una industria comprometida con el desarrollopdf.corrugando.com/corrugando-06.pdf · una ventana de...
TRANSCRIPT
Volumen I Edición VI Agosto Septiembre 2008
Una industria comprometidacon el desarrollo

Editorial
Noticias
Especial ACCCSA 2008
Un sector; una voz
Competitividad
ACCCSA 2009
Tecnología
Capacitación
Actividades
PerfilesDisponemos de más de 250 perfiles diferentes (K, A, C, B, E, F, G, N) para optimizar el rendimiento de los rodillos en aspectos tan importantes como consumo de papel o resistencia de cartón.
Nuevos desarrollos
vibraciones.
-ciales para reducir consumo de papel.
Diferentes acabados
bajo coeficiente de fricción.
Servicio al cliente-
visan la instalación de los -
dos con rodamientos.-
mente los rodillos y realiza-mos el mantenimiento en
www.tiruna.com
Tiruña América Inc.
Corporate Office
Tiruña U.K. Ltd

�
Revista Oficial de la Asociación de Corrugadores del Caribe, Centro y Sur América
La esencia de la Vida 3
Beneficiosa cooperación 4
Curso de extensión docente / Técnico en metrología 5
En busca de la eficiencia / Inversión en manufactura 6
Construirán primer biorefinería / FEFCO Con nuevo presidente 7
EUROPAC Con nueva adquisición
Un verdadero éxito 8
Un aporte continuo / Conferencias magistrales y técnicas 10
Una ventana de oportunidades 24
Misión cumplida 26
En la productividad estaría la clave 30
100% sustentable 35
Control de Desperdicio II parte / Una óptica distinta 38
XXIX Exposición y Convención Internacional ACCCSA 2009 46
Herramientas para medir 48
Flexografía y tintas / Runnability to profitability - Guatemala 52
Capacitaciones en marcha 2008 53
Agenda Internacional 54
Editorial
Noticias
Especial ACCCSA 2008
Un sector; una voz
Competitividad
ACCCSA 2009
Tecnología
Capacitación
Actividades
PerfilesDisponemos de más de 250 perfiles diferentes (K, A, C, B, E, F, G, N) para optimizar el rendimiento de los rodillos en aspectos tan importantes como consumo de papel o resistencia de cartón.
Nuevos desarrollos
vibraciones.
-ciales para reducir consumo de papel.
Diferentes acabados
bajo coeficiente de fricción.
Servicio al cliente-
visan la instalación de los -
dos con rodamientos.-
mente los rodillos y realiza-mos el mantenimiento en
www.tiruna.com
Tiruña América Inc.
Corporate Office
Tiruña U.K. Ltd

• Consejo editorialSantiago Reyna Ciccia César Valencia Galiano Carlos Punti Augusto Tejeira Díaz Roberto Rumié S. Eugenio Chatelet
• Editor
ACCCSA Revista y Publicaciones S.A.
• DirectorSantiago Reyna Ciccia
• CoordinadoresJavier Rivera Fournier [email protected] Rímolo [email protected]
• Directora EditorialMaría Martha Mesén Cepeda [email protected]
• Publicidad y SuscripciónAdriana Bermúdez [email protected]
• DistribuciónACCCSA Revista y Publicaciones S.A.
• FotografíasEmpresas Asociadas a ACCCSA Stock Efecto Positivo S.A.
Carlos Buitrago Aristizábal Diseñadores Asociados
• Correctora de estiloMarcela Cerdas Troyo
• TraducciónGeorgina Alvarado
• Diseño y ProducciónDiseñadores Asociados Carlos Buitrago A. [email protected]
• Dirección de ArteFrancisco Chavarría V.
• ColaboradoresRonald S. Spice Edward L. Riley Ricardo Martínez Rivadeneira German RetanaFrancisco Xavier Hernández Fernando SoleraLuis Fernando Lozano Frederic Girós ITENE Instituto Tecnologico del Embalaje, Transporte y Logistica UPV-Grupo ID&EA Universidad Politecnica de Valencia- Grupo de investigacion en Integracion del Diseno y Evaluacion Ambiental
• Miembros de:
• Asociados Institucionales:
• Relaciones Internacionales de cooperación
Con una asistencia que superó las ex-pectativas, el sector corrugador latino-americano se reunió en Buenos Aires, Argentina en la XXVIII Convención y Exposición Internacional ACCCSA 2008. El intercambio de conocimientos y el fortalecimiento de las relaciones entre los industriales y proveedores hizo de esta convención un éxito total.
• Contáctenos:Costa Rica. Tel.: 506 2204 7201 / 2204 7202 Fax: 506 2204 7203 Apdo. Postal: 04–6155 Forum, San José Costa Rica Correo electrónico: [email protected]
www.corrugando.com
CORRUGANDO es una publicación de ACCCSA Revista y Publicaciones S.A. Órgano oficial de la Asociación de Corrugadores del Caribe, Centro
y Sur América. Se prohíbe la reproducción total o parcial de la publicación sin la autorización escrita de la dirección.
Todos los derechos reservados. Los artículos publicados son responsabilidad de sus autores, no necesariamente reflejan la opinión
de ACCCSA. CORRUGANDO es una marca registrada.
Volumen I Edición VI Agosto Septiembre 2008
Una industria comprometidacon el desarrollo

3
ACTUALIDAD
A l igual que en otras ocasiones, recientemente realizamos nuestro encuentro anual con
el fin de aprender, conocer y enriquecernos con las nuevas tendencias tecnológicas, de mercadeo y servicio al cliente en cada una de nuestras empresas.
En cada convención, queremos ir más allá y darle un valor más esen-cial a todo el sector corrugador par-ticipante, con charlas que no solo nos enseñen a mejorar el desarrollo em-presarial y conocer las innovaciones de la industria cartonera, sino que contribuyan a mejorar nuestra vida.
Hacemos alusión a la última confe-rencia dictada por Ramón Sabella, quien más que empresario y con-sultor internacional es un forjador de esperanza, quien nos muestra el aprendizaje en situaciones adversas y cómo podemos levantarnos cada día, sabiendo que el poder de la unión y de la fe es nuestro principal combustible para mejorar cada día.
A veces en nuestro diario vivir, nos agobian diversas situaciones en la toma de decisiones, en el compromi-so adquirido con cada uno de nues-tros clientes, problemas con provee-dores, con los tiempos de entrega, en fin, de circunstancias que nos
hacen olvidarnos de la importancia de mantener relaciones humanas saludables, que a fin de cuentas es parte esencial de todo este negocio.
El negocio de la vida no es solo saber crecer como empresa sino valorar lo que tenemos y poder aplicarlo, sien-do conscientes de la importancia que juega el valor humano como el recurso más importante que nos po-tencializa, en nuestra empresa, en nuestra familia, en la vida misma.
En estos tiempos de cambios crucia-les, de retos ineludibles, es cuando más debemos pensar en el poder del ser humano como un ente solidario, de convicción, de esperanza para enfrentar la adversidad como una oportunidad de mejora continua.
Saber que se puede, como decía nuestro conferencista, es lo fun-damental. Debemos entregar-nos, valorar lo que tenemos. En toda experiencia se requiere de empresas con iniciativa, que se pueden traducir en éxito cuando trabajamos en equipo, cuando va-loramos a quien nos colabora sin importar la función que desarrolle.
Todos los expositores dejaron entrever la importancia de este esfuerzo como un todo para poder lograr un desarrollo armonioso,
La esencia de la vida
exitoso, donde el fracaso es una lección aprendida y el tropiezo es una oportunidad de mejora.
La aventura humana es exqui-sita, cuando sabemos aprender de las lecciones que nos da la vida y mejorar a partir de ellas.
¡Que disfruten de esta edición especial que muestra lo ocurrido durante la pasada Convención, un verdadero encuentro entre amigos!
Ing. Santiago Reyna Ciccia Presidente Junta Directiva ACCCSA

N O
T I C
I A S
4
Desde programas de capacitación conjunta hasta la realización de cursos orientados a
realizar carreras cortas forman parte de las oportunidades que brinda este convenio.
Con esto, la innovación y el co-nocimiento del sector académico se une con el sector corrugador para promover el desarrollo, económico y social de la región, ya que se pone al alcance de la industria laboratorios de investi-gación, de ensayo, de calibración.
Uno de ellos es el Laboratorio de Productos Forestales que pertenece al Instituto de Investigaciones en Ingeniería de la UCR, que fue fun-dado con el objeto de generar inves-tigación para el aprovechamiento de las especies forestales y afines.
El laboratorio que fue creado en 1967 funciona como una unidad multidisciplinaria conformada por especialistas de áreas de la Inge-
Beneficiosa cooperación
niería Civil, Ingeniería Química y Biología. Las áreas de investiga-ción son: Anatomía y Morfología, Celulosa y Papel, Durabilidad, Química de la Madera, Preserva-ción, Propiedades Físicas y Me-cánicas, Secado y Trabajabilidad.
Servicios específicosEn el caso de Anatomía y Morfo-logía se pueden realizar múltiples servicios desde: la descripción ana-tómica macro y microscópica de es-pecies maderables y no maderables; identificación de especies madera-bles; micrografías; confección de láminas microtómicas permanen-tes de la madera; caracterización morfométrica de fibras maderables y no maderables y recomendación de usos de especies maderables.
En cuanto a Química de la Ma-dera se brinda la determinación de: lignina; extractivos; cenizas; sílice; pH; resinas; poder calórico; pentosanas; almidón; taninos; alfa, beta y gama celulosa; solu-bilidad en diferentes solventes.
En servicios de Propiedades Físicas y Mecánicas se ofrecen pruebas físicas: contenido de humedad (ISO/IEC Guía 25:1990), densi-dad, peso específico básico y seco, contracciones, punto de saturación de fibras. Además, pruebas me-cánicas: flexión, cortante, dureza, compresión y tensión paralela y perpendicular al grano, extracción de clavos y tornillos, tenacidad.
Otros servicios son el de Durabili-dad, donde se estudian las propie-dades de la madera en relación a su resistencia natural al ataque de organismos barrenadores y biodegradadores. En el caso de Preservación se determina la efectividad de los métodos de pre-servación mediante la detección de la penetración y retención de los in-gredientes activos del preservante. Además, está el servicio de secado.
Celulosa y papelTrabaja en las tres áreas priorita-rias del quehacer universitario: do-cencia, investigación y acción social.
Como parte de la firma del convenio entre la Universidad de Costa Rica (UCR) y la Asociación
de Corrugadores del Caribe, Centro y Sur América (ACCCSA),
todos los asociados a nuestra entidad tendrán acceso a estudios
de investigación y diversos servicios en distintas áreas de
interés para el sector corrugador

En esta sección se estudian nuevas fuentes de celulosa que contribuyan al aprovechamiento integral de los recursos naturales.
En sus años de existencia, se han analizado fibras no maderables como: cabuya, raquis de banano, palmito, paja de arroz, palma africana, bambú y piña; además de especies maderables como: melina, eucalipto y leucaena, bajo diferentes procesos de pulpeo.
Según la Ing. María Lorena Blan-co, Coordinadora del Instituto de Investigaciones en Ingeniería del Laboratorio de Celulosa, Papel y Materiales Afines de la UCR, el sector empresarial ha podido encontrar en este servicio un ente verificador de la calidad de pape-les, cartones y productos afines.
Actualmente, esta Sección de Celu-losa y Papel mantiene un programa de aseguramiento de la calidad y de control petrológico, por lo que pueden evaluar la calidad del papel en cuanto a: gramaje, humedad, es-pesor (ISO/IEC Guía 25:1990), pH, permeabilidad al aire, lisura, absor-ción de agua, fuerza de tensión, pre-sión de explosión, fuerza de rasgado, opacidad de impresión y brillantez.
Asimismo, participa de un pro-grama interlaboratorial con el Instituto de Pesquisas Tecnológicas (IPT) del Brasil, lo que le permite comparar sus resultados con los obtenidos por más de cincuenta laboratorios en toda América.
Curso de extensión docente
Técnico en metrologíaObjetivo general: proporcionar al estudiante los conocimientos generales sobre la metrología industrial, así como los conocimientos sobre los instrumentos, patrones y herramientas estadísticas utilizadas en los procesos de calibración.
Dirigido a: profesionales y técnicos vinculados con la metrología y actividades afines.Metodología de enseñanza/aprendizaje. Los temas se impartirán de forma magistral, pero con la participación activa de los estudiantes. Se realizarán análisis de casos y ejercicios prácticos de calibración de instrumentos de medición de las diferentes magnitudes. Se asignarán tareas de investigación personal para profundizar los temas estudiados en clase.
La evaluación está conformada de la siguiente forma: participación del estudiante en las sesiones de teoría y práctica, tareas de investigación personal y evaluaciones escritas.Cursos que conforman el módulo
¨ Introducción a la metrología. 12 h.¨ Sistemas de gestión de la calidad para laboratorios de calibración
- ISO/IEC 17025. 20 h.¨ Incertidumbre de las mediciones. 20 h.¨ Calibración de instrumentos de masa. 12 h.¨ Calibración de instrumentos de temperatura. 12 h.¨ Calibración de instrumentos de presión. 12 h.¨ Calibración de instrumentos de volumen de líquidos. 12 h.¨ Calibración de instrumentos de longitud y ángulo. 12 h.¨ Calibración de instrumentos eléctricos. 12 h.¨ Calibración de instrumentos de fisicoquímica. 12 h.¨ Aseguramiento de la calidad de las mediciones. 12 h.
Duración: 148 horas de clase Horario: jueves de las 17:00 horas a las 21:00 horas. Inversión: $ 2 500,00. Periodo del curso: setiembre de 2008 a junio de 2009.
Tel: 2207-5553 Fax: 2253-4614 email: [email protected] Dirección: Carretera a Sabanilla, 500 m norte del Supermercado la Cosecha y 300 m oeste, diagonal a la Subestación de Fuerza y Luz.

