tecnología industrial fabricación, prodecimientos y...
TRANSCRIPT
Fabricación de productos y procedimientos de fabricación
Tecnología Industrial
Fabricación, prodecimientos y máquinas: Fabricación deproductos y procedimientos de fabricación

1. Fabricación de productos
La fabricación de productos consiste en la obtención de productos artificiales a partir de los distintos materiales.Probablemente se trate del proceso técnico más trascendente de la humanidad.
Los procesos de fabricación son procesos complejos que requieren un elevado número de operaciones con unimportante grado de dificultad.
Imagen en isftic bajo CC
Estos procesos se vienen realizando desde tiempos remotos y lastécnicas de ejecución se han ido depurando y mejorando con el pasodel tiempo.
Fue a partir de la segunda mitad del siglo XVII cuando la sociedadsufre una profunda transformación, que se dio en llamar RevoluciónIndustrial. A partir de ese instante se produjo el desarrollo o mejoraen muy corto espacio de tiempo de un elevado número de técnicas defabricación. Esto hizo que aumentara de forma muy importante elnúmero y calidad de elementos fabricados por la mano del hombre, loque a su vez provocó un importante cambio en la estructura social dela época, dando paso a que la sociedad campesina empezase aconvertirse en obrera. La población fue abandonando el campo yempezó a reunirse alrededor de la fábrica que se convirtió en el nuevonúcleo de la sociedad.
A lo largo de esta unidad vamos a estudiar los diferentes métodos defabricación más importantes en la actualidad.
Actividad
1.1. Materias primas
Materia prima es cualquier elemento extraído de la naturaleza, que se utiliza en la elaboración de un producto final.
Imagen en Wikimedia Commons de Tano4595
bajo dominio público
Atendiendo a su origen se clasifican en:
Materias primas de origen animal : piel, lana, cuero, etc.
Materias primas de origen vegetal : madera, lino, algodón, corcho, etc.
Materias primas de origen mineral : hierro, oro, cobre, mármol, etc.
Las materias primas se transforman mediante procesos físicos y químicos en otros tipos de materiales que se utilizan para fabricarproductos.
Los materiales son la materia preparada y dispuesta para elaborar directamente cualquier producto y entre ellos destacamos lossiguientes:
Maderas. Obtenidas de la parte leñosa de los árboles
Materiales plásticos. Obtenidos artificialmente a partir del petróleo, el carbón, el gas natural, las materias vegetales y lasproteinas de animales.
Materiales metálicos. Extraidos de los minerales que forman parte de las rocas.
Materiales pétreos. Obtenidos de las rocas.
Materiales cerámicos. Obtenidos moldeando arcilla y sometiéndola a un proceso de cocción a altas temperaturas en un horno.
Materiales textiles. Obtenidos de materias primas como lana, algodón etc. o por procedimientos químicos para producirmateriales sintéticos como el nailon y la lycra.
Actividad
2. Procesos de fabricación, control de calidad y prevención de riesgos
El proceso de fabricación es el proceso que se sigue desde que se diseña una pieza hasta que ésta está totalmenteterminada.
En cualquier proceso de fabricación es también importante disponer de un sistema de control de calidad adecuadoy de un sistema de prevención de riesgos laborales para el trabajador.
Importante

2.1. Procesos de fabricación
Imagen en Mediateca bajo CC
El proceso que se sigue desde que se diseña una pieza hasta que ésta se ejecuta, no ha sido siempre como hoy lo conocemos.
Se ha pasado por distintas formas de trabajo hasta llegar a los procesos automáticos de la industria actual y vamos a reflexionar sobreellas.
Imagen de elaboración propia
TRABAJO MANUAL
En el trabajo manual el operario se involucra totalmente en el proceso; realiza un muestreo continuo delproceso de trabajo tratando de ejecutar las secuencias de éste y procurando cumplir un plan que tienememorizado.
Su capacidad de ejecutar una tarea exige un completo conocimiento del procedimiento y un correctoentrenamiento físico de los músculos que deben intervenir, con el ritmo y la cadencia adecuada, paraoptimizar la ejecución del proceso.
Absolutamente todos los procedimientos de fabricación tienen su origen en trabajo manual.
TRABAJO MECANIZADO
La capacidad productiva del ser humano dio un importante salto cualitativo cuando comenzaron a incorporarse las máquinas a losprocesos de fabricación, es decir cuando el trabajo empezó a ser trabajo mecanizado.
En el trabajo mecanizado disminuye significativamente la implicación del obrero; la destreza necesaria del operario es mucho menorporque la máquina facilita el procedimiento de fabricación, independizándola parcialmente de la acción del trabajador.
Eso implica que se puedan acometer procesos de fabricación de mayor envergadura y que la capacidad productiva de la humanidadavance notablemente.
En estos procedimientos la labor del operario consiste en gestionar el proceso, saber el orden en que se deben suceder las distintas fasesy conocer los materiales, útiles, herramientas y máquinas necesarias para poder llevar a cabo cada una de las fases. La principal tarea yresponsabilidad del trabajador es propiciar y garantizar que el proceso productivo se desarrolle según la secuencia de acciones previstas yen las condiciones proyectadas.
Imagen en Mediateca bajo CC
TRABAJO AUTOMÁTICO
El siguiente avance consistió en el trabajo automático, en el que las máquinas se adaptan a un programa de acciones concatenadaspreviamente diseñado. En estos casos la labor del trabajador consiste en preparar los útiles que va a ir solicitando la máquina paraagilizar el proceso.
Las primeras automatizaciones de secuencias de trabajo se hicieron basándose en elementos mecánicos (árboles de levas), aunquepronto se empezaron a desarrollar nuevos soportes donde almacenar la información de los procesos de fabricación y se incorporaroncircuitos eléctricos, neumáticos e hidráulicos, que eran mucho más versátiles, para después continuar con automatizaciones cada vez másflexibles cuando se generaliza el uso del control numérico .
En la actualidad estamos en el momento de los autómatas programables, en donde el proceso de trabajo de un conjunto de máquinasherramientas se realiza programando una serie de órdenes codificadas. Eso hace posible que se puedan modificar los procesos defabricación drásticamente y a gran velocidad, sin más que modificar los parámetros de las órdenes de programa.
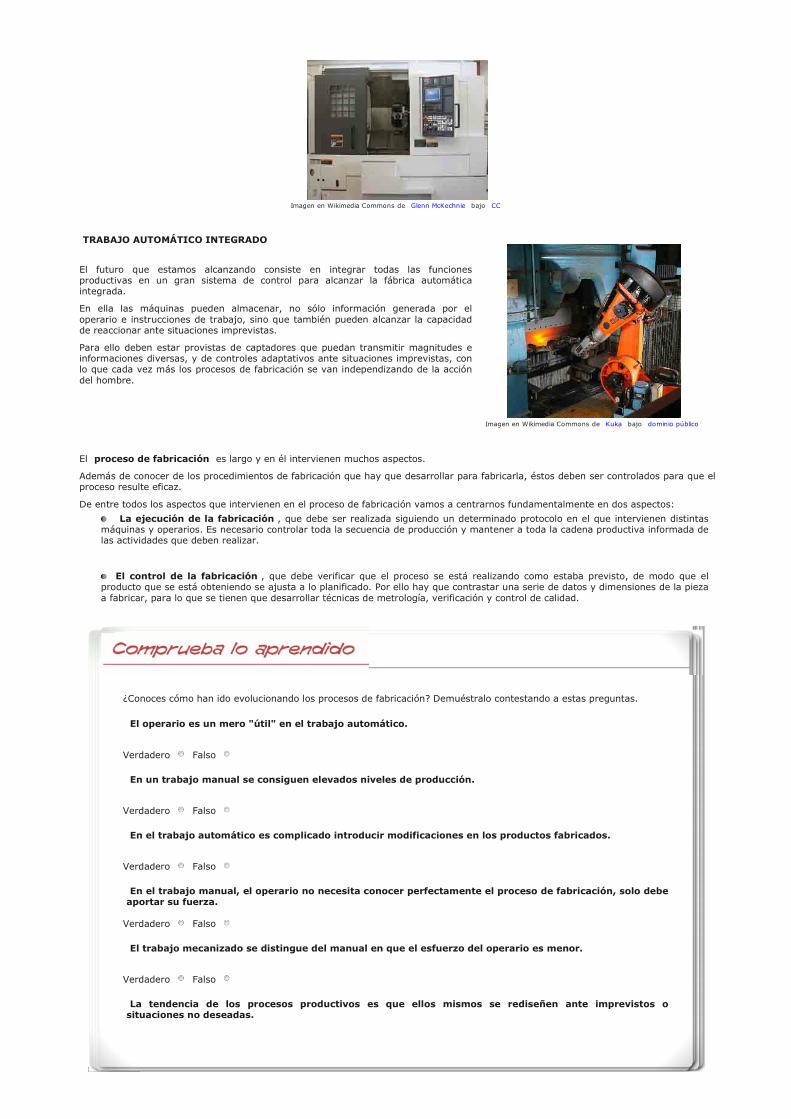
Imagen en Wikimedia Commons de Glenn McKechnie bajo CC
Imagen en Wikimedia Commons de Kuka bajo dominio público
TRABAJO AUTOMÁTICO INTEGRADO
El futuro que estamos alcanzando consiste en integrar todas las funcionesproductivas en un gran sistema de control para alcanzar la fábrica automáticaintegrada.
En ella las máquinas pueden almacenar, no sólo información generada por eloperario e instrucciones de trabajo, sino que también pueden alcanzar la capacidadde reaccionar ante situaciones imprevistas.
Para ello deben estar provistas de captadores que puedan transmitir magnitudes einformaciones diversas, y de controles adaptativos ante situaciones imprevistas, conlo que cada vez más los procesos de fabricación se van independizando de la accióndel hombre.
El proceso de fabricación es largo y en él intervienen muchos aspectos.
Además de conocer de los procedimientos de fabricación que hay que desarrollar para fabricarla, éstos deben ser controlados para que elproceso resulte eficaz.
De entre todos los aspectos que intervienen en el proceso de fabricación vamos a centrarnos fundamentalmente en dos aspectos:
La ejecución de la fabricación , que debe ser realizada siguiendo un determinado protocolo en el que intervienen distintasmáquinas y operarios. Es necesario controlar toda la secuencia de producción y mantener a toda la cadena productiva informada delas actividades que deben realizar.
El control de la fabricación , que debe verificar que el proceso se está realizando como estaba previsto, de modo que elproducto que se está obteniendo se ajusta a lo planificado. Por ello hay que contrastar una serie de datos y dimensiones de la piezaa fabricar, para lo que se tienen que desarrollar técnicas de metrología, verificación y control de calidad.
Verdadero Falso
Verdadero Falso
Verdadero Falso
Verdadero Falso
Verdadero Falso
¿Conoces cómo han ido evolucionando los procesos de fabricación? Demuéstralo contestando a estas preguntas.
El operario es un mero "útil" en el trabajo automático.
En un trabajo manual se consiguen elevados niveles de producción.
En el trabajo automático es complicado introducir modificaciones en los productos fabricados.
En el trabajo manual, el operario no necesita conocer perfectamente el proceso de fabricación, solo debeaportar su fuerza.
El trabajo mecanizado se distingue del manual en que el esfuerzo del operario es menor.
La tendencia de los procesos productivos es que ellos mismos se rediseñen ante imprevistos osituaciones no deseadas.
AV - Pregunta Verdadero-Falso
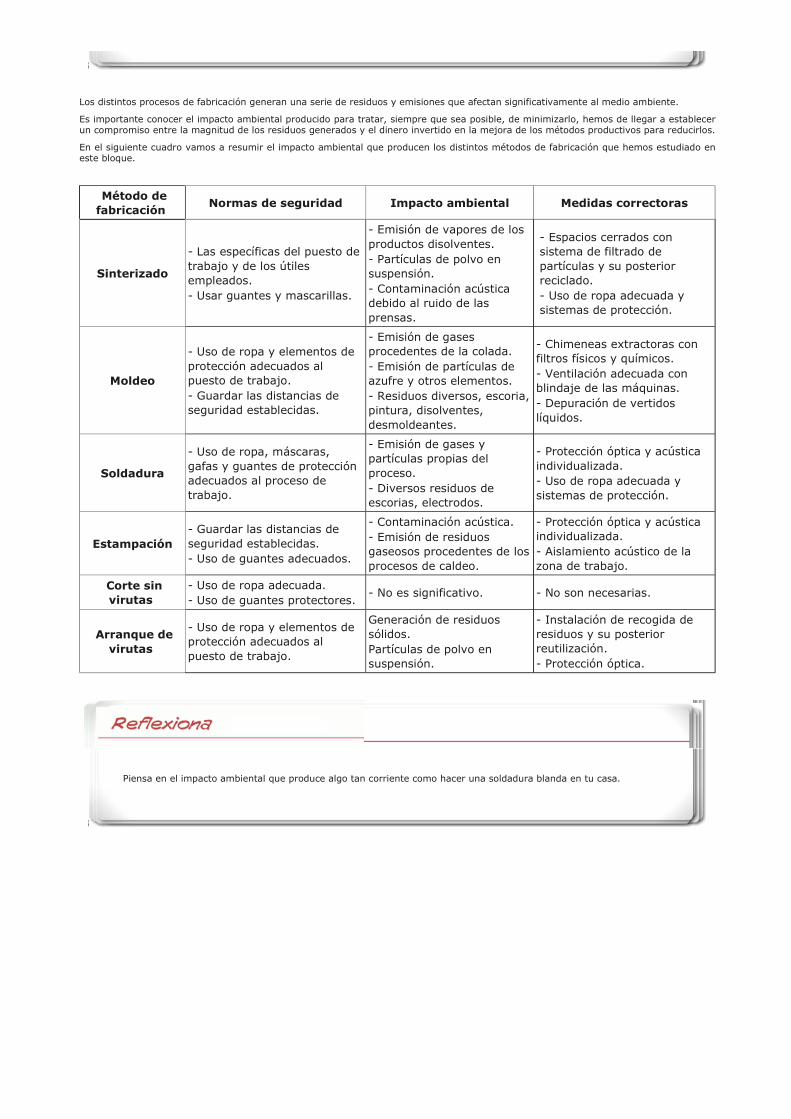
Los distintos procesos de fabricación generan una serie de residuos y emisiones que afectan significativamente al medio ambiente.
Es importante conocer el impacto ambiental producido para tratar, siempre que sea posible, de minimizarlo, hemos de llegar a establecerun compromiso entre la magnitud de los residuos generados y el dinero invertido en la mejora de los métodos productivos para reducirlos.
En el siguiente cuadro vamos a resumir el impacto ambiental que producen los distintos métodos de fabricación que hemos estudiado eneste bloque.
Método defabricación
Normas de seguridad Impacto ambiental Medidas correctoras
Sinterizado
- Las específicas del puesto detrabajo y de los útilesempleados.- Usar guantes y mascarillas.
- Emisión de vapores de losproductos disolventes.- Partículas de polvo ensuspensión.- Contaminación acústicadebido al ruido de lasprensas.
- Espacios cerrados consistema de filtrado departículas y su posteriorreciclado.- Uso de ropa adecuada ysistemas de protección.
Moldeo
- Uso de ropa y elementos deprotección adecuados alpuesto de trabajo.- Guardar las distancias deseguridad establecidas.
- Emisión de gasesprocedentes de la colada.- Emisión de partículas deazufre y otros elementos.- Residuos diversos, escoria,pintura, disolventes,desmoldeantes.
- Chimeneas extractoras confiltros físicos y químicos.- Ventilación adecuada conblindaje de las máquinas.- Depuración de vertidoslíquidos.
Soldadura
- Uso de ropa, máscaras,gafas y guantes de protecciónadecuados al proceso detrabajo.
- Emisión de gases ypartículas propias delproceso.- Diversos residuos deescorias, electrodos.
- Protección óptica y acústicaindividualizada.- Uso de ropa adecuada ysistemas de protección.
Estampación- Guardar las distancias deseguridad establecidas.- Uso de guantes adecuados.
- Contaminación acústica.- Emisión de residuosgaseosos procedentes de losprocesos de caldeo.
- Protección óptica y acústicaindividualizada.- Aislamiento acústico de lazona de trabajo.
Corte sinvirutas
- Uso de ropa adecuada.- Uso de guantes protectores.
- No es significativo. - No son necesarias.
Arranque devirutas
- Uso de ropa y elementos deprotección adecuados alpuesto de trabajo.
Generación de residuossólidos.Partículas de polvo ensuspensión.
- Instalación de recogida deresiduos y su posteriorreutilización.- Protección óptica.
Piensa en el impacto ambiental que produce algo tan corriente como hacer una soldadura blanda en tu casa.

