solidificación del hierro - · pdf filegeneralidades: la colada del acero tras la...
TRANSCRIPT
SOLIDIFICACIÓN DEL HIERRO
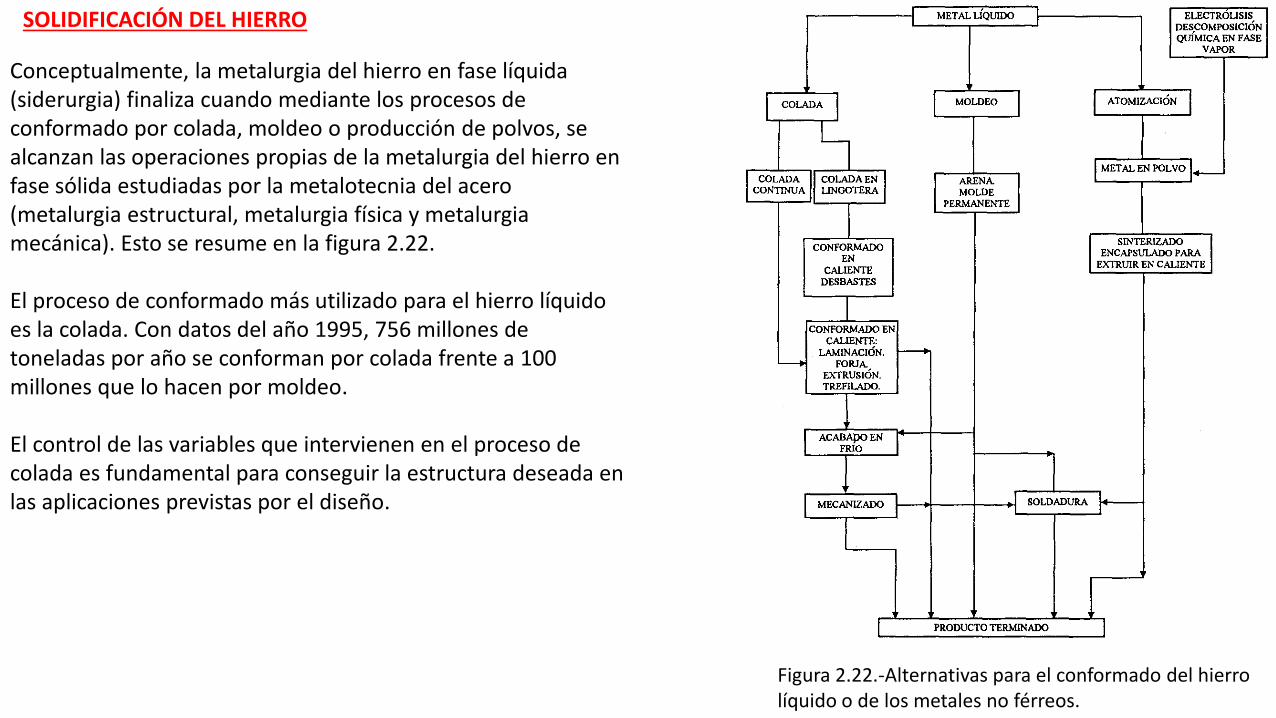
Conceptualmente, la metalurgia del hierro en fase líquida (siderurgia) finaliza cuando mediante los procesos de conformado por colada, moldeo o producción de polvos, se alcanzan las operaciones propias de la metalurgia del hierro en fase sólida estudiadas por la metalotecnia del acero (metalurgia estructural, metalurgia física y metalurgia mecánica). Esto se resume en la figura 2.22.
El proceso de conformado más utilizado para el hierro líquido es la colada. Con datos del año 1995, 756 millones de toneladas por año se conforman por colada frente a 100 millones que lo hacen por moldeo.
El control de las variables que intervienen en el proceso de colada es fundamental para conseguir la estructura deseada en las aplicaciones previstas por el diseño.
Figura 2.22.-Alternativas para el conformado del hierro líquido o de los metales no férreos.

GENERALIDADES: LA COLADA DEL ACERO
Tras la metalurgia secundaria, el acero pasa a la etapa de solidificación, donde se obtienen generalmente semiproductos de sección constante que serán transformados posteriormente para darles la forma de la pieza final.
Existen diferentes procesos de solidificación:
• Colar el acero sobre moldes con la forma de la pieza final que se desea obtener (acero moldeado).
• Colar el acero líquido sobre lingoteras para su transformación posterior por deformación en caliente: laminación, forja,.., en una o varias etapas, conformando semiproductos o producto acabados (Colada convencional).
• Colada continua, en la que el acero líquido se cuela directamente en un molde abierto y fuertemente refrigerado, obteniendo de forma continua el producto solidificado: palanquillas, planchones, redondos,….
Hoy en día la colada continua ha desbancado al resto de procesos, representando la casi totalidad del acero colado actualmente.

DESPRENDIMIENTD GASEOSO DURANTE LA SOLIDIFICACIÓNGeneralidades
En estado fundido los metales suelen retener gran volumen de gases en disolución o en forma de compuestos líquidos inestables. Así por ejemplo, el hierro líquido disuelve monóxido de carbono, dióxido de carbono, hidrógeno, nitrógeno, vapor de agua, oxígeno, (que es el principal gas disuelto en el acero líquido), etc.
Cuando la temperatura del fundido desciende hasta el umbral de la solidificación, se produce una rápida disminución de la solubilidad y los gases se desprenden del metal líquido; su desprendimiento prosigue a lo largo de todo el proceso de la solidificación.
Cuando el desprendimiento de gases se opera en un metal casi totalmente solidificado, que no permite su salida, los gases quedan retenidos: parte en las porosidades interdendríticas, y parte en el interior de cavidades de la masa metálica aún plástica. Estas cavidades, que reciben el nombre de venteaduras o sopladuras, pueden ser periféricas o internas.
Las venteaduras periféricas suelen ser alargadas en dirección perpendicular a las paredes del molde, a veces adoptan forma abocinada.
Por lo que se refiere a las sopladuras internas, su forma más corriente es la redonda u ovalada. El aire que llenaba el molde y queda retenido durante la colada puede dar origen también a cavidades, en la masa metálica: se denomina rechazo.
Los gases ocluidos en las piezas moldeadas pueden deberse también a la acción del metal líquido sobre el agua que humedece los moldes: el rápido desprendimiento del vapor de agua del molde origina poros superficiales denominados picaduras.

Todas estas porosidades, venteaduras, etc. reducen la sección útil de las piezas moldeadas y disminuyen su resistencia. Dado que la presencia detales cavidades permanece casi siempre oculta a la observación directa, las piezas moldeadas son de menor fiabilidad que las piezas forjadas (a menos que sean debidamente inspeccionadas con rayos X, ultrasonidos, gammagrafía, etc., para comprobar la ausencia de cavidades internas).
Las venteaduras en los lingotes, destinados a la conformación termomecánica, son casi inocuas cuando se localizan dentro del metal, y no demasiado próximas a la superficie: sus paredes sueldan y recristalizan durante la laminación o forja.
A veces se procura la existencia de sopladuras internas con el fin de compensar el rechupe. En cambio, si las sopladuras aparecen en la superficie del lingote o comunican con su periferia, se oxidan y no pueden soldarse en las operaciones siguientes. Es conveniente eliminar las venteaduras superficiales por escarpado antes de proceder a la laminación.
Los inconvenientes de los gases no se limitan a la posibilidad de producir sopladuras y porosidad. Los gases pueden, por ejemplo, producir compuestos sólidos con el fundido. La formación de Cu2O en los contornos del Cu no desoxidado es un ejemplo típico de este supuesto. La absorción de oxígeno en bronces CuSn para dar posteriormente SnO, que tiende a conferir fragilidad, es otro ejemplo de formación de compuestos químicos.
En otros casos, los gases disueltos en el líquido quedan retenidos en estado sólido en forma de solución sólida de inserción. Tal es el caso, por ejemplo, del nitrógeno en aceros, responsable del envejecimiento de éstos después de deformación en frío; envejecimiento que se traduce en un aumento del límite elástico, reaparición del palier de fluencia, incremento de la carga de rotura, y disminución del alargamiento en el ensayo de tracción.
Otro ejemplo típico de solución sólida de inserción, con incidencia desfavorable en las propiedades, corresponde al hidrógeno en los aceros. Por efecto de los esfuerzos externos o internos, aquél tiende a desprenderse en estado molecular, produce tensiones muy elevadas, y puntos de iniciación de roturas.
Cualquiera que sea la posterior incidencia de los gases en una aleación -sopladuras, porosidades, compuestos químicos, soluciones sólidas, etc.-las recomendaciones generales para evitar estos efectos desfavorables podrían resumirse en dos:
• Aminorar la cantidad de gases disueltos en el líquido• Facilitar la salida de los gases en el molde.
Los gases disueltos en estado líquido serán tanto más abundantes cuanto más elevada sea la temperatura de colada. Por eso las precauciones para eliminar gases disueltos son de especial interés en el caso de aleaciones de alta temperatura de fusión (al solidificar, el abundante desprendimiento gaseoso, puede producirse incluso con turbulencia).
Para poder actuar sobre los factores que disminuyan la cantidad de gases disueltos en el fundido es necesario, en primer lugar, conocer la química-física de reacciones y los equilibrios en estado líquido y así evitar los estados oxidados (emplear el desoxidante adecuado, por ejemplo Cu3P para el cobre), o los estados sulfurados (por ejemplo empleando carbonatos alcalinos en bronces), etc.
Los correctores químicos deben utilizarse en la medida exacta; las sopladuras o porosidades podrían ser menos perjudiciales que el rechupe debido a un exceso de desoxidante, o que las segregaciones químicas producidas en sopladuras.
Para reducir en lo posible el desprendimiento gaseoso durante la solidificación de metales y aleaciones es conveniente, entre otras precauciones:
- Emplear bajas temperaturas de colada (los cuproaluminios, por ejemplo, cuyas temperaturas de solidificación son altas -entre 1037 y 1083 oC requieren que las temperaturas de colada no sean superiores a 100 °C de la línea liquidus).- Mantener el metal en cuchara, un tiempo considerable para permitir el escape de los gases.- Colar en vacío.- Reducir la humedad en los moldes de arena.- Disminuir la proporción de aglomerantes orgánicos en los moldes no metálicos.- Evitar el arrastre de aire al molde.
Para facilitar la salida de los gases en el molde conviene disponer en la parte alta del molde salidas de aire (pinchazos), y habilitar orificios quepenetren hasta la huella, para permitir el escape de gases.
También resulta útil aumentar la permeabilidad del molde a los gases, con arena más gruesa (reduciendo el contenido de granos finos de la arena, ya que éstos, al llenar los huecos de los granos gruesos, disminuyen la permeabilidad), o con un menor atacado de la misma.
Aunque es recomendable facilitar la salida de los gases a través del molde, a veces, sin embargo, conviene sacrificar este aspecto mediante una solidificación rápida -con pronta formación de una corteza melálica- a fin que la costra sólida proteja las cavidades internas del contacto con el aire.
Para eliminar elementos gaseosos presentes bajo la forma de solución sólida, son precisos -cuando ello es posible, como en el caso del hidrógenoen los aceros-, tratamientos térmicos de larga duración para favorecer la difusión del gas hasta el exterior.
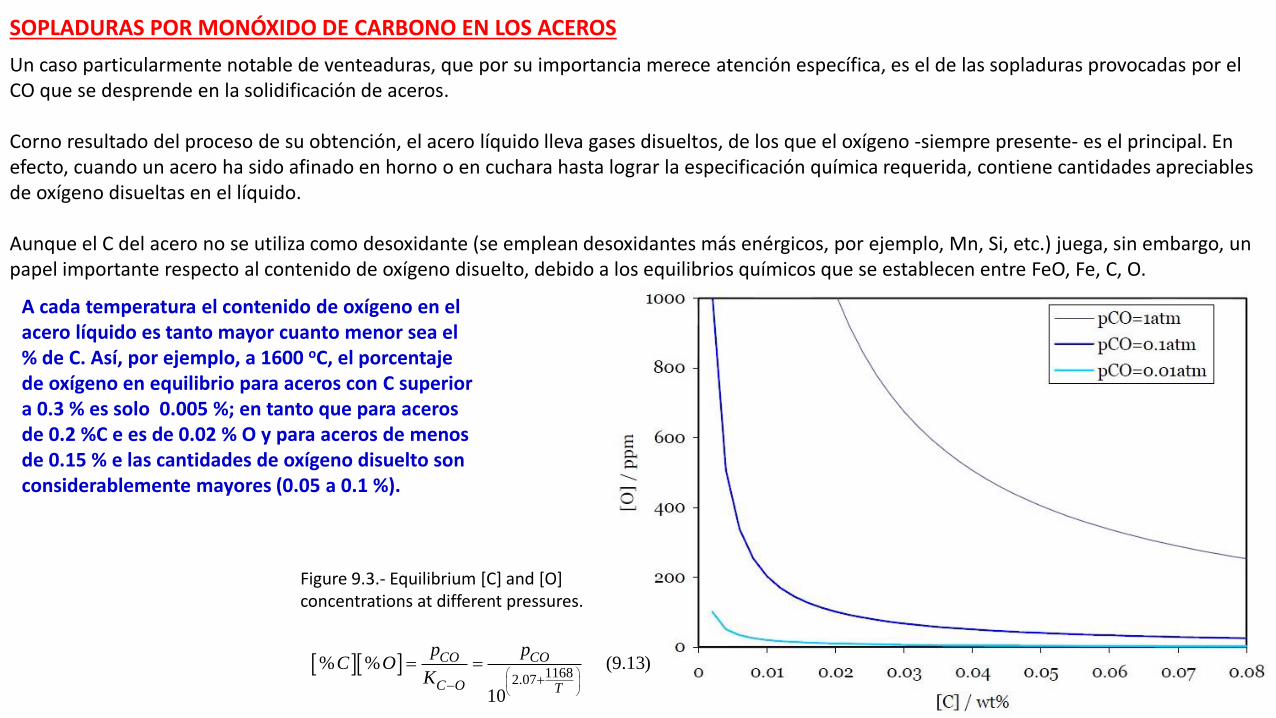
SOPLADURAS POR MONÓXIDO DE CARBONO EN LOS ACEROS
Un caso particularmente notable de venteaduras, que por su importancia merece atención específica, es el de las sopladuras provocadas por el CO que se desprende en la solidificación de aceros.
Corno resultado del proceso de su obtención, el acero líquido lleva gases disueltos, de los que el oxígeno -siempre presente- es el principal. En efecto, cuando un acero ha sido afinado en horno o en cuchara hasta lograr la especificación química requerida, contiene cantidades apreciables de oxígeno disueltas en el líquido.
Aunque el C del acero no se utiliza como desoxidante (se emplean desoxidantes más enérgicos, por ejemplo, Mn, Si, etc.) juega, sin embargo, un papel importante respecto al contenido de oxígeno disuelto, debido a los equilibrios químicos que se establecen entre FeO, Fe, C, O.
A cada temperatura el contenido de oxígeno en el acero líquido es tanto mayor cuanto menor sea el % de C. Así, por ejemplo, a 1600 oC, el porcentaje de oxígeno en equilibrio para aceros con C superior a 0.3 % es solo 0.005 %; en tanto que para aceros de 0.2 %C e es de 0.02 % O y para aceros de menos de 0.15 % e las cantidades de oxígeno disuelto son considerablemente mayores (0.05 a 0.1 %).
Figure 9.3.- Equilibrium [C] and [O] concentrations at different pressures.
1168
2.07% % (9.13)
10
CO CO
C O T
p pC O
K

En estado líquido, el oxígeno y el carbono en solución, reaccionan para dar monóxido de carbono que tiende a desprenderse. La saturación en CO del líquido es mayor a medida que desciende la temperatura, ya que el equilibrio químico se desplaza en el sentido de la formación CO.
La formación de burbujas de gas en el metal fundido no es espontánea: si no hay soportes para facilitar su nucleación, el fundido simplemente sesobresatura en CO, pero no se forman burbujas. En cambio, en presencia de soportes o núcleos heterogéneos -como por ejemplo, paredes rugosas de la lingotera, inclusiones sólidas, etc.- aparecen las burbujas incluso con pequeña, y hasta nula sobresaturación.
El nacimiento espontáneo, en el interior del líquido, de una burbuja -formada por moléculas de CO- debería vencer una presión exterior elevadísima, suma de la tensión superficial del líquido, más la presión ferrostática, más la atmosférica.
2i ap p gh
r
h la profundidad a la que se halle la burbujaρ la densidad del vidrio fundidog la aceleración de la gravedad σ la tensión superficial en la interfase vidrio-gasr el radio de la burbuja.
Por lo que se refiere a la tensión superficial, la bola de gas estaría bajo una presión exterior del líquido, que para una tensión superficial de 1500 dinas/cm en acero líquido, una burbuja de 0.001 mm de diámetro estaría sometida a una sobrepresión externa de 61 atmósferas. Téngase en cuenta que la presión del líquido sobre la burbuja es inversamente proporcional a su diámetro (una burbuja de 0.1 mm de diámetro estaría sólo a 0.6 atmósferas), y se comprenderá la imposibilidad de aparición de burbujas por la nucleación homogénea de unas pocas moléculas de CO. Las burbujas se forman, por tanto, sobre un soporte sólido, y después ascenderán en la medida en que puedan vencer las presiones exteriores ferrostática y atmosférica. Por lo que se refiere a la presión ferrostática es importante, sobre todo, en los grandes lingotes. (Por ejemplo, una columna de acero de 1470 mm, que es aproximadamente la altura de un lingote ordinario, equivale a una atmósfera de presión; la presión exterior en el pie del lingote es, por consiguiente, de dos atmósferas).

La figura V.l3. ilustra el proceso de formación y la morfología de las primeras sopladuras, o sopladuras de piel. El frente de solidificación durante su avance comprime las burbujas y confiere a éstas una forma alargada o abocinada.
En una sección transversal del lingote, estas sopladuras de piel, o comunican con la pared de la lingotera (sopladuras exteriores), o aparecen precedidas de una zona periférica exenta de sopladuras que recibe el nombre de piel. (Figura V.14.).
Cuando al cabo del tiempo solidifica la cabeza del lingote, las nuevas burbujas de gases que se forman junto a la costra ya solidificada no pueden desprenderse y quedan ocluidas, formando a veces una corona de sopladuras -generalmente de formas redondeadas-, homotética a la superficie del lingote: recibe el nombre de corona de cierre porque aparece como resultado del bloqueo o cierre de la cabeza del lingote (figura V.15).
La región del lingote -incluidos la piel y las sopladuras de piel- que solidifica antes de formarse la corona de cierre, se conoce con el nombre de zona pura.
En la mitad superior del lingote suelen aparecer algunas sopladuras aisladas porque al ser grande la concentración del carbono segregado en dicha zona. se produce gran saturación en CO: a ello se une que la presión ferrostática es débil; y. por otra parte, el soporte proporcionado por los microrrechupes, facilita la formación de estas burbujas,
Fig. V.13.- Formación y morfología de las sopladuras de piel.

COLADA CONVENCIONAL (O COLADA EN LINGOTERA)
Cuando la colada del acero en el molde se realiza de forma discontinua recibe el nombre de colada convencional o colada en lingotera.La lingotera tiene en la mayoría de los casos forma troncocónica, de sección cuadrada o rectangular (a veces también redonda, poligonal o con formas especiales) y está fabricada en fundición.
El acero se trasvasa de la cuchara al molde a través de una boquilla o buza situada en la parte inferior de la misma. La buza se cierra con un tapón de refractario accionado por un vástago o mediante placas correderas.
Existen dos formas de colar en lingotera:
• Colada directa. En este caso el acero se vierte en la lingotera por la parte superior, situando la cuchara por encima del molde, de forma que la buza quede centrada sobre la boca de éste.
Se debe tener especial cuidado con la velocidad de vertido y el centrado de la buza para evitar salpicaduras en las paredes de la lingotera que pueden originar defectos en el lingote.
Si una gota de acero líquido salta fuera del chorro, se solidifica antes que el resto del baño y no suelda con la masa de acero, quedando atrapada en ella como un elemento extraño, con junturas que afectarían a la homogeneidad del conjunto. Esto, en un producto acabado, es un defecto que perjudica las propiedades mecánicas de la pieza final, por lo que debe evitarse en lo posible.
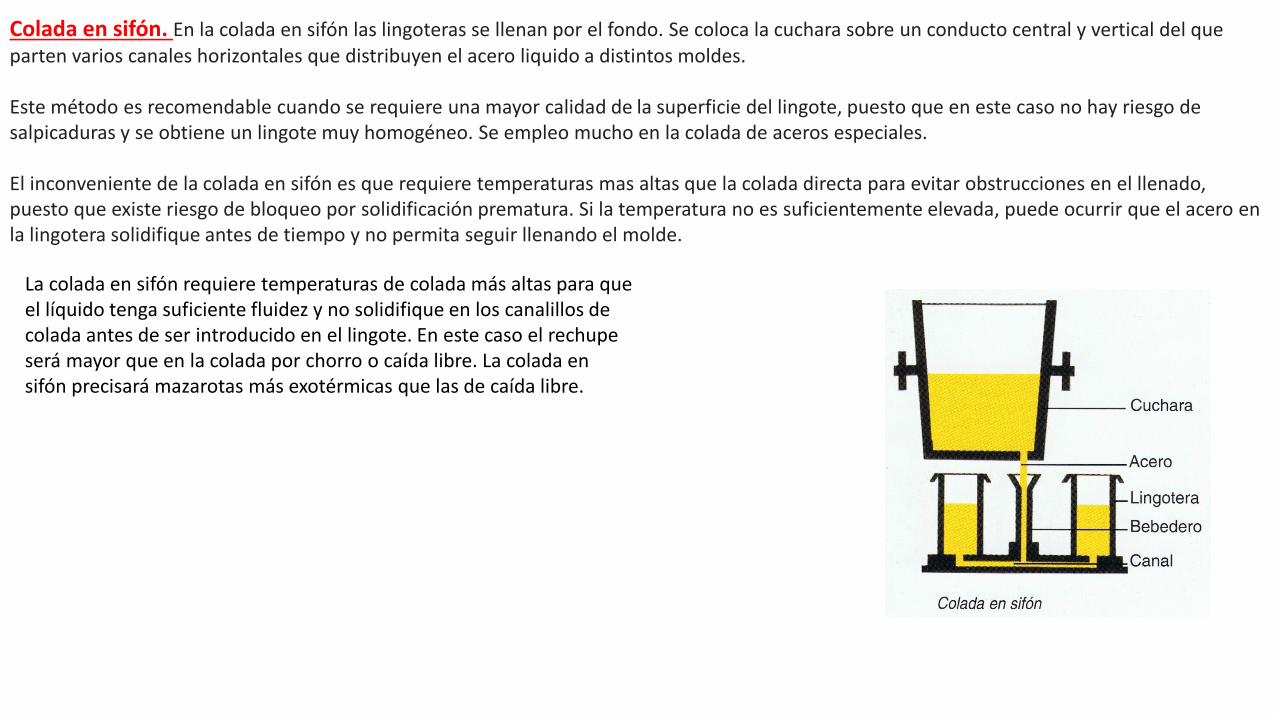
Colada en sifón. En la colada en sifón las lingoteras se llenan por el fondo. Se coloca la cuchara sobre un conducto central y vertical del que parten varios canales horizontales que distribuyen el acero liquido a distintos moldes.
Este método es recomendable cuando se requiere una mayor calidad de la superficie del lingote, puesto que en este caso no hay riesgo de salpicaduras y se obtiene un lingote muy homogéneo. Se empleo mucho en la colada de aceros especiales.
El inconveniente de la colada en sifón es que requiere temperaturas mas altas que la colada directa para evitar obstrucciones en el llenado, puesto que existe riesgo de bloqueo por solidificación prematura. Si la temperatura no es suficientemente elevada, puede ocurrir que el acero en la lingotera solidifique antes de tiempo y no permita seguir llenando el molde.
La colada en sifón requiere temperaturas de colada más altas para que el líquido tenga suficiente fluidez y no solidifique en los canalillos decolada antes de ser introducido en el lingote. En este caso el rechupeserá mayor que en la colada por chorro o caída libre. La colada ensifón precisará mazarotas más exotérmicas que las de caída libre.

