problemas promodel avanzado
TRANSCRIPT
Instituto Tecnológico de TepicDepartamento de Ingeniería Industrial
TALLER DE SIMULACIONCON PROMODEL
SEMANA ACADEMICA“INTEGRATEC 35 ANIVERSARIO” Innovación, Ciencia y Trascendencia
Tepic, Nayarit Nov. del 2011
PROMODEL Aplicado a la Manufactura1/14
M. en C. Héctor Martínez Rubin Celis
Instituto Tecnológico de TepicDepartamento de Ingeniería Industrial
Objetivo:Aplicar el PROMODEL a la simulación de procesos de manufactura y
mostrar su utilidad en la toma de decisiones para la determinación de los procesos de producción utilizar.
Contenido:
Ejercicio 1 Sistema de Trabajo de Taller
Ejercicio 2 Seleccionar entre el flujo de procesos
Ejercicio 3 Seleccionando recursos
Ejercicio 4 Sistema de Jalón(Pull) basado en el comportamiento de la demanda
Ejercicio 5 El Sistema Kanban
Ejercicio 6 Sistemas manuales de manejo de materiales
Ejercicio 7 Sistemas manuales contra sistemas automáticos de manejo de materiales
PROMODEL Aplicado a la Manufactura2/14
M. en C. Héctor Martínez Rubin Celis
Instituto Tecnológico de TepicDepartamento de Ingeniería Industrial
Sistema de Trabajo de TallerUn trabajo de taller es una colección de centros de procesamiento a través del cual los trabajos son dirigidos en diferentes secuencias dependiendo de las características del trabajo en particular. Es un método común el de agrupar recursos para producir lotes pequeños con una amplia variedad de requerimientos.Cada trabajo en un sistema de trabajo de taller generalmente tiene una secuencia única de ruta. El trabajo de taller generalmente tiene una distribución de proceso. En otras palabras, procesos similares son geográficamente agrupados.
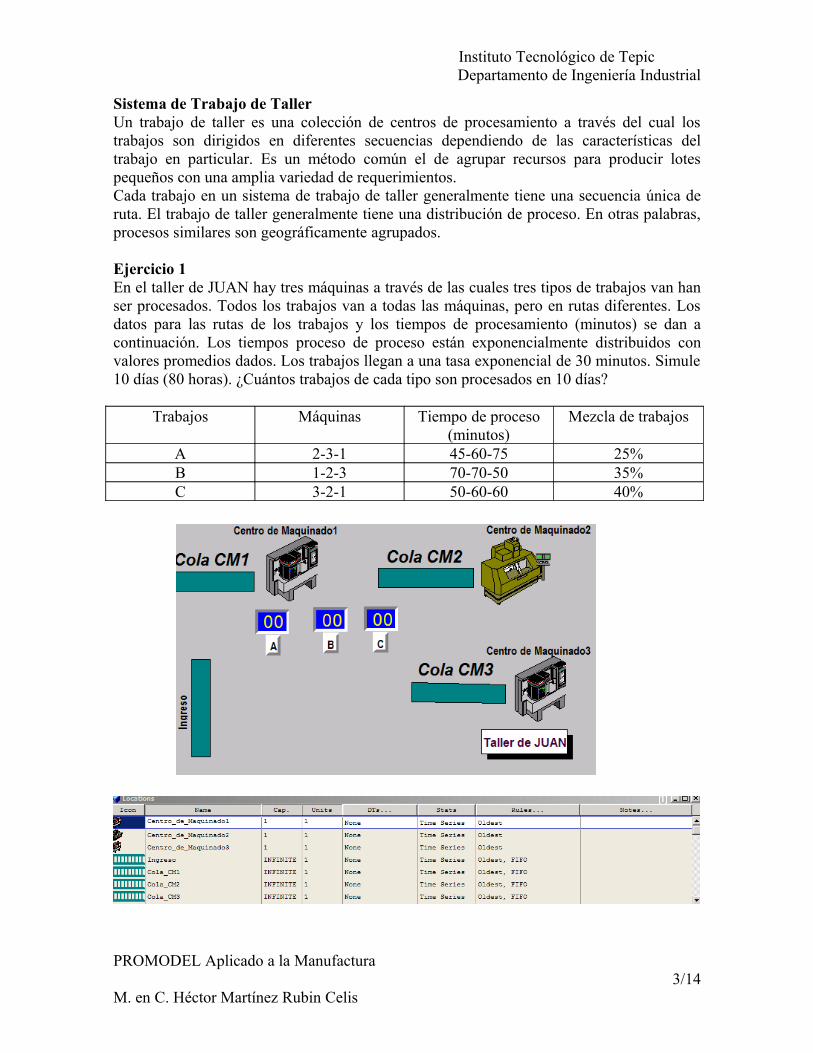
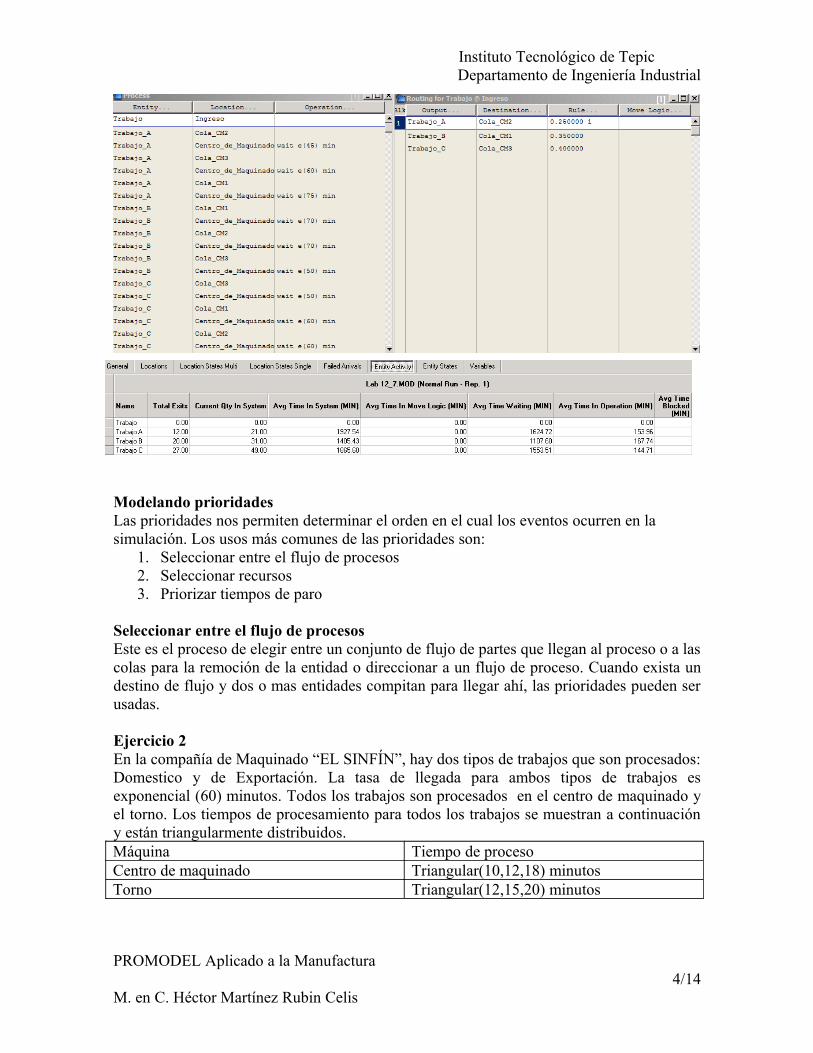
Ejercicio 1En el taller de JUAN hay tres máquinas a través de las cuales tres tipos de trabajos van han ser procesados. Todos los trabajos van a todas las máquinas, pero en rutas diferentes. Los datos para las rutas de los trabajos y los tiempos de procesamiento (minutos) se dan a continuación. Los tiempos proceso de proceso están exponencialmente distribuidos con valores promedios dados. Los trabajos llegan a una tasa exponencial de 30 minutos. Simule 10 días (80 horas). ¿Cuántos trabajos de cada tipo son procesados en 10 días?
