l ineal – plást ico no l ineal endurecida:
( )niK εεσ += 0 10 ≤≤ n 0ε Deformación por trabajo en frío
(A1.22) iε Deformación por trabajo plástico posterior
8 . Gráf ica elást ico l ineal – plást ico no l ineal con endurecimiento
σ
Eσ ε= de 0 a 0σ (A1.23)
nKσ ε= de 0σ en adelante
σ0
ε ε0
A1.11 REGLA DE FLUJO Para deformación elástica, la relación entre esfuerzo y deformación unitarios, está dada por la ley de Hooke
generalizada:
( )[ ]32111 σσμσε +−=E
(A1.24)
APÉNDICE 1
116

Las relaciones esfuerzo-deformación unitarios, que describen la trayectoria de deformación unitaria de un
material son llamadas reglas de flujo. Para cualquier criterio de cedencia, dichas reglas pueden obtenerse
usando la siguiente fórmula:
( ) ( )λσσ
ε df
dij
ijij ∂
∂=
(A1.25)
Donde ( )ijf σ , es la función de cendencia isótropa. De acuerdo con el criterio de von Mises, la regla de
flujo obtenida es:
λσε
σε
σε dddd
=′
=′
=′ 3
3
2
2
1
1 (A1.25)
Donde iσ ′ es el componente de esfuerzo de dilatación:
mxx σσσ −=′
myy σσσ −=′ (A1.26)
mzz σσσ −=′
A1.12 RELACIONES ESFUERZO – DEFORMACIÓN EN PLASTICIDAD La teoría matemática general de plasticidad, no está tan desarrollada coma la teoría de Elasticidad, por las complejidades inherentes que se deben involucrar. En Plasticidad, la deformación es irreversible, se presentan endurecimiento del material por deformación y ocurre anisotropía con deformación continua. La deformación elástica depende de los estados de esfuerzo y deformación unitarios, inicial y final; mientras que la deformación plástica también depende de la trayectoria de los esfuerzos y deformaciones. En la teoría de Plasticidad, algunos conceptos del continuo elástico se extienden para obtener un enfoque simplificado, llamado plasticidad de un medio continuo, o simplemente plasticidad continua. Para facilitar el tratamiento matemático en plasticidad continua se asume que el material es isótropo, rígido-plástico y que no se endurece por deformación (no se presenta efecto de Bauschinger). Aunque los metales y sus aleaciones no pueden estrictamente ser considerados como un continuo, exhiben un comportamiento macroscópico.
APÉNDICE 1
117

Hay dos teorías de Plasticidad comúnmente usadas: La teoría de Flujo o incremental, como expresa la ecuación de Levy-Mises, y la teoría de deformación, en la que se asume proporcionalidad de la carga.
De la ecuación A1.25, se puede obtener la comúnmente usada ecuación de Levy-Mises, para material isótropo:
λτγ
τγ
τγ
σσε
σσε
σσε ddddddd
zx
zx
yz
yz
xy
xy
mz
z
my
y
mx
x ====−
=−
=− 2
(A1.27)
donde γd , es un factor de proporcionalidad instantáneo, positivo, variable, llamado factor de flexibilidad plástica, y mσ , es el esfuerzo hidrostático. Esto implica que la razón entre la deformación unitaria plástica y el esfuerzo de dilatación es constante. De lo anterior, se puede generalizar la deformación como
( ) λσ dde ijpij ′=
Los términos diferenciales , son usados en plasticidad puesto que las deformaciones son grandes y varía considerablemente de punto apunto en un material durante el proceso de conformado.
ijde(A1.28)
En componentes de esfuerzo la ecuación anterior se puede expresar, como:
⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛ +
−=2
3211
σσσλε dd
⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛ +
−=2
3122
σσσλε dd
⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛ +
−=2
2133
σσσλε dd
(A1.29) o bien
⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛ +
−=2
3211
σσσσεε dd
⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛ +
−=2
3122
σσσσεε dd
⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛ +
−=2
2133
σσσσεε dd
(A1.30
En estas últimas relaciones son análogas a las ecuaciones constitutivas para deformación elástica si se reemplaza σε /d por 1/E; y ½ por μ , de la ley de Hooke. Esto es, si vzyx σσσσ === , sustituyendo
en la ley de Hooke Generalizada, se obtiene lo siguiente: ( )[ ]vvvEv σσμσε +−= 1 ( μσ 21−= Ev ) , pero
( μεεεε σ 213 −=++= Ezyxvv ) . Se define el módulo volumétrico como ( )με
σ213 −
=Κ=E
v
v , el volumen
permanece constante si , esto es que 0→Κ 021 =− μ ∴ 21=μ
Si en la ecuación anterior se reemplaza σε /d por 1/Ep, entonces Ep puede considerarse como el módulo plástico que, no es constante para un material dado, como lo es el módulo de elasticidad. Ep puede evaluarse de dos maneras, usando la gráfica de esfuerzo deformación, unitarios experimental, o asumiendo que el esfuerzo y deformación unitarios están relacionados por una ecuación empírica aproximada.
APÉNDICE 1
118

En la siguiente gráfica de esfuerzos efectivos contra deformaciones unitarias efectivas, se indica cómo se puede obtener Ep:
ε
2σ
1σ
11
1
22
2
p
p
E
E
σεσε
=
=
σ F i g . A 1 . 6 C u r v a E s f u e r z o D e f o r m a c i ó n U n i t a r i o s E f e c t i v o s , P a r a L a D e t e r m i n a c i ó n D e E p
[ 4 ]
1ε 2ε
Si se tiene la relación aproximada de la variación de la curva de la gráfica, que puede ser la ley de potencia
de Ludwik-Hollomon: nkεσ = (A1.31)
donde Ep, está dada por
( ) ( ) 11
1
1/ −===
n
n
npK
KE
σσσ
εσ
(A1.32)
El valor del módulo de Poisson es ½ , ya que el volumen se considera constante.
A1.13 ENDURECIMIENTO POR DEFORMACIÓN PLÁSTICA
El Endurecimiento por deformación, es el fenómeno por el cual un metal dúctil se endurece y aumenta su resistencia debido a deformación plática (permanente), algunas veces también llamado trabajo por endurecimiento en frío. Este proceso se lleva a cabo a temperatura ambiente, más concretamente, menor a la temperatura de recristalización. Al incrementar su resistencia y dureza, se pierde ductilidad. El grado de deformación plástica que admiten los metales se expresa en por ciento de la reducción de área en la estricción:
1000
0 ×⎟⎟⎠
⎞⎜⎜⎝
⎛ −
AAA f
donde Área inicial, área final →0A →fA
APÉNDICE 1
119

