2010 guerrero - alimentos fortificados con prebióticos
DESCRIPTION
Ingenieria de Alimentos, Revista ReCiTeIA v.10 n.1TRANSCRIPT

ALIMENTOS FORTIFICADOS CON
PREBIÓTICOS
Autor:
JHONATHAN GUERRERO MURILLO
UNIVERSIDAD DEL VALLE
CALI – COLOMBIA
2010

GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 2
Para consultas o comentarios, ponerse en contacto con:
Jhonathan Guerrero Murillo
e-mail:
Las opiniones expresadas no son
necesariamente opiniones de ReCiTeIA,
de sus órganos o de sus funcionarios.
Edición:
2010 © ReCiTeIA.
Cali – Valle – Colombia
e-mail: [email protected]
url: http://revistareciteia.es.tl/

GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 3
Alimentos fortificados con prebióticos
Jhonathan Guerrero Murillo
Universidad del Valle – Colombia
CONTENIDO
Lista de Tablas .............................................................................. ¡Error! Marcador no definido. Lista de Figuras ............................................................................................................................... 4 Lista de Ecuaciones ........................................................................................................................ 4 Resumen.......................................................................................................................................... 5 1 Introducción ........................................................................................................................... 5 2 Generalidades ......................................................................................................................... 6
2.1 revision historica ............................................................................................................................. 6 2.2 Inulina ............................................................................................................................................. 6 2.3 propiedades nutricionales ................................................................................................................ 7 2.4 Método para la obtención de inulina ............................................................................................... 7
3 Proceso tecnologico para eleboracion de queso crema prebiotico ......................................... 8 3.1 Elaboración de queso crema adicionado con inulina ....................................................................... 8
3.1.1 Diagrama de bloques del proceso .......................................................................................... 8 3.1.2 Diagrama de flujo del proceso ............................................................................................... 9 3.1.3 Diagrama de equipos del proceso ........................................................................................ 11
3.2 Explicación del proceso ................................................................................................................. 11 3.2.1 Calidad de la leche para elaboración del queso ................................................................... 11 3.2.2 Mezcla de ingredientes ........................................................................................................ 12 3.2.3 Homogenización .................................................................................................................. 12 3.2.4 Inoculación .......................................................................................................................... 12 3.2.5 Coagulación ......................................................................................................................... 12 3.2.6 Pasteurización ...................................................................................................................... 13 3.2.7 Refrigeración ....................................................................................................................... 13 3.2.8 Desuerado ............................................................................................................................ 13 3.2.9 Prensado ............................................................................................................................... 14 3.2.10 Moldeado ........................................................................................................................ 14 3.2.11 Empacado ........................................................................................................................ 14 3.2.12 Almacenaje ..................................................................................................................... 14 3.2.13 Pesaje del queso .............................................................................................................. 14
3.3 Parámetros a controlar en el proceso de coagulación .................................................................... 14 3.3.1 Acidez .................................................................................................................................. 14 3.3.2 Temperatura ......................................................................................................................... 14
3.4 Caracteristicas organolepticas ....................................................................................................... 15 4 Modelo matematico .............................................................................................................. 15
4.1 Predicción del rendimiento ............................................................................................................ 15 5 Controles para un buen rendimiento del queso .................................................................... 15
5.1 Exceso de agitación y bombeo de la leche. ................................................................................... 16 5.2 No añadir cloruro de calcio a la leche para quesería. .................................................................... 16 5.3 No diluir apropiadamente el cuajo................................................................................................. 16 5.4 Corte prematuro de la cuajada. ...................................................................................................... 16 5.5 Defectos en el diseño o estado de las liras. .................................................................................... 17 5.6 Contenido de humedad en el queso fuera de control. .................................................................... 17
6 Análisis de riegos sobre la calidad final del producto .......................................................... 18 6.1 Materia prima ................................................................................................................................ 18
GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 4
6.1.1 Leche y nata ......................................................................................................................... 18 6.1.2 Riesgos ................................................................................................................................. 18 6.1.3 Medidas preventivas. ........................................................................................................... 18
6.2 Recepción y almAcenamiEnto de ingredientes ............................................................................. 18 6.2.1 Medidas preventivas ............................................................................................................ 18
6.3 Adición de ingredientes ................................................................................................................. 18 6.3.1 Riesgos ................................................................................................................................. 18 6.3.2 Medidas preventivas ............................................................................................................ 19 6.3.3 Riesgos ................................................................................................................................. 19 6.3.4 Medidas preventivas ............................................................................................................ 19 6.3.5 Riesgos ................................................................................................................................. 20 6.3.6 Medidas preventivas ............................................................................................................ 20
7 Aprovechamiento del lactosuero .......................................................................................... 20 7.1 Elaboración de requesón ............................................................................................................... 20 7.2 Explicación del proceso ................................................................................................................. 21
7.2.1 Lactosuero ............................................................................................................................ 21 7.2.2 Adición de NaOH (neutralización) ...................................................................................... 21 7.2.3 Calentamiento a 65ºC .......................................................................................................... 21 7.2.4 Precipitación ........................................................................................................................ 21 7.2.5 Adición de inulina ................................................................................................................ 22 7.2.6 Drenado................................................................................................................................ 22 7.2.7 Empacado ............................................................................................................................ 22 7.2.8 Almacenamiento .................................................................................................................. 22
8 Mercado internacional .......................................................................................................... 22 9 Industria colombiana ............................................................................................................ 22 10 Conclusiónes ........................................................................................................................ 23 11 Bibliografía .......................................................................................................................... 23
LISTA DE FIGURAS
Figura 1. Diagrama de flujo de la obtención de queso con inulina. 9
Figura 2. Diagrama de flujo de la obtención de queso con inulina. 10 Figura 3. Diagrama de flujo de la obtención de queso con inulina. 11
LISTA DE ECUACIONES
Predicción del rendimiento ................................................................................................... 15
GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 5
Alimentos fortificados con prebióticos
RESUMEN
Debido a la gran variedad de alimentos que existen en la actualidad, en un futuro la
tendencia de estos alimentos es que todos serán de carácter funcional, es decir que tendrán
efectos benéficos en la salud del ser humano. De esto se deriva la necesidad que tiene el
hombre de consumir alimentos con un valor agregado nutricional, lo cual se consigue con
la incorporación de elementos de origen natural como carbohidratos no digeribles y
microorganismos de origen bacteriano.
Dentro los carbohidratos no digeribles se encuentran la inulina y la oligofructosa que son
fibras prebióticas que tienen un efecto benéfico en el tracto digestivo, puesto que sirven
como alimento para los microorganismos que habitan en nuestro intestino. En la industria
alimentaria la implementación de estos elementos se utilizan únicamente para la
fortificación de cierto tipo de alimentos como lo es el yogurt, los jugos de frutas y el queso,
ya que hasta el momento no se tiene el conocimiento de su utilidad en otras fuentes
alimentarias.
En la actualidad existen diversos productos los cuales son fortificados con inulina, dentro
de los cuales se destaca el Queso. El objetivo de adicionar este prebiótico al queso es
obtener un queso bajo en grasa, el cual es considerado como saludable.
Palabras claves: Prebióticos / Alimentos fortificados
1 INTRODUCCIÓN
Los prebióticos son los ingredientes alimentarios no digeribles que afectan
beneficiosamente al huésped por estimular selectivamente el crecimiento y/o la actividad de
una bacteria o un limitado número de bacterias (Lactobacillus y bifidobacterias) en el
colon. Comparado con un probiótico, que introduce bacterias exógenas en la flora
autóctona colónica, un prebiótico estimula el crecimiento de uno o un limitado número de
microorganismos autóctonos de los que potencialmente promocionan la sal.
El queso es un alimento sólido elaborado a partir de la leche cuajada de vaca, cabra, oveja,
búfalo, camella u otros mamíferos. La leche es inducida a cuajarse usando una combinación
de cuajo (o algún sustituto) y acidificación. Las bacterias se encargan de acidificar la leche,
jugando también un papel importante en la definición de la textura y el sabor de la mayoría
de los quesos. Algunos también contienen mohos, tanto en la superficie exterior como en el
interior.
Hay centenares de variedades de queso. Sus diferentes estilos y sabores son el resultado del
uso de distintas especies de bacterias y mohos, diferentes niveles de nata en la leche,
GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 6
variaciones en el tiempo de curación, diferentes tratamientos en su proceso y diferentes
razas de vacas, cabras o el mamífero cuya leche se use. El queso fortificado con inulina
tiene un bajo contenido de grasa, el cual ofrece al consumidor la ingesta de fibra prebiótica
y la incorporación de cultivo probióticos en la flora intestinal.
2 GENERALIDADES
El queso es un alimento sólido elaborado a partir de la leche cuajada de vaca, cabra, oveja,
búfalo, camella u otros mamíferos. La leche es inducida a cuajarse usando una combinación
de cuajo (o algún sustituto) y acidificación. Las bacterias se encargan de acidificar la leche,
jugando también un papel importante en la definición de la textura y el sabor de la mayoría
de los quesos. Algunos también contienen mohos, tanto en la superficie exterior como en el
interior.
Hay centenares de variedades de queso. Sus diferentes estilos y sabores son el resultado del
uso de distintas especies de bacterias y mohos, diferentes niveles de nata en la leche,
variaciones en el tiempo de curación, diferentes tratamientos en su proceso y diferentes
razas de vacas, cabras o el mamífero cuya leche se use.
En el caso del queso crema tiene como características principales e innovadoras la adición
de inulina y cultivos probióticos lo cual hacen de este producto un producto un alimento
muy especial, ya que brinda al consumidor la posibilidad de incorporan es su dieta el efecto
prebiótico de la inulina además de los componentes nutricionales que brindan los productos
lácteos.
Un efecto prebiótico significa que se alimenta y estimula selectivamente la propia flora
intestinal mediante la ingesta de inulina en la dieta.
2.1 REVISION HISTORICA
Los antecedentes disponibles en el tema coinciden en señalar a Japón como el lugar donde
se origina este nuevo concepto de alimentos, que se desarrollaron específicamente para
mejorar la salud y reducir el riesgo de contraer enfermedades. El concepto, en su dispersión
por el mundo, ha asumido diversas denominaciones, tales como las de “nutracéuticos”,
“alimentos diseñados”,” farma-alimentos”, entre otros.
2.2 INULINA
La inulina y la oligofructosa son un grupo de oligosacáridos derivados de la sacarosa que se
aíslan de fuentes vegetales como la raíz de la achicoria, la cebolla, el ajo o el puerro entre
otros; que resultan muy beneficiosos para la salud. Estos ingredientes, además de tener las
propiedades clásicas de las fibras alimentarias para regular el tránsito intestinal,
contribuyen a la mejor absorción del calcio, a la estimulación de las defensas naturales de la
flora intestinal (efecto bífidus) y a reducir el colesterol y los niveles de azúcar en sangre.

GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 7
2.3 PROPIEDADES NUTRICIONALES
La inulina y la oligofructosa, una vez ingeridas, no son absorbidas por el intestino delgado,
ya que los enlaces de tipo Beta 1-4, entre las unidades de la fructosa, no son atacados por
los procesos enzimáticos normales y llegan de esta forma inalteradas al intestino grueso. Es
sólo a este nivel que se obtiene la hidrólisis de las cadenas en unidades monoméricas de
fructosa y su utilización por parte de la flora bacteriana intestinal.
Esta es la razón por la que la inulina y la oligofructosa no aumentan la glucemia ni el nivel
de insulina en la sangre; es por esta razón que pueden ser utilizadas también por diabéticos.
En el colon, una parte de la inulina se transforma en ácidos grasos de cadena corta, o sea
sustancias muy energéticas que tienen importantes efectos de nutrición de la mucosa
intestinal.
Sin embargo, la inulina proporciona un bajísimo valor calórico (1 Kcal/g) ya que la única
manera de aportar calorías es por medio del valor calórico de sus productos de
fermentación en el colon. Este metabolismo es, de todas formas, menos eficiente de lo que
normalmente sucede durante la absorción de los hidratos de carbono en el intestino delgado
y en el sucesivo y directo metabolismo del hígado.
2.4 MÉTODO PARA LA OBTENCIÓN DE INULINA
Este método comprende la hidrólisis del jugo del yacón para la separación de la fructosa
como complejo cálcico insoluble (C6H12O6.CaO).
Liberación de la fructosa por acidificación del complejo con un ácido que forma una sal
cálcica insoluble (ácido carbónico o fosfórico).
Separación de los cationes y aniones contaminantes por medio de resinas de
intercambio de iones.
Concentración en vacío de la solución de fructuosa hasta formar un jarabe.
La cristalización de la inulina.
Sin embargo para realizar con éxito estas operaciones aparentemente sencillas, deben cumplirse ciertas condiciones de reacción. Las condiciones más importantes son operar a baja temperatura y evitar la excesiva acidez o alcalinidad durante todo el proceso.

GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 8
3 PROCESO TECNOLOGICO PARA ELEBORACION DE QUESO CREMA
PREBIOTICO
La leche en estado natural es un fluido que tiene gran variedad de componentes entre los
cuales el más destacado es la proteína (caseína). Dicha proteína presenta una reacción
característica de este tipo de macromoléculas; la desnaturalización, la cual es ocasionada
por la variación de pH, como resultado de esta reacción la leche se coagula, por lo que esta
propiedad es utilizada en la industria alimentaria para la producción de quesos mediante la
aplicación de procesos tecnológicos como la adición de bacterias o la modificación directa
del pH en el fluido.
La industrialización del queso se remonta a 1960 donde durante el cambio de siglo la
ciencia empezó a producir microbios puros, con lo que se lograron obtener los
denominados quesos procesados.
En la actualidad existen gran variedad de quesos que implementan procesos tecnológicos
para su elaboración.
3.1 ELABORACIÓN DE QUESO CREMA ADICIONADO CON INULINA
Este proceso tiene como particular la adición del componente prebiótico, el cual finalmente
reducirá el contenido de grasa en este tipo de queso. El proceso obedece al a un proceso
general para la elaboración de quesos.
3.1.1 Diagrama de bloques del proceso

GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 9
Figura 1. Diagrama de flujo de la obtención de queso con inulina.
3.1.2 Diagrama de flujo del proceso
Recepción de leche
Agregar al agua caliente
(60°C), primero la LEP, después la grasa vegetal y por
último la inulina, agitar
continuamente
Pasar la mezcla base por el homogenizador y recibir la
mezcla pasándola primero por una malla para retener los
sólidos no solubilizados
Inoculación del 10%
de la mezcla con L-
casei.
Enfriar la mezcla restante a
220C para la inoculación con
el cultivo mixto iniciador.
Coagular (fermentar) la
mezcla restante con el cultivo
mixto iniciador durante 18 0
20 h.
Pasteurizar la cuajada durante
15 s a temperatura de 720C
Enfriar la cuajada a 300C
agregar la mezcla inoculada
con la L- casei.
Enfriar hasta 180C y pasar los
filtros de tela
Desuerar durante 24 hora y
retira de los filtros
Desuerar durante 24 horas y
retira de los filtros
Desuerar durante 24 horas y
retira de los filtros
Prensado
Moldeado
Empacado
Almacenaje

GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 10
Figura 2. Diagrama de flujo de la obtención de queso con inulina.
Recepción de la leche
Mezcla de ingredientes
Homogenización
Inoculación
Coagulación 18 a 20 h temperatura de 360C
Pasteurización 720C 15 segundos
Refrigeración 180C
Desuerado 24h prensado moldeado empacado
Almacenaje
1
2
3
6
4
5
7
9 8 10 11 12

GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 11
3.1.3 Diagrama de equipos del proceso
Figura 3. Diagrama de flujo de la obtención de queso con inulina.
3.2 EXPLICACIÓN DEL PROCESO
3.2.1 Calidad de la leche para elaboración del queso
En la producción del queso la leche es la materia prima principal por lo que es
indispensable que se encuentre en las condiciones óptimas y en los mejores estándares de
calidad posible.
Para la elaboración del queso crema adicionado con inulina se utiliza leche entera en polvo,
por lo que se debe tener control sobre la humedad relativa y actividad de agua del producto.
Buena calidad físico-química y microbiológica. Existen factores que afectan la coagulación
de la leche que están ligado a su composición (cantidad de proteínas soluble, balance
salino, pH, etc.) por otro lado la carga microbiana por razones obvias afecta la calidad
sanitaria, la inocuidad del queso y la vida útil del mismo. El crecimiento de
microorganismos es favorecido por la actividad de agua que presenta este tipio de leche y
por la humedad relativa del lugar donde se almacena. Es por esto que para la industria es de
vital importancia tener el control de estos parámetros.
GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 12
Libre de inhibidores (residuos de detergentes, cloro, antibióticos, etc.) especialmente en la
elaboración de quesos con la utilización de cultivos lácticos, lo cual no quiere decir que en
aquellos que no se utilicen cultivos iniciadores, pueda permitirse la presencia de residuos
químicos. Debe recordarse la influencia sobre la salud pública de dichos residuos.
No debe ser almacenada por largos periodos, preferiblemente debe ser fresca. El
almacenamiento prolongado de la leche a temperaturas de refrigeración por supuesto,
produce cambios en el balance salino y reducción del tamaño de la micela de caseína por un
aumento de la cantidad de caseína soluble (β-caseína) y paralelamente aumenta el grado de
hidratación de la micela, todo lo cual se traduce en problemas para la coagulación
enzimática de la leche. La mayoría de estos efectos pueden corregirse si la leche se
mantiene por 30 minutos a una y temperatura de 30-36ºC antes de la coagulación. Otro
efecto y quizás más perjudicial es el crecimiento de bacterias psicrófilas las cuales en su
mayoría tienen la capacidad de producir enzimas lipoliticas y proteolíticas capaces de
soportar temperaturas de pasteurización y que alteran los componentes de la leche causando
bajas en el rendimiento y alteración.
Esta leche debe guardarse del calor, de la luz y de una excesiva aireación, pues la materia
grasa que la constituye se enrancia fácilmente. Para utilizarla hay que reconstituirla
añadiendo agua.
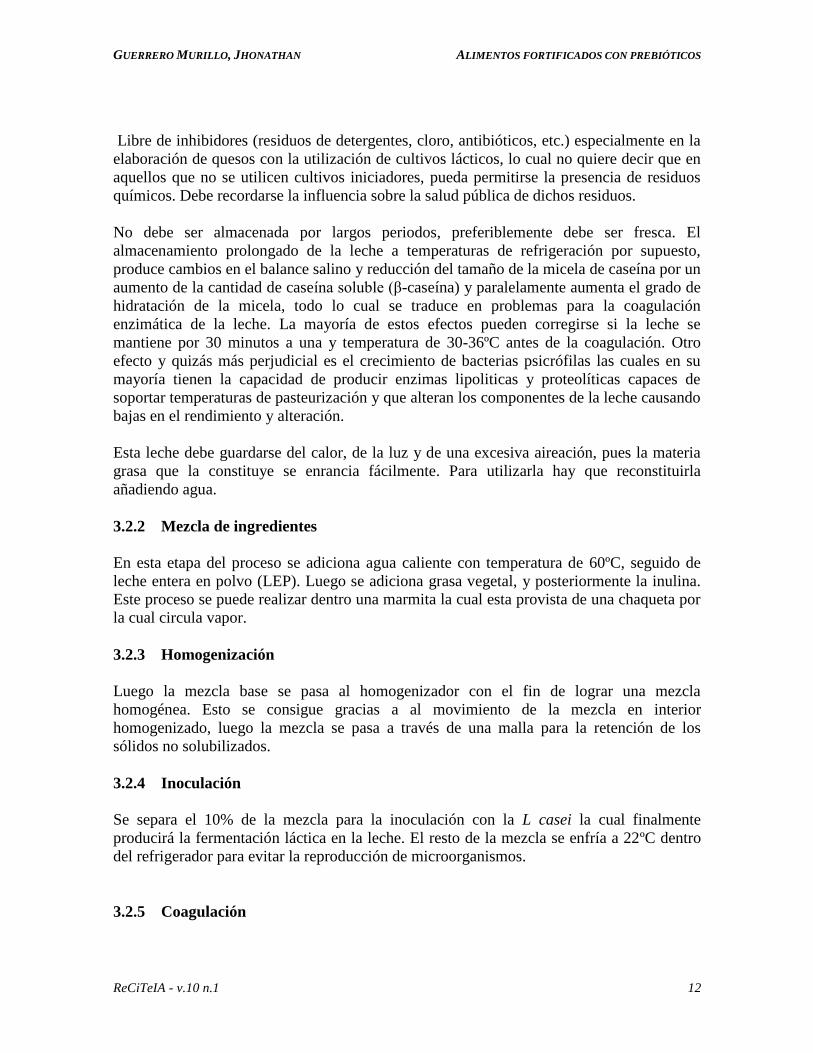
3.2.2 Mezcla de ingredientes
En esta etapa del proceso se adiciona agua caliente con temperatura de 60ºC, seguido de
leche entera en polvo (LEP). Luego se adiciona grasa vegetal, y posteriormente la inulina.
Este proceso se puede realizar dentro una marmita la cual esta provista de una chaqueta por
la cual circula vapor.
3.2.3 Homogenización
Luego la mezcla base se pasa al homogenizador con el fin de lograr una mezcla
homogénea. Esto se consigue gracias a al movimiento de la mezcla en interior
homogenizado, luego la mezcla se pasa a través de una malla para la retención de los
sólidos no solubilizados.
3.2.4 Inoculación
Se separa el 10% de la mezcla para la inoculación con la L casei la cual finalmente
producirá la fermentación láctica en la leche. El resto de la mezcla se enfría a 22ºC dentro
del refrigerador para evitar la reproducción de microorganismos.
3.2.5 Coagulación

GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 13
La coagulación es el proceso mediante el cual la leche comienza su transformación en
queso. La coagulación puede ser por acidez, en la cual las caseínas coagulan por efecto del
pH dependiente de la cantidad de ácido producido por bacterias lácticas o añadido
directamente. La cuajada obtenida tiene las siguientes características: está parcialmente
desmineralizada, porosa, friable y poco contráctil. Su deshidratación es difícil debido en
parte a la gran hidratación de las pequeña y dispersas partículas de caseínas y por otro lado
a la friabilidad de la cuajada.
Para este tipo de queso se agrega el cultivo mixto iniciador de bacteria mesófilas junto con
el resto de la mezcla en la donde, el cual produce la fermentación en la mezcla. La
fermentación se hace de 18 a 20h con temperatura entre 36ºC, controlando el nivel de
acidez el cual debe estar entre 0.7% -0.8%. Esta operación se lleva a cabo dentro de una
cuba de cuajado cerrada, la cual esta provista de grandes cuchillas giratorias las cuales
cortan la masa sólida en pequeños fragmentos.
3.2.6 Pasteurización
Tras haber obtenido la cuajada el siguiente paso es la pasteurización, la cual se hace con el
fin de inhibir el crecimiento de microorganismos que alteren la calidad final en el queso.
Este proceso se lleva a cabo dentro del pazteurizador donde la cuajada es sometida a
temperatura de 72ºC durante 15 segundos, tiempo durante el cual se eliminan
microorganismos alteradores. Este proceso es de gran importancia dentro de la industria
alimentaria ya que proporciona mayor vida útil al producto.
Enfriar la cuajada hasta 30ºC y agregar a la masa de cuajada la mezcla inoculado con la L
casei. Al adicionar esta mezcla inoculada se logra que el queso adquiera características de
un alimento fortificado con probiótico.
3.2.7 Refrigeración
La mezcla se refrigera con temperatura de 18ºC para la preservación de los cultivos
probióticos, posteriormente esta pasa a los filtros de tela con lo que se logra reducir el
exceso de humedad en el queso.
3.2.8 Desuerado
El desuerado es la eliminación del suero obtenido como consecuencia de la coagulación de
la leche y los trabajos aplicados a la cuajada. Se puede hacer en diferentes etapas según el
tipo de queso. El suero se puede utilizar para elaborar requesón o para la alimentación de
animales. Es esta fase del proceso el desuero del cuajo se realiza a través los filtro tela los
cuales permiten el paso del líquido por la acción de la gravedad. Esta operación tiene una
duración de 24 horas, tiempo durante se estima que la cuajada pierde la mayor cantidad de
suero.
Es conveniente prolongar el desuero del queso hasta obtener un producto con muy bajo
contenido de humedad.

GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 14
3.2.9 Prensado
El prensado permite la eliminación de suero y darle al queso la consistencia final deseada.
No todos los quesos son prensados mecánicamente, algunos tipos de quesos son colocados
en una mesa para que su propio peso actúe como prensa (prensado por gravedad).
3.2.10 Moldeado
El moldeado se realiza con el fin de darle al queso la forma deseada. Se deben emplear una
tela entre la cuajada y el molde para impedir que se pegue a las paredes y se tapen los
agujeros por donde saldrá suero durante el prensado. Se utilizan moldes de acero
inoxidable, madera o plástico, los primeros son deseables pero más costosos que los
últimos de difícil higienización. El número de agujeros varía según el tipo de queso.
3.2.11 Empacado
El empacado de los quesos permite su conservación y los hace más fácil de manejar para su
transporte y comercialización. El empacado ideal es el realizado al vacío porque conserva
las características del queso por mayor tiempo. Algunos quesos son recubiertos con
películas plásticas o de parafina antes de ser empacado incluso antes de entrar a las cámaras
de maduración. Esas películas cumplen la función de proteger la corteza de la desecación y
el crecimiento de mohos y bacterias, a la vez que mejora su presencia en el mercado
3.2.12 Almacenaje
El almacenaje se realiza dentro de los cuartos destinados para dicha operación. En este
punto se controla la humedad relativa y la temperatura (4ºC).
3.2.13 Pesaje del queso
Después de haber realizado todos el proceso anterior se procede a pesar la cantidad de
queso crema obtenida.
3.3 PARÁMETROS A CONTROLAR EN EL PROCESO DE COAGULACIÓN
3.3.1 Acidez
La elaboración de queso requiere la vigilancia rigurosa de las reacciones químicas, las
bacterias que se agregan a la leche transforman la lactosa y otros azucares en ácido láctico y
determinan de este modo un medio ácido que favorece el cuajado. Por tanto, vigilar la
acidez de la mezcla ayuda a determinar el grado de coagulación.
3.3.2 Temperatura
GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 15
En el proceso de coagulación se utiliza un cultivo mixto iniciador, este cultivo son bacterias
mesófilas, cuya temperatura optima está en el rango de 36ºC – 40ºC, es decir que en este
rango de temperatura los microorganismos mayor potencial acidificante como resultado de
la actividad enzimática, lo cual se ve reflejado en una óptima coagulación. Por lo tanto es
de gran importancia controlar la temperatura de coagulación.
3.4 CARACTERISTICAS ORGANOLEPTICAS
Las características organolépticas es una etapa final y de mayor importancia dentro del
proceso ya que mediante ésta se puede determinar la calidad organoléptica del queso. Para
este tipo de análisis se deben tener en cuenta los siguientes criterios:
Tratamiento térmico
Tipo de leche
Grado de maduración
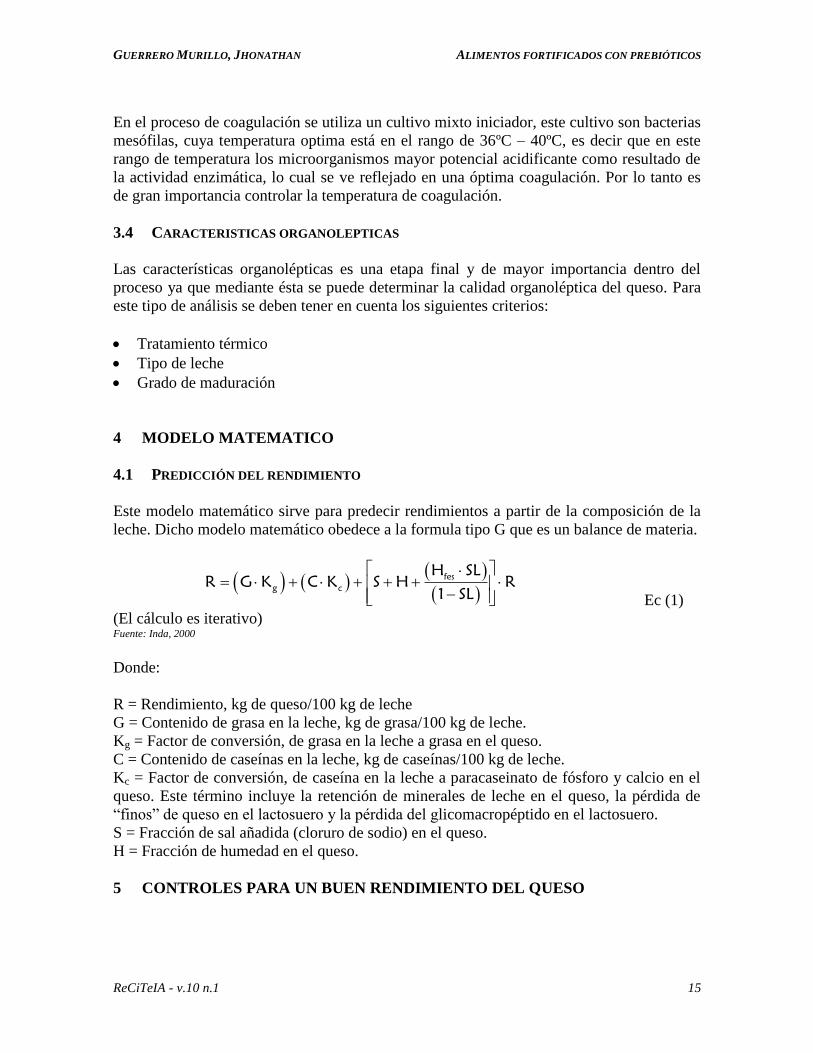
4 MODELO MATEMATICO
4.1 PREDICCIÓN DEL RENDIMIENTO
Este modelo matemático sirve para predecir rendimientos a partir de la composición de la
leche. Dicho modelo matemático obedece a la formula tipo G que es un balance de materia.
Predicción del rendimiento
fes
g c
H SL
R G K C K S H R
1 SL
Ec (1)
(El cálculo es iterativo) Fuente: Inda, 2000
Donde:
R = Rendimiento, kg de queso/100 kg de leche
G = Contenido de grasa en la leche, kg de grasa/100 kg de leche.
Kg = Factor de conversión, de grasa en la leche a grasa en el queso.
C = Contenido de caseínas en la leche, kg de caseínas/100 kg de leche.
Kc = Factor de conversión, de caseína en la leche a paracaseinato de fósforo y calcio en el
queso. Este término incluye la retención de minerales de leche en el queso, la pérdida de
“finos” de queso en el lactosuero y la pérdida del glicomacropéptido en el lactosuero.
S = Fracción de sal añadida (cloruro de sodio) en el queso.
H = Fracción de humedad en el queso.
5 CONTROLES PARA UN BUEN RENDIMIENTO DEL QUESO

GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 16
5.1 EXCESO DE AGITACIÓN Y BOMBEO DE LA LECHE.
Estos factores, además de acelerar la oxidación (rancidez) de la leche, promueven
fuertemente la separación de la grasa de la leche. La gran mayoría de esta grasa separada
pasará al lactosuero, en lugar de contribuir al rendimiento del queso.
Este solo factor puede hacer que la recuperación de grasa sea menor del 90 %. Siempre se
debe buscar la forma de que la leche sufra la mínima agitación mecánica, desde el ordeño
hasta la coagulación en la tina de quesería.
5.2 NO AÑADIR CLORURO DE CALCIO A LA LECHE PARA QUESERÍA.
El cloruro de calcio tiene como función darle mayor firmeza mecánica a la cuajada. Esto es
particularmente importante cuando se trata de leche pasteurizada porque, durante la
pasteurización, se da un proceso normal de descalcificación parcial de las caseínas.
La cantidad que se debe añadir es no más del 0.02 % en peso, con respecto al peso de la
leche. Por ejemplo, para 100 kg de leche, se necesitan (100 x 0.02)/100 = 0.02 kg de
cloruro de calcio; o sea, 20 gramos. La ausencia de cloruro de calcio hace que muchas
veces la cuajada tenga poca firmeza mecánica y, entonces, al cortarla, se generarán
cantidades innecesarias de “polvo” o “finos” de cuajada, que se depositan en el fondo de la
tina de quesería y se van con el lactosuero, en lugar de contribuir al rendimiento de queso.
5.3 NO DILUIR APROPIADAMENTE EL CUAJO.
El cuajo se debe diluir en aproximadamente 40 veces su volumen, usando siempre agua
microbiológicamente limpia, pero nunca agua clorada pues el cloro inactiva al cuajo en
cuestión de unos cuantos minutos. La dilución se debe hacer justo antes de añadir el cuajo a
la leche.
El propósito de esta dilución es permitir que la concentración de cuajo sea uniforme en todo
el volumen de la leche. De otra manera, la cuajada quedará con firmeza desigual en
distintas regiones de la tina de quesería y esto también promueve la formación innecesaria
de “finos” de cuajada durante el corte, que disminuyen el rendimiento de queso.
5.4 CORTE PREMATURO DE LA CUAJADA.
Es importante no cortar la cuajada antes de que tenga su firmeza óptima, por la misma
razón que se describe en los dos puntos anteriores. Antes de cortarla, la cuajada debe tener
una firmeza óptima, que depende del tipo de queso. Además, la velocidad de corte, el
programa de agitación de la cuajada y el programa de calentamiento o cocción, cuando
están bien diseñados y se ejecutan de acuerdo a diseño, constituyen la esencia de un buen
proceso de quesería, tanto en cuanto a calidad como en cuanto a rendimiento. El momento
óptimo de corte se determina usando una espátula limpia, haciendo un pequeño corte en la
cuajada y luego introduciendo con cuidado la espátula por debajo de la zona de corte,

GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 17
procediendo luego a empujar hacia arriba lentamente, observando la apariencia de la
cuajada, que se irá abriendo a medida que es empujada hacia arriba. Si el corte es limpio y
la superficie tiene apariencia brillante y el lactosuero que se expulsa de la cuajada en la
zona de corte es casi transparente y de color verde-amarillento, se puede proceder a cortar
la cuajada.
5.5 DEFECTOS EN EL DISEÑO O ESTADO DE LAS LIRAS.
Para tener rendimientos razonables de queso, es indispensable cortar la cuajada, y nunca
romperla. Para cortar una cuajada, se requiere una lira especial, diseñada especialmente
para este propósito. La lira debe tener un bastidor que sea rígido pero no demasiado grueso;
de otra manera, el arista frontal del bastidor romperá la cuajada a medida que la lira avanza
a lo largo y ancho de la tina de quesería (en lugar de cortarla) una y otra vez, día tras día,
acumulando pérdidas innecesarias de rendimiento y de utilidades.
5.6 CONTENIDO DE HUMEDAD EN EL QUESO FUERA DE CONTROL.
Todo queso tiene un diseño en cuanto a su contenido óptimo de humedad. Ese contenido
debe ser el que prefiere el cliente. Entonces, toda desviación respecto a la humedad óptima
representa para el quesero un aumento en el costo. Peor aún, el aumento en costo no es
directamente proporcional a la desviación, sino que es más que directamente proporcional,
es una función cuadrática.
Si el contenido de humedad es menor de lo deseado, el rendimiento será menor y el queso
no tendrá las características que el cliente espera. Si el contenido de humedad es mayor de
lo deseado, el queso tampoco tendrá las características que el cliente espera y, por otro lado,
disminuye la vida de anaquel del queso; es decir, se vuelve más perecedero y esto
aumentará la frecuencia de reclamaciones, quejas y devoluciones. En ambos casos, el
quesero pierde utilidades.
El control de la humedad en el queso se logra esencialmente cortando la cuajada en forma
de cubos de un cierto tamaño, agitando cuidadosamente la cuajada y, en ciertos casos,
combinando lo anterior con calentamiento gradual y lento de la cuajada, hasta que el
maestro quesero, con su experiencia, determine mediante examen de la textura que la
cuajada tiene la humedad apropiada.
Por otro lado, es imposible no tener variaciones. La clave está en tener la humedad (y el
resto del proceso) bajo control estadístico; es decir, con variabilidad controlada. Luego de
conseguir tener la variación controlada, se debe trabajar sobre el sistema, para mejorarlo
continuamente. El mejoramiento continuo hará que la variación vaya disminuyendo cada
vez más. Aquí, es importante recordar que un proceso bajo control estadístico ya tiene la
mayor calidad posible y el menor costo posible, a menos que se haga un cambio de fondo
en el proceso.
GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 18
6 ANÁLISIS DE RIEGOS SOBRE LA CALIDAD FINAL DEL PRODUCTO
6.1 MATERIA PRIMA
6.1.1 Leche y nata
La leche y la nata son medios óptimos para el crecimiento de microorganismos. Entre éstos
pueden encontrarse gérmenes patógenos que pueden originar, por ellos mismos o a través
de sus toxinas, enfermedades de transmisión alimentaria.
6.1.2 Riesgos
Presencia de carga microbiana por encima de los límites marcados por la legislación.
Proliferación de microorganismos a causa de una refrigeración incorrecta o un
almacenamiento prolongado.
Contaminación microbiana por condiciones de los locales o equipos deficientemente
mantenidos (cisternas, tanques, tuberías, etc.).
6.1.3 Medidas preventivas.
Provisión de productos en condiciones higiénico-sanitarias satisfactorias
6.2 RECEPCIÓN Y ALMACENAMIENTO DE INGREDIENTES
Los ingredientes presentan una carga microbiana no deseable en el momento de la
recepción en fábrica.
Proliferación de microorganismos por condiciones de temperatura-humedad en los locales
de almacenamiento inadecuadas.
Contaminación microbiana por:
Manipulación incorrecta.
Condiciones de los locales deficientemente
6.2.1 Medidas preventivas
• Provisión de productos en condiciones higiénico-sanitarias satisfactorias.
6.3 ADICIÓN DE INGREDIENTES
6.3.1 Riesgos

GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 19
• Contaminación microbiana por Equipos deficientemente mantenidos.
• Prácticas de manipulación incorrectas, cuando éstas no se realizan automáticamente.
• Incorporación accidental de sustancias tóxicas.
6.3.2 Medidas preventivas
• Correctas prácticas de manipulación en el momento de la mezcla mantenimiento
PATERIZACION
Esta fase es de importancia fundamental en el proceso desde el punto de vista sanitario, ya
que con la pasterización se eliminan en mayor medida los riesgos microbiológicos de la
fabricación del queso.
6.3.3 Riesgos
Durante la pasterización podría ocurrir una destrucción insuficiente de la flora microbiana
debido a:
• Equipos instalado y diseñados incorrectamente o en estado higiénico deficiente. una
relación tiempo/temperatura insuficiente.
• Proliferación microbiana debido a una utilización tardía de la leche pasterizada
abandonada a temperatura ambiente.
6.3.4 Medidas preventivas
• El funcionamiento del equipo debe asegurar que el tratamiento sea homogéneo en
todo el producto.
• Mantenimiento de la relación de los parámetros, temperatura que debe alcanzarse y
tiempo de exposición del producto al tratamiento de calor, para conseguir los efectos
deseados.
• Mantenimiento del equipo limpio y en buen estado según procedimiento y
periodicidad establecida.
GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 20
RECEPCIÓN Y ALMACENAMIENTO DE CUAJOS, COAGULANTES Y
FERMENTOS
6.3.5 Riesgos
Los cuajos, coagulantes o fermentos presentan carga microbiana no deseable en el
momento de la recepción en fábrica.
Proliferación de microorganismos por condiciones de temperatura-humedad en los locales
de almacenamiento inadecuadas.
Contaminación microbiana por:
Manipulación incorrecta.
Condiciones de los locales deficientemente mantenidas.
6.3.6 Medidas preventivas
Provisión de cuajos, coagulantes o fermentos en condiciones higiénico-sanitarias
satisfactorias.
Procederán de un establecimiento con número de registro sanitario..
Mantenimiento de las condiciones de temperatura-humedad adecuadas; cuando sea
necesario, se refrigerarán o congelarán.
Correctas prácticas de manipulación durante la descarga y el almacenamiento.
Deberán existir locales destinados al almacenamiento de los cuajos, coagulantes o
fermentos, a fin de garantizar su correcto estado de conservación; mantenerse limpios y
en buen estado, según procedimiento y periodicidad establecidos.
7 APROVECHAMIENTO DEL LACTOSUERO
El lactosuero se origina como resultado de la precipitación de las proteínas de la leche
durante la elaboración del queso. Este fluido puede utilizarse para la elaboración de
requesón, que al igual que el queso crema puede ser adicionado con inulina. En términos
sencillos, aquí se trata básicamente de recuperar la mayor cantidad posible de la proteína en
el lactosuero y de diseñar cuidadosamente el pH y el contenido de humedad y de calcio en
el producto terminado.
7.1 ELABORACIÓN DE REQUESÓN
GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 21
El mecanismo principal para la elaboración de requesones es la desnaturalización
controlada de las proteínas en el lactosuero. Sin embargo, el reto no es trivial pues el
producto debe tener ciertos atributos específicos, sensoriales y de textura, esperados por los
consumidores.
7.2 EXPLICACIÓN DEL PROCESO
7.2.1 Lactosuero
La materia prima para la elaboración del requesón es el lactosuero obtenido anteriormente
durante el proceso de coagulación en la elaboración del queso crema adicionado con inulina
y probiótico. El lactosuero se debe encontrar en las óptimas condiciones físicas y
microbiológicas para la elaboración del requesón.
7.2.2 Adición de NaOH (neutralización)
Si el lactosuero proveniente de la operación de quesería tiene un pH más bajo, es
importante añadir un neutralizante grado alimentario para elevar el pH a un valor no menor
de 6.6. A medida que el lactosuero sea más ácido - que tenga un pH más bajo - mayor será
la actividad residual del cuajo después del tratamiento térmico de pasteurización. La leche
se debe añadir justo después de este tratamiento de inactivación del cuajo y entonces se
puede proceder con el procedimiento escogido para la fabricación de requesón.
7.2.3 Calentamiento a 65ºC
Para inactivar el cuajo residual en el lactosuero un tratamiento clásico es la pasteurización
(62ºC- 65ºC durante 25 -30 minutos) es suficiente siempre y cuando el pH del lactosuero no
sea menor de 6.6.
7.2.4 Precipitación
Las proteínas lactoséricas no reaccionan con el cuajo, son de peso molecular relativamente
bajo, y son solubles en su punto isoeléctrico, por lo que es necesario desnaturalizarlas
térmicamente para precipitarlas.
La agregación de estas proteínas por calor o por combinación de calor/ácido está precedida
por la desnaturalización y puede ser seguida por coagulación y precipitación. Estos cambios
estructurales son rápidos a valores de pH mayores de 6.7 y a temperaturas mayores de
70ºC.
En este proceso se adiciona acido al lactosuero para reducir el valor de pH a valores de 4.9
– 5.3. Posteriormente se eleva la temperatura hasta valores entre 87ºC – 90ºC durante 10
minutos para logra la precipitación de las proteínas. Esta operación se puede realizar en

GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 22
7.2.5 Adición de inulina
En esta etapa se agrega la inulina para caracterizar este requesón, la cual por ser soluble se
combinara junto con el precipitado obtenido.
7.2.6 Drenado
El drenado se hace con el fin de reducir el contenido de humedad en este producto y
obtener una masa sólida. El drenaje se puede realizar con la ayuda de un equipo especial o
mediante la implementación de telas absorbentes esterilizadas.
7.2.7 Empacado
El requesón se empaca dentro de los recipientes adecuado Esta operación se realiza en el
equipo destinado para el empaque.
7.2.8 Almacenamiento
Este tipo de producto debe de ser refrigerado a temperatura de 4- 6ºC y se debe controlar la
humedad relativa del lugar para evitar la proliferación de mohos que deterioren el producto.
8 MERCADO INTERNACIONAL
En la actualidad se encuentra variedad de producto con fortificados con prebióticos como
yogures, panes, quesos y jugos de fruta. La empresa belga orafti en uno de las compañías
más pujantes en el campo de los alimentos funcionales dentro de los cuales se incluye al
inulina. En la actualidad esta empresa es el mayor productor de inulina en el mercado
internacional.
Debido a la novedad que suponen estos productos alimenticios para la nutrición humana, se
ha creado el Comité Científico Independiente Beneo, encargado de velar por la formulación
adecuada de las afirmaciones hechas en materia de salud nutricional de los alimentos, así
como la argumentación científica sobre la cual se fundamentan estas afirmaciones.
9 INDUSTRIA COLOMBIANA
Actualmente se encuentran en el mercado nacional algunos productos que utilizan los
compuestos anteriormente descritos; estos son incluidos en fuentes alimentarías como
yogures y jugos principalmente, no se han incluido en otras fuentes por desconocimiento de
su utilidad.
Es evidente que en el ámbito industrial hay una carencia de profesionales Nutricionistas
incluidos en los concejos científicos interdisciplinarios. Esto es demasiado notorio ya que si
se analiza detenidamente los productos que utilizan los compuestos estudiados en esta
revisión hay una gran falencia en la función que podría llegar a ejercer sobre la nutrición

GUERRERO MURILLO, JHONATHAN ALIMENTOS FORTIFICADOS CON PREBIÓTICOS
ReCiTeIA - v.10 n.1 23
humana. Al igual que en los mensajes de su etiquetado, se aluden propiedades en salud que
se ven comprometidos por el proceso industrial o solo con observar el producto. Por
ejemplo la polidextrosa está siendo utilizada como un producto "vital" según la empresa
que lo fabrica, donde se alude que el producto tiene fibra y como se pudo establecer
detalladamente la polidextrosa solo cumpliría la función de una fuente de fibra no dietaría
ósea no soluble que no tiene ningún efecto relevante en la salud humana, además las
cantidades que aporta la porción comercial de este producto no cubren siquiera el 10% de la
recomendación diaria de fibra. Además de lo anterior se ve una clara falencia por parte de
la industria en el rotulado nutricional de los productos en donde se observa que la inclusión
de fibras solubles no se tiene en cuenta como aporte energético dentro del producto
discriminando no una gran cantidad de energía, pero si un aporte que debe tenerse en
cuenta dentro de las prescripciones dietarías de la población
10 CONCLUSIÓNES
La utilización de carbohidratos de baja digestibilidad es un área importante que la industria
Colombiana debe comenzar a investigar con el fin de contribuir a la producción de
alimentos realmente funcionales, no solo entendiendo desde el punto de vista químico y de
transformación del alimento, competencia en la cual hay una amplia oferta de profesionales
bien preparados que responden a dicha necesidad, también es necesario contar con
profesionales que entiendan el proceso completo de la Nutrición humana, que es quizá otro
punto importante de la cadena de la manufactura de alimentos funcionales. Teniendo en
cuenta el objeto del estudio de la nutrición humana y la naturaleza de los alimentos, es claro
que un campo en cual los nutricionista están poco presentes es el campo de la industria de
alimentos teniendo presenta la definición inicial que se mostró acerca de alimentos
funcionales, ya que si de nutracéuticos se habla los nutricionistas que se convierten en
visitadores médicos es desde hace mucho tiempo un área de ejercicio laboral.
11 BIBLIOGRAFÍA
(1) http://www.consumer.es
(2) www.monografias.com
(3) http://www.respyn.uanl.mx.pdf.
(4) Inda. 2000. Queso.
(5) Alimentos funcionales. 2004.pdf
(6) www.agroinformacion.com
(7) www.quiminet.com.mx
(8) www.elportaldelasalud.com