universidad de guayaquil facultad de ingenierÍa...
TRANSCRIPT
UNIVERSIDAD DE GUAYAQUILFACULTAD DE INGENIERÍA INDUSTRIALDEPARTAMENTO ACADÉMICO DE GRADUACIÓN
TRABAJO DE TITULACIÓNPREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO TELEINFORMÁTICA
ÁREASISTEMAS PRODUCTIVOS
TEMA:“SISTEMA DE AUTOMATIZACIÓN CON EL USO DE
PLC Y MICROCONTROLADORES PARA LAEFICIENCIA DE LA PRODUCCIÓN DE PASTAS
CORTAS (FIDEO SOPA) EN LA EMPRESA RICCAPASTA”
AUTORAGUIRRE ZAVALA VÍCTOR HUGO
DIRECTOR DEL TRABAJOING.SIST. PINCAY BOHÓRQUEZ FREDDY
2015

ii
“La responsabilidad de los hechos, ideas y doctrinas expuestos en
esta Tesis corresponden exclusivamente al autor”.
………………………………….……………
Aguirre Zavala Víctor Hugo
C. I. No. 091933832-7

iii
AGRADECIMIENTO
Agradezco primeramente a Dios, a mis padres y hermano, que
durante mi carrera académica han sido un pilar muy importante, ya que
han estado siempre en los momentos emotivos, en los buenos y malos
momentos, por ellos, espero seguir cosechando muchos éxitos en mi vida
personal y profesional.
Agradezco a aquellas personas que fueron muy importantes en mi
crecimiento personal, brindándome sanos consejos para practicarlos en mi
vida personal, académica y profesional.
iv
DEDICATORIA
El presente trabajo investigativo está dedicado a mis padres quienes
me han dado su apoyo y ayuda incondicionalmente en todo momento, a
mis familiares que han sido quienes me han dado la fuerza moral para
lograr mi principal objetivo, para obtener el título de Ingeniero
Teleinformática.
v
AUTOR: AGUIRRE ZAVALA VÍCTOR HUGOTEMA: SISTEMA DE AUTOMATIZACIÓN CON EL USO DE PLC Y
MICROCONTROLADORES PARA LA EFICIENCIA DE LAPRODUCCIÓN DE PASTAS CORTAS (FIDEO SOPA) ENLA EMPRESA RICCA PASTA.
DIRECTOR: ING.SIST. PINCAY BOHÓRQUEZ FREDDY
RESUMEN
El objetivo de la presente tesis es: diseñar un sistema automatizacióncon el uso de PLC y microcontroladores para la eficiencia de la producciónde pastas cortas (fideo sopa) en la empresa Ricca Pasta. Paradiagnosticar la situación actual de la empresa, se analizó la manufacturade pastas cortas con el uso de flujogramas de procesos, cálculo de laeficiencia, identificando que las causas principales de la problemática enestudio referido al tiempo improductivo y reproceso, de acuerdo a laaplicación de los diagramas de Ishikawa y de Pareto, lo constituye enprimer lugar la falta de un dispositivo automatizado de control para elcorrecto funcionamiento de la prensa No. 2, además que la defectuosidadque es ocasionada porque el fideo frágil tiene un indicador dehomogeneidad mayor al 40% y el fideo duro causado porque la humedaddel producto semielaborado es superior al 10%, situación conflictiva quegenera una pérdida anual igual a $6.986,48. La propuesta para enfrentarestas disconformidades en la planta de la compañía, están vinculadas a lainstalación de un sistema de control con PLC para la prensa No. 2, demodo que se reduzca el tiempo improductivo en el cambio de moldes,además de disminuir el porcentaje de producto defectuoso, estrategia queimpactará en un incremento de 14,50% de la eficiencia de la producción,desde 76% hasta 90,50%. El monto de la inversión inicial asciende a$6.990,00 de los cuales la inversión fija asciende a $3.384,00 (62,78%),mientras que los costos de operación corresponden a $2.006,00 (37,22%),recuperándose la inversión inicial en un año, generando una tasa TIR de139,08%, un VAN igual a $16.232,30, un coeficiente beneficio costo igual a4,80, indicadores que evidencian que la alternativa escogida es factible yconviene su implementación en la planta.
PALABRAS CLAVES: Microcontroladores, Automatización, Plc, CORTASEficiencia, Producción ,Pastas.
AGUIRRE ZAVALA VÍCTOR HUG ING.SIST. PINCAY BOHÓRQUEZ FREDDYC.I. 0919338327 Director

vi
AUTHOR: AGUIRRE ZAVALA VÍCTOR HUGOSUBJECT: AUTOMATION SYSTEM USING MICROCONTROLLERS
PLC AND EFFICIENCY FOR PRODUCING SHORT PASTA(NOODLE SOUP) IN RICCA COMPANY PASTA.
DIRECTOR: SIST.ENG. PINCAY BOHÓRQUEZ FREDDY MG.
ABSTRACT
The objective of this thesis is: design a system automation using PLCand microcontrollers for efficient production of short pasta (noodle soup) inthe company Ricca Pasta. To diagnose the current situation of thecompany, the manufacture of short pasta with the use of flowcharts ofprocesses, efficiency calculation was analyzed, identifying the main causesof the problem under study referred to downtime and rework, according tothe applying Ishikawa diagrams and Pareto first constitutes the lack of anautomated control device to correct operation of the press # 2, in additionto the defect that is caused because the fragile noodle has an uniformityindicator and greater than 40%, because the hard noodle causedsemifinished product moisture that exceeds 10%, generating a conflictsituation equal to $ 6986.48 annual loss. The proposal to address thesedisagreements on the ground of the company, are linked to the installationof a control system with PLC for press No. 2, so that downtime is reducedby changing molds, besides reducing the percentage of defective productstrategy impact on a 14.50% increase in the production efficiency from76% to 90.50%. The amount of the initial investment amounts to $ 5,390.00of which fixed investment amounts to $ 3,384.00 (62.78%), while operatingcosts correspond to $ 2,006.00 (37.22%), recovering investment starting ina year, generating an IRR rate of 139.08%, a NPV equal to $16,232.30, abenefit-cost ratio equal to 4.80, indicators show that the chosen alternativeis feasible and appropriate implementation in plant.
KEYWORDS: Automation, Plc, Microcontrollers, Efficiency,Production Of Short Pasta.
AGUIRRE ZAVALA VÍCTOR HUGO SIST.ENG. PINCAY BOHÓRQUEZ FREDDYC.C.0919338327 DIRECTOR

vii
INDICE GENERAL
Descripción Pág.Prólogo 1
CAPÍTULO I
INTRODUCCIÓN
No. Descripción Pág.1.1 Tema 3
1.2 Problema 3
1.3 Campo de acción 4
1.4 Antecedente 4
1.5 Justificativos 7
1.6 Alcance 8
1.7 Objetivos 8
1.7.1 Objetivos general 8
1.7.2 Objetivo específico 8
1.8 Metodología y técnicas de investigación 9
1.8.1 Tipos de investigación 9
1.8.2 Tipos de métodos 9
1.8.3 Técnicas e instrumentos de recolección de datos 9
CAPÍTULO II
MARCO TEÓRICO
No. Descripción Pág.2.1 Marco teórico 11
2.1.1 Fundamento conceptual 11

viii
No. Descripción Pág.2.1.1.1 Diagrama de proceso 11
2.1.1.2 Diagrama de Ishikawa 12
2.1.1.3 Diagrama de Pareto 13
2.1.1.4 Teoría de decisiones 14
2.1.1.5 PLC Controlador Lógico Programable 15
2.1.1.6 Componentes de los PLC 16
2.1.1.7 Bloques de entrada y de salida 17
2.1.2 Fundamento histórico 17
2.1.3 Fundamento ambiental 18
2.1.4 Fundamento legal 18
2.1.5 Fundamento referencial 19
2.2 Recursos productivos 20
2.2.1 Abastecimiento (Materiales) 20
2.2.2 Recurso humano 21
2.2.3 Recurso tecnológico (Maquinarias) 23
2.3 Proceso productivo 24
2.3.1 Método actual de trabajo 27
2.3.2 Análisis del recorrido 28
2.3.3 Distribución de la planta 28
2.3.4 Planificación de la producción 28
2.3.5 Logística 29
2.3.6 Mercado 29
CAPÍTULO III
PRESENTACIÓN DE LA PROPUESTA
No. Descripción Pág.3.1 Registro de problemas 33
3.1.1
Registro del problema: Daños de los equipos de la
producción 33
ix
No. Descripción Pág.3.1.2 Registro del problema: Ausentismo 36
3.1.3 Registro del problema: Ausencia de suministro
eléctrico 38
3.1.4 Registro del problema: Defectos de calidad en las
pastas cortas 39
3.1.5 Resumen del registro de los problemas. 41
3.2 Análisis de la eficiencia 41
3.3 Análisis FODA 43
3.4
Análisis de datos e identificación de problemas
(Diagramas Causa – Efecto o Ishikawa y de Pareto) 44
3.5 Impacto económico de problemas 49
3.5 Diagnóstico 50
CAPÍTULO IV
PRESENTACIÓN DE LA PROPUESTA
No. Descripción Pág.4.1 Planteamiento de las alternativas de solución 52
4.1.1 Alternativas de solución para el problema “daños en
las maquinarias” y “producto defectuoso” 53
4.2 Descripción de alternativas de solución para el
problema “daños en las maquinarias” y “productos
defectuosos” 54
4.2.1 Alternativa de Solución “A”: “Instalación de un Sistema
de Control PLC” 54
4.2.2 Alternativa de Solución “B”: “Reparación de la máquina
prensa No. 2” 58
4.2.3 Evaluación y Selección de la Alternativa más
conveniente: Análisis comparativo 59
4.2.4 Actividades complementarias 60

x
No. Descripción Pág.4.3 Aporte e incidencia de la propuesta en el desarrollo de
las actividades de la empresa 61
4.4 Plan de inversión y financiamiento 61
4.4.1 Inversión inicial requerida 62
4.4.2 Costos de operación 62
4.4.3 Inversión total 63
4.4.4 Financiamiento de la propuesta 63
4.4.5 Amortización del crédito 64
4.5 Evaluación financiera (Coeficiente beneficio/costo,
TIR, VAN, Periodo de recuperación del capital)
65
4.5.1 Tasa Interna de Retorno 66
4.5.2 Valor Actual Neto 68
4.5.3 Periodo de recuperación del capital 68
4.5.4 Coeficiente beneficio / costo 70
4.5.5 Resultados de la evaluación económica y financiera 70
4.6 Planificación y cronograma de implementación 71
4.7 Conclusiones y Recomendaciones 71
4.7.1 Conclusiones 71
4.7.2 Recomendaciones 73
GLOSARIO DE TÉRMINOS. 74
ANEXOS. 75
BIBLIOGRAFÍA. 86
xi
ÍNDICE DE CUADROS
No. Descripción Pág.1 Clasificación de la gama de fideos 6
2 Materiales 21
3 Organización del recurso humano por áreas de planta 22
4 Maquinarias y equipos 24
5 Proporción de ingredientes 25
6 Participación en el mercado. Fideos tallarín 30
7 Participación en el mercado. Fideos para sopa 31
8 Frecuencia del problema daños en la prensa no. 1. 34
9 Frecuencia del problema daños en la prensa no. 2. 35
10 Frecuencia del ausentismo del personal 37
11 Registro de defectos de pasta corta.
Quintales de fideos sopa 40
12 Resumen de problemas 41
13 Análisis de tiempos improductivos 47
14 Análisis de defectuosidad en la planta 48
15 Alternativas de solución a los problemas identificados en el
análisis 53
16 Características técnicas del sistema de control con PLC 56
17 Costo de inversión en la alternativa “A”: “sistema de control
PLC”. 58
18 Costo de reparación de la prensa no. 2 59
19 Análisis comparativo de las alternativas de solución 59
20 Ventajas de instalar el sistema de control con PLC y
desventajas de reparar la prensa no. 2. 60
21 Inversión inicial requerida 62
22 Costos de operación 63
23 Inversión total 63
24 Datos del crédito financiero 64
xii
No. Descripción Pág.25 Amortización del crédito financiero 65
26 Costos por intereses del crédito financiero 65
27 Balance económico de flujo de caja 66
28 Determinación de la tasa interna de retorno (TIR) 67
29 Cálculo del valor actual neto (VAN). 68
30 Cálculo del periodo de recuperación del capital 69
31 Resumen de indicadores financieros 70
xiii
ÍNDICE DE GRÁFICOS
No. Descripción Pág.1 Esquema de la pantalla principal del PLC 16
2 Participación en el mercado. Fideos tallarín 31
3 Participación en el mercado. Fideos para sopa 32
4 Diagrama de Ishikawa 46
5 Diagrama de Pareto del tiempo improductivo 47
6 Diagrama de Pareto de la defectuosidad en la planta 48
xiv
ÍNDICE DE ANEXOS
No. Descripción Pág.1 Ubicación geográfica de PASTIFICIO RICCA pasta 76
2 Estructura orgánica de PASTIFICIO RICCA pasta 77
3 Diagrama de procesos 78
4 Distribución de planta 79
5 Matriz Foda 80
6 Diagrama de escalera del diseño utilizado 81
7 Diagrama del diseño utilizado en lenguaje FUP 82
8 Diagrama de ubicación de conexión prensa COMAND 83
9 Factura del sistema de control PLC 84
10 Diagrama de Gantt 85
Prólogo 1
PRÓLOGO
Los controladores lógicos programables, denominados también por
sus siglas en inglés PLC, son dispositivos digitales que han sido de gran
utilidad en el incremento de la capacidad de respuesta y disminución del
tiempo de los procesos productivos, por ello su mayor aplicación se
encuentra en el sector industrial, que los emplea para conseguir el
propósito del mejoramiento de la eficiencia.
Por ello se llevó a cabo la presente investigación que tiene como
objetivo diseñar un sistema automatizado con el uso de PLC y
microcontroladores para mejorar la eficiencia de la producción de pastas
cortas (fideo sopa) en la empresa Ricca Pasta.
Para lograr este objetivo se procedió a la elaboración de los capítulos
de la presente investigación, constando inicialmente la descripción de la
problemática del estudio, la identificación de los antecedentes de Ricca
Pasta, así como la formulación de los objetivos y justificativos del mismo.
En el primer capítulo se expuso el marco teórico donde se
conceptualizaron los PLC, indicando el estado del arte y las
fundamentaciones referenciales y legales.
En el segundo capítulo se abordaron los aspectos metodológicos
concernientes a los métodos y técnicas de Ingeniería que fueron utilizados
paras el diagnóstico del problema, como fue el caso del diagrama de
Ishikawa y de Pareto.
En el tercer capítulo se elaboró la propuesta para mejorar la
eficiencia de la empresa, culminado la investigación con el glosario, los
anexos y la bibliografía.

Introducción 2
CAPÍTULO I
INTRODUCCIÓN
La empresa Ricca Pasta es una pequeña empresa que nació del
emprendimiento de la familia Aguirre Zavala, cuya principal actividad es la
producción de fideos de sopa y de tallarín. Los requerimientos de la planta
generaron que se lleve a cabo este trabajo de titulación cuyo objetivo fue
diseñar un sistema automatizado con el uso de PLC y microcontroladores
para la eficiencia en la producción de pastas cortas (fideo de sopa) en la
empresa Rica Pasta.
La importancia del presente trabajo de titulación radica en que la
innovación tecnológica puede mejorar la eficiencia de la planta de
producción, en este caso de la manufactura de fideos pasta corta , que a
su vez puede impactar de manera positiva en la satisfacción del cliente y
en la rentabilidad de la empresa.
Se ha estructurado en el contenido del presente trabajo de titulación
en tres capítulos como lo estipula la normativa de la Facultad de Ingeniería
Industrial de este establecimiento universitario. El primer capítulo hizo
referencia al marco de teorías generales, donde describimos los
principales aspectos de producción de la planta de fideos. El segundo
capítulo se refiere a la aplicación de los métodos de ingeniería para el
diagnóstico de la situación actual de la empresa, en lo relacionado a la
gestión de la producción. El tercer capítulo concierne a la elaboración de la
propuesta de instalar un dispositivo de control automatizado con PLC,
alcanzando el objetivo de incrementar la eficiencia en la cual se realiza la
evaluación financiera de la misma y se determina su factibilidad, para
culminar con la descripción de las conclusiones, recomendaciones,
bibliografía.

Introducción 3
1.1. Tema
Sistema de automatización con el uso de PLC y microcontroladores
para la eficiencia de la producción de pastas cortas (fideo sopa) en la
empresa Ricca Pasta.
1.2. Problema
La evolución tecnológica es uno de los factores claves en el actual
mundo globalizado, donde los constantes cambios de la tecnología deben
ser percibidos y aprovechados por los líderes empresariales, para
mantenerse competitivos en el mercado, donde la rivalidad es muy grande.
Por esta razón, las empresas catalogadas como Pequeña Industria,
como es el caso de Pastificio Ricca Pasta, no pueden quedar al margen
del avance vertiginoso de la tecnología, sino que deben acoger sus
beneficios. Algunas organizaciones clasificadas como Mediana y Gran
Empresa, disponen de procesos automatizados, que reducen costos de
producción, incrementando sus niveles de productividad, por consiguiente,
son más competitivas en el mercado.
Ricca Pasta, tiene la misión de rivalizar en el mercado, con
compañías de mayor tamaño, que distribuyen sus productos a nivel
nacional, por esta razón para que la empresa pueda seguir compitiendo
es indispensable la automatización de sus procesos operativos y
administrativos.
Las limitaciones tecnológicas en la planta de Ricca Pasta, constituyen
el principal problema que será el tema a tratar, durante el análisis de la
presente tesis de grado, porque la falta de enlace entre las áreas
administrativas y productivas genera atrasos, lo que afecta directamente a
los consumidores finales, que son el último eslabón de la cadena de
abastecimiento.
Introducción 4
Las causas de estas limitaciones se deben a que algunos equipos
importantes de la planta como las prensas y las envasadoras de tolvas, no
tienen dispositivos automatizados, lo que repercuta en que la capacidad
instalada no pueda ser utilizada eficientemente, siendo esta situación
conflictiva más palpable durante las reprogramaciones de la producción,
donde se genera mayor tiempo improductivo.
Precisamente, las consecuencias del tiempo improductivo también generan
que no se pueda ocupar la capacidad de la planta, repercutiendo en una baja
eficiencia y afectando la competitividad de la compañía.
1.3. Campo de acción
La presente investigación está delimitada en la parte electrónica de la
carrera, donde utilizaremos la parte de automatismo mediante
controladores lógicos programables.
1.4. Antecedentes
Pastificio Ricca Pasta es una empresa dedicada a la producción de
una variada gama de fideos, ubicada en el norte de la ciudad de
Guayaquil, que funciona en el mercado local y nacional desde el año 1986,
está en la búsqueda de mejorar su recursos tecnológico, para poder
ofrecer un producto de mayor calidad a sus clientes, reduciendo los
tiempos de entrega de productos en el mercado y optimizando el proceso
productivo.
Organización de la empresa. – Pastificio Ricca Pasta es una
empresa catalogada como Pequeña Industria, que cuenta con 20
trabajadores, distribuidos en las áreas administrativas, operativas y de
logística, que utiliza maquinaria con tecnología semiautomática durante la
realización de algunos procesos productivos y se vale de la operación
manual para la ejecución de otros procedimientos, entre los que se cita, el
estibado de las cajas de producto terminado, por ejemplo.

Introducción 5
Las áreas operativas y administrativas no están enlazadas
adecuadamente, debido a que la empresa no dispone de un sistema
tecnológico que permita dinamizar la información, para que la toma de
decisiones, por parte de la Dirección, sea ágil, oportuna y eficientes, en
temas referentes a la cadena de abastecimiento y a la satisfacción de las
necesidades del mercado.
Ubicación de la empresa. – Ricca Pasta está localizada en la
Provincia del Guayas y ubicada en la Ciudadela Las Orquídeas Mz. 71,
Villa No. 43, como se puede apreciar en el anexo No. 1, ocupando una
superficie de 400 m2.
La ubicación de la empresa, ofrece muchas ventajas y facilidades en
lo relacionado a vías de acceso y el transporte de mercaderías.
Clasificación Industrial Internacional Uniforme (CIIU). – La
empresa Pastificio Ricca Pasta está clasificada con el código internacional
del CIIU No. 1544.01, que involucra la producción de espaguetis,
macarrones, fideos y otras pastas sin cocer ni rellenos.
Producto o servicio. – La empresa Pastificio Ricca Pasta se dedica
a la producción de fideos de diferentes gamas, desde fideo para sopas
hasta pastas largas para la preparación de tallarines.
Ricca Pasta, tienen dos líneas, que se describen en el siguiente
cuadro:
Introducción 6
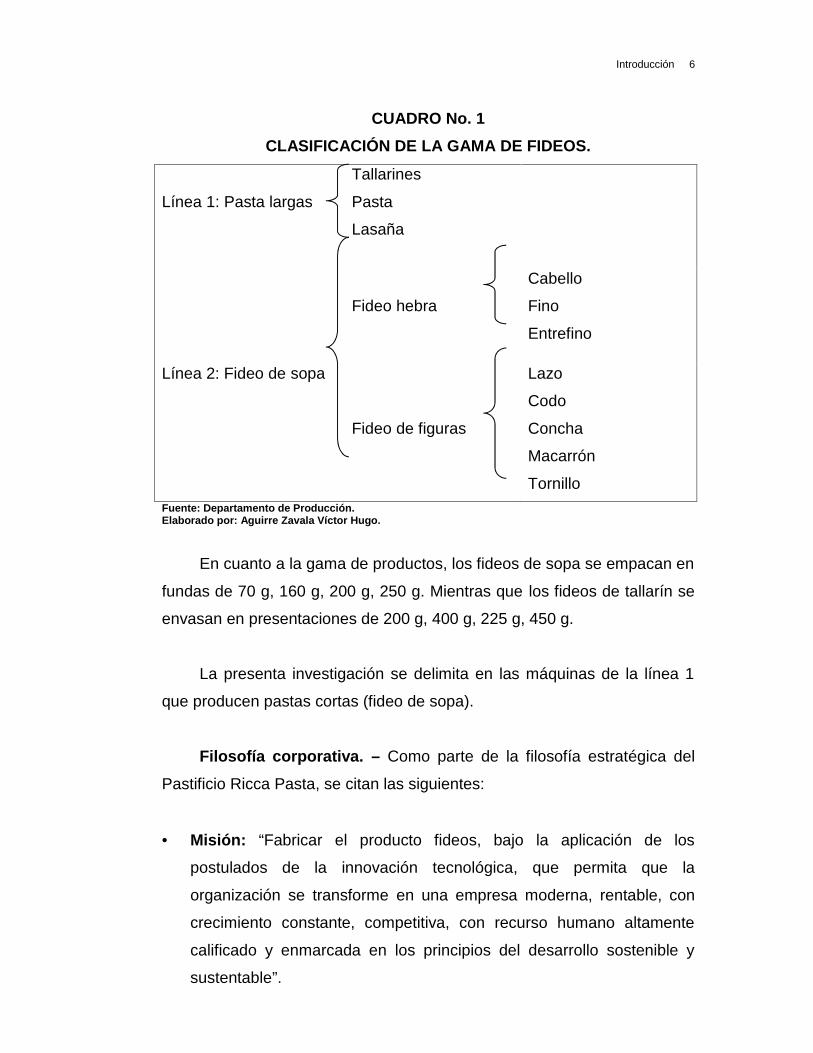
CUADRO No. 1CLASIFICACIÓN DE LA GAMA DE FIDEOS.
Línea 1: Pasta largas
Tallarines
Pasta
Lasaña
Fideo hebra
Cabello
Fino
Entrefino
Línea 2: Fideo de sopa
Fideo de figuras
Lazo
Codo
Concha
Macarrón
TornilloFuente: Departamento de Producción.Elaborado por: Aguirre Zavala Víctor Hugo.
En cuanto a la gama de productos, los fideos de sopa se empacan en
fundas de 70 g, 160 g, 200 g, 250 g. Mientras que los fideos de tallarín se
envasan en presentaciones de 200 g, 400 g, 225 g, 450 g.
La presenta investigación se delimita en las máquinas de la línea 1
que producen pastas cortas (fideo de sopa).
Filosofía corporativa. – Como parte de la filosofía estratégica del
Pastificio Ricca Pasta, se citan las siguientes:
Misión: “Fabricar el producto fideos, bajo la aplicación de los
postulados de la innovación tecnológica, que permita que la
organización se transforme en una empresa moderna, rentable, con
crecimiento constante, competitiva, con recurso humano altamente
calificado y enmarcada en los principios del desarrollo sostenible y
sustentable”.
Introducción 7
Visión: “Liderar el mercado del producto fideos, a nivel nacional con
base en la proporción de bienes alimenticios con excelente calidad y
alto valor agregado, en el mercado, garantizando la máxima
satisfacción al cliente.”
1.5. Justificativos
La importancia que tiene la tecnología en el siglo XXI, es palpable en
todos los sectores, así por ejemplo, los países industrializados, invierten
ingentes sumas económicas en la innovación tecnológica.
En cambio en los países en vías de desarrollo, entre los que se
encuentra el Ecuador, la baja competitividad de la mayoría de bienes que
produce el sector industrial, es el resultado de tecnologías obsoletas en la
gestión de los recursos productivos, y el poco interés por invertir en
innovación de las mismas, inversión que asciende al 0.08% (en
tecnologías usadas, basadas en la revista de la Cámara de la Pequeña
Industria, del 2 de octubre del 2014, II Edición) del PIB total industrial,
factor al que se añade el manejo ineficaz de las tecnologías de punta por
el recurso humano que no dispone de los conocimientos, la experiencia y
la capacitación adecuada.
Pastificio Ricca Pasta, no es la excepción y se ve en la imperiosa
necesidad de incrementar su nivel de innovación tecnológica, acorde a los
postulados ingenieriles, porque es un factor indispensable para el
desarrollo organizacional, indicándose que los beneficiarios de esta
investigación, serán la empresa, sus trabajadores y los clientes que
palparán como se satisfacen sus necesidades de manera óptima.
De esta manera, la presente investigación es importante y se justifica
porque:
a) Ahorrará costos y energía, con base en la racionalización de los
recursos productivos.

