producción de lipasas por medio de cultivos a alta...
TRANSCRIPT
IINNFFOORRMMEE SSIIPP 2200008800338800 VVííccttoorr EErriicc LLóóppeezz yy LLóóppeezz
1
Producción de lipasas por medio de cultivos a alta densidad celular y su utilización en la transesterificación de aceites para la obtención de biodiesel Proyecto SIP 20080380 Centro de Investigación en Biotecnología Aplicada Participantes: Dr. Víctor Eric López y López (Director de Proyecto) Dr. Raúl Jacobo Delgado Macuil (Participante) Dr. Marlon Rojas López (Participante) I. Q. Jabel Dinorín Tellez Girón (Becario PIFI) Biol. Carla de la Cerna Hernández (Becario PIFI) RESUMEN En vista de optimizar transformaciones catalíticas mediadas por lipasas, en específico en la transesterificación de aceites y grasas de desecho para la producción de biodiesel, es necesario contar con organismos productores de las mismas y que presenten estabilidad, alta actividad y/o selectividad. Esto nos permitiría contar con enzimas que podrían ser utilizadas en una aplicación industrial. En este trabajo se reporta la metodología de cuantificación de lipasas mediante un ensayo del para-nitrofenil palmitato, así como las condiciones de cultivo de diferentes microorganismos para la producción masiva de las enzimas. INTRODUCCION Actualmente el diesel derivado del petróleo es el combustible más utilizado a nivel industrial, pero la sobreexplotación de este energético ha provocado escasez del mismo, girando nuestra atención a la producción del biodiesel a partir de materia prima generada en grandes cantidades como aceites y grasas de desecho, y que por lo tanto, nos resulta barata a diferencia de los aceites vegetales refinados que implican un mayor costo de operación para su obtención [3]. La producción del biodiesel se lleva a cabo por medio de la reacción de transesterificación que puede ser catalizada por una base, acido o enzima. La que se lleva a cabo por medio de un proceso enzimático, nos brinda beneficios ambientales e implica un menor número de etapas y costos de operación en comparación con los procesos alcalinos usados actualmente [1] que requieren de altas temperaturas de operación y múltiples etapas de separación para obtener productos [1] que cumplan con las características de calidad regidas por especificaciones establecidas [1-3], además de que en el proceso alcalino se tiene el riesgo de la saponificación y la generación de residuos inorgánicos indeseables en la reacción de transesterificación [1].
En México se tienen contempladas plantas productoras de biodiesel a partir de aceite de jatrofa curcas y palma, materia prima que resulta costosa por el hecho de ser aceites vegetales vírgenes en lugar de materia prima barata tal como el aceite de desecho que haría al proceso mas barato y en consecuencia con una reducción en el costo de la producción del biodiesel. Del aceite de

IINNFFOORRMMEE SSIIPP 2200008800338800 VVííccttoorr EErriicc LLóóppeezz yy LLóóppeezz
2
desecho generado, solo un pequeño porcentaje es usado para comida de animales de granja [3] y el resto es confinado o simplemente vertido al drenaje provocando contaminación de suelos y agua. Tan solo en Estados Unidos se generan anualmente más de un millón de toneladas de aceite de desecho. Por estas razones surge la necesidad de poder obtener biodiesel a partir de materia prima barata (aceites de desecho), por medio de un proceso más benéfico con el ambiente (enzimático) que además, no requiere de costos elevados para operación y separación de productos de interés. El biodiesel es un biocombustible derivado de aceites vegetales, grasas animales o aceites vegetales de desecho que puede ser utilizado como sustituto o aditivo del diesel convencional, por lo que representa una alternativa a los combustibles fósiles [3]. Es una fuente de energía limpia, renovable, de calidad y económicamente viable, que además contribuye a la conservación del medio ambiente [4]. El biodiesel, tiene una muy buena biodegradabilidad, (25 mg/L·dia) en comparación con el diesel (12 mg/L·dia). El biodiesel tanto en agua como en suelos se degrada a los 30 días [5].
La definición de biodiesel aceptada por la ASTM (American Society for Testing and Material Standard) es que son ésteres monoalquílicos de ácidos grasos de cadena larga derivados de lípidos renovables tales como aceites vegetales o grasas de animales, y que se emplean en motores de ignición de compresión.
Reacción de transesterificación El Biodiesel se obtiene por medio de la reacción de transesterificación de aceites vegetales, aceites de desecho o grasas animales que reaccionan con un alcohol de cadena corta y que con ayuda de un catalizador nos produce ésteres de alquilo y glicerol [3], estos productos se obtienen por el intercambio del grupo alcoxi (RO) de un éster por otro alcohol. En la figura 1, se observa la reacción de transesterificación con metanol.
Figura 1. Reacción de Transesterificación [2, 3]
Materias primas utilizadas en la producción de biodiesel Aceite vegetal, aceite de desecho, grasa animal.El uso de aceite vegetal como combustible, se remonta desde 1911 con Rudolph Diesel, pero su uso directo provocaba los siguientes problemas [1-3]: • Formación de coque (hulla) en inyectores. • Deposito de carbón • Oil ring sticking
H C
HC
H C
O
O
O
C
C
C
R
R
R
O
O
O+ H C OH
H C
HC
H C
OH
OH
OH
+ H C O C RO
H C O C RO
H C O C RO
2
2
3
2
2
3
3
3
Catalizador
H C OH3
H C OH3
2
1
3
2
1
3

IINNFFOORRMMEE SSIIPP 2200008800338800 VVííccttoorr EErriicc LLóóppeezz yy LLóóppeezz
3
• Espesamiento o gelificación de aceite lubricantes por contaminación de aceites vegetales.
