tecnología -...
TRANSCRIPT
Colección CIDI Tecnología
4
Tercer SemestreD.I. Agustín Moreno Ruíz
Manual de trabajo
Taller de Materiales I Laminados
CENTRO DE INVESTIGACIONES DE DISEÑO INDUSTRIALFacultad de Arquitectura • Universidad Nacional Autónoma de México
Diseño editorial y portada:D.G. Irlanda Shelley del Río.Diagramas:
Juan Pablo Peña Herrera.
DR©2003Centro de Investigaciones de Diseño Industrial.Facultad de Aquitectura Universidad Nacional Autónoma de México.
Ciudad Universitaria, 04510, México, D.F.ISBN 970-32-1341-3
Impreso en México / Printed in Mexico
IndIce
3
Objetivos Obtención y transformación del material 1. Proceso de laminado
1.1 El procesamiento con lámina metálica 2. Diseño con tecnología media 3. El proceso de rechazado 4. Troquelado y embutido 5. Fijación de la lámina 6. Acabados 7. Maquinaria básica
7.1 Cortadora o cizalla de pedal (3 y 4’) 7.2 Roladora 7.3 Taladro de banco 7.4 Sierra cinta 7.5 Punteadora electromagnética 7.6 Piqueteadora o cortadora en ángulo 7.7 Dobladoras de maroma (2’, 3’ y 6’) 7.8 Máquinas soldadoras tipo MIG 7.9 Cizalla trozadora de sólidos 7.10 Máquinas para doblado de tubo 7.11 Esmeriladoras de pedestal 7.12 Máquina de niblado 7.13 Máquina dobladora universal (HOSSFELD)
B. Bibliografía G. GlosarioP. Proveedores M. Maquiladores
578
1016 17181921
33343536
objeTIvos
1. Introducir a los alumnos alconocimiento de las características físicasde la lámina metálica, tubos, barras y su usoestandarizado en la producción de objetos.
2. Manejar adecuadamente herra-mienta y maquinaria de orden básico, asícomo conocer sus propiedades y caracterís-ticas de uso.
3. Adquirir conocimientos elemen-tales de medición, trazo y manufactura deobjetos dentro del taller de metales lamina-dos.
5
TemarIo
Primera sesión:
Segunda sesión:
Tercera sesión:
Tercer Semestre
El curso comprende 3 sesiones de 6 horas cada una.
Realización de una serie de ejercicios simples princi-palmente para conocer el manejo y propiedades delas máquinas y herramientas.
Producción de una serie de ejercicios más complejoscombinados hasta lograr la obtención de las partes deun cubo laminado con diferentes procesos.
Unión de las piezas que conforman un cubo pormedio de electropunteo.
Ejercicios prácticos combinados de doblado de tuboutilizando máquinas dobladoras.
Ejercicios prácticos combinados de doblado de tuboutilizando escantillones de mesa.
Ejercicios explicativos y prácticas con diferentesmateriales (soleras, barras, láminas, etc.)
Utilización de la maquinaria instalada dentro del taller,así como herramientas de uso manual.
oDefiniremos el término “acero” en forma
simple: es un producto de hierro relativamentepuro que ha sido combinado con cierta pro-porción de carbón para dotarlo depropiedades especiales de maleabilidad,resistencia, dureza y tenacidad.
El mineral de fierro se procesa para obte-ner hierro en los altos hornos, así llamados porsus dimensiones y altura.
El funcionamiento de un alto horno comien-za con la carga de capas sucesivas de fierro,piedra caliza y coque, la combustión de esteúltimo eleva la temperatura hasta hacer que sederrita el fierro (1400º a 1500º C), operación enla que la piedra caliza actúa como un fundente,por ejemplo, para la producción de una tonela-
da de hierro son suministradas al horno dostoneladas de mineral de fierro, una tonelada decoque, media tonelada de piedra caliza yademás son inyectados 4000 m3 de aire.
Concluída esa etapa, el hierro aún líquido sesedimenta en el fondo del horno para posterior-mente ser extraído en intervalos de 6 a 8 hrs.esto a través de unos conductos (el horno debepermanecer encendido y trabajando de formapermanente y constante).
De los minerales de fierro tratados en losaltos hornos se obtienen los lingotes de fierrobruto o de primera fusión, hay elementos quese añaden al hierro con el objeto de obtener elmaterial más adecuado para el caso particulary los ejemplos más comunes son:
7
carbono: Al aumentar su proporción de 0 a 1.1% el coeficiente de ruptura por tracción (estira-miento) crece desde 30 hasta 100 Kg por mm2 al tiempo que el alargamiento de rup-tura disminuye de un 30 a un 3%. Subiendo la proporción del 0 al 4.2% el punto de fusión baja de 1500º a 1100º C. Conteniendo menos del 0.15% no es posible templar-lo; con el 0.20 al 0.35% ya puede recibir un templado ligero y con el 0.50 al 1% se con-sidera acero templado o laminable.
El templado confiere dureza y flexibilidad al metal, y consiste en modificar la estructura interna por medio del calentamiento con el que sean orientadas las moléculas, por me-dio de un enfriamiento rápido se conserva la estructura que se forma en las fibras internas.
magnesio: Favorece la separación del azufre y del oxígeno en la masa fluída, dificulta la soldadura del material pero aumenta mucho la dureza y resistencia.
níquel: Adicionado al acero, eleva considerablemente la resistencia, tenacidad y dureza, los aceros al níquel, cromo y otras aleaciones forman la familia de los aceros inoxidables.
silicio: Reduce la producción de gases y por consiguiente da una fundición mas compacta, aminora la maleabilidad y por tanto no se utiliza para laminarse, pero tiene gran uso para procesos de fundición y para fabricar aceros muy duros.
obTencIón y TransformacIón del maTerIal
unoEl hierro que sale en estado líquido del alto
horno se deposita en unos moldes de materialrefractario llamados "coquilas", donde se dejaenfriar hasta unos 1100º C para sacarlo enestado pastoso, que es el adecuado para ini-ciar el proceso de laminación.
El laminado en caliente es fundamental-mente un proceso de forja, por medio de pesa-dos rodillos en movimiento, los cuales ejercenpresión para comprimir el acero hasta obtenerla forma de planchas o de barras de diversasformas (perfiles, barras, viguetas, ángulos,cuadrados, rieles, etc.)
La distancia final entre los rodillos del lami-nador es el que determina el calibre de la plan-cha o lámina resultante y pueden precisarsecon mucha exactitud con algunos métodosactuales.
Antiguamente la distancia era muy difícil deprecisar y se adelgazaba el espesor de la plan-cha a base de pasadas entre los rodillos, así,si se pasaba una sola vez por el rodillo final seobtenía un espesor que se denominó calibre 1,y si se pasaba veinte veces era otro espesorllamado calibre 20. Es por esta antigua cos-tumbre que se determinaron los espesores porcalibres que no son correspondientes conningún sistema de medida.
El producto obtenido del laminado encaliente se comercializa como perfil o comoplaca (placa hasta un espesor mínimo de 1/4")actualmente las láminas de menor espesor(calibre) se procesan a partir de las placas ode la tira en rollos obtenida del laminado encaliente (rollos verdes), este proceso tambiénse denomina laminado en frío (cold rolled) osimplemente rolado.
El primer paso consiste en pasar los rollosverdes por la línea de decapado continuo en
que se eliminan todas las impurezas, escamasy óxidos que se adquieren durante el laminadoen caliente; para esto, el rollo se pasa porbaños de ácidos para después ser enjuagadoy secado, tras recortar las orillas se enrollanuevamente y se le aceita; de ahí pasan losrollos a los molinos de reducido, donde se leda el espesor requerido, nuevamente se desa-loja el aceite que fue necesario para el rolado,el laminado pasa al área de templado y final-mente se corta en las medidas comercialespara su distribución y venta.
Es importante saber que la lámina de acerorolada en frío, no solamente se obtiene en elmercado como placa de calibres diversos (delcalibre nº 3 de 6.35 mm, al calibre nº 38 equi-valente a 1 1/2 décimos de mm) sino queademás muchos fabricantes le aplican proce-
8
1. Proceso de lamInado
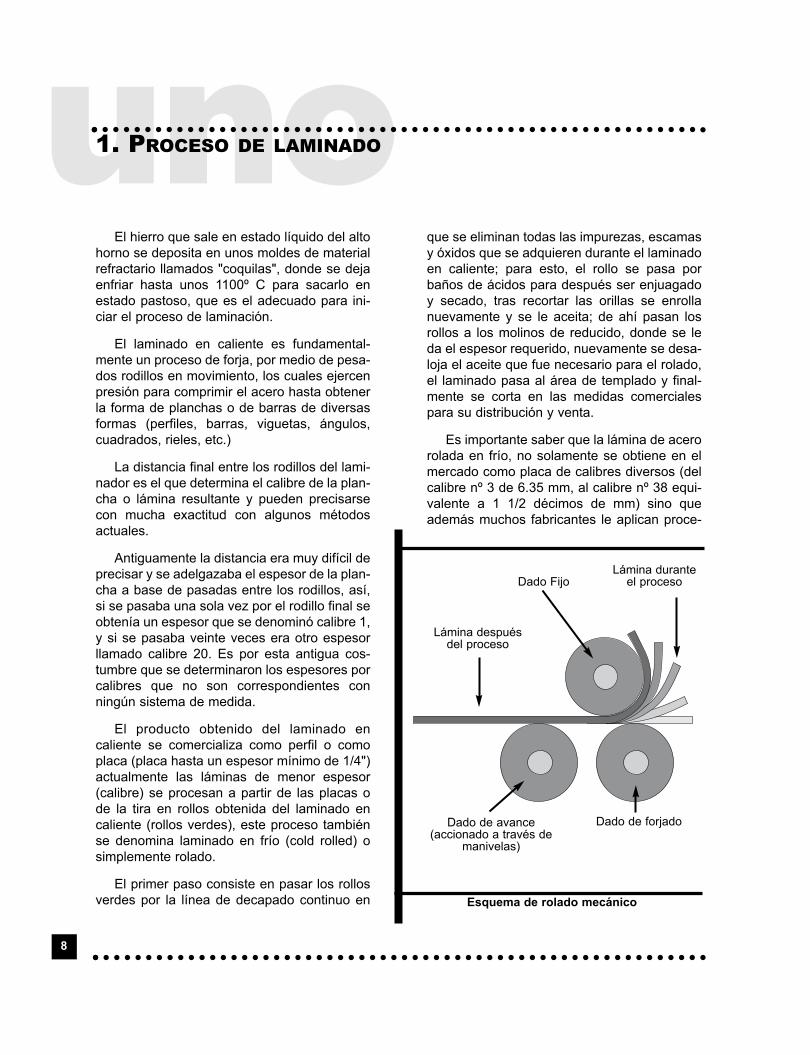
Dado FijoLámina durante
el proceso
Lámina despuésdel proceso
Dado de avance(accionado a través de
manivelas)
Dado de forjado
Esquema de rolado mecánico

sos posteriores para ofrecer con ello: tubularesde lámina, láminas multiperforadas, láminasde metal desplegado, láminas acanaladas,laminados combinados con materiales plásti-cos (multipanel) etc.