Introducción 8
b) Permitirá la automatización de la planta, mejorando la labor de control
de los equipos y del proceso.
c) Beneficiará directamente a la empresa, permitiendo que el consumidor
final sea atendido de manera oportuna, maximizando su satisfacción
tanto por el producto, como por el servicio.
d) Dentro del análisis del presente informe se utilizarán métodos y
técnicas de investigación correspondiente a la carrera de Ingeniería en
Telecomunicaciones.
1.6. Alcance
Esta tesis se enfocará directamente al área de producción, con
repercusiones indirectas en las áreas administrativas y logística.
1.7. Objetivos
1.7.1. Objetivo general
Diseñar un sistema automatizado con el uso de PLC y
microcontroladores para mejorar la eficiencia de la producción de pastas
cortas (fideo sopa) en la empresa Rica Pasta.
1.7.2. Objetivos específicos
Analizar el sistema productivo actual y las condiciones que ofrece la
tecnología utilizada.
Diagnosticar la situación actual de la planta, determinando la
importancia de la automatización con el uso de PLC y
microcontroladores en los procesos productivos de una planta
procesadora de fideos.
Plantear una solución, con base en la aplicación de la teoría racional
de la toma de decisiones y de métodos ingenieriles apropiados,
concernientes a los aspectos tecnológicos y de comunicación,
Introducción 9
principalmente. Para desarrollar finalmente el diseño de
automatización de la planta.
1.8. Metodología y técnicas de investigación
En este numeral se describen los aspectos metodológicos, entre los
cuales se citan los tipos de investigación y métodos, así como la población
y muestra, además de las técnicas e instrumentos que se aplicarán en el
desarrollo del estudio.
1.8.1 Tipos de investigación
La metodología utilizada obedece a la modalidad de campo y
bibliográfica, porque se utilizará información primaria, en el caso de las
entrevistas, cuestionarios de preguntas dirigidas a los trabajadores, pero
también se tomarán como fuente, textos especializados en la temática de
sistemas de información, tecnología de punta y automatización.
1.8.2 Tipos de métodos
Se empleará el método deductivo, que parte de los hechos generales
hasta llegar a conclusiones específicas, realizando una investigación de
tipo exploratoria y descriptiva, en especial, en los primeros capítulos de la
tesis.
1.8.3 Técnicas e instrumentos de recolección de datos
Las técnicas de investigación están referidas a aquellos elementos
que permiten la eficiente recolección de la información para el desarrollo
del estudio. Las técnicas e instrumentos que serán empleados en la
presente investigación:
Cuestionario de preguntas a los trabajadores.

Introducción 10
Formularios de entrevistas.
Gráficos de barra y de pastel.
Diagramas de procesos.
Diagramas de Ishikawa y de Pareto.
Organigramas.
Matriz FODA.
Matriz de evaluación de alternativas.
Diagrama de Gantt.
Ingeniería Económica: Tasa Interna de Retorno (TIR), Valor Actual
Neto (VAN), Periodo de recuperación de la inversión y Coeficiente
Beneficio – Costo.
Marco Teórico 11
CAPÍTULO II
MARCO TEÓRICO
2.1 Marco teórico
El marco teórico, que se plantea para el desarrollo del estudio, se
basó en lo aprendido durante el proceso de formación académica,
poniendo en práctica los conceptos que se utilizan para formular o
desarrollar un argumento, que formarán la base y la búsqueda de literatura
con referencia a artículos, análisis y estudios especialmente desarrollados
dentro de la estructura elaborada.
2.1.1 Fundamento conceptual
Las teorías en las que se fundamenta la investigación son las que se
detalla a continuación:
2.1.1.1 Diagrama de proceso
Mediante un diagrama de proceso se pueden obtener aspectos
importantes sobre un problema que ayuda a identificar los asuntos a tratar.
Según (Domenech, 2010), al referirse al diagrama de procesos
manifiesta lo siguiente:
Es una representación gráfica de los pasos que sesiguen en toda una secuencia de actividades, dentrode un proceso o un procedimiento, identificándolosmediante símbolos de acuerdo con su naturaleza;incluye, además, toda la información que se considera
Marco Teórico 12
necesaria para el análisis, tal como distanciasrecorridas, cantidad considerada y tiempo requerido.
El diagrama de operaciones de proceso permite exponer con claridad
el problema, pues si no se plantea correctamente un problema difícilmente
podrá ser resuelto.
2.1.1.2 Diagrama de Ishikawa
La tecnica del Diagrama causa – efecto será utilizada en la presente
investigación con el objetivo de conocer la problemática que afecta a la
organización y sus procesos.
De acuerdo a (Martínez, 2011), manifiesta de acuerdo al diagrama de
Ishikama “también llamado diagrama de causa – efecto, se trata de una
representación gráfica sencilla que se utiliza para identificar y arreglar las
causas de un acontecimiento, problema o resultado”.
(Deming, 2010), considera hacer un Diagrama de Causa – Efecto se
realiza los siguientes pasos:
1. Se decide cual va a ser la característica de calidadque se va a analizar.
2. Se indica los factores causales más importantes ygenerales que puedan generar la fluctuación de lacaracterística de calidad, trazando flechassecundarias hacia la principal. Por ejemplo,Materias Primas, Equipos, Operarios, Método deMedición, etc.
3. Se incorpora en cada rama los factores másdetallados, que se puedan considerar causas defluctuación. Para ello, formulamos preguntas.
Marco Teórico 13
4. Finalmente se verifica que todos los factores quepuedan causar dispersión hayan sidoincorporados al diagrama.
Según (Villafaña, 2011), en relación al diagrama causa – efecto
manifiesta. “Es una herramienta que ayuda a identificar, clasificar y poner
de manifiesto posibles causas, tanto de problemas específicos como de
características de calidad”.
Mediante la utilización de un diagrama de Ishikawa se puede conocer
las causas del problema y las consecuencias que o efectos que dicho
problema ocasiona.
2.1.1.3 Diagrama de Pareto
El Diagrama de Pareto es un histograma especial donde se indican
las frecuencias de ciertos acontecimientos aparecen ordenadas de mayor
a menor.
De acuerdo a (Deming, 2010), manifiesta:
El nombre de Pareto fue dado por el Dr. Joseph Juranen honor del economista italiano Vilfredo Pareto (1848-1923) quien realizó un estudio sobre la distribución dela riqueza, en el cual descubrió que la minoría de lapoblación poseía la mayor parte de la riqueza y lamayoría de la población poseía la menor parte de lariqueza. Con esto estableció la llamada "Ley dePareto" según la cual la desigualdad económica esinevitable en cualquier sociedad.
El diagrama de Pareto es una herramienta que se utiliza para
priorizar los problemas y las causas que lo generan, además se usa para
Marco Teórico 14
identificar oportunidades que permiten mejorar los procesos, identificar la
necesidad de un producto o servicio de forma sistemática.
2.1.1.4 Teoría de decisiones
De acuerdo a la teoría de decisiones se presentan los siguientes
conceptos de diferentes autores entendidos en el tema:
Fayol (1916): Afirma que la Toma de Decisiones también hace parte
de las funciones de la organización, estas funciones son prevención,
organización, coordinación y control.
Josseph L. Massie (1784): Considera que la toma de decisiones es el
método por el cual el administrador ve hacia el futuro y descubre las
alternativas, cursos de acción a partir de los cuales establece los
objetivos.
Ernest Dale (1968): Opina que se trata de un conjunto de objetivos
para obtenerse en el futuro y los pasos necesarios para alcanzarlos a
través de técnicas y procedimientos definidos.
De acuerdo a lo indicado la Teoría de la toma de decisiones va de la
mano con la planificación administrativa, que se realiza previo a un
análisis de la situación actual de la empresa y tiene como finalidad el
cumplimiento de los objetivos.
(Stephen, 2012), considera que la toma de decisiones “es el acto de
elegir entre alternativas posibles sobre las que existe incertidumbre en el
plano organizacional.”
Para la toma de decisiones se deben seguir algunas etapas como
son: definir la causa de los problemas, analizar la información del
problema, desarrollar soluciones alternativas, seleccionar la decisión
Marco Teórico 15
óptima o la más adecuada para mejorar los procesos además de implantar
la estrategia de solución seleccionada.
2.1.1.5 PLC Controlador Lógico Programable
El Controlador Lógico Programable (PLC) se originó como solución al
control de circuitos complejos de automatización, es decir que un PLC es
un aparato electrónico que sustituye los circuitos auxiliares o de mando de
los sistemas automáticos.
De acuerdo a (García, 2008), manifiesta:
Un controlador lógico programable es una máquinaelectrónica programable diseñada para ser utilizada enun entorno industrial, que utiliza una memoriaprogramable para el almacenamiento interno deinstrucciones orientadas al usuario, para implantarsoluciones específicas tales como funciones lógicas,secuenciales, temporizaciones, recuentos y funcionesaritméticas, con el fin de controlar mediante entradas ysalidas, digitales y analógicas diversos tipos demáquinas o procesos.
Un controlador lógico programable puede ser programado por el
usuario y se utiliza para resolver problemas de la maquinaria o procesos,
permite ahorrar costos en mantenimiento además aumenta la confiablidad
de los equipos.
En el siguiente gráfico se presenta el esquema de la pantalla
principal:
Marco Teórico 16
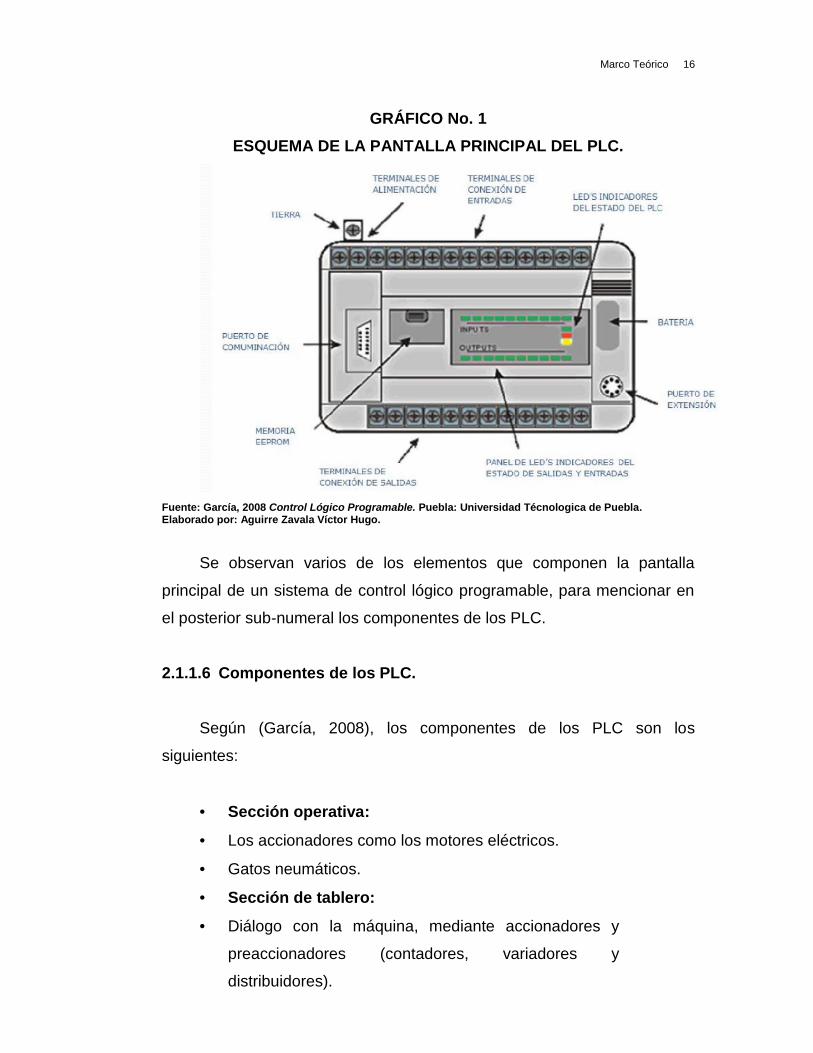
GRÁFICO No. 1ESQUEMA DE LA PANTALLA PRINCIPAL DEL PLC.
Fuente: García, 2008 Control Lógico Programable. Puebla: Universidad Técnologica de Puebla.Elaborado por: Aguirre Zavala Víctor Hugo.
Se observan varios de los elementos que componen la pantalla
principal de un sistema de control lógico programable, para mencionar en
el posterior sub-numeral los componentes de los PLC.
2.1.1.6 Componentes de los PLC.
Según (García, 2008), los componentes de los PLC son los
siguientes:
Sección operativa:
Los accionadores como los motores eléctricos.
Gatos neumáticos.
Sección de tablero:
Diálogo con la máquina, mediante accionadores y
preaccionadores (contadores, variadores y
distribuidores).

Marco Teórico 17
Diálogo hombre – máquina para calibración de
máquina.
Los comandos permiten que se operen varias
máquinas desde el mismo tablero.
2.1.1.7 Bloques de entrada y de salida.
Weber, Joseph (2011) agrega que los bloques de entrada cumplen
con la función de adaptación y codificación, los cuales contiene captadores
pasivos y activos; los primeros en mención cambian su estado lógico,
mientras que los segundos necesitan la alimentación por medio de una
tensión para variar el estado lógico.
Los bloques de salida en cambio, decodifican señales que provienen
del CPU, amplificándolos y enviándolo a los dispositivos de salida, como
por ejemplo: relé, contactores, electroválvulas, entre los más importantes.
2.1.2 Fundamento histórico
Un control lógico programable (PLC) es un sistema que funciona bajo
el principio de la red LAN y que permite controlar automáticamente un
mecanismo cualquiera.
Los PLC actualmente son muy utilizados en la industria
manufacturera, porque permiten automatizar los procesos productivos y
mejorar la eficiencia de la producción.
Weber, Joseph (2011) manifiesta que la historia de los Controladores
Lógicos Programables (PLC), inició en el año 1969 cuando la División
Hydramatic de la General Motors lo implementó en una de sus líneas de
producción, el impacto positivo que tuvieron los PLC, llevó a que en el año
1971 se extendiera este sistema a otras industrias estadounidenses, para
convertirse en populares en la década de los 80 en las industrias
Marco Teórico 18
europeas, japonesas y norteamericanas, cuyo aumento de la capacidad de
los componentes electrónicos que fue de 4 bits a 16 bits, pasando a 32 bits
en la década de los 90, lo que incrementó la velocidad para la aplicación
de operaciones matemáticas complejas y de la rapidez de las
comunicaciones, iniciándose el camino hacia la automatización completa
en las plantas fabriles. (p. 32).
Electrónica Unicrom (2012) agrega que en la década de los 80 se
propuso la estandarización de la comunicación entre PLC’s con el
protocolo de automatización de los procesos de manifactura, en las
siguientes décadas 1990 y 200 se introdujeron protocolos nuevos para
estandarizar los lenguajes de programación de los PLC. (p. 1).
2.1.3 Fundamento ambiental
Ricca Pasta desde sus inicios pasó con buena calificación todas las
evaluaciones de la Dirección Provincial de Medio Ambiente adscrita al
Ministerio del Ambiente, además que su política está enmarcada en el
cumplimiento de la responsabilidad ética y social, como lo ordenan los
organismos de control.
Ricca Pasta basa su accionar en los principios constitucionales que
manifiestan que la producción se basa en el precepto de sustentabilidad y
sostenibilidad, es decir, que se debe garantizar la protección de los
recursos naturales, minimizando la contaminación del suelo, aire y agua a
niveles mínimos.
2.1.4 Fundamento legal
Las nuevas regulaciones emitidas en el Código Orgánico de la
Producción, Comercio e Inversiones (COPCI) que fue publicado el 27 de
diciembre del 2011 en el Ecuador, especialmente aquellas establecidas en
los artículos 2, 3 y 4, que hacen relación a sus fines y objetivos,