El método más común, para describir el comportamiento de endurecimiento de un metal dúctil, de manera cuantitativa, es por medio del ensayo de tensión simple.
Las condiciones en que se debe realizar en ensayo son: 1. La velocidad de deformación debe ser del orden de 10-2 a 10-4/seg, 2. La temperatura entre 20 y 30° C, 3. Las mediciones están restringidas a la sección calibrada, que sufre un estado de tensión uniaxial,
durante deformación unitaria
La figura A1.3 muestra la curva esfuerzo deformación unitarios reales en tensión simple, de un material recocido. Se analizará el comportamiento después del esfuerzo en el punto de cedencia. Al rebasar dicho punto el material se deformará permanentemente, si la probeta se esfuerza hasta el punto B, y se retira la carga de tensión, habrá una recuperación que sigue la trayectoria BC, que es muy cercana a una línea recta y de ahí al punto D. La deformación permanente sin carga corresponde a la distancia OD. Despreciando el fenómeno de Histéresis, consideramos que se carga de nuevo la probeta, entonces el punto F coincide con el B, es decir es el nuevo punto de cedencia. El crecimiento en el valor del esfuerzo de cedencia es conocido como el endurecimiento por deformación.
GBσ
F
σPC E C
ε DO
F i g u r a A 1 . 7 G r á f i c a E s f u e r z o D e f o r m a c i ó n U n i t a r i o s R e a l e s
APÉNDICE 1
120

La parte curva de la gráfica se describe adecuadamente con relación AI.20, en términos de esfuerzo y
deformación unitarios efectivos se tendrá nKεσ = .
REFERENCIAS [1] Hossford W. F. A generalised isotropic yield criterion, J Appl. Mech. 39, 1972
[2] Szpcepinxki, W. Introduction to the mechanics of Plastic Forming of Metals, Sijthoff & Noordhoff, Inst.
Pub., Netherlands, , 1979 pp 24.
[3] Johnson, W., y P. B. Mellor, Engineering Plasticity, Van Nostrand Reinhold Co. N: Y: 1973, p 14
[4] E. M. Mielnik Metalworking Science and Engineering McGr4aw-Hill 1991p 50.
APÉNDICE 1
121

A P É N D I C E 2
ANISOTROPÍA PLÁSTICA
La mayoría de los materiales utilizados en conformado de metales son anisótropos, estos es, tiene diferentes propiedades elasto–plásticas, en distintas direcciones. La anisotropía, puede ser de dos clases: mecánica y cristalográfica; la mecánica es importante en el tratamiento de la fractura; mientras la cristalográfica, lo es para el fenómeno de cedencia y deformación plástica. La anisotropía mecánica en aceros, se debe a la orientación y distribución de inclusiones no metálicas como escorias de silicatos, lo que produce una resistencia última a la tensión, del 30% menor en la dirección transversal, que en la dirección del rolado. La anisotropía cristalográfica es debida a la orientación del grano cristalino adquirida durante el procesamiento. Durante el rolado en frió, los granos de un metal rotan, pueden quedar paralelos al plano de la lámina o girados, como se muestra en la siguiente figura:
F i g u r a A . 2 . 1 O r i e n t a c i ó n P r e f e r i d a D e G r a n o s D e L á m i n a N e g r a C o m e r c i a l ( A d a p t a d a D e V a n V l a c , M a t e r i a l s , S c i e n c e F o r E n g i n e e r s , A d d i s ó n - W e s l e y )
La orientación que siguen los cristales es llamada orientación preferida, o textura cristalográfica, sus propiedades mecánicas varían de acuerdo a su orientación. Los cristales metálicos tienen determinadas propiedades en diferentes direcciones, esto es, el material texturizado es anisótropo. Si los granos del metal policristalino son orientados al azar, dicho material es usualmente considerado como isótropo. La recristalización por revenido de un material trabajado en frió, usualmente no renueva la textura cristalográfica, pero puede producir una textura diferente.
A2.1 TEORÍA ANISÓTROPA PLÁSTICA CONTINUA
Esta teoría intenta describir el comportamiento, entre el esfuerzo y la deformación unitarios de un continuo, fundamentados en los postulados de cedencia, sin olvidar la estructura interna. La plasticidad cristalina, está planteada en el comportamiento del deslizamiento y la rotación de un grano metálico policristalino. La
APÉNDICE 2
122