2.2. Control de calidad
El control de calidad es el conjunto de técnicas usadas para conocer las especificaciones que debe cumplir unproducto y para asesorar al departamento de fabricación con el fin de que la producción alcance estas especificaciones.
Imagen en Wikimedia Commons de Al Jazeera English bajo CC
Según la norma ISO 8402-1994, "Calidad es el conjunto de características deuna entidad que le confiere la aptitud para satisfacer las necesidadesestablecidas y las implícitas" .
Quizás esa definición nos suene demasiado "formal", así que también podemosconsiderar la calidad como :
La medida en que el producto es apto para el uso que se destina.
El conseguir la satisfacción del consumidor que va a utilizar elproducto, al menor coste posible.
El cumplimiento de las especificaciones prescritas para el producto .
Si al producto que fabricamos le exigimos calidad , tendremos que comprobarque realmente la tiene .
Toda empresa debe organizar un plan de control de calidad , en el que se organizarán las operaciones ,procesos y técnicas necesarias para cumplir los requisitos de calidad previstos, plan que tiene que ser revisado
con la periodicidad necesaria.
El control de calidad involucra a todos los departamentos de la empresa: marketing , diseño , fabricación yventa . Y todos estos departamentos deben comprender la importancia del programa de garantía de calidad
establecido en la empresa e implicarse en su cumplimiento.
Imagen en Mediateca bajo CC
Los medios que se utilizarán para cumplir con el programa de control de calidad serán: formación , la documentación , la revisióndel diseño y los distintos controles .
FORMACIÓN
Se debe informar y entrenar al personal adecuadamente, puesto que su trabajo afecta directamente a la calidad del producto.
DOCUMENTACIÓN
Todo lo planificado debe quedar registrado documentalmente, de forma que sefacilite el proceso de inspección y las auditorías.
Así mismo la empresa debe dar a conocer al trabajador las normas a tener presentesen el proceso.
Estos documentos son:
Manual de garantía de calidad . En él se describe de forma clara y concisael programa de calidad de la empresa, en el quedará reflejado el método aseguir para garantizar la ejecución y el control de todos los procesos. En él semanifiesta el interés de la empresa por garantizar ciertos niveles de calidad loque contribuirá a mejorar las ventas de la empresa.
Instrucciones de trabajo . Son instrucciones que indican con todo detallela labor que debe desarrollar el operario, y pueden ser de trabajo, de ensayos,de embalaje…
REVISIÓN DEL DISEÑO
Se debe verificar que los cálculos son correctos mediante la repetición de los mismos por método distintos, que los planos constructivosno tienen errores, se deben ensayar los distintos materiales para comprobar normas y especificaciones...
CONTROLES
De proveedores . La materia prima que accede a la fábrica debe ser verificada, para asegurarse de que cumple las normas
Importante
Importante

Imagen en Wikipedia de Gaf.arq bajo CC
Imagen en Mediateca bajo CC
establecidas, a no ser que esté homologada según exigencias de diseño. Para ello se realizarán ensayos aleatorios cuando se recibeel material según instrucciones acordadas con el distribuidor.
De identificación de materiales . Todos los materiales deben estar perfectamente localizados, así como conocer fecha decaducidad, pautas de almacenamiento y manipulación.
De fabricación . Las órdenes de trabajo deben constar de hojas de procesoy hojas de ruta , para disponer de la documentación necesaria que determine lasecuencia de operaciones que se tienen que realizar, útiles y herramientas quedeben emplearse en el proceso, y las necesarias operaciones de ensayo yverificación.
De aparatos de medida . Los instrumentos y aparatos de medida debenestar calibrados y se deben verificar periódicamente según instruccionesescritas que detallen el proceso. De ser necesario se deben enviar a calibrar aorganismos competentes acreditados.
De útiles y herramientas de fabricación . Todos los útiles y herramientasde fabricación tienen que estar identificados individualmente y deben verificarseantes de su utilización, por ejemplo comprobando que la primera pieza fabricadaes correcta.
De registros . Toda información referida a los registros efectuados se debearchivar y conservar, para que en caso de fallo se pueda identificar su lote,fecha de fabricación,… y si se diera el caso de litigio por responsabilidad civil delproducto, tener argumentos que demuestren que el proceso de fabricación se realizó según las normas.
Imagen en Flickr de Fundación Ibi bajo CC .
AUDITORÍAS
La auditorías se realizan para verificar que se cumple el plan de garantía de calidad,los procedimientos y las instrucciones.
Las deben realizar personas ajenas al tema que se va a auditar, para detectarposibles desviaciones y proponer mejoras al proceso, y deben realizarse con ciertafrecuencia.
Verdadero Falso
Verdadero Falso
Verdadero Falso
Verdadero Falso
¿Te ha quedado claro lo que es un control de calidad?
El control de calidad atañe principalmente al departamento de fabricación.
Una vez que se ha fabricado un producto "con calidad", los demás "salen" también "con calidad".
La calidad exige la elaboración de muchos documentos para luego realizar las auditorías.
Es conveniente que las auditorías las realicen personas ajenas a la empresa.
Imagen creación propia
La calidad tiene un cierto coste que será lo que gasta cada empresa en garantizar lacalidad.
Los costes de calidad disminuyen cuanto más aumenta ésta, ya que se reducen losgastos de reparaciones y disminuye el número de piezas defectuosas.Los trabajadoresestán más incentivados, se reduce el coste de reparaciones y las pérdidas de materiaprima.
El concepto de calidad total se alcanza cuando el cliente ha quedado satisfecho a todoslos niveles, aunque sería deseable que la satisfacción se extendiera a los empleados de laempresa y se consiguiera que ésta obtuviese el mejor resultado económico posible.
AV - Pregunta Verdadero-Falso
Verdadero Falso
Verdadero Falso
Verdadero Falso
¿Qué es calidad?
Hacer las cosas bien, aunque sea a costa de repetirlas.
Satisfacer a nuestros clientes.
Diferenciarnos de nuestra competencia.
AV - Pregunta Verdadero-Falso
2.3. Prevención de riesgos
Imagen en Flickr de Bambo bajo CC
A diario los medios de comunicación hacen referencia a accidenteslaborales, que a menudo tienen como consecuencia la pérdida devidas humanas.
Es necesario poner todos los medios posibles para tratar de evitary prevenir no solo los accidentes laborales sino también lasenfermedades profesionales, extremando las medidas necesariasy siguiendo las normas de protección y seguridad que reduzcan elriesgo a que puede estar sometida una persona en el desempeñode su actividad laboral.
La OMS (Organización Mundial de la Salud) define como salud ,el estado de bienestar alcanzado por medio del equilibrio físico,mental y social de una persona.
Cualquier anomalía en el estado de salud de una persona deriva en una disminución de su capacidad de trabajo, y las condicioneslaborales adversas pueden degenerar en enfermedades profesionales.
Y una cosa lleva a la otra.
Imagen creación propia
Podemos definir la seguridad labora l como la ausencia de peligro en el transcurso del proceso de trabajo.
No existe ningún trabajo absolutamente seguro, pero la mayor parte de los accidentes y enfermedades laborales se pueden prever y, portanto, tratar de evitar.
Se debe entender la seguridad en el trabajo como un objetivo que se debe perseguir día a día tratando de mejorar las condiciones enque se efectúan las actividades laborales.
Imagen en Flick de Eneas bajo CC Imagen en Flick de dedrainte bajo CC
Importante
Importante
Verdadero Falso
Verdadero Falso
Verdadero Falso
Verdadero Falso
Responde las siguientes preguntas sobre la seguridad en el trabajo.
No existe ningún trabajo seguro.
Los accidentes laborales no se pueden evitar.
Las anomalías en el estado de salud son debidas a condiciones laborales adversas.
La mejora de cualquier proceso productivo pasa por disminuir los riesgos laborales.
Un riesgo laboral es cualquier acontecimiento que puede generar un peligro en el transcurso de un proceso detrabajo.
Imagen creación propia
Siempre que se produce una situación de riesgo laboral, ha habido algunas causas que lahan provocado. Estas causas pueden ser:
Humanas: edad, enfermedad, fatiga.
Psicológicas: temperamento, experiencia, predisposición del trabajador.
Materiales: Maquinaria, materias primas utilizadas, ambiente del puesto de trabajo.
Imagen creación propia
Así mismo, hay que rastrear quienes son los responsables de las situaciones producidas.Estos responsables pueden:
Estar dentro de la propia empresa: directivos, técnicos de seguridad, trabajadores...
Ser externos a la empresa: fabricantes, proveedores, vendedores...
Las situaciones peligrosas pueden causar distintas consecuencias :
accidentes , que provocan pérdidas al personal, a la empresa y al proceso productivo
enfermedades profesionales .
AV - Pregunta Verdadero-Falso
Importante
Imagen creación propia Imagen en Flickr de Daquella manera bajo CC
incidentes , que podríanterminar por convertirse enaccidentes.
Imagen creación propia Imagen en Flickr de Ricardo Giaviti bajo CC
Para evitar estas situaciones es necesariorecurrir a medidas de prevención ,prevención que puede ser:
Activa , tratando de evitar losaccidentes.
Pasiva , tratando de evitar quese produzca una situación que ya haocurrido anteriormente.
Técnica , tratando de corregirfactores técnicos que derivan ensituaciones peligrosas.
Psicológica , tratando decorregir situaciones personales(fatiga, ansiedad…) que contribuyena reducir el grado de seguridad.
Imagen creación propia
El incumplimiento de obligaciones en materia de riesgos laborales acarrea tres tipos deresponsabilidades legales :
Administrativa , por el incumplimiento de las normas dictadas por la AdministraciónPública para la higiene y seguridad en el trabajo.
Civil . Los accidentes generan daños que son valorables económicamente y que deben serresarcidos mediante indemnizaciones.
Penal , ya que las conductas delictivas están sujetas a responsabilidades penales.
Dejar el día libre a un empleado de la construcción cuando se le acaba de comunicar que su padre está gravementeenfermo es:
Una situación de riesgo laboral.
Una forma de evitar responsabilidades civiles.
Una medida de prevención.
Una máquina vieja que presentaba algunas deficiencias ha fallado y ha provocado un accidente. La causa de esteaccidente es:
Humana, porque el operario debería haber sabido qué hacer.
Psicológicas, porque el operario, al estar trabajando con una máquina vieja, no tenía la predisposiciónnecesaria.
AV - Pregunta de Elección Múltiple

Una máquina que no ha pasado la revisión de Industria falla, generando un riesgo laboral que no causa ningúnaccidente. La responsabilidad de la empresa será:
Administrativa.
Civil.
Todos los accidentes tienen unas repercusiones económicas que serán tanto mayores cuanto más graves hayan sido las lesiones y losdaños producidos. Estos costes por accidentes afectan a tres niveles económicos:
Economía del accidentado, que ha podido provocarle incapacitación parcial o total transitoria o permanente, lo querepercutirá en su vida posterior.
Economía de la empresa. Se consideran de dos tipos:
costes directos, que contemplan salarios abonados sin contraprestación laboral, primas de seguros, indemnizaciones,pérdidas de productividad hasta que el puesto de trabajo vuelva producir a pleno rendimiento, gastos de asistencia ysocorro…
costes indirectos, tiempo perdido por compañeros para socorrer al accidentado, tiempo empleado en la investigación delsuceso, reparación de daños causados durante el accidente, menor rendimiento del accidentado al reincorporarse al puestonuevamente, pérdidas comerciales…
Economía nacional, ya que es el Estado el que atiende a seguros e indemnizaciones.
Verdadero Falso
Verdadero Falso
Verdadero Falso
Verdadero Falso
Verdadero Falso
¿Cómo repercuten los accidentes en la economía? Contesta a estas preguntas de verdadero o falso.
Un accidente con baja del empleado repercute en la economía de la empresa porque le tiene que pagardurante ese tiempo.
Un accidente con baja del empleado repercute en la economía de la empresa porque deberá cubrir esavacante con otro empleado al que deberá "enseñar" la forma de trabajo.
La empresa no se ve afectada por el pago de indemnizaciones, ya que eso lo pagan los seguros.
Los accidentes en una empresa nos afectan económicamente a todos los ciudadanos.
Un accidente no afecta económicamente al empleado porque, si es necesario, el cobrará su baja.
AV - Pregunta Verdadero-Falso
Importante

eliminar riesgos laborales, si no que deben complementar a éstas.
Las normas de seguridad deben ser:
Necesarias . Cuando existen demasiadas normas, suelen ser contraproducentes.
Posibles . Deben poder ponerse en práctica.
Claras, concretas y breves. Para que todo el mundo las entienda bien.
Aceptadas y exigibles . Porque si no, no tienen ninguna utilidad.
Actuales. Ya que deben evolucionar y adaptarse a las nuevas prácticas laborales.
Imagen en Mediateca bajo CC Imagen en Mediateca bajo CC Imagen en Mediateca bajo CC
Imagen en Mediateca bajo CC Imagen en Mediateca bajo CC Imagen en Mediateca bajo CC
En cuanto a la señalización de seguridad, es lainformación ofrecida a los trabajadores en situacionesde riesgo para condicionar su comportamiento,aunque se debe tener claro que la señalización depeligro avisa de éste, pero no lo elimina.
Las señales pueden ser de prohibición, obligación,advertencia, información…
Protección personal
Son elementos diseñados para preservar a losoperarios de agresiones externas a las que se puedeestar expuesto en el desempeño de la actividadlaboral.
No eliminan los riegos totalmente, pero minimizan lasposibles consecuencias.
Elementos de protección personal son: cascos, gafas,máscaras, guantes, orejeras, petos, calzado,cinturones de seguridad, arneses.
Imagen en Mediateca bajo CC .
Imagen en Mediateca bajo CC .
Protección de máquinas
Las máquinas pueden provocar peligros potenciales o permanentes que pueden presentarse de lassiguientes formas: peligro mecánico, eléctrico, debido a las vibraciones y el ruido, por radiaciones yderivados de defectos ergonómicos.
Para tratar de minimizar estos riesgos es necesario tener en cuenta todos estos factores y disponer debarreras materiales entre las máquinas y los operadores.
Protección contra riesgos eléctricos
Los contactos eléctricos pueden provocar quemaduras graves e incluso una fibrilación ventricular, quepuede provocar incluso la muerte de los accidentados.
Para evitar este tipo de accidentes se deben:
Separar las partes con corriente a una distancia suficientemente grande del lugar donde debenestar los trabajadores.
Interponer obstáculos y barreras que imposibiliten los contactos accidentales.
Recubrir suficientemente con aislantes eléctricos las partes activas de los equipos.
Conectar a tierra los chasis de todas las máquinas.
Tener un programa de mantenimiento y renovación de equipos.
Imagen en Mediateca bajo CC Imagen en Mediateca bajo CC
Imagen en Mediateca bajo CC Imagen en Mediateca bajo CC
Protección contra incendios y explosiones
Como los daños generados por los incendios, tanto económicos como en posiblesvidas humanas, son muy cuantiosos, se hace necesario extremar las medidas deprotección en estos aspectos. Para ello es necesario colocar en el lugar detrabajo:
detectores de gases
detectores ópticos de humos
detectores de llamas
detectores de temperatura
extintores para distintos tipos de fuegos
Protección ante riesgos químicos
En muchos procesos productivos intervienen compuestos químicospotencialmente peligrosos: sustancias inflamables, tóxicas, oxidantes ycorrosivas.
Las etiquetas de estos productos deben mostrar en lugar bien visible los iconosindicativos de sus posibles riegos y sus normas de empleo, así como donde debenutilizarse, como deben almacenarse, como se deben transportar…

