recuperacion william vargas
TRANSCRIPT
ELECTROEROSIONADORA DE CORTE POR HILO

ELECTROEROSIONADORA DE CORTE POR HILO
HISTORIA
Las primeras máquinas de electroerosión que aparecieron hacia los años 1948-1950, eran básicamente máquinas-herramienta convencionales, tales como taladros, etc. que habían sido transformadas parcialmente para las necesidades de la electroerosión, adaptándoles un generador, un tanque de trabajo etc.
Hacia finales de los 60 y comienzos de los 70, cuando surge la idea de desarrollar la tecnología de las máquinas de electroerosión por hilo. Y es hacia comienzos - mediados de la década de los 90 cuando aparece la electroerosión de corte por hilo haciendo que los índices de producción de estas máquinas lleguen a igualar y hasta a superar a los de las máquinas de electroerosión por penetración.

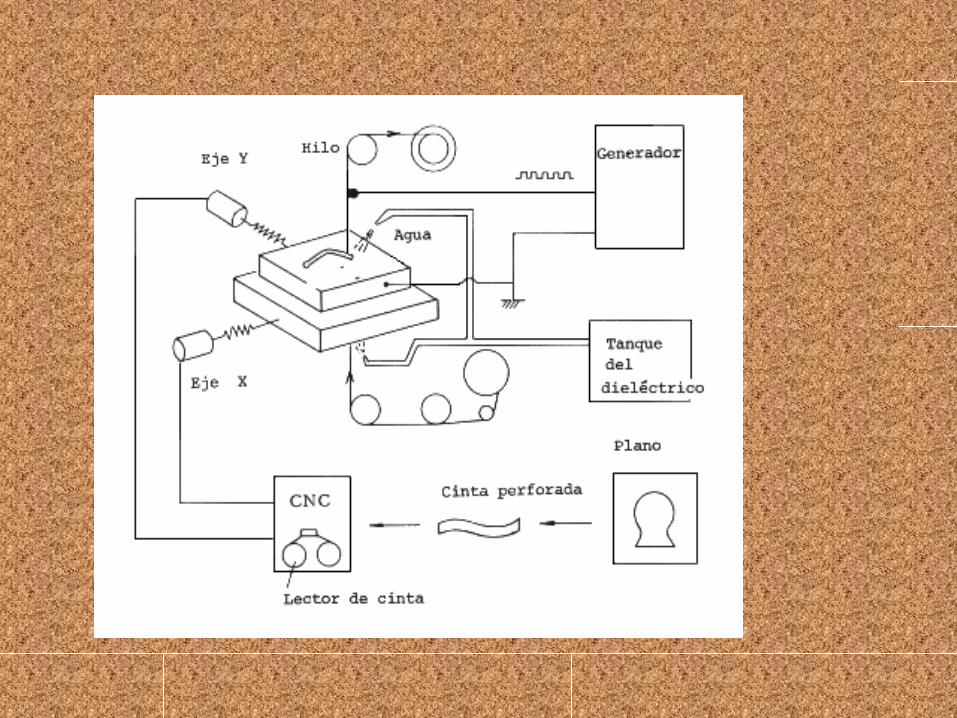
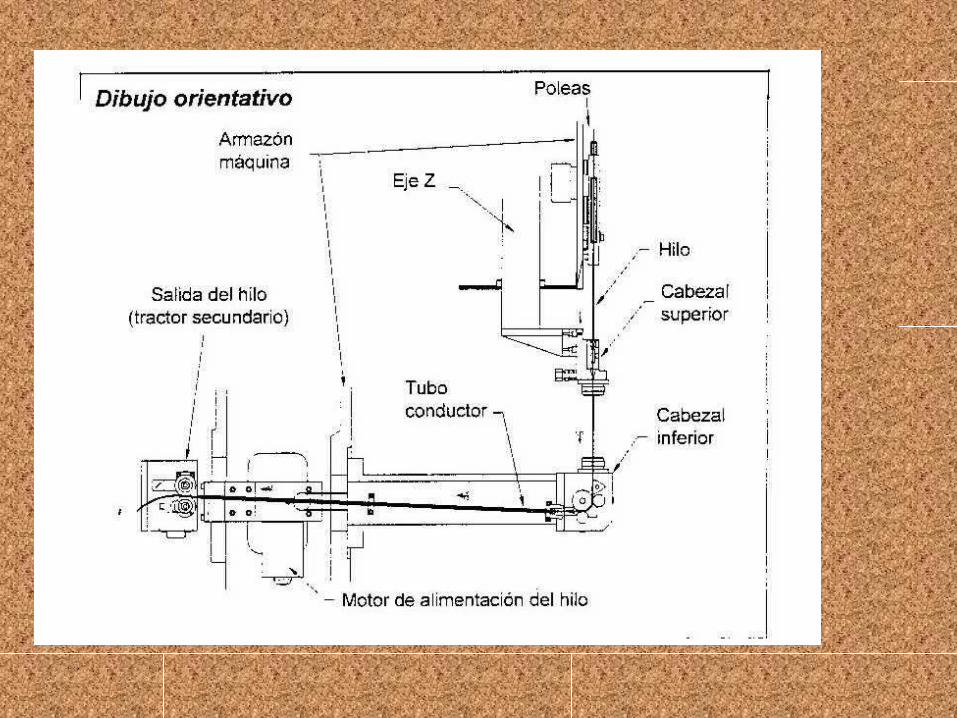
PROCESO En la electroerosión por hilo, un hilo
conductor, normalmente de latón, se utiliza como electrodo. El hilo pasa por unas guías imponiéndole la dirección que debe seguir. Las descargas se producen por la diferencia de potencial existente entre el hilo y la pieza que obviamente debe ser de un material conductor de la electricidad. El hilo circula continuamente, y entre el hilo y la pieza existe un canal, llamado de descarga, bañado por un fluido dieléctrico, que generalmente es agua.
FLUIDO DIELÉCTRICO.
Fluido dieléctrico, es un líquido que varía según las características del proceso: en el corte con hilo de Latón comúnmente es agua des-ionizada, agua mezclada con un aceite soluble de tipo orgánico; para el mecanizado con hilo de molibdeno es igual.
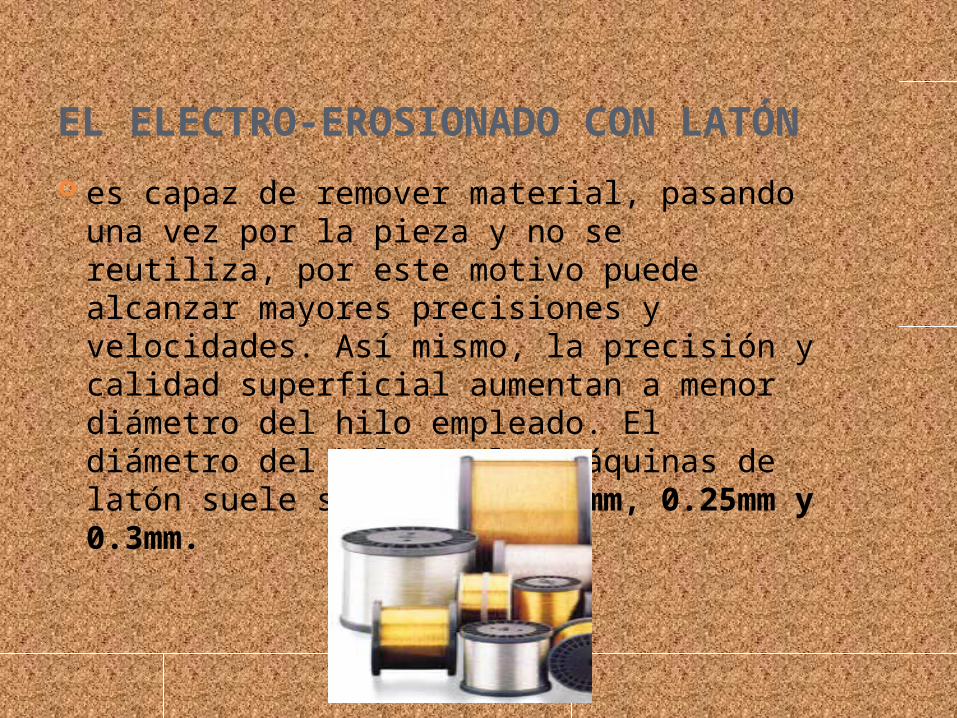
EL ELECTRO-EROSIONADO CON LATÓN
es capaz de remover material, pasando una vez por la pieza y no se reutiliza, por este motivo puede alcanzar mayores precisiones y velocidades. Así mismo, la precisión y calidad superficial aumentan a menor diámetro del hilo empleado. El diámetro del hilo en las máquinas de latón suele ser entre: 0.1mm, 0.25mm y 0.3mm.

PARTES DE LA MAQUINA
Poleas
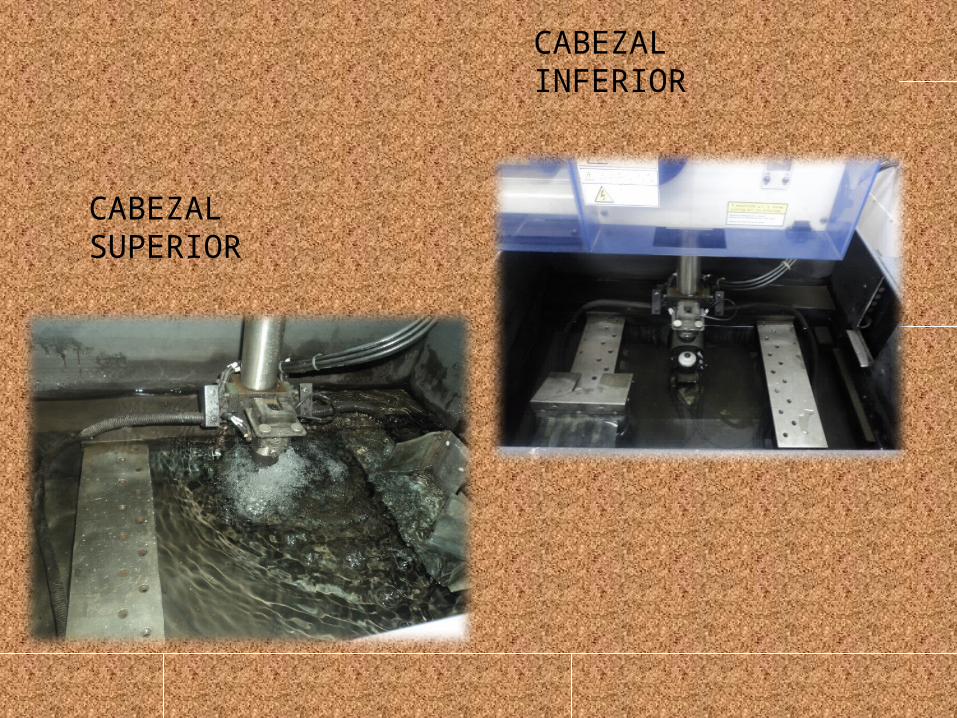
CABEZAL SUPERIOR
CABEZAL INFERIOR
HILO DE CORTE
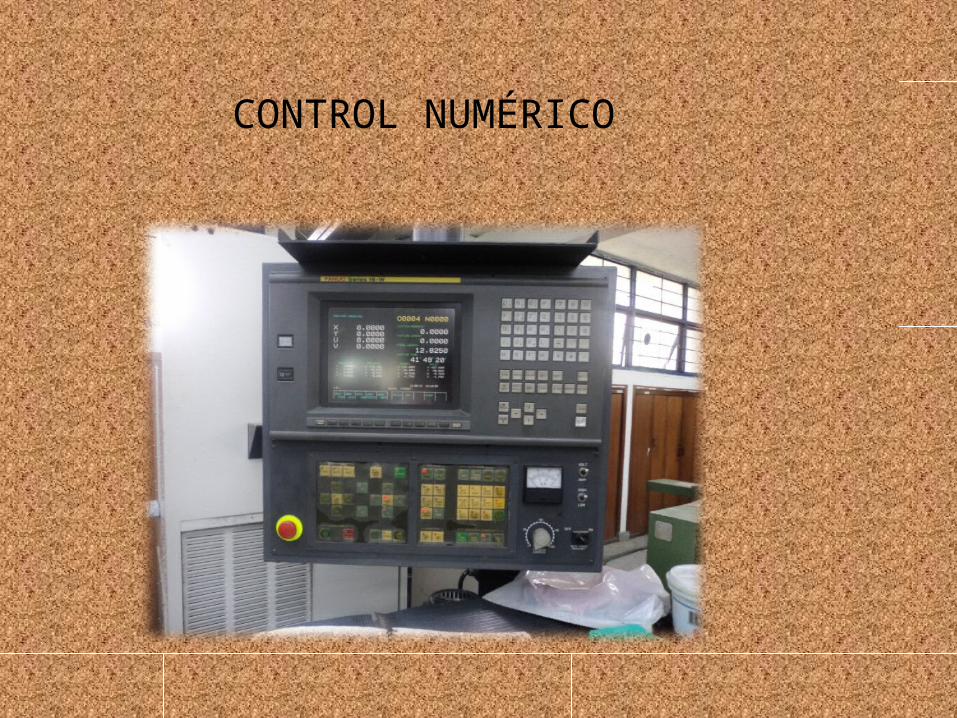
CONTROL NUMÉRICO




