universidad politécnica de madrid escuela · pdf filediseño de una línea...
TRANSCRIPT

UNIVERSIDAD POLITÉCNICA DE MADRID ESCUELA TÉCNICA SUPERIOR DE INGENIEROS AGRÓNOMOS
GRADO EN INGENIERÍA ALIMENTARIA
DEPARTAMENTO DE QUÍMICA Y TECNOLOGÍA DE LOS ALIMENTOS
Diseño de una línea de vino tinto joven y crianza para una capacidad de 150.000 kg uva/año en Pesquera del
Duero (Valladolid)
TRABAJO FIN DE GRADO
Autor: Adriana Lejárraga Villada
Tutor: Felipe Palomero Rodríguez
Septiembre de 2015
MEMORIA

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
Memoria
Índice
1. Objeto del trabajo ..................................................................................................... 1
1.1 Naturaleza de la transformación ...................................................................... 1
1.2 Localización ....................................................................................................... 1
1.3 Capacidad .......................................................................................................... 1
2. Finalidad del trabajo ................................................................................................. 2
3. Estudio sectorial ....................................................................................................... 3
3.1 Legislación ......................................................................................................... 3
3.2 Denominación de Origen ................................................................................. 4
3.3 Los vinos en España .......................................................................................... 6
4. Plan productivo ........................................................................................................ 7
4.1 Materias auxiliares ............................................................................................ 7
4.2 Productos y subproductos ................................................................................ 7
4.3 Proceso productivo ........................................................................................... 8
5. Ingeniería del proceso ............................................................................................ 12
6. Ingeniería de la Distribución en planta ................................................................ 17
7. Instalación eléctrica e iluminación ....................................................................... 22
7.1 Línea de fuerza ................................................................................................ 22
7.2 Alumbrado interior ......................................................................................... 23
7.3 Acometida ....................................................................................................... 23
7.4 Alumbrado de emergencia ............................................................................. 24
7.5 Puesta a tierra .................................................................................................. 24
7.6 Centro de transformación............................................................................... 24
7.7 Potencia contratada ........................................................................................ 24

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
Índice de tablas
Tabla 1: elementos para transportar la uva hasta la bodega. ....................................... 12
Tabla 2: maquinaría utilizada en el área de recepción.. .............................................. 12
Tabla 3: maquinaria utilizada en el área de tratamiento mecánico. ........................... 13
Tabla 4: maquinaria utilizada en el área de fermentación. ......................................... 14
Tabla 5: maquinaria utilizada en la zona de estabilización. ........................................ 15
Tabla 6: maquinaria utilizada en la zona de envejecimiento en madera. ................... 15
Tabla 7: maquinaria utilizada en el área de embotellado. ........................................... 16
Tabla 8: elementos utilizados en el área de envejecimiento en botella. ..................... 16
Tabla 9: dimensiones finales.. ....................................................................................... 21
Tabla 10: Líneas de fuerza de la bodega. ...................................................................... 22
Tabla 11: necesidades de alumbrado interior.. ............................................................. 23
Índice de figuras
Figura 1: distribución geográfica de Ribera del Duero. ................................................ 4
Figura 2: uso del suelo. ................................................................................................... 5
Memoria Escuela Técnica Superior de Ingenieros Agrónomos
1
MEMORIA
1. Objeto del trabajo
1.1 Naturaleza de la transformación
El presente trabajo tiene por objeto el diseño de una línea de elaboración de
vino tinto joven y crianza en Pesquera del Duero (Valladolid) siendo acogidos los vinos
a la Denominación de Origen Ribera del Duero, así como el dimensionamiento de la
maquinaría requerida en la bodega, la distribución en planta de la misma y la
instalación eléctrica e iluminación.
1.2 Localización
La bodega va a estar situada en el término municipal de Pesquera del Duero,
provincia de Valladolid.
Concretamente se va a ubicar en la parcela n⁰ 5261 del polígono 3, contando
con 6,47 Ha.
1.3 Capacidad
Se van a procesar 150.000 kg de uva al año de la variedades Tempranillo, Merlot
y Cabernet sauvignon, cantidad que podría aumentar en futuras campañas.
Se van a elaborar 80.767 litros de vino, de los cuales 32.307 l serán vino joven
y 48.460 l vino crianza. Se embotellarán en botellas de 75 cl y botellas magnum de
capacidad 1,5 l, siendo estas últimas usadas únicamente para embotellar vino crianza.

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
2
2. Finalidad del trabajo
El presente trabajo es encargado por un promotor, el cual es el dueño de la
parcela donde se ubicará la bodega.
Se decide la elaboración de vinos tintos debido a su larga tradición en la
Denominación de Origen Ribera del Duero y por sus buenos resultados a lo largo de
las campañas.
Uno de los principales fines de este proyecto es poder realizar vinos tintos con
muy buena calidad, que puedan competir en un mercado nacional, por lo cual la
calidad de la materia prima es sumamente importante.
Memoria Escuela Técnica Superior de Ingenieros Agrónomos
3
3. Estudio sectorial
3.1 Legislación
Se hace un estudio de la legislación a la que debe acogerse la bodega en varios
ámbitos, como son:
1. Legislación en el ámbito internacional
Codex Alimentarius
Organización Internacional de la Viña y el Vino: El código
Internacional de las Prácticas Enológicas y otras Normativas
2. Legislación en el ámbito europeo.
La Organización Común del Mercado vitivinícola
El Reglamento único para las OCM
Normas de aplicación del Reglamento (CE) No 479/2008.
3. Legislación en el ámbito europeo
Ley 24/2003, de 10 de Julio, de la Viña y el Vino
Real Decreto 1636/2011
Real Decreto 1335/2011
Real Decreto 1244/2008
4. Legislación en el ámbito autonómico
5. Legislación de la D.O Ribera del Duero
Reglamento de la Denominación de Origen Ribera del Duero y de
su Consejo Regulador
Normativa para la Calificación de Vinos con derecho a D.O. Ribera
del Duero

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
4
Normas de vendimia 2014
Normativa interna sobre Marcas, Nombres Comerciales y
Etiquetado
3.2 Denominación de Origen
Como ya se ha indicado, la D.O a la que se acogen los vinos del presente trabajo
es la D.O Ribera del Duero, tratándose de la D.O más importante del Valle del Duero
y Castilla y León. La figura 1 muestra la distribución geográfica de Ribera del Duero.
Figura 1: distribución geográfica de Ribera del Duero. Fuente: www.riberadelduero.es
El clima es muy importante en el desarrollo de la vid. La zona de Ribera del
Duero se caracteriza por un clima mediterráneo con una pluviometría moderada-baja,
siendo el mes más seco agosto y el mes con mayores temperaturas julio.
La composición del suelo también es importante, destacándose en la figura 2:

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
5
Ribera del Duero posee 22.000 Ha de superficies de viñedos, repartidos entre
las localidades de Burgos, Segovia, Soria y Valladolid, siendo Burgos la que mayor
extensión de hectáreas tiene.
Las variedades de uva cultivadas en esta zona son:
- Tempranillo
- Cabernet sauvignon
- Merlot
- Garnacha tinta
- Malbec
- Albillo
Figura 2: uso del suelo. Fuente: MAGRAMA

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
6
La variedad más cultivada es Tempranillo, siendo la menos cultivada la
variedad Malbec.
Los vinos elaborados que se acogen a la D.O Ribera del Duero pueden ser
Jóvenes, Crianza, Reserva, Gran Reserva y Rosado. El mayor volumen de
contraetiquetas a lo largo de los años se le atribuye al vino joven seguido del vino
crianza, siendo esta una de las razones por las que se decide que los vinos a elaborar
en la bodega sean joven y crianza.
3.3 Los vinos en España
España es el principal productor de vino del mundo tras la campaña 2013-2014,
que comparada con la campaña del año anterior, ha aumentado un 41%. Además se
trata del país con más extensión cultivada del mundo.
Por comunidades autónomas, Castilla la Mancha presenta la mayor producción
de vino, además del mayor aumento de un año para otro. Es seguida por Cataluña y
Castilla y León.
En cuanto a las importaciones españolas de vino, cayeron un 72% en volumen
y un 26% en valor. Caen las compras del vino sin D.O a granel, mientras que aumentan
las de los vinos con D.O envasados y espumosos.
En cambio las exportaciones han aumentado. El principal destino para los vinos
españoles es Francia, seguido de Reino Unido. El mayor incremento de exportaciones
de España es para Rusia.

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
7
4. Plan productivo
4.1 Materias auxiliares
Las materias auxiliares a utilizar para la elaboración de estos vinos son:
- Anhídrido sulfuroso
- Sustancias clarificantes
- Acidificantes
- Levaduras
4.2 Productos y subproductos
El producto a elaborar es el vino, y los principales subproductos que se generan
durante el proceso de elaboración son:
- Raspones.
- Orujos
- Pepitas
- Lías
- Residuos de filtración
- Anhídrido carbónico
- Aguas de lavado

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
8
4.3 Proceso productivo
A continuación se muestra el diagrama de flujo del proceso productivo,
mostrando las principales operaciones a realizar.

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
9
1. Vendimia
La vendimia va a realizarse de forma manual ya que lo que se quiere es realizar
vinos de excelente calidad y con una vendimia mecanizada puede que la uva sufra más.
Dicha vendimia durará 11 días.
La uva se va a recoger en cajas de plástico alimentario de 25 kg y van a ser
transportadas y apiladas en remolques de pequeña profundidad hasta la bodega.
2. Recepción y controles de la uva en bodega
Una vez que la uva llegue a bodega será pesada y se realizarán los controles
necesarios para comprobar que la calidad sea correcta, descargándose finalmente en la
tolva de recepción.
3. Tratamiento mecánico de la vendimia
La uva pasará por una mesa de selección para quitar las impurezas que pudiese
haber y seguidamente se realizarán las operaciones de despalillado y estrujado,
pudiendo realizar el despalillado o no, decidiendo realizar un despalillado previo al
estrujado ya que la calidad gustativa de los vinos se ve incrementada.
Seguido del despalillado se llevará a cabo el estrujado siendo su finalidad liberar
el zumo contenido en las células de la uva, teniendo especial cuidado en no dañar las
pepitas.
Con la vendimia recién estrujada se adiciona el sulfuroso, de tal manera que se
homogeneiza en las tuberías y bombas que conducen el mosto hacia la siguiente
máquina.

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
10
4. Elaboración y encubado
Se lleva a cabo el proceso de encubado, que consiste en trasegar el mosto hacia
los depósitos de fermentación, los cuales no hay que llenar del todo, dejando un
espacio libre de 15-20%.
Una vez que el vino está en los depósitos comienza la fermentación alcohólica
mediada por levaduras, por las cuales el azúcar que contenía el mosto va a ser
transformado en etanol y otros subproductos. Al mismo tiempo que tiene lugar la
fermentación, se produce la maceración que consiste en un intercambio de sustancias
entre los hollejos y las pepitas y el mosto.
Se realizan los remontados que consisten en extraer mosto de la parte inferior
del depósito para regar el sombrero, y los bazuqueos que tienen por objeto la rotura
del sombrero para una mejor maceración.
Una vez finalizada la fermentación alcohólica se realiza el descube, que es el
vaciado del depósito de fermentación, pero en este caso se hace de forma automática
ya que los depósitos serán autovaciantes.
Los orujos son prensados para obtener el llamado “vino prensa” el cual es de
menor calidad que el vino escurrido, pero al ser la proporción mucho menor se va a
juntar con este vino no afectando en la calidad del mismo.
El vino pasa a un depósito nodriza para poder eliminar los restos de los
depósitos de fermentación, y a continuación se vuelve a trasegar a los depósitos
autovaciantes para que se lleve a cabo la fermentación maloláctica. Esta fermentación
esta mediada por bacterias lácticas que contiene el vino, las cuales van a trasformar el
ácido málico que contiene el vino en ácido láctico, dando una mayor estabilidad al
vino y disminuyendo la acidez total.

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
11
5. Estabilización y conservación
El vino es trasegado a los depósitos siemprellenos para llevar a cabo los procesos
de estabilización.
Se va a realizar una clarificación de los vinos usando albumina de huevo como
clarificante, así como una filtración para que los sedimentos e impurezas que contiene
el vino sean lo menores posibles.
6. Crianza
Un porcentaje del vino va a ser transportado a barricas de madera de roble de
225 l. en las cuales va a sufrir un proceso de envejecimiento en madera durante un
periodo de 13 meses según la legislación de la D.O Ribera del Duero.
Durante esta fase se realizaran los trasiegos pertinentes.
7. Embotellado
El vino crianza una vez que finaliza los 13 meses va a ser embotellado para
sufrir un envejecimiento de 11 meses en botella.
El vino joven una vez estabilizado y filtrado va a pasar directamente a la
embotelladora para poder ser expedido.

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
12
5. Ingeniería del proceso
Se van a exponer diferentes tablas con la maquinaria utilizada según en la zona
de la bodega donde se encuentren, así como sus principales características.
1. Vendimia
2. Área de recepción
Maquinaria Ud Marca/modelo Características
Báscula de pesado 1 Sipesa/ S-BPS
o similar
- Electrónica con células
de pesado
- Capacidad: 30.000 kg
Tolva de recepción 1 Magusa/
COMPUT 2-1
o similar
- Tolva con cinta
transportadora
- Capacidad: 10.000 kg
Analizador
tomamuestras
1 Maselli
misure/
SA13 o similar
- Autoanalizador
- Medición
refractométrica, de pH,
de tonalidad, de acidez
Tabla 2: maquinaría utilizada en el área de recepción. Fuente: elaboración propia.
Maquinaría Ud Marca/modelo Características
Cajas de plástico 481 Sunbox /S-
BOX 50 o
similar
- Caja rejada apilable
- Capacidad: 25kg
Remolque 2 Gili Group/ 11
RHB-3 o
similar
- Capacidad: 3000 kg
- Nº ruedas: 2
- Tara: 900 Kg.
Tabla 1: elementos para transportar la uva hasta la bodega. Fuente: elaboración propia

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
13
3. Área de tratamiento mecánico
Maquinaria Ud Marca/modelo Características
Mesa de selección 1 Agrovín/
TVC/3000 o
similares
- Mesa vibratoria
- Producción:
2000-10.000
kg/h
Despalilladora-
estrujadora
1 Agrovín/ TOP/5
o similares
- Despalilladora-
estrujadora de
rodillos
- Producción:
5000-6000 kg/h
Evacuador de
raspones
1 Agrovín/ ASP
401/P o similares
- Aspiradores
automáticos
- Producción: 15-
20 Tm/h.
Bombas de
vendimia
2 Buchesvaslin/
DELTA DP O1 o
similares
- Bombas
peristálticas
- Caudal: 1.500 –
5.000 l/h.
Dosificador de
sulfuroso
1 Casals/modelo
para una línea
- Automático
- Solución acuosa
de sulfuroso
Tabla 3: maquinaria utilizada en el área de tratamiento mecánico. Fuente: elaboración propia.

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
14
4. Área de fermentación y prensado
Maquinaria Ud Marca/modelo Características
Depósitos de
fermentación y
maceración
11 Icespedes/ AISI
316 o similares
- Depósitos de
11.000 l
- Variedad
Tempranillo
- Acero
inoxidable
- Autovaciantes
4 Icespedes/ AISI
316 o similares
- Depósitos de
8.000 l
- Variedades
Merlot y
Cabernet
sauvignon.
- Acero
inoxidable
- Autovaciantes
Bombas de
trasiego y
remontados
2 Icespedes/
VOLUM 30 o
similares
- Bomba
volumétrica de
rodete flexible
- Autoaspirantes
- Caudal: 6.000
l/h
Prensa 1 Buchesvaslin/
BUCHER JLB 12
o similares
- Prensa vertical
- Capacidad de
llenado en orujo
fermentado:
1.200 kg
- Capacidad: 12 hl.
- Capacidad de
vendimia
macerada: 3.000-
4.400 kg
Tabla 4: maquinaria utilizada en el área de fermentación. Fuente: elaboración propia.

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
15
5. Área de estabilización
Maquinaria Ud Marca/modelo Características
Depósitos 7 Icespedes - Depósitos
siemprellenos
- 15.000 litros
- Acero
inoxidable
Filtro 1 Icespedes/20
placas o
similares
- Placas
devastadoras
- 20 placas
Tabla 5: maquinaria utilizada en la zona de estabilización. Fuente: elaboración propia.
6. Área de envejecimiento en madera
Maquinaria Ud Marca/modelo Características
Barricas 226 Tonelería
Magreñan
- Barricas de
madera de
roble
- Capacidad de
225 l
Durmientes 113 Invia - Dos barricas
por durmiente
- Para barricas
de 225 litros
Depósito nodriza 4 Icespedes - 2.250 l de
capacidad
- Acero
inoxidable
Tabla 6: maquinaria utilizada en la zona de envejecimiento en madera. Fuente: elaboración propi

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
16
7. Área de embotellado
Maquinaria Ud Marca/modelo Características
Enjuagadora-
llenadora-
taponadora
1 Agrovín/
XPLT/9-10-1/S
o similares
- Tribloc
- Producción:
1.500 botellas/h.
Etiquetadora-
encapsuladora
1 Icespedes/
S2CD o
similares
- Máquina que
realiza ambos
procesos
Encartonadora-
embaladora
1 Ausere/ HAM-
E/9-12 o
similares
- Producción: 18
cajas/min.
Tabla 7: maquinaria utilizada en el área de embotellado. Fuente: elaboración propia.
8. Área de envejecimiento en botella
Maquinaria Ud Marca/modelo Características
Jaulones para
botellas de 75 cl
83 Ebrosame - Capacidad del
contenedor
estándar: 588
botellas
bordelesa o 507
borgoña.
Jaulones para
botellas magnum
14 Ebrosame - Soluciones para
cualquier tipo
de botella
Tabla 8: elementos utilizados en el área de envejecimiento en botella. Fuente: elaboración propia
Memoria Escuela Técnica Superior de Ingenieros Agrónomos
17
6. Ingeniería de la Distribución en planta
La distribución en planta de la bodega se realiza mediante el método del
proceso productivo. El proceso es la base de la distribución en planta a la cual se van
añadiendo departamentos no productivos hasta llegar a un primer boceto,
denominado boceto inicial. A partir de este boceto inicial y una vez analizadas las
ventajas e inconvenientes del mismo se inicia un proceso de mejora que tiene como
objetivo básico obtener una planta de distribución de la bodega lo más acorde con los
principios básicos de la distribución en planta.
Inicialmente se lleva a cabo la justificación de las superficies, siguiendo las
normas de espacio de R. Muther, y otras pautas diferentes en áreas como los aseos,
laboratorio, etc.
Las áreas funcionales que engloban las diferentes actividades que se van a llevar
a cabo en la bodega son:
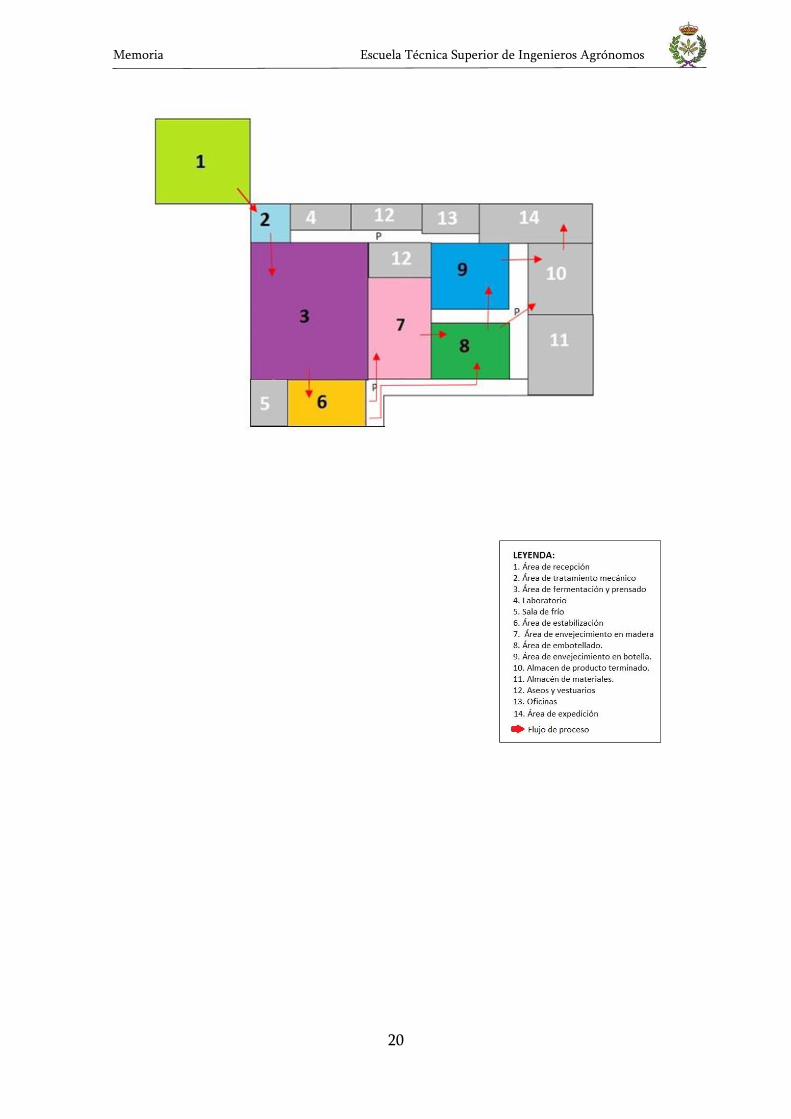
1) Área de recepción: esta área se encuentra de forma externa a la nave.
2) Área de tratamiento mecánico de la vendimia:
3) Área de fermentación y prensado:
4) Laboratorio
5) Equipo de frío.
6) Área de estabilización:
7) Área de envejecimiento en madera:
8) Área de embotellado:
9) Área de envejecimiento en botella:
10) Área de almacenamiento del producto terminado:
11) Almacén de materiales.
12) Aseos y vestuarios.
13) Área de administración
14) Área de expedición

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
18
Para realizar la justificación de superficies se siguen una serie de normas, las de
R. Muther entre ellas:
1. En áreas estrictamente productivas se podrán utilizar:
- La norma de Espacio aplicable para determinar la superficie
mínima por máquina:
Más 45 cm por tres de sus lados para limpieza y reglajes.
Más 60 cm en el lado donde se sitúe el operario.
Coeficiente que multiplica a la superficie obtenida para
considerar pasillos, vías de acceso y servicios
C = 1.3 movimiento sólo de personas.
C = 1.8 movimiento de carretillas, mayor
necesidad de mantenimiento, …
- Ratios.
- Otros métodos.
2. En almacenes de materiales habrá que distinguir:
2.1 Almacenamiento en palets, para lo que se tendrá en cuenta:
- Material almacenado.
- Dimensiones de la unidad básica de almacenamiento, en este
caso, las botellas de vino.
- Dimensiones de la unidad de almacenaje: cada de botellas.
- Forma de paletización y altura del palet.
- Número de palets en altura.
- Método de manejo de palets.
- Método de almacenaje de palets y separaciones entre palets y
entre estos y las paredes.
- Otras consideraciones

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
19
2.2 Cuando el almacenaje de los materiales se realiza en depósitos no
utilizaremos la norma de espacio y tendremos en cuenta una
separación entre depósitos de no más de 60 cm y dejaremos un
amplio pasillo de trabajo que puede ser superior a 3 metros.
2.3 Cuando se trata de almacenar envases, embalajes, sacos, etc, deberán
estudiarse las superficies necesarias en función de cómo se reciban
en la industria.
3. Servicios auxiliares:
3.1 Sala de producción de frío: podemos utilizar el cálculo, la norma d
espacio, ratios, etc, en este caso se recurre al método de los ratios.
3.2 Áreas administrativas, aseos, vestuarios, etc. El método utilizado se
concreta en el punto 1.2.11 del presente anejo.
3.3 Otras áreas: recepción, expedición, etc, se suelen fijar en función del
diseño final.
Tras realizar la justificación de superficies se hacen una serie de bocetos (ver
anejo IV) hasta llegar al boceto final, el cual se muestra a continuación:
Memoria Escuela Técnica Superior de Ingenieros Agrónomos
20

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
21
En la tabla 9 se muestran las modificaciones realizadas, así como las
dimensiones finales de cada área (ver plano nº 1).
Áreas Superficie
inicial (m2)
Superficie
final (m2)
Distribución
inicial (m)
Distribución
final
Recepción 205,56 205,56 18 x 16,68 18 x 16,68
Tratamiento
mecánico de la
vendimia
35,54
44
8 x 5,5
8 x 5,5
Fermentación y
prensado
227,11 267,20 17 x 13,36 20 x 13,36
Laboratorio 37,36 47,6 7 x 5,34 7 x 6,8
Sala de frío 8 19,29 4 x 4 5,74 x 3,36
Estabilización 54,41 54,41 10 x 5,74 10 x 5,74
Envejecimiento en
madera
66,95 90 9,56 x 7 15 x 6
Embotellado 81,48 81,48 10,20 x 8 10 x 5,74
Envejecimiento en
botella
116,94 116,94 15,32 x 9,02 15,32 x 9,02
Almacenamiento
del producto
terminado
134.89 134.89 12,40 x 10,89 12,40 x 10,89
Almacén de
materiales
88,56 97,5 13 x 6,82 13 x 7,5
Aseos 36,73 36,73 8,53 x 7,20 8,53 x 7,20
Oficinas 60 61,2 9 x 6,66 9 x 6,80
Expedición 150 173,04 10 x 5 21,63 x 8
Pasillos 134,82 168,86
Tabla 9: dimensiones finales. Fuente: elaboración propia.
Por lo que la superficie final de la bodega teniendo en cuenta el área de
recepción es de 1.590,74 m2, pero como ya se ha indicado, el área de recepción es
externa por lo que la superficie final sin tener en cuenta el área de recepción es
1.385,18 m2.

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
22
7. Instalación eléctrica e iluminación
Los componentes de la instalación eléctrica son:
- Centro transformador
- Acometida
- Cuadro general de distribución y protección
- Línea de fuerza
- Línea de alumbrado
- Línea de puesta a tierra
7.1 Línea de fuerza
Tras los cálculos realizados en el Anejo V, en la tabla 10 se muestran las líneas
de fuerza de la bodega (ver plano nº 2).
Línea Potencia
(W)
Potencia*
(W)
Longitud
(m)
Intensidad
(A)
Sección
fase
(mm2)
Sección
neutro
(mm2)
A 42.850 34.280 73,71 64,68 25 16
B 45.000 36.000 55,49 67,92 25 16
C 54.880 43.900 65,74 82,71 35 16
D 55.600 44.480 83,02 83,92 35 16
TOTAL 198.330 158.660 277,96
Tabla 10: Líneas de fuerza de la bodega. Fuente: elaboración propia.
Por lo que la potencia que demanda la instalación de fuerza es 158,6 kW, con
una longitud de 277,96 m.
Memoria Escuela Técnica Superior de Ingenieros Agrónomos
23
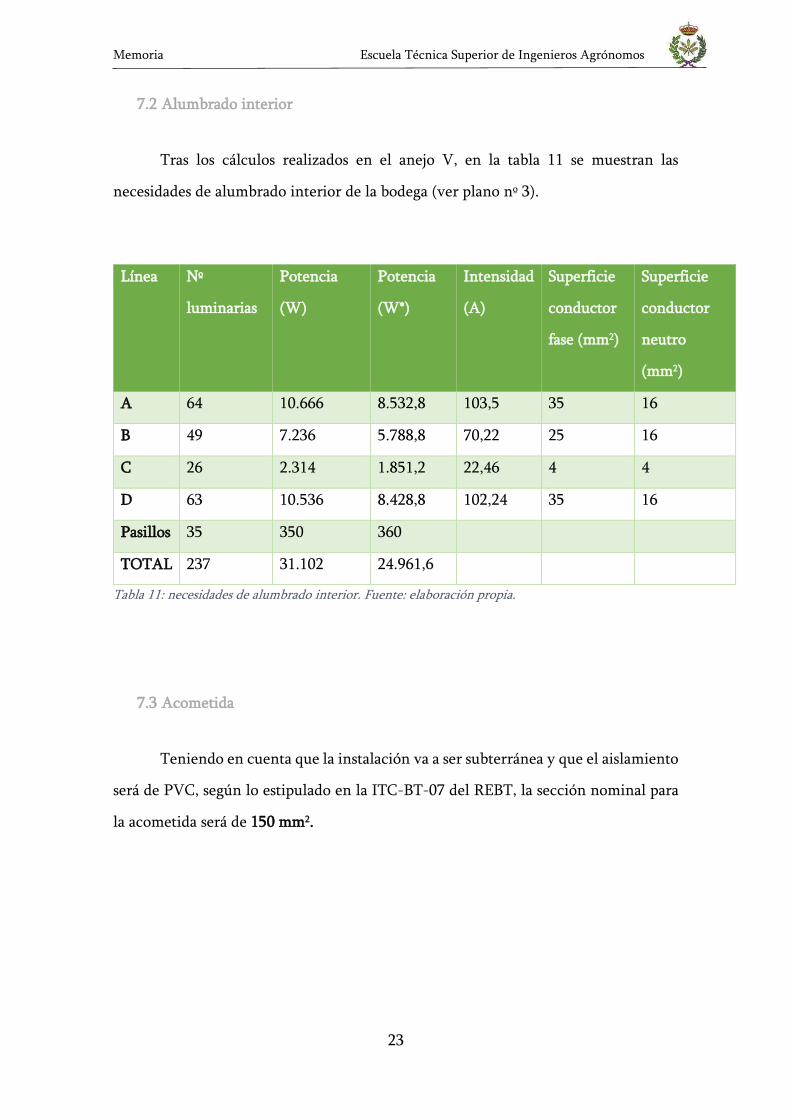
7.2 Alumbrado interior
Tras los cálculos realizados en el anejo V, en la tabla 11 se muestran las
necesidades de alumbrado interior de la bodega (ver plano nº 3).
Línea Nº
luminarias
Potencia
(W)
Potencia
(W*)
Intensidad
(A)
Superficie
conductor
fase (mm2)
Superficie
conductor
neutro
(mm2)
A 64 10.666 8.532,8 103,5 35 16
B 49 7.236 5.788,8 70,22 25 16
C 26 2.314 1.851,2 22,46 4 4
D 63 10.536 8.428,8 102,24 35 16
Pasillos 35 350 360
TOTAL 237 31.102 24.961,6
Tabla 11: necesidades de alumbrado interior. Fuente: elaboración propia.
7.3 Acometida
Teniendo en cuenta que la instalación va a ser subterránea y que el aislamiento
será de PVC, según lo estipulado en la ITC-BT-07 del REBT, la sección nominal para
la acometida será de 150 mm2.

Memoria Escuela Técnica Superior de Ingenieros Agrónomos
24
7.4 Alumbrado de emergencia
Se instalarán 89 lámparas de emergencia de 9W cada una, las cuales estarán
alimentadas por fuentes propias de energía, es decir por baterías acumuladoras de la
misma potencia.
7.5 Puesta a tierra
Para la instalación de tierra, se instalará un conductor de cobre desnudo de 35 mm2
de sección nominal. El cable conductor deberá estar en contacto con el terreno y a una
profundidad no menor de 80 cm a partir de la última solera transitable.
7.6 Centro de transformación
El REBT indica que si la potencia supera los 50 kW hay que instalar un centro
de transformación propio, por lo que se instalará uno de de 400 kVA.
7.7 Potencia contratada
La potencia contrata será 𝟏𝟔𝟓, 𝟐𝟓𝟗 𝒌𝑾.

ANEJO I
“ESTUDIO SECTORIAL”

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
Anejo I Estudio sectorial
Índice
1. Introducción ............................................................................................................. 1
2. Antecedentes ............................................................................................................ 2
3. Área de trabajo ......................................................................................................... 4
3.1 Localización ....................................................................................................... 4
3.2 Emplazamiento ................................................................................................. 6
4 Condicionantes de trabajo ....................................................................................... 7
4.1 Condicionantes del promotor ........................................................................... 7
5 Legislación ................................................................................................................ 8
5.1 Legislación en el ámbito internacional ............................................................ 8
5.2 Legislación en el ámbito europeo ................................................................... 11
5.3 Legislación en el ámbito nacional .................................................................. 15
5.4 Legislación en el ámbito autonómico (Castilla y León) ................................ 19
5.5 Legislación D.O Ribera del Duero ................................................................. 20
5. Estudio específico de la D.O Ribera del Duero ..................................................... 29
5.1 Introducción .................................................................................................... 29
5.2 Área geográfica ................................................................................................ 30
5.5.2 Situación geográfica ................................................................................. 30
5.5.3 El clima ..................................................................................................... 32
5.5.4 El suelo ..................................................................................................... 34
5.3 Situación actual del viñedo en Ribera del Duero .......................................... 36
5.3.1 Superficie del viñedo ............................................................................... 36
5.3.2 Producción de uva ................................................................................... 38
5.4 Vinos de Ribera del Duero ............................................................................. 45
5.4.1 Contraetiquetas ........................................................................................ 45
5.4.2 Tipos de vino ............................................................................................ 45
5.4.3 Evolución del volumen de vino en la D.O Ribera del Duero................ 50
Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
5.4.4 Cosecha 2014 ........................................................................................... 52
6. Estudio sectorial ..................................................................................................... 54
6.1 El mercado de los vinos en España ................................................................ 54
6.2 El mercado de los vinos en Ribera del Duero. ............................................... 56
6.3 Comercio exterior ........................................................................................... 57
6.3.1 Importaciones .......................................................................................... 57
6.3.2 Exportaciones ........................................................................................... 57
7.0 Conclusiones ....................................................................................................... 60
7. Bibliografía ............................................................................................................. 61

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
Índice de tablas
Tabla 1: principales municipios que componen Ribera del Duero. ............................ 31
Tabla 2: distribución de la superficie de viñedo en Ribera del Duero. ....................... 36
Tabla 3: variación de la superficie (ha) en el tiempo. .................................................. 37
Tabla 4: superficie de viñedo inscrito por variedades. ................................................ 38
Tabla 5: producción de uva en Ribera del Duero. ....................................................... 39
Tabla 6: evolución de la entrega de contraetiquetas desde el año 2007 hasta la
actualidad. ...................................................................................................................... 51
Tabla 7: entrega de contraetiquetas expresadas en botellas en el año 2014. Fuente: . 51
Tabla 8: entrega de contraetiquetas en el año 2015. .................................................... 52
Tabla 9: Producción entregada en las Instalaciones de Bodegas Elaboradas .............. 53
Tabla 10: producción de vino por Comunidades en miles de hectolitros. ................. 55
Tabla 11: Características de los vinos más consumidos de Ribera del Duero………...60
Índice de figuras
Figura 1: vista de la situación y entorno de la parcela .................................................. 4
Figura 2: localización de la parcela. ............................................................................... 5
Figura 3: localización de la parcela. ............................................................................... 5
Figura 4: localización de la parcela. ............................................................................... 5
Figura 5: Características de la zona donde va a ubicarse la bodega. ............................ 6
Figura 6: ortofoto de la situación de la parcela. ............................................................ 6
Figura 7: disposición geográfica de la D.O Ribera del Duero. .................................... 30
Figura 8: disposición geográfica de Ribera del Duero. ............................................... 31
Figura 9: climograma de Ribera del Duero. ................................................................ 33
Figura 10: diagrama de temperatura de Ribera del Duero. ........................................ 33
Figura 11: tabla climática de Ribera del Duero. .......................................................... 34
Figura 12: uso del suelo en Ribera del Duero.............................................................. 35
Figura 13: variedades de uva Ribera del Duero .......................................................... 43

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
Figura 14: variedad Albillo ........................................................................................... 44
Figura 15: Evolución de las contraetiquetas de vino joven desde 1982 hasta la
actualidad. ...................................................................................................................... 46
Figura 16: Evolución de las contraetiquetas de vino crianza desde 1982 hasta la
actualidad. ...................................................................................................................... 47
Figura 17: Evolución de las contraetiquetas de vino reserva desde 1982 hasta la
actualidad. ...................................................................................................................... 48
Figura 18: Evolución de las contraetiquetas de vino gran reserva desde 1982 hasta la
actualidad. ...................................................................................................................... 49
Figura 19: Evolución de las contraetiquetas de vino rosado desde 1982 hasta la
actualidad ....................................................................................................................... 50

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
1
ANEJO I: ESTUDIO SECTORIAL
1. Introducción
En el presente anejo se va a realizar un análisis de la situación de partida previa
a la realización del trabajo.
Se va a describir un análisis del sector en estudio, incluyendo una descripción
de la legislación vigente, remarcando la legislación específica del Consejo Regulador,
que es a la que se atiende la Denominación de Origen Ribera del Duero (en adelante
D.O Ribera del Duero).
A continuación, se dedicará un apartado al estudio específico de la D.O Ribera
del Duero, donde se describirá la localización y las características geoclimáticas.
También se incluirá una caracterización del sector productivo y su evolución.
Posteriormente se va a desarrollar un estudio de los vinos en el mercado, así
como un estudio de la Denominación de Origen, haciendo referencia a su localización,
incluyendo los tipos de uvas que pueden usarse como materia prima, y los vinos que
pueden elaborarse. También se incluirá una breve descripción del comercio exterior.
Para finalizar este capítulo, se expondrán unas conclusiones a las que se llega
tras analizar lo anteriormente expuesto.
Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
2
2. Antecedentes
El presente proyecto se realiza por el encargo de un promotor, el cual desea
iniciar la elaboración de sus propios vinos. Dicho promotor posee una superficie de
aproximadamente 6,5 Ha de extensión, inscrito en el Registro de Viñas de la D.O
Ribera del Duero.
Es por ello por lo que el promotor desea asociar su marca a una imagen de
calidad y seriedad para así comercializar un producto con prestigio dentro del sector
vitivinícola.
Para la realización del trabajo el promotor posee una parcela, localizada en
Pesquera del Duero, territorio amparado por la D.O Ribera del Duero. Asimismo,
determina una capacidad inicial en la bodega de 150.000 kg por campaña, lo que se
traduce en una producción aproximada de vino de 78.292 l, cantidad que podría
aumentar en futuras campañas en función del mercado del producto.
Se pretende elaborar un producto de buena calidad, a partir de una buena
materia prima, para que pueda competir con mercados nacionales e internacionales.
El proceso de producción incluirá aquellas etapas comprendidas entre la
recepción de la materia prima y la expedición del producto, incluyendo todas aquellas
etapas necesarias para conseguir un producto de calidad, teniendo en cuenta que se
van a elaborar vinos crianza, aparte de vinos jóvenes, y que precisarán un
envejecimiento en barricas de madera de roble.
Las naves dispondrán de las instalaciones precisas para el adecuado
procesamiento tanto de la materia prima como del producto final: recepción de uva,
zona de tratamiento, zona de crianza, embotelladora y demás instalaciones de acabado
del producto, almacenes y expedición del mismo.

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
3
El promotor se inclina por la producción de vinos tintos, debido a su larga
tradición dentro de esta Denominación de Origen, y debido a los buenos resultados
obtenidos en diversas campañas en bodegas amparadas por esta D.O.
El trabajo se redacta de acuerdo a las necesidades que formule el promotor y
en conformidad con el articulado del Reglamento de la D. O. Ribera del Duero, lo que
propiciará las oportunas licencias previas a su ejecución.
En resumen, el objetivo principal es la elaboración de vino tinto joven y crianza
de calidad, amparado por la D.O Ribera del Duero, que pueda alcanzar un cierto
prestigio en el mercado.
Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
4
3. Área de trabajo
3.1 Localización
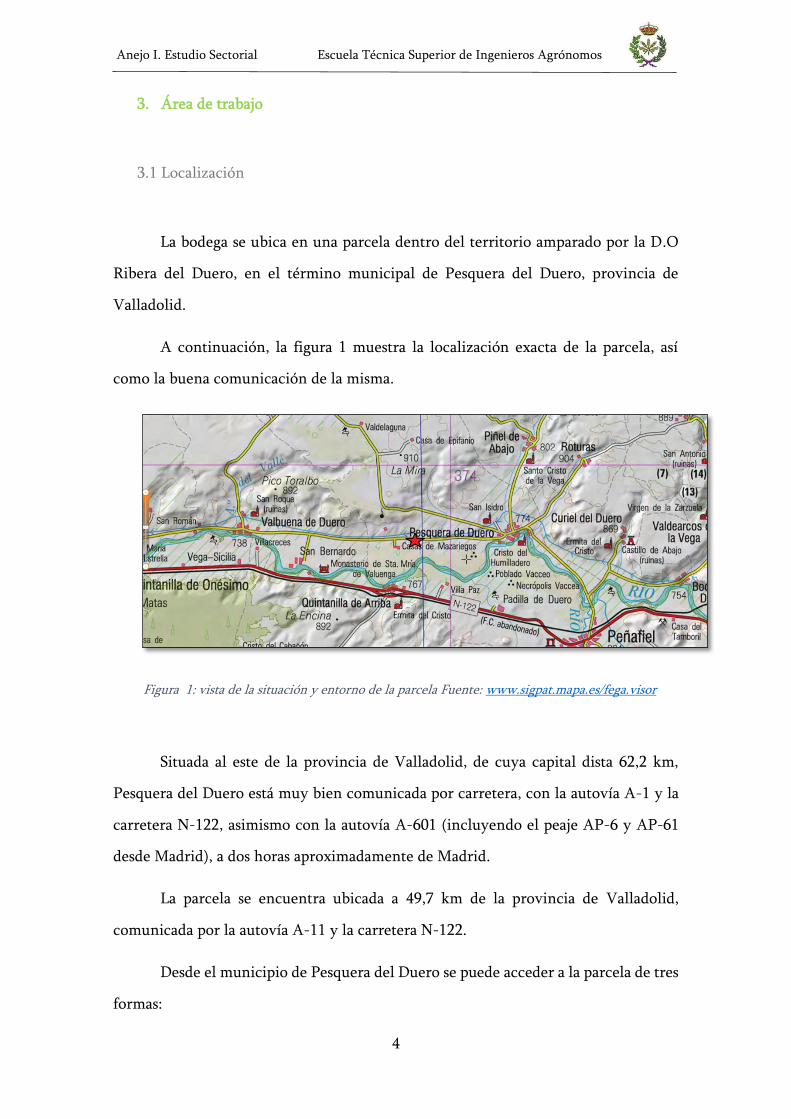
La bodega se ubica en una parcela dentro del territorio amparado por la D.O
Ribera del Duero, en el término municipal de Pesquera del Duero, provincia de
Valladolid.
A continuación, la figura 1 muestra la localización exacta de la parcela, así
como la buena comunicación de la misma.
Figura 1: vista de la situación y entorno de la parcela Fuente: www.sigpat.mapa.es/fega.visor
Situada al este de la provincia de Valladolid, de cuya capital dista 62,2 km,
Pesquera del Duero está muy bien comunicada por carretera, con la autovía A-1 y la
carretera N-122, asimismo con la autovía A-601 (incluyendo el peaje AP-6 y AP-61
desde Madrid), a dos horas aproximadamente de Madrid.
La parcela se encuentra ubicada a 49,7 km de la provincia de Valladolid,
comunicada por la autovía A-11 y la carretera N-122.
Desde el municipio de Pesquera del Duero se puede acceder a la parcela de tres
formas:

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
5
- Por la calle Arrabal Eras, cuya distancia se muestra en la siguiente figura:
Figura 2: localización de la parcela. Fuente: www.maps.google.es
- Por la carretera Valbuena, cuya distancia se muestra en la siguiente
figura:
Figura 3: localización de la parcela. Fuente: www.maps.google.es
- Por la carretera VA-101, cuya distancia se muestra en la siguiente figura:
Figura 4: localización de la parcela. Fuente: www.maps.google.es
Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
6
3.2 Emplazamiento
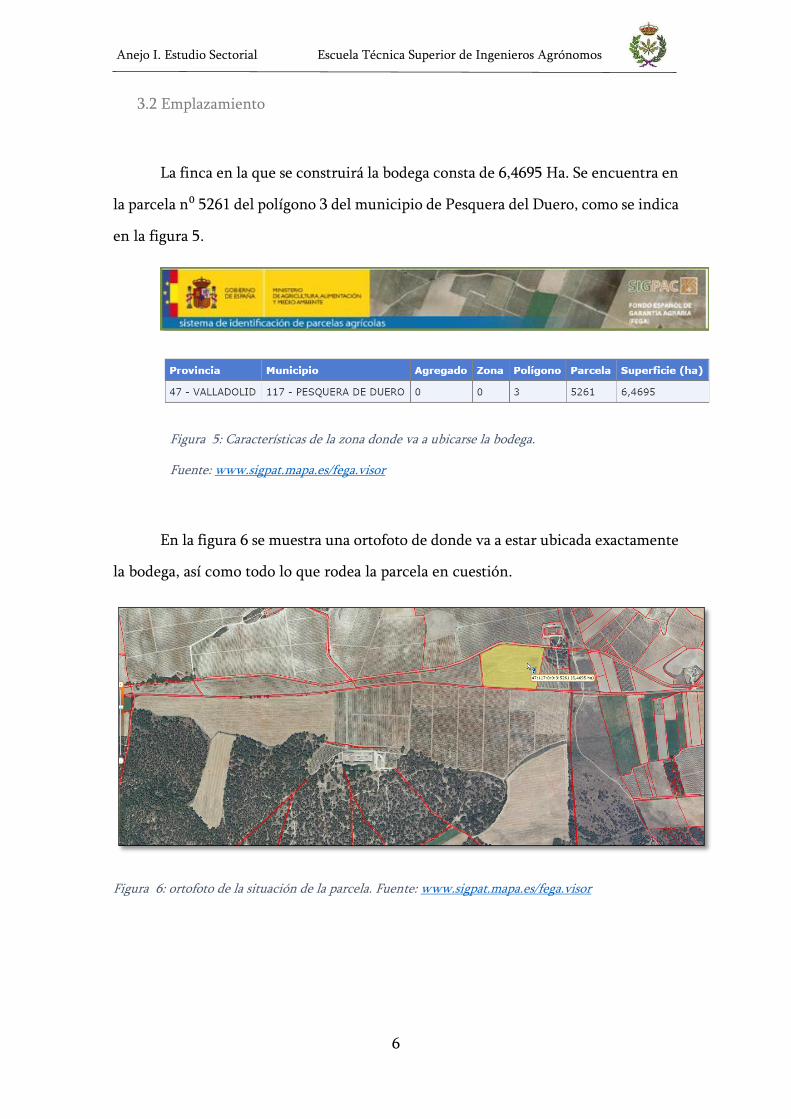
La finca en la que se construirá la bodega consta de 6,4695 Ha. Se encuentra en
la parcela n⁰ 5261 del polígono 3 del municipio de Pesquera del Duero, como se indica
en la figura 5.
Figura 5: Características de la zona donde va a ubicarse la bodega.
Fuente: www.sigpat.mapa.es/fega.visor
En la figura 6 se muestra una ortofoto de donde va a estar ubicada exactamente
la bodega, así como todo lo que rodea la parcela en cuestión.
Figura 6: ortofoto de la situación de la parcela. Fuente: www.sigpat.mapa.es/fega.visor

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
7
4 Condicionantes de trabajo
4.1 Condicionantes del promotor
Los condicionantes que, por parte del promotor, se imponen al trabajo son los
siguientes:
1. La ubicación de la bodega se realizará en la parcela nº 5261 situada en el
término municipal de Pesquera del Duero.
2. La capacidad de la bodega será de 150.000 kg por campaña, susceptible de sufrir
variaciones en el futuro.
3. Las variedades de uva que se van a emplear son 80% de tempranillo, 10% de
Merlot y 10% de Cabernet sauvignon, cumpliendo con lo establecido por el
Consejo Regulador de la D.O de Ribera del Duero.
4. El objetivo de la bodega es la elaboración de vino joven y crianza acogidos a la
D.O Ribera del Duero. Hay que tener en cuenta que al inicio de la bodega habrá
una mayor proporción de vino joven que de crianza, ya que los vinos crianza
tendrán que permanecer una serie de meses en barrica, según lo establecido
por el Consejo Regulador de la D.O Ribera del Duero.

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
8
5 Legislación
5.1 Legislación en el ámbito internacional
1. Codex Alimentarius
El Codex Alimentarius –en latín, “ley” o “código de alimentos”- es una compilación
de normas alimentarias, directrices y códigos de prácticas aceptadas
internacionalmente; instituido por la Comisión del Codex Alimientarius, órgano
intergubernamental que cuenta con más de 170 miembros en el marco del Programa
Conjunto sobre Normas Alimentarias establecido por la Organización de las Naciones
Unidas para la Agricultura y la Alimentación (FAO) y la Organización Mundial de la
Salud (OMS), que tiene por objeto proteger la slud de los consumidores y asegurar
prácticas equitativas en el comercio de alimentos. La Comisión también promueve la
coordinación de todos los trabajos sobre normas alimentarias emprendidos por las
organizaciones no gubernamentales.
El Codex Alimentarius sirve asimismo de referente mundial para los
consumidores, los productores y elaboradores de alimentos, los organismos nacionales
de control de los alimentos y el comercio alimentario internacional. Su influencia se
extiende a todos los continentes y su contribución a la protección de la salud de los
consumidores y a la garantía de unas prácticas equitativas en el comercio alimentario
es incalculable.
2. Organización Internacional de la Viña y el Vino: El código Internacional de las
Prácticas Enológicas y otras Normativas
La “Organización Internacional de la Viña y el Vino” (OIV), que reemplaza a
la “Oficina Internacional de la Viña y el Vino”, fue creada por el Acuerdo del 3 de
Abril de 2001, en dicho acuerdo, la Organización se define como un organismo

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
9
intergubernamental de carácter científico y técnico, con una competencia
reconocida en el campo de la viña, el vino, las bebidas a base de vino, las uvas de
mesa, las uvas pasas y otros productos derivados de la vid.
En la actualidad, la “Organización Internacional de la Viña y el Vino” está
constituida por 43 Estados miembros, entre los que figura España, a los cuales se
agregan en calidad de observadores los antiguos miembros de la “Oficina
Internacional de la Viña y el Vino”.
Los objetivos de la OIV, dentro del campo de sus competencias, son los
siguientes:
1. Indicar a sus miembros medidas que permitan tener en cuenta las inquietudes
de los productores, de los consumidores y del resto de agentes del sector
vitivinícola.
2. Asistir a las otras organizaciones internacionales intergubernamentales y no
gubernamentales, especialmente a aquéllas que ejercen actividades normativas.
3. Contribuir a la armonización internacional de las prácticas y normas
internacionales a fin de mejorar las condiciones de elaboración y
comercialización de los productos vitivinícolas, tomando en cuenta los
intereses de los consumidores.
De entre las publicaciones normativas de la OIV, se especifican en relación con
la materia enológica las siguientes:
El ‘Codex Enológico Internacional’ reúne la descripción de los principales
productos químicos y orgánicos utilizados en la elaboración y la
conservación de los vinos, las condiciones para su empleo, el modo y los
límites de su utilización se establecen en el ‘Código Internacional de
Prácticas Enológicas’. La autorización para su empleo, sin embargo,
concierne a las legislaciones nacionales. Asimismo, en cada monografía se
indican las investigaciones a realizar para detectar y dosificar las
impurezas según los límites admisibles establecidos para algunas de ellas.

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
10
El ‘Código Internacional de Prácticas Enológicas’, por su parte, está
constituido por disposiciones relativas a la definición de los productos
vitivinícolas, a las prácticas y tratamientos enológicos admitidos o no
admitidos. Esta obra constituye un documento de referencia técnica y
jurídica que apunta a una buena normalización de los productos del sector
vitivinícola, que debe servir como base para el establecimiento de las
reglamentaciones nacionales o supra-nacionales e imponerse en los
intercambios internacionales.
El ‘Compendio de los métodos internacionales de análisis de los vinos y
de los mostos’ comprende todos los textos aprobados por la Asamblea
General de los representantes de los gobiernos miembros de la OIV,
revisados y puestos al día. Dicho compendio juega un papel importante en
la armonización de los métodos de análisis. Varios países vitícolas
introdujeron en su propia reglamentación sus definiciones y sus métodos.
La ‘Norma internacional para el etiquetado de los vinos y aguardientes de
origen vitivinícola’ es una recomendación de la OIV a los Estados
miembros. Tiene por objetivo facilitar los intercambios internacionales y
ofrecer una información leal a los consumidores. Se inspira en la norma
establecida por el Codex Alimentarius para el etiquetado de las mercancías
alimentarias obligatoriamente en el etiquetado de los vinos pre-envasados
para la venta el consumidor final, y también las indicaciones facultativas,
libradas al criterio de los operadores del Estado.
Conviene matizar que las propuestas elaboradas por el OIV no son vinculantes
para los Estados miembros, si no que se trata más bien de recomendaciones
argumentadas, que los Estados pueden aceptar de forma voluntaria.
Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
11
5.2 Legislación en el ámbito europeo
1. La Organización Común del Mercado vitivinícola
Según datos recabados de por la Comisión Europea, la Unión Europea ocupa
un lugar preponderante en el mercado vinícola mundial. Con una producción
media de 175 millones de hectólitros, representa el 45% de la superficie vitícola
del planeta, el 65% de la producción, el 57% del consumo y el 70% de las
exportaciones.
Desde que se creó la Organización Común de Mercados (OCM), el mercado
vinícola ha evolucionado considerablemente. A grandes rasgos cabe distinguir un
cortísimo periodo inicial de equilibrio, seguido de una fase de fuerte aumento de
la producción aun con una demanda estable y, por último, a partir de la década de
los ochenta, una constante disminución del consumo y una acusada tendencia de
la demanda hacia la calidad. Para adecuarse a estos cambios, la OCM también ha
tenido que evolucionar.
Comenzó siendo liberal, sin limitar la plantación y con muy pocos
instrumentos de regularización de mercado, que permitieran hacer frente a las
fuertes oscilaciones anuales de la producción. Posteriormente, combinó la libertad
de plantación con una cuasigarantía de venta, lo que generó excedentes
estructurales importantes. A partir de 1978 pasó a ser muy dirigista, con la
prohibición de plantar y la obligación de destilar los excedentes. A finales de los
ochenta se incrementaron los incentivos financieros para arrancar viñedos.
Desde entonces se dictaron un sinfín de disposiciones comunitarias de
desarrollo y aplicación, lo que hacía que la regulación del sector fuera sumamente
compleja. Posteriormente, se adoptó el Reglamento (CE) 1943/1999 del Consejo,
de 17 de Mayo, por el que se establecía la nueva OCM vitivinícola. La reforma de
la OCM de 1999 reafirmó el objetivo de alcanzar un mayor equilibrio entre la
oferta y la demanda, ofreciendo a los productores la posibilidad de adaptar la

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
12
producción a un mercado que exigía más calidad y lograr así para el sector una
competitividad duradera en el contexto del aumento de la competencia
internacional consiguiente con los acuerdos del GATT (Acuerdo General sobre
Aranceles Aduaneros y Comercio). Para ello se financió la reestructuración de una
parte importante del viñedo.
No todo esto fue suficiente para reducir los excedentes de vino, cuya
eliminación suponía un gasto considerable. Era necesaria una nueva reforma de la
OCM, que llegó con la aprobación del Reglamento (CE) Nº 479/2008 del Consejo,
de 29 de Abril, que establecía la nueva OCM del sector vitivinícola cambiando
completamente el esquema de la OCM anterior. La modificación más importante
es la sustitución de los mecanismos de mercado por unas medidas de apoyo al
sector, a ejecutar por los Estados miembros con fondos comunitarios asignados a
cada uno. Los objetivos que pretende la reforma aprobada por el Consejo en 2008
son los siguientes:
- Aumentar la competitividad de los productores vinícolas de la UE,
potenciar la reputación de los vinos europeos y reconquistar cuotas de
mercado en la UE y el resto del mundo.
- Dar al sector un régimen comunitario con normas simples, claras y
eficaces que garanticen el equilibrio entre la oferta y la demanda.
- Mantener las tradiciones de la producción vitivinícola europea y
afianzar su función social y ecológica en las zonas rurales.
Después de 2015, se suprimirán las actuales restricciones de la plantación
para que los productores competitivos puedan aumentar su producción.
El contenido de la nueva OCM des sector vitivinícola se apoya sobre cinco
pilares fundamentales:
- Programas de apoyo
- Desarrollo Rural
- Normas reglamentarias o Prácticas enológicas y restricciones
Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
13
- Intercambios comerciales con terceros países
- Plantaciones de viñedo
2. El Reglamento único para las OCM
Paralelamente a las negociaciones previas a la adopción del Reglamento (CE)
No 479/2008 del Consejo, de 29 de Abril –por el que se establece la Organización
Común del Mercado vitivinícola, el Consejo negociaba la modificación del
Reglamento (CE) No 1234/2007, Reglamento único para las OCM surgido de la
necesidad de simplificar el entorno normativo de la Política Agrícola Común
(PAC).
En el Reglamento único para las OCM de 2007 únicamente se incorporaron
inicialmente las disposiciones del sector que no eran objeto de ninguna reforma
normativa, de manera que las que eran objeto de modificaciones normativas
deberían incorporarse al citado Reglamento una vez hubieran sido aprobadas. Por
lo tanto, procedía incorporar totalmente el sector vitivinícola en el Reglamento
único para las OCM, introduciendo en él las decisiones normativas adoptadas en
el Reglamento (CE) No 479/2008.
Así surgió el Reglamento (CE) No 491/2009 el Consejo, de 25 de Mayo de 2009,
que modifica el Reglamento (CE) No 1234/2007 por el que se crea una organización
común de mercados y se establecen disposiciones específicas para determinados
productos agrícolas.
3. Normas de aplicación del Reglamento (CE) No 479/2008.
Reglamento (UE) No 772/2010, de 1 de Septiembre de 2010, que modifica el
Reglamento (CE) No 555/2008 del Consejo por el que se establecen disposiciones
de aplicación del Reglamento (CE) No 479/2008 del Consejo sobre la organización

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
14
común del mercado vitivinícola, en lo que respecta a los programas de apoyo, el
comercio con terceros países, el potencial productivo y los controles en el sector
vitivinícola.
Reglamento (CE) No 607/2009 de la Comisión, de 14 de Julio de 2009, por el que
se establecen determinadas disposiciones de aplicación del Reglamento (CE) No
479/2008 del Consejo en lo que atañe a las denominaciones de origen e
indicaciones geográficas protegidas, a los términos tradicionales, al etiquetado y a
la presentación de determinados productos vitivinícolas.
Mediante dicho Reglamento, se establecen, entre otras disposiciones, el
procedimiento de solicitud, examen, registro, oposición y cancelación de las
denominaciones de origen y las indicaciones geográficas de determinados
productos vitivinícolas.
También se fijan normas de etiquetado y presentación de productos
vitivinícolas comunitarios e importados, así como de productos sin denominación
de origen o indicación geográfica.
Reglamento (CE) No 606/2009 de la Comisión, de 10 de Julio de 2009, que fija
determinadas disposiciones de aplicación al Reglamento (CE) No 479/2008 del
Consejo, en lo relativo a las categorías de los productos vitícolas, las prácticas
enológicas y las restricciones aplicables. Se establece, entre otras disposiciones, una
lista de prácticas enológicas autorizadas en toda clase de vinos, otra de las prácticas
específicas para vinos espumosos y otra para licores de vino.
También se fija el contenido máximo de sulfitos para ajustarse a las
recomendaciones internacionales y se publica la lista de descripción de los métodos
de análisis para determinar la composición de los productos vitivinícolas regulados.

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
15
5.3 Legislación en el ámbito nacional
Ley 24/2003, de 10 de Julio, de la Viña y el Vino (BOE del 11 de julio de 2003).
Esta ley actualiza la antigua ley 25/1970 de 2 de Diciembre donde se aprobó el
Estatuto de la Viña, del Vino y de los Alcoholes de 1970 que ha quedado desfasado.
Consta de cuatro artículos que tratan sucesivamente de los aspectos generales
de la vitivinicultura, de la protección del origen y la calidad de los vinos, del
régimen sancionador y del Consejo Español de Vitivinicultura.
En el primero de ellos, después de definir con lenguaje castizo los productos y
las prácticas de cultivo, se abordan, de ordinario según la normativa comunitaria,
las cuestiones capitales en esta materia, tales como lo relativo a las plantaciones y
replantaciones, al riego de la vid y al aumento artificial de la graduación alcohólica
natural, así como a la drástica medida del arranque de las viñas.
En el título II se establece un sistema de protección de la calidad de los vinos
con diferentes niveles, que pueden superponerse para los que proceden de una
misma parcela, siempre que las uvas utilizadas y el vino obtenido cumplan los
requisitos establecidos. De ahí resultan las distintas categorías de vinos: los de mesa
con derecho al uso de menciones geográficas, los vinos de calidad producidos en
regiones determinadas, los de calidad con indicación geográfica, los vinos con
denominación de origen calificada o no, y los vinos de pagos, con sus
correspondientes órganos de gestión.
En el título III se regula el régimen sancionador aplicable a las infracciones
administrativas en materia de vitivinicultura y en relación con los niveles de
protección de los vinos, que necesariamente debe establecerse en una norma de
rango legal en cumplimiento del principio de legalidad recogido en la
Constitución.

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
16
No obstante, no todo el título III tiene carácter de normativa básica, sino
únicamente aquellos preceptos que por trascendencia juegan como niveladores del
sistema sancionador, de manera que aseguren unos criterios de mínima y básica
homogeneidad al conjunto del sistema.
Por su parte el título IV se dedica al Consejo Español de Vitivinicultura,
concebido como un órgano colegiado de carácter consultivo de representación de
las administraciones del Estado y de las comunidades autónomas, así como de las
organizaciones económicas y sociales que operan en el sector de la vitivinicultura.
Además de para el cumplimiento de las funciones específicas que le marca la
ley, el Consejo aspira a ser un foro de encuentro, debate y formulación de
iniciativas en orden a la mejora económica, técnica y social del sector vitivinícola
español.
Real Decreto 1636/2011, de 7 de Octubre, por el que se desarrolla la
reglamentación comunitaria en materia de etiquetado, presentación e
identificación de determinados productos vitivinícolas.
Principalmente, el presente Real Decreto desarrolla la regulación comunitaria
en materia de etiquetado y presentación de determinados productos vitivinícolas,
incluyendo la adaptación de las normas sobre el empleo de códigos y la precisión
de ciertos requisitos que han de cumplir los vinos sin denominación de origen
protegida o indicación geográfica protegida y los operadores que los elaboran, para
poder indicar la variedad de uva de vinificación o el año de cosecha. También se
desarrolla algún aspecto sobre la identificación del contenido de los recipientes
para el almacenamiento de determinados productos vitivinícolas, en lo que
respecta al registro vitícola, a las declaraciones obligatorias y a la recopilación de
información para el seguimiento del mercado, a los documentos que acompañan al
transporte de productos y a los registros que se han de llevar en el sector
vitivinícola.

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
17
Real Decreto 1335/2011, de 3 de Octubre, por el que se regula el procedimiento
para la tramitación de las solicitudes de inscripción de las denominaciones de
origen protegidas y de las indicaciones geográficas protegidas en el registro
comunitario y la oposición a ellas.
Antes, en el marco de la anterior OCM vitivinícola, Reglamento (CE) n.º
1493/1999 del Consejo, de 17 de mayo de 1999, no existía una definición de
denominación de origen ni de indicación geográfica ni tampoco, por tanto, un
procedimiento comunitario para el registro de las mismas. La política de calidad
para los vinos se sustentaba en la figura de los vinos de calidad producidos en una
región determinada -vcprd-, de carácter abierto, que debía ser completada por las
normas nacionales de desarrollo, quedando bajo la competencia de cada uno de los
Estados miembros la regulación y aprobación de las zonas concretas bajo formas
jurídicas nacionales (denominación de origen, denominación de origen calificada,
etc.).
En la actualidad, tanto el Reglamento (CE) No 491/2009 el Consejo, como el
Reglamento (CE) n.º 110/2008 del Parlamento Europeo y del Consejo, de 15 de
enero de 2008, contienen una regulación de las denominaciones de origen y de las
indicaciones geográficas, y un procedimiento de registro de las mismas que
guardan gran semejanza con el contenido del Reglamento (CE) n.º 510/2006 del
Consejo, de 20 de marzo de 2006, para los productos agrícolas y alimenticios.
Real Decreto 1244/2008, de 18 de Julio, por el que se regula el potencial de
producción vitivícola.
Por este Real Decreto se establece la normativa básica en materia de potencial
vitivinícola necesaria para el desarrollo del Reglamento (CE) No 479/2008 del
Consejo, por el que se establece la organización común del mercado vitivinícola,
en lo relativo a los programas de apoyo, el comercio con terceros países, el
potencial productivo y los controles en el sector vitivinícola, dentro del marco que
en el ordenamiento jurídico ha establecido la Ley 20/2003, de la Viña y el Vino.
Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
18
Las disposiciones contenidas en este Real Decreto relativas a plantaciones,
plantaciones ilegales de viñedo, regularización de superficies de viñedo, régimen
de abandono de viñedo, variedades de vid y reservas de derechos de plantación de
viñedo, serán de aplicación únicamente al viñedo destinado a la producción de uva
de vinificación.