Trabajos Máquinas Tiempo de proceso (minutos)
Mezcla de trabajos
A 2-3-1 45-60-75 25%B 1-2-3 70-70-50 35%C 3-2-1 50-60-60 40%
PROMODEL Aplicado a la Manufactura3/14
M. en C. Héctor Martínez Rubin Celis
Instituto Tecnológico de TepicDepartamento de Ingeniería Industrial
Modelando prioridadesLas prioridades nos permiten determinar el orden en el cual los eventos ocurren en la simulación. Los usos más comunes de las prioridades son:
1. Seleccionar entre el flujo de procesos2. Seleccionar recursos3. Priorizar tiempos de paro
Seleccionar entre el flujo de procesosEste es el proceso de elegir entre un conjunto de flujo de partes que llegan al proceso o a las colas para la remoción de la entidad o direccionar a un flujo de proceso. Cuando exista un destino de flujo y dos o mas entidades compitan para llegar ahí, las prioridades pueden ser usadas.
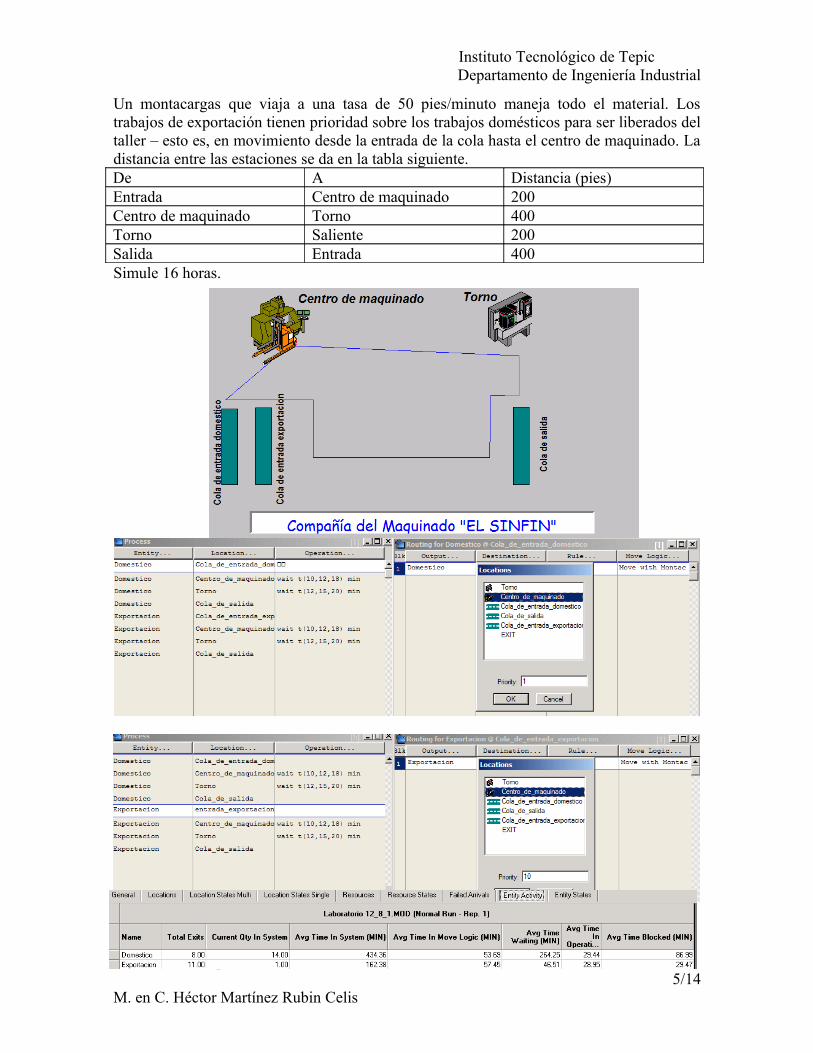
Ejercicio 2En la compañía de Maquinado “EL SINFÍN”, hay dos tipos de trabajos que son procesados: Domestico y de Exportación. La tasa de llegada para ambos tipos de trabajos es exponencial (60) minutos. Todos los trabajos son procesados en el centro de maquinado y el torno. Los tiempos de procesamiento para todos los trabajos se muestran a continuación y están triangularmente distribuidos. Máquina Tiempo de procesoCentro de maquinado Triangular(10,12,18) minutosTorno Triangular(12,15,20) minutos
PROMODEL Aplicado a la Manufactura4/14
M. en C. Héctor Martínez Rubin Celis
Instituto Tecnológico de TepicDepartamento de Ingeniería Industrial
Un montacargas que viaja a una tasa de 50 pies/minuto maneja todo el material. Los trabajos de exportación tienen prioridad sobre los trabajos domésticos para ser liberados del taller – esto es, en movimiento desde la entrada de la cola hasta el centro de maquinado. La distancia entre las estaciones se da en la tabla siguiente. De A Distancia (pies)Entrada Centro de maquinado 200Centro de maquinado Torno 400Torno Saliente 200Salida Entrada 400Simule 16 horas.