modelación matemática del conformado de láminas requiere un criterio de cedencia, que describa el comportamiento de cedencia anisótropo de una chapa. La teoría plástica continua fue originalmente desarrollada para un material isótropo, de acuerdo con la
ecuación Levy – Mises:
=− mx
xdσσ
ε=
− my
ydσσ
ε=
− mz
zdσσ
ε=
xy
xydτγ
2=
yz
yzdτγ
2=
zx
zxdτγ
2λd (A1.27)
Donde, λd es un factor instantáneo de proporcionalidad llamado flexibilidad plástica, y mσ es el esfuerzo hidrostático.
Posteriormente esta teoría fue modificada por R. Hill[1], para explicar los efectos de la anisotropía en el proceso de conformación, incorporando los “parámetros de anisotropía plástica” o “coeficientes anisótropos”. Los postulados de Hill están basados en las siguientes suposiciones:
1) Los parámetros anisótropos, aumentan en proporción directa con la deformación. 2) El esfuerzo efectivo, únicamente es función, del trabajo plástico total. 3) El estado de anisotropía posee tres ejes ortogonales con respecto a los cuales las propiedades son
simétricas. 4) El estado hidrostático de esfuerzos no influye en la cedencia. 5) El efecto Bauschinger no afecta la deformación; esto es, las cuervas esfuerzo deformación unitarios,
en tensión y compresión son imágenes reflejadas.
Si se eligen como X, Y y Z los ejes de anisotropía, el criterio de cedencia puede escribirse[2] , como sigue:
( )=ijf σ2 ( )+− zyF σσ ( )+− xzG σσ ( )+− yxH σσ +22 yzLτ +22 zxMτ =22 xyNτ 1 (A2.1)
Donde, ( )ijf σ es una función de cedencia anisótropa, y F, G H, L, M, y N son constantes, que caracterizan el estado anisótropo común. Sí F=G=H, y L=M=N=3F, se obtiene el criterio de von Mises. Las constantes F, G H, pueden evaluarse a partir del ensayo de tensión simple. Las constantes L, M y N pueden determinarse a partir del ensayo a corte (torsión). Si Sx, Sy y Sz son las resistencias de cedencia a tensión de las probetas, tomadas en las direcciones x, y y z, respectivamente, entonces:
HGSx +
=12
FHSY +
=12 y
GFSZ +
=12 (A2.2)
resolviendo simultáneamente:
2221112
xzy SSSF −+= 222
1112yxz SSS
G −+= 2221112
zyx SSSH −+= (A2.3)
APÉNDICE 2
123

Para láminas no es conveniente hacer mediciones en la dirección z.
A partir de la forma de los lugares geométricos de cedencia, Bishop y Hill, encontraron que para metales FCC y BCC, con texturas cristalográficas simétricas respecto al eje z, esto es,
°°° == 90450 rrr 1≠ , para el rango de texturas establecidas, los efectos de r, tienden a sobre estimar la forma del lugar geométrico de cedencia. Considerando los ejes, x y z como ejes principales, es mejor representar el criterio de Hill por la generalización siguiente:
(A2.4) 1211332 =−+−+− aaa HGF σσσσσσ Donde el exponente a, es mayor a 2.
Para un material isótropo en el plano:
( ) ay
aaa rr σσσσσ 12121 +=−+ (A2.5)
El exponente a, se ha estimado en el valor de 6 para metales BCC, y de 8 a 10 para metales FCC. Al incrementara el valor de a, la gráfica se aproxima al lugar geométrico de Tresca. Mellor y Parman[.3], propusieron una nueva expresión para el criterio de Hill, de la forma:
( ) ( ) my
mm rr ′′′+=++−+ σσσσσ 1221 2121 (A2.6)
m′es un parámetro nuevo, análogo al exponente a, el cual se determina experimentalmente. La Figura A2.2 muestra los lugares geométricos para valores del exponente entre 25.1 ≤′≤ m
F i g u r a 2 . 2 L u g a r G e o m é t r i c o B a s a d o E n L a T e o r í a D e H i l l P a r a R = 1 . 0 [ 3 ] .
La regla de flujo, puede desarrollarse utilizando:
APÉNDICE 2
124

( )( )λσσ
ε df
dij
ijij ∂
∂= (A1.24)
donde, ( )ijf σ , es la función de cedencia anisótropa, diferenciando la ecuación (A2.1), obtenemos las siguientes fórmulas de flujo para un material rígido – plástico:
( ) ( )[ ]zxyxx GHdd σσσσλε −+−= yzzyyz Lddd τλεε == ( ) ( )[ ]xyzyy HFdd σσσσλε −+−= xzxzzx Mddd τλεε == (A2.7)
( ) ( )[ ]xzyzz GFdd σσσσλε −+−= xyyxxy Nddd τλεε == Si una probeta en tensión simple es tomada de una lámina, colocando el eje x en la dirección de la carga, y como 0==≥ zyx σσσ , y de las fórmulas anteriores, las razones de los incrementos de formación unitaria plástica son:
GHHGddd zyx −−+= :::: εεε (A2.8)
Donde, , son los incrementos de deformaciones unitarias en longitud, ancho y espesor, respectivamente.
zyx ddd εεε ,,
En conformado de metales, la relación de los incrementos de deformaciones unitarias entre el ancho y espesor, es conocida como el valor r, o módulo de deformación unitaria plástica; este es el parámetro más usado para evaluar la anisotropía de una chapa metálica. Puesto que el eje x es tomado en la dirección del rolado, el valor de r en términos de los coeficientes de Hill, queda definido como:
0
0 0ancho
espesor
Hr rG
εε
°
° °= = = (A2.9)
Análogamente, para un plano cortado en la dirección y, o 90° de la dirección de rolado, se tiene:
°
°
° === 90
90
90e
ay F
Hrrεε (A2.10)
APÉNDICE 2
125

DIRECCIÓN DE ROLADO
α=0 α
DIRECCIÓN TRANSVERSAL AL ROLADO α = 90°
F i g u r a A 2 . 3 D i r e c c i ó n D e P r o b e t a s P a r a D e t e r m i n a c i ó n D e l M ó d u l o r
Si durante la deformación de la chapa, las fuerzas actúan solo en el plano de la chapa, y las componentes en la dirección z, valen cero, entonces el criterio de cedencia de la ecuación A2.1, se reduce a:
( ) ( ) 122 222 =+++−+ xyyyxx NFHHHG τσσσσ
Para obtener N, es necesario cortar con un plano que forme un ángulo α , respecto a la dirección x, puesto que:
(A2.11)
ασσ α2cos=x ασσ α
2seny = ααστ α cossenxy = (A2.12)
Sustituyendo en la ecuación A2.7, se obtiene la expresión para , que es: αr
( )( )αα
ααεπα
α 22
22
2 coscos422/
GFsensenHGFNH
ddr
+−−−+
=+
= (A2.13)
si α = 45° ( )( )GF
HGFNr+
++−=° 2
3245 (A2.14)
ordenando se obtiene
⎟⎟⎠
⎞⎜⎜⎝
⎛+⎟
⎠⎞
⎜⎝⎛ +=
°
°°
90
045 2
1rrHr
GN
(A2.15)
Se ha supuesto que los parámetros permanezcan constantes, y que el material es inicialmente isótropo.
APÉNDICE 2
126