VENTAJAS DE LA ELECTROEROSION
CONVENCIONAL ELECTROEROSIONADORA

CONVENCIONAL ELECTROEROSIONADORA

APLICACIONES
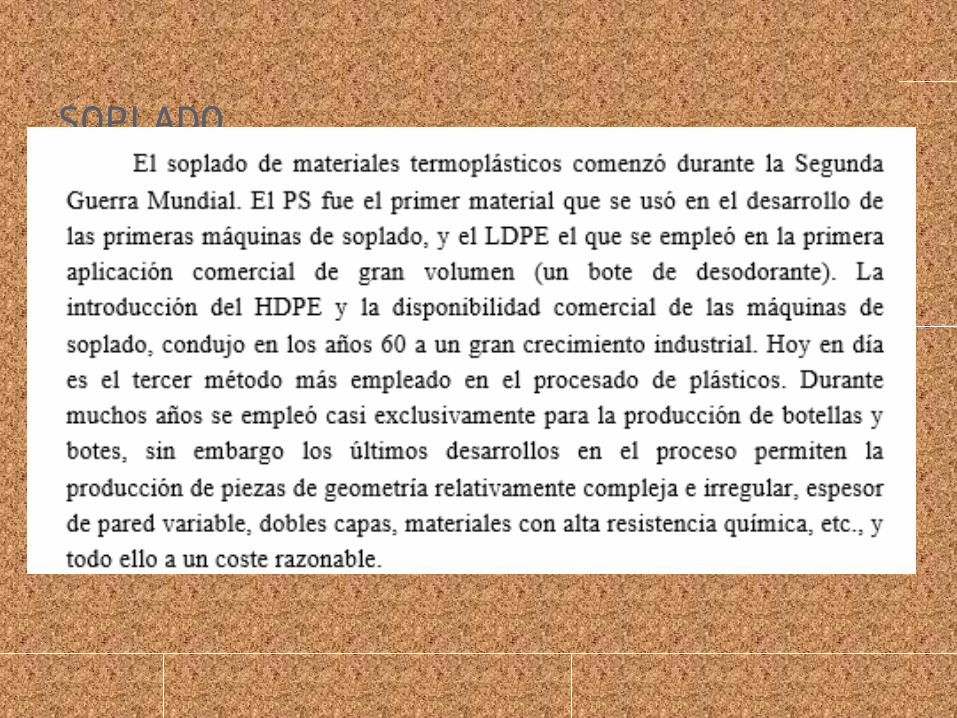
SOPLADO
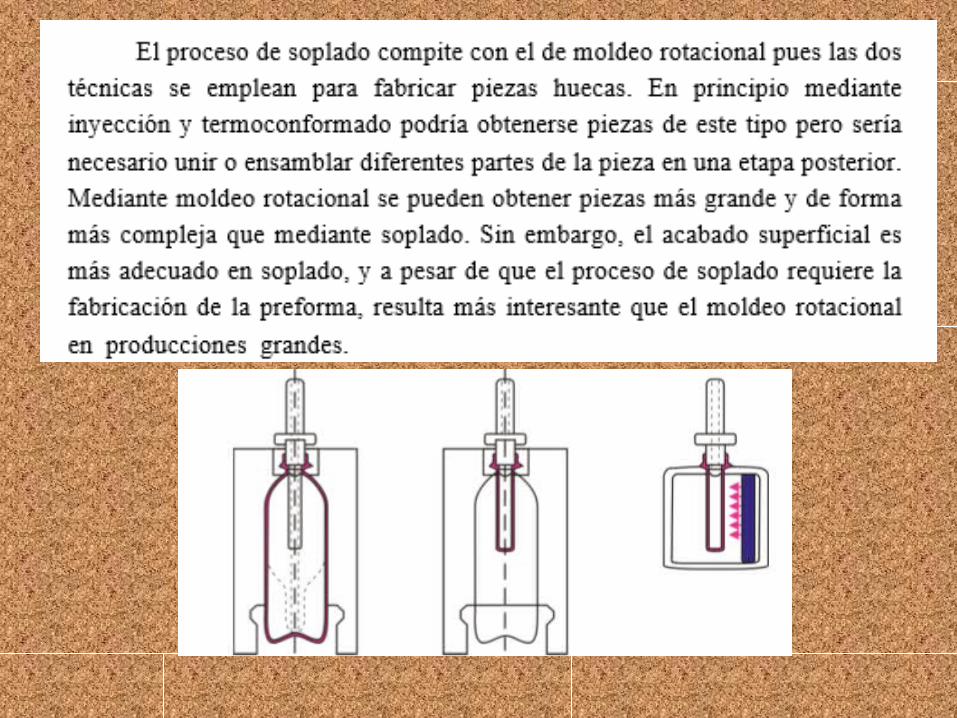
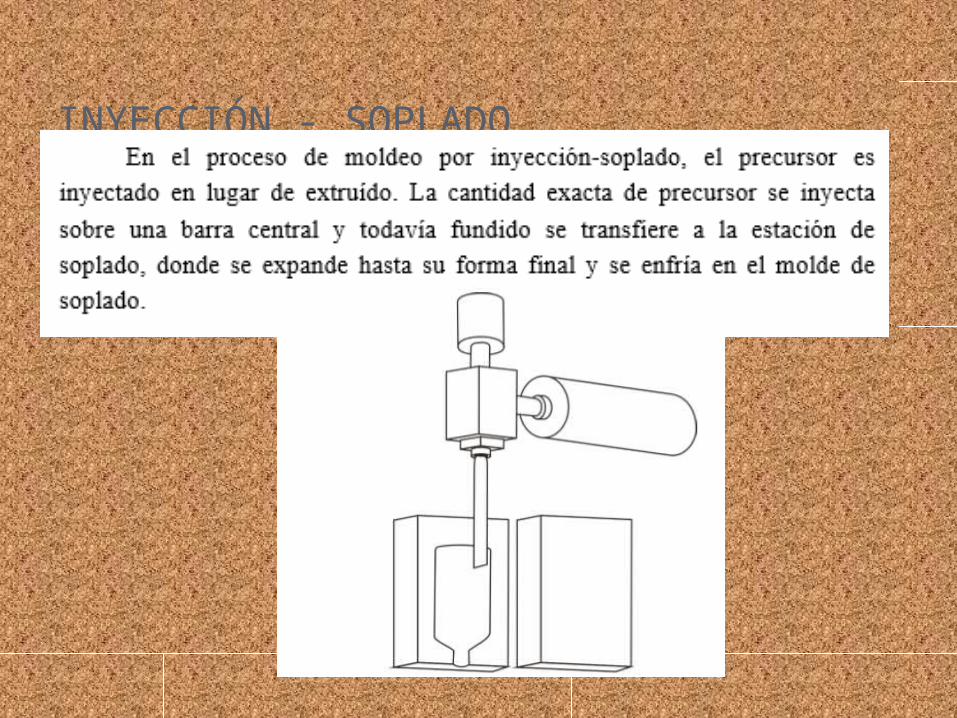
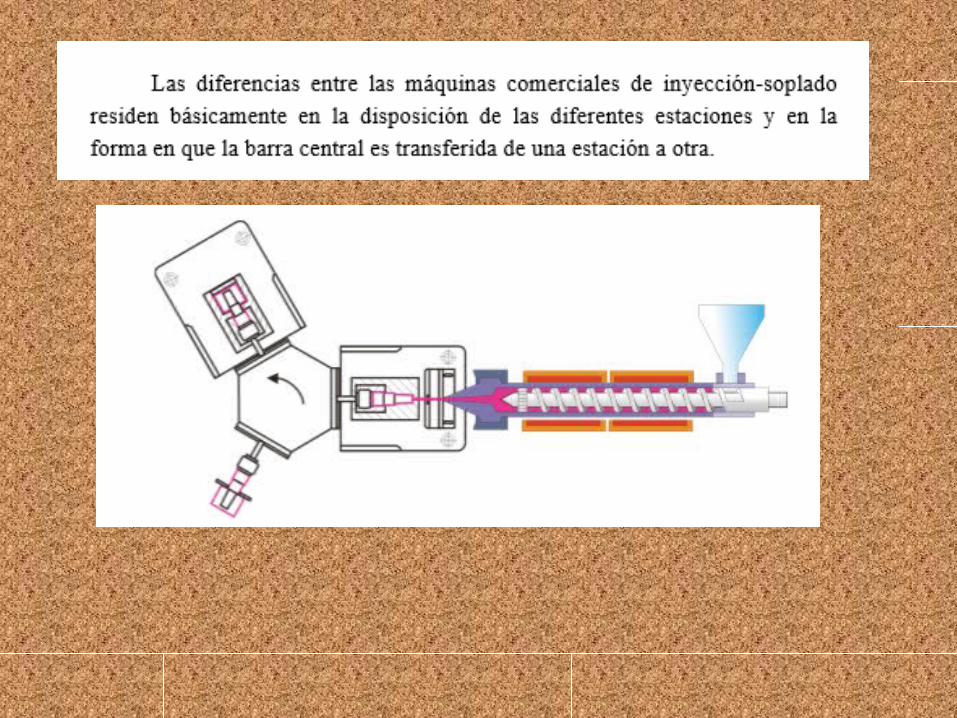
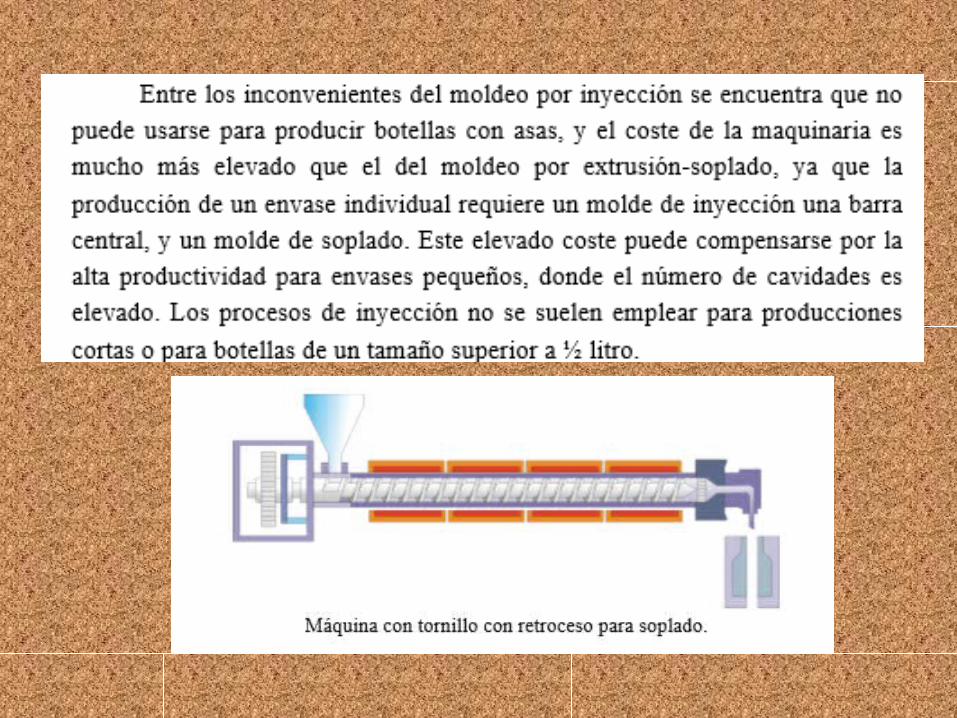
INYECCIÓN - SOPLADO
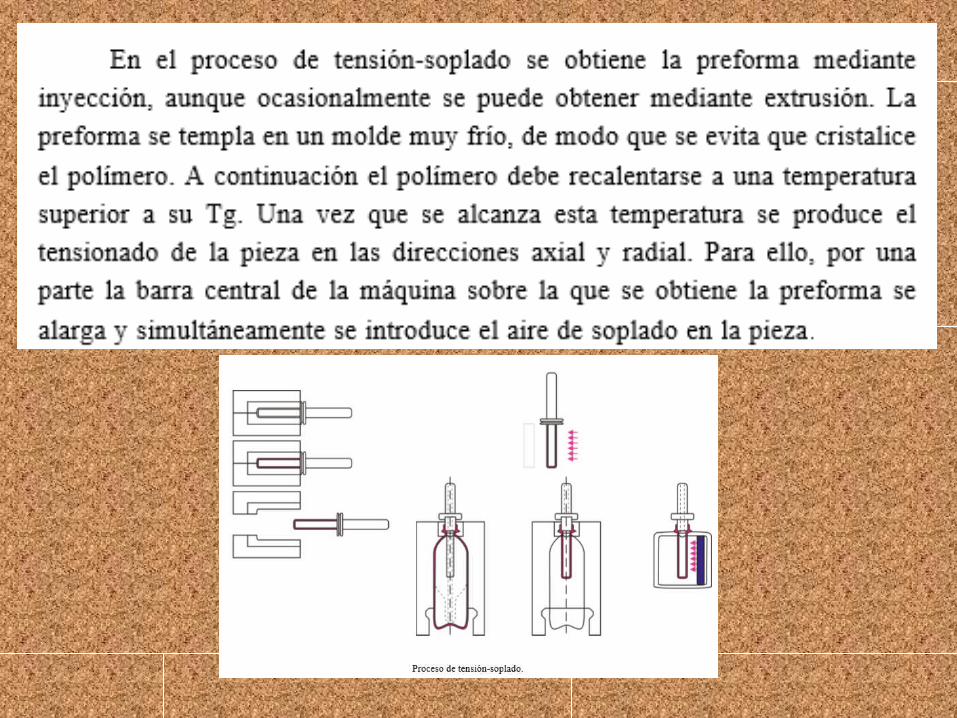
TENSIÓN- SOPLADO
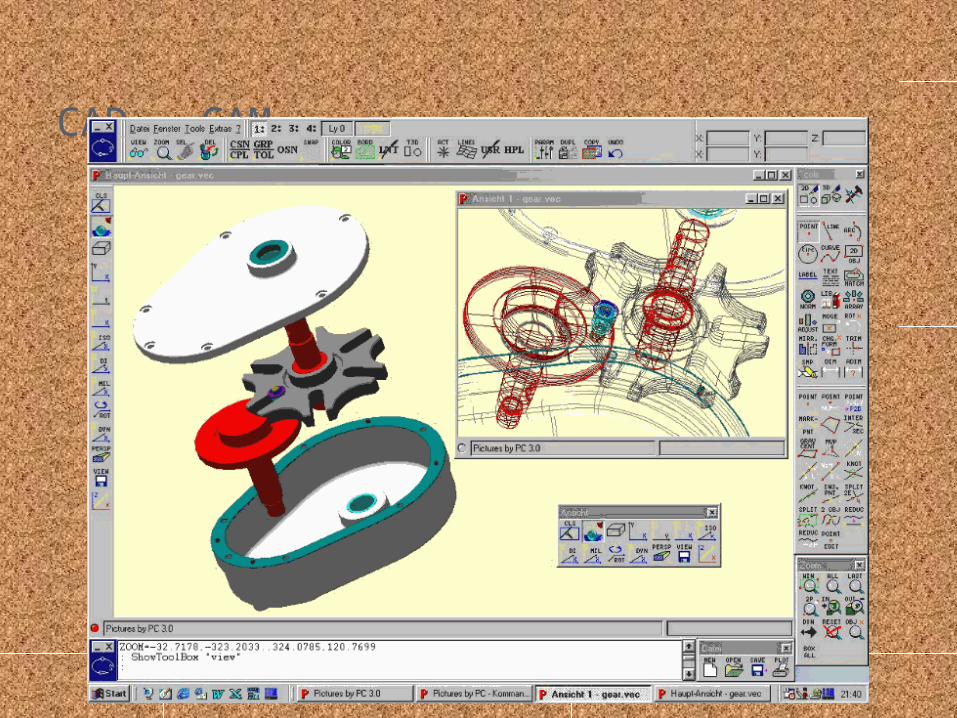
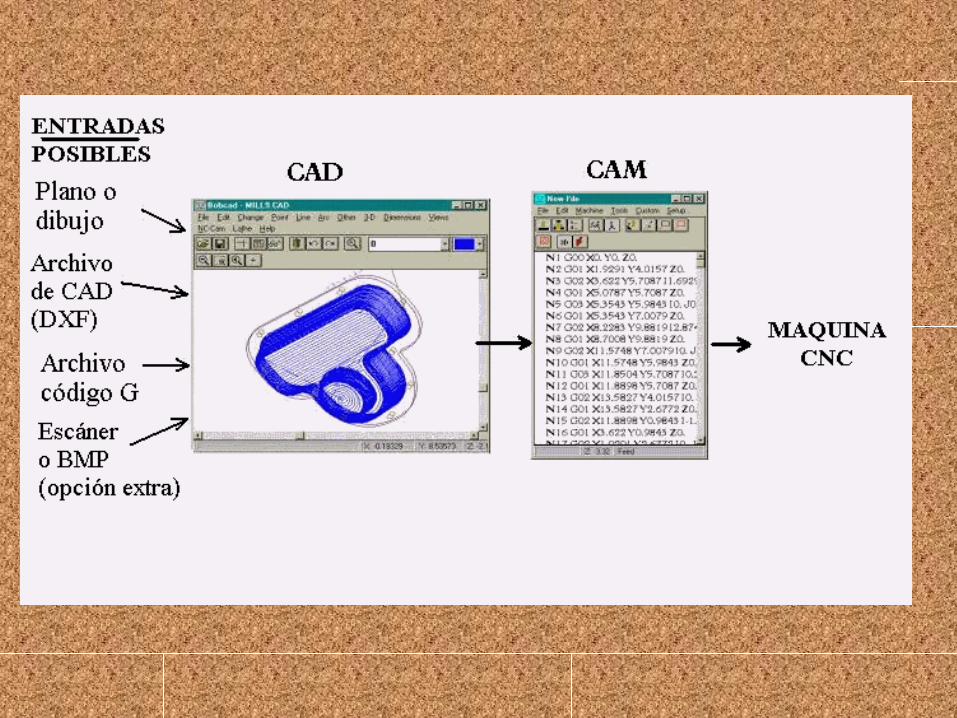
CAD - CAM
CAM
El término CAM (Computer Aided Manufacturing / Fabricación Asistida por Ordenador) agrupa las aplicaciones encargadas de traducir las especificaciones de diseño originadas a través de las tecnologías CAD a otras especificaciones de producción.
CAD Diseño asistido por
computador (o computadora u ordenador), abreviado como DAO (Diseño Asistido por Ordenador) pero más conocido por sus siglas inglesas CAD (Computer Aided Design -Diseño Asistido por Ordenador).
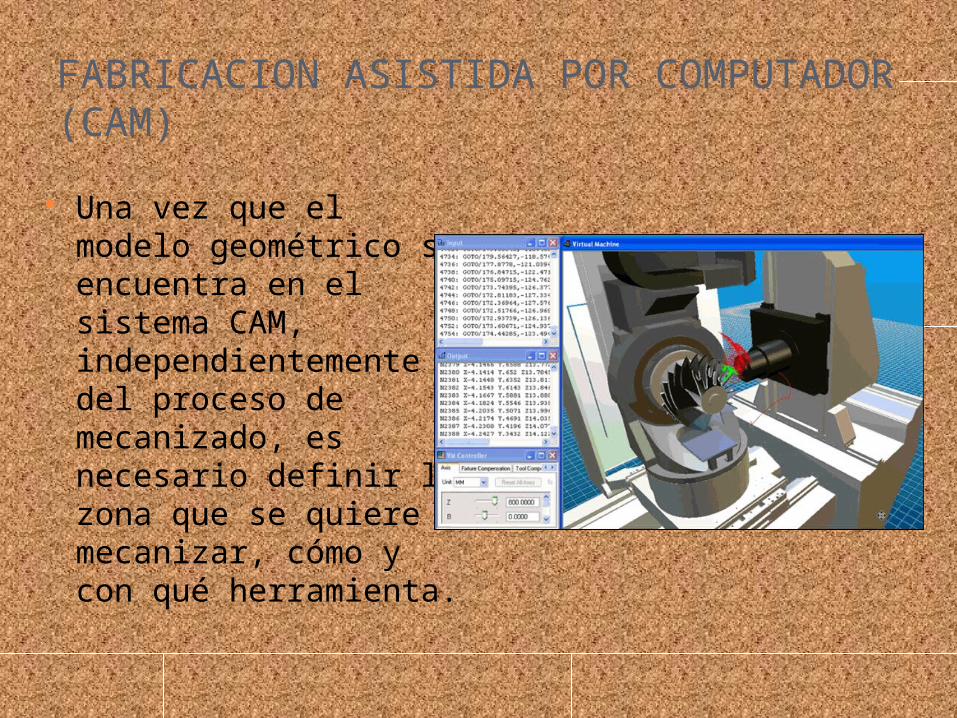
FABRICACION ASISTIDA POR COMPUTADOR (CAM)
Una vez que el modelo geométrico se encuentra en el sistema CAM, independientemente del proceso de mecanizado, es necesario definir la zona que se quiere mecanizar, cómo y con qué herramienta.
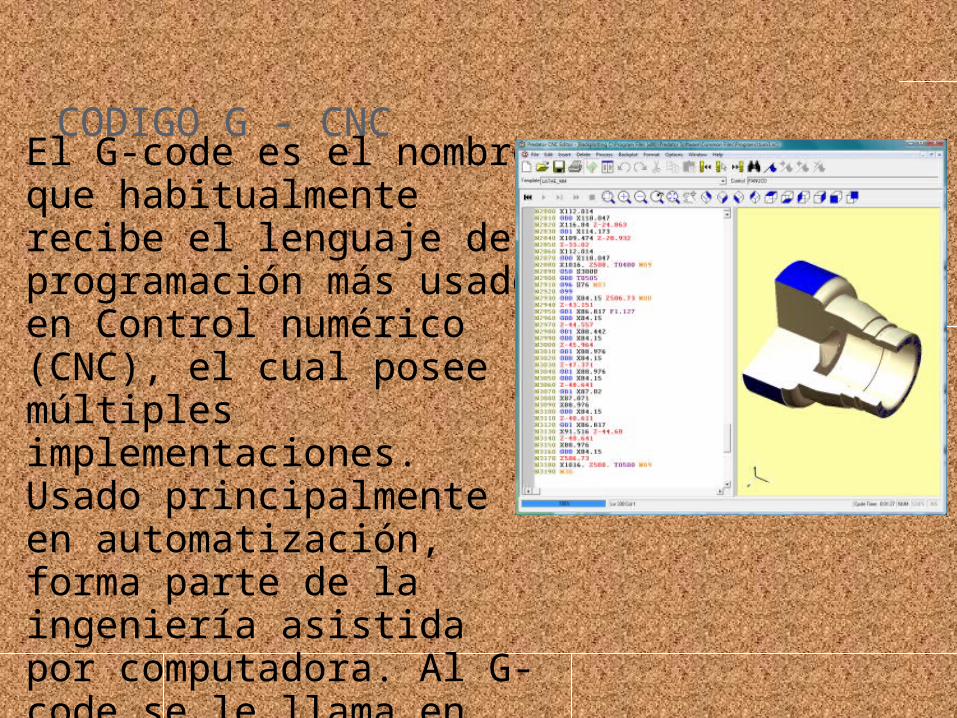
CODIGO G - CNCEl G-code es el nombre que habitualmente recibe el lenguaje de programación más usado en Control numérico (CNC), el cual posee múltiples implementaciones. Usado principalmente en automatización, forma parte de la ingeniería asistida por computadora. Al G-code se le llama en ciertas ocasiones lenguaje de programación G.
En términos generales, G-code es un lenguaje mediante el cual las personas pueden decir a máquinas herramienta controladas por computadora qué hacer y cómo hacerlo. Esos "qué" y "cómo" están definidos mayormente por instrucciones sobre a donde moverse, cuan rápido moverse y que trayectoria seguir. Las máquinas típicas que son controladas con G-code son fresadoras, cortadoras, tornos e impresoras 3D.
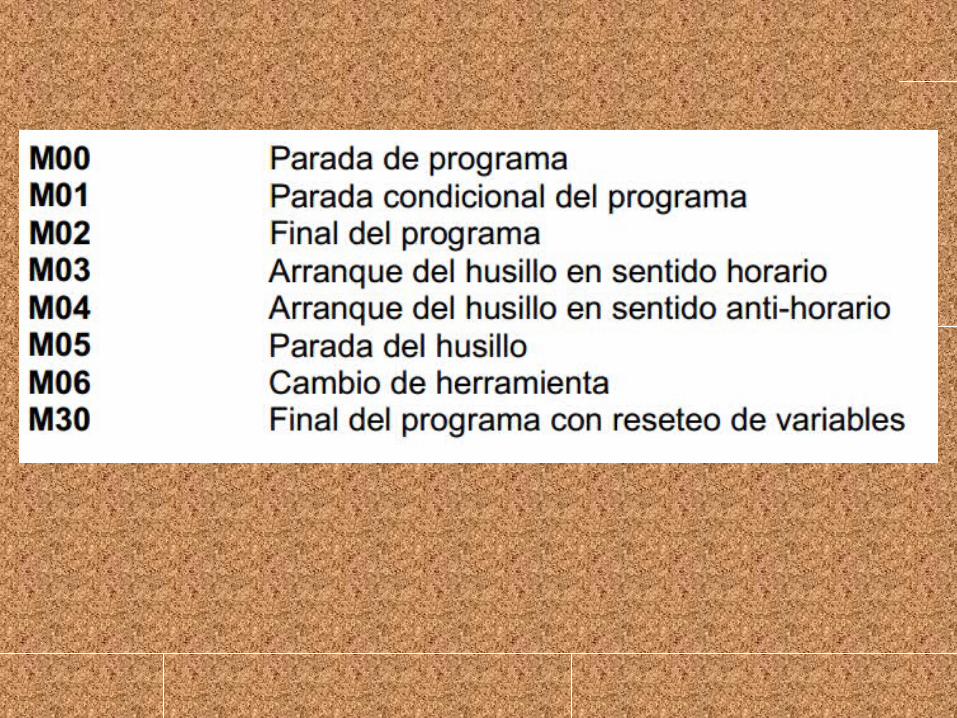
FUNCIONES AUXILIARES M
Las funciones auxiliares M, producen las distintas acciones en la maquina, como arrancar o detener el husillo, líquido refrigerante, finalizar el programa, resetear valores, etc. Deben ir en bloques exclusivos y pueden incuirse hasta 7 en un solo bloque.

