solda
DESCRIPTION
soldaduraTRANSCRIPT

INTRODUCCION A LOS PROCESOS DE SOLDADURA
Los métodos de unión de materiales pueden ser divididos en dos categorías principales, esto es :
Por fuerzas mecánicas macroscópicas entre las piezas a unir, dadas por la fuerza de atracción entre las superficies en contacto del cual son ejemplos la liga superficial o parafusión (soldering o soldadura blanda)
Por fuerzas microscópicas (interatómicas o intermoleculares) donde la unión se obtiene por la aproximación de los átomos y moléculas de las partes a unir, o de éstas a un material intermedio con distancias suficientemente pequeñas para la formación de ligas metálicas o de Van der Waals, como ejemplo de ésta categoría tenemos las soldaduras fuertes.( Brazing o soldadura fuerte)
DEFINICIÓN DE SOLDADURA
Clásicamente la soldadura ha sido considerada como una técnica de unión de materiales por diferentes procesos o métodos, con el objeto de fabricar y recuperar piezas, equipos o estructuras, o para formar un revestimiento con características especiales.
DEFINICIONES:
Proceso de unión de materiales por fusión
Operación para obtener unión de dos omás materiales, asegurando la continuidad de sus propiedades físicas, metalúrgicas y mecánicas.
AWS: operación que busca obtener la coalescencia localizada por el suministro de temperatura adecuada, con o sin aplicación de presión y de metal de adición.
Proceso de unión de materiales basado en el establecimiento de una región de contacto entre los materiales a ser unidos con fuerzas de enlace químico similar a las actuantes en el interior de los propios materiales.
RESEÑA HISTORICA

La soldadura tal como la conocemos actualmente es un proceso reciente, con cerca de 100 años. La soldadura fuerte y por forja ha sido utilizada desde épocas remotas, existe en el Museo du Louvre en París un pendiente de oro con indicación de haber sido soldado y fabricado en Persia desde el año 4000 A.C.
El hierro cuya desarrollo data del 1500 A.C sustituyó al cobre y bronce en la fabricación de diversos articulos, el hierro era producido por fusión directa y conformado por martillado en forma de bloques con pocos kilogramos de peso, cuando piezas mayores eran necesarias, los bloques eran soldados por forja, es decir, las piezas se colocaban en arena para escorificar impurezas y se martillaban hasta soldarse, un ejemplo lo constituye una columna de cerca de siete metros de altura y mas de cinco toneladas la cual existe actualmente en Nueva Delhi (India).
La soldadura fue usada antiguamente en la edad media para fabricar armas y otros instrumentos cortantes, pero el hierro obtenido por reducción directa tiene muy poco carbono (inferior al 0.1%C) por tanto no puede ser endurecido por temperatura y por otro lado el acero era un material escaso y dealtisimo costo, siendo fabricado por cementación de tiras finas de hierro. Asi, las herramientas eran fabricadas con hierro y con tiras de acero soldadas en los sitios de corte y endurecidas por temperatura.
El oriente medio desarrollo técnica para la elaboración de espadas que consistia en tiras alternadas de hierro y acero, las cuales eran soldadas entre sí y deformadas por compresión y torsión. El resultado era una lamina con una fina alternancia de regiones de alto y bajo porcentaje de carbono.
Asi. la soldadura durante éste periodo constituyó una importante tecnología, debido principalmente a dos factores, escases y alto costo del acero y tamaño reducido de bloques de hierro obtenidos por reducción directa.
Esta importancia comenzó a disminuir en los siglos XII y XIII con el desarrollo de la tecnología en la obtención en estado liquido de grandes cantidades de hierro fundido con la energia generada por las ruedas pelton, y en los siglos XIV y XV con el desarrollo del alto horno. Con esto la fundición se tornó en el proceso más importante de fabricación y la soldadura por forja fue sustituida por otros medios de unión, particularmente la soldadura blanda se aplicó en pequeñas piezas producidas.
La soldadura permaneció como un proceso secundario de fabricación hasta finales del siglo XIX cuando ésta tecnología empezo a evolucionar radicalmente, principalmente con los experimentos de Sir Humphrey Davy (1801-1806) con el arco eléctrico, el descubrimiento del acetileno por EdmundDavy y el desarrollo de fuentes productoras de energía eléctrica que posibilitaron el surgimiento de la soldadura por fusión, al mismo tiempo el desarrollo en la fabricación y utilización de los aceros tornó necesario el desarrollo de nuevos procesos de unión.
La primera patente de un proceso de soldadura, fue obtenida en Inglaterra por Nicolás Bernados y Stanislav Olszewsky en 1885 y fue basada en el arco establecido entre un electrodo de carbón y la pieza a ser soldada.