A2.2 RELACIONES ENTRE ESFUERZO Y DEFORMACIÓN UNITARIOS PARA UN MATERIAL ANISÓTROPO.
Las expresiones para esfuerzo y deformación unitarios, efectivos (generalizado o equivalentes) para un
material anisótropo, pueden escribirse a partir de la teoría de Hill, de acuerdo con Hasek[4], como:
( ) ( ) ( )[ ]21
222222 222123
⎭⎬⎫
⎩⎨⎧ +++−+−+−
++= xyzxyxyxxzzy NMLHGF
HGFτττσσσσσσσ
(A2.16)
( ) ( ) ( ) ( )( ) ⎥
⎥⎦
⎤
⎢⎢⎣
⎡+++
++
+−+−⎥⎦⎤
⎢⎣⎡ ++=
Nd
Md
Ld
HFGHFGGdFdHHdFdGHdGdF
HGFd xyzyzyyxzyzy222
2
22221 22232 γλγεεεεεε
ε (A2.17)
La ecuación del esfuerzo efectivo anterior, se reduce al criterio de von Mises, cuando la anisotropía es
despreciable, esto es, para F = G = H y L = M = N = 3F.
Para tensión simple a lo largo del la dirección de rolado °= 0σσ x , 0== zy σσ , 0=== xyzxxz τττ , por
lo que queda:
23=σ °
°°°
°⎥⎦
⎤⎢⎣
⎡+++
0
21
9000
0
11
σrrr
r ;
32
=ε °°
°°°⎥⎦
⎤⎢⎣
⎡+++
0
21
0
9000
11
εr
rrr (A2.18) (A2.19)
Para la dirección transversal
23
=σ °°°°
°⎥⎦
⎤⎢⎣
⎡++
+90
21
09090
90
11 σ
rrrr
; 32
=ε °°
°°°⎥⎦
⎤⎢⎣
⎡+++
90
21
90
09090
11 ε
rrrr
(A2.20) (A2.21)
Para anisotropía normal e isotropía planar, es decir, donde hay simetría isótropa respeto al eje z, donde
las ecuaciones, A2.17 a la A2.20 se reducen a: 190450 ≠== °°° rrr
23=σ σ
21
21
⎥⎦⎤
⎢⎣⎡
++
rr
; 32
=ε ε21
12
⎥⎦⎤
⎢⎣⎡
++
rr
(A2.22) (A2.23)
Para un estado biaxial de deformación de la chapa las ecuaciones A2.15 y A2.16, se reducen a:
23
=σ 21
22
12
21
⎭⎬⎫
⎩⎨⎧
⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛
+−+⎟
⎠⎞
⎜⎝⎛
++
yxyx rr
rr σσσσ (A2.24)
APÉNDICE 2
127

32
=εd ( )( ) 21
22
12
2112
⎭⎬⎫
⎩⎨⎧
⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛
+++
+++
yxyx ddr
rddr
rr εεεε (A2.25)
Referido a esfuerzo de tensión uniaxial por las ecuaciones A2.21-23, se obtiene para el caso de esfuerzo
plano:
222
12 σσσσσ =⎟
⎠⎞
⎜⎝⎛
+−+ yxyx r
r (A2.26)
dividiendo por , sustituyendo y ordenando se obtiene: 2σ1
22
2
121
−
⎟⎠⎞
⎜⎝⎛
+−+=
rrx αα
σσ
(A2.27)
Donde xy σσα = .
F i g u r a A 2 . 4 G r á f i c a N o r m a l i z a d a D e E s f u e r z o s P l a n o s P a r a D i f e r e n t e s V a l o r e s D e r .
σx/σ σy/σ
Nótese que si 1=α , yx σσ = y entonces 5=r 732.13 ==yx σσ , esto es 73% mayor que para un material isótropo (r=1).[5]
Del criterio de cedencia da en la ecuación A2.6, el esfuerzo efectivo, está dado por:
( ) ( ){ }m
mmrr
′′′
⎥⎦
⎤⎢⎣
⎡++−+
+=
1
212121121 σσσσσ (A2.28)
y de la suposición de equivalencia de trabajo plástico, el incremento generalizado de deformación unitaria[3], es:
APÉNDICE 2
128

( )[ ]( )
mm
mm
mm
m
m
ddddr
rd′
−′
−′′
−′′
−′
′
⎪⎭
⎪⎬⎫
⎪⎩
⎪⎨⎧
++−+
+=
1
121
121
11
1
211
212 εεεεε (A2.29)
donde , es una parámetro nuevo usado en combinación con la ecuación A2.6. m′
REFERENCIAS
[1] Hill R. Mathematical Theory of Plasticity, Oxford University Press, London, 1971 [2] Mellor, P. B. “Forming of Anisotropic Sheet Metal” in Engineering Plasticity: Theory of metal Forming Processes, Vol. 1 H. Lippman, Springer Verlag, N: Y: 1977 pp 67 y 146. [3] Mellor y Parman, “Plasticity Analysis of Sheet Metal Forming” in Mechanics of Sheet Metal Forming, Plenum Press, N: Y: 1978, p 67. [4] Hasek, V. “An Evaluation of the Applicability of The theoretical Analyses to the Forming Limit Diagram”, 4th international Conf. On Fracture June 1977 p 476 [5] Hosford, W. F. y R. M. Caddell, Metal forming, Prentice hall, Inc. N. Y. 1983
APÉNDICE 2
129