• Problemas de lubricación • Alta viscosidad (11 a 17 veces mas alta que el diesel) • Baja volatilidad provocando depósitos en maquinas por las características
incorrectas de vaporización e incompleta combustión. Actualmente, ya existen plantas en el mundo que producen biodiesel a partir de aceites vegetales y de desecho, como son por ejemplo [2]:
España y Argentina Aceite de Girasol EUA, Argentina y Brasil Aceite de Soya Europa Aceite de colza Malasia Aceite de palma México e Inglaterra Aceite de desecho
Para el proceso alcalino, el aceite vegetal, grasa animal o aceite de desecho deben cumplir ciertas características, como: no contener agua y ácidos grasos libres. En este proceso, la presencia de agua produce la saponificación del hidróxido de sodio con el aceite o ácidos grasos libres. En el caso de los ácidos grasos libres, estos no esterifícan en su totalidad a diferencia de los que se encuentran ligados como triglicéridos, provocando con esto una baja eficiencia en la conversión de aceite a biodiesel [1].
Contenido de aceites y grasas Los principales componentes de aceites y grasas son [1]:
Triglicéridos, Diglicéridos, Monoglicéridos Ácidos grasos libres
Los aceites mas usados en investigaciones para la producción de biodiesel son aceites de: soya, reciclado, colza, girasol, grano de palma, canola, oliva, , algodón, maíz, ricino, lino, cártamo, grasas animales y ácidos grasos [2]. Los aceites y grasas de desecho son los aceites ya utilizados en cocinas o restaurantes y que después de su uso se consideran de desecho. A estos aceites de desecho se les ha dado el uso como ingrediente para comida de animales [3] o se confinan para su desecho. Tan solo en EUA, al año se generan más de un millón de toneladas por año [3]. Aceites seleccionados en este trabajo por su potencial como materia prima para la producción de biodiesel en México. De acuerdo a una revisión realizada en una primera parte de este proyecto, se hizo una selección de aceites vegetales de acuerdo a la importancia que estos tienen en base al rendimiento que dan en su cultivo, al contenido de aceite que se obtiene de las semillas o planta oleaginosa de las cuales se extrae el aceite, y de la consideración de que no sea comestible.A continuación se describen los aceites seleccionados para este trabajo.
IINNFFOORRMMEE SSIIPP 2200008800338800 VVííccttoorr EErriicc LLóóppeezz yy LLóóppeezz
4
• Aceite de desecho Debido a la generación anual que se tiene de este tipo de residuos [3], se esta considerando como materia prima potencial para la obtención de biodiesel en México ya que se adquiere a un costo más económico en comparación con aceites vegetales vírgenes. El aceite usado, se somete a temperaturas de 160 ºC a 200 ºC, lo cual provoca cambios en algunas de sus propiedades [3, 6] como son, el aumento en la viscosidad, en el calor especifico y en la tendencia de grasa para espuma, también cambia la tensión superficial y color. En este tipo de aceites se encuentran ácidos grasos libres en mayor proporción que en los aceites vegetales refinados [3, 7, 8]. Al utilizarse este aceite como materia prima para la producción de Biodiesel, se dará solución a dos problemas: confinamiento para su desecho y el uso de estos aceites como alimento de animales de granja que son para consumo humano [3]. Con el uso de este aceite, el costo de la producción de biodiesel se abaratará considerablemente. Caso contrario sería al usar un aceite vegetal virgen [3]. Recordemos que para este proyecto, se cuentan con 40 L. de aceite de desecho de parte de una cadena de restaurantes de comida rápida, Operadora Cever S.A. de C.V.
• Aceite de Palma El aceite de Palma en México es una materia prima potencial para la producción de biodiesel. En el sureste mexicano existen plantíos destinados para obtener este tipo de aceite. El rendimiento de producción agrícola es de: 5000 Kg/Ha y el porcentaje de aceite extraído en promedio es de un 20.0% a 49.0%.
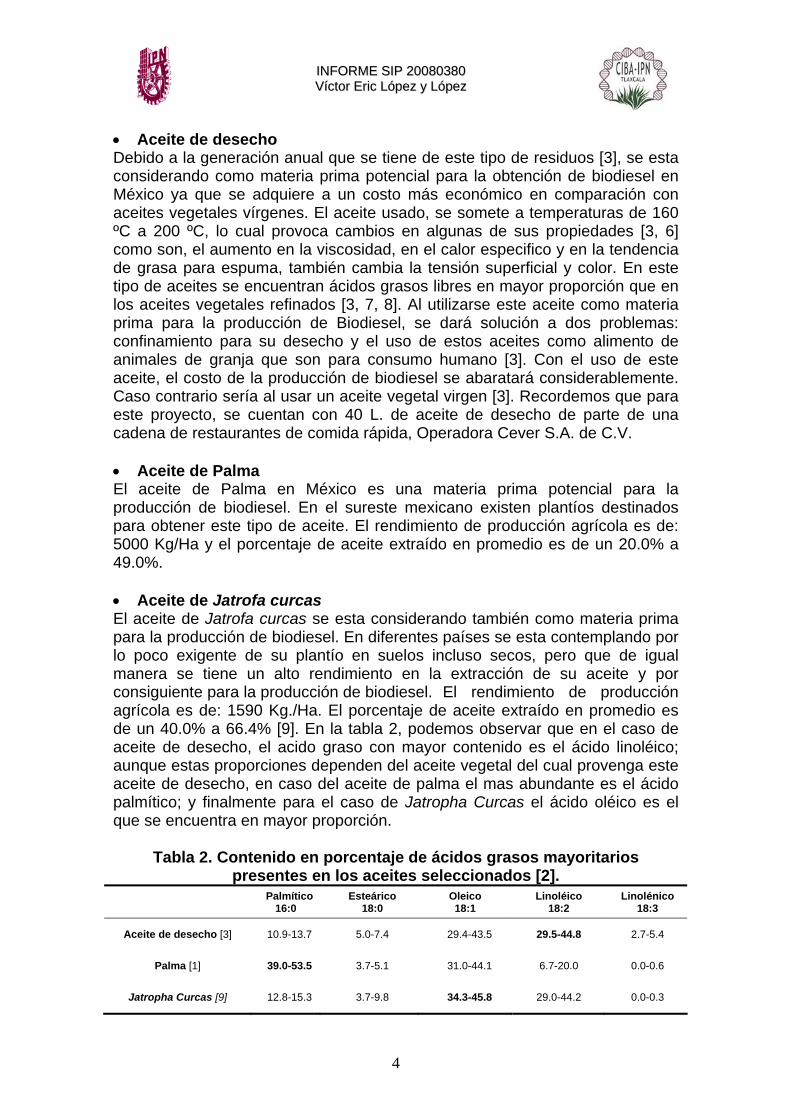