Mostrar retroalimentación
Mostrar retroalimentación
Mostrar retroalimentación
Mostrar retroalimentación
Que una norma o señal de seguridad sea clara quiere decir que:
Todo el mundo la puede entender.
De un simple vistazo podamos entender lo que nos quiere decir.
Esté diseñada con unos colores que nos permitan verla sin esfuerzo.
Que una norma o señal de seguridad sea actual quiere decir que:
Tienen un diseño actual.
Nos informa de aspectos que nos podemos encontrar en los procesos productivos actuales.
Están consensuadas recientemente.
Cuantas más señales de seguridad tengamos será:
Mejor.
Ni mejor ni peor.
Peor.
Los colores de las señales de seguridad son:
Azul las de advertencia, rojo las de obligatoriedad y amarillo las de peligro.
Azul las de obligatoriedad, borde rojo las de prohibición y amarillo las de advertencia de peligro.
Azul las de obligatoriedad , rojo las de información y amarillo las de peligro.
AV - Pregunta de Selección Múltiple

3. Operaciones posteriores (empaquetado, almacenamiento,distribución) y comercialización
Imagen en Flickr de vjbp56 bajo CC
Después de la realización del proceso de fabricación de un nuevo producto, esnecesario su empaquetado o envasado, su almacenamiento, distribución ycomercialización. De nada sirve fabricar un nuevo producto con unascaracterísticas impresionantes si no somos capaces de colocarlo en el mercadoy venderlo.
Para conseguir este objetivo hemos de reclamar la atención del consumidor yhacerle ver que nuestro producto satisface y resuelve una necesidad quetenía, provocando en ellos que lo deseen y lo compren.
Con frecuencia hay empresas que resultan ser más competitivas y ofrecenproductos objetivamente mejores que la competencia, pero que no sonaceptadas por los consumidores, por no haber sabido llegar hasta ellos.
El departamento de marketing es el que se encarga de hacer surgir esedeseo de compra de un determinado producto entre los potenciales clientes.

3.1. Características del producto. Marca. Envase. Etiqueta
Una labor fundamental a la hora de vender un producto es tratar de conseguir que los consumidores lo vean de un modo diferente a losde su competencia, para lo que es recomendable seguir una serie de pautas:
Ser el primero : una empresa que haya colocado el primer producto en el mercado muy probablemente conservará esaposición preferente durante toda la vida del producto (La Casera, Colacao,…).
Crear una categoría donde seas el primero , tratar de crear una nueva categoría para procurar ser visto como innovador.(Teléfono con conexión a Internet).
Ser el primero en la mente del consumidor , la empresa que consiga vencer en la carrera de ser el primer producto en lamente del consumidor, mantendrá esa posición permanentemente. (Refrescos-CocaCola, impresoras-Hewlett Packard, telefonía-Nokia, chocolate-Nestle, ordenadores-IBM,…).
Dentro de este tercer punto son muy importantes tres aspectos: la marca , el envase y la etiqueta .
Marca es todo signo o medio que distinga o sirva para discriminar en el mercado productos de una empresa deproductos idénticos o similares de otra empresa.
La marca es lo que se utiliza para identificar un producto. Si se consigue una imagen de marca favorable, redundará de forma positiva enlos sucesivos productos que lance la empresa. La marca suele estar formada por dos elementos, un nombre y un logotipo o anagrama.
El nombre debe resultar una palabra de sonido agradable, fácil de pronunciar y recordar.
El logotipo lo formarán símbolos y grafismos de colores y diseño distintivos.
Imagen en Wikimedia Commons de Adco bajo CC Imagen en Wikimedia Commons de AnuraG bajo CC
El envase es un envoltorio o recipiente que contiene productos temporalmente y sirve para agrupar unidades de unproducto pensando en su manipulación, transporte y almacenaje.
El envase constituye la envoltura o protección que acompaña a un producto, pero al mismo tiempo forma parte de sus características ycumple con varios objetivos:
Proteger el producto desde la fabricación hasta la venta y almacenamiento por parte de los compradores, es muy importanteen productos frágiles o alimenticios.
Facilitar la manipulación .
Dentro del establecimiento comercial, el embalaje contribuye a vender el producto a través de su diseño gráfico y estructural.Un envase bien diseñado, con forma y colores atractivos permite ser mejor identificado por los consumidores y contribuye aincrementar las ventas.
Actividad
Actividad

Imagen en Flickr de Condelmed bajo CC Imagen en Flickr de purkinje17 bajo CC Imagen en Flickr de ikoronas bajo CC
El etiquetado consiste en añadir al producto un elemento que sirve para identificarlo o describirlo.
Imagen en Wikipedia de JeffTurner bajo CC
Las etiquetas suministran información sobre la mercancía por medio de anagramas (condicionesde manejo, requisitos legales, composición, ingredientes…).
Si utilizamos envases y etiquetas atractivos para los consumidores, contribuimos a bajo coste, amejorar la imagen de una marca.
Estos elementos también permiten imprimir con facilidad textos en Braille, que son necesarioscuando se trata de productos tóxicos.
Imagen en Wikipedia de VaGla bajo CC
En la actualidad todas las etiquetas incluyen un código de barras basado en larepresentación mediante un conjunto de líneas paralelas verticales de distinto grosor yespaciado que en su conjunto contienen una determinada información.
De este modo, el código de barras permite reconocer rápidamente un artículo en un punto dela cadena logística y así poder realizar inventario o consultar sus características asociadas.
Actividad
3.2. Distribución comercial
Un centro de distribución comercial es una infraestructura logística en la que se almacenan productos y se emitenórdenes de salida para su distribución al comercio tanto minorista como mayorista.
Imagen en Flickr de Daquella manera bajo CC
Un centro de distribución comercia l está constituido por un almacén con:
Servicios necesarios de conservación del producto .
Zonas para organizar la mercancía
Áreas e infraestructuras para cargar y descargar vehículos .
Las compañías suelen definir la localización de sus centros de distribución según la zona oregión a la que se pretende dar cobertura, incluyendo: abastecimiento , recursosnaturales características de la población , disponibilidad de mano de obra ,conflictividad laboral , impuestos, servicios de transporte , consumidores, fuentes de
energía ...
Debe tener en cuenta las rutas desde y hacia las plantas de producción, por carretera ,ferrocarril , o la proximidad a aeropuertos y puertos marítimos , estaciones de carga y
zonas francas.
La distribución comercial, al ser el eslabón entre la producción y el consumo ,proporciona una serie de utilidades a los consumidores y servicios a los productores:
Utilidad de lugar , transportando los productos desde los lugares de fabricaciónhasta los de consumo, y mediante la existencia de suficientes puntos de venta próximosal lugar donde el consumidor necesite el producto.
Utilidad de tiempo , poniendo el producto a disposición del consumidor en elinstante que desea consumirlo, para lo que deberá almacenar el producto en losalmacenes o en los expositores de los puntos de venta a la espera del momento en quesea solicitado por el consumidor, evitándole de este modo que tenga que comprar yguardar grandes cantidades de producto para su posterior consumo.
Utilidad de forma y de creación de surtidos , adaptando el producto comercializado a las necesidades de los consumidores.La producción tiende hacia la especialización para ser más eficiente, creando surtidos de productos ajustados a las necesidades delconsumidor.
Utilidad de posesión , contribuye a crear utilidad de posesión, ya que para que el producto genere utilidad al cliente esnecesario que adquiera la propiedad o la posesión del mismo y pueda consumirlo.
Estas utilidades creadas por la distribución comercial para los consumidores tienen una relación directa con los servicios que genera alos productores :
Servicios de transporte . La distribución comercial traslada los productos desde la fábrica hasta los puntos de venta, ya quelas actividades productivas se suelen localizar donde se dan las mejores ventajas de mano de obra, materias primas, tecnología,terrenos… en cambio los consumidores se concentran en grandes ciudades o en pequeñas poblaciones.
Servicios de almacenamiento . La distribución comercial almacena los productos tras ser fabricados para cuando elconsumidor los solicite, por lo que el productor no debe preocuparse por problemas de almacenamiento de stocks.
Servicios de "finalización del producto" . Incluyen la fragmentación, clasificación, normalización, presentación (envase,empaquetamiento), y son creados también por la distribución comercial.
Servicios de información . La distribución comercial al estar en contacto directo y constante con el consumidor, conoce susnecesidades, proporcionando esta valiosa información al productor.
Servicios de financiación . En la actualidad las grandes empresas de distribución pagan a los productores a un plazo detiempo superior al que ellos tardan en vender esos productos, por lo que el fabricante financia a los distribuidores.
Asunción de riesgos . Puede ocurrir que los productos almacenados no se vendan porque queden obsoletos, se deterioren enel almacén, sean robados. Estos riesgos los corre el distribuidor, que es quien almacena los productos, que suelen estar cubiertospor pólizas de seguros.
En definitiva, la distribución comercial es el puente que une la producción con el consumo debido a que ofrece al consumidor el productoadecuado, en el lugar adecuado y en el momento adecuado.
Las utilidades añadidas a los productos para los consumidores y los servicios ofrecidos a los productores, suponen un sobrecoste queincrementará el precio de venta de los productos. Este coste debe ser razonable para que el consumidor esté dispuesto a asumirlo.
Canal de distribución es el circuito a través del que los productores ponen a disposición de los consumidores losproductos para que sean adquiridos.
Actividad
Actividad

Imagen en Flickr de noodlepie bajo CC
La separación geográfica entre compradores y vendedores y la imposibilidad de situar la fábrica frente al consumidor hacennecesaria la distribución (transporte y comercialización) de bienes y servicios desde su lugar de fabricación hasta su lugar de
utilización o consumo.
El punto de partida del canal de distribución es el productor .
El punto final o de destino es el consumidor .
Un canal de distribución está constituido por una serie de empresas y personas que facilitan la circulación del producto elaborado hastallegar a las manos del comprador y que se denominan genéricamente intermediarios , en la mayoría de los casos son organizacionesindependientes del fabricante.
Según las circunstancias los canales de distribución pueden ser:
Canal directo (circuitos cortos de comercialización ), elfabricante vende el producto o servicio directamente al
consumidor sin intermediarios.
La mayoría de los servicios se distribuyen de este modo, tambiénes frecuente en las ventas industriales cuando la demanda estámuy concentrada (hay pocos compradores), pero no es habitual enproductos de consumo.
También es un canal directo la venta a través de máquinasexpendedoras, también llamado vending.
Canal indirecto , es cuando existen intermediarios entre elproductor y el consumidor final. El tamaño de los canales dedistribución se mide por el número de intermediarios que formanel camino recorrido por el producto, pudiendo distinguirse entrecanal corto y canal largo.
Un canal corto solo tiene dos escalones, es decir, unúnico intermediario entre fabricante y consumidor final. Estecanal es habitual en la comercialización de automóviles, electrodomésticos, ropa de diseño... En ellos los detallistas ominoristas tienen la exclusividad de venta para una zona o se suelen comprometer a un mínimo de facturación. Otro ejemplotípico sería la compra a través de un hipermercado.
En un canal largo intervienen muchos intermediarios (mayoristas, distribuidores, almacenistas, revendedores,minoristas, agentes comerciales, etc.). Este es el canal de distribución habitual de casi todos los productos de consumofrecuente, como los supermercados, las tiendas tradicionales, los mercados o galerías de alimentación...
Los canales de distribución cortos suelen conducir a precios de venta al consumidor reducidos y en general los canales de distribuciónlargos encarecen el producto, por lo que suelen provocar precios elevados.
3.3. La comercialización e Internet
En este tipo de negocios, una vez que los usuarios deciden comprar un producto, proporcionan la información deuna tarjeta de crédito y la dirección a donde desean que se les envíe, con el fin de cubrir los gastos y hacerlollegar el punto de elección.
El servicio cuenta con un software de seguridad , y no se cobra ninguna comisión en las compras que serealicen, debido al que al momento de hacer el contrato, el empresario ya paga los derechos de uso, al momento de laconexión.
Imagen en Flickr de Bogdanz bajo CC
Imagen en Flickr de vjbp56 bajo CC
Desde entonces la cantidad de empresas que ha adoptado esta vía de negocio y la cantidad deproductos que se puede obtener a través de un mercado totalmente global no ha dejado decrecer de una forma inimaginable cuando se creó esta primera página.
La apertura comercial a través de Internet, ha puesto a los empresarios, exportadores ousuarios a insertar publicidad, mostrando sus productos o servicios, de manera que cualquierpersona, en cualquier lugar del mundo, pueda acceder a una página donde se muestren dichosproductos, pudiendo el exportador hacerlos llegar al consumidor por diferentes medios.
Las razones que hacen interesante a cualquier empresa entrar en la venta a través deInternet son muy variadas:
Los recursos que una empresa necesita son realmente mínimos para poderse conectar ala red.
Aumenta las posibilidades de ventas.
Facilita la localización de inventarios.
Propicia un acercamiento más directo y sencillo entre los hombres de negocios.
Incorpora al comercio internacional a la pequeña empresa.
Es la herramienta que cierra la brecha entre países ricos y pobres.
La información se localiza las 24 horas del día todos los días del año.
Se tiene contacto con personas de interés genuino.
Los costos son exactamente los mismos si se llega a uno o a la totalidad de losintegrantes de cualquier comunidad, ya sea en la ciudad en que se radica o en el puntomás alejado en la Tierra, únicamente haciendo la conversión de acuerdo al tipo de cambiode moneda al día correspondiente.
La estrategia tradicional donde el vendedor de puerta en puerta, iba al consumidor,ahora es sustituida por otra en la que el consumidor es quien vaya a buscar el producto o exportador, atraído por los avances y porlas nuevas posibilidades por medio de Internet.
Verdadero Falso
Verdadero Falso
Verdadero Falso
Verdadero Falso
Averigua que afirmaciones son ciertas y cuales son falsas:
Los recursos que una empresa necesita para poder introducirse en el comercio a través de internet sonmuy elevados. Eso hace que sólo las grandes empresas puedan ser competitivas en este entorno.
La empresa consigue contactar con personas de interés genuino.
Esta herramienta es una nueva barrera que separa a países ricos y pobres.
El número de comercios que realizan venta electrónica se ha mantenido constante los últimos diez años.
Importante
AV - Pregunta Verdadero-Falso

