medicion e inspeccion
DESCRIPTION
ÂTRANSCRIPT

45 MEDICIÓN E INSPECCIÓNCONTENIDO DEL CAPÍTULO
45.1 Metrología 45.1.1 Principios de medición 45.1.2 Estándares y sistemas de medición45.2 Principios de inspección 45.2.1 Prueba contra inspección 45.2.2 Inspección manual y automatizada 45.2.3 Inspección por contacto contra inspección sin contacto45.3 Instrumentos de medición y calibradores convencionales 45.3.1 Bloques calibradores de precisión 45.3.2 Instrumentos de medición para dimensiones lineales 45.3.3 Instrumentos comparativos 45.3.4 Calibradores fijos 45.3.5 Mediciones angulares45.4 Mediciones de superficies 45.4.1 Medición de la rugosidad de la superficie 45.4.2 Evaluación de la integridad de la superficie45.5 Tecnologías avanzadas de medición e inspección 45.5.1 Máquinas de medición de coordenadas 45.5.2 Mediciones con láseres 45.5.3 Visión de máquina 45.5.4 Otras técnicas de inspección sin contacto
Un requerimiento básico en la manufactura es que el producto y sus componentes cum-plan las especificaciones establecidas por el ingeniero de diseño. Las especificaciones de diseño incluyen las dimensiones, las tolerancias y los acabados superficiales de las piezas individuales que comprenden el producto. Estos atributos se definieron en el capítulo 5. Aquí se considera cómo medirlos e inspeccionarlos.
La medición es un procedimiento en el cual se compara una cantidad desconocida con un estándar conocido, usando un sistema de unidades aceptado y consistente. La me-dición puede involucrar una simple regla lineal para establecer la escala de la longitud de una pieza o puede requerir una medición compleja de fuerza contra deflexión durante una prueba de tensión. La medición proporciona un valor numérico de la cantidad de interés, dentro de ciertos límites de exactitud y precisión.
www.FreeLibros.me

990 Capítulo 45/Medición e inspección
La inspección es un procedimiento en el cual se examina alguna característica de una pieza o producto, como una dimensión, para determinar si se apega o no a la especificación del diseño. Muchos procedimientos de inspección se basan en técnicas de medición, mien-tras que otros usan métodos de calibración. La calibración determina simplemente si la característica de la pieza cumple o no con la especificación del diseño, si la pieza pasa o no la inspección. Por lo general es más rápida que la medición, pero proporciona información insuficiente del valor real de la característica de interés.
El capítulo empieza con un análisis de los principios de medición e inspección. Des-pués se revisan los instrumentos usados para medir e inspeccionar dimensiones de piezas y características superficiales, desde reglas lineales básicas hasta máquinas de medición automatizada por computadora.
45.1 METROLOGÍA
La metrología es la ciencia de la medición. Se relaciona con seis cantidades fundamentales: longitud, masa, tiempo, corriente eléctrica, temperatura y radiación luminosa. A partir de éstas, se deriva la mayoría de las otras cantidades físicas, como el área, el volumen, la velo-cidad, la aceleración, la fuerza, el voltaje eléctrico, la energía térmica, etc. En la metrología de manufactura, el principal interés es la medición de la longitud y sus diversas formas de manifestarse en una pieza o producto. Éstas incluyen longitud, anchura, profundidad, diá-metro, rectitud, planicie y redondez; incluso la rugosidad superficial se define en términos de longitud.
45.1.1 Principios de medición
Se aplican ciertos conceptos y principios en casi todas las mediciones. Los más importantes son la exactitud y la precisión.
Exactitud y precisión La exactitud es el grado en el que un valor medido coincide con el valor verdadero de la cantidad de interés. Un procedimiento de medición es exacto cuando no tiene errores sistemáticos. Los errores sistemáticos son desviaciones positivas o negati-vas del valor verdadero que son consistentes de una medición a la siguiente.
La precisión es el grado en el que se puede repetir el proceso de medición. Una bue-na precisión significa que se reducen al mínimo los errores aleatorios en el procedimiento de medición. Por lo general, los errores aleatorios se asocian con la participación humana en el proceso de medición. Entre los ejemplos están las variaciones en la preparación, la lectura imprecisa de la escala, las aproximaciones redondeadas, etc. Entre los componen-tes no humanos que contribuyen al error aleatorio están los cambios de temperatura, el desgaste gradual y/o el desajuste en los elementos funcionales de los dispositivos y otras variantes. Se supone que los errores aleatorios obedecen a una distribución estadística normal cuya media es cero y cuya desviación estándar está dada por:
σ �
�( )x
n
i
i
n
m 2
1=∑
(45.1)
www.FreeLibros.me

Sección 45.1/Metrología 991
donde s = desviación estándar de la población; xi = variable de interés; m = media de la población; y n = número de miembros en la población. La distribución normal posee ciertas propiedades bien definidas, incluyendo el hecho de que 99.73% de la población se encuen-tra dentro de ±3s de la media de la población. Con frecuencia esto se considera como una indicación de la precisión de un instrumento de medición.
La distinción entre exactitud y precisión se muestra en la figura 45.1. En a), el error aleatorio en la medición es grande, lo que indica una precisión baja; pero el valor de la media de medición coincide con el valor verdadero, lo que indica gran exactitud. En b) el error de medición es pequeño (buena precisión), pero el valor medido difiere sustancial-mente del valor verdadero (baja exactitud). En c), tanto la exactitud como la precisión son buenas.
Por supuesto, no es posible construir un instrumento de medición que tenga una exac-titud perfecta (ningún error sistemático) y una precisión perfecta (ningún error aleatorio). La exactitud del instrumento se mantiene mediante una calibración adecuada y regular (que se explicará posteriormente). La precisión se obtiene seleccionando la tecnología de instrumento adecuada para la aplicación. Una directriz que se aplica con frecuencia para determinar el nivel de precisión correcto es la regla de 10, que establece que el dispositivo de medición debe ser 10 veces más preciso que la tolerancia especificada. Por lo tanto, si la tolerancia que se medirá es ±0.25 mm (±0.010 in), entonces el dispositivo de medición debe tener una precisión de ±0.025 mm (±0.001 in).
Otras características de los instrumentos de medición Otro aspecto de un instrumento de medición es su capacidad para captar diferencias muy pequeñas en la cantidad de in-terés. La indicación de esta característica es la variación más pequeña de la cantidad que puede detectar el instrumento. Por lo general se usan los términos resolución y sensibili-dad para este atributo de un dispositivo de medición.
Otras características deseables de un instrumento de medición incluyen la facilidad de calibración, la estabilidad, la velocidad de respuesta, el rango de operación amplio, la confiabilidad alta y el costo bajo. La mayoría de los dispositivos de medición deben cali-brarse en forma periódica. La calibración es un procedimiento en el cual el instrumento de medición se verifica contra un estándar conocido. Por ejemplo, la calibración de un ter-mómetro implicaría verificar su lectura en hielo (de agua pura). Por conveniencia, al usar el instrumento de medición, el procedimiento de calibración debe ser rápido y simple. Una vez que se calibra, el instrumento debe ser capaz de conservar su calibración y continuar midiendo la cantidad sin desviarse del estándar. Esta capacidad de conservar la calibración se llama estabilidad y la tendencia del dispositivo a perder gradualmente su precisión en relación con el estándar se denomina desviación.
Algunas mediciones, en especial en un ambiente de manufactura, deben hacerse con rapidez. La capacidad de un instrumento de medición para indicar la cantidad en un mí-nimo de tiempo se denomina velocidad de respuesta. En forma ideal, el periodo debe ser cero; sin embargo, éste es un ideal imposible. Para un dispositivo de medición automática,
FIGURA 45.1 Exactitud contra precisión en la medición: a) exactitud alta, pero precisión baja; b) exactitud baja, pero precisión alta; c) exactitud y precisión altas.
Varianza grande
Distribución de mediciones
Media de mediciones
Valor verdadero
Varianza pequeña
Valor verdadero
a) b) c)
www.FreeLibros.me