N O
T I C
I A S
6
Según el estudio “Diagnóstico de la Recuperación de Papel y
Cartón en España”, los centros hipermercados generaron y
gestionaron en sus centros 363.000.000 kilos de envases
y embalajes, un 14 por ciento del total, con unas tasas de
reciclado cercanas al 100 por ciento sólo en el 2001.
Conscientes de que la actividad de los hipermercados genera diaria-mente una cantidad importante de residuos, papel y cartón, que cada centro debe gestionar en sus pro-pias instalaciones, la Asociación Es-pañola de Fabricantes de Envases y Embalajes de Cartón Ondulado AFCO promovió una colaboración entre CARREFOUR y la Universi-dad Politécnica de Madrid, con el fin de estudiar los flujos internos de los envases de cartón en los hipermer-cados de esta cadena, identificando los posibles puntos de mejora e in-tentando aportar una metodología para gestionar los envases usados de cartón de los hipermercados.
Esta situación lleva a sistema-tizar los modelos de gestión de los diferentes tipos de residuos que se generan en las tiendas.El hecho de que cada tienda tenga unas características y necesidades diferentes dificulta esta estan-darización, ya que la gestión de residuos debe adaptarse a las particularidades de cada centro.
Entre los resultados obtenidos, se dieron cuenta de que existen solucio-nes eficientes de gestión para los en-vases usados de cartón, que se pue-den diseñar en torno a un modelo es-tandarizado al que se pueden añadir las particularidades de cada centro.
Para adecuar el modelo estándar a las necesidades específicas de cada centro, es necesario tener en cuenta los factores que permitan clasificar a los centros en diferentes tipologías, especialmente al momento de cuan-tificar las secciones de más volumen de venta y su estacionalidad. De manera que, una vez determinados los factores específicos de cada cen-tro, se debe precisar la combinación más adecuada del personal, equipos y frecuencia de retirada del cartón, que permitan una calidad óptima en el servicio así como en el material se-parado para su reciclaje. Para poder optimizar el servicio combinando eficientemente, tanto las operacio-nes relativas a los flujos internos de los centros como las de los flujos externos, se hace necesaria una ho-mologación adecuada del proveedor y el diseño y puesta en marcha de un proceso de mejora continua con-junta entre el cliente y el proveedor.
De esta forma, la garantía de que todo el cartón usado que se recoge en los centros va a ser reciclado permite apostar por un material como el papel-cartón, que además de ser 100% reciclable, es renovable, puesto que se obtiene originaria-mente de plantaciones forestales.
Inversión en manufacturaComplejo puede albergar tres molinos de pulpa, cada uno con capacidad para producir 1.4 millones de toneladas de producto por año.
Recientemente, Aracruz Celu-lose S.A. y el gobierno de Minas Gerais anunciaron un nuevo proyecto de un molino de pulpa de $2.4 mil millones de dólares.Aracruz Celulose S.A., el productor de pulpa de eucalipto más grande del mundo, y el gobierno del Estado de Minas Gerais anunciaron la puesta en marcha de un enorme complejo de manufactura en la región, en que se podrán instalar tres molinos de pulpa, cada uno con capacidad de producir 1.4 millones de toneladas de producto por año.
Fuente: RISI
En busca de la eficiencia

7
Construirán primer biorrefineríaCon la aprobación de una solicitud de concesión de 30 millones de dólares se pondrá en marcha este proyecto.
El Departamento de Energía de los EE.UU. otorgó a Flambeau River BioFuels una concesión de $30 millones para construir y operar la primera biorrefinería en su clase.El proyecto, que fue recibido con beneplácito, otorga la concesión para construir y operar la bio-rrefinería, un molino de pulpa y papel en el estado de Wisconsin.
Fuente: RISI
FEFCO
Con nuevo presidenteNuevo presidente fue elegido por unanimidad durante la Asamblea General.La Federación Europea de Fabricantes de Cartón Ondu-lado (FEFCO) eligió a John Williams como nuevo presidente. Williams, de 54 años, fue elegido por unanimidad en la Asamblea Gene-ral y sucede a Dermont Smurfit, quien se retiró tras 4 años en el cargo y dos mandatos. Es graduado en Literatura por el King’s College, además ha sido presidente de SCA Packaging Europe desde 2005 y vicepresidente de FEFCO durante el segundo mandato de Smurfit.
Fuente: AFCO
Europac
Con nueva adquisiciónLa papelera Europac compra dos filiales de la francesa Otor por 76 millones de euros.Con un importe de 76 millones de euros, la papelera Europac com-pró dos filiales del grupo francés Otor -Otor Papeterie de Rouen y Otor Cartonnerie de Rouen. La papelera española financiará la compra con los recursos disponibles de su balance, según explicó en una nota a la Comisión Nacional del Mercado de Valores (CNMV).
El acuerdo incluye además el compromiso de Otor de com-prar a Europac durante cinco años un volumen mínimo anual de 57.500 toneladas de papel.
Fuente: RISI

�
M ás de 500 profesionales entre corrugadores y proveedores de la industria cartonera
latinoamericana participaron de este encuentro, que tuvo matices muy diferentes a años anteriores, no solo porque se realizó en la ciudad de Buenos Aires, sino porque la asistencia fue sumamente valiosa.
El éxito de esta convocatoria for-talece la gestión que ha venido desarrollando ACCCSA como organización comprometida per-manentemente con el desarrollo y el empoderamiento productivo de la industria en toda la región.
Para este año, la actividad contó con la participación de importantes consultores, catedráticos y em-presarios del desarrollo humano y gerencial a nivel mundial, tal es el caso de German Retana, Ma-riano Grondona, Luis Rodríguez,
Roberto Luchi, Fabio Novoa y Ramón Sabella, entre otros.
Durante la inauguración, el Dr. Enrique Schcolnik, Presidente del Instituto Argentino del Envase y fundador de International Co-rrugate Case Association (ICCA), quien le ha dedicado 75 años a esta industria, señaló su complacencia de participar en este encuentro, que magnifica la labor de ACCCSA como representante de la industria en América Latina. Asimismo, in-vitó cordialmente a los asistentes a disfrutar de la ciudad: “Buenos Aires hay que caminarla, visitar-la, hay que verla y si pueden ver algo de tango no dejen de hacerlo”.
Por su parte, el Ing. Santiago Reyna se sintió lleno de optimismo al inaugurar este encuentro en el que, según sus propias declara-ciones: “ponemos de manifiesto nuestro interés por ampliar y
consolidar nuestro ámbito de acción como organización. Esta Conven-ción Anual se vislumbra como una coyuntura óptima para la presen-tación de información relevante para todos, cuyo fin es enriquecer los conocimientos e impulsar el de-sarrollo empresarial”, puntualizó.
Una mirada a la industria El industrial corrugador argentino Luis Rodríguez, con amplia expe-riencia en el sector, dio inicio a las conferencias magistrales con su po-nencia “Una mirada a la industria corrugadora de Argentina”, en la cual brindó un amplio panorama acerca de este mercado y su desarrollo.
Según datos del especialista la pro-ducción en este país es de 135 millo-nes de m2 de cartón corrugado por mes. A criterio de él, esta involucra todo, puesto que son fuertes produc-tores de alimentos; por eso no es de
Un verdaderoéxito
Con una asistencia que
superó las expectativas, el
sector corrugador latinoamericano
se reunió en Buenos Aires,
Argentina, capital del tango, para
intercambiar experiencias,
compartir y sobre todo aprender
del valor intrínseco de
cada ser humano dentro de una organización.

�
extrañar que el 70% de sus cajas vaya al mercado fruti-hortícola y tan solo un 30% al mercado industrial.
Para tener una idea de qué re-presentan esos 135 millones, Rodríguez tomó como base un informe del ICCA que indica la producción del mercado de car-tón corrugado a nivel mundial.
Según el ranking, Asia estaría en primer lugar con el 39%; le sigue Europa, con 27%; luego Norteamérica con 26%. En con-junto, estas 3 regiones se llevan el 92% de la producción de cartón corrugado del mundo y queda un 8% tan solo para el hemisferio sur, del cual Argentina es parte.
La subregión a la que pertenecen Argentina, Centro y Sudamérica produce 755 millones de metros cuadrados por mes, y representa el 5,31% a nivel mundial; les sigue Oceanía, con 209 millones, un 1,48%; y África con 164 millones, con 1,16%.
Con respecto a la subregión de paí-ses latinoamericanos, 340 millones, el 45%, lo produce Brasil; Argenti-na, con 135 millones, se lleva el 18% de la región; Chile, 60 millones, con un 8%; Perú, 24 millones, con el 3%; y Uruguay, 9 millones, el
1,2%. El resto, que son aproxima-damente unos 29 países, producen 187 millones, el 25% restante.
Una agroindustriaArgentina es un país muy vasto, tiene 3.694 km de largo y cerca de 3 millones de km2 de superficie.
De acuerdo con Rodríguez, parte de la producción nacional va en cajas de cartón corrugado. “Somos grandes productores de granos y carne de todo tipo, especialmente vacunos, bovinos. Donde hay carne y leche se necesitan cajas de cartón, por eso hay fabricantes de cartón corrugado porque hay clientes. En la zona de Mendoza está concen-trada la producción de uvas y de vinos de muy buena calidad que se exportan a todo el mundo, y que son parte de nuestros clientes de cajas de cartón corrugado”. En las zonas más alejadas, el fuerte es la caña de azúcar; entonces, a partir de esta también hay bagazo, celulosa y, en consecuencia, hay fábricas de celu-losa y de papel en la región norte.
Existen actualmente varias empresas muy importantes en ese país, que son: Cartocor, Smurfit Kappa y Zucamor.
Según Rodríguez, a pesar de los alti-
bajos que ha habido en la situación política y económica del país, mu-chas compañías se han posicionado muy bien. De manera que existen 138 empresas de cartón. La gran mayoría se concentra en Buenos Ai-res con un 70 por ciento, un 15 por ciento en Santa Fe y un 2 por ciento en la provincia de Entre Ríos, lo que sería un 88% de concentración de fábricas de cartón industrial.
RetosA pesar de esa cifra, este país en-frenta retos importantes, pues son altamente dependientes de papel. En el año 2007, la Asociación de Fabricantes de Celulosa y Papel de Argentina señaló que 8.867 tonela-das corresponden al rubro de emba-laje, y el resto lo ocupan impresión, el papel higiénico y diarios, entre otros; por lo que el rubro embalaje es el que se lleva el mayor porcenta-je: 73% de esta agrupación. Ese es el potencial papelero en la industria.
Según el especialista, aunque existen 25 empresas en ese país dedicadas a fabricar papel para corrugado, la tecnología data de hace años atrás por lo que la ac-tualización es un reto a mejorar.

10
Unaporte
continuoConnotados especialistas
en diversas áreas participaron de los
bloques organizados para la
optimización de procesos
y mejoramiento de la productividad
empresarial.
U no a uno, los exposito- res fueron aportando conocimientos a toda la industria corrugadora.
Tal es el caso de Mariano Grondo-na, periodista y escritor argentino, quien brindó una amplia charla denominada “Situación social y económica de la región americana”.
Según Grondona, el desarrollo polí-tico y económico en América Latina hoy es más claro que hace unos años ya que se ha comprendido que el primero precede al segundo. Asimis-mo, menciona que, para algunos, el problema latinoamericano ha sido que hemos estado tan ansiosos por el desarrollo económico, que hemos hecho cualquier cosa, para traer capitales, y lo que se busca más bien es la institucionalidad política y la continuidad a través del tiempo.
Un crecimientoDe acuerdo con el escritor y perio-dista, pasar del subdesarrollo al desarrollo económico requiere varias décadas, por lo que para crecer en forma persistente, sostenida y sustentable necesita un tipo de go-bierno, de alguna manera inmortal; “el problema que tienen los caudillos latinoamericanos, que no han podido resolver todavía, es que son morta-les”, menciona. De ahí la importancia de contar con un sistema donde los presidentes duren 4 ó 6 años, donde se suceden unos a otros, mantenien-do una política de Estado continua; eso lleva al desarrollo económico.
¿En qué consiste el desarrollo?Los países desarrollados de Eu-ropa, de América del Norte, de Oceanía, son bipartidistas. ¿Por qué es importante el biparti-
Conferencias magistrales y técnicas

��
dismo? Porque, de acuerdo con Grondona, es la única manera de garantizar procesos de largo plazo.
El proceso de transferencia de poder se convierte en un núcleo de consenso entre los dos partidos, en el que uno toma el poder y el otro, el derrotado, “se va al cuarto de atrás a lamer sus heridas, a renovar su liderazgo, para estar listo, de aquí a unos años, cuando le venga a la gente el desencanto del que le acaba de ganar; ese es el sistema”.
“La otra alternativa, que ha sido mucho la latinoamericana, que es el caudillismo, es pensar que hay un hombre providencial (…), y de golpe parece que el país encontró la vía definitiva; por eso una ca-racterística típica del populismo latinoamericano es la reelección: es fundamental reelegir, pero no la reelección pasado un plazo.
Por ejemplo, en Chile, Lagos, que ha sido un presidente de enorme prestigio, puede volver; lo que no podía era seguir, es decir, porque si usted tiene reelección inme-diata, todo el aparato del Estado va a jugar a favor del candidato oficial y no va a haber renovación”.
CambiosLo interesante de diversos cam-bios es que hay varios países en América Latina que han empren-dido el camino del desarrollo, pero no son todavía desarrollados; por ejemplo, Brasil tiene un producto per cápita todavía menor que el de Argentina, pero va por ese camino.
“América Latina es un gran vecin-dario de naciones, estamos todos escuchando los ruidos que hacen en el cuarto de al lado. Escuchando qué hace el otro, el otro le sirve de modelo o de anti modelo, pero le sirve como
referencia, eso somos nosotros, enton-ces lo que pasa en la región es muy intenso. A mí me llena de optimismo pensar que ya hay varias naciones la-tinoamericanas que han emprendido el camino, por lo pronto, del desarro-llo político, y el desarrollo económico viene detrás de eso, porque en verdad lo que hace una política de desarrollo económico es premiar, enfatizar, pri-vilegiar las inversiones de largo plazo, que solamente vienen cuando hay es-tabilidad política, sino los que vienen son capitales de aventura”, menciona.
De manera que si se cuenta con un sistema estable, se puede pensar a largo plazo, y cuando las empre-sas pueden pensar así, finalmente ocurre el desarrollo económico.
Conferencias magistrales y técnicas

12C on una charla sumamente
interactiva, otro de los especialistas que participaron de la
Convención, German Retana, catedrático, consultor, brindó la exposición “Liderazgo para el empowerment”.
Según el especialista, todos busca-mos que en nuestras organizaciones haya autogestión, efectividad, cono-cimiento, liderazgo, proactividad, trabajo en equipo. Es el sueño de una empresa ideal; sin embargo, en la práctica a veces esto no se da completamente. Para lograrlo, el primer paso es que las empresas utilicen el talento de cada uno de sus colaboradores de la mejor forma.
“Dejemos las excusas, las reflexio-nes; pero es una ingratitud lo que pasa en las empresas cuando el talento no se utiliza de la mejor forma. Todo lo citado al principio lo podríamos tener si facultáramos al personal para que utilice los talentos. Así se logra un equipo con más responsabilidad, más confian-za, más compromiso”, menciona.
Para lograrlo, lo primero que se debe hacer es partir de la premisa de que a las personas se les debe dar poder para potencializar sus talen-tos. El problema es cuando les en-tregan tanto poder que no lo pueden manejar, o bien se les da muy poco. Son pequeñas oportunidades que se pueden ir dando en la medida en
que conocemos a nuestro equipo de trabajo y les vamos generando más facultamiento para ir haciéndolo.
Otro paso importante es com-partir experiencias. Porque un proceso de empowerment requiere información, pasión por el núme-ro, medir absolutamente todo.
Experiencias enriquecedoras“Cuando yo participé en el equipo de la Selección Nacional de Costa Rica (trabajé durante 3 años), me llamó la atención un detalle: antes del Mundial, jugamos con la Selección de Corea, y la velocidad de ellos era increíble (…), eran súper rápidos. Ya en el Mundial, yo iba a ver los partidos de Corea, (que) había par-ticipado en varios mundiales, y ahí queda en 4to lugar y me voy donde el entrenador y le preguntó qué es lo que hacen, y me dice que él había comprado un software a la selección de EE.UU.”, explica. Ellos ponían un software que medía cerca de 20 indicadores de cómo se desempeña-ba el jugador. Cuando este entraba del receso, el software decía todo lo que había hecho, y el ranking de los
Empowerment
Una experiencia de efectividad
Constituida como una
oportunidad para darle
valor a cada uno de los colaboradores
de una empresa, este sistema ante
todo permite el trabajo en equipo
y el desarrollo conjunto de
diversas habilidades.