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
19
5.4 Legislación en el ámbito autonómico (Castilla y León)
A continuación se cita la legislación vigente publicada por la Consejería de
Agricultura y Ganadería de la Junta de Castilla y León en materia vinícola, y
también se nombran las disposiciones que pueden afectar a la D.O. Ribera del
Duero.
Ley 8/2005, de 10 de Junio (LCyL 2005/273). Ley de la Viña y el Vino de Castilla y
León.
Decreto 51/2006, de 20 de Julio (LCyL 2006/388). Reglamento de la Ley de la Viña
y el Vino de Castilla y León.
Orden AYG/2054/2006, de 15 de Diciembre (LCyL 2008/560), de la Consejería de
Agricultura y Ganadería, por la que se crea y regula el Registro de Envasadores y
Embotelladores de Vinos y Bebidas Alcohólicas y el Registro de Productos
Enológicos de la Comunidad Autónoma de Castilla y León.
Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
20
5.5 Legislación D.O Ribera del Duero
1. Reglamento de la Denominación de Origen Ribera del Duero y de su Consejo
Regulador
El primer acta que se recoge en los libros del Consejo Regulador data del 23 de
Julio de 1980, momento en que este organismo actuaba con carácter provisional. Dos
años después el, en aquel momento, Ministerio de Agricultura, Pesca y Alimentación
concedió a la Ribera del Duero la Denominación de Origen y aprobó su
correspondiente Reglamento de la Denominación y de su Consejo Regulador,
mediante la Orden de 21 de Julio de 1982, modificada por la de 6 de Marzo de 1984.
El tiempo transcurrido ha visto consolidada la Denominación, tanto desde un
punto de vista organizativo y de control como en lo referido al posicionamiento en los
mercados de los vinos protegidos. Asimismo, desde un punto de vista normativo, la
evolución ha sido ciertamente importante, especialmente como consecuencia de la
adhesión de España a las
Comunidades Europeas. Por todo ello, se hacía aconsejable efectuar una revisión
general del texto del Reglamento –siempre en consonancia con lo dispuesto en la Ley
25/1970, de 2 de Diciembre, del Estatuto de la Viña, del Vino y de los alcoholes-, que
dio lugar al Reglamento de la Denominación de Origen Ribera del Duero, y de su
Consejo Regulador actualmente en vigor, aprobado por la Orden de 1 de Diciembre
de 1992 del Ministerio de Agricultura, Pesca y Alimentación, y que derogaba el
anterior aprobado por Orden de 21 de Julio de 1982.
El artículo 11º del citado Reglamento, establece la edad y crianza de los vinos.
Ante la necesidad de adaptar los procesos de envejecimiento de las menciones
tradicionales a las exigencias del mercado sin menoscabo de la calidad del vino, dad la
experiencia cumulada, el consejo Regulador, en su sesión ordinaria celebrada el 3 de
Agosto de 2006, propuso la modificación del citado artículo. Dicha modificación, que
afecta a sus apartados 2 y 3, fue aprobada por el Consejero de Agricultura y Ganadería

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
21
de la junta de Castilla y León según Orden AYG/1663/2006, de 17 de Octubre (BOCyL
No 206, de 25 de Octubre de 2006) y ratificada por Orden APA/312/2007, de 25 de
Enero (BOE No 41, de 16 de Febrero de 2007).
La citada Orden se refiere al proceso del envejecimiento a que deberán someterse
los vinos amparados por la D.O. Ribera del Duero, para poder hacer uso de las
menciones tradicionales “Crianza”, “Reserva” y “Gran Reserva”.
Ámbito de competencia del Consejo Regulador
Según el artículo 29º del Capítulo VII del Reglamento de la D.O. Ribera del
Duero, el Consejo Regulador es un órgano desconcentrado dependiente del
Ministerio de Agricultura, Pesca y Alimentación, con atribuciones decisorias en
cuantas funciones se le encomiendan en el propio Reglamento.
El ámbito de competencia del Consejo Regulador estará determinado:
a) En lo territorial, por la zona de producción y crianza, constituida por los
terrenos ubicados en los términos municipales que se citan en el apartado
segundo del artículo 4º del citado Reglamento.
b) En razón de los productos, por lo protegidos por la D.O. Ribera del Duero, esto
es, los vinos de calidad tradicionalmente designados bajo esta denominación
geográfica que, reuniendo las características definidas en dicho Reglamento,
cumplan en su producción, elaboración y crianza, todos los requisitos exigidos
en el mismo y en la legislación vigente que les afecte.
c) En razón de las personas, por las inscritas en los diferentes registros (de las
Viñas, de Bodegas de Elaboración, de Bodegas de Almacenamiento, de Bodegas
de Crianza, de Bodegas embotelladoras).

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
22
Funciones del Consejo Regulador
En el artículo 3º del Capítulo I del Reglamento de la D.O. Ribera del Duero se
hace una primera referencia explícita a la función a desarrollar por el Consejo
Regulador, al que se encomienda, en el ámbito de su competencia, la defensa de
la Denominación de Origen, la aplicación de su Reglamento, la vigilancia del
cumplimiento del mismo, así como el fomento y control de la calidad de los vinos
amparados.
Ya en el artículo 30º del Capítulo VII, se reiteran las misiones del Consejo
Regulador, de aplicar los preceptos del Reglamento y sus disposiciones
complementarias y velar por su cumplimiento, para lo cual ejercerá las funciones
que le encomiendan en el ordenamiento jurídico, así como las que expresamente
se indican en el articulado del citado Reglamento.
También, y desde su vertiente socio-económica de defensa de los intereses del
sector, el consejo Regulador estará facultado para promover iniciativas para el
establecimiento de los acuerdos colectivos interprofesionales entre viticultores y
titulares de las bodegas inscritos en sus Registros.
En definitiva, la principal función del Consejo Regulador es avalar con su sello
la autenticidad de los vinos de la Ribera del Duero, asegurando al consumidor que
cada botella que lleva una contraetiqueta numerada ha superado rigurosos
controles (análisis físicoquímicos y organolépticos) antes de llegar a sus copas.
Estas contraetiquetas llevan implícitas una serie de medidas de seguridad que
hacen prácticamente imposible su falsificación.
Además, el Consejo Regulador desarrolla una intensa actividad promocional
genérica y colabora e investiga con entidades públicas y privadas para la mejora
cualitativa de las viñas y vinos de la D.O.
Reglamento de la D.O. Ribera del Duero
El texto completo se compone de los siguientes capítulos.

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
23
- CAPÍTULO I. Ámbito de protección y su defensa.
- CAPÍTULO II. De la producción.
- CAPÍTULO III. De la elaboración.
- CAPÍTULO IV. De la edad y crianza de los vinos.
- CAPÍTULO V. De los Registros.
- CAPÍTULO VI. De los derechos y obligaciones.
- CAPÍTULO VII. Del Consejo Regulador.
- CAPÍTULO VIII. De las infracciones, sanciones y procedimiento.
2. Normativa para la Calificación de Vinos con derecho a D.O. Ribera del Duero
Orden de 2 de Abril de 1996 (BOCyL No 82, de 30 de Abril), de la Consejería
de Agricultura y Ganadería, por la que se aprueba la Normativa para la Calificación
de vinos con derecho a Denominación de Origen Ribera del Duero.
En esta normativa se establecen los criterios para la realización de los análisis
químicos, físicos, biológicos y organolépticos que califican, descalifican o emplazan a
los vinos que aspiran a pertenecer a la D.O Ribera del Duero, para tener el derecho al
empleo de la misma.
Por ello, cada partida de vino producida en una campaña determinada deberá ser
sometida y superar un proceso de calificación, de acuerdo con lo dispuesto en la
presente Normativa. Este proceso será desarrollado por su Consejo Regulador, y se
ajustará según los siguientes pasos:
1. Proceso general de calificación
En este paso se realiza una toma de muestras por parte del servicio técnico del
Consejo Regulador, previa solicitud de la firma interesada, por escrito y en impreso
normalizado.
2. Análisis instrumental

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
24
Se realizarán como mínimo las siguientes pruebas analíticas: grado alcohólico,
acidez volátil, sulfuroso total, azúcares reductores, extracto seco, antifermentos
(para vinos que no sean del año), acidez total, ácido málico, sulfuroso libre,
densidad y pH. De todas las determinaciones se extenderá el correspondiente
boletín de análisis.
3. Análisis organoléptico – Comités de Cata y Apelación
Un Comité de Cata es un conjunto de catadores designados por el Consejo
Regulador, que se reúnen periódicamente para realizar el análisis organoléptico
mediante acata a ciegas de los vinos elaborados en Bodegas inscritas, e informar
sobre su aptitud o inaptitud para ser reconocidos como vinos con derecho a la D.O
Ribera del Duero.
Un Comité de Apelación es un Comité de Cata de orden superior, cuya misión
es llevar a cabo un nuevo análisis organoléptico de las partidas de vino como
consecuencia de la discrepancia de las Bodegas propietarias del vino con el
resultado del proceso de calificación a que dichas partidas fueron sometidas ante
el Comité de Cata.
El examen y valoración organolépticos se referirán principalmente al color,
limpidez, olor, sabor y calidad de los vinos, así como su tipicidad, teniendo en
cuenta el momento del proceso productivo en que se encuentre la muestra. La
puntuación que el Comité de Cata/Apelación dará a una partida de vino será la
mediana entre las puntuaciones individuales de los catadores.
4. Calificación inicial de los vinos
Es en este paso donde el Presidente, dependiendo de dicha puntuación,
procederá a la Calificación, Emplazamiento o No Calificación de la partida,
adoptando los siguientes sentidos:
- Calificación: Cuando el vino reúne las condiciones de calidad para ampararse
en la D.O. Ribera del Duero.

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
25
- Emplazamiento: Cuando los motivos por los que no ha alcanzado la
Calificación son subsanables con prácticas o tratamientos autorizados por la
legislación vigente.
- No Calificación o Descalificación: Cuando los defectos de la partida no son
subsanables mediante prácticas o tratamientos autorizados.
5. Seguimiento de los vinos calificados
Si a partir del 1 de Noviembre del año de la vendimia, y transcurridos doce
meses para vino rosado y veinticuatro meses para los vinos sin envejecimiento, una
partida no ha sido embotellada, dicha partida pierde la calificación a todos los
efectos. La Bodega interesada podrá solicitar una nueva calificación de dicha
partida, previamente al embotellado de la misma.
El Consejo Regulador podrá efectuar nuevas tomas de muestras de cualquier
partida de vino ya Calificada en el momento que estime oportuno, pudiendo ser
Descalificada esa partida.
6. Comunicación del Consejo Regulador
Desde la toma de muestras hasta la cata de las mismas no podrán transcurrir
más de diez días hábiles, y el Consejo Regulador notificará el resultado del proceso
de calificación en un plazo máximo de diez días desde la decisión del resultado.
7. Traslado de vinos entre bodegas
Será obligatorio solicitar permiso al Consejo Regulador por escrito y en impreso
normalizado de todos y cada uno de los traslados de vinos Calificados entre
Bodegas inscritas, como mínimo con dos días de antelación, a efectos de asegurar
las condiciones analíticas y organolépticas de los vinos trasladados.

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
26
Esta Orden, más tarde fue modificada por la Orden AYG/2131/2008, de 19 de
Noviembre.
3. Normas de vendimia 2014
Las “Normas de vendimia” es un documento realizado y aprobado todos los
años por el Consejo Regulador, en el cual se alude a las normas reguladas por el
Reglamento de la D.O. que afectan a todos los aspectos de la vendimia que no se
deben realizar por su naturaleza ilegal, insalubre o carente de control, o bien, los
aspectos que sí se deben realizar para así mejorar cualitativamente el resultado final
de la vendimia.
Este documento está dirigido tanto a viticultores como a las Bodegas inscritas
para la realización de la vendimia, de forma que el incumplimiento de cualquiera de
estas instrucciones llevará consigo la descalificación por parte del Consejo Regulador
de la vendimia, previa tramitación del correspondiente expediente.
Las normas de vendimia para la campaña 2014 constan de:
1. Comunicaciones al Consejo Regulador
Se deberá comunicar la fecha de inicio de la vendimia, con una antelación
mínima de 24 horas. Los viticultores que deseen realizar la vendimia mecanizada,
así como las bodegas que vayan a recibir la producción correspondiente a dicha
acción, deberán comunicarlo por escrito con una antelación mínima de 48 horas,
de forma que los servicios técnicos puedan realizar una comprobación de la calidad
de la uva que va a ser vendimiada de esa forma.
También deberá ser informado al Consejo Regulador el movimiento de compra
o venta de uva, mosto o cualquier otro producto de uva o subproducto entre
instalaciones de Bodegas inscritas.
Finalmente se deberá comunicar con un mínimo de 12 horas de antelación, si
es preciso, la entrada de uva transportada en camiones, furgonetas y/o vehículos
de Peso Máximo Autorizado superior a 2.500 kg en las Bodegas inscritas.
Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
27
2. Normas de la Tarjeta Inteligente de Viticultor
Todos los viticultores que entreguen uva a una Bodega inscrita, deberán tener
previamente inscritos sus viñedos en el Registro de Viñas del Consejo Regulador y
disponer de la Tarjeta Inteligente de Viticultor, documento obligatorio para la
entrega de uva en bodega. Dicha tarjeta es de uso exclusivo de su titular.
3. Normas de la uva
La vendimia se realizará con mayor delicadeza posible, dedicando las partidas
de uva sana a la elaboración de vinos protegidos. Una vez recolectada deberá ser
inmediatamente trasladada a la Bodega. Es obligatorio pesar todas las partidas de
uva recepcionadas.
4. Normas de la elaboración
Se realizará de acuerdo a lo estipulado en el Reglamento de la D.O. Ribera del
Duero, tomando especial cuidado en la limpieza e higiene tanto en la Bodega como
en los medios de transporte.
5. Normas del transporte
Queda prohibida la utilización de sacos de plástico y envases de latón o hierro
como medio de vendimia o transporte. Si el transporte se realiza a granel, las lonas
y los recipientes se lavarán con abundante agua en la Bodega inmediatamente
después de cada descarga.
4. Normativa interna sobre Marcas, Nombres Comerciales y Etiquetado
Fue aprobada en la reunión extraordinaria de Consejo celebrada el día 20 de
Marzo de 1997 y ratificada por la Dirección General de Industrias Agrarias y
Desarrollo Rural el 16 de Julio de 1997.
La puesta en funcionamiento de los Registros de Marcas, Nombres Comerciales
y Etiquetado se crea para regular la organización y el funcionamiento del gran

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
28
número de marcas y etiquetas que se conoce en la D.O. Ribera del Duero, que origina
a menudo posibles conflictos. Además permite amparar y proteger los derechos de
los titulares de las mismas a la hora de su uso.

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
29
5. Estudio específico de la D.O Ribera del Duero
5.1 Introducción
La finalidad de realizar este apartado es el conocimiento de la D.O Ribera del
Duero, a la que va a pertenecer la bodega en objeto de estudio.
Se trata de la D.O más importante del valle del Duero y de Castilla y León.
En 1846 vio la luz una empresa nueva, Bodega de Lecanda. En 1890 cambió de
nombre y se convirtió en Vega Sicilia, y en un principio fue clasificado como vino de
mesa.
Nacieron otras bodegas, como la de Alejandro Fernández. El primer tinto
Pesquera nace en 1972, pero la cosecha de 1975 supuso una revolución para el vino de
Ribera del Duero.

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
30
5.2 Área geográfica
5.5.2 Situación geográfica
La Denominación de Origen Ribera del Duero incluye términos
municipales de las provincias de Burgos, Soria, Segovia y Valladolid. Esta es una
amplia zona de producción en la que los principales municipios vitivinícolas son
los de Pedrosa del Duero, La Aguiera, Gumiel de Hizán, Aranda del Duero, La
Horra, Roa, Peñafiel y Valbuena del Duero.
El río Duero atraviesa los viñedos de la D.O como un eje central, desde
Olivares del Duero y Quintanilla de Onésimo, al oeste, hasta San Esteban de
Gormaz, al este, da nombre a esta región vitivinícola; es el eje que une a más de
100 municipios (tabla 1). La franja vitivinícola se extiende 115 kilómetros de
longitud y 35 de anchura.
En la actualidad, la superficie de viñedo es de 21.053 hectáreas. La orografía
del terreno resulta especialmente adecuada para el cultivo de la vid.
A continuación, las figuras 7 y 8 muestran la disposición geográfica de la
D.O. Ribera del Duero en España:
Figura 7: disposición geográfica de la D.O Ribera del Duero. Fuente: www.riberadelduero.es

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
31
Figura 8: disposición geográfica de Ribera del Duero. Fuente: www.ub.edu
En la tabla 1 se muestran los principales municipios que componen la Ribera
del Duero:
Burgos Adrada de Haza, La Aguilera, Anguix, Aranda del Duero, Baños de Valdearados,
Berlangas de Roa, Boada de Roa, Caleruega, Campillo de Aranda, Castrillo de la Vega,
Fresnillo de las Dueñas, Fuentecén, Fuentelcésped, Fuentelisendo, Fuentemolinos,
Fuentenebro, Fuentespina, Gumiel de Izán, Gumiel del Mercado, Guzmán, Haza,
Hontanga, Hontoriaa de Valdearados, La Horra, Hoyales de Roa, Mambrilla de
Castrejón, Milagros, Moradillo de Roa, Nava de Roa, Olmedillo de Roa, Pardilla,
Pedrosa de Duero, Peñaranda de Duero, Quemada, Quinta del Pidio,
Quintanamanvirgo, Roa, San Juan del Monte, San Martín de Rubiales, Santa Cruz de
la Salceda, La Cueva de Roa, La Sequera de Haza, Sotillo de la Ribera, Torregalindo,
Vadocondes, Valcabado de Roa, Valdezate, La Vid, Terradillos de Esgueva, Tórtoles de
Esgueva, Tubilla del Lago, Valdeande, Villalba del Duero, Villalbilla de Gumiel,
Villaescusa de Roa, Villanueva de Gumiel, Villatuelda, Villovela de Esgueva, Zazuar,
Zuzones.
Segovia Aldehorno, Honrubia de la Cuesta, Montejo de la Vega de la Serrezuela, Villaverde de
Montejo.
Soria San Esteban de Gormaz, Aldea de San Esteban, Atauta, Ines, Matanza de Soria,
Olmillos, Pedraja de San Esteban, Peñalba de San Esteban, Quintanilla de Tres Barrios,
Rejas de San Esteban, Soto de San Esteban, Vejilla de San Esteban, Villálvaro, Langa de
Duero, Castillejo de Robledo, Miño de San Esteban, Alcubilla de Avellaneda, Alcoba
de la Torre, Alcubilla del Marqués.
Valladolid Bocos de Duero, Canalejas de Peñafiel, Castrillo de Duero, Curiel de Duero,
Fompedraza, Manzanillo, Olivares del Duero, Olmos de Peñafiel, Peñafiel, Pesquera
del Duero, Piñel de Abajo, Piñel de Arriba, Quintanilla de Arriba, Quintanilla de
Onésimo, Rábano, Roturas, Torre de Peñafiel, Valbuena de Duero, Valdearcos de la
Vega.
Tabla 1: principales municipios que componen Ribera del Duero. Fuente: elaboración propia a partir de
información de www.riberadelduero.es

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
32
5.5.3 El clima
Las específicas condiciones climáticas en las que se desarrolla el potencial
vitícola tienen gran influencia durante el periodo activo de las viñas, pues
desarrollan un papel fundamental en el desarrollo de la vid y maduración de la
uva.
La Ribera del Duero se caracteriza por su pluviometría moderada-baja (400-
600 mm) que, unida a veranos secos, inviernos rigurosos y muy largos con
marcadas heladas que llegan a ser dañinas para la vid cuando se registran a
mediados de abril o en mayo, coincidiendo con el brote de las nuevas yemas. Posee
oscilaciones térmicas acusadas, la definen dentro de un clima mediterráneo, cuyo
carácter principal es la continentalidad.
Las precipitaciones son escasas e irregulares (300-500 l/m² al año), habiendo
un importante riesgo de sequía, sobre todo en los terrenos más ligeros de laderas y
campiñas.
El período de insolación oscila entre las 2.200 y las 2.800 horas anuales. La
temperatura media se sitúa en torno a los 12⁰C - 18⁰C, valores que son
considerados positivos para conferir propiedades de fuerza a la planta y sabor a la
uva.
El mes más seco es agosto, con 18 mm. El mes con mayores precipitaciones
es mayo, con 54mm (figura 9).

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
33
Figura 9: climograma de Ribera del Duero. Fuente: www.climate-data.org
El mes más caluroso del año con un promedio de 20.9 °C es el mes de julio. El
mes más frío del año es enero con un promedio de 3.3 °C (figura 10).
Figura 10: diagrama de temperatura de Ribera del Duero. Fuente: www.climate-data.org

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
34
En la figura 11 se muestra la variación de temperaturas durante el año, así
mismo se muestra las diferentes precipitaciones durante estos meses. Se puede
concluir que la diferencia en la precipitación entre el mes más seco y el más
lluvioso es de 35 mm, de igual forma se puede decir que las temperaturas medias
varían durante el año en un 17,6 ⁰C.
Figura 11: tabla climática de Ribera del Duero. Fuente: www.climate-data.org
5.5.4 El suelo
Ribera del Duero pertenece a la gran meseta Septentrional española,
formada por un gran zócalo antiguo arrastrado y, en parte, recubierto por
sedimentos terciarios. El mayor volumen de estos sedimentos está constituido por
capas más o menos lenticulares de arenas limeras o arcillosas. Destaca la
alternancia de capas tanto de calizas como de margas, e incluso, de concreciones
calcáreas. El relieve de la zona oscila entre las lomas interfluviales, con cotas de
911 m, y los valles, con una altura topográfica situada entre los 750 y los 850
metros.
Desde el punto de vista geológico, la Ribera del Duero esta constituida por
una gran cubeta de origen tectónico formada a finales del Mesozoico y que fue
rellenándose durante el Terciario con sedimentos detríticos y evaporíticos.

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
35
El espesor del Terciario es, en general, muy grande, y puede alcanzar los
2000 metros. El mayor volumen de sedimentos terciarios está constituido por capas
más o menos lenticulares de arenas y arenas limosas o arcillosas englobadas en una
matriz limosa y arcillo-arenosa o, con menos frecuencia, arcillosa caracterizada en
su conjunto por frecuentes cambios de facies tanto vertical como horizontalmente.
La naturaleza de los suelos comprende arenas, calizas, margas y arcillas con
y sin yeso. Dentro de esta gran variabilidad, solo estratos concretos son óptimos
para la calidad del vino. En gran parte de estos suelos existe un horizonte
superficial de espesor útil variable pero generalmente superior a 60 cm, que
incluye una capa arcillosa, lo que permite un buen desarrollo de las raíces en unas
condiciones de fertilidad suficiente, aunque no excesiva.
La composición de estos suelos es correcta para el cultivo de la vid, entre
otros, como se puede observar en la figura 12.
Figura 12: uso del suelo en Ribera del Duero. Fuente: MAGRAMA

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
36
5.3 Situación actual del viñedo en Ribera del Duero
5.3.1 Superficie del viñedo
La distribución de la superficie del viñedo por provincias se puede observar
en la tabla 2, la cual refleja que la mayor superficie de viñedo pertenece a Burgos,
seguido de Valladolid, Soria y Segovia.
Tabla 2: distribución de la superficie de viñedo en Ribera del Duero. Fuente: www.riberadelduero.es
La tabla 3 refleja el aumento de la superficie de cultivo en Ribera del Duero,
se puede observar desde el 2002 hasta el 2014 un claro aumento, tanto de la
superficie cultivada en hectáreas como en el número de viticultores.

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
37
Tabla 3: variación de la superficie (ha) en el tiempo. Fuente: www.riberadelduero.es
En la tabla 4 se puede observar la superficie de viñedo de cada variedad. El año
2015 refleja una mayor superficie de uva Tinta del País, seguido de Albillo y Cabernet
Sauvignon.
Desde el año 2002 hasta el año 2014 se observa un claro aumento de la
superficie en todas las variedades cultivadas a excepción de la Garnacha tinta, la cual
ha descendido en un 50% aproximadamente y la variedad Albillo, la cual ha
descendido un 20%. El aumento más notable se le adjudica a la variedad Cabernet
Sauvignon, la cual ha experimentado un aumento de más del 50%.
Se observa claramente que la variedad Tinta del País, más conocida como
Tempranillo, es la variedad más cultiva de la zona de Ribera del Duero, siendo la
variedad menos cultivada la Malbec.

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
38
Tabla 4: superficie de viñedo inscrito por variedades. Fuente: www.riberadelduero.es
5.3.2 Producción de uva
El nivel de producción expresado en kilogramos de uva en la superficie de
viñedo inscrita en la D.O Ribera del Duero, se detalla a continuación en la tabla 5.
En lo referente a la uva tinta se puede observar que del año 2002 al 2006 hay
un aumento de la producción de uva, pero en el año 2007 descendió la producción, al
igual que en el año 2012, aumentando en el año 2014. En la uva blanca ha ido
aumentando y disminuyendo a lo largo de los años.

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
39
Tabla 5: producción de uva en Ribera del Duero. Fuente: www.riberadelduero.es
Variedades tintas
Tempranillo:
También es denominada Ull de Llebre (Cataluña), Tinto Fino y Tinto del País
(Castilla y León), es la gran variedad tinta española. Se cultiva en las orillas del río
Duero

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
40
Se trata de viñas vigorosas, adaptables a cualquier suelo, pero cuyo mosto
mejora con parcelas soleadas. Produce una uva de tamaño medio y redondo, y piel
normal, que madura a mediados de septiembre.
Los vinos que origina son de alta calidad, aromáticos y bien equilibrados, de
graduación y acidez medias, poco color y excelentes aptitudes de crianza. Por su bajo
nivel de oxidasas se adapta muy bien tanto a vinos jóvenes como a los envejecidos en
barrica de madera de roble. Se cultiva principalmente en La Rioja, Ribera del Duero,
Penedés, Somontano y La Mancha.
En España tiene el 4⁰ puesto, a escala mundial el 15⁰ puesto.
Cabernet sauvignon:
De origen bordelés. De bayas pequeñas y esféricas, de piel espesa y dura, con
profundo pigmento negro, produce unos vinos de color rojo intenso, matices violáceos,
con cuerpo, alcohólicos, aromáticos y provistos de un leve y característico sabor
herbáceo.
Con envejecimiento se obtiene una notable fineza, y vinificado con otras
variedades mejoran notablemente las características organolépticas. Se suele mezclar
con otras variedades como la Cabernet franc o la Merlot
Tiene un rendimiento bajo, por lo que solo se cultiva en zonas donde se quiere
elaborar vinos de calidad.
Tiene una maduración tardía, lo que limita su cultivo a zonas templadas con
otoños suaves.
El gusto de los vinos tintos jóvenes de cabernet sauvignon es bastante áspero,
debido a los taninos.
En España tiene el 27⁰ puesto, a escala mundial el 10⁰ puesto.
Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
41
Merlot:
Originaria también de la zona de Burdeos, es una variedad fácilmente
cultivable, de ahí su extensión por todo el mundo.
Produce vinos de color rojo rubí intenso, aromáticos, de cierta fineza y
tipicidad, con característico sabor ligeramente herbáceo, alcohólico y con no muy alta
acidez.
Madura más tempranamente que cabernet sauvignon, lo que la expone a
heladas primaverales; por otra parte sufre alteraciones de color y corre otros peligros,
hasta el punto de que, en determinados años, las viñas de Merlot pueden no producir
prácticamente nada.
A escala mundial tiene el 25⁰ puesto.
Garnacha tinta:
Es la variedad más extendida en toda España, debido a su fácil cultivo, buena
producción y bajo grado. Es una variedad de uva resistente como pocas, capaza de
aguantar las condiciones ambientales más adversas. Posee hojas grandes, racimos
medios, compactos y de maduración muy tardía. Se caracteriza por su baja acidez.
Su aporte de cuerpo, frutosidad y carnosidad le hacen el complemento ideal
para realizar mezclas equilibradas. Da lugar a vinos aromáticos en los que predomina
la fresa madura, de escaso color y acidez media. Tanino medio. Tiene un potencial
oxidativo alto.
Malbec:
Originaria de la antigua provincia de Quercy. Surge del cruzamiento entre
Magdeleine Noir de Charentes y Prunelard, siento la primera la variedad de uva de
Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
42
mesa uy divulgada en el medievo, mientras que la segunda es una antigua variedad de
Galiac.
Posee racimos medianos y cónicos, una baya mediana, negra azulada y de pulpa
blanca. Las hojas son medianas, de color verde oscuro. Posee una maduración en
primera época tardía.
De adaptación media, poca producción.
Da lugar a vinos ricos en color, de acidez alta, destacando los aromas de fruta
negra conjuntada con matices de balsámicos mentolados. Tanino medio.
A continuación se muestran imágenes donde pueden diferenciarse la estructura
de las distintas variedades explicadas anteriormente.
Tempranillo
Cabernet sauvignon
Merlot

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
43
Variedades blancas
Albillo:
Se trata de una variedad española de vid blanca. Otros nombres con los que es
conocida son: Albilla, Albillo de Cebreros, Albillo de Madrid, Albillo de Toro, Albillo
Castellano, Blanco del País, Castellano, Gual, Hoja Vuelta, Nieves Temprano, Pardillo,
Pardina y Uva Perruna.
Tiene racimos de tamaño pequeño y poco compactos. Las bayas son de tamaño
mediano y forma redonda. Es una uva relativamente neutra.
Presenta un color amarillo dorado y un aroma característico. Su sabor es
ligeramente dulce debido a su índice de glicerol.
Se ha usado tradicionalmente mezclada con otras variedades, aunque en Ribera
del Duero se elabora un varietal de esta uva.
Garnacha tinta Malbec
Figura 13: variedades de uva Ribera del Duero

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
44
Figura 14: variedad Albillo

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
45
5.4 Vinos de Ribera del Duero
En este apartado se va a realizar un recorrido por los distintos tipos de vinos
elaborados en la región que ampara esta Denominación de Origen, así como las
contraetiquetas con las que tienen que identificarse.
5.4.1 Contraetiquetas
El Consejo Regulador de la Denominación de Origen Ribera del Duero avala
con su sello y una contraetiqueta numerada la autenticidad y calidad de los vinos
amparados. Estos distintivos permiten garantizas, de la forma más segura y fiable, su
producción y comercialización.
Cada contraetiqueta aporta una serie de medidas de seguridad que hacen
prácticamente imposible una reproducción de la misma.
Existen cinco contraetiquetas diferenciadas mediante un código de color para
cada tipo de vino.
La nueva imagen institucional de la D.O Ribera del Duero se ha adaptado a los
dos formatos de contraetiquetas existentes, uno mayor, cuadrado, y otro más
pequeño, rectangular, para que cada bodega pueda elegir entre ambos.
5.4.2 Tipos de vino
Los dos tipos básicos de vino elaborados en esta región son vino tinto y vino
rosado, en cuanto al tinto, según legislación, ha de llevar como mínimo un 75% de
uva variedad tempranillo, en cualquier caso, la participación en este tipo de vino de
las variedades Tempranillo, Cabernet sauvignon, Merlot y Malbec no ha de ser

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
46
menor al 95%. En consecuencia, la variedad de Garnacha tinta y Albillo no pueden
utilizarse en mayor proporción del 5% para la elaboración de estos vinos.
En cuanto a la elaboración de los vinos rosados, se efectuará con un mínimo
del 50% de las variedades de uva tinta autorizadas.
A continuación, se presentan los tipos de vinos amparados por la D.O Ribera
del Duero, con sus correspondientes contraetiquetas.
Tinto joven:
Se trata de un vino sin permanencia en madera o con un paso por barrica
inferior a 12 meses. Llega al mercado pocos meses después de la vendimia.
Muestra un rojo guinda intenso con importantes ribetes azulados, añil, violeta
y púrpura. Presenta un color muy vivo. Presenta aromas primarios, en la gama de la
fruta madura y bayas silvestres, tales como mora, zarzamora o frambuesa. Es amplio
en boca y pleno en sabores, ofrece un importante aporte tánico, complementado con
una equilibrada acidez.
Contraetiqueta actualidad Contraetiqueta hasta 2004 Contraetiqueta hasta 1998 Contraetiqueta desde 1982
Figura 15: Evolución de las contraetiquetas de vino joven desde 1982 hasta la actualidad. Fuente:
www.riberadelduero.es
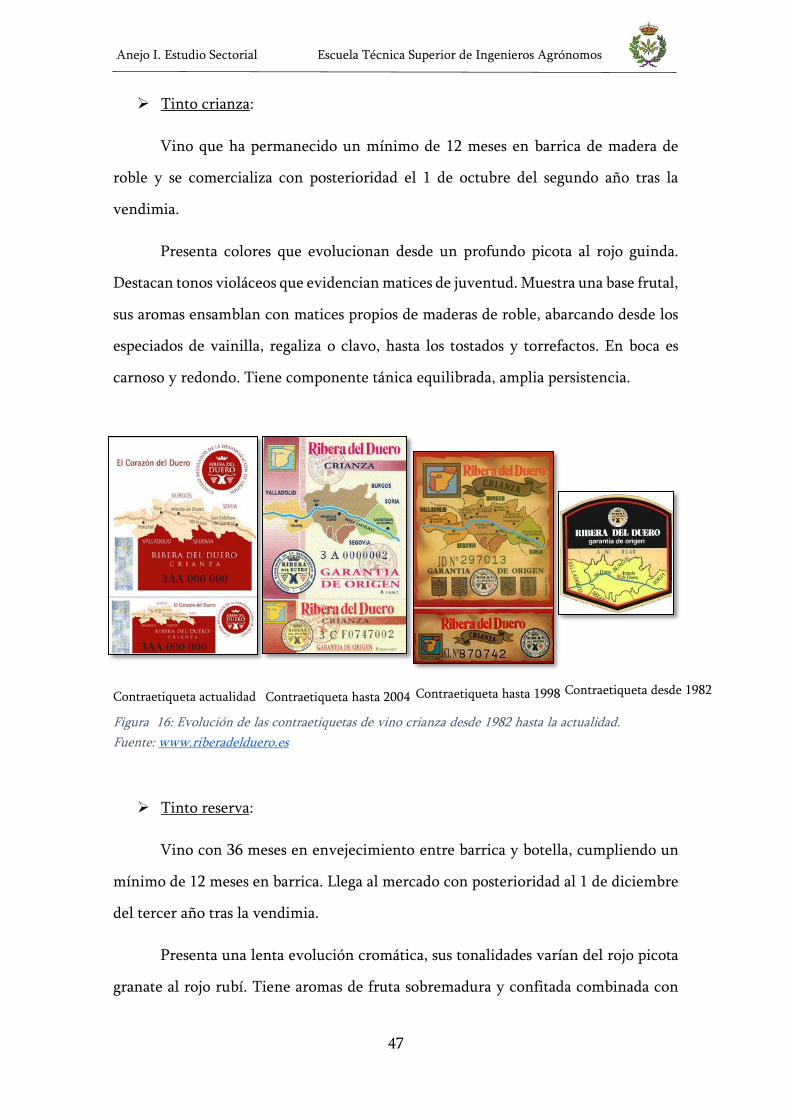
Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
47
Tinto crianza:
Vino que ha permanecido un mínimo de 12 meses en barrica de madera de
roble y se comercializa con posterioridad el 1 de octubre del segundo año tras la
vendimia.
Presenta colores que evolucionan desde un profundo picota al rojo guinda.
Destacan tonos violáceos que evidencian matices de juventud. Muestra una base frutal,
sus aromas ensamblan con matices propios de maderas de roble, abarcando desde los
especiados de vainilla, regaliza o clavo, hasta los tostados y torrefactos. En boca es
carnoso y redondo. Tiene componente tánica equilibrada, amplia persistencia.
Tinto reserva:
Vino con 36 meses en envejecimiento entre barrica y botella, cumpliendo un
mínimo de 12 meses en barrica. Llega al mercado con posterioridad al 1 de diciembre
del tercer año tras la vendimia.
Presenta una lenta evolución cromática, sus tonalidades varían del rojo picota
granate al rojo rubí. Tiene aromas de fruta sobremadura y confitada combinada con
Contraetiqueta actualidad Contraetiqueta hasta 2004 Contraetiqueta hasta 1998 Contraetiqueta desde 1982
Figura 16: Evolución de las contraetiquetas de vino crianza desde 1982 hasta la actualidad.
Fuente: www.riberadelduero.es
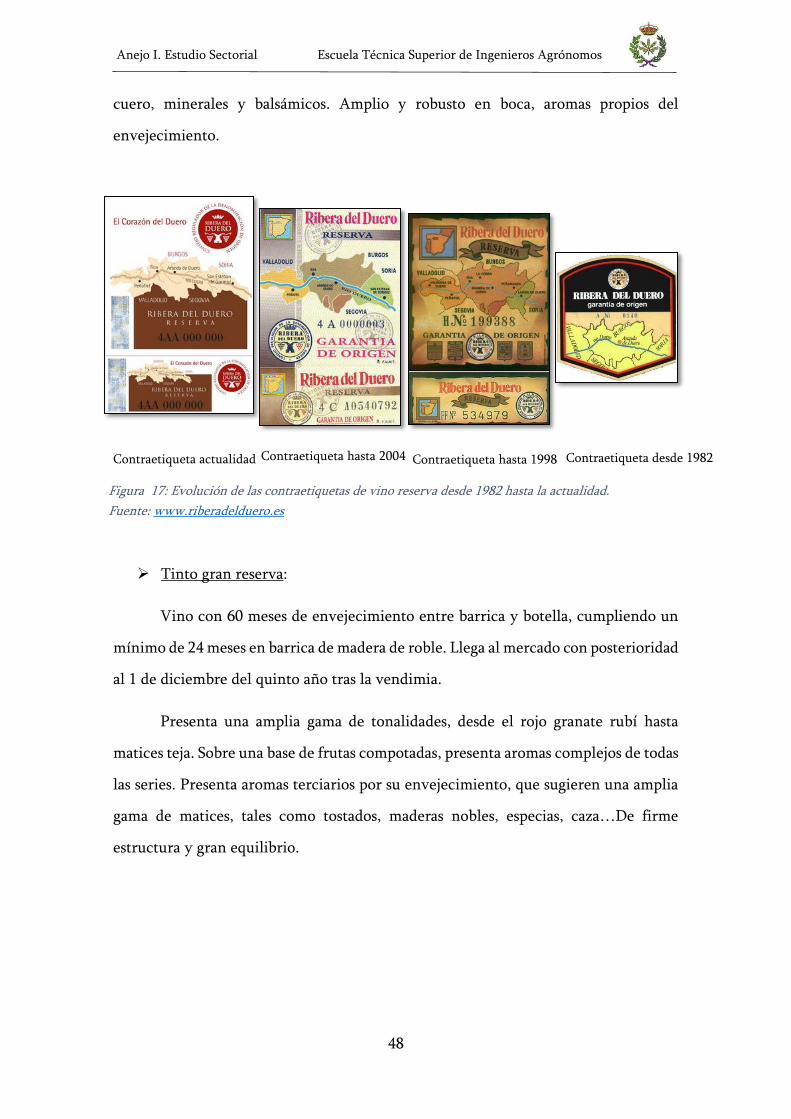
Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
48
cuero, minerales y balsámicos. Amplio y robusto en boca, aromas propios del
envejecimiento.
Tinto gran reserva:
Vino con 60 meses de envejecimiento entre barrica y botella, cumpliendo un
mínimo de 24 meses en barrica de madera de roble. Llega al mercado con posterioridad
al 1 de diciembre del quinto año tras la vendimia.
Presenta una amplia gama de tonalidades, desde el rojo granate rubí hasta
matices teja. Sobre una base de frutas compotadas, presenta aromas complejos de todas
las series. Presenta aromas terciarios por su envejecimiento, que sugieren una amplia
gama de matices, tales como tostados, maderas nobles, especias, caza…De firme
estructura y gran equilibrio.
Contraetiqueta actualidad Contraetiqueta hasta 2004 Contraetiqueta hasta 1998 Contraetiqueta desde 1982
Figura 17: Evolución de las contraetiquetas de vino reserva desde 1982 hasta la actualidad.
Fuente: www.riberadelduero.es

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
49
Rosado:
Vino fermentado en ausencia del hollejo de la uva, pudiendo ser consumido
poco tiempo después de la vendimia.
Presenta un tono rosa fresa, con matices rosa grosella. Aromas frutales con
matices característicos de bayas silvestres y fruta madura, típicos de las variedades
Tempranillo y Albillo. Resulta afrutado y fresco, manifestando la acidez que le
caracteriza.
Contraetiqueta actualidad Contraetiqueta hasta 2004 Contraetiqueta hasta 1998 Contraetiqueta desde 1982
Figura 18: Evolución de las contraetiquetas de vino gran reserva desde 1982 hasta la actualidad.
Fuente: www.riberadelduero.es

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
50
5.4.3 Evolución del volumen de vino en la D.O Ribera del Duero
En este apartado se realiza un estudio del registro de botellas en la D.O
realizadas a lo largo de los años, esto queda registrado mediante las contraetiquetas.
En la tabla 6 se refleja la evolución de las ventas de vino de la D.O Ribera del
Duero, desde el año 2007 hasta la actualidad. Se puede observar el claro aumento que
ha sufrido, si comparamos los años 2013 y 2014 se puede ver cómo ha aumentado un
7,88% la entrega de contraetiquetas. Si comparamos el año 2007 con el año 2014, el
aumento es de un 19,93%.
Contraetiqueta actualidad Contraetiqueta hasta 2004 Contraetiqueta hasta 1998 Contraetiqueta desde 1982
Figura 19: Evolución de las contraetiquetas de vino rosado desde 1982 hasta la actualidad.
Fuente: www.riberadelduero.es

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
51
En la tabla 7 se puede observar que la mayor cantidad de vino vendido
corresponde al vino tinto joven, seguido por el vino tinto crianza, y el menos vendido
es el vino tinto gran reserva.
A continuación se muestra la entrega de contraetiquetas del comienzo del año
2015 (hasta el momento no se disponen de más datos). La mayor cantidad de
contraetiquetas corresponde al vino tinto joven, al igual que en el año 2014, si
comparamos el mes de abril del año 2014 con el mes de abril del año 2015 se observa
que ha habido un aumento de un 8,54%. El vino tinto reserva y el vino tinto gran
Tabla 6: evolución de la entrega de contraetiquetas desde el año 2007 hasta la actualidad.
Fuente: www.riberadelduero.es
Tabla 7: entrega de contraetiquetas expresadas en botellas en el año 2014. Fuente: www.riberadelduero.es

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
52
reserva han experimentado un aumento casi del 50%. Esto puede deberse a que cada
vez se demandan un mayor cantidad de vinos de calidad.
5.4.4 Cosecha 2014
La cosecha 2014, cosecha con la que se realizarán los vinos jóvenes y crianza
del presente proyecto comenzó el 10 de septiembre y finalizó el 30 de octubre, lo
que ha supuesto una duración total de 51 días. Se ha registrado un total de 42.107
operaciones de entrega de uva, lo que sitúa la operación promedio en 2.905 kg, un
7% más de lo habitual. Podemos hablar de una campaña con una duración normal
comparada con la última década.
La campaña situó la fecha de inicio con seis días de adelanto respecto de la
fecha tradicional, coincidiendo el final de la misma con una antelación de cinco días
respecto de la fecha promedio del último decenio. Podemos por tanto hablar de una
campaña de duración normal y ligeramente adelantada como ya había ido marcando
todo el ciclo vegetativo.
Tabla 8: entrega de contraetiquetas en el año 2015. Fuente: www.riberadelduero.es

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
53
En la tabla 9 se observa el aumento producido con respecto al año 2013,
aunque hay que añadir que en el caso de vinos blancos ha supuesto un descenso de
14,50%.
Variedades Cosecha 14 (%) Cosecha 13 (%) 14/13 (%)
Total tintos 121.087.765 93.833.101 29,05
Total blancos 1.236.908 1.446.650 -14.50
Total general 2014 122.324.673 95.279.751 +28,38
Rendimiento
(kg/Ha)
5.562 4.387 +26,79
Tabla 9: Producción entregada en las Instalaciones de Bodegas Elaboradas.
Fuente: elaboración propia a partir de datos www.riberadelduero.es
El Consejo Regulador de la Ribera del Duero ha otorgado la calificación de
“muy buena” a la cosecha de 2014.
La climatología fue determinante durante todo el ciclo de la vid, que se
desarrolló sin incidentes, sin episodios meteorológicos adversos, y con una incidencia
de plagas o enfermedades bajas. Gracias a todo esto, la Cosecha 2014 fue excepcional
en cuanto a cantidad y calidad.

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
54
6. Estudio sectorial
6.1 El mercado de los vinos en España
El éxito de la campaña 2013-2014 sitúan a España en el primer productor de vino
del mundo, por delante de sus grandes competidores Francia e Italia. La producción
estimada desde el 1 de agosto de 2014 hasta el 21 de julio de 2014 ha sido de 50,6
millones de hectolitros de vino y mosto, lo que supone su máximo histórico, tras las
cifras registradas en la cosecha de 2004, cuando se produjeron 50,1 millones de
hectolitros de vino. Esto puede estar influenciado por unas condiciones climatológicas
favorables, con muchas lluvias en primavera y un verano seco.
Si comparamos esto con la campaña 2012-1013, la producción de vino ha
aumentado un 41,4%, produciéndose 14,8 millones de hectolitros más con respecto a
la campaña anterior, según los datos del Ministerio de Agricultura recogidos por el
Observatorio Español del Mercado del Vino (OEMV)
Hay que añadir que el año 2012 no fue especialmente bueno para el mercado del
vino por la escasez de lluvias.
España, a pesar de ser el país con mayor extensión cultivada de viñas del mundo,
no ha conseguido hasta ahora hacerse con el liderazgo de la producción de vino por la
baja productividad del suelo de algunas regiones.
Por Comunidades Autónomas, Castilla La Mancha ha registrado el mayor
aumento del último año. La región ha pasado de producir 19 millones de hectolitros a
31,2 millones, lo que supone un aumento de 64,1%. Le siguen en crecimiento
Extremadura, con un aumento del 28,4%, superando los 4 millones de hectolitros y
Cataluña, cuya producción ha aumentado un 20,6%, hasta los 3,4 millones de
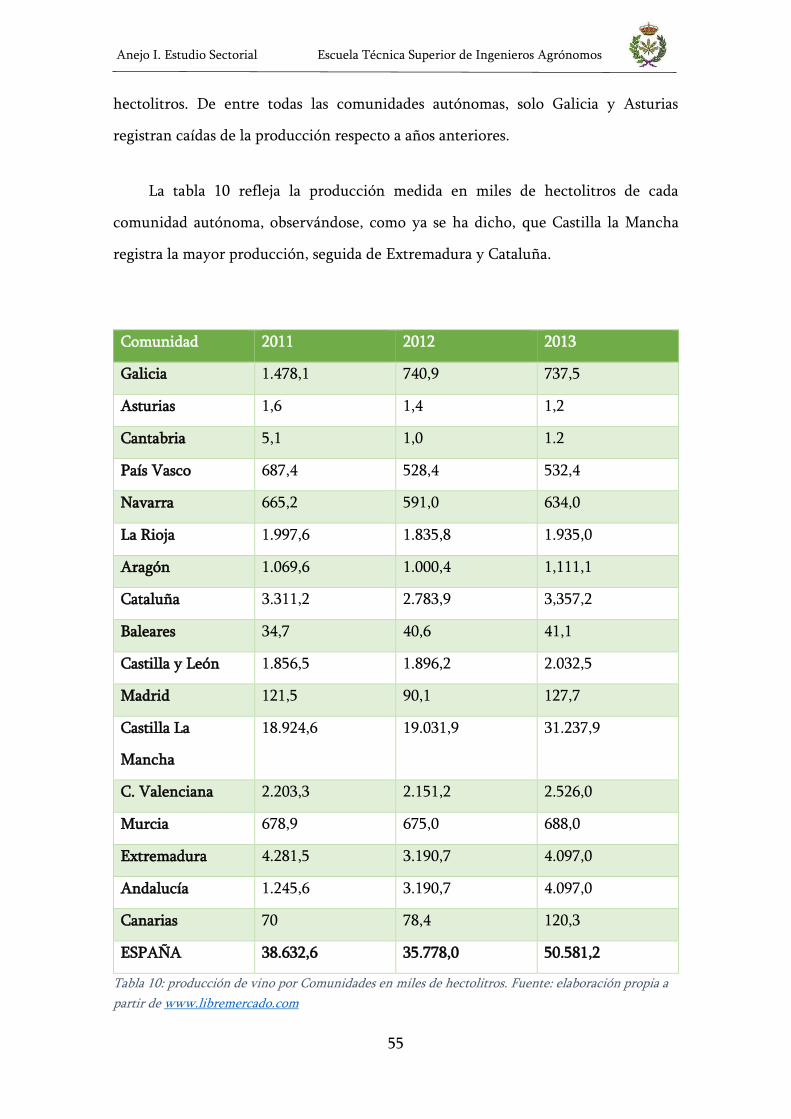
Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
55
hectolitros. De entre todas las comunidades autónomas, solo Galicia y Asturias
registran caídas de la producción respecto a años anteriores.
La tabla 10 refleja la producción medida en miles de hectolitros de cada
comunidad autónoma, observándose, como ya se ha dicho, que Castilla la Mancha
registra la mayor producción, seguida de Extremadura y Cataluña.
Comunidad 2011 2012 2013
Galicia 1.478,1 740,9 737,5
Asturias 1,6 1,4 1,2
Cantabria 5,1 1,0 1.2
País Vasco 687,4 528,4 532,4
Navarra 665,2 591,0 634,0
La Rioja 1.997,6 1.835,8 1.935,0
Aragón 1.069,6 1.000,4 1,111,1
Cataluña 3.311,2 2.783,9 3,357,2
Baleares 34,7 40,6 41,1
Castilla y León 1.856,5 1.896,2 2.032,5
Madrid 121,5 90,1 127,7
Castilla La
Mancha
18.924,6 19.031,9 31.237,9
C. Valenciana 2.203,3 2.151,2 2.526,0
Murcia 678,9 675,0 688,0
Extremadura 4.281,5 3.190,7 4.097,0
Andalucía 1.245,6 3.190,7 4.097,0
Canarias 70 78,4 120,3
ESPAÑA 38.632,6 35.778,0 50.581,2
Tabla 10: producción de vino por Comunidades en miles de hectolitros. Fuente: elaboración propia a
partir de www.libremercado.com
Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
56
6.2 El mercado de los vinos en Ribera del Duero.
El mercado de los vinos en Ribera del Duero ha experimentado un crecimiento
superior al 44% en los últimos diez años.
La entrega de contraetiquetas marcó en 2014 un record histórico en la Ribera del
Duero. Durante el pasado año el Consejo Regulador proporcionó a las bodegas de la
Denominación de Origen 86.136.363 contraetiquetas para la comercialización de sus
vinos dentro y fuera de España, 6.787,089 más que el año anterior. Un incremento que
tiene lugar en un periodo marcado por el continuado descenso del consumo general
de vino en el mercado interno.
Continuando con la tendencia de años anteriores, a lo largo de los pasados doce
meses ascendió considerablemente el número de contraetiquetas entregadas por el
Consejo Regulador a las bodegas de la Denominación de Origen para la
comercialización de vinos de guarda (con permanencia en barrica). En 2014, las dos
terceras partes del vino comercializado, aproximadamente el 63%, fue envejecido en
barrica.
El dato de cierre anual de contraetiquetas entregadas en 2014 supera la cifra
record obtenida hasta la fecha que se registró en 2013, cuando las bodegas solicitaron
79.349.274 unidades.
El aumento en la entrega de contraetiquetas ha sido constante en los últimos
cinco años, con un incremento de más de 23 millones de unidades desde 2009. Cabe
señalar también que en la última década se ha producido un aumento del 44,6 por
ciento.
Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
57
6.3 Comercio exterior
6.3.1 Importaciones
En el primer trimestre de 2014, las importaciones españolas de vino cayeron
un 72% en volumen, hasta los 28,4 millones de litros y un 26,6% en valor, hasta los
70,4 millones de euros, por aumento del precio medio de 162,1%. Caen las compras
del vino sin Denominación de Origen a granel, mientras que aumentan las de los
vinos con Denominación de Origen envasados y espumosos.
Destaca el descenso de las compras españolas de vino sin Denominación de
Origen a granel procedente de Chile. Franca es nuestro principal proveedor en valor,
por venta principalmente de Champagne.
El saldo comercial del vino en España es favorable en 2.429,3 millones de euros,
lo que supone una notable contribución del sector a la balanza comercial nacional.
6.3.2 Exportaciones
Las exportaciones españolas de vino cierran los doces meses hasta octubre de
2014 (último dato disponible) con un gran crecimiento en términos de volumen
(+19,3%), hasta los 2.224 millones de litros, pero pierden un -2,7% en valor, hasta
los 2.599,7 millones de euros. Esto supone una caída del precio medio del -18,5%.
En 2014 se exporta más vino pero a precios mucho más bajos. Por productos, el
aumento del volumen exportado en 2014 lo protagonizan los vinos a granel sin
Denominación de Origen, Indicación Geográfica Protegida (IGD), ni variedad, cuyas
ventas crecieron en el interanual a octubre de 2014 un 39,4%. Este vino supone un
46,2% del volumen total exportado. Su evolución en valor es, sin embargo negativa
(-9%, hasta los 396,5 millones de euros) al registrarse una caída del precio medio de

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
58
venta del 34,7%, hasta los 39 céntimos por litro (20 céntimos menos que en el mismo
periodo de 2013).
En cuanto a los vinos con D.O, los vinos con IGP, los vinos con indicación de
variedad y los que no tienen ningún tipo de indicación, crecen un 1,6%.
Son los vinos con DO envasados los que más peso tienen al suponer el 42,8%
de la facturación total de las exportaciones españolas de vino y el 15,6% del volumen
total. Crecen en valor un 3,6%, hasta los 1.112,7 millones de euros pero caen en
volumen un ligero -0,6%, hasta los 347,6 millones de litros. Le siguen en importancia
los vinos sin ninguna indicación envasados, que son los que peor evolución presentan
al caer un -18,3% en valor y un -11,3% en volumen. Excelente evolución, sobre todo
en volumen, para los vinos con IGP (+7,6% en valor, hasta los 111,3 millones de
euros y +40,4% en volumen, hasta los 104,4 millones de litros) y para los vinos con
indicación de variedad, aunque ambos con precios medios sensiblemente inferiores.
Francia, es el primer destino para los vinos españoles, con un aumento del
33,6%. Muestra un precio de 50 céntimos por litro, muy inferior a la media y a la
baja por lo que ocupa la tercera plaza del ranking en valor con 245,8 millones de
euros. Alemania lidera el ranking en términos de valor, con 374,9 millones de euros
y caída del -8,8%, al comprar a un precio medio un -21,2% más barato que en el
interanual a octubre de 2013, precio que se situó en 1,04 euros por litro. En volumen,
se mantiene como segundo destino con 359,1 millones de litros y aumento del 15,6%.
Reino Unido es nuestro segundo cliente en valor con 340,7 millones de euros
(-3,1%), y cuarto en volumen con 158,9 millones de litros, un -3% menos que en
2013. Portugal asciende a la tercera plaza en volumen. También destaca el aumento
en volumen registrado por China, que alcanza los 48,3 millones de litros.
En resumen, España exportó 360,4 millones de litros más en el interanual a
octubre de 2014 con respecto al mismo dato de 2013, aunque facturó 72,6 millones
de euros menos, con un descenso del precio medio de 26 céntimos por litro, por el
aumento de las exportaciones de vino a granel tras la gran cosecha registrada en 2013.

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
59
Por países, destaca el extraordinario aumento de las exportaciones de vino
español a Rusia. También destacan los crecimientos de ventas en volumen hacia
Francia, Alemania, Portugal o China. En términos de valor y debido a unas mayores
salidas de vinos más económicos, los precios medios disminuyen el -18,5% en los
doce meses hasta octubre de 2014, con aumento de la facturación en Bélgica, Países
Bajos, Suiza o México pero reducción de los ingresos en Alemania, Reino Unido,
Francia, EE.UU. y Japón. El mes de octubre, sin embargo, muestra ya signos de una
menor caída de precios y de facturación, así como de un crecimiento más suave del
volumen exportado, lo que puede marcar la pauta futura.

Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
60
7.0 Conclusiones
Una vez finalizado el análisis del sector, se puede extraer una serie de
conclusiones:
Ribera del Duero hace frente a la crisis y mantiene la confianza de los
consumidores, estableciendo den 2014 un record de ventas, con la entrega
de más de 86 millones de contraetiquetas.
Las dos terceras partes del vino comercializado por las bodegas de la
Denominación de Origen han sido elaboradas con algún tipo de
envejecimiento en barrica, suponiendo estos vinos más del 63% de las
ventas de Ribera del Duero.
Los vinos más demandados son los vinos jóvenes y los vinos crianza.
Siendo Castilla la Mancha el principal productor de vino en España,
seguido de Extremadura. Además la evolución de las exportaciones es más
positiva que las importaciones.
Vinos Variedad de
uva
Graduación
alcohólica
Consumo
botella
cerrada
Color Características
Tintos
jóvenes
Tempranillo,
Cabernet
Sauvignon,
Merlot
11-12 ⁰ Joven Rojo guinda
intenso,
añil, violeta
y púrpura
Aromas primarios de
la gama de la fruta
madura y bayas
silvestres. Bien ligado
a los taninos.
Tintos
crianza
Tempranillo,
Cabernet
Sauvignon,
Merlot
11-14 ⁰ 1 año en
barrica
Rojo guinda Aromas frutales
intensos con matices
propios de maderas
noblesCarnosos. Paso
de boca
aterciopelados.
Tabla 11: Características de los vinos más consumidos de Ribera del Duero. Fuente: elaboración propia
a partir del "El libro de oro del vino en España"
Anejo I. Estudio Sectorial Escuela Técnica Superior de Ingenieros Agrónomos
61
7. Bibliografía
Libros:
Análisis sensorial y cata de los vinos de España. Editorial Agrícola
Española, S.A.
Coordinador José Casal del Rey Barreiro.
“LAROUSSE vinos de España”
CARROGGIO. El libro de oro del vino en España.
Recursos electrónicos:
www.infoagro.com
www.ub.edu.com
www.vinetur.com
www.climate-data.org/location
www.diccionariodelvino.com
www.riberadelduero.es
www.libremercado.com
www.magrama.gob
www.sigpat.es
www.oemv.es
www.winesfromspain.com
www.monastrell.net
www.google.es/maps
Otros: Apuntes de la asignatura “Tecnología del Vino y derivados”. Profesores:
José Antonio Suarez Lepe y Felipe Palomero.

ANEJO II
“PLAN PRODUCTIVO”

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
Anejo II Plan productivo
Índice
1. Introducción…………………………….………………………………………1
2. Programa productivo……………………………………………………………2
2.1 Materias primas ................................................................................................. 2
2.1.1 Características de las uvas ......................................................................... 2
2.1.2 Etapas del desarrollo del racimo ............................................................... 8
2.1.3 Variedades de uvas .................................................................................. 10
2.2 Materias auxiliares .......................................................................................... 11
2.2.1 Anhídrido sulfuroso (SO2) ....................................................................... 11
2.2.2 Sustancias clarificantes ............................................................................ 15
2.2.3 Acidificantes ............................................................................................ 18
2.2.4 Levaduras ................................................................................................. 19
2.2.5 Bacterias lácticas ...................................................................................... 21
2.3 Productos ......................................................................................................... 24
2.3.1 El vino ...................................................................................................... 24
2.3.2 Subproductos ........................................................................................... 25
2.3.3 Balance de materias ................................................................................. 29
2.3.4 Balance final ............................................................................................. 32
3. Ingeniería del proceso………………………………………………………….34
3.1 Diagrama de flujo del proceso productivo ..................................................... 34
3.2 Descripción de las actividades ........................................................................ 36
3.2.1 Recepción y control de la vendimia en bodega ..................................... 36
3.2.2 Tratamiento mecánico de la vendimia ................................................... 41
3.2.3 Elaboración y encubado .......................................................................... 46
3.2.4 Estabilización y conservación ................................................................. 61
3.2.5 Crianza ..................................................................................................... 68
3.2.6 Embotellado ............................................................................................. 71

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
3.2.7 Crianza en botella .................................................................................... 77
3.3 Operaciones auxiliares .................................................................................... 79
3.3.1 Operaciones de limpieza y almacenamiento .......................................... 79
4. Calendario del proceso…………………………………………………………85
4.1 Calendario del proceso de elaboración del vino tinto joven ........................ 85
4.2 Calendario del proceso de elaboración del .................................................... 87
4.3 Vino tinto crianza ........................................................................................... 88
5. Bibliografía……………………………………………………………………..90

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
Índice de tablas
Tabla 1: composición del hollejo. ................................................................................... 4
Tabla 2: composición de la pulpa. ................................................................................... 5
Tabla 3: composición de las pepitas. ............................................................................... 6
Tabla 4: composición del racimo. ................................................................................... 6
Tabla 5: concentraciones de anhídrido sulfuroso. F .................................................... 13
Tabla 6: Dosis prefermentativas. ................................................................................... 13
Tabla 7: Dosis de conservación y transporte. ............................................................... 14
Tabla 8: Dosis de embotellado. ..................................................................................... 14
Tabla 9: Corrección de acidez. ...................................................................................... 18
Tabla 10: Levaduras naturales. ...................................................................................... 20
Tabla 11: porcentaje de orujo en la uva. ....................................................................... 26
Tabla 12: Subproductos generados en la bodega. ......................................................... 29
Tabla 13: número de botellas de vino tinto joven y crianza. ...................................... 32
Tabla 14: cantidad de materias auxiliares a utilizar. .................................................... 32
Tabla 15: Variación de los caracteres organolépticos en función de la maduración. 37
Tabla 16: comparativa del vino yema y el vino prensa. .............................................. 54
Tabla 17: relación de temperatura y grado alcohólico................................................. 56
Tabla 18: pH en función de los azucares residuales en la fermentación maloláctica. 57
Índice de figuras
Figura 1: Estructura interna de un grano de uva. ......................................................... 3
Figura 2: Composición del racimo de uva en % sobre peso fresco. ............................. 7
Figura 3: Etapas del desarrollo del racimo. Fuente: elaboración propia. ................... 10

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
1
ANEJO II: PROCESO PRODUCTIVO
1. Introducción
En el presente capítulo se va a realizar un análisis tanto de los productos como
de los subproductos generados en la bodega, con el fin de dimensionar la maquinaria
a utilizar para llegar a hacer vinos de calidad.
En el inicio del capítulo se hace un estudio de la materia prima a utilizar, así
como de los productos y los subproductos generados y los productos auxiliares
incorporados para poder elaborar dichos vinos.
También se van a estudiar todas las operaciones que se tienen que realizar en
el proceso productivo de los vinos tintos jóvenes y crianzas que se elaboran en la
bodega.
Asimismo, se realizará un calendario de la producción, cuantificando la
duración de cada actividad, para poder organizar el trabajo y conocer las necesidades
de maquinaria.
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
2
2. Programa productivo
2.1 Materias primas
2.1.1 Características de las uvas
La materia prima a utilizar es la uva. La Organización Internacional de la
Viña y el Vino (OIV) la define como:
Uva: fruto maduro de la vid.
Uva para vinificación: uva fresca destinada, esencialmente, a la
vinificación debido a sus características. La uva puede estar
sobremadurada o ligeramente pasificada o afectada de podredumbre
noble, con la condición de que pueda ser estrujada o prensada con los
medios comunes de la bodega y que sea capaz de efectuar
espontáneamente una fermentación alcohólica.
La vid (“Vitis vinífera) es una planta perteneciente a la familia de las
Ampelídeas, que se describe como “una familia de arbustos sermentosos y trepadores,
con hojas estipuladas, opuestas inferiormente y alternas en la parte superior”. Las hojas
son pequeñas y verdosas. Cáliz entero o apenas dentado, corola de cuatro o cinco
pétalos, insertos en la cara exterior de un disco que ciñe el ovario, más anchos en la
base, encorvados y en general soldados por el ápice. Las flores y frutos están ordenados
en forma de racimo.
El fruto de la vid crece en racimos apretados, agrupados por un órgano
herbáceo o leñoso conocido como raspón o escobajo, soportando un buen número de
bayas o frutos carnosos de pequeño tamaño. Su pulpa es blanca o púrpura de sabor
dulce. Se consume como fruta fresca o zumos, pero su principal aplicación es la

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
3
obtención de vinos. Se trata de una fruta carnosa de forma redondeada que crece en
racimos compuestos por muchos frutos. Contiene semillas o pepitas.
La piel de la uva se denomina hollejo, esta puede ser más clara o más oscura,
dependiendo del tipo de variedad. En el interior se encuentran la pulpa y las semillas
(Figura 1).
Figura 1: Estructura interna de un grano de uva. Fuente: Apuntes J. Antonio Suarez y Felipe Palomero,
asignatura "Tecnología del vino y derivados"
Hollejo:
El hollejo o piel es la parte exterior del grano de uva. Representa del 8
al 20% del grano de uva. Su misión es encerrar los tejidos vegetales que
contienen las sustancias de reserva que acumula el fruto y proteger las semillas,
hasta llegar a su completa maduración. Está formado por 6 a 10 capas de células,
y existe una zona de transición con la pulpa, donde no se diferencia las células
y si pertenecen a la pulpa o al hollejo.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
4
Cabe destacar dentro del hollejo algunas sustancias que actúan como
fungicidas, son conocidas como “fitoalexinas”, destacando entre ellas el
resveratrol, entre otras. El nivel de estas sustancias en los granos de uva,
depende del momento de desarrollo de los mismos, siendo más elevado durante
la fase del envero y descendiendo hasta su maduración, razón por la cual en las
últimas etapas las vendimias están menos protegidas frente al desarrollo de
estos organismos patógenos.
La composición del hollejo se puede observar en la tabla 1.
Compuestos Porcentaje
Agua 70 - 80%
Sustancias tánicas 0,5 – 1,8 %
Sustancias minerales 1,5 – 2 %
Ácidos orgánicos (tartárico, málico) 1%
Celulosa
S. colorantes (polifenoles)
S. aromáticas (terpenos y otros)
Tabla 1: composición del hollejo. Fuente: elaboración propia a partir de datos de J. Antonio Suarez y
Felipe Palomero de la asignatura "Tecnología del vino y derivados"
Pulpa:
Es la parte más voluminosa del grano de uva, representando un 75 a 85
% del peso de éste, formada por un tejido parenquimatoso vegetal cuyo origen
son las paredes del ovario, con grandes células ocupadas casi todo su volumen
por vacuolas, donde se acumula el mosto; representando las partes sólidas
(citoplasma y paredes celulosopécticas) menos de un 1 %.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
5
Es la parte carnosa y jugosa del grano de uva. Normalmente no está
coloreada, exceptuando en las cepas tintoreras. La pulpa tiene mucho azúcar,
aumentando esta cantidad cuando disminuye el número de pepitas, por lo que
las bayas apirenas (sin pepitas) son muy dulces.
En la tabla 2 se muestra la composición de la pulpa.
Componentes Cantidad (g/L)
Agua 700 – 800
Azúcares (glucosa y fructosa) 150 - 210
Tabla 2: composición de la pulpa. Fuente: elaboración propia a partir de datos de
www.urbinavinos.blogspot.com.es
Pepitas:
Constituyen los elementos de la vid encargados de perpetuar la especie
por vía sexual.
El número máximo de pepitas que puede contener un grano de uva son
cuatro, aunque puede existir desde ninguna pepita, hasta una, dos, tres o cuatro.
Existe una correlación entre el número de pepitas y el tamaño de la baya, ya
que cuantas más pepitas contenga mayor tamaño de la baya, pero, sin embargo,
presentando una menor madurez, ya que la pulpa será más pobre en sustancias,
ya que las semillas demandan nutrientes.
Contienen principalmente lípidos (ácidos oleico y linoleico) y taninos
poco polimerizados que presentan caracteres sensoriales de acidez y
astringencia.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
6
El manejo de las pepitas en la elaboración de los vinos debe evitar la
rotura de éstas, ya que de producirse elevaría en demasía las sensaciones de
dureza y verdor, además de liberarse las sustancias grasas que contienen en su
interior.
La composición de las pepitas se detalla en la tabla 3:
Compuestos Cantidad (%)
Agua 25 – 45
Glúcidos 34 – 36
Aceites 13 – 20
Taninos 4 – 6
S. nitrogenadas 4 – 7
S. minerales 2 – 4
Ácidos grasos 1
Tabla 3: composición de las pepitas. Fuente: elaboración propia a partir de datos de J. Antonio Suarez y
Felipe Palomero de la asignatura "Tecnología del vino y derivados"
A continuación, en la tabla 4, se muestra la composición media de un racimo
de uvas contabilizando pulpa, hollejos, pepitas y raspón.
Composición del racimo Cantidad (%)
Pulpa 83
Hollejo 8
Pepita 4
Raspón 5
Tabla 4: composición del racimo. Fuente: elaboración propia a partir de datos de J. Antonio Suarez y
Felipe Palomero de la asignatura "Tecnología del vino y derivados"

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
7
A continuación en la figura 2 se muestra un esquema resumen sobre la
composición del racimo de uva en % sobre peso fresco.
Figura 2: Composición del racimo de uva en % sobre peso fresco. Fuente: elaboración propia a partir
de información del libro "Enología: Fundamentos científicos y tecnológicos"
Raspones 3-6%
Agua 78-80%
Osas 0,5-1,5%
Ácidos orgánicos0,5-1,6%
Taninos 2-7%
Minerales 2-2,5%
Compuestosnitrogenados 1-
1,5%
Baya 94-97%
Piel 7-12%
Agua 78-80%
Ácidos orgánicos 0,8-1,6%
Taninos 0,4-3%
Antocianos 0-0,5%
Comp. nitrogenados 1,5-2%
Minerales 1,5-2%
Ceras 1,5-2%
Sust. aromáticas 1-2%
Pepitas 0-6%
Agua 25-45%
Comp. glucídicos 34-36%
Taninos 4-10%
Comp.nitrogenados 4-6,5%
Minerales 2-4%
Lípidos 13-20%
Pulpa 83-91%

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
8
2.1.2 Etapas del desarrollo del racimo
El desarrollo del racimo comienza en la mayor parte de los casos, con la
fecundación de los óvulos de las flores de la vid. Terminando la primavera o
comenzando el verano, se produce la floración, cuando las temperaturas no
superan los 15 o 16 ⁰C.
En el desarrollo del racimo se distinguen cuatro etapas:
I) Periodo herbáceo o del agraz:
Esta fase se inicia con la fecundación, tiene una duración entre 45 y 65
días, dependiendo de la variedad de vid y de las condiciones ambientales.
Durante esta etapa los granos aumentan de tamaño debido a la
multiplicación celular de los tejidos del ovario. El pericarpio se desarrolla
considerablemente, mientras que los embriones permanecen casi sin
evolucionar. En una segunda fase, los embriones se desarrollan rápidamente,
mientras que se retarda el crecimiento del grano de uva.
Al finalizar esta etapa, la uva contiene solo unos 20 gramos de azúcares
por kilogramo de pulpa y casi otra misma cantidad de acidez.
II) Período de envero:
La duración de esta fase es de uno o dos días para un grano de uva,
mientras que en un viñedo puede durar de 12 a 15 días.
El crecimiento se detiene, y aparecen los pigmentos propios de cada
variedad de uva, perdiendo la clorofila y acumulando polifenoles.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
9
El escobajo en este periodo alcanza el tamaño definitivo, el grano de uva
adquiere una consistencia más blanda y elástica y alcanzando las semillas la
maduración fisiológica.
III) Período de maduración o del traslucido:
Es el periodo de maduración propiamente dicho, tiene una duración de
35 a 55 días, durante los cuales los granos de uva siguen aumentando su tamaño.
La dilatación celular se debe a una acumulación de sustancias en las
vacuolas que contienen, incrementándose principalmente el agua y los
azucares libres, mientras que las concentraciones de ácido málico, tartárico y
compuestos aminados descienden.
Esta fase termina cuando se obtiene el máximo peso de vendimia con la
mayor concentración de azucares, o cuando la relación azúcares/acidez es
máxima.
IV) Sobremaduración:
La sobremaduracion no puede considerarse una fase del proceso
vegetativo, pues la uva resulta aislada del resto de la planta.
Durante esta fase, los granos de agua evaporan agua, lo que ocasiona una
concentración del jugo celular, a la vez que una disminución del peso de los
mismos.
En la figura 3 se muestra un esquema relacionando el tiempo de
vendimia con el peso, volumen y diámetro de las bayas.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
10
Figura 3: Etapas del desarrollo del racimo. Fuente: elaboración propia.
2.1.3 Variedades de uvas
Las variedades de uva que se permiten por el Consejo Regulador de la D.O
Ribera del Duero son Tempranillo, Merlot, Cabernet Sauvignon, Malbec,
Garnacha tinta y Albillo. En la bodega a dimensionar se usarán Tempranillo,
Merlot y Cabernet Sauvignon (ver Anejo 1).