PROMODEL Aplicado a la Manufactura5/14
M. en C. Héctor Martínez Rubin Celis
Instituto Tecnológico de TepicDepartamento de Ingeniería Industrial
Seleccionando recursosLas prioridades pueden ser usadas para decidir cual proceso, entre dos o mas procesos compitiendo por el mismo recurso, tendrá la prioridad en capturar ese recurso.
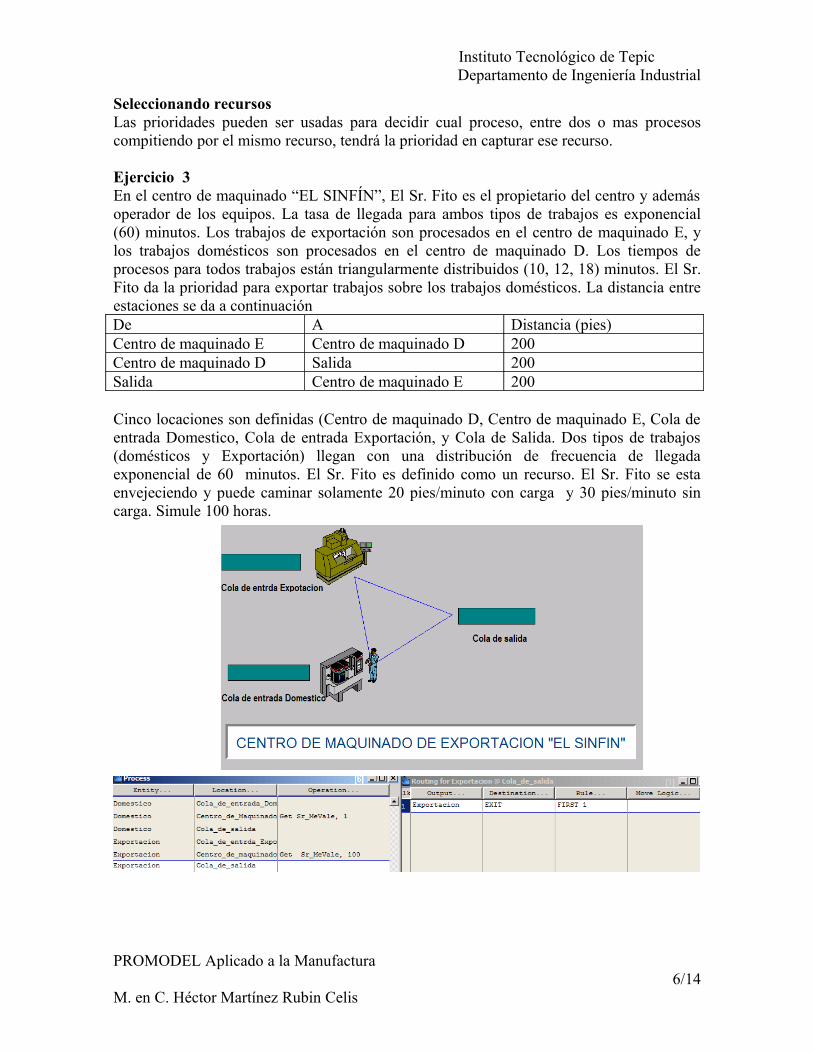
Ejercicio 3En el centro de maquinado “EL SINFÍN”, El Sr. Fito es el propietario del centro y además operador de los equipos. La tasa de llegada para ambos tipos de trabajos es exponencial (60) minutos. Los trabajos de exportación son procesados en el centro de maquinado E, y los trabajos domésticos son procesados en el centro de maquinado D. Los tiempos de procesos para todos trabajos están triangularmente distribuidos (10, 12, 18) minutos. El Sr. Fito da la prioridad para exportar trabajos sobre los trabajos domésticos. La distancia entre estaciones se da a continuaciónDe A Distancia (pies)Centro de maquinado E Centro de maquinado D 200Centro de maquinado D Salida 200Salida Centro de maquinado E 200
Cinco locaciones son definidas (Centro de maquinado D, Centro de maquinado E, Cola de entrada Domestico, Cola de entrada Exportación, y Cola de Salida. Dos tipos de trabajos (domésticos y Exportación) llegan con una distribución de frecuencia de llegada exponencial de 60 minutos. El Sr. Fito es definido como un recurso. El Sr. Fito se esta envejeciendo y puede caminar solamente 20 pies/minuto con carga y 30 pies/minuto sin carga. Simule 100 horas.
