muestreo metodos
DESCRIPTION
clase muestreo metodos 2TRANSCRIPT
FACULTAD
DE IN
GEN
IERÍA Y ARQU
ITECTURA
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y MANTENIMIENTO DE TIEMPO ESTÁNDAR
PRODUCCION DE MANGO CONGELADO
ImportanciaEs necesario para asegurar que se sigue el método propuesto.Permite verificar que se logran los estándares.Es el paso final en la implantación de métodos de trabajo, pero es el primer paso a la mejora continua.La no realización de un continuo seguimiento de los métodos propuestos, asegura el retorno al método inicial
FACULTAD
DE IN
GEN
IERÍA Y ARQU
ITECTURA
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y USO DE ESTANDARES
Mantenimiento de estándaresLos tiempos para realizar las auditorias se deben considerar como siguen; la primera un mes después de implantado el método, la segunda dos meses después y la tercera nueve meses después de la ultima.
FACULTAD
DE IN
GEN
IERÍA Y ARQU
ITECTURA
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y USO DE ESTANDARES
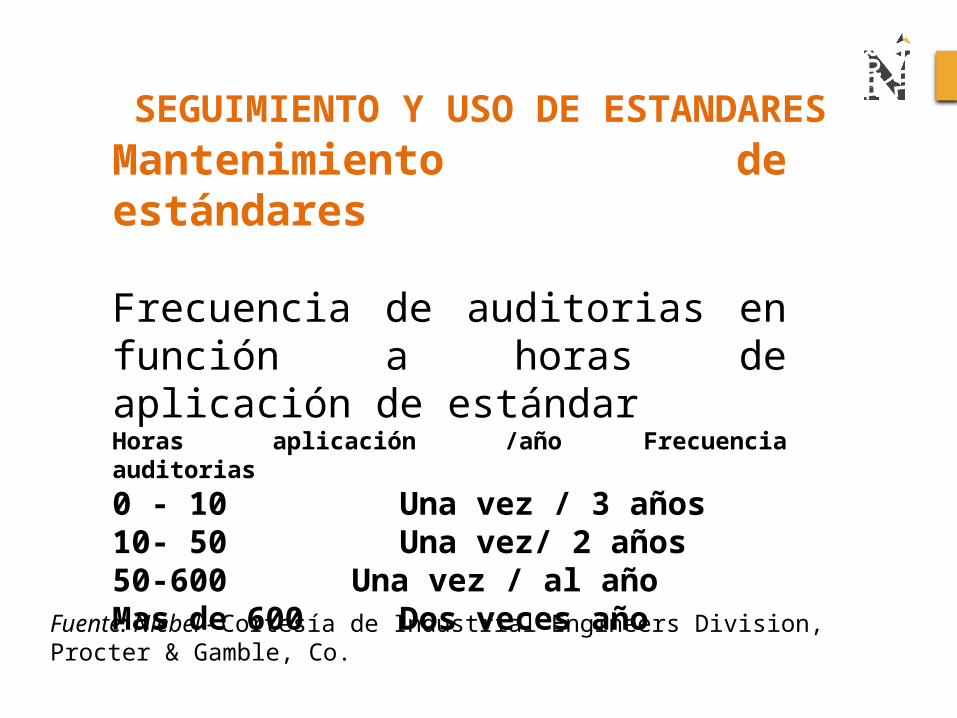
Mantenimiento de estándares
Frecuencia de auditorias en función a horas de aplicación de estándarHoras aplicación /año Frecuencia auditorias
0 - 10 Una vez / 3 años10- 50 Una vez/ 2 años50-600 Una vez / al añoMas de 600 Dos veces año
FACULTAD
DE IN
GEN
IERÍA Y ARQU
ITECTURA
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y USO DE ESTANDARES
Fuente: Niebel - Cortesía de Industrial Engineers Division, Procter & Gamble, Co.
EJEMPLO
Se establece un estándar de tiempo que da al operario 11.28 minutos por pieza. El departamento de ventas espera vender al menos 2000 de estas partes durante el siguiente año. ¿Cuántas auditorias de este estándar recomendaría que se programaran en los próximos 12 meses?
