metodología de asignación como herramienta de …
TRANSCRIPT

\M-12-

l'ECNOLÓGP,CO C'E MONTERf~EY
Eliblioteca TECNOLÓGICC~Ctudedde~ DE MONTERRE:Y
Campus Ciudad de México
Escuela de Graduados en Ingeniería y Arquitectura
Maestría en Ingeniería Industrial
"Metodología de asignación como herramienta
de optimización de costos de transporte"
Autora: Luisa Isabel Jiménez García
Supervisor de Tesis: Dr. Ernesto Armando Pacheco Velázquez
Marzo 2011

.,-ES\~ L.\~'54\ S". b A"SS '2D l\ ~?.,

"Metodología de asignación corr10 herramienta
de optimización de costos de transporte"
por
Luisa Isabel Jiménez García
Emitido a la Escuela de Graduados en Ingeniería y Arquitectura en cumplimiento
parcial de los requerimientos para el grad J de
Maestría en Ingeniería Industrial
en el Tecnológico de Monterrey, Campus Ciudad de México
Autora
Certificado por
Certificado por
Certificado por
Marzo 2010
Luisa Isabel Jiménez García
Dr. Ernesto Armando Pacheco Velázquez
Profesor de Ingeniería Industrial y de Sistemas
Supervisor de Tesis
Dra. María Teresa del Carmen lbarra Santa Ana Directora de carrera en Ingeniería Industrial y de Sistemas
Examinadora
Dr. Víctor Manuel de la Cueva Hernández
Director de la Escuela de Graduados en Ingeniería y Arquitectura
Examinador
2
Contenido
1 Introducción ................................................................................................................... 5
1.1 Antecedentes: El surtido como operación básica de un éllmacén ........................ 5
1.2 Problemática: La asignación de ubicaciones como metodología para la reducción
de costos de transporte ............................................................................................. 12
1.3 Objetivo ............................................................................................................... 13
2 El problema de la Ubicación de las Existencias ........................................................... 14
2.1 Etapas básicas de la metodología de asignación .................................................. 16
2.1.1 Etapa de Pre-asignación .................................. ..................... ........................ 16
2.1.2 Etapa de Refinamiento de la Asignación ...................................................... 20
2.1.3 Etapa de Asignación Final. ............................................................................ 21
2.1.4 Etapa de Mantenimiento de las Ubicaciones .............................................. 21
2.2 Métodos de Asignación de Productos para la Asignación Final ............................... 23
2.2.1 Métodos Intuitivos .................................................................. .......................... 23
2.2.2 Métodos Operativos .......................................................................................... 25
2.2.3 Métodos Matemáticos ...................................................................................... 26
2.3 Evaluación de Métodos de Asignación de Productos ....... .................. .... ................ 27
3 Propuesta de Asignación por Armado de Tarima ......... ................... ............................ 30
4 Metodología de Pruebas y Validación ........................................................................ 40
4.1 Simulación y la metodología de Monte Cario .......................................................... 42
4.2 Simulación de Monte Cario en Excel ...... .... .............................................................. 44
5 Simulación .................................................................................................................... 47
5.1 Definición del problema ......................................................................... .................. 47
5.2 Formulación del modelo ................................................................................. .......... 50
5.3 Programación ........................................................................................................... 51
5.4 Verificación y validación del modelo ........................................................................ 58
3

6 Resultados ................................................................................................................... 60
7 Conclusiones .......... ...................................................................................................... 68
8 Referencias ............................... .... ............................... ................................................ 70
4

Capítulo 1
Introducción
1.1 Antecedentes: El surtido como operación básica de un
almacén
Los Centros de Distribución (Cedis) funcionan como un eslabón dentro de la Cadena de
suministros de una organización, porque "añaden un valor importante para el cliente"
(Ballou, 2004). Un producto o un servicio tiene poco valor si no está disponible para los
clientes en el momento y el lugar en que ellos desean consumirlo, por lo tanto, cuando
una empresa incurre en el costo de mover el producto hacia el consumidor o de tener
un inventario disponible (en cantidad óptima para maximizar sus ganancias) de manera
oportuna, ha creado un valor para el cliente que antes no tenía (E:artholdi, 2008).
Obtener resultados óptimos en las instalaciones de almacenami•cnto requiere de una
tarea ardua, que va "desde la planeación del inmueble hasta trabajar en la elaboración
de un proceso de planeación para la distribución y organización de las mercancías"
(Castro, 2006). Las actividades que se ejecutan dentro de un Ceclis definidas a través
de los procesos básicos de manejo de materiales (recibo, acomodo, surtido,
reabastecimiento, embarque, logística inversa, devoluciones, etc.) son fundamentales,
sin embargo, las actividades de surtido y embarque se relacionan directamente con la
satisfacción del cliente, al colocar un producto en la cantidad y localidad solicitadas.
Comúnmente, la actividad que consume la mayor parte de los recursos de mano de
obra es la actividad de surtido. El surtido de órdenes representa entre un 40% y 60%
de los salarios de un almacén. Algunos estudios de productividad refieren que esta
actividad comprende más del 50% de los costos de mano de obra dentro de un período
de tiempo determinado; por ejemplo, estudios en Montreal (Canadá) hechos por
5
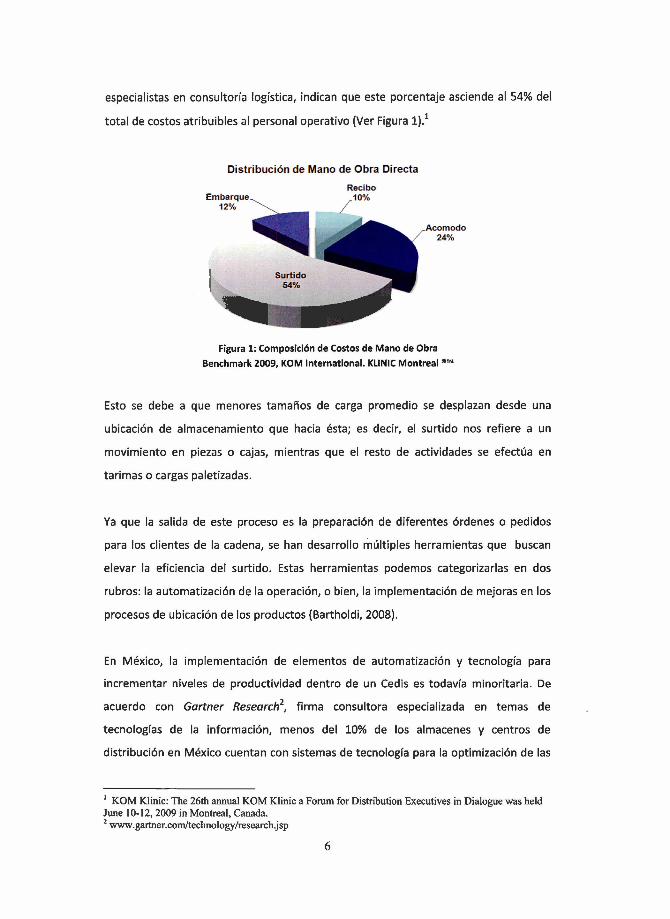
especialistas en consultoría logística, indican que este porcentaje asciende al 54% del
total de costos atribuibles al personal operativo (Ver Figura 1).1
Distribución de Mano de Obra Directa
Embarque 12%
Recibo
/ 10%
Acomodo 24%
Figura 1: Composición de Costos de Mano de Obra
Benchmark 2009, KOM lnternational. KLINIC Montreal ® •M
Esto se debe a que menores tamaños de carga promedio se desplazan desde una
ubicación de almacenamiento que hacia ésta; es decir, el surtido nos refiere a un
movimiento en piezas o cajas, mientras que el resto de actividades se efectúa en
tarimas o cargas paletizadas.
Ya que la salida de este proceso es la preparación de diferentes órdenes o pedidos
para los clientes de la cadena, se han desarrollo múltiples herramientas que buscan
elevar la eficiencia del surtido. Estas herramientas podemos categorizarlas en dos
rubros: la automatización de la operación, o bien, la implementación de mejoras en los
procesos de ubicación de los productos (Bartholdi, 2008).
En México, la implementación de elementos de automatización y tecnología para
incrementar niveles de productividad dentro de un Cedis es todavía minoritaria. De
acuerdo con Gartner Research 2, firma consultora especializada en temas de
tecnologías de la información, menos del 10% de los almacenes y centros de
distribución en México cuentan con sistemas de tecnología para la optimización de las
1 KOM Kl inic: The 26th annual KOM Klinic a Forum for Distribution Executives in Dialogue was held June 10-1 2, 2009 in Montreal, Canada. 2 www.gartner.com/technology/research.j sp
6

tareas de surtido (por ejemplo, el uso de voice picking -selección por voz-).En un alto
porcentaje de los almacenes de nuestro país, los procesos de surtido aún se establecen
a través de papel y marcadores. Partiendo de este hecho, las estrategias básicas para
optimizar un proceso tradicional de surtido nos refieren a la a~.ignación de ubicaciones
de cada uno de los productos dentro del almacén.
Hablando ahora sobre la importancia de la implementación de mejoras en los
procesos, la administración de ubicaciones del almacén es parte importante para la
optimización del surtido. Como tal, esta estrategia forma parte del concepto de
"Gestión del Stock" (Bartholdi, 2008). Una Gestión del Stock efi:az requiere visibilidad
y control de los productos, desde el proveedor y durante tocia la cadena, hasta el
usuario final.
La ubicación de las existencias (Slotting) representa el problema de decidir la
disposición física de la mercancía dentro de un almacén para minimizar los gastos de
manejo de materiales, lograr una máxima utilización del espacio de almacén y cumplir
ciertas restricciones sobre la ubicación de la mercancía; concernientes éstas, por
ejemplo, a la seguridad, protección contra incendios, compatibilidad de producto y
necesidades de recolección de pedidos. (Ballou, 2004).
El objetivo de la planeación de ubicación en cada uno de estos problemas es minimizar
los costos totales de manejo. Esto con frecuencia se traduce en la minimización de la
distancia total de recorrido a través del almacén y, por ende, 'a minimización de
recursos por mano de obra debida a incrementos en la productividad.
De esta forma, el método de asignación de productos en sus posiciones de surtido en
un Cedis consiste en encontrar el punto o ubicación para cada ítem dentro del edificio
y las diferentes ubicaciones de almacenamiento. Un 5/otting adecuado y eficiente
permite incrementar la utilización de la capacidad cúbica disponible, reduce el tiempo
requerido por los operarios para llenar los pedidos solicitados y eleva la productividad
de actividades posteriores al surtido de los productos. (Witt, 2006).
7

Esta herramienta funciona como un layout "detallado" que toma explícitamente la
geometría de almacenamiento de un artículo y, como resultado, indica la posición
exacta en la que un producto deberá ser ubicado dentro de un Cedis; por ejemplo: en
la tercera repisa de la segunda sección del pasillo 2, orientando la caja por el Ancho de
cara al pasillo. (De Koster, 2007).
Los objetivos inmediatos que se desean alcanzar a través de la implementación de esta
herramienta son (Witt, 2006):
Optimizar la utilización de espacio disponible, incrementando la densidad de
almacenamiento
Alcanzar eficiencia ergonómica a través de la ubicación de los productos más
pesados o más populares, al nivel de la cintura o "zona dorada" (ubicaciones de
las cuales es más sencillo tomar producto).
Existe un alto nivel de complejidad en el proceso de asignación de ubicaciones por
producto de acuerdo a la variedad de artículos que maneje una empresa. Dicha
complejidad se encuentra encerrada por las variables de definición de ruta de surtido,
fragilidad de los productos, nivel de desplazamiento, facilidad de reabasto de la
ubicación, sistema FIFO para el control de inventarios y embarque o despacho por
rutas o destinos. Las heurísticas más comunes se basan e11 las variables antes
mencionadas (Bartholdi, 2008):
Ruta de Surtido. Las ubicaciones de surtido deberán de tener una secuenciación
óptima que minimice los recorridos entre productos. Esta securncia define un orden
lógico en el cual serán visitados los diferentes puntos de la mercancia almacenada; por
ejemplo, usualmente, se establecen dos tipos de recorridos: .. 'Z" (Figura 2) o "U"
(Figura 3). Estas letras definen la forma gráfica en la que los surtidores "barren" un
pasillo y toman producto para una orden específica.
8

LADO IZQUIERDO
LADO DERECHO
DIRECCION DE SURTIDO
Figura 2. Surtido en "Z"
-- DIRECCIÓN DEL SURTIDO --- PASILLO 1
PASILLO
PASILLO,-----~----------·
---- DIRECCIÓN DEL SURTIDO -- PASILLO 2
Figura 3. Surtido en "U"
Familias Logísticas. Actualmente, la fragilidad de los productos es cuidada mediante la
división del catálogo de artículos en "familias logísticas" que engloban características
de empaque similares. La división más común en los Centro:; de Distribución, inicia
clasificando los productos en "Secos" y "Perecederos". Los almacenes de productos
perecederos, a su vez, pueden clasificarse en "Fríos" y "Congelados", de acuerdo con la
temperatura de almacenamiento indicada para cada producto.
9