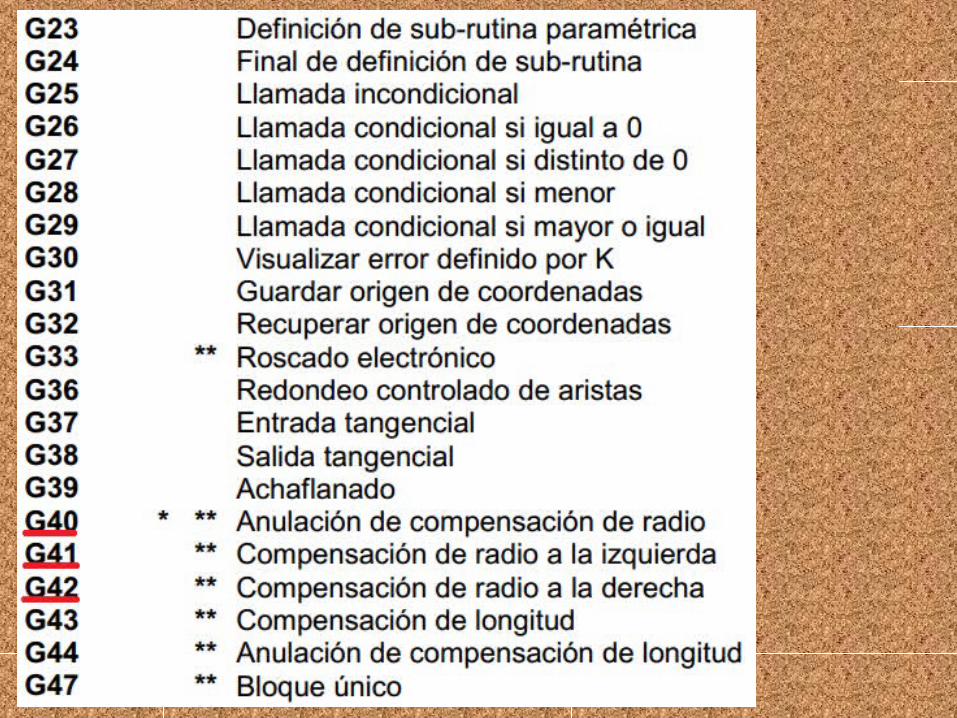
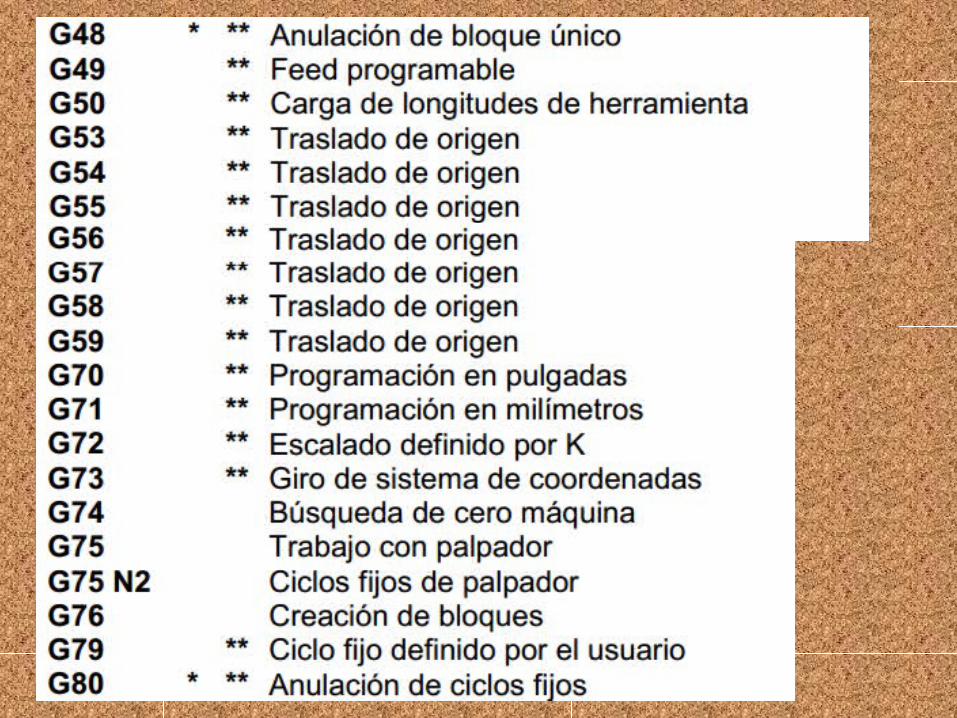
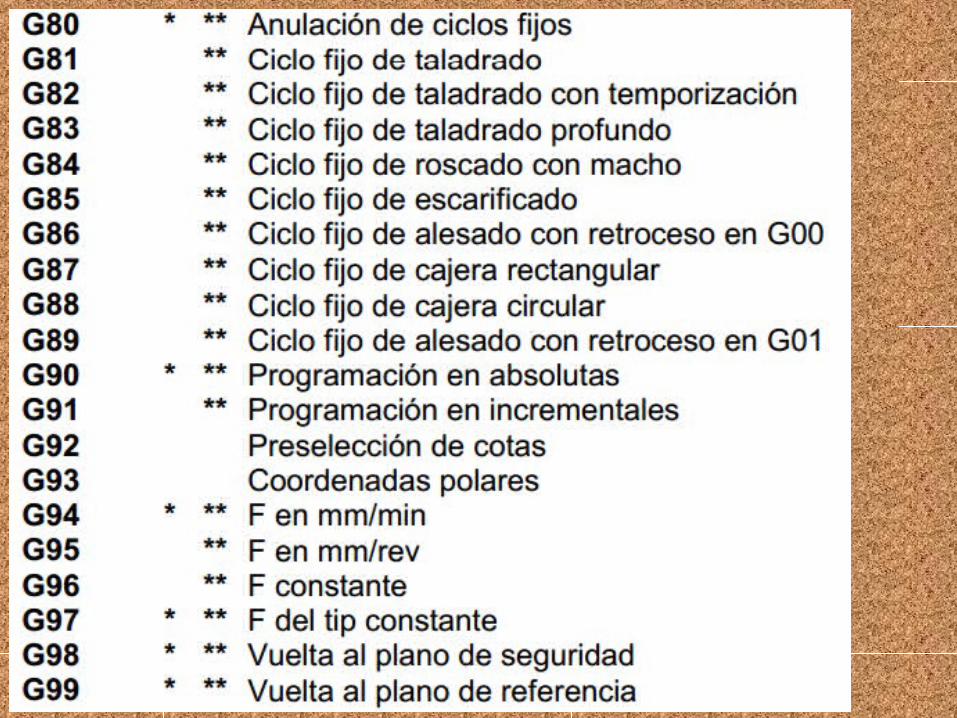
CODIGOS G