SOLUCIÓN
Disponemos de la frecuencia de auditorias por horas de aplicación del estándar al año según la tabla adjunta el Calculo del numero de horas de aplicación al año seria:
2000 piezas/año x 11.28 min/pieza x 1 hora/60 min = 376 horas/año
Según la tabla estaríamos en el rango de 50 – 600, entonces recomendamos una auditoria en los próximos 12 meses.
Mantenimiento de estándares
La auditoria se realiza tanto para el método como para el desempeño del operario.La eficiencia diaria del trabajador debe ser igual o mayor que el estándar. De producirse variaciones, se debe evaluar la curva de aprendizaje, materiales, máquinas y herramientas
FACULTAD
DE IN
GEN
IERÍA Y ARQU
ITECTURA
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y USO DE ESTANDARES
Mantenimiento de estándares
De existir diferencia de +- 5%, entre el método estándar y el tiempo necesario para desarrollar cada operación, se debe considerar que el método a sufrido cambios, evaluar los cambios y realizar las correcciones.
FACULTAD
DE IN
GEN
IERÍA Y ARQU
ITECTURA
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y USO DE ESTANDARES
PRINCIPALES USOS DE ESTÁNDARES
Bases para Plan de Incentivos
Comparación de Métodos
Utilización de Espacio
Capacidad de Planta
Compra de Nuevos Equipos
Fuerza de Trabajo
Principales USOS de estándares1. Bases para plan de Incentivos• Los estándares son necesarios para los planes de
incentivos• Para el éxito del programa de incentivos los
estándares deben ser equitativos• Es necesario medir el desempeño individual
(Productividad o rendimiento)• El estándar proporciona el método para medir el
desempeño• Se bonifica a los operario que producen por encima
del estándar
FACULTAD
DE IN
GEN
IERÍA Y ARQU
ITECTURA
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y USO DE ESTANDARES
Principales USOS de estándares1. Bases para plan de Incentivos
El rendimiento se puede calcular con la siguiente relación
FACULTAD
DE IN
GEN
IERÍA Y ARQU
ITECTURA
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y USO DE ESTANDARES
Principales USOS de estándares1. Bases para plan de Incentivos
Ejemplo:Un operador produjo en 8 horas 1000 unidades en un
trabajo con un estándar de tiempo de 100 piezas por hora, tendríamos lo siguiente:
FACULTAD
DE IN
GEN
IERÍA Y ARQU
ITECTURA
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y USO DE ESTANDARES
Principales USOS de estándares1. Bases para plan de IncentivosLos sistemas de incentivos 1 X 1 utilizan la siguiente relación de pago:
Con una tarifa base de 10 $/hora el operario obtendría un ingreso diario de:
FACULTAD
DE IN
GEN
IERÍA Y ARQU
ITECTURA
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y USO DE ESTANDARES
Rpta S/127.5
Principales USOS de estándares1. Bases para plan de Incentivos
Ejercicio: Un operador produjo en 8 horas 1700 unidades en un trabajo con un estándar de tiempo de 200 unidades por hora, si la empresa paga 15 $/hora cual seria el ingreso diario del operario:
FACULTAD
DE IN
GEN
IERÍA Y ARQU
ITECTURA
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y USO DE ESTANDARES
Principales USOS de estándares2. Comparación de Métodos
FACULTAD
DE IN
GEN
IERÍA Y ARQU
ITECTURA
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y USO DE ESTANDARES
Principales USOS de estándares3. Utilización de espacio
El estándar de tiempo es la base para determinar las necesidades de espacio para emplazar la maquinaria
Se requiere calcular el ciclo necesario para satisfacer la demanda de mercado (Tiempo takt)
FACULTAD
DE IN
GEN
IERÍA Y ARQU
ITECTURA
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y USO DE ESTANDARES
Principales USOS de estándares3. Utilización de espacio
Ejemplo: El departamento de comercialización desea que fabriquemos 2000 vagones por cada turno de 8 horas. Se necesitan 0.4 minutos para formar la carrocería de un vagón en una prensa. Cada turno pierde 50 minutos por parada, limpieza, etc. El rendimiento esperado de la planta es de 75 %.