A P É N D I C E 3
INESTABILIDAD PLÁSTICA EN TENSIÓN. ESTRICCIÓN [A3.1]
A3 .1 DEFINICIÓN DE INESTABIL IDAD.
La deformación que se incrementa continuamente con la carga aplicada, en un ensayo de tensión simple, es considera estable; la deformación producida después del punto de cedencia o de la carga máxima, es considerada inestable. Otro criterio de inestabilidad considera la diferencia de áreas de secciones transversales, si el cambio es considerable se presenta el caso de inestabilidad.
A3.2 ESTRICCIÓN
Estricción o reducción transversal en el área puede ser, difusa donde la reducción en el área de sección transversal produce un apreciable aumento de longitud en la probeta; o bien localizada donde una interacción apreciable entre los elementos adyacentes de la probeta imponen un estado triaxial de esfuerzos.
Figura A .3 .1 Esquema De Es t r i cc ió n Di fu sa Y Loca l i zada En Una P robe t a De Cha pa , Ensay ada En Tens i ón S i mp le
APÉNDICE 3
130

La condición de inestabilidad se define al iniciar la estricción mediante la relación dP=0, puesto que P=σA, entonces
0=+= σσ AddAdP ⇔ σσd
AdA
=− (A3.1)
Esto físicamente significa que el incremento en la resistencia, debido al endurecimiento por deformación, se da al reducirse el área. Si el volumen permanece constante V=Al=C
0=+= ldAAdldV ⇔ εdldl
AdA
==− (A3.2)
igualando ecuaciones (A3.1) y (A3.2) se obtiene
εσσ dd
= o Udd σσ
εσ
== (A3.3)
Si , sustituyendo nKεσ =
nn KnKdd εσε
εσ
=== −1 ⇔ nn KnK εε =−1
∴ 1=εn
(A3.4)
Esto es, la estricción ocurre cuando n=ε [AIII.2]. En la siguiente tabla se comparan dos materiales con bajo y alto valores de K y n respectivamente:
Tabla 3.1 Algunas Propiedades Mecánicas Del Aluminio 1100-0 Y Acero Inoxidable 18-8[A3.1]
Propiedad o Parámetro Aluminio 1100-0 Acero Inoxidable 18-8
Resistencia de cedencia 24 MPa 275 MPa
Resistencia última 48 MPa 725 MPa
% de alargamiento 45 55
n en la estricción 0.20 0.51
ε de ingeniería en la estricción 0.22 0.67
ε de ingeniería en la fractura 9.0 1.9
ε real en la fractura 2.3 1.1
APÉNDICE 3
131

Si σ es función de ε y de ε a temperatura, la ecuación (1) queda:
εεσε
εσσ
εε
dAdAdATT
⎟⎠⎞
⎜⎝⎛
∂∂
+⎟⎠⎞
⎜⎝⎛
∂∂
+=0 (A3.5)
Utilizando la ecuación (A3.2), se pueden definir los siguientes parámetros:
Tεεσ
σγ ⎟
⎠⎞
⎜⎝⎛
∂∂
=1
T
mεε
σσε
⎟⎠⎞
⎜⎝⎛
∂∂
= εε
εα
dd1
= (A3.7) (A3.6) (A3.8)
de la ecuación (A3.5) se obtiene
αγ m++−= 10 o m
γα −=
1 (A3.9)
donde γ es un coeficiente adimensional del endurecimiento por deformación m coeficiente de velocidad de endurecimiento por deformación, sensibilidad α parámetro de flujo localizado.
El proceso de estricción se expresa en términos de los parámetros anteriores. Para un estado estable
1≥+ mγ
Como se indica antes, la estricción involucra una interacción entre el esfuerzo aplicado y la resistencia al flujo del material. Como el espécimen se alarga bajo una carga dada, el área decrece y el esfuerzo se incrementa. Si la estricción no ocurre, la resistencia al fluyo del material debe incrementarse hasta el endurecimiento por deformación y la razón de deformación endurecimientos se expresa por γ y m.
A temperatura ambiente m se aproxima a 0, y el criterio de inestabilidad reduce a 1≥γ , entonces la
deformación de tensión inestable ocurre para σεσ
≥∂∂
. (A3.10)
Desde luego influyen las propiedades del material como tamaño, forma y orientación de grano, en la estricción, así como las imperfección de manufactura. Para simplificar el análisis, una probeta a tensión físicamente homogénea, se puede considerar con una dimensión no homogénea consistente de una ligera reducción de la sección transversal como se muestra en la siguiente figura:
APÉNDICE 3
132

.
La severidad de la no-homogeneidad puede definiera por el factor o razón de no-homogeneidad como sigue:
Figura A3 .2 Represe n tac ión De l C ambio De Á rea En La E s t r i cc ión
0
0
h
i
AAf = (A3.11)
0iA área en la estricción,
0hA área en la sección homogénea f = 1, para homogeneidad completa
A3.3 ESTRICCIÓN EN CHAPAS METÁLICAS
Para un estado biaxial de esfuerzos, donde la deformación unitaria mayor es positiva y la menor negativa, la
estricción localizada es considerada como el mecanismo de falla. Hill y otros han analizado este tipo de
inestabilidad para materiales anisótropos utilizando su teoría. El criterio de inestabilidad plástica es
expresado analíticamente por la ecuación
( )Z
THGFfdd σαεσ
εσ
≤≤ ,,,,,, (A3.12)
donde °
=0
1rH
G
°
=90
1rH
F
1
2
σσα = (A2.8) (A2.9) (A3.13)
Otra manera de simplificar la expresión anterior, para estricción difusa en estado de tensión simple, es
11≤⎟
⎠⎞
⎜⎝⎛
εσ
σ dd (A3.14)
APÉNDICE 3
133

que es otro enfoque de la ecuación (A3.10).
La deformación unitaria critica verdadera, ε* para estricción puede encontrarse gráficamente dibujando εσ dd en la gráfica σ−ε , como se muestra en la figura A3.3
Figura A3 .3 Grá f i ca Pa ra De te rmin a r La De fo rmac ión Un i ta r ia Deb id a A Es t r i cc i ón
Para estricción difusa ε* puede encontrase por prueba y error, moviendo la longitud unitaria (ε=1) de la
abcisa hasta la línea tangente. Fig. A3.4
σ
1 ε∗ ε
Figura 3 .4 Grá f i ca Pa ra De te rmin ar ε ∗ .
a construcción anterior se simplifica al reemplazar ε por ε Ε, donde
APÉNDICE 3
134