PROMODEL Aplicado a la Manufactura6/14
M. en C. Héctor Martínez Rubin Celis
Instituto Tecnológico de TepicDepartamento de Ingeniería Industrial
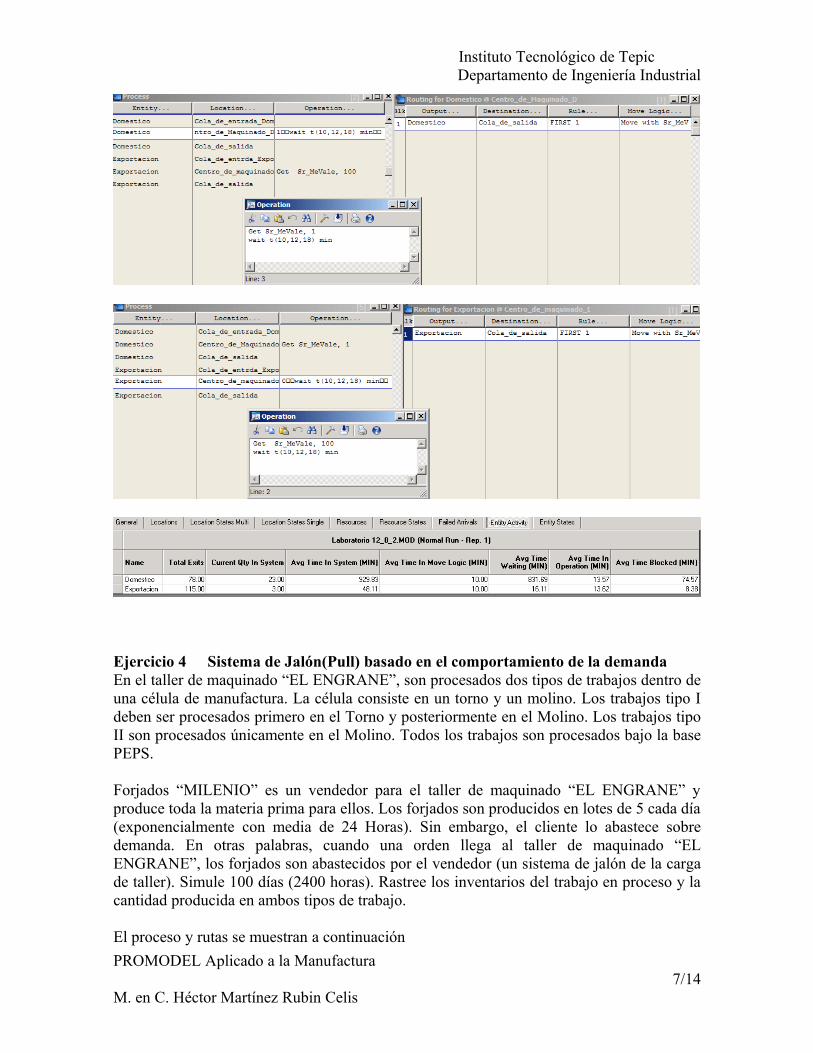
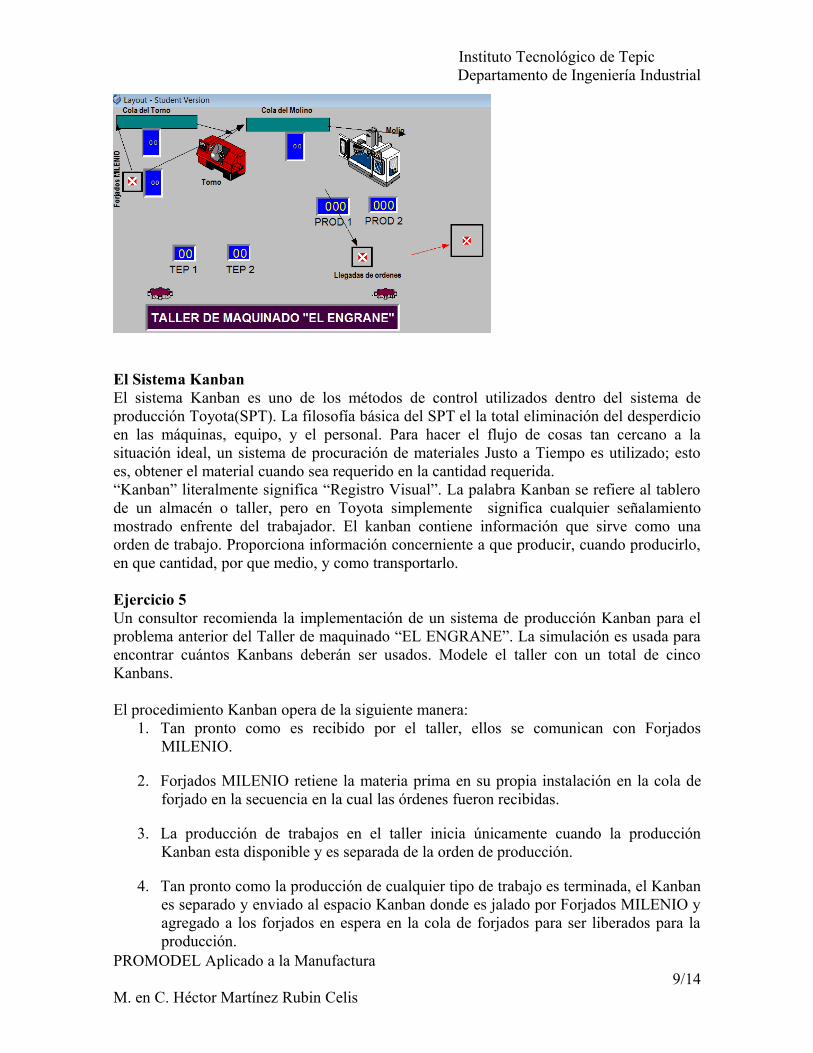
Ejercicio 4 Sistema de Jalón(Pull) basado en el comportamiento de la demandaEn el taller de maquinado “EL ENGRANE”, son procesados dos tipos de trabajos dentro de una célula de manufactura. La célula consiste en un torno y un molino. Los trabajos tipo I deben ser procesados primero en el Torno y posteriormente en el Molino. Los trabajos tipo II son procesados únicamente en el Molino. Todos los trabajos son procesados bajo la base PEPS.
Forjados “MILENIO” es un vendedor para el taller de maquinado “EL ENGRANE” y produce toda la materia prima para ellos. Los forjados son producidos en lotes de 5 cada día (exponencialmente con media de 24 Horas). Sin embargo, el cliente lo abastece sobre demanda. En otras palabras, cuando una orden llega al taller de maquinado “EL ENGRANE”, los forjados son abastecidos por el vendedor (un sistema de jalón de la carga de taller). Simule 100 días (2400 horas). Rastree los inventarios del trabajo en proceso y la cantidad producida en ambos tipos de trabajo.