4. Fabricación por fusión: coladas, moldes, características deproductos moldeados
El proceso de conformación por fusión y moldeo es un procedimiento para fabricar piezas sin pérdida de material yse realiza fundiendo el material y vertiéndolo en moldes que reproduzcan la forma de la pieza. También se conoce porel nombre de fundición o colada y es aplicable principalmente para fabricación de piezas metálicas, plásticos, vídrio,cemento, etc.
El molde es un recipiente que presenta una cavidad en la que se introduce un material en estado de fusión que, alsolidificarse, adopta la forma de la cavidad. Luego se deja enfriar el tiempo necesario hasta que se solidifique y seextrae del molde. Los moldes, en general, constan de dos piezas, perfectamente acopladas.
Por medio de este método podemos se pueden fabricar y obtener piezas de formas muy diversas, siendo ampliamenteutilizado en el campo de los recipientes de productos y carcasas de máquinas.
El m oldeo o fundición es el proceso de fabricación de piezas, metálicas o de plástico, consistente en elevar latemperatura de un material hasta que funde e introducirlo en un molde, con la forma que deseamos obtener, dondesolidifica.
Imagen en Wikimedia Commons
de AB5602 bajo CC
El método de trabajo parte de la obtención de un modelo de cera, yeso o madera de la pieza que sequiere fabricar. Sobre este modelo se construye un molde, que será de arena o de metal. Cuando lapieza original es hueca, se necesita también fabricar machos, que son las piezas que ocupan los huecosinteriores en el molde.
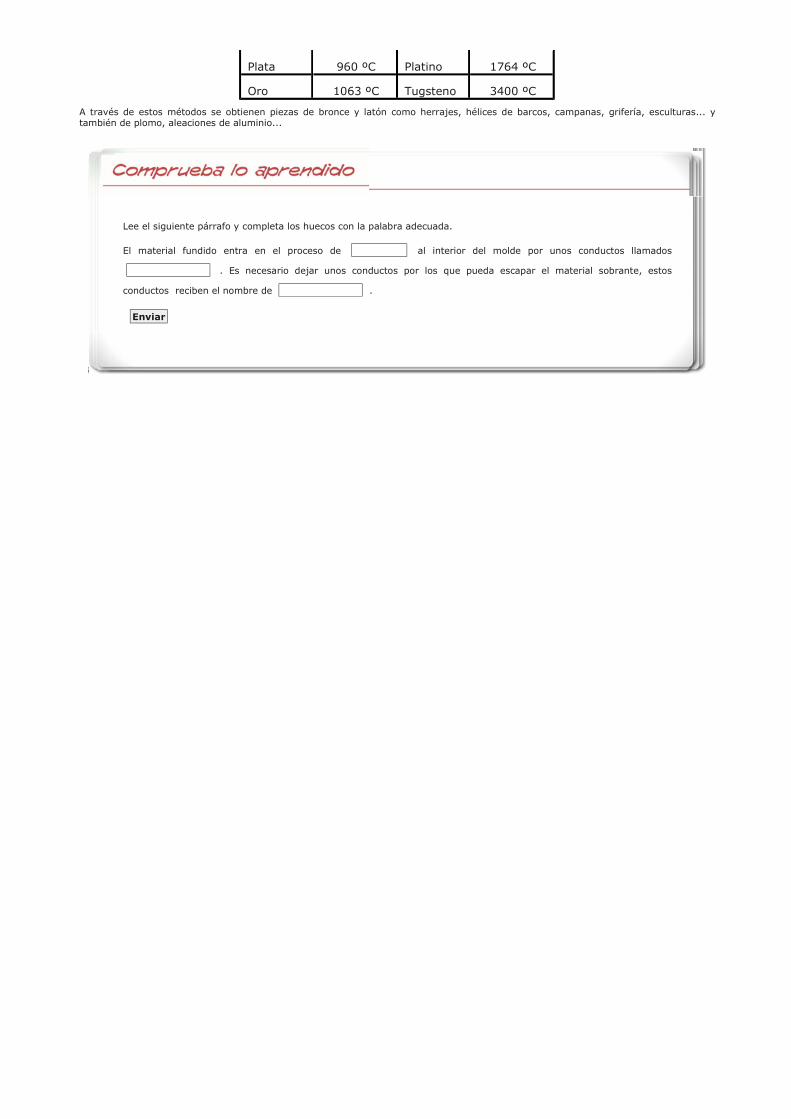
Al construir el molde hay que diseñar los conductos por los que se tiene que verter el material fundido,( bebederos ) y los conductos por los que debe evacuarse el posible material sobrante( mazarotas ).
El proceso de vertido del material fundido en el molde se denomina colada . Esta puede producirse porgravedad, cuando el material ocupa el molde por su propio peso, o por presión cuando el llenado delmolde ocurre por la acción de un elemento que inyecta el material con presión.
Una vez solidificado el material se procede a extraer la pieza del molde o desmoldeo.
Imagen en Flickr de vjbp56 bajo CC
Las piezas obtenidas por moldeo pueden ser de muy diversos materiales. Un material será apto para fabricar una pieza por moldeocuando cumpla dos condiciones.
El material sometido a moldeo ha de presentar buena colabilidad , o aptitud de un material que en estado fundido rellena todaslas cavidades del molde en que es vertido y adopte su forma. En el caso de productos poliméricos, este método se puede utilizarcon plásticos termoestables, pero sobre todo con termoplásticos. En el caso de materiales metálicos se utiliza con aceros yfundiciones de los que se fabrican un diverso tipo de piezas, levas, pistones, cigüeñales, bancadas,…
Fusibilidad o la aptitud de un material de pasar de sólido a líquido por efecto del calor, se caracteriza por la temperatura defusión.
Temperatura de fusión de los metales.
Metal Temperatura Metal Temperatura
Estaño 232 ºC Cobre 1090 ºC
Plomo 327 ºC Niquel 1452 ºC
Zinc 419 ºC Cobalto 1490 ºC
Magnesio 649 ºC Hierro 1539 ºC
Aluminio 658 ºC Cromo 1550 ºC
Actividad
Plata 960 ºC Platino 1764 ºC
Oro 1063 ºC Tugsteno 3400 ºC
A través de estos métodos se obtienen piezas de bronce y latón como herrajes, hélices de barcos, campanas, grifería, esculturas... ytambién de plomo, aleaciones de aluminio...
El material fundido entra en el proceso de al interior del molde por unos conductos llamados
. Es necesario dejar unos conductos por los que pueda escapar el material sobrante, estos
conductos reciben el nombre de .
Enviar
Lee el siguiente párrafo y completa los huecos con la palabra adecuada.
AV - Actividad de Espacios en Blanco
4.1. Tipos de moldeo
Los procesos de moldeo son diferentes según la naturaleza del molde y el método de vertido.Según la naturaleza del molde pueden ser:
De molde permanente (de hierro colado, acero o grafito).
De molde perdido (arena y arcilla).
y según el método de vertido , pueden ser:
Por gravedad.
Por presión.
La elección de un método u otro depende de la complejidad de la pieza, grado de tolerancia respecto a las medidasestablecidas, número de piezas a fabricar, coste del molde, acabado, etc.
Teniendo en cuenta el método de vertido, podemos clasificar los tipos de moldeo en los siguientes grupos:
Moldeo por gravedad .
Moldeo por presión .
Moldeo por gravedad .
Se realiza vertiendo el metal fundido sobre un molde, de manera que éste se desplace por su propio peso.
Se utiliza principalmente para fabricar piezas de fundición de acero, bronce, latón y distintas aleaciones de aluminio. Existen distintastécnicas: en arena, en coquilla y a la cera perdida.
Moldeo en arena: consiste en la confección de un molde elaborado con arena que es un material refractario muy abundante,mezclada con arcilla , con lo que adquiere cohesión y moldeabilidad sin perder la permeabilidad que posibilita evacuar los gasesdel molde cuando se vierte el metal fundido.
Por este método se obtienen pequeñas series de piezas complejas , y pueden ser moldeados materiales con elevadatemperatura de fusión.
Imagen en educa.madrid.org bajo CC
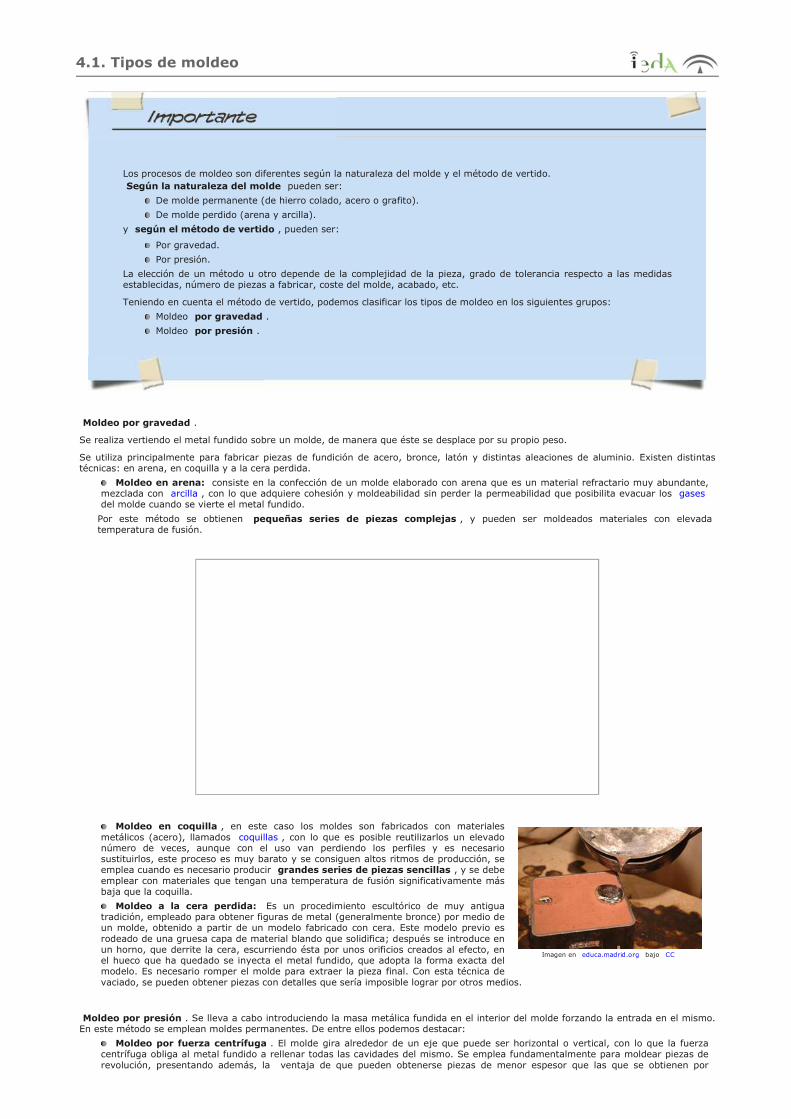
Moldeo en coquilla , en este caso los moldes son fabricados con materialesmetálicos (acero), llamados coquillas , con lo que es posible reutilizarlos un elevadonúmero de veces, aunque con el uso van perdiendo los perfiles y es necesariosustituirlos, este proceso es muy barato y se consiguen altos ritmos de producción, seemplea cuando es necesario producir grandes series de piezas sencillas , y se debeemplear con materiales que tengan una temperatura de fusión significativamente másbaja que la coquilla.
Moldeo a la cera perdida: Es un procedimiento escultórico de muy antiguatradición, empleado para obtener figuras de metal (generalmente bronce) por medio deun molde, obtenido a partir de un modelo fabricado con cera. Este modelo previo esrodeado de una gruesa capa de material blando que solidifica; después se introduce enun horno, que derrite la cera, escurriendo ésta por unos orificios creados al efecto, enel hueco que ha quedado se inyecta el metal fundido, que adopta la forma exacta delmodelo. Es necesario romper el molde para extraer la pieza final. Con esta técnica devaciado, se pueden obtener piezas con detalles que sería imposible lograr por otros medios.
Moldeo por presión . Se lleva a cabo introduciendo la masa metálica fundida en el interior del molde forzando la entrada en el mismo.En este método se emplean moldes permanentes. De entre ellos podemos destacar:
Moldeo por fuerza centrífuga . El molde gira alrededor de un eje que puede ser horizontal o vertical, con lo que la fuerzacentrífuga obliga al metal fundido a rellenar todas las cavidades del mismo. Se emplea fundamentalmente para moldear piezas derevolución, presentando además, la ventaja de que pueden obtenerse piezas de menor espesor que las que se obtienen por
Importante

gravedad. Las piezas presentan menos grietas y oquedades. Por el contrario, los moldes resultan caros, ya que deben ser másgruesos debido a las presiones elevadas que deben soportar. Por este método se fabrican un gran número de piezas comotuberías, objetos de joyería,…
Moldeo por inyección . Es el moldeo a presión propiamente dicho. El metal se inyecta en el molde por medio de una máquina.La inyección puede hacerse por medio de un émbolo o usando aire comprimido. Los moldes son similares a las coquillas, aunque sesuelen denominar matrices. Este método presenta la ventaja de que pueden fabricarse piezas de formas complicadas de unamanera bastante económica y de gran precisión. Además, las piezas resultan limpias y sin defectos.
Imagen en Wikimedia Commons de LaurensvanLieshout bajo dominio público
5. Fabricación por deformación
Imagen en isftic bajo CC
En todos los procesos de fabricación de este tipo, la masa del material y su volumen permanecenconstantes. En todos ellos se modifica la forma de la pieza al aplicar fuerzas externas.
Las ventajas más significativas de estos métodos de conformación son el que no se pierde material yse pueden obtener piezas con formas muy diversas, el proceso se puede llevar a cabo en frío o encaliente.