COLADA DE ACEROS EFERVESCENTES, SEMICALMADOS Y CALMADOSEn función de la gasificación del carbono en forma de CO durante la solidificación, los desbastes obtenidos de la colada en lingotera pueden ser de calidad efervescente, calmados o semicalmados. Cada uno de estos tipos de aceros requiere unas condiciones de colada y solidificación específicas para que el resultado sea óptimo, y cada uno tendrá además diferentes características físicas y mecánicas.Se llama ACERO CALMADO al desoxidado en grado suficiente como para evitar el desprendimiento de gas durante la solidificación. Esto puede lograrse mediante adiciones de ferrosicilio y/o Al a la cuchara, o bien por desgasificación al vacío (es decir, exponiendo el metal fundido a una baja presión ambiental para quitar todo el oxígeno disuelto, sin necesidad de agentes desoxidantes).Todos los aceros de más de 0.30 % de C son de tipo calmado, puesto que en ellos la cantidad de oxígeno disuelto en el líquido, por su equilibrio con C, es pequeña. Por tanto, el desprendimiento gaseoso en la solidificación no alcanza los niveles que darían los tipos semicalmado, de efervescencia interrumpida y efervescente.Pueden ser del tipo calmado los aceros de bajo carbono (salvo que tengan tanto oxígeno disuelto, que haga falta una gran cantidad de desoxidante, lo que encarece el proceso y además produce gran número de inclusiones. Según queda apuntado, mediante colada en vacío es posible obtener aceros calmados de bajo C).Reciben el nombre de ACEROS SEMICALMADOS aquéllos con más oxígeno disuelto que los aceros calmados y que son aptos para producir, por reacción con el C del acero, un ligero desprendimiento de CO (que compensa aproximadamente el rechupe). Las burbujas aparecen al final de la solidificación, cuando la temperatura es menor, y allí donde la presión ferrostática es más baja, es decir, en la mitad superior del lingote. Los contenidos de C para aceros semicalmados oscilan entre el 0.15 y el 0.30 % C. El grado de desoxidación es menor que el de los aceros calmados.
Cuando la emisión gaseosa es muy grande —y esto sucede en aceros con un alto contenido de oxígeno en el líquido y un porcentaje en carbono inferior a 0.15 % C—cabe utilizar ese abundante desprendimiento de gases para lograr una piel o periferia del lingote muy pura. Sin embargo, si el contenido en carbono es muy bajo, inferior a 0.04 %; resulta insuficiente para dar monóxido de carbono por combinación con el oxígeno y, aunque la cantidad de oxígeno en el fundido es grande, no se produce una adecuada efervescencia, por esa imposibilidad de formación del CO.Estos ACEROS EFERVESCENTES se cuelan sin adición de desoxidantes al horno y sólo con pequeñas adiciones a la cuchara para ajustar el grado de efervescencia deseado. La efervescencia, a modo de hervido, no se produce instantáneamente al llenar el lingote, sino cuando comienza la solidificación y, con ella, elbrusco descenso de solubilidad de los gases disueltos en el líquido. Además, al formarse CO, el oxígeno y el carbono que lo integran se eliminan del fundido en proporción a sus respectivos pesos atómicos. Por ello, la concentración de oxígeno en el acero líquido restante decrece más rápidamente que el contenido en carbono. Esto, como es natural, influye en el ritmo del desprendimiento gaseoso posterior.
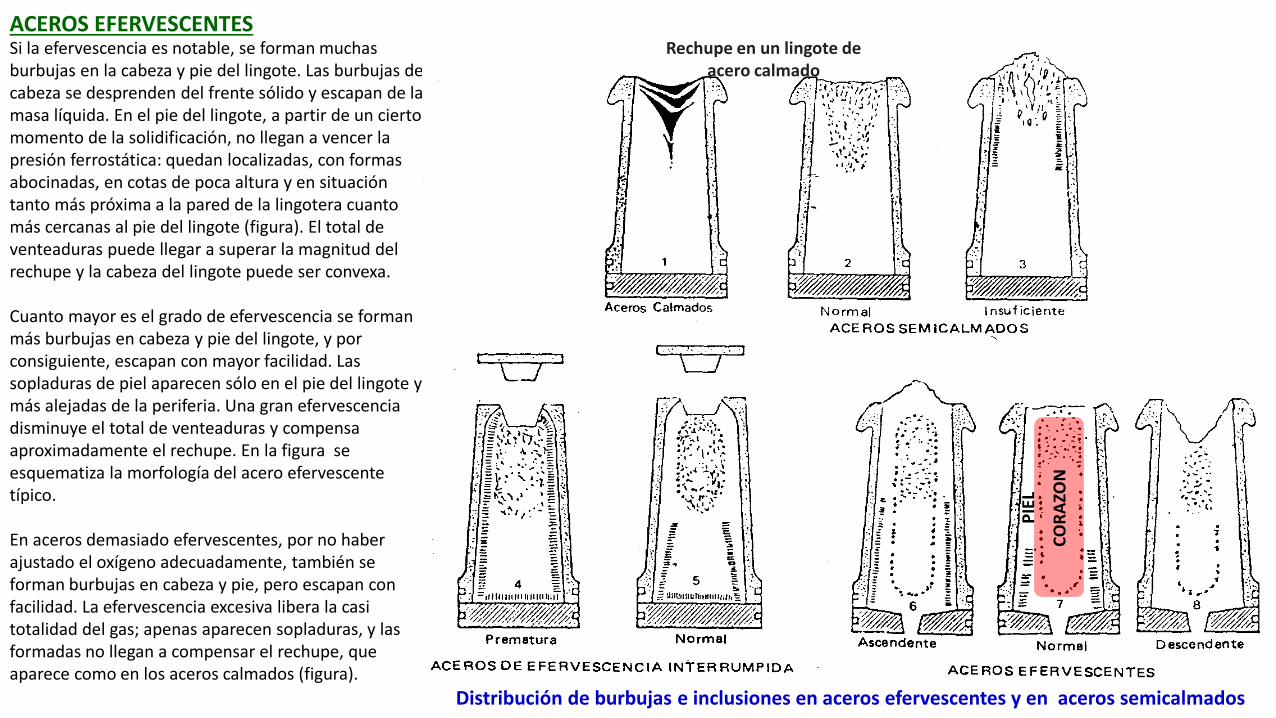
Si la efervescencia es notable, se forman muchas burbujas en la cabeza y pie del lingote. Las burbujas de cabeza se desprenden del frente sólido y escapan de la masa líquida. En el pie del lingote, a partir de un cierto momento de la solidificación, no llegan a vencer la presión ferrostática: quedan localizadas, con formas abocinadas, en cotas de poca altura y en situación tanto más próxima a la pared de la lingotera cuanto más cercanas al pie del lingote (figura). El total de venteaduras puede llegar a superar la magnitud del rechupe y la cabeza del lingote puede ser convexa.
Cuanto mayor es el grado de efervescencia se forman más burbujas en cabeza y pie del lingote, y por consiguiente, escapan con mayor facilidad. Las sopladuras de piel aparecen sólo en el pie del lingote y más alejadas de la periferia. Una gran efervescencia disminuye el total de venteaduras y compensa aproximadamente el rechupe. En la figura se esquematiza la morfología del acero efervescente típico.
En aceros demasiado efervescentes, por no haber ajustado el oxígeno adecuadamente, también se forman burbujas en cabeza y pie, pero escapan con facilidad. La efervescencia excesiva libera la casi totalidad del gas; apenas aparecen sopladuras, y las formadas no llegan a compensar el rechupe, que aparece como en los aceros calmados (figura).
Distribución de burbujas e inclusiones en aceros efervescentes y en aceros semicalmados
Rechupe en un lingote deacero calmado
CO
RA
ZON
PIE
L
ACEROS EFERVESCENTES
ACEROS EFERVESCENTES
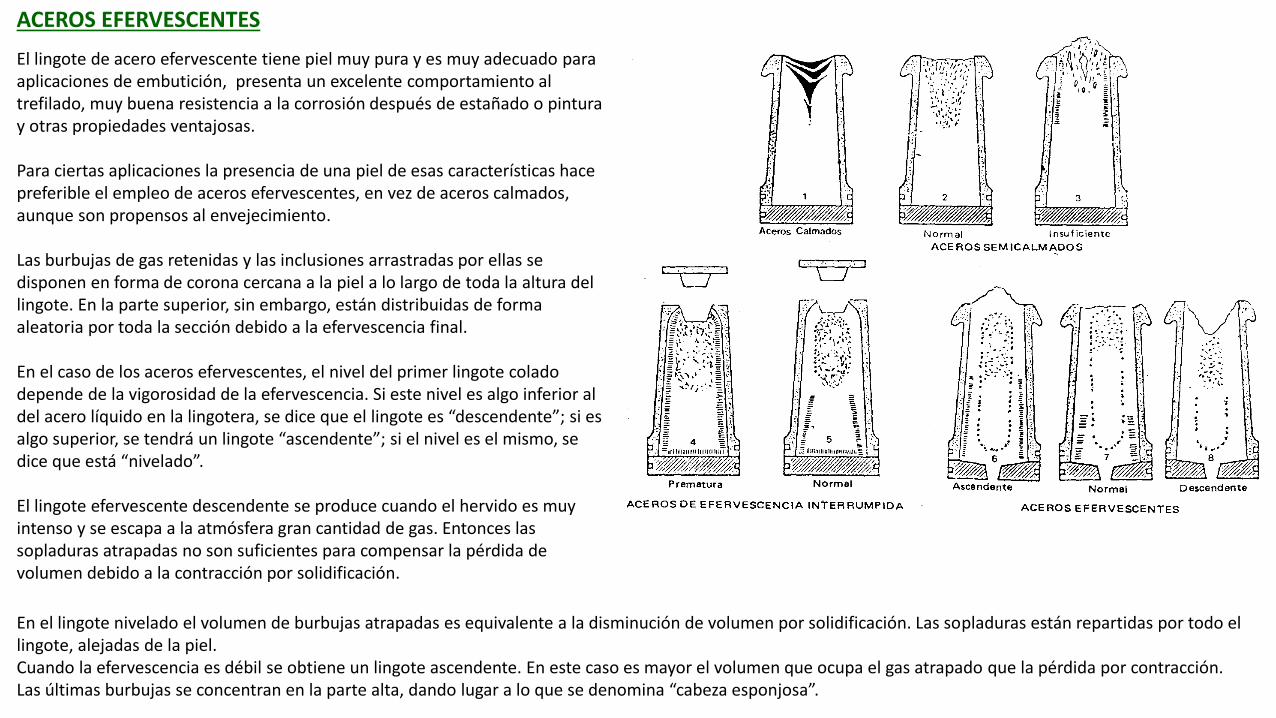
El lingote de acero efervescente tiene piel muy pura y es muy adecuado para aplicaciones de embutición, presenta un excelente comportamiento al trefilado, muy buena resistencia a la corrosión después de estañado o pintura y otras propiedades ventajosas.
Para ciertas aplicaciones la presencia de una piel de esas características hace preferible el empleo de aceros efervescentes, en vez de aceros calmados, aunque son propensos al envejecimiento.
Las burbujas de gas retenidas y las inclusiones arrastradas por ellas se disponen en forma de corona cercana a la piel a lo largo de toda la altura del lingote. En la parte superior, sin embargo, están distribuidas de forma aleatoria por toda la sección debido a la efervescencia final.
En el caso de los aceros efervescentes, el nivel del primer lingote colado depende de la vigorosidad de la efervescencia. Si este nivel es algo inferior al del acero líquido en la lingotera, se dice que el lingote es “descendente”; si es algo superior, se tendrá un lingote “ascendente”; si el nivel es el mismo, se dice que está “nivelado”.
El lingote efervescente descendente se produce cuando el hervido es muy intenso y se escapa a la atmósfera gran cantidad de gas. Entonces las sopladuras atrapadas no son suficientes para compensar la pérdida de volumen debido a la contracción por solidificación.
En el lingote nivelado el volumen de burbujas atrapadas es equivalente a la disminución de volumen por solidificación. Las sopladuras están repartidas por todo el lingote, alejadas de la piel.Cuando la efervescencia es débil se obtiene un lingote ascendente. En este caso es mayor el volumen que ocupa el gas atrapado que la pérdida por contracción.Las últimas burbujas se concentran en la parte alta, dando lugar a lo que se denomina “cabeza esponjosa”.

Si se tiene en cuenta el proceso de su formación, se comprende que los aceros efervescentes, no se obtienen por colada continua, sino que se cuelan siempre en lingotera.
Conviene que la piel sea ancha, pues si las sopladuras de piel llegan a alcanzar la periferia, se oxidan y causan defectos periféricos durante la laminación del lingote.Empleando lingoteras muy frías, o eficazmente refrigeradas en su periferia, se produce un desprendimiento gaseoso enérgico, una solidificación con granos columnares, y, en consecuencia, "pieles" anchas.
Para favorecer el espesor máximo de metal antes que la presión externa (ferrostática y atmosférica) impida la salida de gases a la atmósfera y provoque la adherencia de las burbujas, son convenientes las coladas lentas (con pequeño diámetro de la buza) y en sifón; ambos factores, al retardar el aumento de presión ferrostática, favorecen el desprendimiento de gases.
Para un pronto inicio de la efervescencia, resultan convenientes las temperaturas de colada bajas. Como contrapartida, esto exige colar a velocidades altas, para evitar que se produzcan fondos de cuchara solidificados. Por tanto, la elección de la temperatura y la velocidad de colada suponen un compromiso: para lograr una efervescencia adecuada y, al mismo tiempo, evitar la formación de esos fondos de cuchara.
Puede aumentarse también el espesor de la piel, incrementando adecuadamente el grado de efervescencia del acero; por ejemplo, añadiendo oxígeno, o polvos que produzcan desprendimiento de oxígeno en el baño líquido. De este modo se consigue una mayor presión de CO y, por tanto, a igualdad de otros factores, se producirá mayor desprendimiento de las burbujas formadas junto a la pared del frente de solidificación.
ACEROS EFERVESCENTES

ACEROS DE EFERVESCENCIA INTERRUMPIDAA la inversa, la piel resultará algo más estrecha —y, por consiguiente, las sopladuras de piel más próximas a la periferia— cuando se interrumpe la efervescencia mediante bloqueado mecánico de la cabeza del lingote.
Estos aceros de efervescencia interrumpida son consecuencia de una variación de la práctica empleada para obtener aceros efervescentes. Conviene que el contenido de oxígeno en el acero antes de colar no sea superior, y preferiblemente algo inferior, al requerido para los aceros efervescentes. Suelen ser aceros de contenido igual o mayor a 0.15 % C y siempre menos de 0.3 % C; se cuelan en lingoteras de botella, tapándose ésta al cabo de poco más de un minuto de iniciada la efervescencia.
Al principio se produce un gran desprendimiento gaseoso con corrientes de convección que arrastran los gases formados en la pared y permiten su salida a la atmósfera. En la mitad inferior del lingote, las sopladuras no aparecen hasta que la evolución del hervido se modera por el taponado de la lingotera. Debido al aumento de presión producido por el blocado, las burbujas no pueden ya despegarse de la pared del sólido en que se formaron (figura ).
Así pues, una vez conseguido el espesor de piel deseado, se frena el desprendimiento de CO por medios mecánicos o químicos, y el resto del acero líquido solidifica de modo similar a los aceros semicalmados.
Una interrupción demasiado prematura del hervido daría como resultado la morfología de la figura , con sopladuras de piel perjudiciales por estar prácticamente en contacto con el exterior. Cuanto mayor es la tendencia a "ascender" de un lingote efervescente, (ver morfologías correspondientes a la cabeza del lingote en la figura , mayor es el espesor sano de piel en la zona baja del lingote (las muestras suelen tomarse a 30 cm de la base).
En general, puede decirse que la efervescencia durante la solidificación aumenta la segregación química debido a la agitación del líquido. Por ello, la segregación en el interior de lingotes de acero de efervescencia interrumpida es, -a igualdad de tamaño— menor que en los aceros efervescentes, aunque mayor que en los aceros semicalmados.
La interrupción de la efervescencia puede conseguirse también por medios químicos como, por ejemplo, adición masiva de Aluminio (o de otros desoxidantes, por ejemplo Titanio) en la cabeza del lingote para obtener (por calmado de la zona superior) una pronta solidificación de la cabeza y un cierre prematuro del lingote.
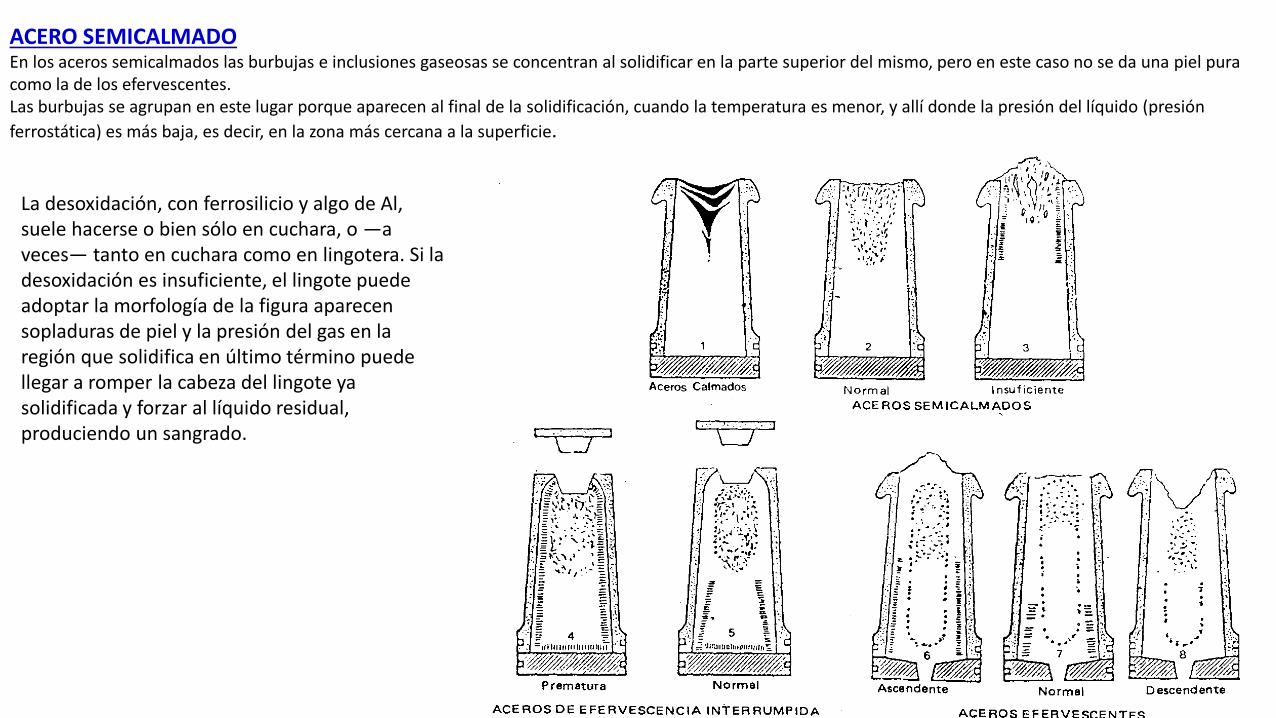
ACERO SEMICALMADOEn los aceros semicalmados las burbujas e inclusiones gaseosas se concentran al solidificar en la parte superior del mismo, pero en este caso no se da una piel pura como la de los efervescentes.Las burbujas se agrupan en este lugar porque aparecen al final de la solidificación, cuando la temperatura es menor, y allí donde la presión del líquido (presión
ferrostática) es más baja, es decir, en la zona más cercana a la superficie.
La desoxidación, con ferrosilicio y algo de Al, suele hacerse o bien sólo en cuchara, o —a veces— tanto en cuchara como en lingotera. Si la desoxidación es insuficiente, el lingote puede adoptar la morfología de la figura aparecen sopladuras de piel y la presión del gas en la región que solidifica en último término puede llegar a romper la cabeza del lingote ya solidificada y forzar al líquido residual, produciendo un sangrado.

ACERO CALMADOEn este tipo de aceros, las burbujas gaseosas e inclusiones de óxidos y sulfuros arrastradas por ellas se concentran en lo se podría llamar una “gran burbuja” final: el rechupe (suma de la contracción líquida y de la contracción por solidificación. Cuanto más alta sea la temperatura en el momento de colar, más acentuada será la diferencia entre el volumen específico del líquido y el del sólido y, por tanto, mayor será el rechupe. La cabeza del lingote calmado con desoxidantes es ligeramente cóncava y presenta macrorrechupe en la zona superior, (figura). El rechupe es un vacío de material consecuencia de la contracción de la masa de acero al solidificar. En la etapa final del vertido del acero líquido en la lingotera se debe reducir la velocidad de colada a fin de rellenar los rechupes que se van produciendo al solidificar el lingote.El rechupe se forma en la zona que solidifica en último lugar, es decir, en la parte de la masa de acero que permanece más tiempo a alta temperatura. Se debe evitar que el rechupe se forme en el interior para que no empeoren las propiedades mecánicas del acero final. Esto se consigue empleando placas aislantes, mazarotas que alojen el rechupe o polvos exotérmicos de forma que se conserve el calor en la parte más exterior del lingote. Finalmente, se puede eliminar la zona del rechupe para obtener un lingote homogéneo en su interior.
Estos aceros suelen obtenerse en la actualidad por colada continua. El progreso de esta técnica y la ausencia de desprendimiento gaseoso durante la solidificación ha desplazado, en buena medida, a la colada en lingotes de los aceros calmados.Los aceros calmados se utilizan cuando se requiere una estructura homogénea.Cuando la densidad del líquido es menor que la del sólido, como sucede en la mayoría de los casos, el rechupe es un fenómeno inevitable; sólo se puede actuar sobre su posición, forma y dispersión. El macrorrechupe se localiza, en el sitio en que el metal líquido solidifica en ultimo término. La situación del macrorrechupe depende de la dirección del flujo de calor en el enfriamiento y de la masividad local. La figura 5.6. muestra como el régimen de enfriamiento determina el lugar de formación del rechupe.
A la suma de la contracción líquida y de la contracción por solidificación, se la denomina RECHUPE. Cuanto más alta sea la temperatura en el momento de colar, más acentuada será la diferencia entre el volumen específico del líquido y el del sólido y, por tanto, mayor será el rechupe.

