procesos de-forjado-doblado-y-embutido-varela
TRANSCRIPT
PROCESOS DE FORJADO ,
DOBLADO Y EMBUTIDO
UNIDAD 1
Blanca Verónica Castillo Escandón
UTT
Ing. B.Alejandro Varela Seañez
5 A
Procesos de de Manufactura
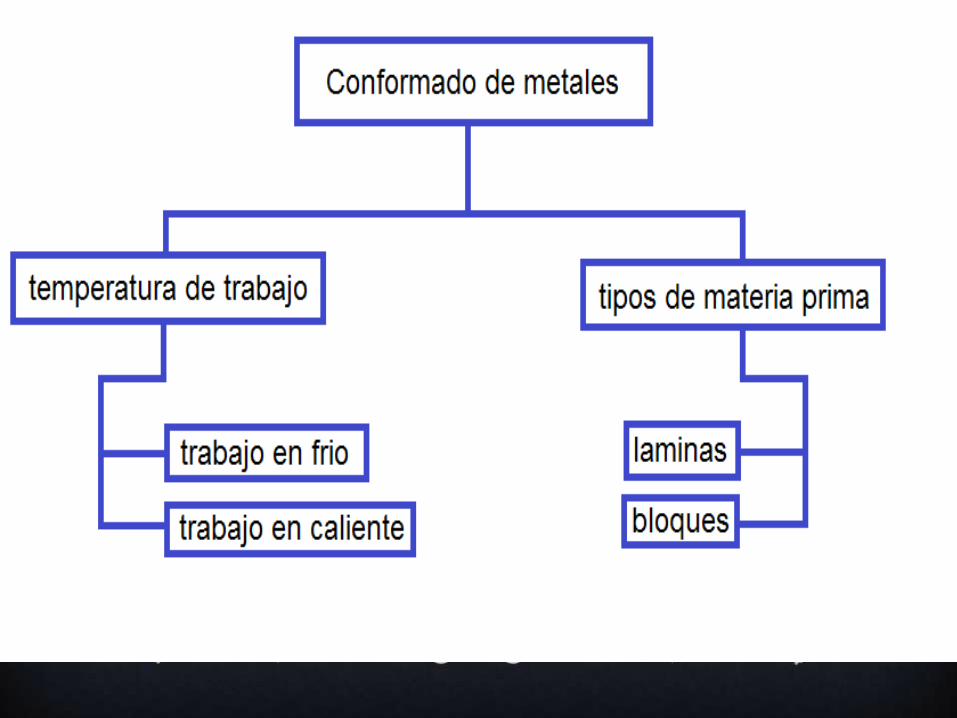
DEFINICIÓN
Forjado es el nombre genérico de operaciones de conformado
mecánico efectuadas con esfuerzo de compresión sobre un material
dúctil, de tal modo que tiende a asumir el contorno o perfil de la
herramienta de trabajo
CARACTERISTICAS DEL
FORJADO
• En la mayoría de las operaciones de forjado constituido por un par
de herramientas de superficie plana o cóncava, denominadas matrices
o estampos
• La mayoría de las operaciones de forjado es ejecutada en caliente;
sin embargo, una gran variedad de piezas pequeñas, tales como
tornillos, pinos, tuercas, engranajes, piñones, etc., son producidos por
forjado en frío.
MÉTODOS DE FORJADO
MÉTODOS DE FORJADO: - Martillos de forja - Golpes rápidos ,
Prensas , Compresión continua y velocidad
Los procesos convencionales de forjado son ejecutados en diversas
etapas: -También pueden ser ejecutadas operaciones de corte, doblado,
curvado, torsión, penetrado, etc. Corte del material
MATERIALES QUE SE
PUEDEN FORJAR
MATERIALES QUE PUEDEN SER FORJADOS: Generalmente todos los materiales son conformables - Los mas utilizados son
Aceros
Aleaciones de aluminio
Aleaciones de cobre –
Aleaciones de magnesio
- Aleaciones de níquel –
Aleaciones de titanio –
Material de partida - Fundidos - Laminados –
VENTAJAS Y DESVENTAJAS Forja de Ventajas
Piezas producidas por forjar fuertes que están fundidas o mecanizado de piezas.