Por Volta en 1890, N.G.Slavianoff de Rusia y Charles Coffin de Estados Unidos desarrollaron independientemente la soldadura por arco con electrodo metálico, y hasta los inicios del siglo XX los procesos de soldadura por resistencia, por aluminotermia y a gas fueron desarrollados.
En 1907 Oscar Kjellberg (Suecia) plantea un proceso de soldadura eléctrica con electrodo revestido. Su forma original era revestida por cal cuya función única era estabilizar el arco. Desarrollos posteriores tornaron éste proceso como el más utilizado en el mundo, aun en la actualidad.
Esta nueva fase de la soldadura tuvo inicialmente poca utilización, restringida al uso militar, al ser ejecutada en reparaciones de emergencia en la 1ª Guerra Mundial ésta pasó a utilizarse como proceso de fabricación.
Actualmente, existen mas de 70 procesos de soldadura y 24 procesos relacionados, constituyéndose en el método más importante de unión de materiales, relevancia evidenciada en las buenas prácticas de soldadura y referenciadas en los innumerables documentos que regulan su aplicación, pues ninguna ciencia es más regulada que la ciencia de la soldadura.
FORMACIÓN DE UNA JUNTA SOLDADA
De forma simplificada, el material base está formado por un gran número de átomos dispuestos en un arreglo especial caracteristico (estructura cristalina). Los átomos están localizados al interior de ésta estructura hacen vecindad a una distancia Ro con una energía minima

En ésta situación, cada átomo está en su condición de energía mínima, sin tendencia a ligarse con ningún átomo extra. En la superficie de un sólido ésta situación no se mantiene, pues sus átomos están ligados a menos vecinos, poseen por tanto un mayor nivel de energia que los átomos en su interior. Esta energía puede ser reducida cuando sus átomos superficiales se ligan a otros, esto es, aproximando dos piezas metálicasa una distancia suficientemente pequeña para la formación de una liga permanente, una soldadura entre las piezas sería formada. Este tipo de efecto puede ser obtenido por ejemplo, colocando en contacto dos bloques de hielo. (Fig. 3)
Las superficies metálicas estan normalmente cubiertas por capas o camadas de óxidos, humedad, poros etc. Lo que impide un contacto real entre las superficies, previniendo la formación de la soldadura, éstas capas se forman rapidamente generando ligas químicas incompletas en la superficie.
Dos métodos principales son utilizados para superar éstos obstáculos, los cuales generan los dos grandes grupos de procesos de soldadura
Dos métodos son utilizados para evitar éstos obstáculos, los cuales originan dos grandes grupos de procesos de soldadura, asi:

Por Presión: Consiste en deformar la superficie de contacto permitiendo la aproximación de los átomos a distancias del orden de Ro, las piezas pueden ser comprimidas localmente de modo que se facilite la deformación de las superficies de contacto. (fig. 5)
Por Fusión: Consiste en la aplicación de calor en la región de unión para llevar a la fusión los materiales base y de aporte, la unión se produce por la solidificación del metal fundido. (Fig 6)