ll
lll
E00 1 −=
−=ε ⇔ El
l ε+= 10
( )Elll εε +=⎟
⎠⎞
⎜⎝⎛= lnln 0 (A3.15)
esto se muestra en la siguiente gráfica:
Figura A3 .5 Grá f i ca Pa ra De te rmin a r ε ∗ S i ( )Eεε += 1ln
La probeta de chapa ensayada en tensión simple adquiere los dos tipos de estricción. En los casos de embutido, la estricción localizada es usada como criterio de falla. En la presente discusión se considera que no se exhibe punto de cedencia y que el material es isótropo.
La estricción localizada en probetas de chapas es una banda que forma un ángulo φ, como se muestra en la figura A3.6
Figura A3 .6 Es t r i cc i ón Loca l i zada De Una P robe t a En Ten s ió n S imp le [ ].
APÉNDICE 3
135

La orientación de la banda, está gobernada por el hecho que la deformación a lo largo de a estricción debe ser cero. Si no es cero formará estricción difusa. Se espera que la inestabilidad local ocurra, cuando la razón de endurecimiento por deformación en la estricción difusa es equilibrada por la razón de decrementos en el área de sección transversal, en una estricción localizada, como se expresó en la ecuación A3.1.
El estado de deformación unitaria, durante la tensión simple, para un material anisótropo es mostrada mediante el siguiente círculo de Mohr:
2φ
2γd
12 1εε d
rrd+
= dε
rd+1
1ε
F igura A3 .7 C í rcu l o De Moh r Para E s tad o De De f ormac ió n Un i tar ia Du ra n te La
Prueba De Tens ión Axia l Para Chapas Metá l icas .
Si 321 ,, εεε ddd son los incrementos de deformaciones unitarias en dirección axial, ancho y espesor, respectivamente, y la razón de deformación unitaria plástica esta dada por 32 εε ddr = , para volumen constante, se pueden expresar los incrementos mediante[3.16].
12 1εε d
rrd ⎟
⎠⎞
⎜⎝⎛
+−= 13 1
1 εε dr
d ⎟⎠⎞
⎜⎝⎛
+−= (A3.16) (A3.17)
El centro del círculo de Mohr se localiza en
( ) 121
121
2εεεε d
rddd ⎟⎟
⎠
⎞⎜⎜⎝
⎛+
=+
= (A3.18)
Si la deformación en la dirección y es cero, como se muestra en la figura A3.6, los incrementos de
deformación unitaria normales a esa orientación pueden obtener de círculo de Mohr:
111 εε d
rd xx ⎟
⎠⎞
⎜⎝⎛
+−= 0=yydε 11
1 εεε dr
dd xxzz ⎟⎠⎞
⎜⎝⎛
+−=−= (A3.19) (A3.20) (A3.21)
APÉNDICE 3
136

La cantidad AdA , a lo largo de la dirección de deformación unitaria y es cero, estará dada por:
111 εε d
rd
AdA
xx ⎟⎠⎞
⎜⎝⎛
+−=−= (A3.22)
Utilizando esta ecuación junto con las relaciones para endurecimiento por deformación, se obtiene la siguiente condición para inestabilidad local
r+=
∂∂
1σ
εσ
(A3.23)
De la figura A3.7 en ángulo φ puede obtenerse como sigue
( )r21
12cos2180cos+
=−=− φφ o 211tan ⎟
⎠⎞
⎜⎝⎛ +
=r
rφ (A3.24) (A3.25)
para material isótropo r=1 por tanto φ = 54°44’ [3.16]
El círculo de esfuerzo de Mohr para estricción localizada en el plano, y para material isótropo es
2φφ
EXTENSIÓN NULA
τ
σ
Figura A3 .8 Es t r i cc i ón Loca l i zada En De formac i ó n Un i ta r i a P lana
Dado que para cualquier estado de deformación unitaria, P=σA, La razón de cambio de la Carga P respecto
a a ε, por unida de área es
εσ
ε ∂∂
=ddP
A1
(A3.26)
Para la condición de deformación unitaria plana, el área de sección transversal cambia sólo en el espesor t y no en el ancho w. Puesto que dA=wdt, la ecuación anterior puede escribirse como
APÉNDICE 3
137

( )ε
σε
σε
σε d
tdtwtd
wdtdwdt
AcdP
A/11
=−=⎟⎠⎞
⎜⎝⎛−= (A3.27)
donde
1εε dd = y 2
13
εε ddtdt
−== (A3.28)
Sustituyendo en las ecuaciones A3.27 y A3.28 se obtiene
21 σ
ε=
ddP
A (A3.29)
La condición para estricción localizada, se obtiene de las ecuaciones A3.26 y A3.29:
2σ
εσ
=∂∂
(A3.30)
en contraste, para estricción difusa se tiene que
1σ
εσ
=∂∂
(A3.31)
Estos criterios para estricción localizada y difusa se muestran en la siguiente figura A3.8
σ
1σ
εσ
=∂∂
LOCALIZADA
2σ
εσ
=∂∂
DIFUSA
ε 1
2
Figura A3 .9 Cr i t e r io De Es t r i cc i ón Loca l i zad Y Di fusa E n Tens ión S imp le .
Para estado biaxial, el criterio de estricción se da por la siguiente relación:
iZdd σ
εσ
= (A3.32)
Z es una función de la razón de la deformaciones unitarias principales, si 12 σσα = , entonces
APÉNDICE 3
138