C
M
Y
CM
MY
CY
CMY
K
DuPont_Desafios_19x26_HIRes_curv.ai 5/9/2008 11:14:21 AM

14
jugadores; los primeros 15 minutos eran para que analizaran los re-sultados y pudieran mejorar. Era un proceso de empowerment en el mundo deportivo, en el camerino. Lo hizo con Australia y con Rusia.
Cada organización debe deter-minar qué agrega valor en el resultado, qué necesitamos para que funcione: lo primero son servicios; a veces creemos que producimos cajas, pero no se in-vierte en desarrollo de servicios.
El paso siguiente es participar del proceso. Nuestra cultura no está empoderada de nuestro conocimiento; muchas veces no estamos acostumbrados a tener responsabilidad, a tener poder, por lo que es importante enseñarle a la gente poco a poco.
Otro elemento es el equipo, “yo no puedo mejorar con mi poder si no trabajo con los demás. La confian-za, compromiso, responsabilidad y rendición de cuentas; si eso fun-ciona hay resultados. Si logramos avanzar en esos cuatro aspectos tenemos calidad de servicio”.
CompetenciasEn toda cultura organizacional se debe tomar decisiones, y para lograr un emporwement es que se tiene que cambiar con com-petencias de liderazgo, una cul-tura orientada al empowerment.
Principios básicos para que esto funcioneTodos queremos una organización que mejore continuamente, no hay receta, pero lo que sugieren los espe-cialistas son: pasión por el número, medir todo lo que sea medible, y la medición a nivel de ejecutivos; 51% es cuánto cumples como gerente en el desarrollo de áreas como ejecuti-vo, lo otro es crear autonomía, por-que hemos creado valores que se-guirán aunque nosotros no estemos.
Cómo puedo yo mejorar lo que no conozco, porque no podemos a veces con sistemas artesanales medir día a día cómo estamos. Un ejemplo de humildad. Ge-nerar esa cultura de medición.
Cómo lograr autonomía, crear valores. Establecer una cultura de valores requiere entre 5 y 7 años de trabajo todos los días,
pero estos no van a calar si no se traducen a políticas: eficiencia.
Procedimientos: para inculcar el valor de la lealtad. Infraestructura: todo lo visible, hay parqueos, hay gente que se le ve la estructura des-de la calle. Crear autonomía, si eso se logra se establece la mística, el sentido de pertenencia para hacer las cosas. Sentido de dar la milla extra y poco a poco vamos gene-rando ese sistema de participación.
¡Qué rico es tener un jefe al que uno admira! La libertad para darle a la gente, a mi equipo para actuar, un ejemplo de humildad para ser me-dido. Quitarme de la cabeza ser un gerente, sino ser un coach, porque necesito crecer como persona, hacer crecer a la gente, incitar al talento. Debemos tratar a la gente como si fuera su casa, hemos dejado de hacer sentir a la gente “yo soy la empresa” por sistemas verticales de gestión. Las empresas exitosas son donde el gerente camina y pre-gunta: “¿Qué necesitas de mí para mejorar?”. Eso es algo que todos podemos hacer. Facultar a sus colaboradores para que faculten su talento, al hacerlo estamos facul-

15
tando al hombre, y eso lo podemos hacer a través del empoderamiento.
En una cultura organizacional con empowerment• Personal hace uso de poder,
capacidades ya existentes. Decisiones, responsabilidad.
• Personal desarrolla alto sentido de poder y pertenencia. Acepta retos y riesgos.
• Personal siente confianza para dar lo mejor de sí mismo.
• Personal actúa con gran iniciativa y deseo de logro.
• Alta dirección comparte y practica valores comunes.
• Proceso de empowerment es impulsado desde arriba.
• Proceso de empowerment es permanente y creciente.
• Gerentes son intermediarios o coordinadores entre su equipo y resto de organización.
• Empleados son vistos como colegas, no como subordinados. La vocación es hacia el cliente externo.
Planeación de embarques: Incremente su productividad y satisfacción de sus clientes
E se fue el nombre de la conferencia técnica dictada por el Ing. Luis Ramírez, Director para América
Latina de Corrugated Technologies.
Su charla se enfocó al mejoramien-to de la productividad mediante renovaciones en la logística de transporte de las cajas de cartón.
“En nuestra industria, una reducción puede significar un crecimiento muy importante. Los incrementos en los combustibles han sido dramáticos, los gastos de transporte representan un costo muy importante, el segundo lugar, en cuanto a costos”, mencionó.
Innovación
C onsciente de la importancia de innovar para generar mejoras en la industria, el Ing. Arturo Castillo,
de Sigma, desarrolló esta charla.
Según el especialista, se habla mucho del tema pero hacemos poco como industria, por lo que la idea es tratar de generar me-joras “porque debemos innovar”.
Cambian los mercados y los compe-tidores, y algunos de estos vienen de afuera y la competitividad es muy valiosa y muy fuerte. A pesar de que surgen nuevas marcas, hay poca diferenciación de producto, empaque y marca; entonces, los re-tos que tenemos como empresa son trabajar en el ciclo de concreción de ideas, optimizar los conceptos, hacerlos en soluciones prácticas, hacer que las cosas sucedan.

16Bajo esa consigna el
Dr. Fabio Novoa, catedrático, consultor con amplia experiencia en la negociación,
desarrolló esta ponencia que fue de gran provecho para el sector corrugador participante.
Una de las primeras interro-gantes que lanzó el Dr.Novoa es que si estamos en un sector meramente industrial qué tiene que ver el servicio en todo esto.
Para él, debe ser un factor funda-mental en toda empresa; aunque no lo asociamos al sector que es industrial, todos estamos involu-crados en el servicio. Esto último constituye uno de los grandes problemas, ya que a pesar de que se tiene mucha información sobre productos y la manufactura, poco hemos estudiado sobre el servicio.
Muchas de las cosas que se apli-can para el producto se pueden aplicar al servicio, siempre y cuando tengamos las diferencias entre ambos. Lo que existe hoy en el mundo son mezclas de producto y de servicio, de cara al cliente.
“El servicio no se puede mandar de antemano, el producto sí. Pero en el servicio es mucho más complejo dar esa prueba. Una de las grandes ventajas que se tiene en la parte comercial, que es la prueba, en el servicio no existe. El servicio no se
puede pasar a un tercero porque es una experiencia. El servicio es mucho más complicado, no se puede prestar. Es mucho más fácil conseguir distribuidores y representantes para un producto, pero no para un servicio”, señala.
Un elemento fundamentalSi el servicio no se prestó adecuada-mente no se puede revocar, el cliente sí se puede recuperar, pero el error quedó. Así que es fundamental co-nocerlo. En el servicio nos tenemos que asegurar la calidad antes de que vendamos, la calidad hay que asegurarla antes de la producción. Los servicios no se pueden almace-nar. En el servicio hay que saber coordinar la oferta y la demanda.
En gran parte, todas las compa-ñías son una mezcla de producto y servicio; la tecnología se copia fácilmente pero el servicio no; es el que le da mayor valor agregado a lo que nosotros estamos vendiendo.
“En la fábrica hacemos produc-tos pero, ¿qué es lo que hacemos cuando se lo estamos vendiendo
El servicio al cliente: Una formidable
ventaja competitiva. La gestión basada
en la lealtadSatisfacer
las necesidades del cliente,
brindándole un servicio
de excelencia, es parte del
proceso empresarial
para agregar valor y fidelidad
en la relación comercial.

17
al cliente? Estamos vendiendo soluciones, ese valor agregado, esa riqueza por la cual el cliente estará dispuesto a pagar algo o mucho más. Eso simplemente como intro-ducción del servicio”, indica Novoa.
Todos queremos calidad en el ser-vicio, porque nos esforzamos por tener calidad, por retener al cliente, por satisfacer al cliente. Quere-mos hacer un servicio de calidad porque el cliente queda satisfecho, para que vuelva a comprar, lo queremos retener y porque nos gusta un cliente que nos compra muchas veces porque es mucho más barato, nos da mejores beneficios. El servicio es para hacer dinero.
No toda calidad genera satisfac-ción al cliente. Porque muchas de nuestras empresas no son capaces de hacer bien este proceso de sa-tisfacer. Puede que el cliente esté satisfecho, pero llega alguien y le ofrece dos pesos menos y se va.
De manera que se debe trabajar muy bien en el proceso de fidelizar. Los que son más fieles, son más lea-les, los que más rebajas piden. En-
tonces, ¿qué es lo que pasa, que no-sotros en las compañías no sabemos hacer ese proceso de rentabilizar?
¿Por qué no toda cali-dad genera satisfacción?Las empresas que elevan las ex-pectativas del cliente tienden a generar negocios en el corto plazo, pero llevan el cáncer del crecimien-to en sí mismas, porque los clientes contarán lo que les pasó. Mientras que las empresas que manejan las expectativas de sus clientes sur-girán en el largo plazo porque sus clientes serán su mejor publicidad.
Impresiones + Expectativas= SatisfacciónPor eso a veces damos una calidad muy buena pero la satisfacción va para abajo, porque no sabemos ma-nejar las expectativas del cliente. La teoría del servicio dice que noso-tros debemos superar en algo muy pequeño las expectativas del clien-te. Al cliente hay que darle el mí-nimo servicio para que no se vaya.
Pero, ¿cómo conocemos las expec-tativas del cliente? Encuestando,
preguntando, haciendo focus group, para poder hacerlo feliz. Lo impor-tante es conocer las expectativas del cliente y satisfacer sus necesidades. A veces les damos cosas que ellos no aprecian y dejamos de lado cosas que sí aprecia el cliente. Tener el conoci-miento de las expectativas es vital.
LealtadEste elemento genera lealtad y beneficios para una organización: Hacemos el producto que necesi-ta, conocemos al cliente, el costo (es menos costoso atender a un cliente fiel). De manera que en la medida en que yo fidelizo al cliente, me compra más. Mientras que un cliente que empieza lo prueba a uno y el trabajo es poco.
Atender a los clientes leales es muy poco costoso porque los co-nocemos. Pero al cliente nuevo tenemos que hacerle como 20 visitas para poder entrarle. Los clientes fieles y reales nos gene-ran otro tipo de ingresos que son las referencias que nos hacen de nosotros. Todos ustedes tienen productos que pueden perso-nalizarlos o tienen comodities,

��
nosotros tenemos que estar en el negocio del producto personalizado.
PersonalizaciónEn la medida en que nosotros ven-damos soluciones más que productos podemos estar arriba de los demás.
A veces pagamos por venta y no por fidelización al vendedor. El impacto que tiene la lealtad del cliente sobre los beneficios de la compañía es inmenso. Muchas compañías no tie-nen índices de medición de la leal-tad de un cliente; qué impacto tiene sobre sus ganancias y sus beneficios y sobre la salud financiera en una compañía la gestión de lealtad. Las compañías que están enfocadas al servicio al cliente deben tener cero deserciones. Tratar de retener a los clientes rentables pero esforzarse por alcanzar cero deserciones es una verdadera revolución industrial.
La meta de una orga-nización dentro de la estrategia competitivaEl objetivo de una empresa es perdurar en el tiempo, por ello se debe, hoy, mañana y siempre, hacer dinero, satisfacer las necesidades de los clientes y a los empleados.
El factor común de estas metas es la generación de valor, que es la leal-tad. Esto es el secreto para perdu-rar a largo plazo en una empresa. Si generamos utilidades y beneficios la empresa es sana. Pero hacer dinero no es básico, es una consecuencia de la lealtad y el valor, es decir, el be-neficio es una consecuencia de la ge-neración de una gestión de lealtad y generación de valor de la compañía.
“Lo interesamos, le vendemos, lo satisfacemos, lo retenemos”. Tener un presupuesto destinado para satisfacer y para retener al cliente dará resultados sorpren-dentes. Interesar y vender es una labor de marketing, mientras que retener es una relación.
En resumen, para fidelizar la rela-ción de los clientes debemos contar con amplia información de ellos, de sus expectativas, debemos estable-cer inversiones en mejoras de ser-vicios, porque en la medida que van comprando sus expectativas van au-mentando. Sumado al hecho de que los empleados a largo plazo generan valor a largo plazo mientras que los clientes leales generan mayores be-neficios, puntualizó el especialista.