La mercancía perteneciente a la clasificación de "Secos", suele categorizarse
inicialmente en productos "comestibles" y productos "no co11estibles"; y bajo esta
lógica, el almacenamiento se aterriza a zonas de productos afines.
Nivel de Desplazamiento o Velocidad de Movimiento. Los productos con mayor
rotación, usualmente clasificados como productos "A" (Treviño, 2009) por sus niveles
de ventas, se ubicarán preferentemente en las zonas más cercanas a los puntos de
embarque y en las posiciones cuyo reabastecimiento es más accesible (por ergonomía
y diseño del mueble). Medir la velocidad del producto en métricas físicas (no
financieras) es un requ isito importante para optimizar y mantener su layout y
posiciones de surtido (Castro, 2006).Esta variable sugiere el uso de análisis de
inventarios y frecuencias de aparición de productos en las órdE!nes o pedidos de los
clientes.
Manipulación Especial. La manipulación especial nos refiere a c:.implir las normas de
manejo, almacenamiento y seguimiento de productos que requieren separación
ambiental o explosivo, procedimientos y certificados (Ballou, 2004) .
Tipo de Ubicaciones de Almacenamiento. Cada Cedis puede manejar diferentes tipos
de estanterías o racks para el manejo de las mercancías. Esta vcriable determina un
universo de muebles dentro de los cuales se podría ubicar un prod Jeto.
Secuenciación Alfabética. Asimismo, convencionalmente se ha utilizado un método de
asignación que facilite la búsqueda de productos dentro del almacén. Por ejemplo, la
utilización de métodos alfabéticos para organizar las caras de productos dentro de los
niveles de surtido es muy común. Esta técnica asegura que el surtidor podrá hallar
fácilmente los productos solicitados en su orden de pedidos, p,~ro no asegura un
correcto cuidado de la fragilidad de la mercancía.
Estas variables son algunos ejemplos de las diferentes perspectivas que pueden
abordarse al iniciar una asignación de productos. Por otro lado, la carencia de la
implementación de estas metodologías deriva en problemas graves que impiden un
10

flujo continuo entre las operaciones de surtido. Un caso concreto es el surtido de
múltiples SKUs o items, es decir, procesar de una misma ubicación diferentes
productos es una de las peores faltas que se le pueden hacer a un almacén. Esto le
suma costosas horas a una operación de surtido y contribuye en gran medida a los
errores en las órdenes.
De esta forma, se considera que el utilizar herramientas avanzadas para optimización y
organización de ubicaciones de surtido permitirá asignar posiciones de surtido a
productos basados en órdenes y perfiles de actividad de SKU y, de esta manera,
obtener múltiples ventajas operativas: incrementar la productividad de surtidos,
reducir la actividad de reabastecimiento, mejorar la utilización ele espacio, mejorar la
ergonomía del proceso, reducir los porcentajes de producto dañado, disminuir el
tiempo de búsqueda de producto y tener menos faltantes en pedidos.
11

1.2 Problemática
El mejoramiento de las estrategias de surtido de órdenes es la oportunidad más rica
para obtener ahorros y mejoras en la operación de un alm.3cén tradicional. Desde
luego, el desarrollar una estrategia efectiva de surtido de órdenes es generalmente
difícil, pues el tipo de estrategia de surtido depende del perfil de actividades de una
orden de surtido típica (Frazelle, 1989).
Si bien existen múltiples metodologías de asignación, ninguna de ellas indica de
manera directa la utilización de la técnica como un método de optimización de
transporte. En la actualidad, la metodología seleccionada debe favorecer la selección
de un par de variables que permitan reducir la complejidad de ,a interacción de estos
elementos aunque, por otro lado, no existe evidencia de que la asignación, por sí
misma, se utilice como un medio para la reducción de costos de distribución.
Para ello, se propone la definición de una variable adicional que permita incrementar
la utilización de flotillas, siendo ésta el "armado de tarima". Una vez definida la
ubicación de los productos, la operación de surtido consiste en visitar las ubicaciones
de los productos y tomar la cantidad requerida por los cliente:;. Los productos van
apilándose y el objetivo más importante es conseguir tarimas altas en un mismo
recorrido que optimicen la utilización de las unidades de transporte. Esto facilitará las
operaciones de despacho, pues elimina actividades como el traspaleo en andenes. De
otra forma, al conseguir tarimas de baja altura, se requiere la utilización de mano de
obra adicional para reacomodar producto y hacer la carga del camión.
En México, las estrategias actuales para la optimización de flotillas de transporte se
basan en la disminución de costos a través de la planeación y consolidación de rutas.
Principalmente, se busca optimizar el costo total de las redes de dii;tribución mediante
el incremento de número de viajes de un vehículo, para disminuir los costos fijos del
mismo (frecuencia de viajes) y optimizar la capacidad de carga del camión (Martínez,
2009).Durante el Segundo Foro de Transporte Netlogistik, Daniel M,irtínez destacó que
12

trazar las mejores rutas de entrega no solamente tiene un significado para elevar la
calidad del servicio de las empresas transportistas, sino que su potencial es la
maximización de la vida útil de las unidades que conforman la flotilla, para encontrar
ahorros en combustible, reparaciones, y mantenimiento.
A pesar de estas ventajas, actualmente no hay iniciativas claras q Je pueden aplicarse
dentro de las operaciones de los Centros de Distribución que faciliten la utilización o
aprovechamiento cúbico de las unidades de transporte durante el embarque de los
productos.
Por lo anterior, se infiere la necesidad de una herramienta que favorezca un armado
de tarima alto desde la selección de pedidos, que permita dism nuir los tiempos de
preparación al embarque de productos y agilizar el proceso de carga a camión,
maximizando el aprovechamiento cúbico del mismo.
1.3 Objetivo
Analizar la relación entre la herramienta de asignación de productos (Slotting) dentro
de un Centro de Distribución y la optimización del transporte de estos artículos a un
punto posterior dentro de la cadena de suministros, para evaluar su aplicación como
estrategia para la minimización de costos de embarque mediante el desarrollo de una
metodología que favorezca la variable de "armado de tarima" y su estudio
comparativo con los métodos convencionales de asignación.
13

Capítulo 2
El problema de la Ubicación de las Existencias
Una de las decisiones más importantes del diseño de un almacén tiene que ver con la
disposición interna de los artículos. Este proceso se establece despJés de que se define
la configuración de edificio y se especifican las instalaciones para la recepción,
embarque, zonas de almacenamiento y para la recolección de p1ididos y después de
que se consideró el sistema de manejo de materiales que será utilizado. Todas estas
variables permiten definir cómo deben ser acomodados todos los artículos y qué
método o proceso deberá utilizarse para localizarlos dentro del almacén.
Como se mencionó anteriormente, el definir la disposición física de la mercancía
dentro de un almacén busca minimizar los gastos de manejo de materiales para lograr
una máxima utilización del espacio y para cumplir ciertas restricciones sobre la
ubicación de la mercancía (Ballou, 2004). Todos los productos cuentan con posiciones
de surtido y almacenamiento, sin embargo, aún cuando el almacenamiento puede ser
caótico, las posiciones de surtido son piezas clave para la optimización de las
operaciones de selección de productos. Además, la recolecciór de pedidos, por lo
regular, es de mayor interés que el almacenamiento, ya que el gasto de mano de obra
para recolectar la mercancía desde un almacén es mucho mayor que el requerido para
almacenarlo.
Ahora bien, la recuperación de inventario (o su colocación), también conocida como
surtido o selección de pedidos, por lo general se presenta de tres maneras:
l. Existe una selección de ida y vuelta, donde sólo un art ·culo o una carga se
recoge desde una ubicación particular. Un recorrido típico sería abandonar la
plataforma de salida, recoger un producto y regresar a la plataforma de salida.
2. Existe una ruta de recolección en la que varios artículm sobre un pedido se
recogen antes de regresar al punto de salida o área de escala temporal. El
14

volumen recogido sobre cualquier ruta puede estar limitado por la capacidad
del camión del recolector de pedidos.
3. Existe un área designada de recolección de pedidos por trabajador. Los
recolectores de pedidos recuperan los artículos mediante una selección de ida
y vuelta o por ruta de recolección dentro de los límites de sus áreas de trabajo
especificadas.
La ciencia de la asignación implica la definición de un(os) lugar(es) fijo(s) de selección
para cada artículo en el centro de distribución. Realizar la asignaci:'>n es una estrategia
crítica para la eficacia en ambientes de funcionamiento donde se utilizan lugares fijos
de selección. En la mayoría de los centros de distribución, la fun:ión de selección es
responsable de más del 50% de la mano de obra y una asignación eficaz es una
herramienta importante que contribuye a la reducción del trabajo requerido para
seleccionar órdenes.
Hay muchas variables que necesitan ser incluidas en la estrategia de asignación, tales
como dimensiones y peso del artículo, velocidad de movimientc,, formato de envío,
empaquetado, familia del producto, valor de inventario, requisitos de temperatura,
requisitos de seguridad, peligrosidad de los materiales, consideraciones ergonómicas,
requisitos del cliente, perfiles de la orden, etcétera. Cada industria tiene elementos
específicos que forman la base de una estrategia de asignación de su centro de
distribución.
Las ventajas de un programa de asignación bien manejado son: aumento de la
productividad de trabajo en el almacén, reducción de las lesiones de operarios,
reducción de pérdidas, reducción de daños y desperdicios del producto, mejora en la
calidad del envío de paletas, reducción en el uso de paletas y d·~ cartones de envío,
costos de transporte más bajos, mejora en la seguridad del proc ucto y reducción de
riesgo de accidentes peligrosos. Basta con decir que la estratei:ia de asignación de
productos es uno de los elementos más importantes para el funcionamiento exitoso de
un centro de distribución.
15

2.1 Etapas básicas de la metodología de asignación
Las diversas metodologías de asignación de productos pueden !;epararse en cuatro
etapas diferentes3:
a) Etapa de Pre-asignación
b) Etapa de Refinamiento de la Asignación
c) Etapa de Asignación final
d) Etapa de Mantenimiento de Ubicaciones
2.1.1 Etapa de Pre-asignación
Si se desea iniciar un proceso de asignación se debe contar con dos elementos clave
para el análisis de ubicaciones: información relativa al inventario que se desea
mantener en el almacén e información relativa al lugar físico para la asignación .
INFORMACIÓN BÁSICA DEL INVENTARIO
A continuación se describen los elementos mínimos de información requeridos para
iniciar el análisis de pre-asignación .
l. CATÁLOGO DE PRODUCTOS
Se debe contar con un catálogo de productos actualizado, contemplando los siguientes
elementos :
• Número de identificación (número de item, ID, SKU, etc.)
• Descripción del producto
• Dimensiones físicas (largo, ancho, alto)
• Tipo de surtido (pieza, caja, tarima)
• Cantidad de subempaques
Los datos listados previamente brindarán información acerca de la naturaleza de los
productos que deberán ser asignados. Con estos datos los invent arios y movimientos
)Taxonomía propuesta por KOM lnternational - Slotting Methodology (no exist,: documentación formal de la propuesta).
16

deben ser expresados en medidas cúbicas, ya que son piezas de información vitales
para mantener una operación eficiente del centro de distribución.
2. IJOLUMEN CÚBICO DEL INVENTARIO O DEL MOVIMIENTO DEL ARTÍCULO
Al inicio se debe tomar una decisión acerca de la cantidad de inventario que se
almacenará para cada artículo. Cada organización, dependiendo de su industria
enfrenta situaciones propias y características específicas en lo que se refiere a la
decisión de cómo y cuándo resurtir su inventario. Sin embargo, la problemática es
similar en la mayoría de los casos: una variedad determinada de productos que se
ofrece al mercado a través de una red de centros de distribución con una cobertura
definida. Productos que enfrentan una alta estacionalidad y una agresiva competencia,
lo cual incrementa la variabilidad de la demanda y por consecuen,:ia su dificultad para
planearla, un mercado que continuamente exige más variedad, forzando a las
organizaciones a enfocarse en la innovación y generar un prnmedio de altas o
productos nuevos por año (Van den Berg, 1999).
Todos estos factores impactan en la planeación de cómo y cuándo reponer los
inventarios en los centros de distribución e impactan directamente los siguientes
resultados de negocio (Bartholdi, 2008):
Nivel de servicio: la disponibilidad de productos en el momento en el que el
cliente lo requiera (según una oferta de servicio previamente definida).
Inversión en inventario
Costos de operación
Así, el inventario puede ser determinado multiplicando el movimiento por un número
esperado de semanas o un período específico de tiempo.
17