992 Capítulo 45/Medición e inspección
la velocidad de respuesta generalmente se toma como el lapso de tiempo entre cuando ocurre un cambio en la cantidad de interés y cuando el dispositivo es capaz de indicar el cambio dentro de cierto porcentaje pequeño del valor verdadero.
El instrumento de medición debe poseer un rango de operación amplio, que es la capacidad de medir la variable física en un periodo de interés práctico para el usuario. Por supuesto, la confiabilidad alta, que puede definirse como la ausencia de fallas frecuentes del dispositivo, y el bajo costo son atributos deseables en cualquier equipo de ingeniería.
45.1.2 Estándares y sistemas de medición
Un aspecto común en cualquier procedimiento de medición es la comparación del valor desconocido con un estándar conocido. Dos aspectos de un estándar resultan críticos: 1) debe ser constante, es decir, no cambiar con el tiempo; y 2) debe basarse en un sistema de unidades que sea consistente y que sea aceptado por los usuarios. En la época moderna, los estándares para longitud, masa, tiempo, corriente eléctrica, temperatura y luz pueden definirse en términos de fenómenos físicos, porque existe la confianza de que no se alte-rarán. Por ejemplo, el estándar para un metro, la cantidad de longitud básica del Sistema Internacional se define como la distancia que viaja la luz en el vacío en 1/299 792 458 de un segundo (¿no le parece muy útil?).
En el mundo han evolucionado y predominado dos sistemas de unidades: 1) el siste-ma de uso común en Estados Unidos (USCS, por sus siglas en inglés), y 2) el Sistema Inter-nacional de Unidades (o SI), que se conoce popularmente como el sistema métrico (Nota histórica 45.1). Estos dos sistemas son muy conocidos. A lo largo del libro se usan ambos en paralelo. El sistema métrico se utiliza ampliamente en casi cualquier parte del mundo industrializado excepto en Estados Unidos, que se ha apegado de manera obstinada a su U.S.C.S. Gradualmente, Estados Unidos también está adoptando el SI.
Nota histórica 45.1 Sistemas de medición
L os sistemas de medición en las civilizaciones antiguas se basaban en las dimensiones del cuerpo humano. Los egipcios implantaron el codo como un estándar de medición lineal alrededor del año 3000 a.C., el cual se usó ampliamente en el mundo antiguo. El codo se definió como la longitud de un brazo y una mano humanas desde el codo hasta la punta de los dedos. Aunque aparentemente plagado de dificultades debido a las variaciones en las longitudes de los brazos, el codo se estandarizó en la forma de un codo maestro de granito. Este codo estándar de 524 mm (26.6 in) se usó para producir otras barras de codos en todo Egipto. El codo estándar se dividió en dedos (de la anchura de un dedo humano), con 28 dedos por codo. Cuatro dedos equivalían a una palma y cinco a una mano. De esta forma se desarrolló en el mundo antiguo el sistema de medidas y estándares.En épocas más recientes el dominio del mundo mediterráneo antiguo pasó a los griegos y después a los romanos. La medida lineal básica de los griegos era eldedo (alrededor de 19 mm o 3/4 in), y 16 dedos equivalían a un pie. Los romanos adoptaron y adaptaron el sistema griego, específicamente el pie, dividiéndolo en 12 partes (llamadas unciae por los romanos). Los romanos definieron 5 pies como un paso y 5 000 pies como una milla (un número redondo, ¿cómo terminó en 5 280 pies por milla?).
En la Europa medieval se crearon diferentes sistemas de medición nacionales y regionales, muchos de ellos basados en los estándares romanos. En el mundo occidental surgieron dos sistemas primarios, el sistema inglés y el sistema métrico El sistema inglés definió la yarda “como la distancia de la punta del dedo pulgar a la punta de la nariz del rey inglés Enrique I” [15]. La yarda se dividió en tres pies y éstos, a su vez, en 12 pulgadas. Como las colonias americanas estaban sometidas a Inglaterra, fue natural que adoptaran el mismo sistema de medición en el momento de su independencia. Éste se convirtió en el sistema de uso común en Estados Unidos (USCS).
La propuesta inicial de un sistema métrico se acredita al vicario G. Mouton en Lyon, Francia, alrededor de 1670. Su propuesta incluía tres atributos importantes que después se incorporaron en los estándares métricos: 1) la unidad básica se definía en términos de una medición de la Tierra, que se suponía constante, la medida de longitud que propuso el vicario se basaba en la longitud de un arco de un minuto de longitud; 2) las unidades se subdividían en forma decimal y 3) se usaban prefijos racionales para las unidades. La propuesta de Mouton se analizó y debatió entre los científicos de Francia durante los siguientes 125 años. Uno de los resultados de la Revolución Francesa fue la adopción
www.FreeLibros.me

45.2 PRINCIPIOS DE INSPECCIÓN
La inspección implica el uso de técnicas de medición y calibración para determinar si un producto, sus componentes, subensambles o materiales iniciales se apegan a las especifi-caciones del diseño. El diseñador del producto establece las especificaciones, y para los productos mecánicos éstas se refieren a las dimensiones, acabados superficiales y caracte-rísticas similares. La inspección se realiza antes, durante y después de la manufactura.
Las inspecciones se dividen en dos tipos: 1) inspección por variables, en la cual las dimensiones del producto o pieza se miden mediante instrumentos de medición adecua-dos; y 2) inspección por atributos, en la cual las piezas se calibran para determinar si están dentro de los límites de tolerancia o no. La ventaja de medir las dimensiones de una pieza es que se obtienen datos acerca de sus valores reales. Los datos pueden registrarse durante un tiempo y usarse después para analizar tendencias en el proceso de manufactura. Es po-sible hacer ajustes en el proceso con base en los datos, de manera que las piezas futuras se produzcan con valores más cercanos al diseño nominal. Cuando una dimensión de piezas solamente se calibra, todo lo que se sabe es si está dentro de la tolerancia, si es demasiado grande o si es demasiado pequeña. Por otra parte, la calibración puede hacerse con rapidez y a un costo bajo.
45.2.1 Prueba contra inspección
Mientras la inspección determina la calidad del producto en relación con las especifica-ciones de diseño, la prueba generalmente hace referencia a los aspectos funcionales del producto. ¿Funciona el producto adecuadamente?, ¿continuará funcionando durante un periodo considerable?, ¿funcionará en ambientes de temperatura y humedad extremas? En el control de calidad, la prueba es un procedimiento en el cual el producto, suben-samble, pieza o material se observan en condiciones que podrían encontrarse durante el servicio. Por ejemplo, se prueba un producto haciéndolo operar durante cierto tiempo para determinar si funciona en forma correcta. Si pasa la prueba, se certifica para entregarlo al cliente.
En ocasiones, la prueba de un componente o material es dañina o destructiva. En estos casos, los artículos deben probarse con base en un muestreo. El costo de las pruebas destructivas es significativo y se realizan grandes esfuerzos para poner en práctica métodos que no provoquen la destrucción del artículo. Estos métodos se conocen como una prueba no destructiva (NDT, por sus siglas en inglés) o una evaluación no destructiva (NDE).
del sistema métrico de pesos y medidas (en 1795), La unidad básica de longitud era el metro, que se definió entonces como 1/10 000 000 de la longitud del meridiano situado entre el Polo Norte y el Ecuador y que pasaba por París (por supuesto). Los múltiplos y las subdivisiones del metro se basaban en los prefijos griegos.
La divulgación del sistema métrico en Europa durante la primera parte del siglo XIX fue estimulada por los éxitos militares de los ejércitos franceses bajo el mando de Napoleón. En otras partes del mundo, la adopción del sistema métrico ocurrió a lo largo de muchos años y frecuentemente fue motivada por cambios políticos
significativos; éste fue el caso de Japón, China, la Unión Soviética y Latinoamérica.
Un acta del Parlamento Británico de 1963 redefinió el sistema inglés de pesos y medidas en términos de unidades métricas e impuso un cambio hacia el sistema métrico dos años después, con lo que Gran Bretaña se alineó con el resto de Europa. Esto dejó a Estados Unidos como la única nación industrial importante que no utilizaba el sistema métrico. En 1960, una conferencia internacional sobre pesos y medidas celebrada en París llegó a un acuerdo sobre los nuevos estándares basados en el sistema métrico. Así, el sistema métrico se convirtió en el Sistema Internacional (SI).
Sección 45.2/Principios de inspección 993
www.FreeLibros.me