Cuando la estructura de solidificación es columnar, presenta menos espacios interdendríticos y, por tanto, menos microrrechupe. Esto ocurre, por ejemplo, en las piezas solidificadas en moldes metálicos o coquillas que, por el contrario, dan mayores contracciones lineales o macrorrechupe que las moldeadas en arena. En efecto, como la contracción total se reparte entre macro y microrrechupe, las aleaciones con microrrechupes abundantes presentan menos rechupe macroscópico.
Interesa subrayar que en la industria, esto no es conveniente, ya que mientras los rechupes macroscópicos permiten un eventual relleno con nuevo líquido si se dispone, por ejemplo, de MAZAROTAS adecuadas, en cambio, no es igualmente posible la alimentación de los microrrechupes mediante una aportación complementaria de líquido, por eso es preferible evitar la formación de microrrechupes).
Las aleaciones con amplio intervalo de solidificación dan más cantidad de microrrechupe que los metales puros y que las aleaciones eutécticas.
A igualdad de otros factores, el macrorrechupe será menor en aleaciones con amplio intervalo de solidificación, que cuando la fusión tiene lugar a temperatura constante (metal puro, compuestos intermetálicos, eutécticas).
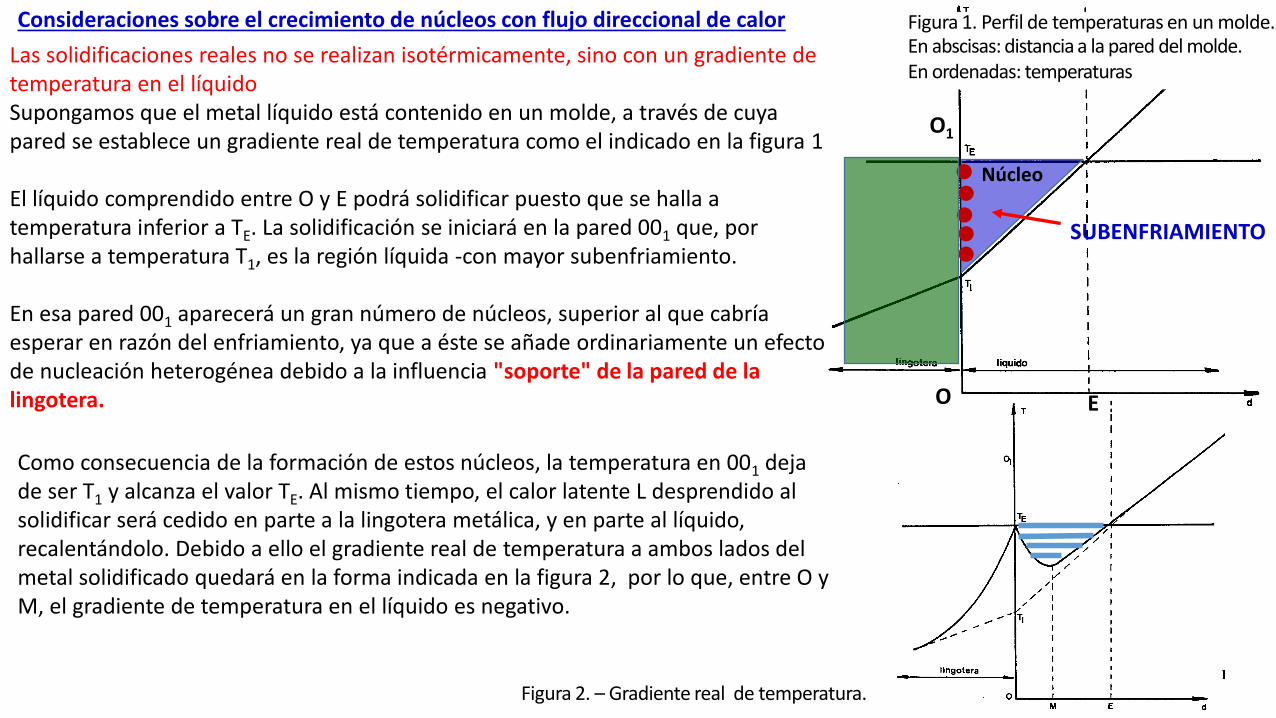
Las solidificaciones reales no se realizan isotérmicamente, sino con un gradiente de temperatura en el líquidoSupongamos que el metal líquido está contenido en un molde, a través de cuya pared se establece un gradiente real de temperatura como el indicado en la figura 1.
El líquido comprendido entre O y E podrá solidificar puesto que se halla a temperatura inferior a TE. La solidificación se iniciará en la pared 001 que, por hallarse a temperatura T1, es la región líquida -con mayor subenfriamiento.
En esa pared 001 aparecerá un gran número de núcleos, superior al que cabría esperar en razón del enfriamiento, ya que a éste se añade ordinariamente un efecto de nucleación heterogénea debido a la influencia "soporte" de la pared de la lingotera.
Consideraciones sobre el crecimiento de núcleos con flujo direccional de calor Figura 1. Perfil de temperaturas en un molde.En abscisas: distancia a la pared del molde. En ordenadas: temperaturas
SUBENFRIAMIENTO
Como consecuencia de la formación de estos núcleos, la temperatura en 001 deja de ser T1 y alcanza el valor TE. Al mismo tiempo, el calor latente L desprendido al solidificar será cedido en parte a la lingotera metálica, y en parte al líquido, recalentándolo. Debido a ello el gradiente real de temperatura a ambos lados del metal solidificado quedará en la forma indicada en la figura 2, por lo que, entre O y M, el gradiente de temperatura en el líquido es negativo.
Figura 2. – Gradiente real de temperatura.
O1
O E
Núcleo

El subenfriamiento en la intercara líquida es tanto menor (o mayor) cuanto menor (o mayor) sea la fracción del calor latente cedida a través de la pared de la lingotera, según se ilustra gráficamente en las figuras 3 y 4.
El Modelo 1 (figura 3) correspondería a la solidificación del metal en el interior de un molde muy refractario.
El crecimiento de los núcleos periféricos hacia E se realizará lentamente debido al pequeño subenfriamiento. Entre tanto, nacerán nuevos núcleos en el interior del líquido comprendido entre O y E, que, por simple obstaculización mecánica, llegarán a frenar el crecimiento de los núcleos periféricos.
Si las condiciones reales de solidificación son las que corresponden al Modelo 2 (figura 4): cesión de calor casi exclusivamente a través del sólido, los núcleos nacidos en la pared crecerán a gran velocidad hacia E sin dar tiempo a la formación de otros núcleos en el interior del líquido comprendido entre O y E.
Figura 3.- Modelo 1 de eliminaciónde calor latente de solidificación.
Figura 4.- Modelo 2 de eliminaciónde calor latente de solidificación.
De ahí que el crecimiento de núcleos con cesión del calor latente casi exclusivamente al sólido, no sólo da origen a granos alargados y ortogonales a las isotermas —formando una estructura denominada columnar o basáltica—, sino que además dichos granos presentan una orientación cristalográfica común, que se denomina textura de solidificación.
Los núcleos nacidos —con orientaciones al azar— en la pared tienen tendencia a crecer con mayor rapidez en determinadas direcciones privilegiadas, por ello, si la orientación preferencial de crecimiento es muy diferente a la de flujo de calor, el grano alargado será rápidamente desbordado por sus vecinos orientados de acuerdo con la dirección elegida.
Crecimiento selectivo de granos.

Razonar si la estructura columnar será más o menos acusada en estos aceros A (hipoeutectoide) y B (hipereutectoide), que en el caso del Fe puro.
Al comparar —para un mismo gradiente real de enfriamiento rápido—la solidificación de una solución sólida con la del metal puro disolvente, pueden deducirse diferencias en cuanto a espesores de estructura columnar.
La temperatura de solidificación constante TM del metal puro, queda sustituida en el caso de la solución sólida por la curva de trazos T2T1, (figura VI.16) y, por consiguiente, el subenfriamiento en la intercara en el caso de la solución sólida (subenfriamiento constitucional) es menor que en el caso del metal puro de punto de solidificación TM. (Figura VI. 15).
El crecimiento de los dendritos columnares de solución sólida será más lento que en el caso del metal puro y, por consiguiente, la nucleación de los granos equiáxicos aparecerá antes, frenando el crecimiento de los granos columnares.
En la práctica se observa que la estructura columna será mayor en el metal puro que en la solución sólida, debido a que el metal puro solidifica más rápido. Las diferencias son más acusadas cuanto menor sea el coeficiente de reparto
K=CS/CL
En condiciones ideales, en que la pieza permaneciera isoterma en todos sus puntos durante la solidificación y enfriamiento, las dimensiones exteriores de la pieza variarían uniformemente sin producir ningún hueco.
En ese caso, para obtener una pieza moldeada sana, bastaría dimensionar el molde con unas creces homotéticas a la pieza real. A tal efecto, resultaría favorable calentar los moldes y lingoteras antes de colar, y procurar enfriamientos de colada muy lentos.
Esa solidificación ideal, con descenso isotérmico en todos los puntos de la pieza, sería posible en metales que reunieran las siguientes características:
• Gran conductividad térmica en estado líquido (lo que uniformiza las temperaturas de la masa liquida en cada momento).• Gran calor latente de solidificación (al retrasar el paso al estado sólido, contribuye también a la uniformidad de temperaturas).• Elevado calor específico en estado sólido (el calor de los cristales favorece el equilibrio térmico de toda la masa).
En la práctica no suele ser factible la solidificación en el supuesto isotérmico. La naturaleza del metal, las diferencias de masividad, el diseño de la pieza concreta y el modo de colar, imponen condiciones reales de enfriamiento que, en general distan mucho del ideal considerado.

Para paliar los efectos negativos que, en la industria supone el rechupe, tanto por lo que se refiere a lingotes de geometría sencilla como a piezas moldeadas, suele recurriese al empleo de MAZAROTAS.
Las mazarotas son moldes suplementarios de la pieza, cuya finalidad es alimentar en todo momento con metal líquido de reserva, los huecos de contracción.
La mazarota es un hueco situado en la parte superior del molde. Se utiliza como depósito de reserva para compensar la contracción de la pieza al solidificarse y así evitar que se produzcan rechupes.Si el material que se vierte tiene un bajo coeficiente de dilatación, la mazarota se sustituye por respiraderos. Estos son los conductos que permiten la salida del aire de la cavidad y de los gases que se originan durante el proceso. De este modo se regula la entrada de materiales al molde.
La mazarota debe estar unida al molde principal por un paso de sección suficiente para evitar estrangulamiento y debe permanecer caliente durante más tiempo que la pieza o lingote, a fin que el inevitable macrorrechupe se aloje finalmente en la mazarota. la mazarota debe ser de material refractario; a veces se añaden productos exotérmicos para mantener liquido el metal en su interior el mayor tiempo posible. Estas mazarotasexotérmicas tienen la ventaja que su tamaño puede ser menor que el de las mazarotas normales. Es interesante mantener liquida durante mucho tiempo la parte superior de la mazarota (mazarotas abiertas o atmosféricas) a fin de favorecer el efecto de la presión atmosférica hasta la completa soIidificación de la pieza. Esto evita la formación de un
vacío que, por aspiración, favorecería los microrrechupes.
Solidificación en lingotera

Además del empleo de mazarotas cabe tomar otras precauciones, cuando se trata de piezas de geometría sencilla, como son los lingotes. Para obtener lingotes sanos, lo deseable sería que el frente de solidificación fuese plano y horizontal.
Resultará conveniente:
1.- Acercar las isotermas a las isobaras, de este modo la contracciónpuede ser compensada con un nuevo llenado.
2.- Procurar que las velocidades de llenado del molde o velocidad decolada (dependiente del diámetro de la buza) y la velocidad de solidificación(dependiente, entre otros, del enfriamiento) sean lo máspróximas posible. Si la velocidad de solidificación es más rápida que la de llenado del molde se forma una unión fría, defecto típico en lingotes colados defectuosamente. Si la solidificación es más lenta que la velocidad de colada, el molde se "encharca".
Estas dos reglas se cumplen con bastante aproximación en el método decolada continua (figura V.7).
Figura V.7.- Esquema de una máquina de colada continua vertical
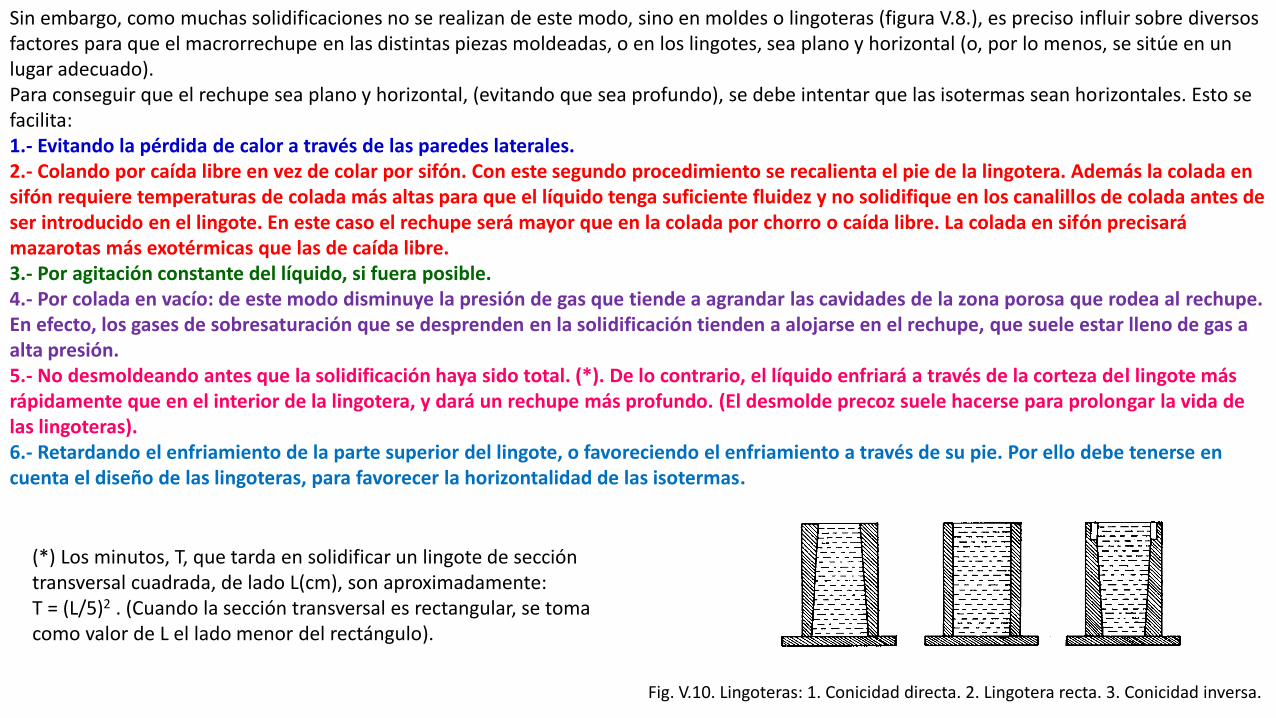
Sin embargo, como muchas solidificaciones no se realizan de este modo, sino en moldes o lingoteras (figura V.8.), es preciso influir sobre diversos factores para que el macrorrechupe en las distintas piezas moldeadas, o en los lingotes, sea plano y horizontal (o, por lo menos, se sitúe en un lugar adecuado).Para conseguir que el rechupe sea plano y horizontal, (evitando que sea profundo), se debe intentar que las isotermas sean horizontales. Esto se facilita:1.- Evitando la pérdida de calor a través de las paredes laterales.2.- Colando por caída libre en vez de colar por sifón. Con este segundo procedimiento se recalienta el pie de la lingotera. Además la colada en sifón requiere temperaturas de colada más altas para que el líquido tenga suficiente fluidez y no solidifique en los canalillos de colada antes de ser introducido en el lingote. En este caso el rechupe será mayor que en la colada por chorro o caída libre. La colada en sifón precisará mazarotas más exotérmicas que las de caída libre.3.- Por agitación constante del líquido, si fuera posible.4.- Por colada en vacío: de este modo disminuye la presión de gas que tiende a agrandar las cavidades de la zona porosa que rodea al rechupe. En efecto, los gases de sobresaturación que se desprenden en la solidificación tienden a alojarse en el rechupe, que suele estar lleno de gas a alta presión.5.- No desmoldeando antes que la solidificación haya sido total. (*). De lo contrario, el líquido enfriará a través de la corteza del lingote más rápidamente que en el interior de la lingotera, y dará un rechupe más profundo. (El desmolde precoz suele hacerse para prolongar la vida de las lingoteras).6.- Retardando el enfriamiento de la parte superior del lingote, o favoreciendo el enfriamiento a través de su pie. Por ello debe tenerse en cuenta el diseño de las lingoteras, para favorecer la horizontalidad de las isotermas.
(*) Los minutos, T, que tarda en solidificar un lingote de sección transversal cuadrada, de lado L(cm), son aproximadamente: T = (L/5)2 . (Cuando la sección transversal es rectangular, se toma como valor de L el lado menor del rectángulo).
Fig. V.10. Lingoteras: 1. Conicidad directa. 2. Lingotera recta. 3. Conicidad inversa.

PRODUCTOS Y DESLINGOTADO
El producto de la colada convencional son lingotes de acero en forma de pirámide. Según la sección de la pirámide, se distinguen:
• Tochos: de sección cuadrada, destinados a la fabricación de carriles, perfiles y redondos.• Petacas: de sección rectangular y destinadas a la fabricación de chapa.
El rendimiento de los procesos de colada convencional está entre un 75 % y un 85 %, debido principalmente al acero que se recorta de los lingotes en forma de mazarotas. Una vez solidificado el acero, se procede a su extracción del molde, es decir, deslingotado.
Para los aceros efervescentes y semicalmados, el deslingotado comienza una hora después de finalizar el llenado del molde. Para los aceros calmados hay que esperar alrededor de tres horas, aunque el tiempo exacto en cada caso es función de la composición del acero y del tamaño del lingote. La operación debe realizarse con cuidado de no marcar la piel de los lingotes, pues se traduce en bajos rendimientos de material.
A continuación se trasvasan los lingotes del arrastrador a los vagones, en los que se llevan a los hornos de fosa. Esto se hace inmediatamente después del deslingotado para evitar pérdidas de temperatura que perjudicarían la calidad de los aceros, en especial de los aceros calmados.

MOLDEO
El moldeo es un proceso de solidificación en el que, a diferencia de la colada en lingotera o la colada continua, no se obtiene un semiproducto, sino el producto final.
En los procesos de moldeo, el hierro líquido (normalmente con un carbono equivalente cercano al punto eutéctico del sistema Fe-C, aunque también pueden procesarse líquidos con bajos contenidos en carbono, es decir, aceros) se vierte en un molde hueco cuya cavidad reproduce la forma deseada de la pieza. Cuando el producto ya ha solidificado, se retira el molde para extraer el producto terminado.
La razón más importante para utilizar esta técnica de conformado, frente a la colada convencional o continua, es económica. Se puede pensar en situaciones en las cuales la complejidad geométrica de la pieza sea tal que resulte más económico su obtención por moldeo que mediante forja abierta o mecanización de productos laminados en caliente.
PROCESO DE FABRICACIÓN POR MOLDEO
El modelo no es una reproducción exacta de la pieza a reproducir, sino que por lo general cumple ciertas normas:
• Las dimensiones de los modelos son mayores que las de las piezas, para compensar la contracción de los metales al solidificarse y enfriarse. Los modelistas disponen de metros de contracción construidos en forma de reglas y que miden contracciones del 1 %, 1.5 % y 2 %.
• No se debe intentar reproducir detalles imposibles de obtener en el moldeo. Un engranaje, por ejemplo, se puede fundir como un disco y tallar los dientes posteriormente con una fresadora.
Las piezas moldeadas se mecanizan para darles un buen acabado superficial y unas dimensiones dentro de unas tolerancias bien definidas.
El proceso de fabricación de una pieza moldeada I consta de las siguientes etapas:1.- Construcción y preparación del modelo con la forma de la pieza que se desea fabricar .2.- Fabricación del molde a partir del modelo.3.- Fabricación del hierro líquido aleado.4.- Vertido del fundido en el molde.5.- Desmoldeo de las piezas.6.- Limpieza y acabado de las piezas.7.- Tratamiento térmico de las piezas.
El modelo de la pieza fundida se puede construir en madera, metal, termoplástico o cera, se utiliza para obtener el molde. Según el material utilizado y el método de fabricación del molde, el modelo, que reproduce las características geométricas de la pieza, puede ser permanente o desechable. En ambas situaciones, se recubre con un material refractario (arena de sílice, circonio o circona) que mediante aglomeración química, orgánica o cerámica se ajusta a sus características geométricas. Cuando se utiliza un modelo permanente, en madera o metálico, el molde debe de permitir la extracción del modelo. Normalmente, la recuperación del modelo se consigue haciendo que el molde pueda separarse en dos partes.

TÉCNICAS DE MOLDEO
Existen diferentes técnicas de moldeo, entre las que destacan el moldeo en verde (o en arena), el moldeo cerámico a la cera perdida y el moldeo en coquilla metálica.
MOLDEO EN VERDEEn esta técnica se fabrica un molde con arenas siliciosas y algo de arcilla y agua como aditivos para lograr la aglomeración. Se emplean arenas ricas en cuarzo y arcilla, con algo de humedad y otros componentes.
Las propiedades exigidas a las arenas de moldeo son:
• Plasticidad para poder reproducir los pequeños detalles del modelo.• Permeabilidad para que los gases que se desprenden en la colada puedan atravesar el molde.• Refractariedad para que no se deformen en contacto con el metal a más de 1500 oC.• Cohesión para que tenga cierta resistencia a tracción y a flexión.
A fin de mejorar algunas de sus propiedades, se emplean aditivos, en especial aglutinantes (aceites) y revestimientos (grafito).
Cuando se emplea como aglomerante resina y se polimeriza calentándolo por medio de un catalizador, se denomina moldeo químico.
La mazarota es un hueco situado en la parte superior del molde. Se utiliza como depósito de reserva para compensar la contracción de la pieza al solidificarse y así evitar que se produzcan rechupes.Si el material que se vierte tiene un bajo coeficiente de dilatación, la mazarota se sustituye por respiraderos. Estos son los conductos que permiten la salida del aire de la cavidad y de los gases que se originan durante el proceso. De este modo se regula la entrada de materiales al molde.
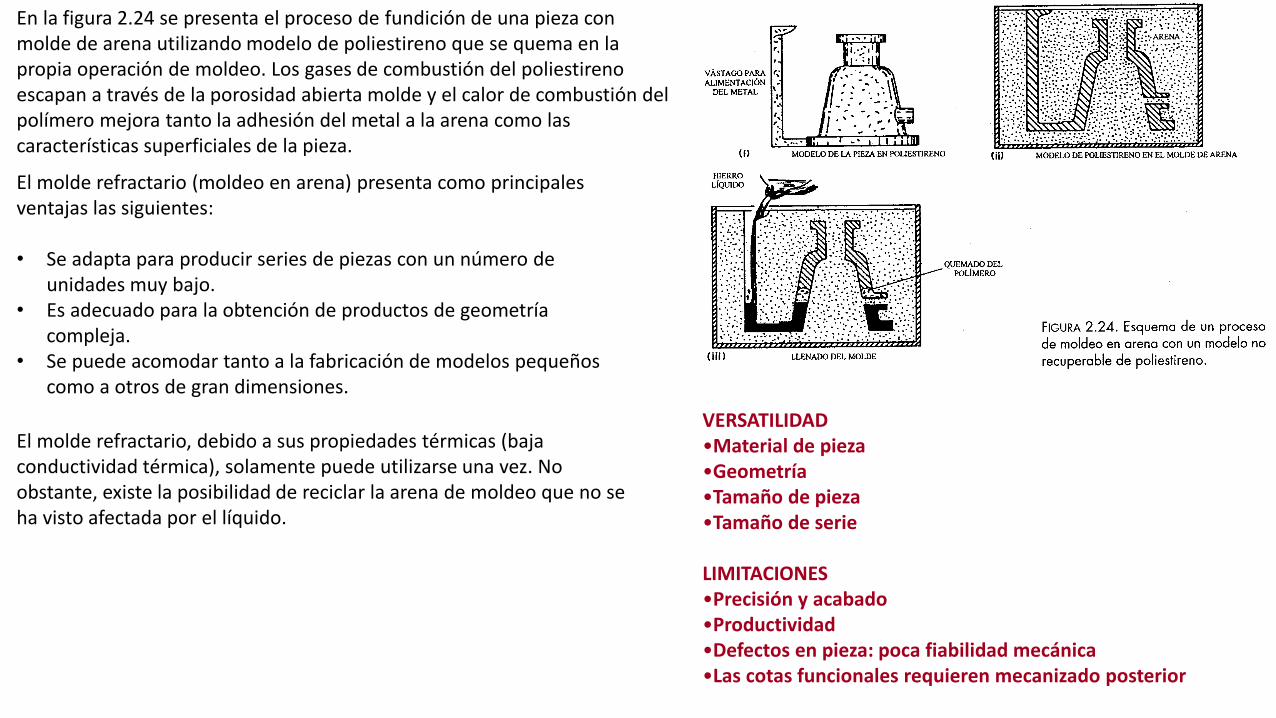
En la figura 2.24 se presenta el proceso de fundición de una pieza con molde de arena utilizando modelo de poliestireno que se quema en la propia operación de moldeo. Los gases de combustión del poliestireno escapan a través de la porosidad abierta molde y el calor de combustión del polímero mejora tanto la adhesión del metal a la arena como las características superficiales de la pieza.
El molde refractario (moldeo en arena) presenta como principales ventajas las siguientes:
• Se adapta para producir series de piezas con un número de unidades muy bajo.
• Es adecuado para la obtención de productos de geometría compleja.
• Se puede acomodar tanto a la fabricación de modelos pequeños como a otros de gran dimensiones.
El molde refractario, debido a sus propiedades térmicas (baja conductividad térmica), solamente puede utilizarse una vez. No obstante, existe la posibilidad de reciclar la arena de moldeo que no se ha visto afectada por el líquido.
VERSATILIDAD•Material de pieza•Geometría•Tamaño de pieza•Tamaño de serie
LIMITACIONES•Precisión y acabado•Productividad•Defectos en pieza: poca fiabilidad mecánica•Las cotas funcionales requieren mecanizado posterior

MOLDEO CERÁMICO O A LA CERA PERDIDA
En primer lugar se construye un modelo patrón en latón o bronce y con él se elabora una coquilla de metal, dos partes que encajan y se unen a través de una plantilla de fundición. Se llena la coquilla con cera en estado pastoso y así se obtienen modelos de cera. Estos modelos se recubren con una mezcla de sílice y yeso, que será el molde final para construir la pieza de metal.
Se vierte entonces el metal líquido en este molde y, una vez solidificado, se rompe el molde para extraer la pieza. En este procedimiento, tanto el molde como el modelo son desechables.
Existe una variante de este método, el procedimiento Mercast, en el que en lugar de cera se emplea mercurio.
Se emplea para piezas pequeñas que requieren gran precisión final. El proceso de fundición "a la cera perdida" tiene sus orígenes en culturas milenarias que ya conocían sus ventajas y rendimiento debido al poco desperdicio de metal cuando se usa cera perdida. Este método ya era utilizado por los sumerios del valle del Tigris y el Éufrates, alrededor del año 3000 a.C.; posteriormente se extendió por el Oriente Medio y llegó a China alrededor del año 1500 a.C. Todas las grandes civilizaciones de la Antigüedad, Egipto, Grecia, Roma., se beneficiaron de sus excelencias y eficacia.