INFORMACIÓN BÁSICA DEL LUGAR FÍSICO DE LA ASIGNACIÓN
l. SISTEMA DE NUMERACIÓN
Los Cedis pueden utilizar diversos sistemas de numeración para etiquetar una
ubicación específica. El sistema de numeración consiste en la asignación de una
dirección a cada lugar único de almacenamiento en el centro de di:;tribución.
Un sistema de numeración eficaz del almacén debe permitir 2 nuevos empleados
encontrar rápidamente una localización de almacenamiento en el centro de
distribución. Un sistema de numeración necesita ser lógico, secue 1cial, fiable y fácil de
leer. Igualmente, es importante que este sistema sea bastante flexible para permitir
que nuevos pasillos, estanterías, niveles de estantería, etc., sean insertados fácilmente
en el diseño sin tener que volver a realizar el esfuerzo de numeración requerido.
Usualmente, el número que identifica una ubicación específica contiene en sí mismo
los siguientes datos:
Pasillo
Número de Estante
Posición
Nivel
2. VOLUMEN CÚBICO DEL TIPO DE UBICACIÓN
Se selecciona o se levanta información en sitio de los tipos particulares de ubicación
que van a ser utilizados en un determinado programa de pre-asignación. La siguiente
es un ejemplo de una lista de todos los posibles tipos de ubicación utilizados
habitualmente:
RL..x: Estanterías Regulares para tarimas grandes - RL..x (x niveles de selección)
DDx: Estanterías de Doble Profundidad - DDx (x caras de surtido)
18
3. 5ECUENCIA DE ASIGNACIÓN
En este elemento se declara el orden secuencia de tipos de ubicación por los cuales un
artículo pasará durante su intento de ser ubicado. Por ejemplo, el orden secuencia se
observa de la siguiente manera (Heragu, 2007):
l. Estanterías Regulares
2. Estanterías de Doble Profundidad
Esto significa que primero se intentó colocar el artículo en estantes regulares, luego
en estanterías de doble profundidad y así sucesivamente. Esta priorización lógica se
establece bajo un orden coherente en el volumen de las ubicaciones: el volumen de
inventario de un producto intenta "acomodarse" dentro de la ubicación más pequeña
con tres escenarios posibles:
a) El cúbico del producto puede acomodarse dentro de la ubicación y las
dimensiones físicas no exceden ningún parámetro de la ubicación. Se acepta la
propuesta de la estantería.
b) El cúbico del producto puede acomodarse dentro de la ubicación, pero una o
dos de las dimensiones exceden las medidas de la estantería. La rutina de pre
asignación continúa probando otras estanterías disponibles.
c) El cúbico del producto y las dimensiones del mismo exceden a la estantería. La
rutina de pre-asignación continúa probando otras estanterías disponibles.
Con ambos elementos de información descritos (inventario a mantener y descripción
del lugar físico para la asignación) se busca asignar el ¡:roducto a una de las
ubicaciones disponibles dentro del almacén. De esta forma, el ·esultado final es que se
asigne un tipo de ubicación a cada artículo incluido en el archivo de inventario. A cada
artículo se le asigna la primera ubicación en la que mejor encaja, basándose en los
siguientes factores:
19

l. Volumen cúbico del inventario o volumen cúbico del movimiento de cada
artículo
2. Volumen cúbico del tipo de ubicación
3. Secuencia de la ubicación
Como resultado, cada uno de los productos integrados a la rutina de pre-asignación se
asocia a una estantería óptima volumétricamente hablando.
2.1.2 Etapa de Refinamiento de la Asignación
Aunque la etapa de pre-asignación genera el tipo de ubicación óptimo para cada
artículo, estos tipos óptimos de ubicación raramente encajan con los planos y equipos
existentes en el almacén. Por ejemplo, múltiples artículos pueden haberse ubicado en
las estanterías más pequeñas, aun cuando en la disposición del almacén no se
encuentren disponibles este número de racks.
De esta forma, durante la etapa de refinamiento de la ubicación, tanto los tipos de
ubicación como los planos deben ser ajustados para asegurar que los tipos de
ubicación asignados correspondan con las ubicaciones existentes dentro del almacén.
Hay dos alternativas para hacer que los artículos quepan en el ,ilmacén:
Ajustar el plano del almacén para reflejar los requerimientos de tipos de
ubicación en la Pre-asignación; y/o
Ajustar los tipos de ubicación en la Pre-asignación para reflejar los tipos de
ubicación disponibles en el plano del almacén del cliente.
Estos ajustes ocurren en la etapa de Refinamiento de las ubicaciones y son descritos a
continuación.
AJUSTE DEL PLANO DEL ALMACÉN
La facilidad con la que el plano del almacén puede ser modificado es crítica. En
muchos casos no es posible realizar cambios en el almacér. Se deben realizar los
20
ajustes factibles al plano del almacén una vez que recibe información con respecto a
todo lo concerniente a este punto: inversión requerida para la modificación de los
muebles o estantes, altura del edificio, columnas y disposición de pasillos, etc.
AJUSTE DE LOS TIPOS DE UBICACIONES OBTENIDOS EN LA PRE-ASIGNACIÓN
En los casos donde el plano del almacén no puede ser modificado, los tipos de
ubicación en la Pre-asignación deben ser ajustados para hacer posible que todos los
artículos quepan dentro del plano dado.
En muchos casos es necesario combinar ambos enfoques. Por lo general, el enfoque
preferido es el de ajustar lo más posible el plano, a manera de reflejar los tipos ideales
de ubicación en la Pre-asignación. Las inconsistencias restantes son resueltas
ajustando los tipos de ubicación de los artículos, para adaptarse así al plano existente.
Después que se completa la etapa de Refinamiento de las uticaciones los artículos
poseen sus tipos correctos de ubicación y están listos para la etapa de Asignación Final
de las ubicaciones.
2.1.3 Etapa de Asignación Final
La etapa de asignación final comienza una vez que se asegura que la suma total de
todos los tipos de ubicación asignados encajará con el plano del almacén (Frazelle,
1989). En esta etapa se asigna un nuevo número de ubicación a cada artículo,
basándose en una combinación de criterios los cuales serán discutidos posteriormente.
Estos criterios aseguran que se ha puesto en marcha el sistem;;, operativo más eficiente
en el almacén.
2.1.4 Etapa de Mantenimiento de las Ubicaciones
Por último, la etapa de mantenimiento de las ubicaciones mantiene la eficiencia
operativa dentro del almacén. Informes indicando cambios y añadiduras a las
ubicaciones finales, permitirán mantener las ubicaciones actualizadas.
21
La asignación final de las ubicaciones en un almacén se realiza úni:amente durante un
tiempo específico. Desafortunadamente, los niveles antiguo~ de movimiento e
inventario pueden cambiar rápidamente como consecuencia de la adquisición de
nuevos artículos, cambios en los patrones de ventas, los productos estacionales y
muchos otros factores. La asignación de ubicaciones debe ser cortrolada y mantenida
constantemente si se quiere conservar la eficiencia operacional del almacén .
El sistema diseñado o establecido para asignar ubicaciones debería ser utilizado como
una guía para desarrollar un sistema para el mantenimiento de las ubicaciones, el cual
brindaría las herramientas analíticas y el soporte necesario para mantener el almacén
actualizado. De no mantener regularmente el sistema de ubicaciones, sería necesario
rediseñar completamente el sistema ya que estaría estático en un ambiente
totalmente dinámico (Castro, 2006).
22
2.2 Métodos de Asignación de Productos para la Asignación
Final
Ahora bien, ya que se ha comentado la secuencia básica de 12 metodología de la
asignación, existe el problema de definir el método óptimo a seguir, para llegar a una
Asignación Final exitosa. De esta forma, Ballou (2004) considera la taxonomía
siguiente, que categoriza los métodos de asignación de acuerdo con su naturaleza:
Métodos Intuitivos y Métodos Operativos.
2.2.1 Métodos Intuitivos
Los métodos intuitivos son atractivos en cuanto a que proporcionan algunas directrices
útiles para la disposición, "sin la necesidad de utilizar matem3ticas de alto nivel"
(Ballou, 2007). La disposición con frecuencia es intuitiva y con ba~e en cuatro criterios:
complementariedad, compatibilidad, popularidad y tamaño:
La complementariedad se refiere a la idea de que los articulas solicitados, con
frecuencia juntos, deberán ubicarse cercanos entre sí. Ejemplos de esta
característica son: la pintura y las brochas, las hojas de afeitar con la crema de
afeitar, las plumas y los lápices. Este factor es de particular importancia cuando
la recolección de pedidos es del tipo ruta - recolector o cuando se dispone el
almacenamiento, flujo o estantes en sistemas desitnados de áreas de
recolección de pedidos.
La compatibilidad incluye la cuestión de si los artículos pueden colocarse de
manera práctica uno junto al otro. Las llantas de automóviles no son
compatibles con los alimentos y la gasolina no es compatible con los cilindros
de oxígeno. Por ello, éstos no deben de colocarse juntos. Los productos se
consideran compatibles si no existe restricción en su pro>dmidad de ubicación.
23

La compatibilidad y la complementariedad pueden decidirse antes de que se tomen en
cuenta los costos de recolección del pedido. Además, existe la cuestión de balancear
las cargas de trabajo, minimizando la fatiga y equilibrando la di~tancia de recorrido
cuando se emplean múltiples trabajadores para llenar los pedidos, como en un diseño
de área de recolección de pedidos designada. Una vez que estas restricciones se han
tomado en cuenta pueden considerarse arreglos por popularidad o por tamaño.
La disposición por popularidad reconoce que los productos tienen distintos
índices de rotación dentro de un almacén y que el costo de manejo de
materiales se relaciona con la distancia recorrida dentro del almacén para
localizar y recoger el inventario. Si las existencias se recuperan desde su
ubicación en volúmenes más pequeños por viaje que como se suministraron, se
pueden minimizar los costos de manejo de materiales mediante la ubicación de
los artículos de rápido desplazamiento cercanos al punto de salida o área de
escala y los artículos de lento desplazamiento atrás de éstos. Esto supone que
los artículos que requieren un gran número de viajes para un nivel dado de
demanda tendrán la menor distancia de recorrido posible por viaje de
recolección de pedido.
Este método también se conoce como "Zonificación de productos basada en la
velocidad de su rotación". En general, donde sea posible y aplicable, los layouts
y estrategias operativas deben basarse en conceptos de "fast/slow" (Ballou,
2007); esto es la realización periódica de los análisis marginales de la velocidad
del inventario, análisis de líneas de pedido, análisis de órdenes, etc. Esta
información puede traducirse a la disposición física de los :>roductos por líneas
por orden, movimiento en piezas, cajas, cubo, peso, categorizando y
desarrollando reglas de ubicación (fast-medium-slo.v) y minimizando
recorridos.
La distribución por popularidad desprecia el tamaño del artículo que se
almacena y la posibilidad de que un mayor número de artículos puedan
colocarse cerca del punto de salida. Esto sugiere que los costos de manejo
24

pueden minimizarse si el tamaño (volumen cúbico) del artí::ulo se utiliza como
la guía de disposición. Al colocar los artículos más pequeño'.; cerca del punto de
salida dentro del almacén podrá colocarse una mayor densidad de artículos
cerca de la plataforma de embarque.
Sin embargo, la distribución por tamaño no garantiza menores costos que la
distribución por popularidad. El método por tamaño sería una buena opción
cuando se concentra alta rotación en los artículos más pequeños.
Ahora bien, Heskett (1963) combinó ambas características en un índice de
volumen cúbico por pedido (ICP). El índice se define como "la razón o
proporción de los pies cúbicos requeridos en promedio por el producto para su
almacenamiento contra el número promedio de pedidos diarios en los que se
solicita el artículo" (Heskett, 1963).
Este tipo de metodología de asignación es el método intL itivo más completo,
ya que combina los enfoques de popularidad y tamaño. Bajo este contexto, los
productos con bajo valor del índice se colocan lo más cercano posible al punto
de salida, pues el índice intenta cargar el espacio de al macen de tal manera que
el inventario de mayor volumen se desplace la distancia mi1s corta.
Al comparar con un método de programación lineal correspondiente se
encontró que se trata de un método de optimización, además, se ha utilizado
para análisis más amplios de problemas de disposición o di;tribución.
2.2.2 Métodos Operativos
El primero, el Método de Recepción en las Tiendas, enfatiza la eficiencia en la
recepción en las tiendas, y el segundo, el Método de Despacho en el Almacén, se
enfoca en la eficiencia en las operaciones en el almacén.
25

Método de Recepción en las Tiendas
Utilizando este método la variedad de artículos es subdividida en grupos de
productos llamados familias. A los artículos dentro de estos grupos, se les
asigna una ubicación de manera ascendente o descendente·, dependiendo de la
altura de las cajas, a modo de facilitar la construcción de tarimas con cargas
estables.
Método de Despacho en el Almacén
Utilizando este método los artículos no son divididos por grupos de familias,
sino más bien por el tipo de ubicación que requieren. Por ejemplo, todos los
artículos con alto movimiento son almacenados juntos en un área de gran
volumen y todos los artículos con movimiento medio son almacenados en un
área con estanterías. A los artículos almacenados en estas ;íreas del almacén se
les asigna una ubicación de manera ascendente o descendente, dependiendo
únicamente de la altura de las cajas.
2.2.3 Métodos Matemáticos
Como se ha revisado, el problema de asignación ha sido atacadc previamente desde
diferentes ángulos. Con el afán de encontrar una respuesta mé1temática óptima se
puede formular un modelo de programación lineal como solución para este problema.
Lo que se busca es minimizar los costos totales de desplazar los productos a través del
almacén, sujeto a las limitaciones sobre cantidades mínimas de producto que se
almacenarán dentro de una bahía en particular y dentro del a macén. Ya que los
productos no pueden ocupar las mismas ubicaciones, esto :;e convierte en un
problema de asignación (Ballou, 2004).
Conceptualmente, la programación lineal es una buena elección para resolver el
problema de disposición, ya que, en efecto, se buscan todos los posibles arreglos para
obtener un óptimo. Sin embargo, los problemas prácticos que involucran a miles de
productos pueden ser demasiado grandes para ser resueltos por la programación
26

lineal. Por ello, la aplicación de los métodos analizados previamente, puede requerir la
creación de zonas de producto dentro del almacén o la agrupación de productos en
familias, para limitar el tamaño del problema.
2.3 Evaluación de Métodos de Asignación de Productos
Definitivamente, los métodos intuitivos reflejan un área importante de oportunidad, al
privilegiar únicamente una variable de asignación.
Davies, Gabbard y Reinholdt compararon cuatro estrategias de di 5posición incluyendo
el método ICP.
l. Ubicación alfanumérica: todos los artículos se colocan en estricta secuencia
alfanumérica.
2. Ubicación rápida y otros: artículos seleccionados se separnn del resto o de los
"otros" artículos y se almacenan en secuencia alfanumérica lo más cercano a la
posición de trabajo del surtidor o seleccionador.
3. Ubicación por frecuencia: los artículos de más rápido desplazamiento se colocan
lo más cercano posible a la posición de trabajo del surtidor.
4. Ubicación por selección del factor de densidad (SFD) o por ICP: cuanto mayor sea
la proporción del número de selecciones por año al volumen de almacenamiento
requerido en pies cúbicos, más cercano se colocará el arhulo a la posición de
trabajo del seleccionador.
Se realizó un estudio de 800 artículos de inventario que tenían un promedio de 800
selecciones por día. Se observó que la ubicación SFD o ICP era superior a las otras:
Generó la distancia más corta promedio por recorrido de selección
Generó el menor tiempo promedio por recorrido de selección
Generó el menor tiempo por artículos de línea seleccionadé1
El menor espacio total
Gráficamente, la distribución de ubicaciones puede identificarse en la figura siguiente.
27