Durante el proceso de forjar la parte interna de los cambios de grano y así hacer el
molde de la forja continua durante unos minutos refuerza las características de la
pieza.
Desventajas de la forja
Forjado en caliente previene el endurecimiento de trabajo y aumentar así la
dificultad de realizar mecanizado distintos de la operación eficaz de la pieza. La
producción de rollo de piezas forjadas de la Parte de los gastos de la maquinaria y
las herramientas de día, y el personal.


PROCESO DE DOBLADO
El doblado es un proceso de conformado sin separación de material
y con deformación plástica utilizado para dar forma a chapas. Se
utiliza, normalmente, una prensa que cuenta con una matriz si es con
estampa ésta tendrá una forma determinada- y un punzón -que
también puede tener forma que realizará la presión sobre la chapa. En
el proceso, el material situado a un lado del eje neutro se comprimirá
zona interior y el situado en el lado opuesto zona exterior será
traccionado como consecuencia de los esfuerzos aplicados. Esto
provoca también un pequeño adelgazamiento en el codo de la chapa
doblada, cosa que se acentúa en el centro de la chapa.

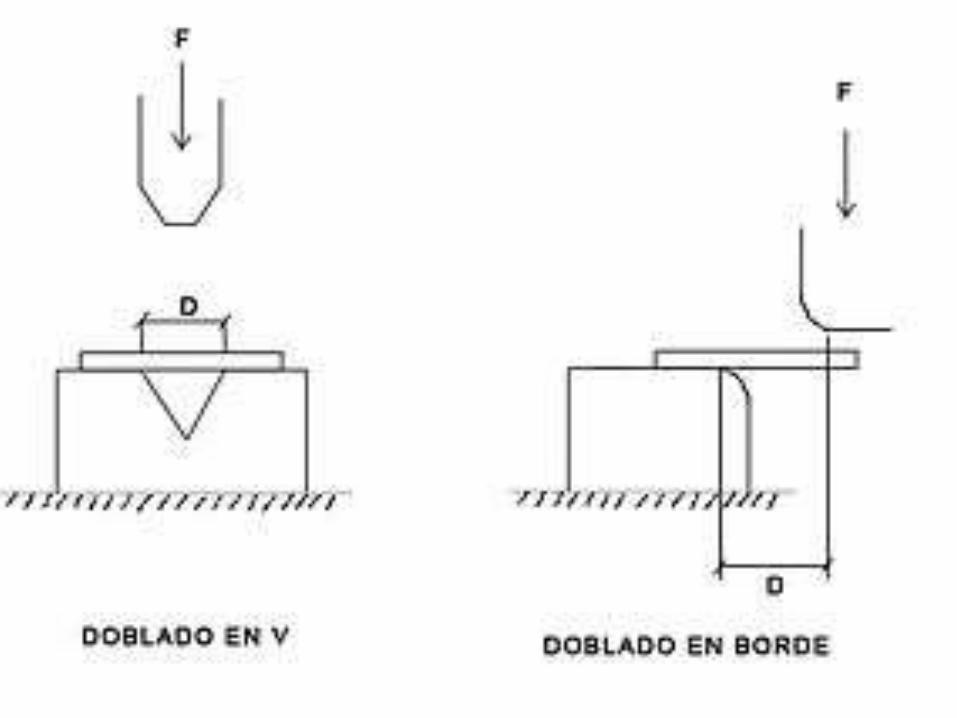
TIPOS DE DOBLADO Tipos de Doblado
Según como se realice el proceso de Doblado podemos distinguir entre Doblado en borde y
Doblado en V. Siendo D la dimensión de la matriz que será requerida para el cálculo de la
fuerza necesaria para la operación de doblado.
Tipos de Doblado de chapa.
Descentrado eje neutro
El doblado considera fibra neutra, aquella zona a la cual las fibras no se consideran como
una consecuencia de las fuerzas a tracción y compresión a la que está sometida la chapa
cuando realizamos el doblado. Esta zona recurre a toda la pieza en forma de eje y es lo que se
denomina eje neutro.