PROCESOS DE SOLDADURA POR PRESIÓN
En estos procesos se incluyen ultra sonido, fricción, forja, resistencia eléctrica, difusión, explosión, entre otros. Muchos de éstos, por ejemplo la soldadura por resistencia, presenta características intermedias de los procesos de soldadura por fusión y por deformación, para fines de clasificación, estos procesos serán incluidos en el grupo de procesos por presión.
CUADRO DE PROCESOS DE SOLDADURA POR FUSIÓN
PROCESO
ENERGIA POLARIDAD
PROTECCION
CARACTERISTICAS APLICACIONES
ESW Escoria liquida
Ca-cc Escoria Automática/mecanizada, junta vertical, alambre alimentado mecánicamente en pozo de fusión.
Aceros al carbono, baja y altaaleación,Espesores mayores a50 mm., Piezas de gran espesor
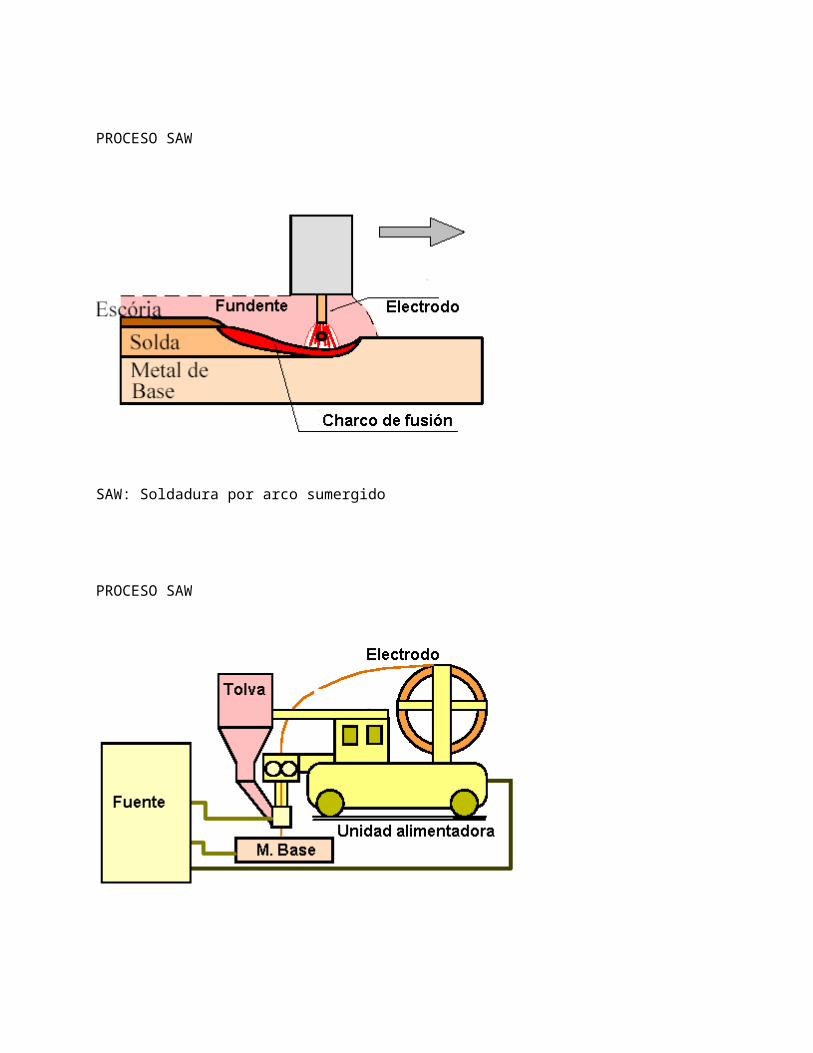
SAW Arco eléctrico
CA, CC+ Escoria y gases generados
Automática/mecanizada o semiautomática. El arco arde bajo una capa de flujo granular
Aceros al carbono, baja y alta aleación, espesores >=10mm, posiciones plana y horizontal, piezas estructurales, tanques, recipientes de presión.
SMAW Arco eléctrico
CA,CC+- Escoria y gases generados
Manual, electrodo recubierto de capa de fundente
Casi todos los metales excepto cobre puro, metales preciosos, reactivos y de bajo punto de fusión
FCAW Arco eléctrico
CC+ Escoria, gases
Automatico/semiautomático/manual. Fundente interno
Aceros al carbono, baja y alta aleación, espesores>=1mm
GMAW Arco eléctrico
CC+ Ar-He-H-CO2 y sus mezclas
Manual o automática y semiautomática, alambre continuosolido
Aceros al carbono, baja y alta aleación, no ferrosos, espesores