Ubicación Alfanumérica Ubicación Rápida y Otras Ubicación por Frecuencia Ubicación por ICP
~ E E ;;;; E E
~ E E E E E E E E E
E E E E E E
E E E E E
E E
E
~mm mmm~ílíl ~;~~~ lílíl m; 11 mm ílílm ru ~1 mmíl X X X •
.Secciones rápidas Dsecciones lentas .Secciones rápidas osecciones lentas .Secciones rápidas osecciones lentas .Secciones rápidas osecciones lentas U ~ 8 ~ M ill 7 ~
' Secciones medias [[]secciones vacías LJsecciones medias [[]secciones vacías , ! Secciones medias [[]secciones vacías J _. Secciones medias [[]secciones vacías 33 12 33 12 34 4 19 51
Figura S. Comparación de cuatro estrategias de ubicación de inventario
(Davies, Gabbard y Reinholdt; 1983)
28

Con la figura anterior, es fácil concluir que los métodos intuitivos de disposición son
simples de utilizar, pero no garantizan que se encontrará el patrón de surtido con el
menor costo. De esta forma, la optimización de asignaciones debe concentrarse en el
uso de métodos operativos. El análisis de ventajas/ desventajas de los modelos
operativos se analizan en la tabla siguiente:
MÉTODO
RECEPCIÓN EN TIENDAS
~-----
DESPACHO EN ALMACÉN
VENTAJAS DESVENTAJAS
- Usualmente, los pedidos -La capacidad del almacén no es
contienen sólo productos utilizada tan eficientemente como
pertenecientes a algunas familias cuando se utiliza el Método de
del almacén. Si los artículos en una Despacho en el Almacén.
familia son ubicados juntos, el -El sistema para la asignación es
surtidor no necesita hacer todo el
recorrido para el surtido.
- Las tiendas generalmente reciben
los artículos agrupados por familia
en la misma tarima, facilitando así
el abastecimiento y la verificación.
- El sistema de asignación es simple,
más flexible y más fácil de
mantener.
- Se aprovecha al máximo la
utilización de la capacidad del
almacén.
- Los surtidores pueden construir
tarimas con cargas mucho más
estables y con una altura más
adecuada; por consiguiente, se
reducen los daños ocasionados en
el proceso de surtido y transporte.
29
más difícil :le mantener.
-Aumento en los daños potenciales
a los productos.
-Se tienen artículos dentro una
familia tar,to en estantes sencillos
como en e,tanterías regulares. ----------------!
-Un surtidor debe realizar todo el
recorrido para el surtido para cada
pedido.
-Las tiend,1s son responsables de
agrupar lo; artículos por familia en
la recepción, con el propósito de
realizar el abastecimiento y la
verificació ,.

Capítulo 3
Propuesta de Asignación por Armado de Tarima
Las metodologías expuestas anteriormente buscan minimizar los costos operativos a
través de la reducción de mano de obra y recorridos. Un problem2 posterior a este se
encuentra durante la carga de productos previamente surtidos a los camiones
(embarque). Es durante esta actividad que tiene que efectuarse un armado de tarima
sólido que permita incrementar la carga del camión, maximizando la utilización cúbica
de la caja de la unidad de transporte.
Usualmente, al hacer las rutas de surtido, la estabilidad de la tarima no permite
alcanzar una buena altura con los productos que se van apilando. Las tarimas surtidas
se acumulan en los andenes de embarque o pulmones de salida de los Cedis, donde
esperan la carga a camión para salir a sus destinos finales. E!; en esta zona de
almacenamiento temporal donde aparece una nueva actividad: el traspaleo. El
traspaleo se refiere al reacomodo de producto de una tarima a otra, para optimizar la
altura de la misma.
Esto es común y necesario cuando el resultado de la actividad de surtido es contar con
tarimas de una altura baja (1.30 metros o menos) y se efectúa para mejorar la
estabilidad de la tarima e incrementar su altura. Es claro que esta actividad no agrega
valor. Estas operaciones de traspaleo debieran ser eliminadas mediante la
implementación de una asignación óptima que permita al recolector, por sí misma,
efectuar un surtido congruente y con una secuenciación en la altura.
De esta forma, para facilitar la estabilidad de las cajas seleccionac as en la tarima, es
necesaria esta secuenciación. Cuando se utilizan artículos de altJras similares para
formar un nivel en una tarima, la tarima tiende a ser mucho más fácil de construir y
mucho menos propensa a daños y derramamientos. El asignar ubicaciones en una
secuencia basada en la altura de la caja es altamente recomendado debido a la
30

habilidad que el surtidor adquiere de construir tarimas altas y esta,Jles. Esto ocasiona
un mayor volumen cúbico de producto por tarima (Le-Duc, 2005).
A su vez, existen métodos intuitivos que proporcionan enfoques lógicos en las tareas
de asignación y, a pesar de que proporcionan directrices hacia un acomodo óptimo, no
resuelven el problema del armado de tarima. Por esta razón, se propone la
combinación de los métodos operativos de asignación y la i 1tegración de los
elementos de secuenciación de alturas para la creación de una metodología que
favorezca el armado de tarima desde la selección de mercancía en los almacenes.
Para crear estas secuencias, muchos autores han propuesto la agrupación de
productos en familias afines. Esta taxonomía se conoce como "F,3milias Logísticas"
(Ballou, 2004) y consiste en crear conjuntos de productos afines que tenga sentido
hallar agrupados dentro del almacén. Los ejemplos pueden ser variados y en realidad,
dependen del tipo de almacén que se esté analizando: secos y refrigerados, higiénicos
y farmacia, comestibles y no comestibles, etc.
Sin embargo, la orientación de las taxonomías utilizadas se refüire al sentido de
compatibilidad, por ejemplo, el separar los productos comestibles de los tóxicos o
detergentes. A pesar de ello, y aunque la complejidad de la asignación de productos se
incremente, no se ha considerado el combinar a la vez la taxonomía de empaque con
el resto de las variables descritas previamente.
Mi propuesta, finalmente, será crear tantas familias como empaques existan (latería,
corrugados, vidrio, etc.) garantizando la compatibilidad y estabilidad de los productos
en cada tarima surtida, y utilizando un método combinado de asigna:ión que permita
alcanzar los siguientes cuatro objetivos:
• Construcción de tarimas estables y altas
• Reducción de mano de obra en traspaleo y aumento en la productividad del
surtido, al disminuir el tiempo de colocación de las cajas en la tarima
• Disminución del tiempo de carga de los productos a la unidad de transporte
31

• Aumento en la utilización volumétrica de las unidades de transporte para la
disminución de unidades utilizadas para el movimiento de productos;
equivalente a la disminución de costos de transporte
El resultado esperado con esta asignación será una tarima alta y estable, como se
muestra en la figura 6.
Figura 6. Tarimas estables
32

DIAGRAMA DE LA METODOLOGÍA PROPUESTA
V, QI e: o ·¡:¡ ~ :e :::, QI
"O
.s e: QI ·e e ~ "' :e
Inicio
Recopilación de datos
Aplicar el análisis de "Perfiles de Actividad"
Aplicar la taxonomía de Familias Logísticas v
Subfamilias de Empaque
Realizar la fase de preasignación y refinamiento
de la asignación
Realizar la fase de asignación final, aplicando
el método combinado
Fin
33
DESCRIPCIÓN DE LA METODOLOGÍA PROPUESTA
1. Iniciar con el análisis de "Perfiles de Actividad" propuesto por Frazelle en 1989.
Para cada perfil debe aplicarse la misma metodología de manera independiente.
Este análisis permite detectar las unidades de surtido de un producto. Un almacén no
es típicamente un área en la que se presente una disposición singular. En vez de ello, el
área con frecuencia se divide en distintas subáreas con funciones especializadas.
Dependiendo del nivel de actividad y la mezcla de productos, las áreas definidas
pueden ser:
De tarima/ caja completa
De caja fraccionada
A granel
Promociona!
Devoluciones
Para determinar la necesidad de estas áreas y su tamaño, Frazelle sugiere un proceso
de extracción de datos denominado Perfiles de Actividad. Se obtienen distribuciones
estadísticas de la información real de ventas sobre la mezcla de pedidos, líneas por
pedido, volumen cúbico por pedido y líneas y volumen cúbico por pedido.
Un primer paso en la identificación de perfiles de actividad es generar una distribución
de la mezcla de pedidos. Buscamos encontrar qué proporción del volumen de pedido
se encuentra en cantidades de tarima de carga, caja completa y caja fracciona!. Ya que
la recuperación de inventario es claramente diferente para estas tres áreas,
proporcionará el nivel de actividad necesario para diseñar estés áreas. Otra mercancía
clasificada como a granel, enlazada y promociona! puede manejarse de manera similar.
Si se prorratea el espacio de almacén entre los distintos usos, puede llevar a la
distribución de espacio que se muestra en la figura 7 (para un almacén de alto
volumen):
34

Artículos de alto volumen/ granel
Otros
Mercancía promociona!
Caja completa
Artículos de caja fraccionada
Devoluciones
Figura 7. Configuración de área para almacenes de alta utili;iación con base en el establecimiento de perfiles de actividad
2. Realizar la taxonomía de Familias Logísticas y Subfamilias de Empaque. Esta
taxonomía debe ser personalizada al tipo de productos que el problema de
aplicación plantee. Si las familias son relativamente poca!;, los artículos debieran
ser ubicados, dentro de cada familia, en una secuencia de!;cendiente basada en la
altura de la caja. Sin embargo, si las familias son más numerosas, la secuencia
basada en la altura de la caja se invertirá con cada nueva familia.
Por ejemplo, la primera familia será ubicada en secuencia descendente, la
siguiente en secuencia ascendente, la tercera será ubicada en secuencia
descendente y así sucesivamente.
En resumen, cuando se coloque la carga en una tarima, este método debe
asegurarnos que por dondequiera que el surtidor comience, los artículos que él
seleccione sean los más pesados y los menos frágiles. En otras palabras, las familias
más pesadas y menos frágiles son colocadas al comienzo de la línea de surtido,
mientras que las familias más delicadas y más frágiles son colocadas hacia el final.
En la figura 8, se observa que la secuencia en el armado de tarima, no permitió un
acomodo óptimo. Además de tener una tarima inestable· que no permita más
35

altura en la estiba, puede haber mermas y es posible que tenga que reacomodarse
el 100% del producto para cargarlo a camión:
Figura 8. Tarimas inestables
3. Aplicar la fase de pre-asignación y asignación previamente planteadas (Capítulo 2,
Etapas de la Asignación). En el caso de los productos deberá considerarse que para
realizar el acondicionamiento de forma óptima se debe partir del hecho de que un
objeto con forma de prisma rectangular, que pueda ser manipulado, puede ser
colocado sobre otro objeto de seis formas posibles:
1) L w H
2) L H w 3) w L H
4) w H L
5) H L w 6) H w L
En donde L = largo
W = ancho
H = alto
36

El hecho de que un objeto pueda ser manipulable para !iu acondicionamiento, es
decir, que el largo pueda convertirse en ancho o en alto. combinado con la regla
que se aplica en transporte internacional que dice que un embarque siempre paga
peso o volumen, lo que sea mayor, hace que el acomodo de la carga sea un factor
de primera importancia para poder disminuir los costos de fletes y en consecuencia
los costos logísticos totales (Csirik, 2009).
Por supuesto, el número de acomodos posibles tambié1 disminuirá si, por una
razón de tipo técnico, las cajas de un embarque no son manipulables; es decir, que
no se puedan acostar o colocar de cabeza, por ejemplo: botellas conteniendo una
bebida alcohólica, las cuales siempre tienen que ir apuntando hacia arriba para
evitar la posibilidad de un derrame. Esta variable permitil"á "rotar" las cajas hasta
optimizar la secuencia de asignación en su altura.
Esta consideración, en inicio, puede ayudar a crear cama:; de surtido en la tarima
de altura consistente.
4. Utilizar el método "combinado" de asignación. Este método combina atributos de
los métodos operativos y los métodos intuitivos, como se resumió anteriormente.
Los artículos de bajo y alto movimiento son ubicados juntJs en una línea continua
de surtido por familia. Por lo tanto, un surtidor no necesita recorrer toda la línea
de surtido para cada pedido. A los artículos dentro de cada familia, se les asigna
una ubicación de manera ascendente o descendente, dep:!ndiendo de la altura de
la caja, con el fin de facilitar el acomodo de los artículos en una tarima.
37

REGLAS DE ASIGNACIÓN ADICIONALES
Esta sección busca detallar las mejores prácticas que se han e,tablecido en la industria.
Si bien constituyen un listado de guías para mejorar los resultados, ergonomía y
precisión en las rutinas de asignación, pueden favorecer el alcance de los objetivos
planteados previamente.
• Las familias que aparecen más a menudo en los pedidos deben ser colocadas
en los dos primeros pasillos, de manera que el surtido· no tenga que recorrer la
línea completa de surtido si el pedido contiene únicamente artículos
pertenecientes a las familias más frecuentemente pedidas.
• Hacer uso de la llamada "zona de oro" en los estantes o racks. La zona de oro
nos indica que los productos con mayor rotación deberán ubicarse en las
posiciones con mejor alcance al cuerpo. Una buena ergonomía reducirá daños a
los empleados en la espalda, cuello, hombros, coyunturas, codos, rodillas y
tobillos (Heskett, 1963). Reducir los daños a trabajadores ocasionados por el
picking a través de layouts ergonómicos llevando el producto a las manos del
operador o bien diseñando estaciones de trabajo~; seguros y balanceados
ergonómicamente, analizando el tipo de movimiento corporal que el operador
deberá realizar y el número de veces que lo hará; permite optimizar la
productividad de las zonas de surtido (Castro, 2006).
• Los artículos con el movimiento más alto son ubicados en las posiciones
indicadas con los "puntos". Estas posiciones tratan de concentrar el
movimiento de manera de minimizar el número de veces que el surtidor debe
retroceder.
• Dirección de surtido
• 38