Marco Teórico 19
fundamentan la presente investigación, además que estas normativas que
persigue el desarrollo de la microempresa y de la pequeña industria,
guarda plena concordancia de la Constitución de la República del Ecuador,
que en los artículos 275, 276, 283 y 284 hace referencia a la importancia
del aparato productivo en el desarrollo económico de la nación.
2.1.5 Fundamento referencial
Esta investigación guarda concordancia con el estudio realizado en la
ciudad de Guayaquil por Yépez Vera Giovanny Rafael, en el año 2009, el
tema fue “Mejoras en sistemas electrónicos de máquinas inyectoras
mediante PLC en la línea de mediano consumo sección inyección de PICA
S. A.”.
El objetivo del estudio realizado por Yépez (2012) fue mejorar los
sistemas electrónicos de las máquinas de la línea de mediano consumo de
la sección de inyección de la planta de PICA S. A., con base en un sistema
PLC, para lo cual se utilizó una metodología deductiva, descriptiva y
cuantitativa, cuyos resultados evidenciaron que se logró el incremento de
la eficiencia en 6,03% en la planta de producción de productos plásticos,
además de la reducción de los tiempos improductivos en un margen del
5,83%, significando ello que los sistemas de automatización con el uso de
PLC y microcontroladores, principal variable de la presente tesis de grado,
contribuyeron a mejorar no solo la productividad de PICA S. A., sino
también la competitividad en el mercado y el nivel de satisfacción del
cliente, que es la expectativa que tiene la empresa PASTIFICIO RICCA
PASTA.
Otra investigación referencial, realizada en el año 2011 en la
provincia de Cotopaxi por los señores Castro Yánez Johnny Alexander y
García Nuñez Daniel Dario trató el tema de la “implementación de un
Banco de Pruebas de Sistemas Industriales didáctico mediante un PLC
S7-12100, en el Laboratorio de Ingeniería Electromecánica de la
Marco Teórico 20
Universidad Técnica de Cotopaxi”, teniendo como objetivo implementar un
Banco de Pruebas Didáctico de Sistemas Industriales en la Universidad
Técnica de Cotopaxi, que permita desarrollar diferentes actividades
prácticas didácticas a los estudiantes de la Carrera de Ingeniería
Electromecánica, obteniendo como resultado que servirá al educando para
obtener experiencia y buen desenvolvimiento dentro de la vida profesional,
lo que también evidenció que con el uso de la variable independiente se
mantuvo la expectativa de obtener un impacto positivo en el grupo
beneficiario.
Por lo tanto la presente investigación evidenció que el estudio de la
variable independiente tuvo un impacto técnico y social importante en la
productividad y competitividad empresarial, abordando este tópico la
presente investigación en una empresa manufacturera de fideos,
cambiando las circunstancias temporales, geográficas y espaciales, para
dar un tinte original, porque no se ha realizado investigación alguna en la
planta de Ricca Pasta acerca de automatización con PLC y
microcontroladores en los procesos productivos de una planta alimenticia
procesadora de fideos.
2.2 Recursos productivos
Los recursos productivos hacen referencia a aquellos elementos
necesarios para la fabricación de las diversas gamas de fideos en la
planta. En los siguientes sub – numerales se describirán los recursos
productivos de la empresa Pastificio Ricca Pasta, como se puede observar
a continuación.
2.2.1 Abastecimiento (Materiales)
La política de inventario de Ricca Pasta, es mantener existencias
mensuales, debido a los cambios bruscos en el precio de la harina,
principalmente, además de otros productos con los que se procesa el
fideo. Los materiales que se utilizan en la preparación del producto son los
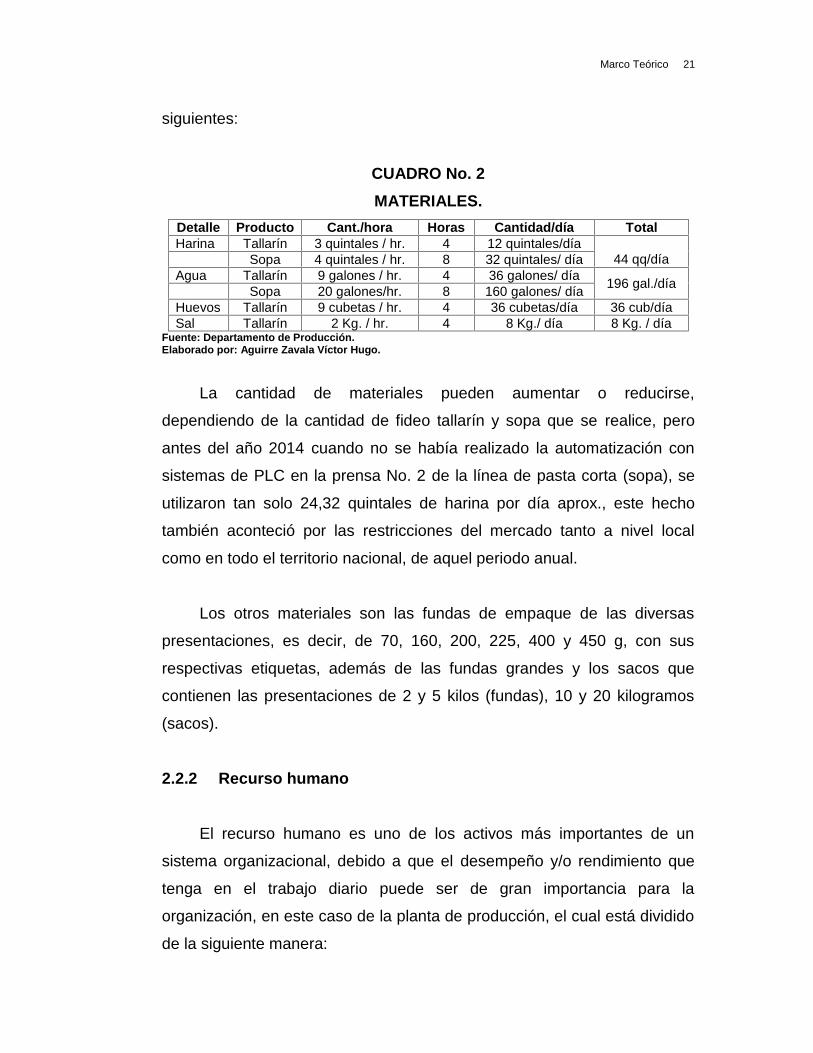
Marco Teórico 21
siguientes:
CUADRO No. 2MATERIALES.
Detalle Producto Cant./hora Horas Cantidad/día TotalHarina Tallarín 3 quintales / hr. 4 12 quintales/día
44 qq/díaSopa 4 quintales / hr. 8 32 quintales/ díaAgua Tallarín 9 galones / hr. 4 36 galones/ día 196 gal./díaSopa 20 galones/hr. 8 160 galones/ díaHuevos Tallarín 9 cubetas / hr. 4 36 cubetas/día 36 cub/díaSal Tallarín 2 Kg. / hr. 4 8 Kg./ día 8 Kg. / día
Fuente: Departamento de Producción.Elaborado por: Aguirre Zavala Víctor Hugo.
La cantidad de materiales pueden aumentar o reducirse,
dependiendo de la cantidad de fideo tallarín y sopa que se realice, pero
antes del año 2014 cuando no se había realizado la automatización con
sistemas de PLC en la prensa No. 2 de la línea de pasta corta (sopa), se
utilizaron tan solo 24,32 quintales de harina por día aprox., este hecho
también aconteció por las restricciones del mercado tanto a nivel local
como en todo el territorio nacional, de aquel periodo anual.
Los otros materiales son las fundas de empaque de las diversas
presentaciones, es decir, de 70, 160, 200, 225, 400 y 450 g, con sus
respectivas etiquetas, además de las fundas grandes y los sacos que
contienen las presentaciones de 2 y 5 kilos (fundas), 10 y 20 kilogramos
(sacos).
2.2.2 Recurso humano
El recurso humano es uno de los activos más importantes de un
sistema organizacional, debido a que el desempeño y/o rendimiento que
tenga en el trabajo diario puede ser de gran importancia para la
organización, en este caso de la planta de producción, el cual está dividido
de la siguiente manera:
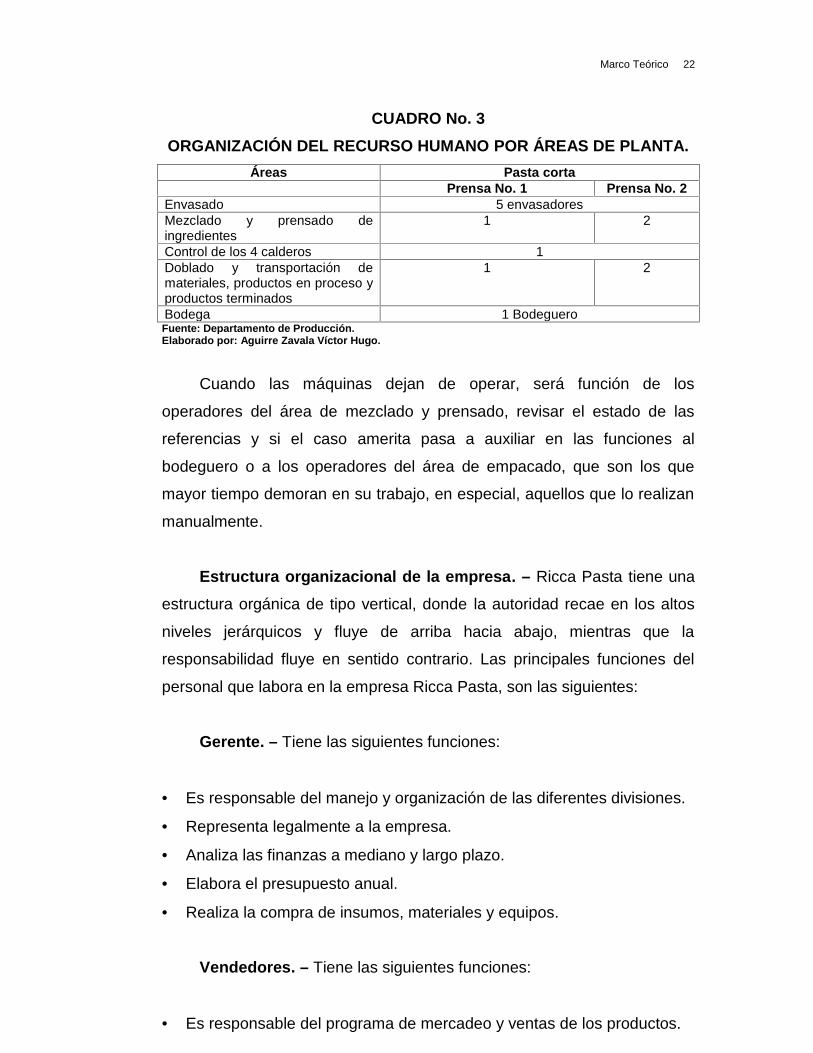
Marco Teórico 22
CUADRO No. 3ORGANIZACIÓN DEL RECURSO HUMANO POR ÁREAS DE PLANTA.
Áreas Pasta cortaPrensa No. 1 Prensa No. 2
Envasado 5 envasadoresMezclado y prensado deingredientes
1 2
Control de los 4 calderos 1Doblado y transportación demateriales, productos en proceso yproductos terminados
1 2
Bodega 1 BodegueroFuente: Departamento de Producción.Elaborado por: Aguirre Zavala Víctor Hugo.
Cuando las máquinas dejan de operar, será función de los
operadores del área de mezclado y prensado, revisar el estado de las
referencias y si el caso amerita pasa a auxiliar en las funciones al
bodeguero o a los operadores del área de empacado, que son los que
mayor tiempo demoran en su trabajo, en especial, aquellos que lo realizan
manualmente.
Estructura organizacional de la empresa. – Ricca Pasta tiene una
estructura orgánica de tipo vertical, donde la autoridad recae en los altos
niveles jerárquicos y fluye de arriba hacia abajo, mientras que la
responsabilidad fluye en sentido contrario. Las principales funciones del
personal que labora en la empresa Ricca Pasta, son las siguientes:
Gerente. – Tiene las siguientes funciones:
Es responsable del manejo y organización de las diferentes divisiones.
Representa legalmente a la empresa.
Analiza las finanzas a mediano y largo plazo.
Elabora el presupuesto anual.
Realiza la compra de insumos, materiales y equipos.
Vendedores. – Tiene las siguientes funciones:
Es responsable del programa de mercadeo y ventas de los productos.
Marco Teórico 23
Control de los contratos y pedidos.
Revisa a cabalidad la necesidad de los clientes.
Jefe de Producción. – Tiene las siguientes funciones:
Planificar y programar la producción.
Proporcionar el mantenimiento a los equipos de la producción.
Analizar los productos terminados conforme a los parámetros de
calidad establecidos.
Mantener los moldes en buenas condiciones para la elaboración de las
diferentes gamas del producto.
Operadores de Producción. – Tiene las siguientes funciones:
Transformar la materia prima en producto terminado.
Empacar según los requerimientos del cliente.
Bodeguero. – Tiene las siguientes funciones:
Mantener el stock de materiales y productos en buenas condiciones.
Controlar el flujo de materias primas y producto terminado en bodega.
Registrar información de ingreso y salida de productos.
En el anexo No. 2 se presenta la estructura orgánica de la empresa
Pastificio Ricca Pasta. En el siguiente subnumeral se presenta el detalle
de los recursos tecnológicos (maquinarias) utilizados en esta investigación.
2.2.3 Recurso tecnológico (Maquinarias)
Ricca Pasta cuenta con maquinarias que se accionan con el
suministro eléctrico, al no contar con un generador de energía, la falta del
suministro eléctrico provoca una paralización de las maquinarias, pero si
hay stock para empacar, los trabajadores realizan el empaque manual,
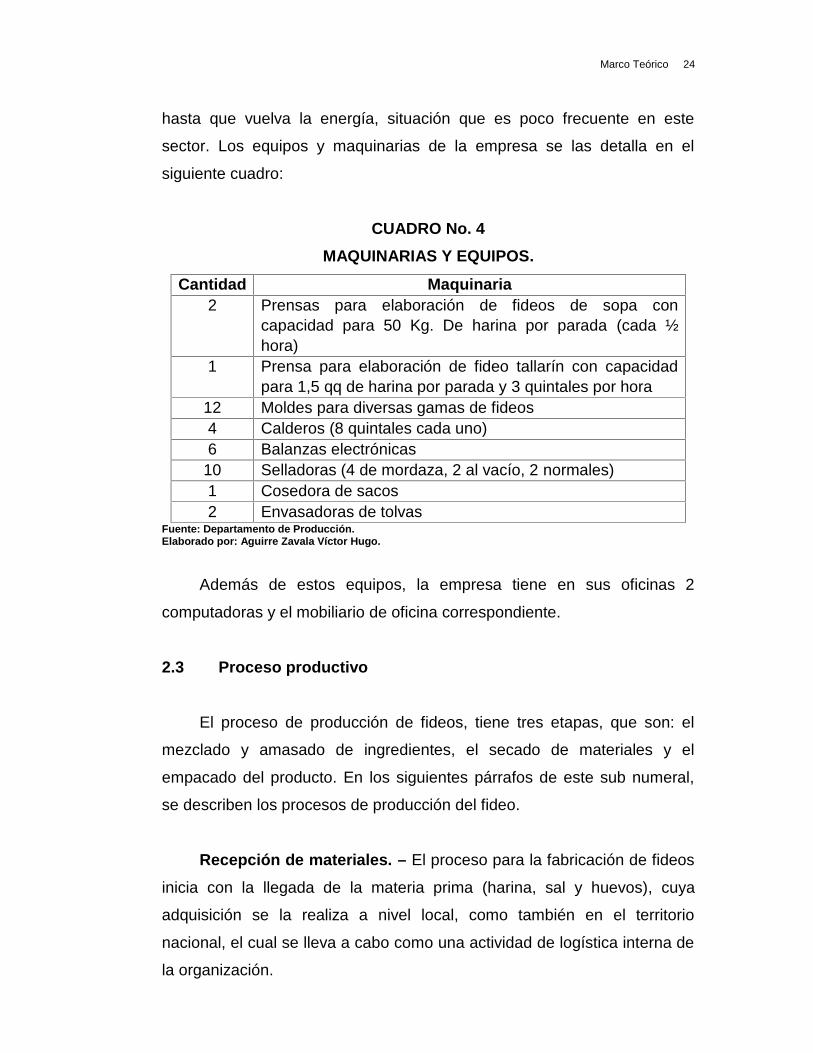
Marco Teórico 24
hasta que vuelva la energía, situación que es poco frecuente en este
sector. Los equipos y maquinarias de la empresa se las detalla en el
siguiente cuadro:
CUADRO No. 4MAQUINARIAS Y EQUIPOS.
Cantidad Maquinaria2 Prensas para elaboración de fideos de sopa con
capacidad para 50 Kg. De harina por parada (cada ½hora)
1 Prensa para elaboración de fideo tallarín con capacidadpara 1,5 qq de harina por parada y 3 quintales por hora
12 Moldes para diversas gamas de fideos4 Calderos (8 quintales cada uno)6 Balanzas electrónicas
10 Selladoras (4 de mordaza, 2 al vacío, 2 normales)1 Cosedora de sacos2 Envasadoras de tolvas
Fuente: Departamento de Producción.Elaborado por: Aguirre Zavala Víctor Hugo.
Además de estos equipos, la empresa tiene en sus oficinas 2
computadoras y el mobiliario de oficina correspondiente.
2.3 Proceso productivo
El proceso de producción de fideos, tiene tres etapas, que son: el
mezclado y amasado de ingredientes, el secado de materiales y el
empacado del producto. En los siguientes párrafos de este sub numeral,
se describen los procesos de producción del fideo.
Recepción de materiales. – El proceso para la fabricación de fideos
inicia con la llegada de la materia prima (harina, sal y huevos), cuya
adquisición se la realiza a nivel local, como también en el territorio
nacional, el cual se lleva a cabo como una actividad de logística interna de
la organización.
Marco Teórico 25
Mezclado y amasado de materiales. – Este proceso productivo
sufre una variación dependiendo si se procesan fideos tallarines o de
sopa, por ello es necesario determinar los aspectos específicos que se
llevan a cabo en la producción de fideos de sopa y de tallarín, como se
presenta en los siguientes literales:
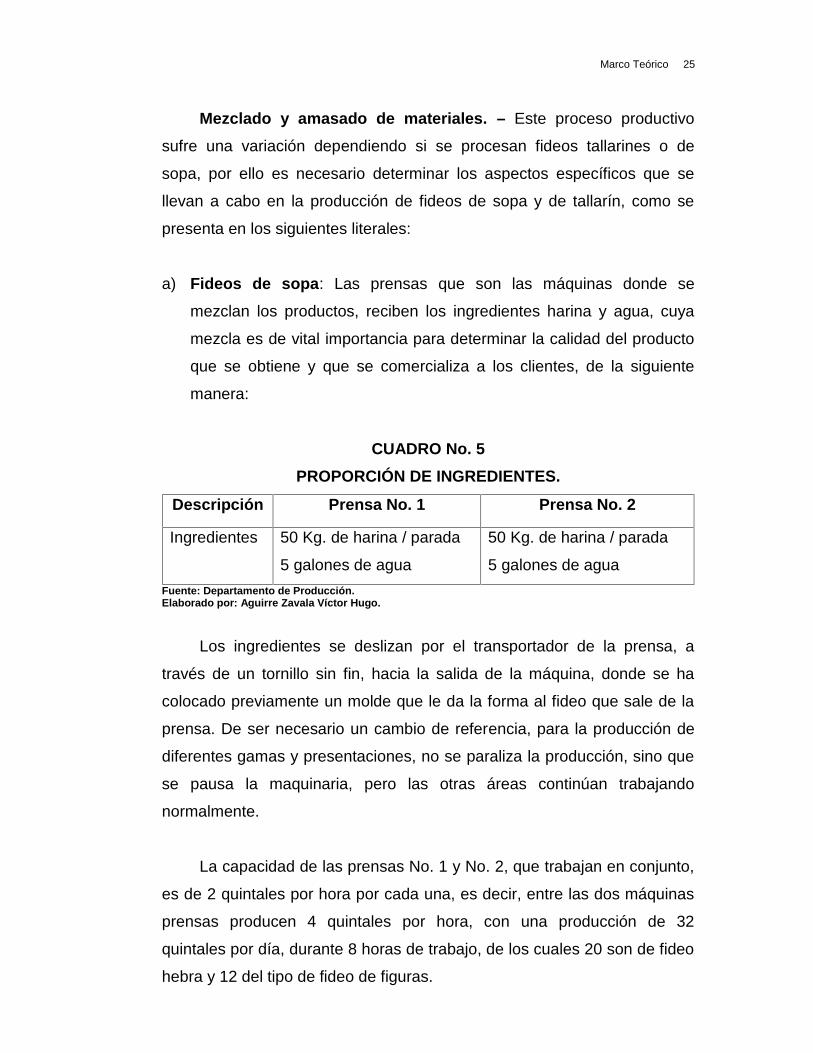
a) Fideos de sopa: Las prensas que son las máquinas donde se
mezclan los productos, reciben los ingredientes harina y agua, cuya
mezcla es de vital importancia para determinar la calidad del producto
que se obtiene y que se comercializa a los clientes, de la siguiente
manera:
CUADRO No. 5PROPORCIÓN DE INGREDIENTES.
Descripción Prensa No. 1 Prensa No. 2
Ingredientes 50 Kg. de harina / parada
5 galones de agua
50 Kg. de harina / parada
5 galones de aguaFuente: Departamento de Producción.Elaborado por: Aguirre Zavala Víctor Hugo.
Los ingredientes se deslizan por el transportador de la prensa, a
través de un tornillo sin fin, hacia la salida de la máquina, donde se ha
colocado previamente un molde que le da la forma al fideo que sale de la
prensa. De ser necesario un cambio de referencia, para la producción de
diferentes gamas y presentaciones, no se paraliza la producción, sino que
se pausa la maquinaria, pero las otras áreas continúan trabajando
normalmente.
La capacidad de las prensas No. 1 y No. 2, que trabajan en conjunto,
es de 2 quintales por hora por cada una, es decir, entre las dos máquinas
prensas producen 4 quintales por hora, con una producción de 32
quintales por día, durante 8 horas de trabajo, de los cuales 20 son de fideo
hebra y 12 del tipo de fideo de figuras.

Marco Teórico 26
Fideos tallarín: La empresa solo tiene una prensa para el mezclado de
los ingredientes del tallarín, que son la harina, agua, huevos y sal, en la
siguiente proporción: 1 quintal de harina, 3 galones de agua, 3 cubetas
de huevos, 2 Kg. de sal, que son los materiales más importantes.
Durante el proceso de prensado del fideo tallarín, los ingredientes
mezclados pasan a la rola que forma la masa, luego a la laminadora que
afina la masa. De allí siguen por los cortadores o moldes que le darán la
forma. De igual manera, se puede hacer el cambio de referencia, sin que
se produzca paralización de la producción, porque la línea de empacado
continuará operativa.
La capacidad de la línea de tallarín es de 3 quintales / hora, teniendo
una producción de 12 quintales por día, en 4 horas de trabajo. La
producción se programa diariamente, esto significa que puede
incrementarse la producción de tallarín y reducirse la de sopa, pero por lo
general, entre ambas producciones suman 44 quintales por día, que es el
indicador promedio de la empresa.
Secado de materiales. – El producto semielaborado es transportado
en carretas mecánicas de 1 quintal de capacidad, por los operadores,
hacia el cuarto de secado. En existen 4 cuartos de secado, cada cuarto
tiene un caldero. El proceso de secado, se realiza por medio del vapor que
expulsa el caldero que se disipa en todo el cuarto cerrado, por medio de
ventiladores. Un operador es el encargado de controlar la presión,
cantidad y funcionamiento del proceso de secado, cuyo control del caldero
es de forma manual, a través de una llave de paso.
Empacado del producto. – El producto seco, se transporta en
carretillas similares a las usadas para transportar el producto
semielaborado al área de secado. Existen 2 métodos para el empacado de
los fideos, sean pasta corta o larga, según los requerimientos, que son los
siguientes:
Marco Teórico 27
a) Empacado manual. Se lo realiza para todas las gamas de los
productos de fideo tallarín y el fideo de sopa tipo hebra, los cuales por
su forma y textura, pueden dañarse si se empacan con envasadoras.
El empacado lo realiza un operador que introduce el producto en la
funda que lo contendrá y controlará su peso en una balanza, si el peso
es el correcto, sellará la funda en una máquina selladora.
b) Empacado en envasadoras. Se lo realiza para las gamas de fideos
de sopa que no son hebras, es decir, codos, tornillos, macarrón,
pluma, lazo, concha, etc. Este envasado es por medio de tolvas, y el
sellado es similar, es decir, en la máquina selladora, como se pudo
observar.
c) Transporte y almacenamiento del producto. – El producto
terminado, se transporta en carretillas similares a las usadas para
transportar el producto semielaborado al área de secado y al área de
empacado, hacia el área de almacenamiento de producto terminado,
desde donde se distribuirá al cliente.
El control de calidad, lo realiza el Jefe de Producción, verificando con
muestras al azar, si se encuentran en buen estado, ya sea en el sellado,
en el empacado, etc., en lo que se puede aludir a un método de muestreo
por lotes, que es uno de los mecanismos que se utiliza en el caso de la
gestión de la calidad, el cual ha sido aprobado por los organismos de
control.
2.3.1 Método actual de trabajo
Para apreciar de mejor manera el proceso de producción de fideos
tallarín y fideos de sopa, se ha procedido a esquematizar en los diagramas
de procesos, del anexo No. 3. El proceso de producción es una secuencia
lineal que empieza en la máquina mezcladora y amasadora y culmina con
el proceso de envasado, previo y posterior a su almacenamiento y
distribución.
Marco Teórico 28
2.3.2 Análisis del recorrido
La planta de Ricca Pasta presenta un fácil recorrido de modo lineal,
debido a que la misma máquina procesa los ingredientes y los transforma
en fideo, de allí el producto es transportado por medio de carretillas
mecanizadas manejadas por los operadores, hacia el área de secado y
una vez que el fideo ya tiene las características del producto, se lo empaca
para su posterior almacenamiento, distribución y ventas a los clientes.
2.3.3 Distribución de la planta
La planta de Ricca Pasta tiene una distribución de tipo lineal, donde
cada línea está representada por una máquina mezcladora amasadora,
tanto para el fideo tallarín como para los fideos de sopa. En el anexo No. 4se presenta la distribución de la planta de producción de Ricca Pasta,
donde se presentan sus líneas de producción.
2.3.4 Planificación de la producción
Ricca Pasta no realiza planificación anual de su producción, sino que
toma los pedidos de los clientes, registrados por el vendedor y el Gerente,
quienes realizan la preventa y toman los pedidos de los clientes. Los
parámetros que son registrados en este formato:
Cantidad a producir (que depende de la cantidad pedidas por los
clientes) en Kg.
Línea (tallarín o sopa).
Fecha y hora.(pedido/entrega)
Cantidad de materiales a utilizar.
Luego de que se ha efectuado la producción se debe elaborar el
Reporte de Producción. Cabe destacar que cuando existen cambios de
referencia (matriz), no se producen paralizaciones, porque mientras se
para la línea, las otras líneas del proceso continúan operativas.

Marco Teórico 29
2.3.5 Logística
En lo relacionado a la logística interna, la empresa tiene un inventario
mensual como política tradicional, la cual no fue acogida basándose en
métodos contables o ingenieriles, sino más bien en la experiencia.
En cuanto a la logística externa, la empresa cuenta con un vehículo
para transportar el producto hacia las instalaciones del cliente. Pero las
materias primas que se receptan en la empresa, son transportadas por el
propio proveedor que ofrece el servicio a la organización.
Los canales de distribución son directo, del fabricante parte hacia el
distribuidor mayorista, quien a su vez puede comercializar su producto al
menudeo o al distribuidor minorista, para que éste a su vez lo venda al
consumidor final.
Actualmente, la empresa por razones de costo, está comercializando
el producto directamente al minorista, para abaratar el precio del producto,
sin embargo, también existe una buena proporción de los productos que
se expenden al distribuidor mayorista.
2.3.6 Mercado
La Región Litoral o Costa se encuentra entre las regiones más
importantes para la empresa Pastificio Ricca Pasta, debido a su ubicación
geográfica y a sus inicios en el mercado de la localidad, haciendo
referencia a los lugares donde se distribuye el producto en referencia, se
citan las siguientes:
Guayas en un 80%, ocupando Guayaquil, las tres cuartas partes de
este mercado, por ser la ciudad donde se ubica la empresa Pastificio
Ricca Pasta.
Marco Teórico 30
Otras regiones del país 20%, incluyendo provincias de la región
interandina, sierra.
Entre los clientes más importantes del Pastificio Ricca Pasta, se citan
algunas empresas importantes que comercializan los fideos de sopas y de
tallarin, de diversas variedades y presentaciones, a diferentes precios a los
clientes tanto de la localidad como en el territorio nacional, los cuales son
los siguientes:
Boniquis.
El Conquistador.
Granfer.
Multiahorro.
Mercados Municipales, tiendas de barrio.
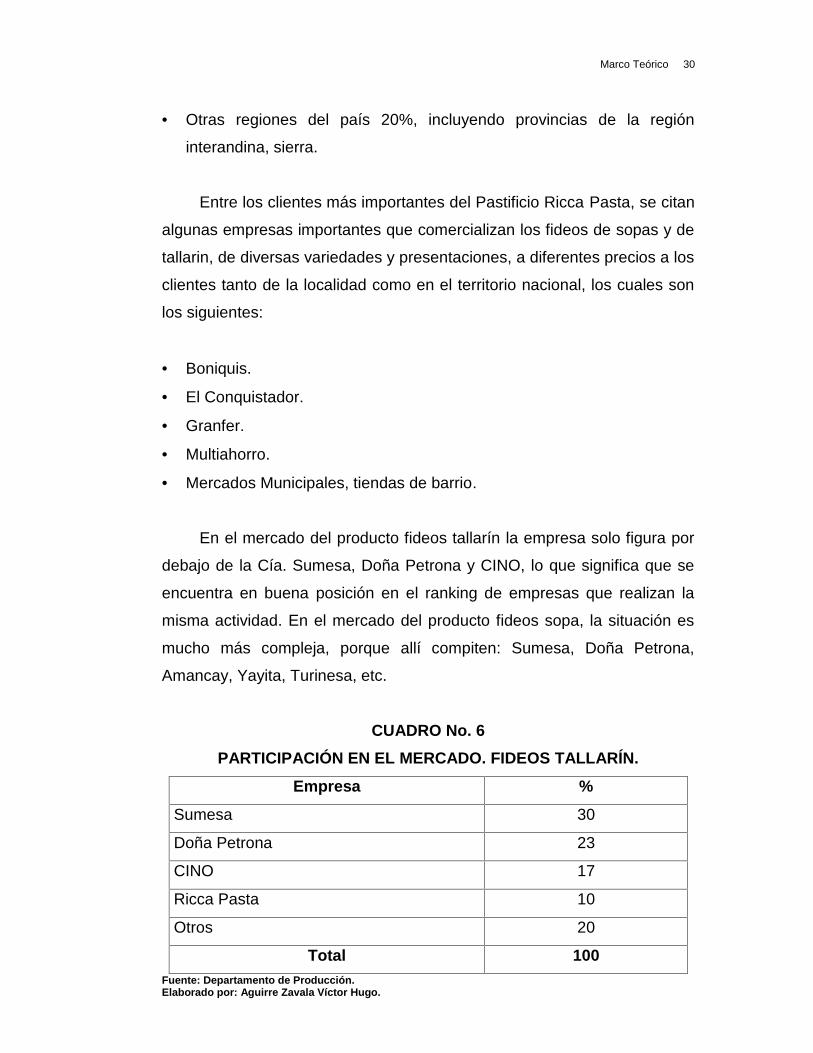
En el mercado del producto fideos tallarín la empresa solo figura por
debajo de la Cía. Sumesa, Doña Petrona y CINO, lo que significa que se
encuentra en buena posición en el ranking de empresas que realizan la
misma actividad. En el mercado del producto fideos sopa, la situación es
mucho más compleja, porque allí compiten: Sumesa, Doña Petrona,
Amancay, Yayita, Turinesa, etc.
CUADRO No. 6PARTICIPACIÓN EN EL MERCADO. FIDEOS TALLARÍN.
Empresa %
Sumesa 30
Doña Petrona 23
CINO 17
Ricca Pasta 10
Otros 20
Total 100Fuente: Departamento de Producción.Elaborado por: Aguirre Zavala Víctor Hugo.