Sentido de las fibras
El sentido en el que estarán las fibras de una chapa, dependerá de los tratamientos a la que
ha estado sometida inicialmente. Es decir, dependerá del laminado previo a la que ha sido
sometida
FACTORES DE VENTAJAS Y
DESVENTAJAS
Factores que intervienen en el proceso de doblado:
Fricción.- Es el factor más incierto en el análisis de las operaciones de
conformado mecánico en general, debido a la dificultad de medir las
fuerzas de fricción engendradas entre la pieza y la herramienta.
Los factores de los que depende este coeficiente son
Material de la herramienta-
Rugosidad de las superficies
Velocidad del doblado
Temperatura
Tipo de lubricante
Recuperación elástica.- debe ser siempre tomado en cuenta para la.

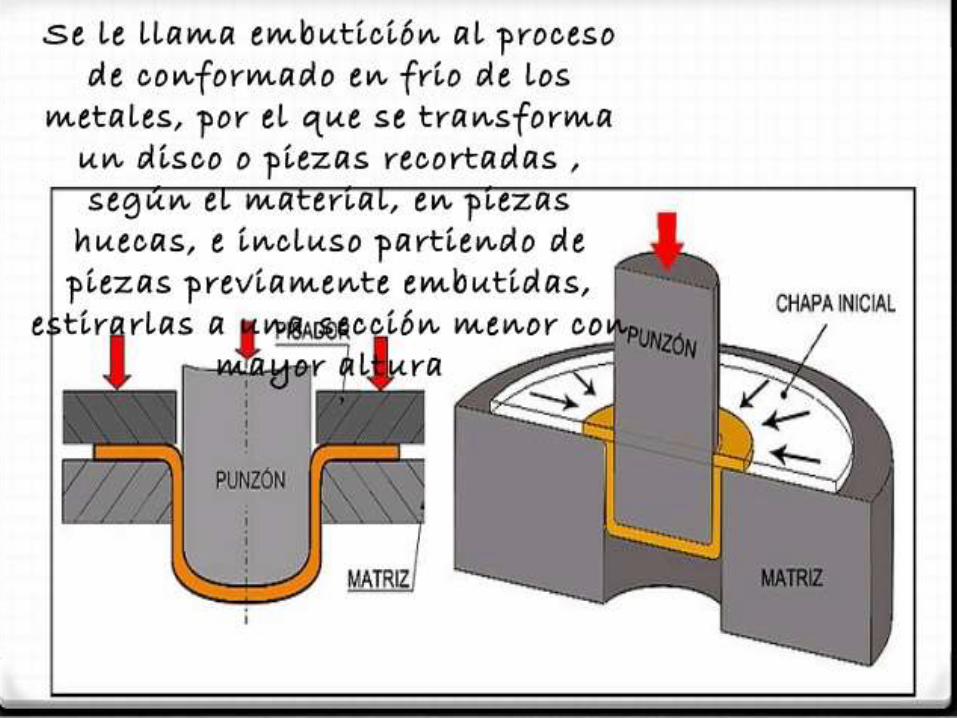
PROCESO DE EMBUTIDO La embutición es un proceso tecnológico de conformado
plástico que consiste en la obtención de piezas huecas con
forma de recipiente a partir de chapas metálicas. Este proceso
permite obtener piezas de formas muy diversas y es una
técnica de gran aplicación en todos los campos de la industria.