MOLDEO EN COQUILLA
Otra posibilidad es solidificar el líquido en un molde permanente metálico normalmente refrigerado ,agua. Con respecto a la fundición en arena, se mejoran las características metalúrgicas de las piezas en los siguientes aspectos:• Tamaños de grano más finos.• Mejores características superficiales.• Disminución de la porosidad.
Las coquillas son moldes metálicos que sustituyen a los de arena cuando se trata de la fabricación de grandes series de una misma pieza.
La coquilla tiene dos partes:• El cuerpo del molde, que da la forma exterior de la pieza y es siempre metálico.• Los machos o núcleos, que reproducen las cavidades o entrantes de las piezas, y que pueden ser metálicos o de arena. Los núcleos metálicos suelen ser ligeramente cónicos para facilitar su extracción.
Para facilitar el llenado se puede hacer vibrar el molde o emplear una bomba de aspiración por el lado opuesto.Para proteger las coquillas de la fricción y corrosión del metal fundido se lubrican, lo que además facilita su deslizamiento y la extracción de la pieza.

OPERACIONES DE ACABADO
Después de su extracción, la pieza está sucia y tiene aún los bebederos y rebosaderos de alimentación pegados a ella. Para eliminar estos detalles se siguen dos tipos de operaciones:
• Limpieza. En el moldeo en arena quedan granos adheridos que se eliminan por medio de chorros abrasivos (de arena o granalla), tambores rotatorios o empleando fuertes chorros de agua.
• Desbarbado. Se realiza para recortar los bebederos, rebosaderos y rebabas.
Puede ser manual o con cinceles neumáticos, sierras, sopletes o esmeriladoras.
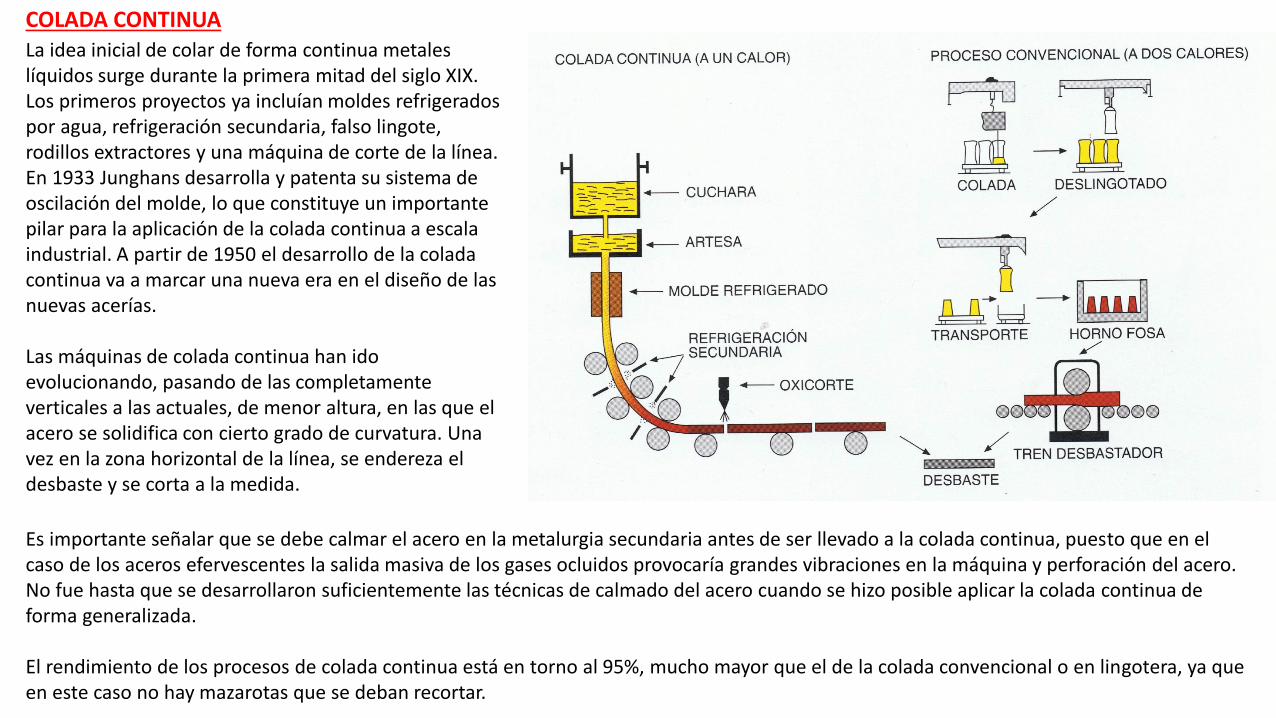
COLADA CONTINUALa idea inicial de colar de forma continua metales líquidos surge durante la primera mitad del siglo XIX. Los primeros proyectos ya incluían moldes refrigerados por agua, refrigeración secundaria, falso lingote, rodillos extractores y una máquina de corte de la línea. En 1933 Junghans desarrolla y patenta su sistema de oscilación del molde, lo que constituye un importante pilar para la aplicación de la colada continua a escala industrial. A partir de 1950 el desarrollo de la colada continua va a marcar una nueva era en el diseño de las nuevas acerías.
Las máquinas de colada continua han ido evolucionando, pasando de las completamente verticales a las actuales, de menor altura, en las que el acero se solidifica con cierto grado de curvatura. Una vez en la zona horizontal de la línea, se endereza el desbaste y se corta a la medida.
Es importante señalar que se debe calmar el acero en la metalurgia secundaria antes de ser llevado a la colada continua, puesto que en el caso de los aceros efervescentes la salida masiva de los gases ocluidos provocaría grandes vibraciones en la máquina y perforación del acero. No fue hasta que se desarrollaron suficientemente las técnicas de calmado del acero cuando se hizo posible aplicar la colada continua de forma generalizada.
El rendimiento de los procesos de colada continua está en torno al 95%, mucho mayor que el de la colada convencional o en lingotera, ya que en este caso no hay mazarotas que se deban recortar.

COLADA CONTINUA
La colada continua es un proceso de solidificación de metales mediante el cual el fundido se vierte directamente en un molde sin fondo cuya sección transversal tiene la forma geométrica del semiproducto que se desea fabricar (figura 2.28). En siderurgia, los formatos más comunes de la colada continua son:• Productos planos rectangulares de 150 a 300 mm de espesor (slabs o
planchones).• Productos planos rectangulares de espesor mediano: 80-100 mm (slabs
medianos, tecnología Sumitomo o Conroll).• Productos planos rectangulares de espesores delgados: 40-60 mm (slabs
delgados, tecnología Siemag CSP, Mannesmann Demag ISP o Danieli FTSR).• Productos largos cuadrados—rectangulares (blooms).• Productos largos con sección de hueso de perro (beam blank).• Palanquilla.
Se llama continua porque el acero líquido llega sin interrupción al molde, obteniéndose un desbaste tras otro sin detenerse la línea.
A diferencia de la colada convencional, de este procedimiento se obtienen directamente los desbastes, sin necesidad de pasar de nuevo por un horno de fosa y un tren desbastador.
Figura 2.28.- Detalle de un molde de una máquina de colada continua.
Slab
BloomPalanquilla
Aunque la colada continua ha tenido que competir con las calidades efervescentes y semicalmadas, demostrando que podía obtener un material con iguales o mejores prestaciones mecánicas, su desarrollo ha sido paralelo al de las mejoras alcanzadas por la metalurgia secundaria y terciaria del acero

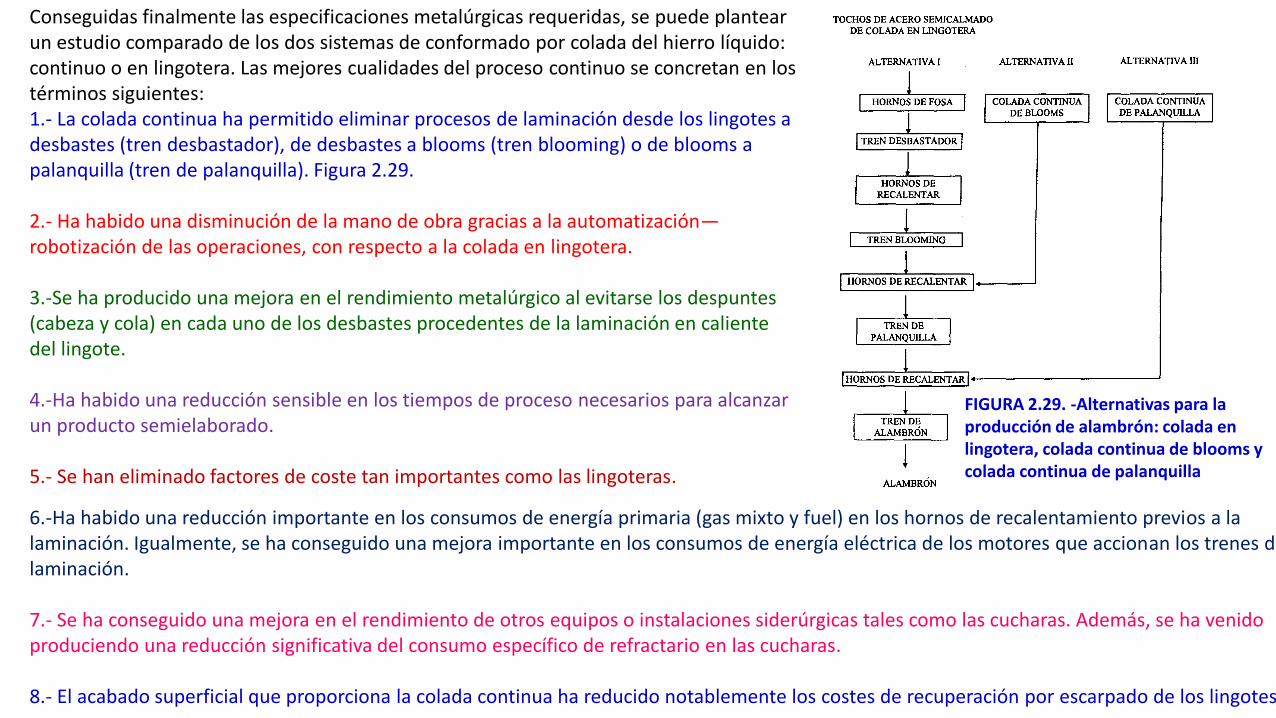
Conseguidas finalmente las especificaciones metalúrgicas requeridas, se puede plantear un estudio comparado de los dos sistemas de conformado por colada del hierro líquido: continuo o en lingotera. Las mejores cualidades del proceso continuo se concretan en los términos siguientes:1.- La colada continua ha permitido eliminar procesos de laminación desde los lingotes a desbastes (tren desbastador), de desbastes a blooms (tren blooming) o de blooms a palanquilla (tren de palanquilla). Figura 2.29.
2.- Ha habido una disminución de la mano de obra gracias a la automatización—robotización de las operaciones, con respecto a la colada en lingotera.
3.-Se ha producido una mejora en el rendimiento metalúrgico al evitarse los despuntes (cabeza y cola) en cada uno de los desbastes procedentes de la laminación en caliente del lingote.
4.-Ha habido una reducción sensible en los tiempos de proceso necesarios para alcanzar un producto semielaborado.
5.- Se han eliminado factores de coste tan importantes como las lingoteras.
6.-Ha habido una reducción importante en los consumos de energía primaria (gas mixto y fuel) en los hornos de recalentamiento previos a la laminación. Igualmente, se ha conseguido una mejora importante en los consumos de energía eléctrica de los motores que accionan los trenes de laminación.
7.- Se ha conseguido una mejora en el rendimiento de otros equipos o instalaciones siderúrgicas tales como las cucharas. Además, se ha venido produciendo una reducción significativa del consumo específico de refractario en las cucharas.
8.- El acabado superficial que proporciona la colada continua ha reducido notablemente los costes de recuperación por escarpado de los lingotes
FIGURA 2.29. -Alternativas para la producción de alambrón: colada en lingotera, colada continua de blooms y colada continua de palanquilla

La máquinas de colada continua han ido evolucionando en su construcción pasando de las primeras completamente verticales (figura 2.30) hasta máquinas que han disminuido notablemente su altura, de forma que el semiproducto se cuela en una máquina de geometría curvada y solidifica con un radio determinado de curvatura, volviendo después de su solidificación a enderezarse para el corte final.
La tendencia a la reducción de la altura de las instalaciones de colada continua ha llegado al máximo con las maquinas de colada continua horizontal.
Las máquinas de colada continua horizontal funcionan con éxito desde 1966. En este año, Dawy-Loewy Ltd. instaló la primera máquina de este tipo en Gran Bretaña. Sus principales ventajas son:
• Menor altura de las instalaciones, lo que facilita las labores de diseño ingenieril de la acería y la capacidad de maniobra de la cuchara.
• Disminución de la presión ferrostática sobre el producto.
Cuando se cuelan aceros de alta calidad los chorros de colada de cuchara a artesa y de artesa a molde están protegidos con atmósfera inerte (argón) o se cuela con buzas sumergidas de forma que se evite la reoxidación del acero con el oxígeno del aire. Esta práctica es obligada para el caso de gran variedad de productos, como la producción de aceros para el automóvil, etc.

PROCESO E INSTALACIONES
Figura 6.4.- Instalaciones de colada continua
• Una plataforma giratoria para alojar la cuchara procedente del horno BOF, horno eléctrico o instalaciones de la metalurgia secundaria.
• Una artesa o elemento distribuidor y regulador del líquido (tundish) entre las diferentes líneas de la máquina. Igualmente, es importante la función de la artesa en la flotación y captación de las inclusiones (metalurgia terciaria del acero).
• La lingotera o molde de cobre (o de aleaciones de cobre-níquel) que, con la forma del producto final, sirve para solidificar las primeras proporciones de líquido (piel de colada).
Independientemente de la altura que puedan alcanzar las instalaciones de colada continua, desde la cota de máxima altura, donde se sitúa la cuchara, hasta la zona inferior, donde se descarga el producto, existen en todas ellas los siguientes elementos comunes:

Los moldes pueden ser verticales (figura 2.31) o curvos (figura 2.32).

Tal y como sucede en la artesa, es importante destacar en el molde la naturaleza y el papel que desempeñan las escorias sintéticas (polvos de colada) que protegen al metal del contacto con gases (O2, N2, H2) y captan las inclusiones existentes en el líquido.
• El oscilador, que permite a la lingotera moverse alternativamente hacia arriba (vibraciones negativas) o hacia abajo (vibraciones positivas). Durante el período de vibraciones negativas se efectúa el despegue del metal de la pared del molde. El período de vibración positiva se encuentra en resonancia con los impulsos de tracción de la cadena que arrastra al lingote maestro, que es el que regula la velocidad de colada de la máquina (figura 2.28).
Sistema de refrigeración secundaria que permite la evacuación del calor a través de la interfase acero-agua con objeto de completar la solidificación total del producto.
• Igualmente, las máquinas de colada continua están provistas de sistemas de agitación magnética que, además de garantizar uniformidad en la composición del líquido e influir sobre la velocidad de transporte de calor del líquido hacia las paredes, impulsan al metal a ocupar espacios interdendríticos minimizando los problemas derivados del microrrechupe y la macrosegregación.
• Mecanismos de corte que trocean el metal a las longitudes deseadas.
Figura 2.28.- Detalle de un molde de una máquina de colada continua.

Torre de cucharas
Es el primer elemento de la instalación. En la torre se colocan las cucharas que proceden de metalurgia secundaria y que alimentan a la artesa o tundish.
Cada torre tiene capacidad para dos cucharas (situadas opuestas una a la otra), cada una de ellas sostenida con dos brazos que la sujetan con firmeza y con un dispositivo de fijación que evita cualquier movimiento durante la colada. La torre dispone de movimientos de giro (360 º) y elevación independientes en cada brazo, de forma que puede alcanzar las posiciones de espera, colada y emergencia.
Cuando la cuchara está en posición de colada, está suministrando acero líquido a la artesa, mientras que la cuchara opuesta a ella estaría en posición de espera.
Cuando la primera cuchara está vacía, la torre gira 180º y la segunda pasa a estar en posición de colada.Las cucharas deben calentarse para evitar choques térmicos (una gran diferencia de temperatura entre el acero líquido y la pared de la cuchara puede originar grietas en ésta) y homogeneizar la temperatura. Además, el acero podría solidificar en la propia cuchara si permanece en ella demasiado tiempo.
El grado de calentamiento dependerá de la capacidad de la cuchara: cuanto mayor sea, mayor será la masa de acero que contiene y se enfriará más lentamente, por lo que la temperatura a la que hay que calentar la cuchara será menor. Por ejemplo, una cuchara de 100 t de capacidad se calienta a unos 700 oC, pero si la cuchara es de pocas toneladas hay que elevar la temperatura hasta los 1400 oC aproximadamente.
Además es necesario mantener el calor del interior de la cuchara durante la colada a la artesa, operación que puede llevar un tiempo considerable por las exigencias de la colada continua. Para ello se puede cubrir la superficie del metal con una delgada capa de escoria u otro material aislante. Otra opción cada vez mas extendida es colocar una tapa en la cuchara a la salida de metalurgia secundaria, y no retirarla hasta que termina de colar en la maquina.