Marco Teórico 31
GRÁFICO No. 2PARTICIPACIÓN EN EL MERCADO. FIDEOS TALLARÍN.
Fuente: Departamento de Producción.Elaborado por: Aguirre Zavala Víctor Hugo.
La esquematización de la participación en el mercado indica que
Sumesa es el principal competidor en el mercado del producto,
siguiéndose en importancia Doña Petrona, mientras que la compañía Cino
ocupa el tercer lugar.
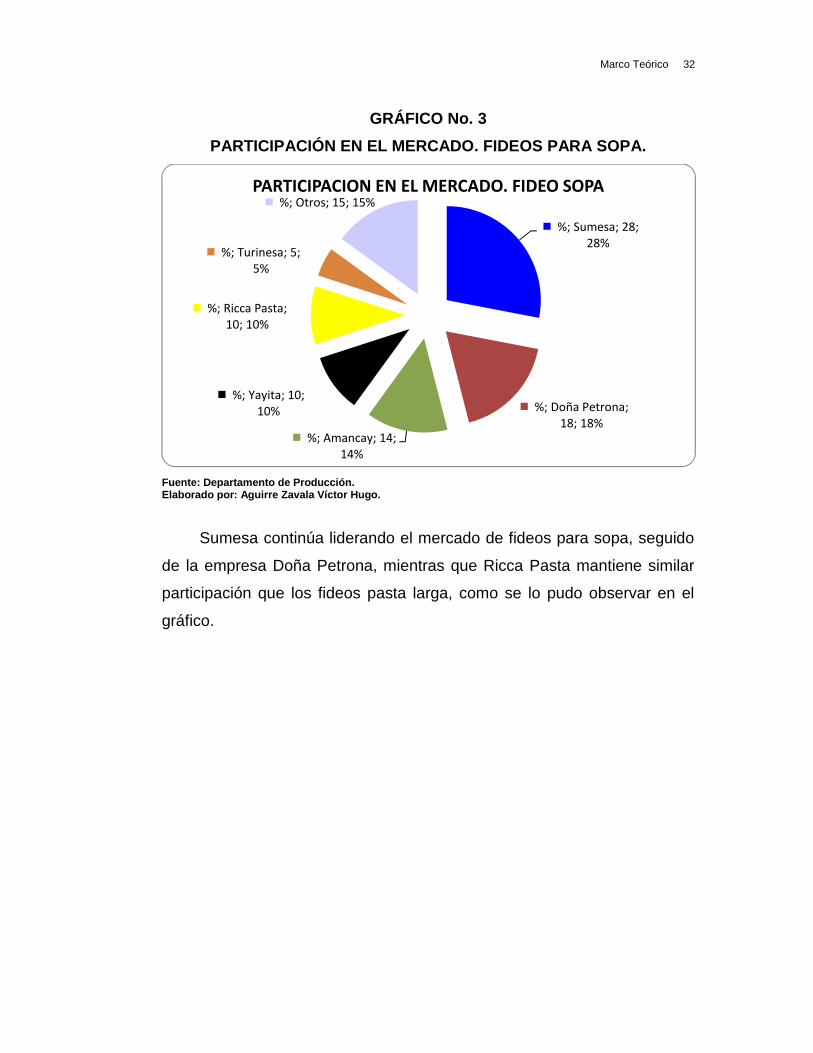
CUADRO No. 7PARTICIPACIÓN EN EL MERCADO. FIDEOS PARA SOPA.
Empresa %
Sumesa 28
Doña Petrona 18
Amancay 14
Yayita 10
Ricca Pasta 10
Turinesa 5
Otros 15
Total 100Fuente: Departamento de Producción.Elaborado por: Aguirre Zavala Víctor Hugo.
%;Sumesa;30; 30%
%; DoñaPetrona; 23;
23%
%; CINO;17; 17%
%; Ricca Pasta;10; 10%
%; Otros;20; 20%
PARTICIPACIÓN EN EL MERCADO. TALLARÍN
Marco Teórico 32
GRÁFICO No. 3PARTICIPACIÓN EN EL MERCADO. FIDEOS PARA SOPA.
Fuente: Departamento de Producción.Elaborado por: Aguirre Zavala Víctor Hugo.
Sumesa continúa liderando el mercado de fideos para sopa, seguido
de la empresa Doña Petrona, mientras que Ricca Pasta mantiene similar
participación que los fideos pasta larga, como se lo pudo observar en el
gráfico.
%; Sumesa; 28;28%
%; Doña Petrona;18; 18%
%; Amancay; 14;14%
%; Yayita; 10;10%
%; Ricca Pasta;10; 10%
%; Turinesa; 5;5%
%; Otros; 15; 15%PARTICIPACION EN EL MERCADO. FIDEO SOPA
Marco Teórico 33
CAPÍTULO III
METODOLOGÍA
3.1 Registro de problemas
Para la aplicación de la metodología de la investigación se procede a
determinar los principales mecanismos o técnicas de Ingeniería en
Teleinformática, en la cual se encasilla la presente tesis de grado realizada
en la empresa Ricca Pasta.
Una vez que se han descrito los recursos productivos y los procesos
que se realizan para la producción de pastas cortas (fideo para sopa) y
pastas largas (tallarines), se procede a identificar los principales problemas
que afectan a la planta de Pastificio Ricca Pasta donde se lleva a cabo el
estudio.
Para el efecto, se han analizado cada uno de los problemas que
afectan la eficiencia y productividad de la planta, durante la elaboración de
las pastas, a través de la aplicación de las técnicas de investigación
utilizadas para el diagnóstico de la problemática, cuyo detalle se presenta
seguido.
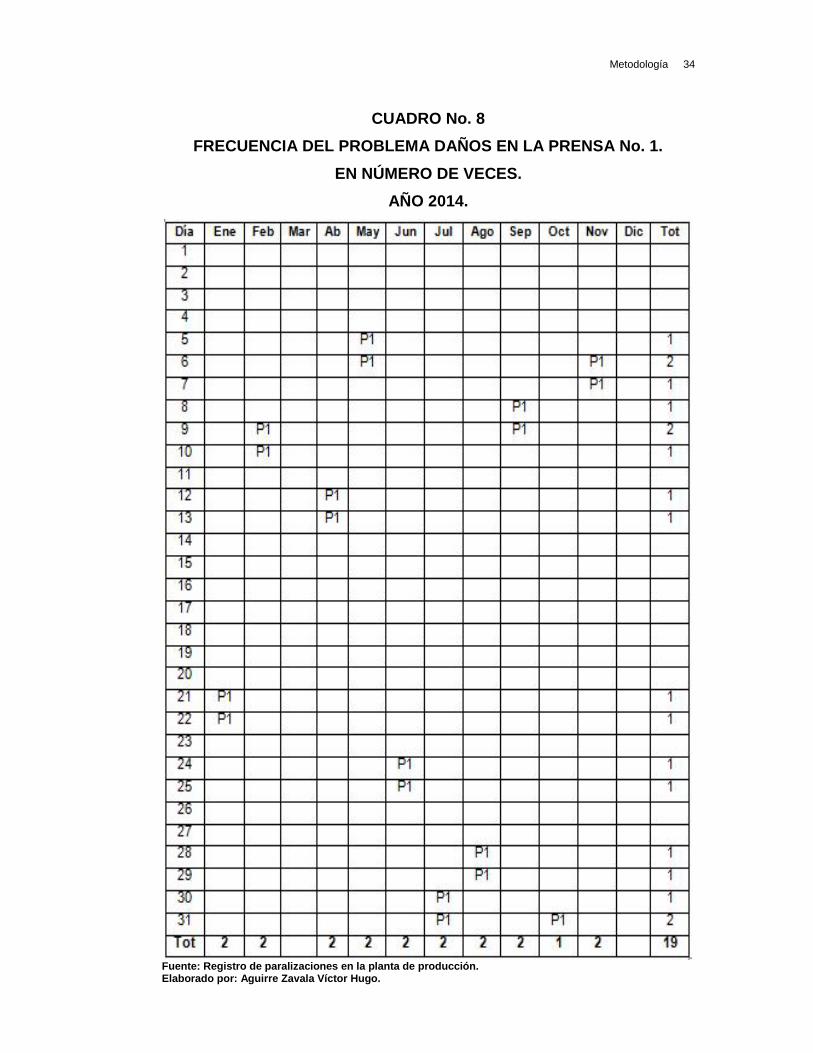
3.1.1 Registro del problema: Daños de los equipos de la producción
Las actividades de la planta de la empresa Pastificio Ricca Pasta, se
han interrumpido debido a diversos tipos de daños de los equipos de la
gestión de la producción, los cuales se han registrado en el siguiente
cuadro:
Metodología 34
CUADRO No. 8FRECUENCIA DEL PROBLEMA DAÑOS EN LA PRENSA No. 1.
EN NÚMERO DE VECES.AÑO 2014.
Fuente: Registro de paralizaciones en la planta de producción.Elaborado por: Aguirre Zavala Víctor Hugo.

Metodología 35
CUADRO No. 9FRECUENCIA DEL PROBLEMA DAÑOS EN LA PRENSA No. 2.
EN NÚMERO DE VECES.AÑO 2014.
Fuente: Registro de paralizaciones en la planta de producción.Elaborado por: Aguirre Zavala Víctor Hugo.
Los registros de las paralizaciones de las prensas No. 1 y No. 2,
indican que la primera en mención no trabajó durante 19 días, mientras
que la segunda maquinaria estuvo improductiva por 42 días, lo que
significó las siguientes horas máquinas.
Metodología 36
Horas máquinas improductivas por daños en las prensas No. 1 y No. 2
= No. de días improductivos prensa No. 1 y N o. 2 x 8 horas diarias
Horas máquinas improductivas por daños en las prensas No. 1 y No. 2
= (19 días + 42 días) x 8 horas diarias
Horas máquinas improductivas por daños en las prensas No. 1 y No. 2
= 61 días x 8 horas diarias
Horas máquinas improductivas por daños en las prensas No. 1 y No. 2
= 488 horas máquinas improductivas
Para determinar la ineficiencia del problema ocasionada por los
daños en las prensas, se ha realizado la siguiente operación:
Ineficiencia x daños en prensas = Horas máquinas improductivasHoras máquinas disponibles
Ineficiencia x daños en prensas = 488 horas máquinas improductivas8 h x 5 d x 52 s x 2 máquinas
Ineficiencia x daños en prensas = 488 horas máquinas improductivas4.160 horas máquinas disponibles
Ineficiencia x daños en prensas = 11,73%
Las averías en las prensas No. 1 y N o. 2 genera como consecuencia
11,73% de ineficiencia de la producción.
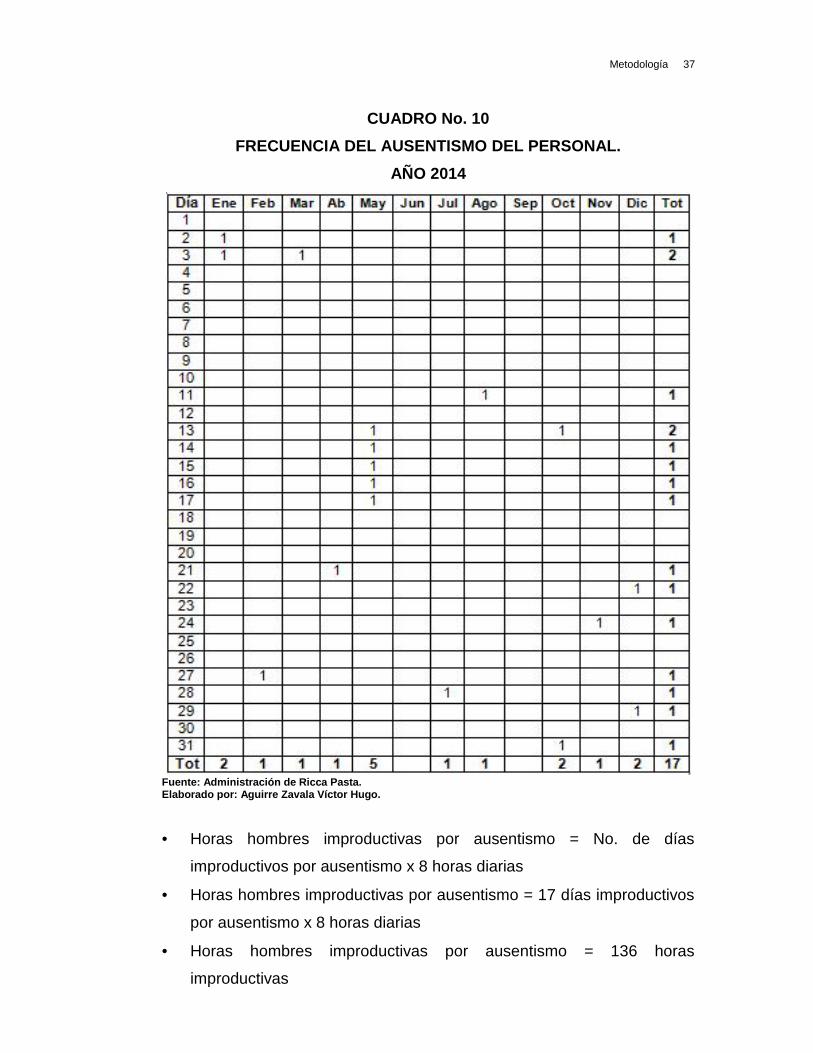
3.1.2 Registro del problema: Ausentismo.
Con relación al problema del ausentismo, este se registró en la planta
y trajo consecuencias negativas en la productividad de los procesos de
elaboración de fideos, como se presenta en el siguiente cuadro:
Metodología 37
CUADRO No. 10FRECUENCIA DEL AUSENTISMO DEL PERSONAL.
AÑO 2014
Fuente: Administración de Ricca Pasta.Elaborado por: Aguirre Zavala Víctor Hugo.
Horas hombres improductivas por ausentismo = No. de días
improductivos por ausentismo x 8 horas diarias
Horas hombres improductivas por ausentismo = 17 días improductivos
por ausentismo x 8 horas diarias
Horas hombres improductivas por ausentismo = 136 horas
improductivas
Metodología 38
El ausentismo generó 136 horas improductivas el cual obtuvo la
siguiente ineficiencia:
Ineficiencia x ausentismo = Horas hombres improductivasHoras hombres disponibles
Ineficiencia x ausentismo = 136 horas hombres improductivas8 h x 5 d x 52 s x 4 hombres
Ineficiencia x ausentismo = 136 horas hombres improductivas8.320 horas hombres disponibles
Ineficiencia x ausentismo = 1,63%
El ausentismo generó como consecuencia 1,63% de ineficiencia en la
planta de producción.
3.1.3 Registro del problema: Ausencia de suministro eléctrico.
La ausencia del suministro eléctrico también generó paralizaciones
de la producción, en este caso hasta que se restablezca la energía, cuyas
consecuencias fueron las siguientes:
Horas hombres improductivas por falta de suministro eléctrico = No. de
días improductivas x 8 horas diarias x 2 máquinas prensas
Horas hombres improductivas por falta de suministro eléctrico = 8,5
días improductivos x 8 horas diarias x 2 máquinas prensas
Horas hombres improductivas por falta de suministro eléctrico = 136
horas improductivas.
La ausencia del suministro eléctrico generó 136 horas improductivas
el cual produjo la siguiente ineficiencia:

Metodología 39
Ineficiencia x falta de suministro
eléctrico =
Horas máquinas improductivas
Horas máquinas disponibles
Ineficiencia x falta de suministro
eléctrico =
136 horas máquinas improductivas
8 h x 5 d x 52 s x 2 máquinas
Ineficiencia x falta de suministro
eléctrico =
136 horas máquinas improductivas
4.160 horas máquinas disponibles
Ineficiencia x falta de suministro eléctrico = 3,27%
La ausencia del suministro eléctrico ocasionó el 3,27% de ineficiencia
en la planta de producción.
3.1.4 Registro del problema: Defectos de calidad en las pastascortas.
El control de calidad de las pastas cortas se realiza automáticamente
a través de un PLC conectado a la prensa No. 1, mientras que el control
en la prensa No. 2 lo realiza visualmente un operador, donde tiene que
verificar los siguientes aspectos:
Nivel de humedad de la masa (máximo 10%).
Nivel de homogenidad del prensado (mínimo 30% - máximo 40%).
Los defectos de las pastas cortas se producen porque la humedad es
superior al 10%, en este caso el fideo sale muy duro, cuando la
homogeneidad es mayor al 40%, el fideo sale frágil, pero si la
homogeneidad es inferior al 30%, pueden obtenerse cantidades de Kg. de
fideo menor a la planificada o esperada. En el siguiente cuadro se
presenta el registro de los defectos obtenidos en el proceso productivo,
durante el año 2014:

Metodología 40
CUADRO No. 11REGISTRO DE DEFECTOS DE PASTA CORTA.
QUINTALES DE FIDEOS SOPA.AÑO 2014.
Meses Fideo duro Fideo frágil Fideo quebrado Total
P1 P2 P1 P2 P1 P2
Enero 4 15 3 13 2 3 40
Febrero 3,2 12,3 5 16 3 5 44,5
Marzo 3,9 11 3,5 20 2,5 4 44,9
Abril 2,3 11,5 4,5 22 2,8 7 50,1
Mayo 3,4 13,2 5 25 1,6 8 56,2
Junio 4,2 11,5 6,5 20 2,2 11 55,4
Julio 4,8 16 3 23 1,2 8 56
Agosto 3,6 15,5 4 16 2,4 10 51,5
Septiembre 2 12 7 19 3,8 8 51,8
Octubre 3,9 14,2 5 17 2,7 6 48,8
Noviembre 2,2 13,4 6,5 21 2 7 52,1
Diciembre 4,6 15 7,6 26 2,4 5 60,6
Subtotal 42,1 160,6 60,6 238 28,6 82 611,9
Total 202,7 298,6 110,6 611,9Fuente: Administración de Ricca Pasta.Elaborado por: Aguirre Zavala Víctor Hugo.
Los defectos del producto (pasta corta), generaron la siguiente
ineficiencia en la producción:
Ineficiencia x defectos del producto =Quintales defectuosos
Producción total
Ineficiencia x defectos del producto =611,90 quintales
6.324 quintales
Ineficiencia x defectos del producto pasta corta = 9,68%
Metodología 41
Los defectos del producto ocasionaron el 9,68% de ineficiencia en la
planta de producción, lo que significa que de cada 100 kilogramos de
pastas, 9,68 Kg. pertenecen a los defectos que pueden ser por fragilidad o
dureza, los cuales tienen relación con los factores de la humedad y de
homogeneidad.
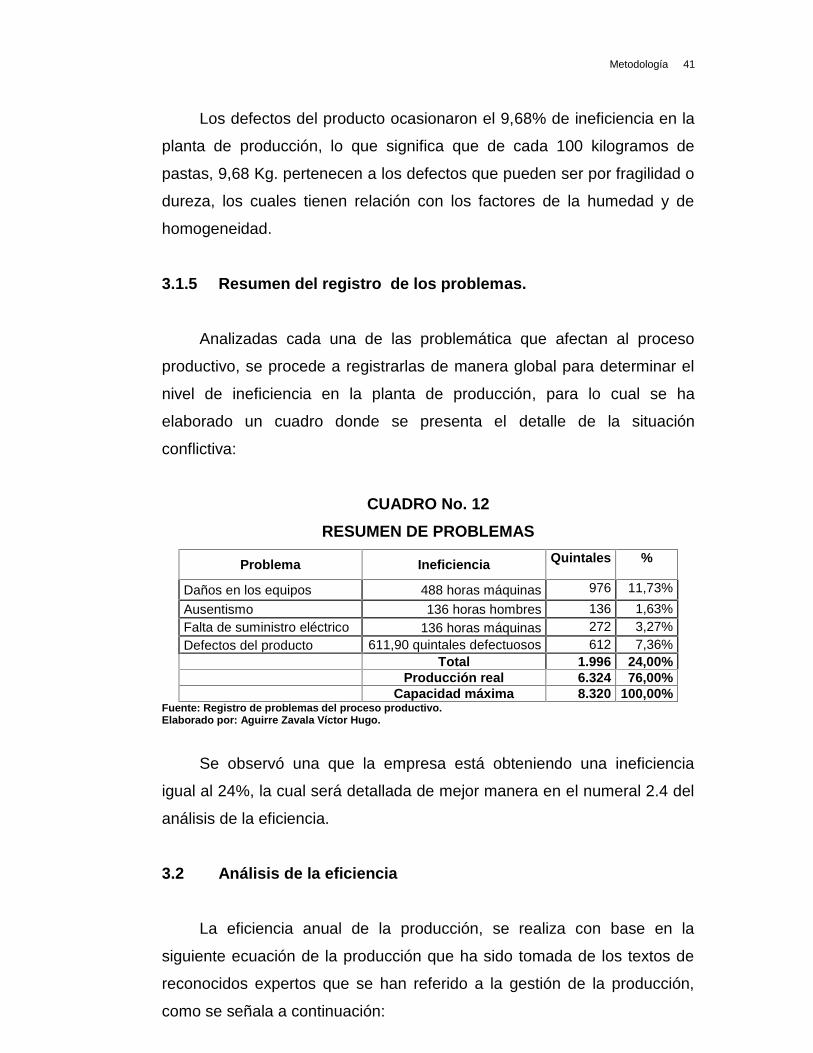
3.1.5 Resumen del registro de los problemas.
Analizadas cada una de las problemática que afectan al proceso
productivo, se procede a registrarlas de manera global para determinar el
nivel de ineficiencia en la planta de producción, para lo cual se ha
elaborado un cuadro donde se presenta el detalle de la situación
conflictiva:
CUADRO No. 12RESUMEN DE PROBLEMAS
Problema Ineficiencia Quintales %
Daños en los equipos 488 horas máquinas 976 11,73%Ausentismo 136 horas hombres 136 1,63%Falta de suministro eléctrico 136 horas máquinas 272 3,27%Defectos del producto 611,90 quintales defectuosos 612 7,36%
Total 1.996 24,00%Producción real 6.324 76,00%
Capacidad máxima 8.320 100,00%Fuente: Registro de problemas del proceso productivo.Elaborado por: Aguirre Zavala Víctor Hugo.
Se observó una que la empresa está obteniendo una ineficiencia
igual al 24%, la cual será detallada de mejor manera en el numeral 2.4 del
análisis de la eficiencia.
3.2 Análisis de la eficiencia
La eficiencia anual de la producción, se realiza con base en la
siguiente ecuación de la producción que ha sido tomada de los textos de
reconocidos expertos que se han referido a la gestión de la producción,
como se señala a continuación:

Metodología 42
Eficiencia =Capacidad de producción
Capacidad máxima
Para el fideo tallarín se tiene:
Capacidad máxima = Capacidad por hora x No. de horas laborables
Capacidad máxima anual = 3 qq por hora x 8 horas laborables x 5 días
x 52 semanas
Capacidad máxima = 6.240 quintales anuales
Para el fideo de sopa se tiene:
Capacidad máxima = Capacidad por hora X No. de horas laborables
Capacidad máxima = 4 quintales por hora x 8 horas laborables x 5 días
x 52 semanas
Capacidad máxima = 8.320 quintales anuales
Luego, se obtendrá la eficiencia por cada tipo de producto, a través
de la aplicación de la ecuación matemática correspondiente, en primer
lugar se presenta el detalle de la producción de fideo tallarín en el año
actual:
Producción anual = 3 quintales x 4 horas x 5 días x 52 semanas =
3120 quintales
Eficiencia =Producción anual
Capacidad máxima
Eficiencia fideo tallarín =3.120 quintales6.240 quintales
Eficiencia = 50,00%

Metodología 43
El valor de producción anual de fideos sopa, cuya capacidad máxima
es igual a 8.320 quintales, considera la información del cuadro 12 del sub-
numeral 3.1.5., con relación a la producción anual de 6.324 quintales, el
cual se lo obtiene mediante la aplicación de la siguiente formula:
Eficiencia = Producción anualCapacidad máxima
Eficiencia fideo sopa = 6.324 quintales8.320 quintales
Eficiencia = 76,00%
Luego la eficiencia para la línea que fabrica el fideo tallarín es del
50,00%, mientras que la línea para la producción del fideo sopa es del
76,00%, cuyo resultado indica que no se ha podido alcanzar las metas
planificadas por la organización, es decir, que el problema puede afectar
los objetivos empresariales.
En los siguientes numerales se presenta el análisis de problemas,
causas, efectos, frecuencia y la cuantificación económica de los problemas
que afectan al proceso productivo, reconociendo que se obtuvo del análisis
una ineficiencia correspondiente al 24,00% que representa una debilidad
para la empresa.
3.3 Análisis FODA
El análisis FODA es una técnica que se utiliza con el propósito de
poder interrelacionar los factores externos (oportunidades y amenazas)
con los factores internos (fortaleza y debilidades) de la empresa, con la
finalidad de determinar los potenciales problemas que está o podría
atravesar la organización y proponer alternativas que mitiguen y
prevengan dichas problemáticas.
Metodología 44
En el anexo No. 5 se presenta el análisis de las fortalezas,
debilidades, oportunidades y amenazas de Ricca Pasta, donde se pueden
apreciar las principales oportunidades y amenazas de la planta de
producción, en donde se hace hincapié en los defectos y en la oportunidad
de contar con un sistema de control con dispositivo PLC para la prensa
No. 2, porque la prensa No. 1 que dispone de este accesorio, tiene una
mayor eficiencia.
3.4 Análisis de datos e identificación de problemas (DiagramasCausa – Efecto o Ishikawa y de Pareto)
Con el registro de los principales problemas identificados en la
problemática en análisis, se elaboran los diagramas de Ishikawa y de
Pareto. Previo a la construcción del diagrama de Ishikawa, se ha descrito
las principales causas de los problemas que afectan a la planta de
producción de pasta corta, en los siguientes literales:
a) Problema No. 1: Daños de los equipos de la producción.
Origen: Prensas.
Área: Maquinarias y equipos.
Causas:
Fallas de dispositivos mecánicos.
Fallas de dispositivos eléctricos.
Limitaciones tecnológicas por falta de dispositivos automatizados de
control para el correcto funcionamiento de las maquinarias.
Efectos: Tiempo improductivo.
b) Problema No. 2: Ausentismo.
Origen: Planta de producción.
Área: Mano de obra.
Causas: Faltas justificadas, Faltas injustificadas, Accidente laboral.

Metodología 45
Efectos: Tiempo improductivo.
c) Problema No. 3: Ausencia de suministro eléctrico.
Origen: Planta de producción.
Área: Materiales e insumos.
Causas: Ausencia del fluido eléctrico en el sector donde se ubica la
empresa, quedándose sin energía la empresa porque no dispone de
una planta propia de energía eléctrica.
Efectos: Tiempo improductivo.
d) Problema No. 4: Defectos de calidad en las pastas cortas.
Origen: Planta de producción.
Área: Proceso de producción.
Causas:
- Fideo duro porque la humedad del producto semielaborado es
superior al 10%.
- Fideo frágil porque la homogeneidad es mayor al 40%.
- Fideo quebrado porque la homogeneidad es menor al 30%.
Efectos: Reproceso.
En el siguiente esquema se presenta el diagrama de Ishikawa de los
problemas identificados en la problemática, donde se pueden apreciar las
principales causas y consecuencias que forman parte de la problemática
que se ha detallado en el numeral anterior del análisis y registros de los
mismos.

Metodología 46
GRÁFICO No. 4DIAGRAMA DE ISHIKAWA.
Fuente: Observación en la planta de producción.Elaborado por: Aguirre Zavala Víctor Hugo.