5.1. En caliente: colada continua, laminación y forja
El proceso de colada continua es el procedimiento mediante el cual el acero que sale de la acería en estado líquidoes transformado en lo que se denomina planchones o palanquillas que posteriormente serán laminados en caliente parasu fabricación final.
Los semiproductos obtenidos en el proceso de colada continua no son utilizables directamente, debiendo transformarseen productos comerciales por medio de la laminación, o la forja.
Laminación en caliente
Método de conformación basado en la deformación plástica que sufren metales o aleaciones al hacer pasar la piezaentre unos cilindros.
Es el método más barato y eficiente para fabricar productos alargados de sección transversal constante a lo largo detodo el producto.
Imagen en Wikimedia Commons de Wikijalen bajo CC
En el proceso de laminado en caliente el lingote colado, laspalanquillas o tochos se calientan a una temperatura entre los900°C y los 1.200°C, con el fin de proporcionar ductilidad ymaleabilidad para facilitar la reducción de área a la que se vaa someter. A continuación se hace pasar el material entre unaserie pares de rodillos metálicos superpuestos, que giran ensentido contrario y lo comprimen dándole la forma y tamañodeseados.
La separación entre rodillos va disminuyendo según se reduceel espesor del acero.
El primer par de rodillos por el que pasa material se llama trende desbaste o de eliminación de asperezas. Después, el aceropasa a trenes de laminado en bruto y a los trenes de acabadoque lo reducen a láminas con la sección transversal esperada.
Los trenes de laminación continua fabrican tiras y láminas dehasta 2,5 m. de ancho, procesando con rapidez la chapa deacero antes de que se enfríe y no pueda ser trabajada.También se pueden obtener vigas y perfiles con distintas formas según el tipo de rodillos que se emplee.La temperatura a que se encuentra el material debe ser la adecuada para que pueda ser deformado con facilidad.
Importante
Importante
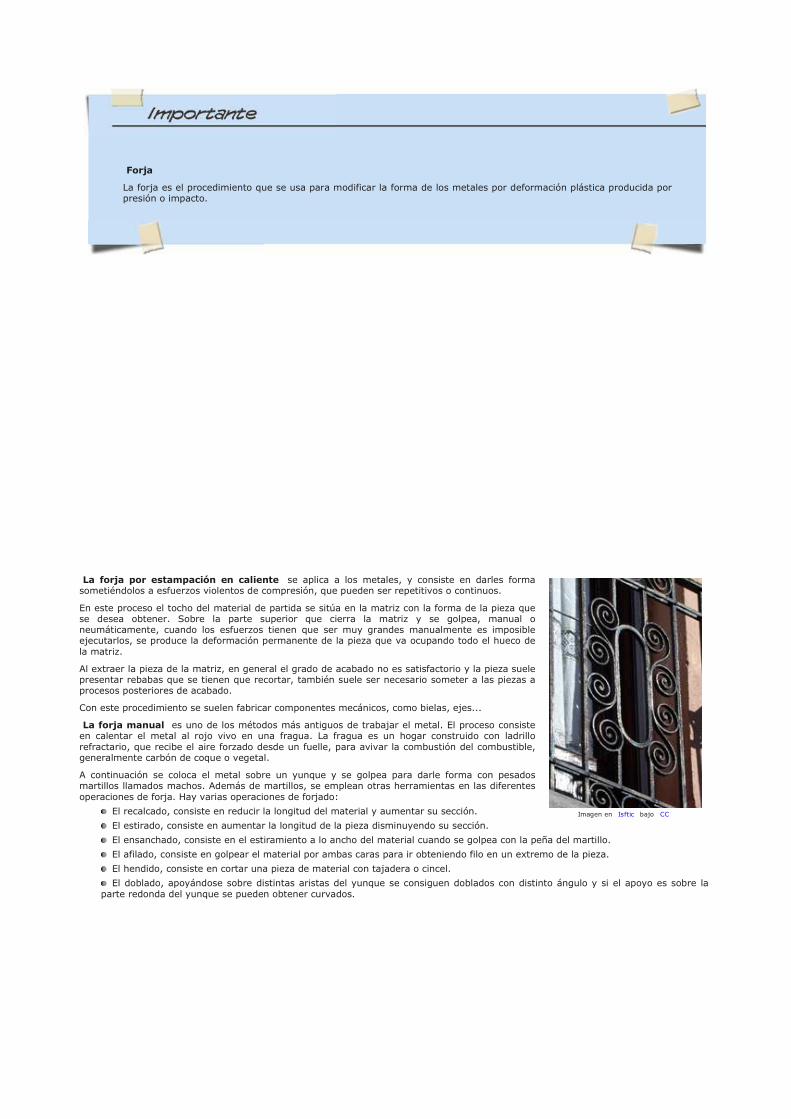
Forja
La forja es el procedimiento que se usa para modificar la forma de los metales por deformación plástica producida porpresión o impacto.
Imagen en Isftic bajo CC
La forja por estampación en caliente se aplica a los metales, y consiste en darles formasometiéndolos a esfuerzos violentos de compresión, que pueden ser repetitivos o continuos.
En este proceso el tocho del material de partida se sitúa en la matriz con la forma de la pieza quese desea obtener. Sobre la parte superior que cierra la matriz y se golpea, manual oneumáticamente, cuando los esfuerzos tienen que ser muy grandes manualmente es imposibleejecutarlos, se produce la deformación permanente de la pieza que va ocupando todo el hueco dela matriz.
Al extraer la pieza de la matriz, en general el grado de acabado no es satisfactorio y la pieza suelepresentar rebabas que se tienen que recortar, también suele ser necesario someter a las piezas aprocesos posteriores de acabado.
Con este procedimiento se suelen fabricar componentes mecánicos, como bielas, ejes...
La forja manual es uno de los métodos más antiguos de trabajar el metal. El proceso consisteen calentar el metal al rojo vivo en una fragua. La fragua es un hogar construido con ladrillorefractario, que recibe el aire forzado desde un fuelle, para avivar la combustión del combustible,generalmente carbón de coque o vegetal.
A continuación se coloca el metal sobre un yunque y se golpea para darle forma con pesadosmartillos llamados machos. Además de martillos, se emplean otras herramientas en las diferentesoperaciones de forja. Hay varias operaciones de forjado:
El recalcado, consiste en reducir la longitud del material y aumentar su sección.
El estirado, consiste en aumentar la longitud de la pieza disminuyendo su sección.
El ensanchado, consiste en el estiramiento a lo ancho del material cuando se golpea con la peña del martillo.
El afilado, consiste en golpear el material por ambas caras para ir obteniendo filo en un extremo de la pieza.
El hendido, consiste en cortar una pieza de material con tajadera o cincel.
El doblado, apoyándose sobre distintas aristas del yunque se consiguen doblados con distinto ángulo y si el apoyo es sobre laparte redonda del yunque se pueden obtener curvados.
Importante

5.2. En frío: laminación, forja, estampación, extrusión, doblado,embutición, trefilado
Laminación en frio
Método de conformación basado en la deformación plástica que sufren metales o aleaciones al hacer pasar la piezaentre unos cilindros.
Imagen en Wikimedia Commons de Eloygb bajo CC
Es el método más barato y eficiente para fabricar productos alargadosde sección transversal constante a lo largo de todo el producto.
Se puede realizar en frío o en caliente.
En frío es necesaria más energía para realizar la deformación, ya que elmaterial en frío no se deforma con facilidad, pero las propiedades delos materiales deformados en frío son significativamente mejores queen caliente, y además el grado de acabado superficial en ladeformación en frío es significativamente mejor que en caliente, tal esasí que las piezas laminadas en frío no suelen tener que sufrir unproceso de acabado en cambio las laminadas en caliente suelenrequerir un acabado final.
Se va a laminar un lingote metálico cuyas medidas iniciales son:
Anchura: 1.000 mm
Longitud: 500 mm
Espesor: 90 mm
Tras el proceso de laminado se desea obtener una plancha de 1200 mm de anchura con una longitud de 2000 mm.¿Qué espesor final tendrá la plancha?
Recuerda que en los procesos de laminado la masa de material es constante, como la densidad también es constanteel volumen del objeto se mantiene.
Tras laminar un lingote de 600 mm de anchura y 1.200 mm de longitud, se ha obtenido una plancha de 1.500 mmde anchura y 2.100 mm de longitud con un espesor de 12 mm. ¿Qué espesor tenía inicialmente el lingote?
Similar al anterior
Actividad
Importante

La forja es un proceso de fabricación por deformación sin pérdida de material que se aplica a los metales, y consiste endarles forma sometiéndolos a esfuerzos violentos de compresión, que pueden ser repetitivos o continuos.
Este proceso de fabricación se utiliza para dar una forma y unas propiedades determinadas a los metales y aleaciones a los que se aplicamediante grandes presiones.
La deformación se puede realizar de dos formas diferentes: por presión , de forma continua utilizando prensas, o por impacto , demodo intermitente utilizando martillos pilones.
Estampación:
Proceso de conformación, también llamado embutición, que se basa en someter a un metal a un esfuerzo decompresión entre dos moldes de acero, llamados matrices o estampas.
Imagen en wikimedia Commons
de Archenzo bajo dominio público.
Los componentes fundamentales de la estampación son una prensa que puede tener distintapotencia, forma y tamaño, y una matriz, que lleva grabado la forma que se desea acuñar en lachapa, y que al dar un golpe seco sobre la misma queda grabada en ella.
Cuando además de modificar la forma del material, la prensa va provista de punzones que provocancortaduras sobre la chapa de material, entonces al proceso se le llama troquelado .
La estampación permite un óptimo nivel de automatización del proceso para producir grandescantidades de piezas y a un elevado ritmo de trabajo. Las piezas obtenidas presentan un nivel deacabado superficial aceptable no siendo necesario someterlas a ninguna operación posterior.
Imagen en Wikimedia Commons
de Stahlkocher bajo CC
La estampación se puede realizar en frío o en caliente. En frío se suele realizar sobre chapas,fundamentalmente de acero, aluminio, plata, latón y oro.
Uno de las trabajos de estampación más conocidas es el realizado para obtener las distintas piezas dela carrocería de un automóvil, o el proceso de estampado de las caras de las monedas.
Actividad
Actividad

Procedimiento de conformación con desplazamiento de material que permite obtener piezas de sección complejaaprovechando la plasticidad de ciertos materiales cuando son sometidos a esfuerzos de compresión o de choque.
Imagen en Wikimedia Commons
de Daniele Pugliesi bajo CC
El proceso consiste en introducir el material a trabajar en un depósito en el que hay un émbolo que leempuja. La acción del émbolo obliga a fluir al material por un orificio, boquilla o hilera, con la formade la sección que se desea obtener.
Debido a los grandes esfuerzos de fricción las hileras sufren desgastes. Este fenómeno se reducecuando se eleva la temperatura, ya que de este modo aumenta la deformación plástica de losmateriales. Sin embargo los productos obtenidos presentan un mejor acabado, características ypropiedades si el proceso ha tenido lugar en frío.
Dependiendo del sentido en que el material fluya por la boquilla, la extrusión puede ser:
Directa: Cuando el material fluye en el mismo sentido que la fuerza de compresión.
Inversa : Cuando el flujo se produce en sentido contrario al de la fuerza de compresión.
Por este procedimiento se trabajan materiales con tendencia a presentar baja acritud y capacidadpara deformarse plásticamente, como son los polímeros, el plomo, el estaño, el zinc, el aluminio, elcobre.
Doblado
El proceso de doblado consiste en aplicar presión sobre la chapa dentro de una matriz con el ángulo de dobladobuscado hasta deformar la chapa permanentemente.
Es una operación que se realiza sobre una plancha metálica y consiste en dar una forma curva con un radio muy pequeño a modo dedoblez.
Se distinguen dos formas de doblado dependiendo del ángulo a formar en el doblado:
Doblado : Se trata de hacer un pliegue para formar un cierto ángulo sobre la línea de doblez. El radio de curvatura de ladeformación es relativamente pequeño.
Curvado : Consiste en dar a la pieza la forma de una línea curva. El radio de curvatura de la deformación es relativamentegrande.
Importante
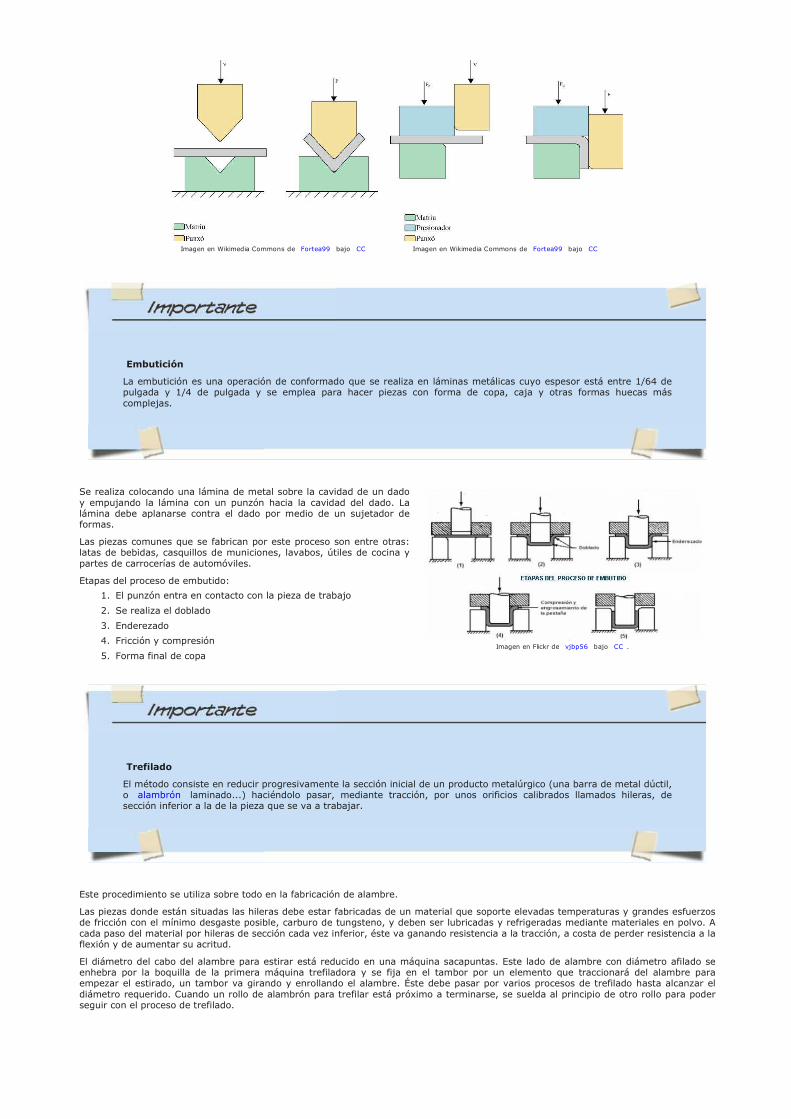
Imagen en Wikimedia Commons de Fortea99 bajo CC Imagen en Wikimedia Commons de Fortea99 bajo CC
Embutición
La embutición es una operación de conformado que se realiza en láminas metálicas cuyo espesor está entre 1/64 depulgada y 1/4 de pulgada y se emplea para hacer piezas con forma de copa, caja y otras formas huecas máscomplejas.
Imagen en Flickr de vjbp56 bajo CC .
Se realiza colocando una lámina de metal sobre la cavidad de un dadoy empujando la lámina con un punzón hacia la cavidad del dado. Lalámina debe aplanarse contra el dado por medio de un sujetador deformas.
Las piezas comunes que se fabrican por este proceso son entre otras:latas de bebidas, casquillos de municiones, lavabos, útiles de cocina ypartes de carrocerías de automóviles.
Etapas del proceso de embutido:
1. El punzón entra en contacto con la pieza de trabajo
2. Se realiza el doblado
3. Enderezado
4. Fricción y compresión
5. Forma final de copa
Trefilado
El método consiste en reducir progresivamente la sección inicial de un producto metalúrgico (una barra de metal dúctil,o alambrón laminado...) haciéndolo pasar, mediante tracción, por unos orificios calibrados llamados hileras, desección inferior a la de la pieza que se va a trabajar.
Este procedimiento se utiliza sobre todo en la fabricación de alambre.
Las piezas donde están situadas las hileras debe estar fabricadas de un material que soporte elevadas temperaturas y grandes esfuerzosde fricción con el mínimo desgaste posible, carburo de tungsteno, y deben ser lubricadas y refrigeradas mediante materiales en polvo. Acada paso del material por hileras de sección cada vez inferior, éste va ganando resistencia a la tracción, a costa de perder resistencia a laflexión y de aumentar su acritud.
El diámetro del cabo del alambre para estirar está reducido en una máquina sacapuntas. Este lado de alambre con diámetro afilado seenhebra por la boquilla de la primera máquina trefiladora y se fija en el tambor por un elemento que traccionará del alambre paraempezar el estirado, un tambor va girando y enrollando el alambre. Éste debe pasar por varios procesos de trefilado hasta alcanzar eldiámetro requerido. Cuando un rollo de alambrón para trefilar está próximo a terminarse, se suelda al principio de otro rollo para poderseguir con el proceso de trefilado.
Importante
Actividad
Imagen en Wikimedia Commons de Admad bajo CC
Calcula la longitud final de un alambre de acero trefilado de 10 mm de diámetro, si su longitud inicial era 6000 mm ytenía un diámetro de 30 mm.
Se considera al alambre como un cilindro. En el proceso de trefilación su volumen permanece constante.
Calcula el diámetro final de un alambre trefilado que inicialmente tenía un diámetro de 40 mm si durante el procesosufre una reducción de sección del 40 %.
La relación entre la sección del cable y su diámetro no es lineal
Completa el siguiente cuadro, indicando el procedimiento de fabricación más apropiado en cada caso.
Cuchara de acero.
Escultura de bronce.
Codos de sección circular maciza.
Filtros de elevada porosidad.
Olla de alumnio.
Biela de un motor.
Alambre de acero.
Coquilla para moldeo.
Tambor de una lavadora.
Tubería de plomo.
Vigas de perfil en H.
En algún caso puede haber más de una respuesta válida
5.3. Metrología: sistemas de medida, errores, instrumentos demedida
En los procesos de montaje de piezas para conseguir estructuras complejas se deben ensamblar distintos componentes, lo que hacenecesario que ciertas magnitudes tengan que cumplir algunos requisitos para que esos componentes puedan encajar unos con otros.
De estos requisitos surge la necesidad de realizar medidas de distintas magnitudes.
Imagen en Mediateca bajo CC
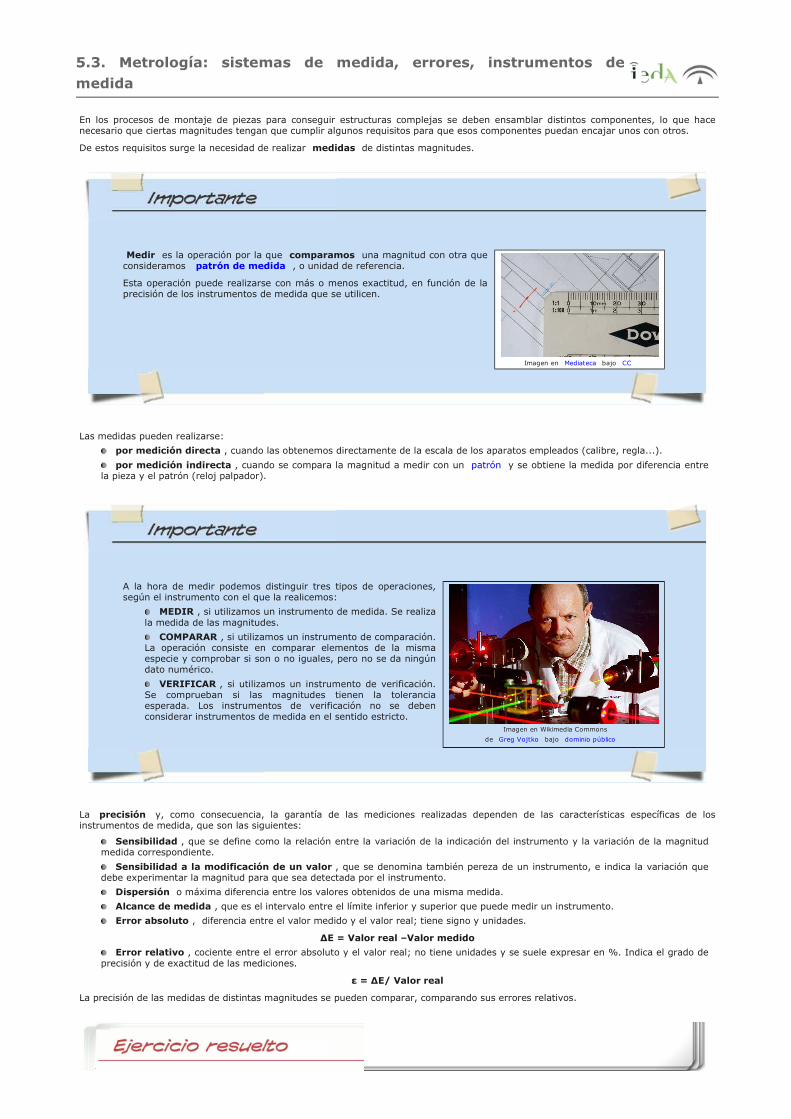
Medir es la operación por la que comparamos una magnitud con otra queconsideramos patrón de medida , o unidad de referencia.
Esta operación puede realizarse con más o menos exactitud, en función de laprecisión de los instrumentos de medida que se utilicen.
Las medidas pueden realizarse:
por medición directa , cuando las obtenemos directamente de la escala de los aparatos empleados (calibre, regla...).
por medición indirecta , cuando se compara la magnitud a medir con un patrón y se obtiene la medida por diferencia entrela pieza y el patrón (reloj palpador).
Imagen en Wikimedia Commons
de Greg Vojtko bajo dominio público
A la hora de medir podemos distinguir tres tipos de operaciones,según el instrumento con el que la realicemos:
MEDIR , si utilizamos un instrumento de medida. Se realizala medida de las magnitudes.
COMPARAR , si utilizamos un instrumento de comparación.La operación consiste en comparar elementos de la mismaespecie y comprobar si son o no iguales, pero no se da ningúndato numérico.
VERIFICAR , si utilizamos un instrumento de verificación.Se comprueban si las magnitudes tienen la toleranciaesperada. Los instrumentos de verificación no se debenconsiderar instrumentos de medida en el sentido estricto.
La precisión y, como consecuencia, la garantía de las mediciones realizadas dependen de las características específicas de losinstrumentos de medida, que son las siguientes:
Sensibilidad , que se define como la relación entre la variación de la indicación del instrumento y la variación de la magnitudmedida correspondiente.
Sensibilidad a la modificación de un valor , que se denomina también pereza de un instrumento, e indica la variación quedebe experimentar la magnitud para que sea detectada por el instrumento.
Dispersión o máxima diferencia entre los valores obtenidos de una misma medida.
Alcance de medida , que es el intervalo entre el límite inferior y superior que puede medir un instrumento.
Error absoluto , diferencia entre el valor medido y el valor real; tiene signo y unidades.
∆E = Valor real –Valor medido
Error relativo , cociente entre el error absoluto y el valor real; no tiene unidades y se suele expresar en %. Indica el grado deprecisión y de exactitud de las mediciones.
ε = ∆E/ Valor real
La precisión de las medidas de distintas magnitudes se pueden comparar, comparando sus errores relativos.
Importante
Importante
En las especificaciones del peso de mi cocina pone que realiza medidas hasta 5 kg y detecta variaciones de 2 g.
¿Cuál es la sensibilidad a la modificación del valor de mi peso?
¿Cuál es el alcance de medida de mi peso?
Quiero pesar una cierta cantidad de azúcar. Como quiero tener una medida muy exacta, repito varias veces lamedida, y obtengo: 34 g, 32 g, 34 g, 30 g, 34 g.
¿Qué dispersión tengo?
Quiero comprobar la exactitud de mi peso, para lo que hago una pesada de un patrón que se que pesa 500 g.Obtengo un valor de 488 g. ¿Cuál es es error absoluto de la medida?
¿Y el error relativo?
Hay que tener en cuenta que, por muchos motivos, es imposible obtener la medida real de una magnitud, y siempre vamos a tenererrores de medición .
Las mediciones siempre van acompañadas de una determinada incertidumbre, por lo que al realizar una medición cometemos un error enla determinación de la magnitud medida, aunque, según el grado de precisión requerido, este error sea despreciable.
Estos errores pueden ser debidos a varios aspectos:
Los propios instrumentos de medida:
Defectos constructivos.
Deformaciones elásticas de los materiales.
Desgaste debidos al uso.
Las condiciones en que se realiza la medición:
La temperatura provoca dilatación en los metales de que están hechos los instrumentos de medida.
Igualmente ocurre con las condiciones de humedad ambiental.
El operario:
Según la fuerza del manipulador presionará con distinta intensidad sobre la pieza a medir.
Errores en la apreciación del paralelaje de los trazos en las escalas de medida.
Como acabamos de ver, una de las causas en los errores de medida es que existan defectos constructivos en el propio instrumento demedida.
Para anular este error los laboratorios de metrología someten a todos los instrumentos a un proceso de calibrado , es decir,comprueban si las divisiones de una regla son realmente milímetros o no, o si las divisiones de la escala de un amperímetro correspondenrealmente a miliamperios o no.
El proceso de calibrado consiste en realizar medidas repetidamente a lo largo de toda la escala de medición, contrastando los resultadosdel instrumento que deseamos calibrar y de otro que consideramos patrón, que sabemos a ciencia cierta que es preciso y exacto. Seanotan las diferencias que se van produciendo en cada par de medidas a lo largo de toda la escala para saber cuánto se desvía nuestroinstrumento del patrón, y, posteriormente, cuando efectuemos medidas con el instrumento calibrado debemos incorporarles la correcciónobtenida en el proceso de calibrado.
Verdadero Falso
Verdadero Falso
Verdadero Falso
Verdadero Falso
Estas cuestiones te ayudarán a asentar los conocimientos sobre "qué es medir".
Medir es comparar una magnitud con la escala del instrumento de medición.
Una medida nos da como resultado un valor numérico.
Si dos personas realizan la misma medida, obtendrán el mismo resultado.
Si yo mido la longitud de una pieza con mi regla de dibujo y con un calibre, voy a obtener resultadosdiferentes.
Si calibro un aparato de medida y veo que sus medidas se desvían del patrón, ya no lo podré usar para
AV - Pregunta Verdadero-Falso