Algunas industrias prefieren comprar lalámina y alterar algunas presentaciones de lalámina comercial, la placa perforada se puedeobtener con diferentes figuras recortadas,cuadros, triángulos, círculos, óvalos, etc., de laplaca de lámina del calibre 16 al 24, por mediode un perforador sacabocados o troquel. Lalámina de metal desplegado es una malla quese fabrica realizándole previamente ranuras(rayitas) alternadas, posteriormente las lámi-nas son sometidas a tracción (estiramiento)con lo cual se expande el ranurado, y así seobtienen figuras romboidales que forman losvacíos de la malla, esta es una de las varie-dades laminadas que más aplicaciones tiene.
La lámina texturizada o antiderrapante tam-bién es un producto sometido a un troquelado,pero sin perforaciones con lo cual se formauna especie de embutido que da textura almaterial y tiene mucha aplicación en la indus-tria automotriz y de la construcción.
1.1 el ProcesamIenTo conlámIna meTálIca
En general puede decirse que en una pro-ducción masiva de artículos metálicos existencinco procesos principales:
• La forja. Consiste en el modelado en ca-
liente de lingotes de hierro por medio de lafuerza aplicada en los lugares que convengapara lograr la forma deseada.
• El troquelado. Aplicando un esfuerzo cor-
tante con la forma que se quiera en una placametálica.
• La fundición. modelando el metal en esta-
do líquido a base de calor y depositándolo enmoldes para que adquiera la forma deseada alenfriarse.
• El maquinado. Se someten los metales la-
minados a la operación de diversas máquinaspara que obtenga la forma deseada por mediode dobladoras, torno, fresadora, cepillo, ciza-llas, etc.
• La soldadura. Proceso por el cual se unen
diferentes piezas metálicas. Por lo generalconsiste en derretir por diversos métodos(usando comúnmente material de aporte) laspartes en contacto de las piezas para que sefusionen como una sola pieza metálica.
• Formado en frío. (troquelado o embutido)
Es el mejor sistema para trabajar la lámina yaque prácticamente realiza todo el trabajo enuna sola operación, arrojando piezas listaspara su ensamble. El formado en frío consisteen la aplicación de fuerzas considerablesusando para el formado moldes de tipo machoy hembra, llegando a ser estos tan complica-dos como se requiera. El moldeo puede cons-tar de varias etapas y cada etapa va incre-mentando el trabajo en la pieza acercándolo asu forma final; en un paso se habilita el mate-rial, en otro se recortan sobrantes, otro doblaun poco otra parte, otro puede doblar la piezapor completo etc. Por supuesto que este pro-ceso es el más caro en su inversión inicial peroes el más económico cuando se trata de pro-ducir en grandes cantidades, pues reduce almínimo los errores de dimensión y el númerode tiempos y movimientos para producir casicualquier tipo de piezas. Por último debemosmencionar que el formado en frío es el proce-so para trabajo en metales laminados que per-mite al diseñador industrial la mayor libertadpara lograr con precisión las formas o solu-ciones deseadas.
En nuestro país la mayor parte de lasindustrias que producen artículos con láminametálica como material básico (carrocerías,muebles, cocinas, etc.) utilizan medios de pro-ducción que corresponden a una mediana tec-nología, es decir, habilitan material, cortan concizallas y plantillas, doblan en una sola cur-vatura, estructuran con perfiles obtenidos en elmercado y unen con punteadoras o máquinasauxiliadas con material de aporte.
9
Es relativamente sencillo diseñar paraestos procesos (comparado con el problemade diseñar para la alta tecnología) ya que seutilizan únicamente figuras planas y las curva-turas o dobleces sólo se resuelven en limi-tadas direcciones. Todos los diseños realiza-dos con esta tecnología se reducen a unmanejo de formas a partir de prismas (cilíndri-co, rectangular, etc.) o de pirámides (cónica,rectangular, etc.) sin que puedan manejarsesecciones esféricas o planos parabólicos-hiperboloides, estas últimas figuras puedenlograrse en lámina metálica solamente pormedio del formado en frío y el costo de estetrabajo va en relación directa con su tamaño.
Es necesario aclarar que no es totalmenteestricta la separación entre las tecnologíaspara trabajar los laminados metálicos, existenvarias posibilidades para combinar solucionesde fabricación y mucho de esto depende delas experiencias y capacidades de los técnicosque tienen a su cargo la implementación de losproductos.
10
dosLos que podemos llamar integrales, lo cual significa que el producto esta integrado
con lámina en su totalidad de forma funcional, en este renglón se comprende el mobi-liario metálico, artículos como: engrapadoras, cajas o depósitos en general, ventane-ría, bicicletas, estructuras, cubiertos de mesa, etc. en estos productos la forma exter-na es el reflejo directo de la función que desempeña el objeto, la estructura se acusaen forma integral y es al mismo tiempo su aspecto exterior.
Los de envolvente o carrocería, es decir aquellos productos en los que por alguna ra-zón es necesario e indispensable cubrir los componentes funcionales del objeto, en estos productos en muchas ocasiones la forma externa no permite adivinar que suce-de en el interior, en este tipo de objetos se engloban los automóviles, refrigeradores, máquinas, aspiradoras, etc.
Existen básicamente dos tipos de productos que se realizan con estos medios de producción:
2. dIseño con Tecnología medIa
1
2
Esta división es importante porque funciona como indicador de cómo se debe plantear y atacar elproblema de diseño, es mucho más difícil diseñar un producto del primer tipo, pues la libertad de formadel diseñador se ve muy limitada por los factores tecnológicos (función y producción) el resultado nove-doso o estético del producto depende totalmente de lograr una diferente visión del funcionamiento oestructura del objeto.
11
Con los productos de envolvente el proble-ma es inverso, se requiere de conocer lageometría del aparato y la maquinaria interiorpara lograr la forma de lo envolvente, quedependerá en mayor medida de la voluntaddel diseñador, el problema será más estéticoque técnico, es decir que a los productos “inte-grales” se les crea una envolvente para darleforma como si él mismo no fuera una forma.
Supongamos que ya hemos decidido laconformación general del producto que esta-mos diseñando y que ya conocemos losaspectos que no admiten modificaciones.
Quedan por definir muchos detalles talescomo: ensambles, juntas, forma de estruc-turación, etc., si estamos manejando una tec-nología media y nuestro problema es un gabi-nete ya sea envolvente o integral, la mayoríade los puntos para solucionar estarán en laforma y orden de los dobleces, resaques ouniones que conforman el objeto.