��
Termodinámica mejorada: no tene-mos más condensación que causa un problema de tipo de aislamiento.
Tubo condensado corto: signi-fica que no precisa más ajus-tado durante la manutención de los rodillos corrugadores.
Perfil de temperatura constante: la temperatura en los rodillos siempre es constante, solamente tienen un área de contacto donde hay mucho más acero para ascender y esto causa una pérdida de tempera-tura y una pérdida del diámetro.
Mejoras en productividad:Se cuenta en la calefacción periféri-ca con una aplicación de color más uniforme, así como la aplicación de cola, hay menos producto defectuoso durante el arranque de la máquina.
Economía en el consumo de papel: En los cálculos a partir de los esti-mados señalados, se puede lograr una economía bastante grande.
Ventajas del NICE-Rolls:• No necesita almacenar rodillos
corrugadores de respaldo• No requiere de mayor
inversión de capital• Calidad constante de los
rodillos corrugadores• Control periódico vía
especialistas de BHS• El cliente solamente paga los
metros lineales que produce
Incremente la productividad por medio de
la calidad
E l especialista Hollger Smith se refirió a un sistema para mejorar la calidad y la productividad
con solamente cambiar la calefacción convencional de los rodillos corrugadores para un sistema periférico; así como un nuevo concepto que ellos integraron en el mercado de América del Sur para proveer rodillos corrugadores, denominado “NICE - Rolls”.
Ventajas de los rodillos corrugadores con caldeado periférico:Mejor transferencia de calor: porque la distancia es menor, la superficie para transferir la energía es mayor.

Control de procesos en la fabricación de
cartón corrugadoPor Sigfried Stegeman
20
Objetivos de la automatización de las corrugadoras:• Incrementar la competitividad
de las fábricas a través de la mejora en la producti-vidad y calidad estable.
• Aumento de la velocidad prome-dio de producción sin detrimento de la calidad del producto
• Reducción del desperdicio y costos de energía
• Reducir el estrés operativo con evidentes mejoras en la estabilidad de la labor, salud y seguridad industrial.
¿Cuáles procesos se pueden automatizar?1. Alineación2. Control del extremo húmedo• Control de velocidad• Cantidad de material
en el puente• Empalmes automáticos
3. Control de calidadControl de los parámetros crí-ticos del proceso de corrugar.
Es muy importante involucrar a su personal en las decisiones; debería ser claro que el objetivo mayor es mejorar la competiti-vidad de la fábrica para asegu-rar sus empleos a largo plazo.
Recubrimientos base agua:
Avanzando más allá
de la caja
tradicionalPor Marco Juárez
Es importante mencionar que no todas las cajas de cartón corrugado tienen las características necesarias para cubrir el concepto de sostenibi-lidad; sabemos que al aplicar la cera, la caja de cartón corrugado se con-vierte en un elemento no reciclable y por lo tanto nocivo y dañino para el medio ambiente. Los recubrimien-tos a base de agua, aplicándolos a la caja de cartón corrugado, generan oportunidades de otorgar funciones que anteriormente la caja no tenía o que cubrían parcialmente con el uso de materiales no reciclables.

21
Las tiendas de autoservicio son el destino final de más del 60% de la producción global de cartón corru-gado, por lo que influyen en el tipo de empaque y la innovación, con requisitos cada vez más exigentes.
Las siguientes cadenas de tiendas de autoservicio se han manifesta-do con respecto a requisitos para eliminar el recubrimiento de cera de las cajas de cartón corrugado:
• Kroger Corporation: “Se acabará la cera en 12-18 meses”.
• Albertson’s: Cambia su proceso de adjudicación de contratos – solo cajas con recubrimientos alternativos a la cera.
• SuperValu: “Queremos que la cera sea eliminada”.
• Publix: Les pide a sus compradores buscar em-paques libres de cera.
• Wal-Mart: planea reducir el desperdicio sólido un 25% en tres años, incluyendo otro tipo de em-paques; uno de los elementos im-portantes que Wal-Mart quiere eliminar es la cera en las cajas.
En resumen, los recubrimientos base agua mejoran el desempeño y
apariencia del empaque de cartón corrugado. Además, le permiten al empaque de cartón corrugado reemplazar otras formas que no pueden ser recicladas. Y utilizando las ventajas que los recubrimien-tos base agua proporcionan al empaque de cartón corrugado, los corrugadores pueden crear valor agregado y nuevos negocios en mercados globales dinámicos.
Preparando calidad
y rentabilidad en la
impresión flexoPor Juan Bermúdez
La flexografía hoy día compite uno a uno en calidad con la preimpresión offset. El tema es la reproducibili-dad de esa calidad, es decir, el poder mantener la misma calidad sin que haya variaciones en la impresión.
El color preciso es una de las carac-terísticas y la otra es la densidad de
la tinta; un cambio en cualquiera de estas puede modificar el acabado y por ende la calidad de la impresión.
Si no hay reproducibilidad en la calidad del proceso de impresión de color se habla de que es arte, que tiene las siguientes características:
• Es totalmente empírico, se respalda en la experiencia de los involucrados en el proceso.
• No es repetible, carece de documentación apropiada.
• No es predecible.• No es cuantificable.• No es controlable, carece
de metodología.• “Evaporador” de már-
genes de ganancia.
En contraposición a este con-cepto, se tiene el del uso de la ciencia en impresión, lo que conlleva los siguientes aspectos:
• Totalmente numérico• Totalmente repetible• Predecible• Cuantificable• Controlable• Márgenes de ganan-
cia predecibles

22
Manejo de agua residual
recuperada para cero descargaPor Luis F. Lozano
Con el fin de contribuir con una alternativa ante una situación que se vivirá en un futuro cercano, se realizó esta charla, que se en-marcó dentro de las regulaciones que en muchos países ya rigen.
Uno de los objetivos fue brindar un aporte de la industria corruga-dora a aumentar la conservación del agua y buscar un uso eficiente y sostenible, así como fijar los requerimientos para usar el agua recuperada en la fabricación de adhesivos que no genere traumatis-mos en la operación de las plantas.
¿Cómo usamos el agua en las plantas corrugadoras?- En riego de jardines y árboles
- En aguas servidas de baños de las fábricas
- En zonas de prepara-ción de alimentos
- En refrigeración por aspersión de los techos de fábricas en zonas tropicales
- En labores de limpieza de las máquinas a final de turno (diaria y semanalmente)
- En lavados en cambios de colo-res en las máquinas de termi-nado y aplicadores de adhesivo
- En limpieza de las má-quinas corrugadoras
- En sistemas de enfriamiento de los corrugadores
- En calderas- En el agua para la fabri-
cación del adhesivo- En sistemas contra incendio.
Sugerencias y recomendaciones - Designe un administrador
de la gestión del manejo de agua de la planta.
- Conozca las regulaciones am-bientales de su localidad (nacio-nales, distritales o municipales), tanto de la calidad del agua que se vierte al alcantarillado, como de la disposición de los sólidos.
Sostenibilidad-Ciertamente
para el ambiente pero,
¿qué tal para su negocio?
(Deje de manufacturar en el mundo de ayer)
Por Dirk Pastoor
Fue el nombre de esta charla téc-nica que mostró la conveniencia de pensar en nuevas formas de manejar su negocio, aumentando la productividad del personal, su identificación con la empresa, usando las nuevas tendencias de la administración. Comenta que algunas vías para lograr esto es brindando mejores condiciones de medio laboral al personal, así como también automatizando la mayor cantidad de procesos posibles.

23
Embolsado Automático
para Productos de CorrugadoLachenmeier
Por Michael Hansen
Se refirió a los equipos para mejorar la productividad y la rentabilidad por medio del em-bolsado automático de las paletas de cartón corrugado. Así como mejorar en el flujo de trabajo con la producción de planchas flexográ-ficas en la industria del corrugado.
ESKO ARTWORK
Por Adrián Bressi
Descripción de equipos para hacer planchas flexográficas en la industria de corrugado. Menciona también una herra-mienta de SW para el ahorro en la elaboración de planchas, pues hace más eficiente su producción.
Importantes aho-rros en los costos para corrugado:- Flujo automatizado y
fácil de manejar- Reducción significa-
tiva de errores - Mayor consistencia de trabajo- Menos desperdicio de planchas- Ploteo de sacabocado
sobre hojas maylar- Corte a 45º para una
entrada suave en prensa usando la cuchilla Bevel
- Responder a las necesidades de sus clientes para impresiones multicolor sobre corrugado (prueba de color) Comparación entre usar ESKO Digital Flexo Suite y no usarlo:
Sin usarlo:• Muchos espacios no usados en
planchas grandes. ¡Desperdicio!• Adicionar marcas de
corte manualmente• Resetear las cámaras a posición
para cada separación• Intervención humana
en cada paso
Usándolo:• Los parches son posicio-
nados para maximizar el uso de la plancha
• Marcas de corte automáticas, con ID trabajo por trabajo
• No hay descuidos: pregunta por elementos faltantes
• Reducción de costos de trabajo por automatización

5
24
E l convenio firmado entre las empresas Grupo Empaques Industriales Colombianos y Tiruña es uno de los
diversos acuerdos comerciales que se cierran en el marco de XXVIII Expo ACCCSA 2008 que consiste en el suministro de rodillos corrugadores a las tres plantas del grupo por los próximos cuatro años.
Con este acuerdo de cooperación comercial, ambas empresas se sintieron sumamente complacidas, ya que Tiruña, empresa española de gran trayectoria, consolida su presencia en la región latinoame-ricana, mientras que el Grupo de Empaques Industriales Colom-bianos contará con tecnología de avanzada que la empresa europea ofrece al mercado corrugador.
En la firma del acuerdo participaron José Miguel
Guibert, Director General de Tiruña, Alberto Eraso Con-
tralor de Empaques Industria-les Colombianos y Guillermo Bluhn, Gerente de Ventas de
la empresa Fosber.
Una ventana de
oportunidadesCon la firma
diversos acuerdos comerciales,
este evento es una verdadera
oportunidad para negociaciones.

1 2
3 4
6 7
#1y6 Los profesionales corru-gadores y representantes de empresas proveedoras compartieron diferentes mo-mentos durante la exposición ACCCSA 2008.
#2y7 Oportunidades comerciales es parte de lo que ofrece XXVIII Expo ACCCSA 2008.
#3 La empresa Isogama fue una de las compañías expositoras que se lució con su stand.
#4 Una gran asistencia durante los días del evento.
#5 Los ingenieros Víctor Solórza-no y Santiago Reyna visitaron la exposición.
25
26
C on un salón lleno, cautivado por la música de fondo de la Orquesta de Tango El Arrastre
y la Internacional Big Band, la XXVIII Convención y Exposición Anual dijo ¡Hasta pronto! a los expositores y corrugadores que hicieron posible que este evento fuera el encuentro por excelencia de la industria cartonera latinoamericana.
Fue un trabajo arduo donde partici-paron muchos dignos representan-tes del sector, así lo señaló el Ing. Santiago Reyna en momentos en que realizaba un merecido recono-cimiento a todas las personas que hicieron posible esta actividad, en especial al Ing. Eugenio Chatelet por su entrega como miembro organizador de este evento, quien puso “alma, vida y corazón” porque este encuentro fuera sumamente
exitoso, no sólo por la cantidad de participantes, sino por la calidad de las ponencias que fueron de gran provecho para los asistentes.
De parte de la Junta Directi-va de ACCCSA, así como del equipo de colaboradores de esta organización, se agradece profun-damente a todas las empresas patrocinadoras que con su apoyo hicieron posible este magno evento.
Con un emotivo cierre, ACCCSA entregó diversos reconocimientos a las empresas y corrugadores que con su aporte permitieron
una vez más realizar la Convención y Exposición Anual.
¡Misión cumplida!
Los ingenieros César
Valencia, Eugenio
Chatelet y Santiago
Reyna durante el recono-
cimiento que le
hicieron al corrugador argentino.

¡Misión cumplida!

www.bhs-corrugated.de
Volume line
ClassiC liNE
CuSTom line
WiDTH line
QuAliTY lineBHS Classic line – cuando lo que cuenta es fiabilidad intemporal.Control firme con seguridad: calidad homogénea y elevada fiabilidad deentrega. Sus clientes confían en usted tanto hoy como mañana. la BHSClassic line le ofrece la solución correcta y duradera para ello: con ellafabricará cartón ondulado de alta calidad de forma fiable y dentro de losplazos. Gracias a máquinas precisas con un 98% de disponibilidad y unavida útil de más de 20 años. mantenidas por nuestro servicio local a escala mundial. máxima rentabilidad: aproveche un rendimiento sólido y asegurea largo plazo sus posibilidades en el mercado.
» ¿Una inversiónsólida de la que
puedo fiarme? «
» Durante años. «
080248_Dialog_Classic_CG_07_20081 1 07.07.2008 11:50:03 Uhr

www.bhs-corrugated.de
Volume line
ClassiC liNE
CuSTom line
WiDTH line
QuAliTY lineBHS Classic line – cuando lo que cuenta es fiabilidad intemporal.Control firme con seguridad: calidad homogénea y elevada fiabilidad deentrega. Sus clientes confían en usted tanto hoy como mañana. la BHSClassic line le ofrece la solución correcta y duradera para ello: con ellafabricará cartón ondulado de alta calidad de forma fiable y dentro de losplazos. Gracias a máquinas precisas con un 98% de disponibilidad y unavida útil de más de 20 años. mantenidas por nuestro servicio local a escala mundial. máxima rentabilidad: aproveche un rendimiento sólido y asegurea largo plazo sus posibilidades en el mercado.
» ¿Una inversiónsólida de la que
puedo fiarme? «
» Durante años. «
080248_Dialog_Classic_CG_07_20081 1 07.07.2008 11:50:03 Uhr