Verdadero Falso
Imagen en Mediateca bajo CCImagen en Mediateca bajo CC
Cuando se tiene que comprobar que distintaspiezas cumplen unas dimensiones con ciertosmárgenes de tolerancia para ser admitidas en losprocesos de montaje, debemos recurrir ainstrumentos de verificación, como son:
ESCUADRAS
Permiten comprobar la perpendicularidad entresuperficies, o la planitud de éstas.
COMPASES
Además de emplearlos para marcar sobresuperficies se utilizan para verificar paralelismosentre dos superficies, y según sean de interior oexterior, para comparar medidas de ejes ohuecos.
En la imagen vemos, por este orden, un compás de interiores y uno de exteriores.
Imagen en Wikimedia Commons de Glenn McKechnie bajo CC
CALIBRES
De herradura , formados por una doble apertura que delimita el conceptopasa-no pasa. Las piezas deben tener una cota mínima (deben superar el “pasa”) yuna cota máxima (no deben sobrepasar el “no pasa”). Con este doble límitedefinimos la tolerancia que se les permite a las piezas.
Tapón , sirven para comprobar el diámetro de orificios y verificar que lasdimensiones se adaptan a las necesidades. Para respetar las tolerancias de equipose someten a la condición de pasa/no pasa y tienen el uso contrario al calibre deherradura.
Aunque estos son los más habituales, existen otros tipos de calibres.
Imagen Mediateca bajo CCImagen en Wikimedia Commons
de Glenn McKechnie bajo CC
RELOJ COMPARADOR
Realiza comparaciones de medición entre dos objetos y verifica laalineación de objetos en maquinarias.
Una variante de reloj comparador es el reloj palpador que se utiliza enmetrología para comprobar el paralelismo de las piezas mecanizadas.
GRAMIL
Es un instrumento capaz de realizar mediciones en altura verticalmente, yverificar paralelismo entre piezas.
Para verificar la alineación de objetos utilizamos:
Un gramil.
Un reloj comparador.
Una escuadra.
Los calibres utilizan la técnica del pasa-no pasa para:
Verificar la tolerancia de las piezas.
AV - Pregunta de Elección Múltiple
Verificar el error de la medida.
El compás, como elemento de verificación, sirve para:
Marcar circunferencias.
Comprobar la planitud de la superficie.
Comprobar medidas de ejes.
Imagen en Mediateca bajo CC Imagen en Mediateca bajo CC
En el caso de que el objetivo no sea verificar sinomedir ciertas dimensiones entonces debemos
recurrir a otras herramientas.
CINTA MÉTRICA O FLEXÓMETRO
Fabricada de fleje metálico o fibra textil enrollables,tiene grabada sobre su superficie una escalagraduada y numerada.
Las divisiones suelen ser centímetros y milímetros;los metálicos suelen tener una longitud entre 1 y 10metros y los de material textil de 10 a 50 m. Existeuna variante de metro textil de entre uno a dosmetros de longitud, con divisiones de 0,5 cm.empleado en los trabajos de costura y confección.
Imagen en Mediateca bajo CC Imagen en Mediateca bajo CC
REGLA
Es el instrumento más común para medir longitudes.Presenta una estructura maciza, ya sea larga oangular, fabricada de diversos materiales ylongitudes, cada una de ellas creadas para lasdiversas aplicaciones.
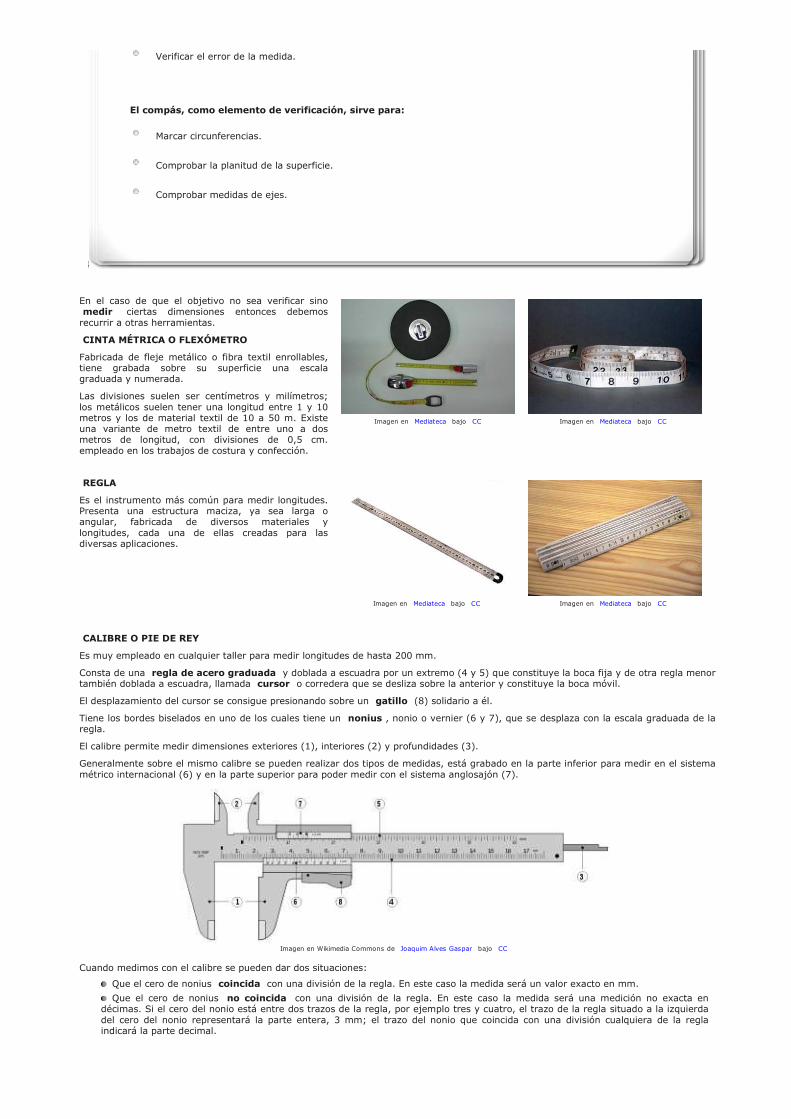
CALIBRE O PIE DE REY
Es muy empleado en cualquier taller para medir longitudes de hasta 200 mm.
Consta de una regla de acero graduada y doblada a escuadra por un extremo (4 y 5) que constituye la boca fija y de otra regla menortambién doblada a escuadra, llamada cursor o corredera que se desliza sobre la anterior y constituye la boca móvil.
El desplazamiento del cursor se consigue presionando sobre un gatillo (8) solidario a él.
Tiene los bordes biselados en uno de los cuales tiene un nonius , nonio o vernier (6 y 7), que se desplaza con la escala graduada de laregla.
El calibre permite medir dimensiones exteriores (1), interiores (2) y profundidades (3).
Generalmente sobre el mismo calibre se pueden realizar dos tipos de medidas, está grabado en la parte inferior para medir en el sistemamétrico internacional (6) y en la parte superior para poder medir con el sistema anglosajón (7).
Imagen en Wikimedia Commons de Joaquim Alves Gaspar bajo CC
Cuando medimos con el calibre se pueden dar dos situaciones:
Que el cero de nonius coincida con una división de la regla. En este caso la medida será un valor exacto en mm.
Que el cero de nonius no coincida con una división de la regla. En este caso la medida será una medición no exacta endécimas. Si el cero del nonio está entre dos trazos de la regla, por ejemplo tres y cuatro, el trazo de la regla situado a la izquierdadel cero del nonio representará la parte entera, 3 mm; el trazo del nonio que coincida con una división cualquiera de la reglaindicará la parte decimal.
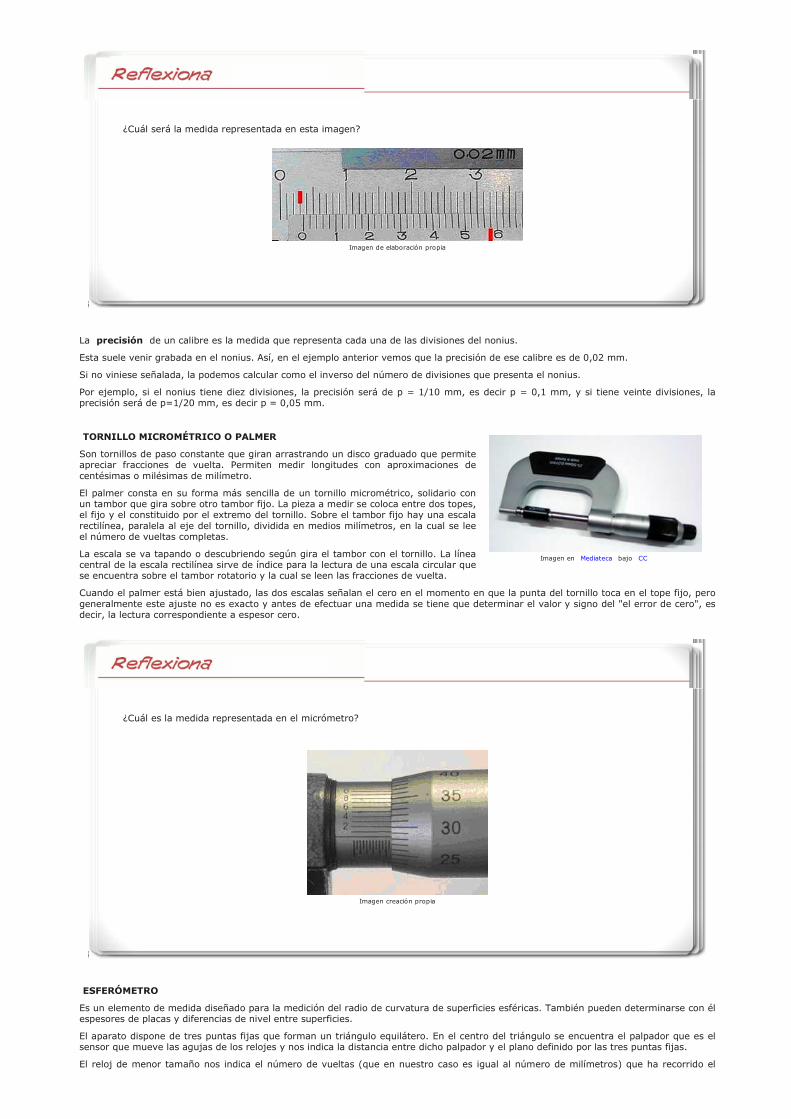
¿Cuál será la medida representada en esta imagen?
Imagen de elaboración propia
La precisión de un calibre es la medida que representa cada una de las divisiones del nonius.
Esta suele venir grabada en el nonius. Así, en el ejemplo anterior vemos que la precisión de ese calibre es de 0,02 mm.
Si no viniese señalada, la podemos calcular como el inverso del número de divisiones que presenta el nonius.
Por ejemplo, si el nonius tiene diez divisiones, la precisión será de p = 1/10 mm, es decir p = 0,1 mm, y si tiene veinte divisiones, laprecisión será de p=1/20 mm, es decir p = 0,05 mm.
Imagen en Mediateca bajo CC
TORNILLO MICROMÉTRICO O PALMER
Son tornillos de paso constante que giran arrastrando un disco graduado que permiteapreciar fracciones de vuelta. Permiten medir longitudes con aproximaciones decentésimas o milésimas de milímetro.
El palmer consta en su forma más sencilla de un tornillo micrométrico, solidario conun tambor que gira sobre otro tambor fijo. La pieza a medir se coloca entre dos topes,el fijo y el constituido por el extremo del tornillo. Sobre el tambor fijo hay una escalarectilínea, paralela al eje del tornillo, dividida en medios milímetros, en la cual se leeel número de vueltas completas.
La escala se va tapando o descubriendo según gira el tambor con el tornillo. La líneacentral de la escala rectilínea sirve de índice para la lectura de una escala circular quese encuentra sobre el tambor rotatorio y la cual se leen las fracciones de vuelta.
Cuando el palmer está bien ajustado, las dos escalas señalan el cero en el momento en que la punta del tornillo toca en el tope fijo, perogeneralmente este ajuste no es exacto y antes de efectuar una medida se tiene que determinar el valor y signo del "el error de cero", esdecir, la lectura correspondiente a espesor cero.
¿Cuál es la medida representada en el micrómetro?
Imagen creación propia
ESFERÓMETRO
Es un elemento de medida diseñado para la medición del radio de curvatura de superficies esféricas. También pueden determinarse con élespesores de placas y diferencias de nivel entre superficies.
El aparato dispone de tres puntas fijas que forman un triángulo equilátero. En el centro del triángulo se encuentra el palpador que es elsensor que mueve las agujas de los relojes y nos indica la distancia entre dicho palpador y el plano definido por las tres puntas fijas.
El reloj de menor tamaño nos indica el número de vueltas (que en nuestro caso es igual al número de milímetros) que ha recorrido el
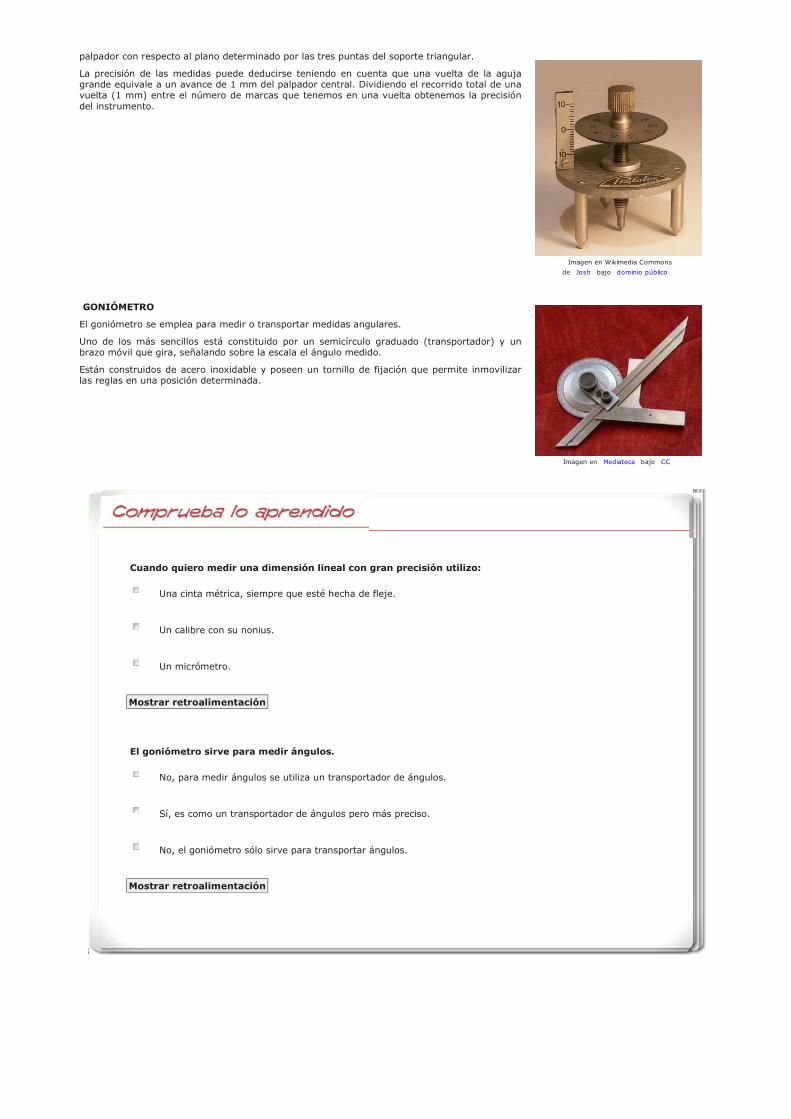
Imagen en Wikimedia Commons
de Josh bajo dominio público
palpador con respecto al plano determinado por las tres puntas del soporte triangular.
La precisión de las medidas puede deducirse teniendo en cuenta que una vuelta de la agujagrande equivale a un avance de 1 mm del palpador central. Dividiendo el recorrido total de unavuelta (1 mm) entre el número de marcas que tenemos en una vuelta obtenemos la precisióndel instrumento.
Imagen en Mediateca bajo CC
GONIÓMETRO
El goniómetro se emplea para medir o transportar medidas angulares.
Uno de los más sencillos está constituido por un semicírculo graduado (transportador) y unbrazo móvil que gira, señalando sobre la escala el ángulo medido.
Están construidos de acero inoxidable y poseen un tornillo de fijación que permite inmovilizarlas reglas en una posición determinada.
Mostrar retroalimentación
Mostrar retroalimentación
Cuando quiero medir una dimensión lineal con gran precisión utilizo:
Una cinta métrica, siempre que esté hecha de fleje.
Un calibre con su nonius.
Un micrómetro.
El goniómetro sirve para medir ángulos.
No, para medir ángulos se utiliza un transportador de ángulos.
Sí, es como un transportador de ángulos pero más preciso.
No, el goniómetro sólo sirve para transportar ángulos.
AV - Pregunta de Selección Múltiple