El proceso y rutas se muestran a continuación
PROMODEL Aplicado a la Manufactura7/14
M. en C. Héctor Martínez Rubin Celis
Instituto Tecnológico de TepicDepartamento de Ingeniería Industrial
Tipo de trabajo
Numero de ordenes
Tiempo entre llegadas de las ordenes
Tiempo de procesamiento del Torno
Tiempo de procesamiento del Molino
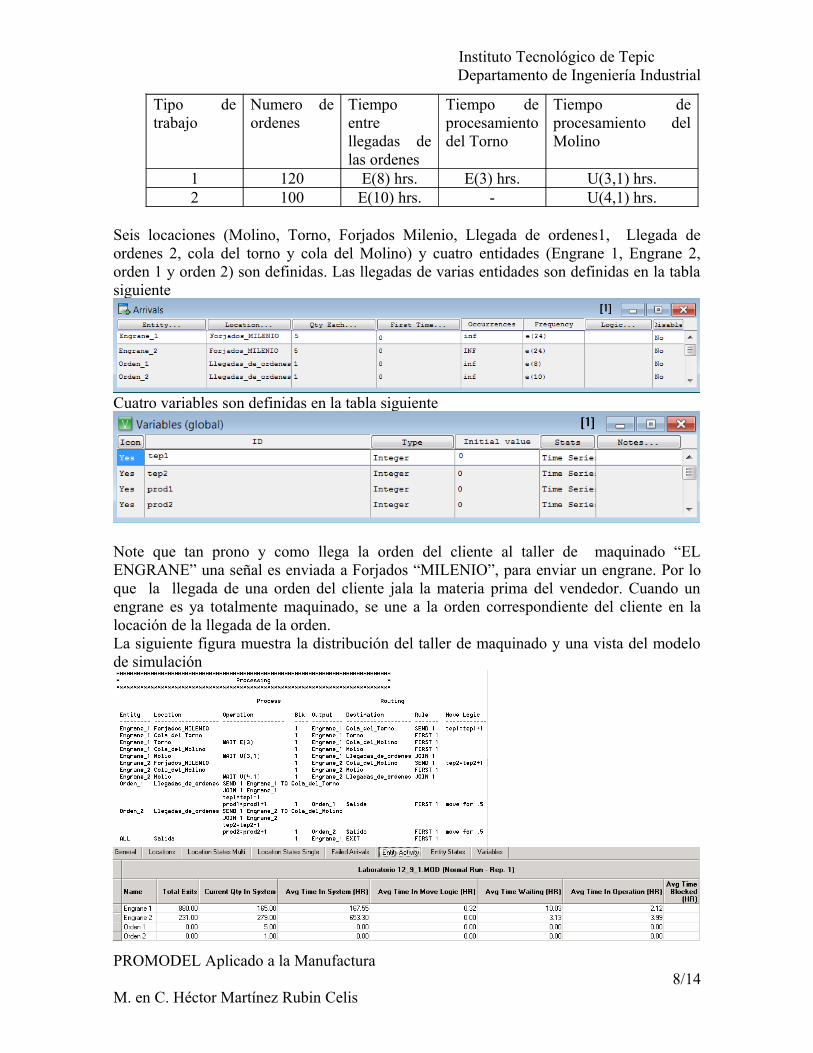
1 120 E(8) hrs. E(3) hrs. U(3,1) hrs.2 100 E(10) hrs. - U(4,1) hrs.
Seis locaciones (Molino, Torno, Forjados Milenio, Llegada de ordenes1, Llegada de ordenes 2, cola del torno y cola del Molino) y cuatro entidades (Engrane 1, Engrane 2, orden 1 y orden 2) son definidas. Las llegadas de varias entidades son definidas en la tabla siguiente
Cuatro variables son definidas en la tabla siguiente
Note que tan prono y como llega la orden del cliente al taller de maquinado “EL ENGRANE” una señal es enviada a Forjados “MILENIO”, para enviar un engrane. Por lo que la llegada de una orden del cliente jala la materia prima del vendedor. Cuando un engrane es ya totalmente maquinado, se une a la orden correspondiente del cliente en la locación de la llegada de la orden. La siguiente figura muestra la distribución del taller de maquinado y una vista del modelo de simulación
PROMODEL Aplicado a la Manufactura8/14
M. en C. Héctor Martínez Rubin Celis
Instituto Tecnológico de TepicDepartamento de Ingeniería Industrial
El Sistema KanbanEl sistema Kanban es uno de los métodos de control utilizados dentro del sistema de producción Toyota(SPT). La filosofía básica del SPT el la total eliminación del desperdicio en las máquinas, equipo, y el personal. Para hacer el flujo de cosas tan cercano a la situación ideal, un sistema de procuración de materiales Justo a Tiempo es utilizado; esto es, obtener el material cuando sea requerido en la cantidad requerida.“Kanban” literalmente significa “Registro Visual”. La palabra Kanban se refiere al tablero de un almacén o taller, pero en Toyota simplemente significa cualquier señalamiento mostrado enfrente del trabajador. El kanban contiene información que sirve como una orden de trabajo. Proporciona información concerniente a que producir, cuando producirlo, en que cantidad, por que medio, y como transportarlo.
Ejercicio 5Un consultor recomienda la implementación de un sistema de producción Kanban para el problema anterior del Taller de maquinado “EL ENGRANE”. La simulación es usada para encontrar cuántos Kanbans deberán ser usados. Modele el taller con un total de cinco Kanbans.
El procedimiento Kanban opera de la siguiente manera:1. Tan pronto como es recibido por el taller, ellos se comunican con Forjados
MILENIO.
2. Forjados MILENIO retiene la materia prima en su propia instalación en la cola de forjado en la secuencia en la cual las órdenes fueron recibidas.
3. La producción de trabajos en el taller inicia únicamente cuando la producción Kanban esta disponible y es separada de la orden de producción.