994 Capítulo 45/Medición e inspección
45.2.2 Inspección manual y automatizada
Los procedimientos de inspección se realizan frecuentemente en forma manual. En gene-ral, el trabajo es aburrido y monótono, y aun así se necesitan precisión y exactitud altas. En ocasiones se requieren horas para medir las dimensiones importantes de una sola pieza. Debido al tiempo y al costo de la inspección manual, generalmente se usan procedimientos de muestreo estadístico para reducir la necesidad de inspeccionar todas las piezas.
Muestreo contra inspección al 100% Cuando se usa la inspección de muestreo, por lo general el número de piezas en la muestra es pequeño en comparación con la cantidad de piezas producidas. El tamaño de la muestra puede ser únicamente el 1% de la corrida de producción. Debido a que no se miden todos los artículos en la población, en cualquier procedimiento de muestreo existe el riesgo que pasen piezas defectuosas. Un propósito del muestreo estadístico es definir el riesgo esperado, esto es, determinar la razón de defectos promedio que pasará por el procedimiento de muestreo. El riesgo se reduce incrementando el tamaño de la muestra y la frecuencia con que ésta se recopila. Pero permanece el hecho de que debe tolerarse algo menos que el 100% de buena calidad como el precio de usar un procedimiento de muestreo.
En teoría, la única forma de obtener una calidad al 100% es mediante una inspección del 100%; así, se localizan todos los defectos y sólo las piezas de buena calidad pasan el pro-cedimiento de inspección. Sin embargo, cuando se hace una inspección al 100% en forma manual se encuentran dos problemas. El primero es el gasto involucrado. En lugar de dividir el costo de inspeccionar la muestra entre la cantidad de piezas en la corrida de produc-ción, el costo de inspección unitaria se aplica a todas las piezas del lote. El costo de inspección en ocasiones supera el costo de fabricación. Segundo, en la inspección manual al 100%, casi siempre hay errores asociados con el procedimiento. La tasa de errores depende de la com-plejidad y dificultad de la tarea de inspección y cuánto juicio debe aplicar la persona que realiza la inspección. Estos factores se complican por el cansancio del operador. Los errores significan que se aceptará cierta cantidad de piezas de poca calidad y que se rechazará cierta cantidad de piezas de buena calidad. Por lo tanto, una inspección al 100% que utilice méto-dos manuales no garantiza una buena calidad del 100% del producto.
Inspección al 100% automatizada La automatización del proceso de inspección ofrece un modo de superar los problemas asociados con la inspección al 100% manual. La ins-pección automatizada se define como la automatización de uno o más pasos en el proce-dimiento de inspección como: 1) la presentación automatizada de las piezas mediante un sistema de manejo automatizado, donde un operador humano aún realiza el proceso de inspección real (por ejemplo, la inspección visual para buscar defectos en las piezas); 2) la carga manual de las piezas en una máquina de inspección automática; y 3) una celda de inspección completamente automatizada en la cual las piezas se presentan y se inspeccio-nan en forma automática. La automatización de la inspección también puede incluir 4) la recopilación de datos computarizados a partir de instrumentos de medición electrónicos.
Una inspección al 100% automatizada puede integrarse con el proceso de manufac-tura para realizar alguna acción relativa con el proceso: 1) clasificación de las piezas y(o) 2) retroalimentación de datos para el proceso. La clasificación de las piezas significa divi-dir los artículos en dos o más niveles de calidad. La separación básica incluye dos niveles: aceptable y no aceptable. Algunas situaciones incluyen más de dos niveles, como aceptable, retrabajable y desperdicio. La clasificación y la inspección pueden combinarse en la misma estación. Otras instalaciones ubican una o más inspecciones a lo largo de la línea de proce-samiento, con la estación de clasificación cerca del final de la línea. Los datos de inspección se analizan y se envían instrucciones a la estación de clasificación, indicando qué acción se requiere para cada pieza.
www.FreeLibros.me