En la embutición de una pieza se parte de una porción
de chapa que descansa sobre la matriz, mientras el pisador la
mantiene sobre esta y el punzón ejerce la presión necesaria
para conformar la pieza provocando la fluencia del material a
través de la cavidad abierta en la matriz


CARACTERÍSTICAS DEL
PROCESO
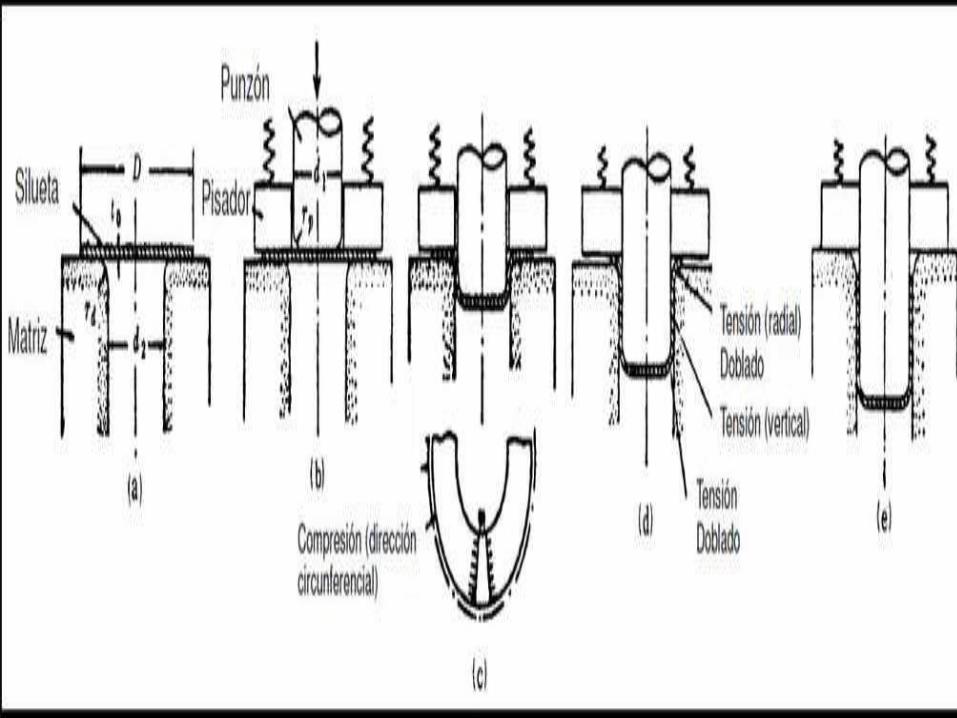
Fases del proceso
El flujo de material en piezas con forma irregular es muy complejo, por
este motivo se expone el caso más sencillo: el embutido del vaso o
embutido cilíndrico. La chapa inicial para embutir un vaso cilíndrico es
de geometría circular y durante el proceso de embutido esta silueta
circular fluye hacia el centro de la matriz a medida que el punzón
desciende y obliga al material a pasar por la abertura de dicha matriz.
Durante este proceso las diferentes zonas de la chapa o pieza se van
a ver sometidas a diversos esfuerzos y tensiones. El proceso sigue las
siguientes fases
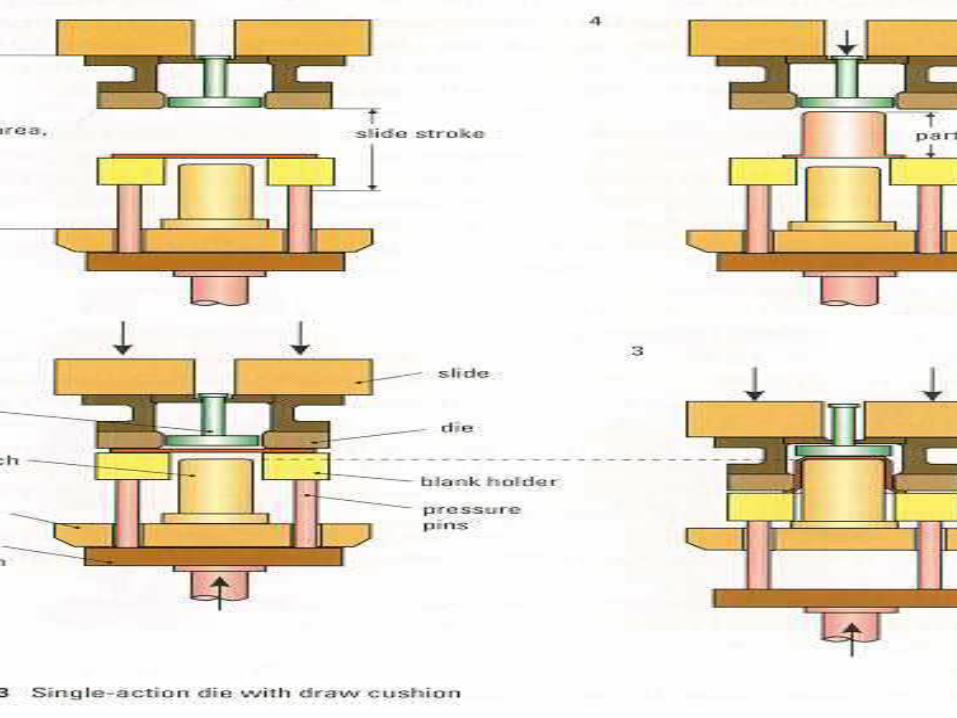
TIPOS DE EMBUTIDO
En este tipo de herramienta el disco recortado a embutir se fija en
su asiento, al actuar la placa prensa disco, el punzón comienza a
penetrar el material en la matriz en su totalidad.