4. Tan pronto como la producción de cualquier tipo de trabajo es terminada, el Kanban es separado y enviado al espacio Kanban donde es jalado por Forjados MILENIO y agregado a los forjados en espera en la cola de forjados para ser liberados para la producción.
PROMODEL Aplicado a la Manufactura9/14
M. en C. Héctor Martínez Rubin Celis
Instituto Tecnológico de TepicDepartamento de Ingeniería Industrial
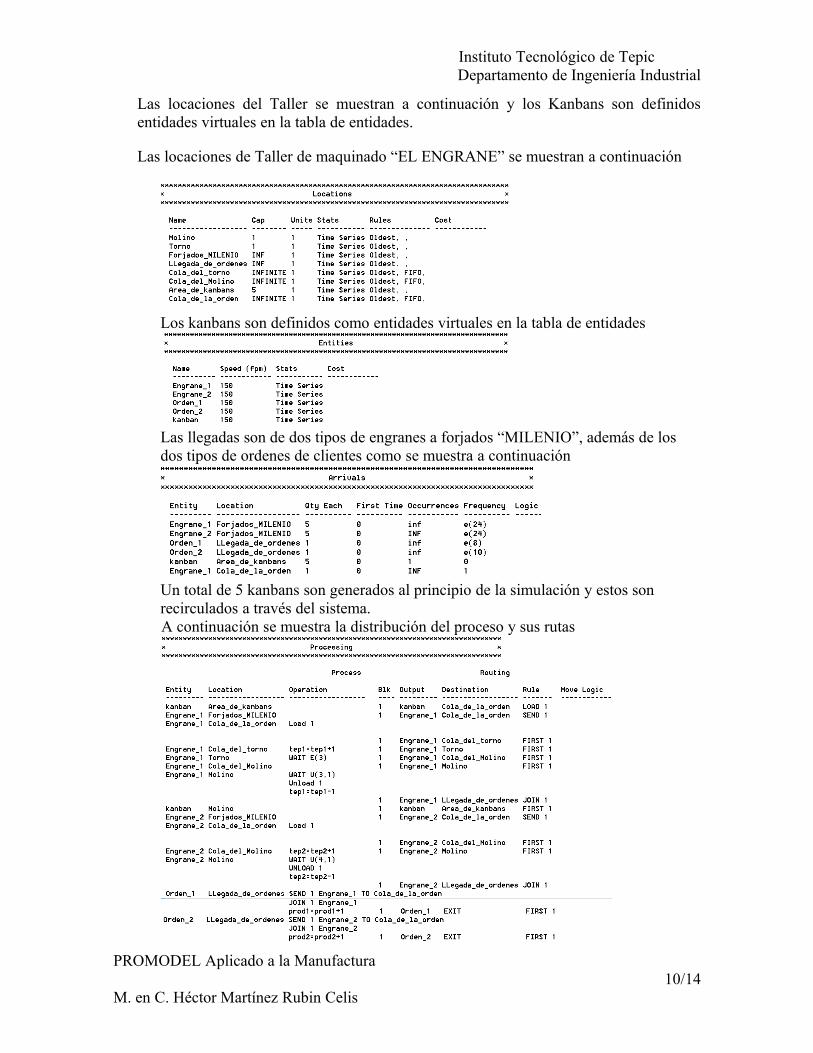
Las locaciones del Taller se muestran a continuación y los Kanbans son definidos entidades virtuales en la tabla de entidades.
Las locaciones de Taller de maquinado “EL ENGRANE” se muestran a continuación
Los kanbans son definidos como entidades virtuales en la tabla de entidades
Las llegadas son de dos tipos de engranes a forjados “MILENIO”, además de los dos tipos de ordenes de clientes como se muestra a continuación
Un total de 5 kanbans son generados al principio de la simulación y estos son recirculados a través del sistema.A continuación se muestra la distribución del proceso y sus rutas
PROMODEL Aplicado a la Manufactura10/14
M. en C. Héctor Martínez Rubin Celis
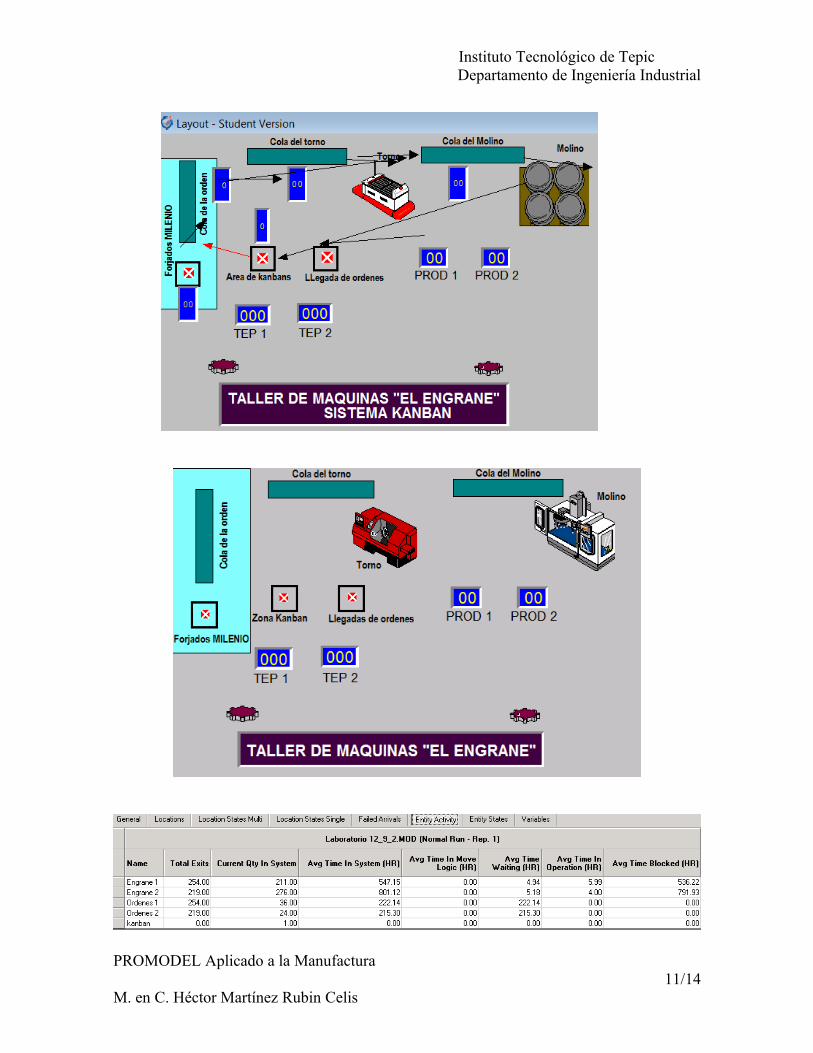
Instituto Tecnológico de TepicDepartamento de Ingeniería Industrial
PROMODEL Aplicado a la Manufactura11/14
M. en C. Héctor Martínez Rubin Celis

Instituto Tecnológico de TepicDepartamento de Ingeniería Industrial
Ejercicio 6 Sistemas manuales de manejo de materialesEn un taller de maquinado automotriz. Hay 2 tornos de CNC, una desengrasadora, y un equipo de inspección. Las piezas de materia prima son recibidas en el área de recepción. Las piezas son maquinadas (elaborar los dientes del engrane) en el tono 1 o en el torno 2 (Los tornos son asignados en forma rotativa). Después de ser maquinadas (elaborados los dientes del engrane), las piezas dentadas pasan al desengrasado para ser lavados. Entonces las piezas dentadas son inspeccionadas. Un operador mueva las partes de un área a otra. El operador es requerido para operar las máquinas y realizar el procedimiento de inspección.Las piezas de materia prima arriban a una tasa de 10 por hora (exponencialmente