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
11
2.2 Materias auxiliares
2.2.1 Anhídrido sulfuroso (SO2)
El anhídrido sulfuroso es un gas producido por la combustión del azufre en
el aire, siendo conocido antiguamente como desinfectante.
Las principales propiedades enológicas del anhídrido sulfuroso, en dosis
normales, son las siguientes:
Actividad antilevaduriana.
Actividad bactericida: frente a las bacterias lácticas los niveles de
anhídrido sulfuroso para frenar su actividad, oscilan entre los 10 a
20 mg/litro de SO2 libre para pH bajo o de 20 a 40 mg/litro de SO2
libre para pH alto. Del mismo modo el anhídrido sulfuroso actúa
contra las bacterias acéticas, pero son más resistentes a su acción,
precipitándose dosis más elevadas que las necesarias para las
bacterias lácticas.
Selección entre levaduras y bacterias: se trata de una de las
propiedades más importantes, ya que impide el desarrollo de
bacterias lácticas evitando así un picado láctico, pero permite el de
las levaduras.
Activación y selección entre levaduras: utilizado en dosis altas,
puede provocar que desaparezcan las levaduras autóctonas de la
vendimia, pudiendo añadir determinadas levaduras seleccionadas.
Además puede conseguir en dosis normales una total
transformación de los azúcares en alcohol.
Efecto antioxidante: el SO2 en solución reacciona con el oxígeno
para formar sulfatos. Esta propiedad adquiere especial interés en la
conservación de los vinos.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
12
Efecto antioxidasico: frena ciertas oxidaciones producidas por las
enzimas oxidasicas tirosina contenida en todas las vendimias, y la
lacasa exclusiva de las uvas atacadas por Botrytis cinérea.
Efecto disolvente: mediante la adicción del anhídrido sulfuroso se
produce una degradación de los tejidos celulares, sobre todo del
hollejo, donde pueden pasar al mosto las sustancias que lo
componen, destacando la importancia de los polifenoles en las
vendimias tintas
Efecto clarificante: en mostos blancos, la presencia de anhídrido
carbónico en cantidades fungistáticas puede paralizar el inicio de la
fermentación durante un cierto tiempo, produciéndose un
desfangado estático.
Efecto sobre el aroma y gusto de los vinos: altos niveles de anhídrido
sulfuroso libre en los vinos puede generar un cierto aroma a “azufre
quemado”.
En cantidades normales, preserva el aroma de los vinos, impidiendo
su degradación por oxidación. En vinos procedentes de vendimias
podridas hace que el gusto no sea tan desagradable.
Según los Reglamentos de la Comunidad Europea n⁰ 1493/1999 de fecha 17
de mayo y n⁰ 1622/2000 de fecha 24 de julio, por el que se establece la
Organización Común del Mercado Vitivinícola, los límites del contenido total
de anhídrido sulfuroso en los vinos, no podrán excederse de las siguientes
cantidades.
De manera más concreta, en la tabla 5, se muestran las cantidades a añadir
de anhídrido sulfuroso.
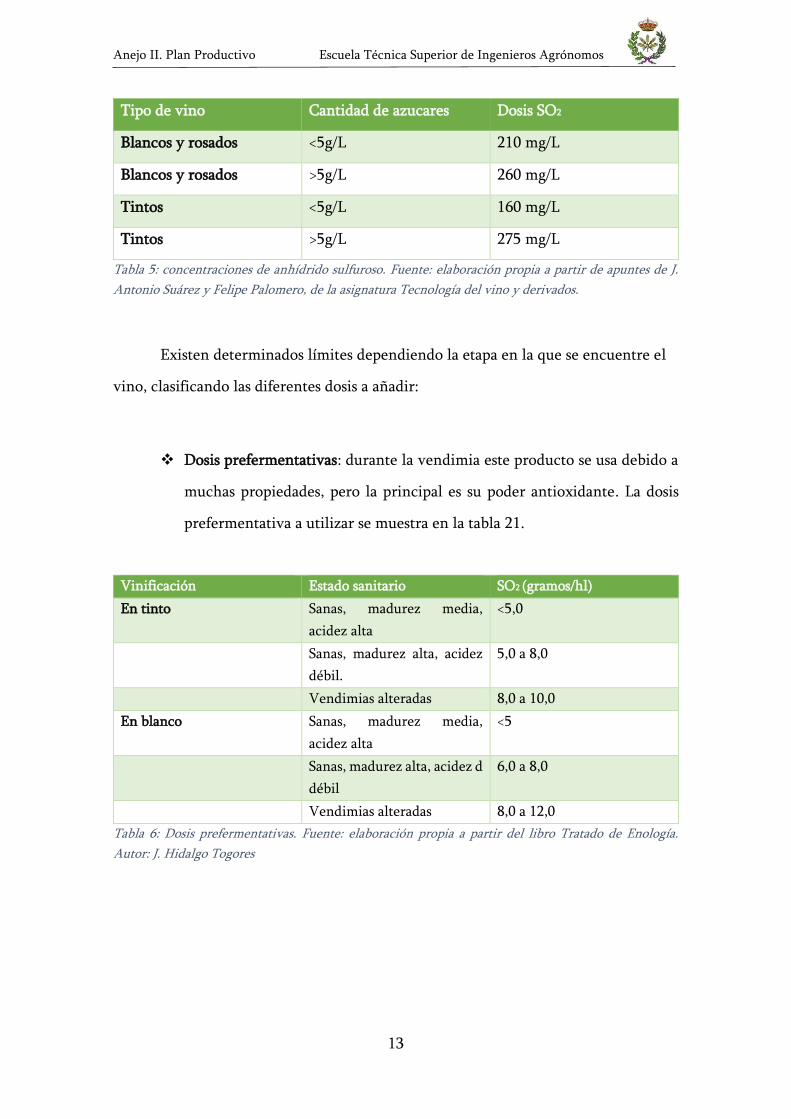
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
13
Tipo de vino Cantidad de azucares Dosis SO2
Blancos y rosados <5g/L 210 mg/L
Blancos y rosados >5g/L 260 mg/L
Tintos <5g/L 160 mg/L
Tintos >5g/L 275 mg/L
Tabla 5: concentraciones de anhídrido sulfuroso. Fuente: elaboración propia a partir de apuntes de J.
Antonio Suárez y Felipe Palomero, de la asignatura Tecnología del vino y derivados.
Existen determinados límites dependiendo la etapa en la que se encuentre el
vino, clasificando las diferentes dosis a añadir:
Dosis prefermentativas: durante la vendimia este producto se usa debido a
muchas propiedades, pero la principal es su poder antioxidante. La dosis
prefermentativa a utilizar se muestra en la tabla 21.
Vinificación Estado sanitario SO2 (gramos/hl)
En tinto Sanas, madurez media,
acidez alta
<5,0
Sanas, madurez alta, acidez
débil.
5,0 a 8,0
Vendimias alteradas 8,0 a 10,0
En blanco Sanas, madurez media,
acidez alta
<5
Sanas, madurez alta, acidez d
débil
6,0 a 8,0
Vendimias alteradas 8,0 a 12,0
Tabla 6: Dosis prefermentativas. Fuente: elaboración propia a partir del libro Tratado de Enología.
Autor: J. Hidalgo Togores
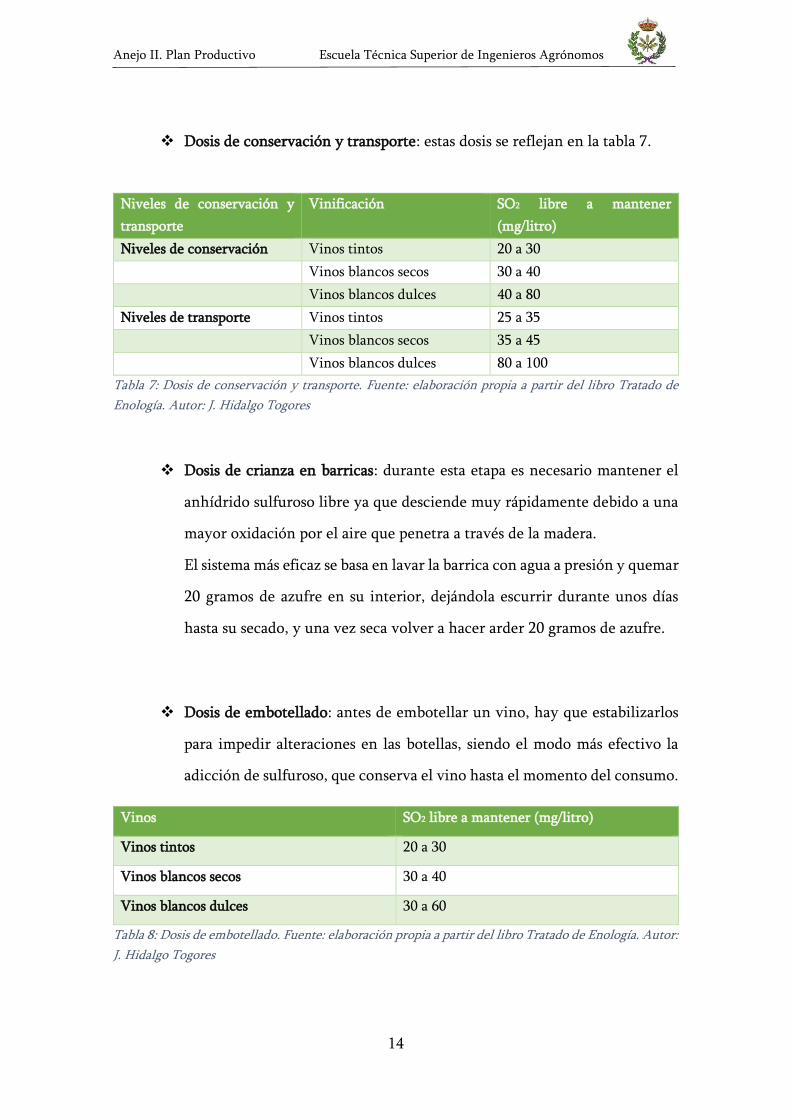
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
14
Dosis de conservación y transporte: estas dosis se reflejan en la tabla 7.
Niveles de conservación y
transporte
Vinificación SO2 libre a mantener
(mg/litro)
Niveles de conservación Vinos tintos 20 a 30
Vinos blancos secos 30 a 40
Vinos blancos dulces 40 a 80
Niveles de transporte Vinos tintos 25 a 35
Vinos blancos secos 35 a 45
Vinos blancos dulces 80 a 100
Tabla 7: Dosis de conservación y transporte. Fuente: elaboración propia a partir del libro Tratado de
Enología. Autor: J. Hidalgo Togores
Dosis de crianza en barricas: durante esta etapa es necesario mantener el
anhídrido sulfuroso libre ya que desciende muy rápidamente debido a una
mayor oxidación por el aire que penetra a través de la madera.
El sistema más eficaz se basa en lavar la barrica con agua a presión y quemar
20 gramos de azufre en su interior, dejándola escurrir durante unos días
hasta su secado, y una vez seca volver a hacer arder 20 gramos de azufre.
Dosis de embotellado: antes de embotellar un vino, hay que estabilizarlos
para impedir alteraciones en las botellas, siendo el modo más efectivo la
adicción de sulfuroso, que conserva el vino hasta el momento del consumo.
Vinos SO2 libre a mantener (mg/litro)
Vinos tintos 20 a 30
Vinos blancos secos 30 a 40
Vinos blancos dulces 30 a 60
Tabla 8: Dosis de embotellado. Fuente: elaboración propia a partir del libro Tratado de Enología. Autor:
J. Hidalgo Togores

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
15
2.2.2 Sustancias clarificantes
Los productos que se pueden usar en la clarificación de los vinos se pueden
dividir en tres grupos dependiendo de la función que realizan: en primer lugar los
clarificantes o colas, en segundo lugar los floculantes o sustancias adyuvantes, que
facilitan el fenómeno de la clarificación, y en tercer lugar determinados aditivos.
Pero atendiendo a su origen o a su naturaleza, estos productos se clasifican en:
Clarificantes minerales: también se usan para otros fines como
puede ser la limpieza de los vinos. Dentro de este grupo
destacan:
- Bentonita: procedente de la descomposición de las cenizas
volcánicas. Son muy eficaces por su elevado poder de
hinchamiento, aunque ocasionan un gran volumen de
sedimentos.
No suele usarse como clarificante en vinos tintos, pero si en
los blancos o rosados pobres en taninos.
- Caolín: arcilla de las familias de las caolinitas. Presenta
propiedades semejantes pero más atenuadas debido a su débil
poder de hinchamiento y a su dispersión en medios líquidos.
Como clarificante se usa en dosis elevadas.
- Sílice coloidal: se usa fundamentalmente como floculante de
las proteínas en el proceso de clarificación por encolado de
los vinos. La clarificación de proteínas con sílice coloidal
produce una importante disminución del nitrógeno de los
vinos, así como también la reducción de determinados
polifenoles que no puedan ser eliminados por las proteínas,

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
16
como las catequinas, que son responsables del pardeamiento
de los vinos blancos oxidados.
- Carbón activado: las sustancias de vino que pueden absorber
los carbones son muy numerosas, destacando entre ellas los
compuestos aromáticos, así como el hierro con el empleo de
determinados carbones de propiedades desferrizantes,
reduciendo del mismo modo las sustancias nitrogenadas y las
pectinas.
Clarificantes orgánicos: es el grupo más importante de las colas
de uso enológico. Los más importantes son:
- Gelatina: clarificante más utilizado en Enología, se presenta
en el vino como un coloide con carga eléctrica positiva, y
precisando de tanino, bentonita o sol de sílice para flocular.
- Cola de pescado: se trata de uno de los mejores clarificantes
para vinos blancos. Las suspensiones de cola de pescado se
hidrolizan con facilidad perdiendo sus características,
cuando la temperatura supera los 40⁰C o bien durante un
almacenamiento prolongado, por lo que éstas deben estar
conservadas en frío.
- Caseína: la caseína es una heteroproteína fosfórica, se
encuentra en la leche en forma de sal cálcica. Se trata de un
clarificante que coagula instantáneamente bajo la acidez del
vino, por lo que no es necesario utilizar sustancia floculante
alguna, utilizándose en ocasiones una pequeña dosis de
bentonita para mejorar los resultados de la clarificación.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
17
- Clara y albumina de huevo: la clara de huevo contiene un
12,5 a 13 por 100 g de proteínas, donde destaca la
ovoalbúmina, y en menor proporción la ovoglobulina, que
presentan propiedades clarificantes. Se trata de un
clarificante de gran calidad, usado para la limpieza de vinos
tintos, y sobre todo en los que se desea suavizar la
astringencia de los taninos.
- Polvo y albúmina de sangre: clarificante utilizado para el
tratamiento de los vinos duros y astringentes, especialmente
para los vinos de prensa, siendo poco sensible a la presencia
de coloides protectores.
- Alginatos alcalinos: sales del ácido algínico, que se obtienen
a partir de ciertas algas marrones. El alginato sódico en el
vino precipita bajo la acción de los cationes de calcio que éste
contiene, y también por su acidez, siendo más eficaz cuanto
mas bajo sea su valor de pH.
- Levaduras: se emplean lías frescas y sanas procedentes de los
vinos elaborados con mostos blancos bien desfangados. Se
usan como clarificante y para mejorar las características
sensoriales de los vinos.
- Tanino: bajo este nombre se agrupan un determinado
número de sustancias fenólicas que poseen sabor astringente,
propiedad de coagular las proteínas, y colorear de azul las
sales de hierro.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
18
Clarificantes sintéticos: estos clarificantes no tienen un efecto
en la industria Enológica como los anteriormente descritos:
- Poliamidas
- Polivinilpirrolidona (PVP)
- Polivinilpolipirrolidona (PVPP)
Se decide que en la bodega se usará como clarificante la albumina de
huevo, con una dosis de 10 g/hl.
2.2.3 Acidificantes
El uso de acidificantes esta extendido en la Unión Europea, ya que con su
aplicación se logra en los vinos un equilibrio adecuado, así como también
importantes prestaciones, donde destaca el papel que la acidez desempeña en la
conservación de los vinos.
La acidificación directa se realiza mediante la adición exclusiva de ácidos
orgánicos autorizados, quedando prohibidos los ácidos minerales, tales como el
ácido sulfúrico, clorhídrico o fosfórico.
El principal acidificante autorizado es el ácido tartárico (TH2), usado
cuando la vendimia presenta los siguientes valores:
Acidez de la vendimia Corrección de acidez (gramos/litro de TH2)
Menos de 4,5 gramos/litro (TH2) 1,0
4,5 a 5,5 gramos/litro (TH2) 0,5
Tabla 9: Corrección de acidez. Fuente: elaboración propia a partir del libro Tratado de Enología. Autor:
J. Hidalgo Togores.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
19
El mejor momento para llevar a cabo la acidificación es una vez finalizada la
fermentación alcohólica, y luego realizar una corrección final antes de su
estabilización tartárica por frío, ya que si se realiza una acidificación tardía puede
haber problemas, tales como precipitaciones posteriores en botella.
2.2.4 Levaduras
Tradicionalmente, la producción de vino se ha realizado a partir de
fermentaciones espontáneas, es decir, llevadas a cabo por levaduras endémicas, las
cuales se pueden encontrar en la vid, la uva o las propias instalaciones de la bodega.
Las características organolépticas conseguidas en el vino mediante estas levaduras
suelen ser de mayor calidad que con cepas foráneas, pero la calidad del producto
puede ser muy variable.
En la tabla 10 se muestran las principales levaduras que se pueden encontrar
de forma natural:
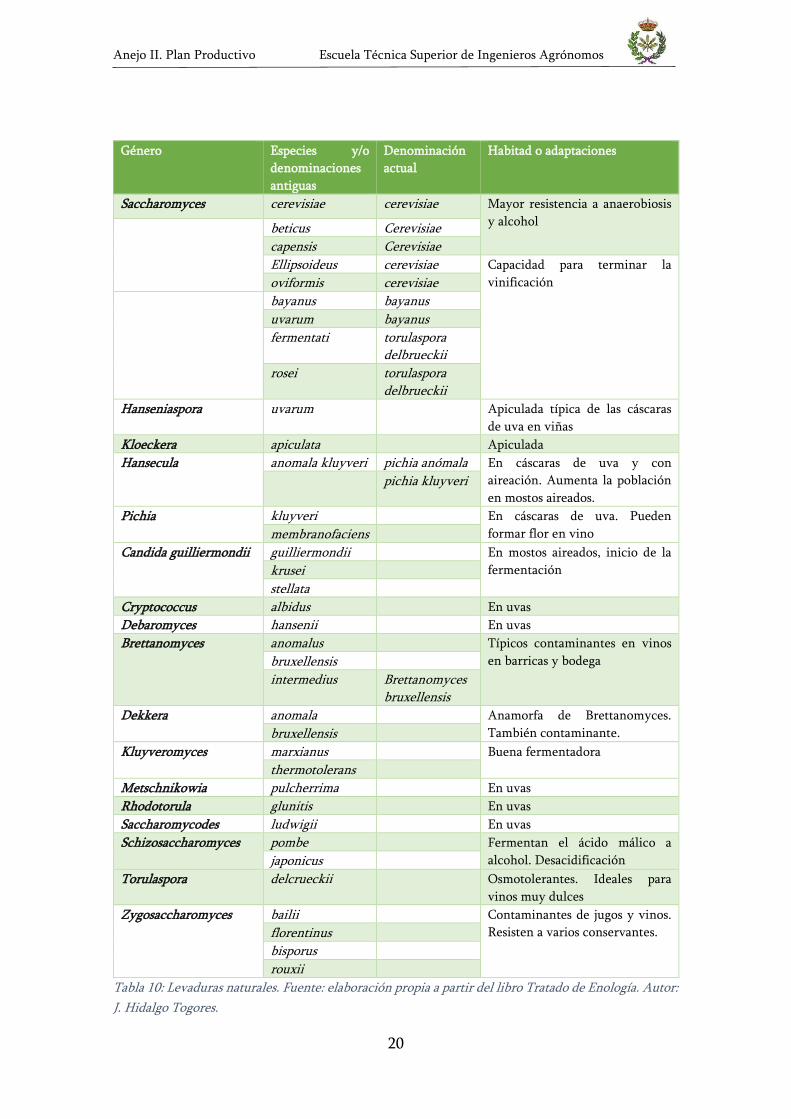
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
20
Género Especies y/o
denominaciones
antiguas
Denominación
actual
Habitad o adaptaciones
Saccharomyces cerevisiae cerevisiae Mayor resistencia a anaerobiosis
y alcohol beticus Cerevisiae
capensis Cerevisiae
Ellipsoideus cerevisiae Capacidad para terminar la
vinificación oviformis cerevisiae
bayanus bayanus
uvarum bayanus
fermentati torulaspora delbrueckii
rosei torulaspora delbrueckii
Hanseniaspora uvarum Apiculada típica de las cáscaras
de uva en viñas
Kloeckera apiculata Apiculada
Hansecula anomala kluyveri pichia anómala En cáscaras de uva y con
aireación. Aumenta la población
en mostos aireados. pichia kluyveri
Pichia kluyveri En cáscaras de uva. Pueden
formar flor en vino membranofaciens
Candida guilliermondii guilliermondii En mostos aireados, inicio de la
fermentación krusei
stellata
Cryptococcus albidus En uvas
Debaromyces hansenii En uvas
Brettanomyces anomalus Típicos contaminantes en vinos
en barricas y bodega bruxellensis
intermedius Brettanomyces bruxellensis
Dekkera anomala Anamorfa de Brettanomyces.
También contaminante. bruxellensis
Kluyveromyces marxianus Buena fermentadora
thermotolerans
Metschnikowia pulcherrima En uvas
Rhodotorula glunitis En uvas
Saccharomycodes ludwigii En uvas
Schizosaccharomyces pombe Fermentan el ácido málico a
alcohol. Desacidificación japonicus
Torulaspora delcrueckii Osmotolerantes. Ideales para
vinos muy dulces
Zygosaccharomyces bailii Contaminantes de jugos y vinos.
Resisten a varios conservantes. florentinus
bisporus
rouxii
Tabla 10: Levaduras naturales. Fuente: elaboración propia a partir del libro Tratado de Enología. Autor:
J. Hidalgo Togores.
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
21
La especie más importante en la industria enológica es Sacharomyces
cerevisiae, una de las razones es que esta levadura puede metabolizar glucosa y fructosa
tanto por vía respiratoria como fermentativa, y de crecer en condiciones tanto aerobias
como anaerobias. Siendo la fórmula de fermentación la siguiente:
Azúcares + levaduras Alcohol etílico + CO2 + calor + otras sustancias
Tiene gran capacidad para crecer en el zumo que uva, el cual se caracteriza por
un alto contenido en azúcares y un bajo contenido en sustancias de nitrógeno. Esta
levadura produce altas cantidades de etanol, a la vez que consume azúcares y reduce
el pH, lo que inhibe el crecimiento de otras cepas diferentes. Además, posee un “factor
killer”, es decir, segrega una toxina a la cual S.cerevisiae es inmune, pero puede que
otras cepas sean sensibles, de esta manera se puede mantener un control de cepas no
deseadas.
Aunque es preferible el uso de las levaduras autóctonas en ocasiones hay que
recurrir a la utilización de levaduras comerciales cuando haya que reactivar una
fermentación, o para vendimias muy ricas en azucares, para formar el inicio de la
fermentación, o cual una temperatura de vendimia muy baja pueda retrasar el inicio
de la fermentación, lo que puede traer consigo la aparición de mohos. A este tipo de
levaduras se les denomina levaduras secas activas (LSA).
2.2.5 Bacterias lácticas

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
22
Se trata de bacterias gram positivas. Mediante su metabolismo fermentativo
transforman los azúcares en ácido láctico. Son anaerobias aerotolerantes, es decir,
su desarrollo es mejor en ambientes anaerobios, pero toleran el oxígeno.
La fermentación alcohólica de los vinos se lleva a cabo por las levaduras,
pero en el mosto y en los recipientes donde se lleva a cabo esta fermentación no
son esteriles, es decir, pueden existir bacterias lácticas y acéticas.
Durante la fermentación alcohólica el número de bacterias lácticas es
reducido, del orden de 102 por ml, ya que la mayoría son inhibidas por el etanol y
por el sulfuroso añadido. Si bien cuando termina esta fermentación, las bacterias
lácticas pueden aumentar de número, ejerciendo su acción durante la
fermentación maloláctica.
Las bacterias lácticas que se pueden aislar en muestras de mostos y vinos
son de los géneros Lactobacillus, Pediococcus, Leuconostoc, Weissella y, sobre
todo, de Oenococcus. Esta última puede crecer al pH del vino, además de tolerar
muy bien el etanol.
El papel más beneficioso conocido de las bacterias lácticas en los vinos es la
FML (fermentación maloláctica). El mosto suele contener cierta cantidad de ácido
L-málico (1-5 g/L) que tiene un sabor fuerte y áspero. La función de estas bacterias
es la descarboxilación del ácido L-málico a L-láctico, con desprendimiento de CO2
que aparece en forma de burbujas en el vino. Esta desacidificación conlleva una
mejora desde el punto de vista de la calidad del vino, ya que será un vino más suave
en boca por reducir la cantidad de ácido L-málico.
Otro aspecto interesante de la realización de las FML gracias a las bacterias
lácticas es el color del vino tinto, ya que los antocianos como la malvidina
evolucionan hacia tonalidades no tan fuertes, más interesantes visualmente.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
23
También conlleva cambios organolépticos ya que además de la
desacidificación, el desarrollo de las bacterias provoca cambios en los contenidos
de los diversos compuestos orgánicos del vino.
Aparte del L-málico, otro ácido importante metabolizado por estas bacterias
es el ácido cítrico. O. oeni, capta el citrato y lo metaboliza dando lugar a diversos
compuestos, destacando el diacetilo, el cual tiene un peculiar aroma a mantequilla
y productos lácteos, típico de los vinos que han sufrido FML.
Las bacterias lácticas del vino también pueden producir exopolisacaridos
que pueden unirse con los taninos rebajando la astringencia que estos producen.
Otro beneficio de estas bacterias es la estabilidad microbiológica, ya que las
bacterias lácticas agotan el málico y otros nutrientes, con lo cual es más complicado
el desarrollo de microorganismos.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
24
2.3 Productos
2.3.1 El vino
Según la Ley 24/2003, de 10 de julio, de la Viña y el Vino, define este
producto como “el alimento natural obtenido exclusivamente por la fermentación
alcohólica, total o parcial, de la uva fresca, estrujada o no, o de mosto de uva”.
Además define como vinos crianza para los vinos de calidad producidos en
regiones determinadas (v.t.c.p.r.d) “que podrán utilizar los v.t.c.p.r.d. tintos con
un periodo mínimo de envejecimiento de 24 meses, de los que al menos seis habrán
permanecido en barricas de madera de roble de capacidad máxima de 330 litros”.
El propósito final del proyecto será la elaboración de un vino tinto acogido
a la Denominación de Origen Ribera del Duero. Los vinos a elaborar serán vinos
tintos jóvenes y vinos tintos crianza.
Según el artículo 11 de la citada D.O, para poder hacer la mención “crianza”
se debe prolongar el periodo de envejecimiento por un plazo no inferior a 2 años
naturales contados a partir del 1 de diciembre del año de la vendimia, donde uno
como mínimo será en barrica de madera de roble con capacidad aproximada de
225l de los vinos tintos, y como seis meses, como mínimo para los vinos rosados.
En el artículo 13, se define que los vinos tintos han de tener una graduación
alcohólica de 11,5 ⁰. En este mismo artículo define que la participación de las
variedades Tinta del país junto con Malbec, Merlot o Cabernet sauvignon no ha de
ser inferior al 95%. Así mismo la participación de la variedad Tinta del país no ha
de ser inferior al 75%.
En este mismo artículo se especifica que en los vinos de año la acidad volátil
real no podrá ser superior a 0,05 gramos/litro por cada grado de alcohol adquirido.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
25
Los vinos crianza no podrían superar 1 gramo/litro hasta 10 por 100 volumen y
0,06 gramos/litro por cada grado de alcohol que exceda 10 grados.
Con todo esto, para la elaboración del producto final, se realizaran dos tipos
de vinos, vino de año y vino crianza, ambos con una composición que cumple la
legislación vigente, conteniendo un 80% de Tempranillo, 10% de Cabernet
sauvignon y 10% de Merlot. Además, los vinos con mención crianza, contarán con
12 meses de envejecimiento en barricas de madera de roble, y un posterior
envejecimiento en botella antes de su comercialización. En cuanto al vino de año,
no sufrirá envejecimiento alguno en barrica, estando preparado tras una
estabilización previa y sin un posterior envejecimiento en botella.
2.3.2 Subproductos
Los subproductos procedentes de la elaboración de mostos o vinos son
muchos más numerosos que los procedentes del cultivo de la vid, destacando los
orujos y las lías.
a) Raspones:
Proceden del despalillado de las vendimias tintas, raramente de las
blancas, y suponen en peso un 3 a 7% según variedades, mientras que en
volumen un 30%.
Los raspones están impregnados de mosto, pero el volumen de mosto es
escaso por lo que su recuperación es inútil. Tampoco se pueden usar para pienso
ya que tiene una elevada cantidad de lignina y celulosa.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
26
La presencia de raspones durante y al finalizar la vendimia es un
inconveniente, lo que suele hacerse es secarlos y quemarlos.
b) Orujos:
Es el residuo resultante del prensado de la uva fermentada o no, por lo
que suele contener restos de los tejidos vegetales, tales como hollejos y pepitas.
La cantidad de orujo depende mucho de la variedad de uva y de sus
condiciones de cultivo. En la tabla 11 se muestran valores medios:
Parte de la uva Porcentaje de orujo
Hollejo 8-20
Pepitas 0-6
Raspones 3-7
Total en vinos tintos 15-20
Tabla 11: porcentaje de orujo en la uva. Fuente: elaboración propia a partir del libro Tratado de
Enología. Autor: J. Hidalgo Togores
Este producto puede almacenarse en silos durante la campaña, o bien
enviarse a la alcoholera durante la campaña.
c) Pepitas:
Representan hasta un máximo de 5-6% en peso respecto al racimo de
uva. Para su utilización es necesario separarla de los orujos fermentados o
destilados. Las pepitas han de ser desecadas hasta alcanzar un contenido de
humedad de 15-20%. Algunas de sus aplicaciones son:
- Obtención de aceite de semilla de uva: presenta un color
amarillo pálido con reflejos verdosos, de baja viscosidad y

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
27
bajo punto de solidificación. Tiene una alta riqueza en ácido
linoleico y tocoferoles, que dificultan la oxidación. Este
aceite también puede destinarse a usos no alimentarios, como
a la industria cosmética.
- Alimentación animal: la mejor capacidad alimenticia la
obtiene en forma de tortas o de harina grasa residual.
- Fertilizante: enteras no presentan ninguna actividad
fertilizante, pero como tortas si presentan capacidad
fertilizante.
d) Heces o lías:
Son tratadas con ácido sulfúrico hasta un pH de 2,0 que disuelve los
tartratos y permite obtener las levaduras por centrifugación. De esta manera se
recuperan las levaduras antes de la destilación de las lías evitando su
desnaturalización por el calentamiento, pudiendo ser interesante como fuente
proteica para la alimentación animal.
Aproximadamente se estima que la cantidad de lías supone un 4% del
total del vino.
e) Residuos de filtración:
Están constituidos por sustancias de diverso origen como las levaduras,
bacterias, sales cristalizadas, gomas, mucílagos, materia colorante, polisacáridos
y proteínas. Todo ello es susceptible de provocar turbidez o precipitaciones en
los vinos, y que por lo tanto debe ser separado mediante tamizado o filtración

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
28
por membrana. Su valor económico es nulo y suponen alrededor de un 1% del
total del vino.
f) Anhídrido carbónico:
Se produce durante la fermentación alcohólica, y supone unos 0,4-0,5
gramos de este gas por cada gramo de azúcar desdoblado, lo que equivale a 50
litros de anhídrido carbónico por cada gramo de mosto.
Puede tener varios usos, algunos de ellos son la inertización de las tolvas
de recepción de la vendimia, para el envasado por compresión o para el llenado
de los contenedores de transporte de vendimia mecánica.
g) Tartratos:
Todos los subproductos o efluentes líquidos pueden ser susceptibles de
aprovechar la importante cantidad de sales de ácido tartárico que contienen,
siendo especialmente ricos en estas sustancias las lías y las aguas de
destartarizado de depósitos. En este caso se van a suponer en un 0,5 % del total
del vino, que se incluirá en las lías.
h) Aguas de lavado:
Se trata más de un efluente que de un subproducto de bodega, pero hay
que gestionarlas adecuadamente. Solo podrán reutilizarse cuando provengan
de operaciones de limpieza o del destartarizado de los depósitos de
fermentación.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
29
A continuación se muestra una tabla a modo de resumen con el
porcentaje que suponen cada uno de los subproductos que se van a generar
durante la elaboración del vino, así como los kilogramos que van a suponer en
la bodega, teniendo en cuenta que la cantidad de uva se estima en 150.000 kg.
Subproductos Porcentaje en peso Kg respecto de la vendimia
Raspones 5% 7.500
Orujos 17% 25.500
Pepitas 5% 7.500
Residuos de filtración 1% 1.500
Lías 4% 6.000
Tabla 12: Subproductos generados en la bodega. Fuente: elaboración propia
2.3.3 Balance de materias
Con todo lo anterior expuesto, se realiza un balance de materia, para
conocer aproximadamente la cantidad de litros de vino que se obtienen de 150.000
kg de uva, teniendo en cuenta, a partir de las variedades de uva a utilizar y los
factores climáticos, que los rendimientos volumétricos según la conversión
peso/volumen (según densidad media) es:
100 kg de racimos 76,10 litros de vino
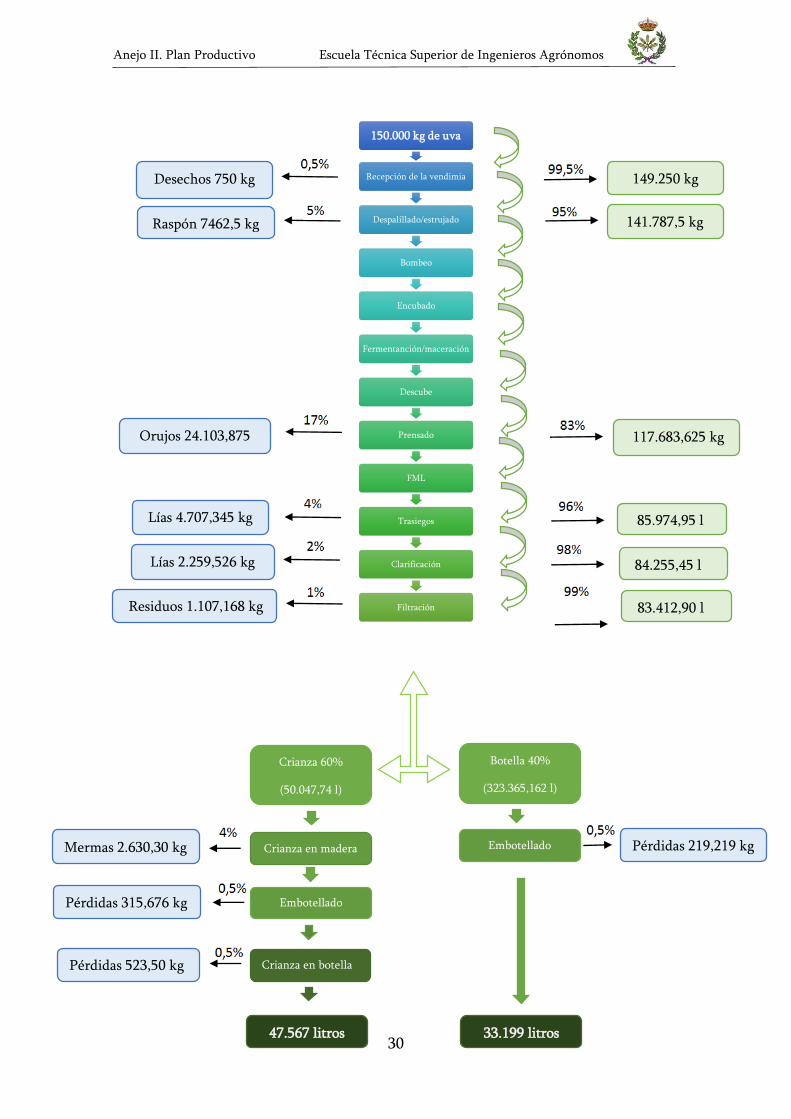
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
30
150.000 kg de uva
Recepción de la vendimia
Despalillado/estrujado
Bombeo
Encubado
Fermentanción/maceración
Descube
Prensado
FML
Trasiegos
Clarificación
Filtración
Desechos 750 kg 149.250 kg
Raspón 7462,5 kg 141.787,5 kg
Orujos 24.103,875
kg kg
117.683,625 kg
Lías 4.707,345 kg 85.974,95 l
Lías 2.259,526 kg 84.255,45 l
Residuos 1.107,168 kg 83.412,90 l
Crianza 60%
(50.047,74 l)
Botella 40%
(323.365,162 l)
Crianza en madera
Embotellado
Embotellado
Crianza en botella
Mermas 2.630,30 kg
Pérdidas 315,676 kg
Pérdidas 523,50 kg
Pérdidas 219,219 kg
47.567 litros
33.199 litros
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
31
Por lo tanto, la cantidad de vino a elaborar a partir de 150.000 kg de uva
es 80.766 litros.
A partir de este dato se puede calcular el rendimiento medio de la
bodega, mediante la siguiente ecuación:
𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 =80.766 𝑙
150.000 𝑘𝑔= 0,54 ≈ 54 %
Se van a utilizar botellas de 75 cl de capacidad, también se usaran
botellas magnum para el vino crianza, las cuales tienen una capacidad de 1,5 l,
por lo que se decide que ¾ de la producción de vino crianza se envase en
botellas normales, y el cuarto restante en botellas magnum. También hay que
tener en cuenta que un 60% del vino se destinará a crianza, mientras que el
40% restante se destinará a la elaboración de vino joven. Por lo cual, en botellas
de 75 cl se envasaran 68.651,1 l, y en botellas magnum 12.114,9 litros. Es decir,
el número de botellas a utilizar será:
6.865.511 𝑐𝑙
75 𝑐𝑙= 91.541 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠 𝑑𝑒 75 𝑐𝑙
12.114,9 𝑙
1,5 𝑙= 8.077 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠 𝑑𝑒 1,5 𝑙
Con lo cual se necesitarán 91.541 botellas de 75 cl y 8.077 botellas
magnum. Pero por las complicaciones que se puedan ocasionar, se encargará
un 5% de botellas adicionales, por lo que se encargarán 96.119 botellas de 75 cl
y 8.481 botellas magnum.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
32
Se elaboraran 48.459,5 l de vino tinto crianza, y 32.306,4 litros de vino
tinto joven, pero las botellas tipo magnum únicamente se destinarán al vino
crianza. En la siguiente tabla se define la cantidad de botellas pata cada tipo de
vino:
2.3.4 Balance final
Se va a realizar un balance final donde se muestra la cantidad de uva
utilizada de cada variedad, la cantidad de subproductos que se generan y las
materias auxiliares a utilizar.
Para ello, se elabora la tabla 14, donde se reflejan las dosis de materias
auxiliares necesarias para la elaboración del vino.
Materias auxiliares Dosis Dosis a utilizar
Sulfuroso 250 mg/l 21 kg
Ácido tartárico 1 g/l 80 kg
Bacterias lácticas 0,5 g/hl 404 g
Levaduras 30 g/hl 25 kg
Albumina de huevo 10 g/hl 9 kg
Tabla 14: cantidad de materias auxiliares a utilizar. Fuente: elaboración propia
Tipo de vino Litros de vino Botellas de 75 cl Botellas magnum
(1,5 l)
Joven 32.307 l 43.076 -
Crianza 48.460 l 48.460 8.077
Total 80.767 91.541 8.077
Tabla 13: número de botellas de vino tinto joven y crianza. Fuente: elaboración propia

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
33
Teniendo en cuenta esto, el balance final para esta industria es el siguiente:
120.000 kg Tempranillo
15.000 kg Merlot
15.000 kg Cabernet Sauvignon
Subproductos:
Raspones: 7.463 kg
Orujos: 24.104 kg
Lías: 6.967 kg
Residuos de filtración: 1.107 kg
Mermas y pérdidas: 6.139 kg
Materias auxiliares:
SO2: 21 kg
TH2: 80 kg
B. lácticas: 404 g
Levaduras: 25 kg
Clarificante: 9 kg
80.766 litros de vino
99.618 botellas de vino

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
34
3. Ingeniería del proceso
3.1 Diagrama de flujo del proceso productivo
Se va a elaborar un diagrama de flujo con las operaciones más importantes a
realizar en la bodega, distinguiendo entre operaciones básicas, operaciones de
transporte, operaciones de inspección, operaciones de almacenamiento y operaciones
de retraso. También se indican los principales subproductos generados, así como el uso
que se les dará.
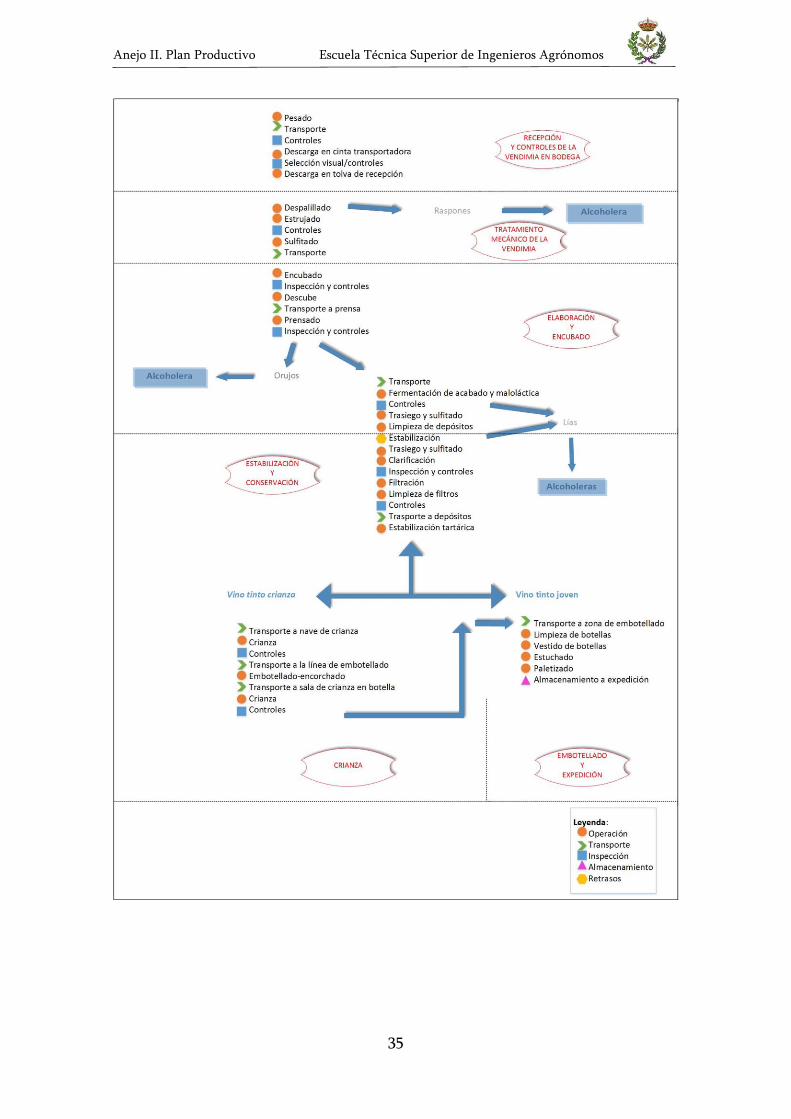
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
35

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
36
3.2 Descripción de las actividades
En este apartado se realizará una exhaustiva descripción de las actividades
llevadas a cabo en la bodega para la elaboración de un vino de calidad.
Para esto hay que tener en cuenta la optimización de los recursos, así como el
estudio de la tecnología a utilizar, que será lo más adecuada para cada fase del
proceso.
3.2.1 Recepción y control de la vendimia en bodega
Desde el punto de vista de la vid, esta alcanza la “maduración fisiológica”
unos días después del envero. Desde el punto de vista de la enología, entre otros,
la maduración se basa en un criterio distinto, entendiéndose en este caso como
“maduración industrial”. Este concepto se puede definir como el momento anterior
a la sobremaduración, es decir, cuando el fruto alcanza la mayor producción de
azúcares por unidad de superficie.
I) Toma de muestras de los viñedos:
El primer paso se basa en dividir la zona vitícola, en este caso se dividirá
en base a las diferentes variedades de uva.
Para realizar el muestreo de las vides, se dispondrán de 250 bayas de uva
por cada unidad de superficie muestreada. Es importante realizar
correctamente la elección de las bayas, no eligiendo ni las más vigorosas, ni las
que se encuentran en una posición más elevada o más baja, etc.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
37
II) Maduración del fruto
El nivel de madurez alcanzado durante la cosecha es un dato importante
en la calidad de la vendimia. La madurez interviene de dos maneras:
directamente por la composición de las diferentes partes del fruto e
indirectamente por las consecuencias tecnológicas.
Hay una serie de parámetros para conocer cual es la madurez del
conjunto del fruto en un momento determinado, pero en la presente bodega lo
que se hará será el método elaborado por M. Ruiz Hernández, para determinar
sensorialmente la maduración de las vendimias tintas.
Este método se basa en coger 10 granos de uva y oprimiéndolos, se
extrae la pulpa y el mosto en un recipiente, donde a los 15 minutos se mira su
color. Los mismos hollejos se enjuagan con agua y se colocan en los incisivos,
se hacen tres masticaciones moderadas sucesivas. La primera se desecha,
teniendo en cuenta la segunda sensación, que es de aroma, apreciándose por
vía retronasal, así como la tercera, que es donde se evalúa el gusto.
Los resultados obtenidos se pueden resumir en lo siguiente:
Color Rojo Rosa Piel de
cebolla
Amarillo Cuero Tabaco
Aroma Regaliz y
rosa
Regaliz Rosa Hierba
débil
Hierba Hierba
fuerte
Gusto Tanino
amargo.
Superficie
lengua
Taninos
amargo.
Bordes
lengua
Amargo
en la
punta de
la lengua
Hierba
áspera
débil
Hierba
áspera
Hierba
áspera
fuerte
Destino Gran
Reserva
Reserva Crianza Jóvenes y Rosados
Tabla 15: Variación de los caracteres organolépticos en función de la maduración.
Fuente: elaboración propia a partir del libro Tratado de Enología. Autor: J. Hidalgo Togores.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
38
III) Vendimia
El proceso de vendimia puede realizarse de dos formas, manual y
mecánicamente, después de realizarse un estudio para decidir cual es la que
mejor puede adaptarse a las características de la bodega, se decide realizar una
vendimia manual, ya que se va a elaborar vino envejecido, el cual podría perder
calidad si se realiza vendimia mecánica, por lo que para salvaguardar la calidad
del vino crianza, y porque se trata una bodega donde se quiere que reine una
exquisita calidad del vino, se va a realizar vendimia manual.
Se decide la utilización de cajas de vendimia de pequeña capacidad
(25kg), construidas de material de plástico alimentario, perforadas y apilables
unas sobre otras, evitando así lo máximo posible el aplastamiento. Estas uvas
llegarán hasta una cinta transportadora, a continuación se harán los controles
pertinentes eliminando de esta manera las sustancias no deseables que se
puedan apreciar, y a partir de aquí la uva pasará a la tolva de recepción.
Para llevar a cabo este proceso se contratará el siguiente personal:
- Cortadores-porteadores: su misión es separar los racimos de
la cepa, situarlos en el envase y transportarlos hasta la cinta
transportadora. Se agruparán por parejas y llevaran las cajas
de plástico de 25 kg.
Para conocer el número de vendimiadores se realiza el
siguiente cálculo:
Tiempo de trabajo por día = 9 horas J
Tiempos muertos (descanso, comida, etc) = 2 horas
T
Duración de la vendimia = 20 días d
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
39
Un operario vendimia = 120 kg/hectárea = 840
kg/día Y
𝑉 (𝑘𝑔
𝑝𝑒𝑟𝑠𝑜𝑛𝑎 𝑦 𝑐𝑎𝑚𝑝𝑎ñ𝑎) = 𝑌 · (𝐽 − 𝑇) · 𝑑
= 120𝑘𝑔
ℎ𝑎· (9 − 2)ℎ𝑜𝑟𝑎𝑠 · 20 𝑑í𝑎𝑠
= 16.800𝑘𝑔
𝑝𝑒𝑟𝑠𝑜𝑛𝑎 𝑦 𝑐𝑎𝑚𝑝𝑎ñ𝑎
𝑃 (𝑘𝑔
𝑐𝑎𝑚𝑝𝑎ñ𝑎) = 150.000 𝑘𝑔 𝑢𝑣𝑎
𝐻 (𝑝𝑒𝑟𝑠𝑜𝑛𝑎𝑠) =𝑃
𝑉=
150.000
16.800= 8,92 ≈ 9
Es decir, se contratarían como mínimo 9 trabajadores para
los 20 días de vendimia, pero esto puede traer problemas,
ya que en 20 días de vendimia parte de las uvas pueden
sufrir daños, por lo que se podría reducir el número de días
de vendimia contratando más trabajadores, por lo que se
decide realizar la vendimia en 15 días, por lo que los
trabajadores a contratar serán:
𝑉 (𝑘𝑔
𝑝𝑒𝑟𝑠𝑜𝑛𝑎 𝑦 𝑐𝑎𝑚𝑝𝑎ñ𝑎) = 𝑌 · (𝐽 − 𝑇) · 𝑑
= 120𝑘𝑔
ℎ𝑎· (9 − 2)ℎ𝑜𝑟𝑎𝑠 · 15 𝑑í𝑎𝑠
= 12.600𝑘𝑔
𝑝𝑒𝑟𝑠𝑜𝑛𝑎 𝑦 𝑐𝑎𝑚𝑝𝑎ñ𝑎
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
40
𝑃 (𝑘𝑔
𝑐𝑎𝑚𝑝𝑎ñ𝑎) = 150.000 𝑘𝑔 𝑢𝑣𝑎
𝐻 (𝑝𝑒𝑟𝑠𝑜𝑛𝑎𝑠) =𝑃
𝑉=
150.000
12.600= 11,90 ≈ 12
Es decir, por campaña se contrataran como mínimo 12
trabajadores, pudiendo aumentar este número en futuras
campañas, cuando la producción de uva incremente.
- Transportistas: formados por el conductor de un tractor con
remolque.
IV) Transporte de la vendimia.
El transporte de las cajas a la bodega se realizará en remolques de
pequeña profundidad, apilando las cajas y evitando aplastar las cajas inferiores,
pues la presión podría machacar la uva de la parte inferior, liberándose mosto
en exceso, con el consiguiente riesgo de fermentación prematura. Dicho
remolque debe ofrecer siempre buenas condiciones de limpieza
Es importante realizar un transporte adecuado para que la uva llegue a
bodega lo más intacta posible, evitando así posibles problemas como la rotura
del fruto, lo que se puede traducir en una pérdida del mosto, en un
fermentación alcohólica prematura indeseable, la oxidación de los mostos, etc.
Para evitar estos problemas, a la hora de transportar la uva se van a
llevar a cabo una serie de normas:

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
41
- Evitar el número de trasvases desde que se recoge la uva hasta
que llega a la primera máquina.
- La uva sufra el mejor aplastamiento posible, acondicionando
para ello la vendimia en el recipiente de transporte.
- Uso de recipientes limpios, evitando así una fermentación
alcohólica prematura. Además usar recipientes inatacables,
es decir, que no puedan contaminar las vendimias
transportadas de elementos indeseables para los mostos o
vinos. El material que se utilizará a la hora de transportar la
vendimia será plástico de calidad alimentaria, como ya se ha
dicho anteriormente, y como alternativa el acero inoxidable.
- Limitar el contenido de impurezas, tales como tierra, polvo,
etc.
- Procurar que el ciclo de transporte (carga, transporte,
descarga, retorno) sea lo más corto posible, limitando así la
rotura de las uvas, entre otros problemas.
3.2.2 Tratamiento mecánico de la vendimia
Los tratamientos mecánicos de la vendimia están fundamentalmente
dirigidos a efectuar la extracción total o parcial del mosto en las vendimias, además
de posibilitar el transporte de la vendimia dentro de la bodega, por medio de
tuberías de gran diámetro, y con destino a las distintas fases del proceso de
elaboración.
La maquinaria utilizada está constituida por las prensas, las despalilladoras
o desgranadoras, estrujadoras, bombas y tuberías de vendimia, evacuadores de
raspón, dosificadores de gas sulfuroso, y extractores y contenedores de orujos.
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
42
I) Despalillado
Esta operación consiste en la eliminación del raspón o escobajo,
puede realizarse antes o después del estrujado, o incluso no realizarse, que
es lo que suele ocurrir en vinos blancos y rosados, a los cuales puede darles
algunas ventajas.
Este proceso supone una serie de ventajas e inconvenientes, relativo
a las ventajas, estas son:
- Menor cantidad de vendimia a prensar, ya que los escobajos
suponen de un 3 a un 7 por 100 de la vendimia en peso, y un
30% en volumen.
- Mejores caracteres organolépticos de los vinos, ya que los
raspones presentan una serie de compuestos que pueden
aportar al vino astringencia, sabores vegetales y herbáceos.
- Mayor graduación alcohólica, ya que el raspón absorbe
alcohol.
- Mejora del color, ya que se evita la fijación del color sobre los
raspones.
En cuanto a los inconvenientes que presenta esta operación, los
más importantes son:
- Dificultades en la vinificación, ya que con la vendimia sin
despalillar apenas existen problemas de fermentación.
- Favorece la fermentación, ya que la presencia de escobajos
absorbe calorías y evita los excesos de temperatura.
- Facilitan el prensado de los orujos, al formar dentro de la
masa de hollejos presionados, una trama tridimensional de
canales de drenaje.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
43
- Disminuye la acidez, ya que es un elemento poco ácido y rico
en cationes, sobre todo en potasio
Después de considerar las ventajas e inconvenientes de esta
operación, se decide realizar un despalillado previo al estrujado, ya que se
obtiene una mayor calidad del producto final, sobre todo una mayor calidad
gustativa.
II) Evacuación de raspones
Se trata de subproductos que ocupan un gran espacio en bodega,
retirarlos manualmente no sería una operación complicada si no fuera por
este gran volumen, además de que generan un foco de suciedad, por lo que
se instalará un sistema automático de evacuación.
Para ello, se instalarán cintas transportadoras, que dirigirán el
raspón a una zona fuera de la bodega. Una alternativa, muy usada
actualmente, es la extracción y el transporte de raspones mediante la
aspiración neumática, colocando por debajo de la despalilladora una tolva
de acumulación, conectada por su base a una tubería de transporte.
III) Estrujado
La misión del estrujado es liberar el zumo de las células de la pulpa
y abrir la baya para permitir al zumo libre que se ponga en contacto con la
zona del interior de la baya, teniendo en cuenta que no se debe aplastar,
romper o dañar las pepitas o semillas.
A continuación se describen las ventajas e inconvenientes de
realizar esta operación
Las ventajas a destacar son:

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
44
- El estrujado posibilita la primera separación del mosto de las
partes sólidas de la uva.
- Permite el transporte de la vendimia por bombeo.
- Facilita la formación del sombrero.
- Siempre el mosto por dispersión de las levaduras.
- Provoca una aireación favorable por la multiplicación de las
levaduras, activando el inicio de la fermentación.
- Facilita la maceración por aumento de las superficies de
contacto entre el mosto y las partes sólidas, acentuando las
disoluciones de los polifenoles.
- Permite el empleo racional de anhídrido carbónico.
- Acorta la duración de la fermentación y facilita su
terminación.
- El vino de prensa no queda tan azucarado, como cuando una
cantidad de granos de uva permanecen enteros.
Los inconvenientes de la realización del estrujado son:
- En el caso de vendimias podridas, la aireación producida por
el estrujado puede terminar provocando quiebras oxidásicas.
- El arranque de la fermentación puede ser demasiado rápido
en zonas muy cálidas.
- En uvas muy tánicas el aumento de la maceración puede ser
un problema.
- Libera las pepitas que ceden sustancias astringentes.
- Produce un aumento del volumen de lías y fangos.
El estrujado es una operación importante en la elaboración de vinos,
por lo que se decide realizar un estrujado ligero, ya que una excesiva rotura
de los hollejos puede traducirse en un aumento del volumen de lías y

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
45
fangos, así como una mayor cesión de ácidos grasos, que al oxidarse
producen compuestos de 6 átomos de carbono de fuerte sabor herbáceo.
Se decide realizar esta operación mediante estrujadoras de rodillos
de caucho alimentario, ya que otra opción serían estrujadoras centrifugas,
pero la calidad incrementa al usar los rodillos.
IV) Adicción de sulfuroso
La adición de anhídrido sulfuroso sobre la vendimia debe ser precoz
y muy regular, por lo que la adición se realiza sobre la vendimia recién
estrujada impidiendo así su oxidación, después de la bomba y sobre la
tubería de vendimia que conduce hacia las siguientes máquinas. Con ello se
consigue una buena homogeneización, para así mejorar su eficacia y poder
reducir la dosificación.
No es aconsejable realizar el sulfitado de la vendimia una vez lleno
el depósito de fermentación, ya que en este caso sería prácticamente
imposible llevar a cabo la homogeneización. Asimismo, la adición de
anhídrido sulfuroso con posterioridad al desarrollo de las levaduras carece
de eficacia, por producirse su combinación con productos del metabolismo
de los microorganismos.
El aparato encargado de realizarlo será un dosificador automático
regulable, inyectando la solución de gas disuelto en agua, dependiendo de
su grado de maduración, su estado sanitario y el nivel de acidez o pH, etc.
En una vendimia normal la cantidad a aportar será de 5 g/hl.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
46
3.2.3 Elaboración y encubado
Este apartado lo integran aquellas operaciones que van desde el encubado
hasta la estabilización del vino.
I) Encubado
El encubado consiste en el trasiego del mosto y de los hollejos a un
depósito diferente para que se lleve a cabo la fermentación.
Los depósitos a los que va a ser trasegado el mosto y los hollejos
nunca han de llenarse del todo, dejando un espacio vacío que oscila entre
el 15 y el 20%, evitando así el derrame o la deformación de la parte de arriba
del depósito. El aumento de volumen se debe al aumento de la temperatura
que sucede durante la fermentación alcohólica y al anhídrido carbónico
desprendido y fijado por los hollejos.
La masa de hollejos en flotación se denomina como “sombrero”,
formado por las pieles de las uvas y por otros tejidos vegetales, pues las
pepitas no son capaces de flotar y se quedan en el fondo. Es un buen soporte
para levaduras.
Los depósitos a utilizar para el encubado serán de acero inoxidable
ya que son herméticos, cuidan la higiene, hay mucha variedad de tamaños,
etc.
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
47
II) Fermentación alcohólica
Una vez encubada la vendimia tinta estrujada y despalillada en los
depósitos de fermentación, se produce una activa multiplicación de los
microorganismos que contiene, sobre todo de las levaduras, y en menor
medida de las bacterias lácticas, por la acción del anhídrido sulfuroso.
En las regiones vitivinícolas frías o cuando la añada es fría, la
vendimia se caracteriza por una maduración tardía o a veces insuficiente.
Una temperatura muy baja puede retrasar más de lo debido el arranque de
la fermentación, corriendo el riesgo de oxidaciones y ataques por mohos o
bacterias lácticas. En estas condiciones es importante forzar el inicio de la
fermentación, mediante siembra de levaduras seleccionadas, y con el
calentamiento de la vendimia hasta una temperatura de 20 ⁰C, aplicándolo
sobre todo en los primeros depósitos de fermentación, que una vez
arrancados caldearán el local de elaboración y por lo tanto la vendimia que
accederá más adelante.
En las regiones vitivinícolas calientes o cuando la añada es caliente,
la vendimia se caracteriza por una maduración precoz, con un alto
contenido en azúcares y poca acidez, que en ocasiones habrá que corregir
con ácido tartárico y anhídrido sulfuroso. Si la temperatura es muy alta,
superando los 35 ⁰C puede producirse una parada de fermentación. La
consecuencia de estas temperaturas es elevada temperatura de entrada de
la vendimia en bodega, por lo que es recomendable realizar una
refrigeración de la vendimia antes de su encubado, hasta alcanzar una
temperatura comprendida entre 25 y 30 ⁰C, así como controlar también la
temperatura de fermentación, para que esta no supere los 28-30 ⁰C en el
caso de los vinos crianza, y los 25-30 ⁰C en el caso de los vinos jóvenes.
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
48
Control de la fermentación alcohólica
Se trata de una de las principales responsabilidades del enólogo,
tiene que controlar la cinética para comprobar que el proceso se lleva a
cabo de forma deseada, e intervenir si fuese necesario.
Una de las técnicas que se podrían usar sería el “recuento
periódico de levaduras”, aunque no es muy frecuente realizarlo en el
mosto, ya que únicamente se pueden conocer el número total de células,
no cuales están vivas, que es lo que más interesa.
Por densimetría, se podría controlar la “desaparición de los
azúcares del mosto”, siguiendo de esta manera la cinética de la
fermentación. En el mosto sin fermentar la medida de la densidad
corresponde de forma bastante exacta con los azucares que contiene,
pero cuando el medio se enriquece en alcohol esta medida deja de ser
representativa siendo conveniente determinar el fin de la fermentación
por medios químicos.
Otro parámetro que suele medirse en la fermentación alcohólica
es el “control de la temperatura”, que sirve para el control de las
levaduras y para vigilar la parada de fermentación. Para ello se utilizará
un termómetro portátil, midiendo la temperatura dos veces al día, una
por la mañana y otra por la tarde, en el mismo lugar del depósito. En
vinificación en tinto la zona de mayor temperatura se encuentra por
debajo del sombrero, que será donde se realizará la toma de la
temperatura.
Aditivos de fermentación
Con el objetivo de preservar la personalidad y características
propias de los vinos tintos de la zona, la fermentación del mosto se