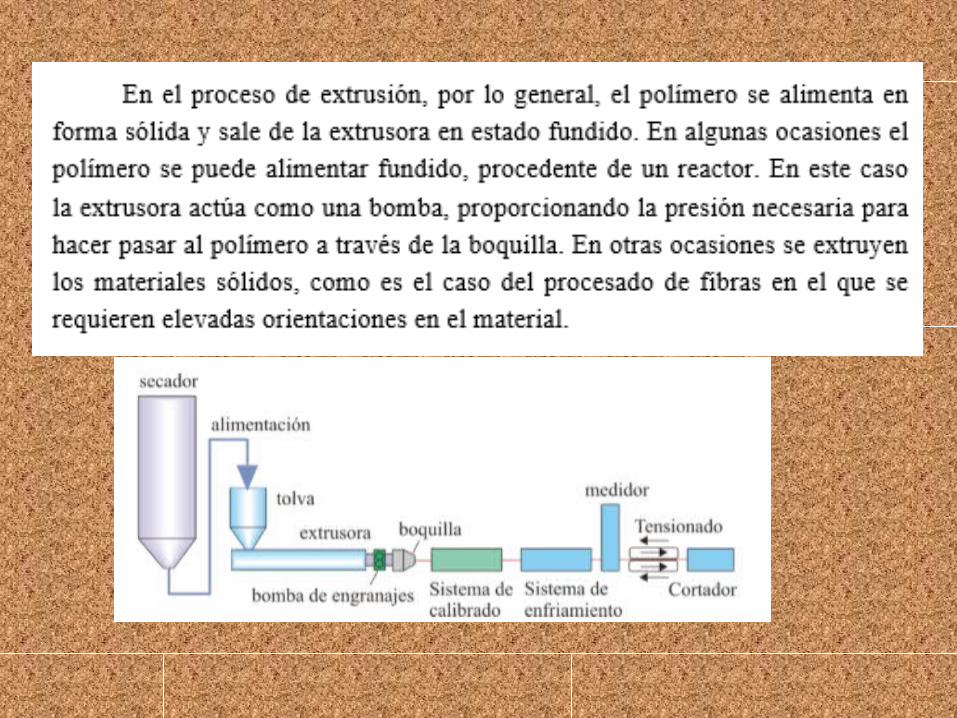
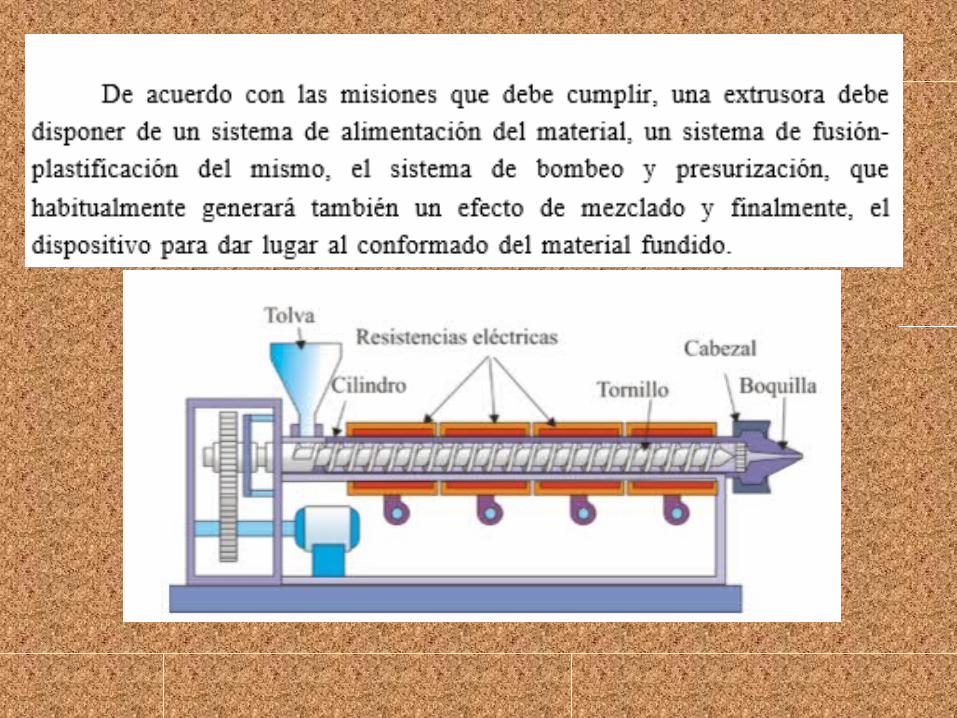
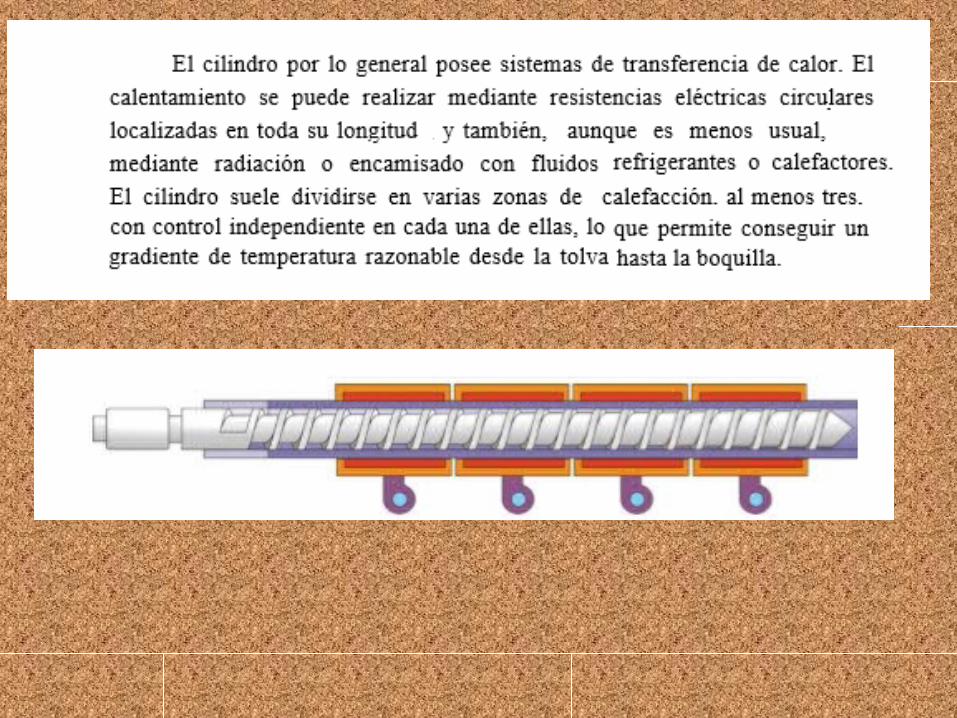
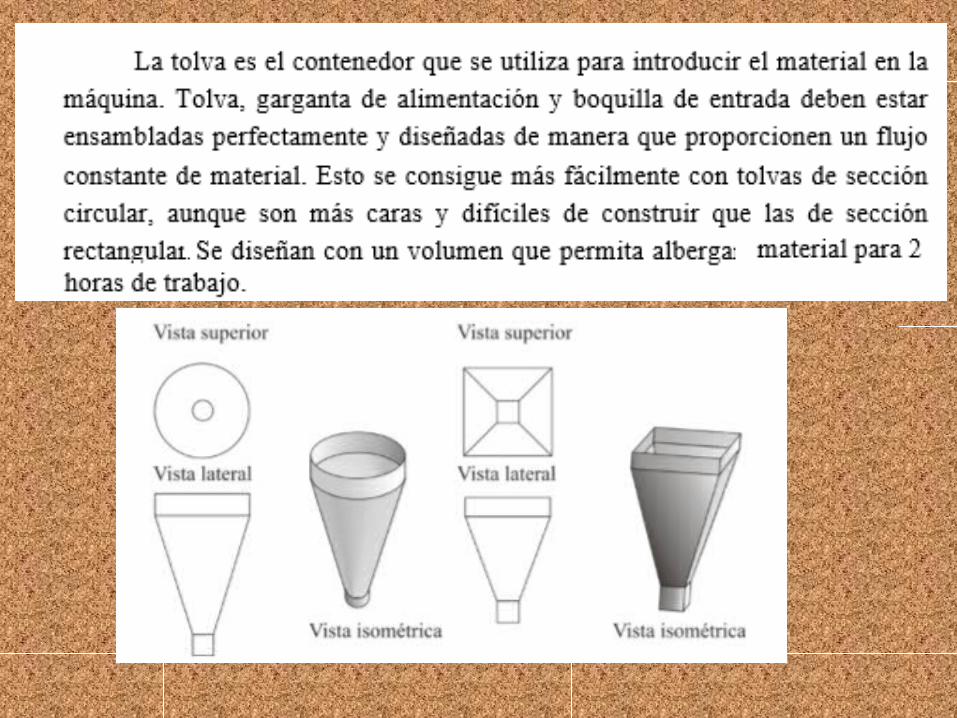
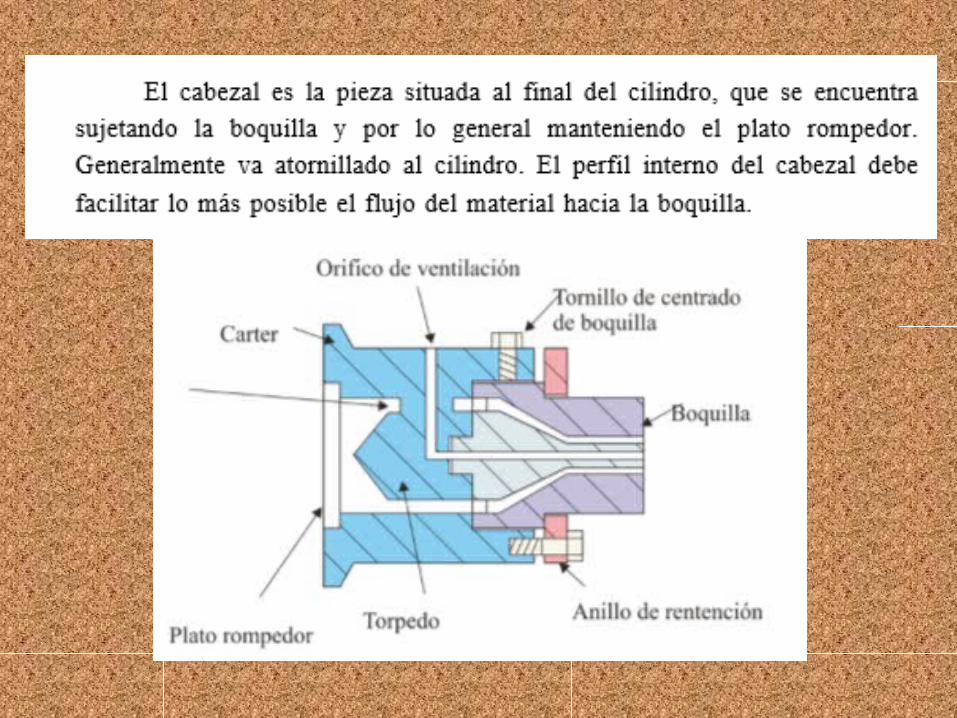
EXTRUSIÓN
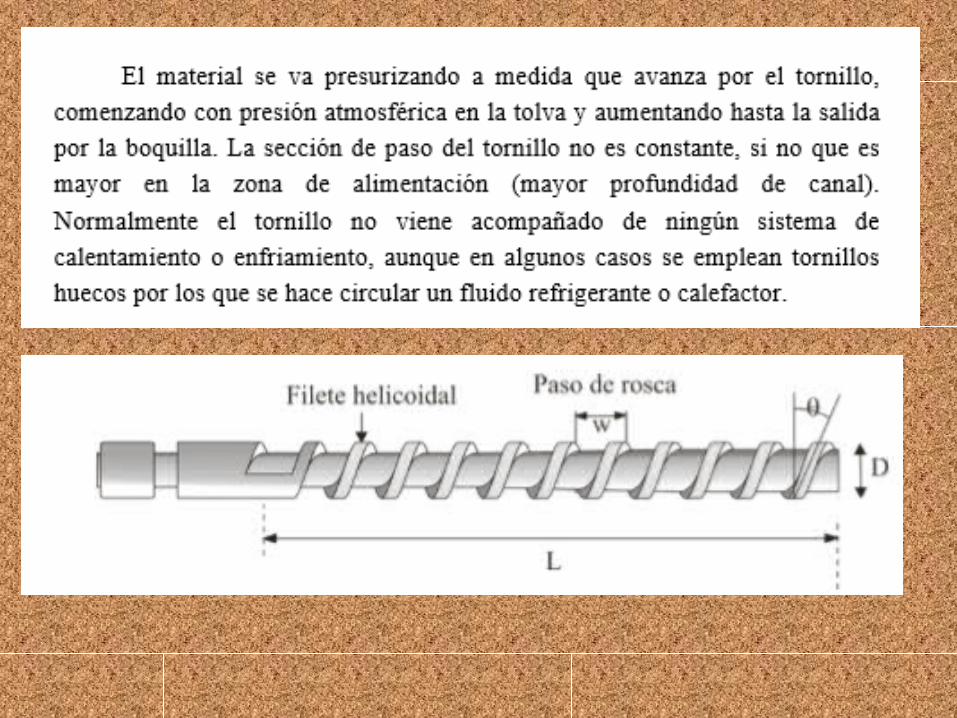
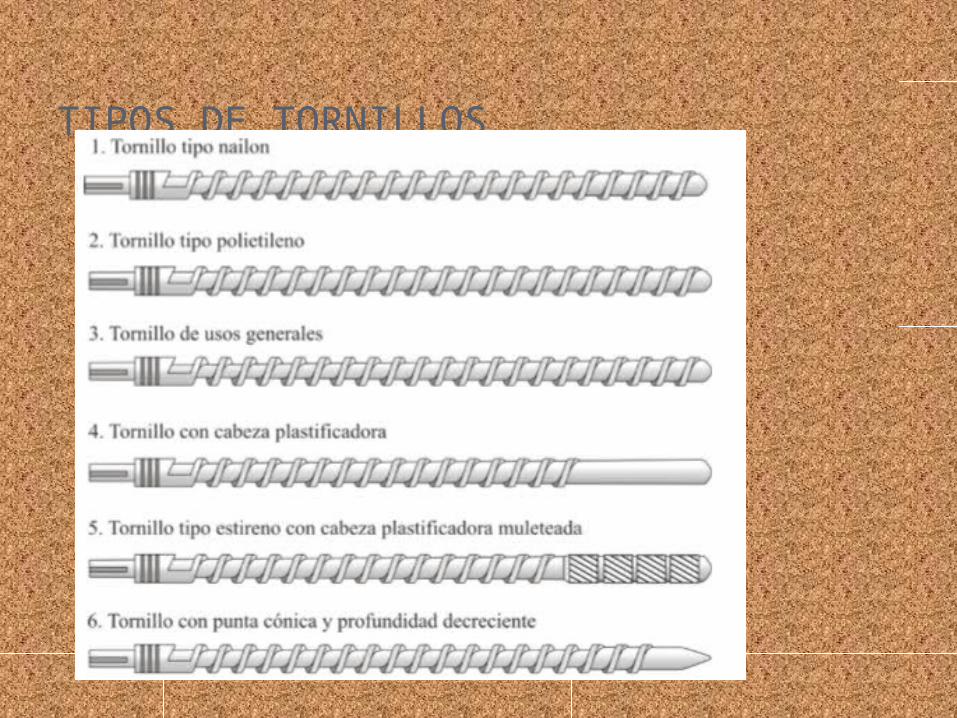
TIPOS DE TORNILLOS
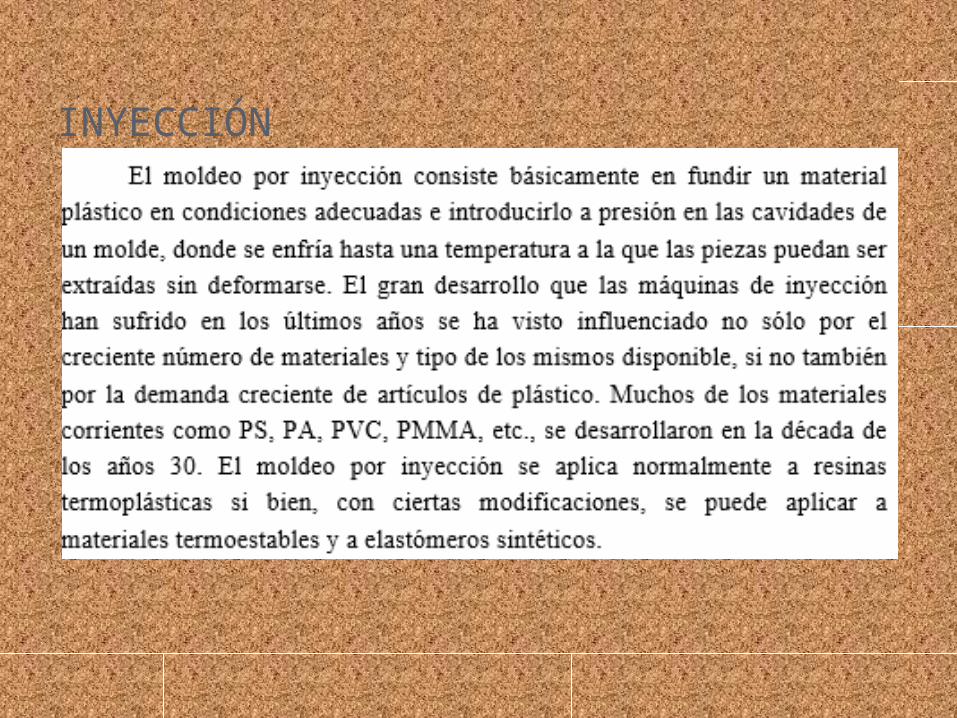
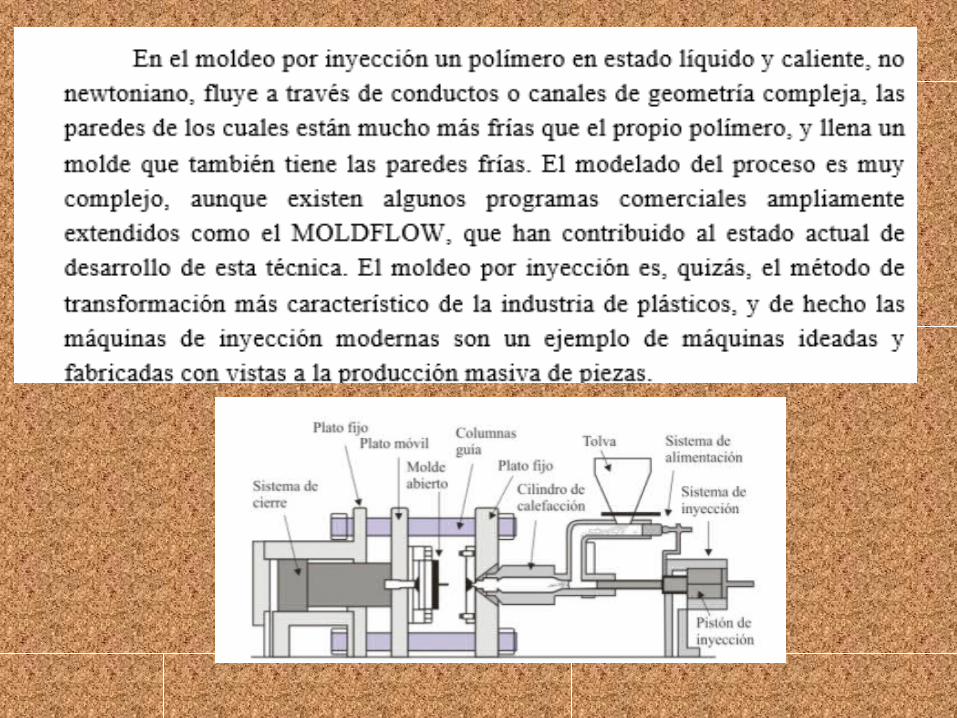
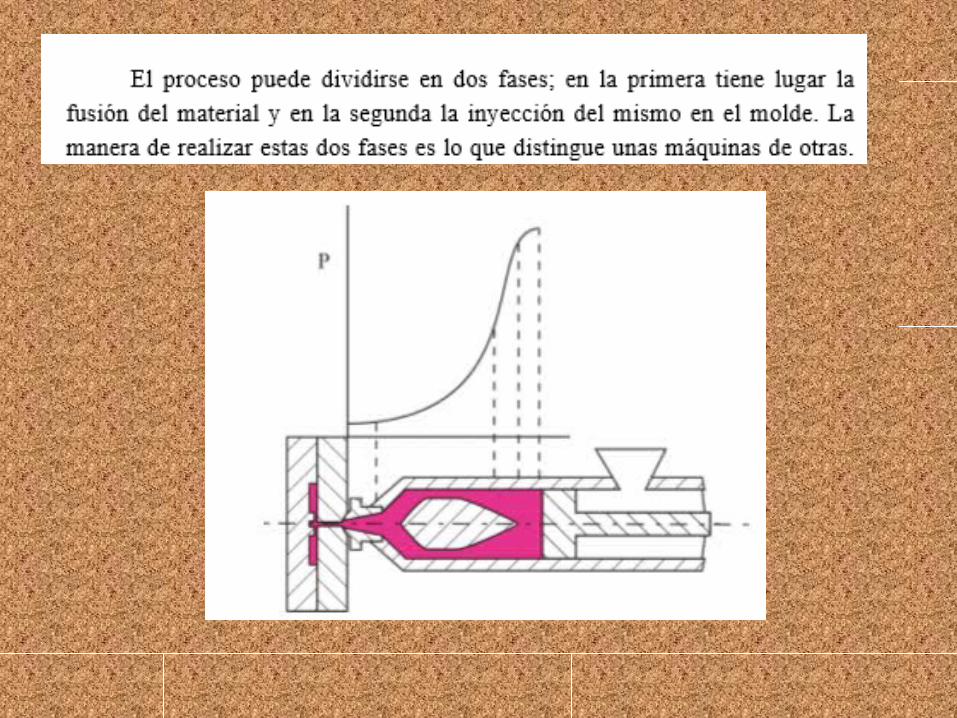
INYECCIÓN
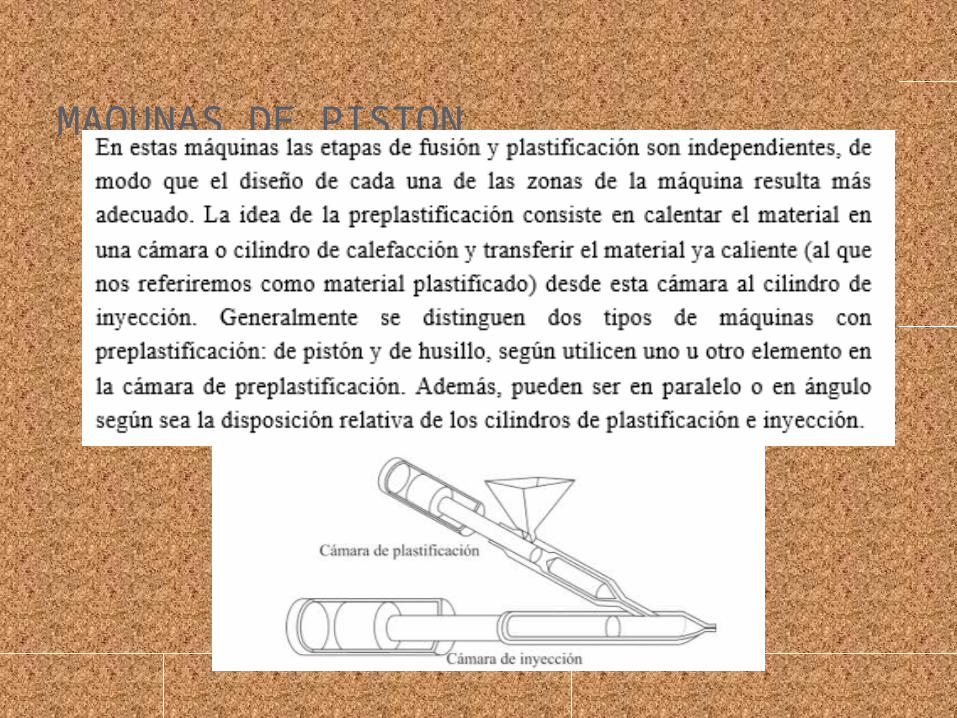
MAQUNAS DE PISTON
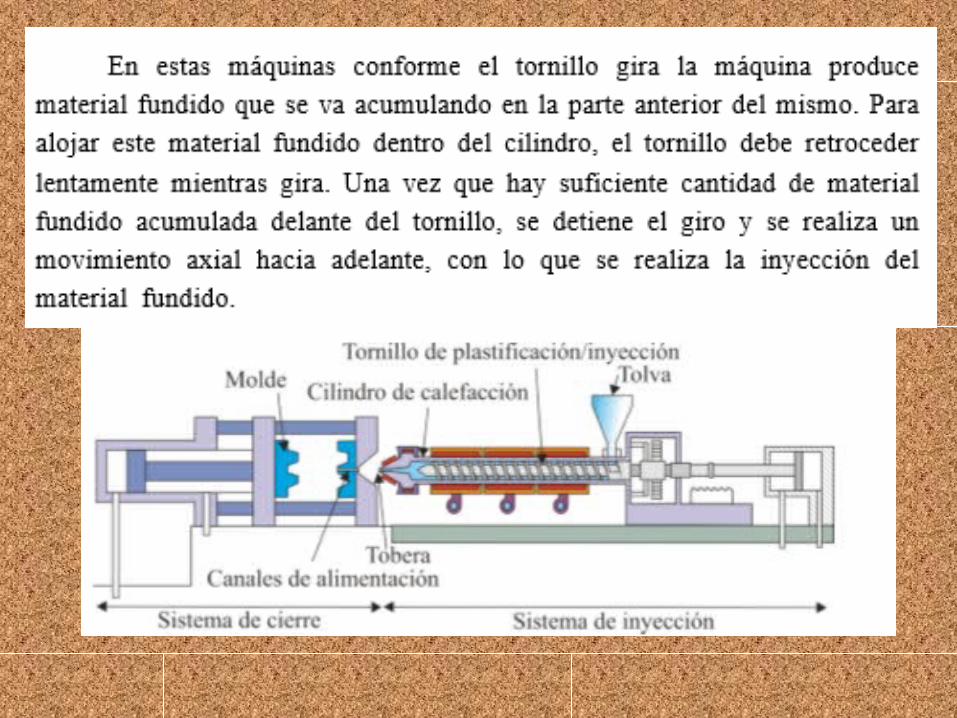
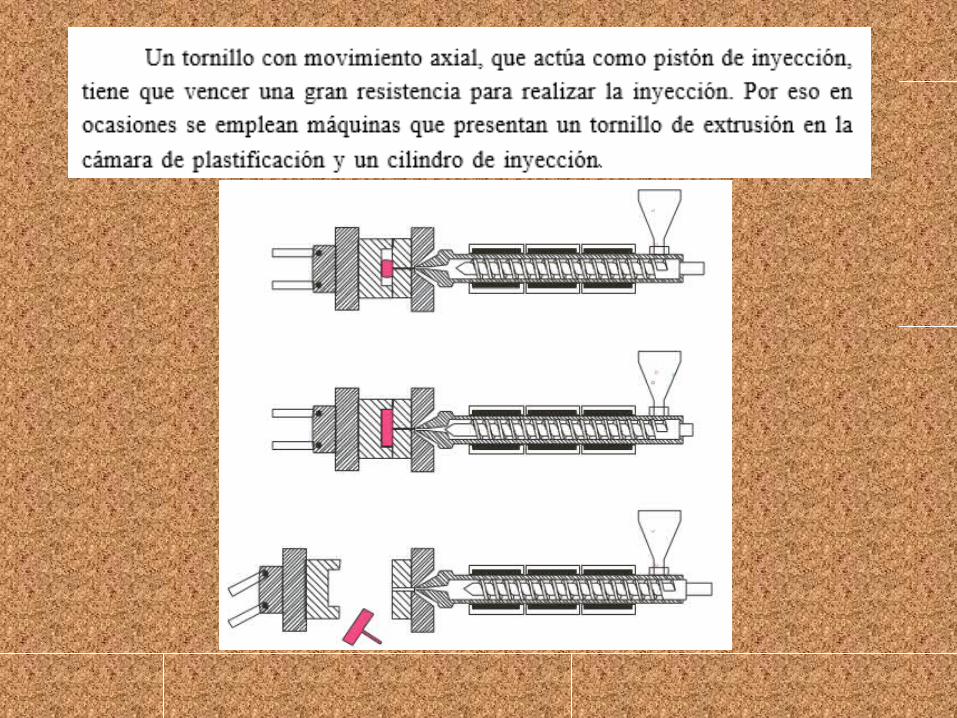
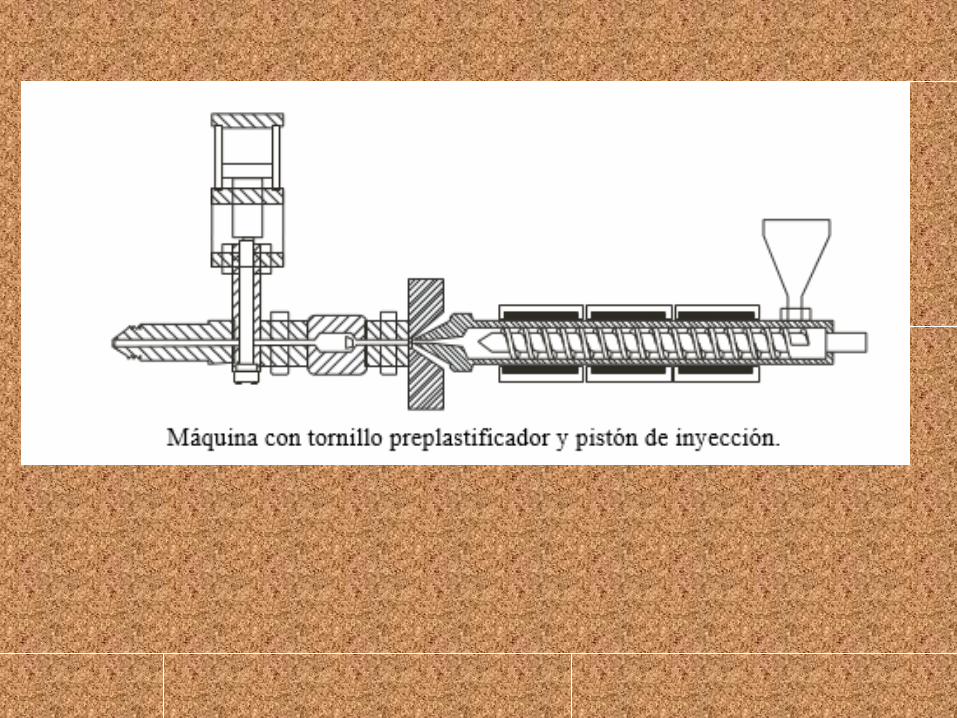
MAQUINA DE HUSILLO
FUNDICION
Este proceso de manufactura consta de varios pasos:
Se vacía el metal fundido en un molde conla forma a manufacturar
Se deja solidificar Se retira la parte del molde
Factores importantes a considerar en las operaciones de fundición:
Flujo del metal dentro de la cavidad del molde Solidificaciones y enfriamiento del metal dentro
del molde Influencia del tipo y material del molde