La retroalimentación de los datos de inspección hacia la corriente de operaciones de manufactura permite realizar ajustes en el proceso para reducir la variabilidad y mejorar la calidad. Si las medidas de inspección indican que el resultado se está alejando de los límites de tolerancia (por ejemplo, debido al desgaste de herramienta), se hacen correcciones a los parámetros del proceso para mover el resultado hacia el valor nominal. Por lo tanto, el resultado se mantiene dentro de un rango de variabilidad más pequeño del que es posible obtener con los métodos de inspección por muestreo.
45.2.3 Inspección por contacto contra inspección sin contactoExiste una variedad de tecnologías de medición y calibración para inspección. Las posibi-lidades pueden dividirse entre los métodos de inspección por contacto y sin contacto. La inspección por contacto implica el uso de una sonda mecánica u otro dispositivo que hace contacto con el objeto que se inspecciona. Por su naturaleza, esta inspección generalmente se utiliza para medir o calibrar alguna dimensión física de la pieza. Se realiza en forma ma-nual o automática. La mayoría de los dispositivos de medición y calibración tradicionales descritos en la siguiente sección se relacionan con la inspección por contacto. Un ejemplo de un sistema automatizado de medición por contacto es la máquina de medición de coor-denadas (sección 45.5.1).
Los métodos de inspección sin contacto utilizan un sensor localizado a cierta distan-cia del objeto para medir o calibrar la(s) característica(s) deseada(s). Las ventajas comunes de la inspección sin contacto son: 1) ciclos de inspección más rápidos y 2) se evita que pue-dan ocurrir daños a las partes debido al contacto. Con frecuencia los métodos sin contacto pueden realizarse en la línea de producción sin ningún manejo especial. En contraste, la inspección por contacto requiere un posicionamiento especial de la pieza, lo cual implica su remoción de la línea de producción. Asimismo, los métodos de inspección sin contacto son inherentemente más rápidos, debido a que emplean una sonda estacionaria que no requiere la colocación de cada pieza. Por el contrario, la inspección por contacto requiere colocar la sonda de contacto contra la pieza, lo que consume tiempo.
Las tecnologías de inspección sin contacto se clasifican como ópticas y no ópticas. Entre los métodos ópticos más destacados están los láser (sección 45.5.2) y la visión de má-quina (sección 45.5.3). Los sensores de inspección no óptica incluyen las técnicas de campo eléctrico, las técnicas de radiación y los ultrasonidos (sección 45.5.4).
45.3 INSTRUMENTOS DE MEDICIÓN Y CALIBRADORES CONVENCIONALES
En esta sección, se consideran los diversos instrumentos y calibradores que se operan en forma manual y que se usan para medir dimensiones como longitud, profundidad y diáme-tro, así como características como ángulos, rectitud y redondez. Este equipo se encuentra en los laboratorios de metrología, los departamentos de inspección y las salas de herra-mientas. El tema inicial lógico son los bloques calibradores de precisión.
45.3.1 Bloques calibradores de precisiónLos bloques de calibradores de precisión son los estándares contra los que se comparan otros instrumentos de medición y calibradores de dimensión. Por lo general, los bloques de calibración tienen forma cuadrada o rectangular. Las superficies de medición tienen un acabado considerado dimensionalmente exacto y paralelo hasta dentro de varias mi-llonésimas de una pulgada y pulidos con un acabado tipo espejo. Existen diversos grados de bloques de calibración de precisión, con tolerancias más estrechas para grados de pre-cisión más altos. El grado más alto, el estándar maestro de laboratorio, está hecho a una tolerancia de ±0.000 03 mm (±0.000 001 in). Dependiendo del grado de dureza y del precio que el usuario esté dispuesto a pagar, los bloques de calibración pueden hacerse de varios materiales duros, entre los que se encuentran el acero para herramienta, el acero chapeado con cromo, el carburo de cromo, o el carburo de tungsteno.
Sección 45.3/Instrumentos de medición y calibradores convencionales 995
www.FreeLibros.me

996 Capítulo 45/Medición e inspección
Existen bloques de calibración de precisión disponibles en ciertos tamaños estánda-res o en juegos, que contienen diversos bloques de tamaños distintos. Los tamaños de un bloque de calibración en un conjunto se determinan en forma sistemática para que puedan apilarse con el propósito de obtener virtualmente cualquier dimensión deseada dentro de 0.0025 mm (0.0001 in).
Para mejores resultados, los bloques de calibración deben usarse sobre una superficie plana de referencia, como una placa superficial. Una placa superficial es un bloque sólido y grande cuya superficie superior tiene un acabado totalmente plano. Casi todas las placas de superficie actuales están hechas de granito duro. El granito tiene la ventaja de ser duro, no oxidarse, no ser magnético, desgastarse con lentitud, es térmicamente estable y fácil de mantener.
Los bloques de calibración y otros instrumentos de alta precisión deben usarse en condiciones de temperatura estándar y otros factores que podrían afectar adversamente la medición. Por acuerdo internacional, se ha establecido que la temperatura estándar es de 20 °C (68 °F). Los laboratorios de metrología funcionan en este estándar. Si se usan bloques de calibración u otros instrumentos de medición en un ambiente de fábrica, don-de la temperatura difiere de este estándar, se requieren correcciones para la expansión o contracción térmicas. Asimismo, los bloques de calibración funcionales que se usan para inspección en el taller están sujetos al desgaste y deben calibrarse periódicamente contra bloques de calibración de laboratorio más precisos.
45.3.2 Instrumentos de medición para dimensiones linealesLos instrumentos de medición se dividen en dos puntos: graduados y no graduados. Los dispositivos de medición graduados incluyen un conjunto de marcadores (llamados gra-duaciones) sobre una escala lineal o angular, contra la cual puede compararse la caracterís-tica de interés del objeto. Los dispositivos de medición no graduados no poseen tal escala y se usan para hacer comparaciones entre las dimensiones o para transferir una dimensión y efectuar su medición mediante un dispositivo graduado.
El más básico de los dispositivos de medición graduados es la regla (hecha de acero y con frecuencia llamada una regla de acero), que se usa para medir dimensiones lineales. Las reglas están disponibles en diversas longitudes. Las longitudes métricas incluyen 150, 300, 600 y 1000 mm, con graduaciones de 1 o 0.5 mm, los tamaños comunes en Estados Unidos son 6, 12 y 24 in, con graduaciones de 1/32, 1/64 o 1/100 in.
Existen calibradores en estilo graduado y no graduado. Un calibrador no graduado (que se conoce simplemente como calibrador) consta de dos patas unidas mediante un meca-nismo articulado, como se muestra en la figura 45.2. Los extremos de las patas están hechos para entrar en contacto con las superficies del objeto que se mide y la articulación está diseñada para sostener las patas en posición durante el uso. Los contactos apuntan hacia adentro o hacia afuera. Cuando apuntan hacia adentro, como en la figura 45.2, el instrumen-to se denomina un calibrador externo y se usa para medir dimensiones externas como un diámetro. Cuando los contactos apuntan hacia afuera, se denomina un calibrador interno, el cual se usa para medir la distancia entre dos superficies internas. Un instrumento similar a la configuración del calibrador es el compás divisor, excepto que ambas piernas son rec-tas y terminan en contactos duros con puntas agudas. Los divisores se usan para establecer distancias en escala entre dos puntos o líneas sobre una superficie y para inscribir círculos o arcos sobre una superficie.
Existen diversos calibradores graduados para diferentes propósitos de medición. El más simple es el calibrador deslizable, una regla de acero a la cual se le añaden dos quija-das, una fija en un extremo de la regla y la otra móvil, como se muestra en la figura 45.3. Los calibradores deslizables se usan para mediciones internas o externas, dependiendo si se usan las caras internas o externas de la quijada. Para usarlo, las quijadas se ponen en contacto con las superficies de las piezas que se van a medir y la posición de la quijada móvil indica la dimensión de interés. Los calibradores deslizables permiten mediciones más precisas y exactas que las reglas simples. Un refinamiento del calibrador deslizable es el calibrador
www.FreeLibros.me

vernier, que se muestra en la figura 45.4. En este dispositivo, la quijada móvil incluye una escala de vernier, llamada así en honor de P. Vernier (1580-1637), el matemático francés que la inventó. El vernier proporciona graduaciones de 0.01 mm en el SI (y 0.001 pulgadas en la escala de uso común en Estados Unidos), mucho más preciso que el calibrador deslizable.
Las variaciones del calibrador vernier incluyen el calibrador vernier de altura, usado para medir la altura de un objeto en relación con una superficie plana, como una placa: y el calibrador vernier de profundidad, para medir la profundidad de un agujero, ranura u otra cavidad en relación con una superficie superior.
FIGURA 45.2 Dos tamaños de calibradores externos (cortesía de L. S. Starrett Co.).
FIGURA 45.3 Calibrador deslizable; se muestran ambos lados del instrumento. (Cortesía de L. S. Starrett Co.)
Sección 45.3/Instrumentos de medición y calibradores convencionales 997
www.FreeLibros.me