Metodología 47
Como se puede apreciar, el diagrama de Ishikawa presenta las
principales causas por las cuales se originan los problemas, así como los
efectos que generan como su consecuencia a la planta de producción de
la empresa.
Una vez esquematizado el diagrama de Ishikawa, se procede a la
elaboración del diagrama de Pareto, el cual se lo realizó en dos ámbitos
que fueron el tiempo improductivo y los quintales defectuosos de producto.
Con relación al análisis de los tiempos improductivos, se obtuvo los
siguientes resultados:
CUADRO No. 13ANÁLISIS DE TIEMPOS IMPRODUCTIVOS
Problema HorasImproductivas
Horasimproductivas
Acumuladas
Horasimproductivas
Relativa
% Horasimproductivasacumuladas
Daños en laprensa No. 2 336,00 336,00 44,21% 44,21%
Daños en laprensa No. 1 152,00 488,00 20,00% 64,21%
Falta desuministroeléctrico
136,00 624,00 17,89% 82,11%
Ausentismo 136,00 760,00 17,89% 100,00%Total 760,00 100,00%
Fuente: Observación en la planta de producción.Elaborado por: Aguirre Zavala Víctor Hugo.
GRÁFICO No. 5DIAGRAMA DE PARETO DEL TIEMPO IMPRODUCTIVO.
Fuente: Observación en la planta de producción.Elaborado por: Aguirre Zavala Víctor Hugo.
336,00
152,00 136,00 136,00
0,00%10,00%20,00%30,00%40,00%50,00%60,00%70,00%80,00%90,00%100,00%
0,0075,00
150,00225,00300,00375,00450,00525,00600,00675,00750,00
Daños en la pensa
No. 2
Daños en la pensa
No. 1
Falta desum
inistroeléctrico
Ausentism
o
% H
oras
Máq
uina
sIm
prod
uctiv
as A
cum
ulad
o
Hor
as M
áqui
nas
Impr
oduc
tivas
Problemas
Metodología 48
Del análisis se desprende que los daños en las prensas No. 1 y No. 2
representan el 64,21% de los problemas que generan el tiempo
improductivo en la planta de producción de fideos, siendo la
improductividad de la prensa No. 2 aquella que participa con el 44,21% de
esta problemática, es decir, duplica en paralizaciones a la prensa No. 1.
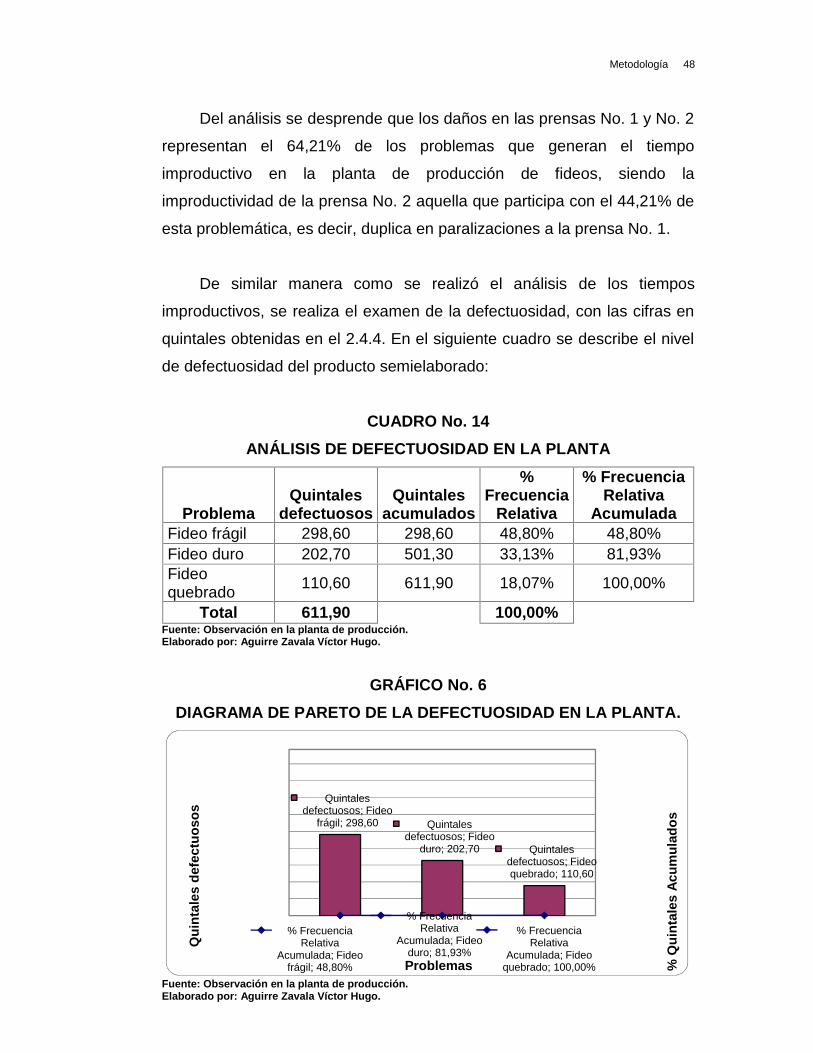
De similar manera como se realizó el análisis de los tiempos
improductivos, se realiza el examen de la defectuosidad, con las cifras en
quintales obtenidas en el 2.4.4. En el siguiente cuadro se describe el nivel
de defectuosidad del producto semielaborado:
CUADRO No. 14ANÁLISIS DE DEFECTUOSIDAD EN LA PLANTA
ProblemaQuintales
defectuososQuintales
acumulados
%Frecuencia
Relativa
% FrecuenciaRelativa
AcumuladaFideo frágil 298,60 298,60 48,80% 48,80%Fideo duro 202,70 501,30 33,13% 81,93%Fideoquebrado 110,60 611,90 18,07% 100,00%
Total 611,90 100,00%Fuente: Observación en la planta de producción.Elaborado por: Aguirre Zavala Víctor Hugo.
GRÁFICO No. 6DIAGRAMA DE PARETO DE LA DEFECTUOSIDAD EN LA PLANTA.
Fuente: Observación en la planta de producción.Elaborado por: Aguirre Zavala Víctor Hugo.
Quintalesdefectuosos; Fideo
frágil; 298,60 Quintalesdefectuosos; Fideo
duro; 202,70 Quintalesdefectuosos; Fideoquebrado; 110,60
% FrecuenciaRelativa
Acumulada; Fideofrágil; 48,80%
% FrecuenciaRelativa
Acumulada; Fideoduro; 81,93%
% FrecuenciaRelativa
Acumulada; Fideoquebrado; 100,00% %
Qui
ntal
es A
cum
ulad
os
Qui
ntal
es d
efec
tuos
os
Problemas

Metodología 49
Del análisis se desprende que el fideo frágil participa con el 48,80%
de la problemática de la defectuosidad del producto, ocasionado porque el
indicador de homogeneidad es mayor al 40%, mientras que en conjunto
con el fideo duro participan con el 81,93%, el cual fue ocasionado porque
la humedad del producto semielaborado es superior al 10%, siendo ambas
las principales causas de este problema en particular.
3.5 Impacto económico de problemas
El impacto económico de los problemas se realiza a través del costeo
de las horas improductivas y del reproceso, para lo cual se toma como
referencia el sueldo del personal, como se puede ver a continuación:
Costo por hora improductiva = Sueldo mes x operadores8 horas x 30 días
Costo por hora improductiva = $450,00 x 3 operadores240 horas
Costo por hora improductiva = $5,63
Habiendo obtenido el costo por hora improductiva, se procede a
determinar el costo del tiempo improductivo de la siguiente manera:
Costo del tiempo improductivo = Costo por hora improductiva x No. de
horas improductivas
Costo del tiempo improductivo = $5,63 x 760 horas improductivas
Costo del tiempo improductivo = $ 4.275,00
El costo del tiempo improductivo es igual a $4.275,00. Aplicando
similar metodología, se procedió a determinar los costos de la
defectuosidad de los fideos, como se presenta en la siguiente operación
matemática:
Metodología 50
Costo anual del reproceso = Costo de tiempo improductivo por
reproceso + Costo de energía eléctrica
Costo anual del reproceso = (($5,63) x (611,90 quintales / 4 quintales
por hora)) + (kilowatio hora x costo de Kw – hr)
Costo anual del reproceso = ($5,63 x 152,975) + (55 kilowatio hora x
$0,22)
Costo anual del reproceso = ($860,48) + ($1.851,00)
Costo anual del reproceso = $ 2.711,48
Con el resultado obtenido de $2.711,48 se procede a la obtención del
monto total de la pérdida anual que afectó a la empresa en el periodo
anual del 2013, como se pudo observar dentro del análisis, mediante la
siguiente ecuación:
Costo anual de la pérdida económica = costo anual del tiempo
improductivo + costo anual del reproceso
Costo anual de la pérdida económica = $4.275,00 + $ 2.711,48
Costo anual de la pérdida económica = $ 6.986,48
El costo anual de la pérdida económica que afectó a la empresa
Pastificio Ricca Pasta fue igual a $6.986,48, en el año 2013, la cual
además de tener una incidencia en la eficiencia de la planta de producción,
afecta la rentabilidad, es decir, los aspectos financieros de la organización.
3.6 Diagnóstico
Del análisis realizado se pudo conocer que la prensa No. 2 es aquella
máquina que tiene mayores problemas debido a que no dispone de un
dispositivo automatizado de control para el correcto funcionamiento de la
misma, lo que ocasiona mayor cantidad de fallas mecánicas y eléctricas,
como se pudo detallar en el análisis previo de este capítulo No. 2.
Además, se pudo conocer que esta prensa No. 2, dedicada a la
elaboración de fideos de sopa o pastas cortas, es la que ocasiona mayor
Metodología 51
cantidad de defectos, siendo el fideo frágil causado porque el indicador de
homogeneidad es mayor al 40% y el fideo duro causado porque la
humedad del producto semielaborado es superior al 10%, las principales
causas de la defectuosidad.
Se plantea como propuesta la implementación de un dispositivo
automatizado de control para el correcto funcionamiento de la prensa No.
2 y para mejorar la eficiencia de la planta.
Marco Teórico 52
CAPÍTULO IV
PRESENTACIÓN DE LA PROPUESTA
Realizado el diagnóstico de la situación actual de la planta
procesadora de fideos, se procedió a determinar la propuesta conociendo
que la prensa No. 2 es la máquina que generó el principal problema, entre
los cuales se citan la implementación de un dispositivo automatizado de
control que garantiza la disminución de los tiempos improductivos y del
reproceso.
Al hacer referencia a la implementación de un dispositivo
automatizado de control, se cita el control lógico programable (PLC) como
una alternativa que comprende la propuesta, que será de gran utilidad
para mejorar la eficiencia de la planta.
4.1 Planteamiento de las alternativas de solución
Para plantear las alternativas de solución a los problemas analizados
en la presente investigación, se procedió a realizar un análisis comparativo
entre dos alternativas, la primera que se refirió a la adquisición de un
sistema de control con PLC para la prensa No. 2 y la segunda referida al
mantenimiento y reparación de la maquinaria actual.
Cabe anotar que la alternativa que sea escogida como solución a los
problemas de los daños en las maquinarias y el producto defectuoso,
requiere de un programa de capacitación para el talento humano, para
fortalecer las capacidades del personal de la planta de producción de
pastas cortas.
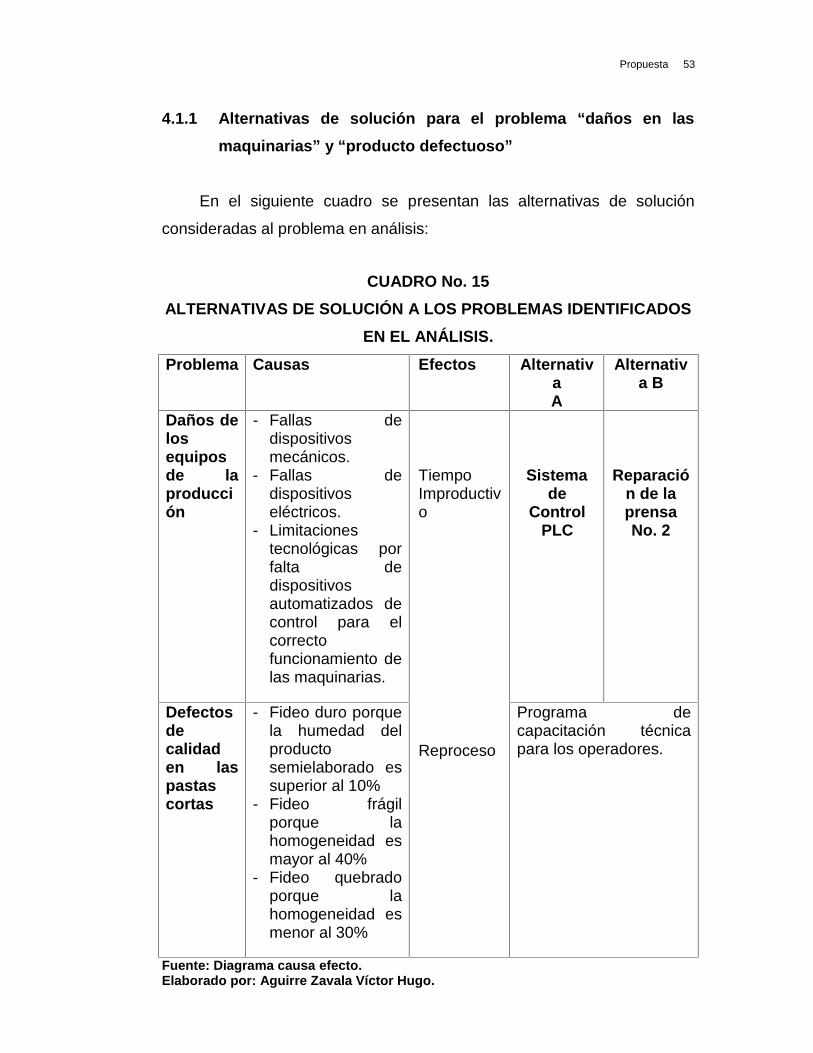
Propuesta 53
4.1.1 Alternativas de solución para el problema “daños en lasmaquinarias” y “producto defectuoso”
En el siguiente cuadro se presentan las alternativas de solución
consideradas al problema en análisis:
CUADRO No. 15ALTERNATIVAS DE SOLUCIÓN A LOS PROBLEMAS IDENTIFICADOS
EN EL ANÁLISIS.
Problema Causas Efectos AlternativaA
Alternativa B
Daños delosequiposde laproducción
- Fallas dedispositivosmecánicos.
- Fallas dedispositivoseléctricos.
- Limitacionestecnológicas porfalta dedispositivosautomatizados decontrol para elcorrectofuncionamiento delas maquinarias.
TiempoImproductivo
Reproceso
Sistemade
ControlPLC
Reparación de laprensaNo. 2
Defectosdecalidaden laspastascortas
- Fideo duro porquela humedad delproductosemielaborado essuperior al 10%
- Fideo frágilporque lahomogeneidad esmayor al 40%
- Fideo quebradoporque lahomogeneidad esmenor al 30%
Programa decapacitación técnicapara los operadores.
Fuente: Diagrama causa efecto.Elaborado por: Aguirre Zavala Víctor Hugo.
Propuesta 54
4.2 Descripción de alternativas de solución para el problema“daños en las maquinarias” y “productos defectuosos”
4.2.1 Alternativa de Solución “A”: “Instalación de un Sistema deControl PLC”
La primera alternativa considerada al problema de los daños en las
maquinarias y los productos defectuosos, está relacionada con la
instalación de un sistema de control PLC para la prensa No. 2.
El sistema de control PLC es un dispositivo que incluye hardware y
software asociado en este caso a la máquina prensa No. 2, que se conecta
a la misma a través de un Ladder o programa en escalera (ver anexo No.6) dispuesto por sentencias o instrucciones. Para el efecto, se requiere
una lógica de cableo, para la programación de PLC, el cual se lo descarga
al equipo mediante una secuencia operativa. Utilizaremos un Controlador
inteligente SR que es un nuevo tipo de controlador programable con FUP
(FU) (ver anexo No. 7) de programación, lo que es más simple y más fácil
de aprender que el PLC convencional (esquema de contactos y la
instrucción). En el concepto de diseño de productos de la serie SR, SR -
WRT se utiliza como un panel de programación para programar SR
anfitriones de la serie.
Por otro lado, SR - HMI se utiliza como un potente interfaz hombre-
máquina sencilla para mostrar el estado de la serie SR, y sí SR - HMI es
programable. Si desea programar SR por PC, el software de programación
gratuito " Se proporciona Súper CAD "con funciones de gran alcance. SR
se puede utilizar para combinar módulos de voz de SR- VPA, módulos de
control remoto de SR- RCA, SR- RCD SR- VPD y; se puede realizar de
teléfono de control remoto, control inalámbrico, funciones de voz que
provocó y auto- marcación. Siendo utilizado con el módulo de expansión
(SR- 20ERA, SR- 20ERD, SR- 20ETD, SR- 20EGD), los puntos de entrada
/ salida se pueden ampliar para satisfacer sus necesidades. Mayormente
Propuesta 55
una máquina SR puede conectarse con cinco módulos de extensión como
máximo, (es mejor que se conecte con los módulos de extensión de 3) y
hay 122 puntos I / O (74 entradas y 48 salidas) como máximo, de los
cuales se está utilizando una entrada y tres salidas (ver anexo No. 8).
Controlador inteligente SR se utiliza ampliamente en el campo del
control automático de la industria, la agricultura y el control automático de
la casa, que realmente entra en cada parte de la vida cotidiana de las
personas.
A pesar que un PLC tiene una vida útil de diez años, sin embargo, en
el ejercicio de la propuesta se considera cinco años; mientras que los
costos del mantenimiento se encuentran alrededor del 30%, el cual se
refiere a la limpieza de la cabina y el ajuste de las borneras, para evitar
que el polvo y la humedad deterioren los circuitos internos del dispositivo;
además que la garantía del equipo es de 3 años.
El sistema de control automatizado con PLC tiene las siguientes
ventajas:
Reducción del tiempo.
Ahorro de espacio en la planta de producción.
Disminución de costos de mano de obra.
Economía en el mantenimiento.
Control de varias máquinas al mismo tiempo.
Disminución del tiempo de puesta en marcha.
Entre las principales desventajas que tiene el uso del PLC, se cita
que se debe realizar una mayor inversión en el adiestramiento de los
técnicos, además de los propios costos del PLC.
Descripción del equipo propuesto. – Los Sistemas PLC tienen las
siguientes características:
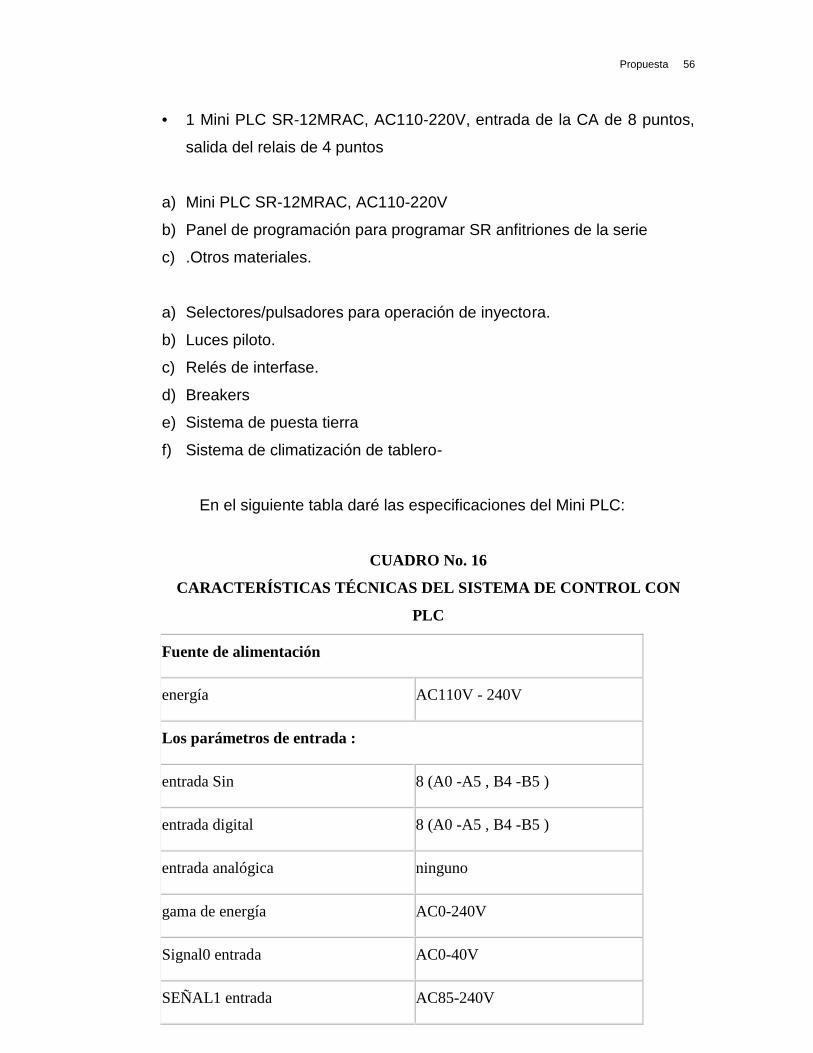
Propuesta 56
1 Mini PLC SR-12MRAC, AC110-220V, entrada de la CA de 8 puntos,
salida del relais de 4 puntos
a) Mini PLC SR-12MRAC, AC110-220V
b) Panel de programación para programar SR anfitriones de la serie
c) .Otros materiales.
a) Selectores/pulsadores para operación de inyectora.
b) Luces piloto.
c) Relés de interfase.
d) Breakers
e) Sistema de puesta tierra
f) Sistema de climatización de tablero-
En el siguiente tabla daré las especificaciones del Mini PLC:
CUADRO No. 16
CARACTERÍSTICAS TÉCNICAS DEL SISTEMA DE CONTROL CON
PLC
Fuente de alimentación
energía AC110V - 240V
Los parámetros de entrada :
entrada Sin 8 (A0 -A5 , B4 -B5 )
entrada digital 8 (A0 -A5 , B4 -B5 )
entrada analógica ninguno
gama de energía AC0-240V
Signal0 entrada AC0-40V
SEÑAL1 entrada AC85-240V
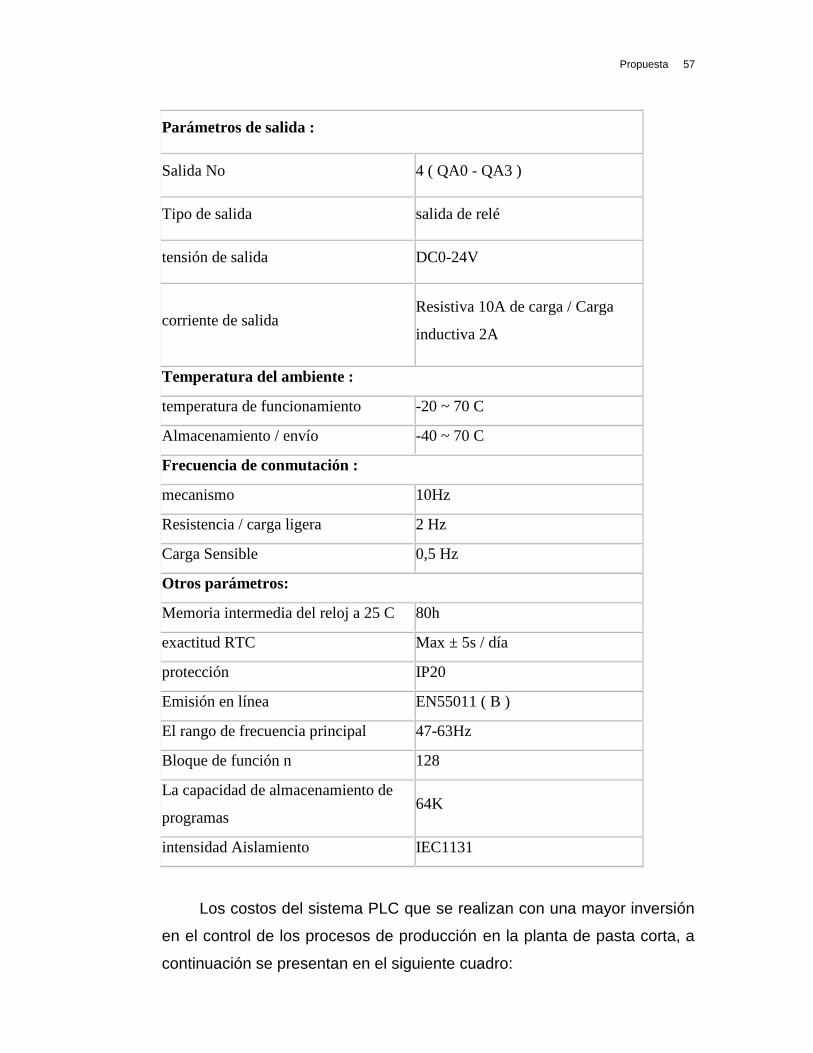
Propuesta 57
Parámetros de salida :
Salida No 4 ( QA0 - QA3 )
Tipo de salida salida de relé
tensión de salida DC0-24V
corriente de salidaResistiva 10A de carga / Carga
inductiva 2A
Temperatura del ambiente :
temperatura de funcionamiento -20 ~ 70 C
Almacenamiento / envío -40 ~ 70 C
Frecuencia de conmutación :
mecanismo 10Hz
Resistencia / carga ligera 2 Hz
Carga Sensible 0,5 Hz
Otros parámetros:
Memoria intermedia del reloj a 25 C 80h
exactitud RTC Max ± 5s / día
protección IP20
Emisión en línea EN55011 ( B )
El rango de frecuencia principal 47-63Hz
Bloque de función n 128
La capacidad de almacenamiento de
programas64K
intensidad Aislamiento IEC1131
Los costos del sistema PLC que se realizan con una mayor inversión
en el control de los procesos de producción en la planta de pasta corta, a
continuación se presentan en el siguiente cuadro:
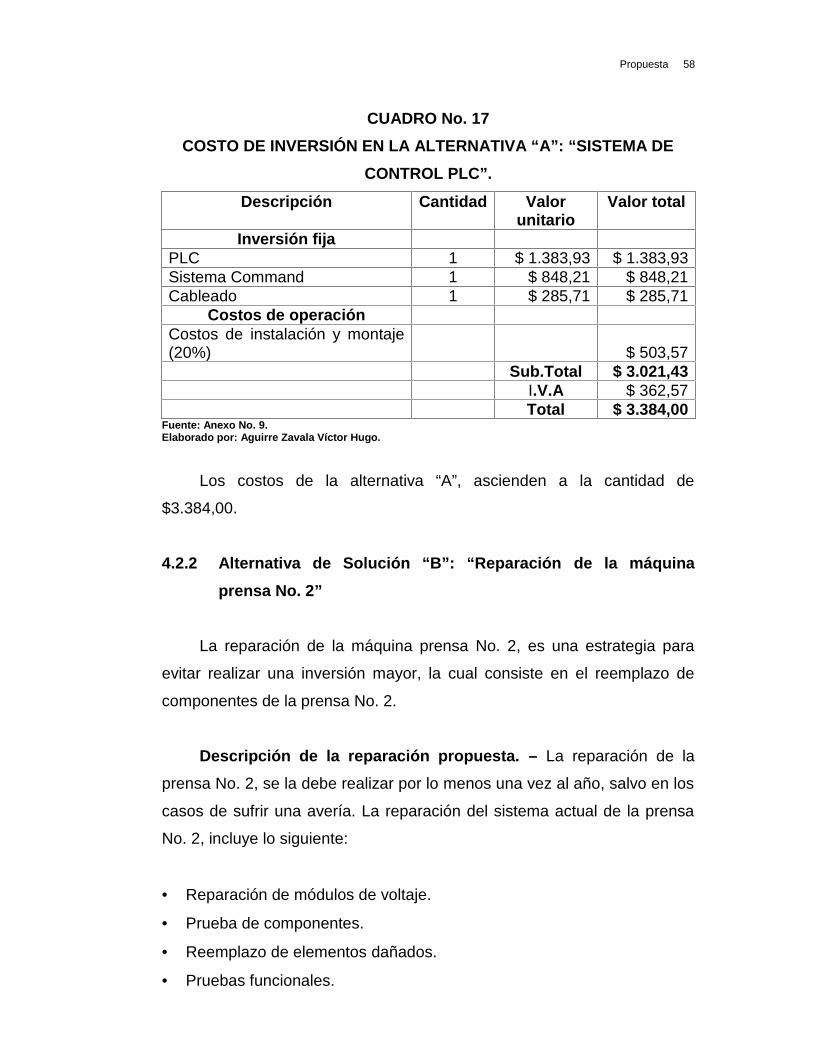
Propuesta 58
CUADRO No. 17COSTO DE INVERSIÓN EN LA ALTERNATIVA “A”: “SISTEMA DE
CONTROL PLC”.
Descripción Cantidad Valorunitario
Valor total
Inversión fijaPLC 1 $ 1.383,93 $ 1.383,93Sistema Command 1 $ 848,21 $ 848,21Cableado 1 $ 285,71 $ 285,71
Costos de operaciónCostos de instalación y montaje(20%) $ 503,57
Sub.Total $ 3.021,43I.V.A $ 362,57Total $ 3.384,00
Fuente: Anexo No. 9.Elaborado por: Aguirre Zavala Víctor Hugo.
Los costos de la alternativa “A”, ascienden a la cantidad de
$3.384,00.
4.2.2 Alternativa de Solución “B”: “Reparación de la máquinaprensa No. 2”
La reparación de la máquina prensa No. 2, es una estrategia para
evitar realizar una inversión mayor, la cual consiste en el reemplazo de
componentes de la prensa No. 2.
Descripción de la reparación propuesta. – La reparación de la
prensa No. 2, se la debe realizar por lo menos una vez al año, salvo en los
casos de sufrir una avería. La reparación del sistema actual de la prensa
No. 2, incluye lo siguiente:
Reparación de módulos de voltaje.
Prueba de componentes.
Reemplazo de elementos dañados.
Pruebas funcionales.
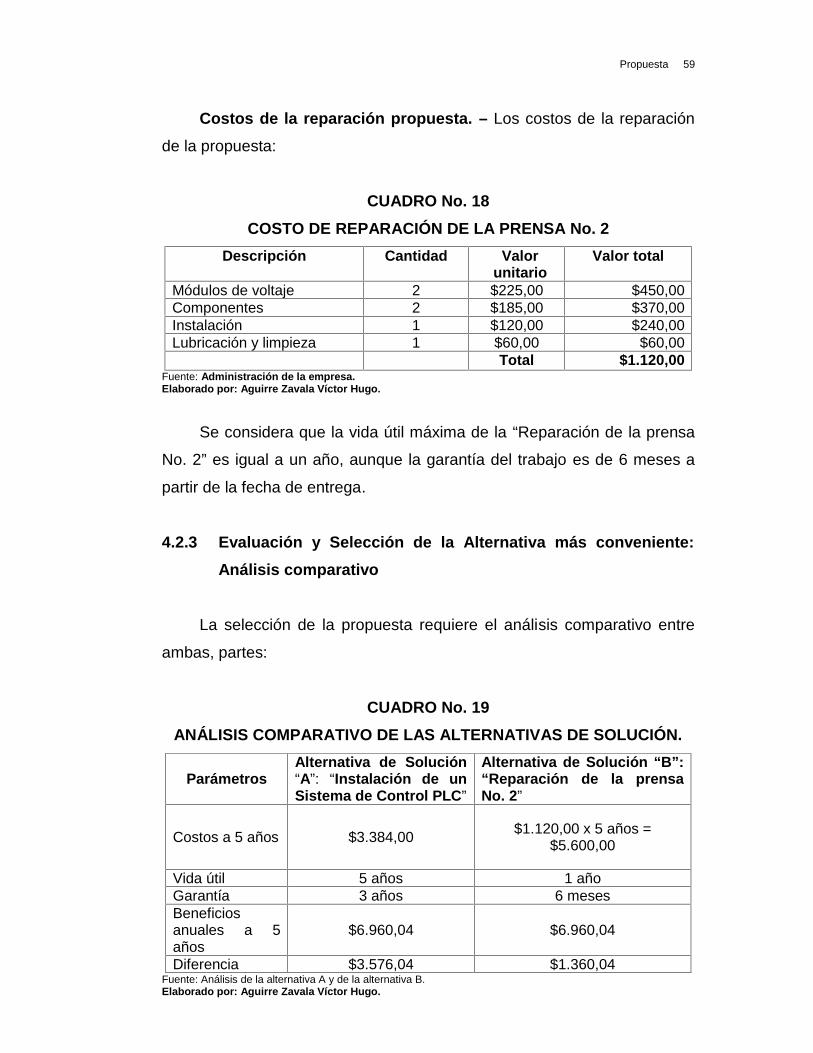
Propuesta 59
Costos de la reparación propuesta. – Los costos de la reparación
de la propuesta:
CUADRO No. 18COSTO DE REPARACIÓN DE LA PRENSA No. 2
Descripción Cantidad Valorunitario
Valor total
Módulos de voltaje 2 $225,00 $450,00Componentes 2 $185,00 $370,00Instalación 1 $120,00 $240,00Lubricación y limpieza 1 $60,00 $60,00
Total $1.120,00Fuente: Administración de la empresa.Elaborado por: Aguirre Zavala Víctor Hugo.
Se considera que la vida útil máxima de la “Reparación de la prensa
No. 2” es igual a un año, aunque la garantía del trabajo es de 6 meses a
partir de la fecha de entrega.
4.2.3 Evaluación y Selección de la Alternativa más conveniente:Análisis comparativo
La selección de la propuesta requiere el análisis comparativo entre
ambas, partes:
CUADRO No. 19ANÁLISIS COMPARATIVO DE LAS ALTERNATIVAS DE SOLUCIÓN.
ParámetrosAlternativa de Solución“A”: “Instalación de unSistema de Control PLC”
Alternativa de Solución “B”:“Reparación de la prensaNo. 2”
Costos a 5 años $3.384,00 $1.120,00 x 5 años =$5.600,00
Vida útil 5 años 1 añoGarantía 3 años 6 mesesBeneficiosanuales a 5años
$6.960,04 $6.960,04
Diferencia $3.576,04 $1.360,04Fuente: Análisis de la alternativa A y de la alternativa B.Elaborado por: Aguirre Zavala Víctor Hugo.