Lo primero será hacer un despiece paraencontrar que tipo de piezas requerimos y quesoluciones debe llevar cada una, pararesolverlo debemos conocer y analizar cadapieza que desarrollaremos, tal como deberátrazarse sobre la hoja de lámina. El desarrollode piezas es el punto más delicado del traba-jo en diseño con lámina, esto nos indica tam-bién el calibre de lámina y los criterios quedebemos seleccionar, los dobleces quepodemos hacer (pruebas previas, si es nece-sario), si es necesario separar en dos o máspartes alguna que supusimos de una sola, ellugar en que tendremos líneas o entrecallespor tolerancia, etc.
El diseño de objetos con lámina se basa enla concepción de charolas (medias cajas), depiezas estructurales (soleras y perfiles) o depiezas especiales que cumplen funciones desujeción o mecánicas.
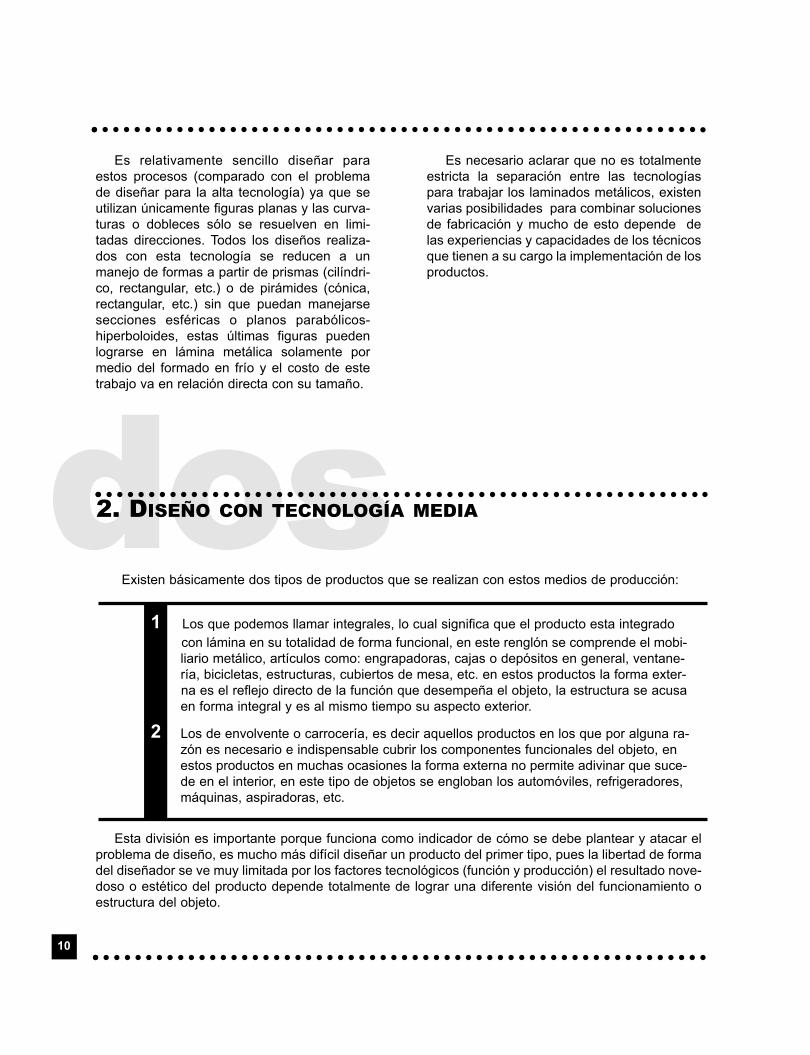
El desarrollo de charolas y perfiles se hacepartiendo de la aproximación de su forma endos cortes, uno longitudinal y el otro transver-sal y se representan sobrepuestos formandouna cruceta, por ejemplo la siguiente piezaesta representada isométricamente, para lámi-na calibre 16 (1.5mm de espesor)
Se representa en corte longitudinal por elcentro de la pieza así:
Y en corte transversal:
300 mm
20 mm30 mm
transversal
longitudinal
12
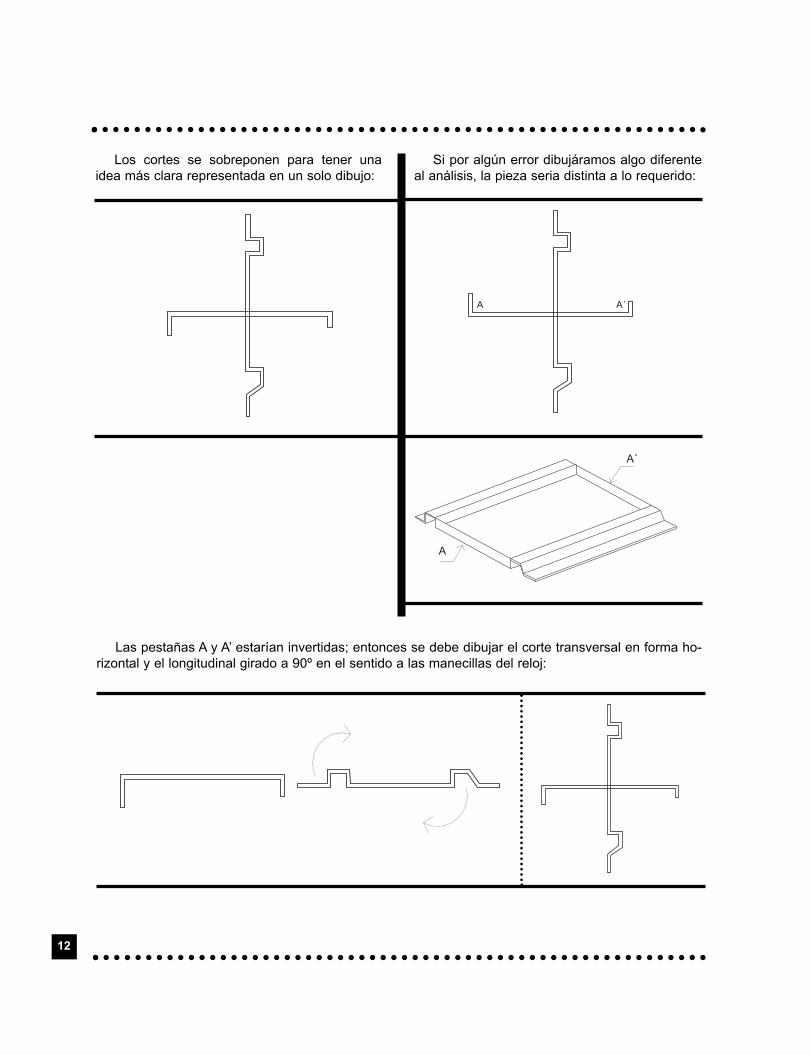
Si por algún error dibujáramos algo diferenteal análisis, la pieza seria distinta a lo requerido:
Las pestañas A y A’ estarían invertidas; entonces se debe dibujar el corte transversal en forma ho-rizontal y el longitudinal girado a 90º en el sentido a las manecillas del reloj:
A A´
A
A´
Los cortes se sobreponen para tener unaidea más clara representada en un solo dibujo:

13
Esta cruceta que se genera por los dos cortes, nos indica los dobleces que lleva la figura pero tam-bién debe indicar el tamaño de cada una de las secciones y la habilitación del material, es decir, eltamaño exacto del rectángulo que se requiere para fabricar la pieza; entonces la pieza desarrollada denuestro ejemplo sería así:
Como puede observarse se trata de un rectángulo de 444 mm x 334 mm, esto se denomina habi-litación de material y es el recorte inicial a partir del cual se producirá la pieza.
En los croquis anteriores puede observarse que en el corte longitudinal se marcan unas cotas de20, 300 y 30 mm, estas se denominan medidas exteriores, pero en la lámina las que marcan exacta-mente las dimensiones de nuestra pieza son las cotas interiores, es decir, aquellas que aparecen real-mente en el desarrollo de la pieza, en nuestro ejemplo, en el desarrollo de la pieza aparecen cotas de18.5, 297 y 28.5 mm, lo cual refiere que al ser doblados deberán aparecer como medidas exteriores,las anotadas arriba debido al espesor de la lámina de 1.5 mm (calibre 16) esto es porque la lámina noes una línea, representa un volumen que posee un espesor y se considera como una medida.
línea interna de eje
indica doblez hacia arriba
línea interna discontinua
indica doblez hacia abajo
línea perimetral
indica corte
72 300 72
18.5
297
28.5
Si agrandamos un doblez en detalle, tenemos:
20medida
exterior18.5 medida interior
el calibre del material incide en el “crecimiento”de las dimensiones
1.5 calibre 16
14
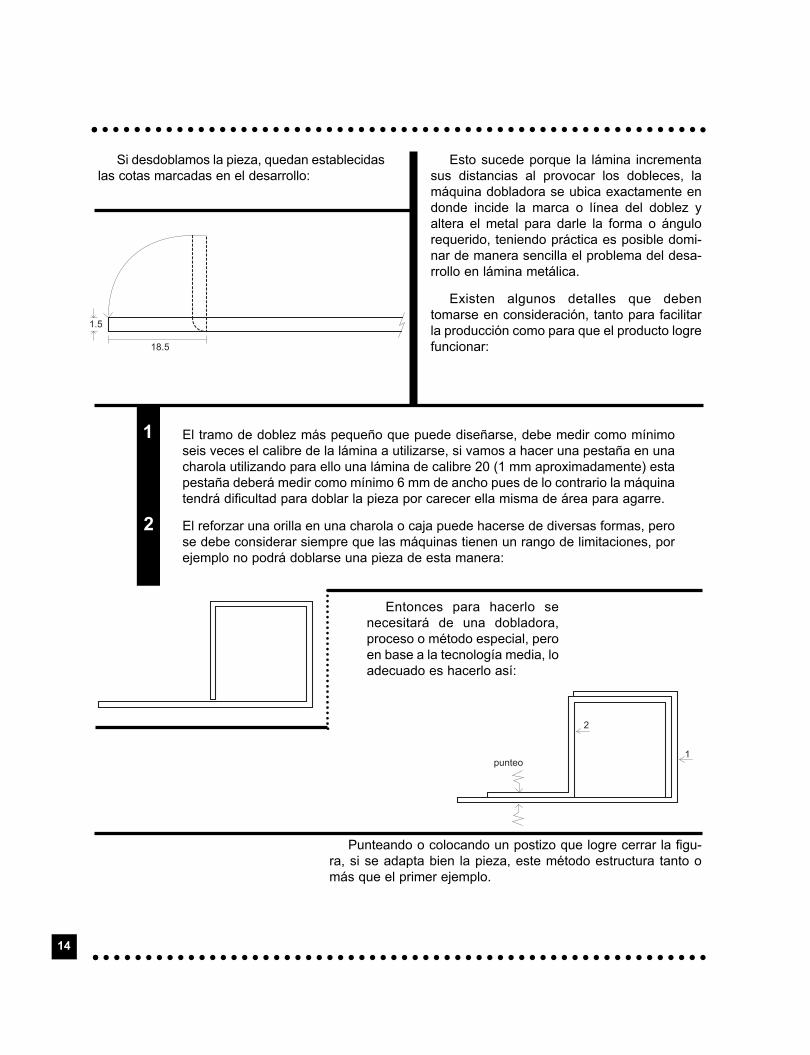
Si desdoblamos la pieza, quedan establecidaslas cotas marcadas en el desarrollo:
Esto sucede porque la lámina incrementasus distancias al provocar los dobleces, lamáquina dobladora se ubica exactamente endonde incide la marca o línea del doblez yaltera el metal para darle la forma o ángulorequerido, teniendo práctica es posible domi-nar de manera sencilla el problema del desa-rrollo en lámina metálica.
Existen algunos detalles que debentomarse en consideración, tanto para facilitarla producción como para que el producto logrefuncionar:
1
2
punteo
2
1
El tramo de doblez más pequeño que puede diseñarse, debe medir como mínimoseis veces el calibre de la lámina a utilizarse, si vamos a hacer una pestaña en unacharola utilizando para ello una lámina de calibre 20 (1 mm aproximadamente) estapestaña deberá medir como mínimo 6 mm de ancho pues de lo contrario la máquinatendrá dificultad para doblar la pieza por carecer ella misma de área para agarre.
El reforzar una orilla en una charola o caja puede hacerse de diversas formas, perose debe considerar siempre que las máquinas tienen un rango de limitaciones, porejemplo no podrá doblarse una pieza de esta manera:
Entonces para hacerlo senecesitará de una dobladora,proceso o método especial, peroen base a la tecnología media, loadecuado es hacerlo así:
Punteando o colocando un postizo que logre cerrar la figu-ra, si se adapta bien la pieza, este método estructura tanto omás que el primer ejemplo.
18.5
1.5
15
Al diseñar piezas que requieren de cortes, debe pensarse en las máquinas que los realizarán, pensando en tecnología media estas son:
• La cizalla que solamente hace cortes rectos a lo largo de un extremo de
la hoja (corto) de lámina.
• La piqueteadora, que puede hacer cortes o saques a 90º sobre un canto
de la hoja y con diez centímetros como máximo de entrada, se utiliza prin-cipalmente para realizar los pequeños "saques" requeridos para fabricar una charola sencilla.
• La tijera eléctrica, que también puede hacer “saques” sobre un canto de la
lámina y es posible utilizarla para realizar cortes curvos, es complicado efec-tuar cortes largos y sí es así, se requiere de tolerancias considerando el mar-gen de error.
3

tres
16
Trabajar con lámina de acero, es trabajaruna línea sobre un papel, no nos permiterealizar dobles curvaturas si no es por el pro-ceso de embutido o formado en caliente, perohay otro medio de lograrlo en frío; se trata delproceso de rechazado, es un proceso quepuede hacerse con máquinas rudimentarias otornos muy sofisticados, por lo general se usapara obtener todo tipo de figuras que seengloban bajo el nombre de "platos", se puedefabricar desde un plato casi plano con un lige-ro reborde, hasta una figura como un vaso;todo dependerá del calibre del material a uti-lizar.
En tecnología media, para el formado seusan moldes de madera, concreto armado ymetal fundido o torneado.
El proceso es el siguiente: se utiliza untorno horizontal o vertical que en el lado delpunto lleva el molde y en el contrapunto unapieza o tacón de algún material antiderra-pante, entre molde y tacón se coloca el discode lámina (previamente calculado) con eldiámetro necesario para obtener la pieza,entonces se hace girar el torno y con unapalanca de madera se presiona el disco desdeel centro hacia afuera y a lo largo del molde, elcalor de la fricción ablanda al metal y provocaque poco a poco se adhieran en el molde,cuando se termina el formado de la pieza en elmolde son separados los puntos, permitiendoa la pieza salir, que es como sacar un vaso deotro, lógicamente la pieza deberá tener ángu-los de salida, para este proceso no se podrándiseñar piezas como una botella, y para hacer-lo se necesita de un molde que pueda desar-marse (de corazones) para sacarlo por partesdel interior de la pieza.