998 Capítulo 45/Medición e inspección
El micrómetro se usa ampliamente y es un dispositivo de medición muy exacto, su forma más común consiste en un husillo y en un yunque en forma de C, como se muestra en la figura 45.5. El mango se mueve en relación con el yunque fijo mediante una rosca de tornillo exacta. En un micrómetro común en USCS cada rotación del mango proporciona 0.025 pulgadas de viaje lineal. A cada eje se conecta un manguito graduado con 25 marcas alrededor de su circunferencia; cada marca corresponde a 0.001 in. Por lo general, la manga del micrómetro está equipada con un vernier, el cual permite resoluciones tan estrechas como 0.001 in. En un micrómetro con una escala métrica, las graduaciones son de 0.01 mm. Los micrómetros (y calibradores graduados) modernos están disponibles con dispositivos electrónicos que despliegan una lectura digital de la medición (como en la figura). Estos instrumentos son más fáciles de leer y eliminan mucho del error humano asociado con la lectura en los dispositivos graduados convencionales.
FIGURA 45.4 Calibrador vernier (cortesía de L. S. Starrett Co.).
FIGURA 45.5 Micrómetro externo, tamaño estándar de una pulgada con lectura digital. (Cortesía de L. S. Starrett Co.)
www.FreeLibros.me

Los tipos de micrómetro más comunes son: 1) el micrómetro externo, figura 45.5, también llamado micrómetro exterior, que se fabrica con diversos tamaños estándar de yunque; 2) el micrómetro interno, o micrómetro interior, que consiste en un ensamble de cabeza y un conjunto de varillas de diferentes longitudes para medir dimensiones exterio-res que pudieran encontrarse; y 3) micrómetro de profundidad, similar a un micrómetro interno pero adaptado para medir profundidades de orificios.
45.3.3 Instrumentos comparativos
Los instrumentos comparativos se usan para confrontar las dimensiones entre dos objetos, como una pieza de trabajo y una superficie de referencia. En general, no son capaces de proporcionar una medición absoluta de la cantidad que interesa; en lugar de eso, miden la magnitud y dirección de la desviación entre dos objetos. Entre los instrumentos que se encuentran en esta categoría están los calibradores mecánicos y electrónicos.
Calibradores mecánicos: indicadores de carátula Los calibradores mecánicos están di-señados para magnificar en forma mecánica la desviación, para permitir la observación. El instrumento más común en esta categoría es el indicador de carátula, figura 45.6, que con-vierte y magnifica el movimiento lineal de un apuntador de contacto en la rotación de una aguja de carátula. La carátula se gradúa en unidades pequeñas como 0.01 mm (0.001 in). Los indicadores de carátula se usan en muchas aplicaciones para medir rectitud, planicie, paralelismo, cuadratura, redondez y medidas exteriores. En la figura 45.7 se muestra una preparación típica para una medición exterior.
Calibradores electrónicos Los calibradores electrónicos son una familia de instrumen-tos de medición y calibración, basados en transductores, capaces de convertir un desplaza-miento lineal en una señal eléctrica, que se amplifica y transforma en un formato de datos conveniente, como la lectura digital que se muestra en la figura 45.5. En años recientes se han incrementado rápidamente las aplicaciones de los calibradores, conducidas por avan-ces en la tecnología de microprocesadores. Están sustituyendo en forma gradual a muchos de los dispositivos de medición y calibración convencionales. Entre las ventajas de los ca-libradores electrónicos están: 1) buena sensibilidad, exactitud, precisión, repetibilidad y velocidad de respuesta: 2) capacidad para medir dimensiones muy pequeñas, hasta de 0.025 mm (1 m-in); 3) facilidad de operación; 4) reducción de errores humanos; 5) despliegue de la señal electrónica en diversos formatos y 6) capacidad de interconexión con sistemas de computadoras para procesamiento de datos.
FIGURA 45.6 Indicador de carátula: la vista superior muestra la carátula y la cara graduada; la vista inferior muestra la parte posterior del instrumento sin la placa que la cubre. (Cortesía de Federal Products Co., Providence, RI.)
Sección 45.3/Instrumentos de medición y calibradores convencionales 999
www.FreeLibros.me

1000 Capítulo 45/Medición e inspección
45.3.4 Calibradores fijosUn calibrador fijo es una réplica física de la dimensión de una pieza que se va a inspeccio-nar o medir. Existen dos categorías básicas: el calibrador maestro y el calibrador límite. Un calibrador maestro es una réplica directa del tamaño nominal de la dimensión de la pieza. Por lo general, se usa para preparar un instrumento de medición comparativa, por ejemplo un indicador de carátula; o para calibrar un dispositivo de medición.
Un calibrador límite se fabrica para ser una réplica inversa de la dimensión de la pieza y se diseña para verificar la dimensión de uno o más de sus límites de tolerancia. Un calibrador límite con frecuencia tiene dos calibradores en uno, el primero comprueba el lí-mite inferior de la tolerancia en la dimensión de la pieza y el otro verifica el límite superior. Popularmente, estos calibradores se conocen como calibradores pasa/no pasa, debido a que un límite del calibrador permite que la pieza se inserte, mientras que el otro límite lo impide. El límite pasa se usa para verificar la dimensión en su máxima condición material; éste es el tamaño máximo para una característica interna, como un orificio y el tamaño máximo para una característica externa como un diámetro exterior. El límite no pasa se usa para revisar la mínima condición material de la dimensión en cuestión.
Los calibradores fijos deben ser dimensionalmente estables y resistentes al desgaste. Los materiales que se usan generalmente para estas herramientas son aleaciones de acero o acero para herramienta con tratamiento térmico y acabado de alta exactitud. Cuando la resistencia al desgaste es muy importante se usa carburo cementado. La regla de 10 se usa para determinar tolerancias cuando se fabrica un calibrador fijo; esto es, la tolerancia de la dimensión del calibrador corresponde a un 10% de la tolerancia en la dimensión de la pieza que se va a verificar.
Los calibradores de límite comunes son los calibradores de contacto y de anillo que se usan para verificar las dimensiones de piezas externas y los calibradores de inserción se utilizan para revisar dimensiones internas. Un calibrador de contacto consiste en un marco con forma de C con superficies de calibración localizadas en las quijadas del marco, como se muestra en la figura 45.8. Tiene dos botones de calibración, el primero es el calibrador pasa y el segundo es el calibrador no pasa. Los calibradores de contacto se usan para comprobar dimensiones externas como diámetro, anchura, grosor y superficies similares.
Los calibradores de anillo se utilizan para revisar diámetros cilíndricos. Para una apli-cación dada, generalmente se requiere un par de calibradores, uno de pasa y el otro de no
FIGURA 45.7 Preparación de indicador de carátula, para medir una pieza externa; conforme la pieza gira alrededor de su centro, las variaciones en la superficie exterior en relación con el centro se indican en la carátula.
Indicador de carátula
Contacto
Pieza cilíndricaCentro
Placa superficial
FIGURA 45.8 Calibrador de contacto para medir el diámetro de una pieza; la diferencia en altura de los botones pasa y no pasa está exagerada.
MarcoBotón de calibrador no pasa
Botón de calibrador pasa
Pieza de trabajo
Yunque
www.FreeLibros.me