FACULTAD
DE IN
GEN
IERÍA Y ARQU
ITECTURA
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y USO DE ESTANDARES
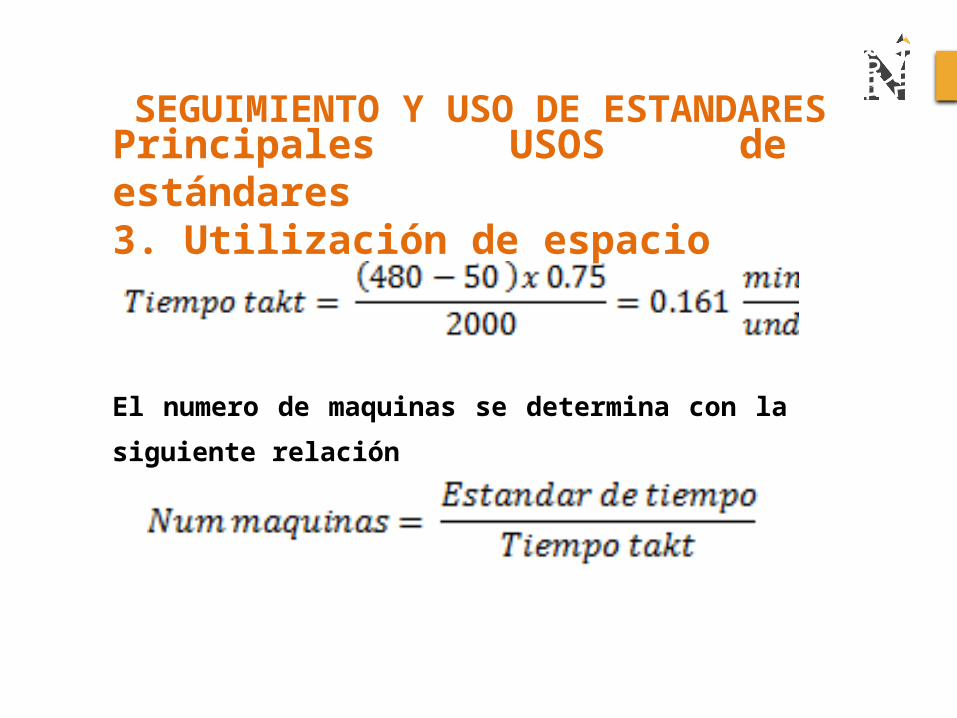
Principales USOS de estándares3. Utilización de espacio
El numero de maquinas se determina con la siguiente
relación
FACULTAD
DE IN
GEN
IERÍA Y ARQU
ITECTURA
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y USO DE ESTANDARES
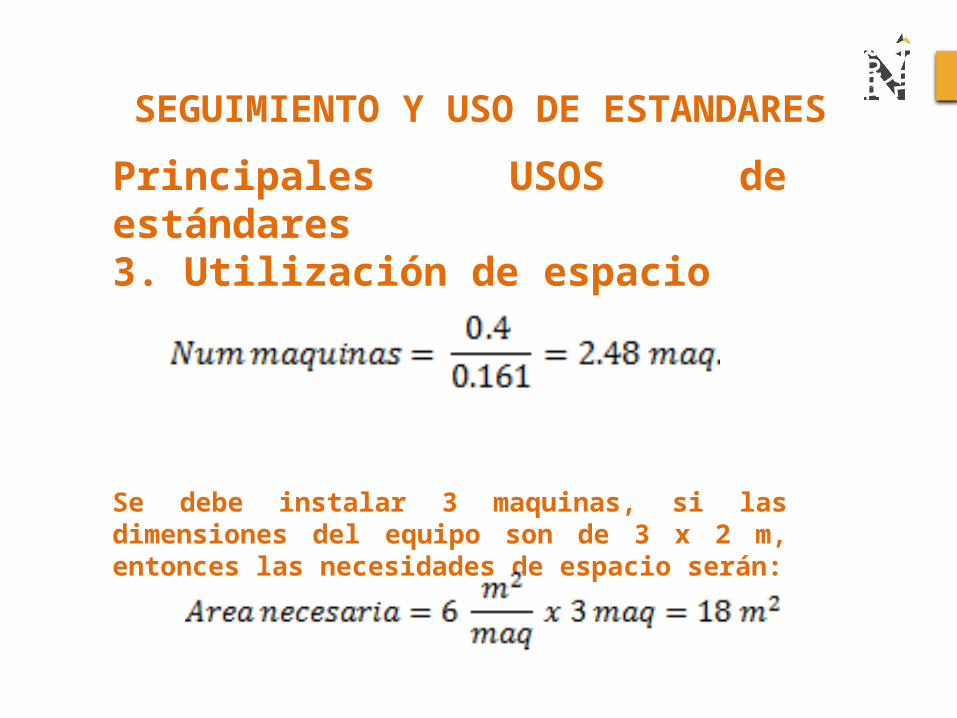
Principales USOS de estándares3. Utilización de espacio
Se debe instalar 3 maquinas, si las dimensiones del equipo son de 3 x 2 m, entonces las necesidades de espacio serán:
FACULTAD
DE IN
GEN
IERÍA Y ARQU
ITECTURA
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y USO DE ESTANDARES
Ejercicio: El departamento de comercialización desea que fabriquemos 400 válvulas por cada turno de 8 horas. Se necesitan 3.5 minutos para formar la válvula en un torno de control numérico. Cada turno pierde 60 minutos por parada, limpieza, etc. El rendimiento esperado de la planta es de 70 %. Un torno ocupa un area de 8 m2, determine las necesidades de espacio
Principales USOS de estándares3. Utilización de espacio
FACULTAD
DE IN
GEN
IERÍA Y ARQU
ITECTURA
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y USO DE ESTANDARES
Al utilizar los tiempos estándar para determinar la capacidad de maquinas, departamentos y planta; se determina las horas disponibles en planta y las horas requeridas para producir una unidad, con esta información se puede determinar el potencial del producto
Principales USOS de estándares4. Determinación de capacidad de planta
FACULTAD
DE IN
GEN
IERÍA Y ARQU
ITECTURA
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y USO DE ESTANDARES