• Las tarimas de madera y la carga deben ser lo mái; compatibles posible, es
decir, que los espacios no utilizados en la primera sean lo más reducidos ya que
pagarán flete. No es una buena práctica, económicamente hablando, el
comprar tarimas mucho más grandes de lo necesario, pensando que, al haber
espacios vacíos alrededor de la mercancía, ésta viajará más segura (protegida
contra malos manejos).
• Las prioridades para el movimiento serán asignadas de la siguiente manera :
o Las letras se refieren a la prioridad de un artículo. A representa el
artículo de mayor movimiento y H el de menor movimiento.
o Para estantes de dos niveles de selección . usualmente, todos los
artículos que pesan más de 15 kilos deben ser ubicados en el nivel más
bajo.
o A la vez, esto coincide con la utilización de la ";:ona de oro":
• Dirección de surtido
• En conjunto, estas consideraciones forman la base de la metodología propuesta . El
producto final de ella es la obtención de un mapa de ubicaciones. Es importante
destacar que el objetivo de esta asignación es reducir el número de tarimas de surtido
desde las ubicaciones de producto. Si esto es viable, la reducción de flota de
transportación es un beneficio que se da por consecuencia directa .
39
Capítulo 4
Metodología de Pruebas y Validación
Para comprobar los resultados de una asignación de produci:os en un Cedis mediante
la Asignación por Armado de Tarima, se propone la definición de pruebas específicas
de simulación que permitan verificar el impacto de la utilización de dicha metodología.
Una vez definidas las reglas de asignación propuestas y descritas en el capítulo 3, el
objetivo es simular una selección de pedidos en la que se evalúen la eficiencia,
productividad y altura de las tarimas obtenidas, con diferentes secuencias de
asignación. El resultado esperado con la simulación, es la cc,nstrucción de un modelo
similar a las actividades que ejecuta un WMS (Warehouse Management System) o
Sistema de Administración de Almacenes. El propósito principal de un WMS es
controlar el movimiento y almacenamiento de materiales en la empresa. La lógica
básica de un WMS utilizará una combinación de artículo, locéilización, cantidad, unidad
de medida e información de la orden para determinar dónde almacenar y recoger
materiales y en qué secuencia hacerlo (Le-Duc, 2005).
Las pruebas de asignación que se desean simular, en realidad, ejemplifican tareas
altamente complejas. Si un Cedis es nuevo, la asignación de productos puede ser fácil
de implementar: las ubicaciones están vacías y la mercancía puede almacenarse
rápidamente de acuerdo con el plano final de ubicaciones. Sin embargo, y como se
comentó con anterioridad, la asignación es un proceso din :imico que debe llevar un
mantenimiento a la par: el reasignar productos sin conocer los beneficios y resultados
esperados con los cambios propuestos puede tomar días y provocar errores y faltantes
de surtido dentro de una operación normal.
Por estas razones, las pruebas propuestas se basan en la creación de un modelo de
surtido. El hacer pruebas físicas manipulando las posicione~ de los productos en sitio
puede resultar un problema de alta complejidad. Usualmente, los centros de
40
distribución hacen jornadas de 24 x 7, haciendo prácticamente imposible detener la
operación habitual para la ejecución de pruebas de surtido.
Bajo este contexto, es importante entender que un cambio de esta magnitud debe de
ir acompañado de la implementación de procesos y sistemas 3decuados, que soporten
la nueva operación del Centro de Distribución. Además de ello, el costo del diseño, la
ejecución de las pruebas y la implementación de los cambios hacen que el
mantenimiento adecuado de la ubicación de los productos se vuelva un proceso difícil
de llevar a cabo con la constancia requerida.
Para concebir la complejidad de la implementación de cambios en la asignación de
nuevas ubicaciones, a continuación se listan los recursos comúnmente requeridos:
l. Mano de obra. Adicional al personal que ejecute las tareas en turno, se requiere
designar personal específicamente a la operación de cambios. La maniobra
consistirá en vaciar las ubicaciones de surtido en su totalidad y traspalear el
material a su nueva posición. Además, habrá que mover todas las tarimas de
almacenamiento a los pasillos cercanos a la nueva ubicacién.
2. Equipo móvil. Se requiere el uso de patines eléctricos para el traslado de los
artículos, así como el uso de montacargas para bajar producto de la zona de
almacenamiento a la zona de surtido; los montacargas también se encargarán de
mover las tarimas de almacenamiento a sus nuevas posiciones.
3. Cambios en sistema. Todo cambio de ubicación debe queoar registrado en el WMS
o en el sistema de ubicaciones. Esto permitirá un control adecuado de cualquier
movimiento, además de ser la fuente de información para los nuevos listados de
tareas que darán a los surtidores el nuevo mapa de los productos. Este rubro en
especial requiere de una cuidadosa planeación con el personal de Sistemas
(Tecnología) de la organización. Los cambios pueden ejecutarse a la par del
movimiento de la mercancía para mantener actualizada la lista de ubicaciones en
todo momento.
41
4. Surtido temporal. Mientras los cambios de las ubicaciones se lleven a cabo, la
operación de surtido debe de mantenerse activa. Usualmente se recomienda
sobre-inventariar a las tiendas o clientes para dedicar el 100% de la operación del
centro de distribución a los cambios en la asignación; pero siempre debe existir la
opción del surtido. Las opciones para continuar con la ope ·ación son:
Crear pasillos "espejo" con los productos A en al¡~unas bahías temporales
para surtir estos productos de manera habitual. Esta técnica garantizará
abasto del 80% de los productos que se manejen en el Cedis y permitirá
cubrir picos no contemplados en la demanda.
Surtir únicamente tarimas completas directamente de las posiciones de
almacenamiento a los pulmones de embarque para evitar movimiento en
las posiciones bajas.
S. Otras consideraciones de relevancia son:
Efectuar los cambios en las temporadas bajas de actividad del Cedis
Monitorear las métricas de desempeño en todo momento
Entendiendo esto, es evidente que las pruebas para propone·r un nuevo método de
asignación deben correrse en ambientes de simulación que permitan visualizar y
monitorear las variables de interés del sistema, sin impactar la operación cotidiana.
4.1 Simulación y la metodología de Monte Cario
Para comprender la realidad y toda la complejidad que un sistema puede conllevar, ha
sido necesario construir artificialmente objetos y experimentar con ellos
dinámicamente antes de interactuar con el sistema real (Guash, 2002). Según Schriber
(1987) la simulación es la "modelación de un proceso o sistema de tal manera que el
modelo imite la respuesta del sistema actual a eventos situados a través del tiempo".
42

Por ende, la simulación requiere de un modelo computacion,11 capaz de reproducir un
sistema con el fin de evaluar y mejorar el desempeño de un sistema específico.
Básicamente, el propósito de simular es entender el comportamiento del sistema o
evaluar varias estrategias con las cuales se pueda operar el sistema.
Dentro de las ventajas asociadas con la utilización de sof:ware de simulación se
encuentran4:
Evitar costosos errores causados por decisiones basada; en la intuición
Diseñar procesos que respondan adecuadamente a la incertidumbre asociada a
la variabilidad y aleatoriedad que afectan a su sistema productivo, logístico o
sus servicios
Poner de manifiesto las actividades que aportan valor, y eliminen o gestionen
adecuadamente los cuellos de botella en sus procesos
Es decir, una observación detallada del sistema que se está simulando conduce a su
mejor entendimiento y por consiguiente, a sugerir estrategias que mejoren superación
y eficiencia.
En la empresa se utiliza la simulación para predecir las consecuencias que tendrá la
toma de una decisión determinada, aunque los resultados que se obtengan sean una
aproximación de la solución. En este caso, la simulación de los métodos de asignación
seleccionados está basada en la técnica de Monte Cario.
La simulación de Monte Cario es una técnica cuantitativa que hace uso de la estadística
y los sistemas de cómputo para imitar, mediante modelos matemáticos, el
comportamiento aleatorio de sistemas reales. El nombre y el desarrollo sistemático de
los métodos de Monte Cario datan aproximadamente de 1944 con el desarrollo de la
computadora, sin embargo, el uso real de los métodos de Monte Cario como una
herramienta de investigación, proviene del trabajo de la bomba atómica durante la
Segunda Guerra Mundial. Alrededor de 1970, los desarrollos teóricos en complejidad
'www.arenasimulation.com/
43

computacional comenzaron a proveer mayor precisión y relac ón para el empleo del
método Monte Cario (Ríos, 2009).
La clave de la simulación consiste en crear un modelo matemático del sistema, proceso
o actividad que se quiere analizar, identificando aquellas variables cuyo
comportamiento aleatorio determina el comportamiento global del sistema. Una vez
identificadas estas variables aleatorias se lleva a cabo un experi -nento que consistente
en generar muestras aleatorias (valores concretos) para dichas variables y analizar el
comportamiento del sistema ante los valores generados. Tras repetir "n" veces este
experimento, dispondremos de "n" observaciones sobre el comportamiento del
sistema, lo cual nos será de utilidad para entender el funcionamiento del mismo.
(Ríos, 2009).
El método fue llamado así al tomar una ruleta como un gener;:dor simple de números
aleatorios, pues la habilidad de generar una cadena de números aleatorios que sea
reproducible posteriormente es crucial para el éxito en la simulación. La idea es buscar
aquellos métodos que permitan obtener valores de variables aleatorias que sigan
determinadas distribuciones de probabilidad a partir de los números aleatorios
generados que siguen la distribución Uniforme en el intervalo(O,l).
En general, la simulación de Monte Cario se ha venido apliCé1ndo a una infinidad de
ámbitos como alternativa a los modelos matemáticos exactos o incluso como único
medio de estimar soluciones para problemas complejos. Así, en la actualidad es
posible encontrar modelos que hacen uso de simulación Monte Cario en las áreas
informática, empresarial, económica, industrial y aún social. (Rios, 2009).
4.2 Simulación de Monte Cario en Excel
Son muchos los autores que han apostado por utilizar hojas de cálculo para realizar
simulación Monte Cario. La potencia de las hojas de cálculo reside en su universalidad,
en su facilidad de uso, en su capacidad para recalcular valores y, sobre todo, en las
44

posibilidades que ofrece con respecto al análisis de escenarios (Gedam, 2000). A su
vez, las últimas versiones de Excel incorporan un lenguaje de programación propio, el
"Visual Basic for Applications", con el cual es posible crear aplicaciones de simulación
destinadas al usuario final.
La base de los métodos de simulación Monte Cario son las técnicas de generación de
número; aleatorios y una de las bondades al seleccionar Exc,?I, es que sus hojas de
cálculo (y cualquier lenguaje de programación estándar) sen capaces de generar
números pseudoaleatorios~; provenientes de una distribución uniforme entre el O y el
l. Este tipo de números pseudoaleatorios son los elementos básicos a partir de los
cuales se desarrolla cualquier simulación por sistemas computadonales.
Para obtener un número pseudoaleatorio proveniente de une distribución uniforme,
se utiliza la función ALEATORIO. Los números generados mediante esta función tienen
dos propiedades que los hacen equiparables a números conpletamente aleatorios
(Judge, 1999):
:L. Cada vez que se usa la función ALEATORIO cualquier número real entre O y
1 tiene la misma probabilidad de ser generado
2. Los diferentes números generados son estadístiCc1mente independientes
unos de otros, es decir, el valor del número generado en un momento dado
no depende de los generados con anterioridad.
La función ALEATORIO es una función volátil de Excel (Judge, J.999). Esto significa que
cada ve:z que se presiona la tecla F9 o se cambia alguno de las 11ariables de entrada del
modelo .. todas las celdas donde aparezca la función ALEATORIO serán recalculadas de
forma automática.
Por último, las nuevas versiones de Excel incorporan un complemento llamado Análisis
de datos. Este complemento proporciona nuevas funcionalidades estadísticas a la hoja
5 Los números aleatorios son aquellos que deben de tener igual probabilidad de salir elegidos, no debe existir correlación serial entre ellos, o bien, se generan por tablas o por dispo:;itivos especiales (ruleta). En la práctica se utilizan algoritmos y se generan números pseudoaleatorios. (Seila, 2001 ).
45

de cálculo. Entre ellas, se destaca la de generación de números aleatorios. Con esta
opción es posible generar fácilmente observaciones provenientes de diversas
distribuciones de variables discretas (Bernoulli, Binomial, Poisson) o de variables
continuas (Uniforme y Normal). Independientemente del complemento Análisis de
datos, es posible usar un resultado muy conocido de la teoría estadística, llamado
método de la transformada inversa, para derivar las fórmulas que permiten obtener
valores pseudoaleatorios {Seila, 2001).
Algunos ejemplos de las fórmulas que pueden utilizarse para la generación de números
aleatorios con diferentes distribuciones son:
Distribución I Parámetros Fórmula Excel
Exponencial Media= b = -LN{ALEATORIO{))*b
Weibull Escala = b = b*{-LN{ALE.ATORIO{))"(l/a)
Forma= a --~
Normal Media= a =DISTR.NORrv .INV(ALEA TORIO{)),a,b)
Desviación Estándar= b
Uniforme Extremo inferior= a = a+(b-a)*ALEATORIO()
(entre a y b) Extremo superior= b
Figura 8. Generación de números aleatorios con diferentes distribuciones estadísticas
Por último, es importante mencionar que es relativamente sencillo implementar
funciones VBA que, haciendo uso del método de la transformada inversa o de otros
métodos similares, permitan la generación de valores provenientes de casi cualquier
distribución teórica.
Bajo estos elementos, se ha seleccionado una simulación de Monte Cario en ambiente
de Excel como herramienta de evaluación para un estudio corr parativo entre técnicas
de asignación de productos en centros de distribución.
46