Este proceso puede combinarse con otrospara obtener diversa formas, en ocasiones seusa para formar un plato y seccionarlo envarias partes de manera radial lo que permiteobtener secciones de plato que sirven comoesquinas redondeadas para armar charolas delámina con formas especiales. Seccionar elplato tiene que hacerse con una cizalla decuchilla con forma especial, lo cual resultaríacomplicado, en este caso, sólo si se hiciera unprototipo sería rentable fabricar un troquel quediera paso a la producción en serie de lamisma sección.
3. el Proceso de rechazado
Mordaza Lámina antes del proceso
Lámina duranteel proceso
Herramienta derechazado
Plato
Seguidor
Proceso de rechazado en lámina
cuatro
17
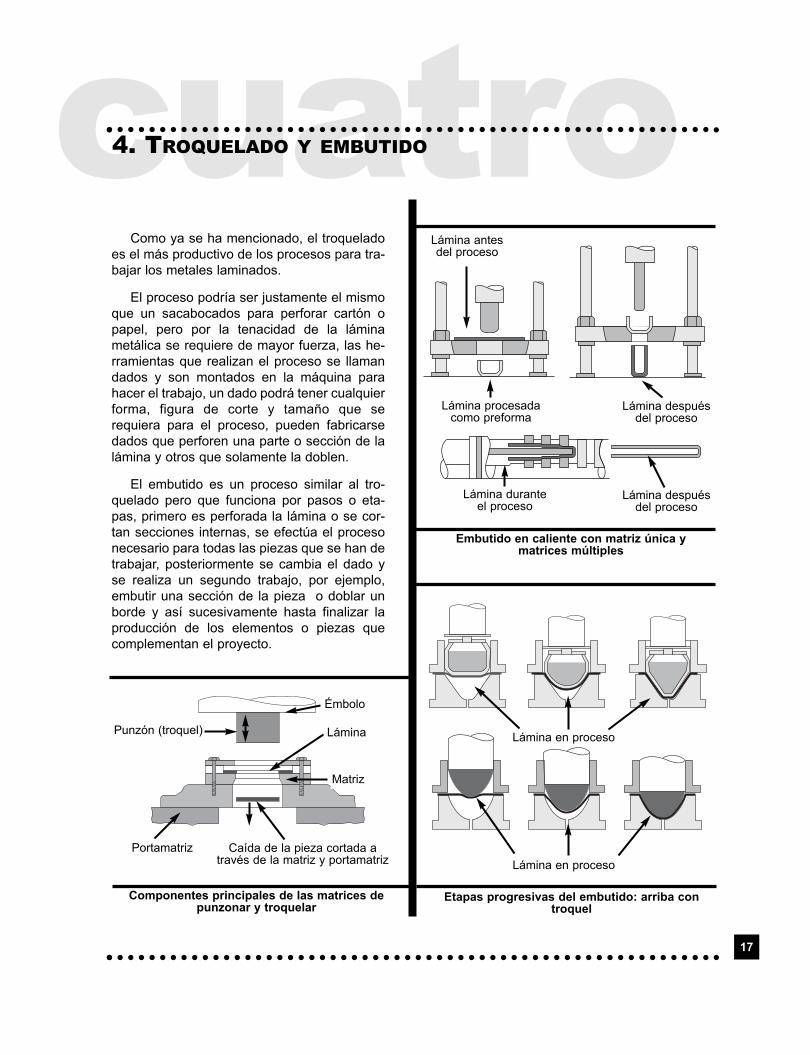
Como ya se ha mencionado, el troqueladoes el más productivo de los procesos para tra-bajar los metales laminados.
El proceso podría ser justamente el mismoque un sacabocados para perforar cartón opapel, pero por la tenacidad de la láminametálica se requiere de mayor fuerza, las he-rramientas que realizan el proceso se llamandados y son montados en la máquina parahacer el trabajo, un dado podrá tener cualquierforma, figura de corte y tamaño que serequiera para el proceso, pueden fabricarsedados que perforen una parte o sección de lalámina y otros que solamente la doblen.
El embutido es un proceso similar al tro-quelado pero que funciona por pasos o eta-pas, primero es perforada la lámina o se cor-tan secciones internas, se efectúa el procesonecesario para todas las piezas que se han detrabajar, posteriormente se cambia el dado yse realiza un segundo trabajo, por ejemplo,embutir una sección de la pieza o doblar unborde y así sucesivamente hasta finalizar laproducción de los elementos o piezas quecomplementan el proyecto.
4. Troquelado y embuTIdo
Matriz
Lámina en proceso
Lámina en proceso
Portamatriz
Émbolo
Caída de la pieza cortada através de la matriz y portamatriz
Punzón (troquel) Lámina
Lámina despuésdel proceso
Lámina despuésdel proceso
Lámina durante el proceso
Lámina procesadacomo preforma
Lámina antesdel proceso
Componentes principales de las matrices depunzonar y troquelar
Embutido en caliente con matriz única ymatrices múltiples
Etapas progresivas del embutido: arriba controquel
cinco
18
Para el ensamble de piezas de lámina lomás recomendable es la soldadura por punteoelectromagnético; se colocan las dos piezas aunir entre dos puntos y por medio de descargaelectromagnética y la presión de los puntos sehace la unión permanente, para poder lograrlosólo se requiere que la máquina tenga accesoal sitio de punteado, esto no resulta tan simplecomo aparenta, en muchos casos el diseño delas piezas no permite el acceso y no es posi-ble el punteado, aunque hay muchos tipos depunteadoras, existen ocasiones en que lasolución resulta imposible, el diseñador estaobligado a solucionar la unión de cada una delas piezas antes de definir la forma definitivadel objeto, lo mejor será tratar de instalar oconsiderar pestañas para el punteado y pen-sar el orden en que deberá armarse el objeto.Por esta razón es que hay diseños que poseenbarrenos o postizos aparentemente inexplica-bles, las uniones o ensambles son los proce-sos que determinan la calidad del diseño delproducto; a causa de malas soluciones puedeperderse una buena forma al quedar torcida otener que recurrir a la soldadura eléctrica conelectrodos (pueden aparecer bordos o lo queresulta peor, hoyos y lámina carcomida por lasoldadura). Para soldar piezas de lámina estadebe tener como mínimo un calibre del Nº20(1mm aprox.) y eso siempre que se cuente consoldadores expertos.
Existen punteadoras con base y pedal quesolo permiten puntear piezas que el usuariodebe sostener en el aire, también existen pun-teadoras aéreas que son similares a unas pin-zas y las cuales ejercen presión sobre el obje-to con ayuda de unos cilindros neumáticos,existen otras que en el lugar de puntos tienenpequeñas ruedas que van soldando la láminacomo si se tratara de una costura, otras tienenunas ruedas dentadas y van haciendo el efec-to de una línea punteada en la lámina, otraspueden soldar lámina de canto con canto, etc.
5.1 fIjacIón con PIjas
(auToroscanTes) TornIllos, remaches, eTc.
De los sistemas para la fijación en láminade calibres gruesos (calibres 3-14) el más uti-lizado es el remachado, soldar resulta compli-cado en algunos casos. El remachado conremache caliente consiste en pasar un pernocon cabeza de un lado, a través de las dosláminas y formarle una cabeza por el ladoopuesto por medio de forja con martillo, elremachado en frío se utiliza para remachespequeños de diámetro de 1/4” e inferiores, ellargo de los remaches deberá ser un pocomayor que los dos calibres usados en la lámi-na, la separación entre remaches se obtieneestimando o calculando los esfuerzos a queserán sometidas las piezas.
Los diseñadores por lo general podrán evi-tar las opciones de remachado cuando laspiezas serán visibles y buscan unirlas conotras soluciones menos notorias que puedenlograrse por medio de engargolados o con sol-daduras ocultas, por ejemplo:
Cuando en un objeto las opciones de unión son limitadas, la soldadura se aplica a través de una perforación en alguna de las piezas y posteriormentese esmerila la soldadura excedente y la solución es prácticamente invisible.
Las pijas o tornillos solo deben usarse parapiezas que no serán de carga y en donde elobjeto se pueda desarmar, nunca como unasolución permanente.
Los tornillos en lámina se usan con surespectiva tuerca y trabajan de forma similar aun remache, en ocasiones es aconsejable evi-tar estas soluciones pues para lograr un buenensamble de unión se deberá soldar la tuerca
5. fIjacIón de la lámIna

19
por la parte interna de la lámina estructural oen su caso, realizar una cuerda con machuelo.Estos procesos resultan más costosos.
Existen otros métodos o sistemas parafijación de la lámina, tales como:
Grapas y sujetadores de horquilla, sonmás sofisticados y aceleran los tiem-pos en la línea de producción.
La elección y determinación de los acaba-dos en cualquier producto, es tan importanteen el proceso de diseño como la definición demateriales, tamaño del objeto o componentesde orden mecánico del producto. Este seráuno de los primeros vínculos de contacto conel usuario, los acabados determinarán la ma-yoría de los aspectos formales de nuestro di-seño.
Desafortunadamente por la premura detiempos para terminar el trabajo, se tiene latendencia a descuidar la definición perfecta deese punto; generalmente se dice que esto vapintado de tal o cual color, aquello en cromobrillante, lo otro en niquelado y hasta ahí sellega.
Por esto, debemos saber que una buenadefinición de acabados comienza casi desdeel inicio mismo del diseño de la pieza.
Un problema común para determinar losacabados con productos de lámina negra(principalmente) es que este material nuncapuede usarse tal como se adquiere en el mer-cado, la lámina de acero es un material queresulta ser una rápida victima del proceso deoxidación. En la fabricación de objetosgrandes de lámina (mobiliario, autos, estan-
tería, etc.) las soluciones más empleadas son:el fosfatado, proceso que se inicia con lalimpieza de los objetos a través de un bañopara quitar los protectores aditivos y luego, enbaños hirvientes que contienen ácido fosfóricoy fosfatos de hierro y manganeso que puedencontener nitratos y otras sustancias, así selogra conseguir una capa porosa de fosfatoscomplejos, luego las piezas son re-lavadas ysecadas, posteriormente las piezas sonsumergidas en aceite que impregna los poros.Si la pieza ha de pintarse no se recomienda laaplicación de aceites.
En el caso de engranajes o piezas para usomecánico el fosfatado ayuda a facilitar la lubri-cación, pues el lubricante penetra y se aloja enla capa porosa para proteger al hierro contra eldesgaste.
Igualmente las piezas fosfatadas permitende una mejor manera los procesos de embuti-do y estampado, por lo cual muchas fabricasprimero fosfatan las piezas y posteriormentelas someten a proceso.