• Aceite de Jatrofa curcas El aceite de Jatrofa curcas se esta considerando también como materia prima para la producción de biodiesel. En diferentes países se esta contemplando por lo poco exigente de su plantío en suelos incluso secos, pero que de igual manera se tiene un alto rendimiento en la extracción de su aceite y por consiguiente para la producción de biodiesel. El rendimiento de producción agrícola es de: 1590 Kg./Ha. El porcentaje de aceite extraído en promedio es de un 40.0% a 66.4% [9]. En la tabla 2, podemos observar que en el caso de aceite de desecho, el acido graso con mayor contenido es el ácido linoléico; aunque estas proporciones dependen del aceite vegetal del cual provenga este aceite de desecho, en caso del aceite de palma el mas abundante es el ácido palmítico; y finalmente para el caso de Jatropha Curcas el ácido oléico es el que se encuentra en mayor proporción.
Tabla 2. Contenido en porcentaje de ácidos grasos mayoritarios presentes en los aceites seleccionados [2].
Palmítico 16:0
Esteárico 18:0
Oleico 18:1
Linoléico 18:2
Linolénico 18:3
Aceite de desecho [3] 10.9-13.7 5.0-7.4 29.4-43.5 29.5-44.8 2.7-5.4
Palma [1] 39.0-53.5 3.7-5.1 31.0-44.1 6.7-20.0 0.0-0.6
Jatropha Curcas [9] 12.8-15.3 3.7-9.8 34.3-45.8 29.0-44.2 0.0-0.3

IINNFFOORRMMEE SSIIPP 2200008800338800 VVííccttoorr EErriicc LLóóppeezz yy LLóóppeezz
5
Catalizador Enzimático Las enzimas implicadas en la biosíntesis de lípidos son las lipasas, éstas actúan sobre compuestos grasos haciéndolos mas solubles. Los organismos que las producen comercialmente son principalmente hongos y bacterias, ya que son organismos más fáciles de manipular para la producción de lipasas. Algunos organismos productores son: Candida antartica, Geotrichum candidum [6], Rhizopus oryzae [2], Rhizopus niveus, Burkhoderias cepacia (IM-BS-30), Penicillium roquefortii [13]. A nivel industrial, se utiliza el NaOH o KOH como catalizador, este proceso implica un número de etapas mayor, como se puede ver en la figura 2, a comparación de las etapas que involucran el proceso enzimático, mostrado en la figura 3. En el proceso alcalino, también se emplea agua para poder obtener los productos que cumplan con las especificaciones establecidas a diferencia del proceso enzimático, en donde los productos se separan fácilmente por diferencia de densidades. En la tabla 4, se muestra una comparación de las principales propiedades de los catalizadores utilizados en la producción de biodiesel.
Figura 2. Proceso Químico de producción de Biodiesel.
Figura 3. Proceso Enzimático de producción de Biodiesel.

IINNFFOORRMMEE SSIIPP 2200008800338800 VVííccttoorr EErriicc LLóóppeezz yy LLóóppeezz
6
Tabla 4. Comparación de propiedades de catalizadores Catalizadores
Ácido [4] Alcalino Enzimático
[2, 6, 14, 15]
Conversión, % 98-99.4 90-97 62-97
Tiempo, hrs. 4-96 1-8 1-48
Temperatura, ºC 25-80 30-70 30-50
A diferencia del método alcalino donde puede llevarse a cabo la saponificación por la presencia del NaOH, agua y ácidos grasos libres [3, 6], en el proceso enzimático no se presenta este problema porque se lleva a cabo la transesterificación de estos ácidos grasos libres presentes en mayor proporción en aceites de desecho comparados con los aceites vírgenes [6, 7]. Al realizar la transesterificación con catalizador enzimático, se elimina la presencia de material inorgánico en los productos ya que la presencia de este tipo de productos provoca que el proceso de purificación del biodiesel se lleve en mayor número de etapas [1, 2, 6, 15]. Por lo que la purificación de biodiesel y glicerol se lleva a cabo en menos número de etapas de separación. Algunas enzimas utilizadas como catalizador, se pueden reutilizar para llevar a cabo posteriores reacciones de transesterificación. La temperatura requerida para llevar a cabo la reacción de transesterificación puede ser menor en comparación de los métodos químicos [4]. Las desventajas al utilizar el método enzimático, son: El costo de la lipasa es aún elevado por lo que aumenta el costo de producción del biodiesel. La enzima puede ser inhibida provocando una baja eficiencia en la producción. El tiempo de reacción de transesterificación por medio de algunas enzimas es mas largo para poder obtener altos rendimientos de transesterificación en comparación con el proceso alcalino.
Por lo anteriormente expuesto, surge el interés de desarrollar y optimizar procesos alternativos de generación de energéticos que sean ambientalmente amigables y baratos en cuanto a la operación del proceso y materia prima. Teniendo en cuenta que la materia prima requerida tiene disponibilidad por la gran cantidad que se genera como desecho.