6. Fabricación por separación o corte
La fabricación con pérdida de material por separación o corte consiste en eliminar el material sobrante de una piezainicial para transformarla en una pieza terminada con formas y dimensiones concretas.
El material sobrante, puede tener forma de virutas, recortes o limaduras, según el procedimiento empleado.
Imagen en Wikimedia Commons de Florian Schott bajo CC
Los procedimientos pueden realizarse con herramientas manuales (limado y aserrado)o mecánicas (cizallado, aserrado, taladrado, torneado, fresado, rectificado).
Los procedimientos de separación o corte se clasifican en:
Por separación mecánica.
Sin arranque de viruta.
Con arranque de viruta.
Por calor.
Por separación química.
Importante

6.1. Sin arranque de viruta: corte, cizalla
El corte de los metales tiene por objeto la separación de la parte sobrante de una pieza o la obtención de dos o mástrozos de un cuerpo o barra para fabricar con cada uno de ellos una pieza.
Esta operación puede realizarse sin arranque de virutas por medio de cizallas (tijeras) y con arranque de virutasmediante sierras.
Imagen en Isftic bajo CC
Corte : Es el sistema más sencillo de separación o corte en el que no existe arranquede viruta. Se realiza sobre materiales blandos y de pequeño espesor. Un ejemplo deherramienta es el cutter.
Cizalladura : Es el método de corte en el que se utilizan herramientas que disponende dos cuchillas que se desplazan en direcciones diferentes, quedando el materialentre ambas y cortándolo en dos piezas. Ejemplo de herramientas son: tijeras,guillotina y máquinas de troquelar.
Es un procedimiento que se utiliza principalmente para trabajar la chapa.
Mediante el corte sin arranque de virutas, se obtendrán trozos de chapa de forma ydimensiones adecuadas para realizar otras operaciones con las piezas obtenidas.
El troquelado o punzonado, consiste en separar de una pieza delgada (metal, plástico,cuero...), una porción del material con una forma determinada, mediante un golpe deprensa, y empleando un dispositivo adecuado (los troqueles o punzones). Con estemétodo podemos fabricar, por ejemplo, arandelas.
Importante

6.2. Con arranque de viruta: preparación, mecanizado
El proceso de fabricación con arranque de virutas se realiza arrancando el material sobrante en forma de virutaso pequeñas partículas, con el fin de obtener la pieza diseñada. Se caracterizan por que hay una gran pérdida dematerial, lo que encarece el producto final; se debe utilizar un material inicial, obtenido mediante forja, laminación ocualquier otro proceso de los explicados en el tema de conformación por deformación, con una preforma dedimensiones ligeramente mayores que las definitivas.
En el mecanizado por arranque de viruta se dan procesos de desbaste (eliminación de mucho material con pocaprecisión) y de acabado (eliminación de poco material con mucha precisión).
Imagen en Flickr de hslphotosync bajo CC
El mecanizado por arranque de viruta es el proceso de fabricación por excelenciapara conseguir piezas y útiles de uso común en la industria electromecánica.
El proceso de mecanizado se puede dividir en dos grandes grupos:
Mecanizado con herramientas manuales.
Mecanizado con máquina-herramienta.
El primero de ellos utiliza solo herramientas manuales (aserrado, limado y roscado)y el segundo utiliza máquinas-herramientas (taladradoras, cepilladoras/lijadoras,tornos, fresadoras, brochadoras, rectificadoras).
El mecanizado de una pieza por arranque de viruta supone el ajustar una piezainicial a las dimensiones y formas indicadas en un plano, eliminando el materialsobrante por el método más adecuado, obteniendo limaduras, recortes o virutassegún los casos.
Cualquiera de estos procesos conlleva una preparación detallada del procesode mecanizado en el que se implantará el desarrollo de una técnica muy específica que requiere precisión en el trabajo yprecaución en el manejo de la máquina o herramienta, sobre todo para obtener productos de calidad y competitivos al mismo tiempo
que se eviten accidentes y pérdidas de materiales innecesarias.
Importante

6.3. Mecanizado con herramientas manuales: limas y escofinas,roscas (herramientas, características, sistemas, tuercas y tornillos)
El mecanizado con herramientas manuales nos permite obtener un producto final arrancando virutas de losmateriales en bruto.
Las principales procedimientos de mecanizado con herramientas manuales y que detallaremos a continuación son:
Aserrado.
Limado.
Roscado.
Imagen en Ifstic bajo CC
Imagen en Isftic bajo CC Imagen en Isftic bajo CC Imagen en Isftic bajo CC
ASERRADO
Es la operación de corte con arranque de viruta más común. Consiste en elmarcado del material, utilizando herramientas de trazado tales como escuadra,regla, compás y punta de trazar o lápiz y el posterior corte de la pieza conherramientas tales como sierras y serruchos.
Las herramientas de aserrado poseen una hoja de acero provista de dientesafilados y cortantes, capaces de cortar materiales muy diversos como madera,plásticos, metales,...
El diseño de los dientes de las hojas se hace teniendo en cuenta el materialque hay que serrar:
Para cortar un material blando, como la madera, los dientes son másgrandes y están más separados.
Para cortar una material más duro, como el hierro, se necesitan dientesmás pequeños y más juntos.
Las herramientas de trabajo de aserrado pueden ser manuales o mecánicas.
Sierras manuales.
Sierra de arco o segueta. Formada por un bastidor (en forma de arco) con mango. El bastidor sujeta una hoja de acerodentada. La hoja es intercambiable, por lo que a la hora de fijar una de ellas, debemos tener en cuenta en la inclinación de losdientes. Un tornillo tensor (o palomilla) se encarga de mantener tensa la hoja dentro del bastidor. Las sierras se utilizan para cortarinfinidad de materiales, dependiendo del paso de la hoja. Un caso particular es la sierra de marquetería, utilizada comúnmente paracortar madera de poco grosor.
Serruchos. Se utilizan para cortar madera y sus derivados. Hay infinidad de ellos (ordinario, de costilla, de precisión...). Eneste caso no hay arco debido a la gran anchura de la hoja.
Sierras eléctricas o con motor degasolina.
Este tipo de sierras se empleanespecialmente para el aserrado demateriales de grandes dimensiones, o paramateriales que requieren una grancantidad de esfuerzo.
Pueden ser fijas o portátiles. Las máquinasfijas son más potentes y se emplean paratrabajos de gran envergadura, al contrarioque las portátiles. En el primer caso, es lapieza la que se mueve, permaneciendocompletamente fija la máquina.
Las sierras eléctricas pueden ser:
De movimiento alternativo (caladora).
De movimiento continuo, también llamadas sierras de cinta o sin fin.
De movimiento circular, cuya hoja de corte es circular.
Importante