Fundición
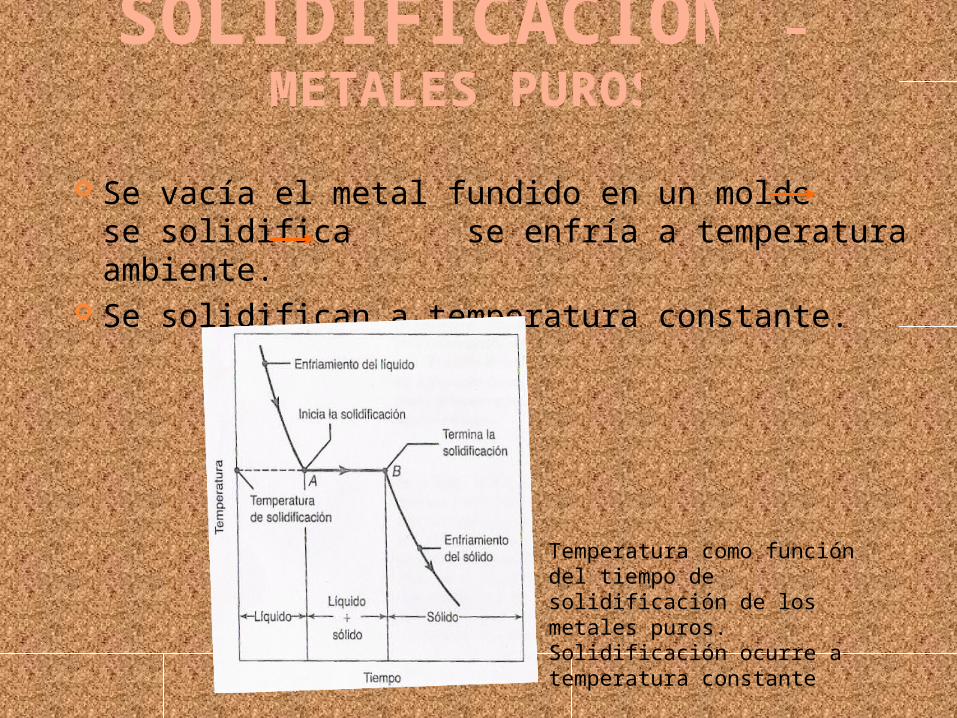
Se vacía el metal fundido en un molde se solidifica se enfría a temperatura ambiente.
Se solidifican a temperatura constante.
SOLIDIFICACIÓN – METALES PUROS
Temperatura como función del tiempo de solidificación de los metales puros. Solidificación ocurre a temperatura constante
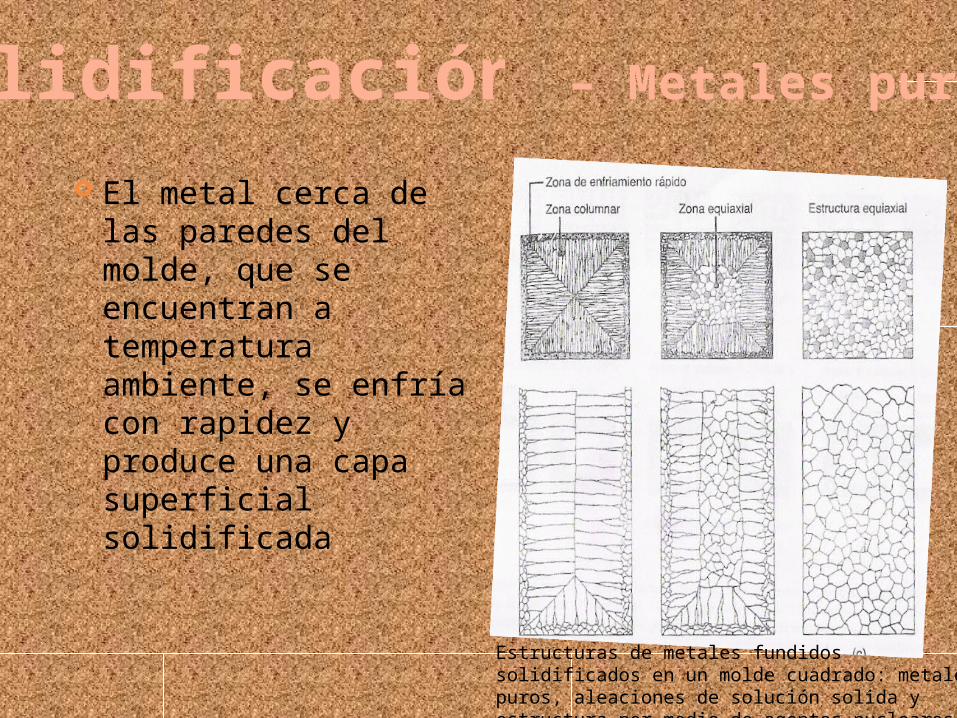
El metal cerca de las paredes del molde, que se encuentran a temperatura ambiente, se enfría con rapidez y produce una capa superficial solidificada
Solidificación – Metales puros
Estructuras de metales fundidos solidificados en un molde cuadrado: metales puros, aleaciones de solución solida y estructura por medio de agentes nucleares.
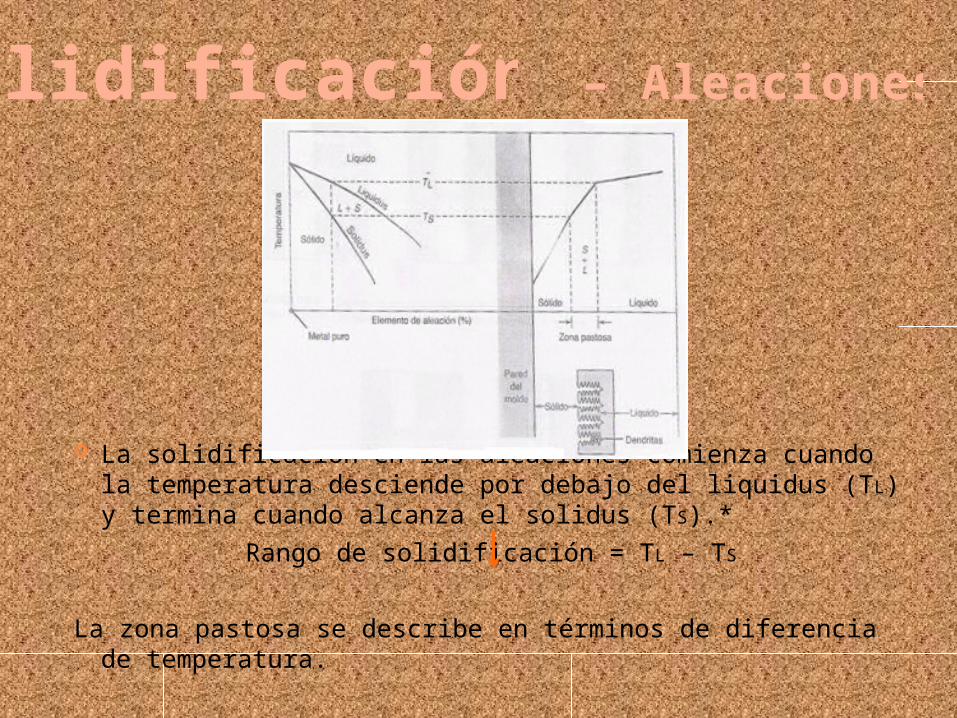
La solidificación en las aleaciones comienza cuando la temperatura desciende por debajo del liquidus (TL) y termina cuando alcanza el solidus (TS).*
Rango de solidificación = TL – TS
La zona pastosa se describe en términos de diferencia de temperatura.
Solidificación – Aleaciones