( ) 2121 1 αασσ +−= y
( )⎥⎥⎦
⎤
⎢⎢⎣
⎡
−+−
=αααεε
212 212
1 (A3.33) (A3.34)
A continuación se muestra la solución gráfica de la ecuación A3.30, donde Zi, es conocida como subtangente, y Zd y Zl, son las sutangentes críticas para estricción difusa y localizada respectivamente.
σ
Zdd σ
εσ
=
LOCALIZADA
DIFUSA
ε
Zd
Zl
F igura A3 .1 0 De te rmin a c ión Grá f i ca De Ines t ab i l i dad De De f ormac ió n Un i tar ia E n Ca rga Ax ia l De Tens ión . Z E s La Func ión De La Re lac ión De E s fue rzos P r inc i pa le s . Z d Re la c iona E l In i c io De
Es t r i cc i ón Di fusa ,A l Re la c iona E l In i c io De .La E s t r i cc ión Loc a l i za da
La subtangente crítica planar anisótropa, para estricción local está dada por [A3.2]
( )[ ] ( ) ( )[ ] [ ] [ ]11
121232 2121
21221
+=
+
++−++=
αα
αα BArrrrZl (A3.35)
La descripción matemática de las curvas esfuerzo deformación unitarios permiten que el endurecimiento por deformación de un amplio rango de deformación, sea tratado por un parámetro simple. Si se aplica la condición general de inestabilidad expresada por la ecuación A3.30 sustituida en la ecuación nKεσ = , la deformación unitaria efectiva de inestabilidad es ii nZ=ε .
REFERENCIAS [1] E. M. Mielnik Metalworking Science and Engineering, McGraw hill 1991.
[2] Keeler, S. P., y W. A: Backofen, “Plastic Instability y Fracture in Sheets Stretched Over Rigid Punches”
Trans. AS;, vol 56, 1963 pp 25-31
APÉNDICE 3
139

A P É N D I C E 4
MÉTODO Y ANÁLISIS DE LÍMITES
A4.1 GENERALIDADES
No siempre es posible determinar con precisión la carga que causa deformación plástica, en un proceso de conformado; sin embargo, una solución aceptable se obtiene delimitando la carga; esto es, se establece un límite superior y otro límite inferior. El límite superior está basado en un posible campo de velocidad. El límite inferior asegura que exista equilibrio de esfuerzos mientras no se exceda un criterio de cedencia[A.4.1]. La solución obtenida se separar en 1) Límite superior, que da un valor de la razón de trabajo cedido o potencia requerida, igual o mayor a la potencia real, y 2) Límite inferior, que provee un valor de la potencia igual a menor a la potencia real. Puesto que el valor real esta entre dos límites, este análisis es llamado análisis límite. La solución exacta debe satisfacer completamente las siguientes condiciones preestablecidas [A4.2]:
1. La ecuación diferencial de equilibrio para el tensor de esfuerzos debe satisfacerse durante toda la deformación del cuerpo, despreciando las fuerzas de cuerpo, la ecuación en forma compacta es:
0=∂
∂
i
ij
xσ
(A.4.1)
2. Debe mantenerse un flujo continuo, volumen constante:
0332211 =++= εεεε ii (A.4.2)
o
0332211 =++= εεεε ii (A.4.3)
3. Debe satisfacerse un criterio de cedencia, tal como el de von Mises. 4. Las condiciones límites de geometría y estática deben satisfacerse.
Una solución analítica exacta para procesos de conformado metálico, es usualmente muy compleja, por ello se asumen simplificaciones, esto es se considera una solución aproximada. Teorema I, del límite inferior, se establece como: La razón de trabajo realizado por fuerzas de superficie reales, con velocidades preestablecidas, es mayor o igual que la razón de trabajo realizado o potencia requerida por las fuerzas de superficie correspondiente a cualquier otro campo de esfuerzo estáticamente
APÉNDICE 4
140

admisible. Este campo de esfuerzo debe satisfacer la ecuación de equilibrio interno, las condiciones de frontera estáticas y asegurar que el criterio de cedencia no sea violado. Las condiciones de frontera cinemáticas y de compatibilidad pueden no ser satisfechas [A.4 .3]. Concretamente el Teorema de límite inferior establece que en un material rígido – plástico perfecto o e uno elástico–plástico en un proceso de estado estable, puede no deformase plásticamente bajo la acción de cargas, para que una distribución de esfuerzos se encontrada se requiere: 1) satisfacer las ecuaciones de equilibrio, 2) estar en equilibro con las cargas externas, y 3) estar dentro de la superficie de cedencia[A.4.4]. El poder de este teorema recae en el hecho que la distribución de esfuerzos buscada no necesariamente debe ser la correcta. Teorema II, del límite superior: La razón de trabajo realizado por las fuerzas de superficie reales, para un campo de velocidades preestablecido, es menor o igual a la razón de trabajo realizado o potencia requerida por las fuerzas de superficie, correspondientes a cualquier otro campo de velocidades cinemáticamente admisible. El límite superior para una carga, puede encontrarse a partir de cualquier mecanismo de deformación admisible, que satisfaga las condiciones de compatibilidad y incompresibilidad; así como la condiciones cinemáticas límites. Este teorema establece que para un material continuo rígido-plástico (A1.18), las deformaciones deben ocurrir bajo cualquier sistema de cargas Pk, en el cual una distribución de desplazamientos debe cumplir con: 1) Las condiciones de desplazamientos límites, 2) Los desplazamientos pueden ser diferenciales de deformación unitaria, sin cambio de volumen en cualquier momento, y 3) El trabajo plástico resultante cedido por el material se encuentra de la deformación unitaria equivalente resultante, que es menor al trabajo cedido por las fuerzas externas, el cual se obtiene por[A.4.4]:
dVddpP pk
Vykk εσ∑ ∫> (A.IV.4)
Donde =yσ esfuerzo de flujo equivalente
=pdε incremento de deformación plástica unitaria equivalente
Incremento de volumen del material. =dV
El poder de este teorema recae en el hecho que los desplazamientos supuestos no necesariamente deben ser correctos. El método del límite superior considera un campo de velocidades cinemáticamente admisible (un campo de velocidad que satisfaga la concisión de incompresibilidad y de las condiciones límite de velocidad) que describa el flujo del metal. Basado en este campo de velocidad, la deformación, el corte y la energía de
APÉNDICE 4
141