MATERIALES Y METDODOS Acondicionamiento de microorganismos productores de lipasas en medios de cultivo. El acondicionamiento de microorganismos productores de lipasas se realizo a partir de tres muestras de suelos tomados en la ciudad de Puebla, las cuales se tomaron como inóculos para dos medios líquidos preparados: Caldo nutritivo (CN) y Medio mineral con sacarosa (MMS), Tabla 5a y 5b respectivamente. En

IINNFFOORRMMEE SSIIPP 2200008800338800 VVííccttoorr EErriicc LLóóppeezz yy LLóóppeezz
7
el MMS se tiene como fuente de carbono a 5% peso de aceite de desecho y sacarosa, para el CN solamente al aceite de desecho al mismo porcentaje.
Estos medios se ajustaron a tres diferentes pH: 5, 7, y 9. Se esterilizaron por 15 min. a 103.42 KPa y posteriormente se inocularon con las muestras recolectadas. La inoculación se realizó de dos maneras de acuerdo al medio: para CN, en el inoculo de cada medio, se incluyó a las 3 muestras juntas (123), 0.5 g de cada muestra de suelo. Para MMS, el inoculo se realizó para cada muestra de suelo (1, 2 ó 3) adicionándola a cada medio de los distintos pH preparados. Posteriormente se incubaron a 30°C y con una agitación de 100 rpm en un agitador orbital, quedando identificados como se muestra en la tabla 5c y 5d para CN y MMS respectivamente. Se tomaron muestras desde el inicio del experimento y durante varios días para posteriormente continuar con el aislamiento y selección de microorganismos productores de lipasas en medio sólido.
Tabla 5. Medios líquidos para acondicionamiento de microorganismos productores de lipasas (a) caldo nutritivo, (b) medio mineral adicionado
con sacarosa. a) CN g/L
Caldo nutritivo, g 8 NaCl, g 8
b)
MMS g/L Sacarosa, g 12.00 (NH4)2SO4, g 7.50 KH2PO4, g 8.00 MgSO4, g 3.00 ZnSO4, g 0.50 EDTA, mg 150.00 MnCl2, mg 3.00 CuSO4, mg 5.00 CoCl2, mg 5.00 Na2MoO4, mg 5.00 CaCl2, mg 30.00 FeSO4, mg 30.00 Extracto de levadura, g 3.00 Caldo nutritivo, g 8.00
Cinéticas de biomasa de microorganismos aislados para la producción de lipasas A partir del cultivo en placa de cada una de las cepas seleccionadas y aisladas previamente, se tomo una azada para inocular el medio líquido adicionado con aceite de desecho correspondiente a cada cepa, se incubó a 30ºC, 100 rpm por 32 hrs, durante las cuales se realizó un conteo celular por medio de la cámara de Neubauer a diferentes tiempos: 0, 3, 6, 9, 12, 24 y 30 hrs. Tomando alícuotas de 1 ml y haciendo diluciones en solución salina al 0.85%, para poder hacer un conteo celular en microscopio.
IINNFFOORRMMEE SSIIPP 2200008800338800 VVííccttoorr EErriicc LLóóppeezz yy LLóóppeezz
8
Conservación de microorganismos. De los mismos medios líquidos adicionados con 5% de aceite de desecho utilizados para las cinéticas de biomasa, después de las 30 horas de incubación, se centrifugaron a 10,000 rpm, por 10 min a 4ºC y se lavaron tres veces con solución salina al 0.85%. Ya obtenido el paquete celular, se conservó en glicerol al 20% estéril en crio tubos a los cuales se les fue reduciendo paulatinamente la temperatura hasta conservarlos a -70ºC. Obtención de extractos enzimáticos. Para la cuantificación enzimática, se utilizaron células secas y sobrenadantes liofilizados, estos se obtuvieron a partir de los medios líquidos correspondientes para cada uno de los microorganismos aislados, igualmente adicionados con 5% de aceite de desecho, cultivados bajo las mismas condiciones de incubación, y se cosecharon a las 30 hrs.
Sobrenadante El sobrenadante se obtuvo tras centrifugar a 10,000 rpm, 4ºC por 10 min el medio líquido después de la fermentación, se tomaron 45 ml, los cuales se liofilizaron.
Paquete celular El paquete celular se obtuvo también de la centrifugación a 10,000 rpm, 4ºC por 10 min del medio liquido después de la fermentación de cada uno de los microorganismos, se le quito el sobrenadante, se lavaron con solución salina al 0.85% y se volvió a centrifugar bajo las mismas condiciones por 3 veces. El paquete celular obtenido se seco a 40ºC y condiciones de vacio por 24 hrs. Determinación de actividad enzimatica por medio de ensayo de p-nitrofenil palmitato. Se prepararon soluciones en n-heptano para llevar a cabo la reacción Además una solución de Hidróxido de Sodio para los muestreos de la reacción a los diferentes tiempos, con las siguientes concentraciones:
Solución 10 mM de p-Nitrofenil Palmitato en n-heptano. Solución 1 M de Metanol en n-heptano. Solución 0.1 M de NaOH.