ACTUALIDAD
30
En medio de un panorama difícil para la economía mundial, las empresas les apuntan a la mejora productiva y a una mayor eficiencia para no sufrir tan fuertemente el impacto que ocasionan los altos precios de los hidrocarburos y sus derivados.
En la productividad estaría la clave
E n los últimos años, la influencia del alto costo del barril del petróleo ha ocasionado que las
materias primas y diversos insumos se disparen, lo que se ha hecho sentir en el desarrollo y la productividad diaria de diversas empresas a nivel mundial.
No es para menos, con una esca-lada en los precios que no parece encontrar un tope, el mundo se enfrenta a cambios cruciales en la forma de hacer y desarrollar los ne-gocios y el comercio internacional.
De acuerdo con un informe realiza-do por el Fondo Monetario Interna-cional (FMI), la situación mundial es difícil y el crecimiento global se-guirá sufriendo una desaceleración significativa en lo que resta del año.
Aunque se prevé una recuperación paulatina para el 2009, para este año la economía global se encuentra atrapada entre una abrupta desace-leración de la demanda en muchas naciones desarrolladas y un nivel creciente de inflación, especialmen-te en las economías emergentes.
Así es el panorama que se vive en la actualidad, donde los altos precios del combustible, de in-sumos derivados, de alimentos, de una mayor producción de biocombustibles y de una crisis inmobiliaria en los EE.UU. que trasciende fronteras, obligan a ser más cautelosos en todos los sectores productivos de la economía global.
Según especialistas del FMI, la desaceleración, la inflación y un incremento de los precios de
los alimentos así como del com-bustible están ocasionando un verdadero desafío a nivel mundial.
Situaciones adversasEl alza de precios de los ali-mentos constituye un reto cada vez mayor para las políticas públicas de los países de ingre-so medio y bajo de la región.
Datos del Banco Mundial señalan que entre marzo de 2006 y marzo de 2008, el Índice Internacional de Precios de los Alimentos casi se duplicó en términos nominales, con un aumento del 82 por ciento.
Y es que tras la actual inflación en el precio de los alimentos, se esconde un cambio fundamental en la oferta y la demanda mundiales debido a la mayor producción de

31
En la productividad estaría la clave
biocombustibles, el alza del precio de la energía, el mayor consumo de alimentos en los mercados emergentes y el cambio climático.
Para especialistas de esta en-tidad, se debe aceptar que los alimentos tendrán precios más altos de ahora en adelante.
La inflación en el precio de los alimentos se ha incrementado en toda la región de América Latina y el Caribe, hecho que sin duda afecta a ambos sectores, importadores como exportadores.
La carestía de los alimentos tiene un impacto directo en la inflación general registrada en la mayoría de los países, porque el índice de precios al consumidor pondera fuer-temente el costo de los alimentos.
En criterio del Banco Mundial, las políticas en torno a los bio-combustibles que se adoptan en los países desarrollados son otro
desencadenante. Se estima que la producción de etanol consumirá el 30 por ciento de los cultivos de maíz de EE.UU. en el 2010.
Sectores opinanEn el caso de la industria co-rrugadora, tanto fabricantes como proveedores han tenido que voltear su mirada a nuevos mecanismos para mejorar sus tiempos productivos y su eficiencia.
Aunque existe una preocupación, el sector está consciente de que la productividad puede ser un punto de mejora en la eficiencia de sus procesos productivos.
Así opina Miguel Talamantes, Di-rector Comercial de Tintas Líquidas de la empresa Tintas Sánchez, para quien el principal reto del sector co-rrugador es mantenerse ante las ne-cesidades del mercado con una men-talidad proactiva más que reactiva.
Para él, un gran aporte es, sin duda, las actividades como la pasada Convención de ACCCSA, donde de alguna manera todos los mercados se enteran sobre qué está pasando con las nuevas ma-quinarias, con los nuevos sistemas de calidad y los de software para el aprovechamiento más eficiente de las herramientas. Por lo que todos los fabricantes de equipo, de papel, los de adhesivos y los de tintas tenemos que trabajar en con-junto con los corrugadores para que nuestras empresas sigan creciendo mediante la calidad y la seguridad.
En el caso del Ing. Ramón Álvarez, Gerente de Desarrollo Industrial de Papelera Nacional de Guayaquil, Ecuador, es difícil neutralizar los precios altos porque los químicos están siendo afectados y los aditi-vos químicos están sufriendo un aumento en el precio. En su caso, usan como materia prima la fibra obtenida a partir de reciclaje y recortes; están maximizando la re-

32
colección nacional y el déficit lo cu-bren con material traído de EE.UU., así como de Centroamérica.
“Por lo demás, nuestra lucha está en mejorar la producción disminuyen-do los tiempos improductivos, mejo-rando la calidad de nuestros produc-tos y creo que esta es una manera efectiva de ayudar a nuestro país en la problemática que está afectando el incremento de los precios en los combustibles”, menciona Álvarez.
Para él, es importante considerar la mejora en la tecnificación de las máquinas; las empresas deben adquirir equipos de mayor tec-nología que permitan realmente reducir los costos de producción.
Por otro lado, es necesaria la sistematización de los diferentes procesos de producción. Los equipos de última tecnología que están en el mundo, principalmente en Europa, no están en esta parte de América, donde la mayoría de las empresas tiene equipos de bajo rendimiento. “En nuestro caso, estamos mejo-rando el sistema de prensas, que se está renovando y estamos instalan-do equipos de primer orden con lo
cual vamos a tener un mayor ren-dimiento. Esto es extraer más agua antes de entrar al secado, por ende hacer más papel con la misma can-tidad de producción de vapor, con lo cual no requerimos aumentar o incrementar las calderas”, apunta.
Obstáculos y solucionesEn el caso de Miguel Talamantes, el mayor problema para ellos es que muchas de las materias primas como las resinas son subproductos o derivados del petróleo, tomando en consideración que hace un año o año y medio el petróleo costaba $60 ó $70 el barril y ahora está en 130 ó 140, y según dicen puede llegar has-ta $200. Entonces, en los últimos dos meses esa situación ha repercutido en el incremento de las resinas, y son aumentos que están moviendo entre un 15 y un 20 por ciento el costo de la materia prima que a su vez va a afectar sobre un 8 ó 12 por ciento el precio final de las tintas.
Desde el punto de vista de combus-tibles energéticos, sí está afectando la situación de los fletes pues el litro de gasolina ha subido cerca de un 30 por ciento, por lo que todo el proceso de logística se incrementa también.
Por su parte, Daniel Knoll, ven-dedor técnico de Albany Inter-national, Tecidos Técnicos Ltda. de Brasil, afirma que uno de los mecanismos por el que puede optar el sector corrugador para enfrentar el constante incremento de los

33
hidrocarburos es lograr un cambio en los horarios de manufactura en sus plantas para uno que no sea en hora pico (horarios de alto consumo), para así obtener mejores resultados en el uso de los recursos y procesos, invirtiendo también en la optimización de procesos y pro-ductos con el menor costo posible.
Otro de los especialistas consulta-dos fue Marco Juárez, Gerente de Territorio de Michelman, México, para quien definitivamente les ha impactado el alto precio de los hidrocarburos. “En estos momentos hacemos un análisis de los produc-tos que tenemos para determinar cuáles se ven afectados, cómo pode-mos tratar de mantener los costos y estamos buscando también el de-sarrollo de productos sustitutos con nuevos materiales o con materiales que no sean tan costosos. De ma-nera que el principal reto a seguir ante el incremento de las materias primas, es aumentar la producti-
vidad en las plantas para buscar mayor rapidez y eficiencia en el uso de los recursos, principalmente”.
Materias primasPor su parte, José Miguel Guibert, Director General de TIRUÑA, Es-paña, señala que aunque no se han visto afectados en el ámbito energé-tico, sí ha ocurrido con las materias primas. El acero ha subido mucho en poco tiempo este año, un 15 por ciento; el año pasado aumentó 43%

34
y, así como los fabricantes de cajas de cartones, que no pueden trasladar el incremento de papel al precio de la caja, tampoco pueden ellos trasla-dar el incremento del acero al precio del rodillo final, menciona Guibert.
Asimismo, afirma que existe un gran reto respecto del índice de productividad porque cada vez hay más oferta de cartón y en Europa cada día se está consumiendo me-nos. El año pasado el crecimiento fue muy bajo y este año se están dando índices negativos por la crisis que hay en ese continente, por lo que entonces se va a tener que producir mejor y más barato.
Por su parte, el Ing. Alejandro Loa-ses, de SICSA, Uruguay, considera que si bien existe una inversión muy directa en el desarrollo de nuevas tecnologías que permitan el uso de generadores de vapor, biomasa (re-siduos de la agricultura), también se están evaluando alternativas como el uso de leña o residuos de la industria forestal para usar como energía renovable y con esto con-seguir la reducción o eliminación del combustible a base de petróleo. “Esto requiere algún tiempo, pero es una medida que tenemos pre-vista en nuestra empresa”, señala.
Además, sostiene que los corru-gadores deben apuntar a diferen-
ciarse, como bien lo destacaron algunos de los conferencistas en la pasada Convención. Es importante contar con tecnologías que nos permitan lograr este objetivo. Los suministradores pueden apoyar con productos que permitan lograr, por ejemplo, mejor calidad de im-presión o impresiones excelentes al alcance de un mayor número de fabricantes. “Me parece que este puede ser un primer paso para mejorar la calidad de los productos en nuestras empresas”, indica.

UN SECTOR; UNA VOZ
Con un proceso de mejora continua, el papel y la industria
cartonera siguen innovando con el fin de brindar productos
de calidad, amigables con el
ambiente y que ante todo preserven los recursos naturales
para las futuras generaciones.
Diversos mitos se han establecido a lo largo del tiempo en torno al origen del papel y sus derivados.
De hecho, muchos creen que esta industria aumenta la deforestación a nivel mundial; sin embargo, datos de UNECE/FAO Global Forest Resource Assessment 2005 señala que en Europa los bosques crecen 660.000 hectáreas anuales (2000-2005), mientras que, en Asia, 1.003.000 hectáreas anuales durante ese mismo periodo.
Según datos de este ente, Rusia, Suecia, Finlandia, España y Francia constituyen las mayo-res áreas forestales de Europa.
Sólo como muestra, en España los bosques se incrementaron
y pasaron de 13,5 millones de hectáreas en 1990 a 16,4 millo-nes de hectáreas en 2000 y 17,9 millones de hectáreas en el 2005.
Y es que para fabricar papel no se utiliza madera noble, de especies exóticas de los bosques tropicales ni de robles, hayas o encinas. En el caso concreto de España, se utiliza madera de especies de crecimiento rápido, como eucalipto y pino, que se cultivan con esa fi-nalidad en plantaciones forestales, que de otro modo no existirían.
Las cortas anuales de madera en ese país, para todos los usos in-cluido el papel, suponen el 2,2 por ciento de las existencias de madera y el 42,3 por ciento del incremento anual de madera, por lo que se apro-vecha menos de la mitad de lo que crecen los bosques todos los años.
Plantaciones y medio ambienteA nivel mundial, las plantaciones forestales productivas (madera y fi-bra para papel y otros muchos usos) ocupan 109 millones de hectáreas, el 3 por ciento del área total de los bos-ques, de acuerdo con UNECE/FAO Global Resource Assesssment 2005.
A criterio de los especialistas, las plantaciones son grandes sumi-
deros de CO2 y ayudan a frenar el cambio climático: las 400.000 hectá-reas destinadas en España a la pro-ducción de madera para papel fijan al año 7,5 millones de toneladas de CO2, el 2 por ciento de las emi-siones totales que produce el país.
Una industria automatizadaSe cree que el sector papelero es an-ticuado y obsoleto. No obstante, una moderna línea de producción de pa-pel mide hasta 200 metros de largo y ocupa un espacio equivalente a dos campos de fútbol. Con una potencia superior a la de 500 modernos automóviles, tiene más de 5.500 ki-lómetros de cables, 100 kilómentros de tuberías y cientos de válvulas.
El proceso papelero está totalmen-te informatizado y automatizado y para la gestión de una moderna má-quina papelera se utilizan hasta 50 pantallas y teclados. Cientos de sen-sores y escáneres de última gene-ración se ocupan de los procesos de control de los distintos parámetros.
Los envases y embalajes permiten que el producto llegue al consumidor intacto y en condiciones higiénicas adecuadas.
100% Sustentable
ALEMANIAARGENTINAAUSTRALIA
AUSTRIABOLIVIABRASIL
CANADACHI LECHI NA
COL OM BIACO STA RICA
CU BADINAMARCA
ECUADOREL SALV ADOR
ESPAÑAFIN LANDIA
FRAN CIAGU AT EMALA
GU YANAHOL ANDA
HONDURASIND IA
IRLANDAITALIA
JAPONMÉXICO
NICARAGUAPANAM A
PARAGUA YPERÚ
PUERTO RICOREP. DOMINICANA
SA N TA LUCÍASUIZA
SUECIATAIWÁN
TRINIDAD & TOBAGOREINO UNIDO
URUGUAYE.E.U.U.
VENEZUELA
corrugadoralatinoamericana
Conecta a toda la industria
Conn
ecting th
e Latin-American corrugating industry
con el resto del mundo
with the rest of the WorldCon CORRUGANDO
usted tiene un mayor alcanceen su comunicación.
Corrugando es la llavede comunicación con
la industria corrugadora latinoamericana.
Para mayor información y publicidad comunicarse con:For more information contact us
e-mail: [email protected] visite / or visit: www.corrugando.com
Asociación de Corrugadores del Caribe,Centro y Sur América P.O. Box 04-6155 Forum, San José, Costa Rica.Tel. / Phone: (506)2204-7201 • 2204-7202 • Fax: (506)2204-7203
With “Corrugando” you can reach a larger market.
“Corrungando” is the key that opens the door of communication with the Latin-American corrugating Industry
La revista llega a 41 paísesen todo el mundo.
The magazine reaches 41 countries around the world.