En diferentes grados de fosfatado, la capamás ligera se da a las piezas que se van a pin-tar y la más profunda en espesor a las piezasque trabajarán mecánicamente.
seis6. acabados
20
Actualmente los laboratorios han desarro-llado sistemas de fosfatado más rápidos enbase al análisis de los procesos químicoscomo el bonderizado. Este proceso llevaprimero un desengrasado con detergentesfuertes y luego un baño ligero de solución fos-fórica para pintado, la ventaja es que se reali-za en frío.
El galvanizado es otro proceso muy usadopara evitar la oxidación en piezas de hierro, esun proceso electrolítico que fija una capa dezinc a la superficie de hierro, el zinc es unmetal blanquiazuloso que se funde a unos420º C y que al cubrir el hierro evita el paso deloxígeno y de la humedad. El galvanizado esun acabado que debe ser usado cuando laspiezas de hierro serán sometidas a tempera-turas mayores a 200º C.
El cromado se obtiene también a través dela electrólisis de soluciones de ácido crómico ysulfato de cromo calentados a unos 50º C,según como se efectúe la operación puedenobtenerse recubrimientos de cromo mate, bri-llante, suave o duro. Como el cromo es unmaterial costoso las piezas suelen ser nique-ladas primeramente y posteriormente se cubrela capa espesa de níquel con una capa ligerade cromo.
El cromo cada día se va haciendo unacabado más costoso, sobre todo comparadocon los revestimientos como la pintura conmateriales plásticos epóxicos o de poliuretano;los diseñadores han contribuido a que el públi-co acepte la belleza de las piezas solamentepintadas (en negro mate, por ejemplo), comosustituto de las partes que todo mundo estabaacostumbrado a ver en cromo brillante(molduras automotrices, mobiliario, etc.)
La pintura industrial es una tecnología quepermanece en constante desarrollo. Cada vezse logran mejores recubrimientos y con mayo-res capacidades tanto técnicas (de resistenciay permanencia), como estéticas, puedenlograrse acabados con texturas, con coloresmuy brillantes o muy mates, con tonalidadesjaspeadas o con espesores capaces de cubrir
cualquier defecto, incluso pueden simularpartes tapizadas.
La pintura industrial más utilizada es elesmaltado sintético secado por calor; esteesmalte se aplica líquido sobre la lámina fos-fatada por medio de pistolas de aire de altapresión, posteriormente la pieza es pasada porun horno donde es secada rápidamente pormedio de calor intenso, las grandes industriastienen una secuencia de producción continuadonde el horno es un túnel que seca las piezasal pasar a través de él.
Otro tipo de acabado es por pintura elec-trostática que contiene partículas metálicas lascuales se magnetizan en una cámara dondepor medio de una pistola se esparcen en elaire fijándolas a la lámina que actúa a su vezcomo un polo magnético atrayente ( se podránpintar elementos siempre y cuando poseanconductividad eléctrica) El polvo así deposita-do se licua, homogeneiza y se seca en elmismo horno por la acción del calor, este es unsistema que evita el desperdicio de pinturapuesto que el polvo solo se adhiere al mate-rial magnetizado.
El esmaltado sintético aporta una capa querecubre el material de las piezas de láminaque además de dar color y atractivos estéticosaumenta la vida de los productos, aunque notiene tanta dureza como el esmalte vitrificadosoporta bien la fricción y el desgaste.
El esmalte o porcelanizado es un procesopara tratar el metal a base de una mezcla dearena de cuarzo, minio, sosa potásica, óxidoscolorantes, feldespato y bórax, previamentelas piezas son cuidadosamente desengra-sadas y cubiertas con un primer esmalte debase, éste después de cocido, sirve de asien-to al esmalte “verdadero” o “colorado” que re-quiere de una nueva cocción. Este proceso esmuy usado para piezas que requieren de lava-do continuo o que serán sometidas a ciertastemperaturas, fricción intensa o sustanciasfuertes, es muy conocido por su aplicación enartículos para cocinar o de laboratorio.
siete
21
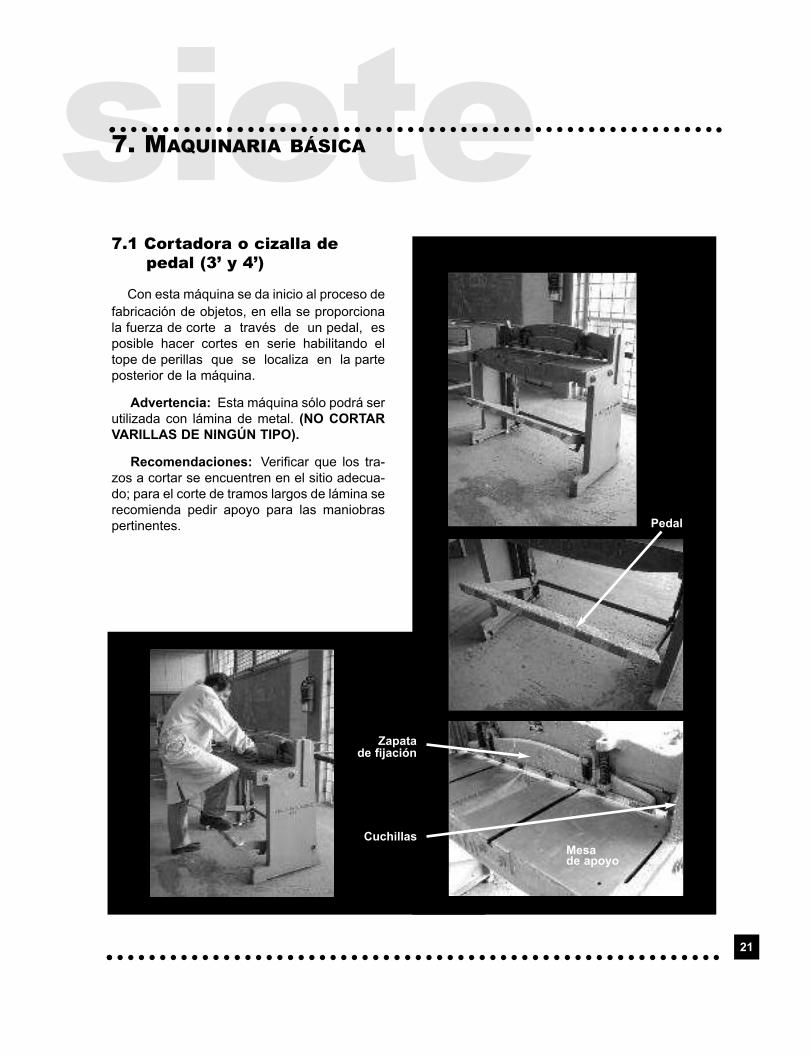
7.1 cortadora o cizalla depedal (3’ y 4’)
Con esta máquina se da inicio al proceso defabricación de objetos, en ella se proporcionala fuerza de corte a través de un pedal, esposible hacer cortes en serie habilitando eltope de perillas que se localiza en la parteposterior de la máquina.
Advertencia: Esta máquina sólo podrá serutilizada con lámina de metal. (NO CORTARVARILLAS DE NINGÚN TIPO).
Recomendaciones: Verificar que los tra-zos a cortar se encuentren en el sitio adecua-do; para el corte de tramos largos de lámina serecomienda pedir apoyo para las maniobraspertinentes.
7. maquInarIa básIca
Pedal
Zapata de fijación
Mesa de apoyo
Cuchillas
22
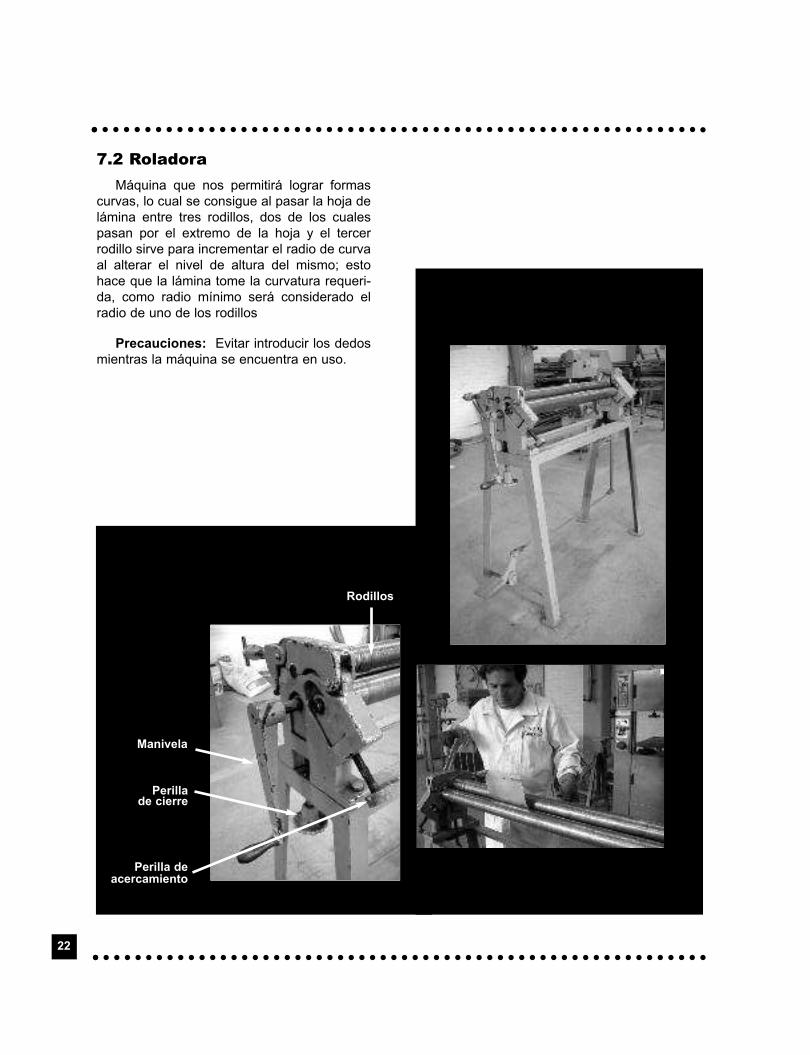
7.2 roladora
Máquina que nos permitirá lograr formascurvas, lo cual se consigue al pasar la hoja delámina entre tres rodillos, dos de los cualespasan por el extremo de la hoja y el tercerrodillo sirve para incrementar el radio de curvaal alterar el nivel de altura del mismo; estohace que la lámina tome la curvatura requeri-da, como radio mínimo será considerado elradio de uno de los rodillos
Precauciones: Evitar introducir los dedosmientras la máquina se encuentra en uso.