Capítulo 5
Simulación
En esta aplicación, la simulación en Excel es un estudio comparativo entre las tres
técnicas más utilizadas de asignación. La herramienta permite ver cuál sería la
secuencia de surtido utilizando cada una de las técnicas y permite evaluar los
resultados en cada una de ellas.
La realización de la simulación debe cumplir con ciertas fases durante su ejecución
(Gedam .. 2000),con el objetivo de que el desarrollo del modelo sea más eficiente a
través del proceso. Estas etapas son:
Definición del problema
Formulación del modelo
Programación
Verificación y validación del modelo.
Utilizando esta metodología, se presentan los elementos de dis,~ño de la simulación.
S.lDefinición del problema
Para determinar la efectividad de la metodología propuesta se desea hacer un análisis
comparativo con la misma selección de artículos, evaluando y comparando las
siguientes metodologías
Método de Popularidad
Método ICP
Método Armado de tarima
Los conceptos que definen al problema que se desea simular en Excel se describen
enseguida.
47
I 1
~
1 lj ,, ~
1
f

!.ista de Tareas
La selección de pedidos puede tener lugar directamente desde las zonas de
almacenamiento semipermanente, desde las de gran capacidad o desde zonas de
surtido. Estas últimas son las que se planifican especialmente para mejorar el flujo de
materiales de los pedidos en cantidades de separación de embarques consolidados.
Como se había mencionado, el surtido de los pedidos a menudo es la actividad más
crítica del manejo de materiales porque el manejo de órdenes de pequeño volumen es
un trabajo intenso y relativamente más costoso que el resto de las actividades.
Dentro de la simulación cada producto tiene 2 tipos diferentes de posiciones asignadas
dentro del almacén: posiciones de almacenamiento y posiciones semipermanentes o
de surtido. Las tiendas reportan a su almacén el listado de productos que desean
recibir, convirtiendo esta instrucción en una línea de pedido para el centro de
distribución.
Para ceda línea de pedido debe de tomarse una decisión inicial, ¿se debe surtir el
producto desde las posiciones de almacenamiento? El proceso para definir de qué
posición se toma la orden consiste en convertir las cajas solicitadas en tarimas. Al
hacer esto se obtendrá un dígito entero que nos dará la información exacta de tarimas
a surtir: los enteros son el número de tarimas a surtir (de cer::> a infinito) y el módulo
de la operación nos brinda el dato de cajas a enviar.
Este principio se basa en los principios de Agrupamiento de la Carga (Ballou, 2004). En
general, la economía de manejo de materiales es directamente proporcional al tamaño
de la carga manejada. Es decir, cuando el tamaño de la carga :;e incrementa, menor es
el número de trayectos requeridos para almacenar una cantidad dada de bienes y
mayor será la economía. El número de trayectos se relacicna directamente con el
tiempo de mano de obra necesario para mover los bienes.
Los biEines a menudo son colocados en tarimas en el momento de la manufactura y
permanecen entarimados hasta que el surtido de pedidos mquiere la separación de
cantidades de gran volumen. El entarimado ayuda al traslado, lo que permite el uso de
48

equipos mecánicos estandarizados de manejo de materiale; para manipular una
amplia variedad de bienes. Aún más, ayuda en el agrupamiento de la carga con
aumento resultante del peso y el volumen de materiales manejado por trabajador -
hora. También incrementa la utilización del espacio suministrando más apilamiento
estable.
Al final de esta decisión se define para cada producto un número de cajas a surtir por
cada tienda (siempre menor a las que puede contener una tarima del producto).
Como re·sultado se obtiene una lista de tareas para cada operador.
fguipo móvil
Dentro del análisis, se supone la utilización de patines manuales o eléctricos, que
permiten "barrer" los pasillos visitando las posiciones de surtic o listadas en la lista de
tareas. Cada operador requiere de un patín para ejecutar la lista, línea por línea, hasta
completar al 100% los productos solicitados por una tienda.
En la ruta de surtido, se aplica el principio de asociación tarima - tienda. El surtidor
deberá tomar una tarima y consultar la primera posición que aparezca dentro del
listado de surtido. La lista contiene líneas de una tienda única, y por ende, la tarima
sólo contará con cajas destinadas a la misma tienda.
Las tarimas llenas (cuando alcancen aproximadamente 1.80 metros de altura) deben
llevarse a los pulmones o bahías de embarque y el surtidor deberá tomar una tarima
vacía para cubrir todas las líneas de su tarea.
Para este tipo de recorridos, lo ideal es la utilización de patines dobles (uñas de 84
pulgadas) que permitan el traslado simultáneo de 2 tarimas diferentes. La asociación
puede ser 2 tarimas - 2 tiendas, o bien, 2 tarimas - 1 tienda, dependiendo del volumen
de surtido solicitado por cada una de ellas. El principio siempre será minimizar la
distancia de viajes de ambas tarimas a la salida del Centro de Distribución.
49

Estantería
Las bahías de almacenamiento temporal o áreas de surtido se diseñan con base en la
rotación semanal que tengan los productos. Usualmente, se toma el volumen cúbico
semanal del producto y se define una frecuencia de reabastecimiento a lo largo de la
semana; estas variables permiten dimensionar el tamaño de la ubicación.
El reabastecimiento de la ubicación de surtido se realiza en períodos diferentes a los
horarios establecidos en la actividad de surtido, para que al arranque de esta
operación las existencias en la ubicación estén cubriendo el 100% de su capacidad.
Cada línea de surtido va disminuyendo los niveles de ocupación de los puntos de
surtido, dando lugar a la posibilidad de que el operador visite una localidad vacía en
algún momento de su turno.
Para esta simulación, se suponen racks uniformes en todas las posiciones con
reabastecimiento infinito. Esto implica que las localidades son ele tamaño similar y con
un número de caras constante, por lo tanto, el tiempo de visita en cada tarea
dependerá únicamente del número de cajas a tomar de cada ubicación.
5.2 Formulación del modelo
Bajo los supuestos anteriormente descritos, la simulación se basa en la ejecución de
surtido de una sola tienda para los 3 técnicas de Asignación de Productos
seleccionados: Popularidad, ICP y Fragilidad.
La información que debe de generarse para construir la hoja de cálculo en Excel es:
Catálogo de productos.
o SKU o ID
o Descripción del producto
o Unidad de medida
o Largo, ancho, alto del producto
50

o Fragilidad o tipo de empaque
o Familia
Catálogo de Ubicaciones
o SKU o ID
o Descripción del producto
o Unidad de medida
Disposición de bahías y pasillos en el almacén
Listado de pedidos
o SKU o ID
o Descripción
o Cantidad solicitada (demanda)
o Unidad de medida (cajas, tarimas, piezas)
5.3 Programación
La programación del simulador se realizó utilizando fórmulas básicas de Excel. En esta
sección se describen las fórmulas aplicadas a la generación de los datos aleatorios.
Supuestos "Maestro de Productos"
Se generaron aleatoriamente 3,000 productos con etiqueta única y consecutiva. Cada
uno de ellos cuenta con la siguiente información:
Parámetro
Largo, Ancho y
Alto
I Descripción y Fórmula
! Usualmente, el tamaño de caja estándar e,s equivalente a 1 pie
cúbico (ft\ aproximadamente 30 centírretros por lado. Para
una zona de surtido estándar, las cajas oscilan con medidas
entre los 15 y los 60 centímetros.
51

Fragilidad
Familia
Volumen
La función utilizada para este cálculo es:
ROUNDDOWN(RANDBETWEEN(.15,.60)/100,2)
Arroja valores aleatorios entre 15 y 60 centímetros, con dos
dígitos significativos.
El valor se expresa en metros.
La fragilidad de los productos se ha calificado utilizando una
escala del 1 al 10. Los productos más sólidos (cajas resistentes
o con alto peso) se evalúan con 10 punto~. Los materiales más
frágiles (vidrio, cristal o corrugados pequeños) tienen un
punto.
La función utilizada es RANDBETWEEN C manejando valores
entre 1 y 10.
Con la finalidad de crear áreas o zonas de recolección definidas
se han definido subgrupos o familias de productos. Esto
permite crear áreas de especialización para los surtidores, y a
la vez, permite que las tiendas reciban la mercancía clasificada
por zonas. Esta característica permite que· el reabastecimiento
y llenado de anaqueles sea mucho más ágil en las tiendas.
Por otro lado, permite crear compatibilidades y facilita el
traslado de productos afines en una misma tarima. Por
ejemplo: detergentes e insecticidas o enlatados y comida
envasada.
Las familias se designaron con números del 1 al 5.
La función utilizada es RANDBETWEEN () manejando valores
entre 1 y 5.
Es el producto del largo, ancho y alto para cada producto.
El valor de este parámetro se expresa en metros cúbicos.
52

----------- ---1
Demanda semanal La planeación de las ubicaciones se estimé mediante el cálculo
de la demanda semanal. Esta temporalidad permite determinar
el tamaño en rack que debe tener asignado en piso un
producto específico y, a su vez, permite definir los turnos de
mano de obra que deberán cubrir las actividades de reabasto.
Cajas por tarima
En este caso, este parámetro define el número de cajas que
solicitan todos los clientes del centro de distribución en una
semana. Este valor es diferente del concepto de CAJAS
SURTIDAS, es decir, se refiere a la demanda y no al
cumplimiento de la misma.
El valor se expresa en cajas para cada uno de los SKU's.
Este cálculo es uno de los más relevante~. parámetros para la
simulación. Indica cuántas cajas de un mismo producto forman
una tarima de almacenamiento completo.
ROUNDDOWN((l *l.2*1.8)/VOLUMEN DEL PRODUCTO,O)
Supuestos "Pedidos"
!
Los pedidos se han simulado únicamente para una tienda. El número de artículos a
surtir SE! obtuvo generando números aleatorios de O a 100 cajas, en un día de
operación.
Esto implica que hay productos que no son solicitados por tienda en el surtido del día y
a la vez, ejemplifica picos de demanda no esperados.
Supuesto de cálculo para las tres técnicas de Surtido
Por supuesto, cada técnica de surtido genera un mapa de ubicaciones totalmente
diferente entre sí. Ya se han descrito las bases para crear esto; mapas, pero ahora se
desea estimar el tiempo total que tomará surtir un pedido.
53

Para calcular este tiempo se han propuesto diferentes tasas de productividad
asociadas a cada una de las técnicas. Dentro de la simulación, cada producto surtido
baja una misma técnica de asignación, presenta una tasa de productividad que se
distribuye normalmente con una media y varianza conocidas.
Como se mencionaba con anterioridad, un elemento importante en los procesos de
simulación es identificar las distribuciones de probabilidad apr:>piadas para los datos.
Para esto normalmente se requiere del análisis de la información empírica o histórica,
realizando estudios estadísticos que permitan ajustarla a alguna distribución. En este
caso, esta información no se encuentra disponible, proponiéndose para este estudio
emplear la distribución normal. La elección de esta distribución se debe a que
comúnmente es usada para describir el comportamiento de múltiples variables de
carácter morfológico, sociológico, etc.
Durante la simulación, las tasas de productividad varían entre cada técnica, pues se
asocian penalizaciones a los surtidos en los que intervenga una diferencia entre la
fragilidad de los productos dentro de la secuencia de surtido.
o Cálculo de Tasas de Productividad
Para estimar las diferentes tasas de productividad asociada~ a las actividades que
pueden ejecutarse dentro de un Cedis, existen estudios o benchmarkings mundiales
propuestos por instituciones de índole universitaria y empresarial que se dedican a la
consultoría logística. Para esta aplicación se proponen las tasas de productividad
obtenidas por Carter & Burgees Consultants lnc., en sus estudios del 2006: Warehouse
Metrics:
~-
Diferentes tasas de productividad
Descarga de producto a granel y apilamiento en piso l.20/ cajas/ H-H
Descarga de producto a granel, colocando cajas en bandas fi40/ cajas/ H-H ~·
Surtido desde racks Carton Flow en tates '..84 /cajas/ H-H
54

Surtido en caja completa usando patines sencillos 300 /cajas/ H-H .-----------------~-----------------f-
Surtido en caja completo con bandas de transportación 600 /cajas/ H-H
Surtido de tarimas completas con montacargas 50 /tarimas/ H-H
contrabalanceado
Figura 9. Tabla de productividades (Saenz, 2006)
En particular, dentro de las tasas que describen a las actividades de surtido es de
interés el surtido en caja completa con recorridos en patines eléctricos sencillos. La
tasa estimada es de 300 cajas por hora hombre, entiendo que un operario es capaz de
surtir una lista de tareas con 300 cajas en una hora.
Con este fundamento, las tasas de productividad asignadas a cada método se muestra
en la figura 10:
Método de Asign ación Tasa de Productividad
(cajas/ hora - hombre)
Método de popularidad 250 >-----------------
Método ICP 250 --
Método Armado de tarima 300 -~
Figura 10. Tasas de productividad propuestas por método de prueba
La diferencia entre las tasas de productividad viene asociada e una penalización en el
tiempo de surtido que aparece cuando un producto de mayor peso continúa dentro de
la lista de tareas. después de haber surtido artículos con una fragilidad menor. Por
ejemplo, tras surtir 15 productos de fragilidad 5, aparecen dos artículos con fragilidad
8; el surtidor debe tomar tiempo para reacomodar las cajas, intercambiando los pesos
para balancear la carga de la tarima.
Se ha considerado una penalización de 2 segundos por caja, impactando así a las
técnicai; de Popularidad y ICP, porque no consideran la fragilidad de los productos
dentro del mapa de ubicaciones de los productos.
55