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
49
llevará a cabo preferentemente la población de levaduras autóctonas
presentes en la pruína de las uvas.
En la fermentación espontánea de los mostos de uva españoles,
se perfilan tres estadíos o fases biológicamente diferenciados, en cada
uno de los cuales intervienen levaduras de distintas especies con
marcadas diferencias fisiológicas. En la primera fase predominan
levaduras apiculadas, productoras de bajo grado alcohólico e
importantes concentraciones de ácidos volátiles. En la segunda fase
figuran de forma casi constante especies de gran pureza fermentativa y
productoras de grado alcohólico medio. La tercera fase está dominada
por las distintas especies del género Saccharomyces, típicamente
alcoholígenas, que terminan el proceso fermentativo con el total
agotamiento de los azúcares.
Esta sucesión de especies de levaduras se repite sistemáticamente
en los mostos de cada zona, con las lógicas diferencias ecológicas.
Concretamente dentro del género Saccharomyces, y de las
especies cerevisiae y bayanus, en la Ribera del Duero han sido
seleccionadas cepas autóctonas por sus propiedades de interés enológico
para la crianza, pero fundamentalmente por su optimización en la
producción de glicerina.
Por tanto, una vez encubada la vendimia tinta estrujada y
despalillada en los depósitos de fermentación, tendrá lugar una activa
multiplicación de los microorganismos que contiene, especialmente las
levaduras, y en menor cuantía las bacterias lácticas por el efecto del
anhídrido sulfuroso añadido. Esta actividad fermentativa comienza a ser
sensible al cabo de 12 horas, cuando la temperatura de vendimia es
mayor de 25º C; o de 20-24 horas cuando ésta oscila entre 18-20º C; o
finalmente de 4 a 5 días con temperaturas inferiores a 15º C.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
50
La reacción que tiene lugar de forma simplificada, se muestra a
continuación:
En esta actividad se manifiesta un desprendimiento de burbujas
de anhídrido carbónico y por el inicio de la formación del “sombrero”.
Éste ejerce un papel importante en la elaboración de los vinos tintos, no
sólo por los fenómenos de maceración o intercambio de sustancias con
el mosto, sino también por ejercer un efecto soporte de las levaduras,
fijándose en él una importante población de levaduras por ml.
III) Maceración
Consiste en el intercambio de sustancias entre las partes sólidas de
la uva (hollejos, pepitas y eventualmente raspones) y el mosto una vez
estrujada la vendimia, aportando principalmente antocianos y taninos, así
como sustancias aromáticas, compuestos nitrogenados, polisacáridos,
minerales, etc. Se trata de una de las operaciones que diferencia los vinos
tintos de los vinos blancos, aunque en ocasiones los vinos blancos pueden
llevar una maceración previa a la fermentación.
Se trata de una extracción fraccionada, donde solo se obtendrán los
compuestos deseados, impidiendo la cesión de compuestos que puedan
aportar sabores herbáceos y excesivamente amargos.
Existen varias metodologías para llevar a cabo la maceración, la más
utilizada es el sistema tradicional o bordelés, donde la maceración se
produce desde un principio, desde que las uvas son estrujadas. Existen otros
métodos, como destacan las maceraciones prefermentativas por frío o las
maceraciones en caliente.
C6H12O6 2C2H5OH + 2CO2 + Tª

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
51
IV) Remontados y bazuqueos
Ambas operaciones están encaminadas principalmente a activar la
maceración con los hollejos del mosto.
La operación de remontado consiste en extraer el mosto desde la
parte inferior del depósito, y mediante una bomba, impulsarlo hacia la parte
superior. Los objetivos del remontado son los siguientes:
- Homogeneización del mosto.
- Mezcla de aditivos con el mosto.
- Aireación del mosto para conseguir una mayor población de
levaduras. La cantidad máxima de oxígeno disuelto depende
de la temperatura y oscila entre 6 a 8 mg/litro de saturación
por cada operación de remontado.
- Activación de la maceración, dejando caer el mosto sobre el
sombrero de hollejos para repartirlo de forma homogénea
por su superficie, y así así renovar el solvente saturado.
Para que haya una homogeneización correcta es
indispensable el uso de aspersores o difusores.
Los remontados se realizan haciendo circular la mitad o la
totalidad del mosto contenido en la masa de vendimia de
fermentación, realizando como media dos remontados cada
24 horas. Puede usarse una bomba por depósito, o una bomba
para cada 4 a 6 depósitos. Las bombas que más se utilizan en
vendimias tintas son las que pueden trabajar en presencia de
fragmentos sólidos, tales como las de pistón alternativo o las
de rodete flexible. En el fondo del recipiente se encuentran
las pepitas, que puede ser interesante bombearlas hacia la
parte superior del sombrero para extraer los taninos que

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
52
contienen, esto se puede hacer de 2 a 3 veces durante la fase
de encubado.
La operación de bazuqueo se realiza únicamente en vendimias
tintas, que tiene como objetivo la rotura del sombrero y hundirlo en
masa de vendimia en fermentación. Si esta operación es realiza de
manera correcta la maceración se activará enormemente, además se
evitará la acidificación del sombrero y realizando una distribución más
uniforme de las levaduras en el mosto.
Esta operación ha de realizar se forma manual mediante el uso de
pistones metálicos o de madera terminados en una superficie plana, o bien
mediante hélices, entre otros.
La frecuencia de los bazuqueos complementará a los remontados en
función de las necesidades de fermentación y extracción de compuestos;
por tanto se utilizarán las dos técnicas conjuntas y complementarias en la
elaboración.
V) Descube:
Es la operación de vaciado del depósito que contiene la vendimia
fermentada, separando las partes sólidas de la uva del mosto. En el momento
en que se realiza, deja de macerarse el mosto.
El vaciado se realizará escurriendo o sangrando el vino por las
válvulas laterales o de fondo, descendiendo el sombrero a la base del
depósito. El vino limpio separado de las partes sólidas se le denomina «vino
yema o vino escurrido», y será el que se trasvase con una bomba enológica
a otros depósitos donde acabará de fermentar y se conserve durante un
periodo determinado.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
53
La salida del vino se hará con una ligera aireación y por gravedad,
hacia un pocillo colector situado al pie del depósito. Este vino yema
supondrá un 40-60 % de la totalidad del vino.
Una vez escurrido el vino, dentro de los depósitos se encuentra una
mezcla de hollejos y pepitas fermentados, que constituyen los orujos,
acompañados por una buena cantidad de vino que los embebe, y que deben
ser trasladados a la prensa para su separación.
En los depósitos de descube automatizados o autovaciantes, los
orujos fermentados salen por sí solos por medio de la acción de la gravedad,
o bien ayudados con dispositivos extractores fijos colocados en el fondo de
los mismos.
VI) Prensado:
Tras el descube, los orujos son sometidos a esta operación para
extraer una fracción denominada “vino de prensa”.
Durante la fase de llenado de la prensa, los hollejos fermentados
dejan escurrir gran parte de la cantidad de vino que contienen. Más
adelante se obtienen los “vinos de prensa”, de menor calidad que el vino
escurrido y mayor carga tánica, pero cuya utilización es de gran interés en
la elaboración de vinos tintos crianza, mediante la mezcla con los vinos de
escurrido.
No se debe llegar a una extracción total del vino, ya que una fuerte
compresión modificaría la composición del mosto-vino o vino, y la
composición química de las últimas fracciones obtenidas. Además, la
compresión rompe los tejidos de la piel, cediendo al líquido sustancias
amargas y dotadas de sabor herbáceo no agradable, con un fuerte
enriquecimiento en polifenoles tánicos, dando lugar a aspereza y amargor,

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
54
depreciado por ello el producto final. El porcentaje de “vino prensa” oscila
entre un 5 a 10%
El prensado se realiza mediante prensas, cuya clasificación se
establece mediante:
- Régimen de funcionamiento: continua o discontinua b.
Posición: horizontal o vertical
- Forma de realizar la operación: mecánicamente o por
membrana, y dentro de estas, hidráulicas (agua a presión) y
neumáticas (aire comprimido).
A continuación, la tabla 16 muestra las principales diferencias en la
composición analítica del vino yema y el vino prensa.
Al finalizar, los orujos agotados que salen de la prensa se evacuarán
fuera del edificio, almacenados en un contenedor, donde este subproducto
se mantendrá hasta la llegada del camión que lo transportará a la alcoholera.
Su almacenamiento no superará los dos días.
Vino yema Vino prensa
Graduación 12,0⁰ 11,6⁰
Azúcares reductores (g/l) 1,9 2,6
Extracto reducido (g/l) 21,2 24,3
Acidez total (g/l) 3,23 3,57
Acidez volátil (g/l) 0,35 0,45
Nitrógeno total (g/l) 0,28 0,37
Índice de permanganato 35 68
Antocianinas (g/l) 0,33 0,40
Taninos (g/l) 1,75 3,20
Tabla 16: comparativa del vino yema y el vino prensa. Fuente: elaboración propia a partir del libro
Tratado de Enología. Autor: J. Hidalgo Togores

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
55
VII) Fermentación maloláctica:
Es la transformación del ácido málico presente en el vino en ácido
láctico, mediante la acción de bacterias lácticas naturales existentes en el
vino, pueden proceder de la vendimia, contaminación de la maquinaria o
ser añadidas de forma exógena mediante un cultivo o preparación
industrial, aproximadamente un 60% son cocos y un 40% bacilos. Estas
bacterias lácticas pertenecen a cuatro géneros: Lactobacillus, Leuconostoc,
Oenococcus y Pediococcus.
Existen una serie de factores que favorecen que este proceso de lleve
a cabo si se desarrolla correctamente, o por el contrario, impiden su
desarrollo si no se desarrollan positivamente, los más importantes son:
- Ampelográficos: comprende la naturaleza de la vendimia así
como su desarrollo en la maduración. Comprende factores
como son el pH, acidez, grado alcohólico y compuestos
fenólicos.
- Época: la fermentación maloláctica puede llevarse a cabo en
otoño o primavera tras la fermentación alcohólica, con
temperaturas aun no muy bajas en otoño ni primavera.
En la bodega en cuestión se va a realizar una fermentación
maloláctica en otoño, ya que será más fácil controlar esta
fermentación en otoño que en primavera, ya que en esta
segunda época las temperaturas son más elevadas y puede ser
que este proceso se lleve a cabo de manera espontánea,
además, otra razón es que cuanto antes se lleve a cabo la
fermentación maloláctica, antes se podrá pasar a la siguiente

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
56
etapa del proceso productivo y más corto resultará el ciclo
comercial.
- Temperatura: se trata de uno de los factores más importantes,
ya que si la temperatura es inferior a 10 ⁰C, o superior a 30⁰C,
las bacterias lácticas pierden por completo su actividad.
La temperatura a la que ha de ser llevada a cabo la
fermentación maloláctica está relacionada con el grado
alcohólico de los vinos, lo cual viene indicado en la tabla 17:
Es decir, cuanto mayor sea el grado alcohólico del vino
mayor será la temperatura a la que debe ser ejecutada la
fermentación maloláctica.
- Aireación: las condiciones óptimas de aireación son las de
anaerobiosis no estricta, es decir, se precia de unas cantidades
de aire.
- Acidez-pH: el valor del pH es muy importante para el
desarrollo de las bacterias lácticas, siendo su valor óptimo de
4,2 a 4,5, y su valor mínimo es de 2,9 a 3, por debajo del cual
estos microorganismos no tienen actividad.
Grado alcohólico Temperatura
12 por 100 ml de volumen a 14 por 100
ml
20-23 ⁰C
< 12 por 100 ml 25-30 ⁰C
Tabla 17: relación de temperatura y grado alcohólico. Fuente: elaboración propia

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
57
En la siguiente tabla se presenta el valor del pH con el que
ha de llevarse a cabo la fermentación en función de los
azúcares residuales:
El nivel de pH condiciona el tipo de bacteria láctica, así, si el
pH es elevado, normalmente se desarrollan Lactobacillus,
mientras que en los pH reducidos se desarrollan Leuconostoc
y Pediococcus.
- Alcohol etílico: en pequeñas cantidades, 3 o 4 por 100 vol,
estimulan la fermentación maloláctica, pero en cantidades
mayores la actividad de las bacterias disminuye linealmente,
hasta valores de 14 a 15 por 100 ml, donde la actividad de las
mismas se ve inhibida.
- Interacciones microbianas: durante la fermentación
alcohólica hay desarrollo de levaduras, y las bacterias lácticas
descienden, hasta el momento en el que las levaduras
mueren cediendo al medio por autolisis determinadas
sustancias o factores de crecimiento, iniciándose entonces el
metabolismo del ácido málico.
También existen interacciones entre las bacterias lácticas, ya
que pueden ceder al medio sustancias inhibidoras como del
peróxido de hidrógeno, ácidos orgánicos y bacteriocinas.
Tipo de vino pH
Con azúcares residuales 3,2 a 3,5
Sin azúcares residuales >3,2 Tabla 18: pH en función de los azucares residuales en la fermentación maloláctica.
Fuente: elaboración propia.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
58
Por último, una infección con virus bacteriófagos pueden ser
capaces de destruir las bacterias lácticas y ralentizar o parar
la fermentación maloláctica.
En resumen, si se detectan problemas con la fermentación
maloláctica primero hay que verificar si estos problemas están relaciona
con los factores de inhibición. La presencia de bacteriófagos se puede
detectar por cultivos o por un microscopio.Si hay una parada de la
fermentación maloláctica, una opción sería añadir un género de bacteria
láctica diferente al que se había añadido.
En cuanto a los efectos de este proceso, la fermentación
maloláctica puede tener efectos beneficiosos sobre algunos vinos, como
los destinados a crianza, o en aquellos vinos jóvenes que precisan de una
gran limpidez y no importa comprometer su perfil aromático, pero
también puede tener efectos perjudiciales sobre los vinos.
Las consecuencias, positivas o negativas, pueden ser las
siguientes:
- Disminución de la acidez total del vino, lo que conlleva a una
disminución del ácido málico lo que trae consigo una
desaparición del carácter áspero y astringente, apareciendo
el ácido láctico que se caracteriza por una sensación más
suave.
- Incremento de la acidez volátil del orden de 0,1 a 0,2
gramos/litro, principalmente debido a la degradación de los
azúcares residuales.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
59
- Disminución de la intensidad del color en vinos tintos, por
una modificación del pH del vino que puede afectar a los
antocianos, e incluso eliminarlos.
- Modificación del aroma del vino por degradación o hidrólisis
de los compuestos aromáticos de la uva.
- Acumulación de manoproteínas en el vio, procedentes de las
paredes celulares de las levaduras en autolisis y de las
bacterias lácticas.
- Mayor estabilidad biológica del vino debido a que
disminuyen los factores de crecimiento y los nutrientes, y
hay una mayor cantidad de inhibidores, proporcionándole al
vino una cierta “inmunidad” frente a las alteraciones
producidas por los microorganismos.
- Degradación de los aminoácidos del vino por su degradación,
produciendo aminas biógenas como son la histamina, que se
una sustancia derivada de la histidina, o la ornitina o el
carbamato de etilo derivados de la arginina.
- Eventual formación de polisacáridos exocelulares
producidos por determinadas bacterias lácticas.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
60
Control y desarrollo de la fermentación maloláctica
La fermentación maloláctica ha de llevarse a cabo una vez
finalizada la fermentación alcohólica, cuando ya no quedan azúcares
residuales en el vino y cuando se produce la lisis de las levaduras.
La fermentación puede llevarse a cabo de forma espontánea, si
hubiese alguna complicación, habrán de inocularse estas bacterias para
el correcto funcionamiento de la fermentación, pudiéndose realizar en
vinos que están en plena fermentación maloláctica, añadiendo lías de
vinos que ya sufrieron fermentación maloláctica, inoculando bacterias
lácticas autóctonas, inoculando bacterias lácticas seleccionadas, entre
otras. En el supuesto de necesitar de bacterias lácticas inoculadas, se
procederá a la adicción de inóculos de bacterias lácticas seleccionadas
ya que posee la ventaja de impedir el desarrollo de bacterias lácticas
salvajes que pueden tener un efecto negativo en la calidad del vino,
además las bacterias lácticas seleccionadas son criotolerantes, es decir,
se desarrollan a temperaturas bajas de 13 o 14 ⁰C, evitando el
calentamiento de los vinos, y favoreciendo un desarrollo de la
fermentación maloláctica lenta y a baja temperatura, conservando
mejor los aromas varietales de los vinos y la materia colorante en vinos
tintos, así como evitando la formación de aminas biógenas.
Antes del inicio de la fermentación maloláctica hay que analizar
algunos compuestos, como son el anhídrido sulfuroso libre y total,
azúcares, pH, grado alcohólico, acidez volátil, acidez total y ácido
málico.
La fermentación maloláctica se manifiesta exteriormente por un
desprendimiento de anhídrido carbónico formando en la superficie una
espuma, así como una caída de la acidez total, con una progresiva
diminución del ácido málico y un aumento del ácido láctico. También

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
61
hay que controlar la acidez volátil, ya que una subida repentina puede
indicar una anomalía en el proceso.
3.2.4 Estabilización y conservación
I) Trasiegos, sulfitado y limpieza.
Se realizan los trasiegos, los cuales consisten en el trasvase del vino de unos
recipientes a otros, separando lo mejor posible el líquido de sus sedimentos. En el
fondo de los depósitos van decantando levaduras y bacterias muertas, junto con
otro tipo de sólidos y sustancias orgánicas que se acumulan como consecuencia de
las fermentaciones y posteriores fenómenos de envejecimiento. Todos estos
cúmulos, denominados heces o lías, pueden conferirle al vino sabores y olores
desagradables, por lo que no es conveniente que permanezcan en contacto.
Asimismo, la eliminación de microorganismos disminuye los riesgos de
desarrollos posteriores y, por tanto, la aparición de enfermedades microbiológicas.
En cada trasvase, una parte de gas carbónico disuelto se libera, al mismo
tiempo que se produce una ligera evaporación de alcohol, más intensa en el caso
de removidos enérgicos, pero limitada a algunas centésimas de grado por
operación. Estos fenómenos son más intensos cuando la temperatura se eleva.
Debido a la estancia prolongada en un recipiente, se crean importantes
heterogeneidades en los contenidos de SO2, CO2, levaduras y bacterias, que
provocan fuertes diferencias de cata, así como de riesgos microbianos, oxidativos
y reductores. El trasiego instaura de nuevo la homogeneidad.
Todo trasvase viene acompañado de una disolución de oxígeno, más o
menos significativa según la técnica empleada; de manera que a medida que se

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
62
suceden las operaciones enológicas, el vino recibe de 5-10 a 50-60 mg/l de oxígeno,
desde el final de la fermentación al embotellado. Este oxígeno reacciona y
desaparece en 8-20 días, según los vinos y la temperatura. Sin embargo, la
diversidad de efectos del oxígeno exige un control riguroso de las cantidades
aportadas y la frecuencia de esta aireación.
Además, los trasiegos ofrecen la oportunidad de restituir las posibles
insuficiencias de SO2 libre, acompañado a este sulfitado de una buena
homogeneización.
En último lugar, la realización de un trasiego constituye una buena ocasión
de proceder a la limpieza y revisión tanto de los depósitos como de las barricas que
quedan vacías, evacuando las heces acumuladas y lavando el interior.
Una vez concluida la fermentación maloláctica, se efectuará un trasiego del
vino con aireación, con la finalidad de eliminar posibles olores azufrados
defectuosos. Es aquí donde se obtiene el volumen principal de heces.
Posteriormente se corregirá con una dosis de anhídrido sulfuroso de 3-6 g/hl, para
obtener alrededor de 25-30 mg/l de SO2 libre.
A continuación, durante la fase de crianza en madera se realizarán los
trasiegos oportunos, con la finalidad de cambiar el vino contenido en la barrica
hacia otra barrica, y teniendo en todo momento la precaución de separar el vino
limpio de los sedimentos o lías acumulados en la parte inferior.
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
63
II) Clarificación
Como ya se dijo en el apartado 2.2.2 Sustancias clarificantes del presente
anejo se decide que en la bodega se empleará una clarificación por encolado, se
usará como clarificante la albumina de huevo, con una dosis de 10 g/hl
A través del encolado se persiguen varios objetivos de gran importancia.
- Limpieza de los vinos de las partículas que contienen en
suspensión.
- Estabilización de los vinos, al favorecer o inducir la
precipitación de ciertas sustancias coloidales capaces de
formar turbideces con posterioridad, sirviendo también
como clarificante auxiliar o de arrastre para eliminar los
coloides formados por determinados tratamientos del vino.
- Mejora las características organolépticas de los vinos.
La proteína añadida –cargada positivamente- reacciona con las partículas y
los coloides presentes en el vino –cargadas negativamente- , produciéndose en un
primer momento una neutralización de las cargas eléctricas opuestas y la
transformación de los coloides hidrófilos estables en formas hidrófobas inestables
y precipitables. A continuación se produce la formación de un turbio visible a
simple vista que, a causa de engrosamiento posterior de las partículas, precipita
lentamente en varias horas o algunos días, según los clarificantes utilizados y las
condiciones.
La cantidad de proteínas necesaria para realizar una clarificación en un vino
no se puede fijar de manera teórica, al no tratarse de una reacción estequiométrica,
sino que las dosis deberán ser calculadas con esmero, mediante los oportunos
ensayos de clarificación realizados previamente en el laboratorio.
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
64
En los vinos tintos, el encolado constituye además, un tratamiento de
estabilización respecto a la precipitación de materia colorante y un tratamiento de
estabilización parcial respecto a la quiebra férrica. En el encolado no sólo se
produce la eliminación de las partículas gruesas que en suspensión enturbian el
vino, sino que por floculación mutua partículas más pequeñas que en estado
coloidal no enturbian, pero sí pueden hacerlo más tarde, son arrastradas al fondo
del envase. Este es el caso de la materia colorante coloidal, que es completamente
eliminada por un encolado con una cola propia para el tratamiento de los vinos
tintos, como la albúmina de huevo.
III) Filtración
Operación que se basa en la separación de una fase líquida y una sólida
mediante el uso de unos filtros, en función de los cuales la limpidez con la que
quede el vino será mayor o menor.
La filtración puede realizarse por tamizado o adsorción pero ningún
material filtrante funciona exclusivamente con uno u otro mecanismo, sino que lo
hacen de una manera mixta, aunque con una mayor tendencia en uno u otro
sentido.
La filtración por tamizado los turbios son retenidos en la superficie del
medio filtrante por diferencia de tamaño entre estos y la porosidad del medio. En
cambio, la filtración por adsorción retiene los turbios en la profundidad por medio
de una diferencia de carga eléctrica entre sólidos y el medio filtrante.
Los sistemas de filtración pueden clasificarse en función del modo de
retener las partículas. Pero desde el punto de vista tecnológico, la clasificación es
la siguiente:

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
65
- Filtración por torta: en la actualidad apenas se usa. La
materia filtrante se introducía en masa, usando celulosa o
amianto. Es útil tanto el líquido permeado como los sólidos
retenidos.
- Filtración clarificante: en este caso solo es útil el líquido
permeado. Se suelen usar las tierras fósiles como materia
filtrante. Los resultados pueden llegar al abrillantamiento de
los vinos.
- Filtración amicróbica o microfiltración: se pretende retener
los microorganismos, levaduras, hongos y bacterias,
haciéndolos pasar por una membrana, dejando los líquidos
limpios y estériles.
- Ultrafiltración y ósmosis inversa: se utiliza un sistema
moderno de filtración tangencial. Aunque esta categoría no
corresponde a la definición de filtración, se puede considerar
como tal a efectos mecánicos y aplicaciones enológicas.
Se va a realizar una filtración por placas a base de celulosa. La filtración
sobre placas se emplea ampliamente durante el embotellado de los vinos, y con
posterioridad a su estabilización tartárica por enfriamiento, a fin de que tengan
una limpidez perfecta. Asimismo, será indispensable efectuarla tras la
realización de una clarificación del vino por encolado.
Las placas de filtración en profundidad están constituidas por cartones
permeables cuadrados, de 40, 60, ó 100 cm de lado. Estos cartones están
compuesto por fibras de celulosa de origen vegetal, asociadas a compuestos
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
66
granulados, tales como diatomeas o perlitas, eventualmente resinas catiónicas
destinadas a aumentar la carga eléctrica.
Los poros de los filtros son asimétricos. Los más grandes se encuentran
del lado de la entrada. La estructura es comparable a la de un tamiz
tridimensional, con una cantidad importante de canales muy finos, cuyo
volumen hueco representa 70-85 % del volumen total del filtro. De esto resulta
un desplazamiento relativamente lento del líquido a través de innumerables
canales, en el transcurso del cual las partículas, microorganismos y coloides son
retenidos por tamizado, pero también por un fenómeno de adsorción debido a
la diferencia de potencial electrocinético, entre la pared de los poros (cargada
positivamente) y la partícula (cargada negativamente), condicionado por el pH,
la temperatura, la velocidad de filtración y la carga electrocinética. Este
fenómeno complementa la retención debida a un tamizado mecánico.
La superficie interna del filtro es elevada, por lo que puede retener un
volumen importante de líquido turbio (hasta 3 l/m2), cantidad que las
membranas no puede alcanzar.
En general se distinguen placas desbastadoras o de filtración grosera,
abrillantadoras o de filtración clarificante, y “esterilizantes”. Estas últimas
poseen el poder de retención más importante, si bien su utilización no garantiza
la eliminación total de los microorganismos y, por consiguiente, la esterilidad
absoluta.
IV) Estabilización tartárica
El ácido tartárico es el ácido orgánico más abundante de mostos y vinos,
que se halla parcialmente salificado fundamentalmente con potasio y calcio. En el
paso de mosto a vino, debido a la aparición de alcohol, disminuye la solubilidad de
las sales de ácido tartárico – tartrato cálcico o bitartrato potásico-, produciéndose
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
67
como consecuencia la precipitación de ambas sales en el transcurso de la
fermentación alcohólica del mosto. A pesar de ello, ambos compuestos quedan en
el vino en solución saturada. Además este procedimiento se basa en el hecho de
que la solubilidad del tartrato ácido de potasio y del tartrato cálcico depende, entre
otros factores, de la temperatura.
El bitartrato potásico suele precipitar naturalmente en el transcurso del
primer invierno o incluso el segundo que siguen a la elaboración del vino, ayudado
por las bajas temperaturas de la bodega. El tartrato cálcico por su parte, precipita
de una manera más lenta y prolongada.
Este fenómeno, que sucede de forma natural en los vinos, no ha gozado
tradicionalmente de aceptación cuando se producía el vino embotellado,
normalmente como consecuencia de un enfriamiento brusco. En estas
circunstancias, el vino se mantiene limpio y sus propiedades organolépticas no se
ven modificadas, pero aparece un sedimento de aspecto cristalino, de color
blanquecino o ligeramente coloreado, habitualmente formando una costra.
La solución es el enfriamiento del vino a temperaturas próximas al punto
de congelación, que es la práctica enológica que actualmente se aplica a la inmensa
mayoría de los vinos antes de salir al mercado con el objeto de estabilizarlo frente
a las precipitaciones tartáricas. Pero este enfriamiento, que se realiza a
temperaturas próximas a -4º ó -5º C, provoca además la precipitación de otras
sustancias que se encuentran en estado coloidal – proteínas, polisacáridos,
polímeros de polifenoles-, y que contribuyen positivamente a las propiedades
sensoriales de los vinos destinados a procesos de crianza.
La crianza de los vinos a temperaturas bajas como es el caso de las épocas
frías que coinciden con el envejecimiento de los vinos, facilita esta estabilización
natural. Es por esta razón por la que, se va a evitar la estabilización en el proceso
y, en el caso de ser necesario, se van a emplear las gomas de celulosa de baja
viscosidad o Carboximetilcelulosa (CMC), estabilizante de origen natural, no

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
68
tóxico ni alérgeno. Es un polisacárido derivado de la celulosa en la cual se han
esterificado algunos de los grupos hidroxilo con grupos carboximetil en las
posiciones C2 y C6. Su acción se fundamenta en que las CMC al pH del vino
presentan carga eléctrica negativa sobre los grupos carboxílicos con lo que permite
adherirse sobre los núcleos cristalinos inhibiendo su crecimiento. También
acompaña a los cationes K+ y Ca+ disminuyendo su concentración y disponibilidad
para formar sales insolubles. Es una solución que inhibe la precipitación tartárica
por efecto “coloide protector”. Es un sistema con el que se consigue un gran ahorro
económico, de mano de obra, y se minimizan las posibles oxidaciones en el
tradicional proceso de estabilización tartárica.
3.2.5 Crianza
Una vez finaliza la etapa de estabilización del vino, el vino será destinado a
crianza en madera de roble o bien a ser embotellado y expedido como vino joven.
La crianza es un proceso al que se someten algunos vinos que modifica y
mejora los caracteres organolépticos del vino debido a fenómenos de origen
químico, físico y biológico. Existen varios tipos de crianza:
- Crianza oxidativa: el vino envejece en condiciones de
oxidación, generalmente en envases de madera, en esta
categoría destacan los vinos dulces de Jerez, entre otros.
- Crianza reductora: los vinos evolucionan casi en ausencia de
oxígeno, siendo conservados en depósitos herméticos.
- Crianza mixta: sistema de envejecimiento que combina los
dos anteriores, permaneciendo el vino inicialmente en
barricas de madera donde son sometidos a crianza oxidativa,

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
69
y posteriormente pasando a botellas donde sufren la crianza
reductora.
En la bodega en cuestión se va a realizar una crianza mixta, que cumpliendo
con la legislación vigente, deberá permanecer un periodo de envejecimiento de 24
meses, de los cuales 13 de ellos permanecerá en barricas de madera de roble de
capacidad 225 litros.
Trasiegos
Durante la crianza, se eliminarán periódicamente los sedimentos
mediante el trasiego del vino contenido en la barrica hacia otra barrica
u otro recipiente, con la precaución de separar el vino limpio de las lías
acumuladas en la parte inferior. Esta operación es poco adecuada para
el fenómeno de crianza, ya que conlleva normalmente una importante
disolución de oxígeno en el vino, que tiene como consecuencia su
oxidación, con la aparición de coloraciones amarillas y una destrucción
del color, producida por la transformación irreversible de los antocianos
en ácidos fenoles incoloros. Por esta razón, se deben reducir al mínimo
posible los trasiegos del vino, y en caso de hacerlos, éstos se harán con
la menor aireación posible.
Además de los posibles efectos sobre la calidad del vino, el
trasiego permite disminuir la posibilidad de reactivaciones de
microorganismos, así como eliminar del vino el exceso de anhídrido
carbónico, o bien conseguir una mayor o menos aireación, también

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
70
homogeneizar la partida de vino en crianza, permitir la limpieza
interior de las barricas, y por fin corregir el nivel de anhídrido sulfuroso
en los vinos, manteniendo así un nivel de 20-40 mg/l de SO2 libre. Esta
corrección de anhídrido sulfuroso de los vinos de crianza se hará
mediante el quemado de unos 20 g de azufre en forma de “azufrines”
dentro de las barricas limpias y vacías, para conseguir una total asepsia
en su interior, así como para evitar posibles desarrollos microbianos,
especialmente de levaduras de velo y de bacterias acéticas.
El número de trasiego a realizar depende del grado de turbidez
de los vinos y especialmente si ésta se debe a microorganismos, siendo
entonces necesario realizar un primer trasiego a los 2-3 meses después
de ser llenadas las barricas, y aprovechando los días de alta presión
barométrica, para evitar el desprendimiento de gas carbónico disuelto
en el vino. Después de este primer trasiego, o en el caso de llenar las
barricas con vino limpio, es suficiente realizar solamente un trasiego al
año, con objeto de corregir el nivel de anhídrido sulfuroso libre del vino
y al mismo tiempo que la operación sirva de relleno de las barricas,
aconsejándose realizar esta operación en primavera y antes de la llegada
de los calores de verano, para dejar el vino protegido con un adecuado
nivel de sulfuroso libre.
Relleno
La operación de relleno se realiza con el objetivo de compensar
las mermas de vino producidas durante la crianza, evitando que se forme
una superficie libre de vino en contacto con el aire, que provocaría una
excesiva aireación o bien el desarrollo de los microorganismos aerobios
de levaduras o bacterias acéticas.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
71
Sin embargo, cuando esta operación se hace indebidamente
puede ocasionar una oxidación excesiva de los vinos, ya que provoca la
entrada de una cantidad importante de oxígeno, debiendo por tanto
limitarse a lo imprescindible, es decir, en grandes vacíos creados por una
crianza en barrica nueva o en condiciones de humedad ambiental
reducida, y pudiendo suprimirse esta operación en el caso de realizar un
trasiego, pues en este caso se aprovecha para llenar las barricas en su
totalidad.
El relleno se realizará con el mismo tipo de vino sometido a
crianza, y utilizando para ello aparatos de relleno de vino con presión
de nitrógeno. Además, se asegurará el cierre hermético de la barrica,
con tapones de silicona alimentaria.
3.2.6 Embotellado
Tras la crianza en madera, el embotellado es el acondicionamiento
comercial de los vinos para su distribución y posterior consumo, utilizándose
botellas de vidrio, ya que se trata casi exclusivamente del único material empleado
en la enología hasta el momento. Esta operación se desarrollará en cadena a través
de una sucesión de máquinas que recibe el nombre de “línea de embotellado”
Todos los vinos amparados por la Denominación de Origen Ribera del
Duero circularán y se expedirán embotellados, según el artículo 27 del
Reglamento, para garantizar el adecuado uso de la Denominación de Origen. El
tipo de envase debe ser previamente aprobado por el Consejo Regulador, y será tal
que no perjudique su calidad o prestigio.
Por lo que se procederá a la utilización de botellas bordelesas, de forma
cilíndrica, hombros elevados y cuerpo alargo, de vidrio de 75 cl y 150 cl.
La línea de embotellado contará con las siguientes etapas:

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
72
a) Enjuagado con agua fría:
El embotellamiento de los vinos se realizará con botellas nuevas,
de un solo uso, por lo que se realizará un enjuagado con agua fría para
eliminar las impurezas que pudiera contener, con una presión de 2 a 3
bares.
b) Llenado de botellas:
Las llenadoras son máquinas que introducen el vino o mosto en
la botella en función de la capacidad de la botella y de la temperatura.
El nivel de llenado de las botellas es un aspecto importante del
embotellado, pues por una parte se deben llenar de acuerdo con lo
explicitado en el etiquetado, y por otra parte conviene dejar siempre un
determinado espacio vacío para permitir las dilataciones y
contracciones del líquido producidas por los cambios de temperatura,
evitando de este modo la aparición de diferencias de presión, que
pueden afectar seriamente al cierre de la botellas. Para solventar este
inconveniente, existen unas plantillas o calibres que permiten nivelar
adecuadamente las botellas, en función de la temperatura del líquido,
así como el tipo de botella y de su capacidad. Se evitan de este modo las
sobre presiones en su interior y también posibles rezumes a través de
los tapones.
Durante el embotellado se produce asimismo una importante
entrada de aire, sobre todo cuando el líquido penetra en la botella vacía,
estimándose una disolución en el líquido del orden de 0,1-1,5 cm3 de
oxígeno por litro. Este problema se puede evitar sustituyendo antes del
llenado el aire que contienen las botellas por un gas inerte, de tal modo
que la caída del líquido se produce sobre una atmósfera inerte, pudiendo

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
73
incluso después del embotellado rellenarse el espacio vacío resultante
en el cuello con una nueva inyección de gas. Para tal fin se utilizará
nitrógeno, cuya solubilidad en el vino es menor que la del gas carbónico.
Con ello se reducen los efectos negativos derivados de la gasificación en
los líquidos embotellados, con la aparición de burbujas cuando se
destapa la botella; aunque la presión producida en el momento del
taponado será algo mayor que en el caso de usar gas carbónico.
Los vinos a embotellar deberán presentar un grado de limpidez
suficiente, por lo que antes de acceder a la línea de embotellado,
deberán reunir una serie de condiciones físicoquímicas, que por una
parte permitan evitar los inconvenientes derivados de su estanqueidad,
y por otra, conseguir una estabilidad dentro de las botellas, para que el
vino permanezca el mayor tiempo posible en las condiciones adecuadas
de consumo en el circuito comercial. Dichas condiciones se conseguirán
aplicando los oportunos tratamientos de estabilización, y siempre
comprobándolo mediante ensayos de laboratorio previos al
embotellado. Las condiciones serán:
- Estabilidad tartárica.
- Estabilidad frente a precipitaciones de materia colorante.
- Estabilidad frente a quiebras metálicas.
Por su parte, la estabilización biológica de los vinos está
íntimamente ligada al embotellado, pues en el caso de una filtración
amicróbica, ésta se realiza inmediatamente antes del llenado de las
botellas, debiendo alcanzar el valor adecuado del índice de colmatación,
y debiendo preservar las condiciones de asepsia durante el mismo.
Los niveles de anhídrido sulfuros de los vinos en el momento del
embotellado de los vinos tintos, deben oscilar entre 25-35 mg/l de SO2.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
74
En cuanto a las condiciones físicas, es importante tener en cuenta
la temperatura del vino, con objeto de ajustar el nivel de llenado de la
máquina llenadora de botellas, recomendándose el embotellado a
temperaturas comprendidas entre los 15-20º C.
c) Taponado
El taponado se realiza inmediatamente después del embotellado,
con objeto de cerrar herméticamente las botellas una vez llenadas con
el vino, conservando en su interior las condiciones de estabilidad
deseadas para el producto contenido. El tapón utilizado para el cierre de
botellas, será el tradicional de material de corcho, debiendo procurar
adaptar la elección de este elemento al período probable de
conservación del vino.
Las características básicas que definen estos tapones son las
dimensiones (diámetro, en general de 24 mm, longitud de 38 a 54 mm),
el colmatado o no, el tratamiento de superficie, el marcaje a fuego o con
tinta alimentaria y las tolerancias particulares de cada mercado.
El tapón de corcho debe taponar la botella de forma estanca, sin
fuga de líquido. La penetración de oxígeno atmosférico debe ser
limitada pero no nula, para favorecer una óptima evolución de los vinos.
Asimismo, debe existir una fuerte presión corcho-vidrio que
corresponda a una buena elasticidad transversal del corcho, sin esfuerzo
de extracción posterior demasiado importante.
A la recepción, los tapones deben conservarse al abrigo de todos
los malos olores durante algunos días antes de ser incorporados al
proceso de producción.
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
75
d) Sobretaponado o encapsulado
Una vez llenas y taponadas con el corcho, las botellas se cierran
herméticamente con unos casquillos, normalmente metálicos, que
reciben el nombre de cápsulas, y que pueden desempeñar las siguientes
funciones en la comercialización de los vinos:
- Servir de elemento de garantía del vino embotellado.
- En algunos países, como soporte de la fiscalidad del vino.
- Permitir su apertura con relativa facilidad.
- Asegurar la limpieza del tapón o corcho y del cuello de la
botella.
- Completar la decoración de la botella.
Salvo excepciones fiscales, el sobretaponado es una operación de
embotellado facultativa, no siendo por lo tanto obligatoria como el
etiquetado, o bien necesaria como el taponado, pero siempre
conveniente hacerla cumplir.
Los principales materiales que se utilizan en la actualidad en la
construcción de las cápsulas son el estaño, el aluminio y los plásticos
retráctiles.
La maquinaria de sobretaponado se coloca en la línea de
embotellado a continuación de la taponadora, pudiendo recibir botellas
directamente de su llenado, o bien aquellas otras procedentes del
proceso de crianza en atmósfera reductora, como será este caso.
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
76
e) Etiquetado
Los vinos envasados se expedirán debidamente identificados,
para lo cual irán provistos de la etiqueta previamente autorizada por el
Consejo Regulador. En las etiquetas, según el Artículo 24 del
Reglamento, “figurará obligatoriamente, de forma destacada, el nombre
de la Denominación de Origen, además de los datos que con carácter
general se determinen en la legislación aplicable”. El citado artículo
además indica que “los vinos irán provistos de precintas de garantía o
contraetiquetas numeradas expedidas por el Consejo Regulador”, que
serán “específicas” para los vinos de crianza, una vez el Consejo
Regulador haya autorizado la mención de dicha indicación en la
etiqueta.
El envasado concluye con el encartonado, paletizado y envoltura
en film de plástico retráctil, que protegerá al vino y facilitará las
operaciones de almacenado y distribución.
Por último, parece ineludible recordar que la presentación de los
recipientes de almacenamiento, transporte y consumo –cápsulas,
etiquetas, cajas, cartones- influye enormemente en la venta y buena
apreciación del vino. Po esta razón, las técnicas de acondicionamiento,
así como el coste derivado de ellas, deben ser sometidas a un análisis
económico minucioso y coherente con las exigencias de la calidad del
producto.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
77
3.2.7 Crianza en botella
Según la legislación vigente, el periodo de envejecimiento del vino crianza
con D.O Ribera del Duero ha de ser de dos años, siendo como mínimo de 12 meses
en barrica de madera de roble, en la bodega en cuestión se envejecerá el vino
durante 13 meses en madera, siendo el periodo de crianza en botella de 11 meses.
Durante la crianza en botella se puede producir una entrada de aire del
exterior, para evitar esto la temperatura ha de ser baja y constante, ha de llevarse
a cabo un adecuado llenado de la botella, respetando el nivel indicado por el
fabricante de la misma, con el uso de un buen tapón de corcho u otro material y
conservando las botellas en posición horizontal o invertida.
En este periodo se producen los siguientes fenómenos de evolución que
completan el afinamiento de los vinos:
- La disminución de la intensidad de color, acompañada de
una evolución hacia los matices anaranjados o amarillentos,
una pérdida de astringencia en el vino motivada por la
formación de compuestos polifenólicos menos reactivos.
- Con el transcurso del tiempo, los antocianos libres
prácticamente llegan a desaparecer en el vino, aunque se
mantienen sus formas combinadas, dond la intensidad del
color puede permanecer estable, y su tono evolucionar hacia
teja o ladrillo, formándose complejas estructuras.
- También se produce un debilitamiento progresivo del vino,
que se explica por la precipitación en la botella de los
polifenoles muy polimerizados, siendo por lo tanto de gran
importancia que, antes de la crianza en barrica, el vino
presente no solo una notable cantidad de polifenoles en el
vino (IPT > 60-70), sino también un buen equilibrio entre los

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
78
antocianos y los taninos, siendo la proporción óptima de 1 a
4. La presencia de polisacáridos en el vino no incrementa su
velocidad de evolución, pero contribuye de mante notable a
la estabilización de los polímeros formados, debido a su
carácter de coloide protector.
Los factores que intervienen en la crianza en botella se enumeran a
continuación:
- Perfecta obturación de la botella con un buen tapón de
corcho, exento de aromas anormales y en unas adecuadas
condiciones de humedad para mantener su elasticidad.
- Crianza realizada en ausencia de luz, impidiendo así un
rápido desarrollo de la misma, al actuar este factor como
catalizador; así como también la ausencia de vibraciones o
trepidaciones, que también pueden afectar a su evolución.
- El volumen de la botella también afecta a la evolución del
vino contenido dentro de la misma, siendo ésta más rápida
cuando la botella es más pequeña.
- Temperatura constante y relativamente baja, entre 12º - 15º
C, y nunca superior a los 18º -20º C, ya que el vino
evolucionaría muy rápidamente y en malas condiciones.
- En el caso de vinos tintos, una acidez excesiva podría acelerar
su envejecimiento.
- La presencia de anhídrido sulfuroso no incide en la
evolución del vino, siempre que su nivel no exceda los 20-30
mg/l de la fracción libre, pues en caso contrario, los vinos
pueden tomar olores a reducción y quemados.
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
79
Unas buenas condiciones de crianza en botella realizada en un ambiente
reductor, fundamentadas por una temperatura baja y constante, un adecuado
llenado de la botella respetando el nivel indicado por el fabricante de la misma, la
utilización de un buen tapón de corcho, y el mantenimiento de las botellas en
posición horizontal o invertida, para que el corcho permanezca elástico, permiten
que las cantidades de oxígeno que pueden penetrar en la botella sean inapreciables.
La operación de volteado o acostado de las botellas tras el embotellado y
taponado de los vinos, presenta un gran interés para su conservación o crianza al
mantener el tapón humedecido, mejorando así su hermeticidad. Sin embargo, no
es conveniente realizar esta operación inmediatamente después del taponado, ya
que la recuperación de las dimensiones del tapón de corcho no se produce
instantáneamente, pudiendo introducirse el vino entre el tapón y el vidrio de la
botella, y producirse con el tiempo fugas o rezumes de vino.
El uso de una tecnología adecuada, tal como el vacío durante el taponado,
una buena calidad del tapón, y una mesa de expansión donde la botella permanece
vertical durante al menos 8-10 minutos antes de ser tumbada, que impida las
migraciones de vino entre el tapón y el vidrio durante la fase de expansión del
corcho, permite colocar las botellas directamente tumbadas, con un mejor
aprovechamiento del espacio.
3.3 Operaciones auxiliares
3.3.1 Operaciones de limpieza y almacenamiento
Es importante realizar una correcta limpieza de la bodega y las
instalaciones, ya que la calidad del vino dependerá de esta limpieza.
La higiene de los materiales de la bodega cuenta con una serie de etapas:

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
80
- Prelavado: para la eliminación de la suciedad no adherida a
las superficies de la instalación.
- Limpieza: eliminación mediante el uso de detergentes de la
suciedad adherida a las superficies de la instalación.
- Primer aclarado: eliminación de los restos de detergente.
- Desinfección: destrucción de los microorganismos residuales
en las superficies una vez limpiadas.
- Segundo aclarado: eliminación de los restos de
desinfectantes.
No siempre tienen que llevarse a cabo todas estas etapas, pero si es
obligado que se lleven a cabo las etapas de prelavado y limpieza. A medida que
se avanza en el proceso de elaboración del vino, la higienización ha de ser más
estricta.
A la hora de realizar la higienización hay que tener en cuenta que
materiales son los que se han de limpiar, sabiendo que en las superficies rugosas
se acumula más la suciedad que en las lisas. Así, la madera es un material rugoso
en el cual se acumula con facilidad suciedad y tartratos, siendo complicado
mantenerlo totalmente limpio y realizando estas operaciones de forma
profunda. En el caso del hormigón, hay que revestirlo con algún material, por
ejemplo una resina epoxy, para que no pueda ser atacado por los ácidos del
vino, una vez revestido se trata de un material liso, pero sin revestimiento sería
un material poroso con el mismo problema de la madera. Lo mismo le ocurre
al acero al carbono. En cuanto a los materiales plásticos, son menos rugosos que
los anteriores pero sin llegar al nivel del vidrio o del acero inoxidable. El acero
inoxidable se trata de un material excelente en cuanto a limpieza y desinfección
se refiere. Por último, el vidrio es fácilmente higienizable, utilizándose casi
exclusivamente para el envasado del vidrio.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
81
Es importante conocer el origen de la suciedad para aplicar el
tratamiento más recomendado, pudiendo haber tres orígenes: suciedad externa,
que suele referirse a suciedad proveniente de la vendimia como puede ser el
polvo o la tierra; suciedad mineral, referida a incrustaciones de ácido tartárico
producidas durante la fermentación alcohólica y que afecta en gran medida a
las instalaciones, y por último, suciedad orgánica, referida a restos de tejidos
vegetales o microorganismos.
Así, las operaciones de limpieza manual precisan de productos poco o
nada agresivos para el manipulador, utilizables a bajas concentraciones y
eficaces a baja temperatura. Sin embargo, las operaciones de limpieza
automática permiten el uso de productos más agresivos, aunque no corrosivos
para los materiales, pudiendo emplearse a altas temperaturas, con poca o nula
formación de espuma, y con concentraciones elevadas.
En la mayor parte de las ocasiones, la limpieza se contempla con el
empleo de productos de limpieza, siendo ésta a veces potenciada con medios de
tipo mecánico, aunque en algunas ocasiones es suficiente acudir a una mera
limpieza mecánica para conseguir los resultados buscados, evitando de este
modo el empleo de detergentes y su problemático vertido al medio ambiente.
La limpieza mecánica puede ser realizada por cepillado de las superficies sucias,
utilizando simplemente agua a presión, e incluso con la aplicación de
ultrasonidos.
Desde el punto de vista medioambiental, no sólo es interesante reducir
los vertidos de productos de limpieza y desinfección, sino también reducir los
vertidos de aguas de limpieza o aclarado que también contaminan, existiendo
hoy día una tendencia hacia la ejecución de una primera limpieza en seco con
medios mecánicos y luego aplicar sobre los materiales las medidas de higiene
expuestas, pero ya de una manera minimizada y ecológica

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
82
I) Limpieza previa a la vendimia
La maquinaria y las instalaciones que participan en esta etapa de la
elaboración, deben ser revisadas en su correcto funcionamiento, siendo
debidamente lubricadas con grasa alimentaria y lavadas para eliminar la suciedad
acumulada desde el final de la campaña anterior. Para ello se pueden utilizar
detergentes alcalinos o neutros a las dosis indicadas por el fabricante.
II) Limpieza durante la vendimia
Tanto las máquinas vendimiadoras, como el pequeño material de vendimia
y los elementos de transporte deben ser lavados con agua a presión, incluso
cepillados y lavados con soluciones acuosas de anhídrido sulfuroso al 2 por 1000.
Los cuidados han de extremarse cuando se trata de una vendimia mecánica
en cuanto a los remolques de transporte. En este sentido es importante instalar en
la bodega un lavadero de remolques o maquinaria agrícola.
Las tolvas de descarga, cintas transportadoras, despalilladoras, estrujadoras,
bombas de vendimia, tuberías de vendimia y prensas, han de ser lavadas
diariamente con agua a presión, o mejor con un detergente y luego aclaradas con
agua.
Hay que prestar especial atención a la limpieza de la bomba de vendimia,
ya que al tratarse del punto más bajo de la instalación es donde más suciedad se
acumula.
Los suelos también deben ser diariamente limpiados de restos de vendimia
y otras suciedades acumuladas.
III) Limpieza finalizada la vendimia

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
83
Al final la vendimia, todas las instalaciones han de ser lavadas a fondo con
productos de limpieza y luego aclaradas, desmontando todos aquellos materiales
que puedan sufrir alteraciones, o en el caso de no poder hacerlo, protegiéndolo
mediante un engrasado o una cubierta impermeable en el caso de los motores
eléctricos.
El sulfodosificador debe ser vaciado de la solución sulfurosa y a
continuación hacerlo funcionar a vacio, y por fin desmontar la bomba dosificadora
y la boquilla de inyección colocada sobre la tubería de vendimia.
IV) Higiene del material vinario
Esta etapa se refiere a la limpieza e incluso desinfección de las conducciones
o depósitos de almacenamiento y estabilización de los vinos, así como también
del material de filtración y del material de crianza.
El destartarizado realizado de manera periódica es una operación de gran
interés para mantener la asepsia en los materiales de la bodega y especialmente
en los depósitos, ya que la formación de costras engloba suciedad que puede ser
un foco microbiano. Las sales de ácido tartárico insolubilizadas se depositan en
las paredes de los depósitos, y su eliminación química es muy eficaz y no daña
las paredes de los depósitos. Se consigue a base del rociado continuo de una
solución química alcalina por toda la superficie del depósito de tratamiento. El
bitartrato potásico que constituye la mayor parte del tartrato de las cubas de
vinificación se solubiliza en un medio básico. Se establece una circulación por
medio de una bomba de aspersión de las paredes, lo que hace desprender el
ácido tartárico. Se empleará como sustancia alcalina una solución de sosa
cáustica al 2 %.
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
84
V) Limpieza y desinfección de la zona de embotellado
La higiene de la zona de embotellado debe ser estricta, disponiendo de unas
instalaciones asépticas, con pavimentos y paredes lavables. Los techos también
deben permanecer limpios asiendo preferiblemente bajos y de un material da fácil
limpieza y desinfección, y debe haber un gran espacio entre las máquinas para
facilitar todas la operaciones de limpieza.
Los equipos deben estar construidos en acero inoxidable y deben ser
desmontables para una mejor limpieza.
La esterilización de la línea de embotellado debe realizarse con agua
caliente o vapor de agua, poniendo especial atención en la taponadora, que
frecuentemente recibe salpicaduras de vino en los cabezales de taponado.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
85
4. Calendario del proceso
4.1 Calendario del proceso de elaboración del vino tinto joven
Se llevará a cabo el proceso productivo para la elaboración de vino tinto joven
y un vino tinto crianza. El comienzo de la campaña de vendimia tendrá lugar a
mediados del mes de Septiembre, pudiendo alargarse hasta el mes de Octubre. Recoger
en el momento óptimo reviste una gran importancia. La fecha exacta dependerá del
año meteorológico, pero como fecha orientativa se puede comenzar la vendimia
aproximadamente el 20 de septiembre. La duración aproximada de la vendimia será
de 11 días, tiempo durante el cual la bodega permanecerá en actividad y abierta para
la recepción de la uva transportada en los remolques. Así, se consigue que toda la uva
que entre en bodega lo haga con una madurez parecida. La entrada de la uva se
realizará de forma escalonada, de manera que en los dos primeros días entrará en
bodega la variedad Merlot, los siguientes 11 días la variedad Tempranillo, y por último,
en los dos últimos días se vendimiará la variedad Cabernet sauvignon, recogiendo en
cada momento los frutos en estado óptimo de maduración.
Para la extracción del mosto, en primer lugar se descarga la uva en la mesa de
selección, luego pasa a la despalilladora-estrujadora, es bombeada, sulfitada y
conducida hasta el fermentador. Este tratamiento mecánico, al llevarse a cabo de
forma simultánea, comenzará y terminarán en el mismo día que se realiza la recepción
de la uva. De esta manera, al terminar la recepción de la toda la vendimia, quedará a
su vez totalmente encubada, aproximadamente a principios del mes de octubre.
Una vez encubada la vendimia, se realizará una maceración en frío durante 4 o
5 días a 10 ⁰C aproximadamente. A continuación se elevará la temperatura para
comenzar la fermentación alcohólica, que transcurrirá en un periodo de 10-15 días,
en los cuales se producirá la maceración y se realizarán los bazuqueos y remontados
diarios. Esta fase terminará a finales del mes de octubre.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
86
A continuación tendrá lugar el descube y separación del vino yema de la pasta,
así como el prensado de la pasta. Los orujos una vez agotados se acumularán en la
bodega un tiempo máximo de uno o dos días, antes de ser enviados a una planta de
tratamiento para la obtención de alcohol.
El siguiente paso será la fermentación maloláctica, que transcurrirá en un plazo
medio de una a dos semanas, concluyendo la totalidad de los depósitos a principios del
mes de Noviembre.
A medida que concluya la fermentación maloláctica, el vino se va suavizando
y se realizaran los trasiegos necesarios y su almacenamiento hasta aproximadamente
finales de noviembre
A continuación, el vino el vino deberá someterse a un proceso de
estabilización, que comenzará con la clarificación mediante la adición de albúmina de
huevo, y la consiguiente floculación y sedimentación, que tendrá una duración
estimada entre 10 y 15 días.
Cuando el vino vaya siendo clarificado, se realizará una filtración grosera del
vino, y a continuación se le dará una estabilización tartárica para pasar a una filtración
de acabado, la cual será más efectiva. El proceso de clarificación, filtración y
estabilización durarán aproximadamente 30-50 días, finalizando a principios de enero.
Según el vino vaya siendo filtrado comenzará el proceso de embotellado y
etiquetado, finalizando aproximadamente a finales de enero.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
87
Operaciones S O N D E F M A M J J A
Vendimia y
tratamiento
mecánico
M* T* C*
Encubado
Fermentación
Maceración
Fermentación
maloláctica
Trasiegos
Almacenamiento
Clarificacion
Estabilización y
filtración
Embotellado
Etiquetado
Almacenamiento
Expedición
4.2 Calendario del proceso de elaboración del M: vendimia variedad Merlot
T: endimia variedad Tempranillo
C: vendimia variedad Cabernet sauvignon
Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
88
4.3 Vino tinto crianza
El calendario del proceso productivo del vino crianza se similar al
anteriormente comentado, pero hay operaciones que precisan más tiempo y algunas
nuevas como la crianza.
La vendimia y el tratamiento mecánico son idéntico al realizado para la
elaboración del vino tinto joven.
En cuanto a la fermentación alcohólica, durará uno o dos días más que en el
caso anterior, porque debe realizar una mayor extracción de taninos y polifenoles si
va destinado a crianza.
La fermentación maloláctica es prácticamente igual que para los vinos jóvenes,
15 días aproximadamente.
Se realizarán los trasiegos pertinentes. La clarificación, filtración y
estabilización serán similares a los anteriormente expuestos.
A continuación se estable una fase de crianza en madera de roble, en barricas
de una capacidad de 225 l según legislación, en las cuales permanecerán un periodo
mínimo de 12 meses, al finalizar esta etapa el vino será embotellado y sometido a
crianza en botella durante 12 meses.
Una vez finalizada la crianza se procederá al encapsulado y etiquetado, estando
el vino listo para ser expedido.
Parece conveniente matizar que las fechas a las que se ha hecho referencia a lo
largo del presente epígrafe son aproximadas, dado que la realización de las distintas
fases de la elaboración dependerá de factores determinantes como la maduración de la
materia prima, la duración de la vendimia, la demanda del mercado , etc.

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
89
Operaciones S O N D E F M A M J J A
Vendimia y
tratamiento
mecánico
M* T* C*
Encubado
Fermentación
Maceración
Fermentación
maloláctica
Trasiegos
Almacenamiento
Clarificacion
Estabilización y
filtración
Crianza en madera
Embotellado
Crianza en botella
Encapsulado
Etiquetado
Almacenamiento
Expedición
M: vendimia variedad Merlot
T: vendimia variedad Tempranillo
C: vendimia variedad Cabernet sauvignon

Anejo II. Plan Productivo Escuela Técnica Superior de Ingenieros Agrónomos
90
5. Bibliografía
Libros:
Tratado de enología. JOSE HIDALGO TOGORES. TOMOS I Y II
Enología: fundamentos científicos y tecnológicos. Coordinador:
CLAUDE FLANZY. AMV EDICIONES
Recursos electrónicos:
www.oiv.com
www.botanical-online.com
www.urbinavinos.blogspot.com.es
www.acenologia.com
www.riberadelduero.es
www.elcatavinos.com
Otros:
Apuntes de la asignatura “Tecnología del Vino y derivados”.
Profesores: José Antonio Suarez Lepe y Felipe Palomero.