La actividad enzimática se cuantificó en células completas y sobrenadantes liofilizados. El ensayo se llevo a cabo en tubos eppendorf de 2 ml., con 20 mg de lipasa a la cual se le adicionan a 0.5 ml. de una solución stock (10 mM de para-nitrofenil palmitato en n-heptano), y la reacción comienza con la adición de 30 μl de etanol (1 M), se realizo a 40ºC con una agitación de 200 rpm por 120 min. Se tomaron muestras de 25 μl de sobrenadante de la reacción a diferentes tiempos: 0, 0.5, 1, 2, 3, 4, 5, 10, 20 40, 60 y 120 min que fueron mezcladas inmediatamente con 1 ml de 0.1 M de NaOH. El para-nitrofenol

IINNFFOORRMMEE SSIIPP 2200008800338800 VVííccttoorr EErriicc LLóóppeezz yy LLóóppeezz
9
liberado se extrae por fase acuosa alcalina, para ser cuantificado posteriormente por espectroscopia de UV-Visible contra un blanco sin enzima, en donde a 402 nm se detectó el pico característico del p-Nitrofenol. RESULTADOS Y DISCUSIÓN Los medios líquidos preparados sirvieron para acondicionar a los microorganismos productores de lipasas, con el objetivo de seleccionar microorganismos con distintos requerimientos nutricionales, como son la fuente de carbono y nitrógeno. Los medios sólidos preparados fueron tres, el MMS, CN y MM, este último es una variante del MMS con la diferencia de que no contiene sacarosa, esto con el objetivo de que la fuente de carbono en MM solo sea el aceite de desecho y en MMS también sea la sacarosa, el CN no se modifico.
Cineticas de biomasa de microorganismos aislados. Cepas cultivadas en Caldo Nutritivo En la figura 7 se observa el crecimiento de las cepas cultivadas en Caldo Nutritivo a los dos pH correspondientes a los que fueron aislados los microorganismos. En donde las cepas CN5 1, 2 y 3 tienen un crecimiento notable desde las 9 horas a diferencia de las cepas crecidas en CN a pH 7, los resultados que se presentan para las cepas crecidas en CN a pH 5, se cuantificaron solo hasta las 24 horas a diferencia de las crecidas en CN a pH 7, en las cuales podemos observar su crecimiento máximo de hasta 2.4x1010 células/ml con la cepa CN7 1 y un valor menor de 1.25x1010 células/ml con la cepa CN7 5.
Figura 7. Cepas cultivadas en medio líquido (CN)
Cepas cultivadas en Medio Mineral En la figura 8 se observa el crecimiento de las cepas cultivadas en Medio Mineral a los dos pH correspondientes a los que fueron aislados los

IINNFFOORRMMEE SSIIPP 2200008800338800 VVííccttoorr EErriicc LLóóppeezz yy LLóóppeezz
10
microorganismos. A pH de 5 se tienen 4 cepas y a pH de 7 se tienen 9. Se pueden apreciar el crecimiento de mayor a menor en las cepas MM7 9, 7, 5, 2, 6, 4, 8, hasta llegar a la que presento menor crecimiento en su biomasa que fue MM5 4. Con esto podemos concluir que las cepas cultivadas en MM a pH 7, presentan una mayor biomasa con respecto a las crecidas en el mismo MM a pH 5.
Figura 8. Cepas cultivadas en medio líquido (MM)
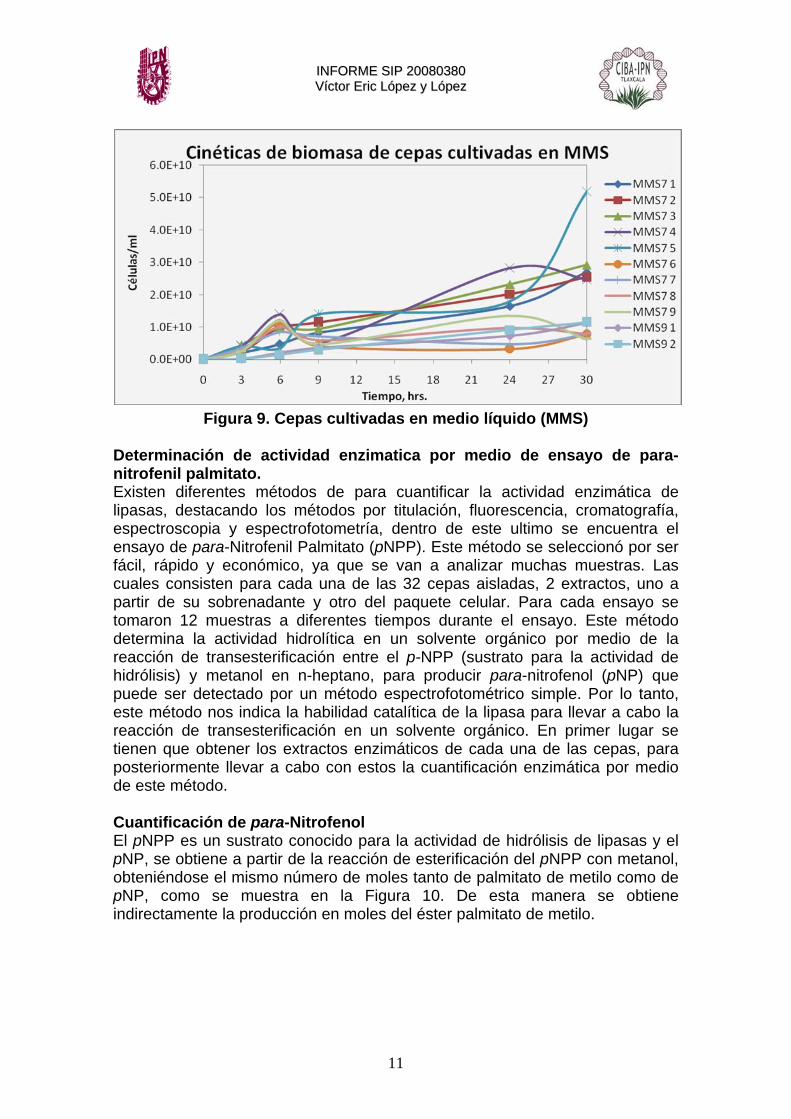
Cepas cultivadas en Medio Mineral con Sacarosa En la figura 9 se observa a las cepas cultivadas en Medio Mineral con Sacarosa a los dos pH de que fueron aislados estos microorganismos. Las cepas crecidas en este medio tuvieron un crecimiento en su biomasa mayor en comparación con las cepas crecidas en los otros dos medios, y esto puede ser por la sacarosa como fuente de carbono adicional con que fue preparado este medio. La biomasa se presento en mayor cantidad en las cepas crecidas en MMS a pH 7, resaltando las cepas MMS7 5 seguida de las MMS7 3, 1 y 2. Y presentando una menor biomasa las cepas MMS7 6, 7, 8 y 9 y las MMS9 1 y 2. Concluyendo en que las cepas cultivadas en MMS a pH 7 tienen una mayor biomasa a las 30 horas.