Entoncei;, a cada producto se asigna una productividad estimada a través de una
distribución normal con media y desviación estándar definidas. La desviación estándar
para los métodos de Popularidad e ICP se incrementa al considerar que las fragilidades
del producto pueden variar hacia arriba o hacia abajo, dependiendo de los criterios de
cada acomodo.
Las funciones de cálculo estimadas se listan en la figura 11:
Método de Asignación Tasa de F'roductividad
(cajas/ hc,ra - hombre) --
Método de popularidad NORM .1 NV(AL :A TORI0(),250,30)
Método ICP NORM.I NV(AL :A TORI0(),250,25) --
Método Armado de tarima NORM.I NV(ALEA TORI0(),300, 10)
Figura 11. Funciones de cálculo en Excel para el cálculo de tasas ele productividad
Por tanto, con la productividad asociada a un producto, se calcula el tiempo de surtido
como el inverso de la tasa de productividad, multiplicado por el número de cajas a
tomar de cada producto.
o Cálculo de altura de tarimas surtidas
Por último, se propone que la altura de las tarimas también se comporta bajo una
distribución normal y, a través del cúbico del producto a surtir, se estima el número
total de tarimas obtenidas al surtir una lista de tareas.
Esto se obtiene dividiendo el cúbico total del producto entre el cúbico de una tarima
estándar de 1 metro * 1.20 metros * Altura estimada a través de la distribución normal
inversa, con números pseudoaleatorios.
Así, la altura promedio también varía dependiendo del método de asignación y
aparecen en la figura 12:
56

---- --
-~
Método de Asignación Altura promedio de tarima
Método de popularidad 1.60 metros -~
Método ICP 1.60 metros
Método Armado de tarima 1.70 metros
Figura 12. Altura promedio de tarima por método de prueba
Esta propuesta indica que mediante el método de Armado de Tarima, podemos surtir
el mismo cúbico de productos en un menor número de tarimas con mayor altura. Esto
se debe a que la construcción de cada tarima inicia con los productos más sólidos,
garantiztindonos en todo momento que el producto puede seguir apilándose sin dañar
los artículos en camas más bajas.
Las funciones de probabilidad que definen la altura de las tarimas para cada método
de surtido son (figura 13):
Método de Asignación Tasa de Productividad
(cajas/ hora - hombre)
Método de Popularidad NORM.INV(ALEATORI0(),1.6,0.2)
Método ICP NORM.INV(ALEATORI0(),1.6,0.15)
Método Armado de tarima NORM.INV(ALEATORIO(),l. 7,0.1)
Figura 13. Funciones de probabilidad en Excel para el cálculo de la variable altura de tarima, por método de prueba
Esto implica que las medias de cada función oscilan alrededor de los 1.60 metros de
altura y las desviaciones estándares contemplan que las fragilidades de los productos
estarán oscilando de menor a mayor en los métodos de Popularidad e ICP.
Mapa de Ubicaciones
Una vez calculadas las cajas a surtir, el tiempo de surtido y las tarimas surtidas el mapa
de ubicaciones se genera al "sortear" los productos de acuerd:> con los criterios para
cada método:
57
1

o Método de Popularidad
Los productos se ordenan de mayor a menor, de acuerdo con la demanda
semanal del producto
o Método ICP
Los productos se ordenan de mayor a menor, después de calcular el índice
de cúbico por pedido para cada producto
o Método de Armado de Tarimas
Los productos se ordenan con tres criterios:
l. Familia
2. Fragilidad, de mayor a menor peso
3. Demanda semanal, de mayor a menor volumen
Esto se logra mediante las funciones de Ordenar en el menú de datos de Excel. Las
nuevas versiones de esta hoja cálculo permiten añadir "niveles" o criterios para
ordenar los datos, esto se convierte en una herramienta muy útil para crear el mapa
de ubicaciones en el método de Armado de Tarimas.
Resultados esperados
Al final, se obtendrá para cada producto un tiempo total de surtido y un número de
tarimas surtidas, con un mapa determinado de ubicaciones. Se realizarán 10 corridas
variando la naturaleza de los productos, creando 10 mapas diferentes de ubicación por
cada método de asignación.
5.4 Verificación y validación del modelo.
La verificación consiste en comprobar que el modelo simL1lado cumple con los
requisitos de diseño para los que se elaboró, para valorar lé1S diferencias entre el
funcionamiento del simulador y el sistema real que se está tratando de simular.
58

Para la simulación que se ha diseñado se han aplicado tres sencillos criterios:
l. El volumen total de productos a surtir, dividido entre el cúbico de una
tarima estándar (1 *l.20*1.60), es similar al número total de tarimas
obtenidas al sumar las tarimas de cada producto.
2. El tiempo total requerido para surtir una lista de tarEias completa, es similar
a la suma de los tiempos individuales de surtido, usando una tasa de
productividad de 300 cajas por hora - hombre.
3. En cada método de surtido, se cumplen las premisas del método para crear
el mapa de ubicaciones.
Para las pruebas diseñadas, estos criterios se cumplen en el sim Jlador.
59
Capítulo 6
Resultados
Se realizaron 10 corridas con el modelo de simulación diseiíado. Para evaluar los
resultados obtenidos se propone la evaluación de tres métricas de desempeño. De
acuerdo con Saenz, en su reporte de "Warehouse Metrics", las métricas de desempeño
permiten identificar áreas de oportunidad y proveen de un panorama de problemas
potenciales que puedan impactar de alguna forma la operación de un almacén. En este
caso, se usarán para identificar beneficios potenciales de la metodología por Armado
de Tarima.
Así, las métricas de desempeño pueden clasificarse en tres categorías (Saenz, 2006):
Cumplimiento de órdenes
o Porcentaje de Embarques en tiempo
o Precisión del surtido
Gestión del inventario
o Porcentaje de espacio utilizado en el almacén
Productividad de la mano de obra
De estos rubros únicamente se evaluarán los resultados para Gestión del Inventario y
Productividad de la mano de obra, puesto que el punto de cumplimiento de órdenes
no es una variable que juegue un rol dentro del simulador. E:, específico, el rubro de
tarimas. surtidas, dará pauta a la generación de hipótesis relacionadas con la
disminución de los costos de transporte de un Centro de Distribución.
Para evaluar los resultados se analizan los datos de las 10 pruebas generadas,
utilizando la herramienta de simulación diseñada en Excel. El resumen de los
resultados obtenidos para las métricas de desempeño (Tier1po de surtido, Tarimas
surtidas) se presenta en la tabla siguiente (figura 14):
60

Popularidad ICP Armado de Tarima
Tiempo Tarimas Tiempo Tarimas Tiempo Tarimas ID (minutos) (minutos) (minutos)
1 2,964.18 286.20 2,910 .17 283 .37 2,407 .57 266.88
2 2,934.46 290.57 2,946.12 286.63 2,418.24 267.35
3 3,058.28 297 .81 3,034.63 297.70 2,485 .73 278.81
4 3,089.98 291.19 3,080.99 289.33 2,538.06 270.29
5 3,304.52 308.55 3,297.73 306.00 2,727 .34 289 .26
6 3,119.94 307.71 3,103.89 307.21 2,574.84 286.20
7 3,219.92 304.18 3,226.57 301.64 2,647.36 282.56
8 2,944.51 300.46 2,932.84 299.49 2,426.51 279.40
9 3,196.56 311.57 3,213.50 309.66 2,642.28 287 .78
10 3,066.47 287.46 3,026.99 289.88 2,489.00 270.57
Figura 14. Resultados por corrida de simulación
6.1 Evaluación de Tiempo de Surtido
El comportamiento del tiempo de surtido por método se ilustra en la gráfica siguiente:
Tiempo de surtido por tipo de asignación
3,400.00
3,200.00
o 3,000.00 .... ºf ::,
2,800.00 .. ., .... .. 2,600.00 o .. ::,
e j 2,400.00
2,200.00
2,000.00
1 2 3 4 5 6 7 8 9 10
--Popularidad --ICP --Armado de Tarima
Por supuesto, puede notarse que los tiempos son congruentes entre sí, ya que los
productos y demanda son constantes para cada corrida. Sin embargo, es notable
indicar que los métodos de Popularidad e ICP muestran un comportamiento muy
similar entre ellos, mientras que el método de Armado de Tarima logra surtidos más
efectivos, con menor tiempo de surtido para todas las muestras.
61
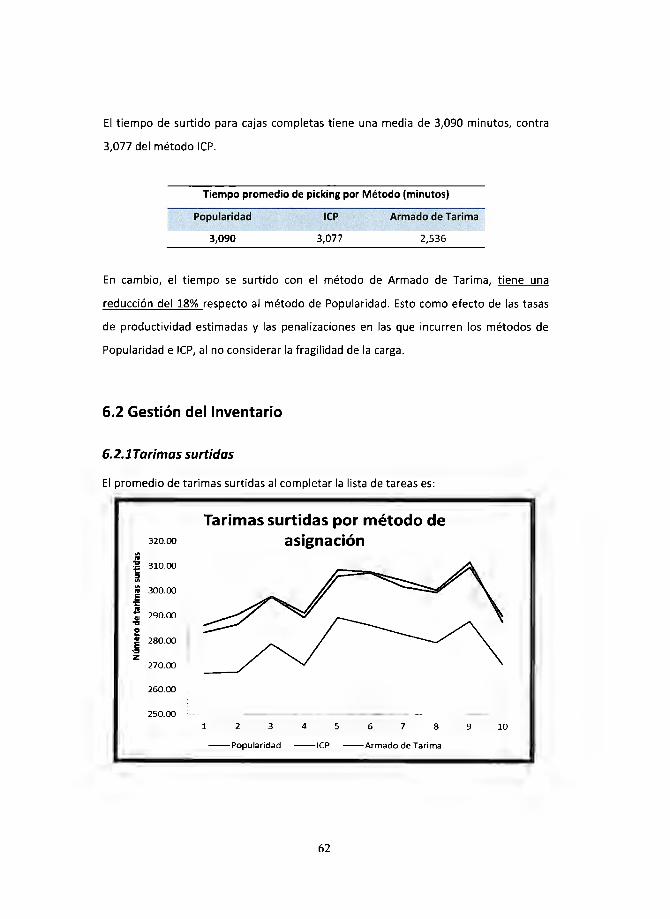
El tiempo de surtido para cajas completas tiene una media de 3,090 minutos, contra
3,077 del método ICP.
Tiempo promedio de picking por Método (minutos)
Popularidad
3,090
ICP
3,077
Armado de Tarima
2,536
En cambio, el tiempo se surtido con el método de Armado de Tarima, tiene una
reducción del 18% respecto al método de Popularidad. Esto como efecto de las tasas
de productividad estimadas y las penalizaciones en las que incurren los métodos de
Popularidad e ICP, al no considerar la fragilidad de la carga.
6.2 Gestión del Inventario
6.2.lTarimas surtidas
El promedio de tarimas surtidas al completar la lista de tareas es:
320.00
"' .. ... 310.00 i! ¡¡¡ "' 300.00 .. E
"C J! 290.00 .. ... e .. 280.00 E ... z
270.00
260.00
250.00
Tarimas surtidas por método de asignación
1 2 3 4 5 6 7 8
--Popularidad --ICP -Armado de Tarima
62
9 10

Tarimas surtidas por método de Asignación
Popularidad ICP Armado de Tarima
299 298 278
La reducción de tarimas es notable nuevamente para la metodología de Armado de
Tarima, con un 7% por debajo de las metodologías restantes. Este punto es esencial
para la hipótesis central del documento, pues tomando este dato podemos
extrapolarlo a la reducción de unidades o flotas requeridas para la distribución de la
carga surtida.
6.2.2Densidad de almacenamiento
Para verificar la densidad de almacenamiento y la ubicación de los productos con
mayor desplazamiento, se en listan los 15 productos con mayor rotación dentro de una
corrida en el simulador y la ubicación que ocupan dentro de las posiciones de surtido.
-·-···----·---·---··---~------------··---·-···---·-----SKU Ubicación por Ubicación por Ubicación por Armado
Popularidad ICP de Tarima
1) 02962 1 202 2445
2) 02739 2 911 2690
3) 00533 3 72 2281
4) 01638 4 646 1820
S) 00903 5 307 1622
6) 02862 6 430 2804
7) 01965 7 289 1330
8) 02618 8 3 944
9) 00198 9 592 1219
10)00381 10 69 2734
11)00758 11 363 1623
12)02410 12 719 2851
13)00032 13 820 2197
14) 01758 14 774 184
15)01422 15 876 2625
La siguiente gráfica muestra el número de ubicación asignado (de 1 a 3,000) para los
15 productos seleccionados. Por ejemplo, el producto con ID 02962 ocupa las
siguientes ubicaciones en los diferentes métodos:
63

Ubicación por Popularidad : 01
Ubicación por ICP: 202
Ubicación por Armado de Tarima: 2,445
Comparativa de ubicación: Productos A
3000
2500
2000
1500
1000
500
o
• Ubicación por Popularidad • Ubicación por ICP • Ubicación por Armado de Tarima
Puede notarse que el método de asignación por armado de tarima no concentra los
productos con mayor rotación dentro de una misma zona . El mapa de ubicaciones para
los productos A por el método de Popularidad, podría ilustrarse con el siguiente mapa,
donde los puntos rojos son zonas de alta velocidad :
3
Pasillos
64
4 5

En cambio, los mapas de ubicaciones para los métodos de ICP y Armado de Tarima
varían de la siguiente forma respectivamente:
2
1 2
3
Pas illos
3
Pasillos
4 5
4 5
Las ventajas del mapa de ubicaciones para el método de Armado por Tarima son las
siguientes:
65