distribuidas). Los procesos de maquinado, lavado, e inspección toman respectivamente Uniforme(15±5), Uniforme(5±1), y Normal(8,4) minutos. Toma Exponencial(2) minutos mover el material entre los procesos. Al operador se le pagan $20 por hora. Le cuesta a la compañía $0.10 por cada hora que la pieza pasa en proceso en el taller. La ganancia por artículo es de $20 después de deducirlos costos directos del material y todos los costos generales. Construya un modelo de simulación, córralo por 100 horas, y determine cuántos operarios debe contratar el taller. (Uno, dos o tres).
La ganancia por hora, el costo esperado de retraso por pieza, y el costo esperad o por retraso por hora son calculados como se muestra:
Ganancia por hora = Tasa de producción por hora * ganancia por piezaCosto esperado por de retraso ($/pieza)= [Tiempo promedio en el sistema (min.)/60] * $0.1/pieza/hora.Costo esperado de retraso ($/hora)=Costo esperado de retraso ($/pieza)* tasa de producciónGanancia total neta/hora= Ganancia neta/hora – Costo esperado de retraso/hora – Costo esperado de servicio/hora
PROMODEL Aplicado a la Manufactura12/14
M. en C. Héctor Martínez Rubin Celis
Instituto Tecnológico de TepicDepartamento de Ingeniería Industrial
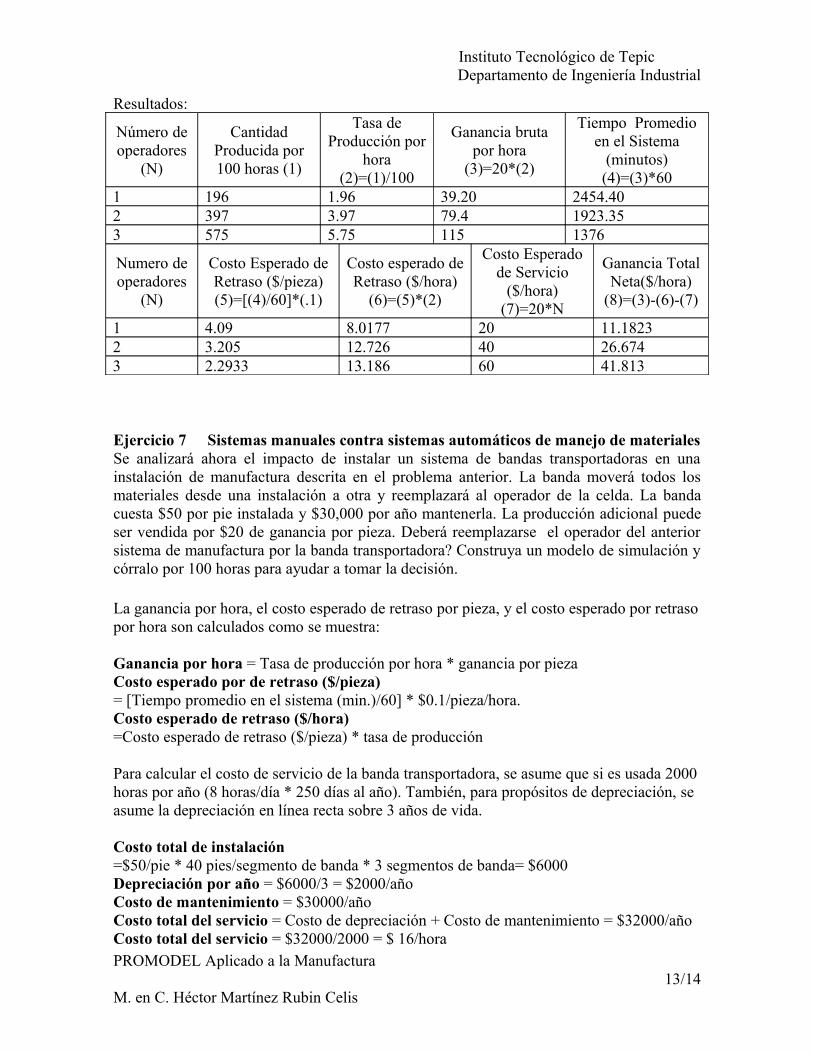
Resultados:
Número de operadores
(N)
Cantidad Producida por 100 horas (1)
Tasa de Producción por
hora (2)=(1)/100
Ganancia bruta por hora
(3)=20*(2)
Tiempo Promedio en el Sistema
(minutos) (4)=(3)*60
1 196 1.96 39.20 2454.402 397 3.97 79.4 1923.353 575 5.75 115 1376
Numero de operadores
(N)
Costo Esperado de Retraso ($/pieza)(5)=[(4)/60]*(.1)
Costo esperado de Retraso ($/hora)
(6)=(5)*(2)
Costo Esperado de Servicio
($/hora) (7)=20*N
Ganancia Total Neta($/hora)
(8)=(3)-(6)-(7)
1 4.09 8.0177 20 11.18232 3.205 12.726 40 26.6743 2.2933 13.186 60 41.813
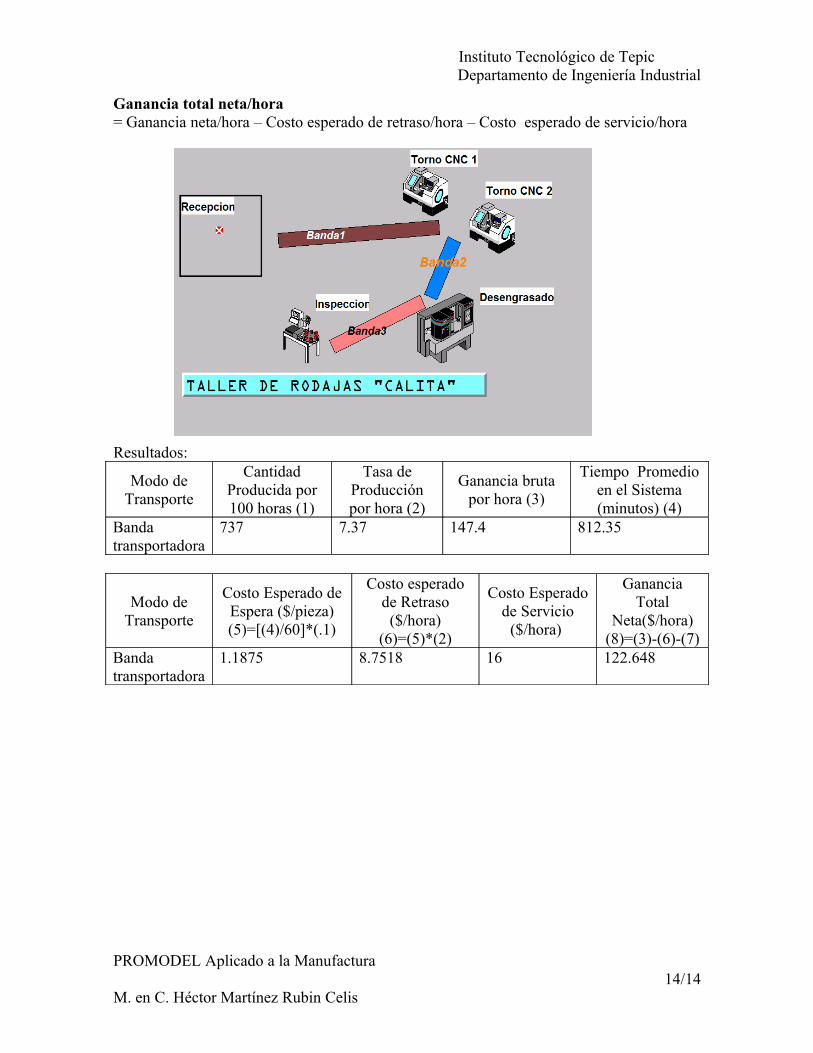