Imagen en Isftic bajo CC
Imagen en Isftic bajo CC
LIMADO
El limado es una operación demecanizado manual con arranquede virutas que consiste en darforma a una pieza mediante eldesprendimiento del material enforma de limaduras.
Las herramientas utilizadas paraeste fin son las limas y lasescofinas , que consisten en unabarra de acero templado, desuperficie estriada, cuya misión esrebajar la pieza.
Según su forma pueden ser:planas, cuadradas, triangulares, de media caña, redondas. Cada una de ellas se utiliza para una determinada operación de limado.
Según la rugosidad de la superficie del cuerpo metálico pueden ser: de grano fino o de grano basto. Así, hay escofinas (de grano basto,sólo empleadas para maderas) y limas propiamente dichas (de grano fino, empleadas para metales o maderas muy duras).
Proceso de limado
Para llevar a cabo correctamente esta operación (manual), hay que tener en cuentalos siguientes pasos:
Sujeción de la pieza: La pieza debe sujetarse entre las mordazas del tornillo debanco, de modo que no salga excesivamente de ellas para evitar que vibre.
Sujeción de la lima: La lima debe sujetarse con la mano derecha sobre elmango. La mano izquierda se apoya en la punta de la lima para presionar lapieza.
Posición de trabajo: hay que colocarse con el pie izquierdo algo adelantado.
También puede realizarse de manera mecánica, usando una herramienta eléctricallamada limadora. En este caso la pieza es móvil.
Imagen en Wikimedia Commons
de Michael Hackel bajo dominio público .
ROSCADO
El roscado consiste en la mecanización de la pieza en espirales (izquierda o derecha) desuperficies exteriores (tornillo) o agujeros (tuerca) sobre una superficie circular.
El roscado se puede realizar con herramientas de forma manual o se puede realizar enmáquinas como tornos y taladros. Para el roscado manual se utilizan machos y terrajas fijadosal bandeador (soporte).
Los machos y terrajas (hileras) son herramientas de corte usadas para el roscado de tuercas ytornillos en la mayoría de materiales. Un macho se utiliza para roscar la parte hembra ósea latuerca, y las terraja se utiliza para roscar el eje o tornillo.
Según la forma geométrica de su filete las roscas pueden ser: triangulares, cuadradas,trapezoidales, diente de sierra, etc.
La distancia entre dos filetes sucesivos se denomina paso y está normalizado según el sistemade rosca que se aplique. Estos sistemas pueden ser:
Rosca métrica
Rosca Whitworth
Rosca Sellers
Rosca Gas
Rosca SAE
Rosca UNF
Otras características de las roscas son el ángulo de la hélice y los diámetros, que puede ser tanto interior (o de fondo) como medio (o deflanco).
Una tuerca es una pieza con un orificio central, el cual presenta una rosca, que se utiliza para acoplar a un tornillo en forma fija odeslizante. La tuerca permite sujetar y fijar uniones de elementos desmontables. En ocasiones puede agregarse una arandela para que launión cierre mejor y quede fija. Las tuercas se fabrican en grandes producciones con máquinas y procesos muy automatizados.
La tuerca siempre debe tener las mismas características geométricas del tornillo con el que se acopla, por lo que está normalizada segúnlos sistemas generales de roscas.

Imagen en Wikimedia Commons de Common Good bajo CC
Existen 4 características básicas para identificar una tuerca:
El número de caras . En la mayoría de las tuercas suele ser 6 (tuerca hexagonal) ó 4 (tuerca cuadrada). Sobre estos modelosbásicos se pueden introducir diversas variaciones. Un modelo de tuerca muy empleado es la palomilla (rueda de las bicicletas,tendederos de ropa, etc.), que contiene dos planos salientes para facilitar el giro de la tuerca empleando solamente las manos.
El grosor de la tuerca .
El diámetro del tornillo que encaja en ella, que no es el del agujero sino el que aparece entre los fondos de la rosca.
El tipo de rosca que tiene que coincidir con el del tornillo al que se acopla.
Las tuercas se aprietan generalmente con llaves de boca fija, adaptadas a las dimensiones de sus caras. Cuando se requiere un par deapriete muy exacto se utiliza una llave dinamométrica. En los montajes industriales se utilizan para el apriete rápido herramientasneumáticas. Para apretar tuercas no es aconsejable utilizar tubos o palancas porque se puede romper el tornillo o deteriorarse la rosca.
El tornillo es un elemento u operador mecánico cilíndrico con una cabeza, generalmente metálico, aunque puede ser de madera oplástico, utilizado en la fijación temporal de unas piezas con otras, que está dotado de una caña roscada con una rosca, que mediante unafuerza de torsión ejercida en su cabeza con una llave adecuada o con un destornillador, se puede introducir en un agujero roscado a sumedida o atravesar las piezas y acoplarse a una tuerca.
El tornillo está basado en la máquina simple conocida como plano inclinado y siempre trabaja asociado a un orificio roscado. Los tornillospermiten que las piezas sujetas con los mismos puedan ser desmontadas cuando la ocasión lo requiera.
Imagen en Wikimedia Commons de Sakurambo bajo CC
En los tornillos se identifican las siguientes características:
Diámetro exterior de la caña: en el sistema métrico se expresa en mm y en el sistema inglés en fracciones de pulgada.
Tipo de rosca : métrica, Whitworth, trapecial, redonda, en diente de sierra, eléctrica, etc. Las roscas pueden ser exteriores omachos (tornillos) o bien interiores o hembras (tuercas), debiendo ser sus magnitudes coherentes para que ambos elementospuedan enroscarse.
Paso de la rosca : Distancia que hay entre dos crestas sucesivas, en el sistema métrico se expresa en mm y en el sistemainglés por el número de hilos que hay en una pulgada.
Sentido de la hélice de la rosca: a derechas o a izquierdas. Prácticamente casi toda la tornillería tiene rosca a derechas, peroalgunos ejes de máquinas tienen alguna vez rosca a izquierda. Los tornillos de las ruedas de los vehículos industriales tienen roscasde diferente sentido en los tornillos de las ruedas de la derecha (a derechas) que en los de la izquierda (a izquierdas). Esto se debea que de esta forma los tornillos tienden a apretarse cuando las ruedas giran en el sentido de la marcha. Asimismo, la combinaciónde roscas a derechas y a izquierdas es utilizada en tensores roscados.
Material constituyente y resistencia mecánica que tienen: salvo excepciones la mayor parte de tornillos son de acero dediferentes aleaciones y resistencia mecánica. Para madera se utilizan mucho los tornillos de latón.
Longitud de la caña : es variable.
Tipo de cabeza : en estrella o phillips, bristol, de pala y algunos otros especiales.
Tolerancia y calidad de la rosca.
Imagen en Wikimedia Commons de Dary bajo CC
Una clasificación de los distintos tipos de tornillos es la siguiente:
Tornillos tirafondos para madera.
Autorroscantes y autoperforantes para chapas metálicas y maderas duras.
Tornillos tirafondos para paredes y muros de edificios.
Tornillos de roscas cilíndricas.
Varillas roscadas de 1 m de longitud.
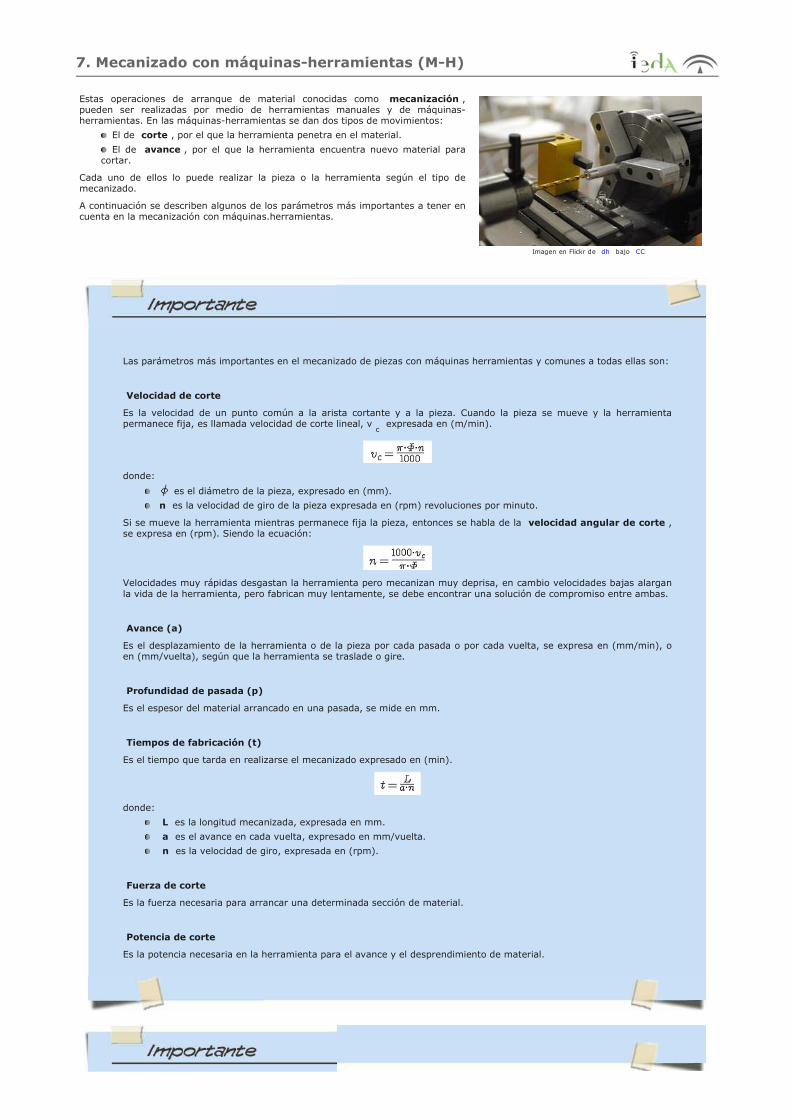
7. Mecanizado con máquinas-herramientas (M-H)
Imagen en Flickr de dh bajo CC
Estas operaciones de arranque de material conocidas como mecanización ,pueden ser realizadas por medio de herramientas manuales y de máquinas-herramientas. En las máquinas-herramientas se dan dos tipos de movimientos:
El de corte , por el que la herramienta penetra en el material.
El de avance , por el que la herramienta encuentra nuevo material paracortar.
Cada uno de ellos lo puede realizar la pieza o la herramienta según el tipo demecanizado.
A continuación se describen algunos de los parámetros más importantes a tener encuenta en la mecanización con máquinas.herramientas.
Las parámetros más importantes en el mecanizado de piezas con máquinas herramientas y comunes a todas ellas son:
Velocidad de corte
Es la velocidad de un punto común a la arista cortante y a la pieza. Cuando la pieza se mueve y la herramientapermanece fija, es llamada velocidad de corte lineal, v
c expresada en (m/min).
donde:
es el diámetro de la pieza, expresado en (mm).
n es la velocidad de giro de la pieza expresada en (rpm) revoluciones por minuto.
Si se mueve la herramienta mientras permanece fija la pieza, entonces se habla de la velocidad angular de corte ,se expresa en (rpm). Siendo la ecuación:
Velocidades muy rápidas desgastan la herramienta pero mecanizan muy deprisa, en cambio velocidades bajas alarganla vida de la herramienta, pero fabrican muy lentamente, se debe encontrar una solución de compromiso entre ambas.
Avance (a)
Es el desplazamiento de la herramienta o de la pieza por cada pasada o por cada vuelta, se expresa en (mm/min), oen (mm/vuelta), según que la herramienta se traslade o gire.
Profundidad de pasada (p)
Es el espesor del material arrancado en una pasada, se mide en mm.
Tiempos de fabricación (t)
Es el tiempo que tarda en realizarse el mecanizado expresado en (min).
donde:
L es la longitud mecanizada, expresada en mm.
a es el avance en cada vuelta, expresado en mm/vuelta.
n es la velocidad de giro, expresada en (rpm).
Fuerza de corte
Es la fuerza necesaria para arrancar una determinada sección de material.
Potencia de corte
Es la potencia necesaria en la herramienta para el avance y el desprendimiento de material.
Actividad

Recuerda
La potencia se expresa por la ecuación
donde:
W es el trabajo, que es igual a fuerza por desplazamiento.
t es el tiempo transcurrido.
Sustituyendo en la ecuación anterior se obtiene:
Con lo que se obtiene una ecuación fundamental de mecánica, muy empleada en los problemas:
”La potencia es igual al producto de la fuerza por la velocidad”
7.1. Órganos fundamentales de una M-H, elementos (árboles y ejes,correas y poleas, cadenas, mecanismo tornillo-tuerca, elementosdentados, mecanismo biela-manivela, levas, frenos...)
Imagen en Flickr de Masenpunk t bajo CC
Desde sus orígenes, el hombre ha tratado de encontrar soluciones técnicas quesatisficieran su necesidad de transmitir movimiento desde el lugar donde éste segeneraba hasta los puntos en que se necesitaba aplicar, o de realizar grandestrabajos desarrollando pequeños esfuerzos.
Así se fueron desarrollando diversas técnicas y mecanismos que cada vez eran másefectivos. Incluso alguno de ellos no han sufrido cambios significativos con el pasodel tiempo.
Las máquinas están compuestas de mecanismos y los mecanismos deelementos, que son órganos o piezas individuales que intervienen repetidamente
en todas las máquinas transformando movimientos.
Los órganos fundamentales de máquinas son piezas o partes de las máquinasque pueden integrarse en estas de forma individual (pieza) o formando mecanismos(varias piezas).
Los elementos de máquinas más importantes son: árboles y ejes, correas y poleas, cadenas, mecanismo tornillo-tuerca, elementos dentados, mecanismo biela-manivela, levas, frenos, etc.
De todos estos elementos se realiza una descripción exhaustiva en el tema 3 de esta misma unidad "Elementos demáquinas".
Importante

7.2. Taladradoras, cepilladoras/lijadoras, tornos, fresadoras,brochadoras, rectificadoras, mecanizado de engranajes y roscas.
TALADRADORA
Es la máquina herramienta que mecaniza la mayoría de los orificios que se hacen sobre las piezas en los talleresmecánicos, son máquinas de muy fácil manejo. Tienen un movimiento de rotación de la herramienta ( broca ),producido por un motor eléctrico que a través de una caja de velocidades por poleas y engranajes permite seleccionarla velocidad adecuada en función del tipo de material sobre el que se trabaja, y el movimiento de penetración de labroca, que puede realizarse de forma manual sensitiva o de forma automática, se incorpora un piñón-cremallera parahacerlo.
Se llama taladrar a la operación de mecanizado que produce orificios cilíndricos sobre cualquier material, utilizandocomo herramienta una broca que será de un material capaz de soportar las condiciones de trabajo. Según sobre elmaterial que trabaje, podrá ser de acero aleado (para garantizar su dureza), de widia ...
La operación de taladrar se puede llevar a cabo con un taladro portátil, con una máquina taladradora, en un torno, en una fresadora, enun centro de mecanizado CNC.
Imagen en Wikimedia Commons
de M.Minderhoud bajo CC
Imagen en Wikimedia Commons
de Frobles bajo CC
Imagen en Wikimedia Commons
de Nathaniel C. Sheetz bajo CC
Escariado , es una operación de mecanizado para conseguir un acabado fino y de precisión en orificios que han sidopreviamente realizados con broca a un diámetro ligeramente inferior.
La mayoría de escariadores son cilíndricos, pero también los hay cónicos y para dimensiones especiales existenescariadores extensibles, que permiten escariar agujeros a dimensiones fuera de las normales.
El escariado puede realizarse a mano, en un torno, en una fresadora o en una taladradora.
Imagen en Wikimedia Commons de Graibeard bajo CC Imagen en Wikimedia Commons de Graibeard bajo CC
Actividad
Actividad