Propuesta 60
Se puede apreciar que la alternativa de solución correspondiente a la
implementación de un sistema de control con PLC, es aquella que obtiene
mayores beneficios para la empresa, por lo tanto es la solución escogida
como propuesta para la empresa, además que su precio es económico,
tratándose de un PLC, de bajo costo para el microempresario, que ofrece
las siguientes ventajas:
CUADRO No. 20VENTAJAS DE INSTALAR EL SISTEMA DE CONTROL CON PLC Y
DESVENTAJAS DE REPARAR LA PRENSA No. 2.
Ventajas de implementarsistema de control con PLC
Desventajas de reparar la prensaNo. 2
Mejorará el nivel de tecnología enla planta.
Tecnología obsoleta.
Estará libre de mantenimiento. Mantenimientos periódicos.Reducción del tiempo delprocesos
Incremento del tiempo del proceso.
Facilidad en el monitoreo delproceso.
No se puede monitorear lamáquina.
Fácil adquisición de repuestos. Altos costos de repuestos.Fácil detección de averías. Detección de averías en tiempos
prolongados.Alta confiabilidad y eficiencia. Prensa No. 2 poco confiable.
Fuente: Análisis de alternativas.Elaborado por: Aguirre Zavala Víctor Hugo.
4.2.4 Actividades complementarias
Cualquiera de las dos alternativas qua la empresa desea
implementar, requiere de un plan de capacitación del talento humano, para
que pueda operar con el sistema de control con PLC o para que pueda
mejorar la operación de la prensa No. 2.
La capacitación debe llegar a todo el personal operativo, con un costo
aproximado de $200,00 por operador, aprovechan do además la inducción
que le proporcionará el proveedor del sistema de PLC que se propone
implementar.
Propuesta 61
4.3 Aporte e incidencia de la propuesta en el desarrollo de lasactividades de la empresa
La propuesta de la implementación del sistema de control con PLC
tiene un impacto positivo en el desarrollo de la empresa:
Eficiencia propuesta (EP) = Horas utilizadas (esperadas)Tiempo anual en horas
EP = Horas utilizadas actuales + recuperación tiempoTiempo anual en horas
Se espera la recuperación del tiempo improductivo de 912,98 horas,
por concepto de la reducción del problema de los “daños de las prensas” y
“productos defectuosos”.
760,00 horas improductivas + 152,975 horas improductivas
EP = 2.851,72 h + 912,98 h4.160 horas máquinas disponibles
EP = 3.764,70 horas4.160 horas
EP = 90,50% (28,96 quintales diarios y 7.529,60 quintales anuales)
La eficiencia propuesta con la alternativa de solución considerada
será igual a 90,50%, es decir, un incremento de 14,50% con relación a la
eficiencia actual de 76%, lo cual es considerado como un incremento
significativo de este indicador.
4.4 Plan de inversión y financiamiento
Una vez que se ha realizado el diagnóstico de la situación actual de
la planta de producción de pasta corta, identificándose las problemáticas
principales, que dieron lugar a que se proponga la implementación de un
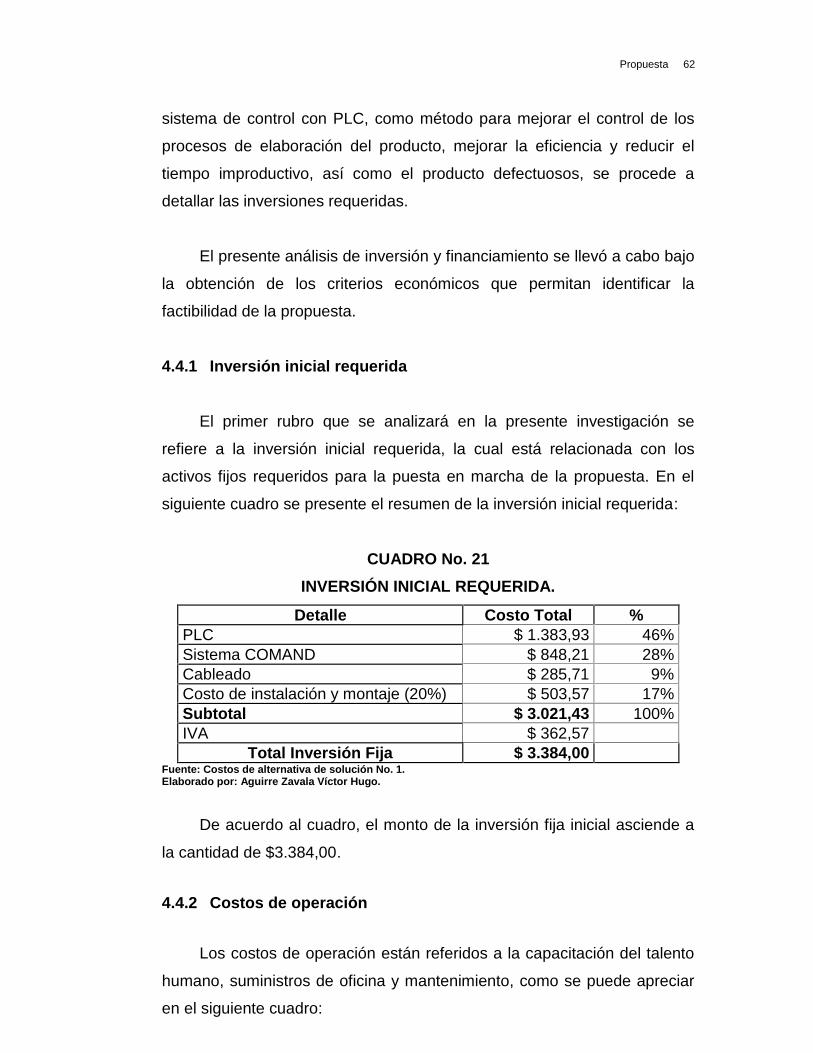
Propuesta 62
sistema de control con PLC, como método para mejorar el control de los
procesos de elaboración del producto, mejorar la eficiencia y reducir el
tiempo improductivo, así como el producto defectuosos, se procede a
detallar las inversiones requeridas.
El presente análisis de inversión y financiamiento se llevó a cabo bajo
la obtención de los criterios económicos que permitan identificar la
factibilidad de la propuesta.
4.4.1 Inversión inicial requerida
El primer rubro que se analizará en la presente investigación se
refiere a la inversión inicial requerida, la cual está relacionada con los
activos fijos requeridos para la puesta en marcha de la propuesta. En el
siguiente cuadro se presente el resumen de la inversión inicial requerida:
CUADRO No. 21INVERSIÓN INICIAL REQUERIDA.
Detalle Costo Total %PLC $ 1.383,93 46%Sistema COMAND $ 848,21 28%Cableado $ 285,71 9%Costo de instalación y montaje (20%) $ 503,57 17%Subtotal $ 3.021,43 100%IVA $ 362,57
Total Inversión Fija $ 3.384,00Fuente: Costos de alternativa de solución No. 1.Elaborado por: Aguirre Zavala Víctor Hugo.
De acuerdo al cuadro, el monto de la inversión fija inicial asciende a
la cantidad de $3.384,00.
4.4.2 Costos de operación
Los costos de operación están referidos a la capacitación del talento
humano, suministros de oficina y mantenimiento, como se puede apreciar
en el siguiente cuadro:
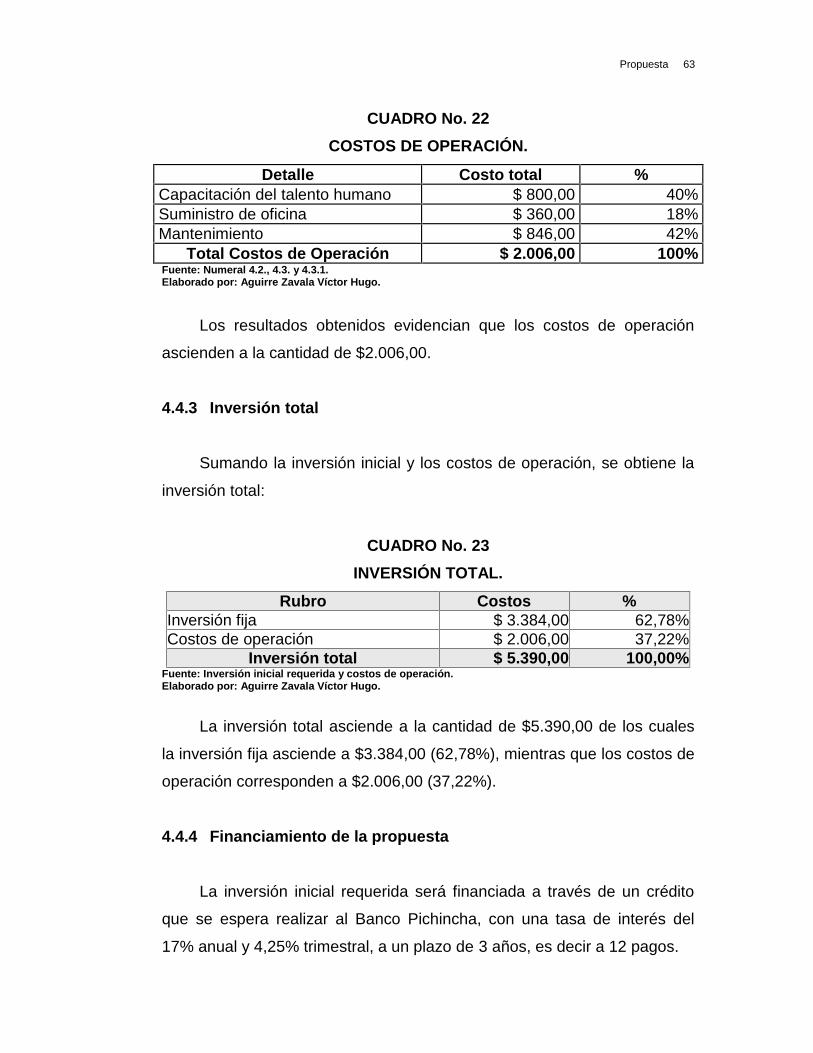
Propuesta 63
CUADRO No. 22COSTOS DE OPERACIÓN.
Detalle Costo total %Capacitación del talento humano $ 800,00 40%Suministro de oficina $ 360,00 18%Mantenimiento $ 846,00 42%
Total Costos de Operación $ 2.006,00 100%Fuente: Numeral 4.2., 4.3. y 4.3.1.Elaborado por: Aguirre Zavala Víctor Hugo.
Los resultados obtenidos evidencian que los costos de operación
ascienden a la cantidad de $2.006,00.
4.4.3 Inversión total
Sumando la inversión inicial y los costos de operación, se obtiene la
inversión total:
CUADRO No. 23INVERSIÓN TOTAL.
Rubro Costos %Inversión fija $ 3.384,00 62,78%Costos de operación $ 2.006,00 37,22%
Inversión total $ 5.390,00 100,00%Fuente: Inversión inicial requerida y costos de operación.Elaborado por: Aguirre Zavala Víctor Hugo.
La inversión total asciende a la cantidad de $5.390,00 de los cuales
la inversión fija asciende a $3.384,00 (62,78%), mientras que los costos de
operación corresponden a $2.006,00 (37,22%).
4.4.4 Financiamiento de la propuesta
La inversión inicial requerida será financiada a través de un crédito
que se espera realizar al Banco Pichincha, con una tasa de interés del
17% anual y 4,25% trimestral, a un plazo de 3 años, es decir a 12 pagos.
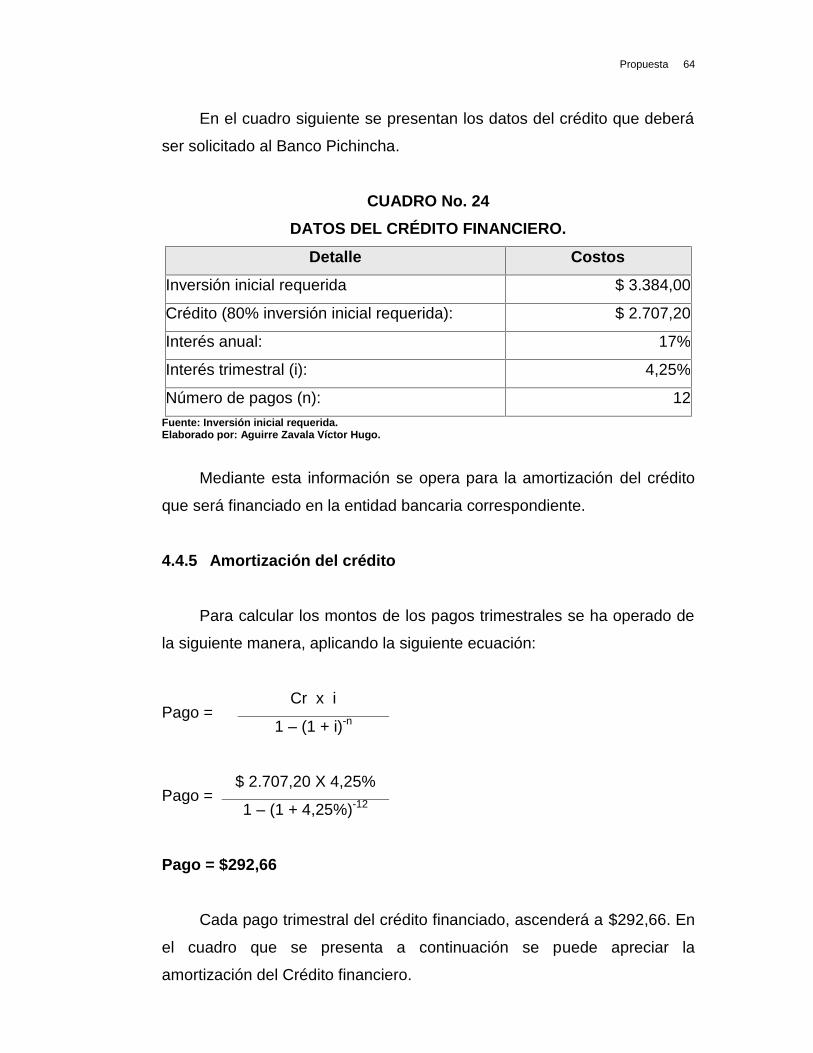
Propuesta 64
En el cuadro siguiente se presentan los datos del crédito que deberá
ser solicitado al Banco Pichincha.
CUADRO No. 24DATOS DEL CRÉDITO FINANCIERO.
Detalle Costos
Inversión inicial requerida $ 3.384,00
Crédito (80% inversión inicial requerida): $ 2.707,20
Interés anual: 17%
Interés trimestral (i): 4,25%
Número de pagos (n): 12Fuente: Inversión inicial requerida.Elaborado por: Aguirre Zavala Víctor Hugo.
Mediante esta información se opera para la amortización del crédito
que será financiado en la entidad bancaria correspondiente.
4.4.5 Amortización del crédito
Para calcular los montos de los pagos trimestrales se ha operado de
la siguiente manera, aplicando la siguiente ecuación:
Pago =Cr x i
1 – (1 + i)-n
Pago =$ 2.707,20 X 4,25%
1 – (1 + 4,25%)-12
Pago = $292,66
Cada pago trimestral del crédito financiado, ascenderá a $292,66. En
el cuadro que se presenta a continuación se puede apreciar la
amortización del Crédito financiero.
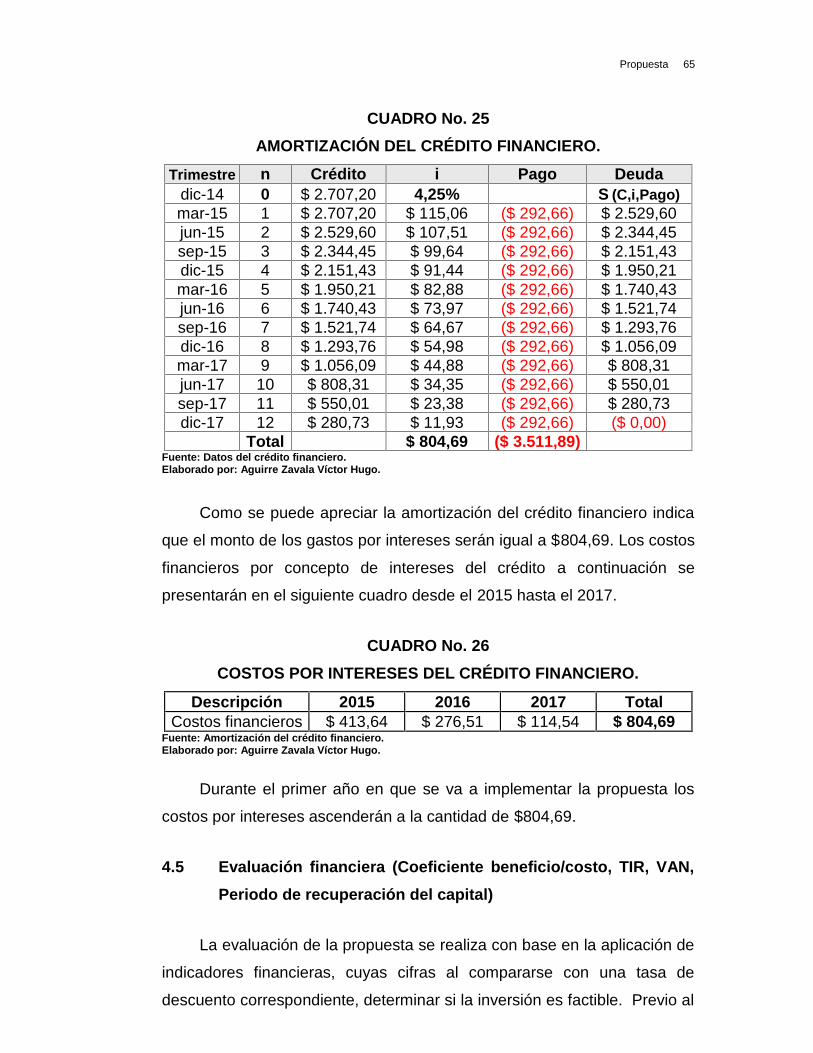
Propuesta 65
CUADRO No. 25AMORTIZACIÓN DEL CRÉDITO FINANCIERO.
Trimestre n Crédito i Pago Deudadic-14 0 $ 2.707,20 4,25% (C,i,Pago)mar-15 1 $ 2.707,20 $ 115,06 ($ 292,66) $ 2.529,60jun-15 2 $ 2.529,60 $ 107,51 ($ 292,66) $ 2.344,45sep-15 3 $ 2.344,45 $ 99,64 ($ 292,66) $ 2.151,43dic-15 4 $ 2.151,43 $ 91,44 ($ 292,66) $ 1.950,21mar-16 5 $ 1.950,21 $ 82,88 ($ 292,66) $ 1.740,43jun-16 6 $ 1.740,43 $ 73,97 ($ 292,66) $ 1.521,74sep-16 7 $ 1.521,74 $ 64,67 ($ 292,66) $ 1.293,76dic-16 8 $ 1.293,76 $ 54,98 ($ 292,66) $ 1.056,09mar-17 9 $ 1.056,09 $ 44,88 ($ 292,66) $ 808,31jun-17 10 $ 808,31 $ 34,35 ($ 292,66) $ 550,01sep-17 11 $ 550,01 $ 23,38 ($ 292,66) $ 280,73dic-17 12 $ 280,73 $ 11,93 ($ 292,66) ($ 0,00)
Total $ 804,69 ($ 3.511,89)Fuente: Datos del crédito financiero.Elaborado por: Aguirre Zavala Víctor Hugo.
Como se puede apreciar la amortización del crédito financiero indica
que el monto de los gastos por intereses serán igual a $804,69. Los costos
financieros por concepto de intereses del crédito a continuación se
presentarán en el siguiente cuadro desde el 2015 hasta el 2017.
CUADRO No. 26COSTOS POR INTERESES DEL CRÉDITO FINANCIERO.
Descripción 2015 2016 2017 TotalCostos financieros $ 413,64 $ 276,51 $ 114,54 $ 804,69
Fuente: Amortización del crédito financiero.Elaborado por: Aguirre Zavala Víctor Hugo.
Durante el primer año en que se va a implementar la propuesta los
costos por intereses ascenderán a la cantidad de $804,69.
4.5 Evaluación financiera (Coeficiente beneficio/costo, TIR, VAN,Periodo de recuperación del capital)
La evaluación de la propuesta se realiza con base en la aplicación de
indicadores financieras, cuyas cifras al compararse con una tasa de
descuento correspondiente, determinar si la inversión es factible. Previo al
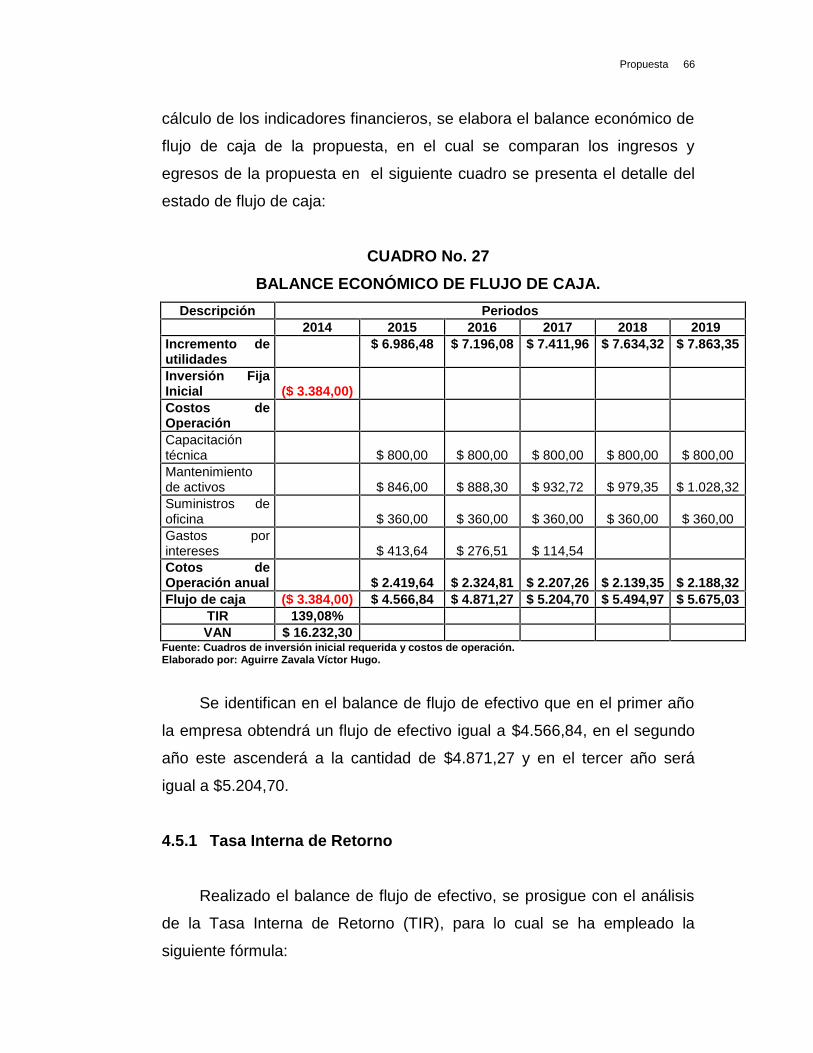
Propuesta 66
cálculo de los indicadores financieros, se elabora el balance económico de
flujo de caja de la propuesta, en el cual se comparan los ingresos y
egresos de la propuesta en el siguiente cuadro se presenta el detalle del
estado de flujo de caja:
CUADRO No. 27BALANCE ECONÓMICO DE FLUJO DE CAJA.
Descripción Periodos2014 2015 2016 2017 2018 2019
Incremento deutilidades
$ 6.986,48 $ 7.196,08 $ 7.411,96 $ 7.634,32 $ 7.863,35
Inversión FijaInicial ($ 3.384,00)Costos deOperaciónCapacitacióntécnica $ 800,00 $ 800,00 $ 800,00 $ 800,00 $ 800,00Mantenimientode activos $ 846,00 $ 888,30 $ 932,72 $ 979,35 $ 1.028,32Suministros deoficina $ 360,00 $ 360,00 $ 360,00 $ 360,00 $ 360,00Gastos porintereses $ 413,64 $ 276,51 $ 114,54Cotos deOperación anual $ 2.419,64 $ 2.324,81 $ 2.207,26 $ 2.139,35 $ 2.188,32Flujo de caja ($ 3.384,00) $ 4.566,84 $ 4.871,27 $ 5.204,70 $ 5.494,97 $ 5.675,03
TIR 139,08%VAN $ 16.232,30
Fuente: Cuadros de inversión inicial requerida y costos de operación.Elaborado por: Aguirre Zavala Víctor Hugo.
Se identifican en el balance de flujo de efectivo que en el primer año
la empresa obtendrá un flujo de efectivo igual a $4.566,84, en el segundo
año este ascenderá a la cantidad de $4.871,27 y en el tercer año será
igual a $5.204,70.
4.5.1 Tasa Interna de Retorno
Realizado el balance de flujo de efectivo, se prosigue con el análisis
de la Tasa Interna de Retorno (TIR), para lo cual se ha empleado la
siguiente fórmula:
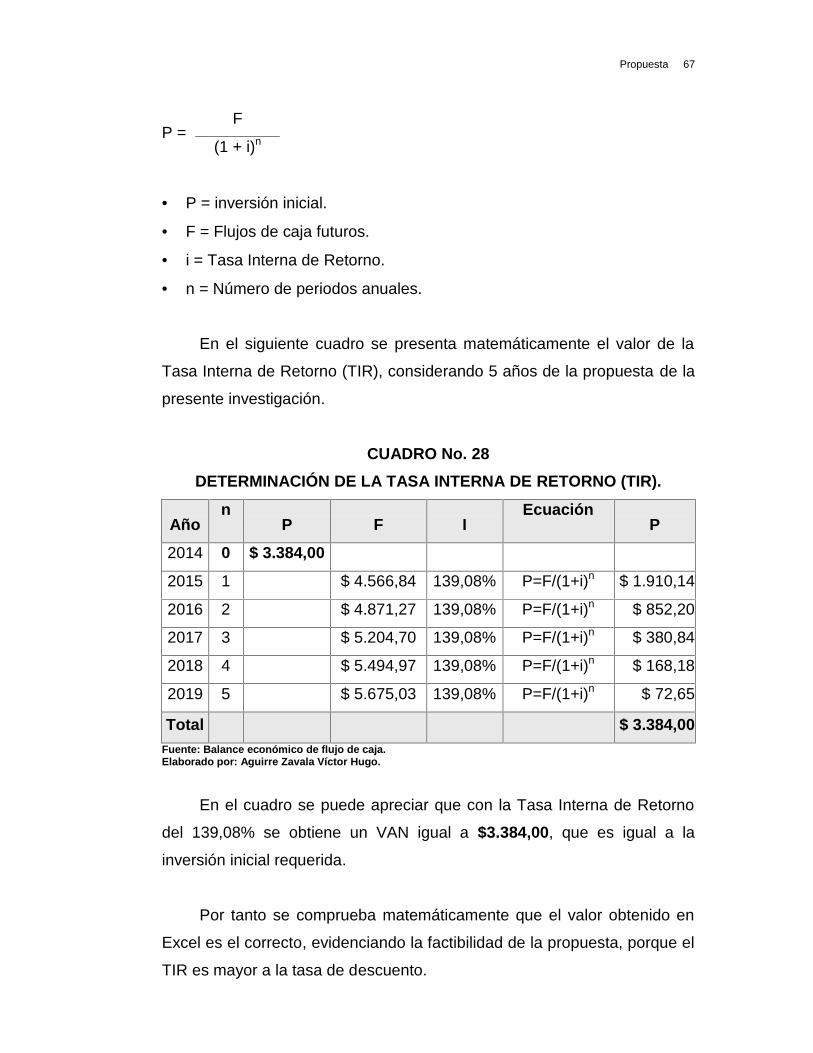
Propuesta 67
P =F
(1 + i)n
P = inversión inicial.
F = Flujos de caja futuros.
i = Tasa Interna de Retorno.
n = Número de periodos anuales.
En el siguiente cuadro se presenta matemáticamente el valor de la
Tasa Interna de Retorno (TIR), considerando 5 años de la propuesta de la
presente investigación.
CUADRO No. 28DETERMINACIÓN DE LA TASA INTERNA DE RETORNO (TIR).
Añon
P F IEcuación
P
2014 0 $ 3.384,00
2015 1 $ 4.566,84 139,08% P=F/(1+i)n $ 1.910,14
2016 2 $ 4.871,27 139,08% P=F/(1+i)n $ 852,20
2017 3 $ 5.204,70 139,08% P=F/(1+i)n $ 380,84
2018 4 $ 5.494,97 139,08% P=F/(1+i)n $ 168,18
2019 5 $ 5.675,03 139,08% P=F/(1+i)n $ 72,65
Total $ 3.384,00Fuente: Balance económico de flujo de caja.Elaborado por: Aguirre Zavala Víctor Hugo.
En el cuadro se puede apreciar que con la Tasa Interna de Retorno
del 139,08% se obtiene un VAN igual a $3.384,00, que es igual a la
inversión inicial requerida.
Por tanto se comprueba matemáticamente que el valor obtenido en
Excel es el correcto, evidenciando la factibilidad de la propuesta, porque el
TIR es mayor a la tasa de descuento.
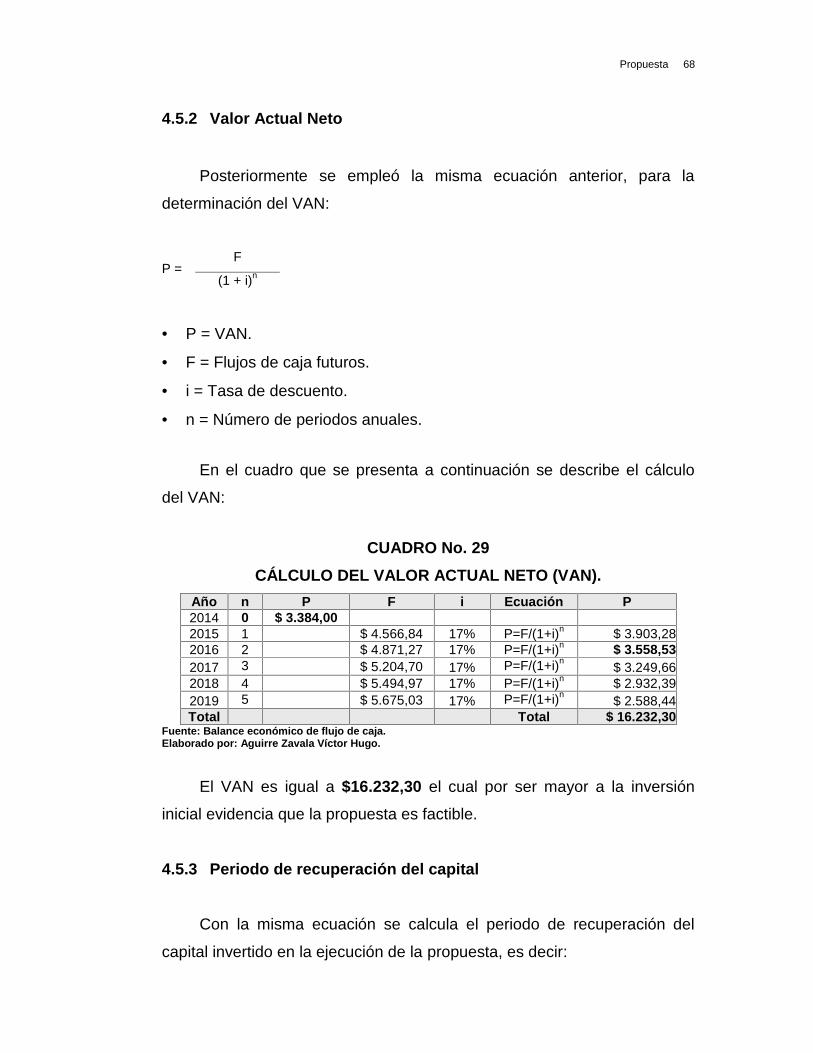
Propuesta 68
4.5.2 Valor Actual Neto
Posteriormente se empleó la misma ecuación anterior, para la
determinación del VAN:
P =F
(1 + i)n
P = VAN.
F = Flujos de caja futuros.
i = Tasa de descuento.
n = Número de periodos anuales.
En el cuadro que se presenta a continuación se describe el cálculo
del VAN:
CUADRO No. 29CÁLCULO DEL VALOR ACTUAL NETO (VAN).
Año n P F i Ecuación P2014 0 $ 3.384,002015 1 $ 4.566,84 17% P=F/(1+i)n $ 3.903,282016 2 $ 4.871,27 17% P=F/(1+i)n $ 3.558,532017 3 $ 5.204,70 17% P=F/(1+i)n $ 3.249,662018 4 $ 5.494,97 17% P=F/(1+i)n $ 2.932,392019 5 $ 5.675,03 17% P=F/(1+i)n $ 2.588,44Total Total $ 16.232,30
Fuente: Balance económico de flujo de caja.Elaborado por: Aguirre Zavala Víctor Hugo.
El VAN es igual a $16.232,30 el cual por ser mayor a la inversión
inicial evidencia que la propuesta es factible.
4.5.3 Periodo de recuperación del capital
Con la misma ecuación se calcula el periodo de recuperación del
capital invertido en la ejecución de la propuesta, es decir:

Propuesta 69
P =F
(1 + i)n
Donde la simbología de la ecuación financiera, representa lo
siguiente:
P (acumulado) = Periodo de recuperación del capital.
F = Flujos de caja futuros.
i = Tasa de descuento.
n = Número de periodos anuales.
El cálculo del tiempo de recuperación de la inversión se presenta en
el siguiente cuadro.
CUADRO No. 30CÁLCULO DEL PERIODO DE RECUPERACIÓN DEL CAPITAL.
Año n P F i Ecuación P P2014 0 $ 3.384,00 acumulado2015 1 $ 4.566,84 17% P=F/(1+i)n
$ 3.903,28 $ 3.903,282016 2 $ 4.871,27 17% P=F/(1+i)n
$ 3.558,53 $ 7.461,812017 3 $ 5.204,70 17% P=F/(1+i)n
$ 3.249,66$ 10.711,472018 4 $ 5.494,97 17% P=F/(1+i)n
$ 2.932,39$ 13.643,862019 5 $ 5.675,03 17% P=F/(1+i)n
$ 2.588,44$ 16.232,30Fuente: Balance económico de flujo de caja.Elaborado por: Aguirre Zavala Víctor Hugo.
En el primer año el valor de P acumulado ($3.903,28), que representa
la recuperación del capital, supera el monto de la inversión inicial de
$3.384,00, por lo tanto, la inversión será recuperada en el periodo de 1
año.
Debido a que los activos fijos que se requieren para la
implementación de la propuesta tienen una vida útil de 5 años, entonces la
inversión es factible.
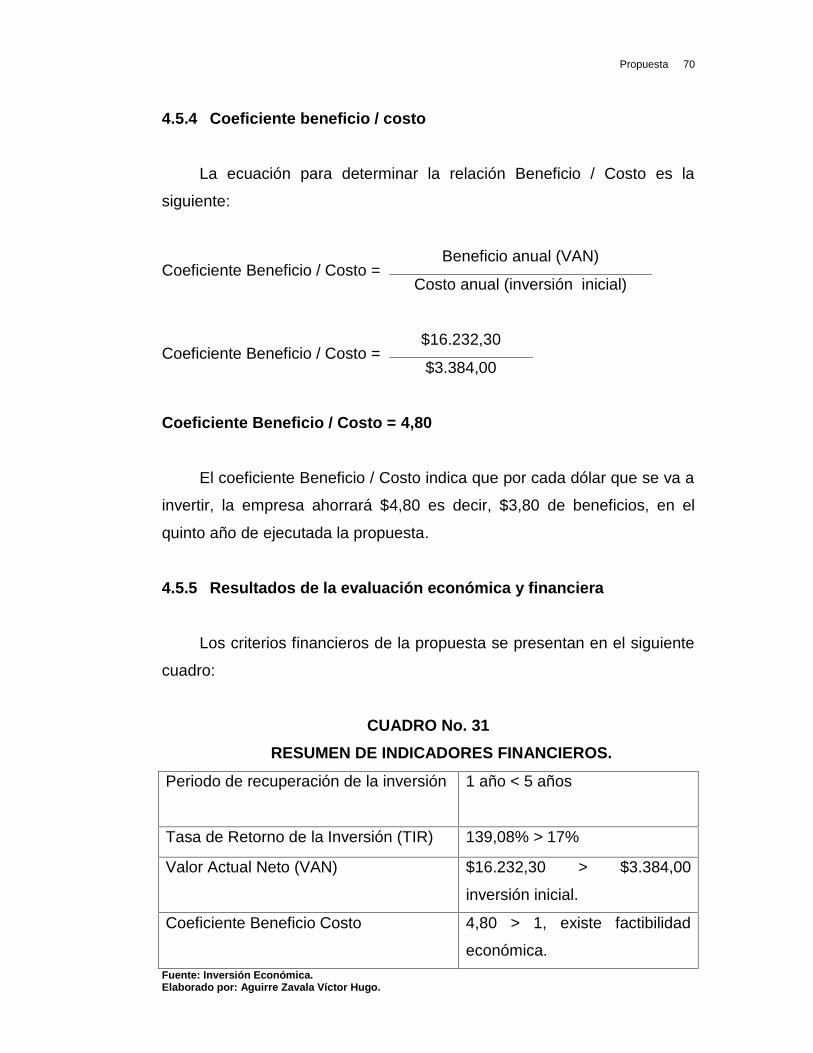
Propuesta 70
4.5.4 Coeficiente beneficio / costo
La ecuación para determinar la relación Beneficio / Costo es la
siguiente:
Coeficiente Beneficio / Costo =Beneficio anual (VAN)
Costo anual (inversión inicial)
Coeficiente Beneficio / Costo =$16.232,30
$3.384,00
Coeficiente Beneficio / Costo = 4,80
El coeficiente Beneficio / Costo indica que por cada dólar que se va a
invertir, la empresa ahorrará $4,80 es decir, $3,80 de beneficios, en el
quinto año de ejecutada la propuesta.
4.5.5 Resultados de la evaluación económica y financiera
Los criterios financieros de la propuesta se presentan en el siguiente
cuadro:
CUADRO No. 31RESUMEN DE INDICADORES FINANCIEROS.
Periodo de recuperación de la inversión 1 año < 5 años
Tasa de Retorno de la Inversión (TIR) 139,08% > 17%
Valor Actual Neto (VAN) $16.232,30 > $3.384,00
inversión inicial.
Coeficiente Beneficio Costo 4,80 > 1, existe factibilidad
económica.Fuente: Inversión Económica.Elaborado por: Aguirre Zavala Víctor Hugo.
Propuesta 71
En definitiva, los indicadores financieros demuestran que la
propuesta es factible y viable desde el punto de vista económico.
4.6 Planificación y cronograma de implementación
Será necesario que la empresa realice un cronograma de inversiones
y de ejecución de la propuesta, para la puesta en marcha de la misma:
Previo al desarrollo de la propuesta, se debe efectuar un crédito a
una institución financiera, preferiblemente del sector público, para que
ofrezca línea de crédito a baja tasa de interés y si es posible con algún
plazo de gracia.
Una vez que se hayan obtenido los recursos económicos suficientes,
se procede a la compra de los activos fijos y su respectiva puesta en
marcha, para dar inicio a la puesta en marcha de las operaciones con la
implementación de la propuesta.
La propuesta incluye también un plan de capacitación para que el
talento humano operativo pueda llevar a cabo las actividades productivas
con el sistema que se plantea en la alternativa de solución escogida.
En el anexo No. 10 se presenta el diagrama de Gantt de la
propuesta planteada, elaborado bajo el soporte informático del programa
Microsoft Project.
4.7 Conclusiones y Recomendaciones
4.7.1 Conclusiones
Pastificio Ricca Pasta es una microempresa procesadora de una
variada gama de fideos, que comercializa sus productos a nivel local y
nacional, para mejorar su competitividad y fortalecer sus indicadores de
Propuesta 72
productividad, está empeñado en mejorar sus recursos tecnológicos para
incrementar la calidad de los bienes y maximizar la satisfacción de los
clientes.
Del análisis realizado se pudo conocer que los daños en las prensas
No. 1 y No. 2 representaron el 64,21% de los problemas que generan el
tiempo improductivo en la planta procesadora de pastas, siendo la
improductividad de la prensa No. 2 aquella que participa con mayor
porcentaje (44,21%), duplicando el nivel de paralizaciones de la prensa
No. 1, lo que ha generado como consecuencia: fideo frágil (48,80%)
ocasionado porque el indicador de homogeneidad es mayor al 40%; fideo
duro (33,13%) ocasionado porque la humedad del producto semielaborado
es superior al 10%.
La prensa No. 2 genera mayores problemas debido a que no dispone
de un dispositivo automatizado de control para su correcto funcionamiento
lo que ocasiona mayor cantidad de fallas mecánicas y eléctricas, lo que a
su vez impacta en una mayor cantidad de defectuosidad del producto, que
disminuye la calidad del mismo.
Se plantea como propuesta la implementación de un dispositivo
automatizado de control (PLC) para el correcto funcionamiento de la
prensa No. 2 y para mejorar la eficiencia de la planta, de modo que se
pueda reducir el porcentaje de defectos del producto.
La eficiencia propuesta con la alternativa de solución considerada,
será igual a 90,50%, es decir, un incremento de 14,50% con relación a la
eficiencia actual de 76%, lo cual es considerado como un incremento
significativo de este indicador.
La inversión total asciende a la cantidad de $6.990,00 $5.390,00 de
los cuales la inversión fija asciende a $3.384,00 (62,78%), mientras que
los costos de operación corresponden a $2.006,00 (37,22%).
Propuesta 73
La puesta en marcha de la propuesta generará una Tasa de Retorno
de la Inversión (TIR) igual a 139,08% que supera el 17%, el Valor Actual
Neto (VAN) igual a $16.232,30 que supera a la inversión fija, y un
coeficiente beneficio costo de 4,80 que supera a la unidad, con una
recuperación de la inversión de 1 año, inferior a la vida útil de 5 años, que
evidencia la conveniencia para la ejecución de la propuesta de
implementación de un sistema de control con PLC en la prensa No. 2.
4.7.2 Recomendaciones
Las recomendaciones para la empresa Pastificio Ricca Pasta se
presentan a continuación:
a) Modernizar la planta de producción de pastas cortas y pastas largas,
mediante la implementación de sistemas de control con tecnología de
punta.
b) Fortalecer la preparación del talento humano para que mejore su
desempeño en el desarrollo de las operaciones productivas.
c) Establecer programas de incentivos para el talento humano, con el
propósito de motivar al personal operativo a ser más eficiente y a
entregar su máximo esfuerzo en el desarrollo de sus funciones.
d) Mejorar el sistema de control de calidad, aplicando técnicas de la
gestión de los sistemas de la calidad, para evidenciar el incremento de
la productividad de la planta.
e) Realizar campañas publicitarias y promocionales para comercializar el
excedente que quedará como producto del aumento de la producción
que se propiciará con la implementación de la propuesta.
Propuesta 74
GLOSARIO DE TERMINOS
Controlador lógico programable (PLC). – Según (García, 2008), se
trata de “una máquina electrónica diseñada para ser utilizada en un
entorno industrial, que utiliza una memoria programable para el
almacenamiento interno de instrucciones orientadas al usuario, para
implantar soluciones específicas”.
Diagrama de Gantt. – Según (Domenech, 2010) “son herramientas
de bajo coste que ayudan a los administradores a asegurarse de que se
cumplieron todas las actividades planificadas”.
Diagrama de Ishikawa. – De acuerdo a (Martínez, 2011), “se trata
de una representación gráfica sencilla que se utiliza para identificar y
arreglar las causas de un acontecimiento, problema o resultado”.
Diagama de Pareto. – De acuerdo a (Deming, 2010) “es un esquema
que establece la llamada "Ley de Pareto" o la relación 80/20, según la cual
la desigualdad económica es inevitable en cualquier sociedad”.
Diagrama de procesos. – Según (Domenech, 2010) “es una
representación gráfica de los pasos que se siguen en toda una secuencia
de actividades, identificándolos mediante símbolos de acuerdo con su
naturaleza”.
Toma de decisiones. – (Stephen, 2012), considera que la toma de
decisiones “es el acto de elegir entre alternativas posibles sobre las que
existe incertidumbre en el plano organizacional”.
Propuesta 75

Anexos 76
ANEXO No. 1UBICACIÓN GEOGRÁFICA DE PASTIFICIO RICCA PASTA.
Fuente: Google map.Elaborado por: Aguirre Zavala Víctor Hugo.