Tundish o artesa
Se llama tundish o artesa al recipiente que recibe el acero líquido de la cuchara y lo distribuye por medio de las buzas a las líneas de colada, que generalmente son dos en las máquinas de slabs, tres o cuatro en las de blooms y de seis a ocho en las de palanquilla.
El tundish actúa como acumulador de acero liquido, de forma que cuando hay que cambiar la cuchara, no se detiene el suministro de acero a la línea de colada.
Como ventaja adicional, gracias al tundish se consigue una limpieza superior del acero, ya que parte de las inclusiones (refractario-exógenas y óxidos-endógenas) pasan a la superficie, siendo el acero libre de ellas el que se cuela al molde.
La artesa esta constituida por una chapa de acero recubierta interiormente por refractario.
En ella, el paso del acero al molde se controla por medio de una barra tapón o bien mediante el sistema de cierre corredera, cuyo porcentaje de apertura es regulado de forma continua por el nivel de acero en el molde, de forma que este se mantenga lo mas constante posible. El argón o el nitrógeno se emplean en el acoplamiento buza- tundish para inertizar, protegiendo así el chorro de acero del ataque atmosférico.
Antes del inicio de la colada o la serie de coladas se sitúa el tundish en la zona de calentamiento, donde, mediante quemadores de gas, se eleva tanto su temperatura como la de la buza. Así se evita un choque térmico cuando se inicie la colada.
El tundish esta montado sobre un carro que tiene movimiento de traslación y de elevación-descenso, para poder ser trasladado desde la zona de calentamiento hasta la de colada, bajo la torre de cucharas y sobre el molde. El movimiento de elevación hace posible colocar la buza corta (buza entre el tundish y el molde) dentro del molde.
El carro esta equipado con un sistema de pesaje para poder conocer en todo momento el peso del acero en el interior del tundish, que facilita además la regulación del nivel de metal en el mismo.
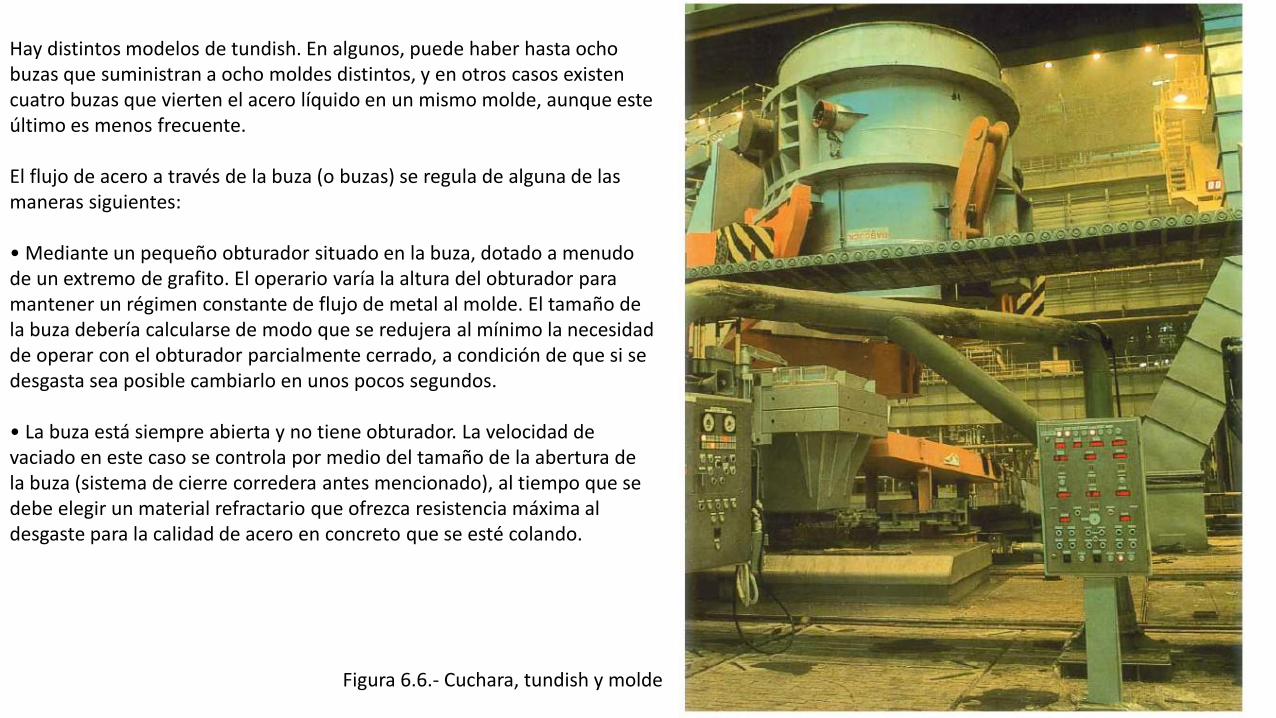
Hay distintos modelos de tundish. En algunos, puede haber hasta ocho buzas que suministran a ocho moldes distintos, y en otros casos existen cuatro buzas que vierten el acero líquido en un mismo molde, aunque este último es menos frecuente.
El flujo de acero a través de la buza (o buzas) se regula de alguna de las maneras siguientes:
• Mediante un pequeño obturador situado en la buza, dotado a menudo de un extremo de grafito. El operario varía la altura del obturador para mantener un régimen constante de flujo de metal al molde. El tamaño de la buza debería calcularse de modo que se redujera al mínimo la necesidad de operar con el obturador parcialmente cerrado, a condición de que si se desgasta sea posible cambiarlo en unos pocos segundos.
• La buza está siempre abierta y no tiene obturador. La velocidad de vaciado en este caso se controla por medio del tamaño de la abertura de la buza (sistema de cierre corredera antes mencionado), al tiempo que se debe elegir un material refractario que ofrezca resistencia máxima al desgaste para la calidad de acero en concreto que se esté colando.
Figura 6.6.- Cuchara, tundish y molde
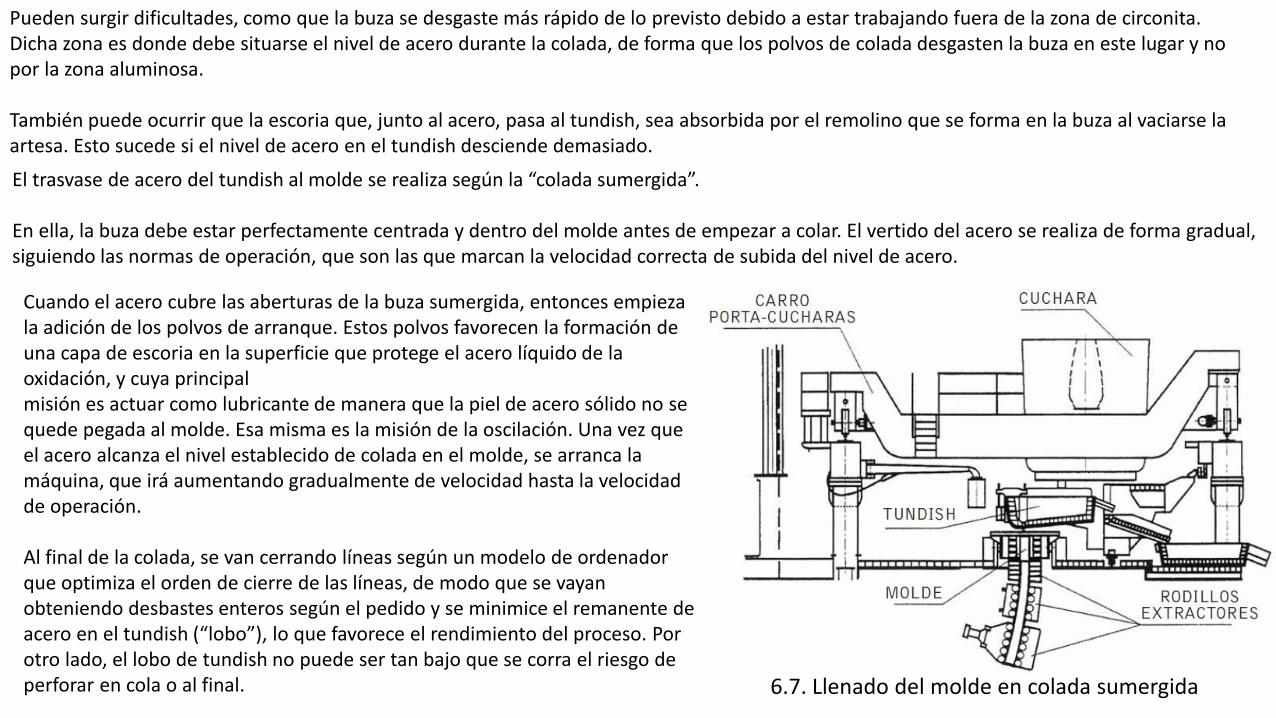
Cuando el acero cubre las aberturas de la buza sumergida, entonces empieza la adición de los polvos de arranque. Estos polvos favorecen la formación de una capa de escoria en la superficie que protege el acero líquido de la oxidación, y cuya principalmisión es actuar como lubricante de manera que la piel de acero sólido no se quede pegada al molde. Esa misma es la misión de la oscilación. Una vez que el acero alcanza el nivel establecido de colada en el molde, se arranca la máquina, que irá aumentando gradualmente de velocidad hasta la velocidad de operación.
Al final de la colada, se van cerrando líneas según un modelo de ordenador que optimiza el orden de cierre de las líneas, de modo que se vayan obteniendo desbastes enteros según el pedido y se minimice el remanente de acero en el tundish (“lobo”), lo que favorece el rendimiento del proceso. Por otro lado, el lobo de tundish no puede ser tan bajo que se corra el riesgo de perforar en cola o al final. 6.7. Llenado del molde en colada sumergida
Pueden surgir dificultades, como que la buza se desgaste más rápido de lo previsto debido a estar trabajando fuera de la zona de circonita. Dicha zona es donde debe situarse el nivel de acero durante la colada, de forma que los polvos de colada desgasten la buza en este lugar y no por la zona aluminosa.
También puede ocurrir que la escoria que, junto al acero, pasa al tundish, sea absorbida por el remolino que se forma en la buza al vaciarse la artesa. Esto sucede si el nivel de acero en el tundish desciende demasiado.
El trasvase de acero del tundish al molde se realiza según la “colada sumergida”.
En ella, la buza debe estar perfectamente centrada y dentro del molde antes de empezar a colar. El vertido del acero se realiza de forma gradual, siguiendo las normas de operación, que son las que marcan la velocidad correcta de subida del nivel de acero.
Falso lingote
El falso lingote es una cabeza de arrastre sujeta por su parte delantera a una cadena o bien a una estructura rígida en las máquinas pequeñas. Se emplea para arrancar la colada continua cuando la línea está parada.
Su función es impedir la salida del acero por la parte inferior del molde, haciendo además de guía del lingote hasta que éste llega a la parte baja de la máquina.
El falso lingote ha de extraerse a la velocidad adecuada. Si se mueve demasiado rápido la piel podría fracturarse, provocando un derrame de acero líquido. Si la velocidad es demasiado lenta, el rendimiento de la máquina sería inferior a su capacidad.
Además se corre el riesgo de que se produzcan reboses en el molde, con resultados catastróficos.
El falso lingote cuenta con unas hendiduras para que el acero, al solidificar, quede “enganchado” y se pueda tirar de el en el recorrido de la colada continua.
Antes de empezar a verter el acero liquido se añade algo de chatarra en la cabeza del falso lingote para que el acero solidifique rápidamente y no se funda con el.
Se emplean también otros materiales, como cordón de fibra de vidrio o masilla de hierro para sellar la cabeza del falso lingote, y aceite de colza para lubricar el contacto entre el acero y el molde durante la colada.
Cuando el conjunto llega al final del recorrido de los rodillos-guía, se separa el falso lingote del desbaste con un desconector.

MOLDE
El molde es un conducto de cobre de muy elevada pureza (y por tanto también de alta conductividad térmica), con un pequeño contenido superficial en otros elementos, como cromo, níquel o plata, que aumentan la resistencia a la abrasión de sus paredes interiores.
En el molde es donde comienza la solidificación superficial del acero, formándose en primer lugar lo que se denomina la piel del lingote, que sigue creciendo a lo largo del proceso desde la superficie hacia el interior del desbaste. La forma y dimensiones del lingote de acero final son las del molde, cuya sección es variable, siendo la más común rectangular o cuadrada, según el semiproducto que se desee obtener: slab, bloom o palanquilla.
En los moldes de gran sección y de forma rectangular las caras están constituidas por cuatro placas independientes. A menudo las correspondientes a los lados estrechos se pueden desplazar para ajustar la sección del molde al ancho requerido.
Molde
Se utiliza un molde oscilante de manera que la acción de retroceso devuelve rápidamente el molde a su posición original, de forma que el acerosolidificado se separa del molde. Polvo para lubricación del molde se añade al molde de colada para mantener la temperatura superficial del acero fundido y actúa como lubricante entre el molde de colada y la cáscara de acero solidificado. La elección del polvo adecuado es critica para asegurar una buena calidad superficial del material moldeado.

La forma del molde no es un prisma rectangular perfecto, sino que las caras poseen cierto grado de curvatura para seguir el radio de la máquina. Además están algo inclinadas hacia el interior del molde para compensar la contracción del acero al enfriar.
Los moldes de gran tamaño suelen ser de placas, en las que se hacen por barrenado los canales para la refrigeración de agua. Los moldes pequeños se hacen frecuentemente de tubo de cobre estirado, rodeado de una camisa de acero, pasando el agua de refrigeración a través de una corona circular.
A medida que la capa sólida va aumentando de espesor, las diferencias de temperatura en su interior provocan una contracción del material, que a su vez genera una flexión de la superficie exterior. Esto hace que el acero se separe de la pared del molde, dejando una fina capa de aire entre ellos.
Como consecuencia, disminuye notablemente la transferencia de calor entre las paredes del molde y el material, ejerciendo la capa de aire de cuasi-aislante. Este efecto puede modelizarse con el cálculo empírico de un coeficiente de transmisión de calor molde-acero equivalente. Se sustituye la existencia de la capa de aire por un coeficiente de transmisión de calor que no tiene realidad física pero ayuda a modelizar adecuadamente el fenómeno y sus consecuencias sobre el proceso de solidificación.
Cuando el acero ha sido colado de la cuchara a la artesa y a continuación de la artesa al molde, el acero inicia su solidificación dentro de un molde de cobre refrigerado por agua. Inicialmente solidifica únicamente una cáscara muy delgada y, a medida que transcurre tiempo, esta cáscara crece hasta que es suficientemente gruesa para soportar el peso del acero liquido
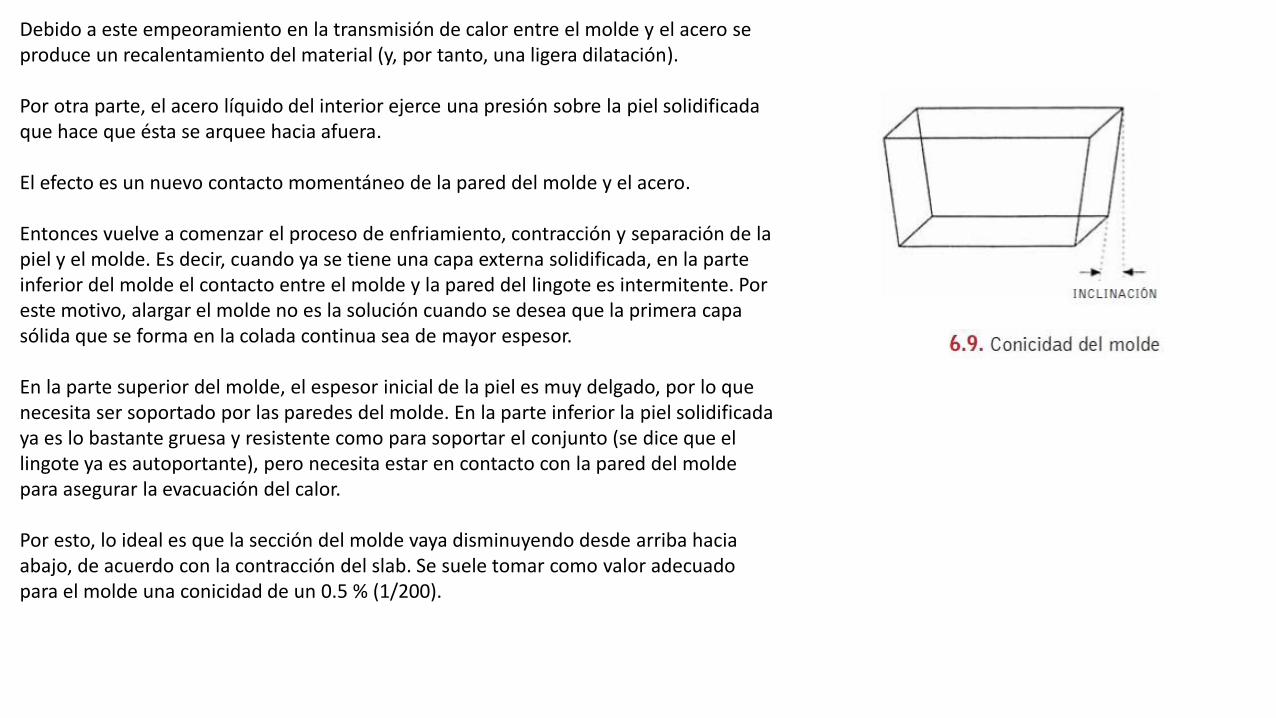
Debido a este empeoramiento en la transmisión de calor entre el molde y el acero se produce un recalentamiento del material (y, por tanto, una ligera dilatación).
Por otra parte, el acero líquido del interior ejerce una presión sobre la piel solidificada que hace que ésta se arquee hacia afuera.
El efecto es un nuevo contacto momentáneo de la pared del molde y el acero.
Entonces vuelve a comenzar el proceso de enfriamiento, contracción y separación de la piel y el molde. Es decir, cuando ya se tiene una capa externa solidificada, en la parte inferior del molde el contacto entre el molde y la pared del lingote es intermitente. Por este motivo, alargar el molde no es la solución cuando se desea que la primera capa sólida que se forma en la colada continua sea de mayor espesor.
En la parte superior del molde, el espesor inicial de la piel es muy delgado, por lo que necesita ser soportado por las paredes del molde. En la parte inferior la piel solidificada ya es lo bastante gruesa y resistente como para soportar el conjunto (se dice que el lingote ya es autoportante), pero necesita estar en contacto con la pared del molde para asegurar la evacuación del calor.
Por esto, lo ideal es que la sección del molde vaya disminuyendo desde arriba hacia abajo, de acuerdo con la contracción del slab. Se suele tomar como valor adecuado para el molde una conicidad de un 0.5 % (1/200).

Las máquinas de colada continua poseen un oscilador que proporciona al molde una vibración ascendente y descendente en la dirección del movimiento del acero.
En muchas máquinas se sigue el ciclo Junghams, en el que el desplazamiento del molde es de unos 2,5 cm y las velocidades de ascenso y descenso están en proporción de 3 a 1, de manera que la velocidad menor (la de descenso) es similar a la de salida del lingote. Estos límites de carrera y oscilación son muy variables.
Durante la carrera hacia abajo, al moverse el molde a la misma velocidad que la corteza solidificada, las condiciones son adecuadas para la formación de piel de mayor grosor y consistencia. Se ha comprobado que de esta manera la superficie del producto es mas firme que si se hubiera formado en un molde fijo. Una vez finalizada la carrera descendente, el molde sube con cierta rapidez hasta el punto de partida, despegándose así la pared del molde de la superficie del acero.
Si además la velocidad de descenso del molde es ligeramente superior a la del lingote se cierran pequeñas grietas incipientes que pueda haber en la superficie mejorando la calidad del producto. Con este método, llamado método Barrow, el acero se separa del molde tanto en el movimiento ascendente como en el descendente.
Este ultimo es lo que se conoce como “desprendimiento negativo”, fundamental para lograr la máxima producción de la maquina de colada continua.
6.10. Corte del molde y salida del lingote

Para reducir la fricción entre el molde y la superficie del metal se emplean lubricantes.
Se suele emplear un aceite vegetal exento de agua, que humedece la superficie del molde por encima del nivel del metal y se extiende hacia abajo lubricando el molde allí donde haga contacto con el acero fundido.
El molde está fuertemente refrigerado desde el exterior mediante circulación en camisa de agua para que sea posible la formación de la piel del desbaste en el corto espacio de tiempo que tarda el acero en atravesar el lingote. Cuando el lingote asoma a la salida del molde presenta ya una capa de acero sólido de entre 10 y 25 mm de espesor, que sigue aumentando gracias al enfriamiento intensivo al que se somete con rociadores de agua.
La refrigeración también evita que el aceite empleado como lubricante sea consumido inmediatamente por el calor de la corriente de acero líquido. El calor se elimina principalmente por conducción y convección (entre un 60 y un 80 % del total disipado) y, en menor medida, por radiación.
Es importante señalar que el nivel de acero en el molde es el que regula el porcentaje de apertura del cierre, de manera que es fundamental contar con un buen sistema para medir este nivel. Los mas extendidos son electromagnéticos (corrientes inducidas) y los contadores de centelleo, que requieren una fuente radiactiva al otro lado del molde, de forma que midiendo las cuentas que le llegan el detector constata el nivel que hay en la lingotera, de acuerdo con el coeficiente de absorción el acero. Como fuente esta muy extendido el Co-60.
El molde oscila con una frecuencia y amplitud ( recorrido) y aceleración predeterminadas. El movimiento oscilante está sometido a estrictas tolerancias, ya que afecta a la calidad superficial de la barra.


Rodillos-guía
Cuando el lingote abandona el molde, la piel está solidificada hasta un cierto espesor, existiendo en el corazón del lingote acero aún líquido que somete la piel exterior a una presión ferrostática. Por tanto, a la salida del molde es necesario que la piel soporte la presión, además de mantener la forma dada por el mismo.
En las máquinas de colada continua esto se logra mediante un soporte de rodillos que se extiende a mayor o menor longitud. Este conjunto se denomina guía curva.
La guía curva está constituida por segmentos o bastidores de rodillos, montados de forma tal que sigan el radio de curvatura diseñado para el perfil de colada continua. Algunos de estos rodillos son rodillos tractores, que son accionados por un motor y se encargan de arrastrar el lingote. Los rodillos de apoyo, en cambio, son movidos por el propio lingote al pasar sobre ellos. También hay un tercer tipo de rodillos que realizan funciones de enderezado a la salida de la máquina.
A lo largo del camino seguido por el desbaste de acero desde que es colado del tundish al molde, y hasta el final de la máquina extractora, actúan sobre la masa de acero varias fuerzas.
La piel inicial de acero sólido es delgada y la presión del acero aún líquido del interior la empuja contra las paredes. Es la denominada presión ferrostática.
Además de esto, cuando el desbaste es extraído del molde, la fricción entre el acero colado y las paredes lleva a tensiones en la piel que podrían dar lugar a grietas.
6.11. Abombamiento del desbaste entre rodillos sucesivos

• El inevitable abombamiento de la piel entre dos rodillos consecutivos.• Excesivos esfuerzos en la interfase sólido-líquido al enderezar el desbaste.• Alineación errónea de los rodillos o aperturas desiguales de los diferentes pares.
6.12.- Abombamiento del desbaste debido a la presión ferrostática interior
La piel debe ser capaz de soportar la presión ferrostática y mantener la forma definida por el molde; esto debe cumplirse mientras el corazón del desbaste siga en estado líquido. Si el soporte tiene fallos puntuales, daría lugar a abombamientos que provocarían grietas internas y, posteriormente, graves defectos en los productos acabados.
Las fuerzas de extracción aplicadas por los rodillos sobre el semiproducto, tirando de él para sacarlo del molde, pueden también ser causa de grietas internas. Los fenómenos concretos que las originan son:
La presión ferrostática es igual en los lados estrechos que en los anchos, puesto que es la presión de un fluido, pero sus efectos son mas notables sobre las caras mas anchas de la piel, por su menor rigidez. El abombamiento de las caras estrechas se puede reducir rociándolas con agua dentro de ciertos limites, dados por la aparición de grietas por diferencia de temperaturas (choque térmico).
El abombamiento es mayor cuanto mayor sea el espesor y la velocidad de colada, lo que implica también una disminución del grosor de la piel. A mayor velocidad de colada, menor tiempo de contacto entre el molde, por lo que la piel será mucho mas fina.
El hinchamiento esta típicamente acompañado de una depresión de las caras anchas cerca de las esquinas, como se muestra en la figura.
Los elementos que soportan las caras anchas son los rodillos de pie y los de segmentos.Por otra parte, la distancia que deben guardar los rodillos entre si depende del ancho del slab, del diámetro y de la distancia al molde.
Lo habitual es disponer los rodillos en grupos de iguales diámetros y separaciones, aumentando estas no de rodillo en rodillo, sino por grupos llamados segmentos.
La fuerza de extracción ejercida por los rodillos debe ser suficiente para vencer:
• La fricción piel-molde debida a la presión ferrostática.• La fricción en los cojinetes soporte de los rodillos.• La fricción entre el semiproducto y los rodillos soporte, debida al abombamiento.• El propio peso del desbaste.
Si la presión ejercida por los rodillos es excesiva puede haber dificultades, como la formación de grietas de bastante profundidad. Esta es la razón por la que se deben emplear varios rodillos para transmitir las fuerzas de extracción al desbastey sacarlo del molde.
Si la fuerza de extracción es insuficiente, entonces puede darse un deslizamiento del lingote sobre los rodillos, provocando una variación en la velocidad de extracción y porosidad central.
Si se aplicara toda la fuerza de extracción al final de la maquina mediante un solo rodillo, al aumentar la longitud de línea haría falta un incremento notable de la fuerza extractora, lo que implicaría importantes riesgos de grietas e incluso de fractura.
En cambio, con el sistema multirrodillo la fuerza de extracción se distribuye a lo largo de toda la línea, con incrementos decrecientes en las sucesivas etapas, evitando así fuerzas de arrastre globales demasiado elevadas.
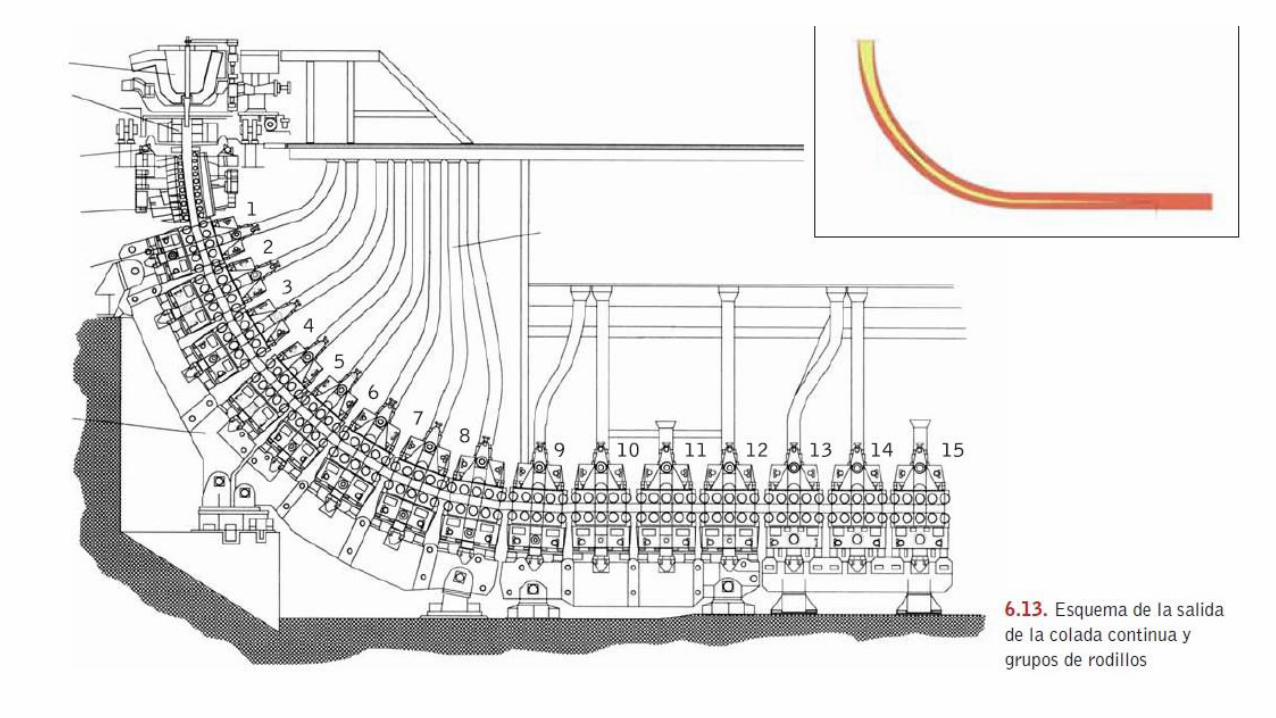
Refrigeración secundaria
Considerando el molde como la zona de refrigeración primaria, la refrigeración secundaria es la que comienza en cuanto el lingote sale de él. En ese momento, la piel sólida exterior tiene justamente la fuerza necesaria para retener las tensiones combinadas del falso lingote (que se estira constantemente hacia abajo) y la presión ferrostática del interior, aún líquido.
La refrigeración secundaria consiste en rociar la superficie del desbaste con una serie de chorros de agua (o agua pulverizada en aire) que inciden en todas las caras de la barra de acero a lo largo de su recorrido por la línea. La longitud de este recorrido en la que se aplica esta refrigeración depende del tamaño del desbaste.
El objetivo de la refrigeración secundaria es continuar el enfriamiento del lingote entre la salida del molde y su solidificación completa. Las condiciones y la buena marcha de este proceso dependen de la conductividad térmica de la piel, el rendimiento del medio de rociado y la calidad deseada para el producto final.
El medio refrigerante empleado puede ser agua o una mezcla de agua y aire. Se rocía a través de boquillas sobre la superficie del desbaste y se controla de forma que la temperatura del mismo decrezca uniformemente en la dirección de colada.
La refrigeración se lleva a cabo en zonas que se controlan independientemente. Así, el número de boquillas por unidad de superficie es mayor en las secciones cercanas al molde que en las inferiores.
Es muy importante el ajuste preciso entre las necesidades de evacuación de calor y los caudales de agua empleados. Si la refrigeración es escasa, la piel del desbaste será demasiado fina y podría no resistir los esfuerzos a los que la someten los rodillos o la propia presión ferrostática de su interior.
Si, por el contrario, la refrigeración es excesiva (sobrerrefrigeración), el espesor de la piel crece demasiado rápidamente, pudiendo aparecer un hueco en el interior del slab como consecuencia de la contracción por solidificación (los rechupes vistos en la colada convencional). Un enfriamiento demasiado rápido es perjudicial en la mayoría de los procesos industriales, por las situaciones de inestabilidad y desequilibrio a que da lugar. Además una refrigeración muy alta da lugar a que la línea salga “torcida” debido a un enfriamiento demasiado rápido, que hace salir al acero de la zona de plasticidad antes de abandonar el camino de rodillos.