rozamientos son calculadas para dar la potencia y carga total de conformado. La carga de conformado calculada, por este teorema límite, es necesariamente mayor que la carga real requerida por el proceso. Un campo cinemáticamente admisible, puede definirse, como una serie de componentes de velocidad vi, que satisfacen la relación razón de velocidad y deformación unitaria, la condición de volumen constante, y las condiciones de compatibilidad. De otra manera, un campo estáticamente admisible, es una serie de componentes de esfuerzo σij que satisfacen las ecuaciones de equilibrio y las condiciones de frontera, sin violar el criterio de cedencia del material[A.4.5]. Las bases del análisis de límite superior son[A.4.6]:
1. La suposición del campo de flujo debe considerarse para el cambio de forma requerida y ser geométricamente consistente
2. La energía consumida internamente en el campo de deformación es calculada por el uso de propiedades de resistencia apropiadas del material de la pieza de trabajo
3. Las fuerzas externas o esfuerzos son calculados igualando el trabajo externo con la energía interna consumida.
Se utilizan las siguientes suposiciones para operaciones de trabajo de metales:
1. El material de la pieza de trabajo se considera homogéneo, isótropo, rígido – perfectamente plástico, continuo, de acuerdo don el criterio de von Mises.
2. No hay endurecimiento por deformación, ni efectos por la relación de deformación. 3. Se consideran usualmente problemas en el plano.
A4.2 PRINCIPIOS DEL MÉTODO DE L ÍMITES
Este método se basa en el principio de extremos que involucra el método del trabajo virtual. En él se impone un campo de desplazamientos virtuales al cuerpo, mientras el esfuerzo se mantiene constante. Este procedimiento es equivalente a imponer una variación de primer orden de la energía de deformación unitaria del cuerpo, que está dado por:
∫=V ijij dVddE εσ (A.4.5)
Donde el producto ijij dεσ es la variación de la energía externa utilizada por unidad de volumen sobre todas las ij permutaciones de variaciones de esfuerzos y deformaciones unitarios. La integras es simplemente la suma de las variaciones de energías de deformación unitaria sobre todo el volumen dE, debido a las cargas
APÉNDICE 4
142

externas. Para tensión simple, dicha energía es equivalente al área bajo la curva de la gráfica de esfuerzo deformación unitarios verdaderos. El trabajo virtual de las fuerzas externas que actúan en la superficie del cuerpo esta dado por:
(A.4.6)∫=S iiE dSduFdW
donde Componentes de fuerzas externa que actúan en la superficie del cuerpo por unidad de área =iF
inicial
incremento de desplazamiento de punto específico de la superficie =idu
=ijσ tensor esfuerzo en un punto arbitrario del cuerpo.
Área de superficie externa del cuerpo. =S
Esta ecuación es simplemente la suma de los productos de las fuerzas y desplazamientos sobre la superficie
involucrada. El principio del Trabajo Virtual puede escribirse como:
(A.4.6)∫ ∫=V S iiijij dSduFdVdεσ
Si v, es la componente de velocidad de un punto de la superficie, y ijε es el tensor de la deformación unitaria, la ecuación anterior puede escribirse de la forma:
∫ ∫=V S iiijij dSvFdVdεσ (A.IV.7)
Esta ecuación establece que la razón de cambio de la energía elástica dentro del cuerpo es igual al trabajo de la velocidad cedido por la fuerza externa aplicada a la superficie en los puntos de aplicación. Solo provee la porción de energía relacionada a deformación homogénea. El Método del límite superior sigue las siguientes fases:
1. Describir una familia de campos de velocidad admisible, que satisfaga las condiciones de incompresibilidad, continuidad y límites de velocidad.
2. Calcular la energía para a) deformación homogénea, b) deformación redundante (corte interno) y c) corte por rozamiento
3. Calcular la energía total, y minimizarla con respecto a parámetros desconocidos de la formulación del campo de velocidad.
La carga se obtiene dividiendo la razón de energía por la velocidad relativa entre el troquel y el material deformado.
APÉNDICE 4
143

La energía total o límite superior de potencia , está dada por la carga multiplicada por la velocidad del troquel:
TE
FSDDT EEEPvE ++== (A.4.8)o
(A.4.9)∫∫ ∫ +Δ+=SF iiV SST dSvdSvdVE ττεσ
Donde son la energía para deformación plástica, corte interno y rozamiento externo, respectivamente, P es la carga de conformado, V es el volumen del material deformado, v es la velocidad relativa entre dos zonas del material, S indica la superficie (SS interna de corte, o SF interfase troquel-material), v velocidad entre interfase de la porción i, del material deformado, τ esfuerzo de corte ejercido por la superficie de la herramienta en la superficie de trabajo del material,
,DE ,SE ,FE
3στ = y 3στ ii m= esfuerzo de corte en la interfase en la porción i del material deformado.
REFERENCIAS
[1] Jonson, W., “Continuum Mechanics and Deformation Processing,” Advances in Deformation
Processing, J J Burke And V. Wiss (eds.), Plenum Press, 1978, p 9
[2] Avtizur, B., Metal Forming, The Application of Limit Analysis, Marcel Dekker, Inc N. Y. 1980, pp 137,
152 y 160.
[3] Szczepinski, W., Introduction to Mechanics of Plastic Forming Of Metals, Sijthoff & Noordhoff int.
Pubs., Warsow, 1979, pp. 59-63
[4] McClintock, F. A. y A. S. Aragon, Mechanical Behavior of Materials, Addison-Wesley Pub. Co., 1966
pp 365-367.
[5] Shabaik, A. H., “Analysis of Forming Processes: Experimental and Numerical Methods,” Applications
of Numerical Methods to Forming Processes, ASME Winter Meetin, December 1978, pp 143-154.
[6] Hosford, W. F., y R. M. Caddell, Metal Forming Mechanics and Metallurgy Prentice Hall 1983 o 115,
APÉNDICE 4
144