IINNFFOORRMMEE SSIIPP 2200008800338800 VVííccttoorr EErriicc LLóóppeezz yy LLóóppeezz
11
Figura 9. Cepas cultivadas en medio líquido (MMS)
Determinación de actividad enzimatica por medio de ensayo de para-nitrofenil palmitato. Existen diferentes métodos de para cuantificar la actividad enzimática de lipasas, destacando los métodos por titulación, fluorescencia, cromatografía, espectroscopia y espectrofotometría, dentro de este ultimo se encuentra el ensayo de para-Nitrofenil Palmitato (pNPP). Este método se seleccionó por ser fácil, rápido y económico, ya que se van a analizar muchas muestras. Las cuales consisten para cada una de las 32 cepas aisladas, 2 extractos, uno a partir de su sobrenadante y otro del paquete celular. Para cada ensayo se tomaron 12 muestras a diferentes tiempos durante el ensayo. Este método determina la actividad hidrolítica en un solvente orgánico por medio de la reacción de transesterificación entre el p-NPP (sustrato para la actividad de hidrólisis) y metanol en n-heptano, para producir para-nitrofenol (pNP) que puede ser detectado por un método espectrofotométrico simple. Por lo tanto, este método nos indica la habilidad catalítica de la lipasa para llevar a cabo la reacción de transesterificación en un solvente orgánico. En primer lugar se tienen que obtener los extractos enzimáticos de cada una de las cepas, para posteriormente llevar a cabo con estos la cuantificación enzimática por medio de este método.
Cuantificación de para-Nitrofenol El pNPP es un sustrato conocido para la actividad de hidrólisis de lipasas y el pNP, se obtiene a partir de la reacción de esterificación del pNPP con metanol, obteniéndose el mismo número de moles tanto de palmitato de metilo como de pNP, como se muestra en la Figura 10. De esta manera se obtiene indirectamente la producción en moles del éster palmitato de metilo.
IINNFFOORRMMEE SSIIPP 2200008800338800 VVííccttoorr EErriicc LLóóppeezz yy LLóóppeezz
12
+
+
para-nitrofenil palmitato metanol lipasa Palmitato de metilo para-
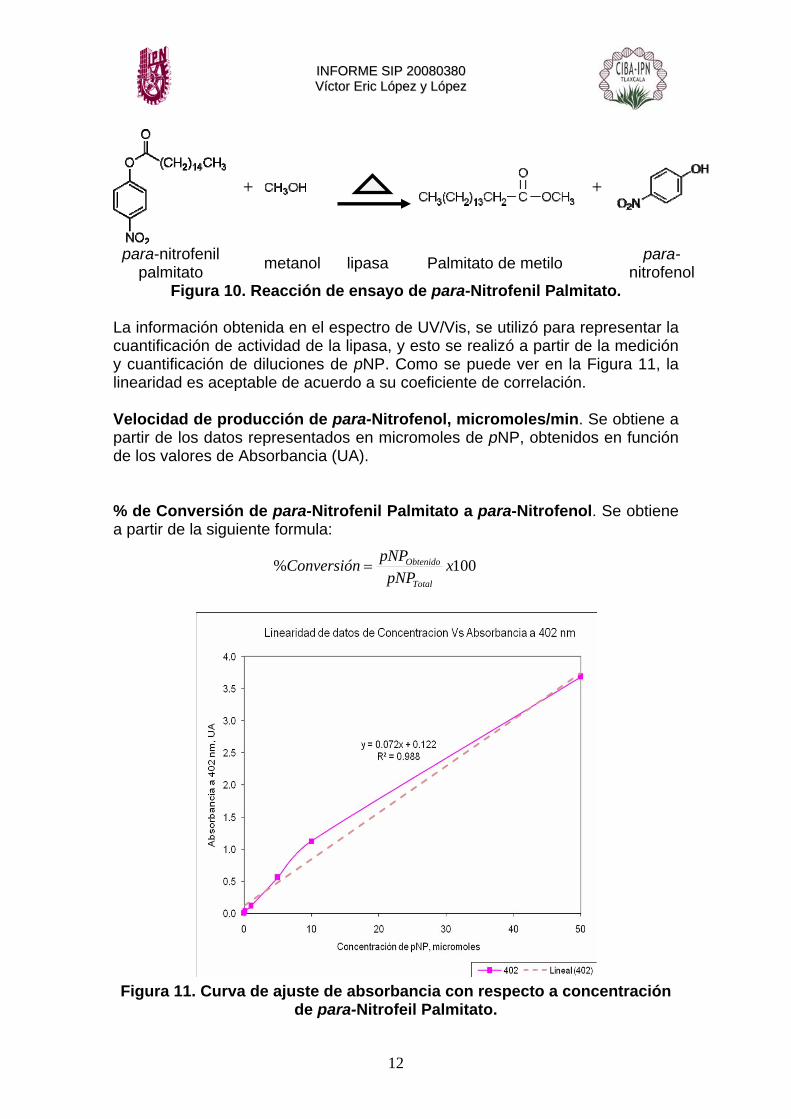
nitrofenol Figura 10. Reacción de ensayo de para-Nitrofenil Palmitato.