ANEJO III
“INGENIERÍA
DEL
PROCESO”
Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
Anejo III Ingeniería del proceso
Índice
1. Introducción ............................................................................................................. 1
2. Necesidades de producción e implementación del proceso productivo ................ 2
2.1 Recepción de uva .............................................................................................. 2
2.1.1 Cajas de plástico ......................................................................................... 5
2.1.2 Remolque ................................................................................................... 7
2.1.3 Báscula ........................................................................................................ 9
2.1.4 Analizador automático ............................................................................ 13
2.1.5 Tolva de recepción................................................................................... 18
2.1.6 Mesa de selección .................................................................................... 22
2.2 Despalillado – estrujado .................................................................................. 25
2.2.1 Despalilladora - extrujadora .................................................................... 25
2.2.2 Evacuador de raspones ............................................................................ 29
2.3 Aspiradores de la vendimia ............................................................................ 32
2.3.1 Bombas de vendimia ................................................................................ 32
2.4 Dosificador automático de sulfuroso .............................................................. 36
2.5 Depósitos de fermentación – maceración ...................................................... 40
2.6 Transporte del mosto y del vino .................................................................... 46
2.6.1 Bombas de trasiego y remontado ............................................................ 46
2.6.2 Conducciones ........................................................................................... 50
2.7 Prensa .............................................................................................................. 53
2.8 Contenedor de orujos ..................................................................................... 56
2.9 Fermentación maloláctica .............................................................................. 59
2.10 Línea de estabilización .................................................................................... 60
2.10.1 Clarificación ............................................................................................. 60
2.10.2 Filtración .................................................................................................. 60
2.10.3 Depósitos de estabilización ..................................................................... 64

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
2.11 Crianza en barricas ......................................................................................... 67
2.11.1 Barricas ..................................................................................................... 67
2.11.2 Depósito nodriza ...................................................................................... 71
2.11.3 Durmientes para barricas ........................................................................ 72
2.12 Línea de embotellado ...................................................................................... 74
2.12.1 Enjuagadora-llenadora-taponadora ........................................................ 76
2.12.2 Etiquetadora-encapsuladora .................................................................... 80
2.13 Encartonado-embalado ................................................................................... 83
2.14 Jaulones de botellas ......................................................................................... 86
2.15 Almacenamiento ............................................................................................. 89
2.15.1 Pallets ....................................................................................................... 89
2.15.2 Máquina elevadora .................................................................................. 90
3. Necesidades auxiliares ............................................................................................ 93
3.1 Mano de obra .................................................................................................. 93
4. Bibliografía ............................................................................................................. 95
Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
Índice de Tablas
Tabla 1: cantidad de litros de vino, botellas y jaulones del vino crianza. ................... 87
Índice de figuras
Figura 1: cajas de vendimia. ........................................................................................... 6
Figura 2: remolque de un eje. ......................................................................................... 8
Figura 3: perfil de la báscula puente. ........................................................................... 12
Figura 4: perfil de la báscula puente. ........................................................................... 12
Figura 5: planta de la báscula puente. .......................................................................... 12
Figura 6: Estación multiparamétrica............................................................................ 16
Figura 7: Esquema del sistema completo del control de la vendimia ........................ 17
Figura 8: tolva de recepción. ........................................................................................ 21
Figura 9: mesa de selección vibratoria ......................................................................... 24
Figura 10: despalilladora-estrujadora. ......................................................................... 28
Figura 11: aspirador neumático de raspones. .............................................................. 31
Figura 12: bomba de vendimia peristáltica. ................................................................ 35
Figura 13: dosificador de sulfuroso. ............................................................................. 39
Figura 14: depósitos autovaciantes de acero inoxidable para fermentación alcohólica
y fermentación. .............................................................................................................. 45
Figura 15: bomba de remontados y trasiegos. ............................................................. 49
Figura 16: tubería flexible de PVC. ............................................................................. 52
Figura 17: Prensa hidráulica vertical. .......................................................................... 55
Figura 18: contenedor de orujos. ................................................................................. 58
Figura 19: filtros de placas. ........................................................................................... 63
Figura 20: depósitos para estabilización siemprellenos. ............................................. 66
Figura 21: barricas de madera de roble. ....................................................................... 70
Figura 22: durmientes para barricas. ........................................................................... 73

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
Figura 23: tribloc. ......................................................................................................... 79
Figura 24: etiquetadora – encapsuladora. .................................................................... 82
Figura 25: máquina para encartonado y embalado. .................................................... 85
Figura 26: jaulones de botellas. .................................................................................... 88
Figura 27: máquina apiladora ....................................................................................... 92
Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
1
ANEJO III: INGENIERÍA DEL PROCESO
1. Introducción
En este capítulo se van a estudiar las necesidades de producción de cada una de
las etapas del proceso productivo, el cual se ha detallado en el Capítulo II.
Teniendo en cuenta estas necesidades, se elegirá el tipo de maquinaria más
adecuada para cada proceso, así como alternativas a esta maquinaria.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
2
2. Necesidades de producción e implementación del proceso productivo
2.1 Recepción de uva
Para elaborar la línea de elaboración es necesario conocer la capacidad máxima
diaria a la que tendrá que hacer frente la bodega. En todas las etapas se tomará un
pequeño sobredimensionamiento para hacer frente a fluctuaciones en el caso de que
las hubiese.
La línea de recepción de vendimia en la bodega comprende, por una parte los
diversos sistemas de control de la misma, referentes a la cantidad de uva que se va a
procesar, así como el análisis de algunos parámetros de calidad, y por otra parte, la
maquinaria e instalaciones de recepción o descarga propiamente dichas. Estas
instalaciones de control se ubicarán en una zona próxima al edificio de la bodega, pero
separadas de la misma, con el objetivo de facilitar las operaciones de control y flujo de
descarga de la vendimia.
La cantidad de uva total que se recibe en la bodega es de 150.000 kg de las
variedades Tempranillo, Merlot y Cabernet Sauvignon, en la siguiente proporción:
Tempranillo: 80% de 150.000 kg, es decir, 120.000 kg. Esta elección se
basa en que según el Consejo Regulador de la D.O Ribera del Duero, para
que un vino pueda acogerse a esta Denominación de Origen, al menos un
75% de la uva usada ha de ser variedad Tempranillo.
Merlot: 10% de 150.000 kg, es decir, 15.000 kg.
Cabernet Sauvignon: 10% de 150.000 kg, es decir, 15.000 kg.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
3
La recepción de la materia prima se va a realizar en un periodo de 15 días. Según
el Consejo Regulador de la Denominación de Origen, la recepción de las uvas ha de
realizarse por separado, por esta razón, y habiendo realizado un control de maduración
previo, la variedad Merlot llegará en los primeros 2 días, a continuación, en los
siguientes 11 días se recibirá la variedad Tempranillo, y finalmente, en los últimos dos
días se va a recepcionar la variedad Cabernet Sauvignon.
Por lo tanto la recepción de uva va a ser aproximadamente:
𝑅𝑒𝑐𝑒𝑝𝑐𝑖ó𝑛 𝑇𝑒𝑚𝑝𝑟𝑎𝑛𝑖𝑙𝑙𝑜 =120.000𝑘𝑔
11 𝑑í𝑎𝑠= 10.910 𝑘𝑔/𝑑í𝑎
𝑅𝑒𝑐𝑒𝑝𝑐𝑖ó𝑛 𝑀𝑒𝑟𝑙𝑜𝑡 =15.000𝑘𝑔
2 𝑑í𝑎𝑠= 7.500 𝑘𝑔/𝑑í𝑎
𝑅𝑒𝑐𝑒𝑝𝑐𝑖ó𝑛 𝐶𝑎𝑏𝑒𝑟𝑛𝑒𝑡 𝑆𝑎𝑢𝑣𝑖𝑔𝑛𝑜𝑛 =15.000𝑘𝑔
2 𝑑í𝑎𝑠= 7.500 𝑘𝑔/𝑑í𝑎
Por lo tanto, en los dos primeros y dos últimos días de la vendimia, la cantidad
máxima recepcionada será de 7.500 kg/día, y durante la recepción de Tempranillo, esta
cantidad aumentará a 10.910 kg/día.
Para el dimensionamiento de la bodega, se va a suponer un 20% más de
recepción, es decir, una recepción por día de 9000 kg y 12.001 kg. Esto se debe a que
puede haber ciertos imprevistos y a que la recolección fluctúa, pudiendo producir
incrementos de la producción.
La recepción de la uva se va a realizar durante 7 horas al día, por lo que la
máxima recepción de uva por hora será:
9000𝑘𝑔/𝑑í𝑎
7 ℎ𝑜𝑟𝑎𝑠/𝑑í𝑎= 1285,71 𝑘𝑔 𝑑𝑒 𝑢𝑣𝑎/ℎ𝑜𝑟𝑎
12.001𝑘𝑔/𝑑í𝑎
7 ℎ𝑜𝑟𝑎𝑠/𝑑í𝑎= 1714,43 𝑘𝑔 𝑑𝑒 𝑢𝑣𝑎/ℎ𝑜𝑟𝑎

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
4
Por lo tanto, en los dos primeros y dos últimos días, la recepción de uva será de
1286 kg/hora, mientras que durante la recepción de la variedad Tempranillo, la
recepción de uva será de 1715 kg/hora. Por lo que la cantidad máxima de recepción de
uva por hora será de 1715 kg/hora.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
5
2.1.1 Cajas de plástico
I) Necesidades
Como ya se especificó en el Capítulo II, se van a emplear cajas de plástico
apilables de capacidad 25 kg. Se van a adquirir tantas cajas como se necesiten para
un día de producción máxima:
12.001𝑘𝑔
25 𝑘𝑔/𝑐𝑎𝑗𝑎= 480,04 ≈ 𝟒𝟖𝟏 𝒄𝒂𝒋𝒂𝒔
II) Elección del tipo de maquinaria
La elección son cajas de plástico alimentario apilables de 25kg, las cuales
llegarán a un ritmo aproximado de 69 cajas por hora, y una vez que se hayan
descargado pasarán hacia la lavadora de cajas automática.
III) Características
Características técnicas:
- Capacidad: 25 kg de uva.
- Caja rejada apilable
- Dimensiones (L x A x H): 600 x 400 x 300 mm
La siguiente figura muestra una imagen de las cajas de plástico
seleccionadas, obtenido del catálogo de la empresa SUNBOX
MARCA: SUNBOX
MARCA: SIPESA
MODELO: S-BOX 50 o similar
MARCA: SIPESA

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
6
Figura 1: cajas de vendimia. Fuente: www.sunbox.es

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
7
2.1.2 Remolque
I) Necesidades
Las cajas de plástico se transportan en cajas hasta la bodega mediante un
remolque.
Se necesitan transportar 69 cajas por hora, por lo que requerirá una
capacidad aproximada de 1.725 kg.
II) Elección del tipo de maquinaria
Se elige un remolque de un eje, que pueda transportar una cantidad miníma
de 1.725 kg.
III) Características:
Características principales:
- Chasis superior e inferior de tubo estructural de acero,
intercalados para una mayor resistencia y estabilidad.
- Ballestas parabólicas.
- Cilindro, eje, ballestas y chasis superiores a su carga.
- Laterales de chapa industrial plegada y pliegue treshilado, con
bisagras desmontables tipo tir.
- Lanza de tiro de chapa plegada cónica, regulable en altura y
desmontable.
- Costillas inferiores de 70x100 mm, colocadas a 450 mm de luz.
MARCA: GILI GROUP
MARCA: SIPESA
MODELO: 11 RHB-3 o similar

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
8
Características técnicas:
- Carga: 3.000 kg.
- Tara: 900 kg.
- Largo solera: 3.000
- Ancho solera: 1.700
- Altura lateral: 500
- Número de ruedas: 2
- Número de ejes: 1
La siguiente figura muestra una imagen del remolque seleccionado,
obtenido del catálogo de la empresa GILIGROUP.
Figura 2: remolque de un eje. Fuente: www.giligroup.com

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
9
2.1.3 Báscula
I) Necesidades
Las necesidades máximas que se han calculado son de 1715 kg/hora, pero se
va a dimensionar la báscula considerando poder pesar más.
II) Elección del tipo de maquinaria
Las básculas pueden ser de doble pesada o de pesada simple, eligiéndose
las básculas de doble pesada.
Las alternativas de las básculas de doble pesada son las siguientes:
- Mecánicas con foso. Son las básculas más antiguas, y están formadas
por una plataforma metálica o de hormigón, instaladas a nivel con
el terreno y sobre un foso con paredes generalmente de hormigón o
de obra de fábrica, donde se alojan los mecanismos de apoyo y
transmisión de esfuerzos hacia un lateral, donde se ubica el aparato
de pesado de tipo “romana” o más recientemente electrónico con
indicador digital. Debido a que la transmisión de los esfuerzos se
hace de forma mecánica, el dispositivo pesador debe situarse en las
inmediaciones de la plataforma y a una distancia no superior a 1,5
metros desde el borde del foso, quedando protegido de la intemperie
por una pequeña caseta de control.
- Electrónicas con células de pesado. Son básculas de plataforma
modernas y se pueden instalar sin foso o con uno de menores
dimensiones, siendo de tipo “electrónico con células de pesado”,
donde el puente se apoya sobre un determinado número de células
de carga, que emiten una señal eléctrica proporcional al esfuerzo de

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
10
compresión y por lo tanto recibiéndose la suma de éstas en la
terminal electrónica, donde se realiza la lectura o se establecen
cuantas aplicaciones informáticas se requieran. En este tipo de
básculas, la unidad de control no tiene por qué estar próxima a la
plataforma de pesado, pues al tratarse de una señal eléctrica, ésta
puede conducirse a un lugar tan distante como sea necesario.
Teniendo estas alternativas en cuenta, se decide optar por una báscula
incorporada a la tolva dosificadora
Se elegirá la báscula electrónica con células de pesado, debido a que éstas
tienen menos restricciones de espacio, y tienen la ventaja de poder utilizarse
para el pesado de otros productos además de la vendimia y en diferentes épocas
del año, como remolques de orujos, etc. Se instalará separada del edificio de la
bodega para facilitar la circulación de los remolques.
III) Descripción de la maquinaria seleccionada
Este tipo de básculas se basan en las propiedades piezométricas del cuarzo,
que emite una señal eléctrica al esfuerzo de compresión. Las básculas cuentan con
una impresión digital que dará datos tales como el peso, la fecha, la hora, el código
de proveedor, etc.
IV) Características
Se elegirá una báscula puente electrónica con células de pesado, de la marca
y modelo siguiente:
MARCA: SIPESA MODELO: S-BPS o similar

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
11
Características principales
- Básculas puente sobresuelo totalmente metálicas y electrónicas.
- Anchura útil de 3000 mm.
- Con 4, 6 u 8 puntos de apoyo en función de su longitud.
- Formada por dos perfiles IPE longitudinales y módulos centrales.
- Las dimensiones de los módulos son: 3000x2000, 3000x1500 y 3000
x 1000, en función de la longitud de la báscula.
- Disponen de topes de movimiento ajustables en dos sentidos para
evitar esfuerzos sobre las células.
- La estructura la de la báscula se puede adaptar a cualquier célula de
mercado.
- En la plataforma van tubos de diámetro 40 en sentido longitudinal
y transversal para poder pasar los cables de la célula en cualquier
dirección.
- Toda la tornillería es zincada.
- La pintura es acrílica de alta calidad y color negro satinado.
Ficha técnica:
- Capacidad: 30.000 kg
- Divisiones: 10 kg
- Nº de células o puntos de apoyo: 4
- Módulos 1.500: 4
- Chapa: 10 mm
- Viga longitudinal: IPE 330
- Viga transversal. IPE 200
- Dimensiones (L x A): 6 x 3 m.
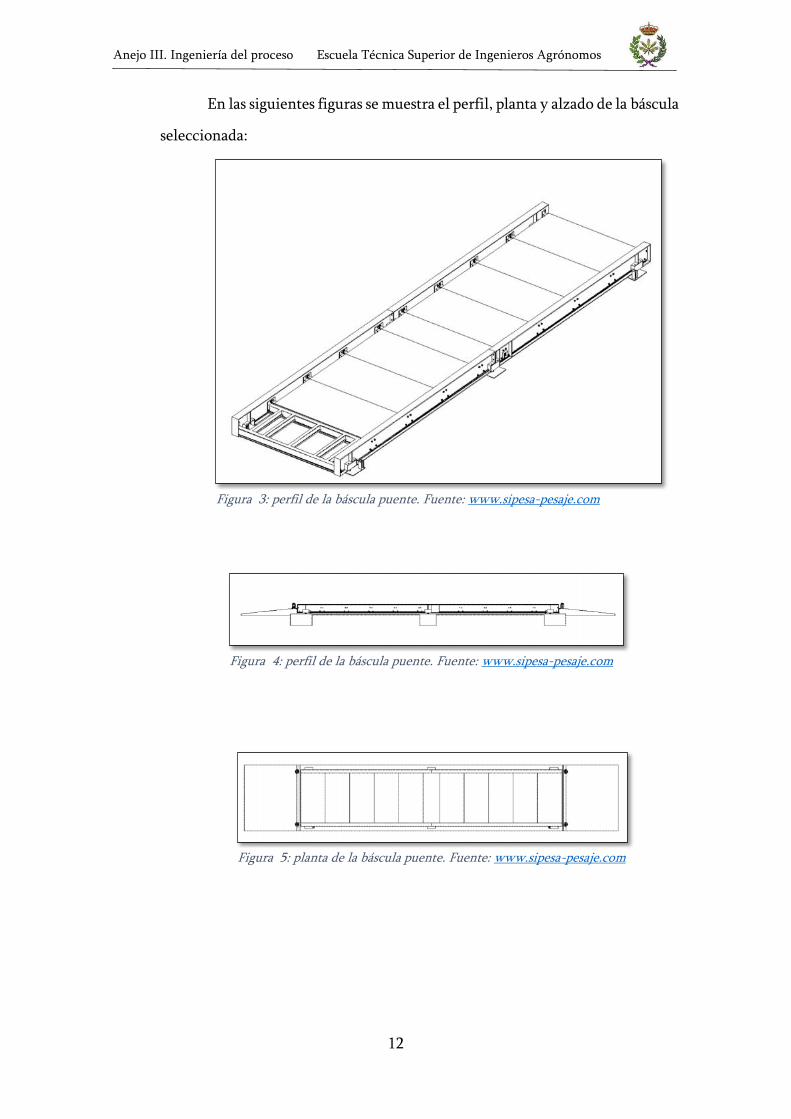
Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
12
En las siguientes figuras se muestra el perfil, planta y alzado de la báscula
seleccionada:
Figura 3: perfil de la báscula puente. Fuente: www.sipesa-pesaje.com
Figura 4: perfil de la báscula puente. Fuente: www.sipesa-pesaje.com
Figura 5: planta de la báscula puente. Fuente: www.sipesa-pesaje.com

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
13
2.1.4 Analizador automático
I) Necesidades
En la recepción de la vendimia se medirán parámetros tales como la
acidez total y azúcar.
II) Elección del tipo de maquinaria
Los controles analíticos de la vendimia pueden hacerse en un laboratorio
convencional, pero esto tiene el inconveniente de que es un proceso lento, y se
necesita que sea lo más rápido posible para procesar la uva lo antes posible. Por
este motivo, la elección de la maquinaria en esta fase es la de usar un analizador
automático o autoanalizador, que mide instantáneamente estos parámetros.
III) Descripción de la maquinaria seleccionada
El sistema de muestreo debe asegurar que la muestra sea lo más
representativa posible al mismo tiempo que se obtiene de una forma rápida y eficaz
para evitar retrasos en el momento de la recepción en bodega. El análisis se realiza
mediante “pinchazos” en el remolque a gran profundidad con la columna toma-
muestras, que lleva instalada la sonda toma-muestras. A continuación la muestra
prensada se transfiere de forma automática y por gravedad a una estación de
análisis o analizador multiparamétrico mediante un transferidor de mosto, donde
se irá acumulando.
Estas columnas toma-muestras se instalan junto a la báscula de pesado, con
objeto de realizar ambas operaciones a la vez y así agilizar la descarga de la
vendimia, utilizando el mismo lugar para realizar los controles de pesado,

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
14
recepción de muestras de vendimia y, en ocasiones también la analítica de la
misma.
Antes de iniciar la vendimia, es conveniente realizar una calibración de los
analizadores, especialmente aquéllos que funcionan con reactivo
IV) Características
Se va a seleccionar la estación multiparamétrica de la marca y modelo
siguientes:
Se considera que la estación es el alma de sistema completo para el control
de calidad de las uvas en el momento de la entrega. Por ello, en su configuración
completa se apoya de los siguientes elementos:
- Columna toma-muestras CC01.
- Transferidor de mosto GT27 con control a distancia.
- Repetidor
Características principales de la estación multiparamétrica:
- Posee un display gráfico de alto contraste para ver la medida de
concentración, la información de servicio, los menús de software y
los valores de pH, A.T. y tonalidad /CF.
- Teclado de poliéster con teclas abombadas para acceder a los menús,
personalizar el aparato, gestionar los ciclos y activar la modalidad
manual de las principales fases del ciclo (lavado, descarga,
impresión).
- Impresora de sobremesa unidireccional de impacto con cinta
entintada.
MARCA: MASELLI MISURE MODELO: SA13
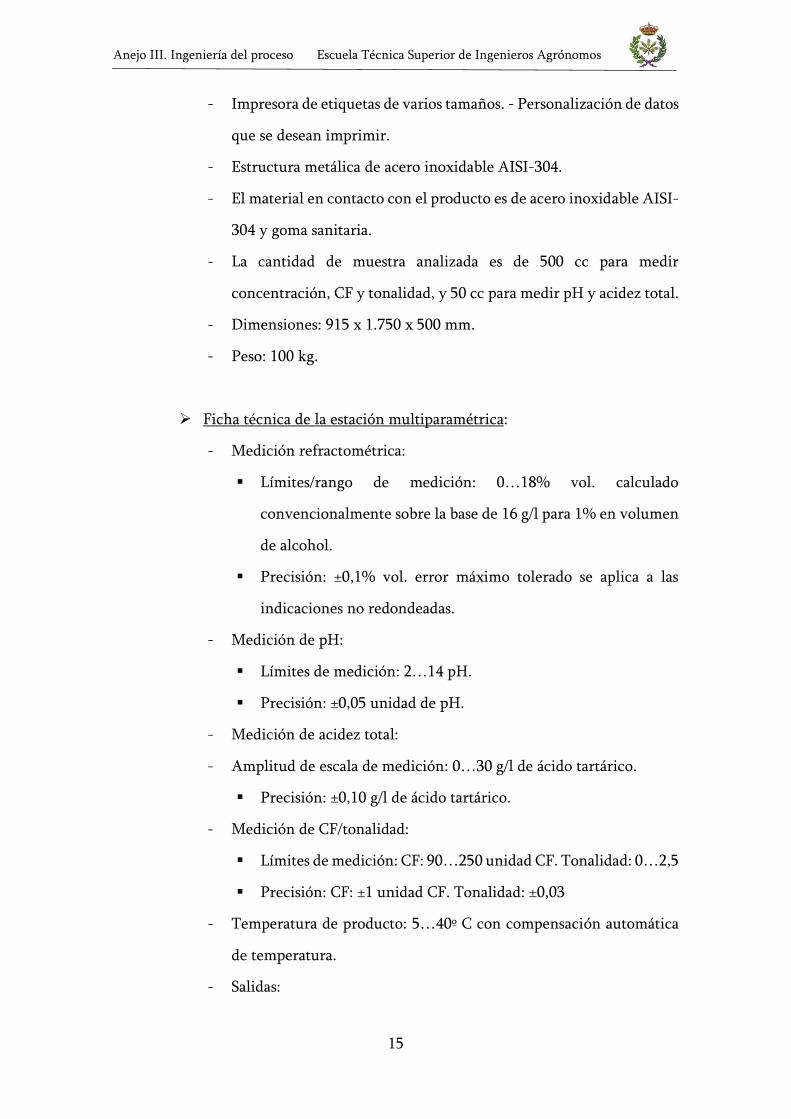
Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
15
- Impresora de etiquetas de varios tamaños. - Personalización de datos
que se desean imprimir.
- Estructura metálica de acero inoxidable AISI-304.
- El material en contacto con el producto es de acero inoxidable AISI-
304 y goma sanitaria.
- La cantidad de muestra analizada es de 500 cc para medir
concentración, CF y tonalidad, y 50 cc para medir pH y acidez total.
- Dimensiones: 915 x 1.750 x 500 mm.
- Peso: 100 kg.
Ficha técnica de la estación multiparamétrica:
- Medición refractométrica:
Límites/rango de medición: 0…18% vol. calculado
convencionalmente sobre la base de 16 g/l para 1% en volumen
de alcohol.
Precisión: ±0,1% vol. error máximo tolerado se aplica a las
indicaciones no redondeadas.
- Medición de pH:
Límites de medición: 2…14 pH.
Precisión: ±0,05 unidad de pH.
- Medición de acidez total:
- Amplitud de escala de medición: 0…30 g/l de ácido tartárico.
Precisión: ±0,10 g/l de ácido tartárico.
- Medición de CF/tonalidad:
Límites de medición: CF: 90…250 unidad CF. Tonalidad: 0…2,5
Precisión: CF: ±1 unidad CF. Tonalidad: ±0,03
- Temperatura de producto: 5…40º C con compensación automática
de temperatura.
- Salidas:

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
16
RS485 para conexión a ordenador.
RS232 para conexión de impresora externa.
- Alimentaciones:
Eléctrica: AC 230 V ± 10% 50…60 Hz ± 2% 300 VA
Neumática: Aire deshidratado 4…10 bar.
Hídrica: Agua 1,5…4 bar.
Las siguientes figuras muestran una imagen de la estación seleccionada,
y un esquema de la inserción de todos los elementos dispuestos para realizar la
toma de la muestra a un remolque, ambas tomadas del catálogo de productos
de la casa comercial MASELLI MISURE.
Figura 6: Estación multiparamétrica. Fuente: www.maselli.com

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
17
Figura 7: Esquema del sistema completo del control de la vendimia
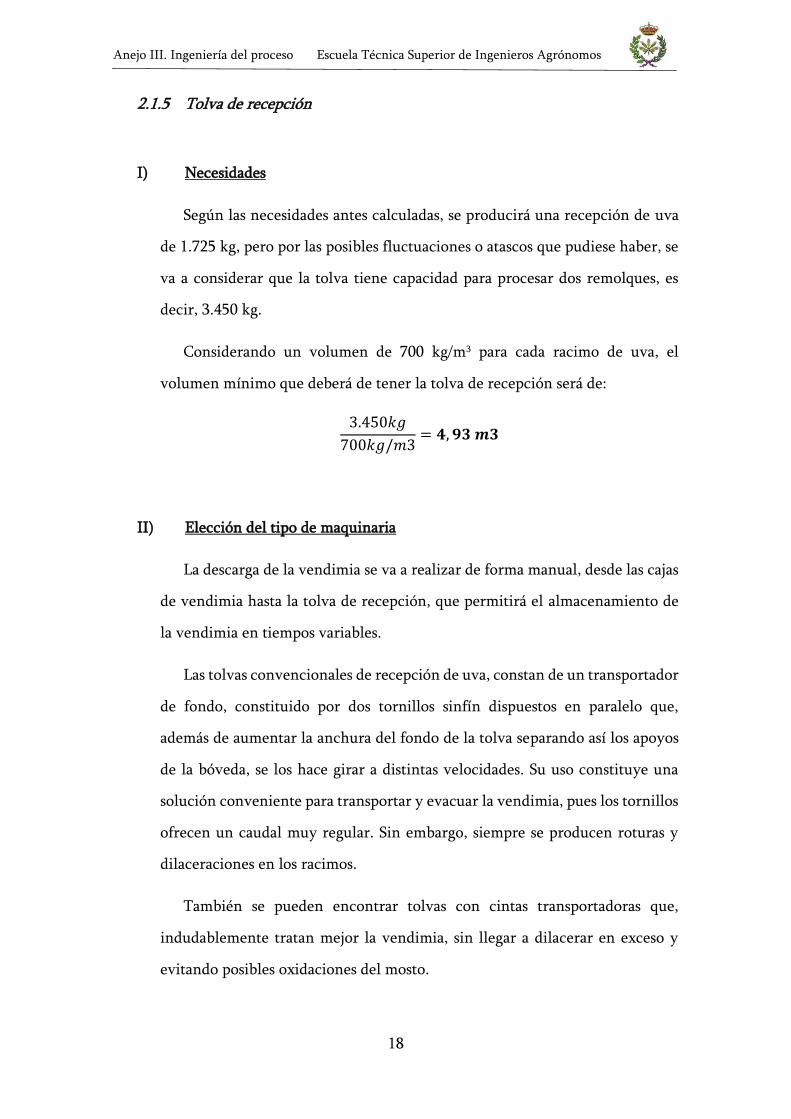
Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
18
2.1.5 Tolva de recepción
I) Necesidades
Según las necesidades antes calculadas, se producirá una recepción de uva
de 1.725 kg, pero por las posibles fluctuaciones o atascos que pudiese haber, se
va a considerar que la tolva tiene capacidad para procesar dos remolques, es
decir, 3.450 kg.
Considerando un volumen de 700 kg/m3 para cada racimo de uva, el
volumen mínimo que deberá de tener la tolva de recepción será de:
3.450𝑘𝑔
700𝑘𝑔/𝑚3= 𝟒, 𝟗𝟑 𝒎𝟑
II) Elección del tipo de maquinaria
La descarga de la vendimia se va a realizar de forma manual, desde las cajas
de vendimia hasta la tolva de recepción, que permitirá el almacenamiento de
la vendimia en tiempos variables.
Las tolvas convencionales de recepción de uva, constan de un transportador
de fondo, constituido por dos tornillos sinfín dispuestos en paralelo que,
además de aumentar la anchura del fondo de la tolva separando así los apoyos
de la bóveda, se los hace girar a distintas velocidades. Su uso constituye una
solución conveniente para transportar y evacuar la vendimia, pues los tornillos
ofrecen un caudal muy regular. Sin embargo, siempre se producen roturas y
dilaceraciones en los racimos.
También se pueden encontrar tolvas con cintas transportadoras que,
indudablemente tratan mejor la vendimia, sin llegar a dilacerar en exceso y
evitando posibles oxidaciones del mosto.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
19
Un último tipo de tolvas son las de fondo vibrante, que evitan la trituración
de la vendimia o el daño mecánico. En ellas no existen piezas mecánicas en
movimiento (sinfín o bandas), distribuyen muy bien la vendimia y evacuan los
mostos libres de manera eficaz. Su mantenimiento es muy reducido. El
inconveniente que presentan es el elevado precio si se compara con una tolva
convencional.
Por todo ello se elegirán tolvas de recepción con cintas transportadoras para
la recepción de la vendimia.
III) Descripción de la maquinaria seleccionada
La tolva con cinta transportadora permite recepcionar la vendimia manual
o mecanizada, disponiendo de un elevado rendimiento de procesado, es decir,
la cantidad de uva por unidad de tiempo que es capaz de mover para alimentar
la máquina de procesado situada detrás de ella y sincronizada con la misma,
teniendo en cuenta que la despalilladora es la máquina que marca la pauta
respecto al resto de maquinaria de la bodega.
El proceso de descarga de la uva y paso hasta la mesa de selección lo realiza
a través de una cinta transportadora con canjilones, en las mejores condiciones,
y tratando con suavidad la materia prima. Está construida en forma prismática,
con materiales inertes frente al mosto, preferentemente de chapas de acero
inoxidable, soportadas por una estructura resistente del mismo material, siendo
de fácil instalación, limpieza y mantenimiento. Asimismo, las paredes de perfil
poligonal permiten aumentar la resistencia mecánica de la tolva a impedir en
la vendimia la formación de bóvedas.
Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
20
IV) Características
Se va a seleccionar una tolva con cinta transportadora de la marca y modelo
siguientes:
Características principales:
- Cinta transportadora de plástico alimentario con canjilones, en la
base de la tolva.
- Cajón de recogida de mostos, para impedir el derrame y la pérdida
de mosto que puede escurrir al producirse el paso de la tolva de
recepción hasta la despalilladora.
- Variador de velocidad mecánico o electrónico.
- Puerta de registro de 500 mm de diámetro, para inspección y
limpieza.
- Anclajes de sujeción para el transporte y colocación. - Sistemas de
engrase centralizado.
- Realcen laterales metalizados antisalpicaduras de 0,5 m de altura.
Ficha técnica:
- Capacidad: 10.000 kg de uva.
- Potencia 5,5 kW.
La siguiente figura muestra una imagen de la tolva seleccionada,
obtenido del catálogo de la empresa MAGUSA.
MARCA: MAGUSA MAQ. VINÍCOLA MODELO: COMPUT 2-1

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
21
Figura 8: tolva de recepción. Fuente: www.magusa.es

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
22
2.1.6 Mesa de selección
I) Necesidades
Se necesita una mesa de selección que cubra las necesidades de 1.725 kg/h,
los operarios de una sola mesa de selección pueden procesar de 2000 a 4000 kg/h,
por lo que bastará con una única mesa de selección.
II) Elección del tipo de maquinaria
Esta operación de recogida también es conocida como “destrío”, tiene por
objetivo separar los racimos de las partes defectuosas.
Pueden ser mesas de selección de bandas, formadas por una cinta de color
blanco, para facilitar la visión de los operarios que se sitúan a ambos lados de la
misma, estando construida de PVC alimentario flexible, y estando también dotada
de una bandeja inferior para la recogida de los mostos que escuren.
También se pueden encontrar mesas de selección vibratorias. En ellas la uva
puesta en el extremo de la mesa se traslada por vibración hacia el otro extremo, y
se reparte la uva para facilitar la selección a lo largo del recorrido por la misma.
Con la vibración separa del producto noble los jugos libres y restos vegetales como
bayas dañadas, peciolos, uvas secas, etc. El objetivo principal es una adecuada
alimentación para la cadena de recepción.
Las máquinas están dotadas de un dispositivo variador de velocidad, para
acomodar el caudal de uva seleccionada al número de personas que realizan el
trabajo, colocándose generalmente 2 ó 3 operarios en la mesa.
Es este caso se escoge una mesa de selección vibratoria
III) Descripción de la maquinaria seleccionada

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
23
Está construida completamente en acero inoxidable para una mayor
facilidad de limpieza, está dotada de una bandeja inferior para la recogida del
mosto que escurre a lo largo del trayecto de la vendimia a través de la mesa.
A cada lado de la mesa será necesario un operario, que ayudado del variador
de velocidad acomodará el caudal de uva al ritmo de trabajo adecuado para lograr
una buena selección de la materia prima, libre de hojas o elementos extraños como
piedras, etc.
IV) Características
Se elegirá una mesa de selección vibratoria de acero inoxidable de la siguiente
marca y modelo:
Características generales:
- Mesa de selección vibratoria para selección de uva entera o
despalillada.
- Construida completamente en acero inoxidable.
- Pies regulables en altura para fijarla y ruedas para su
desplazamiento.
- Variador de velocidad electrónico de serie.
- Rejilla de escurrido del líquido (perforada con agujeros de 6 a 2,5
mm) con bandeja de recuperación de líquido.
- Canales laterales de separación.
- Anchura de trabajo de 800 mm.
- Altura de trabajo regulable entre 900 y 1.000 mm.
- Altura de descarga regulable entre 670 y 770 mm.
- Cuadro eléctrico, según normativa CEE.
MARCA: AGROVIN MODELO: TVC/3000 o similares

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
24
Ficha técnica:
- Producción: 2000-10.000 kg/h
- Potencia: 0,60 KW
- Dimensiones (L x A x H): 3.400 x 1.050 x 900
- Peso: 320 kg.
La siguiente figura muestra una imagen de la mesa de selección elegida,
obtenido del catálogo de la empresa AGROVIN.
Figura 9: mesa de selección vibratoria. Fuente: www.agrovin.com
Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
25
2.2 Despalillado – estrujado
2.2.1 Despalilladora - extrujadora
I) Necesidades
Tras pasar por la mesa de selección, se descarga la uva en el equipo de
despalillado-estrujado, por lo que las necesidades serán las mismas que las de la
mesa de selección, es decir, 1.725 kg/h.
II) Elección del tipo de maquinaria
En el caso de las despalilladoras, existen dos posibilidades:
- Despalilladoras centrífugas. A pesar de tener mayor rendimiento,
realizan una separación de las bayas de los raspones menos suave, y
los granos y los raspones quedan más dañados, por lo que desde un
punto de vista de la calidad, que es el objetivo fundamental del
trabajo, no es un método adecuado.
- Despalilladoras de tambor rotativo perforado con árbol despalillador
horizontal. Constan de una carcasa metálica en cuyo interior se aloja
un cilindro perforado y un eje dotado de paletas. En este tipo de
máquinas es deseable que se pueda regular la separación entre el
extremo de las paletas y el tambor perforado, así como la velocidad
de giro, para adecuarlo al estado de la vendimia.
En este caso se elegirá un despalillado mediante tambor rotativo perforado
con árbol despalillador horizontal.
En cuanto al estrujado, existen dos posibilidades:

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
26
- Estrujadoras de rodillos. Dos rodillos paralelos giran en sentido
contrario, permitiendo el paso de los granos de uva o racimos entre
ellos, lo que provoca un aplastamiento de las bayas. Actualmente
construidos de aluminio o sus aleaciones, o por un material
relativamente blando como puede ser el nylon o la goma
alimentaria.
- Estrujadoras centrifugas. Se tratan de máquinas que realizan la
operación de despalillado y estrujado al mismo tiempo. Se trata de
máquinas de gran sencillez y alto rendimiento, pero dan una peor
calidad, ya que se trituran de forma excesiva los hollejos y las
pepitas, elevando así la cantidad de fangos y la oxidación de las
vendimias por la gran cantidad de aire que penetra en el interior de
estas máquinas.
Por lo anteriormente expuesto, se decide el uso de una estrujadora de
rodillos. Hay que tener en cuenta, que normalmente estas dos operaciones de
despalillado y estrujado, están unidas en una única operación con una única
máquina, por lo que se decide la utilización de una única máquina que realice
los dos procesos.
III) Descripción de la maquinaria seleccionada
La alimentación de la vendimia se realiza mediante una tolva situada por
encima de la parte lateral de entrada al interior del cilindro, y por efecto del giro
de las paletas, los raspones se separan y los granos tienden a pasar a través de las
perforaciones del cilindro. El árbol despalillador está formado por un eje de giro y
una serie de vástagos dispuestos en forma helicoidal.
Una vez realizado el despalillado, en la fase de estrujado un par de rodillos
paralelos situados a una cierta distancia giran permitiendo el paso de los granos de
uva entre ellos, lo que provoca el aplastamiento de las bayas. Los rodillos son de

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
27
diversos materiales, siendo los más adecuados los de goma alimentaria, y tienen
una velocidad de giro variable, estando provistos de sistemas de protección
antibloqueo. La separación entre rodillos debe ser regulable para poder adaptarlos
a cada variedad, y evitar trituraciones excesivas o insuficientes. La figura 36
muestra un esquema de la situación de los rodillos de estrujado en la maquinaria.
IV) Características
Se elegirá una despalilladora-extrujadora del modelo y marca siguientes:
Características generales:
- Construida completamente en acero inoxidable.
- Montada sobre ruedas para su fácil desplazamiento.
- Variador de velocidad mecánico para el árbol y el cilindro perforado
(diámetros 25/22mm) que permite la regulación del nº de vueltas del
eje despalillador en función de las condiciones de la uva y del grado
de despalillado deseado.
- Tolva de carga sobredimensionada, que permite el procesamiento de
la uva de forma cómoda y rápida.
- Baja velocidad de rotación en los extremos de las paletas que permite
separar la uva de forma suave con poca formación de heces y baja
extracción de compuestos polifenólicos fácilmente oxidables.
- Árbol batidor con paletas revestidas de goma.
- Estrujadora de 2 rodillos de goma alimentaria, acanalados,
colocados en la parte inferior de la máquina, con separación
regulable que permite seleccionar el grado de pisado de la uva.
- Dispositivo de estrujado / no estrujado que permite obtener la uva
entera para elaboraciones especiales.
MARCA: AGROVIN MODELO: TOP/5 o similares

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
28
- Completamente desmontable, facilitando las operaciones de
mantenimiento y limpieza.
- Árbol de despalillado construido en acero inoxidable con espátulas
de goma.
Ficha técnica:
- Producción: 5000-6000 kg/h.
- Potencia: 1,8 KW.
- Dimensiones (L x A x H): 1.900 x 800 x 1.300 (mm).
- Peso: 250 kg.
La siguiente figura muestra una imagen de la despalilladora-estrujadora
seleccionada, obtenida del catálogo de la empresa de maquinaria vitivinícola
AGROVIN.
Figura 10: despalilladora-estrujadora. Fuente: www.agrovin.com

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
29
2.2.2 Evacuador de raspones
I) Necesidades
Los raspones caen por su propio peso por un lateral de la máquina, sabiendo
que suponen un 5% de la cantidad de uva que entra, los raspones a retirar serán:
0,05 𝑥 1.725 𝑘𝑔/ℎ = 86,25 𝑘𝑔 𝑑𝑒 𝑟𝑎𝑠𝑝𝑜𝑛𝑒𝑠
II) Elección del tipo de maquinaria
Los escobajos son un material que ocupa un gran volumen en bodega, se
pueden retirar de forma manual, se trata de una operación de poco esfuerzo, pero
bastante tediosa por el gran volumen que conlleva, además de producir un foco de
suciedad en la zona donde se acumulan, por lo que es prácticamente obligado
instalar un sistema de evacuación automática, en la cual se instalan cintas
transportadoras dotadas de una tolva de acumulación o alimentación, estando
colocadas en posición horizontal o inclinadas, permitiendo la descarga de los
escobajos fuera de la bodega.
La extracción y transporte se puede realizar de varias maneras:
- Mediante cintas transportadoras dotadas de una tolva de
acumulación o alimentación, estando colocadas en posición
horizontal o inclinadas, permitiendo la descarga de los escobajos
fuera de la bodega.
- Mediante aspiración neumática, siendo el sistema más utilizado en
bodega. Existen limitaciones, relativas a una longitud máxima de
100 metros y también a una altura de aspiración de hasta 12 a 15
metros.
- Otra posibilidad son las prensas compactadoras y las empacadoras
que se sitúan debajo de la salida del raspón.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
30
Se decide la utilización de aspiradores automáticos, ya que en la actualidad
están dando buenos resultados.
III) Características
Se decide la utilización de un aspirador automática de la marca y modelos
siguientes:
Características generales:
- Se montan normalmente sobre una armadura de algunos metros de
altura y están conectadas por medio de una tubería de PVC, a una
tolva para los escobajos provenientes de la descarga de una o varias
despalilladoras: un ventilador de tipo abierto con aspas radiales,
giratorio en el interior de una envoltura con forma de caracol,
genera tal depresión como para aspirarlos axialmente y luego
expulsarlos radialmente.
- Los aspiradores de la serie ASP están construidos en acero inoxidable
AISI-304 en diversos tamaños y con varias potencias aplicadas, para
poder elegirlos en función de la capacidad y de la distancia.
Ficha técnica:
- Potencia: 4 KW
- Diámetro del tubo: 160 mm.
- Producción: 15 – 20 Tm/h.
- Longitud del tubo: 18-20 m.
MARCA: AGROVIN MODELO: ASP 401/P o similares

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
31
- Dimensiones (A x B x C x (D)): 975 x 700 x 445 x (760)
La siguiente figura muestra una imagen del aspirador automático de
raspones seleccionado, obtenido del catálogo de la empresa AGROVIN.
Figura 11: aspirador neumático de raspones. Fuente: www.agrovin.com

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
32
2.3 Aspiradores de la vendimia
2.3.1 Bombas de vendimia
I) Necesidades
Se considera el 100% de la conducción para más seguridad, es decir,
se considera un rendimiento de la bomba de vendimia de 1.725 kg/h.
II) Elección del tipo de maquinaria
Existen varios tipos de bombas que podrían usarse para vendimia
estrujada:
- Bombas de pistón alternativo. Se trata de bombas que dañan la
calidad de la vendimia por introducir una considerable cantidad de
aire, aunque son robustas y seguras. Sus caudales oscilan entre 5.000
a 80.000 kg/h. Su funcionamiento se debe al principio de un pistón
situado dentro de un cilindro, que sube y baja de manera alternativa.
- Bombas de pistón elíptico rotativo. Se trata de máquinas que tratan
muy suavemente la vendimia, pero no alcanzan las mismas
presiones de trabajo que las de pistón alternativo y, además, son
susceptibles de sufrir atascos y roturas cuando la vendimia contiene
elementos extraños. Los caudales pueden ser como máximo de
50.000 kg/h.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
33
- Bombas rotativas de paletas. Tratan peor la vendimia que las de
pistón elíptico, con averías más frecuentes producidas por atascos y
roturas de numerosas partes móviles.
- Bombas rotativas planetarias. Se trata de bombas alemanas, difíciles
de encontrar fuera de este país. Son de velocidad reducida y de
caudales de hasata 40.000 kg/h.
- Bombas rotativas de engranajes. Suelen acoplarse a tolvas de
alimentación mediante un tornillo sinfín. Se consiguen
rendimientos elevados pero la vendimia no está correctamente
tratada, produciéndose roturas y dislaceraciones.
- Bombas de tornillo. La vendimia no sufre en exceso, combinan como
ninguna la calidad de la vendimia con la robustez mecánica y la
facilidad de mantenimiento. Tienen el inconveniente de que nunca
deben trabajar en vacío un tiempo superior al prudencial, pues como
el rotor gira dentro del estator en seco, se eleva la temperatura del
último por frotamiento y pueden llegar a quemarse, pero para evitar
esto se pueden instalar dispositivos de protección, como sondas,
células fotoelétricas, sensores de temperatura, etc.
- Bombas peristálticas. Se trata de bombas que funcionan por
aplastamiento y deslizamiento de una membrana tubular curva por
medio de un juego de tres rodillos que giran sobre el centro del
triángulo formado. Posiblemente sea la bomba que mejor trata la
vendimia ya que la presión se realiza tangencialmente por los
rodillos, con velocidades bajas y de manera continua. Un
inconveniente es el gran espacio que ocupa esta bomba, y que las

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
34
presiones son de 3 bares como máximo, limitando la altura de
impulsión, así como la fragilidad de la máquina ante la presencia de
cuerpos extraños. Los rendimientos oscilan entre 5.000 y 20.000
kg/h.
Se decide el uso de las bombas peristálticas, ya que aunque presenten
los inconvenientes anteriormente citados, son las que mejor tratan la
vendimia, obteniendo por tanto una mayor calidad.
III) Descripción de la maquinaria seleccionada
Como ya se ha indicado, estas bombas trabajan por aplastamiento y
deslizamiento.
La alternancia entre la compresión y la expansión del elemento
tubular, genera un movimiento constante de la vendimia bombeada.
Algunos modelos de estas máquinas llevan instaladas dos tuberías flexibles
en paralelo, con dos conjuntos de rodillos desfasados 90⁰, que mejoran la
regularidad y el funcionamiento de la máquina.
IV) Características
Se elige una bomba peristáltica de modelo y marca siguientes:
Características generales:
- Bomba peristáltica que asegura dos funciones: bomba de vendimia y
bomba de vino.
MARCA: BUCHERVASLIN MODELO: DELTA DP O1 o similares

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
35
- Transporte suave y continuo de la vendimia.
- Transferencia cualitativa del vino.
Ficha técnica:
- Caudal: 1.500 – 5.000 l/h.
- Potencia: 1,1 kW.
- Autoaspirante: -0,7 bar
- Velocidad: 30 – 90 (tr/mn)
La siguiente figura muestra una imagen de la bomba de vendimia
seleccionada, obtenida del catálogo de la empresa BUCHERVASLIN.
Figura 12: bomba de vendimia peristáltica. Fuente: www.buchervaslin.com

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
36
2.4 Dosificador automático de sulfuroso
I) Necesidades
El cálculo de volumen de agua sulfitada y el del rango de caudales de la
bomba dosificadora se hace conociendo el caudal de la vendimia bombeada y
la riqueza de la solución de gas sulfuroso en agua.
Teniendo en cuenta que la disolución se hará a razón de 50 g/l, y que la
entrada de uva media diaria será de 10.910 kg y 7.500 kg, dependiendo de la
variedad, a la que se le adicionará una dosis máxima de 25 g/hl en el caso más
desfavorable de que se trate de vendimia alterada, se calcula a continuación el
volumen deseable del depósito de mezcla:
- Dosis de SO2 : 25 g/hl
- Disolución de agua sulfitada: 50 g/l
- Entrada de uva media diaria: 10.910 y 7.500 kg/día. Los cálculos se
realizarán para el caso más desfavorable, es decir, la mayor cantidad
de entrada de uva.
- Densidad de la pasta despalillada y estrujada: 1.100 kg/m3.
10.910𝑘𝑔𝑑í𝑎
1.100𝑘𝑔𝑚3
= 9,92𝑚3
𝑑í𝑎= 9,92
𝑙
𝑑í𝑎= 99,2 ℎ𝑙/𝑑í𝑎
99,2ℎ𝑙
𝑑í𝑎 𝑥 25
𝑔
ℎ𝑙= 2.480 𝑔𝑆𝑂2/𝑑í𝑎
2.480𝑔𝑟𝑆𝑂2
𝑑í𝑎50 𝑔/𝑙
= 𝟒𝟗, 𝟔 𝒍/𝒅í𝒂
Por lo tanto se dispondrá de un depósito mezcla de 50 litros de
capacidad.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
37
A continuación se va a calcular el caudal máximo de que deberá
suministrar la bomba dosificadora, teniendo en cuenta que la bomba de
vendimia podrá impulsar un caudal punta aproximado de 6.000 kg/h.
- Dosis de SO2 : 25 g/hl
- Entrada máxima de uva: 6.000 kg/h
- Densidad de la pasta despalillada y estrujada: 1.100 kg/m3
6.000 𝑘𝑔/ℎ
1.100 𝑘𝑔/𝑚3= 5,4545
𝑚3
ℎ= 5,4545
𝑙
ℎ= 54,54
ℎ𝑙
ℎ ≈ 55 ℎ𝑙/ℎ
55ℎ𝑙
ℎ 𝑥 25
𝑔𝑟𝑆𝑂2
ℎ𝑙= 1.375 𝑔𝑟𝑆𝑂2/ℎ
1.375𝑔𝑟𝑆𝑂2
ℎ50𝑔𝑆𝑂2
𝑙
= 𝟐𝟕, 𝟓 𝒍/𝒉 𝒅𝒆 𝒅𝒊𝒔𝒐𝒍𝒖𝒄𝒊ó𝒏 𝒅𝒆 𝒂𝒈𝒖𝒂 𝒔𝒖𝒍𝒇𝒊𝒕𝒂𝒅𝒂
II) Elección del tipo de maquinaria
Existen varias maneras de adicionar el gas sulfuroso:
- Combustión en azufre.
- Sales cristalizadas.
- Gas licuado a presión.
- Solución acuosa.
El método más utilizado y por tanto, el seleccionado es la solución de
gas sulfuroso disuelto en agua ya que la dosis de sulfuroso es muy importante
de cara a la calidad final del vino, y en este método se precisa mejor la dosis, y
su homogeneización es mayor, aunque hay que medir periódicamente la
riqueza e implica mayor control.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
38
III) Descripción de la maquinaria seleccionada.
Se inyectará automáticamente una solución acuosa de sulfuroso en la
tubería de conducción de la vendimia, siempre que exista paso de ésta, ya que
debe pararse la inyección si se para la bomba de vendimia o deja de pasar
vendimia por la tubería, aunque la bomba esté trabajando a vacío. Es
conveniente por ello que ambas bombas estén desfasadas con un temporizador
eléctrico regulable.
El gas sulfuroso contenido en una bala es disuelto en agua a razón de 50
g/l, dentro de un depósito de mezcla de determinada capacidad, construido con
materiales inatacables por este gas, como pueden ser el poliéster reforzado con
fibras de vidrio o el acero inoxidable AISI-316.
El agua sulfitada es impulsada hacia la tubería de vendimia por medio
de una bomba electromecánica de caudal regulable, con caudales
comprendidos en un rango entre 10-200 l/h, a una presión máxima de 8 bares,
y siempre superior a la de bombeo de la vendimia para permitir su inyección.
La tubería de inyección termina en una boquilla de inyección, fijada en
la tubería por medio de una abrazadera, e interiormente lleva una bola de cierre
y un muelle de presión, que impide la entrada de mosto en sentido contrario al
circuito de inyección.
IV) Características
Se elegirá un dosificador de SO2 de marca y modelo siguientes:
Características generales:
- Solución acuosa.
MARCA: CASALS MODELO: MODELO PARA 1 LÍNEA

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
39
- Depósito de poliletileno de 1.200 litros.
- Bomba dosificadora peristáltica ROTHO.
- Variador electrónico de frecuencia.
- Cuadro de inyectores. - Inyectores accesorios.
- Agitador en el dosificador de enzimas.
Ficha técnica:
- Dimensiones (L x A x H): 2,2 x 1,3 x 0,55 m
La siguiente figura muestra una imagen del dosificador de sulfuroso
seleccionado, obtenido del catálogo de la empresa CASALS.
Figura 13: dosificador de sulfuroso. Fuente: www.casals.info.com
Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
40
2.5 Depósitos de fermentación – maceración
I) Necesidades
La vendimia una vez despalillada y estrujada, es conducida a los depósitos
donde tendrá lugar la fermentación alcohólica y maceración.
Se va a calcular el número de depósitos para cada tipo de mosto, ya que estas
actividades tendrán lugar en depósitos diferentes en función de la variedad de uva.
Con objeto de evitar el derrame de la vendimia, e incluso la deformación
de la parte superior de los depósitos de fermentación, éstos no se llenarán en su
totalidad, sino que se deberá dejar un espacio vacío de aproximadamente el 25%,
suficiente para absorber la dilatación que se produce en la vendimia estrujada.
Por lo tanto, para la variedad de uva Tempranillo, la cantidad de depósitos
será:
- Entrada de uva diaria: 10.910 kg/día
- Cantidad de uva diaria despalillada: 10.312,768 kg/día ≈ 10.313
kg/día
- Densidad de la pasta: 1.100 kg/m3
10.313𝑘𝑔𝑑í𝑎
1.100𝑘𝑔𝑚3
= 9,375𝑚3
𝑑í𝑎= 9.375
𝑙
𝑑í𝑎≈ 𝟗. 𝟑𝟖𝟎 𝒍 𝒅𝒆 𝒎𝒐𝒔𝒕𝒐/𝒅í𝒂
En cuanto al número de depósitos de vinificación, se precisarán 11
depósitos de 12.000 l, correspondientes a los 11 días de vendimia referente a esta
variedad.
En cuanto a las variedades Merlot y Cabernet Sauvignon, la cantidad de
depósitos será:

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
41
- Entrada de uva diaria: 7.500 kg/día
- Cantidad de uva diaria despalillada: 7.089,375 kg/día ≈ 7.090 kg/día
- Densidad de la pasta: 1.100 kg/m3
7.090𝑘𝑔𝑑í𝑎
1.100𝑘𝑔𝑚3
= 6,4454𝑚3
𝑑í𝑎= 6.4454
𝑙
𝑑í𝑎≈ 𝟔. 𝟒𝟒𝟓 𝒍 𝒅𝒆 𝒎𝒐𝒔𝒕𝒐/𝒅í𝒂
Por lo que se precisarán 4 depósitos de 9.000 litros, correspondientes a los
cuatro días de vendimia de estas dos variedades.
Es decir, los depósitos se desglosan de la siguiente manera:
- 11 depósitos de 11.000 litros para la variedad Tempranillo.
- 4 depósitos de 8.000 litros para las variedades Merlot y Cabernet
Sauvignon.
II) Elección del tipo de maquinaria
Se pueden encontrar distintos tipos de depósitos para encubar el vino, como
son:
- Tinas de madera.
- Depósitos de hormigón.
- Depósitos de acero al carbono revestido.
- Depósitos de acero inoxidable.
- Depósitos de resina de poliéster reforzado con fibra de vidrio (PVF).
De todos ellos, lo que mayores prestaciones tienen y los más adecuados son
los de acero inoxidable, por las siguientes ventajas:
- Son de fácil limpieza y esterilización.
- Nula cesión de componentes y ausencia de sabores extraños.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
42
- Material resistente, duradero y sin mantenimiento.
- Depósitos transportables y polivalentes.
- Excelente calidad-precio.
III) Descripción de la maquinaria seleccionada.
Son depósitos fáciles de construir, transportar y colocar, pudiendo
construirse sobre patas o sobre bancada. Se utilizarán sobre patas, pese a su mayor
coste, ya que es conveniente que sean movibles por posibles sustituciones, averías,
modificaciones, etc. Se construirán de forma cilíndrica y para activar los procesos
de maceración de las vendimias tintas, es aconsejable utilizar recipientes de poco
volumen, donde las operaciones de vinificación pueden ser mejor controladas y
realizadas con mayor rigor. En cuanto a la geometría, lo mejor es emplear
recipientes en los que el diámetro sea igual a la altura (Ø = h), lo que permite
aumentar la superficie de maceración entre el sombrero y el mosto en
fermentación, a la vez que favorece la operatividad de la bodega.
Estos depósitos autovaciantes están cubiertos por la parte superior, y
dotados de una boca suficientemente grande para permitir la entrada de la
vendimia y facilitar las operaciones de elaboración de los vinos tintos. Permiten
encubados largos de la vendimia, y el sombrero permanece flotando sobre la
superficie durante la fermentación.
Asimismo, el descube estará automatizado, produciéndose de forma
controlada y regular, de manera que, una vez abierta la puerta de descube, saldrá
el orujo de forma continua. Para ello tendrán un fondo troncocónico centrado
respecto al cilindro, con la puerta de descube situada en la pared del cono, y unas
paletas extractoras colocadas en la parte inferior y movidas por un motor eléctrico
o hidráulico situado en el exterior del depósito.
Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
43
Están dotados de camisas de refrigeración en la parte cilíndrica del depósito,
colocada en la zona superior del mismo, y por debajo del nivel del mosto en
fermentación, ocupando del oren del 20-30% del depósito.
Las camisas deben estar punteadas con soldaduras sobre el depósito, para
así, evitar su deformación y mejorar la distribución del agua fría en su interior,
llevando una entrada y otra salida de agua con su correspondiente electroválvula
para la automatización.
IV) Características.
Se elegirán los depósitos de la marca y modelo siguiente:
Características generales
- Todas las partes en contacto con el líquido están construídas en
chapa de acero inoxidablecalidad AISI 316.
- Fondos con los bordes curvados interiormente para facilitar la
limpieza.
- Soldaduras totalmente pasivadas y pulidas tanto interior como
exteriormente.
- Boca especial con rejilla que facilita el sangrado y la descarga manual
de los orujos.
- Accesorios:
Boca superior de 400 mm. Ø con junta de caucho.
Válvula de seguridad de doble efecto.
Termómetro de 0 a 50ª C.
Catavinos.
Válvula mariposa DIN salida de vino limpio.
MARCA: ICESPEDES MODELO: AISI 316 o similares

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
44
Válvula mariposa DIN salida de turbios.
Boca autovaciante de 400 mm. Ø con rejilla interior de
sangrado.
Patas de 400 mm. de altura hasta 4.000 L y de 500 mm a
partir de 5.000 L. La altura de las patas puede modificarse a
petición del cliente.
Ficha técnica de los depósitos de 11.000 litros:
- Altura/cuerpo: 3.000 mm.
- Altura total: 3.994 mm.
- Diámetro: 2.110 mm.
- Espesor de chapa: 2,5 y 2 mm.
- Ancho de la camisa: 1.000 mm.
- Superficie de la camisa: 6,6 m2.
Características técnicas de los depósitos de 8.000 litros:
- Altura/cuerpo: 3.000 mm.
- Altura total: 3.930 mm.
- Diámetro: 1.800 mm.
- Espesor de chapa: 2 mm.
- Ancho de la camisa: 1.000 mm.
- Superficie de la camisa: 5,7 m2.
La siguiente figura muestra una imagen de los depósitos de
fermentación y maceración seleccionados, obtenidos del catálogo de la empresa
ICESPEDES.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
45
Figura 14: depósitos autovaciantes de acero inoxidable para fermentación alcohólica y fermentación. Fuente: www.icespedes.com

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
46
2.6 Transporte del mosto y del vino
2.6.1 Bombas de trasiego y remontado
I) Necesidades
Para los remontados, éstos harán circular del orden de la mitad del mosto
contenido en la masa de vendimia en fermentación, realizando dos remontados
diarios durante el periodo fermentativo.
Según José Hidalgo Togores en “Tratado de Enología”, para un depósito con
una capacidad de 100 a 200 hl, el diámetro interior de la tuberías debe ser 40 mm,
condicionando esto el caudal que debe circular por ellas, siendo en este caso de
4.100 a 6.000 l/h, por lo que el caudal de la bomba ha de ser de 6.000 litros/hora
aproximadamente. Por lo que se dispondrá de dos bombas de vendimia, para que
el tiempo que se precise en los trasiegos y los remontados, así como en otras
operaciones sea el menor posible.
II) Elección del tipo de maquinaria.
Las bombas de circulación pueden clasificarse en dos grupos:
- Bombas volumétricas. Existen de distintos tipos como pueden ser las
bombas de pistones, de membrana, de pistones rotativos o lobulares,
de rodete o estrella flexible, de engranajes y de tornillo excéntrico.
- Bombas centrífugas. Existen de anillo líquido de dos o más niveles
Se decide el uso de una bomba volumétrica de rodete flexible por su
sencillez, porque son autoaspirantes y tienen un movimiento continuo sin
impulso, lo que las aventaja de las demás.
Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
47
III) Descripción de la maquinaria seleccionada.
Se trata de máquinas sencillas, donde un rodete de neopreno en forma de
estrella de al menos seis radios flexibles, gira dentro de una cámara cilíndrica de
bronce o de acero inoxidable, con una tubuladora de entrada situada en un lado de
la misma y otra de salida colocada en la parte contraria.
La cámara tiene un estrechamiento entre ambas tuberías, que obliga a la
deformación de los radios del rodete cuando pasan por esta zona, lo que provoca
una impulsión cuando se comprimen justamente sobre la tubería de impulsión, y
una aspiración cuando recuperan su posición sobre la tubería de aspiración de la
bomba.
Los extremos de los radios del rodete rozan con las paredes de las cámaras
cilíndricas formándose una cámara de líquido entre dos radios, que es transportado
desde la tubería de aspiración hasta la conducción de impulsión.
Existe por lo tanto un rozamiento entre el rodete y las paredes interiores de
la cámara de la bomba, pudiendo subir su temperatura cuando trabaja en vacío y
degradarse cuando se alcanzan los 40 a 75⁰ C. La sustitución del rodete es muy
sencilla, basta con abrir una de las bases de la cámara cilíndrica.
Como ya se ha comentado, se trata de bombas autoaspirantes, permitiendo
la circulación de líquidos cargados de sólidos, con caudales desde 5.000 a 100.000
litros/hora, con potencias respectivas de 1,5 a 12,5 kW, pudiendo alcanzarse
presiones de 2,0 a 3,0 bares, y con un movimiento continuo de impulsos.
Su mayor uso es para operaciones de remontado, pero también se utilizan
para otras operaciones de transporte, como los trasiegos.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
48
IV) Características.
Se va a elegir una bomba volumétrica de rodete flexible de la marca y
modelo siguientes:
Características generales
- Autocebadas, con doble sentido de trasvase.
- Cuerpo totalmente en acero inoxidable.
- Bajas velocidades de rotación.
- Motor monofásico .
- Carrito incorporado.
- Sistema antirretroceso.
- Acoples de salida tipo DIN estándar.
Ficha técnica:
- R.P.M: 900 mm
- Potencia: 1,2 CV
- Caudal: 6.000 l/h.
- Dimensiones (L x A x H): 650 x 300 x 500
- Peso: 18 kg.
La siguiente figura muestra una imagen de las bombas de trasiego y
remontado, obtenidas del catálogo de la empresa ICESPEDES.
MARCA: ICESPEDES MODELO: VOLUM 30 o similares
Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
49
Figura 15: bomba de remontados y trasiegos. Fuente: www.icespedes.com

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
50
2.6.2 Conducciones
I) Necesidades
Como ya se ha indicado, las tuberías van a tener un diámetro de 40 mm,
siendo la longitud de la misma variable.
II) Elección del tipo de conducción
Las instalaciones de conducción de mostos o vinos en las bodegas, pueden
ser realizadas de tres maneras posibles:
- Conducciones fijas, donde la instalación es amovible, usándose
tuberías rígidas. Se trata de instalaciones cómodas, donde hay que
prestar especial atención a las operaciones de limpieza y
mantenimiento. Se suelen usar en bodegas de gran tamaño.
- Conducciones móviles, donde las tuberías son flexibles y por lo
tanto, transportables. Se trata de instalaciones más baratas y
polivalentes. Suelen usarse en bodegas más pequeñas. La limpieza de
estas conducciones también es importante, aunque se realiza con
menor frecuencia debido a su utilización continuada, lo que impide
la acumulación de vino en su interior.
- Conducciones mixtas, donde una parte de la instalación es fija y otra
móvil.
Se elige tuberías flexibles, que pueden ser de goma o de PVC, eligiéndose
las de PVC a que se trata de tuberías de menor coste.
Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
51
III) Descripción de la maquinaria seleccionada
Las tuberías de PVC flexibles suelen ser transparentes o ligeramente
coloreadas, llevando en su interior una espiral de refuerzos, en unos casos de PVC
antichoque o en otros son metálicas de acero inoxidable o galvanizado.
Sus diámetros interiores oscilan desde 25 hasta 150 mm. La presión máxima
que puede soportar es de 8 a 9 kg/cm2, y con un rango de temperaturas de
utilización entre -15⁰ C hasta +60⁰ C.
IV) Características
Se eligen tuberías de PVC flexible, de la marca y modelo siguientes:
Características generales:
- Para absorción e impulsión de líquidos por bombeo, indicada en
instalaciones del sector industrial e hidráulico.
- Tubería de PVC flexible, con espiral de acero galvanizado interior
liso, ligera y manejable.
- Temperatura de uso de - 10º + 60º C.
- Uso alimentario.
Ficha técnica:
- Diámetro: 40 mm.
- Metros por rollo: 30 metros, por lo que se precisa de dos rollos para
no tener complicaciones por defecto.
MARCA: PIGSA MODELO: 502654 o similares

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
52
La siguiente figura muestra una imagen de las tuberías seleccionadas,
obtenidas del catálogo de la empresa PIGSA.
Figura 16: tubería flexible de PVC. Fuente: www.pigsa.es

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
53
2.7 Prensa
I) Necesidades
Teniendo en cuenta que de cada depósito se fermenta al día es del orden de
10.313kg en el caso de la uva variedad Tempranillo, y 7.090 kg en el caso de las
variedades Merlot y Cabernet sauvignon, la cantidad a prensar será la siguiente:
17% 𝑑𝑒 10.313𝑘𝑔 = 1.753,21 ≈ 1.754𝑘𝑔
𝑑í𝑎 𝑑𝑒 𝑜𝑟𝑢𝑗𝑜𝑠
17% 𝑑𝑒 7.090 𝑘𝑔 = 1.205,3 ≈ 1.206 𝑘𝑔
𝑑í𝑎𝑑𝑒 𝑜𝑟𝑢𝑗𝑜𝑠
Se sabe la cantidad de litros de vino que queda sin los orujos:
83 % 𝑑𝑒 10.313 = 8.559,79𝑘𝑔
𝑑í𝑎≈ 8.560
𝑘𝑔
𝑑í𝑎 ≈ 6.515 𝑙/𝑑í𝑎
83 % 𝑑𝑒 7.090 𝑘𝑔 = 5.884,7𝑘𝑔
𝑑í𝑎≈ 5.885
𝑘𝑔
𝑑í𝑎≈ 4.479 𝑙/𝑑í𝑎
Por lo que durante el descube de las variedades Merlot y Cabernet
sauvignon, se obtendrán 4.479 litros de vino escurrido al día y 1,206 kg de orujos,
y durante e descube de la variedad Tempranillo se obtendrán 6.515 litros de vino
escurrido al día y 1.754 kg de orujos.
II) Elección del tipo de maquinaria
Existen varios tipos de prensas:
- Prensa vertical.
- Prensa horizontal de membrana.
- Prensa neumática de membrana.
- Prensa continua de tornillo.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
54
Las prensas más adecuadas para la elaboración de vinos tintos de calidad
son las prensas verticales, y concretamente las hidráulicas, que serán las que se
seleccionarán para el presente trabajo. Este tipo de prensas trabaja con presiones
muy bajas, evita rozamientos y movimientos violentos de la pasta y minimiza el
porcentaje de heces o lías, que favorece a su vez la obtención de vinos más finos y
elegantes con ausencia de astringencias producidas por la rotura excesiva de
hollejos y pepitas. Del mismo modo, la superficie de drenado también es muy
elevada, permitiendo obtener unos elevados rendimientos con una mayor calidad
y tiempos de prensado más reducidos.
III) Descripción de la maquinaria seleccionada
Se trata de las prensas más antiguas. Están formadas por una jaula vertical
que contiene la masa de vendimia, siendo presionada por un plato que desciende
verticalmente, bien por un dispositivo mecánico de tornillo o husillo accionado
antiguamente de forma manual y más recientemente por medio de un motor
eléctrico o dispositivo hidráulico. El mosto o vino extraído por la presión, sale
lateralmente a través de los orificios que tiene la jaula y se recogen en la base de la
prensa que tiene forma de bandeja.
Estas prensas son difícilmente desplazables, están fijas en bodega, y hay que
trasportar hasta ellas la vendimia a prensar.
La presión realizada sobre la vendimia se reparte por todas las direcciones
de la masa de vendimia prensada, pero ésta se aplica sobre una superficie de presión
que coincide con la del plato de presión.
La calidad obtenida es elevada, debido a la rapidez de extracción en el
prensado debido a las bajas presiones, que respetan la integridad de los orujos.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
55
IV) Características
Se elegirán prensas verticales hidráulicas de la marca y modelo siguientes:
Ficha técnica:
- Capacidad de llenado en orujo fermentado: 1.200 kg
- Capacidad: 12 hl.
- Capacidad de vendimia macerada: 3.000-4.400 kg
La siguiente figura muestra una imagen de la prensa, obtenida del
catálogo de la empresa BUCHERVALIN.
Figura 17: Prensa hidráulica vertical. Fuente: www.buchervalin.com
MARCA: BUCHER VASLIN MODELO: BUCHER JLB 12 o similares

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
56
2.8 Contenedor de orujos
I) Necesidades
De epígrafe anterior extrae que la cantidad diaria de orujos fermentados
procedentes de la vendimia será del orden de 1.754 y 1.206 kg. Una vez se han
prensado, se obtiene un total de un 55% entre vino yema y vino prensa, que será
conducido por gravedad a los depósitos para conseguir una buena homogeneidad
con los mostos escurridos de los depósitos, y el resto serán orujos agotados por la
prensa. Por tanto se tendrá para el caso de la variedad Tempranillo:
55% 𝑑𝑒 1.754 = 964.7 𝑘𝑔 𝑑𝑒 𝑣𝑖𝑛𝑜 ≈ 735 𝑙𝑖𝑡𝑟𝑜𝑠
1.754 − 964,7 = 789,3 𝑘𝑔 𝑑𝑒 𝑜𝑟𝑢𝑗𝑜𝑠 𝑎𝑔𝑜𝑡𝑎𝑑𝑜𝑠/𝑑í𝑎
En cuanto a las variedades Merlot y Cabernet sauvignon, se tendrá que:
55% 𝑑𝑒 1.206 = 663,3 𝑘𝑔 𝑑𝑒 𝑣𝑖𝑛𝑜 ≈ 505 𝑙𝑖𝑡𝑟𝑜𝑠
1.206 − 663,3 = 542,7 𝑘𝑔 𝑑𝑒 𝑜𝑟𝑢𝑗𝑜𝑠 𝑎𝑔𝑜𝑡𝑎𝑑𝑜𝑠/𝑑í𝑎
Por lo tanto, y teniendo en cuenta que la densidad de los orujos es
aproximadamente 650 kg/m3, se calcula a continuación la capacidad deseable del
contenedor, suponiendo que pueda almacenar el orujo acumulado durante cuatro
jornadas de trabajo, y teniendo en cuenta que se va a dimensionar en función de
la mayor cantidad de orujo que se pueda tener por día, es decir, 790 kg/día.
790𝑘𝑔
𝑑í𝑎 𝑥 4 𝑑í𝑎𝑠 = 3.160 𝑘𝑔 𝑑𝑒 𝑜𝑟𝑢𝑗𝑜
3.160 𝑘𝑔 𝑑𝑒 𝑜𝑟𝑢𝑗𝑜
650 𝑘𝑔/𝑚3= 4,86 𝑚3 ≈ 5 𝑚3