ALEMANIAARGENTINAAUSTRALIA
AUSTRIABOLIVIABRASIL
CANADACHI LECHI NA
COL OM BIACO STA RICA
CU BADINAMARCA
ECUADOREL SALV ADOR
ESPAÑAFIN LANDIA
FRAN CIAGU AT EMALA
GU YANAHOL ANDA
HONDURASIND IA
IRLANDAITALIA
JAPONMÉXICO
NICARAGUAPANAM A
PARAGUA YPERÚ
PUERTO RICOREP. DOMINICANA
SA N TA LUCÍASUIZA
SUECIATAIWÁN
TRINIDAD & TOBAGOREINO UNIDO
URUGUAYE.E.U.U.
VENEZUELA
corrugadoralatinoamericana
Conecta a toda la industria
Conn
ecting th
e Latin-American corrugating industry
con el resto del mundo
with the rest of the WorldCon CORRUGANDO
usted tiene un mayor alcanceen su comunicación.
Corrugando es la llavede comunicación con
la industria corrugadora latinoamericana.
Para mayor información y publicidad comunicarse con:For more information contact us
e-mail: [email protected] visite / or visit: www.corrugando.com
Asociación de Corrugadores del Caribe,Centro y Sur América P.O. Box 04-6155 Forum, San José, Costa Rica.Tel. / Phone: (506)2204-7201 • 2204-7202 • Fax: (506)2204-7203
With “Corrugando” you can reach a larger market.
“Corrungando” is the key that opens the door of communication with the Latin-American corrugating Industry
La revista llega a 41 paísesen todo el mundo.
The magazine reaches 41 countries around the world.
38
1. Capas exteriores dañadas:Puede ser causado por prácticas erróneas de carga del proveedor de papel, por utilización de equi-po inadecuado en puertos, por mantenimiento inadecuado de los montacargas, por operadores inexpertos, por mala ubicación de las bobinas en las bodegas de rollos, y por corte excesivo de capas en la preparación de la bobina.
Veamos algunas soluciones para evitar este tipo de desperdicio.
1.1. Daños generados por el proveedor de papel.*Genere información al provee-dor sobre los daños en que está incurriendo por mal manejo
en el molino o en algún punto de tránsito hasta la planta.* En algunas oportunidades es
importante acompañar el recla-mo con un reporte fotográfico.
* Las bobinas deben traer flejes de acero (zunchos) a 1” del borde y deben ser tan anchos como sea posible para limitar el daño a los bordes.
* Las bobinas para corrugado me-dio deben protegerse con envol-turas de stretch, o liners pesa-dos y con tapas impermeables.
* Audite ocasionalmente la forma de manipular las bobinas de papel en su molino proveedor, si es posible.
* Todos los rollos deben traer tacos de madera interna-
DESPERDICIO
CONTROLABLE
EN LAMINADO
L as operaciones previas a la corrugadora y en la máquina misma son responsables del 75-
80% del desperdicio controlable.
Los logros en obtener resultados dependen de la metodología ope-rativa y del equipamiento de la máquina. Por esta razón, fueron diseñados empalmadores auto-máticos, controles de velocidad del puente, guías de succión del puente, fingerless, etc.El ejercicio permanente que deben hacer las fábricas en el control de desperdi-cio debe ser tal que no se presente desperdicio sin reportar. El desper-dicio controlable en la corrugadora tiene distintas causas, estas son:
COMPETITIVIDAD
G E R E N C I A
Por el Ing. Luis Fernando LozanoRepresentante Técnico
de Harper Love Adhesives
Control de Desperdicio II parte
Una óptica distinta

39
mente, en los extremos de los tubos de los rollos.
* Indíqueles a los operadores de montacargas que los camiones con bobinas dañadas no deben descargarse hasta que se haya inspeccionado y aprobado la descarga.
Dependiendo de la importancia y naturaleza del daño puede que sea necesario ponerse en contac-to con la compañía de seguros.* Exíjale a su proveedor que
los camiones traigan las protecciones adecuadas, especialmente en invierno.
1.2. Utilización inadecuada de los equipos de puertos.* Evalúe el costo del desperdicio y
de la productividad de sus equi-pos vs. despacho en container.
* Busque puertos que le ofrezcan
mejores garantías de manejo adecuado de su materia prima.
1.3. Mantenimiento inade-cuado de los montacargas:Debe partirse de la premisa de que debe utilizarse un equipo adecuado para el peso que se va a mover y con el aditamento apropiado para el tipo de producto que se va a movilizar.
* Las mordazas del clamp con rebabas internas o con bordes cortantes externos pueden dañar las bobinas que agarran, o desgarran las capas de papel de las bobinas aledañas a las que se está sujetando.
* Utilice mordazas con un brazo oscilante especial-mente en sitios difíciles.
* Las bobinas pueden deslizarse de las mordazas si estas están lisas o la presión de la mordaza es baja. Hay diferentes tipos de recubrimientos para las mordazas. Escoja el que mejor cumple con sus requerimientos.
* El sistema hidráulico debe inspeccionarse periódicamente para controlar las fugas de aceite y verificar su nivel. El sistema debe tener una válvula de control de presión y un manómetro indicador de ella.
1.4. Operadores inexpertos:*En el proceso de selección de
los operadores debe evaluarse la capacidad de visión de profundidad y tridimensional.
*Falta de práctica operacional de los operadores. Use videos que
puedan facilitar los proveedores de los montacargas. Diseñe prácticas con rollos fuera de estándar de calidad que no haya devuelto al molino o con bandas viejas del corrugador enrolladas.
* Las bobinas deben ser transpor-tadas en retroceso a una altura aproximada de 30 cm del suelo.
* Levante la bobina lo bastante alto para que cuando rote el clamp no tropiecen los bordes de la bobina con el piso.
1.5. Bodegas de rollos:El daño de las bobinas puede ocurrir durante el proceso de salida, entra-da o almacenamiento en la bodega.
* Las hileras de almacenamiento deben hacerse en espina de pescado, esto es diagonalmente a 45o del pasillo de circulación del montacargas con dos hileras de rollos juntas y con un pasillo de inspección mínimo de medio metro a cada lado.
Señale con pancartas y/o en el sue-lo, el grado de material y su ancho.Deben darse instrucciones sobre qué hacer si una zona está sobre-cargada y no se pueden almacenar bobinas en la zona destinada para ello. Si esto ocurre con frecuencia debe revisarse el espacio asignado.
* El pasillo de circulación del montacargas debe tener un ancho de 3.5 m y debe mante-nerse despejado de bobinas.
* Las bobinas deben almacenarse de tal forma que las orillas estén alineadas hacia el pasillo.
Control de Desperdicio II parte
Una óptica distinta

40
* Coloque los saldos de bobinas al comienzo de la hilera para que sean usadas de primero, o tenga un espacio determinado para ellos.
* Zunche los saldos de las bobinas o en última instancia pegue la última capa. Identifique el tipo de material del saldo y su peso aproximado.
* Almacene las bobinas sobre listones de madera para que no esté en contacto con el piso.
* Inspeccione el estado de los te-chos de las bodegas para evitar goteras, especialmente después de aguaceros muy fuertes.
* Las bodegas deben tener una buena iluminación para que los operadores puedan centrar y alinear bien las bobinas.
* El pintar las columnas, marcos de puertas y cualquier obstáculo con un color que contraste, ayuda a evitar los daños que se puedan ocasionar a las bobinas.
1.6. Pelado excesivo durante la preparación de la bobina:* Antes de pelar la bobina,
colóquela en el portabobinas; esto evitará que se ensucie y transporte cualquier suciedad a la máquina corrugadora.
* Use una herramienta de corte lateral en lugar de un hacha para cortar el fleje o zuncho de la bobina. Tenga cui-dado porque este puede dispararse y causar lesiones.
* Corte sólo las capas dañadas. Cuando haga empalmes manua-
les, deje algo de papel dañado en las bobinas, úselo para el empalme y luego deséchelo al final de la corrugadora.
* No use una cuchilla para cortar las capas, es mejor usar un des-tornillador (desarmador) o una herramienta plástica especial.
El pelado de las capas externas de las bobinas tiene un fuerte impacto en el desperdicio generado en la corrugadora. Para alcanzar la ex-celencia, deben buscarse niveles de cuatro o menos capas de papel no protegido y dos de papel protegido.
Con el fin de controlar el peso de las capas dañadas, debe cuantificarse por separado del resto del desper-dicio producido en el corrugador.
En caso de no tener una báscula, se puede utilizar la fórmula finlande-sa utilizada por las compañías de seguros para determinar el kilaje perdido debido a avería periférica.
La fórmula es como sigue: 4 * A (D-A) * P / (D2-d2)Donde: A: Profundidad deldaño en centímetros.D: Diámetro de la bobina en cmP: Peso de la bobinad: Diámetro del tubo en cm
2. Inicio de operación:Es el material que se genera en el inicio de operación de la corrugadora, el cual es retirado en el puente y antes de entrar al triplex. Es altamente conveniente que se lleve esta información y
que se compare el desperdicio que generan las distintas tripulacio-nes, especialmente en plantas que inician operaciones todos los días.
3. Saldos de papel:Es la cantidad de papel dejada en el tubo de una bobina utilizada des-pués de un empalme. Debemos es-forzarnos para lograr la utilización del papel hasta el núcleo, tanto en empalmes automáticos como ma-nuales. Una cantidad excesiva en el tubo puede ser causada porque los empalmes se adelantan mucho, el tubo internamente está deforme o aplastado, o las bobinas que se corren están flojas, telescópicas u ovaladas; hay mucha o poca ten-sión en el freno, los conos causan la rotura del papel cerca del tubo, hay una tensión dispareja en los bordes del papel, o el papel puede estar picado al final de la bobina.
Veamos algunas soluciones:3.1. Los empalmes manua-les se adelantan mucho o se activan muy temprano con empalme automático.* Permita que el material del
puente se acumule, en el caso del corrugado medio o del liner del single face, para hacer el empalme a menor velocidad.
*Utilice un adhesivo de alta cali-dad para el empalme manual con el fin de no perderlo.
*Utilice cinta de 2” de ancho para alta temperatura y de alto aga-rre para empalme automático.
* Mantenga un programa de
COMPETITIVIDAD
G E R E N C I A

41
entrenamiento constante que refresque los conoci-mientos de sus operarios.
*Tenga personal de reemplazo debidamente entrenado para épocas de vacaciones o enfermedad de los titulares.
3.2. El tubo internamente está aplastado o deforme.* Las bobinas que recibe de
su molino proveedor deben traer tacos o tapones en los extremos de los tubos.
*Cuando devuelva a la bodega de rollos saldos de bobina que no vaya a utilizar, colóquele los tapones a los tubos. Identifí-quelo con el grado, el tamaño y peso aproximado. Zúnchelos o pegue la última capa.
3.3. Las bobinas que se corren están flojas o telescópicas.*Inspeccione las bobinas a la llega-da para verificar si existen daños, están flojas o telescópicas, traen tacos y si el tubo es el adecuado.
*Comuníquese con su proveedor y si es necesario envíe reporte fotográfi-co, para que corrija esta situación.
El problema puede ser debido a la rebobinadora del moli-no o a material descalibrado.
3.4. Hay mucha o poca tensión en el freno del montarrollo.*Deben reemplazarse las pas-tas de los frenos desgastadas.
*En caso de frenos de aire, el aire comprimido debe estar libre de agua y suciedad.
*En caso de freno hidráulico, el nivel del líquido está muy bajo
en el recipiente, o el líquido contiene herrumbre. Purgue el sistema con regularidad.
*No hay buena sensibilidad en el control del freno.
Corrugated GmbH
Erhardt + Leimer Corrugated GmbHFriedrich-Hagemann-Straße 64 · 33719 BielefeldTelefon: +49/521/94272-0 · Fax: +49/521/94272-20E-mail: [email protected]
ELTRACEl sistema ELTRAC asegura una laminación perfectamente alineada del liner y de la onda en los grupos de ondular.
TrimMasterEl sistema TrimMaster estabiliza el cartón corrugado delante de la Slitter/Scorer y asegura una precisa alineación de las cuchillas.
Calidad y Productividad
E + L Corrugated GmbHSu Partner
www.el-corrugated.de
Sólo con bandas perfectamente alineadas se puede acceder a una producción sin trim.
Reducción de la merma

42
3.5. Los conos causan la rotura del papel cerca del tubo.* Debe dejarse un pequeño
espacio entre el tubo y la pestaña del cono.
*Los tubos deben tener el mismo largo de la bobina.
*Las paredes del tubo deben ser lo suficientemente fuertes para soportar las fuerzas de aceleración y desaceleración de la corrugadora.
3.6. Hay una tensión dispareja en los bordes del papel, causando que este se rompa a alta velocidad o generando problemas en el proceso.*Chequee que la tensión de los fre-
nos del portabobinas sea igual.*Todos los rodillos y tambores
de la máquina deben de estar alineados y nivelados.
*Algunos rodillos o tambores pueden estar frenados, generando tensión adicional a la del portabobinas.
*Los mecanismos de alineación de los portabobinas deben revisarse para asegurarse de que funcionan correctamente.
*Revise los cojinetes de los conos y asegúrese de que no están sueltos, ni fractu-rados, ni tienen juego.
4. Empalmes y reventones:Al ejecutar un empalme manual de rollos, se produce una superposición de papeles en las láminas produci-
das, las cuales deben separarse de las hojas buenas. En forma similar, un reventón puede originar car-tón sin uno de sus componentes, lo que constituirá desperdicio.
Debe buscarse en empalmes ma-nuales que la superposición de materiales sea la más corta posible y para ello se debe capacitar en forma permanente al personal.
Con el fin de minimizar el desperdicio en los empalmes, debería disponerse de un dispo-sitivo de alineación para colocar la bobina en línea con los otros papeles que se esté corriendo.
Los reventones pueden presentarse por falta de confiabilidad del empal-mador automático, porque la veloci-dad del empalme fue superior a la velocidad de diseño del empalmador, por excesiva tensión aplicada sobre el papel o por desalineamiento de los componentes de la máquina que no están a escuadra con el centro y no están nivelados o generan ten-siones adicionales a las aplicadas por los frenos de los portabobinas.
Para minimizar el desperdicio, deben sincronizarse los empalmes cuando se hagan cambios de anchos y de gramaje del papel que se esté corriendo, de acuerdo al tamaño del pedido que está produciendo.
Los posibles problemas que se pueden presentar en los portabobinas fue-ron discutidos en la sección anterior.
5. Refile longitudinal:Es el corte de los bordes del cartón que se ejecuta en el Slitter-Scorer (triplex) del corrugador, con el fin de obtener un corte uniforme y limpio del corrugado medio y de los liners. Este corte resulta por tanto, de la diferencia entre el ancho del rollo que se está corriendo y el ancho de las láminas planeadas.
Este desperdicio debe calcular-se de acuerdo a la(s) lista(s) de corte(s) y teniendo en cuenta el peso básico de cada clave.
COMPETITIVIDAD
G E R E N C I A