Los productos con mayor velocidad están distribuidos en todo el centro de
distribución. Esto implica que pueden asignarse tantos operarios como zonas
de surtido se desee crear, creando múltiples salidas para los productos con
mayor demanda. Es decir, estamos asegurando que en el 20% del tiempo de
surtido se seleccionen el 80% de las cajas.
Si se detectaran problemas de seguridad en un pasillo o se deseara aislar
temporalmente una zona del Cedis, se corre el riesgo de bloquear
simultáneamente varias posiciones de surtido críticas para la operación, por
concentrar los productos con más alta demanda.
6.3 Evaluación del impacto en procesos posteriores al surtido
Una vez evaluado el impacto en el proceso de surtido, este análisis se centra en la
evaluación de efectos hacia etapas posteriores: embarque y transporte de la
mercancía .
Supongamos una lista de 12 productos a surtir. Ya que el método de Popularidad o el
ICP no consideran la variable de Fragilidad al momento de asignar las ubicaciones,
podemos ejemplificar que la tarima final surtida quedará armada como se ilustra a la
izquierda de la Figura 10. En cambio, podemos considerar que la tarima final para el
método de Armado de Tarima podría verse como la figura derecha:
Figura 10. Ejemplos de t arimas surtidas
66

Claro está que para optimizar el embarque podría destinarse mano de obra adicional
que "arregle" la disposición de las cajas en la tarima l. Esto, por su Juesto, implica un
costo extra y espacio físico en bodega para estas maniobras.
Por último, el embarque de las tarimas puede hacerse manera inmediata si quedan
armadas como se muestra en el cuadro de la derecha.
Considerando los resultados favorables de la técnica de asignación por Armado de
Tarima dentro del rubro de tarimas surtidas, concluimos que el aprovechamiento
cúbico por unidad de transporte sí se incrementa. Los beneficio> puntuales pueden
variar dependiendo del tipo de unidades de transporte utilizada:; o las rutas que se
armen.
Una estimación de los beneficios por tipo de unidad es:
Tipo de caja
Largo
Ancho
Altura
Cúbico
Tarimas a piso
Tarimas a embarcar por método de Popularidad
Tarimas a embarcar por método dH Armado de Tarimas
Camiones requeridos por dia por método de Popularidad
Camiones requeridos por día por método de Armado de Tarimas
20 pies, 20· x a· x 8'6"
5.898 m 119·4·•
2.352 m 179"
2.393 m I 7'10"
33.20 12.00
299.00
278.00
25
24
40 pies, 40' X 8' X 8'6"
12.025 m / 39'6"
2.'.i52 m 179"
2.393m/7'10"
67.68 24.00
299.00
278.00
13
12
En este ejemplo los ahorros se traducen a una unidad por día para transportes de 20 y
40 pies.
67
Capítulo 7
Conclusiones
Actualmente, los costos del autotransporte, transporte ferroviario y marítimo que
existen en México son más elevados que en otros países. Por ejemple,, mientras que en
Estados Unidos el autotransporte tiene un costo de 0.029 dólares por tonelada por
kilómetro recorrido, en México la cifra es de 0.035 dólares (Mere, 2005).En su estudio
"Elementos para Mejorar la Competitividad del Transporte de Cé1rga", el Instituto
Mexicano para la Competitividad (IMCO) menciona quelas empresas mexicanas que
enfrentan problemas de competitividad por sus costos de logística cleben comenzar a
tener un mayor control sobre sus costos operativos, invertir más en tecnología de
punta y analizar a detalle las ventajas que puede representar el utilizar servicios de
outsourcing, (Ceballos, 2003).
Tomando estas recomendaciones, analicemos primero el rubro tecnológico. Los
centros de distribución, como elementos centrales de la cadena de Ve lar, pueden usar
como vía de optimización lógica la implementación de tecnología como los sistemas
WMSo Warehouse Management System, que realizan actividades dP manejo físico de
materiales logrando un flujo de procesos automatizado, involucrando transporte,
equipos y el personal operativo que los ejecute.
El WMS es un concepto que ha empezado a permear fuertemente e1 los países como
Estados Unidos. Estudios realizados en el año 2002 estimaban que existían 750,000
almacenes en su territorio, de los cuales sólo 3,000 tenían implementaciones de WMS
(4% del mercado)6. Esto implica que aún dentro de uno de los países más desarrollados
del mundo, las corporaciones no apuestan por un WMS sin antes buscar alternativas
de optimización que les permitan reducir sus costos mediante la reingeniería y
rediseño de procesos, a un costo considerablemente menor que el de implementación
de un sistema tecnológico de punta.
• www.4ulogistics.com
68
Ahora bien, optando por la recomendación de outsourcing, podemJs mencionar que
una forma d,~ brincar rápidamente a la reducción de costos logísticos es buscar un
proveedor que sea desarrollado, tenga las mejores prácticas, tecnología de punta,
infraestructura, gente especial izada y buenos procesos, para que actúe como
integrador logístico. Sin embargo, a diferencia de otros países, en México únicamente
el 32 % de las empresas contrata servicios de outsourcing logístico, dado que a la fecha
la reducción de costos no es suficientemente significativa y la mayoría transporta sus
bienes con infraestructura y flotillas propias. (Ceballos, 2003).
Bajo este análisis, es evidente que la realidad logística del país no puede optar ni por
tecnología ni por integradores logísticos. En México, las empresé,s medianas sólo
pueden apostar por procesos eficientes y sólidos que les permitan fortalecerse sin
invertir en proyectos de este tipo. La cuestión es que las propias empresas establezcan
sus estrategias de diferenciación para reducir el riesgo, ya sea por bajos costos de
operación que les permitan competir en la movilización de más vol Jmen o tener un
servicio diferenciado por segmento de clientes. Una vez que sus herramientas básicas
funcionen a la perfección, nuestras empresas podrán contar con herrémientas aún más
sofisticadas y, en una tercera etapa, vincularse con proveedores externos y clientes
para lograr una mayor eficiencia en sus procesos y a lo largo de toda la cadena de
suministro.
Los centros de distribución como elementos clave de la cadena de valor, juegan un
papel primordial como fuente de oportunidades en la optimización ce procesos. A su
vez, ya hemos demostrado que el surtido es la actividad con más ineficiencias. Bajo
este contexto, actividades como el cambiar el patrón de cómo se dispone la
mercadería, pueden tener un profundo impacto en la productividad, y en la
optimización de costos de transportación.
Como se ha revisado en la sección de Resultados, el método propuesto de Armado de
Tarima puede ofrecer beneficios tangibles en múltiples áreas y procesos. A pesar de
que existen otros factores que influyen en los lugares de surtido como la ergonomía, el
volumen de la demanda y los pedidos similares unos a otros, e:;ta metodología
69

considera, entre otros, a los productos con mayor peso y desplazamiento para ocupar
las posiciones de salida rápida o primeras posiciones dentro de las ru1:as de surtido.
El método de asignación por Armado de Tarima será eficiente cuando las
características de los productos en un Cedis presentan una alta variabilidad en sus
dimensiones físicas y en la compatibilidad de peso que poseen. Mientras más simple
sea la mezcla de artículos, la asignación puede llevarse con técnicas básicas como la
de Popularidad y el ICP, logrando resultados óptimos tanto en tiempo de surtido como
en la altura de las tarimas.
En cualquier caso, para lograr una asignación exitosa la información exacta es el
recurso más valioso con el que puede contar un Cedis para la toma de decisiones.
Inicialmente, los históricos de demanda y los registros de productividad pueden dar la
pauta para una asignación que permita optimizar la productividad de la mano de obra.
Asimismo, el registro de las medidas de las cajas, unidades de surtido y el peso de los
productos, tiene que ser continuamente actualizado.
Esta información, aunada a un simulador, puede proveer elementos mportantes que
permitan lograr mejoras en la operación de un Centro de Distrib JCión, así como
permitir una reducción de costos de transportación con una inversión mínima. Con
este trabajo se ha comprobado que un simulador en Excel puede ser d:!sarrollable y de
mucha utilidad en la planeación estratégica de una empresa.
Próximos pasos
Se debe evaluar la implementación de esta metodología de asignacién en diferentes
sectores industriales y/o con una mezcla menor de artículos. Como se definió con
anterioridad, los pasos de implementación de este tipo de procesos puede tomar de 4
a 16 semanas, dependiendo de la cantidad de artículos y la infraestructura tecnológica
con la cuente el Cedis en cuestión.
Adicionalmente, se propone desarrollar un modelo de programao:ión lineal que
permita la optimización del problema planteado.
70

Referencias
Witt, C. (2006). A Place for Everything, Everything in lts Place. v1aterial Handling
Management; 61, 2; ABI/INFORM Global, pg. 27
Ballou, H. (2004). Logística: Administración de la Cadena de Suministro. México,
Prentice Hall.
Castro, M. Chacón H. ¿Cómo lograr una eficiente administración del CD?: La
administración de un centro de distribución debe ser la base para un desempeño
eficiente en el manejo de mercancías." Énfasis Logística On -Line 2006. México.
Recuperado el 02 de Septiembre de 2009 de:
http://www.logistica.enfasis.com/notas/9351-C2% BFC%C3% 83 rno-logra r-una
eficiente-ad mi nistraci%C3%B3n-del-CD
Martínez, Daniel. Beneficios de la planeación de rutas. Recuperado el 13 de
Febrero de 2011: http://www.netlogistik.com
Beaudet, D. Productivity Benchmarking Results KOM KLINIC, Carada. Recuperado
el 16 de Agosto de 2009:
http://www.komintl.com/pub/eng/NewsEvents/klinic-2009.htm
Treviño, Samuel, et.al. (2009) An approach for order-based warehouse slotting,
Department of Industrial & Mfg Systems Engineering, Proceedings of the 2009
Industrial Engineering Research Conference, USA.
Bartholdi, J.J. and Hackman, S.T., (2008). Warehouse and Dist'ibution Science,
release 0.89. Recuperado de: www.warehouse-science.com
De Koster, R., Le-Duc, T., and Roodbergen, K.J., (2007). Design and control of
warehouse order picking: A literature review. European Journéil of Operational
Research, 182, 481-501.
Frazelle, E.H., and Sharp, G.P., (1989). Correlated assignment strategy can
improve order picking operation, Industrial Engineering, 4, 33-37.
Frazelle, E.H., 2002, World-class warehousing and material handling. New York,
NY. McGraw-Hill.
71
Heragu, S.S., Mantel, R.J., and Schuur, P.C., (2007). Order Oriented Slotting: a
new assignment strategy for warehouses, European Joumal of Industrial
Engineering, 1(3), 301-316.
Heskett, J.L., (1963). Cube-per-order index - a key to warehou;e stock location.
Transportation and Distribution Management, 3, 27-31.
Le-Duc, T., and De Koster, R., (2005). Layout optimization for class-based storage
strategy warehouses. Supply Chain Management - European Perspectives, de
Koster, R., Delfmann, W. (Eds.), Copenhagen, CBS Press, pp. 191·214.
Morse, P.M., (1972). Optimal linear ordering of information it:ems. Operations
Research, 20(4), 741-751.
Petersen, C.G., {1997). An Evaluation of order picking routing policies.
lnternational Journal of Operations & Production Management, 17(11).
Saab, Y., and Chen, C., (1994). An Effective solution to the I inear placement
problem. VLSI Design, 2(2), 117-129.
Van den Berg, J.P., (1999). A Literature survey on planning and control of
warehousing systems. IIE Transactions, 31, 751-762.
Wutthisirisart, P., (2008). Linear Sequencing Algorithms. MU CELDi Working
Paper 2008-1, University of Missouri, Columbia, MO.
Mirledy Eliana, (2007) Problema de empaquetamiento rectangular bidimensional
tipo guillotina resuelto por algoritmos genéticos. Scientia Techni,:a, Colombia
S.F. Assman, D.S. Johnson, D.J. Kleitman, and J.Y-T. Leung. On a dual version of
the onedimensional bin packing problem. J. Alg., 5(4):502-525, 1984.
Csirik, J.B.G., Frenk, M. (1999). Two simple algorithms for bin covering. Acta
Cybernetica, 14(1):13-25.
Csirik, D.5., Johnson, Better approximation algorithms for bin covering. In Proc.
12th Annual ACM-SIAM Symposium on Discrete Algorithms, pp. S57-566, 2001.
Portales, Genaro. Acondicionamiento y Cubicaje de Carga: Herramientas
sencillas para mejorar la Competitividad de las Empresas. lnbound Logistics
México: 2005. Recuperado el 28 de Octubre de 2009 de:
http://www.inboundlogistics.eom.mx/s research/res ago.html
Ríos lnsua, David, (2009). Simulación: métodos y aplicaciones. México:
Alfaomega.
72

Gedam, S.G.; Beaudet, S.T. (2000). Monte Cario Simulation using
ExcelSpreadsheet for Predicting Reliability of a Complex Sys1:em. Proceedings
Annual Reliability and Maintainability Symposium.
Judge, G. (1999). Simple Monte Cario studies on a spreadsheet. Computers in
Higher Education Economics Review Volume 13, lssue 2:
http://www.economics.ltsn.ac.uk/cheer/ch13 2/ch13 2p12.htn1
Seila, A.F. (2001): Spreadsheet Simulation. Proceedings of the 2001 Winter
Simulation Conference, pp. 74 - 78.
www.arenasimulation.com
Mere Dayna. (2005). Es caro en Mexico transporte de carga. El Norte,p. 4.
Recuperado el 10 de Octubre de 2010 de Latin American Newsstand. (Document
ID: 876868631).
Ceballos,Yolanda. (2003). Recomiendan mejorar los procesos logisticos.
Palabra,p. 4. Recuperado el 10 de Noviembre de 2010 de Latin American
Newsstand. (Document ID: 706453091).
73