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
57
II) Elección del tipo de maquinaria
Los contenedores a elegir son de 19 a 38 m3, por lo que se adquiere un único
contenedor de 19 m3.
III) Características
Se adquiere un contenedor de orujo de la marca y modelo siguientes:
Ficha técnica:
- Capacidad: 19 m3
- Largo: 8.500 m.
- Ancho: 5.970 m.
- Alto: 7.680 m.
La siguiente figura muestra una imagen del contenedor de orujos,
obtenido del catálogo de la empresa MARZOLA.
MARCA: MARZOLA

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
58
Figura 18: contenedor de orujos. Fuente: www.marzola.es

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
59
2.9 Fermentación maloláctica
I) Necesidades
Una vez realiza la operación de prensado, el vino se trasiega hacia depósitos
donde se realizará la fermentación maloláctica, para dar estabilidad al vino.
Por lo que la cantidad de vino que va a realizar esta fermentación será:
6.515 𝑙 𝑑𝑒 𝑣𝑖𝑛𝑜 𝑡𝑟𝑎𝑠𝑒𝑔𝑎𝑑𝑜 + 735 𝑙 𝑑𝑒 𝑣𝑖𝑛𝑜 𝑝𝑟𝑒𝑛𝑠𝑎 = 7.250 𝑙𝑖𝑡𝑟𝑜𝑠 𝑑𝑒 𝑣𝑖𝑛𝑜
4.479 𝑙 𝑑𝑒 𝑣𝑖𝑛𝑜 𝑡𝑟𝑎𝑠𝑒𝑔𝑎𝑑𝑜 + 505 𝑙 𝑑𝑒 𝑣𝑖𝑛𝑜 𝑝𝑟𝑒𝑛𝑠𝑎 = 4.984 𝑙𝑖𝑡𝑟𝑜𝑠 𝑑𝑒 𝑣𝑖𝑛𝑜
Es decir, 99.686 litros de vino que se van a someter a una fermentación
maloláctica, utilizándose los mismos depósitos que se han van a utilizar para
realizar la fermentación maloláctica.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
60
2.10 Línea de estabilización
La estabilización del vino, como ya se indicó en el Capítulo II, se va a
realizar previo al envejecimiento, por lo que la cantidad de vino que habrá que
estabilizar será la cantidad de vino que ha sufriendo una fermentación
maloláctica, teniendo en cuenta las posibles pérdidas producidas por los
trasiegos:
99.686 𝑙𝑖𝑡𝑟𝑜𝑠 𝑑𝑒 𝑣𝑖𝑛𝑜 − 4% 𝑑𝑒 99.686 = 125.699,52 ≈ 𝟗𝟓. 𝟔𝟗𝟗 𝒍𝒊𝒕𝒓𝒐𝒔
2.10.1 Clarificación
Como ya se ha indicado en el Capítulo II, se va a realizar una clarificación
por encolado, usando albúmina de huevo.
Se tienen que clarificar 125.700 litros de vino, para los cuales se utilizará
una dosis de albúmina de 10 g/hl, es decir, 9,57 kg.
La duración aproximada de la clarificación, junto a la sedimentación y
floculación pertinentes, será de aproximadamente 15 días.
2.10.2 Filtración
I) Necesidades
Teniendo en cuenta las pérdidas de un 2% durante la clarificación, el
volumen a filtrar será:
95.699 𝑙𝑖𝑡𝑟𝑜𝑠 𝑥 98% = 93.786 𝑙𝑖𝑡𝑟𝑜𝑠
Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
61
El vino se va a filtrar en 30 jornadas de trabajo, es decir, en cada jornada se
filtrarán:
93.786 𝑙𝑖𝑡𝑟𝑜𝑠
30 𝑗𝑜𝑟𝑛𝑎𝑑𝑎𝑠= 3.127 𝑙𝑖𝑡𝑟𝑜𝑠 𝑝𝑜𝑟 𝑗𝑜𝑟𝑛𝑎𝑑𝑎
Al día se van a dedicar 4 horas al filtrado del vino, por lo que las necesidades
del equipo de filtración serán:
3.127 𝑙/𝑑í𝑎
2ℎ/𝑑í𝑎= 1.564 𝑙/ℎ
El valor más generalmente recomendado por el fabricante para placas
clarificantes es de 100 l/h por placa de 40 x 40. Por lo tanto, se deberá disponer de
un número total de elementos filtrantes que permita obtener al menos estos 2.000
l de vino filtrado, y se calcula de la siguiente forma:
1.564 𝑙/ℎ
100𝑙/ℎ𝑒𝑙. 𝑓𝑖𝑙𝑡𝑟𝑎𝑛𝑡𝑒
= 15.64 ≈ 𝟏𝟔 𝒆𝒍𝒆𝒎𝒆𝒏𝒕𝒐𝒔 𝒇𝒊𝒍𝒕𝒓𝒂𝒏𝒕𝒆𝒔
II) Selección del tipo de maquinaria
Existen tres tipos de placas:
- Desbastadoras (10-20 μm).
- Clarificantes (0,1-1 μm).
- Esterilizantes (0,45-0,9 μm).
Se seleccionarán las placas desbastadoras, ya que no interesa un filtrado
excesivo. Con la porosidad de 10 a 20 micras se retienen partículas de gran tamaño,
pero con grandes rendimientos de filtración.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
62
III) Descripción de la maquinaria seleccionada
Las placas de filtración son capaces de retener las partículas que causan la
turbidez, debido a la acción conjunta de los mecanismos de tamizado y de
adsorción en profundidad.
Actualmente las placas de filtración están formadas por una mezcla de
celulosa de madera decolorada, fibras de algodón, diatomeas activadas, fibras
sintéticas de polietileno y productos ligantes, y deben ser lavadas con una solución
de ácido cítrico para eliminar el posible sabor a papel.
Las placas se sitúan sobre unos soportes o platos que pueden ser de distintos
materiales pero que permiten su esterilización por calentamiento. Los platos al
unirse forman en las esquinas unas tuberías por donde circula el líquido a filtrar, y
luego a través del plato se reparte el líquido por la totalidad de la superficie de la
placa, siendo recogido por otro plato y conducido por la tubería que forman las
orejas, como líquido limpio filtrado al exterior.
IV) Características
Se seleccionará el filtro de placas de la marca y modelo siguiente:
Características generales
- Chasis de acero inoxidable sobre ruedas.
- Válvulas y pases del líquido completamente en acero inox.
- Bomba incorporada de 0,8 Cv. en acero inoxidable con disyuntor de
protección.
- Cabezas o platos prensores en acero al carbono recubiertos
totalmente de acero inox.
MARCA: ICESPEDES MODELO: 20 placas o similares
Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
63
- Bomba de acero inoxidable centrífuga.
- Interruptor con guardamotor.
- Soportes de los papeles en moplen.
- Cierre del paquete mediante husillo con amplio volante.
- Mirillas en la entrada y salida del líquido.
- Manómetro, catavinos y grifo de regulación en acero inox.
Ficha técnica:
- 20 placas.
- Superficie del filtro: 3,2 m2.
- Potencia: 0,8 CV.
- Dimensiones (L x A x H): 1000 x 600 x 900 mm.
- Peso: 250 kg.
La siguiente figura muestra una imagen de los filtros de placas,
obtenidos del catálogo de la empresa ICESPEDES.
Figura 19: filtros de placas. Fuente: www.icespedes.com

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
64
2.10.3 Depósitos de estabilización
I) Necesidades
Para realizar las operaciones de estabilización, es decir, clarificación,
filtración y estabilización tartárica, se van a utilizar depósitos de acero inoxidable,
autovaciantes, siemprellenos y con camisa.
La cantidad de vino que albergarán estos depósitos es de 125.700 litros, por
lo que, teniendo en cuenta que los depósitos serán de 15.000 litros, la cantidad de
depósitos que se van a adquirir será:
93.786 𝑙𝑖𝑡𝑟𝑜𝑠
15.000 𝑙𝑖𝑡𝑟𝑜𝑠= 6,25 𝑑𝑒𝑝ó𝑠𝑖𝑡𝑜𝑠 ≈ 7 𝑑𝑒𝑝ó𝑠𝑖𝑡𝑜𝑠
II) Características
Se van a adquirir 7 depósitos siemprellenos de la marca y modelo siguientes:
Características generales:
- Sistema con tapa ajustable que se adapta a cualquier capacidad de
vino evitando que éste quede en contacto con el aire cuando la cuba
no está totalmente llena.
- Accesorios:
Válvula mariposa DIN salida de claros en acero inoxidable.
Válvula mariposa DIN salida de turbios en acero inoxidable.
Tapa siemprellena con cámara y bombín.
Cámara de repuesto.
Catavinos.
MARCA: ICESPEDES MODELO: SIEMPRELLENOS AUTOVACIANTE

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
65
Válvula de seguridad en acero inox de doble efecto.
Boca autovaciante de 400 mm. Ø con rejilla interior de sangrado.
Patas de 400 mm. de altura hasta 4.000 L y de 500 mm a partir
de 5.000 L. La altura de las patas puede modificarse a petición
del cliente.
Grúa con polea y cabestrante para subir la tapa.
Ficha técnica:
- Todas las partes en contacto con el líquido están construídas en
chapa de acero inoxidable calidad AISI 316.
- Fondos con los bordes curvados interiormente para facilitar la
limpieza.
- Soldaduras totalmente pasivadas y pulidas tanto interior como
exteriormente.
- Boca especial con rejilla que facilita el sangrado y la descarga
manual de los orujos.
- Camisa de refrigeración.
- Capacidad: 8.000 litros
- Alta cuerpo: 3.900 mm.
- Altura total: 4.700 mm.
- Diámetro: 1.650 mm.
- Espesor chapa: 2 mm.
- Ancho camisa: 1000.
- Superficie: 5,7 m2.
La siguiente figura muestra una imagen de los depósitos siemprellenos,
obtenidos del catálogo de la empresa ICESPEDES.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
66
Figura 20: depósitos para estabilización siemprellenos. Fuente: www.icespedes.com

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
67
2.11 Crianza en barricas
2.11.1 Barricas
I) Necesidades
Para el envejecimiento del vino, debe permanecer durante un determinado
tiempo en barricas de madera de 225 l. Se necesita envejecer el 60% del vino
procedente de la estabilización, es decir:
60% 𝑑𝑒 93.786 = 56.272 𝑙𝑖𝑡𝑟𝑜𝑠
Es decir, 56.272 litros de vino a envejecer, a los cuales hay que restarle un
10% de pérdidas procedentes de los trasiegos, clarificación y estabilización.
56.272 − 5.627 = 50.645 𝑙𝑖𝑡𝑟𝑜𝑠 𝑑𝑒 𝑣𝑖𝑛𝑜 𝑎 𝑒𝑛𝑣𝑒𝑗𝑒𝑐𝑒𝑟
Las barricas a usar son de 225 litros, por lo que el número de barricas que
se precisarán serán:
50.645 𝑙𝑖𝑡𝑟𝑜𝑠
225 𝑙𝑖𝑡𝑟𝑜𝑠/𝑏𝑎𝑟𝑟𝑖𝑐𝑎= 225,088 𝑏𝑎𝑟𝑟𝑖𝑐𝑎𝑠 ≈ 𝟐𝟐𝟔 𝒃𝒂𝒓𝒓𝒊𝒄𝒂𝒔
II) Elección de las barricas
Para el proceso de crianza se van a utilizar barricas de madera de roble. Este
tipo de madera desempeña importantes funciones en esta etapa de elaboración de
los vinos. Aporta sabores y aromas imposibles de obtener sin el contacto con la
madera, y ayuda a la evolución del vino. Fundamentalmente existen dos tipos de
madera de roble empleados para elaborar las barricas:

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
68
- Roble americano (Quercus alba): Es la más dura de las empleadas
para la elaboración de barricas. Los poros de este tipo de madera
tienen un tamaño considerablemente mayor a los de roble francés,
por ello las propiedades de la madera son transmitidas con mayor
rapidez. Está especialmente indicado para reducir la astringencia y
dureza de los vinos. Se puede elaborar una media de 10 barricas por
cada metro cúbico de madera. Son barricas económicas.
- Roble francés (Quercus petraea): Normalmente es empleado para la
crianza de los mejores vinos de cada bodega. Este tipo de roble es
mucho más blando en ciertas partes que el roble americano. El poro
es mucho más fino, transmitiendo sus cualidades de una manera más
pausada. Los aromas más característicos que el roble francés
transmite al vino son miel, vainilla y especias entre otras. En este
caso se desperdicia más madera, pudiendo obtener unas 6 barricas
por cada metro cúbico de madera. Son barricas más caras, llegando
incluso a triplicar el precio de una barrica de roble mericano.
Es importante destacar que estas cualidades genéricas se pueden ver
alteradas en función de aspectos como la intensidad de tostado al que han sido
sometidas las maderas o la antigüedad de la barrica.
Existen otros tipos de madera de roble empleadas para la crianza de los vino,
pero su uso es muy reducido comparado con los dos anteriores. Como ejemplos
están la madera de roble húngaro o ruso.
Por todo ello, se va a seleccionar la madera de roble americano y francés
para la elaboración de los vinos de crianza. Será decisión del enólogo el ensamblaje
de los caldos con las barricas de las distintas maderas, así como de la antigüedad de
las mismas, para lograr extraer las mejores cualidades de las mismas y conseguir
unos vinos de calidad.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
69
III) Características
Se obtendrán por tanto barricas de roble americano y francés de la marca
siguiente:
Características:
- Altura: 950 mm.
- Diámetro barrica: 700 mm.
- Diámetro en cabeza: 560 mm.
- Diámetro boca: 45 a 52 mm.
- Peso: 50 kg.
- Volumen: 0,5 m3.
- Espesor duelas: 26-27 mm.
- Nº de aros galvanizados: 6-8 aros.
- Tapón de cierre: silicona.
- Curado: natural al aire libre entre 15-17% de humedad (30-36
meses).
- Tostado: artesanal a fuego de leña de roble (método tradicional).
- Embalaje: film retráctil + cartón.
- Control de calidad: aire a presión y agua.
La siguiente figura muestra una imagen de las barricas, obtenidas del
catálogo de la empresa MAGRENAN.
MARCA: TONELERIA MAGREÑAN

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
70
Figura 21: barricas de madera de roble. Fuente: www.magrenan.es

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
71
2.11.2 Depósito nodriza
I) Necesidades
Se colocan 4 depósitos auxiliares para traspasar el vino de la barrica al
depósito, y de este a las botellas para continuar con el envejecimiento
II) Características
- Cuatro depósitos de acero inoxidable de 2.250 l de capacidad
- Altura: 2.900 mm
- Diámetro: 1.120 mm

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
72
2.11.3 Durmientes para barricas
I) Necesidades
Las barricas se van a colocar en durmientes, de forma que cada durmiente
albergará dos barricas, por tanto el número de durmientes que se necesitará será:
226 𝑏𝑎𝑟𝑟𝑖𝑐𝑎𝑠
2 𝑏𝑎𝑟𝑟𝑖𝑐𝑎𝑠/𝑑𝑢𝑟𝑚𝑖𝑒𝑛𝑡𝑒 = 113 𝑑𝑢𝑟𝑚𝑖𝑒𝑛𝑡𝑒𝑠
II) Características
Se van a adquirir durmientes para barricas de la siguiente marca:
Características generales:
- Se trata de soportes de gran robustez para apilar convenientemente
las barricas en la bodega.
- Dos barricas por durmiente.
- Para barricas de 225 lts
La siguiente figura muestra una imagen de los durmientes para barricas,
obtenidos del catálogo de la empresa INVIA.
MARCA: INVIA

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
73
Figura 22: durmientes para barricas. Fuente: www.tiendainvia.com

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
74
2.12 Línea de embotellado
Se tiene que embotellar el vino procedente del envejecimiento, y el vino
que no ha sufrido envejecimiento alguno, por lo tanto se tiene que embotellar
el 100% del vino, es decir, 93,786 litros, aunque hay que tener en cuenta que
parte del vino ha sufrido pérdidas durante el envejecimiento de un 4%, por lo
que la cantidad real a embotellar será:
50.645 𝑙 𝑥 96% = 48.620 𝑙𝑖𝑡𝑟𝑜𝑠
48.620 + 37.515 = 86.125 𝑙𝑖𝑡𝑟𝑜𝑠
Como se ha mencionado en el capítulo II, ¾ del volumen de vino se va
a embotellar en botellas de 75cl, mientras que el resto se embotellará en
botellas magnum de 1,5 l.
Por lo que de los 48.620 litros de crianza, ¾ se embotellarán en botellas
de 75 cl, y ¼ en botellas magnum de 1,5l:
3
4 𝑥 48.620 𝑙 = 36.465 𝑙 𝑒𝑛 𝑏𝑜𝑡𝑒𝑙𝑙𝑎 𝑑𝑒 75 𝑐𝑙
1
4 𝑥 48.620 𝑙 = 12.155 𝑙 𝑒𝑛 𝑏𝑜𝑡𝑒𝑙𝑙𝑎 𝑑𝑒 1,5 𝑙
En cuanto al vino joven, se va a embotellar el 100% en botellas de 75cl,
es decir se embotellarán 37.125 l.
Por lo que en botellas de 75 cl se embotellará un total de 73.980 l, y en
botellas magnum 12.155 l.
Hay que tener en cuenta que el vino se va a embotellar en un período
de 16 días, repartido de forma que 14 días se dediquen a embotellar en botellas
de 75cl, de tal forma que 7 días se destinarán al vino joven y 7 días al vino

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
75
crianza, y los 2 días restantes en botellas magnum, trabajando 5h/día, es decir,
se tendrán unas necesidades de equipo de embotellado de:
73.980
14 𝑑í𝑎𝑠 𝑥 5ℎ/𝑑í𝑎= 1.056,86
𝑙
ℎ ≈ 1.057 𝑙/ℎ
12.155
2 𝑑í𝑎𝑠 𝑥 5ℎ/𝑑í𝑎= 1.215,5
𝑙
ℎ ≈ 1.216 𝑙/ℎ
Lo que se traduce en:
1.057 𝑙ℎ
0,75 𝑙/𝑏𝑜𝑡𝑒𝑙𝑙𝑎= 1410 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠 𝑝𝑜𝑟 ℎ𝑜𝑟𝑎
1.216 𝑙ℎ
1,5 𝑙/𝑏𝑜𝑡𝑒𝑙𝑙𝑎= 811 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠 𝑝𝑜𝑟 ℎ𝑜𝑟𝑎
Es decir, se embotellarán 1410 botellas/h de 75 cl, y 811 botellas/h
magnum.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
76
2.12.1 Enjuagadora-llenadora-taponadora
I) Necesidades
Las necesidades son las anteriormente calculadas, es decir, 1.410
botellas/h de 75 cl, y 811 botellas/h magnum, por lo que se optará por unas
necesidades de 1.410 botellas/h.
II) Elección del tipo de maquinaria
Se ha decidido unificar los tres procesos para una mayor comodidad,
y dado que existen máquinas unificadas para realizar estos procesos en
cadena que presentan mayores ventajas. Tienen mayor sincronización ya
que derivan del mismo motor, una mayor economía y simplicidad, tanto en
instalación como en el mantenimiento, y una mejor compatibilidad, ya que
ocupan menor espacio.
Se elegirá, por tanto, una máquina tribloc
III) Descripción de la maquinaria seleccionada
Este tipo de maquinaria tribloc realiza los tres procesos:
- Enjuagadora. Hay varias formas de realizarse, mediante soplado con
chorro de aire o mediante un enjuagado con agua fría en el interior
con una presión de 2-3 bares, y un escurrido final mediante soplado
antes de la utilización.
- Llenadora. Hay de tipo volumétricas, que llenan por volumen
predeterminado, y las hay de nivel constante, que mantienen la

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
77
nivelación del líquido en la botella, éste último es el de mayor
aceptación por el consumidor y será el seleccionado.
Las de nivel pueden ser a su vez de sinfonado que son muy lentas,
de presión diferencial que tienen un mantenimiento importante, y
las isobarométricas que son las que se elegirán, que contienen un
depósito de alimentación del líquido y mantienen la misma presión
entre la citada cámara y las botellas durante la fase de llenado. Esta
presión puede ser la atmosférica (llenado de gravedad), ligeramente
por debajo de la atmosférica (llenadora de depresión), o ligeramente
superior (llenadora de sobrepresión).
- Taponadora. Las distintas taponadoras se diferencian por lo
cabezales de taponado, y existen las siguientes mordazas de
compresión:
Mordazas de compresión lateral.
Mordazas de compresión por rodillos.
Mordazas de compresión triples.
Mordazas de compresión cuádruple.
En la actualidad, se usan las cuádruples, ya que al formarse por
cuatro mordazas móviles, dispuestas en rectángulo, comprimen el tapón de
un modo homogéneo, con un correcto equilibrio de fuerzas.
IV) Características
Se elegirá la máquina tribloc de la marca y modelo siguientes:
MARCA: AGROVIN MODELO: XPLT/9-10-1/S o similares

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
78
Características generales:
- La máquina va equipada con grifos de llenado y un cabezal (o varios)
de taponado para corcho cilíndrico, con dosificación de los tapones
automáticamente mediante una tolva situada en la parte superior de
la taponadora.
- Está construido con materiales de primera calidad (acero inoxidable
AISI-304 y materiales alimentarios) y protegido con cabina según
normas CEE, con parada de la máquina automática en caso de
apertura de puertas para realizar una intervención.
- Viene de serie con transporte de botellas mediante cadena de
charnela de acero inoxidable, con motorreductor para tracción. La
máquina lleva incorporado un variador de velocidad electrónico
incorporado en el cuadro eléctrico.
Ficha técnica:
- Número de pinzas: 9
- Número de grifos: 10.
- Número de tapones: 1.
- Producción: 1.500 botellas/h.
- Potencia: 1,5 kW.
- Dimensiones (L x A x H): 3000 x 1.300 x 2.100 mm.
La siguiente figura muestra una imagen del tribloc, obtenido del
catálogo de la empresa AGROVIN.
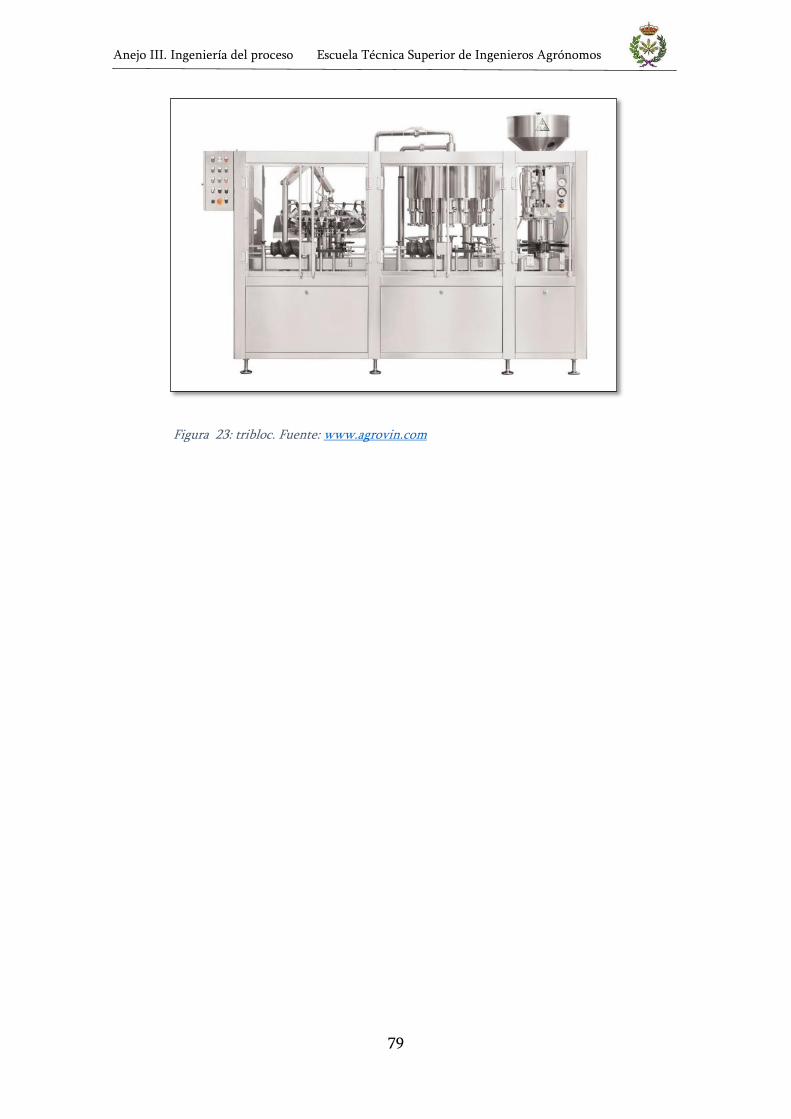
Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
79
Figura 23: tribloc. Fuente: www.agrovin.com
Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
80
2.12.2 Etiquetadora-encapsuladora
I) Necesidades
Los principales materiales que se utilizan actualmente para el capsulado son
el estaño, el aluminio, el aluminio complejo con plástico, y los plásticos inyectados
o retráctiles, teniendo:
- Cápsulas monopiezas de estaño y aluminio.
- Cápsulas de aluminio complejo multipiezas.
- Cápsulas de plástico retráctil multipiezas.
- Cápsulas de plástico inyectado monopieza.
De todas las opciones, se escogerá el capsulado de aluminio complejo, que
está formado por la asociación de láminas de aluminio con polietileno, siendo estas
cápsulas más fáciles de colocar que las de aluminio puro, y de tacto más agradable
y similar a las de estaño. Este tipo de cápsulas se utiliza para los vinos tranquilos y
también para los vinos espumosos.
Las etiquetadoras utilizan distintos métodos para la colocación de la
etiqueta como pueden ser mediante cola fría, cola caliente y autoadhesiva. Será
éste último método el que se elegirá, debido a que son más fáciles de poner, y se
obtiene mayor calidad en el etiquetado, y además se evitan las labores de limpieza
después de cada uso.
II) Descripción de la maquinaria elegida
Se seleccionará una máquina que realice las dos funciones. Se coloca en las
líneas de embotellado a continuación de la taponadora, pudiendo recibir las
botellas directamente de su llenado, o bien pueden acceder tras haber sido
sometidas a un proceso de crianza en botella.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
81
El etiquetado se verá sujeto a lo establecido la Reglamentación del Consejo
Regulador de la D.O. Ribera de Duero.
III) Características
Se elegirá una máquina de marca y modelo siguientes:
Características generales:
- Máquina preparada para colocar en línea con nuestros monoblocks
de llenado y encorchado consiguiendo un sistema de embotellado
completo y totalmente automático.
- 2 ó 3 cabezales etiquetadores con motores paso a paso, que permiten
una gran precisión en la colocación de la etiqueta.
- Sistema de centrado de etiquetas de gran fiabilidad.
- Bancada en acero Inoxidable AISI 304.
- Transporte de chanela de inox.
- Bandeja de recogida de botellas terminadas.
- Sistema de sujección, parada y detección de botellas para colocación
de cápsulas.
- Cabezal capsulador para cápsulas metálicas de estaño y aluminio o
cápsulas plásticas (a elección del cliente).
- Distribuidor de cápsulas con una capacidad de 80 cápsulas para
colocar la cápsula automáticamente en la botella
- Producción aproximada de 1.000 botellas/hora.
- Opcionalmente se puede incorporar un cabezal para collarín o para
tirilla, marcador de lotes y detector de ausencia de corchos.
MARCA: INDUSTRIAS CÉSPEDES MODELO: S2CD o similares

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
82
Ficha técnica:
- Dimensiones (L x A x H): 1.450 x 1.100 x 1.430 mm.
- Peso: 250 kg.
- Potencia: 1,5 CV.
La siguiente figura muestra una imagen de la etiquetadora-
encapsuladora, obtenidos del catálogo de la empresa ICESPEDES.
Figura 24: etiquetadora – encapsuladora. Fuente: www.icespedes.com
Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
83
2.13 Encartonado-embalado
I) Necesidades
El envasado del producto final concluye con el encartonado,
paletizado y envoltura en film de plástico retráctil, que protegerá el vino
y facilitará las operaciones de almacenamiento y distribución.
Se seleccionará una encajadora que cumpla con las medidas de
caja mínimas para albergar las botellas.
II) Descripción de la maquinaria seleccionada
Se seleccionará una encajadora Wrap-Around, que es una
máquina para el encajado de envases de vidrio, pet, PVC, polipropileno,
etc. en cajas de cartón ondulado, partiendo de formatos planos con
cortes y hendidos adecuados para formar las cajas.
La máquina consta de:
- Alimentador automático de envases con un transportador de
acumulación, calles, separadores y un cabezal de formación de
grupos que introduce en la plancha de cartón la agrupación para
formar la caja.
- Almacén de cartones de plancha troquelada cuyo funcionamiento es
electromecánico y neumático. El cartón es introducido siempre que
la máquina tenga preparado el envase. Regulable para distintos
formatos y de alimentación automática a la máquina.
Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
84
- Formadora de cajas que pliega las solapas previamente encoladas por
un aplicador de cola caliente (hot melt) para dejar la caja
perfectamente encuadrada y cerrada.
III) Características:
Se elegirá la maquinaria de la marca y modelo siguientes:
Características generales:
- El cambio de formato es rápido.
- La máquina lleva un cuadro electrónico de maniobras, y un panel de
operador para facilitar su utilización.
- Cabina de protección en metacrilato según normas de seguridad de
CEE.
Ficha técnica:
- Producción máxima: 18 cajas/min.
- Fuerza eléctrica: 6 kW
- Aire consumo caja: NL/caja 10 l.
- Tipo encolado: HOT MELT
- Dimensiones máquina: 6.410 x 2.000 x 2.100 mm
La siguiente figura muestra una imagen de la máquina para encartonado
y embalado, obtenida del catálogo de la empresa AUSERE.
MARCA: AUSERE MODELO: HAM-E/9-12 o similares

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
85
Figura 25: máquina para encartonado y embalado. Fuente: www.ausere.es

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
86
2.14 Jaulones de botellas
I) Necesidades
Una vez que el producto ha sido embotellado, para elaborar el vino crianza
este vino ha de sufrir un proceso de envejecimiento en botella.
La cantidad de litros que se embotellaron y previamente sufrieron
envejecimiento en barrica de madera fueron 48,620 litros, pero hay que tener en
cuenta las pérdidas de todo el proceso de embotellado, es decir, la cantidad de vino
crianza que finalmente esta embotellado es:
48.620 𝑥 99,5% = 48.377 𝑙𝑖𝑡𝑟𝑜𝑠
De estos litros, un 75% se embotellarán en botellas de 75 cl, y el 25% en
botellas magnum, por lo que:
48.377 𝑙𝑖𝑡𝑟𝑜𝑠 𝑥3
4= 36.283𝑙𝑖𝑡𝑟𝑜𝑠
36.283𝑙𝑖𝑡𝑟𝑜𝑠
0,75 𝑙= 48.388 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠 𝑑𝑒 75 𝑐𝑙
12.094𝑙
1,5 𝑙= 8.093 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠 𝑑𝑒 1,5 𝑙
Los jaulones cuentan con 588 botellas, por lo que la cantidad de jaulones
que se necesitarán para las botellas de 75 cl será:
48.388 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠
588 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠/𝑗𝑎𝑢𝑙𝑜𝑛= 83 𝑗𝑎𝑢𝑙𝑜𝑛𝑒𝑠
La cantidad de jaulones que se necesitarán para las botellas magnum
será:

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
87
8.093 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠
588 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠/𝑗𝑎𝑢𝑙𝑜𝑛= 14 𝑗𝑎𝑢𝑙𝑜𝑛𝑒𝑠
En la siguiente tabla se resume la cantidad de litros, botellas y jaulones
para envejecimiento:
Tipo de botella Litros de vino Nº de botellas Nº de jaulones
75 cl 36.283 48.388 83
Magnum (1,5 l) 12.094 8.093 14
Tabla 1: cantidad de litros de vino, botellas y jaulones del vino crianza. Fuente: elaboración propia
II) Selección
Se van a introducir las botellas en contenedores metálicos, con las
siguientes características:
- Capacidad del contenedor estándar: 588 botellas bordelesa o 507
borgoña.
- Soluciones para cualquier tipo de botella.
- Equipado con dos mallas separadoras entre los pisos y otra de cierre
en los cuellos de las del último piso.
- Puede ser girado para almacenar las botellas en posición horizontal
y conseguir con ello un adecuado envejecimiento del vino.
- Inactivo a olores, hongos y bacterias.
- Totalmente reciclable.
- Resistente a la corrosión en ambientes húmedos.
- Apilable hasta 6 ó 10 módulos.
- Construcción metálica robusta y totalmente desmontable.
- Unido mediante tornillos, con cartola lateral para facilitar el acceso
al interior.
- Facilita la limpieza de las botella

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
88
III) Características
Se elige un contenedor de la marca y modelo siguientes:
La siguiente figura muestra una imagen de los jaulones de botellas,
obtenidos del catálogo de la empresa EBROSEME.
Figura 26: jaulones de botellas. Fuente: www.ebrosame.es
MARCA: EBROSAME

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
89
2.15 Almacenamiento
2.15.1 Pallets
I) Necesidades
Para el almacenamiento de botellas, antes de su venta, se va a precisar de
una serie de pallets, en función del número de botellas de cada tipo.
Como se ha expresado en el apartado anterior, el número de botellas crianza
es de 48.388 botellas de 75 cl de capacidad, y 8.093 botellas magnum, y el número
de botellas de vino tinto joven es de 50.640.
Teniendo en cuenta que las botellas de 75 cl se van a almacenar en cajas de
12 botellas, y que las botellas de 1,5 l se van a almacenar en packs de 3 botellas por
caja, la cantidad de cajas que se precisarán, las cuales se dispondrán en los pallets,
será:
50.640 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠
12 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠/𝑐𝑎𝑗𝑎= 4.220 𝑐𝑎𝑗𝑎𝑠 𝑑𝑒 𝑣𝑖𝑛𝑜 𝑡𝑖𝑛𝑡𝑜 𝑗𝑜𝑣𝑒𝑛 (75 𝑐𝑙)
48.377 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠
12 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠/𝑐𝑎𝑗𝑎= 4.033 𝑐𝑎𝑗𝑎𝑠 𝑑𝑒 𝑣𝑖𝑛𝑜 𝑡𝑖𝑛𝑡𝑜 𝑐𝑟𝑖𝑎𝑛𝑧𝑎 (75 𝑐𝑙)
8.093 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠
3 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠/𝑐𝑎𝑗𝑎= 2.698 𝑐𝑎𝑗𝑎𝑠 𝑑𝑒 𝑣𝑖𝑛𝑜 𝑡𝑖𝑛𝑡𝑜 𝑐𝑟𝑖𝑎𝑛𝑧𝑎 (1,5 𝑙)
Los pallets de las botellas de capacidad 75 cl podrán albergar un total de 9
cajas, teniendo en cuenta las dimensiones de las cajas y de los pallets que serán de
1.200 x 800 (mm), y los pallets de las botellas magnum podrán albergar un total de
18 cajas, de tal manera que se necesitarán la siguiente cantidad de pallets:
4.220𝑐𝑎𝑗𝑎𝑠
9 𝑐𝑎𝑗𝑎𝑠/𝑝𝑎𝑙𝑙𝑒𝑡= 469 𝑝𝑎𝑙𝑙𝑒𝑡𝑠 𝑝𝑎𝑟𝑎 𝑣𝑖𝑛𝑜 𝑡𝑖𝑛𝑡𝑜 𝑗𝑜𝑣𝑒𝑛(75 𝑐𝑙)

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
90
4.033 𝑐𝑎𝑗𝑎𝑠
9 𝑐𝑎𝑗𝑎𝑠/𝑝𝑎𝑙𝑙𝑒𝑡= 449 𝑝𝑎𝑙𝑙𝑒𝑡𝑠 𝑝𝑎𝑟𝑎 𝑣𝑖𝑛𝑜 𝑡𝑖𝑛𝑡𝑜 𝑐𝑟𝑖𝑎𝑛𝑧𝑎 (75 𝑐𝑙)
2.698 𝑐𝑎𝑗𝑎𝑠
18 𝑐𝑎𝑗𝑎𝑠/𝑝𝑎𝑙𝑙𝑒𝑡= 150 𝑝𝑎𝑙𝑙𝑒𝑡𝑠 𝑝𝑎𝑟𝑎 𝑣𝑖𝑛𝑜 𝑡𝑖𝑛𝑡𝑜 𝑐𝑟𝑖𝑎𝑛𝑧𝑎 (1,5 𝑙)
Por lo que se precisará un total de 1068 pallets, los cuales se apilarán unos
encima de otros para así poder reducir el espacio de almacenaje, de tal manera que
se apilaran de 4 en 4 pallets.
2.15.2 Máquina elevadora
I) Necesidades
La carretilla elevadora se va a utilizar principalmente para el transporte de
material envasado y embotellado.
II) Características
Se elige una máquina elevadora de marca y modelo siguientes:
Características generales:
- Elevada velocidad de trabajo, batería de alta capacidad y una enorme
reserva de fuerzas para cargar, aun en caso de una gran altura de
elevación.
- Vehículos elevadores eléctricos CEM de 4 ruedas con capacidades
de hasta 2 toneladas.
- La columna de la dirección y el asiento del conductor se pueden
ajustar según la estatura del conductor.
MARCA: LINDE MODELO: E 20 o similar

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
91
- Escalones bajos a ambos lados, se puede subir y bajar del vehículo
con seguridad y comodidad.
- La hidráulica funciona solamente con el número de revoluciones
necesario para la correspondiente función. Esto ahorra energía y a
la vez procura un trabajo silencioso de la carretilla.
Ficha técnica:
- Velocidad:
De traslación horizontal con /sin carga: 12,5/15,8//16,5/16,8
Km/h.
De elevación con/sin carga: 0,33/0,46 m/s.
De descenso con /sin carga: 0,45/0,55 m/s
- Potencia:
Motor tracción: 17,3 kW
Motor elevación: 15,3 kW
Motor servodirección: 0,86 kW.
- Batería de tracción
- Dimensiones 3100 x 1500 mm.
- Radio giro: 2900 mm
- Pasillo estiba 90º con palet 1200 mm
La siguiente figura muestra una imagen de la máquina elevadora,
obtenida del catálogo de la empresa LINDE.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
92
Figura 27: máquina apiladora. Fuente: www.linde-mh.es
Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
93
3. Necesidades auxiliares
3.1 Mano de obra
En las instalaciones de la bodega va a haber dos tipos de mano de obra: fija y
eventual. La mano de obra fija es independiente del grado de actividad del mercado,
mientras que la eventual variará en función de las necesidades de producción de cada
momento.
Como personal fijo se dispondrá de:
- Un director gerente y jefe de ventas
- Un contable-administrativo para la oficina.
- Un enólogo.
- Un bodeguero.
- Dos operarios técnicos, con conocimientos de laboratorio y
enología.
- Un operario para labores de mantenimiento, limpieza y protección
de las instalaciones.
El personal eventual variará en función de la época del año.
- Época de vendimia. Se tendrá un operario para el equipo de toma de
muestras y pesaje de vehículos y un operario más para descarga de
vendimia o tareas en el interior de la bodega. Además, como ya se
ha dicho en el capítulo II, durante esta época habrá trabajando en el
campo 12 vendimiadores.
- Época de embotellado. Es una operación discontinua en el tiempo,
por lo que se dispondrá de un operario más para ayudar en ese
momento del embotellado.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
94
Por lo que de forma fija estarán 7 personas en la bodega, y en épocas de más
trabajo se podrá incrementar hasta 10 trabajadores en total en toda la bodega, además
de los vendimiadores.

Anejo III. Ingeniería del proceso Escuela Técnica Superior de Ingenieros Agrónomos
95
4. Bibliografía
Libros:
Tratado de enología. JOSE HIDALGO TOGORES. TOMOS I Y II
Recursos electrónicos:
www.sunbox.com
www.giligroup.com
www.sipesa-pesaje.com
www.masellimisure.com
www.magusa.com
www.agrovin.com
www.buchervaslin.com
www.casals.info.com
www.tiendainvia.com
www.pigsa.es
www.magrenan.es
www.icespedes.com
www.ebrosame.es
www.ausere.es
www.marzola.es
www.jungheinrich.es
Otros:
Apuntes de la asignatura “Tecnología del Vino y derivados”.
Profesores: José Antonio Suarez Lepe y Felipe Palomero

ANEJO IV
“DISTRIBUCIÓN
EN
PLANTA”

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
Anejo IV Distribución en planta
Índice
1. Introducción ............................................................................................................. 1
2. Justificación de superficies ....................................................................................... 2
2.1 Identificación de los departamentos o áreas funcionales ................................ 2
2.2 Justificación de superficies de cada departamento .......................................... 5
3. Método del proceso ................................................................................................ 38
3.1 Introducción .................................................................................................... 38
3.2 Boceto inicial ................................................................................................... 39
3.3 Boceto ideal nº 1 .............................................................................................. 41
3.4 Boceto ideal nº 2 .............................................................................................. 43
3.5 Del boceto inicial al primer ajuste ................................................................. 46
3.6 Del primer al segundo ajuste .......................................................................... 49
3.7 Del segundo al tercer ajuste............................................................................ 52
3.8 Boceto final ..................................................................................................... 54
4. Distribución final ................................................................................................... 56
5. Documentación empleada ..................................................................................... 58

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
Índice de tablas
Tabla 1: Maquinaria en el área de recepción.................................................................. 7
Tabla 2: maquinaría del área de tratamiento mecánico.. ............................................... 9
Tabla 3: maquinaría del área de fermentación. ............................................................ 11
Tabla 4: aparatos del laboratorio. .................................................................................. 14
Tabla 5: maquinaria del área de estabilización. ........................................................... 17
Tabla 6: elementos del área de envejecimiento en madera. ........................................ 19
Tabla 7: maquinaria del área de embotellado. ............................................................. 21
Tabla 8: elementos del área de envejecimiento en botella. ......................................... 23
Tabla 9: elementos del área de almacenamiento del p. terminado. ............................ 26
Tabla 10: instalaciones de los aseos y vestuarios.. ........................................................ 34
Tabla 11: superficies de las áreas de la bodega. ............................................................ 37
Tabla 12: superficies finales de las áreas de la bodega. ................................................ 56
Índice de figuras
Figura 1: disposición de los depósitos y distancias ...................................................... 12
Figura 2: disposición de los depósitos de estabilización y distancias. ........................ 18
Figura 3: disposición de los grupos de barricas. .......................................................... 19
Figura 4: distribución de los jaulones para botellas de capacidad 75 cl. .................... 23
Figura 5: disposición de los jaulones de las botellas. ................................................... 24
Figura 6: disposición de los palets. .............................................................................. 27

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
1
ANEJO IV: DISTRIBUCIÓN EN PLANTA
1. Introducción
En el presente anejo lo que se pretende es la distribución de todas las áreas, así
como las actividades y procesos de la presente bodega.
Para ello lo que se decide es el planteamiento mediante el Método de
distribución por proceso productivo. El proceso es la base de la distribución en planta
a la cual se van añadiendo departamentos no productivos hasta llegar a un primer
boceto, denominado boceto inicial. A partir de este boceto inicial y una vez analizadas
las ventajas e inconvenientes del mismo se inicia un proceso de mejora que tiene como
objetivo básico obtener una planta de distribución de la bodega lo más acorde con los
principios básicos de la distribución en planta.
Para ello, inicialmente se llevará a cabo la justificación de las superficies,
siguiendo las normas de espacio de R. Muther, y otras pautas diferentes en áreas como
los aseos, laboratorio, etc.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
2
2. Justificación de superficies
2.1 Identificación de los departamentos o áreas funcionales
Las áreas funcionales que engloban las diferentes actividades que se van a llevar
a cabo en la bodega son:
1) Área de recepción: esta área se encuentra de forma externa a la nave.
Formada por las siguientes máquinas:
- Báscula.
- Tolva de recepción.
2) Área de tratamiento mecánico de la vendimia: formada por las siguientes
máquinas:
- Mesa de selección.
- Estrujadora-despalilladora.
- Evacuador de raspones.
- Bomba de vendimia.
- Dosificador de sulfuroso.
3) Área de fermentación y prensado: formada por:
- Depósitos de fermentación.
- Bombas de trasiego y remontados.
- Prensa.
4) Laboratorio
5) Equipo de frío.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
3
6) Área de estabilización:
- Depósitos siemprellenos.
- Filtros.
7) Área de envejecimiento en madera: formada por:
- Barricas.
- Depósito nodriza.
8) Área de embotellado: formada por:
- Enjuagadora-llenadora-taponadora (tribloc).
- Etiquetadora-encapsuladora.
- Encartonado-embalado.
9) Área de envejecimiento en botella: formada por:
- Jaulones.
10) Área de almacenamiento del producto terminado: formada por:
- Pallets, los cuales contienen las cajas con las botellas.
11) Almacén de materiales.
- Cajas de vendimia
- Botellas nuevas
- Tapones
- Cápsulas
- Etiquetas y contraetiquetas
- Cajas de cartón
- Diverso material enológico que no esté en us
12) Aseos y vestuarios.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
4
13) Área de administración
14) Área de expedición

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
5
2.2 Justificación de superficies de cada departamento
2.2.1 Introducción
Los métodos que se van a utilizar para la justificación de las superficies de
los departamentos son las normas de espacio de R. Muther, y otros métodos
diferentes para aquellas áreas que lo necesiten:
1. En áreas estrictamente productivas se podrán utilizar:
- Una norma de espacio teniendo en cuenta el caso de una
disposición de máquinas en serie, en el que se considerará como
anchura de la línea la mayor d todas las máquinas que la integran.
La norma de Espacio aplicable para determinar la superficie
mínima por máquina:
Más 45 cm por tres de sus lados para limpieza y reglajes.
Más 60 cm en el lado donde se sitúe el operario.
Coeficiente que multiplica a la superficie obtenida para
considerar pasillos, vías de acceso y servicios
C = 1.3 movimiento sólo de personas.
C = 1.8 movimiento de carretillas, mayor
necesidad de mantenimiento, …
- Ratios.
- Otros métodos.
2. En almacenes de materiales habrá que distinguir:
2.1 Almacenamiento en palets, para lo que se tendrá en cuenta:
- Material almacenado.
- Dimensiones de la unidad básica de almacenamiento, en este
caso, las botellas de vino.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
6
- Dimensiones de la unidad de almacenaje: cada de botellas.
- Forma de paletización y altura del palet.
- Número de palets en altura.
- Método de manejo de palets.
- Método de almacenaje de palets y separaciones entre palets y
entre estos y las paredes.
- Otras consideraciones
2.2 Cuando el almacenaje de los materiales se realiza en depósitos no
utilizaremos la norma de espacio y tendremos en cuenta una
separación entre depósitos de no más de 60 cm y dejaremos un
amplio pasillo de trabajo que puede ser superior a 3 metros.
2.3 Cuando se trata de almacenar envases, embalajes, sacos, etc, deberán
estudiarse las superficies necesarias en función de cómo se reciban
en la industria.
3. Servicios auxiliares:
3.1 Sala de producción de frío: podemos utilizar el cálculo, la norma d
espacio, ratios, etc, en este caso se recurre al método de los ratios.
3.2 Áreas administrativas, aseos, vestuarios, etc. El método utilizado se
concreta en el punto 1.2.11 del presente anejo.
3.3 Otras áreas: recepción, expedición, etc: se suelen fijar en función del
diseño final.
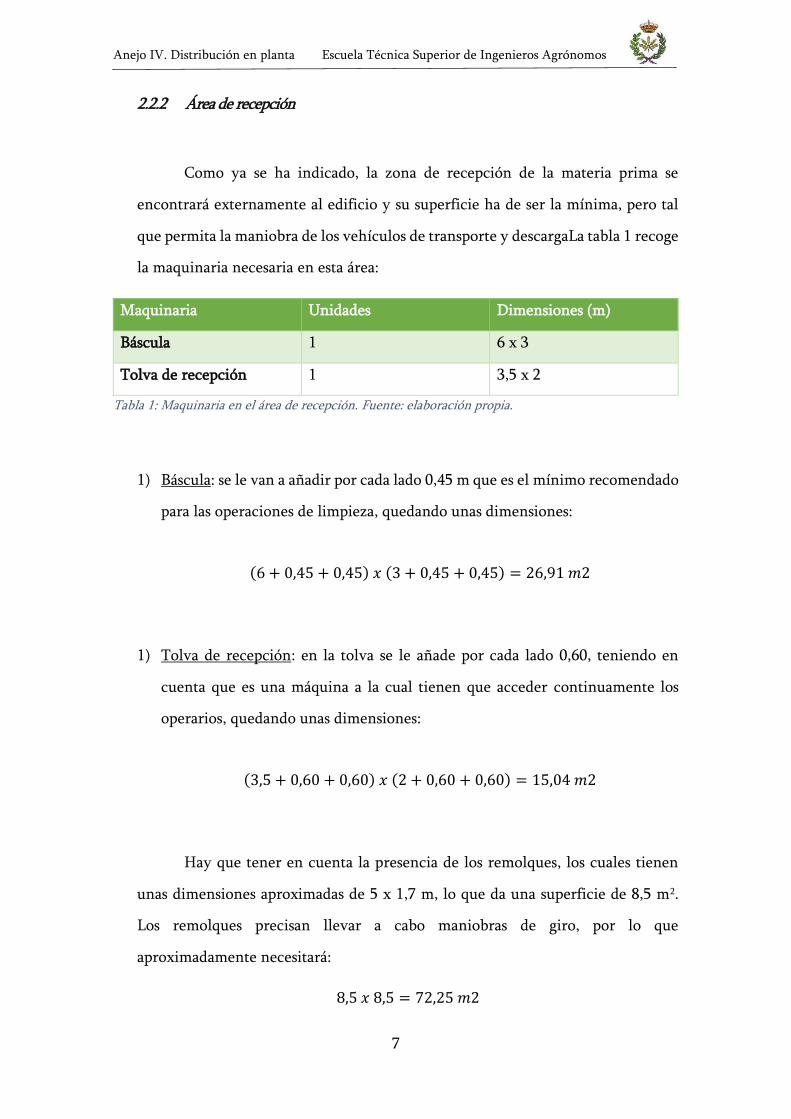
Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
7
2.2.2 Área de recepción
Como ya se ha indicado, la zona de recepción de la materia prima se
encontrará externamente al edificio y su superficie ha de ser la mínima, pero tal
que permita la maniobra de los vehículos de transporte y descargaLa tabla 1 recoge
la maquinaria necesaria en esta área:
Maquinaria Unidades Dimensiones (m)
Báscula 1 6 x 3
Tolva de recepción 1 3,5 x 2
Tabla 1: Maquinaria en el área de recepción. Fuente: elaboración propia.
1) Báscula: se le van a añadir por cada lado 0,45 m que es el mínimo recomendado
para las operaciones de limpieza, quedando unas dimensiones:
(6 + 0,45 + 0,45) 𝑥 (3 + 0,45 + 0,45) = 26,91 𝑚2
1) Tolva de recepción: en la tolva se le añade por cada lado 0,60, teniendo en
cuenta que es una máquina a la cual tienen que acceder continuamente los
operarios, quedando unas dimensiones:
(3,5 + 0,60 + 0,60) 𝑥 (2 + 0,60 + 0,60) = 15,04 𝑚2
Hay que tener en cuenta la presencia de los remolques, los cuales tienen
unas dimensiones aproximadas de 5 x 1,7 m, lo que da una superficie de 8,5 m2.
Los remolques precisan llevar a cabo maniobras de giro, por lo que
aproximadamente necesitará:
8,5 𝑥 8,5 = 72,25 𝑚2
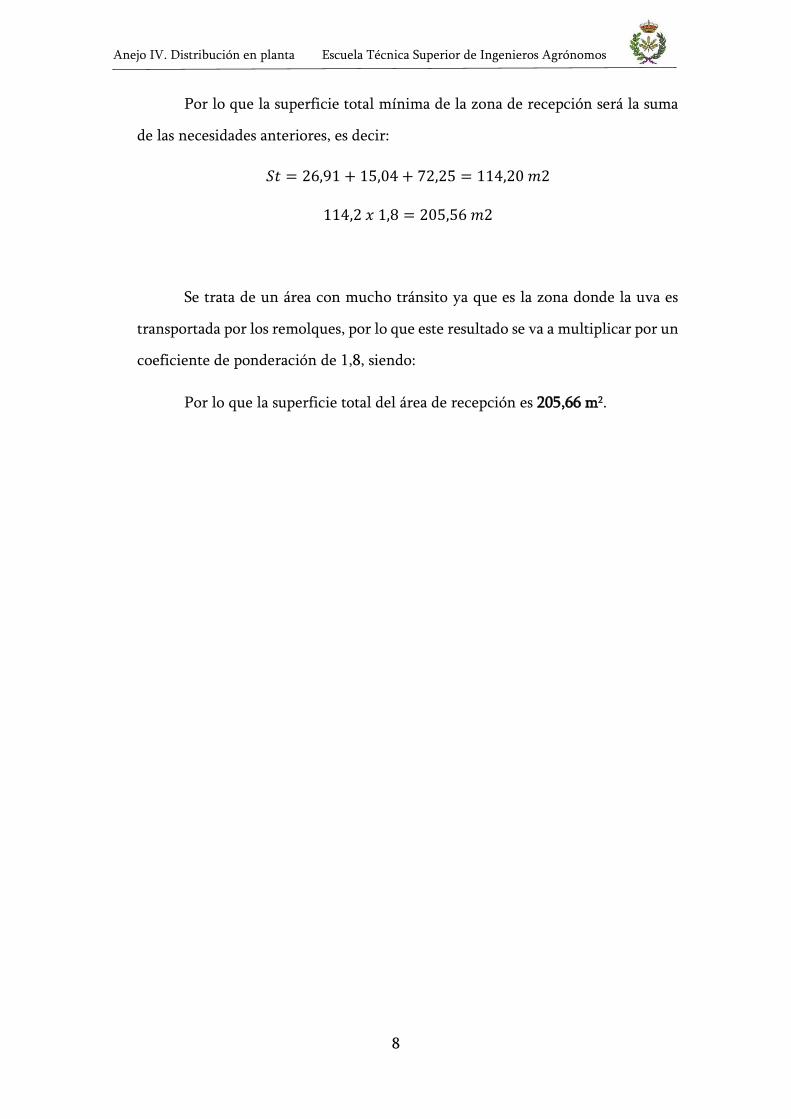
Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
8
Por lo que la superficie total mínima de la zona de recepción será la suma
de las necesidades anteriores, es decir:
𝑆𝑡 = 26,91 + 15,04 + 72,25 = 114,20 𝑚2
114,2 𝑥 1,8 = 205,56 𝑚2
Se trata de un área con mucho tránsito ya que es la zona donde la uva es
transportada por los remolques, por lo que este resultado se va a multiplicar por un
coeficiente de ponderación de 1,8, siendo:
Por lo que la superficie total del área de recepción es 205,66 m2.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
9
2.2.3 Área de tratamiento mecánico de la vendimia.
En la tabla 2 se recoge la maquinaria necesaria en este área:
Maquinaria Unidades Dimensiones (m)
Mesa de selección 1 3,4 x 1,05
Despalilladora-estrujadora 1 1,9 x 0,8
Evacuador de raspones 1 0,975 x 0,7
Bomba de vendimia 2 1,13 x 0,55
Dosificador de sulfuroso 1 2,2 x 1,3
Tabla 2: maquinaría del área de tratamiento mecánico. Fuente: elaboración propia.
Aplicando las normas de espacio:
1) Mesa de selección: se le va a añadir por dos de los lados 0,60, ya que
habrá operarios trabajando, y por los dos lados restante 0,45 para
operaciones de limpieza y mantenimiento:
(3,40 + 0,45 + 0,45) x (1,05 + 0,60 + 0,60) = 9,68 m2
2) Despalilladora-estrujadora: ocurre como con la mesa de selección,
por dos lados se dejará un espacio de 0,60, y por los otros dos 0,45:
(1,9 + 0,60 + 0,60) 𝑥 (0,8 + 0,45 + 0,45) = 4,8 𝑚2
3) Evacuador de raspones: se dejará por todos los lados una distancia
de 0,45, para operaciones de limpieza.
(0,975 + 0,45 + 0,45) 𝑥 (0,7 + 0,45 + 0,45) = 3 𝑚2

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
10
4) Bomba de vendimia: se dejará por todos los lados una distancia de
0,45, para operaciones de limpieza:
(1,13 + 0,45 + 0,45) 𝑥 (0,55 + 0,45 + 0,45) = 2,94 𝑚2
5) Dosificador de sulfuroso: se dejará por todos los lados una distancia
de 0,45, para operaciones de limpieza:
(2,2 + 0,45 + 0,45) 𝑥 (1,3 + 0,45 + 0,45) = 6,82 𝑚2
Por lo que la superficie total mínima de la zona de tratamiento mecánico
será la suma de las necesidades anteriores, es decir:
𝑆𝑡 = 9,675 + 4,8 + 3 + 2,9435 + 6,92 = 27,34 𝑚2
Este resultado será multiplicado por un coeficiente de 1,3 ya que el
movimiento de esta sala es básicamente del personal, siendo la superficie total:
27,34 𝑥 1,3 = 35,54 𝑚2
Por lo que la superficie total de esta área es 35,54 m2.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
11
2.2.4 Área de fermentación y prensado
En la tabla 3 se recoge la maquinaria necesaria en esta área:
Maquinaria Unidades Dimensiones/diámetro (m) Capacidad (l)
Depósitos de
fermentación
11 2,11 11.000
4 1,8 8.000
Bomba de
remontados
2 0,65 x 0,3
Prensa 1 4,82 x 2,16
Tabla 3: maquinaría del área de fermentación. Fuente: elaboración propia.
Aplicando la norma de espacio:
1) Depósitos:
Entre depósitos se dejará un espacio de 0,45 metros, y unos pasillos de 4
metros para las operaciones de transporte de filtros, bombas, etc.
Así tendremos los siguientes tipos de depósitos:
𝐷𝑒𝑝ó𝑠𝑖𝑡𝑜 𝑑𝑒 11.000 𝑙𝑖𝑡𝑟𝑜𝑠: 𝜋 𝑥 𝑟2 = 7,12 𝑚2
𝐷𝑒𝑝ó𝑠𝑖𝑡𝑜 𝑑𝑒 8.000 𝑙𝑖𝑡𝑟𝑜𝑠: 𝜋 𝑥 𝑟2 = 5,73 𝑚2
Siendo la superficie total:
𝑆𝑡 = (7,12 𝑥 11) 𝑥 (5,73 𝑥 4) = 101,112 𝑚2
La disposición de los depósitos, y las distancias se reflejan en la siguiente
figura:

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
12
Teniendo en cuenta la figura anterior, y que la distancia entre depósito
y pared va a ser de 0,90 m, la longitud y anchuras necesarias para el área de
depósitos de fermentación será:
- Longitud: 0,90 + (6 𝑥 2,11) + (0,45 𝑥 5) + 0,90 = 16,71 𝑚
- Anchura: 0,90 + 1,8 + 4 + 2,11 + 0,45 + 2,11 + 0,90 = 12,27
Siendo la superficie total necesaria:
𝑆𝑡 = 16,71 𝑥 12,27 = 𝟐𝟎𝟓, 𝟎𝟑 𝒎𝟐
2) Bomba de trasiego y remontado: se le aplican distancias de 0,45 por
todos sus lados, para operaciones de limpieza y mantenimiento:
(0,65 + 0,45 + 0,45) 𝑥 ( 0,3 + 0,45 + 0,45) = 1,86 𝑚2
Como ya se ha señalado, se trata de dos bombas, por la que la superficie
total que necesitarán será:
1,86 𝑥 2 = 𝟑, 𝟕𝟐 𝒎𝟐
Figura 1: disposición de los depósitos y distancias

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
13
3) Prensa: por uno de sus lados se deja una distancia de 0,6, para el trabajo
de los operarios, por los tres lados restantes, se deja una distancia de 0,45
m:
(4,82 + 0,45 + 0,45) 𝑥 (2,16 + 0,45 + 0,6) = 𝟏𝟖, 𝟑𝟔 𝒎𝟐
Por lo que la superficie total de la zona de fermentación y prensado,
será:
𝑆𝑡 = 205,03 + 3,72 + 18,36 = 𝟐𝟐𝟕, 𝟏𝟏 𝒎𝟐
Por lo que la superficie total de esta área es 227,11 m2.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
14
2.2.5 Laboratorio
En la tabla 4 se recogen los aparatos de los que está compuesto el
laboratorio:
Instalación Unidades Dimensiones
Frigorífico con
congelador
1 0,60 x 0,60
Fregadero 2 1,24 x 0,60
Mesa 1 3 x 0,60
Estantería 1 1,37 x 0,51
Armario 1 2,5 x 0,5
Tabla 4: aparatos del laboratorio. Fuente: elaboración propia
Hay que tener en cuenta que parte de estos aparatos irán pegados a la pared,
no dejando distancias de 0,60 ni 0,45 m.
1) Frigorífico con congelador: se dejará por el lado por donde se abre una
distancia proporcional a su anchura, para la apertura de la puerta, es
decir, 0,60. En los dos otros dos lados se deja una distancia de 0,45.
(0,60 + 0,60) 𝑥 (0,60 + 0,45 + 0,45) = 1,8 𝑚2
2) Fregadero: se dejará por un lado una distancia de 0,60 para poder usarlo,
y por los otros dos lados una distancia de 0,45.
(1,24 + 0,45 + 0,45) 𝑥 (0,60 + 0,60) = 2,568 𝑚2
Se trata de dos fregaderos, por lo que la superficie será:
2,568 𝑥 2 = 5,136 𝑚2

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
15
3) Mesa: se dejarán 0,60 m en cada lado, ya que el personal trabajarán en
toda su superficie.
(3 + 0,60 + 0,60) 𝑥 (0,60 + 0,60 + 0,60) = 7,56 𝑚2.
4) Estantería: pegada por un lado a la pared, por lo que se deja por un lado
0,60 m, y por los dos restantes 0,45 m.
(1,37 + 0,45 + 0,45) 𝑥 (0,51 + 0,60) = 2,52 𝑚2
5) Armario: al igual que la estantería, por un lado se dejarán 0,60 m, y por
los otros dos 0,45 m.
(2,5 + 0,45 + 0,45) 𝑥 (0,5 + 0,60) = 3,74 𝑚2
Por lo que la superficie total será la suma de las anteriores, es decir:
𝑆𝑡 = 1,8 + 5,136 + 7,56 + 2,52 + 3,74 = 20,756 𝑚2
Se trata de una zona con mucho movimiento de personal, por lo que se
utilizará un coeficiente de ponderación de 1,8:
20,756 𝑥 1,8 = 37,36 𝑚2
Por lo que la superficie total de esta área es 37,36 m2.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
16
2.2.6 Sala de frío
Al no realizar en el presente trabajo “Instalación de frío”, se recurre al
método de los ratios, para conocer las necesidades que se precisan, y así saber las
dimensiones de la maquinaria.
Sabiendo que para una industria que procesa 400.000 kg uva/año se precisan
92,78 kW, para esta industria que procesa una cantidad de 150.000 kg uva/año, se
precisarán:
150.000 𝑘𝑔 𝑥 92,78 𝑘𝑊
400.000 𝑘𝑔= 34,79 𝑘𝑊
Se recurre a la casa comercial INTARCON, en la cual se elige un equipo del
modelo MWE-NF-50645, cuyas dimensiones son 2,2 x 1,5.
Conociendo este dato, y sabiendo que se va a dejar un metro por cada lado
de la máquina, la superficie de esta área será:
(2,2 + 1 + 1) 𝑥 (1,5 + 1 + 1) = 14,7 𝑚2
Por lo que la superficie total de esta área es 14,7 m2.
Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
17
2.2.7 Área de estabilización
En la tabla 5 se recoge la maquinaria de la que está compuesta este área:
Aplicando la norma de espacio:
1) Filtros: se dejará por dos de sus lados una distancia de 0,60 m, y por los
dos restantes 0,45, facilitando así las operaciones de limpieza y
mantenimiento.
(1 + 0,60 + 0,60) 𝑥 (0,60 + 0,45 + 0,45) = 3,3 𝑚2
2) Depósitos siemprellenos:
Entre depósitos se dejará un espacio de 0,45 metros, y unos pasillos de 4
metros para las operaciones de transporte de filtros, bombas, etc.
Así tendremos la siguiente superficie de cada depósito:
- 𝐷𝑒𝑝ó𝑠𝑖𝑡𝑜 𝑑𝑒 15.000 𝑙𝑖𝑡𝑟𝑜𝑠: 𝜋 𝑥 𝑟2 = 2,14 𝑚2
Siendo la superficie total:
𝑆𝑡 = (2,14 𝑥 7) = 14,97 𝑚2
La disposición de los depósitos y las distancias se reflejan en la figura 56:
Maquinaria Unidades Dimensiones (m)
Filtros 1 1 x 0,6
Depósitos siemprellenos 7 Diámetro: 1,65
Tabla 5: maquinaria del área de estabilización. Fuente: elaboración propia.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
18
Figura 2: disposición de los depósitos de estabilización y distancias. Fuente: elaboración propia.
Por lo que la longitud y anchuras necesarias para el área de depósitos de
fermentación será:
- Longitud: 0,90 + (1,65 𝑥 4) + (0,45 𝑥 3) + 0,90 = 9,75 𝑚
- Anchura: 0,90 + 1,65 + 0,45 + 1,65 + 0,90 = 5,55 𝑚
Siendo la superficie total necesaria:
𝑆𝑡 = 9,75 𝑥 5,55 = 𝟓𝟒, 𝟏𝟏 𝒎𝟐
Por lo que la superficie total será la suma de las anteriores, es decir:
𝑆𝑡 = 3,3 + 54,11 = 57,41 𝑚2
Por lo que la superficie total de esta área es 57,41 m2.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
19
2.2.8 Área de envejecimiento en madera
En la tabla 6 se muestra los elementos de los que está compuesto este área:
Elementos Unidades Dimensiones (m)
Barricas 226 Diámetro: 0,7
Durmientes 113 1,44 x 0,61
Depósito nodriza 4 Diámetro: 1,12
Tabla 6: elementos del área de envejecimiento en madera. Fuente: elaboración propia
1) Barricas y durmientes
Los durmientes se colocarán todos juntos apilando hasta 4 alturas. Se
harán dos grupos de durmientes de tal forma que cada grupo tendrá 4 filas de
4 x 4 y 4 alturas, dando un total de 64 durmientes por grupo, es decir, 128
durmientes, cubriendo las necesidades de las 226 barricas y habiendo barricas
para poder realizar los trasiegos necesarios.
La disposición de los grupos, así como las distancias, se muestran en la
figura 3:
Figura 3: disposición de los grupos de barricas. Fuente: elaboración propia
Por lo que según esta figura, y teniendo en cuenta que los durmientes
tienen unas dimensiones de 1,44 x 0,61 m, la longitud y anchura que necesitan
las barricas será:
- Longitud: 0,90 + 5,76 + 1,20 + 5,76 + 0,90 = 14,52 𝑚