-Herramientas de Embutido de Doble Acción
En este tipo de herramientas, el punzón se ubica en la parte
superior de la corredera (prensa), el disco recortado se ubica
también en su asiento en la matriz y el punzón y la placa
prensa disco actúan simultáneamente y la matriz cuenta con
el expulsor
-
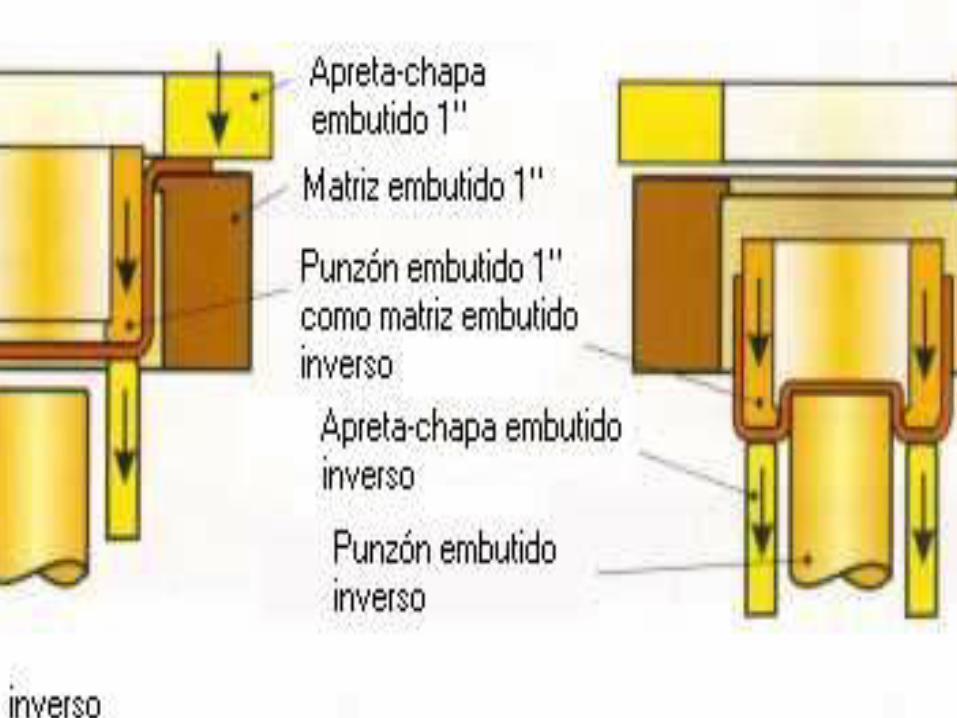
TIPOS DE EMBUTIDO
Herramientas de Embutido Inverso
Con estas herramientas se consigue también una mayor altura, para
ello se debe de contar con la herramienta,
los materiales convenientemente dispuestos y acondicionados para tal fin.
La embutición invertida ofrece la posibilidad de ahorrar una o dos
etapas de embutición. Con éste tipo de embutición la pieza previamente
embutida se dispone con la abertura hacia abajo sobre una matriz
negativa de embutir. El punzón de embutir que desciende sobre la pieza
así dispuesta la vuelve de modo de modo que era hasta ahora superficie
interior se convierte en superficie exterior de


INFORMACION ADICIONAL