Ejercicio 7 Sistemas manuales contra sistemas automáticos de manejo de materialesSe analizará ahora el impacto de instalar un sistema de bandas transportadoras en una instalación de manufactura descrita en el problema anterior. La banda moverá todos los materiales desde una instalación a otra y reemplazará al operador de la celda. La banda cuesta $50 por pie instalada y $30,000 por año mantenerla. La producción adicional puede ser vendida por $20 de ganancia por pieza. Deberá reemplazarse el operador del anterior sistema de manufactura por la banda transportadora? Construya un modelo de simulación y córralo por 100 horas para ayudar a tomar la decisión.
La ganancia por hora, el costo esperado de retraso por pieza, y el costo esperado por retraso por hora son calculados como se muestra:
Ganancia por hora = Tasa de producción por hora * ganancia por piezaCosto esperado por de retraso ($/pieza)= [Tiempo promedio en el sistema (min.)/60] * $0.1/pieza/hora.Costo esperado de retraso ($/hora)=Costo esperado de retraso ($/pieza) * tasa de producción
Para calcular el costo de servicio de la banda transportadora, se asume que si es usada 2000 horas por año (8 horas/día * 250 días al año). También, para propósitos de depreciación, se asume la depreciación en línea recta sobre 3 años de vida.
Costo total de instalación =$50/pie * 40 pies/segmento de banda * 3 segmentos de banda= $6000Depreciación por año = $6000/3 = $2000/añoCosto de mantenimiento = $30000/añoCosto total del servicio = Costo de depreciación + Costo de mantenimiento = $32000/añoCosto total del servicio = $32000/2000 = $ 16/horaPROMODEL Aplicado a la Manufactura
13/14M. en C. Héctor Martínez Rubin Celis
Instituto Tecnológico de TepicDepartamento de Ingeniería Industrial
Ganancia total neta/hora= Ganancia neta/hora – Costo esperado de retraso/hora – Costo esperado de servicio/hora
Resultados:
Modo de Transporte
Cantidad Producida por 100 horas (1)
Tasa de Producción por hora (2)
Ganancia bruta por hora (3)
Tiempo Promedio en el Sistema (minutos) (4)
Banda transportadora
737 7.37 147.4 812.35
Modo de Transporte
Costo Esperado de Espera ($/pieza)(5)=[(4)/60]*(.1)
Costo esperado de Retraso
($/hora) (6)=(5)*(2)
Costo Esperado de Servicio
($/hora)
Ganancia Total
Neta($/hora)(8)=(3)-(6)-(7)
Banda transportadora
1.1875 8.7518 16 122.648
PROMODEL Aplicado a la Manufactura14/14
M. en C. Héctor Martínez Rubin Celis