La información obtenida en el espectro de UV/Vis, se utilizó para representar la cuantificación de actividad de la lipasa, y esto se realizó a partir de la medición y cuantificación de diluciones de pNP. Como se puede ver en la Figura 11, la linearidad es aceptable de acuerdo a su coeficiente de correlación. Velocidad de producción de para-Nitrofenol, micromoles/min. Se obtiene a partir de los datos representados en micromoles de pNP, obtenidos en función de los valores de Absorbancia (UA). % de Conversión de para-Nitrofenil Palmitato a para-Nitrofenol. Se obtiene a partir de la siguiente formula:
Figura 11. Curva de ajuste de absorbancia con respecto a concentración
de para-Nitrofeil Palmitato.
100% xpNP
pNPConversiónTotal
Obtenido=

IINNFFOORRMMEE SSIIPP 2200008800338800 VVííccttoorr EErriicc LLóóppeezz yy LLóóppeezz
13
Reacción de transesterificación. Después de llevar a cabo la reacción de transesterificación, se hicieron las determinaciones en el espectrofotómetro de UV/Vis, con estos valores se cuantificó la producción de pNP, velocidad de producción y porcentaje de conversión de pNPP a pNP, de estos últimos, como se puede apreciar en las Figuras 12, 13 y 14, se tomo el valor mas significativo correspondiente a uno de los 12 tiempos en los que fue muestreada la reacción de cada una de los extractos enzimáticos, tanto células completas como sobrenadantes liofilizados de cada una de las 32 cepas. De esta manera se presenta un resúmen de resultados por medio de cultivo empleado para cada uno de los microorganismos. n la Figura 12, se puede observar un porcentaje de conversión alto con células de la cepa CN5 1, a comparación de las otras cepas crecidas en Caldo Nutritivo, las cepas CN7 1 y 2 muestran una actividad mayor en sus sobrenadantes, lo cual las hace unas cepas interesantes, ya que se puede pensar en lipasas extracelulares con alta actividad lipolítica, además de resaltar los tiempos a los cuales fueron tomados estos valores máximos que son de 2 min y 30 seg respectivamente, indicándonos una reacción casi inmediata. La cepa CN7 4 muestra valores comparables de actividad de entre sus células y sobrenadantes a tiempos también cortos de 4 y 2 minutos respectivamente.
Figura 12. Porcentaje de conversión de pNPP a pNP con lipasas
producidas por cepas cultivadas en CN. En la Figura 13, se puede observar un porcentaje de conversión alto con todas las células de las cepas cultivadas en Medio Mineral tanto a pH 5 como pH 7. La cepa MM5 3 muestra una actividad lipolítica similar entre sus células y su sobrenadante, aunque el tiempo de conversión de pNPP a pNP máximo en células se presenta a los 120 min, en los sobrenadantes se muestra a los 30

IINNFFOORRMMEE SSIIPP 2200008800338800 VVííccttoorr EErriicc LLóóppeezz yy LLóóppeezz
14
segundos de iniciada la reacción, lo cual nos podría hablar de dos distintas lipasas producidas por esta cepa, una intracelular y otra extracelular. Las células de las cepas MM5 2, MM7 1, 2, 3 y 7 muestran un porcentaje de conversión de pNPP a pNP mayor al 80%, haciéndolas interesantes también por los tiempos a los cuales se mostraron estos valores a excepción de la cepa MM5 2. Concluyendo que las cepas cultivadas en Medio Mineral a pH 7, muestran un mayor porcentaje de conversión de pNPP a pNP a tiempos de hasta 10 min.
Figura 13. Porcentaje de conversión de pNPP a pNP con lipasas
producidas por cepas cultivadas en MM.
En la Figura 14, se puede observar un porcentaje de conversión todavía mas alto con todas las células de las cepas cultivadas en Medio Mineral tanto a pH 7 como pH 9, en comparación con los otros dos medio de cultivo. Resaltan en la Figura 13, los valores de porcentaje de conversión de pNPP a pNP mayores al 80% obtenidos con células de las cepas MMS7 1, 2, 3, 4 y 5, de donde se observa también que los tiempos a los cuales fueron obtenidos estos valores interesantes son menores a los 5 min en las cepas MMS7 1, 3 y 4. Por otro lado, una de las cepas cultivadas en este medio a pH 9, la MMS9 2, presenta actividades comparables entre sus sobrenadantes y células, siendo aun mayor en estas ultimas.

IINNFFOORRMMEE SSIIPP 2200008800338800 VVííccttoorr EErriicc LLóóppeezz yy LLóóppeezz
15
Figura 14. Porcentaje de conversión de pNPP a pNP con lipasas
producidas por cepas cultivadas en MMS.
CONCLUSIONES Los resultados obtenidos de las cinéticas de Biomasa nos indican que las cepas cultivadas en medio líquido MMS tuvieron más crecimiento, destacando las cultivadas a pH 7, seguidas por las crecidas en MM a pH 7, después las cultivadas en CN a pH 7, le siguen las de MMS a pH 9, después las de MM a pH 5, y mostrando el menor crecimiento en CN a pH 5. La cuantificación de actividad por medio del método de para-Nitrofenil Palmitato, resulto ser un método bueno, rápido y barato, por el número de muestras que se analizaron para cada una de las cepas.El mayor porcentaje de conversión de pNP a pNPP, se presento usando a las células completas como catalizador, pensando en lipasas intracelulares con alta actividad lipolítica. Solo dos cepas (CN7 1 y 2), presentaron mayor actividad en su sobrenadante con respecto a sus células completas, lo cual nos puede referir a enzimas extracelulares con alta actividad lipolítica en estas cepas.Tres cepas (CN7 4, MM5 3, MMS9 2) presentaron porcentajes de conversión de pNPP a pNP similares entre sus sobrenadantes y células completas. Lo cual nos podría referir a la presencia de lipasas extracelulares e intracelulares con alta actividad lipolítica. Once cepas (CN5 1, MM5 2, MM7 1, 2, 3 y 7, MMS7 1, 2, 3, 4 y 5), presentaron valores mayores al 80% de conversión, un valor alto en comparación con la encontrada en la literatura, lo cual nos podría dar una alta conversión en la obtención del biodiesel.