>=0.5mm, toda posición subordinado al tipo de arco
PW Arco eléctrico
CC- Ar-He-ArH Manual o automatica. Aporte suministrado separadamente, electrodo no consumible de Tungsteno o Hafnio
Todos los materiales de ingeniería, excepto Zn, Bz y sus aleaciones. Espesores desde 1.5mm. Pases de raiz
GTAW Arco eléctrico
CA, CC- Ar-He y sus mezclas
Manual o automática, electrodo no consumible W-Hf. Aporte suministrado separadamente
Todos los metales, exceptoZn-Bz y sus aleaciones, espesores de 1 a 6 mm. Aceros inoxidables, pases deraiz en tuberías.
EBW Haz deelectrónes
CC-, alta tensión
Vacio (>>10E-4mmHg)
Automática, no existe transferencia de metal de aporte, el haz se concentra puntualmente
Todos los metales, excepto aquellos de vaporización excesiva, espesores >= 25 mm. Industria nuclear y aeroespacial.
LBW Haz de luz Ar - He Idem EBW Idem EBW, corte demateriales no metálicos.
OFW O2+C2H2 Gas (CO, H2, CO2, H2O)
Manual, aporte adicionadoseparadamente
Aceros al carbon, Cu, Al, Zn,Pb, Bz.
PROCESO SMAW

PROCESOS GTAW
GTAW :Soldadura por arco de tungsteno protegido por gas:
PROCESO GMAW

GMAW: Soldadura por arco metálico protegido por gas
PROCESO SAW
SAW: Soldadura por arco sumergido

PROCESO SAW
PROCESO PW

PW: SOLDADURA POR PLASMA
PROCESO PEW
PEW: Soldadura eléctrica por percusión
PROCESO ESW
ESW: Soldadura por electro escoria
PROCESO OAW

PROCESO LBW
LBW: Soldadura por haz de láser
PROCESO RW

RW: Soldadura por resistencia
PROCESO THSP

THSP: Termo Spray
Transferencia SMAW
Transferencia GTAW
Transferencia PAW

Transferencia GMAW
Transferencia RW

Sensitización en aceros inoxidables austeniticos y ferriticos
Aceros Inoxidables

Material de aporte MIG aluminio

SOLDADURA POR OXICOMBUSTIBLES
AAW AIR ACETYLENE WELDING SOLDADURA AIREACETILÉNICA
OAW OXYACETYLENE WELDING SOLDADURA OXIACETILENICA
OHW OXYHYDROGEN WELDING SOLDADURA OXIHIDROGENICA
PGW PRESSURE GAS WELDING SOLDADURA POR PRESIOND DE GAS
OTROS PROCESOS
EBW ELECTRÓN BEAM WELDING SOLDADURA POR HAZ DE ELECTRONES

EBW-HV HIGH VACUUM ALTO VACIO
EBW-MV MÉDIUM VACUUM MEDIO VACIO
EBW-NV LOW VACUUM BAJO VACIO
ESW ELECTROSLAG WELDING SOLDADURA POR ELECTROESCORIA
FLOW FLOR WELDING SOLDADURA POR FLUJO
IW INDUCTION WELDING SOLDADURA POR INDUCCIÓN
LBW LASSER BEAM WELDING SOLDADURA POR HAZ DE LASER
PEW PERCUSIÓN EMISIÓN WELDING SOLDADURA POR PERCUSIÓN
TW THERMITE WELDING SOLDADURA POR TERMITA
SOLDADURA FUERTE (BRAZING)
BB BLOCK BRAZING SOLDADURA FUERTE POR BLOQUE
CAB DIFFUSIÓN BRAZING SOLDADURA FUERTE POR DIFUSIÓN
EXB EXOTERMIC BRAZING SOLDADURA FUERTE EXOTERMICA
FLW FLOW BRAZING SOLDADURA FUERTE POR FLUJO
IB INDUCTION BRAZING SOLDADURA FUERTE POR INDUCCIÓN
IRB INFRARED BRAZING SOLDADURA FUERTE POR INFRARROJO
RB RESISTANCE BRAZING SOLDADURA FUERTE POR RESISTENCIA
TB TORCH BRAZING SOLDADURA FUERTE POR ANTORCHA
TCAB TWIN CARBON ARC BRAZING SOLDADURA FUERTE ARCO DE CARBON
DB DIP BRAZING SOLDADURA FUERTE POR INMERSIÓN
FB FURNACE BRAZING SOLDADURA FUERTE POR HORNO
SOLDADURA POR ARCO ELECTRICO (AW)