Ejemplo; si la operación cuello de botella requiere 15 minutos / unidad, se cuenta con 10 máquinas y con un tiempo base de 40 horas semana, la capacidad de planta seria; Capacidad = (40 hr./sem. * 10 mq) / (0.25 hr/ pieza) Capacidad = 1600 pieza/ semana
Principales USOS de estándares4. Determinación de capacidad de planta
FACULTAD
DE IN
GEN
IERÍA Y ARQU
ITECTURA
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y USO DE ESTANDARES
Ejercicio: si una operación de tres procesos tiene los siguientes tiempos estándar por estación: 15, 25 y 20 minutos / unidad respectivamente, seis maquinas en la estación cuello de botella, se dispone de 48 horas semanales,¿Cuál es la capacidad de planta?
Principales USOS de estándares4. Determinación de capacidad de planta
FACULTAD
DE IN
GEN
IERÍA Y ARQU
ITECTURA
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y USO DE ESTANDARES
CAPACIDAD DE PLANTA
• CAPACIDAD DE DISEÑO
• CAPACIDAD EFECTIVA
• UTILIZACION
• EFICIENCIA
Conociendo el volumen de producción para un determinado producto, es posible determinar el tipo, capacidad y cantidad de equipos nuevos o adicionales necesarios para una producción determinada
Principales USOS de estándares5. Compra de nuevos equipos
CARRERA DE IN
GEN
IERÍA IND
USTRIAL
SEGUIMIENTO Y USO DE ESTANDARES
6. FUERZA DE TRABAJO VS TRABAJO DISPONIBLE
Conocidos:• Volumen de producción Requerido(Demanda)• Horas semanales disponible(TB)• Tiempo necesario para producir una Unidad(TE)
Se obtiene la cantidad de horas necesarias para satisfacer la producción semanal.
Luego se puede determinar el numero de operarios necesarios para satisfacer la producción requerida(Demanda),y programar la cantidad de horas disponibles.
MEJORA EL CONTROL DE LA PRODUCCION