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
20
- Anchura: 0,90 + 2,44 + 0,90 = 4,24 𝑚
Siendo la superficie total:
𝑆𝑡 = 14,52 𝑥 4,24 = 61,57 𝑚2
2) Depósito nodriza: se dejará por cada lado del depósito una distancia de
0,60 m, para que los operarios puedan acceder fácilmente a él.
(1,120 + 0,60 + 0,60) 𝑥 (1,120 + 0,60 + 0,60) = 5,38 𝑚2
Siendo la superficie total necesaria la suma de las anteriores, es decir:
𝑆𝑡 = 61,57 + 5,38 = 66,95 𝑚2
Por lo que la superficie total de esta área es 66,95 m2.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
21
2.2.9 Área de embotellado
En la tabla 7 se muestra la maquinaría del área de embotellado:
Maquinaría Unidades Dimensiones (m)
Tribloc 1 3 x 1,3
Etiquetadora-
encapsuladora
1 1,45 x 1,10
Encartonado 1 6,41 x 2
Tabla 7: maquinaria del área de embotellado. Fuente: elaboración propia
1) Tribloc: hay que tener en cuenta la apertura de las puertas, por lo
que se va a dejar una distancia de dos metros para ello.
(3 + 0,45 + 0,45) 𝑥 (1,3 + 2 + 0,45) = 15,625 𝑚2
2) Etiquetadora – encapsuladora: al igual que en el caso anterior, se
dejará una distancia de 2 metros para la apertura de puertas.
(1,45 + 0,45 + 0,45) 𝑥 (1,10 + 2 + 0,45) = 8,35 𝑚2
3) Encartonado: se dejarán distancias de 0,45 por tres de los lados para
operaciones de mantenimiento y limpieza, y 0,60 por otro lado para
una mayor accesibilidad del personal.
(6,41 + 0,45 + 0,45) 𝑥 (2 + 0,60 + 0,45) = 22,30 𝑚2

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
22
Siendo la superficie total necesaria la suma de las anteriores, es decir:
𝑆𝑡 = 15,625 + 8,35 + 22,30 = 45,27 𝑚2
Se aplica un coeficiente de ponderación de 1,8, ya que se trata de una
zona con mucho tránsito y mantenimiento:
45,27 𝑥 1,8 = 81,48 𝑚2
Por lo que la superficie total de esta área es 81,48 m2.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
23
2.2.10 Área de envejecimiento en botella
En la tabla 8 se muestra los elementos de esta área:
Elementos Unidades Superficie
Jaulones para botellas 75 cl 83 1,25 m2
Jaulones para botellas
magnum
14 1,39 m2
Tabla 8: elementos del área de envejecimiento en botella. Fuente: elaboración propia.
1) Jaulones para botellas de 75 cl:
Se necesita un mínimo de 83 jaulones, por lo que se van a hacer dos
grupos de jaulones, teniendo en cuenta que ambos tendrán cuatro
alturas, siendo la distribución de uno de ellos 5 x 2, y el del otro 6 x 2,
teniendo un total de 88 jaulones, de tal manera que se cumplen los 83
jaulones, y sobran 5 por si alguno sufriera problemas o se ampliara la
campaña.
Teniendo en cuenta que cada jaulón tiene unas dimensiones de 1,12
x 1,12 m y de que irán junto a la pared así como su distribución, la cual
se muestra en la figura 4, se calcula la longitud y anchura que necesitan
estos jaulones.
Figura 4: distribución de los jaulones para botellas de capacidad 75 cl. Fuente: elaboración propia
Por lo que la longitud y anchura que necesitan los jaulones será:
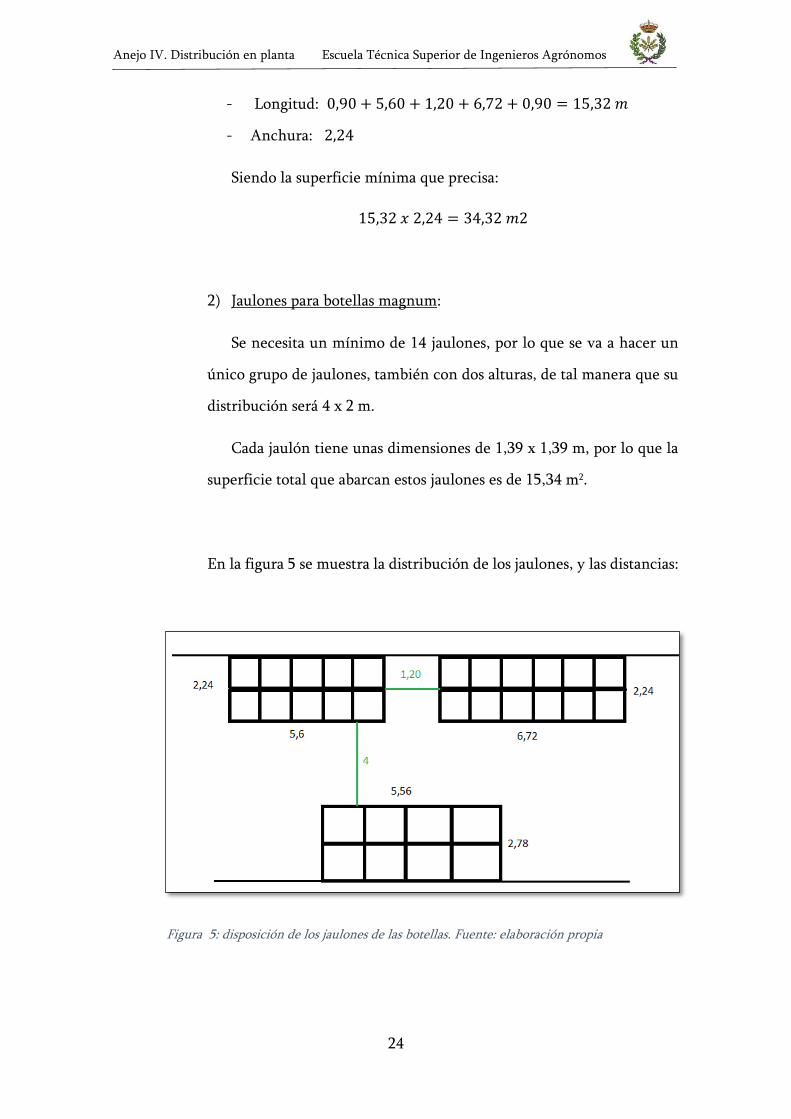
Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
24
- Longitud: 0,90 + 5,60 + 1,20 + 6,72 + 0,90 = 15,32 𝑚
- Anchura: 2,24
Siendo la superficie mínima que precisa:
15,32 𝑥 2,24 = 34,32 𝑚2
2) Jaulones para botellas magnum:
Se necesita un mínimo de 14 jaulones, por lo que se va a hacer un
único grupo de jaulones, también con dos alturas, de tal manera que su
distribución será 4 x 2 m.
Cada jaulón tiene unas dimensiones de 1,39 x 1,39 m, por lo que la
superficie total que abarcan estos jaulones es de 15,34 m2.
En la figura 5 se muestra la distribución de los jaulones, y las distancias:
Figura 5: disposición de los jaulones de las botellas. Fuente: elaboración propia

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
25
Por lo que según la figura anterior, la longitud y anchura que se
precisa para el área de envejecimiento en botella es:
- Longitud: 0,90 + 5,6 + 1,2 + 6,72 + 0,90 = 15,32 𝑚
- Anchura: 2,24 + 4 + 2,78 = 9,02 𝑚
Siendo la superficie total que precisa esta área de:
15,32 𝑥 9,02 = 138,19 𝑚2
Por lo que la superficie total de esta área es 138,19 m2.
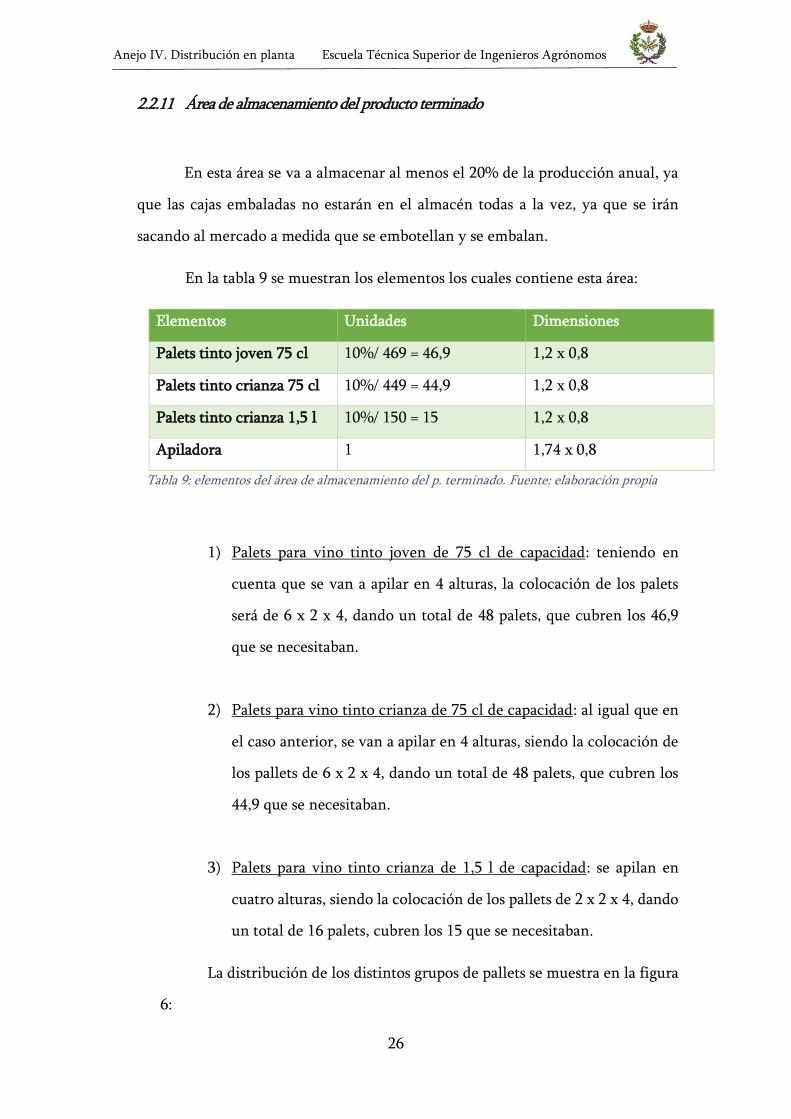
Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
26
2.2.11 Área de almacenamiento del producto terminado
En esta área se va a almacenar al menos el 20% de la producción anual, ya
que las cajas embaladas no estarán en el almacén todas a la vez, ya que se irán
sacando al mercado a medida que se embotellan y se embalan.
En la tabla 9 se muestran los elementos los cuales contiene esta área:
Elementos Unidades Dimensiones
Palets tinto joven 75 cl 10%/ 469 = 46,9 1,2 x 0,8
Palets tinto crianza 75 cl 10%/ 449 = 44,9 1,2 x 0,8
Palets tinto crianza 1,5 l 10%/ 150 = 15 1,2 x 0,8
Apiladora 1 1,74 x 0,8
Tabla 9: elementos del área de almacenamiento del p. terminado. Fuente: elaboración propia
1) Palets para vino tinto joven de 75 cl de capacidad: teniendo en
cuenta que se van a apilar en 4 alturas, la colocación de los palets
será de 6 x 2 x 4, dando un total de 48 palets, que cubren los 46,9
que se necesitaban.
2) Palets para vino tinto crianza de 75 cl de capacidad: al igual que en
el caso anterior, se van a apilar en 4 alturas, siendo la colocación de
los pallets de 6 x 2 x 4, dando un total de 48 palets, que cubren los
44,9 que se necesitaban.
3) Palets para vino tinto crianza de 1,5 l de capacidad: se apilan en
cuatro alturas, siendo la colocación de los pallets de 2 x 2 x 4, dando
un total de 16 palets, cubren los 15 que se necesitaban.
La distribución de los distintos grupos de pallets se muestra en la figura
6:

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
27
Figura 6: disposición de los palets. Fuente: elaboración propia.
Por lo que según la figura 60, la longitud y anchura necesarias, así
como la superficie de esta área será:
- Longitud: 0,90 + (0,8 𝑥 6) + 4 + (0,8 𝑥 2) + 0,9 = 12,2 𝑚
- Anchura: 0,90 + (1,2 𝑥 4) + 4 + 0,90 = 10,6 𝑚
Siendo la superficie total que precisa esta área de:
12,2 𝑥 10,6 = 129,32 𝑚2
4) Máquina elevadora: tiene una superficie de 3,1 x 1,5 m por lo que su
superficie es de 4,65 m2, pero hay que tener en cuenta que esta
máquina tiene que moverse y girar, por lo que se va a suponer una
distancia para esta máquina de 6,2 x 4,5 m.
Por lo que la superficie total de esta área es 129,32 + 27,9, es decir,
157,22 m2.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
28
2.2.12 Almacén de materiales
En este almacén se va a recibir material cada 5 días en época de
embotellado, por lo que habrá que tener reservas para 5 días por si ocurriese
cualquier incidencia
El material que encontraremos será:
Botellas: las necesidades máximas son de 1.410 botellas/h, optándose
por una máquina que procesa 1.500 botellas/h, por lo que
conociendo este dato, y que el embotellado se realiza durante 5
horas al días, así como que el material se recibe cada 5 días, las
botellas que deben permanecer en el almacén serán:
1.500𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠
ℎ 𝑥 5
ℎ
𝑑í𝑎 𝑥 5 𝑑í𝑎𝑠 = 37.500 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠
Teniendo en cuenta que un 25% se embotella en botellas magnum,
9.375 botellas han de ser de 1,5 y 28.125 de 75 cl.
Tapones de corcho: un tampón por botella, es decir, 37.500 tapones.
Cápsulas: igual que el número de botellas, 37.500 cápsulas.
Etiquetas y contraetiquetas: 37.500 etiquetas y sus contraetiquetas.
Cajas de cartón: las botellas magnum se empaquetan de 3 en 3,
mientras que las botellas de 75 cl se empaquetan de 12 en 12,
teniendo en cuenta esto, la cantidad de cajas a almacenar será:
28.125
12= 2.344 𝑐𝑎𝑗𝑎𝑠 𝑝𝑎𝑟𝑎 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠 𝑑𝑒 75 𝑐𝑙
Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
29
9.375
3= 3.125 𝑐𝑎𝑗𝑎𝑠 𝑝𝑎𝑟𝑎 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠 𝑑𝑒 1.5 𝑙
Una vez calculado el material a almacenar, se estudia la disposición del
mismo en el almacén:
- Botellas nuevas: vienen en cajas con dimensiones 1,2 x 1 x 0,765,
con capacidad para 375 botellas de 75 cl, y 235 botellas de 1,5 l.
El número de cajas necesarias para las botellas almacenadas será:
28.125
375 = 75 𝑐𝑎𝑗𝑎𝑠 𝑝𝑎𝑟𝑎 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠 𝑑𝑒 75 𝑐𝑙
9.375
235= 40 𝑐𝑎𝑗𝑎𝑠 𝑝𝑎𝑟𝑎 𝑏𝑜𝑡𝑒𝑙𝑙𝑎𝑠 𝑑𝑒 1.5 𝑙
Las cajas se apilaran en columnas de cuatro, con lo que habrá:
75 + 40
4= 29 𝑐𝑎𝑗𝑎𝑠
Habrá 29 cajas en planta, sabiendo que la superficie de cada caja es de
1,2 m2, la superficie total será:
29 𝑥 1,2 = 34,8 𝑚2
- Cajas de cartón: vienen plegadas en cajas, por lo que
aproximadamente se tendrá en cuenta una distancia de 10 m2.
- Otros productos: se tiene en cuenta un espacio extra para
productos como corchos, etiquetas, contraetiquetas, etc,
dedicándole un espacio de 5 m2.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
30
Por lo que la superficie total del área de almacenamiento será la suma de
todas las anteriores, es decir:
𝑆𝑡 = 34,2 + 10 + 5 = 49,2 𝑚2
Como se trata de un área con un gran trasiego de materiales, personas,
maniobras, donde además se precisa una carretilla elevadora, se usará un
coeficiente de ponderación de 1,8, siendo la superficie total:
𝑆𝑡 = 49,2 𝑥 1,8 = 88,56 𝑚2
Por lo que la superficie total de esta área es 88,56 m2.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
31
2.2.13 Aseos y vestuarios
Según lo estipulado en el BOE, de acuerdo con el artículo 6 de la Ley
31/1995, de 8 de noviembre, de Prevención de Riesgos Laborales se necesitan aseos
y vestuarios para el personal:
1. Los lugares de trabajo dispondrán de vestuarios cuando los trabajadores
deban llevar ropa especial de trabajo y no se les pueda pedir, por razones
de salud o decoro, que se cambien en otras dependencias.
2. Los vestuarios estarán provistos de asientos y de armarios o taquillas
individuales con llave, que tendrán la capacidad suficiente para guardar la
ropa y el calzado. Los armarios o taquillas para la ropa de trabajo y para la
de calle estarán separados cuando ello sea necesario por el estado de
contaminación, suciedad o humedad de la ropa de trabajo.
3. Cuando los vestuarios no sean necesarios, los trabajadores deberán disponer
de colgadores o armarios para colocar su ropa
4. Los lugares de trabajo dispondrán, en las proximidades de los puestos de
trabajo y de los vestuarios, de locales de aseo con espejos, lavabos con agua
corriente, caliente si es necesario, jabón y toallas individuales u otro sistema
de secado con garantías higiénicas. Dispondrán además de duchas de agua
corriente, caliente y fría, cuando se realicen habitualmente trabajos sucios,
contaminantes o que originen elevada sudoración. En tales casos, se
suministrarán a los trabajadores los medios especiales de limpieza que sean
necesarios.
5. Si los locales de aseo y los vestuarios están separados, la comunicación entre
ambos deberá ser fácil.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
32
6. Los lugares de trabajo dispondrán de retretes, dotados de lavabos, situados
en las proximidades de los puestos de trabajo, de los locales de descanso, de
los vestuarios y de los locales de aseo, cuando no estén integrados en estos
últimos.
7. Los retretes dispondrán de descarga automática de agua y papel higiénico.
En los retretes que hayan de ser utilizados por mujeres se instalarán
recipientes especiales y cerrados. Las cabinas estarán provistas de una
puerta con cierre interior y de una percha.
8. Las dimensiones de los vestuarios, de los locales de aseo, así como las
respectivas dotaciones de asientos, armarios o taquillas, colgadores, lavabos,
duchas e inodoros, deberán permitir la utilización de estos equipos e
instalaciones sin dificultades o molestias, teniendo en cuenta en cada caso
el número de trabajadores que vayan a utilizarlos simultáneamente
9. Los locales, instalaciones y equipos mencionados en el apartado anterior
serán de fácil acceso, adecuados a su uso y de características constructivas
que faciliten su limpieza.
10. Los vestuarios, locales de aseos y retretes estarán separados para hombres y
mujeres, o deberá preverse una utilización por separado de los mismos. No
se utilizarán para usos distintos de aquellos para los que estén destinados.
Para cumplir con la legislación vigente, para los aseos se tendrán en cuenta
los siguientes puntos:
1. Los lavabos del personal deben encontrarse separados para hombres y
mujeres.
2. Los inodoros deben instalarse en cuartos que se pueden cerrar.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
33
3. Por cada 5 inodoros se instalará un lavamanos, un secador de manos y
un expendedor de jamón por cada dos lavamanos, y un espejo cada 2 o 3
lavamanos.
4. Las recomendaciones para instalaciones para fábricas de escasa suciedad:
Aseos femeninos para menos de 10 mujeres:
- 2 lavamanos
- 2 inodoros.
Aseos masculinos para menos de 10 hombres:
- 2 inodoros.
- 1 urinario.
- 2 lavamanos.
En el caso concreto de los vestuarios, que servirán para cambiarse y guardar
la ropa de los empleados, se seguirá:
- Superficie mínima de 6 m2.
- Deben estar protegidos visualmente.
- Se debe instalar una taquilla con cerradura para cada empleado.
- Hay que instalar filas de bancos para sentarse.
- La anchura de los pasillos suele ser de 1 metro.
- La superficie necesaria para que cada empleado se estima en 2 m2.
Por lo que los aparatos a instalar serán los siguientes:
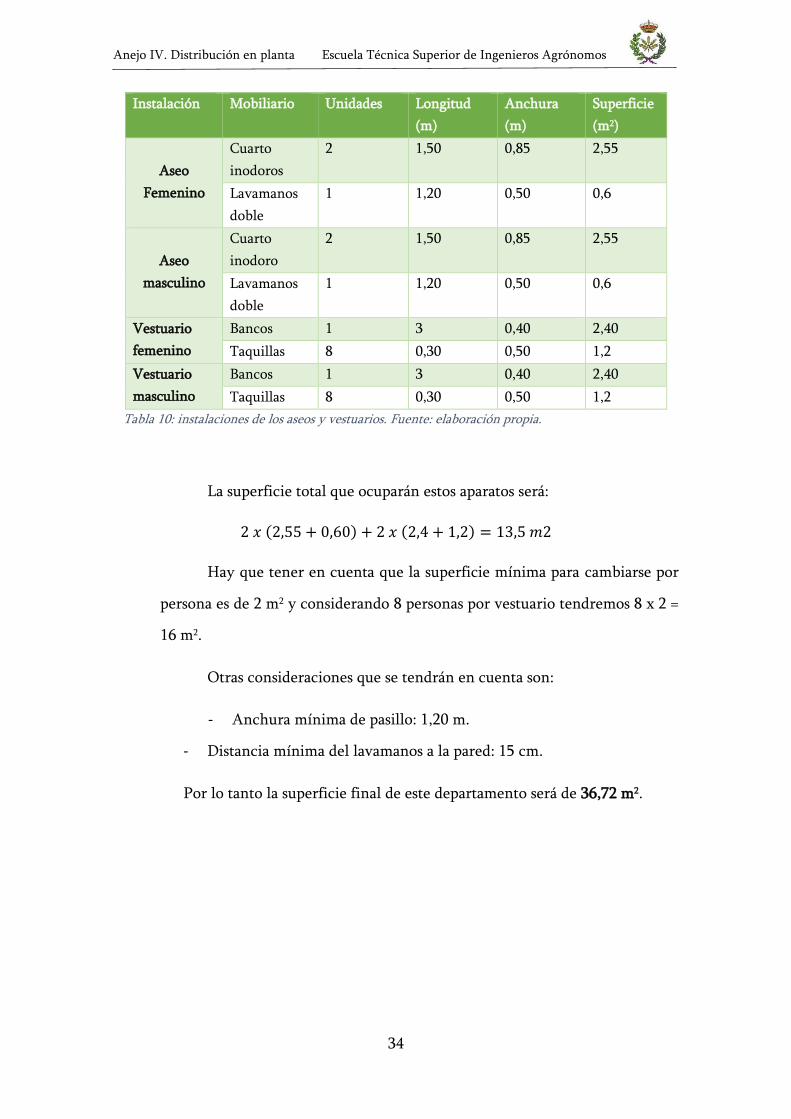
Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
34
Instalación Mobiliario Unidades Longitud
(m)
Anchura
(m)
Superficie
(m2)
Aseo
Femenino
Cuarto
inodoros
2 1,50 0,85 2,55
Lavamanos
doble
1 1,20 0,50 0,6
Aseo
masculino
Cuarto
inodoro
2 1,50 0,85 2,55
Lavamanos
doble
1 1,20 0,50 0,6
Vestuario
femenino
Bancos 1 3 0,40 2,40
Taquillas 8 0,30 0,50 1,2
Vestuario
masculino
Bancos 1 3 0,40 2,40
Taquillas 8 0,30 0,50 1,2
Tabla 10: instalaciones de los aseos y vestuarios. Fuente: elaboración propia.
La superficie total que ocuparán estos aparatos será:
2 𝑥 (2,55 + 0,60) + 2 𝑥 (2,4 + 1,2) = 13,5 𝑚2
Hay que tener en cuenta que la superficie mínima para cambiarse por
persona es de 2 m2 y considerando 8 personas por vestuario tendremos 8 x 2 =
16 m2.
Otras consideraciones que se tendrán en cuenta son:
- Anchura mínima de pasillo: 1,20 m.
- Distancia mínima del lavamanos a la pared: 15 cm.
Por lo tanto la superficie final de este departamento será de 36,72 m2.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
35
2.2.14 Área administrativa
Este departamento constará de los siguientes espacios:
- Gerencia.
- Sección administrativa.
- Sala de catas.
- Aseo.
De acuerdo con el artículo 6 de la Ley 31/1995, de 8 de noviembre, de
Prevención de Riesgos Laborales, se tendrá presente que las dimensiones de los locales
de trabajo deberán permitir que los trabajadores realicen su trabajo sin riesgos para su
seguridad y salud y en condiciones ergonómicas aceptables. Sus dimensiones mínimas
serán las siguientes:
- 3 metros de altura desde el piso hasta el techo. No obstante, en locales
comerciales, de servicios, oficinas y despachos, la altura podrá reducirse a
2,5 metros.
- 2 metros cuadrados de superficie libre por trabajador
- 10 metros cúbicos, no ocupados, por trabajador
Hay que considerar las distancias recomendadas, espacios para el paso de
personas, pasillos, etc., de tal modo que tendremos:
1) Sección administrativa: 3 x 3 m2
2) Sala de catas (para 6 personas): 6 x 2,5 = 15 m2.
3) Gerencia: 3 x 4,5 = 13,5 m2.
4) Aseos: 2 x 3 = 6 m2.
Por lo que la superficie de oficinas aproximadamente será de 60 m2.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
36
2.2.15 Área de expedición
Teniendo en cuenta que las medidas estándares de un camión de transporte
de mercancías son 13,20 x 2,60 m, y que se va a habilitar el área para el acceso de
dos camiones, los cuales tienen que tener espacio suficiente para maniobrar, y que
los camiones tienen que abrir puertas, se dejará unas dimensiones aproximadas de
15 x 10 m, es decir, una superficie de 150 m2.
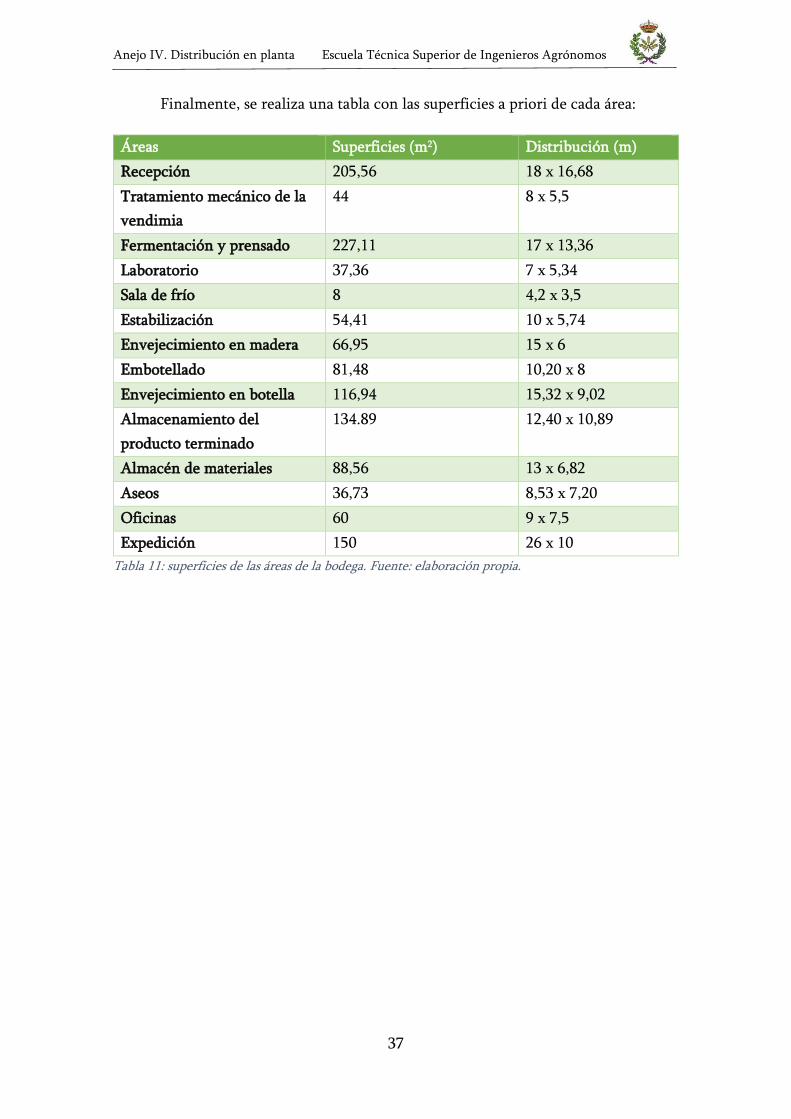
Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
37
Finalmente, se realiza una tabla con las superficies a priori de cada área:
Áreas Superficies (m2) Distribución (m)
Recepción 205,56 18 x 16,68
Tratamiento mecánico de la
vendimia
44 8 x 5,5
Fermentación y prensado 227,11 17 x 13,36
Laboratorio 37,36 7 x 5,34
Sala de frío 8 4,2 x 3,5
Estabilización 54,41 10 x 5,74
Envejecimiento en madera 66,95 15 x 6
Embotellado 81,48 10,20 x 8
Envejecimiento en botella 116,94 15,32 x 9,02
Almacenamiento del
producto terminado
134.89 12,40 x 10,89
Almacén de materiales 88,56 13 x 6,82
Aseos 36,73 8,53 x 7,20
Oficinas 60 9 x 7,5
Expedición 150 26 x 10
Tabla 11: superficies de las áreas de la bodega. Fuente: elaboración propia.
Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
38
3. Método del proceso
3.1 Introducción
Una vez conocidas las superficies necesarias de cada área se va a elaborar un
boceto inicial en el cual se van a incluir los departamentos que conforman el proceso.
A partir de este boceto se van a ir añadiendo el resto de los departamentos como son
los aseos, vestuarios, sala de expedición, etc y realizándose ajustes considerando las
ventajas y los inconvenientes de cada planteamiento, hasta llegar a un boceto final de
la distribución en planta.
A continuación se muestran los diferentes departamentos, destacándose
aquellos que conforman el proceso:
1. Recepción
2. Tratamiento mecánico de la vendimia
3. Fermentación y prensado
4. Laboratorio
5. Sala de frío
6. Área de estabilización
7. Envejecimiento en madera
8. Embotellado
9. Envejecimiento en botella
10. Almacén del producto terminado
11. Almacén de materias
12. Aseos y vestuarios
13. Oficinas
14. Expedición

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
39
3.2 Boceto inicial
A continuación se muestra un primer boceto del flujo de proceso formado por
aquellos departamentos que participan en el proceso productivo, teniendo en cuenta
que no es un boceto hecho a escala.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
40

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
41
3.3 Boceto ideal nº 1
En este boceto aparecerán aquellos departamentos con relaciones de
proximidad más importantes:
- El laboratorio tendrá una mayor relación con el área nº 2, ya que se
pueden realizar ensayos con la materia prima cuando llega a bodega,
antes de que esta pase a la fase de la fermentación alcohólica, por lo
que se intentará poner lo más cerca posible de esta zona.
- La sala de frío ha de permanecer cerca de la zona de fermentación,
ya que ha de haber un control exhaustivo de las temperaturas para
que las levaduras puedan llevar a cabo este proceso, por lo que se
pretende que la sala de frío este cerca de la sala de fermentación. La
estabilización tartárica va a realizarse, si se necesitase, mediante el
uso de gomas de celulosa, pero otra opción es que se pudiera hacer
mediante frío, por lo que la sala de frío debería estar cerca de esta
área de estabilización. Además, la temperatura en la sala de barricas
no debería superar los 15 ⁰C, ya que unas temperaturas altas suponen
unas mermas mayores durante esta etapa. Al igual que en barrica,
durante el envejecimiento en botella, las temperaturas no deben ser
elevadas. Por lo que se presente que la sala de frío este próxima a las
áreas 3, 6, 7 y 9.
- Tanto el almacén de producto terminado, como el almacén de
materiales, han de estar lo más próximos posibles a la zona de
embotellado, es decir, a la zona nº 8.
A continuación se muestra el diagrama de flujo del boceto nº 1, en el cual aún
faltan departamentos por añadir.
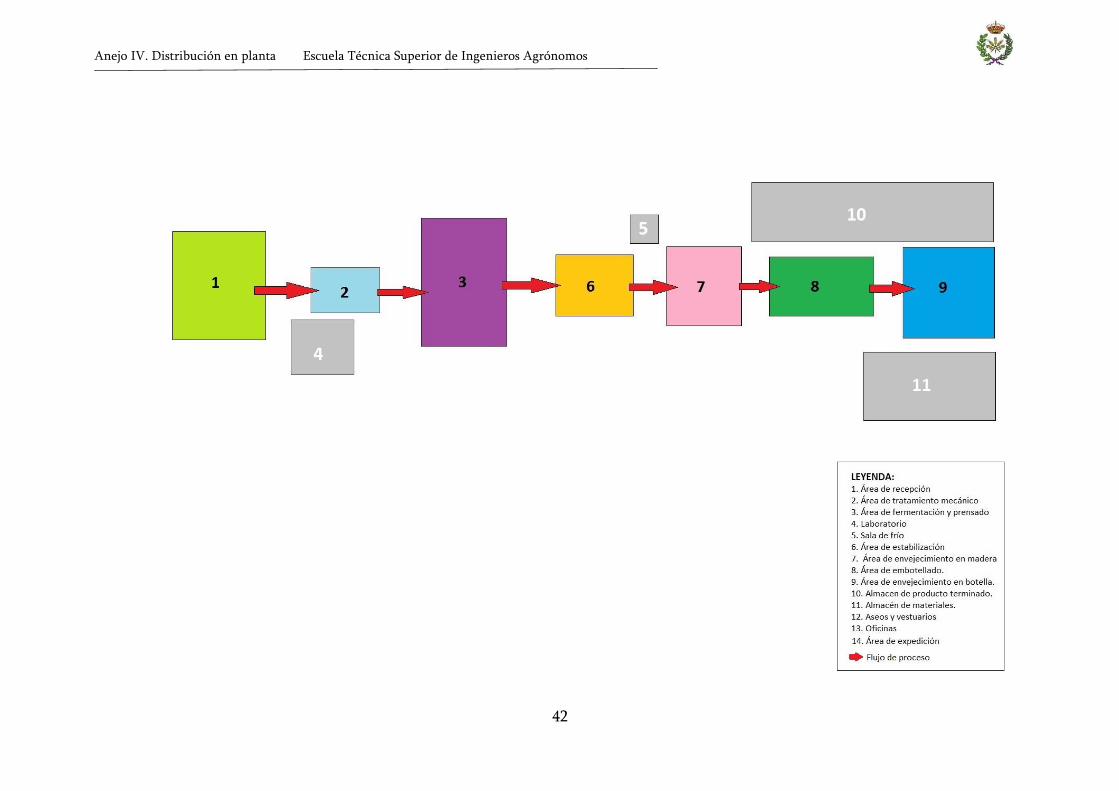
Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
42

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
43
3.4 Boceto ideal nº 2
Para pasar del boceto ideal nº 1 al boceto ideal nº 2, lo único que se ha hecho
es añadir los departamentos que faltaban.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
44
Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
45
3.4.1 Ventajas e inconvenientes del boceto inicial
La construcción de la bodega de manera que se muestra en el boceto inicial
tiene una serie de inconvenientes, por lo que se irán realizando diferentes ajustes
hasta llegar al boceto final.
Ventajas:
- Respeta perfectamente el flujo de proceso
- Se conserva la superficie y la disposición de los departamentos.
Inconvenientes:
- Construcción complicada debido a los entrantes y salientes que
presenta.
- Forma irregular.
- Forma desaprovechada.
- Mucho perímetro edificado, lo que supone un mayor gasto
económico.
- No hay pasillos.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
46
3.5 Del boceto inicial al primer ajuste
En cada ajuste, se integra en la esquina inferior izquierda un boceto del ajuste
anterior, para poder comparar ambos bocetos y observar los cambios realizados.
Los cambios que se presentan desde el boceto anterior, al primer ajuste
realizado son los siguientes:
- Las salas 1, 2 y 3, siguen el mismo flujo lineal que al principio, pero
cambia de un flujo horizontal a vertical.
- Las salas 6, 7 y 8 siguen, al igual que en el caso anterior, un flujo
lineal, pero en este caso están pegadas a las salas 1, 2 y 3.
- Se juntan el laboratorio, aseos, vestuarios y área de oficinas.
- En general, cambia toda la disposición en planta.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
47
BOCETO INICIAL

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
48
3.5.1 Ventajas e inconvenientes del primer ajuste
Las ventajas e inconvenientes que presentan los cambios realizados en el
primer ajuste son los siguientes:
Ventajas:
- Respeta el flujo de proceso
- Hay más pasillos que en el flujo inicial.
- Mejor colocación de áreas como aseos, vestuarios, laboratorio, etc.
Inconvenientes:
- Sigue presentando muchos entrantes y salientes, por lo que la
construcción sigue siendo complicada.
- Forma irregular.
- Pocos pasillos

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
49
3.6 Del primer al segundo ajuste
Los cambios que presenta el boceto del segundo ajuste en comparación con el
boceto del primer ajuste son:
- La sala 1 se deja externa a la bodega.
- La sala 6 se desvía debajo de la sala 3, siguiendo el flujo productivo.
- Se separan aseos y vestuarios, y se genera un pasillo que une el
laboratorio, aseos, vestuarios y el área de oficinas.
- Modificación del tamaño de algunas salas, como son el laboratorio,
área de envejecimiento en madera, almacén de materiales y
expedición.
- Las áreas 8 y 9 se ponen más próximas.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
50
BOCETO Nº 2
Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
51
3.6.1 Ventajas e inconvenientes del segundo ajuste.
Las ventajas e inconvenientes que presenta el segundo ajuste son:
Ventajas:
- Respeta el flujo de proceso.
- Mejor aprovechamiento del espacio.
- Mayores pasillos.
- Facilidad en la construcción.
Inconvenientes:
- Presenta algunas áreas desaprovechadas.
Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
52
3.7 Del segundo al tercer ajuste
A continuación se muestra el tercer ajuste del plano de distribución en planta,
siendo las modificaciones realizadas en base al ajuste anterior:
- Aumento del tamaño de la sala de frío.
- Eliminación del pasillo de la parte de debajo de la bodega, para una
mejor estética, construcción, y para no tener ese espacio
desaprovechado.
*Hay que tener en cuenta que la zona de oficinas no es un cuadrado
perfecto, sino que tiene pasillos en el interior y otro pasillo para
acceder a esta zona.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
53
BOCETO Nº 3

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
54
3.8 Boceto final
El boceto final del plano de distribución en planta se muestra a continuación,
siendo las modificaciones realizadas en base al ajuste anterior:
- Movimiento de la sala de frío hacia la izquierda de la sala de
estabilización, para que el transporte del vino de la sala de
estabilización a la de crianza sea lo más sencillo posible.
- Aumento del tamaño del área de fermentación, para más facilidad
en la realización de algunas actividades, como puede ser el descube.
- Se añaden pasillos para poder mover el vino de la sala de
estabilización a las salas de envejecimiento en madera y
embotellado.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
55
BOCETO FINAL

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
56
4. Distribución final
Durante la realización del boceto final de la distribución en planta se han
realizado una serie de modificaciones
En la tabla 47 se reflejan las modificaciones realizadas, así como la superficie
final de cada área y sus dimensiones.
Áreas Superficie
inicial (m2)
Superficie
final (m2)
Distribución
inicial (m)
Distribución
final
Recepción 205,56 205,56 18 x 16,68 18 x 16,68
Tratamiento
mecánico de la
vendimia
35,54
44
8 x 5,5
8 x 5,5
Fermentación y
prensado
227,11 267,20 17 x 13,36 20 x 13,36
Laboratorio 37,36 47,6 7 x 5,34 7 x 6,8
Sala de frío 8 19,29 4 x 4 5,74 x 3,36
Estabilización 54,41 54,41 10 x 5,74 10 x 5,74
Envejecimiento en
madera
66,95 90 9,56 x 7 15 x 6
Embotellado 81,48 81,48 10,20 x 8 10 x 5,74
Envejecimiento en
botella
116,94 116,94 15,32 x 9,02 15,32 x 9,02
Almacenamiento
del producto
terminado
134.89 134.89 12,40 x 10,89 12,40 x 10,89
Almacén de
materiales
88,56 97,5 13 x 6,82 13 x 7,5
Aseos 36,73 36,73 8,53 x 7,20 8,53 x 7,20
Oficinas 60 61,2 9 x 6,66 9 x 6,80
Expedición 150 173,04 10 x 5 21,63 x 8
Pasillos 134,82 168,86
Tabla 12: superficies finales de las áreas de la bodega. Fuente: elaboración propia.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
57
Por lo que la superficie final de la bodega teniendo en cuenta el área de
recepción es de 1.590,74 m2, pero como ya se ha indicado, el área de recepción es
externa por lo que la superficie final sin tener en cuenta el área de recepción es
1.385,18 m2.

Anejo IV. Distribución en planta Escuela Técnica Superior de Ingenieros Agrónomos
58
5. Documentación empleada
- Real decreto 486/1997. Disposiciones mínimas de seguridad y salud
en el trabajo.
- Apuntes del profesor Marco Gutiérrez, J.L. Asignatura
“Distribución en planta” 4º Ingeniería Alimentaria.

ANEJO V
“INTALACIÓN
ELÉCTRICA
E
ILUMINACIÓN”

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
Anejo V Instalación eléctrica
Índice
1. Introducción ............................................................................................................. 1
2. Componentes de la instalación eléctrica ................................................................. 2
3. Cálculo de la instalación de fuerza .......................................................................... 4
3.1 Necesidades de la instalación de fuerza ........................................................... 4
3.2 Procedimiento de cálculo de la intensidad ...................................................... 7
3.3 Cálculo de la sección de los conductores ....................................................... 10
3.3.1 Línea A ..................................................................................................... 10
3.3.2 Línea B...................................................................................................... 12
3.3.3 Línea C ..................................................................................................... 14
3.3.4 Línea D ..................................................................................................... 16
4. Alumbrado interior ................................................................................................ 18
4.1 Necesidades de alumbrado ............................................................................. 18
4.2 Cálculo del número de luminarias y distribución ......................................... 23
4.2.1 Introducción ............................................................................................ 23
4.2.2 Áreas relacionadas con el proceso productivo ....................................... 24
4.2.3 Almacenes, área de expedición y sala de frío ......................................... 34
4.2.4 Resto de áreas ........................................................................................... 40
4.3 Procedimiento de cálculo de la sección de los conductores ......................... 50
4.3.1 Línea A ..................................................................................................... 51
4.3.2 Línea B...................................................................................................... 52
4.3.3 Línea C ..................................................................................................... 53
4.3.4 Línea D ..................................................................................................... 55
4.3.5 Pasillos ...................................................................................................... 56
5. Acometida ............................................................................................................... 57
6. Necesidades de la instalación de alumbrado de emergencia. ............................... 58
7. Puesta a tierra ......................................................................................................... 60

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
8. Centro de transformación ...................................................................................... 61
9. Potencia contratada ................................................................................................ 62
10. Documentación empleada .................................................................................. 63

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
Índice de tablas
Tabla 1: necesidades de la línea A................................................................................. 10
Tabla 2: características de la línea A.. ........................................................................... 11
Tabla 3: necesidades de la línea B. ................................................................................ 12
Tabla 4: características de la línea B.. ........................................................................... 13
Tabla 5: necesidades de la línea C.. ............................................................................... 14
Tabla 6: características de la línea C. . .......................................................................... 15
Tabla 7: necesidades de la línea D.. .............................................................................. 16
Tabla 8: características de la línea B. . .......................................................................... 17
Tabla 9: características de las líneas de la bodega. ....................................................... 17
Tabla 10: necesidades de iluminación.. ........................................................................ 19
Tabla 11: factores de mantenimiento de la bodega.. .................................................... 20
Tabla 12: coeficientes de reflexión.. ............................................................................. 20
Tabla 13: Factor de utilización de las luminarias utilizadas. ....................................... 22
Tabla 14: Factor de utilización de las luminarias utilizadas. ....................................... 22
Tabla 15: datos del área de recepción.. ......................................................................... 24
Tabla 16: datos del área de tratamiento mecánico. ...................................................... 26
Tabla 17: datos del área de fermentación y prensado. ................................................. 27
Tabla 18: datos del área de estabilización y filtrado. ................................................... 28
Tabla 19: datos del área de crianza en madera. ............................................................ 30
Tabla 20: datos del área de embotellado. ...................................................................... 31
Tabla 21: datos del área de envejecimiento en botella. ............................................... 32
Tabla 22: datos del almacén de producto terminado. .................................................. 34
Tabla 23: datos del almacén de materiales. .................................................................. 36
Tabla 24: datos del área de expedición. ........................................................................ 37
Tabla 25: datos del área de envejecimiento en botella. ............................................... 38
Tabla 26: datos del laboratorio. ..................................................................................... 40
Tabla 27: datos de los aseos. .......................................................................................... 42

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
Tabla 28: datos de los vestuarios. .................................................................................. 43
Tabla 29: datos de la sección administrativa. ............................................................... 44
Tabla 30: datos del área de gerencia. ............................................................................ 45
Tabla 31: datos de la sala de catas. ................................................................................ 47
Tabla 32: datos de los aseos. .......................................................................................... 48
Tabla 33: nº de luminarias y distribución de cada sala de la bodega.. ........................ 49
Tabla 34: necesidades de iluminación de la línea A.. .................................................. 51
Tabla 35: necesidades de iluminación de la línea B. .................................................... 52
Tabla 36: necesidades de iluminación de la línea C. .................................................... 54
Tabla 37: necesidades de iluminación de la línea D.. .................................................. 55
Tabla 38: características de las líneas de la bodega ...................................................... 56

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
1
ANEJO V: INSTALACIÓN ELÉCTRICA
1. Introducción
En el presente anejo se realizan los cálculos necesarios para definir la
instalación eléctrica de la bodega.
El objeto de la electricidad dentro de esta industria es suministrar la energía
necesaria para el funcionamiento de las máquinas así como satisfacer la iluminación
de las distintas estancias.
En el interior de la bodega se instalará un cuadro general de distribución y
protección al que llegará la energía mediante cableado subterráneo desde el
transformador exterior.

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
2
2. Componentes de la instalación eléctrica
A continuación se detallan los distintos elementos que han de ubicarse en la
instalación eléctrica de la bodega para su correcto funcionamiento.
1. Centro transformador de energía eléctrica.
Se sitúa en una caseta independiente en el exterior de la bodega. En él se
obtiene el paso entre las redes eléctricas de alta tensión y baja tensión,
comportándose como centros reductores de tensión.
2. Acometida.
Se trata de la parte de la instalación eléctrica que existe entre la red de
distribución de la empresa suministradora y el cuadro general de distribución y
protección del edificio.
Se dispondrá de forma subterránea en tubería de PVC bajo lecho de arena.
3. Cuadro general de distribución y protección.
En él se encuentran dispositivos de seguridad, protección y de distribución
de la instalación eléctrica. Se trata del punto inicial de las líneas de fuerza y
alumbrado.
De la misma forma es el punto de partida de las líneas de fuerza y de
alumbrado.
Irá dispuesto en una zona interior del edificio con fácil acceso, y su distancia
al pavimento será de 2 metros. Los distintos dispositivos que lo forman son los
siguientes:
Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
3
- Interruptor general automático: De accionamiento manual y con
dispositivos de protección contra sobrecargas y cortocircuitos
- Interruptor diferencial: para protección de contactos indirectos.
- Pequeños interruptores automáticos (PIA): para proteger cada uno de los
circuitos independientes contra sobrecargas y cortocircuitos.
- Interruptor de control de potencia (ICP): Como su nombre indica se
encargará de controlar la potencia suministrada en la línea general.
4. Línea de fuerza
Se trata de una línea trifásica que funciona a 400 V, formada por tres
conductores de fase, un conductor neutro y uno de protección.
Esta línea parte del cuadro de baja tensión y enlaza con las tomas de fuerza
de las máquinas.
5. Línea de alumbrado.
Se trata de una línea monofásica que funciona a 230 V, compuesta por un
conductor fase, un conductor neutro y un conductor de protección.
6. Línea de puesta a tierra.
Su objetivo es la conexión a tierra de las distintas masas metálicas de la
edificación de forma que se garantice la protección de los circuitos eléctricos y de
los usuarios de estos circuitos, de forma que no existan diferencias de potencial
peligrosas entre elementos y usuarios de la instalación.

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
4
3. Cálculo de la instalación de fuerza
El dimensionado de la instalación eléctrica de la bodega comprende la
determinación de la sección de los conductores que van a formar las líneas, así como
debe hacer referencia precisa de todo el material eléctrico que integra la instalación.
3.1 Necesidades de la instalación de fuerza
En primer lugar se ha de evaluar la necesidad de potencia a instalar en la
bodega. Por lo tanto, y considerando las necesidades que estimativamente han de ser
satisfechas en la industria, se tiene que en los distintos departamentos se han de cubrir
ciertas necesidades:
1. Recepción de la vendimia
- Báscula: 1,1 kW
- Tolva de recepción: 5,5 kW.
- Toma-muestras: 5 kW
2. Tratamiento mecánico de la vendimia:
- Mesa de selección: 0,60 kW
- Despalilladora – estrujadora: 1,8 kW
- Evacuador de raspones: 4 kW.
- Bombas de vendimia: 1,1 kW
- Dosificador automático de sulfuroso: 0,25 kW
3. Área de fermentación y prensado:
- Toma para bombas de trasiego y remontados: 4 kW
- Prensa: 7,5 kW
4. Laboratorio
- Tomas de corriente: 4 x 2,5 kW W = 10 kW

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
5
- Calentador de agua: 2,5 Wk.
- Radiador: 2 kW.
5. Equipo de frío: 34,79 kW
6. Área de estabilización:
- Filtros de placas: 0,59 kW
- Toma para bomba de trasiego: 2 x 4 kW = 8 kW
7. Área de envejecimiento en madera:
- Toma para bomba de trasiego: 2 x 4 = 8 kW
8. Área de embotellado:
- Enjuagadora-llenadora-taponadora (tribloc): 1,5 kW
- Etiquetadora-encapsuladora: 1,10 kW
- Encartonado-embalado: 6 kW
9. Área de almacenamiento del producto terminado:
- Tomas de corriente: 4 x 2,5 kW = 10 kW
10. Almacén de materiales.
- Tomas de corriente: 4 x 2,5 kW = 10 kW
11. Aseos
- Calentadores de agua: 2 x 2,5 kW = 5 kW
- Radiadores: 2 x 2 kW = 4 kW
- Tomas de corriente: 4 x 2,5 kW = 10 kW

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
6
12. Vestuarios
- Radiadores: 2 x 2 kW = 4 kW
- Tomas de corriente: 4 x 2,5 kW = 10 kW
13. Área de administración
a. Gerencia
- Tomas de corriente: 4 x 2,5 kW = 10 kW
- Radiadores: 2 kW
b. Departamento comercial.
- Tomas de corriente: 4 x 2,5 kW = 10 kW
- Radiadores: 2 kW
c. Sección administrativa.
- Tomas de corriente: 4 x 2,5 kW = 10 kW
- Radiadores: 2 kW
d. Sala de catas.
- Tomas de corriente: 4 x 2,5 kW = 10 kW
- Radiadores: 2 x 2 kW = 4 kW
e. Aseo.
- Tomas de corriente: 2 x 2,5 kW = 5 kW
- Radiadores: 2 kW
Una vez calculadas todas las necesidades hay que tener en cuenta que
no todas las máquinas van a funcionar a la vez, por lo que utilizará un
coeficiente de simultaneidad de 0,8. Por lo que la potencia total sería 203,33
kW, aplicando el coeficiente de simultaneidad queda una potencia de:
0,8 𝑥 203,33 𝑘𝑊 = 𝟏𝟔𝟐, 𝟔𝟔 𝒌𝑾

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
7
3.2 Procedimiento de cálculo de la intensidad
Para su cálculo vamos a tener en cuenta los dos criterios siguientes:
I) Dimensionado por calentamiento
La densidad de corriente no ha de sobrepasar ciertos valores
preestablecidos, ya que estos aseguran que el conductor no se caliente
excesivamente en su trabajo, ya que podría poner en peligro la integridad
del conductor y su aislamiento.
Para ello se ha de calcular la intensidad máxima admisible para
sistemas trifásicos, que vendrá dada por la expresión:
𝐼 = 𝑃 𝑥 𝐶
√3 𝑥 𝜂 𝑥 𝑐𝑜𝑠𝜑 𝑥 𝑈
Siendo:
I : Intensidad (A)
P: Potencia (W)
C: coeficiente de simultaneidad: 0,8
: rendimiento medio del receptor: 0,85
Cos: factor de potencia: 0,9
U: tensión nominal (230/400 V)
Mientras que para sistemas monofásicos la expresión será:
𝐼 = 𝑃 𝑥 𝐶
𝜂 𝑥 𝑐𝑜𝑠𝜑 𝑥 𝑈
Siendo:
I: intensidad (A).
P: potencia (W).
C: coeficiente de simultaneidad (0,8).

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
8
: rendimiento medio del receptor: 0,85
Cos: factor de potencia: 0,9
U: tensión nominal (400/230 V).
II) Caída de tensión
La máxima caída de tensión admitida por el Reglamento
Electrotécnico de Baja Tensión ha de ser inferior al 5%.
Teniendo en cuenta que la tensión entre fases es de 400 V, se tiene
que la tensión admisible es:
𝑎𝑑 = 0,05 x 400 V = 20 V.
La caída de tensión para líneas trifásicas se calcula mediante la
siguiente expresión:
=√3 𝑥 x L x I x cosφ
𝑆
Siendo:
: caída de tensión (V)
: resistividad del cobre: 1,8·10-8 · m
L: longitud de la línea (m)
I: intensidad (A)
Cos: factor de potencia: 0,9
S: sección mínima del conductor (mm2).

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
9
La caída de tensión para líneas monofásicas se calcula mediante la
siguiente expresión:
=2 x x L x I x cosφ
𝑆
: caída de tensión (V)
: resistividad del cobre: 1,8·10-8 · m
L: longitud de la línea (m)
I: intensidad (A)
Cos: factor de potencia: 0,9
S: sección mínima del conductor (mm2).

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
10
3.3 Cálculo de la sección de los conductores
3.3.1 Línea A
La línea A va a comprender los siguientes departamentos:
- Área de recepción.
- Área de tratamiento mecánico
- Laboratorio
- Vestuario
Dentro de dichos departamentos, las necesidades a satisfacer se presentan
en la tabla 1:
Departamento Tomas Necesidades (kW)
Recepción
Báscula 1,1
Tolva de recepción 5,5
Tomamuestras 5
Tratamiento mecánico
de la vendimia
Mesa de selección 0,60
Despalilladora –
estrujadora
1,8
Evacuador de raspones 4
Bombas de vendimia 1,1
Dosificador de sulfuroso 0,25
Laboratorio
Tomas de corriente 5
Calentador de agua 2,5
Radiador 2
Vestuarios Radiadores 4
Tomas de corriente 10
TOTAL 42,85
Tabla 1: necesidades de la línea A. Fuente: elaboración propia.

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
11
Para calcular la sección del conductor es necesario considerar:
- Longitud de la línea: 73,71 m
- Potencia a conducir: 42,85 kW
La intensidad de transporte se calcula de la siguiente manera:
𝐼 = 42.850 𝑥 0,8
√3 𝑥 0,85 𝑥 0,9 𝑥 400= 64,68 𝐴
Una vez conocida la intensidad, se consulta la tabla 1 de la ITC-BT-19 de
tal manera que eligiendo la naturaleza del aislamiento y el tipo de instalación se
puede conocer la sección de conductor que se necesita.
En este caso se eligen conductores aislados en tubos de montaje superficial
o empotrados en obra, de cobre y material aislante PVC, por lo que la sección
necesaria es 25 mm2, con una intensidad máxima admisible de 77 A.
La caída de tensión para dicha sección será:
=√3 𝑥 1,8 x 10−8 x 73,17 x 64,68 x 0,9
25 𝑥 10−6= 5,31 𝑉
Se calcula una caída de tensión de 5,31 que es inferior a los 20 V calculados
anteriormente, por lo que la sección para la línea A es correcta
En la tabla 2 se reflejan las características de la línea A:
Línea Intensidad (A) Potencia (W) Longitud (m) Sección (mm2)
A 64,68 42,85 73,71 25
Tabla 2: características de la línea A. Fuente: elaboración propia.
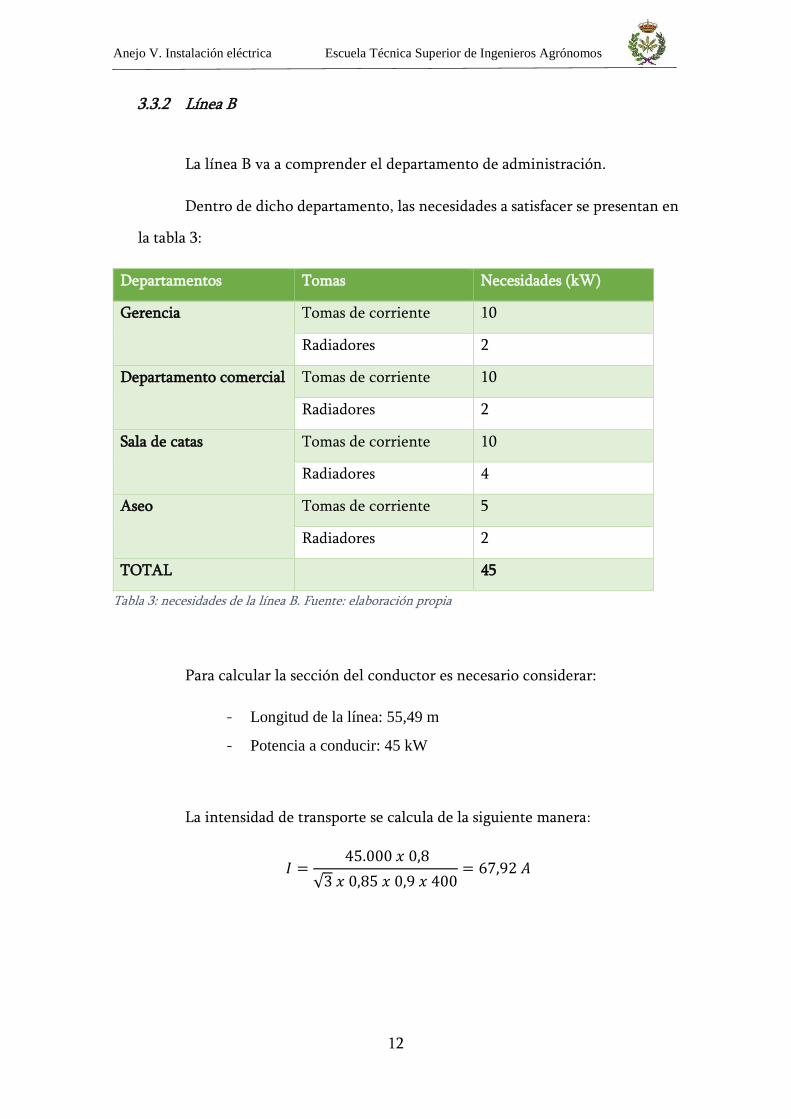
Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
12
3.3.2 Línea B
La línea B va a comprender el departamento de administración.
Dentro de dicho departamento, las necesidades a satisfacer se presentan en
la tabla 3:
Departamentos Tomas Necesidades (kW)
Gerencia Tomas de corriente 10
Radiadores 2
Departamento comercial Tomas de corriente 10
Radiadores 2
Sala de catas Tomas de corriente 10
Radiadores 4
Aseo Tomas de corriente 5
Radiadores 2
TOTAL 45
Tabla 3: necesidades de la línea B. Fuente: elaboración propia
Para calcular la sección del conductor es necesario considerar:
- Longitud de la línea: 55,49 m
- Potencia a conducir: 45 kW
La intensidad de transporte se calcula de la siguiente manera:
𝐼 = 45.000 𝑥 0,8
√3 𝑥 0,85 𝑥 0,9 𝑥 400= 67,92 𝐴
Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
13
Se consulta la tabla 1 de la ITC-BT-19 y se eligen conductores aislados en
tubos de montaje superficial o empotrados en obra, siendo el material PVC, por lo
que la sección necesaria es 25 mm2, con una intensidad máxima admisible de 77
A.
La caída de tensión para dicha sección será:
=√3 𝑥 1,8 x 10−8 x 55,49 x 67,92 x 0,9
25 𝑥 10−6= 4,23 𝑉
Se calcula una caída de tensión de 4,23 que es inferior a 20 V, por lo que la
sección para la línea B es correcta
En la tabla 4 se reflejan las características de la línea A:
Línea Intensidad (A) Potencia (W) Longitud (m) Sección (mm2)
B 67,92 45 55,49 25
Tabla 4: características de la línea B. Fuente: elaboración propia.

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
14
3.3.3 Línea C
La línea C va a comprender los siguientes departamentos:
- Área de fermentación y prensado
- Sala de frío
- Área de estabilización
Dentro de dicho departamento, las necesidades a satisfacer se presentan en
la tabla 5:
Departamentos Tomas Necesidades (kW)
Área de fermentación y
prensado
Toma para bomba de
remontados
4
Prensa 7,5
Instalación de frío Equipo de frío 34,79
Área de estabilización
Filtro de placas 0,59
Tomas para bomba de
trasiegos
8
TOTAL 54,88
Tabla 5: necesidades de la línea C. Fuente: elaboración propia.
Para calcular la sección del conductor es necesario considerar:
- Longitud de la línea: 65,74 m
- Potencia a conducir: 54,88 kW
La intensidad de transporte se calcula de la siguiente manera:
𝐼 = 54.880 𝑥 0,8
√3 𝑥 0,85 𝑥 0,9 𝑥 400= 82,71 𝐴
Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
15
Se consulta la tabla 1 de la ITC-BT-19 y se eligen conductores aislados en
tubos de montaje superficial o empotrados en obra, siendo el material PVC, por lo
que la sección necesaria es 35 mm2, con una intensidad máxima admisible de 96
A.
La caída de tensión para dicha sección será:
=√3 𝑥 1,8 x 10−8 x 65,74 x 82,71 x 0,9
35 𝑥 10−6= 4,36 𝑉
Se calcula una caída de tensión de 4,36 que es inferior a 20 V, por lo que la
sección para la línea C es correcta.
En la tabla 6 se reflejan las características de la línea C:
Línea Intensidad (A) Potencia (W) Longitud (m) Sección (mm2)
C 82,71 54,88 65,74 35
Tabla 6: características de la línea C. Fuente: elaboración propia.
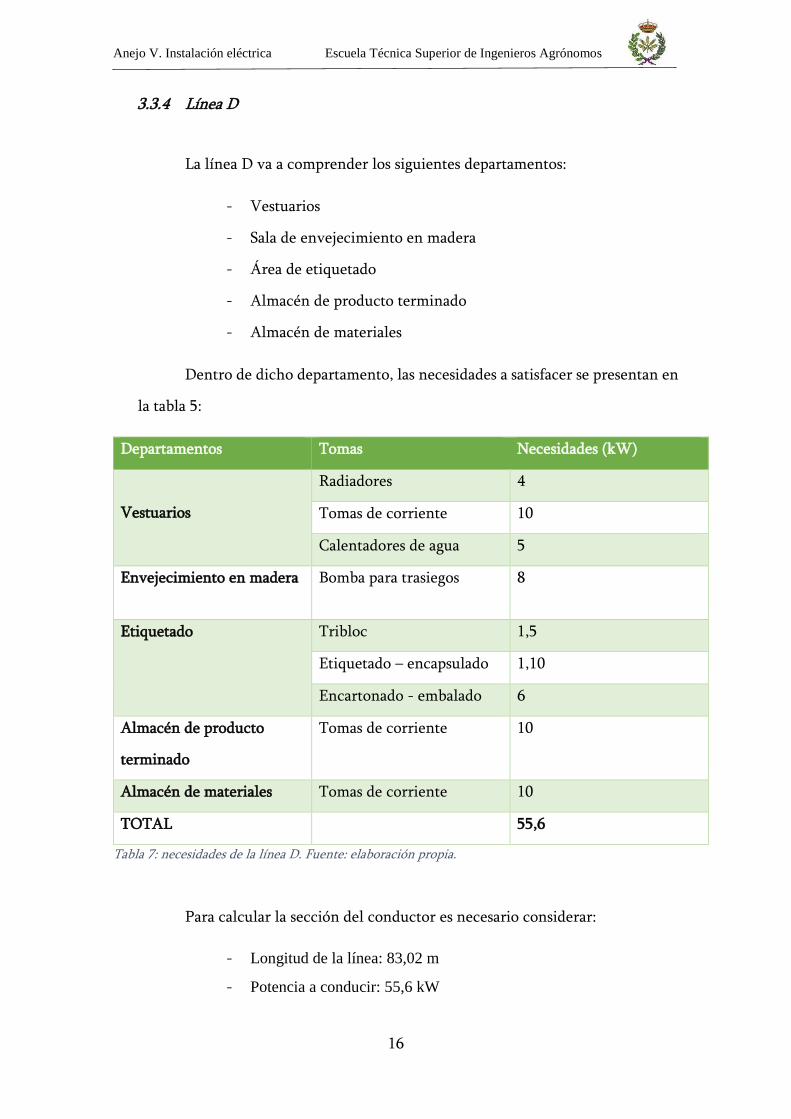
Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
16
3.3.4 Línea D
La línea D va a comprender los siguientes departamentos:
- Vestuarios
- Sala de envejecimiento en madera
- Área de etiquetado
- Almacén de producto terminado
- Almacén de materiales
Dentro de dicho departamento, las necesidades a satisfacer se presentan en
la tabla 5:
Departamentos Tomas Necesidades (kW)
Vestuarios
Radiadores 4
Tomas de corriente 10
Calentadores de agua 5
Envejecimiento en madera Bomba para trasiegos 8
Etiquetado Tribloc 1,5
Etiquetado – encapsulado 1,10
Encartonado - embalado 6
Almacén de producto
terminado
Tomas de corriente 10
Almacén de materiales Tomas de corriente 10
TOTAL 55,6
Tabla 7: necesidades de la línea D. Fuente: elaboración propia.
Para calcular la sección del conductor es necesario considerar:
- Longitud de la línea: 83,02 m
- Potencia a conducir: 55,6 kW

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
17
La intensidad de transporte se calcula de la siguiente manera:
𝐼 = 55.600 𝑥 0,8
√3 𝑥 0,85 𝑥 0,9 𝑥 400= 83,92 𝐴
Se consulta la tabla 1 de la ITC-BT-19 y se eligen conductores aislados en
tubos de montaje superficial o empotrados en obra, siendo el material PVC, por lo
que la sección necesaria es 35 mm2, con una intensidad máxima admisible de 96
A.
La caída de tensión para dicha sección será:
=√3 𝑥 1,8 x 10−8 x 83,02 x 83,92 x 0,9
35 𝑥 10−6= 5,56 𝑉
Se calcula una caída de tensión de 5,56 V que es inferior a 20 V, por lo que
la sección para la línea D es correcta
En la tabla 8 se reflejan las características de la línea D:
Línea Intensidad (A) Potencia (W) Longitud (m) Sección (mm2)
D 83,92 55,6 83,02 35
Tabla 8: características de la línea B. Fuente: elaboración propia.
A continuación en la tabla 9 se muestran las líneas necesarias en la bodega (ver
plano nº 2):
Línea Potencia (W) Potencia*
(W)
Longitud
(m)
Intensidad
(A)
Sección
fase (mm2)
Sección
neutro (mm2)
A 42.850 34.280 73,71 64,68 25 16
B 45.000 36.000 55,49 67,92 25 16
C 54.880 43.900 65,74 82,71 35 16
D 55.600 44.480 83,02 83,92 35 16
TOTAL 198.330 158.660 277,96
Tabla 9: características de las líneas de la bodega. Fuente: elaboración propia. *Potencia: considerando el factor de simultaneidad 0,8

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
18
4. Alumbrado interior
4.1 Necesidades de alumbrado
Se deben satisfacer las necesidades de alumbrado, de forma que no impida la
realización de ninguna de las actividades que se llevan a cabo en la bodega.
A continuación se destacan una serie de aspectos que hay que conocer para
poder realizar los cálculos pertinentes:
I) Nivel de iluminación
El nivel de iluminación, en lux, puede ser diferente para cada área de la
bodega, en función de lo reflejado en la norma UNE 12464_1.
En la tabla 10 se refleja el nivel de iluminación necesario:

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
19
Zona de la bodega E (lux) Ra
Área de recepción 200 80
Tratamiento
mecánico
300 80
Fermentación y
maceración
200 80
Estabilización y
filtrado
500 80
Envejecimiento en
madera
200 80
Embotellado 300 80
Envejecimiento en
botella
200 80
Almacén de
producto terminado
500 80
Almacén de
materiales
500 80
Expedición 300 60
Laboratorio 500 80
Aseos 200 80
Vestuarios 200 80
Área de
administración
500 80
Sala de frío 200 80
Tabla 10: necesidades de iluminación. Fuente: elaboración propia a partir de lo establecido en la norma UNE-12464.
II) Plano útil
Plano útil es la superficie de referencia sobre la que se efectúa normalmente
un trabajo. Se considera horizontal y situado a 0,85 m del suelo, excepto en zonas
de circulación que se considera coincidente con el suelo.