La subdivisión del sistema de refrigeración en zonas debe tener en cuenta que las necesidades de agua son distintas en las áreas internas y externas de la zona curva.
Otra función adicional del sistema de refrigeración secundaria es regular el ritmo de la solidificación para obtener un acero final con la estructura interna deseada.
La piel solidificada en el molde va aumentando su espesor a medida que el desbaste desciende por la línea de colada, hasta que al final de la zona de refrigeración se unen en el centro del lingote las capas sólidas formadas a partir de caras opuestas. Es decir, el acero líquido, como se ve en la figura, toma forma de cono con su vértice a una distancia considerable bajo el molde.
La refrigeración rápida (no confundir con la sobrerrefrigeración) acorta el cono líquido, reduciendo el peligro de solidificaciones fuera de lugar que originen porosidad central o cavidades internas por contracción.
Es importante que el sistema de refrigeración posea la suficiente flexibilidad para adaptarse a cambios en la velocidad de la máquina de colada continua, aunque sería deseable que la velocidad de colada fuese uniforme. De forma casi universal, el caudal de agua en cada una de las zonas de refrigeración secundaria es directamente proporcional a la velocidad de colada, en la forma Q = A(Velocidad) + B.
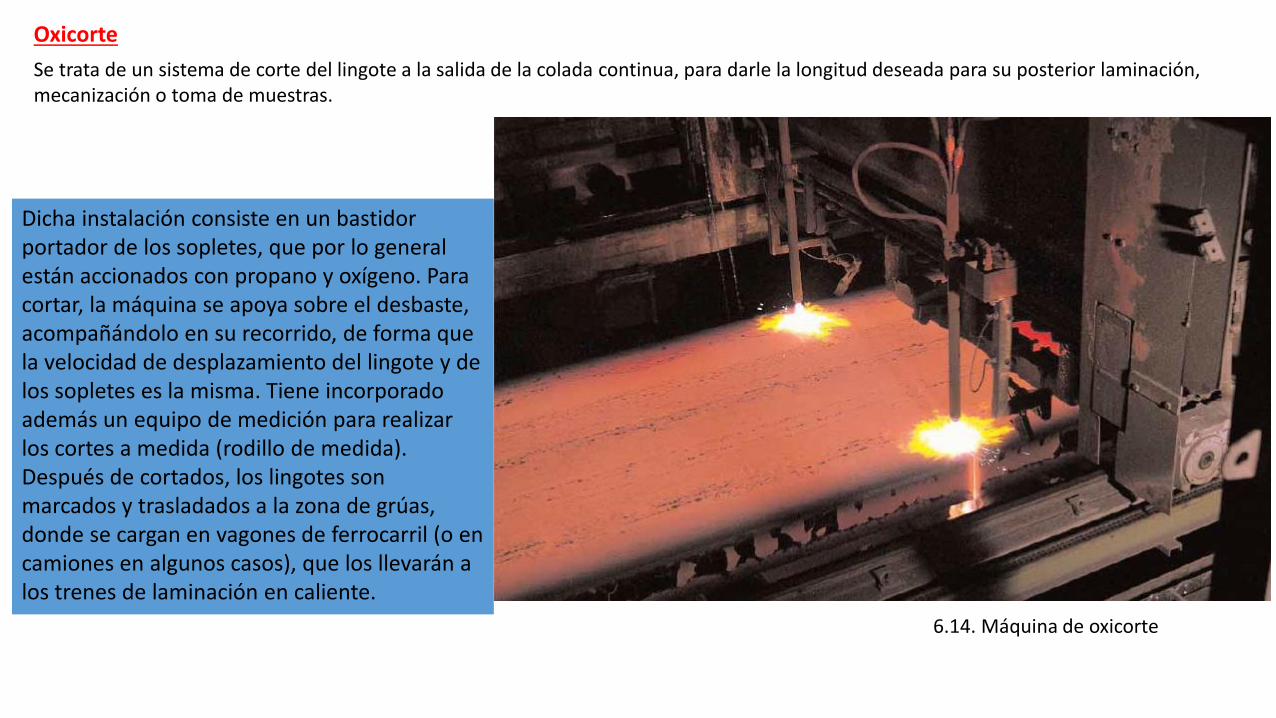
Oxicorte
Se trata de un sistema de corte del lingote a la salida de la colada continua, para darle la longitud deseada para su posterior laminación, mecanización o toma de muestras.
6.14. Máquina de oxicorte
Dicha instalación consiste en un bastidor portador de los sopletes, que por lo general están accionados con propano y oxígeno. Para cortar, la máquina se apoya sobre el desbaste, acompañándolo en su recorrido, de forma que la velocidad de desplazamiento del lingote y de los sopletes es la misma. Tiene incorporado además un equipo de medición para realizar los cortes a medida (rodillo de medida).Después de cortados, los lingotes son marcados y trasladados a la zona de grúas, donde se cargan en vagones de ferrocarril (o en camiones en algunos casos), que los llevarán a los trenes de laminación en caliente.

REQUISITOS DE OPERACIÓN
La fabricación de acero con destino a colada continua difiere de la del destinado a colada convencional en que exige una mayor temperatura de colada del acero para evitar solidificaciones prematuras a lo largo del proceso (más largo en este caso). Esto conlleva una serie de efectos secundarios, como la tendencia del acero a ser más gaseoso y con escorias más fluidas, que el carbono descienda más rápidamente y la refosforación sea más probable.
La temperatura real de sangría del acero depende de la calidad del metal fabricado, especialmente del contenido en carbono. Cuanto menor es el contenido en carbono, mayor debe ser la temperatura de colada, ya que el punto liquidus del acero es más alto, y por tanto también es mayor el riesgo de una solidificación superficial en cualquier momento del proceso.
En las máquinas de palanquilla la temperatura necesaria de colada también debe ser más alta, ya que las cucharas de las acerías de productos largos en general son más pequeñas, con lo que el riesgo de solidificación es más alto también.
La estructura interna de un producto de colada continua está muy relacionada con la de un lingote convencional. Su corteza exterior será de grano fino debido al rápido enfriamiento al estar en contacto con el molde refrigerado. Su interior, sin embargo, estará formado por cristales alargados y por granos equiaxiales en el centro.
La estructura cristalizada en la zona columnar y central es más fina que la de un lingote convencional, mientras que la segregación (heterogeneidades debidas al ritmo de solidificación) es menor debido a la alta velocidad de solidificación.

Para evitar o minimizar la estructura columnar y la segregación, especialmente en los aceros altos en carbono, las máquinas suelen disponer de un sistema de agitadores electromagnéticos (EMS = Electro Magnetic Stirrer). Se trata de unas bobinas que van rodeando físicamente al producto y que por inducción generan movimientos en la zona pastosa y en la líquida, de forma que se “rompe” la estructura columnar, obteniéndose una gran homogeneidad. Se suelen disponer en el molde (se rompen las dendritas) y/o en la línea, para evitar en este último caso la segregación central al solidificar el último acero.
El movimiento oscilatorio del molde deja unas levísimas señales onduladas en todos los productos (marcas de oscilación) que no tienen consecuencias y desaparecen en la laminación.
La principal preocupación es evitar la formación de grietas superficiales, tanto longitudinales como transversales. Algunas de las posibles causas de grietas superficiales longitudinales son:
• Radio de curvatura no adecuado para las aristas del molde.• Refrigeración no uniforme.• Temperatura de colada demasiado alta.• Vaciado del liquido demasiado rápido para una temperatura determinada.
Por su parte, las grietas transversales, que no suelen constituir un problema grave, pueden producirse si el metal se pega al molde, por deformación de éste o lubricación inadecuada, o bien porque el doblado durante la extracción es demasiadobrusco, en particular con ciertas calidades de acero.
Pueden darse también grietas internas, debidas a una refrigeración demasiado rápida, a un alto contenido en azufre o a un mal ajuste entre los rodillos de extracción y el slab.
También son muy típicas las grietas en estrella, debidas generalmente a un mal estado del cobre del molde, y las grietas en esquina (o grieta en borde), a causa en general de un sobreenfriamiento en la zona, por arrollar el agua a lo largo de ella.
Un defecto difícil de eliminar en su totalidad es la formación de poros en la superficie debidos a la salida de los gases ocluidos. Si son de importancia pueden degenerar en “costuras”; es decir, grietas cerradas, pero no soldadas. Los poros pueden ser consecuencia de una lubricación excesiva, de la presencia de agua en el aceite o de una insuficiente desoxidación y deshidrogenación del acero. La aparición de estos poros de origen gaseoso disminuye aumentando la adición de aluminio o silicio.
La porosidad interna, en cambio, no suele ser un defecto grave, ya que desaparece durante la laminación.

PROBLEMAS EN LA COLADA CONTINUA
Perforaciones en el slab
DURANTE EL ARRANQUE DE COLADAEste fenómeno ocurre cuando el nivel de acero en el molde cae súbitamente y viene acompañado de ruidos (pequeñas explosiones) y llamaradas. Puede ser debido a:
• Mal sellado de la cabeza del falso lingote.• Insuficiente carga de chatarra o en malas condiciones.• Humedad en el molde o llenado a una velocidad inadecuada.• Fallo en el agua de rociado.• Fallo en la oscilación del molde.Si se produce este tipo de perforación se debe cerrar inmediatamente la buza del tundish, parar la oscilación y tratar de sacar el falso lingote con el acero ya colado. En caso de que esto no fuera posible, se debe parar la extracción de la máquina.
PERFORACIONES DURANTE LA COLADALos síntomas son los mismos que en el caso anterior, existiendo igualmente diversas causas posibles:
• Excesiva velocidad de colada.• Acero demasiado caliente o insuficiente refrigeración, en particular a la salida del molde.• Insuficiente conicidad en los lados estrechos del molde.• Alineación incorrecta del molde.• Excesivo nivel de fluctuación en el molde.• Mala posición de la buza sumergida (por ejemplo, si la buza está demasiado cerca de la pared del molde).

ABOMBAMIENTO
ABOMBAMIENTO DESPUÉS DE LA MÁQUINA EXTRACTORASe produce un abombamiento visible del slab. La causa de este fenómeno es que la longitud del corazón líquido de la línea es mayor que la longitud soportada de la máquina, por lo que el acero aún no ha solidificado completamente a la salida del molde.
Una vez detectado el defecto se debe reducir la velocidad de colada a un 25- 50%, incrementar la refrigeración secundaria y verificar la presión de los rodillos.
Se observa a continuación la altura del abombamiento en el momento del paso del slab por la máquina de oxicorte.
ABOMBAMIENTO DENTRO DE LA MÁQUINA EXTRACTORA Y/O ENTRE RODILLOSEste fenómeno puede ser debido a una presión hidráulica demasiado baja, a fallos en el sistema hidráulico o a rotura del rodillo.
ABOMBAMIENTO DE LAS CARAS ESTRECHASEn caso de un abombamiento notable (10 mm para un espesor de 200 mm), se debe llegar a interrumpir la colada para evitar perforaciones. La razón puede ser una conicidad insuficiente de las caras estrechas del molde, velocidad de colada demasiado alta o insuficiente refrigeración de las caras estrechas.

ADHERENCIA DE LA PIEL AL MOLDE
Este tipo de problema se produce cuando la piel se adhiere al molde en las esquinas o entre la tapa y la parte superior del mismo, formando puentes de acero entre la buza sumergida y la pared del molde. El peligro de perforación es grande.
La causa puede ser que el nivel de acero en el molde sea demasiado alto o que la buza sumergida esté demasiado fría o mal centrada. Si los polvos de colada son inadecuados (excesiva alúmina), es muy probable que se formen adherencias en forma de rebabas de acero en las esquinas del slab, de modo que queda pegado al molde. Son difíciles de detectar y suelen dar lugar a perforaciones, aunque existen ya sistemas que nos permiten “ver” cómo va el acero por el molde. En estos casos se debe parar la línea de colada y eliminar el acero adherido con una varilla.
TUNDISH EN BANDA
Se llama así al hecho de que la buza del tundish no cierre a pesar de estar activado su dispositivo de cierre. Según el momento en que ocurra el fallo, se distinguen los siguientes casos.
TUNDISH EN BANDA DURANTE SU LLENADOPuede ser debido a una mala colocación relativa del tapón y la buza o a la existencia de material refractario entre tapón y buza. Para subsanar este defecto se deben hacer varios intentos por cerrar el tapón o cierre corredera. También puede deberse a un mal estado de los tubos de arranque, que tienen por misión regular el orden de arranque de las líneas.
TUNDISH EN BANDA DURANTE EL ARRANQUE DE COLADAPuede ocurrir durante los primeros minutos después de la apertura de la buza y comienzo de la colada. El nivel de acero en el molde aumenta aunque se intente cerrar la buza. Puede ser consecuencia de la existencia de materiales extraños entre buza y tapón, de un mal centrado de éste o de una temperatura del acero o del tundish demasiado baja.
Ante este fallo se debe incrementar la velocidad de colada, estrangular la buza de la cuchara para reducir el nivel de acero en el tundish y así reducir el flujo de acero a través de la buza del tundish.

TUNDISH EN BANDA DURANTE LA SECUENCIASe reconoce por el nivel del molde, que aumenta aunque se intente cerrar la buza, pudiendo deberse a tiempos de colada demasiado largos para la vida del refractario de la buza o tapón, a refractarios inadecuados o a un fallo del sistema hidráulico o eléctrico del cierre de corredera.
Para que el nivel del molde descienda a una altura normal de operación, se debe aumentar la velocidad de colada durante un periodo corto, estrangulando la buza de la cuchara para reducir el nivel de acero en el tundish y así reducir el flujo de acero a través de la buza del tundish.
TUNDISH EN BANDA AL FINAL DE LA SECUENCIAAl final de la colada no se cierra la buza del tundish, muy posiblemente por erosión del refractario. Si éste es de alúmina grafitizada, el desgaste es causado por el oxígeno disuelto en el acero debido a una insuficiente desoxidación del mismo.
Si el problema persiste, debemos interrumpir la secuencia y salir con el tundish en emergencia, de forma que no haya derrames de acero con riesgo para las personas en instalaciones.
TUNDISH EN BANDA
OBSTRUCCIÓN DE LA BUZA DEL TUNDISH
OBSTRUCCIÓN LENTA DE LA BUZAEl nivel de acero en el molde baja lentamente aunque el cierre esté completamente abierto. Puede tener diversas causas: el acero está demasiado frío, el tundish insuficientemente precalentado, el aluminio es excesivo o bien se añadió demasiado en metalurgia secundaria, en lugar de añadirlo a la cuchara durante la sangría, como es lo correcto. La obstrucción se produce por deposición de alúmina y puede llegar a cerrar por completo la buza.
Si el problema se produce en el tapón, se procurará eliminar los depósitos de alúmina del interior de la buza tan pronto como sea posible mediante aperturas y cierres rápidos del tapón sobre la buza (acción de bombeo), reduciendo la velocidad de colada.
Si es necesario realizar esta operación para desatascar, el cierre ha de estar completamente abierto y el operador preparado, ya que el acero puede volver a salir con fuerza repentinamente.
OBSTRUCCIÓN INSTANTÁNEA DE LA BUZACuando ocurre este fenómeno, el nivel de acero en el molde cae repentinamente.
Puede ser debido a un bloqueo de la buza por material refractario, como por ejemplo un resto de cabeza del tapón, de las placas de cierre o del revestimiento refractario del tundish.
La primera medida a adoptar en este caso es reducir inmediatamente la velocidad de colada. A continuación, si no se puede abrir la buza, existen dos alternativas principales:
• Parar la línea y extraer los polvos de colada por desescoriado.• Extraer la línea lentamente del molde sin desescoriar. Se debe entonces agitar el nivel de acero mientras este en el molde. Cuando la cola del slab abandone el molde, el personal debe retirarse ya que hay riesgo de explosión debido a las reacciones agua-escoria.
ESCORIA EN EL MOLDE
No suelen aparecer indicios o perforación. El motivo es que el tundish se ha vaciado por alguna razón, lo que da lugar a que el nivel descienda mucho, entrando escoria en el molde. En este caso se debe cerrar inmediatamente la buza del tundish y detener la colada por algún tiempo. A continuación se intentará reducir la cantidad de escoria y, si no es posible, realizar la operación descrita en el caso anterior de obstrucción de buza.
INTERRUPCIÓN DE LA COLADA
Cuando la colada se interrumpe durante un corto período de tiempo debido a algún fallo, se debe seguir una pauta de actuación.Para empezar, se debe cubrir el acero del molde con suficiente polvo de colada y agitar despacio el acero. Se mantiene la oscilación del molde, se deja actuar el control automático de velocidad y se reduce el agua de rociado. Cuando se vuelva a arrancar la línea se debe hacer a baja velocidad.
Al parar una línea durante la colada, la piel de las caras anchas comienza a contraerse, formándose un hueco entre la piel y las paredes del molde. Este efecto se puede retrasar por medio de una agitación no muy violenta del nivel del acero en el molde.
Una vez el acero se ha contraído en el molde y se ha separado de las paredes, no se puede seguir colando, ya que el nuevo acero aportado podría rebosar y fluir a través del hueco y causar una perforación o rotura de la línea. Según la anchura del slab, el tiempo posible de parada de máquina está entre 1 y 2 minutos.
Cuando ocurre un fallo en la línea, se debe extraer el desbaste lo mas caliente posible. Cuando se queda demasiado frio para enderezarlo y extraerlo, debe cortarse en piezas curvas y sacarlas por la parte superior o inferior. Esta operación es muy lenta, y por eso se procura evitar.
EL SISTEMA DE REFRIGERACIÓN SECUNDARIA
Propósitos de la refrigeración secundaria
El objetivo de la refrigeración secundaria en la colada continua es continuar el enfriamiento del desbaste una vez éste ha abandonado el molde, hasta lograr la solidificación completa del mismo. Este proceso está limitado por condiciones como conductividad térmica de la piel, eficiencia del medio de rociado y consideraciones de calidad del producto final.
La refrigeración está dividida en zonas controladas separadamente. El medio refrigerante, agua o una mezcla de agua y aire, es rociado a través de boquillas sobre la superficie del desbaste, controlando que la temperatura decrezca uniformemente en la dirección de colada.
Condiciones de enfriamientoLa evacuación de calor en el molde está determinada por la transmisión de calor desde la superficie del desbaste a la pared del molde. En cambio, en la zona de refrigeración secundaria la evacuación de calor depende principalmente del flujo de calor en el lado interior de la piel.Este flujo de calor se puede incrementar hasta un cierto límite aumentando la diferencia de temperaturas entre la parte inferior y la parte superior de la piel. La temperatura en la parte interior de la piel, en la interfase sólido-líquido, corresponde al intervalo de temperaturas de solidificación del acero en cuestión. Por tanto, es la temperatura exterior de la piel la que influye en la velocidad de solidificación y por ello en la longitud del corazón líquido en la línea.
Se debe tener en cuenta que una refrigeración excesiva origina una caída de temperatura demasiado fuerte en la superficie de la piel, pero no en su interior, lo que podría dar lugar a tensiones térmicas tales que la piel podría romperse y dar lugar a la formación de grietas internas y superficiales. Los aceros de alto índice elástico (en general, los de alto carbono) son muy sensibles a esta posibilidad.
La refrigeración secundaria no debe emplear grandes cantidades de agua para evitar subenfriamientos locales y asegurar que el enderezado de la línea tenga lugar con una temperatura superficial superior a los 800º C, en zona austenítica.

Posibilidades de refrigeración secundaria
Generalmente se emplea agua como agente refrigerante, rociada por medio de boquillas. La atomización mejora si se emplea una mezcla de agua
y aire comprimido.
La atomización del agua significa “romperla” y separarla en pequeñas gotas de alta velocidad e impulso. El tamaño de las gotas depende del diámetro de la boquilla y de la presión del agua. El tamaño y la velocidad de la gota y su energía de choque influyen en el efecto de mojado y por tanto en la acción refrigerante del agua.
La eficiencia del enfriamiento depende de si las gotas son capaces de penetrar en la fase vapor, porque solo entonces podrán evaporarse y ser capaces de producir un enfriamiento intenso por absorción de calor latente para su evaporación.
El calor es extraído por el calentamiento del agua de rociado (calor sensible) y por evaporación de una parte de la misma (calor latente). Se evapora en torno a un 20 % del agua total empleada; la que no se evapora se recoge para su recirculación en el circuito. El vapor se expulsa a la atmosfera por medio de extractores.
Sobreenfriamiento y sobrecalentamiento.
El sistema de rociado se debe diseñar de manera que permita un control uniforme de la temperatura. Sin embargo, es inevitable que se produzcan fluctuaciones de la misma, ya que el agua sólo puede ser proyectada sobre un área limitada de la línea, dependiendo del sistema.
En la línea se producen enfriamientos y calentamientos alternativos debidos, por una parte, a una reducción de las temperaturas superficiales en el área de impacto del rociado y, por otra, a que en la zona de contacto con los rodillos tiene lugar un recalentamiento del desbaste.

Diseño del sistema de refrigeración secundaria
Se deben controlar y adaptar las cantidades de agua a las diferentes condiciones, para alcanzar la uniformidad adecuada de evacuación de calor. Para ello, el enfriamiento se divide en varias zonas, que tienen su propio control.
La distribución de agua va disminuyendo desde los rodillos de pie hasta el último segmento. Las tuberías se equipan con filtros de limpieza sencilla. Toda la instrumentación y control deben instalarse después del filtro de entrada. Las tuberías situadas entre los filtros y las boquillas deberían ser de acero inoxidable para evitar contaminaciones y obstrucciones de las boquillas provocadas por partículas de óxidos.
Cada zona de rociado comprende las tuberías en cuyos extremos van las boquillas. Éstas distribuyen uniformemente el agua sobre la superficie del desbaste e imprimen la energía necesaria a las gotas. Hay diferentes tipos de boquillas.
Las de chorro lleno (adecuado para las caras estrechas), las de chorro plano (para las caras anchas) y las de mezcla de aire y agua (también para las caras anchas).
Existe una gran variedad de boquillas en el mercado, con distintos patrones de distribución de agua, ángulos de rociado, relaciones presión/caudal, materiales y métodos de montaje.
Diseñar el sistema de rociado consiste en calcular la distribución y disposición de las boquillas, y el caudal de agua necesario.