Anexos 77
ANEXO No. 2ESTRUCTURA ORGÁNICA DE PASTIFICIO RICCA PASTA.
Fuente: Administración de Pastificio Ricca Pasta.Elaborado por: Aguirre Zavala Víctor Hugo.
Gerente
Vendedores Jefe deProducción
Operadores deProducción
Bodeguero
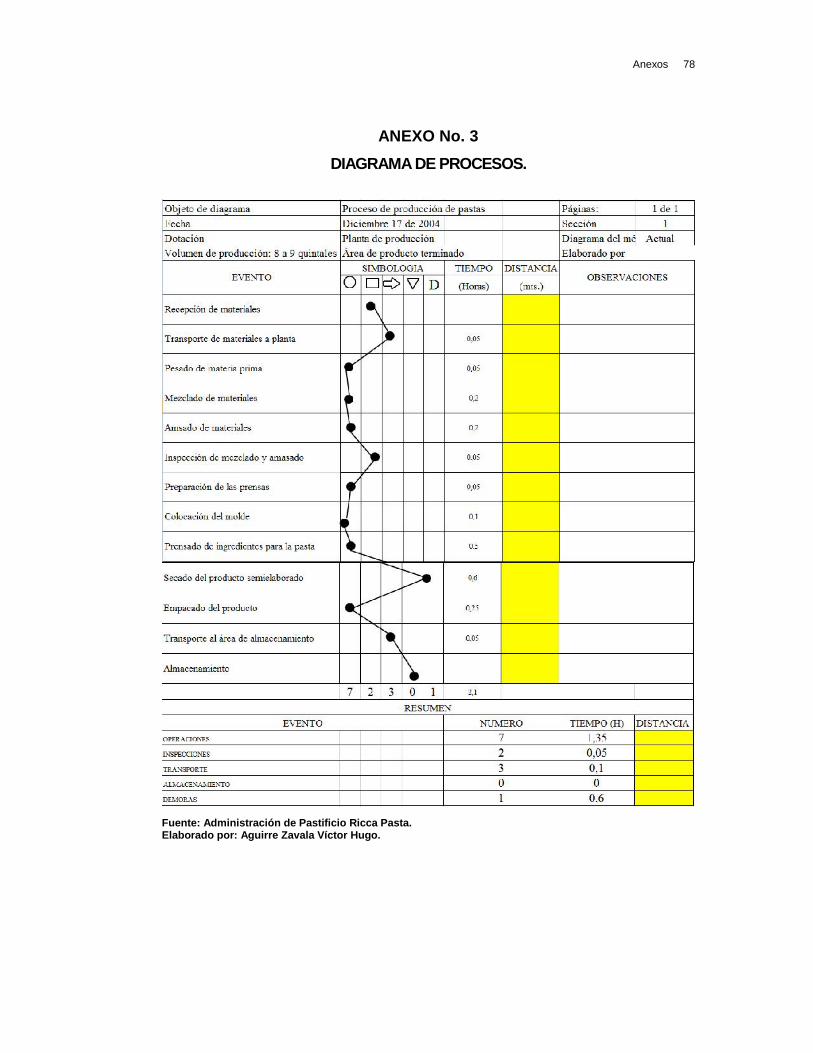
Anexos 78
ANEXO No. 3DIAGRAMA DE PROCESOS.
Fuente: Administración de Pastificio Ricca Pasta.Elaborado por: Aguirre Zavala Víctor Hugo.
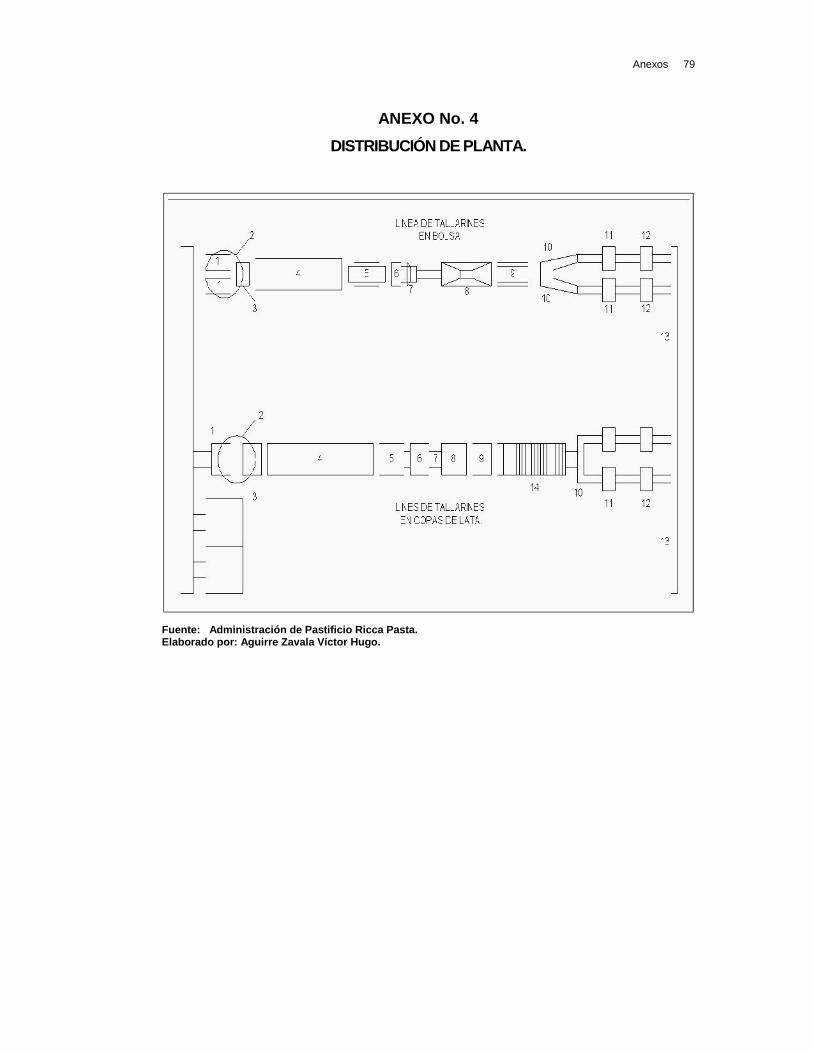
Anexos 79
ANEXO No. 4DISTRIBUCIÓN DE PLANTA.
Fuente: Administración de Pastificio Ricca Pasta.Elaborado por: Aguirre Zavala Víctor Hugo.
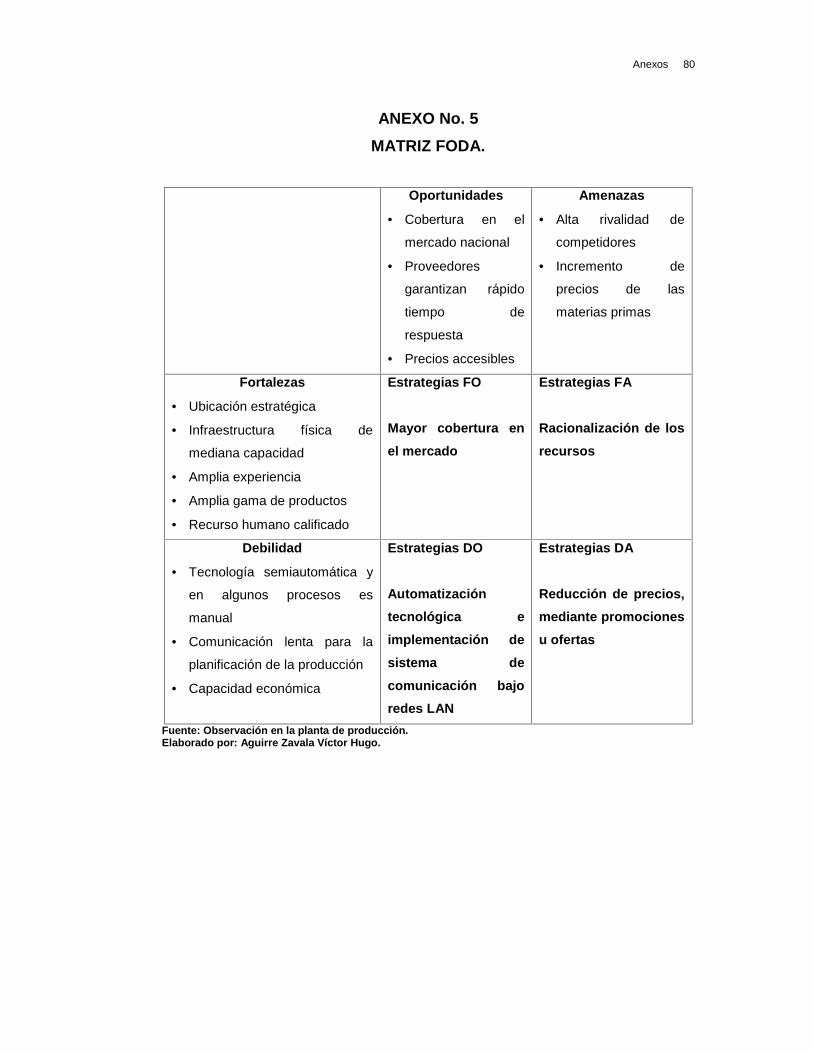
Anexos 80
ANEXO No. 5MATRIZ FODA.
Oportunidades
Cobertura en el
mercado nacional
Proveedores
garantizan rápido
tiempo de
respuesta
Precios accesibles
Amenazas
Alta rivalidad de
competidores
Incremento de
precios de las
materias primas
Fortalezas
Ubicación estratégica
Infraestructura física de
mediana capacidad
Amplia experiencia
Amplia gama de productos
Recurso humano calificado
Estrategias FO
Mayor cobertura enel mercado
Estrategias FA
Racionalización de losrecursos
Debilidad
Tecnología semiautomática y
en algunos procesos es
manual
Comunicación lenta para la
planificación de la producción
Capacidad económica
Estrategias DO
Automatizacióntecnológica eimplementación desistema decomunicación bajoredes LAN
Estrategias DA
Reducción de precios,mediante promocionesu ofertas
Fuente: Observación en la planta de producción.Elaborado por: Aguirre Zavala Víctor Hugo.
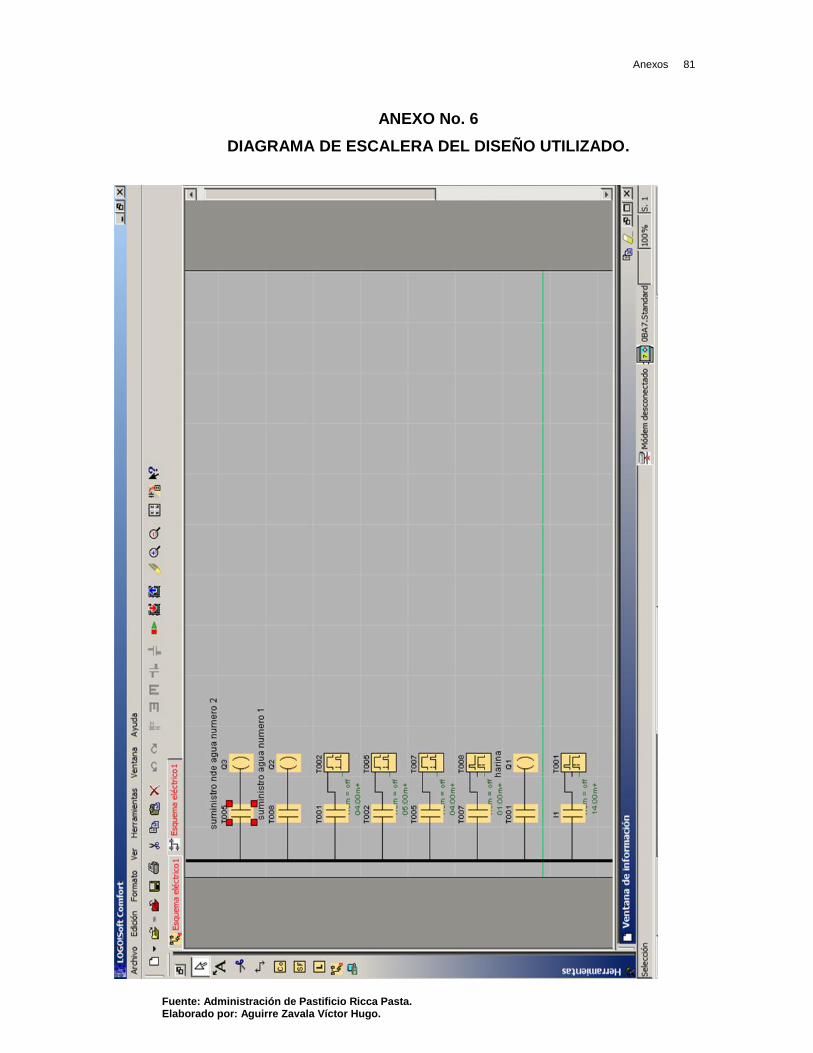
Anexos 81
ANEXO No. 6DIAGRAMA DE ESCALERA DEL DISEÑO UTILIZADO.
Fuente: Administración de Pastificio Ricca Pasta.Elaborado por: Aguirre Zavala Víctor Hugo.
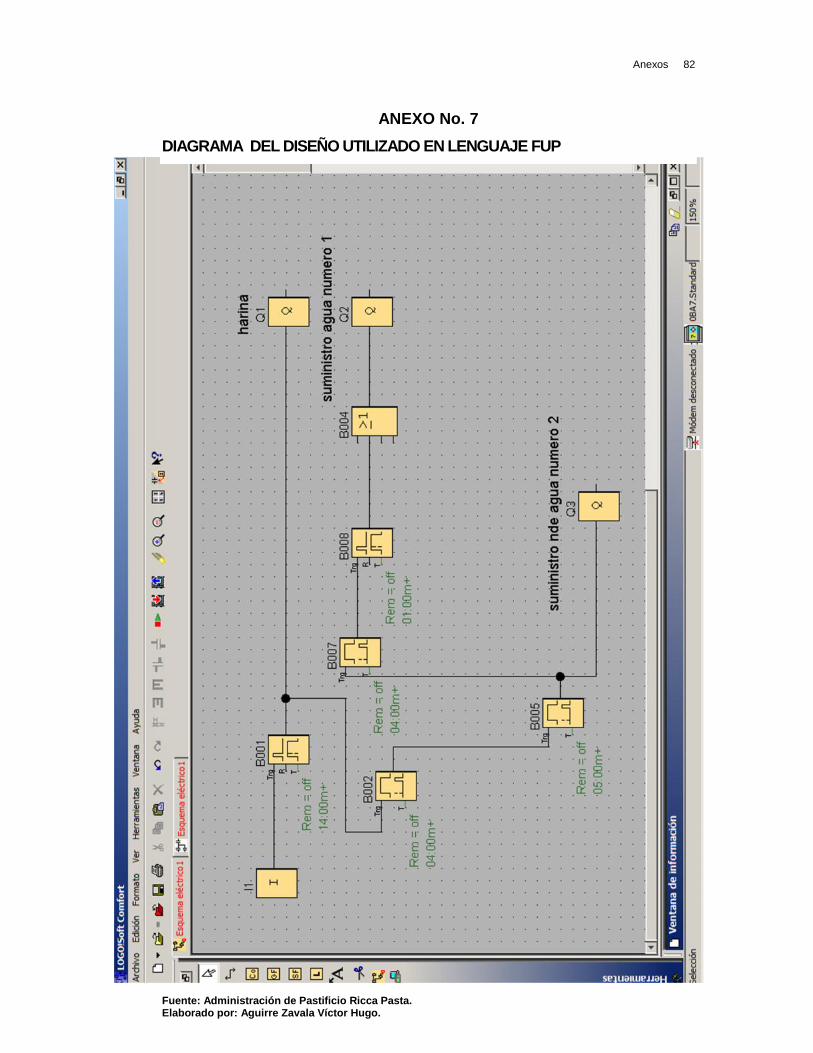
Anexos 82
ANEXO No. 7DIAGRAMA DEL DISEÑO UTILIZADO EN LENGUAJE FUP
Fuente: Administración de Pastificio Ricca Pasta.Elaborado por: Aguirre Zavala Víctor Hugo.
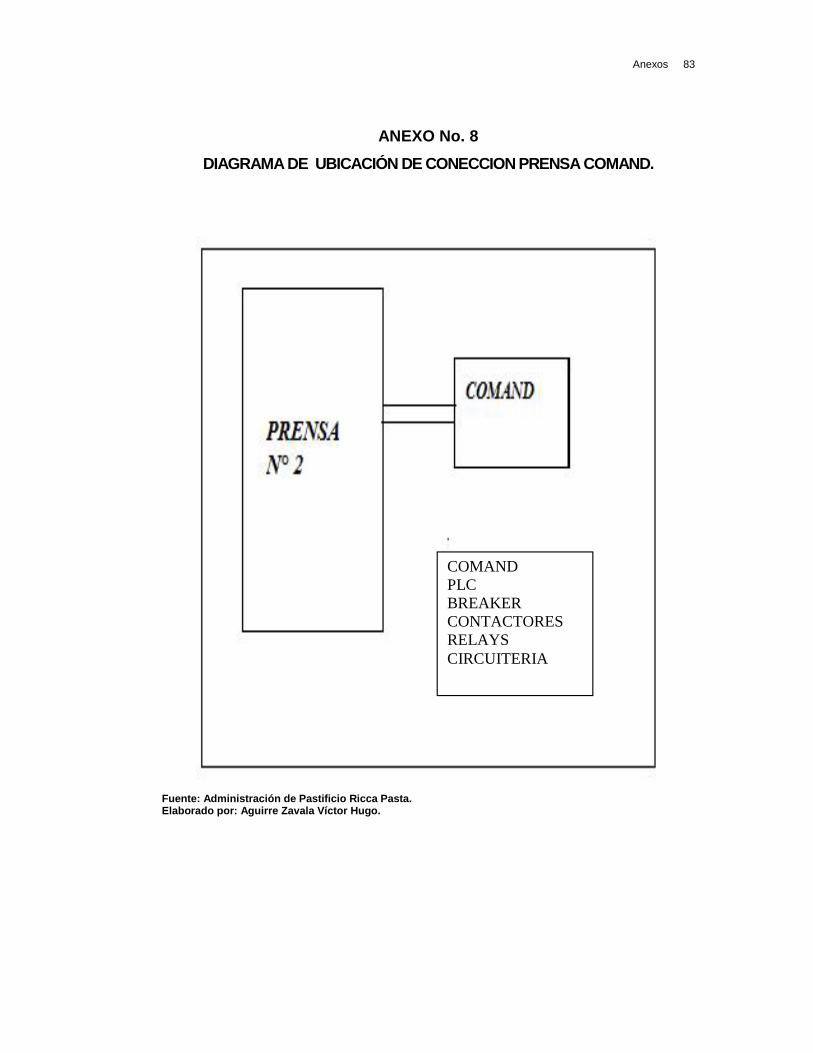
Anexos 83
ANEXO No. 8DIAGRAMA DE UBICACIÓN DE CONECCION PRENSA COMAND.
Fuente: Administración de Pastificio Ricca Pasta.Elaborado por: Aguirre Zavala Víctor Hugo.
COMANDPLCBREAKERCONTACTORESRELAYSCIRCUITERIA
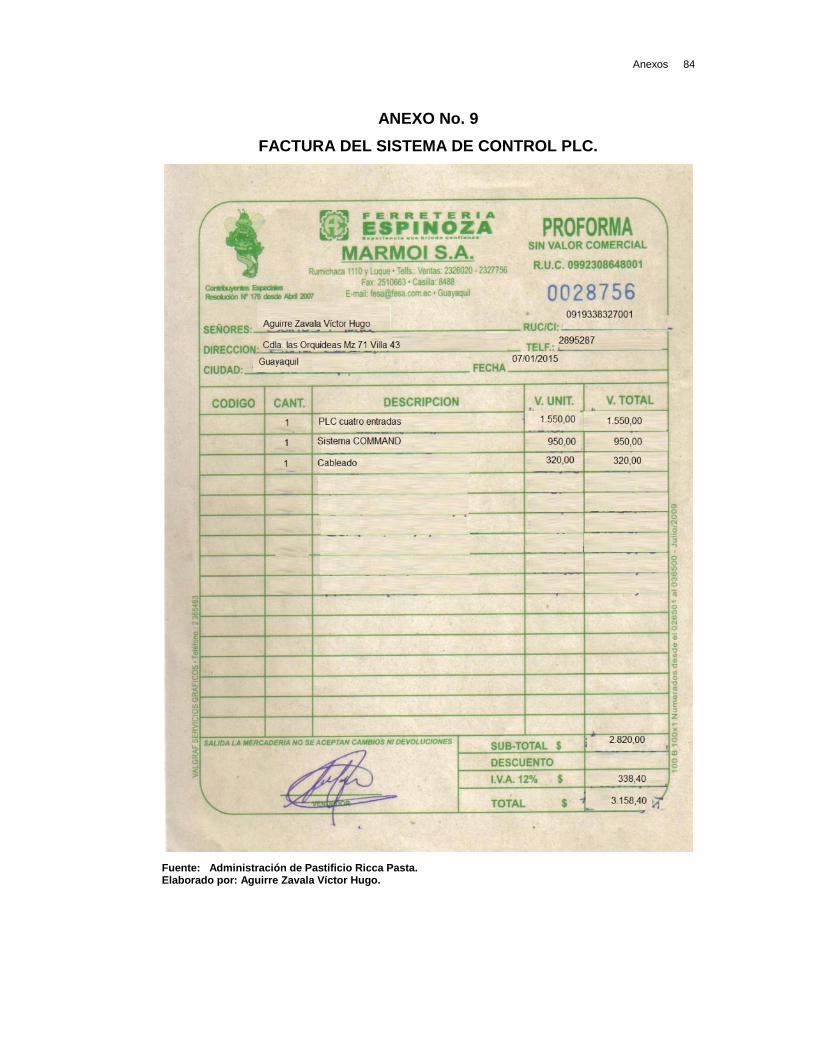
Anexos 84
ANEXO No. 9FACTURA DEL SISTEMA DE CONTROL PLC.
Fuente: Administración de Pastificio Ricca Pasta.Elaborado por: Aguirre Zavala Víctor Hugo.
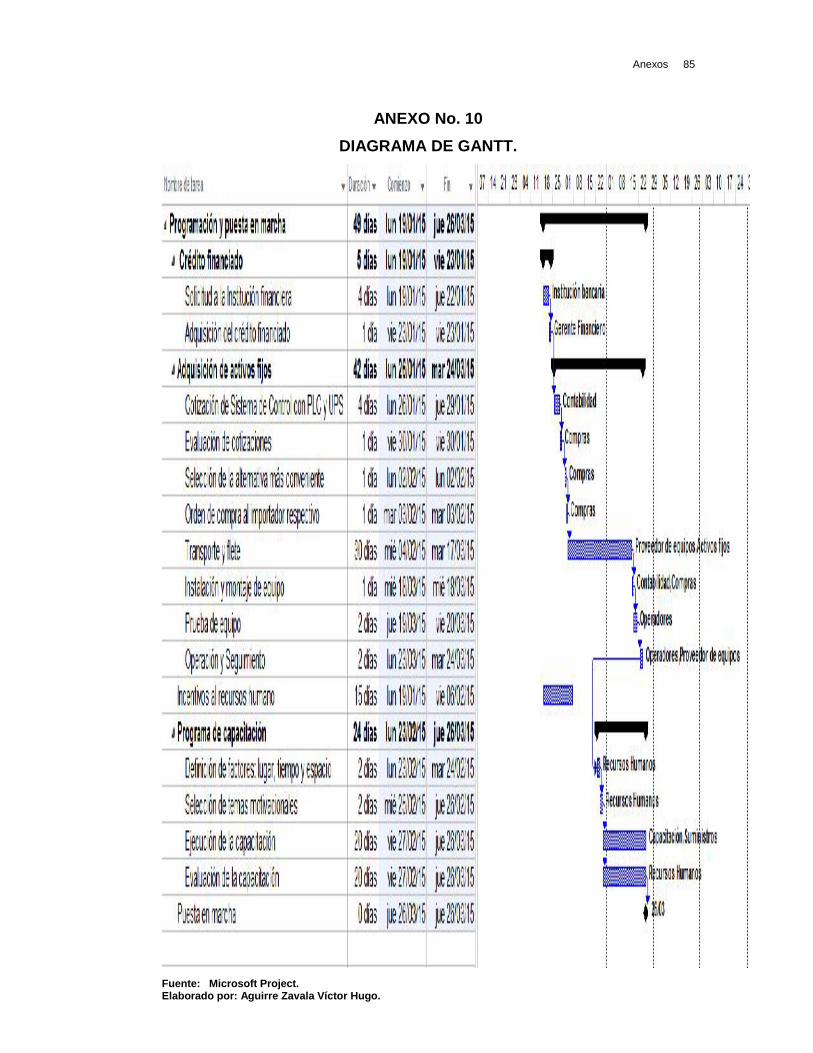
Anexos 85
ANEXO No. 10DIAGRAMA DE GANTT.
Fuente: Microsoft Project.Elaborado por: Aguirre Zavala Víctor Hugo.
Anexos 86
BIBLIOGRAFÍA
Cámara de la Pequeña Industria (2 de octubre del 2014). El desarrollo de
las PYMES en el Ecuador, Quito, Ecuador: Revista CAPEIPI. II
Edición.
Castro, Y. J. (2011). Implementación de un Banco de Pruebas de Sistemas
Industriales didáctico mediante un PLC S7-12100, en el Laboratorio
de Ingeniería Electromecánica de la Universidad Técnica de
Cotopaxi. Cotopaxi: Universidad Técnica de Cotopaxi.
Deming, E. (2010). Competitividad es Calidad Total. . México: : Editorial Mc
Graw Hill. Sexta Edición. .
Domenech, R. J. (2010). Diagrama de Pareto. Venezuela: Edita.
Editorial Didáctica Multimedia. (2010). Bogotá: Enciclopedia Informática.
Electrónica Unicrom (2012). Historia del PLC. México: Electrónica Unicrom.
http://www.unicrom.com/art_historia_PLC.asp
Emery, D. R. (2011). Fundamentos de Administración Financiera. México:
Editorial Pearson Educación Prentice Hall. Cuarta Edición.
García, G. F. (2008). Control Lógico Programable. Puebla: Universidad
Técnologica de Puebla.
Heizer, J. &. (2009). Dirección de la Producción, Decisiones Tácticas. .
México D. F.: : Editorial Prentice Hall. Sexta Edición.
Levine, D. K. (2010). Estadística para Administración. México: : Editorial
Prentice Hall. Cuarta Edición.
Bibliografía 87
Martínez, F. M. (2011). Diagramas Causa – Efecto, Pareto y Flujogramas. .
Madrid: www.gestipolis.com.
Niebel, O. (2009). Manual del Ingeniero Industrial. . México: : Organización
Internacional del Trabajo (OIT). Vigésima Segunda Edición.
Pascual, V. J. (2010). Introducción a la Telemática y a las Redes de Datos.
. Madrid, España: : Editado por Telefónica de España, Servicio de
Formación.
Salvendi, G. (2010). Biblioteca del Ingeniero Industrial. . Buenos Aires::
Editorial Alfaomega. Quinta Edición.
Stephen, H. (2012). Toma de decisiones. San Francisco: Jhon Wiley &
Sons.
Villafaña, F. R. (2011). Diagrama de Causa – Efecto. Barcelona: Primisia.
Weber, Joseph (2011). Instrumentación y Comunicaciones Industriales /
FI-UNLP. México Distrito Federal: UNLP.
http://www.ing.unlp.edu.ar/electrotecnia/procesos/apuntes/ApuntePL
C.pdf
Yépez, V. G. (2009). Mejoras en sistema electrónicos de máquinas
inyectoras mediante PLC en la línea de mediano consumo sección
inyección de PICA S.A. Guayaquil: Universidad Estatal de
Guayaquil.