Rodillos
Manivela
Perilla de cierre
Perilla de acercamiento
23
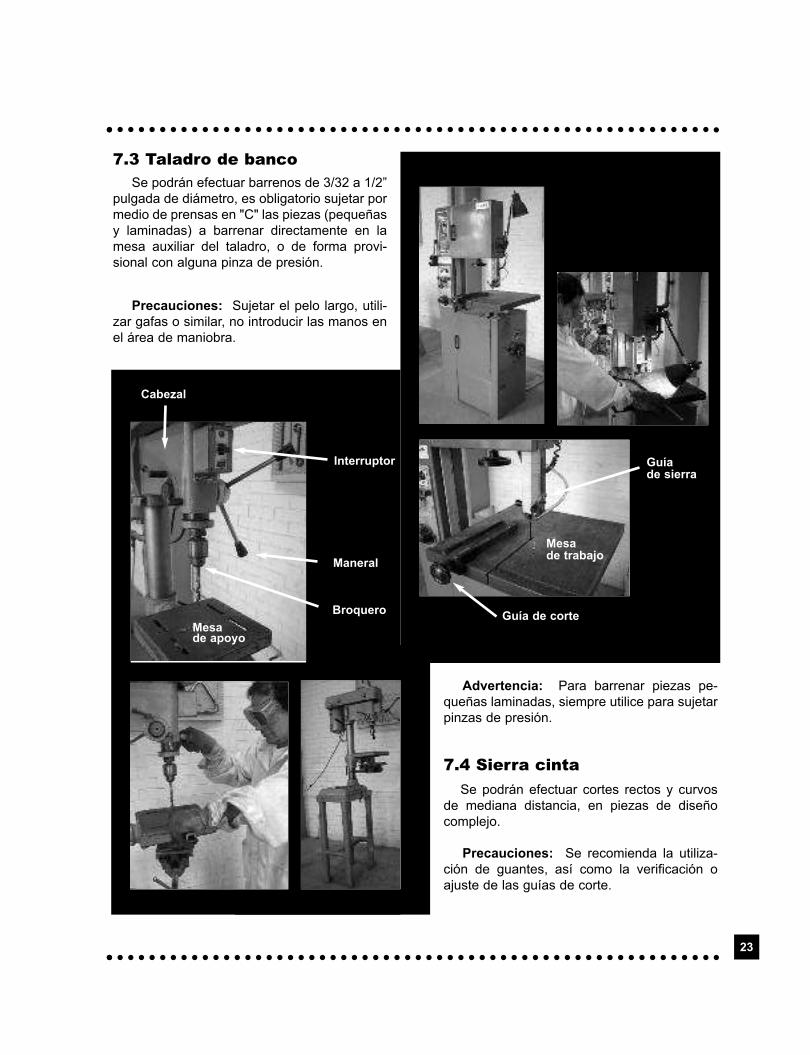
7.3 Taladro de bancoSe podrán efectuar barrenos de 3/32 a 1/2”
pulgada de diámetro, es obligatorio sujetar pormedio de prensas en "C" las piezas (pequeñasy laminadas) a barrenar directamente en lamesa auxiliar del taladro, o de forma provi-sional con alguna pinza de presión.
Precauciones: Sujetar el pelo largo, utili-zar gafas o similar, no introducir las manos enel área de maniobra.
Advertencia: Para barrenar piezas pe-queñas laminadas, siempre utilice para sujetarpinzas de presión.
7.4 sierra cinta
Se podrán efectuar cortes rectos y curvosde mediana distancia, en piezas de diseñocomplejo.
Precauciones: Se recomienda la utiliza-ción de guantes, así como la verificación oajuste de las guías de corte.
Interruptor
Maneral
Broquero
Cabezal
Mesa de apoyo
Guía de corte
Guía de sierra
Mesa de trabajo
24
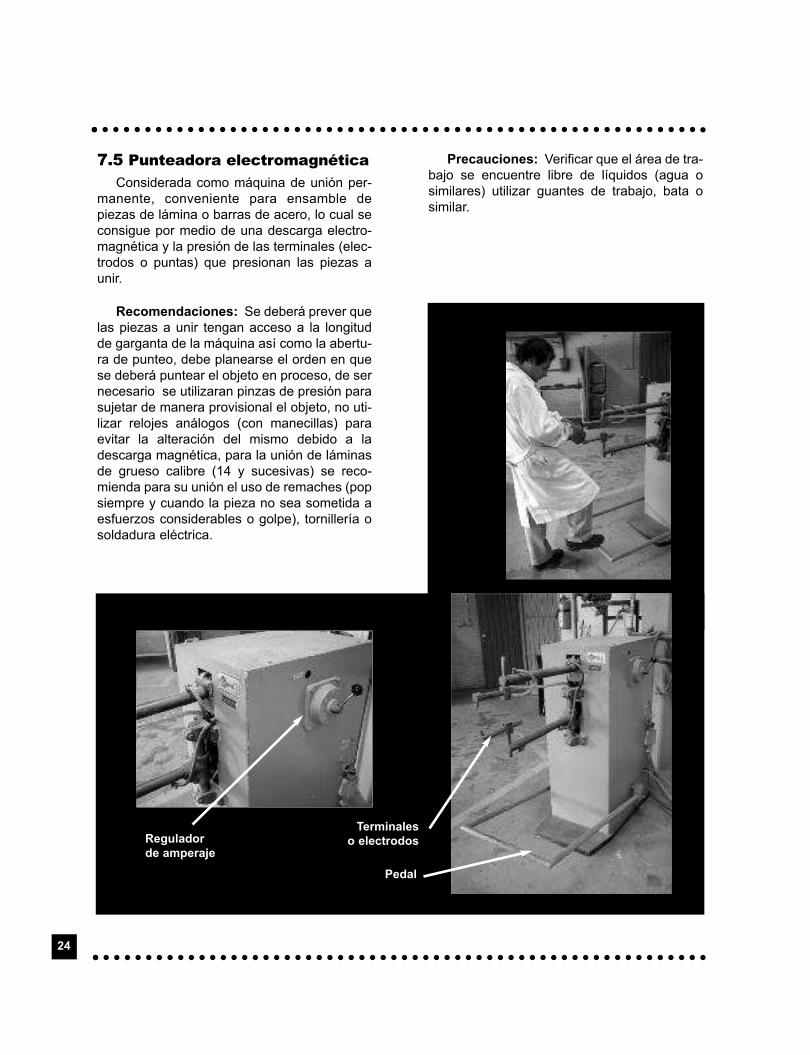
7.5 Punteadora electromagnéticaConsiderada como máquina de unión per-
manente, conveniente para ensamble depiezas de lámina o barras de acero, lo cual seconsigue por medio de una descarga electro-magnética y la presión de las terminales (elec-trodos o puntas) que presionan las piezas aunir.
Recomendaciones: Se deberá prever quelas piezas a unir tengan acceso a la longitudde garganta de la máquina así como la abertu-ra de punteo, debe planearse el orden en quese deberá puntear el objeto en proceso, de sernecesario se utilizaran pinzas de presión parasujetar de manera provisional el objeto, no uti-lizar relojes análogos (con manecillas) paraevitar la alteración del mismo debido a ladescarga magnética, para la unión de láminasde grueso calibre (14 y sucesivas) se reco-mienda para su unión el uso de remaches (popsiempre y cuando la pieza no sea sometida aesfuerzos considerables o golpe), tornillería osoldadura eléctrica.
Precauciones: Verificar que el área de tra-bajo se encuentre libre de líquidos (agua osimilares) utilizar guantes de trabajo, bata osimilar.
Regulador de amperaje
Pedal
Terminales o electrodos
25
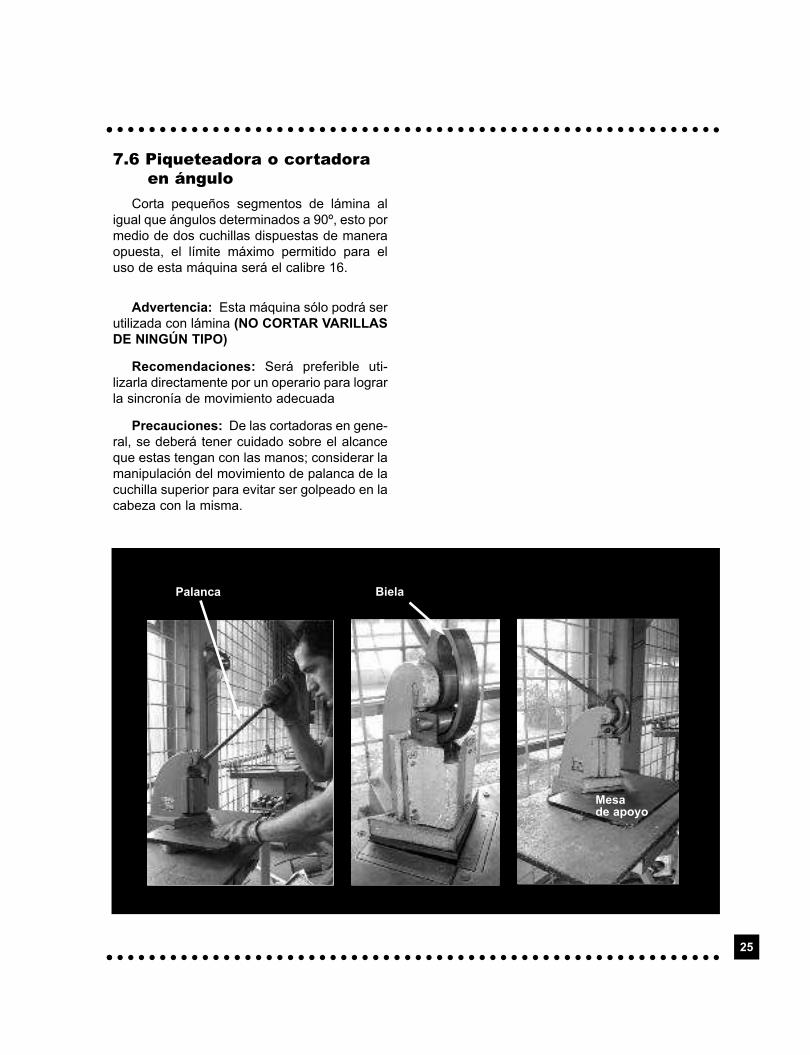
7.6 Piqueteadora o cortadoraen ángulo
Corta pequeños segmentos de lámina aligual que ángulos determinados a 90º, esto pormedio de dos cuchillas dispuestas de maneraopuesta, el límite máximo permitido para eluso de esta máquina será el calibre 16.
Advertencia: Esta máquina sólo podrá serutilizada con lámina (NO CORTAR VARILLASDE NINGÚN TIPO)
Recomendaciones: Será preferible uti-lizarla directamente por un operario para lograrla sincronía de movimiento adecuada
Precauciones: De las cortadoras en gene-ral, se deberá tener cuidado sobre el alcanceque estas tengan con las manos; considerar lamanipulación del movimiento de palanca de lacuchilla superior para evitar ser golpeado en lacabeza con la misma.
BielaPalanca
Mesa de apoyo

26
7.7 dobladoras de maroma(2’, 3’ y 6’)
Consisten en un par de mordazas dispues-tas de forma horizontal (una fija y la segundamóvil), se utiliza ubicando la lámina previa-mente trazada sobre la línea de acoplamientode mordazas, posteriormente se asegura lalamina por medio de la(s) palanca(s) lateral(es) que provocan el movimiento de la mor-daza superior (móvil) misma que causaráoposición con respecto de la mordaza inferior(fija), una vez asegurado el material se efec-tuará el doblez por medio de las palancas demaroma.