Regla de Chvorinov
C = Constante que refleja el material del molde, propiedades del metal y temperatura.
n = valor entre 1.5 y 2 (espesor de la cáscara, comúnmente se usa 2)
Solidificación
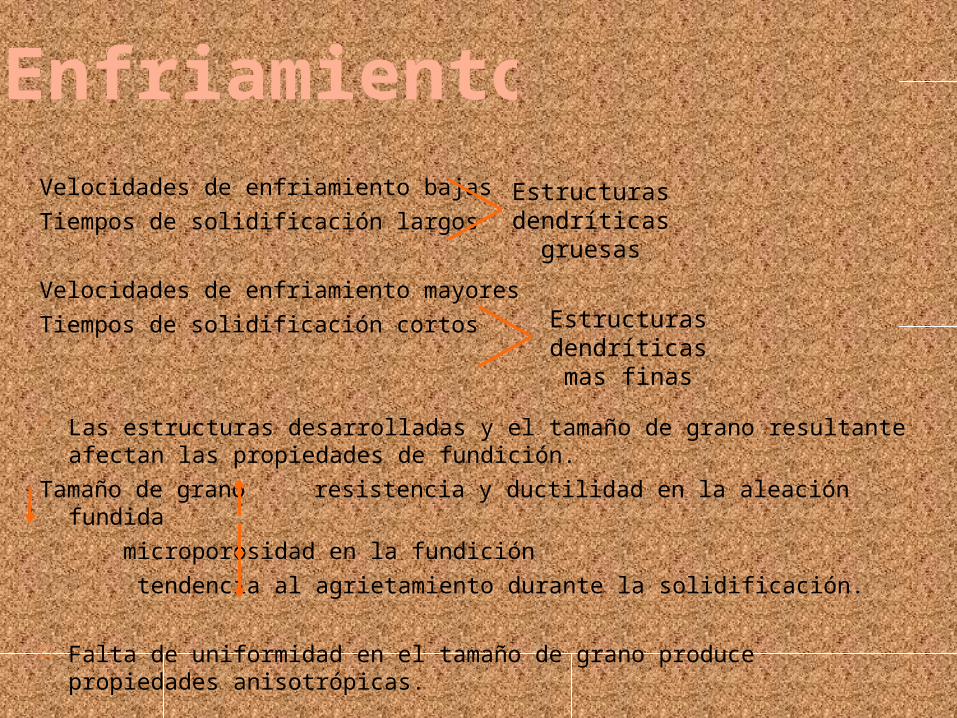
Velocidades de enfriamiento bajas
Tiempos de solidificación largos
Velocidades de enfriamiento mayores
Tiempos de solidificación cortos
Las estructuras desarrolladas y el tamaño de grano resultante afectan las propiedades de fundición.
Tamaño de grano resistencia y ductilidad en la aleación fundida
microporosidad en la fundición
tendencia al agrietamiento durante la solidificación.
Falta de uniformidad en el tamaño de grano produce propiedades anisotrópicas.
EnfriamientoEstructuras dendríticas
gruesas
Estructuras dendríticas mas
finas
Dado que la mayoría de los metales, durante la solidificación y el enfriamiento, se contraen se pueden formar cavidades.
El hierro fundido gris y el aluminio se dilatan (durante la solidificación)
Enfriamiento
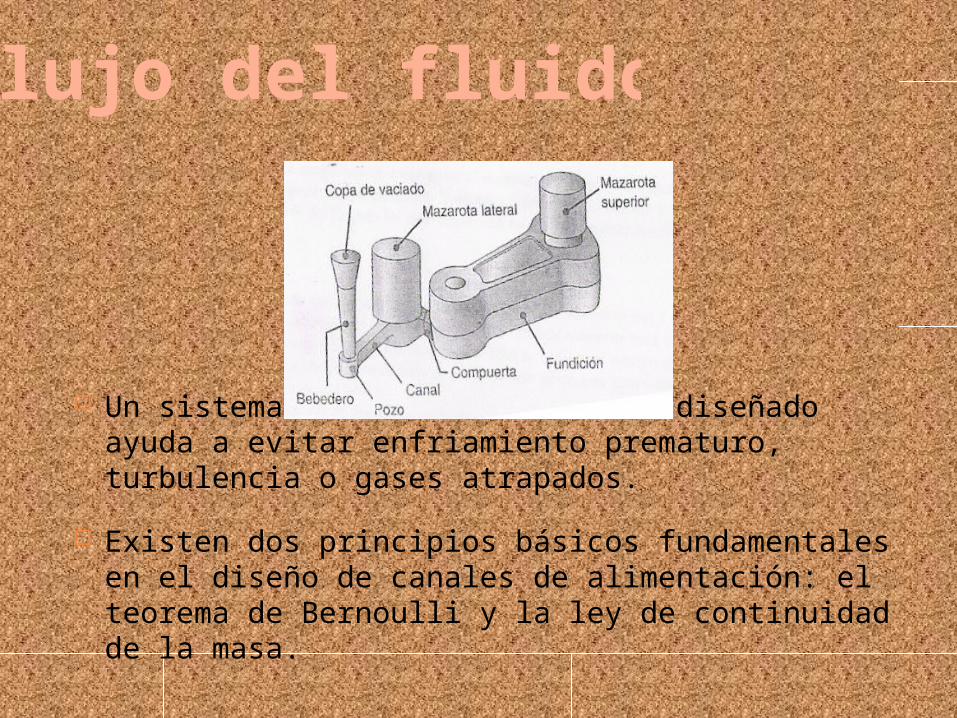
Un sistema de alimentación bien diseñado ayuda a evitar enfriamiento prematuro, turbulencia o gases atrapados.
Existen dos principios básicos fundamentales en el diseño de canales de alimentación: el teorema de Bernoulli y la ley de continuidad de la masa.
Flujo del fluido
Teorema de Bernoulli.- se basa en el principio de la conservación de la energía y relaciona presión, velocidad, la elevación del fluido a cualquier punto del sistema y las perdidas por fricción en un sistema lleno de liquido.
h= elevación por encima de cierto plano de referencia
p = presión a esa elevación
ρ = densidad del fluido
f = perdida por fricción en el liquido
Flujo del fluido
Ley de continuidad de la masa.- establece que para líquidos incomprensibles y en un sistema con paredes impermeables, la velocidad de flujo es constante.
Q = gasto volumétrico
A = área transversal de la corriente del liquido
v = velocidad promedio del liquido de dicha sección.
A partir de estos dos principios se desarrollan el método de diseño del bebedero y el de modelación de llenado del molde.
Flujo del fluido
Un factor a considerarse en el fluido por los canales de alimentación es la turbulencia. El numero de Reynolds (Re) se utiliza para cuantificar esto.
• v= velocidad del liquido• D = diámetro del canal• ρ = densidad del liquido.• η = viscosidad del liquido
Para minimizar la turbulencia hay que evitar cambios súbitos en la dirección del flujo y en la geometría de las secciones transversales del canal en el diseño del sistema de alimentación.
Flujo del fluido
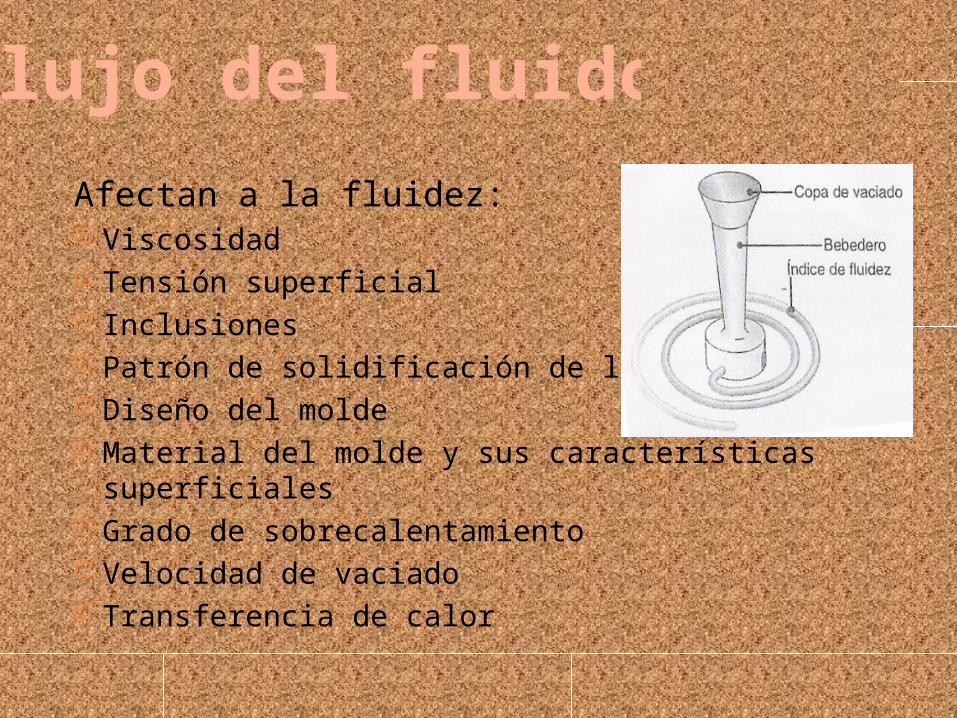
Afectan a la fluidez: Viscosidad Tensión superficial Inclusiones Patrón de solidificación de la aleación Diseño del molde Material del molde y sus características
superficiales Grado de sobrecalentamiento Velocidad de vaciado Transferencia de calor
Flujo del fluido
Existen 7 categorías básicas de defectos de fundición:
A: Proyecciones metálicas.- aletas, rebabas, ampollas y superficies rugosas.
B: Cavidades.- cavidades redondeadas o rugosas, internas o expuestas; sopladuras, puntas de alfiler.
C: Discontinuidades.- grietas, desgarramientos en frío o caliente.
D: Superficie defectuosa.- pliegues, cicatrices superficiales, escamas de oxido.
E: Fundición incompleta.- fallas, volumen insuficiente del metal vaciado, fugas (al vaciar al molde).
Defectos de fundición
F: Dimensiones o formas incorrectas.- tolerancia inapropiada para la contracción, error de montaje del molde, contracción irregular.
G: Inclusiones.- reducen la resistencia a la fundición. Se pueden formar durante la fusión.
Defectos de fundición
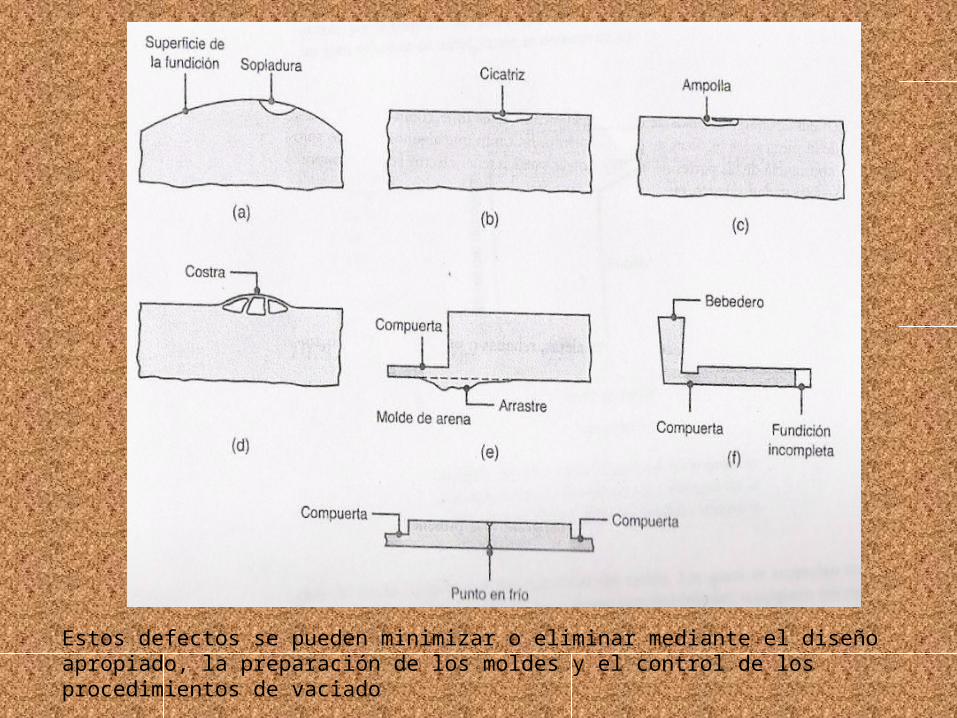
Estos defectos se pueden minimizar o eliminar mediante el diseño apropiado, la preparación de los moldes y el control de los procedimientos de vaciado
Porosidad Ocasionada por contracción, gases o ambos. Es dañina para la ductilidad de una fundición y
para su acabado superficial. Hierro, aluminio y cobre fundido
Defectos de fundición