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
20
III) Factor de mantenimiento
Un local sucio tiene un factor de mantenimiento de 0,8, mientras que un
local limpio tiene un factor de mantenimiento de 0,6. La industria en cuestión no
se considera un local con excesiva suciedad, pero tampoco se considera un local
limpio, tomándose los factores de mantenimiento según la tabla 12:
Tipo de actividad Factor de mantenimiento Significado
Actividades relacionadas
con el proceso productivo
0,7 Salas sin excesiva
suciedad
Otras actividades (aseos,
oficinas, etc)
0,6 Salas limpias
Tabla 11: factores de mantenimiento de la bodega. Fuente: elaboración propia.
IV) Coeficientes de reflexión.
Los coeficientes de reflexión del techo, paredes y suelos se establecen en la
tabla 13:
Área Techo Paredes Suelo
Bodega 0,5 0,3 0,1
Tabla 12: coeficientes de reflexión. Fuente: elaboración propia.
Se establecen estos valores ya que el techo se considera claro, las paredes se
consideran de color medio y el suelo de color oscuro.

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
21
V) Valor K
El valor K es un valor que se necesita para poder hallar el factor de
utilización. La ecuación utilizada para conocer su valor será:
𝐾 = 𝑎 𝑥 𝑏
ℎ (𝑎 + 𝑏)
Siendo:
A: longitud del área.
B: anchura del área
H: altura entre el plano útil y el plano de las luminarias. Este valor
será hallado con la siguiente ecuación:
ℎ =4
5 𝑥 ℎ′(𝑎 + 𝑏)
Siendo h’ la altura total de la sala.
VI) Factor de utilización 𝝶
El factor de utilización se halla a partir de una tabla de doble entrada con
los coeficientes de reflexión y el valor K. Dicha tabla es específica de cada tipo de
luminaria.
En diseño de la bodega en cuestión se usan dos tipos de luminarias, por lo
que cada una va a tener una tabla diferente:

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
22
a) Luminaria Philips, modelo TPS764 o similar
Tabla 13: Factor de utilización de las luminarias utilizadas. Fuente: Philips Concern Photometric Database 2015-06-29
b) Luminaria Philips, modelo TBS869C o similar
Tabla 14: Factor de utilización de las luminarias utilizadas. Fuente: Philips Concern Photometric Database 2015-06-29

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
23
4.2 Cálculo del número de luminarias y distribución
4.2.1 Introducción
Para conocer el número de luminarias que necesita la bodega en cuestión,
se han de conocer una serie de parámetros, así como aplicar una serie de fórmulas
para conocer el flujo luminoso necesario y a partir de éste poder calcular el número
de luminarias.
El flujo luminoso se calcula mediante la siguiente ecuación:
𝜙𝑇 =𝐸 𝑥 𝑆
𝜂 𝑥 𝑓𝑚
Siendo:
ΦT: flujo luminoso (lm)
S : superficie (a x b)
E: nivel de iluminación (lux).
𝝶: factor de utilización: se halla en función del índice K y del
coeficiente de reflexión.
Fm: factor de mantenimiento
Una vez calculado el flujo luminoso, el número de luminarias se calcula
mediante la siguiente ecuación:
𝑁 =𝜙𝑇
𝑛 𝑥 𝜙𝐿
Siendo:
ΦT: flujo luminoso (lm)
N: número de lámparas por luminaria
ΦL: flujo luminoso de la lámpara

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
24
4.2.2 Áreas relacionadas con el proceso productivo
Las salas involucradas con la producción de vino tendrán las siguientes
características:
Tipo de luminaria: suspendida
Casa comercial y modelo: Philips, TPS764 o similar
Lúmenes de cada luminaria: 13.100 lm.
Distancia al plano útil = 0,85 m.
Fm = 0,7
Altura de la sala (h’)= 7 m.
Altura de la luminaria al plano útil (h) = 4,92.
I) Área de recepción
a) Número de luminarias
A continuación se detallan los datos necesarios para poder calcular el
número de luminarias necesarias en esta área:
Sala E (lux) A (m) B (m) Fm K 𝝶
Recepción 200 18 15,68 0,7 0,95 0,25
Tabla 15: datos del área de recepción. Fuente: elaboración propia.
Con estos datos se hallan las necesidades de iluminación:
𝜙𝑇 =200 𝑥 18 𝑥 15,68
0,25 𝑥 0,7 = 322.560 𝑙𝑚
Siendo las luminarias que se necesitan:
𝑁 =322.560 𝑙𝑚
13.100 𝑙𝑚/𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎 = 24,62 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠 ≈ 25 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
25
b) Emplazamiento de las luminarias
Una vez calculado el número de luminarias, se procede a distribuirlas
sobre la planta de la sala.
Se decide colocar las luminarias con una distribución de 5 x 5. Se trata
de un local de 7 metros, la luminaria es intensiva, por lo que el intervalo entre
luminaria y luminaria tiene que cumplir:
𝑒 ≤ 1.5 ℎ
Para conocer h se usa la siguiente ecuación:
ℎ = 4,92 𝑚
Por lo que la distancia entre luminaria y luminaria ha de ser menor de
1,5 x 4,92, es decir, menor de 7,38 m.
Para realizar este cálculo hay que saber que la distancia entre luminaria
y luminaria es “e”, y la distancia entre luminaria y pared es “e/2”.
Por lo que en el sentido longitudinal de la sala el cálculo sería:
𝑒
2+ 𝑒 + 𝑒 + 𝑒 + 𝑒 +
𝑒
2= 18
𝑒 = 3,6 → 3,6 < 7,38
Y en el sentido transversal sería:
𝑒
2+ 𝑒 + 𝑒 + 𝑒 + 𝑒 +
𝑒
2= 15,68
𝑒 = 3,14 → 3,14 < 7,38
Por lo que una disposición de 5 x 5 en esta sala cumple con la
uniformidad que necesita el área.

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
26
II) Área de tratamiento mecánico
a) Número de luminarias
A continuación se detallan los datos necesarios para poder calcular el
número de luminarias necesarias en esta área:
Sala E (lux) A (m) B (m) Fm K 𝝶
T. mecánico 300 8 5,5 0,7 0,66 0,18
Tabla 16: datos del área de tratamiento mecánico. Fuente: elaboración propia
Con estos datos se hallan las necesidades de iluminación:
𝜙𝑇 =300 𝑥 5,5 𝑥 8
0,18 𝑥 0,7 = 104.761,81 𝑙𝑚
Siendo el número de luminarias:
𝑁 =104.761,81 𝑙𝑚
13.100 𝑙𝑚/𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎 = 7,99 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠 ≈ 8 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠
b) Emplazamiento de las luminarias
Una vez calculado el número de luminarias, se procede a distribuirlas
sobre la planta de la sala.
Se decide colocar las luminarias con una distribución de 4 x 2.
Por lo que en el sentido longitudinal de la sala el cálculo sería:
𝑒
2+ 𝑒 + 𝑒 + 𝑒 +
𝑒
2= 8
𝑒 = 2 → 2 < 7,38
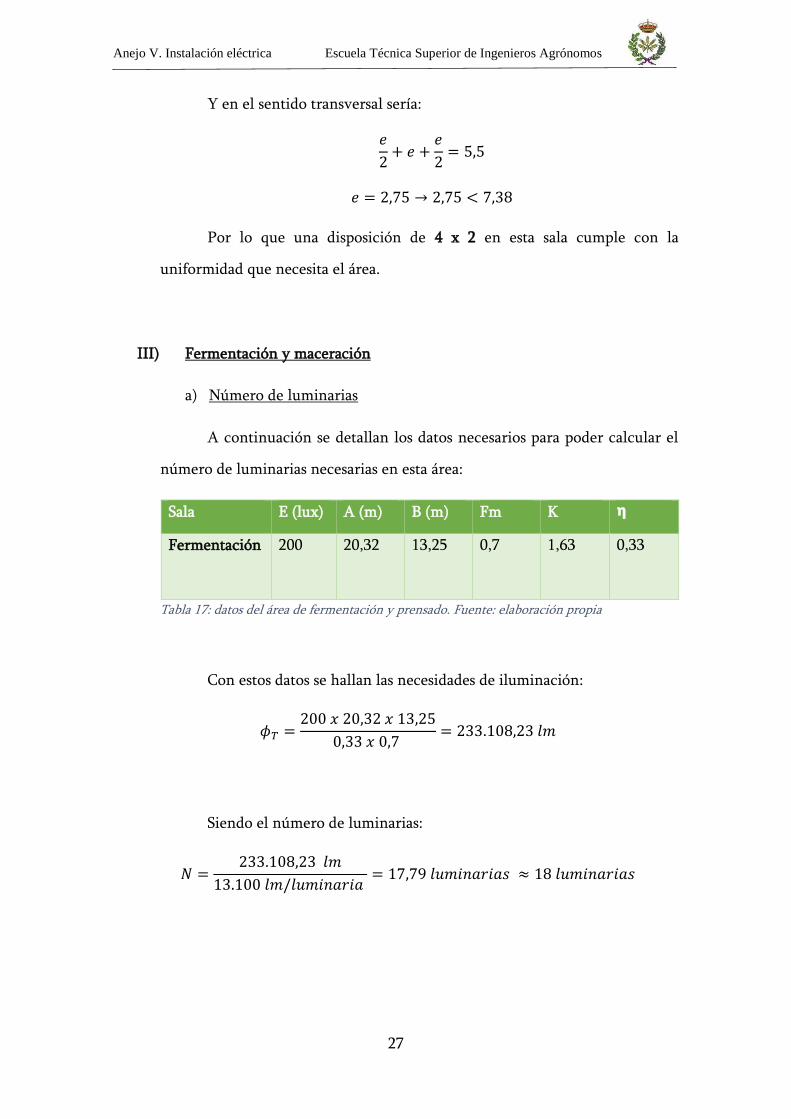
Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
27
Y en el sentido transversal sería:
𝑒
2+ 𝑒 +
𝑒
2= 5,5
𝑒 = 2,75 → 2,75 < 7,38
Por lo que una disposición de 4 x 2 en esta sala cumple con la
uniformidad que necesita el área.
III) Fermentación y maceración
a) Número de luminarias
A continuación se detallan los datos necesarios para poder calcular el
número de luminarias necesarias en esta área:
Sala E (lux) A (m) B (m) Fm K 𝝶
Fermentación 200 20,32 13,25 0,7 1,63 0,33
Tabla 17: datos del área de fermentación y prensado. Fuente: elaboración propia
Con estos datos se hallan las necesidades de iluminación:
𝜙𝑇 =200 𝑥 20,32 𝑥 13,25
0,33 𝑥 0,7 = 233.108,23 𝑙𝑚
Siendo el número de luminarias:
𝑁 =233.108,23 𝑙𝑚
13.100 𝑙𝑚/𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎 = 17,79 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠 ≈ 18 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
28
b) Emplazamiento de las luminarias
Una vez calculado el número de luminarias, se procede a distribuirlas
sobre la planta de la sal
Se decide colocar las luminarias con una distribución de 6 x 3.
Por lo que en el sentido longitudinal de la sala el cálculo sería:
𝑒
2+ 𝑒 + +𝑒 + 𝑒 + 𝑒 + 𝑒 +
𝑒
2= 20,32
𝑒 = 3,39 → 3,39 < 7,38
Y en el sentido transversal sería:
𝑒
2+ 𝑒 + 𝑒 +
𝑒
2= 13,25
𝑒 = 4,42 → 4,42 < 7,38
Por lo que una disposición de 6 x 3 en esta sala cumple con la
uniformidad que necesita el área.
IV) Área de estabilización y filtrado
a) Número de luminarias
A continuación se detallan los datos necesarios para poder calcular el
número de luminarias necesarias en esta área:
Sala E (lux) A (m) B (m) Fm K 𝝶
Estabilización 300 10 5,64 0,7 0,74 0,21
Tabla 18: datos del área de estabilización y filtrado. Fuente: elaboración propia

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
29
Con estos datos se hallan las necesidades de iluminación:
𝜙𝑇 =300 𝑥 10 𝑥 5,64
0,21 𝑥 0,7 = 115.102,04 𝑙𝑚
Siendo las luminarias que se necesitan:
𝑁 =115.102,04 𝑙𝑚
13.100 𝑙𝑚/𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎 = 8,78 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠 ≈ 9 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠
b) Emplazamiento de las luminarias
Una vez calculado el número de luminarias, se procede a distribuirlas
sobre la planta de la sala
Se decide colocar las luminarias con una distribución de 3 x 3.
Por lo que en el sentido longitudinal de la sala el cálculo sería:
𝑒
2+ 𝑒 + 𝑒 +
𝑒
2= 10
𝑒 = 3,33 → 3,33 < 7,38
Y en el sentido transversal sería:
𝑒
2+ 𝑒 + 𝑒 +
𝑒
2= 5,64
𝑒 = 1,88 → 1,88 < 7,38
Por lo que una disposición de 3 x 3 en esta sala cumple con la
uniformidad que necesita el área.

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
30
V) Área de crianza en madera
a) Número de luminarias
A continuación se detallan los datos necesarios para poder calcular el
número de luminarias necesarias en esta área:
Sala E (lux) A (m) B (m) Fm K 𝝶
Crianza en
madera
200 15 7,20 0,7 1 0,26
Tabla 19: datos del área de crianza en madera. Fuente: elaboración propia
Con estos datos se hallan las necesidades de iluminación:
𝜙𝑇 =200 𝑥 15 𝑥 7,20
0,26 𝑥 0,7 = 118.681,32 𝑙𝑚
Siendo el número de luminarias:
𝑁 =118.681,32 𝑙𝑚
13.100 𝑙𝑚/𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎 = 9,06 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠 ≈ 10 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠
b) Emplazamiento de las luminarias
Una vez calculado el número de luminarias, se procede a distribuirlas
sobre la planta de la sala
Se decide colocar las luminarias con una distribución de 5 x 2.
Por lo que en el sentido longitudinal de la sala el cálculo sería:
𝑒
2+ 𝑒 + 𝑒 + 𝑒 + 𝑒 +
𝑒
2= 15
𝑒 = 3 → 3 < 7,32
Y en el sentido transversal sería:

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
31
𝑒
2+ 𝑒 +
𝑒
2= 7,20
𝑒 = 3,6 → 3,6 < 7,32
Por lo que una disposición de 5 x 2 en esta sala cumple con la
uniformidad que necesita el área.
VI) Embotellado
a) Número de luminarias
A continuación se detallan los datos necesarios para poder calcular el
número de luminarias necesarias en esta área:
Sala E (lux) A (m) B (m) Fm K 𝝶
Crianza en
madera
300 15,32 8 0,7 1,07 0,27
Tabla 20: datos del área de embotellado. Fuente: elaboración propia
Con estos datos se hallan las necesidades de iluminación:
𝜙𝑇 =300 𝑥 15,32 𝑥 8
0,27 𝑥 0,7 = 194.539,68 𝑙𝑚
Siendo el número de luminarias:
𝑁 =194.539,68 𝑙𝑚
13.100 𝑙𝑚/𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎 = 14,85 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠 ≈ 15 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠
b) Emplazamiento de las luminarias
Una vez calculado el número de luminarias, se procede a distribuirlas
sobre la planta de la sala.

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
32
Se decide colocar las luminarias con una distribución de 5 x 3.
Por lo que en el sentido longitudinal de la sala el cálculo sería:
𝑒
2+ 𝑒 + 𝑒 + 𝑒 + 𝑒 +
𝑒
2= 15,32
𝑒 = 3,06 → 3,06 < 7,38
Y en el sentido transversal sería:
𝑒
2+ 𝑒 + 𝑒 +
𝑒
2= 8
𝑒 = 2,66 → 2,66 < 7,38
Por lo que una disposición de 5 x 3 en esta sala cumple con la uniformidad
que necesita el área.
VII) Envejecimiento en botella
a) Número de luminarias
A continuación se detallan los datos necesarios para poder calcular el
número de luminarias necesarias en esta área:
Sala E (lux) A (m) B (m) Fm K 𝝶
Envejecimiento
en botella
200 15,32 9,02 0,7 1,15 0,28
Tabla 21: datos del área de envejecimiento en botella. Fuente: elaboración propia
Con estos datos se hallan las necesidades de iluminación:
𝜙𝑇 =200 𝑥 15,32 𝑥 9,02
0,28 𝑥 0,7 = 141.006,53 𝑙𝑚

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
33
Siendo el número de luminarias:
𝑁 =141.006,53 𝑙𝑚
13.100 𝑙𝑚/𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎 = 10,76 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠 ≈ 10 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠
b) Emplazamiento de las luminarias
Una vez calculado el número de luminarias, se procede a distribuirlas
sobre la planta de la sala.
Se decide colocar las luminarias con una distribución de 5 x 2.
Por lo que en el sentido longitudinal de la sala el cálculo sería:
𝑒
2+ 𝑒 + 𝑒 + 𝑒 + 𝑒 +
𝑒
2= 15,32
𝑒 = 3,06 → 3,06 < 7,38
Y en el sentido transversal sería:
𝑒
2+ 𝑒 +
𝑒
2= 9,02
𝑒 = 4,51 → 4,51 < 7,38
Por lo que una disposición de 5 x 2 en esta sala cumple con la
uniformidad que necesita el área.

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
34
4.2.3 Almacenes, área de expedición y sala de frío
Los almacenes, el área de expedición y la sala de frío tendrán las siguientes
características:
Tipo de luminaria: suspendida
Casa comercial y modelo: Philips, TPS764 o similar
Lúmenes de cada luminaria: 7,875 lm.
Distancia al plano útil = 0,85 m.
Fm = 0,7
Altura de la sala (h’)= 5 m.
Altura de la luminaria al plano útil (h) = 3,32.
I) Almacén de producto terminado
a) Número de luminarias
A continuación se detallan los datos necesarios para poder calcular el
número de luminarias necesarias en esta área:
Sala E (lux) A (m) B (m) Fm K 𝝶
Almacén de
producto
terminado
500 13 10,89 0,6 1,79 0,34
Tabla 22: datos del almacén de producto terminado. Fuente: elaboración propia
Con estos datos se hallan las necesidades de iluminación:
𝜙𝑇 =500 𝑥 13 𝑥 10,89
0,34 𝑥 0,6 = 346.985,29 𝑙𝑚
Siendo las luminarias que se necesitan:

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
35
𝑁 =346.985,29 𝑙𝑚
13.100 𝑙𝑚/𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎 = 26,48 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠 ≈ 25 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠
b) Emplazamiento de las luminarias
Una vez calculado el número de luminarias, se procede a distribuirlas
sobre la planta de la sala.
Se decide colocar las luminarias con una distribución de 5 x 5. La
luminaria es intensiva, por lo que el intervalo entre luminaria y luminaria tiene
que cumplir:
𝑒 ≤ 1,5ℎ
Siendo h = 3,32
𝒆 ≤ 𝟒, 𝟗𝟖
Por lo que en el sentido longitudinal de la sala el cálculo sería:
𝑒
2+ 𝑒 + +𝑒 + 𝑒 + 𝑒 +
𝑒
2= 13
𝑒 = 2,6 → 2,6 < 4,98
Y en el sentido transversal sería:
𝑒
2+ 𝑒 + 𝑒 + 𝑒 + 𝑒 +
𝑒
2= 10,89
𝑒 = 2,18 → 2,18 < 4,98
Por lo que una disposición de 5 x 5 en esta sala cumple con la uniformidad
que necesita el área.
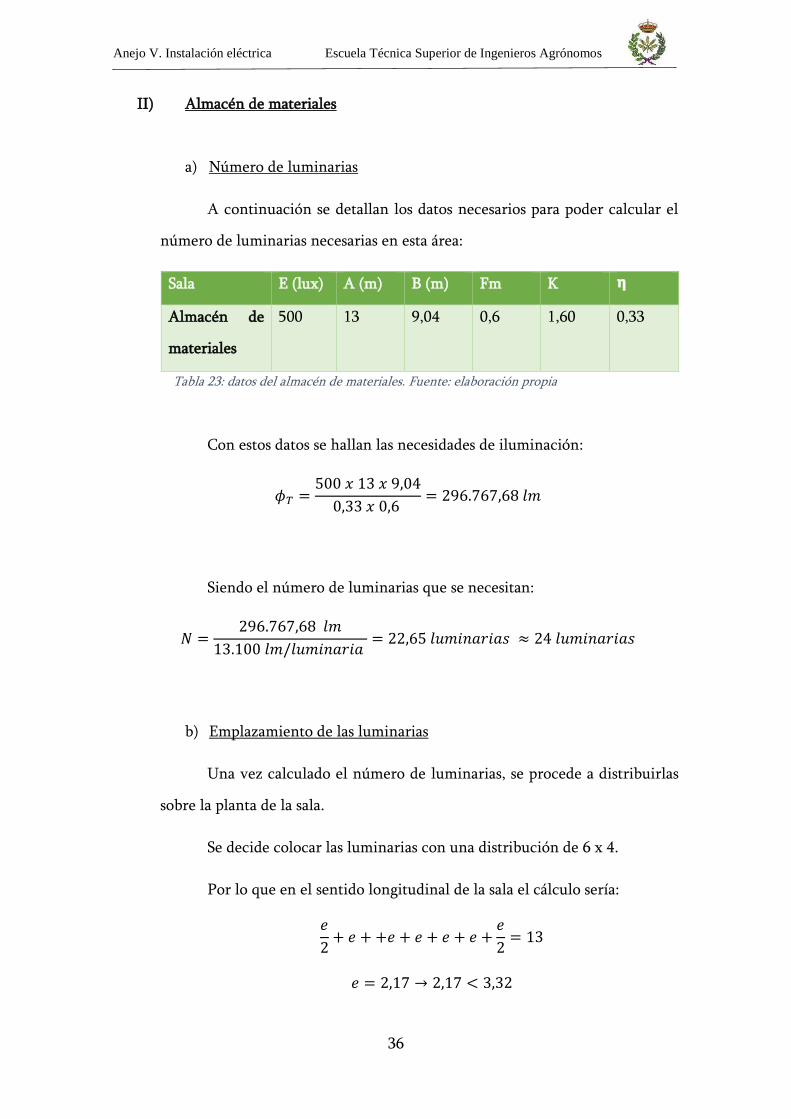
Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
36
II) Almacén de materiales
a) Número de luminarias
A continuación se detallan los datos necesarios para poder calcular el
número de luminarias necesarias en esta área:
Sala E (lux) A (m) B (m) Fm K 𝝶
Almacén de
materiales
500 13 9,04 0,6 1,60 0,33
Tabla 23: datos del almacén de materiales. Fuente: elaboración propia
Con estos datos se hallan las necesidades de iluminación:
𝜙𝑇 =500 𝑥 13 𝑥 9,04
0,33 𝑥 0,6 = 296.767,68 𝑙𝑚
Siendo el número de luminarias que se necesitan:
𝑁 =296.767,68 𝑙𝑚
13.100 𝑙𝑚/𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎 = 22,65 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠 ≈ 24 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠
b) Emplazamiento de las luminarias
Una vez calculado el número de luminarias, se procede a distribuirlas
sobre la planta de la sala.
Se decide colocar las luminarias con una distribución de 6 x 4.
Por lo que en el sentido longitudinal de la sala el cálculo sería:
𝑒
2+ 𝑒 + +𝑒 + 𝑒 + 𝑒 + 𝑒 +
𝑒
2= 13
𝑒 = 2,17 → 2,17 < 3,32
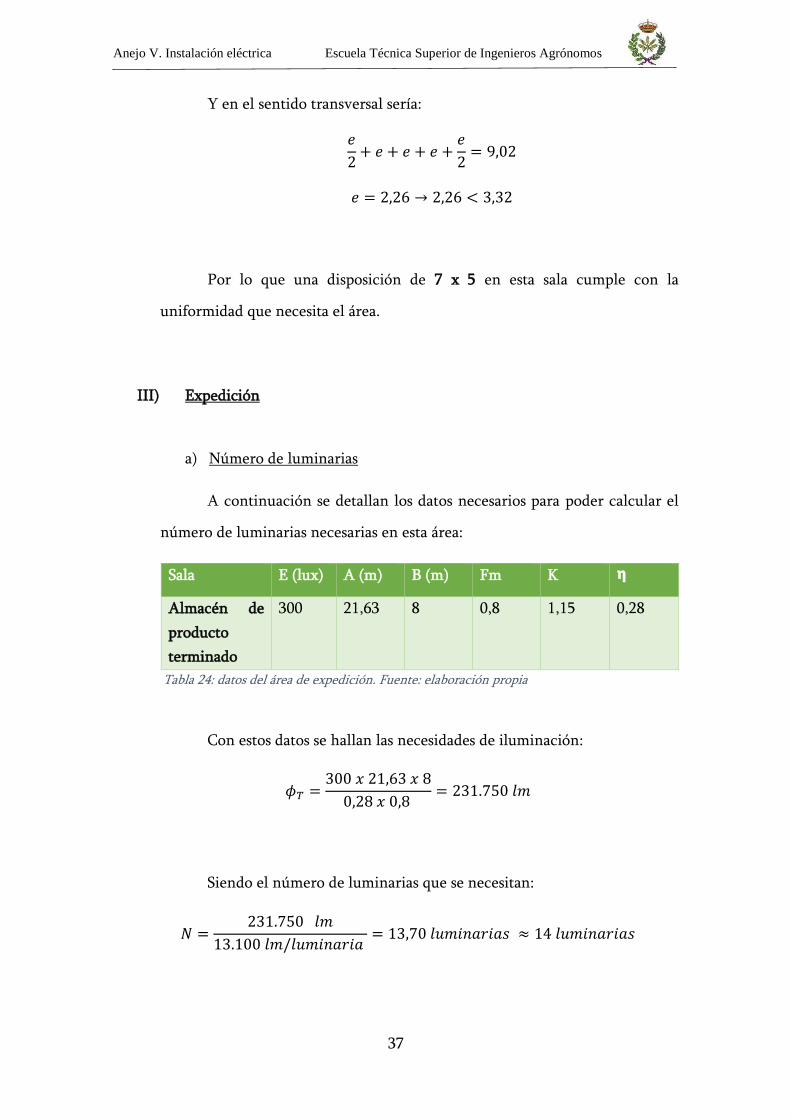
Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
37
Y en el sentido transversal sería:
𝑒
2+ 𝑒 + 𝑒 + 𝑒 +
𝑒
2= 9,02
𝑒 = 2,26 → 2,26 < 3,32
Por lo que una disposición de 7 x 5 en esta sala cumple con la
uniformidad que necesita el área.
III) Expedición
a) Número de luminarias
A continuación se detallan los datos necesarios para poder calcular el
número de luminarias necesarias en esta área:
Sala E (lux) A (m) B (m) Fm K 𝝶
Almacén de
producto
terminado
300 21,63 8 0,8 1,15 0,28
Tabla 24: datos del área de expedición. Fuente: elaboración propia
Con estos datos se hallan las necesidades de iluminación:
𝜙𝑇 =300 𝑥 21,63 𝑥 8
0,28 𝑥 0,8 = 231.750 𝑙𝑚
Siendo el número de luminarias que se necesitan:
𝑁 =231.750 𝑙𝑚
13.100 𝑙𝑚/𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎 = 13,70 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠 ≈ 14 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
38
b) Emplazamiento de las luminarias
Una vez calculado el número de luminarias, se procede a distribuirlas
sobre la planta de la sala.
Se decide colocar las luminarias con una distribución de 7 x 2.
Por lo que en el sentido longitudinal de la sala el cálculo sería:
𝑒
2+ 𝑒 + +𝑒 + 𝑒 + 𝑒 + 𝑒 + 𝑒 +
𝑒
2= 21,63
𝑒 = 3,09 → 3,09 < 4,98
Y en el sentido transversal sería:
𝑒
2+ 𝑒 +
𝑒
2= 8
𝑒 = 4 → 4 < 4,98
Por lo que una disposición de 7 x 2 en esta sala cumple con la
uniformidad que necesita el área.
IV) Sala de frío
a) Número de luminarias
A continuación se detallan los datos necesarios para poder calcular el
número de luminarias necesarias en esta área:
Sala E (lux) A (m) B (m) Fm K 𝝶
Sala de frío 200 5,74 3,36 0,7 0,42 0,13
Tabla 25: datos del área de envejecimiento en botella. Fuente: elaboración propia

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
39
Con estos datos se hallan las necesidades de iluminación:
𝜙𝑇 =200 𝑥 5,74 𝑥 3,36
0,13 𝑥 0,7 = 42.387,69 𝑙𝑚
Siendo el número de luminarias que se necesitan:
𝑁 =42.387,69 𝑙𝑚
13.100 𝑙𝑚/𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎 = 3,23 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠 ≈ 4 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠
b) Emplazamiento de las luminarias
Una vez calculado el número de luminarias, se procede a distribuirlas
sobre la planta de la sala.
Se decide colocar las luminarias con una distribución de 2 x 2.
Por lo que en el sentido longitudinal de la sala el cálculo sería:
𝑒
2+ 𝑒 +
𝑒
2= 5,74
𝑒 = 2,87 → 2,87 < 4,98
Y en el sentido transversal sería:
𝑒
2+ 𝑒 +
𝑒
2= 8
𝑒 = 1,68 → 1,68 < 4,98
Por lo que una disposición de 2 x 2 en esta sala cumple con la
uniformidad que necesita el área.

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
40
4.2.4 Resto de áreas
El resto de áreas como son el laboratorio, aseos, vestuarios y la zona de
administración tendrán las siguientes características:
Tipo de luminaria: empotrada
Casa comercial y modelo: Philips, TCS640 o similar
Lúmenes de cada luminaria: 6.600 lm.
Distancia al plano útil = 0,85 m.
Fm = 0,6 o 0,7
Altura de la sala (h’)= 3 m.
Altura de la luminaria al plano útil (h) = 1,72
I) Laboratorio
a) Número de luminarias
A continuación se detallan los datos necesarios para poder calcular el
número de luminarias necesarias en esta área:
Sala E (lux) A (m) B (m) Fm K 𝝶
Laboratorio 500 7 6,80 0,6 2 0,74
Tabla 26: datos del laboratorio. Fuente: elaboración propia
Con estos datos se hallan las necesidades de iluminación:
𝜙𝑇 =500 𝑥 7 𝑥 6,80
0,74 𝑥 0,6= 53.603,60 𝑙𝑚
Siendo las luminarias que se necesitan:
𝑁 =53.603,60 𝑙𝑚
6.600 𝑙𝑚/𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎 = 8,12 ≈ 9 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
41
b) Emplazamiento de las luminarias
Una vez calculado el número de luminarias, se procede a distribuirlas
sobre la planta de la sala.
Se decide colocar las luminarias con una distribución de 3 x 3. La
luminaria es intensiva, por lo que el intervalo entre luminaria y luminaria tiene
que cumplir:
𝑒 ≤ 1,5ℎ
Siendo h = 1,72
𝒆 ≤ 𝟐, 𝟓𝟖
Por lo que en el sentido longitudinal de la sala el cálculo sería:
𝑒
2+ 𝑒 + 𝑒 +
𝑒
2= 7
𝑒 = 2,33 → 2,33 < 2,58
Y en el sentido transversal sería:
𝑒
2+ 𝑒 + 𝑒 +
𝑒
2= 6,80
𝑒 = 2,26 → 2,26 < 2,58
Por lo que una disposición de 3 x 3 en esta sala cumple con la uniformidad
que necesita el área.

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
42
II) Aseos
a) Número de luminarias
Hay que tener en cuenta que hay dos aseos, y los cálculos se van a
realizar solo para uno de ellos, por lo que al final habrá que multiplicar el
resultado obtenido por dos.
A continuación se detallan los datos necesarios para poder calcular el
número de luminarias necesarias en esta área:
Sala E (lux) A (m) B (m) Fm K 𝝶
Aseos 300 3,6 3,39 0,7 1,02 0,58
Tabla 27: datos de los aseos. Fuente: elaboración propia
Con estos datos se hallan las necesidades de iluminación:
𝜙𝑇 =300 𝑥 3,6 𝑥 3,39
0,58 𝑥 0,7= 9.017,73 𝑙𝑚
Siendo el número de luminarias que se necesitan:
𝑁 =9.017,73 𝑙𝑚
6.600 𝑙𝑚/𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎 = 1,37 ≈ 2 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠
b) Emplazamiento de las luminarias
Una vez calculado el número de luminarias, se procede a distribuirlas
sobre la planta de la sala.
Se decide colocar las luminarias con una distribución de 2 x 1.
Por lo que en el sentido longitudinal de la sala el cálculo sería:
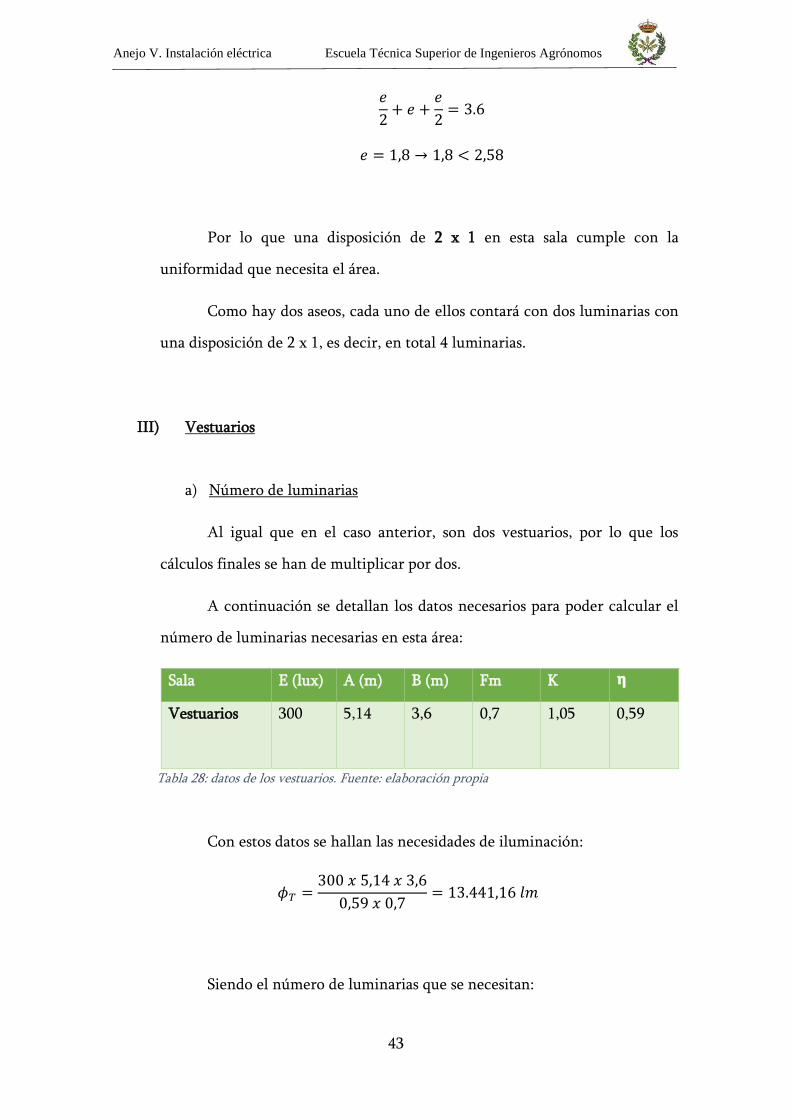
Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
43
𝑒
2+ 𝑒 +
𝑒
2= 3.6
𝑒 = 1,8 → 1,8 < 2,58
Por lo que una disposición de 2 x 1 en esta sala cumple con la
uniformidad que necesita el área.
Como hay dos aseos, cada uno de ellos contará con dos luminarias con
una disposición de 2 x 1, es decir, en total 4 luminarias.
III) Vestuarios
a) Número de luminarias
Al igual que en el caso anterior, son dos vestuarios, por lo que los
cálculos finales se han de multiplicar por dos.
A continuación se detallan los datos necesarios para poder calcular el
número de luminarias necesarias en esta área:
Sala E (lux) A (m) B (m) Fm K 𝝶
Vestuarios 300 5,14 3,6 0,7 1,05 0,59
Tabla 28: datos de los vestuarios. Fuente: elaboración propia
Con estos datos se hallan las necesidades de iluminación:
𝜙𝑇 =300 𝑥 5,14 𝑥 3,6
0,59 𝑥 0,7= 13.441,16 𝑙𝑚
Siendo el número de luminarias que se necesitan:
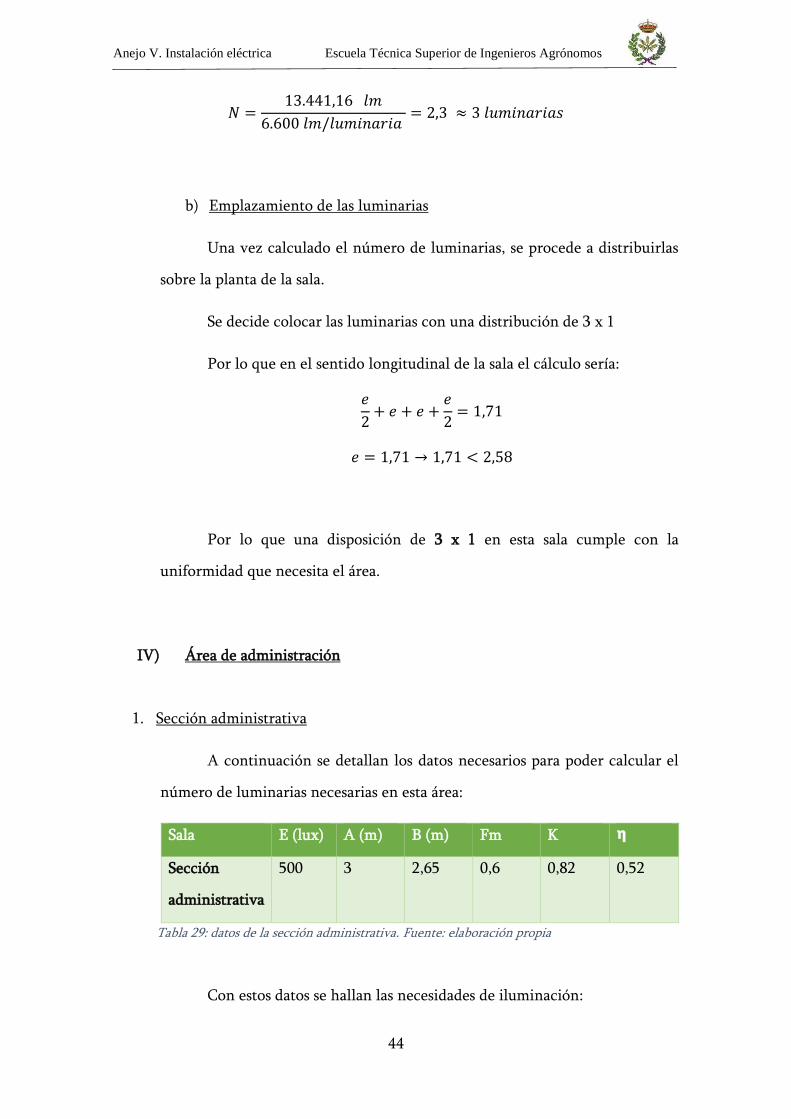
Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
44
𝑁 =13.441,16 𝑙𝑚
6.600 𝑙𝑚/𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎 = 2,3 ≈ 3 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠
b) Emplazamiento de las luminarias
Una vez calculado el número de luminarias, se procede a distribuirlas
sobre la planta de la sala.
Se decide colocar las luminarias con una distribución de 3 x 1
Por lo que en el sentido longitudinal de la sala el cálculo sería:
𝑒
2+ 𝑒 + 𝑒 +
𝑒
2= 1,71
𝑒 = 1,71 → 1,71 < 2,58
Por lo que una disposición de 3 x 1 en esta sala cumple con la
uniformidad que necesita el área.
IV) Área de administración
1. Sección administrativa
A continuación se detallan los datos necesarios para poder calcular el
número de luminarias necesarias en esta área:
Sala E (lux) A (m) B (m) Fm K 𝝶
Sección
administrativa
500 3 2,65 0,6 0,82 0,52
Tabla 29: datos de la sección administrativa. Fuente: elaboración propia
Con estos datos se hallan las necesidades de iluminación:

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
45
𝜙𝑇 =500 𝑥 3 𝑥 2,65
0,52 𝑥 0,6= 12.740,39 𝑙𝑚
Siendo el número de luminarias que se necesitan
𝑁 =12.740,39 𝑙𝑚
6.600 𝑙𝑚/𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎 = 1,93 ≈ 2 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠
Se decide colocar las luminarias con una distribución de 2 x 1.
Por lo que en el sentido longitudinal de la sala el cálculo sería:
𝑒
2+ 𝑒 +
𝑒
2= 3
𝑒 = 1,5 → 1,5 < 2,65
Por lo que una disposición de 2 x 1 en esta sala cumple con la
uniformidad que necesita el área.
2. Gerencia
A continuación se detallan los datos necesarios para poder calcular el
número de luminarias necesarias en esta área:
Sala E (lux) A (m) B (m) Fm K 𝝶
Gerencia 500 4,15 3,56 0,6 1,11 0,50
Tabla 30: datos del área de gerencia. Fuente: elaboración propia
Con estos datos se hallan las necesidades de iluminación:

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
46
𝜙𝑇 =500 𝑥 4,15 𝑥 3,56
0,50 𝑥 0,6= 24.623,33 𝑙𝑚
Siendo el número de luminarias que se necesitan
𝑁 =24.623,33 𝑙𝑚
6.600 𝑙𝑚/𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎 = 3,73 ≈ 4 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠
Se decide colocar las luminarias con una distribución de 2 x 2.
Por lo que en el sentido longitudinal de la sala el cálculo sería:
𝑒
2+ 𝑒 +
𝑒
2= 4,15
𝑒 = 2,1 → 2,1 < 2,65
Y en el sentido transversal sería:
𝑒
2+ 𝑒 +
𝑒
2= 3,56
𝑒 = 1,78 → 1,78 < 2,58
Por lo que una disposición de 2 x 1 en esta sala cumple con la
uniformidad que necesita el área.

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
47
3. Sala de catas
A continuación se detallan los datos necesarios para poder calcular el
número de luminarias necesarias en esta área:
Sala E (lux) A (m) B (m) Fm K 𝝶
Sala de catas 500 6 2,65 0,6 1,07 0,58
Tabla 31: datos de la sala de catas. Fuente: elaboración propia
Con estos datos se hallan las necesidades de iluminación:
𝜙𝑇 =500 𝑥 6 𝑥 2,65
0,58 𝑥 0,6= 22.844,83 𝑙𝑚
Siendo el número de luminarias que se necesitan
𝑁 =22.844,83 𝑙𝑚
6.600 𝑙𝑚/𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎 = 3,46 ≈ 4 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎𝑠
Se decide colocar las luminarias con una distribución de 2 x 2.
Por lo que en el sentido longitudinal de la sala el cálculo sería:
𝑒
2+ 𝑒 +
𝑒
2= 6
𝑒 = 3 → 3 > 2,65
Una disposición de 2 x 2 no cumple con la uniformidad en esta sala, por
lo que se decide poner una disposición de 4 x 1.
Por lo que en el sentido longitudinal de la sala el cálculo sería:
𝑒
2+ 𝑒 + 𝑒 + 𝑒 +
𝑒
2= 6

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
48
𝑒 = 1,5 → 1,5 < 2,65
Por lo que una disposición de 4 x 1 en esta sala cumple con la
uniformidad que necesita el área.
4. Aseos
A continuación se detallan los datos necesarios para poder calcular el
número de luminarias necesarias en esta área:
Sala E (lux) A (m) B (m) Fm K 𝝶
Aseos 300 2,65 2,5 0,7 0,75 0,50
Tabla 32: datos de los aseos. Fuente: elaboración propia
Con estos datos se hallan las necesidades de iluminación:
𝜙𝑇 =300 𝑥 2,65 𝑥 2,5
0,50 𝑥 0,7= 5.678,57 𝑙𝑚
Siendo el número de luminarias que se necesitan
𝑁 =5.678,57 𝑙𝑚
6.600 𝑙𝑚/𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎 = 0,86 ≈ 1 𝑙𝑢𝑚𝑖𝑛𝑎𝑟𝑖𝑎
Se decide colocar las luminarias con una distribución de 1 x 1. De tal
manera que la luminaria se colocará en el centro del aseo.
La tabla 33 refleja el número de luminarias de cada sala así como su
distribución:

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
49
Áreas Nº de luminarias Distribución
Recepción 25 5 x 5
Tratamiento mecánico 8 4 x 2
Fermentación 18 6 x 3
Estabilización 9 3 x 3
Envejecimiento en
madera
10 5 x 2
Embotellado 15 5 x 3
Envejecimiento en botella 10 5 x 2
Almacén de p. terminado 25 5 x 5
Almacén de materiales 24 6 x 4
Expedición 14 7 x 2
Sala de frío 4 2 x 2
Laboratorio 9 3 x 3
Aseos Mujeres 2 2 x 1
Aseos Hombres 2 2 x 1
Vestuarios Mujeres 3 3 x 1
Vestuarios Hombres 3 3 x 1
Sección administrativa 2 2 x 1
Gerencia 4 2 x 2
Sala de catas 4 4 x 1
Aseos de la zona de
oficinas
1 1 x 1
Tabla 33: nº de luminarias y distribución de cada sala de la bodega. Fuente: elaboración propia.

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
50
4.3 Procedimiento de cálculo de la sección de los conductores
La instalación destinada a abastecer el alumbrado es monofásica, con una
tensión entre fase y neutro de 230 V.
El Reglamento de Baja Tensión permite una caída de tensión máxima del 3%,
por lo que en este caso las pérdidas no pueden superar 6,9 V.
Ha de considerarse que al igual que en la instalación de fuerza, para la
instalación de alumbrado se tendrá en cuenta un coeficiente de simultaneidad de 0,8,
debido a que no todas las luces van a estar encendidas a la vez.
Se va a hallar la intensidad de las líneas en función de la potencia aparente,
mediante la siguiente formula:
𝑆 = 𝑈 𝑥 𝐼
Teniendo en cuenta que la potencia aparente ha de mayorarse con un
coeficiente de 1,8 por tratarse de lámparas de descarga, siendo:
𝑆 = 1,8 𝑥 𝑃
Además se aplica un coeficiente de corrección para la temperatura, ya que la
temperatura de la bodega oscilará los 18 ⁰C, siendo el factor que se aplique de 1,24
según la ITC-BT-07 del Reglamento Electrotécnico para Baja Tensión.

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
51
4.3.1 Línea A
La línea A esta formada por los siguientes departamentos:
- Recepción
- Tratamiento mecánico.
- Fermentación y maceración
- Estabilización
- Sala de frío
En la tabla 34 se reflejan las características de la línea A
Por lo que la potencia aparente será:
𝑆 = 1,8 𝑥 10.666 = 19.198,8 𝑉𝐴𝑟
Siendo la intensidad:
𝑆 = 𝑈 𝑥 𝐼
𝐼 = 83,47 𝐴
Aplicando el coeficiente de corrección de la temperatura, la intensidad
final de la línea será de 103,50 A.
Departamento Luminarias Potencia (W)
Recepción 25 4.300
Tratamiento
mecánico
8 1.376
Fermentación 18 3.086
Estabilización 9 1.548
Sala de frío 4 356
TOTAL 64 10.666
Tabla 34: necesidades de iluminación de la línea A. Fuente: elaboración propia.
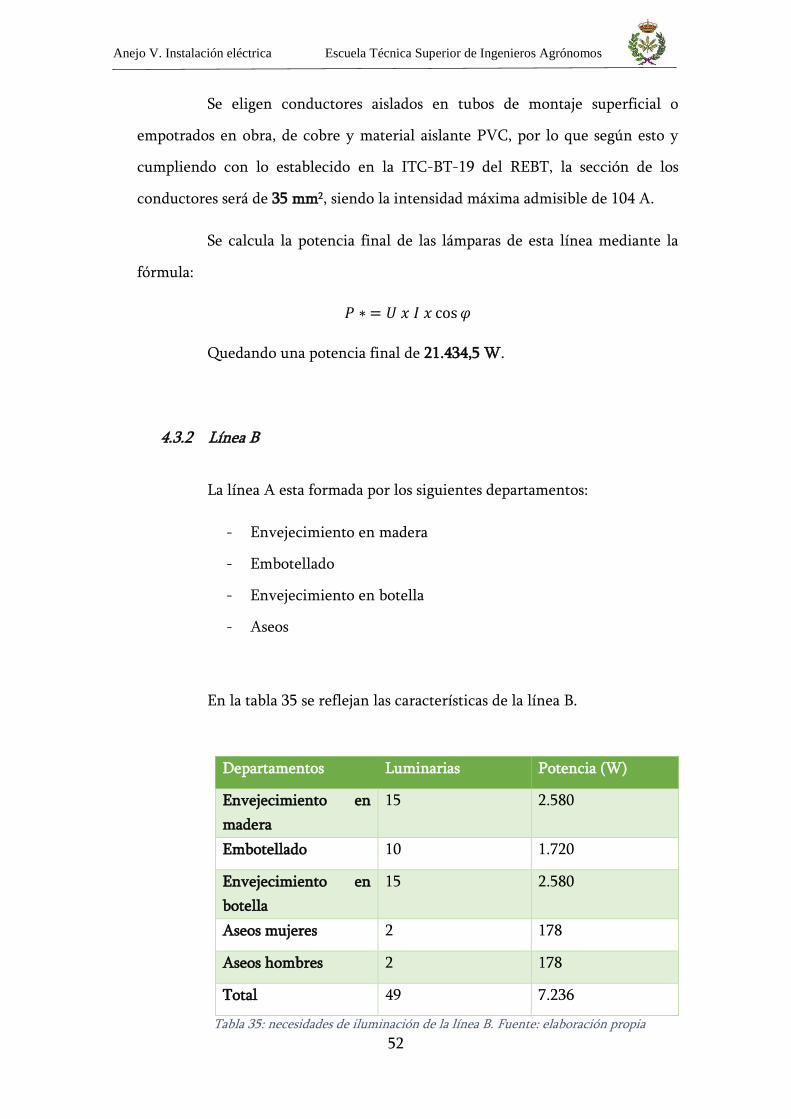
Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
52
Se eligen conductores aislados en tubos de montaje superficial o
empotrados en obra, de cobre y material aislante PVC, por lo que según esto y
cumpliendo con lo establecido en la ITC-BT-19 del REBT, la sección de los
conductores será de 35 mm2, siendo la intensidad máxima admisible de 104 A.
Se calcula la potencia final de las lámparas de esta línea mediante la
fórmula:
𝑃 ∗ = 𝑈 𝑥 𝐼 𝑥 cos 𝜑
Quedando una potencia final de 21.434,5 W.
4.3.2 Línea B
La línea A esta formada por los siguientes departamentos:
- Envejecimiento en madera
- Embotellado
- Envejecimiento en botella
- Aseos
En la tabla 35 se reflejan las características de la línea B.
Departamentos Luminarias Potencia (W)
Envejecimiento en
madera
15 2.580
Embotellado 10 1.720
Envejecimiento en
botella
15 2.580
Aseos mujeres 2 178
Aseos hombres 2 178
Total 49 7.236
Tabla 35: necesidades de iluminación de la línea B. Fuente: elaboración propia

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
53
Por lo que la potencia aparente será:
𝑆 = 1,8 𝑥 7.236 = 13.024,8 𝑉𝐴𝑟
Siendo la intensidad:
𝑆 = 𝑈 𝑥 𝐼
𝐼 = 56,63 𝐴
Aplicando el coeficiente de corrección de la temperatura, la intensidad
final de la línea será de 70,22 A.
Se eligen los mismos conductores, siendo la sección de los conductores
será de 25 mm2, siendo la intensidad máxima admisible de 84 A.
4.3.3 Línea C
La línea C esta formada por los siguientes departamentos:
- Laboratorio
- Vestuarios
- Sección administrativa.
- Gerencia
- Sala de catas
- Aseos de la zona de administración.
En la tabla 35 se reflejan las características de la línea C.

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
54
Departamentos Luminarias Potencia (W)
Laboratorio 9 801
Vestuarios Mujeres 3 267
Vestuarios Hombres 3 267
Sección administrativa 2 178
Gerencia 4 356
Sala de catas 4 356
Aseos de la zona de
oficinas
1 89
TOTAL 26 2.314
Tabla 36: necesidades de iluminación de la línea C. Fuente: elaboración propia
Por lo que la potencia aparente será:
𝑆 = 1,8 𝑥 2.314 = 4.165,2 𝑉𝐴𝑟
Siendo la intensidad:
𝑆 = 𝑈 𝑥 𝐼
𝐼 = 18,11 𝐴
Aplicando el coeficiente de corrección de la temperatura, la intensidad
final de la línea será de 22,46 A.
Se eligen los mismos conductores, siendo la sección de los conductores
será de 4 mm2, siendo la intensidad máxima admisible de 27 A.
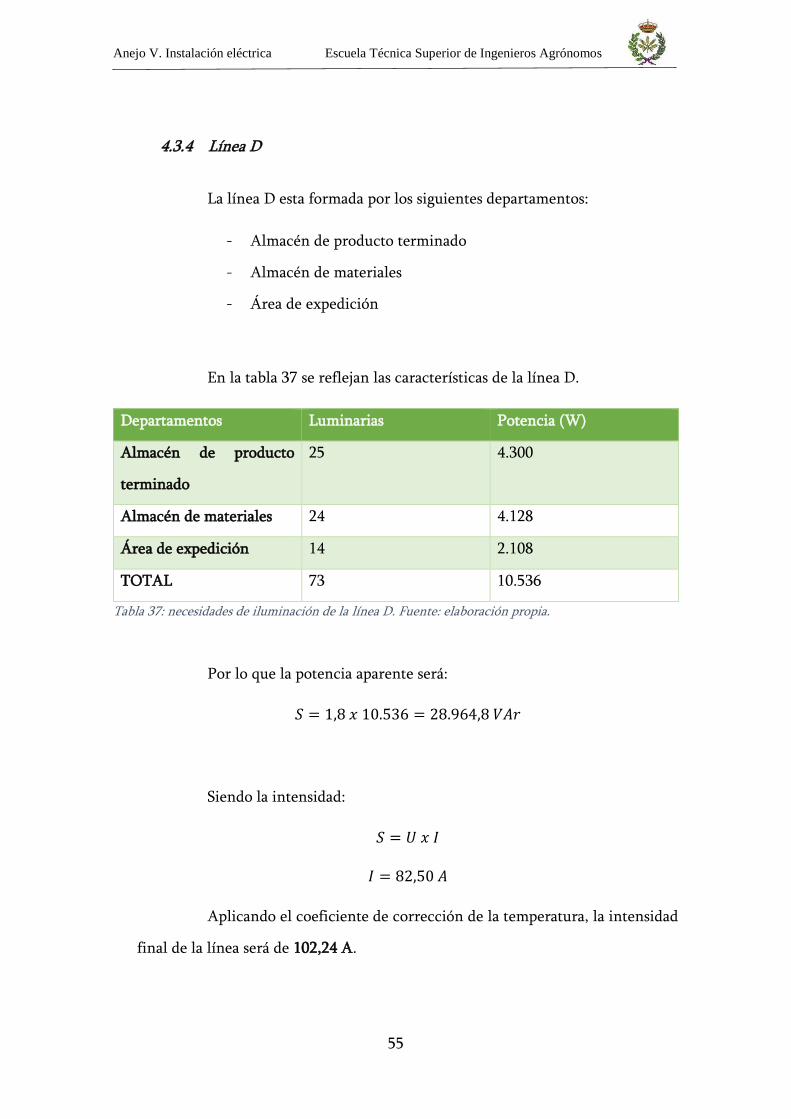
Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
55
4.3.4 Línea D
La línea D esta formada por los siguientes departamentos:
- Almacén de producto terminado
- Almacén de materiales
- Área de expedición
En la tabla 37 se reflejan las características de la línea D.
Departamentos Luminarias Potencia (W)
Almacén de producto
terminado
25 4.300
Almacén de materiales 24 4.128
Área de expedición 14 2.108
TOTAL 73 10.536
Tabla 37: necesidades de iluminación de la línea D. Fuente: elaboración propia.
Por lo que la potencia aparente será:
𝑆 = 1,8 𝑥 10.536 = 28.964,8 𝑉𝐴𝑟
Siendo la intensidad:
𝑆 = 𝑈 𝑥 𝐼
𝐼 = 82,50 𝐴
Aplicando el coeficiente de corrección de la temperatura, la intensidad
final de la línea será de 102,24 A.

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
56
Se eligen los mismos conductores, siendo la sección de los conductores
será de 35 mm2, siendo la intensidad máxima admisible de 104 A.
4.3.5 Pasillos
Los pasillos van a llevar una luminaria de 10 W cada 2/3 metros.
La tabla 38 refleja todas las líneas de alumbrado con sus respectivas
características (ver plano nº 3):
Línea Nº
luminarias
Potencia (W) Potencia
(W*)
Intensidad
(A)
Superficie
conductor
fase (mm2)
Superficie
conductor
neutro (mm2)
A 64 10.666 8.532,8 103,5 35 16
B 49 7.236 5.788,8 70,22 25 16
C 26 2.314 1.851,2 22,46 4 4
D 63 10.536 8.428,8 102,24 35 16
Pasillos 35 350 360
TOTAL 237 31.102 24.961.6
Tabla 38: características de las líneas de la bodega

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
57
5. Acometida
Se trata del conductor que va desde el centro de transformación hasta el cuadro
general de distribución.
La potencia total de la instalación será la suma de la instalación de fuerza y de
la línea de alumbrado:
𝑃 = 158.660 + 24.961,6 = 183.621,6 𝑊
La intensidad de corriente que va a circular por esta línea es de:
𝐼𝐴𝐶𝑂𝑀𝐸𝑇𝐼𝐷𝐴 =183.621,6 𝑥 0,8
√3 𝑥 0,85 𝑥 0,9 𝑥 400= 277,16 𝐴
Teniendo en cuenta que la instalación va a ser subterránea y que el aislamiento
será de PVC, según lo estipulado en la ITC-BT-07 del REBT, la sección nominal para
la acometida será de 150 mm2.
Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
58
6. Necesidades de la instalación de alumbrado de emergencia.
Se trata del alumbrado que debe permitir, en caso de fallo del alumbrado general,
la evacuación segura y fácil de las personas que ocupan la bodega hacia el exterior. Las
condiciones que deben cumplir la instalación se establecen según el Reglamento
Electrotécnico de Baja Tensión.
Este sistema estará provisto de fuente propia de energía y debe entrar
automáticamente en funcionamiento al producirse un fallo de alimentación en la
instalación de alumbrado normal, en zonas como pasillos y recorridos de evacuación.
Como fallo de alimentación se entiende el descenso de la tensión de alimentación
por debajo del 70% de su valor nominal.
El alumbrado tendrá como mínimo 0,5 W/m2 de la superficie de la bodega, por lo
tanto:
𝑃 = 0,5 𝑥 1.598,7 = 799,35 𝑊
El tipo de luminarias de emergencia a instalar en la bodega son las siguientes:
- Aparatos autónomos de alumbrado de emergencia no
permanentes con señalización modelo URA21, con lámpara de
emergencia incandescente; grado de protección IP 42, flujo
luminoso 210 lm, superficie que cubre 40 m2. Funcionamiento no
permanente, autonomía superior a 1 hora, batería Ni-Cd alta
temperatura, según Norma UNE 60 598.2.22, UNE 20 062-93
(inc.) y NBE-CPI 96, con marca de calidad N. Alimentación 230V
50/60Hz. Componentes certificados, materiales resistentes al
calor y al fuego. Apto para montaje en superficies inflamables.

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
59
Bornas de telemando protegidas contra conexión accidental a 230
V.
Estas luces de emergencia se instalarán a una altura de 2 m a lo largo de
todos los departamentos de la bodega.
Las potencia de las lámparas será de 9 W, alimentadas por fuentes propias
de energía, es decir por baterías acumuladoras de la misma potencia. El circuito
tiene una canalización independiente del resto de la iluminación desde el cuadro
de distribución más cercano por medio de un conductor bipolar de sección 2 x 0,5
mm2 y un interruptor automático de 10 A.
El número de luminarias a instalar será de:
𝑁 =799,35
9= 88,91 ≈ 89 𝑙á𝑚𝑝𝑎𝑟𝑎𝑠 𝑑𝑒 𝑒𝑚𝑒𝑟𝑔𝑒𝑛𝑐𝑖𝑎.
Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
60
7. Puesta a tierra
Esta red tiene por objeto poner en contacto mediante un punto las distintas masas
metálicas de la instalación con la tierra, con el fin de que no exista n diferencias de
potencial peligrosas entre los distintos elementos de la instalación.
El objetivo primordial de la puesta a tierra en una edificación es el de la protección
de los circuitos eléctricos y de los usuarios de estos circuitos, es decir limitar la tensión
que con respecto a tierra pueden presentar en un momento dado las masa metálicas,
asegurar la actuación de las protecciones y eliminar o disminuir el riesgo que supone una
avería en el material utilizado.
Para llevar a cabo esta misión, se instalará un conductor de cobre desnudo de 35
mm2 de sección nominal. El cable conductor deberá estar en contacto con el terreno y a
una profundidad no menor de 80 cm a partir de la última solera transitable.

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
61
8. Centro de transformación
El REBT especifica que para instalaciones con una potencia nominal superior a los
50 kW ha de colocarse un centro de transformación propio.
Como la potencia total de la instalación son 183.339,2 W, es por lo tanto necesario
instalar uno de estos centros en la bodega.
El centro de transformación a instalar será de 400 kVA, e irá alojado en una caseta
de fácil acceso de dimensiones 5 x 5 x 2 m.

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
62
9. Potencia contratada
Debido al carácter estacional de alguna de las actividades realizadas en la bodega,
la potencia a contratar se va a rebajar utilizando un coeficiente de simultaneidad de
0,9.
Por lo tanto, la potencia contratada será:
𝑃𝐶𝑂𝑁𝑇𝑅𝐴𝑇𝐴𝐷𝐴 = 183.621,6 𝑥 0,9 = 𝟏𝟔𝟓, 𝟐𝟓𝟗 𝒌𝑾

Anejo V. Instalación eléctrica Escuela Técnica Superior de Ingenieros Agrónomos
63
10. Documentación empleada
- Reglamento Electrotécnico de Baja Tensión e Instrucciones
Técnicas Complementarias.
- Norma UNE 12464_1
- Código Técnico de la Edificación
- Catálogos de luminarias de la casa Philips.
- Apuntes de la Asignatura “Instalaciones Eléctricas de Baja
Tensión” impartida por la profesora Alicia Perdigones Borderias

PLANOS