Este doblez tendrá como ángulo de inci-dencia el mínimo provocado por el ángulo ra-dial determinado por los mismos dados desujeción, los cuales se podrán alternar o com-binar dependiendo de las necesidades reque-ridas por el objeto a fabricar.
Advertencia: Estas máquinas sólo debe-rán ser utilizadas con lámina de metal.(NO SE PERMITIRá DOBLAR EN ELLASVARILLAS DE NINGÚN TIPO )
Recomendaciones: Antes de efectuarcualquier tipo de dobleces (Complejos o múlti-ples) realice pruebas organizativas en TIRASde lámina que posean las mismas dimen-siones ortogonales de la pieza que será defini-tiva, esto para poder realizar ajustes, ahorrarmaterial y además evitar errores en su pro-ducción.
Precauciones: Se deberá tener cuidadocon cualquiera de los mecanismos o partesmóviles.
Mordazas
Palanca de seguro
Palanca de maroma
27
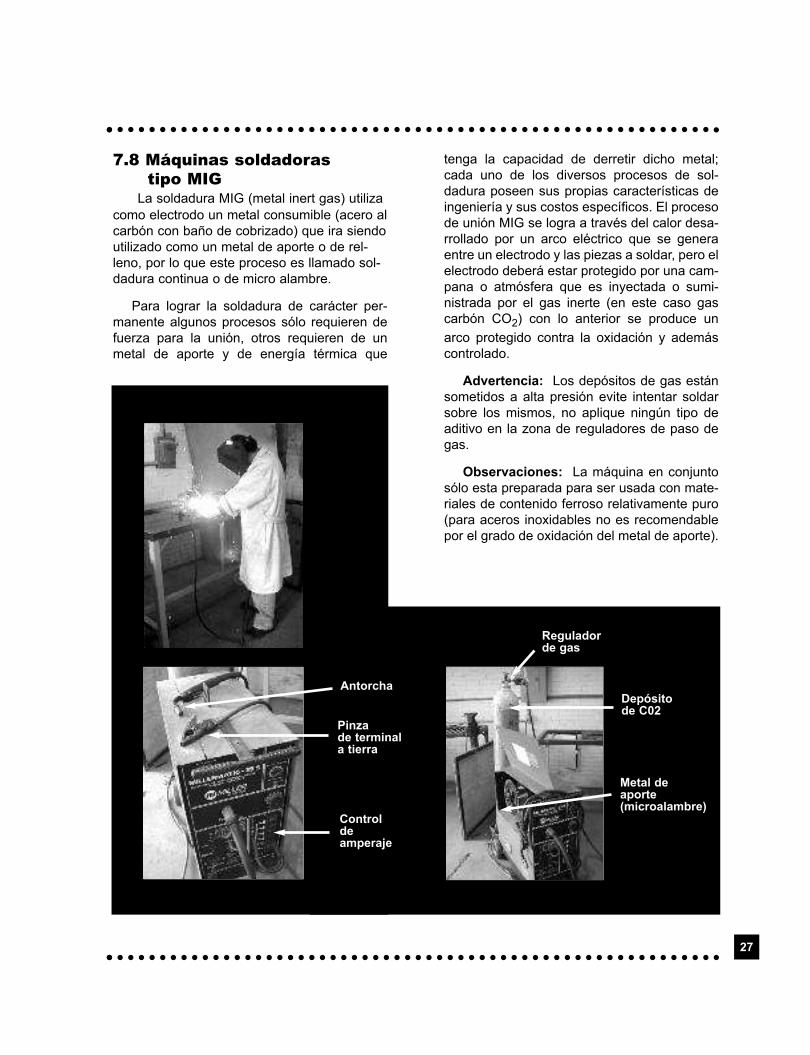
7.8 máquinas soldadoras tipo mIg
La soldadura MIG (metal inert gas) utilizacomo electrodo un metal consumible (acero alcarbón con baño de cobrizado) que ira siendoutilizado como un metal de aporte o de rel-leno, por lo que este proceso es llamado sol-dadura continua o de micro alambre.
Para lograr la soldadura de carácter per-manente algunos procesos sólo requieren defuerza para la unión, otros requieren de unmetal de aporte y de energía térmica que
tenga la capacidad de derretir dicho metal;cada uno de los diversos procesos de sol-dadura poseen sus propias características deingeniería y sus costos específicos. El procesode unión MIG se logra a través del calor desa-rrollado por un arco eléctrico que se generaentre un electrodo y las piezas a soldar, pero elelectrodo deberá estar protegido por una cam-pana o atmósfera que es inyectada o sumi-nistrada por el gas inerte (en este caso gascarbón CO2) con lo anterior se produce un
arco protegido contra la oxidación y ademáscontrolado.
Advertencia: Los depósitos de gas estánsometidos a alta presión evite intentar soldarsobre los mismos, no aplique ningún tipo deaditivo en la zona de reguladores de paso degas.
Observaciones: La máquina en conjuntosólo esta preparada para ser usada con mate-riales de contenido ferroso relativamente puro(para aceros inoxidables no es recomendablepor el grado de oxidación del metal de aporte).
Depósito de C02
Metal de aporte(microalambre)
Control de amperaje
Antorcha
Regulador de gas
Pinza de terminal a tierra
28
Recomendaciones: Es preferible llevar acabo algunas prácticas previas de interaccióncon la máquina para posteriormente procedera soldar las piezas u objetos que serán defini-tivos.
Precauciones: Se recomienda verificarque el área de trabajo permanezca libre decualquier tipo de sustancias líquidas (agua,aceites, solventes etc.). Utilice ropa protectora(bata, overol, mandil). Utilice guantes no fla-mables (carnaza). Utilice caretas con grado desombra (11, 12) si permanece por tiempos pro-longados en el área de soldadura verifique quelos extractores de gases y polvos se encuen-tren en actividad.
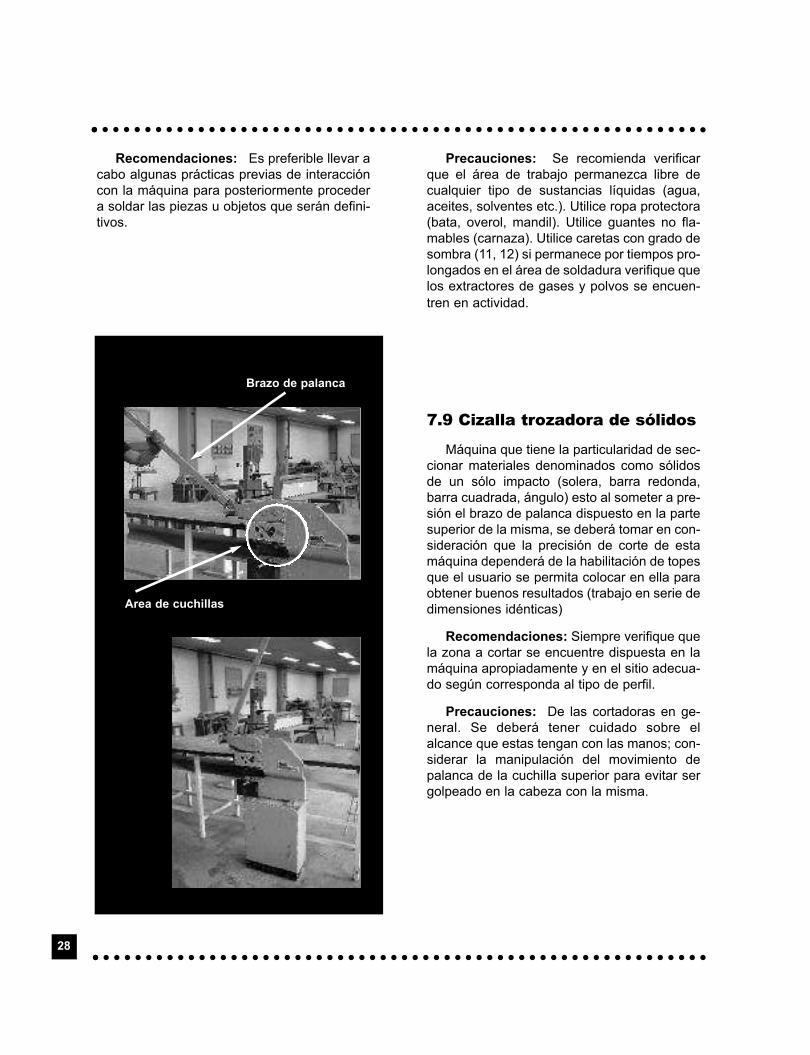
7.9 cizalla trozadora de sólidos
Máquina que tiene la particularidad de sec-cionar materiales denominados como sólidosde un sólo impacto (solera, barra redonda,barra cuadrada, ángulo) esto al someter a pre-sión el brazo de palanca dispuesto en la partesuperior de la misma, se deberá tomar en con-sideración que la precisión de corte de estamáquina dependerá de la habilitación de topesque el usuario se permita colocar en ella paraobtener buenos resultados (trabajo en serie dedimensiones idénticas)
Recomendaciones: Siempre verifique quela zona a cortar se encuentre dispuesta en lamáquina apropiadamente y en el sitio adecua-do según corresponda al tipo de perfil.
Precauciones: De las cortadoras en ge-neral. Se deberá tener cuidado sobre elalcance que estas tengan con las manos; con-siderar la manipulación del movimiento depalanca de la cuchilla superior para evitar sergolpeado en la cabeza con la misma.
Brazo de palanca
Area de cuchillas

29
7.10 máquinas para dobladode tubo
Las máquinas para doblado de tubo insta-ladas dentro del CIDI son de uso totalmentemecánico-manual y su característica principales doblar tubo o mofle (metálicos) de diferen-tes diámetros cada uno de ellos con determi-nados radios por los elementos que compo-nen el sistema,
La máquina consta de un pedestal y unsoporte horizontal donde se ubican:
• La guía de marcas o topes.
• La base de dados.
• El vástago o mandril.
• La matriz de doblado.
• El dado de presión.
• La matriz o dado de avance.
• La palanca retráctil.
Recomendaciones: Ajustar la máquinaen todos sus componentes para que el trabajode la misma sea eficiente, realizar los cálculoso pruebas previas de dobleces que garanticenla efectividad en el proyecto.
Precauciones: Colocar las partes des-montables de la máquina en zonas seguraspara evitar que caigan sobre los pies.
Dado de presión
Dado de avance
Palanca retráctil
Matriz de doblado
Base dedados
Mandril

30
7.11 esmeriladora de pedestal
Es considerada como una máquina dearranque de viruta (esquirlas) y funciona parahacer desgastes o rebajes en los metales,puede adaptarse y funcionar como un pulidor,desbastador, afilador o abrillantador siempre ycuando los elementos que realizan la funcióndirecta sean intercambiados para el efecto oproceso requerido, la máquina está compues-ta de un pedestal, un motor instalado dentrode la carcasa y los herramentales de proceso.