43
Se calcula de la siguien-te manera por lista:
Desp. R.L. = (Ancho Rollo - An-cho Plan.) * M.Lin * Pb (kg) P.b.
Donde P.b.= Peso básico de la clave que se está corriendo
Este desperdicio se atribuye a quien planea la operación de la corrugadora y es una medida de su eficiencia, pero también depende en gran medida de la administra-
ción en cuanto a la disposición de papel y del desplazamiento lateral que puedan presentar las bandas del double facer. En operación de doméstico, un porcentaje de desper-dicio normal en planeación manual es de 2,3%; con planeación por computador es de entre 1,7 y 2,0%.
6. Refile transversal:Es la diferencia entre el largo de las láminas solicitadas por el cliente y la longitud real que está entregando el cut off.
En los cut off de mando directo, la diferencia es de +/- 0.1 mm, o sea que no se toma en cuenta. Nor-malmente, un cut off convencional presenta una variación de +/- 5 mm, la cual no debería impactar en la fabricación de una caja; sin embargo, si en la corrugadora se presentan largos y cortos, la acción que toman la mayoría de las plan-tas no es encontrar la causa de la variación, sino en aumentar en 1 cm o más el largo de la lámina para que con esta sobredimensión no se pierda la lámina. Esta solución

44
transitoria queda como permanente pero el problema sigue latente.
Las posibles causas para que se presente esta si-tuación son las siguientes:
6.1. Las bandas del D.F. no están arrastrando el mate-rial. Esto puede ser debido:*Bandas del D.F. destensionadas.*El liner del S.F. que se está
procesando lleva recubrimiento o el liner es muy liso.
*La banda está patinando por papel pegado a ella.
*Excesiva fricción en las planchas. *Las bandas patinan en los
tambores de arrastre.*Insuficiente presión en la
sección de arrastre del D.F. por falta de rodillos de peso.
7. Hojas malas en laminado (problemas de calidad):Estas son las hojas defectuosas que se detectan al final de la línea y cu-yas causas son diferentes a empa-tes y reventones. Las más comunes son: liners despegados por falta de adhesivo, combado (warp) excesivo, corrugación aplastada, cartón lava-do, bordes despegados, altos y bajos, láminas de medida diferente a la especificada, material corto, mate-rial mal alineado, etc. Si el porcen-taje de desperdicio es muy alto por esta causa, debe desplegarse para conseguir mayor información con el fin de analizarlo y disminuir la incidencia en el total de la planta.
8. Desperdicio administrativo:Es el desperdicio que se presenta por ejemplo cuando por problemas de inventario de papel se cambia la combinación de la clave para cumplir especificaciones o entregar a tiempo el pedido o se utilizan anchos distintos de materiales.
También es el desperdicio que se pre-senta por errores de ventas, porque el cliente requería un material dis-tinto, o porque se entregó informa-ción errónea a la planta y se fabricó algo que no requería el cliente en tamaño o dimensiones o impresión.
Se presenta también cuando hay sobrantes de material en el área de despachos o en la de material en proceso.
*El material que entra al D.F. tiene demasiado freno en los portabo-binas, o en las guías del puente o en los tambores precalentadores.
6.2. El rodillo alimentador del cut off no está arras-trando el material por:*Falta de peso.*Cadenas destensionadas.
6.3. La banda Reeves se desliza por:*Grasa en los platos.*Bandas Reeves destensionadas. *Falta de tacos de arrastre
de las bandas.
6.4. Juego mecánico en la transmisión. *El motor que varía el largo
tiene el freno electromag-nético mal calibrado.
*Variaciones en los piñones que mueven el mecanismo cíclico.
*Juegos en los brazos que desplazan los platos, en el momento del corte; o rodamien-tos en malas condiciones.
*Los platos no se despla-zan libremente.
*Contragolpe en los cuñeros de los platos y los ejes.
6.5. Falta de experiencia del operador. Los operado-res deben acostumbrarse a medir las láminas al inicio de corrida y ocasional-mente tomar mediciones del largo de la lámina durante la corrida.
Página para publicidad
9. Desperdicio en terminado:Es el desperdicio que se genera en las máquinas de conversión, por cajas mal impresas, tono diferente de impresión, impre-sión fuera de registro, rotura de escores internos o externos, con mal cierre, mal pegadas, etc.
10. Desperdicio fantasma:Es la diferencia entre lo que esta-mos comprando y lo que realmente el proveedor nos está entregando.
Si estamos comprando papel por peso y el proveedor nos varía el peso básico, se presenta esta situación. Un molino en su proceso varía el peso básico dentro del +/- 5% de tal forma que si el molino vende con un mayor peso, la cantidad de metros cuadrados será menor y viceversa.
Para evitar esta situación, las plantas corrugadoras deberían comprar por metro cuadrado. Este desperdicio se presenta también cuando el proveedor entrega bobi-nas con mayor ancho que el soli-citado por la planta corrugadora, o con un porcentaje de humedad más alto del pactado en la compra del papel que se hace por peso.
En el corrugado medio, se presentan también variaciones en el consumo, cuando hay fluctuaciones en el fac-tor de toma, las cuales pueden ser debidas a desgaste de los rodillos corrugadores o excesiva tensión.

46
E l ingenio, la sensibilidad infinita y el apasionado corazón de los colombianos se expresa con amplitud
en el legado orfebre de sus antepasados que el Museo de Oro del Banco de la República, único y sin paralelo en el mundo por su género, muestra con orgullo en sus instalaciones de Bogotá, en sus diez museos regionales del país y a las principales capitales del mundo donde ha mostrado sus colecciones.
Colombia tiene más de un motivo para ser visitada. El clima seductor, el paisaje refrescante y la vegeta-ción multicolor que son atributos constantes de la zona, se suma el legado de una sociedad prehispana que proyecta en el tiempo, gracias a su orfebrería preciosa, una gran creatividad, talento y sensibilidad.
Colombia, puerta de entrada a América del Sur, está localizada en el centro del planeta, sobre la línea ecuatorial, al extremo
noroeste del cono suramericano. Este bello país comparte fronteras con 5 naciones: Venezuela, Brasil, Perú, Ecuador y Panamá. Tiene una superficie de 1’141.748 Km².
Su capital constituye una ciudad prospera. Cuenta con más de seis millones de habitantes y está situada en la cordillera Oriental de Los Andes a 2.650 metros de altura sobre el nivel del mar y a 4 36’ norte de la línea ecuatorial. Por su estratégica localización, goza de un clima primaveral, de vegetación exuberante y bellísi-mas flores durante todo el año.
Fue fundada el 6 de agosto de 1538 por el conquistador español Gonza-lo Jiménez de Quesada quien com-batió con los indios chibchas cerca de Bacatá, centro de esta populosa tribu. En esta nueva ciudad se es-tableció el Virreinato de la Nueva Granada en 1717. En 1819, Simón Bolívar se apoderó de ella y la de-signó como la capital de La Gran
Colombia (actualmente Colombia, Ecuador, Panamá y Venezuela). Fue también la capital de La Nueva Gra-nada (Colombia actual) cuando la Gran Colombia se disolvió en 1830.
Bogotá tiene una gran variedad de lugares turísticos donde se puede apreciar el contraste entre los edifi-cios de la época colonial y la moderna.
Colombia un país de exquisitos contrastesColombia será la sede de la próxima XXIX Convención y Exposición Internacional ACCCSA 2009, encuentro de gran importancia para la industria corrugadora latinoamericana.
PRÓXIMA CONVENCIÓN
XXIX Exposición y Convención Internacional ACCCSA 2009

47
Una cultura variadaLa lista de museos la encabeza el famoso Museo del Oro, donde se aprecia la cultura indígena, el Museo de Arte Religioso donde se exhibe “La Lechuga” en la cual, se pueden admirar 1.486 esmeraldas incrustadas en oro. También están el Museo Nacional, el 20 de Julio o Casa del Florero, el Museo de Arte Moderno, la Casa de la Mo-neda, la Quinta de Bolívar y otros.
Numerosas galerías de arte exhiben y venden obras de artistas contemporáneos co-lombianos e internacionales.
Bogotá, Distrito Capital, com-prende la ciudad y sus alrede-dores (área metropolitana). Las poblaciones más cercanas son Bosa, Engartivá, Fontibón, Suba y Usme. Usaquén forma parte del distrito capitalino desde 1991.
Bogotá ofrece, tanto a residentes como a visitantes, todo lo que una ciudad moderna puede ofrecer: una vibrante y diversa vida cultural e intelectual y una enorme selección de restaurantes, bares y clubes nocturnos con gran variedad de comidas y diversiones. Esta pin-toresca ciudad , conocida por su arquitectura colonial, su colección de arte precolombino hecho en oro, sus espléndidas iglesias coloniales y sus magníficos museos, es tam-bién una ciudad de arquitectura futurista, con gigantescos edificios y construcciones de vanguardia.
Carta de invitación del PresidenteAunque acabamos de concluir la pasada Convención, como parte del desarrollo y el dinamismo que carac-teriza a nuestra organización, desde ya trabajamos en el próximo encuen-tro anual a desarrollarse en el bello y significativo país de Colombia.
Con una exquisita variedad cultu-ral, Colombia es un país lleno de diversidad cultural, Bogotá lugar que será la sede es una ciudad cos-mopolita en constante expansión. Es una de las áreas metropolitanas de mayor crecimiento, no solo en Colombia sino en América del Sur. Sus seis millones de habi-tantes, incluyendo multitudes de inmigrantes de todas partes del mundo, hacen de la capital un ver-dadero “microcosmos” de la nación.
Tiene gran variedad de industrias como ensamblaje de vehículos auto-
motores, procesamiento de comes-tibles, imprentas y casas editoras, manufactura de bebidas, textiles, artículos de metal, maquinaria, equipo eléctrico, etc. Muchos bancos y corporaciones mantienen su casa principal en Bogotá. Vías férreas y autopistas, incluyendo la autopista Panamericana, comunican a la ciu-dad con otros grandes centros urba-nos del páis como Medellin capital Antiqueña también conocida como “la ciudad de la eterna primavera”.
De manera, que bajo este gran paraje, los invitamos desde ya a participar de este gran encuentro de conocimiento, de oportunidades comerciales, de desarrollo para la industria cartonera de la región.
510
1520
2530
35
48
VARIABILIDAD DE LOS DATOS
E n cualquier proceso de fabricación, es importante cuantificar la variabilidad natural del proceso para
poder analizarla y evaluar si es compatible con los requisitos o especificaciones del producto.
El objeto de este documento es presentar la importancia de los estudios de precisión y exactitud de los equipos y facilitar una apli-cación en Excel que permita deter-minar en qué estado se encuentra el equipo sujeto a inspección.El uso de esta herramienta nos ayudará en el cumplimiento del requisito 8.2.3 Seguimiento y medición de los procesos, de la Norma ISO 9001-2000 según se describe a con-tinuación en el siguiente párrafo:
“…Estos métodos deben demostrar la capacidad de los procesos para al-canzar los resultados planificados”.
CONCEPTOSLa exactitud describe la dife-rencia entre el valor registrado y el real. Da una idea de qué tan centrado está el proceso.
La precisión describe la variación que se observa al medir el mis-mo elemento de forma repetida y usando el mismo método de medición. Un proceso es preciso cuando σ ≤ T/3, donde σ es la desviación estándar de los datos y T es la tolerancia del proceso.
Con el siguiente gráfico podemos ilustrar las cuatro posibilidades que un proceso nos puede generar:
¿Qué podemos encontrar en los sistemas de medición?
Exacto y precisoPreciso pero no exactoExacto pero no precisoNi exacto ni precisoExacto y preciso: los datos están centrados y la varia-bilidad de estos es mínima.
Preciso pero no exacto: Los datos es-tán alejados del valor central especi-ficado pero la variación es mínima.
Exacto pero no preciso: El prome-dio de los datos está centrado con el valor especificado pero se observa una alta dispersión en los datos.
Ni exacto ni preciso: Se observa una alta dispersión en los datos, el proceso está fuera de control.
HERRAMIENTA PARA DETERMINAR PRECISIÓN YEXACTITUDLa herramienta presentada es una ayuda para los responsables de Ase-guramiento de Calidad en la labor de determinar el estado estadístico del proceso, con ella se puede eva-luar de manera rápida y sencilla la precisión y exactitud de los equipos.
Algunas aplicaciones de esta herramienta son:
1) Variación de la longitud de corte de la guillotina.
2) Variación de los módu-los de impresión.
3) Variación del módulo de slots.4) Variación del módulo
de troquelado.5) Variación de los aplicadores de
parafina e impermeabilizante.
Herramientas para medir
ACTUALIDAD
Por el Ing. Fernando Solera Gerente de Calidad y Servicio Técnico
Corrugados Altavista S.A.Costa Rica
Correo electrónico: [email protected]

49
USO DE LA HERRAMIENTALa herramienta se divide en cuatro secciones:
1. TOMA DE DATOSEn esta sección se describe lo siguiente:
a. Equipo de medición; por ejemplo, guillotina inferior.
b. Variable por medir; por ejemplo, longitud de corte.
c. Medida nominal; por ejemplo, centímetros o pulgadas.
d. Tolerancia en la medida; se refiere a la tolerancia especifi-cada en la longitud del corte.
e. Datos; deben tomarse al menos 30 datos de forma consecutiva. En este caso, serían 30 láminas corrugadas una tras otra con la máquina a velocidad constante.
f. Los datos se agrupan en grupos de 5 datos; para cada grupo la aplicación determina el prome-dio, la desviación estándar, el valor mínimo, el valor máximo y la amplitud de los datos que viene a ser la diferencia entre el valor máximo y el valor mínimo.
2. CÁLCULO DE PRECISIÓN
Un proceso es preci-so cuando σ ≤ T/3, donde:
σ, es la desviación típica de los datos.
T, es la tolerancia del proceso la cual debe ser definida previamente
a. Según sea la desviación de los da-tos, la máquina incluye el siguiente texto mediante una fórmula sencilla:
“El proceso es preciso” o bien “El proceso es impreciso”.
3. CÁLCULO DE EXACTITUDPara una variabilidad de ± 3σ, el valor esperado de exactitud, o valor Z, es de 1.96, por lo tan-to un proceso es exacto cuando el valor calculado de Zc ≤ 1.96.
a. La aplicación calcula mediante una fórmula matemática el valor Zc.