La cantidad de calor que se debe evacuar del acero líquido a través de la superficie del desbaste disminuye a medida que aumenta el espesor de la piel. Esto implica que, cuanto más lejos estemos del molde, menos calor es necesario extraer de la línea. Por ello teóricamente la cantidad de agua de rociado debe ir disminuyendo a medida que nos alejamos del molde.
Sin embargo ha de tenerse en cuenta que la presión ferrostática aumenta al alejarse del molde y ejerce una presión interna sobre la piel que hace que ésta se abombe entre los rodillos, pudiendo producirse grietas internas. Este fenómeno se puede paliar intensificando la refrigeración secundaria, ya que al enfriarse más la piel aumenta su resistencia mecánica, incrementándose su capacidad para soportar la presión ferrostática.
DISTRIBUCIÓN DEL AGUA SOBRE LA LONGITUD DEL DESBASTE
DISTRIBUCIÓN DEL AGUA EN LA PARTE CURVA
La eficiencia del enfriamiento es diferente en los arcos externos e internos de las curvas. La línea es prácticamente vertical a la salida del molde y pasa a ser horizontal tras el enderezado. Por debajo del molde, las dos caras anchas pueden estar sujetas a las mismas condiciones de enfriamiento o pueden ser diferentes, en particular en la zona inmediatamente inferior al molde.
A medida que aumenta la distancia al molde, el agua va formando un arroyo sobre la cara interna del desbaste. Este arroyo corre a través de los rodillos si tienen acanaladuras superficiales o es represada entre el rodillo y el bloque de acero, fluyendo hacia las esquinas. Este flujo de agua incontrolada ha de ser evitado por todos los medios, ya que es el responsable de las grietas en borde.
Sobre el arco externo, el agua no forma arroyo, sino que cae por la fuerza de la gravedad. Es también posible que las gotas de agua proyectadas sobre esta superficie no tengan la energía cinética suficiente para penetrar a través de la capa de vapor y llegar a la superficie del desbaste, caso en el que no existiría efecto refrigerante.
Debido a estas diferencias entre el comportamiento del agua en las caras interna y externa del desbaste, es necesario variar la distribución del caudal entre el arco interno y externo a lo largo de la máquina. Se parte de una relación de 1:1 en la zona más vertical de la línea y se llega, en la zona final, a una relación 1:1,15.
CONTROL DEL CAUDAL SEGÚN LA VELOCIDAD DE COLADA.
A la hora de calcular el caudal de agua, la velocidad de colada es un factor fundamental.
Normalmente se cuela más despacio durante el inicio y final de colada que en la fase de operación normal. Sin embargo, a veces la velocidad de colada en este período varía por diversas razones, generalmente por la temperatura del acero medida en el tundish: a más sobrecalentamiento, menos velocidad y viceversa. También se puede cambiar de velocidad por razones operativas, como dar tiempo a llegar a la siguiente cuchara, si bien esto es no es deseable por cuestión de calidad.
Cualquier cambio en la velocidad de colada implica un cambio en el caudal de rociado si se quiere mantener un enfriamiento adecuado del desbaste para obtener una buena calidad en el acero final. La relación es directamente proporcional o, en algunas maquinas, cuadrática. Para conseguir esto es indispensable un control automático de los caudales de agua en función de la velocidad de colada.
Si la velocidad de colada desciende por debajo de 0.5 o 0.6 m/min no debe reducirse la cantidad de agua, ya que por debajo de un mínimo la boquilla no trabaja bien y se puede quemar.
También se puede mantener fijo el caudal de agua de alguna o todas las zonas, para fases especiales del proceso. Los casos extremos son el arranque de la línea, en el que el caudal es el máximo, y la evacuación de la maquina, que se realiza con un caudal inferior al nominal.

CONTROL DE ROCIADO SEGÚN LOS GRADOS DE ACERO.
Los caudales de rociado son distintos para cada grado del acero. Los que son más sensibles a la aparición de grietas, como los calmados al aluminio de bajo carbono, necesitan una refrigeración más suave.
Los aceros de alto carbono destinados a aplicaciones muy exigentes, como el cablecillo para neumáticos, requieren una refrigeración muy fuerte (hard cooling) para minimizar la segregación.
CÁLCULO DE CAUDALES Y DENSIDADES DE ROCIADO.
Cuando se diseña una máquina de colada continua, el cálculo de los caudales de agua de refrigeración y su distribución se hacen inicialmente por ordenador. Los programas han de tener en cuenta muchos factores, como el efecto refrigerante de los rodillos soporte, pérdidas por radiación, etc. Posteriormente se contrasta con la experiencia y los resultados de diferentes pruebas, tanto en la máquina como en el tren de laminación.

CONTROL DE INCLUSIONESLas inclusiones son partículas de naturaleza no metálica presentes en el acero.
Las más destacables son los óxidos y sulfuros metálicos. Un caso típico es la alúmina (Al2O3), que es el producto de la reacción del aluminio con el oxígeno y que aparece al añadir aluminio para calmar el acero:
4Al + 3O2 = 2Al2O3
Aunque generalmente la alúmina de las inclusiones no tiene este origen, sino que proviene del refractario, esto es, su origen es exógeno.La alúmina no es asimilable a la matriz metálica (no se integra en la estructura del acero), y por ello las zonas de inclusiones son propensas a la aparición de grietas que pueden llegar a causar la fractura del material, como ocurre por ejemplo con la rotura en copa y cono al trefilar.
Hasta hace pocos años, estas inclusiones eran la causa de la menor calidad de los aceros obtenidos por colada continua frente a los colados en lingotera.
El azufre también es causa de inclusiones cuando se combina con el manganeso formando sulfuro de manganeso.
Mn + S = MnSSin embargo, y al contrario de lo que sucede con la alúmina, el sulfuro de manganeso es deformable, por lo que no suele ser un problema.
PARA ELIMINARLAS SE PUEDEN EMPLEAR LOS SIGUIENTES MÉTODOS:
• Flotación. Se trata de un método físico-químico de separación por atrapamiento de ciertos elementos en la superficie de burbujas. Puede ser natural o forzada, (activada con argón).
• Captación por escoria sintética. Esta escoria, introducida en el tundish, capta las inclusiones.
• Filtración. Se emplean filtros cerámicos de refractario. Se crea una diferencia de presiones a ambos lados del filtro. El metal lo atraviesa por porosidad, quedando las inclusiones en el filtro. Se obtienen así los aceros ultralimpios.

METALURGIA TERCIARIA
La metalurgia terciaria, también denominada metalurgia en artesa, tiene por misión alcanzar los siguientes objetivos:
1.- Disminuir el número de inclusiones en el líquido.
2.-Evitar la oxidación y nitruración del metal.
3.- Controlar que no se produzcan desviaciones en los porcentajes de los elementos de aleación ajustados por las operaciones de la metalurgia secundaria.
4.- Realizar un seguimiento y si fuera preciso, un ajuste de la temperatura del caldo.
Para alcanzar estos objetivos se precisa utilizar:
• Gases, tales como el argón, para evitar la oxidación y nitruración del líquido y activar el mecanismo de flotación de las inclusiones.• Dispositivos de calentamiento por inducción o plasma, con objeto de controlar la temperatura.• Mecanismos de agitación neumática y electromagnética, que garanticen la homogeneidad térmica y química del fundido.• Sistemas de filtración cerámica, que permitan retener las inclusiones de menor tamaño.


Una inclusión es una partícula no metálica insoluble tanto en el hierro líquido como en el acero. Se distinguen dos tipos:
• Inclusiones exógenas, que proceden de fases o medios en contacto con el hierro líquido: escoria, refractario, componentes de la carga del horno, etc.
• Inclusiones endógenas, que se producen por reacciones de tipo químico o de pérdida de solubilidad dentro del hierro líquido.
Aunque durante todo el proceso de elaboración del acero, el hierro líquido está en contacto tanto con fuentes potenciales de inclusiones endógenas (reacciones de afino del azufre y oxígeno) como de exógenas (escorias y refractarios), es igualmente cierto que, de forma simultánea, trabajan mecanismos de eliminación tales como:
• Hervido del metal (desprendimiento de CO).• Captación por la escoria y el refractario.• Coalescencia de las inclusiones.• Flotación.
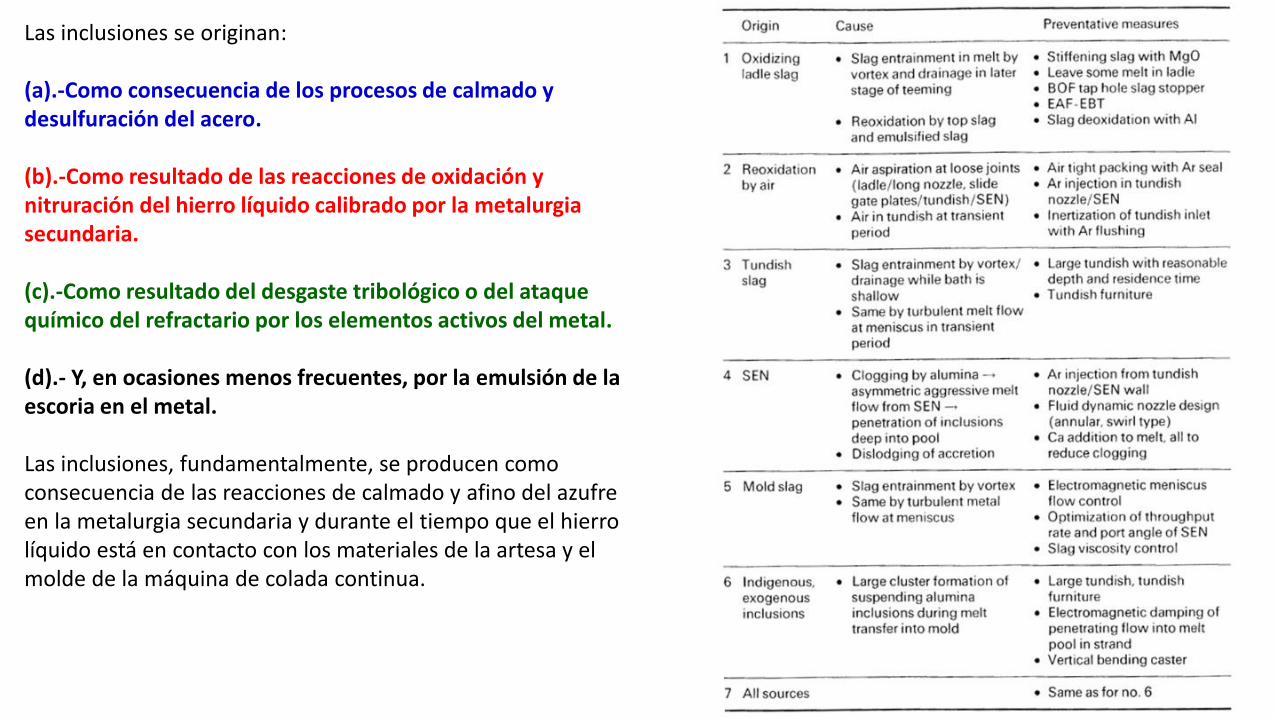
Las inclusiones se originan:
(a).-Como consecuencia de los procesos de calmado y desulfuración del acero.
(b).-Como resultado de las reacciones de oxidación y nitruración del hierro líquido calibrado por la metalurgia secundaria.
(c).-Como resultado del desgaste tribológico o del ataque químico del refractario por los elementos activos del metal.
(d).- Y, en ocasiones menos frecuentes, por la emulsión de la escoria en el metal.
Las inclusiones, fundamentalmente, se producen como consecuencia de las reacciones de calmado y afino del azufre en la metalurgia secundaria y durante el tiempo que el hierro líquido está en contacto con los materiales de la artesa y el molde de la máquina de colada continua.

Figura 2.33.- Diagrama ternario SiO2-CaO-Na2OCUADRO 2.14.-Composición química, en %, de las escorias sintéticas de colada continua (artesa - linqotera)
Para la escoria tipo I, siguiendo el criterio expuesto anteriormente, la composición pseudoternaria resultante es igual a: 72 % de SiO2; 12 % de CaO y 16 % de Na2O.
Es práctica habitual, en la desgasificación del hierro líquido, utilizar escorias sintéticas del sistema F2Ca-CaO-Al2O3 para cubrir perfectamente la interfase del líquido en contacto con el aire. En la artesa y en el molde de las máquinas de colada continua se utilizan escorias sintéticas (cuadro 2.14) de alta fluidez que garantizan un perfecto aislamiento del líquido. Existen dos tipos de estas escorias:
• Unas, con espato de flúor, F2Ca, en su formulación: escoria tipo I.
• Otras, en las cuales se sustituye el espato de flúor por el óxido de sodio: escoria tipo II.
Para estudiar las escorias sintéticas de colada continua, bajo el diagrama ternario SiO2-CaO-Na2O de la figura 2.33, se tienen que considerar las equivalencias:

Para eliminar las inclusiones presentes en el hierro líquido y lograr un acero limpio, se pueden emplear los siguientes mecanismos:
• Flotación (natural o forzada).• Crecimiento de las partículas.• Captación por una escoria o por el refractario.• Modificación y coalescencia.
Las inclusiones estables, que presentan un tamaño superior al crítico (mecanismo de nucleación), constituyen, dentro del hierro líquido, una fase heterogénea que se desplaza hacia la interface líquido-gas debido a las fuerzas de flotación.El equilibrio dinámico de fuerzas sobre una inclusión esférica en el seno del hierro líquido es igual a:
*Ff es la componente de flotación:
donde r es el radio de la inclusión, ρl, la densidad del metal líquido y g la aceleración de la gravedad
**Fg es la componente gravitatoria:
donde ρi es la densidad de la inclusión
***Fs es la fuerza de rozamiento de Stokes:
donde η es la viscosidad y, finalmente, v es la velocidad de flotación de inclusiones esféricas:
0 (2.60)s gfF F F
3l
4 g
3f
rF
3i
4 g
3g
rF
6sF r v
2
l i
2(2.61)
9
grv

Las inclusiones endógenas, formadas como consecuencia de las reacciones de eliminación del azufre y oxígeno disueltos, pueden ser de tamaño tan pequeño que los mecanismos de flotación no acierten a explicar su desaparición del fundido.
La desoxidación con aluminio, por ejemplo, genera inclusiones de alúmina, Al2O3, que, una vez alcanzado su tamaño crítico, pueden constituir sustratos de crecimiento para nuevas partículas de óxido de aluminio durante el proceso de calmado del acero. La etapa controlarte del proceso se identifica con el crecimiento de la partícula de alúmina hasta que el desarrollo alcanzado por la misma sea tal que la velocidad de flotación se responsabilice de su eliminación del fundido.
Por otra parte, una inclusión de alúmina, además de abandonar el metal mediante mecanismos de crecimiento-flotación, también puede desaparecer si es atrapada por el refractario de la cuchara, de la artesa o por la escoria emulsionada dentro del caldo.
La fuerza impulsora del proceso de captación de inclusiones es el potencial químico. La alúmina, de actividad unidad, es captadapor una escoria en la cual la actividad del óxido de aluminio es inferior a la unidad.

Según el diagrama de equilibrio ternario SiO2-Al2O3-CaO de la figura 2.34, se puede estimar la actividad de la alúmina a lo largo de las líneas frontera de los campos de cristalización primarios siguientes:
2CaO. SiO2 - 12Ca0.7Al2O3;12Ca0.7Al2O3 - 3CaO. Al2O3
12CaO.7Al2O3 - CaO.Al2O3.
Las escorias utilizadas por la metalurgia secundaria y terciaria tienen las características siguientes:
• Baja temperatura de líquidus • Alta basicidad.
La composición química de las escorias adecuadas para conseguir los objetivos anteriormente mencionados serán aquellas situadas en el entorno del eutéctico de 1335 °C:
12CaO.7Al2O3 + 2CaO.SiO2 + CaO.Al2O3 Líquido
FIGURA 2.34.- Diagrama ternario SiO2-Al2O3-Ca0. Escorias para captación de inclusiones de alúmina.

Otra alternativa consiste en utilizar escorias del sistema CaF2-Al2O3-CaO (figura 20.6 del volumen I que tienen la ventaja de presentar mejores prestaciones con respecto a los valores que puede tomar la actividad del óxido de calcio en el fundido. A lo largo de la línea que delimita los campos de cristalización primarios del CaO-5CaO.3Al2O3 y del CaO—CaF2, la actividad del óxido de calcio en el líquido es igual a la unidad (figura 20.6)
FIGURA 20.6.- Diagrama ternario F2Ca-Al2O3-CaO

Los constituyentes dispersos y la matriz de los refractarios de la cuchara y de la artesa pueden ser centros activos capaces de captar o disolver las inclusiones del baño. Lógicamente, la cinética de captación de inclusiones por los refractarios de la cuchara y de la artesa se favorece al aumentar el número de Reynolds del metal.
La modificación y coalescencia de las inclusiones es otra de las alternativas que existen para la obtención de aceros limpios. En la figura 2.35 se muestra esquemáticamente como puede realizarse la modificación de las inclusiones de sulfuro de manganeso, alúmina, óxido de manganeso (II) y óxido de silicio.
La presencia de inclusiones en una matriz metálica provoca frecuentes faltas de cohesión (decohesiones) en el transcurso de la deformación en caliente del acero. No obstante, admitiendo que se tenga que asumir su presencia, las interferencias desfavorables durante la deformación plástica en caliente disminuirían si:
• Se logra sustituir la morfología alargada o acicular por la esférica• Se aumenta la plasticidad en caliente de las inclusiones.
FIGURA 2.35.- Características de las inclusiones antes y después del tratamiento con calcio (según Deo, 1993).

Mediante el tratamiento con calcio (figura 2.35) se logra:
(a).- Reducir el tamaño y la forma de las inclusiones de sulfuro de manganeso.
(b).- Transformar una inclusión dura y frágil de alúmina en un aluminato de cal con cantidades variables de azufre y silicio disueltas, de mayor plasticidad.
(c).- Hacer desaparecer las inclusiones de óxido de manganeso y óxido de silicio por disolución en el hierro líquido.
El calcio es un metal activo de bajo punto de fusión (850 °C) y volátil (temperatura de ebullición de 1487 °C). El rendimiento obtenido en la disolución del metal en el hierro líquido no alcanza el 10 % ya que gran parte del mismo se desprende como vapor. Para incrementar el rendimiento del tratamiento se suele utilizar calcio aleado con silicio (siliciuro de calcio, SiCa).
FIGURA 2.35.- Características de las inclusiones antes y después del tratamiento con calcio (según Deo, 1993).

Existen dos formas de llevar a la práctica el tratamiento con calcio:
1.-Inyectar, normalmente en la cuchara, polvos de SiCa (0.60 – 1.0 mm) con lanza cerámica y mediante un gas de transporte inerte, a presión comprendida entre 5 y 15 atmósferas.
2.-Encapsular los polvos de SiCa dentro de una envoltura de acero de forma cilíndrica (hilo de acero) susceptible de alcanzar cualquier posición dentro del líquido. La máquina de inyección de hilo, con el material encapsulado, puede adaptarse a cualquier lugar de la acería introduciendo los productos activos en la cuchara o en la artesa con la velocidad que se considere más adecuada.
Si se quiere modificar la geometría de las inclusiones de sulfuro de manganeso se necesitan entre 0.50 y 0.70 kg de SiCa por tonelada de acero.
Si se necesita modificar las inclusiones de alúmina, se precisa trabajar bien con cantidades de calcio superiores a los 0.40 kg de calcio por tonelada de acero o bien operar con relaciones Ca/Al, en el hierro líquido, superiores a 0,14. Con cantidades superiores al 1.0 kg de calcio por tonelada de acero, se corre el riesgo de formar aluminatos sólidos de poca plasticidad (figura 2.34).
FIGURA 2.34.- Diagrama ternario SiO2-Al2O3-CaO. Escorias para captación de inclusiones de alúmina.

La inyección de un gas inerte suele ser una operación habitual de la metalurgia terciaria por las siguientes consideraciones:
• Favorece la flotación de inclusiones.• Impide la formación de segregaciones químicas y térmicas en el líquido.• Culmina las operaciones de afino de gases disueltos llevadas a cabo durante la metalurgia secundaria.
Normalmente, el control cinético de las desgasificaciones, que se puedan llevar a cabo en la artesa de la colada continua, depende de la velocidad de transporte difusional del hidrógeno, nitrógeno y oxígeno en el hierro líquido. La correlación recomendada para el cálculo del coeficiente de transporte de materia entre un líquido y las burbujas ascendentes de argón es:
donde Re es el número de Reynolds, Sc el número de Schmidt y St* es el número de Stanton para la transferencia de masa que se define así:
donde v es la velocidad media ascensional de las burbujas de argón y kd es el coeficiente de transporte de materia.
0.5 0.5
* 1.13 Re (2.62)St Sc
* dk
Stv