Advertencias: Para el uso de está má-quina deberán utilizarse siempre guantes ycareta o gafas protectoras, sólo podrá ser uti-lizada para el trabajo con metales (no conmaderas, yesos, etc.)
Precauciones: Por ser una máquinaaccionada por motor tome las debidas precau-ciones para evitar accidentes.
Herramentalpiedra de esmeril
Pedestal
Guardas
Motor
31
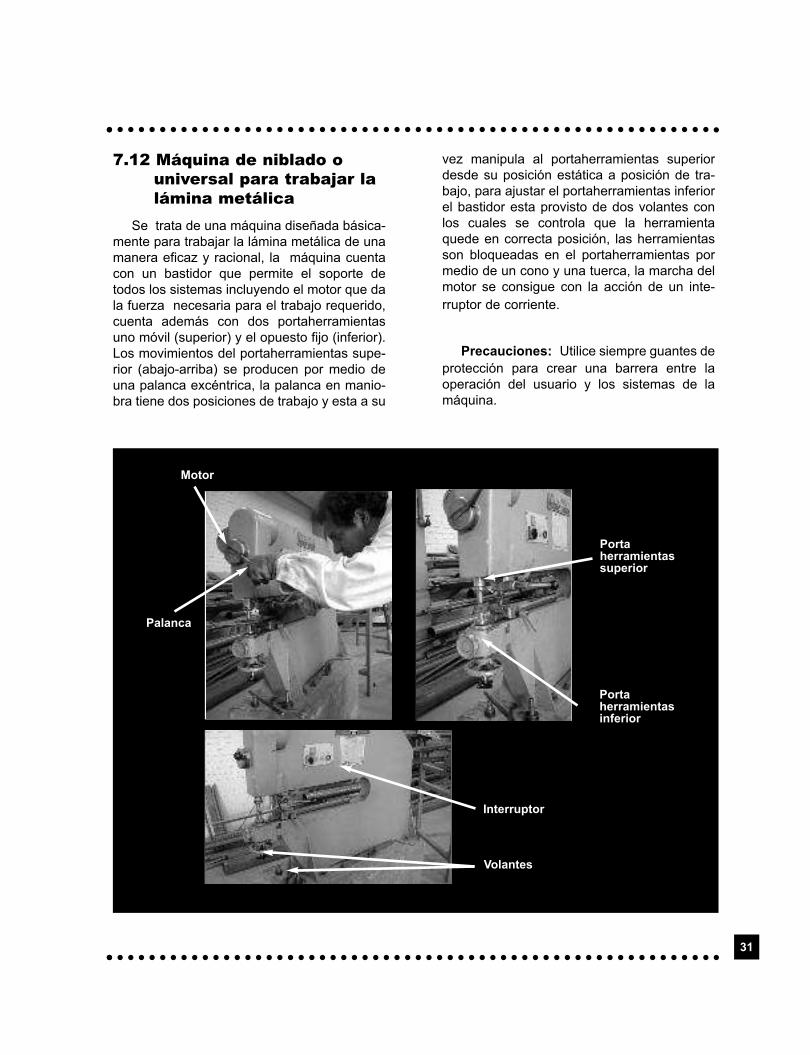
7.12 máquina de niblado o universal para trabajar la lámina metálica
Se trata de una máquina diseñada básica-mente para trabajar la lámina metálica de unamanera eficaz y racional, la máquina cuentacon un bastidor que permite el soporte detodos los sistemas incluyendo el motor que dala fuerza necesaria para el trabajo requerido,cuenta además con dos portaherramientasuno móvil (superior) y el opuesto fijo (inferior).Los movimientos del portaherramientas supe-rior (abajo-arriba) se producen por medio deuna palanca excéntrica, la palanca en manio-bra tiene dos posiciones de trabajo y esta a su
vez manipula al portaherramientas superiordesde su posición estática a posición de tra-bajo, para ajustar el portaherramientas inferiorel bastidor esta provisto de dos volantes conlos cuales se controla que la herramientaquede en correcta posición, las herramientasson bloqueadas en el portaherramientas pormedio de un cono y una tuerca, la marcha delmotor se consigue con la acción de un inte-
rruptor de corriente.
Precauciones: Utilice siempre guantes deprotección para crear una barrera entre laoperación del usuario y los sistemas de lamáquina.
Volantes
Interruptor
Motor
Palanca
Portaherramientassuperior
Portaherramientasinferior

32
7.13 máquina dobladora universal (hossfeld)
Se trata de una máquina de uso plena-mente mecánico, consiste en un cuerpo gene-ral forjado en caliente con un rango de durezasuperior o similar a los materiales que en ellase podrán formar por medio de forja en frío, sucarácter de trabajo es multifuncional, puestoque en ella se logran una gran variedad dedobleces en materiales de distintas caracterís-ticas tanto físicas como mecánicas. La má-quina posee una diversidad de dados que per-miten, dependiendo de la combinación de lasmismas y la colocación correcta, un aprove-chamiento en el desarrollo de procesos que deotra manera serian complejos de obtener.
Recomendaciones: Para obtener resulta-dos adecuados siempre realice pruebas enmateriales de características y dimensionessimilares.
Precauciones: Tenga cuidado al manipu-lar los dados, puesto que por su peso resultanpeligrosos al caer sobre los pies.

b
33
• MORENO, A. Tecnología Básica para la
Producción con Lámina de acero.
Págs. 1-28, Apuntes.
• SOTO, C. Breviarios de Diseño
Industrial. Unidad Académica de Diseño Industrial, 28 Págs. Apuntes.
• VILLAVICENCIO, A. Manual de
Laminados Metálicos para Alumnos de
3er. Semestre. 25 Págs. Apuntes.
bIblIografía
g
34
glosarIo
1. Coque
Residuo del carbón de piedra,después de que, sometido aelevadas temperaturas, ha per-dido sus sustancias volátiles;es un combustible que producegran cantidad de calor.
2. Coquilla
Plancha metálica usada enmoldes de fundición paraaumentar la precisión, la velo-cidad de solidificación y la du-reza superficial de las piezas.
3. Decapado
Acción de eliminar la costra deimpurezas que se forma en lasuperficie de ciertos cuerpos,como los metales.
4. Desbastar
Dar a una pieza la formaaproximada que se quiereobtener.
5. Electrodo
Conductor que pone en comu-nicación los polos de un cir-cuito.
6. Electrostático
Fenómeno de la electricidad enreposo.
7. Embutido
Dar a la lámina metálica la for-ma de un molde prensándolasobre él.
8. Excéntrico
Que está fuera del centro oque tiene un centro diferente. Pieza circular de hierro oacero, cuyo eje de rotación noocupa el centro geométrico,destinada a transformar unmovimiento de rotación en unode otra clase.
9. Horquilla
Pieza de un mecanismo quetiene forma de horca y sirvepara sujetar a otra.
10. Mordaza
Aparato de formas variadasusado para apretar o sujetar.
11. Perno
Pieza metálica, larga, cilíndri-ca, de cabeza redonda, se ase-gura por el extremo opuestocon una chaveta o tuerca.
12. Pija
Tornillo autoroscante.
13. Refractario
Cuerpo que resiste la accióndel fuego sin cambiar de esta-do ni descomponerse.
14. Remachar
Percutir el extremo hasta queforme una cabeza.
15. Tecnología media
Aquella que utiliza maquinariay equipamiento que requierefuerza humana.
16. Troquel
Molde para la estampación dechapas, cartones, etc., gene-ralmente provisto de períme-tro cortante para separar elmaterial excedente.

P
35
CASA ORTIZ y Cía.FERRETERÍAAv. Revolución 733 Col. Nonoalco MixcoacTels. 55•63•33•03, 55•63•33•09,55•63•33•28 y 55•63•33•34
FERRETERÍA Y PERFILESCOYOACáN, S.A. DE C.V.Pedro Henriquez Ureña No. 148Col. Sto. DomingoTels. 56•19•92•92 y 56•19•94•56
LA JALADERA S.A. DE C.V.HERRAJES Y REGATONESCorregidora No. 25 Col. Centro Tel. 55•22•32•74
LA PALOMAACERO INOXIDABLE, LATÓN, BRONCE, ALUMINIOAv. Revolución 461 Col. San Pedro de los PinosTel. 52•72•02•52
MEXINOXACERO INOXIDABLEOficinas y ventas:Cracovia Nº 54, San ÁngelConmutador: 56•16•20•00
MURAKAMIHERRAJES, RODAJAS YCORREDERASAv. Aztecas mz. 91 Lt. 6 Col. Ajusco. CoyoacánTels. 56•10•61•18 y 56•17•31•62
PERFILES PACÍFICOAv. Pacífico Esq. Av. AztecasTels. 56•18•62•30,56•19•37•30 y 56•10•44•57
TORMACO, S.A. DE C.V.TORNILLOS, MANGUERAS YCONEXIONESCalle Chichimecas No. 75-4 Col. Ajusco CoyoacánTels. 56•18•16•55 y 56•18•59•31
Proveedores

m
36
ARPEMEXGRABADO EN METALPalenque No. 130 Col. NarvarteTels. 55•32•32•08 y 55•39•04•83
FARMACERO S.A. DE C.V.ACEROS INOXIDABLES, PAILERÍA EN GENERAL1ª Privada de Doctor Durán Col. DoctoresTel. 55•19•44•10
FERRUMCORTE DE PLACA CONPANTÓGRAFOAv. Aztecas S/n cerca deAurrera Cantil, Col. Ajusco
IEFESA, S.A. DE C.V.TUERCAS INSERTOAv. Santa Ana No. 215-B Col. Presidentes EjidalesTels. 56•08•04•22 y 56•32•50•23C.P. 04420 Coyoacán, D.F.
MAQINCRO, S.A. DE C. V.NIQUELADO, CROMADOCda. Norte 72-A # 21 Col. BondojitoTels. 57•51•83•47 y 57•51•84•07
MONSTER CONSTRUCTIONROLADO DE TUBOSCalle Nezahualcoyotl, Parque HuayamilpasTel. 54•21•63•05
NICROMEXCORTE Y DOBLECES PARALÁMINA, PINTURA ELETROSTÁTICAZapotecas No. 584 Col. AjuscoTels. 56•18•14•98, 56•18•95•24y 56•19•03•28
RAGASAPINTURA ELECTROSTÁTICA, PINTURA MICRO PULVERIZADA Canahutli No. 89 Col. Sto. Domingo Coyoacán Tel. 56•10•76•12
R M DE MÉXICO, S.A. DE C.V.RECUBRIMIENTOSMETÁLICOSPelicano No. 229 Col. AragónTels. 55•77•08•11 y 55•77•00•01
maquIladores