IINNFFOORRMMEE SSIIPP 2200008800338800 VVííccttoorr EErriicc LLóóppeezz yy LLóóppeezz
16
Se observaron valores de porcentaje de conversión mayores con los extractos de las cepas cultivadas en los medios MM y MMS en comparación con las del medio CN. Se seleccionaron 16 cepas en base a la actividad para llevar a cabo la reacción de transesterificación del aceite de desecho, estas cepas son: CN5 1, CN7 1, 2 y 4, MM5 2 y 3, MM7 1, 2, 3 y 7, MMS7 1, 2, 3, 4 y 5, y MMS9 2. IMPACTO Actualmente la producción de biodiesel, por medio de catalizadores químicos, hacen incompetente este energético contra los derivados del petróleo o recursos no renovables. La producción de microorganismos a altas densidades de celulares permiten la obtención de lipasas que puedan llevar a cabo esta transformación de aceites de desecho a biodiesel, hará de este combustible un recurso económicamente factible, trayendo consigo beneficios sociales y económicos además de sus ventajas medioambientales. BIBLIOGRAFIA 1. Khan, A.K., Research into Biodiesel, Kinetics and Catalyst Development,
in Department of Chemical Engineering. 2002, University of Queensland: Brisvane, Queensland, Australia.
2. Pinto, A.C., et al., Biodiesel: An Overview. J. Braz. Chem. Soc., 2005. 16(6B): p. 1313-1330.
3. Canakci, M., The potential of restaurant waste lipids as biodiesel feedstocks. Bioresource Technology, 2007. 98: p. 183–190.
4. Zheng, S., et al., Acid-catalyzed production of biodiesel from waste frying oil. Biomass and Bioenergy, 2006. 30: p. 267–272.
5. Zhang, X., et al., Biodegradability of Biodiesel in the Aquatic Enviroment. 6. Kulkarni, M.G. and A.K. Dalai, Waste Cooking OilsAn Economical
Source for Biodiesel: A Review. Ind. Eng. Chem. Res., 2006. 45: p. 2901-2913.
7. Hsu, A.-F., et al., Optimization of alkyl ester production from grease using a phyllosilicate sol-gel immobilized lipase. Biotechnology Letters, 2003. 25: p. 1713–1716.
8. Hsu, A.-F., et al., Immobilized lipase-catalysed production of alkyl esters of restaurant grease as biodiesel. Biotechnol. Appl. Biochem. () , , 2002. 36: p. 181–186.
9. Shah, S., S. Sharma, and M.N. Gupta, Biodiesel Preparation by Lipase-Catalyzed Transesterification of Jatropha Oil. Energy & Fuels, 2004. 18: p. 154-159.
10. Jike Lua, et al., Enzymatic synthesis of fatty acid methyl esters from lard with immobilized Candida sp. 99-125. Process Biochemistry, 2007. 42(9): p. 1367-1370
11. Du, W., Y. Xu, and D. Liu, Lipase-catalysed transesterification of soya bean oil for biodiesel production during continuous batch operation. Biotechnol. Appl. Biochem., 2003. 38: p. 103–106.
12. Jitputti, J., et al., Transesterification of crude palm kernel oil and crude coconutoil by different solid catalysts. Chemical Engineering Journal, 2006. 116: p. 61–66

IINNFFOORRMMEE SSIIPP 2200008800338800 VVííccttoorr EErriicc LLóóppeezz yy LLóóppeezz
17
13. Kaieda, M., et al., Effect of Methanol and Water Contents on Production of Biodiesel Fuel from Plant Oil Catalyzed by Various Lipases in a Solvent-Free System. Journal of Bioscience and Bioengineering, 2001. 91(1): p. 12-15.
14. Hsu, A.-F., et al., Transesterification activity of lipases immobilized in a phyllosilicate sol-gel matrix. Biotechnology Letters, 2004. 26: p. 917–921.
15. Modi, M.K., et al., Lipase-mediated transformation of vegetable oils into biodiesel using propan-2-ol as acyl acceptor. Biotechnology Letters, 2006. 28: p. 637–640.
16. Xu, Y., et al., A novel enzymatic route for biodiesel production from renewable oils in a solvent-free medium. Biotechnology Letters, 2003. 25: p. 1239–1241.
17. Noureddini, H., X. Gao, and R.S. Philkana, Immobilized Pseudomonas cepacia lipase for biodiesel fuel production from soybean oil. Bioresource Technology, 2005. 96: p. 769–777
18. Kouker, G. and K.-E. Jaeger, Specific and Sensitive Plate Assay for Bacterial Lipases. Applied and Envirmental Microbiology, 1987. 53(1): p. 211-213.
19. Georgina Sandoval and A. Marty, Screening methods for synthetic activity of lipases. Enzyme and Microbial Technology, 2007. 40: p. 390–393.
20. Teng, Y. and Y. Xu, A modified para-nitrophenyl palmitate assay for lipase synthetic activity determination in organic solvent. Analytical Biochemistry () 2007. 363: p. 297–299.
21. T., M., et al., Yeast whole-cell biocatalyst constructed by intracellular overproduction of Rhizopus oryzae lipase is applicable to biodiesel fuel production. Appl Microbiol Biotechnol:, 2001. 57: p. 515–520.
22. Gerhard Knothe, Jon Van Gerpen, and J. Krahl, The Biodiesel Handbook. Champaign, Illinois, AOCS Press. 2005.