Las fundiciones pueden ser:
Aleaciones ferrosas para fundición. Aleaciones no ferrosas para fundición.
Tipos de fundiciones
Fundiciones Blancas Se le conoce también como hierro colado. Se encuentra en forma de cementita. Velocidad de enfriamiento rápida. La superficie de fractura es brillante. Alta dureza. Son frágiles. Resistencia al desgaste. Son difíciles de mecanizar. Baja resistencia al impacto.
Aleaciones ferrosas para fundiciones
Aplicaciones:Piezas resistentes
al desgaste.Rodillos de molino
y trenes de laminación.
Maquinas para el proceso de materiales abrasivos (compuestos cerámicos).
Aleaciones ferrosas para fundiciones
Fundiciones Grises El Carbono se encuentra en forma de grafito. Velocidad de enfriamiento lento. Superficie de fractura gris u oscura. Se puede encontrar tambien en forma de ferrita,
martensita o perlita. Facilidad para mecanizar. Alta resistencia al desgaste y corrosión. Conductividad térmica.
Aleaciones ferrosas para fundiciones
Aplicaciones: En motores eléctricos. Tuberías. Superficies de
maquinaria. Especificación (clase):
Clase 20: resistencia a la tensión mínima de 20
Aleaciones ferrosas para fundiciones