pasa. Cada calibrador es un anillo cuya abertura se maquina a uno de los límites de tolerancia del diámetro de la pieza. Para facilidad de manejo, la parte exterior del anillo está moletea-da. Los dos calibradores se distinguen por la presencia de un surco alrededor de la parte externa del anillo no pasa.
El calibrador límite más común que se utiliza para verificar diámetros de orificios es el calibrador de inserto. El calibrador típico consiste en una manija a la cual se conectan dos piezas cilíndricas precisamente asentadas (insertos) de acero endurecido, como en la figura 45.9. Los insertos cilíndricos funcionan como los calibradores de pasa y no pasa. Otros dispositivos similares al calibrador de inserto incluyen los calibradores de ahusa-miento, que constan de un inserto ahusado para verificar orificios con ahusamiento; y los calibradores de rosca, en los que el inserto está roscado para verificar las roscas internas en las piezas.
Los calibradores fijos son fáciles de usar y el tiempo requerido para completar una inspección casi siempre es menor al que emplea un instrumento de medición. Los calibra-dores fijos fueron un elemento fundamental en el desarrollo de la manufactura de piezas intercambiables (nota histórica 1.1). Proporcionaron un medio para fabricar piezas con to-lerancias suficientemente estrechas para el ensamble sin limadura ni ajuste. Su desventaja es que se obtiene muy poca o ninguna información del tamaño real de la pieza; sólo indican si el tamaño está dentro de la tolerancia. En la actualidad, con la disponibilidad de instru-mentos de medición electrónica de alta velocidad y la necesidad de control de proceso es-tadístico del tamaño de las piezas, el uso de los calibradores está dando paso gradualmente a instrumentos que proporcionen mediciones reales de las dimensiones de interés.
45.3.5 Mediciones angulares
Los ángulos se miden usando alguno de los diversos estilos de transportadores. Un trans-portador simple consta de una hoja que se mueve como pivote en relación con una cabeza semicircular graduada en unidades angulares (por ejemplo, grados o radianes). Para usarlo, la hoja se gira a la posición que corresponde al ángulo de la pieza que se va a medir y éste se mide hacia adelante en escala angular. Un transportador con bisel, figura 45.10, tiene dos hojas rectas que funcionan como pivotes, una en relación con la otra. El ensamble de pivote tiene una escala de transportador que permite leer el ángulo formado por las hojas. Cuando está equipado con un vernier, el transportador con bisel puede leer alrededor de cinco minutos; sin un vernier, la resolución es de sólo un grado.
Cuando se usa una barra de seno, como la que se ilustra en la figura 45.11, se obtiene una precisión más alta en las mediciones angulares. Una preparación posible consiste en un borde recto plano de acero (la barra de seno) y dos rodillos de precisión separados a una distancia conocida en la barra. El borde recto se alinea con el ángulo de la pieza que se medirá y se hacen bloques de calibración u otras mediciones lineales exactas para determi-nar la altura. El procedimiento se realiza en una placa superficial para obtener resultados más exactos. Esta altura H y longitud L de la barra de seno entre los rodillos se usan para calcular el ángulo A usando:
sen AH
L�
(45.2)
FIGURA 45.9 Calibrador de contacto; la diferencia en los diámetros de los insertos pasa y no pasa está exagerada.
Inserto pasa
Inserto no pasa
Manija
Sección 45.3/Instrumentos de medición y calibradores convencionales 1001
www.FreeLibros.me

1002 Capítulo 45/Medición e inspección
45.4 MEDICIONES DE SUPERFICIES
En el capítulo 5 se describió que las superficies constan de dos parámetros: 1) textura de la superficie y 2) integridad de la superficie. La textura de la superficie se refiere a la configu-ración geométrica de la superficie y casi siempre se evalúa como rugosidad de la superficie (sección 5.2.2). La integridad de la superficie se refiere a las características materiales inmediatamente bajo la superficie y los cambios que ocurren en esta capa como resultado de los procesos de manufactura utilizados para crearla (sección 5.2.3.). En esta sección, se analizará la medición de estos dos parámetros.
45.4.1 Medición de la rugosidad de la superficie
Se usan diversos métodos para evaluar la rugosidad de la superficie. Se dividen en tres categorías: 1) comparación subjetiva con superficies de prueba estándar, 2) instrumentos electrónicos de aguja y 3) técnicas ópticas.
FIGURA 45.10 Transportador con bisel y escala de vernier. (Cortesía de L. S. Starrett Co.)
FIGURA 45.11 Preparación para usar una barra de seno.
Pieza de trabajoque se va a medir
Barra de seno
Rodillo
Bloques de calibración
www.FreeLibros.me

Superficies de prueba estándar Existen bloques estándar de acabado superficial, produ-cidos para valores de rugosidad especificados.1 Para estimar la rugosidad de un espécimen de prueba determinado, la superficie se compara con el estándar tanto en forma visual como mediante la “prueba de uña”. En esta prueba, el usuario rasca suavemente las super-ficies del espécimen y el estándar, y determina qué estándar se acerca más al espécimen. Las superficies de prueba estándar son una forma conveniente para que un operador de máquinas obtenga un estimado de una rugosidad superficial. También son útiles para los ingenieros de diseño, con el propósito de juzgar qué valor de rugosidad de superficie debe especificar en el dibujo de una pieza.
Instrumentos de aguja La desventaja de la prueba de uña es su subjetividad. Existen a la venta otros instrumentos tipo punzón para medir la rugosidad superficial, similares a la prueba de uña, pero con un enfoque más científico. Un ejemplo es el perfilómetro, que se muestra en la figura 45.12. En estos dispositivos electrónicos, se mueve una aguja de dia-mante cónica, cuyo radio de punta mide alrededor de 0.005 mm (0.0002 in) y el ángulo en la punta es de 90°, a través de la superficie de prueba a una velocidad lenta constante. La operación se muestra en la figura 45.13. Conforme la cabeza de la aguja se mueve en forma horizontal, también se desplaza en forma vertical para seguir las desviaciones de la super-ficie. El movimiento vertical se convierte en una señal electrónica que representa la topografía de la superficie. Esto se despliega como: 1) un perfil de la superficie real o 2) un valor de rugosidad promedio. Los dispositivos para perfilar usan un plano separado como la referencia nominal contra la cual se miden las desviaciones. El resultado es una retícula del contorno de la superficie a lo largo de la línea que recorre la aguja. Este tipo de sistema identifica tanto la aspereza como la ondulación en la superficie de prueba. Los dispositivos para promediar reducen las desviaciones de rugosidad a un valor único Ra. Usan movimien-to de correderas sobre la superficie real para establecer el plano de referencia nominal. Las correderas funcionan como un filtro mecánico para reducir el efecto de la ondulación en la superficie; en efecto, estos dispositivos para promediar realizan en forma electrónica los cálculos de la ecuación (5.1).
Técnicas ópticas La mayoría de los otros instrumentos de medición de superficies em-plean técnicas ópticas para valorar la rugosidad. Estas técnicas se basan en la reflexión de la luz desde la superficie, la dispersión o difusión de la luz y la tecnología láser. Son útiles en aplicaciones donde no es conveniente el contacto del punzón con la superficie. Algunas de las técnicas permiten una velocidad de operación muy alta, por lo que posibilitan una
FIGURA 45.12 Instrumen- to tipo aguja para medir la rugosidad de la superficie (cortesía de Giddings & Lewis, MeasurementSystems Division).
1En USCS, estos bloques tienen superficies con valores de rugosidad de 2, 4, 8, 16, 32, 64 y 128 micropulgadas.
Sección 45.4/Mediciones de superfi cies 1003
www.FreeLibros.me