50
b. Compara este valor con el valor Z y determina mediante una fórmula el siguiente texto:
“El proceso es exacto” o bien “El proceso no es exacto”.
4.GRÁFICOSLos gráficos que levan-ta la aplicación son dos:
a. Gráfico del procesoMuestra el promedio de cada grupo de datos y lo compara con las tolerancias definidas; muestra también la tendencia de los datos.
b. Gráfico de amplitudMuestra el promedio de la amplitud de cada grupo de datos. Es importan-te porque su análisis puede deter-minar la variabilidad de los datos.
CONCLUSIONESEspero que esta herramienta les sea de gran ayuda para la determi-nación de variables tan importan-tes como la precisión y exactitud.
Con una verificación periódica de ambas variables podemos actuar de forma preventiva, informando oportunamente para que el perso-nal de mantenimiento pueda ajus-tar los equipos, evitando así des-perdicios innecesarios que pueden tener un alto impacto económico.
La exactitud describe la diferencia
entre el valor registrado y el real.
Da una idea de qué tan centrado
está el proceso.
La precisión describe la variación
que se observa al medir el mismo
elemento de forma repetida y usando
el mismo método de medición.

ACTUALIDAD
Nombre del Curso País Fecha Instructor
Supervisores de Producción Perú 1 y 2 de Septiembre Dean Mitchell (Grupo Mitchell)
Técnico en Metrología Costa Rica Septiembre 08 - Junio 09 LABCAL - Universidad de Costa Rica
Flexografía y Tintas Perú 20 y 21 de Octubre Juan Bermúdez (Harper Corp) Miguel Talamantes (Tintas Sánchez)
Runnability to Colombia / 10 al 13 de Noviembre Ronald Spice (Alliance Machines) Profitability Expandido Medellín
Además de estas capacitaciones, ACCCSA tiene programados cursos de sumo interés para la industria cartonera durante todo el año. Si desea mayor información puede comunicarse en ACCCSA a los tels.: (506)2204-7201, 2204-7202; o bien envíe un correo electrónico a: [email protected]
Capacitaciones en marcha 2008
L os días 21 y 22 de julio de 2008 se llevó a cabo en Ciudad de Guatemala el seminario de capacitación
realizado por Ronald Spice, de Alliance Machine Systems.
En este dinámico curso participa-ron representantes de importan-tes empresas latinoamericanas como: Cajas y Empaques de
Guatemala, Cartonesa de El Sal-vador y Corrugadora Guatemala.
Fue un curso de mucho provecho para los asistentes, donde se ana-lizaron los diferentes procesos del corrugado, así como la habilidad de correr rápidamente la planta, el cómo mejorar los tiempos de cambio de orden, y la forma de atender nuevos mercados con el
fin de incrementar el margen de utilidad. Todos los participantes dieron ejemplos de su experiencia personal y entre todos ayudaron a solucionar problemas que tenían en sus respectivas empresas.
Esperamos poder seguir brin-dando cursos de calidad para el beneficio del sector corrugador.
“Curso Runnability to Profitability”Capacitación analizó los diferentes procesos del corrugado, así como la forma de atender nuevos mercados con el fin de incrementar el margen de utilidad.
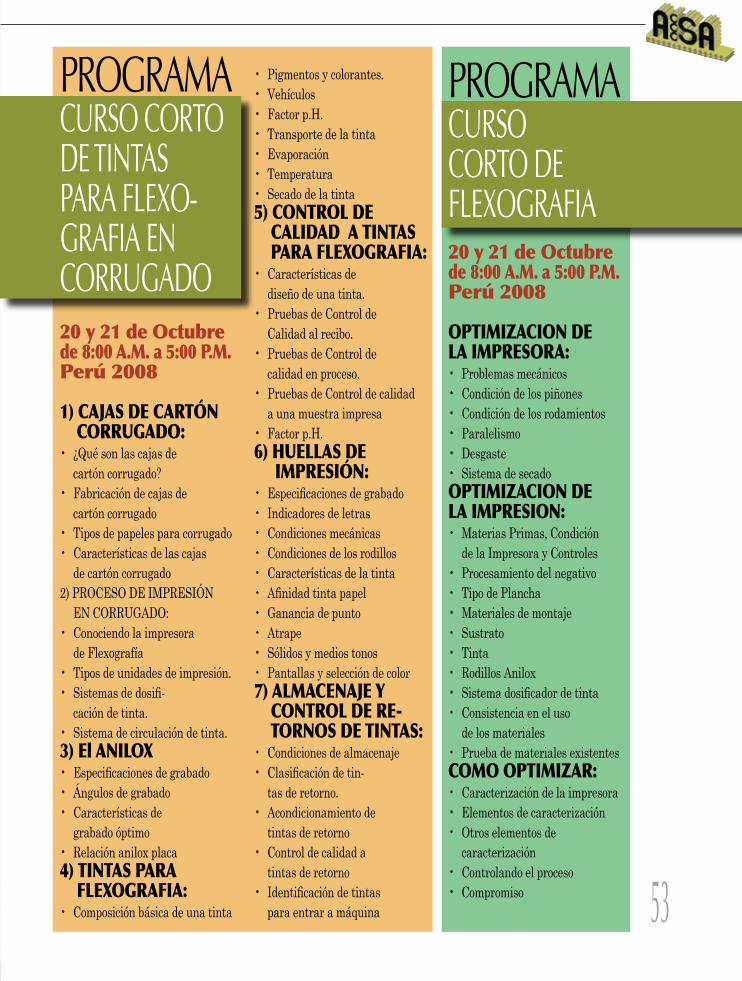
53
PROGRAMACURSO CORTO DE TINTAS PARA FLEXO-GRAFIA EN CORRUGADO20 y 21 de Octubre de 8:00 A.M. a 5:00 P.M.Perú 2008
1) CAJAS DE CARTÓN CORRUGADO:• ¿Qué son las cajas de
cartón corrugado?• Fabricación de cajas de
cartón corrugado• Tipos de papeles para corrugado• Características de las cajas
de cartón corrugado2) PROCESO DE IMPRESIÓN
EN CORRUGADO:• Conociendo la impresora
de Flexografía• Tipos de unidades de impresión.• Sistemas de dosifi-
cación de tinta.• Sistema de circulación de tinta.3) El ANILOX • Especificaciones de grabado• Ángulos de grabado• Características de
grabado óptimo• Relación anilox placa4) TINTAS PARA FLEXOGRAFIA:• Composición básica de una tinta
• Pigmentos y colorantes.• Vehículos• Factor p.H.• Transporte de la tinta• Evaporación• Temperatura• Secado de la tinta5) CONTROL DE CALIDAD A TINTAS PARA FLEXOGRAFIA:• Características de
diseño de una tinta.• Pruebas de Control de
Calidad al recibo.• Pruebas de Control de
calidad en proceso.• Pruebas de Control de calidad
a una muestra impresa• Factor p.H.6) HUELLAS DE IMPRESIÓN:• Especificaciones de grabado• Indicadores de letras• Condiciones mecánicas• Condiciones de los rodillos• Características de la tinta• Afinidad tinta papel• Ganancia de punto• Atrape• Sólidos y medios tonos• Pantallas y selección de color7) ALMACENAJE Y CONTROL DE RE- TORNOS DE TINTAS:• Condiciones de almacenaje• Clasificación de tin-
tas de retorno.• Acondicionamiento de
tintas de retorno• Control de calidad a
tintas de retorno• Identificación de tintas
para entrar a máquina
PROGRAMACURSO CORTO DE FLEXOGRAFIA20 y 21 de Octubre de 8:00 A.M. a 5:00 P.M.Perú 2008
OPTIMIZACION DE LA IMPRESORA:• Problemas mecánicos• Condición de los piñones• Condición de los rodamientos• Paralelismo• Desgaste• Sistema de secadoOPTIMIZACION DE LA IMPRESION:• Materias Primas, Condición
de la Impresora y Controles• Procesamiento del negativo• Tipo de Plancha• Materiales de montaje• Sustrato• Tinta• Rodillos Anilox• Sistema dosificador de tinta• Consistencia en el uso
de los materiales• Prueba de materiales existentesCOMO OPTIMIZAR:• Caracterización de la impresora• Elementos de caracterización• Otros elementos de
caracterización• Controlando el proceso• Compromiso

Agenda Internacional
Pack & Print 2008Feria de equipos, productos, servicios y Tecno-logía para Industrias de Embalaje y Gráfica. Joinville, SC./ Setiembre 23 a 26, www.marktevents.com.br
SUPERCORP EXPOSetiembre 22-26, 2008/ Atlanta, E.U.A Venue: Georgia World Congress Center E-mail: [email protected] www.supercorrexpo.org
Tokio Pack 2008Lugar: Tokio, Japón Tokyo International Exhibition Center Organiza: Japan Packaging Institute E-mail: furuya@jpi,or,jp www.tokyo-pack.jp / 7-11 Ocubre, 2008
EXPO - ABTCPSao Paulo, Brasil Transamerica Expo Center Octubre 13-16, 2008
Propak Cape 2008Cape Town, South África. The Cape Town Convention Center Organiza: Specialised Exhibitions (Pty) Ltd E-mail: [email protected] www. specialised.com14-16 Octubre, 2008
Fispal Nordeste 20086ta Feria Internacional de Pro-ductos, Equipamentos, Embalajes y Servicios para Alimentación Recife, PE / www.fispal.comOctubre 28-31, 2008
EmballageWorld Packaging Exhibition Paris, FranciaParis-Nord Villepinte France E-mail: [email protected] www.emballageweb.com Noviembre 17-21, 2008
ANDINA-PACKInternational Packa-ging ExhibitionLugar: Corferias Sede: Bogotá, ColombiaNoviembre 3-6, 2008
Envase Alimentek 2009Lugar: Centro Costa Salguero Sede: Ciudad de Buenos Aires, ARGENTINAOrganiza: Instituto Argentino del Envase 22-25 Noviembre del 2009
55
Revista Oficial de la Asociación de Corrugadores del Caribe, Centro y Sur América
SEÑORES DE LA INDUSTRIA DEL CARTÓN CORRUGADO
Agradecemos su ayuda para actualizar la base de datos de ACCCSA, con el objetivo de hacerle llegar las ediciones de nuestra revista. Llene los espacios a continuación y devuélvalos al siguiente numero de fax: (506)2204-7203 o a la Asociación de Corrugadores del Caribe, Centro y Sur America al Apdo Postal 04 - 6155 Forum, San José Costa Rica.
1. Su nombre:
Apellido: Nombre:Cargo: Área: Tiempo en la compañía:
¿A que área de éstas se asimila más su trabajo?:oOficinas corporativas oGerencia General oMercadeo y Ventas oInvestigación y Desarrollo
oProducción oControl de Calidad y Procesos oTransporte y Envíos Ingeniería oTécnica Procesos Químicos
oMantenimiento de Equipos oCapacitación o Recursos Humanos oOtros
2. La actividad principal de su empresa es: (marque en la casilla que corresponde)
oFabricante de Papel, Cartón o Tisú oConvertidor de Papel, Cantón o Tisú oFabricante de Cartón Corrugado
oTransformados de Láminas de Cartón oPlanta de Cajas Plegadizas oProveedor para la industria
oInstituto de Investigación/Educación/Gremio oConsultoría oOtros
3. Nombre de la compañía:Nombre de la planta:DirecciónColonia / Barrio CiudadEstado / Provincia Código PostalPaís : E-mail :Teléfono: Fax : www.
4. ¿Cuál es la capacidad instalada de producción de su planta?Celulosa (toneladas métricas/mes):Papel (toneladas métricas/mes):Cartón Corrugado (toneladas métricas/mes):Transformación de Láminas (especifique si es m2 /mes o ton, métricas/mes):
5. ¿Quiénes son los encargados de su planta?Gerente GeneralGerente de Planta:Gerente de Producción:Gerente de Mantenimiento:Gerente de Recursos Humanos:
Su ayuda es importanteGracias,Circulación y Ventas
SUSCRIPCIÓN GRATIS PARA PROFESIONALES DEL
SECTOR CORRUGADOR www.corrugando.com
E-mail: [email protected] Comunicándose a los tels.: (506) 2204-7201 • (506) 2204-7202
Firma:

También se puede suscribir en línea en www.corrugando.com
Revista Oficial de la Asociación de Corrugadores del Caribe, Centro y Sur América
Suscríbase a la revista oficial de la ASOCIACIÓN DE CORRUGADORES DEL CARIBE, CENTRO Y SUR AMÉRICA
Puede enviar el formulario que aparece al reverso al fax: (506) 2204 7203 o
envíe esta tarjeta a la Asociación de Corrugadores del Caribe, Centro y Sur América al apartado postal 04 – 6155 Forum, San José Costa Rica.
Para enviar por correo, doble a la mitad y pegue los extremos
Sello postal
Apdo. postal 04 – 6155
Forum, San José, Costa Rica.
Por favor enviar sin sobre
PARA PROFESIONALES DEL SECTOR CORRUGADOR

FFG NT DRO NT
Precisión, Flexibilidad, Productividad
Nueva Tecnologia de MartinNT : una gama completa
www.bobstgroup.com/martin MARTIN, 22 rue Decomberousse - 69628 Villeurbanne Cedex - FRANCE, Tél +33 (0)4 72 14 74 74, Fax +33 (0)4 78 26 39 98 Organización en América Latina: Sede Regional Zona Sul: BOBST GROUP LATINOAMÉRICA DO SUL, Av. Henri Bobst 401, Bairro da Ponte, 13250-000 ITATIBA - SP, BRAZIL, tel. +55 11.4534-9300, fax +55 11.4524-0058 Argentina, Colombia,Venezuela, Centro America, Perú, Ecuador, Bolivia, Uruguay: M. Erwin DORER, Calle Nueve, 896, Urbanización Corpac, SAN ISIDRO, LIMA 27, PERÚ, tel. +51 14.75.72.36, fax +51 14.75.05.22 Sede Regional Zona Norte: BOBST GROUP LATINOAMÉRICA NORTE SA de CV, Santa Margarita 210, Colonia Del Valle, Mexico 03100 D F, MEXICO, tel. +52 (55) 5340 0970, fax +52 (55) 5340 0980 CHILE: REPRESENTATIONES ARNOLD WECK Ltds. Las Bellotas 199 - of 61, Edifi cio Plaza Lyon, Casilla 10051, SANTIAGO, CHILE, tel. +56 2.231.2760, fax +56 2.231.5892
Pub_DRO NT_Americ_latine.indd 1 21/12/2007 13:46:51