Aleaciones ferrosas para fundiciones
Fundiciones Nodulares También se les conoce como dúctiles. Es aleado con magnesio. Aplicaciones:
Maquinaria. Tubería. Cigüeñales. Piezas de alto esfuerzo y resistencia.
Especificación (clase o grado): 90-40-05 (resistencia a tensión mínima de 90 ksi,
resistencia a la cedencia mínima de 40 ksi, y un 5% de elongación.)
Aleaciones ferrosas para fundiciones

Aleaciones ferrosas para fundiciones
Fundiciones Maleables Se obtiene al recalentar una fundición blanca
(tratamiento térmico). Se encuentra en forma de ferrita. Aplicaciones:
Equipo de ferrocarril: acoplamientos, engranes, bielas. Herrajes.
Especificaciones: “23015”: resistencia a la cedencia de 23 ksi, y un
porcentaje de elongación de 15%.
Aleaciones ferrosas para fundiciones

Fundición Hierro de grafito compactado Piezas más ligeras. Resistencia al desgaste similar a hierro gris. Aplicaciones:
Motores. Cabezas de cilindro.
Aleaciones ferrosas para fundiciones

Aleaciones ferrosas para fundiciones
En base Aluminio Alta conductividad eléctrica. Resistentes a la corrosión. Aplicaciones:
Industria automotriz (monobloques de motores, cabezas de cilindro, cajas de trasmisión, suspensión, entre otros).
Diseño arquitectónico.
Aleaciones no ferrosas para fundiciones

En base a Magnesio Densidad baja. Resistencia a la corrosión. Resistencia a la termoinfluencia. Aplicaciones:
Envases. Industria aeronáutica( hélices, ruedas automotrices,
motores).
Aleaciones no ferrosas para fundiciones

Aleaciones no ferrosas para fundiciones
En base a Cobre Alta conductividad térmica y eléctrica. Alta resistencia a la corrosión. No son toxicas. Aplicaciones:
Engranes Tubería Herraje
Aleaciones no ferrosas para fundiciones

Aleaciones no ferrosas para fundiciones
En base a Zinc Bajo punto de fusión. Alta resistencia. Aplicaciones:
Estructuras Baterías
Aleaciones no ferrosas para fundiciones

Aleaciones no ferrosas para fundiciones