1004 Capítulo 45/Medición e inspección
inspección al 100%. Sin embargo, las técnicas ópticas producen valores que no siempre se correlacionan bien con las mediciones de rugosidad hechas con instrumentos tipo aguja.
45.4.2 Evaluación de la integridad de la superficie
La integridad de la superficie es más difícil de valorar que la rugosidad de la superficie. Algunas de las técnicas para inspeccionar los cambios de la subsuperficie destruyen el espécimen de material. Entre las técnicas de evaluación para la integridad de la superficie están las siguientes:
Textura de la superficie. La rugosidad de la superficie, la descripción de la capa y otras medidas proporcionan datos superficiales sobre la integridad de la superficie. Este tipo de prueba es relativamente simple de realizar y siempre se incluye en la evaluación de la integridad de la superficie.
Examen visual. El examen visual revela diversos defectos superficiales como resque-brajaduras, cráteres, pliegues y arrugas. Este tipo de evaluación se amplifica con fre-cuencia mediante técnicas fluorescentes y fotográficas.
Examen microestructural. Esto implica técnicas metalográficas estándar para pre-parar secciones transversales y obtener fotomicrografías en las que se examina la mi-croestructura de las capas superficiales, comparadas con el sustrato.
Perfil de microdureza. Las diferencias de dureza cerca de la superficie se detectan usando técnicas de medición de microdureza, como la de Knoop y Vickers (sección 3.2.1). Se secciona la pieza y se hace una gráfica de la dureza contra la distancia bajo la superficie para obtener un perfil de dureza de la sección transversal.
Perfil de esfuerzo residual. Se emplean técnicas de difracción de rayos X para medir los esfuerzos residuales en las capas de la superficie de una pieza.
45.5 TECNOLOGÍAS AVANZADAS DE MEDICIÓN E INSPECCIÓN
Las tecnologías avanzadas están sustituyendo a las técnicas manuales de medición y ca-libración en las plantas de manufactura modernas. Incluyen métodos de detección con contacto y sin contacto. En esta sección se analizan: 1) las máquinas de medición de coor-denadas, 2) los láseres, 3) la visión de máquina y 4) otras técnicas sin contacto.
45.5.1 Máquinas de medición de coordenadas
Una máquina de medición de coordenadas (CMM, por sus siglas en inglés) consta de una sonda de contacto (palpador) y un mecanismo para posicionar la sonda en tres dimensiones
FIGURA 45.13 Bosquejo que muestra la operación de un instrumento tipo aguja. La cabeza de la aguja recorre en forma horizontal la superficie, mientras que la aguja se mueve en forma vertical para seguir el perfil de la superficie. El movimiento vertical se convierte en: 1) un perfil de la superficie o 2) el valor de la rugosidad promedio.
Dirección del recorrido
Movimiento verticalde la aguja
Cabeza de la aguja
Aguja
Pieza de trabajo
www.FreeLibros.me

relativas a las superficies y características de la pieza de trabajo, véase la figura 45.14. Las coordenadas de localización de la sonda se registran con exactitud, conforme ésta hace contacto con la superficie de la pieza para obtener datos de su configuración geométrica.
Construcción y operación de una CMM En una CMM, la sonda se sujeta a una estructura que permite su movimiento en relación con la pieza, la cual se fija en una mesa de trabajo conectada a la estructura. La estructura debe ser rígida para minimizar las deflexiones que contribuyen a los errores de medición. La máquina en la figura 45.14 tiene una estructura de puente, uno de los diseños más comunes. Se usan características especiales en las estruc-turas de las CMM para lograr una alta exactitud y precisión en la máquina de medición, incluyendo el uso de cojinetes de aire de baja fricción y aislamiento mecánico de la CMM para reducir vibraciones. Un aspecto importante en una CMM es la sonda de contacto y su operación. Las sondas modernas “de gatillo de contacto” tienen un contacto eléctrico sen-sible que emite una señal cuando la sonda se desplaza de su posición neutral una mínima cantidad. Al hacer contacto, el controlador de la CMM registra las posiciones de coordena-das y hace un ajuste para el exceso de desplazamiento y el tamaño de la sonda.
FIGURA 45.14Máquina de medición de coordenadas (cortesía de Brown & Sharpe Manufacturing Company).
Sección 45.5/Tecnologías avanzadas de medición e inspección 1005
www.FreeLibros.me
1006 Capítulo 45/Medición e inspección
El posicionamiento de la sonda en relación con la pieza se realiza en forma manual o bajo el control de una computadora. Los métodos para operar una CMM se clasifican [13] como: 1) control manual, 2) manual asistido por computadora, 3) motorizado asistido por computadora y 4) control directo por computadora.
En el control manual, un operador mueve físicamente la sonda a lo largo de los ejes para hacer contacto con la pieza y registrar las mediciones. La sonda flota libremente para facilitar el movimiento. Las mediciones se indican mediante lectura digital y el operador puede registrarlas en forma manual o automática (impresión en papel). El operador debe realizar los cálculos trigonométricos. Una CMM manual asistida por computadora es ca-paz de procesar datos de computadora para realizar estos cálculos. Los tipos de cálculos incluyen la conversión simple de USCS a SI, determinar el ángulo entre dos planos y deter-minar las ubicaciones de los centros de los orificios. La sonda todavía flota libremente para permitir que el operador la ponga en contacto con las superficies de las piezas.
Las CMM motorizadas asistidas por computadora usan corriente para mover la son-da a lo largo del eje de la máquina bajo la guía de un operador. Se usa un bastón de mando o un dispositivo similar para controlar el movimiento. Para reducir los efectos de las colisio-nes entre la sonda y la pieza se emplean motores de engranes de baja corriente y embragues de fricción. La CMM de control directo por computadora opera igual que una máquina herramienta de CNC. Es una máquina de inspección computarizada que funciona bajo el control de un programa. La computadora también registra las mediciones hechas durante la inspección y ejecuta diversos cálculos asociados con ciertas mediciones (por ejemplo, calcular el centro de un orificio a partir de tres puntos en la superficie del orificio ciego).
Mediciones y ventajas de una CMM La capacidad básica de una CMM es determinar los valores de coordenadas donde su sonda entra en contacto con la superficie de una pieza. El control por computadora permite a la CMM realizar mediciones e inspecciones más sofisti-cadas, como: 1) determinar la posición central de un orificio o cilindro, 2) definir un plano, 3) medir la planicie de una superficie o el paralelismo entre dos superficies y 4) medir un ángulo entre dos planos.
Entre las ventajas de usar máquinas de medición de coordenadas sobre los métodos de inspección manuales están 1) la mayor productividad, una CMM realiza procedi-mientos de inspección más complejos en mucho menos tiempo que los métodos manuales tradicionales; 2) mayor exactitud y precisión inherentes que los métodos convencionales; y 3) menores errores humanos mediante la automatización del procedimiento de inspección y cálculos asociados [13]. Una CMM es una máquina de propósito general que se usa para inspeccionar diversas configuraciones de piezas.
45.5.2 Mediciones con láseres
Recuerde que láser significa amplificación luminosa mediante la emisión estimulada de ra-diaciones. Entre las aplicaciones del láser están el corte (sección 26.3.3) y la soldadura (sec-ción 31.4.2). Estas aplicaciones implican el uso de láser de estado sólido capaz de enfocar su-ficiente energía para fundir o sublimar el material de trabajo. Los láseres para aplicaciones de medición son láser de gas de baja energía, como la combinación helio-neón, que emite luz en el rango visible. El haz luminoso de un láser es: 1) altamente monocromático, esto sig-nifica que la luz tiene una sola longitud de onda y 2) posee una alta colimación, lo que significa que los haces de luz son paralelos. Estas propiedades han motivado una creciente lista de aplicaciones del láser en la medición e inspección. A continuación se describen dos de éstas.
Sistemas láser de exploración El láser de exploración usa un haz láser distorsionado mediante un espejo rotatorio para producir un haz de luz que pasa sobre un objeto, como
www.FreeLibros.me