DESARROLLOS DE LA COLADA CONTINUA
Los retos a los que se enfrenta el conformado de aceros por colada continua son fundamentalmente tres:
1.- Producir formatos, para productos largos, de características muy parecidas a las del producto terminado.2.- Reducir el espesor de colada en los productos planos.3.- Enlazar, de forma semicontinua o continua, las operaciones de colada con las propias de la deformación plástica en caliente (acería compacta).
Los formatos habituales de colada continua de productos largos, blooms y palanquilla, tienen secciones rectangulares o cuadradas. Se trata de conseguir formatos de solidificación identificados con el producto acabado con el propósito de reducir costes de la deformación plástica en caliente. Actualmente, ya se solidifican en continuo formatos de hueso de perro (beam blank) para la fabricación de perfiles como, por ejemplo dobles T.
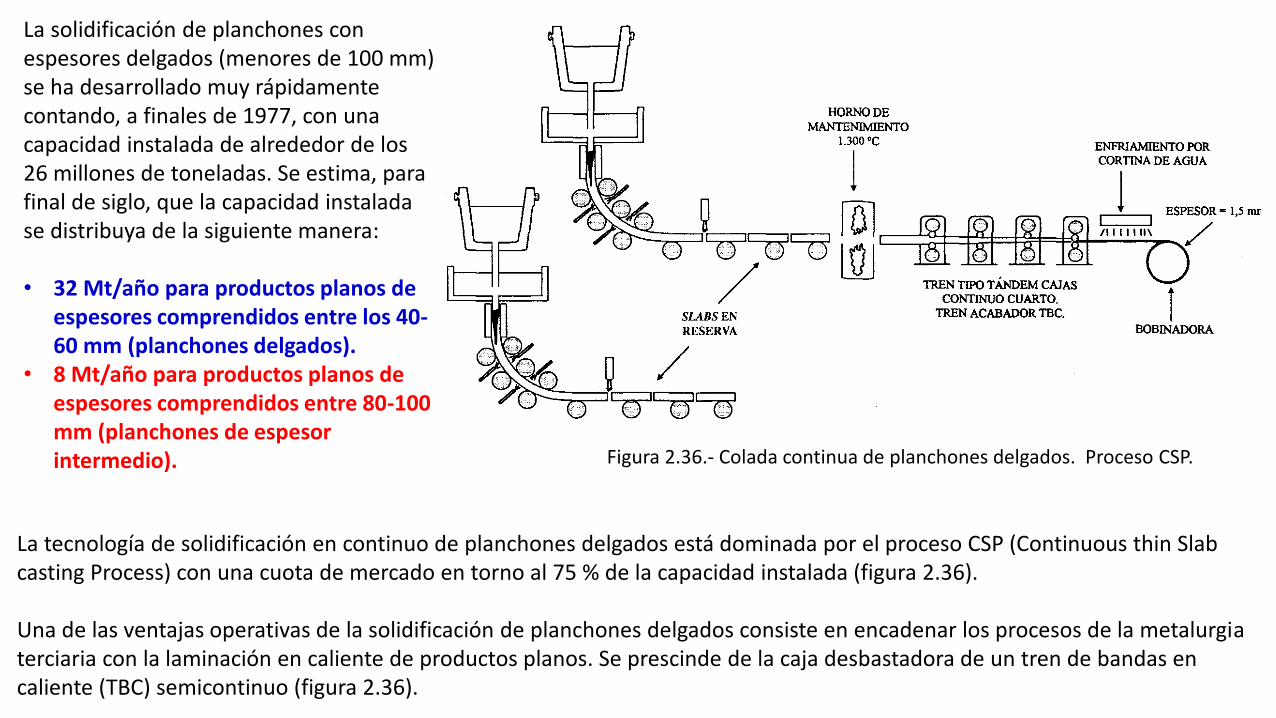
La solidificación de planchones con espesores delgados (menores de 100 mm) se ha desarrollado muy rápidamente contando, a finales de 1977, con una capacidad instalada de alrededor de los 26 millones de toneladas. Se estima, para final de siglo, que la capacidad instalada se distribuya de la siguiente manera:
• 32 Mt/año para productos planos de espesores comprendidos entre los 40-60 mm (planchones delgados).
• 8 Mt/año para productos planos de espesores comprendidos entre 80-100 mm (planchones de espesor intermedio). Figura 2.36.- Colada continua de planchones delgados. Proceso CSP.
La tecnología de solidificación en continuo de planchones delgados está dominada por el proceso CSP (Continuous thin Slab casting Process) con una cuota de mercado en torno al 75 % de la capacidad instalada (figura 2.36).
Una de las ventajas operativas de la solidificación de planchones delgados consiste en encadenar los procesos de la metalurgia terciaria con la laminación en caliente de productos planos. Se prescinde de la caja desbastadora de un tren de bandas en caliente (TBC) semicontinuo (figura 2.36).
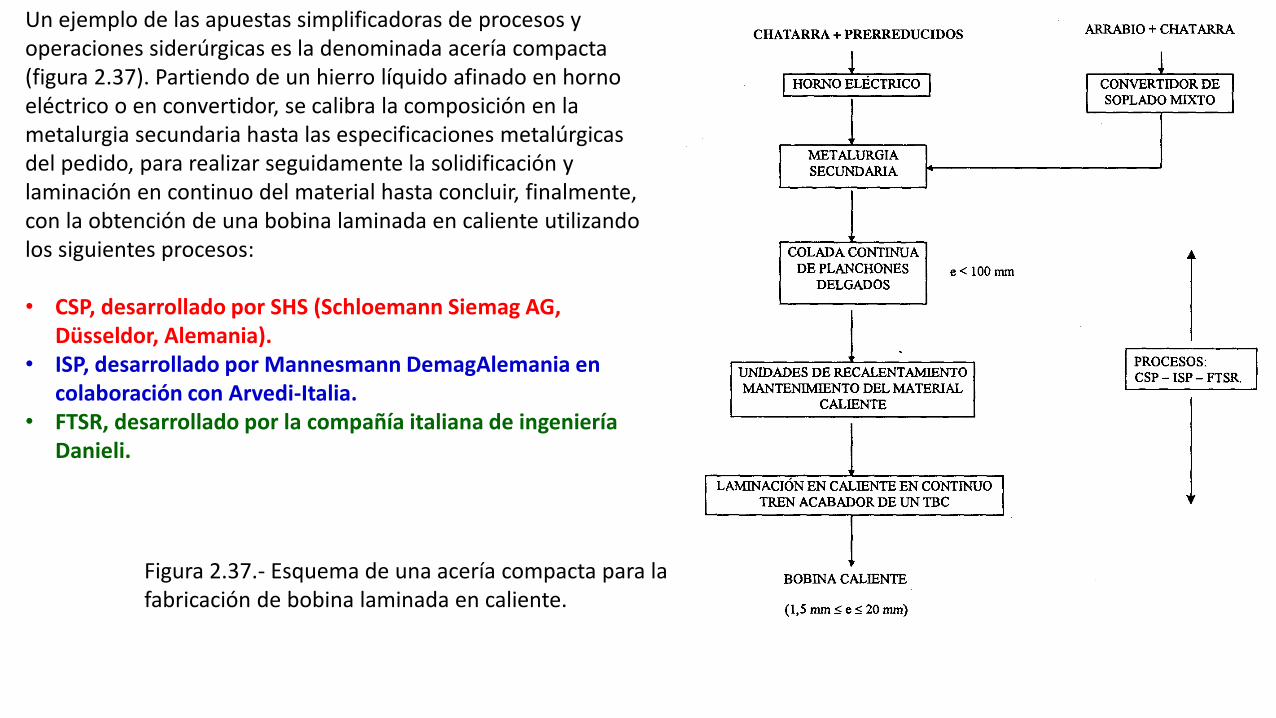
Un ejemplo de las apuestas simplificadoras de procesos y operaciones siderúrgicas es la denominada acería compacta (figura 2.37). Partiendo de un hierro líquido afinado en horno eléctrico o en convertidor, se calibra la composición en la metalurgia secundaria hasta las especificaciones metalúrgicas del pedido, para realizar seguidamente la solidificación y laminación en continuo del material hasta concluir, finalmente, con la obtención de una bobina laminada en caliente utilizando los siguientes procesos:
• CSP, desarrollado por SHS (Schloemann Siemag AG, Düsseldor, Alemania).
• ISP, desarrollado por Mannesmann DemagAlemania en colaboración con Arvedi-Italia.
• FTSR, desarrollado por la compañía italiana de ingeniería Danieli.
Figura 2.37.- Esquema de una acería compacta para la fabricación de bobina laminada en caliente.

El límite para la conformación de productos planos de pequeño espesor sería la colada continua directa de un producto de espesor semejante al que tiene la bobina de acero: entre 1.50 y 20.0 mm.
Desde 1986, Mannesmann Demag está desarrollando el Proceso DSC (Direct Strip Casting) consistente en la obtención de una banda-bobina de acero por colada directa, en continuo, del hierro líquido (figura 2.38).
La apuesta más importante del proceso DSC es la reivindicación de la fabricación en continuo de banda de acero de espesores comprendidos entre los 5 y 15 mm, con una productividad muy elevada. La capacidad anual de producción del proceso se sitúa en el entorno de los dos millones de toneladas, que puede resultar muy atractiva para las exigencias futuras de la siderurgia integral.
Figura 2.38.- Esquema del proceso DSC para la obtención de bobina mediante solidificación directa de banda de acero.
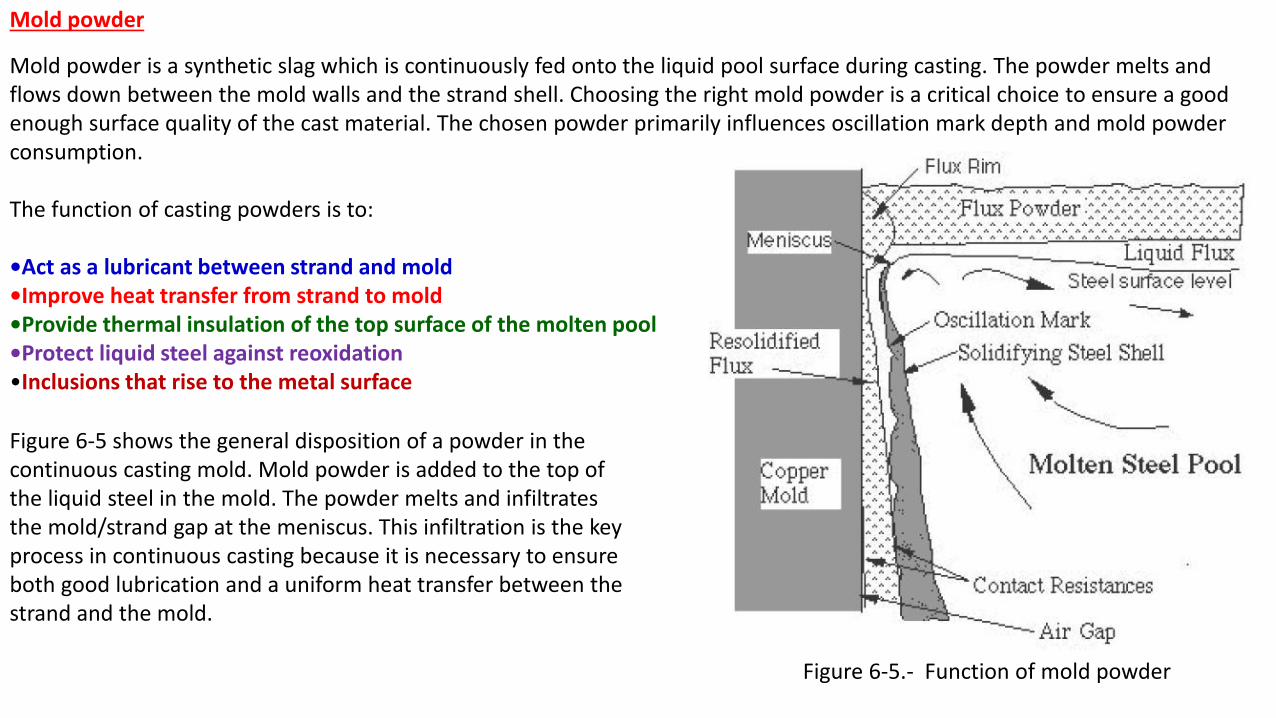
Mold powder
Mold powder is a synthetic slag which is continuously fed onto the liquid pool surface during casting. The powder melts and flows down between the mold walls and the strand shell. Choosing the right mold powder is a critical choice to ensure a goodenough surface quality of the cast material. The chosen powder primarily influences oscillation mark depth and mold powderconsumption.
The function of casting powders is to:
•Act as a lubricant between strand and mold•Improve heat transfer from strand to mold•Provide thermal insulation of the top surface of the molten pool•Protect liquid steel against reoxidation•Inclusions that rise to the metal surface
Figure 6-5 shows the general disposition of a powder in thecontinuous casting mold. Mold powder is added to the top of the liquid steel in the mold. The powder melts and infiltratesthe mold/strand gap at the meniscus. This infiltration is the keyprocess in continuous casting because it is necessary to ensureboth good lubrication and a uniform heat transfer between thestrand and the mold.
Figure 6-5.- Function of mold powder

Mold powder consumption
Mold powder consumption depends not only on the chosen type of mold powder but also on the oscillation settings and casting speed. Theconsumption is measured in mass per unit area of strand surface, e.g. kg/m2. Since the molten mold powder is pumped by the oscillatingmovement of the mold into the mold/strand gap the oscillation settings have an essential influence on the mold powder consumption. There is a great variation within literature of fitted relations for mold powder consumption. In this simulation the following expression is used to calculate mold powder consumption:
2
1.7(6.3)N
c
t kgQ
mv
Q = mold powder consumption per unit area, kg/m2
tN = negative strip time, sη = mold powder viscosity, Pa.svc = casting speed, m/min
Too low a mold powder consumption rate will cause sticking between the strand and the mold, eventuallyresulting in a breakout. To avoid this, the powderconsumption rate should be above 0.30 kg/m2 exceptfor engineering steel where 0.15 kg/m2 is adequate.
One of the most important properties of a mold powderis break temperature. It is defined as the thresholdtemperature at which the powder's viscosity increasesdramatically, i.e. the point where liquid lubrication startsto break down.
Figure 6-6 shows how the break temperature varieswith different casting speeds. A crack sensitive grade should be cast using casting powder A or B to provideas good conditions as possible, while sticker sensitivegrades should be cast using powder type C or D.
Figure 6.6.- Break temperatura and viscosity of the mold poder in relation to casting speed

Table 6.6 contains material property data and costs for the five different types of mold powders that can be used

Soft Reduction Level
Soft reduction is only available during slab casting and it is used for reducing the severity of center segregation. For soft reduction to have any effect, casting speed and secondary cooling rate must be chosen so that the metallurgical length, i.e. thelength to which steel is still liquid in the center, is in the soft reduction zone.
A drawing of the soft reduction zone is shown in Figure 6.2. The soft reduction takes place over twosegments each with a length of 2 meters. Eachsegment consists of 5 rolls and the roll pitch isabout 400 mm. The reduction zone is positioned at a strand length between 27 and 31 meters whencasting Linepipe steel and between 21 to 24 meterswhen casting ultra-low carbon steel.
Figure 6.2.- Graphical representation of the soft reduction zone
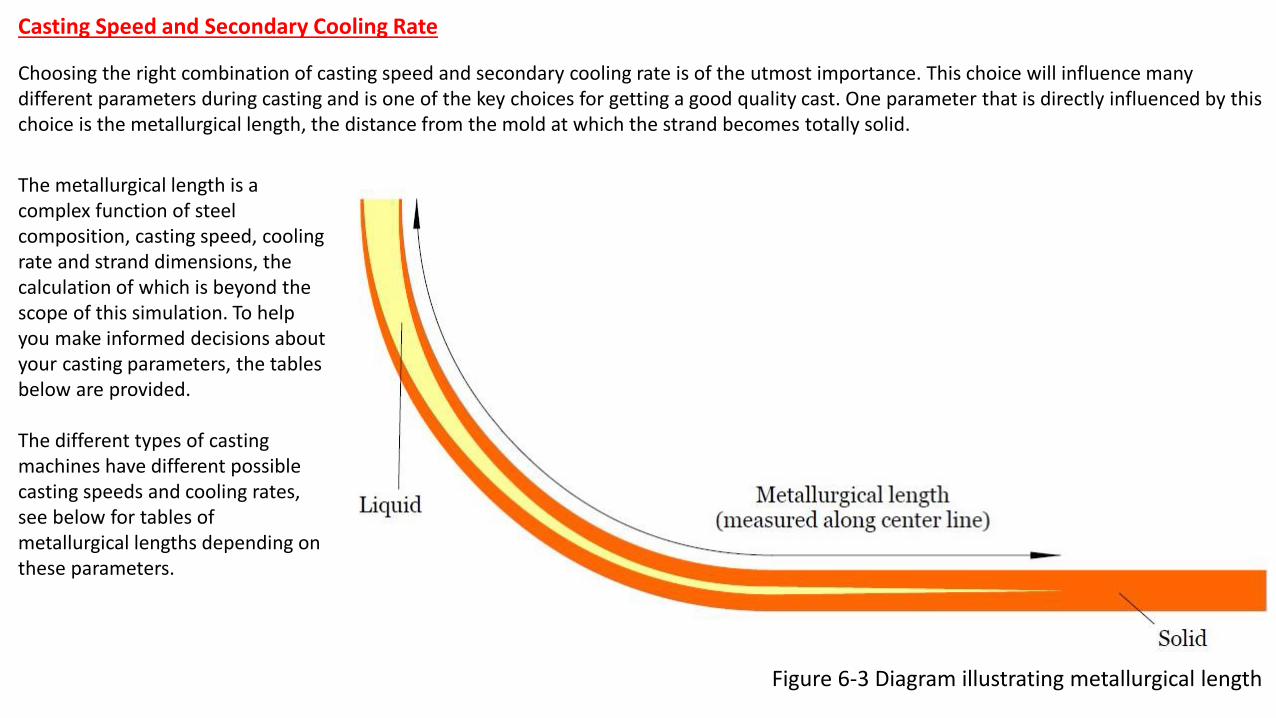
Casting Speed and Secondary Cooling Rate
Choosing the right combination of casting speed and secondary cooling rate is of the utmost importance. This choice will influence manydifferent parameters during casting and is one of the key choices for getting a good quality cast. One parameter that is directly influenced by thischoice is the metallurgical length, the distance from the mold at which the strand becomes totally solid.
Figure 6-3 Diagram illustrating metallurgical length
The metallurgical length is a complex function of steelcomposition, casting speed, coolingrate and strand dimensions, thecalculation of which is beyond thescope of this simulation. To helpyou make informed decisions aboutyour casting parameters, the tablesbelow are provided.
The different types of casting machines have different possiblecasting speeds and cooling rates, see below for tables of metallurgical lengths depending onthese parameters.
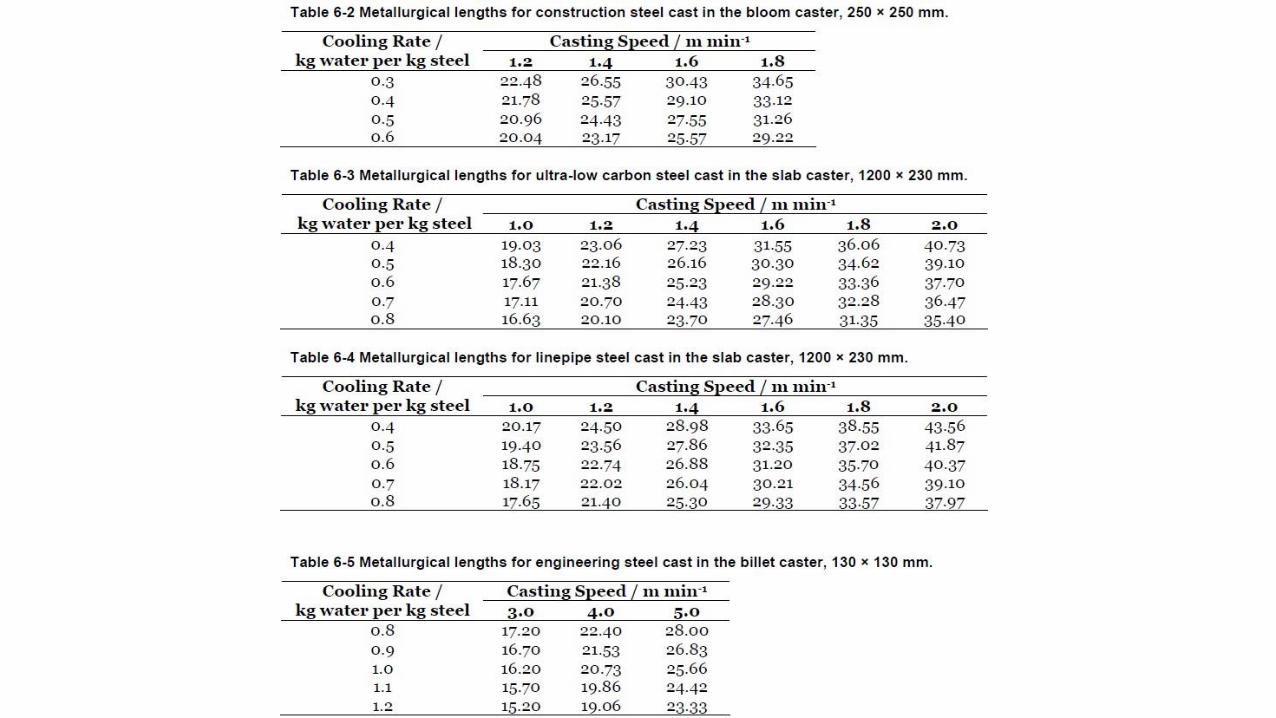

Strain Analysis Model for Slab Casting Machine
For the ULC steel and the linepipe steel, a uniform casting machine is assumed. Figure 7-1 shows a schematic drawing of the slab caster. The strand guide is curved from the mold all theway down to the end of the straighteningsection. The curvature is divided into two zoneswith 35 and 25 rolls, respectively.

ESTIMATION OF INTERNAL CRACKING
To estimate the possibility of internal cracking the strain on the solidification front is compared with a critical strain. Therefore, the strain on the solidifying front caused by the process on each roll can be calculated as follows.
The tensile strains at the solidifying front caused by bulging, bending, straightening and misalignment of supporting rolls are calculated using the following empirical equations. The strain caused by bending and straightening is given by:
1
1 1100 (7.1)
2BSnn
dS
R R
Both the bending and straightening take place with a multi point (five-point) method. Figure 7.2 shows the five point straightening methodwith the assumed radii. The bending method isthe same as the straightening with identicalradii.
d= Slab thickness, mmS= Shell thickness, mmRn-1and Rn = radii of roll number n-1 and n, mm
To calculate the bulging strain εB (%), a typical empirical formula can be used:
3
3
0.101972(7.2)
3800B
Pl
S
S = Solidifying shell thickness, mmP = Static pressure of liquid steel, N/mm2
L = Roll pitch, mm
The strain due to roll misalignment εM (%) can be evaluated from following equation:
2
31.15 100 (7.3)M
M
S
l
δM = Roll misalignment amount, mm
Finally, the total strain at the solidifying front εintern during continuous casting of slab is considered to be given by a sum of strains caused bybending/straightening, bulging and roll misalignment as:
int(7.4)B MBSern
When the total strain exceeds the critical strain, internal cracks will be formed. The critical strain depends on the steel composition and the strainrate. The construction and engineering steel grades can withstand a critical strain of about 1 %, while linepipe and ultra-low carbon steels have a critical strain of roughly 2 %.
Internal crack formation will be a limiting factor in increasing the casting speed. The demands on LPS and ULC steel are such that failing internalquality results in a downgrading of the slab.

ESTIMATION OF SURFACE CRACKING
To estimate the surface quality in slab casting of the ultra-low carbon and linepipe steel, it is assumed that only transverse cracking can occur. The surface strain εsurf arising during continuous casting is considered to be given by a sum of strains caused by bending/straightening εBS, roll misalignment εM, bulging of solidifying shell εB and thermal contraction εth:
surf(7.5)B MBS th
The strain on the surface caused by bending/straightening can be approximated by:
1
1 1100 (7.6)
2BSnn
d
R R
d= Slab thickness, mmS= Shell thickness, mmRn-1and Rn = radii of roll number n-1 and n, mm
As already described (Figure 7-2) the bending and straightening takes place with a five point method. The strain due to the roll misalignmentcan be evaluated from the change of radius caused by the deviation from the original position of any roll as:
0
1 1100 (7.7)
2M
d
d
R R
R0 = Radius of original position, mmRd = Deviated position of the roll, mm
The surface strain due to bulging of solidifying shell is assumed to be equal to the strain at the solidifying front due to bulging and therefore, can be calculated with equations (7.2) and (7.3). The thermal strain is calculated as a product of thermal expansion coefficient α and temperaturedifference T:
100 (7.8)th
T
To calculate the surface strain due to bulging it is assumed that the same equation to calculate the strain at the solidification front (Equation 7.2) can be used.A volume element on the surface of the strand travels through the total continuous casting process and therefore, a total accumulated surfacestrain εsurf
tot must be calculated, where n is the number of rolls.( ) (7.9)
ntotsurf surf
i
i

If the total surface strain exceeds the critical strain, surface cracks will be formed. The critical strain depends on steelcomposition, depth of oscillation marks and surface temperature in the straightening zone.
Nb-alloyed steels (linepipe and construction steel) are very prone to surface crack formation. The surface temperature shouldnot fall below 1050 °C for linepipe steel and not below 1100 °C for the construction steel.
Furthermore, oscillation marks should be as shallow as possible. A depth of below 0.2 mm will result in higher critical strain. Slabs and blooms with surface cracks have to be scarfed.
The cost for scarfing amounts to 3 % of the production costs. ULC slabs with surface cracks will be scarfed and downgradedbecause of the high surface finish requirements.

AVOIDING BREAKOUT
A breakout will occur if the ferrostatic pressure exceeds the strength of the strand shell. It is avoided by ensuring that the shell thickness at anygiven point in the strand is sufficient to carry the weight of the liquid steel above this point.
Since the probability of breakout increases with a decreasing shell thickness, it is very important to maintain a high steel level in the mold and to have as low superheat as possible. This allows the shell to solidify to an adequate thickness before the steel leaves the mold. Given that a thinshell might break under the pressure of the liquid steel, oscillation marks should be kept as shallow as possible.
Depending on its precise composition, the linepipe steel grade can either be peritectic or hypo-peritectic. Peritectic compositions are very crack sensitive, and so require more careful casting to avoid cracks forming and propagating through the shell to cause breakout.
The following equation for carbon equivalent can be used to determine if the steel is peritectic or not. Peritectic steel will have a carbonequivalent over 0.1 wt-%C.
Using the correct mold powder for the selected steel grade is also very important. Selecting a mold powder that is optimized for the wrong typeof steel increases the probability of a breakout. Also, the mold powder level must at all times be kept sufficiently high to maintain a full lubricationbetween strand and mold.
In summary, avoid breakout by having:• a mold level between 80 and 90 %• a low superheat• shallow oscillation marks• the correct mold powder