GMAW GAS METAL ARC WELDING SOLDADURA POR ARCO METALICOPROTEGIDO POR GAS
GMAW-P PULSED ARC ARCO PULSADO
GMAW-S SHORT CIRCUITING ARC ARCO POR CORTO CIRCUITO
GTAW GAS TUNGSTEN ARC WELDING SOLDADURA POR ARCO METALICO DE TUNGSTENO PROTEGIDO POR GAS
GTAW-P PULSED ARC ARCO PULSADO
PAW PLASM ARC WELDING SOLDADURA POR PLASMA
SMAW SHIELDED METAL ARC WELDING SOLDADURA POR ELECTRODO REVESTIDO
SAW SUBMERGED ARC WELDING SOLDADURA POR ARCO SUMERGIDO
SAW-S SERIES SAW EN SERIE
AHW ATOMIC HYDROGEN WELDING SOLDADURA POR HIDRÓGENO ATÓMICO
BMAW BARE METAL ARC WELDING
CAW CARBON ARC WELDING SOLDADURA POR ARCO DE CARBON
CAW-S SHIELDED PROTEGIDA
CAW-G GAS CON GAS
CAW-T TWIN DOBLE PROTECCION
EGW ELECTROGAS WELDING SOLDADURA POR ELECTROGAS
FCAW FLUX CORED ARC WELDING SOLDADURA DE CORAZON FUNDENTE
SOLDADURA EN ESTADO SOLIDO (SSW)
CEW COEXTRUSION WELDING SOLDADURA POR COEXTRUSION
CW COLD WELDING SOLDADURA EN FRIO
DFW DIFFUSIÓN WELDING SOLDADURA POR DIFUSIÓN

EXW EXPLOSION WELDING SOLDADURA POR EXPLOSION
FOW FORGE WELDING SOLDADURA POR FORJA
FRW FRICTION WELDING SOLDADURA POR FRICCIÓN
HPW HOT PRESSURE WELDING SOLDADURA POR PRESIÓN EN CALIENTE
ROW ROLL WELDING SOLDADURA POR ROLADO
USW ULTRASONIC WELDING SOLDADURA POR ULTRASONIDO
SOLDADURA BLANDA (SOLDERING S)
DS DIP SOLDERING SOLDADURA BLANDA POR INMERSION
FS FURNACE SOLDERING SOLDADURA BLANDA POR HORNO
IS INDUCTION SOLDERING SOLDADURA BLANDA POR INDUCCIÓN
IRS INFRARED SOLDERING SOLDADURA BLANDA INFRARROJA
RS RESISTANCE SOLDERING SOLDADURA BLANDA POR RESISTENCIA
TS TORCH SOLDERING SOLDADURA BLANDA POR ANTORCHA
USS ULTRASONIC SOLDERING SOLDADURA BLANDA ULTRASONICA
SOLDADURA POR RESISTENCIA (RW)
FW FLASH WELDING POR DESTELLO
PW PROJECTION WELDING POR PROYECCIÓN
RSEW RESISTANCE SEAM WELDING POR CAPA DE RESISTENCIA
RSEW-HF HIGH FRECUENCY ALTA FRECUENCIA

RSEW-I INDUCTION POR INDUCCIÓN
RSW RESISTANCE SPOT WELDING POR PUNTOS
UW UPSET WELDING POR VOLCAMIENTO(COALESCENCIA+PRESIÓN)
UW-HF HIGH FRECUENCY CON ALTA FRECUENCIA
UW-I INDUCTION POR INDUCCION