en la figura 45.15. Un fotodetector en el lado lejano del objeto detecta el haz de luz durante su paso, excepto por breve tiempo cuando éste es interrumpido por el objeto. Este periodo puede medirse rápidamente con gran exactitud. Un sistema microprocesador mide la interrupción de tiempo, la cual se relaciona con el tamaño del objeto en la trayectoria del haz láser y convierte ese tiempo a una dimensión lineal. Los haces de láser de exploración se aplican en la inspección y calibración en líneas de alta producción. Pueden enviarse señales al equipo de producción para hacer ajustes en el proceso y activar un dispositivo de clasificación en la línea de producción. Entre las aplicaciones de los sistemas láser de exploración están las operaciones de laminado, la extrusión de alambres, el maquinado y el esmerilado.
Triangulación con láser La triangulación se usa para determinar la distancia de un objeto a partir de dos posiciones conocidas mediante relaciones trigonométricas de un triángulo recto. El principio puede aplicarse en mediciones dimensionales usando un sistema láser, como en la figura 45.16. El haz láser se enfoca sobre un objeto para formar un punto de luz en la superficie. Para determinar la ubicación del punto se emplea un detector óptico. Se
FIGURA 45.15 Sistema láser de exploración para medición del diámetro de una pieza de trabajo cilíndrica; el tiempo de interrupción del haz de luz es proporcional al diámetro D.
Lente de colimación
Pieza de trabajo con diámetro D
Lente de colección
Fotodetector
Láser
Haz láser
Espejo rotatorio
Vol
taje
Tiempo
D
FIGURA 45.16 Triangulación láser para medir una dimensión de la pieza D.
Láser
Haz láser
Punto de luz
Fotodetector sensiblea la posición
Sección 45.5/Tecnologías avanzadas de medición e inspección 1007
www.FreeLibros.me

1008 Capítulo 45/Medición e inspección
fijan y registran el ángulo A del haz dirigido al objeto y la distancia H. Dado que el foto-detector se localiza a una distancia fija encima de la mesa de trabajo, la profundidad de la pieza D en la disposición de la figura 45.16 está dada por
D = H - R = H – L cot A (45.3)
donde L se determina mediante la posición del punto de luz sobre la pieza de trabajo.
45.5.3 Visión de máquina
La visión de máquina implica la adquisición, procesamiento e interpretación de datos de imágenes mediante computadoras para alguna aplicación útil. Los sistemas de visión se clasifican en dos y tres dimensiones. Los sistemas de dos dimensiones captan la escena como una imagen bidimensional, lo cual es bastante conveniente para aplicaciones que implican un objeto plano. Entre los ejemplos están la medición y la calibración de dimen-siones, la presencia de componentes y características de una superficie plana (o casi plana). Los sistemas de visión tridimensional se requieren para aplicaciones que necesitan un aná-lisis tridimensional de la escena, los cuales implican contornos o formas. La mayoría de las aplicaciones actuales son bidimensionales, por lo que el análisis de esta sección se enfocará en esta tecnología.
Operación de los sistemas de visión de máquinas La operación de un sistema de visión de máquina consta de tres pasos, que se muestran en la figura 45.17: 1) adquisición y digita-lización de la imagen, 2) procesamiento y análisis de la imagen y 3) interpretación.
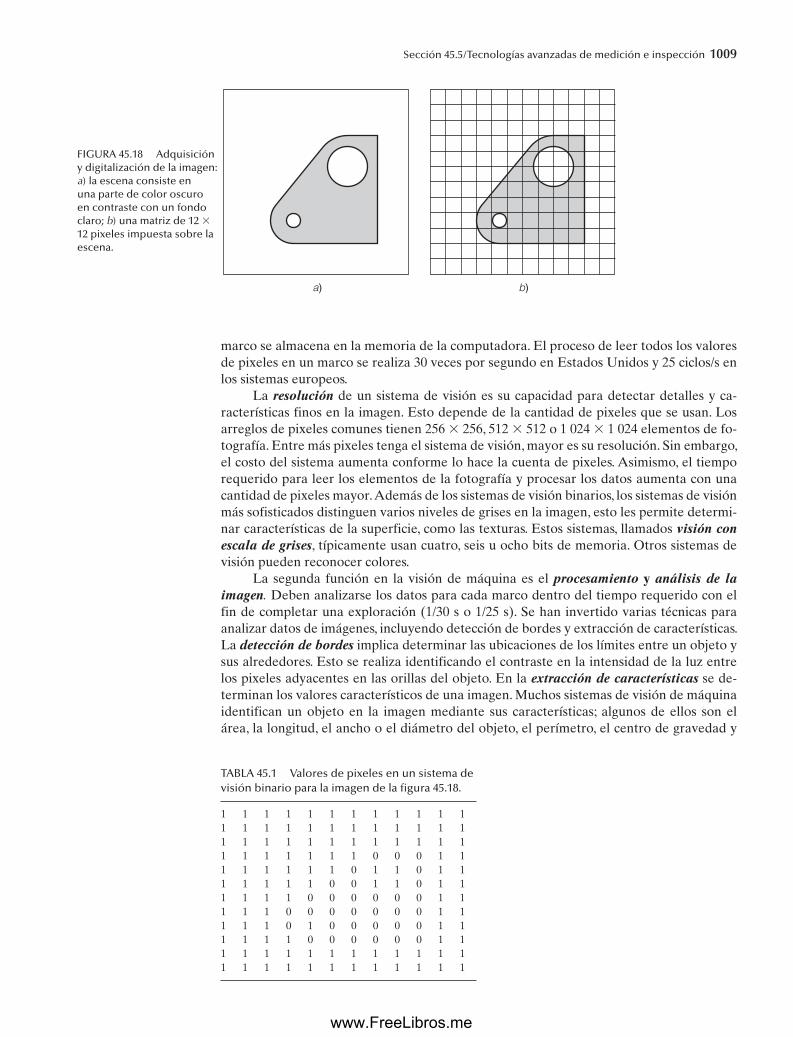
La adquisición y digitalización de imágenes se realizan mediante una cámara de vi-deo conectada a un sistema de digitalización para almacenar los datos de imágenes que se utilizarán en el procesamiento posterior. Con la cámara enfocada en el sujeto, se obtiene una imagen que divide el área de visión en una matriz de elementos separados de la fo-tografía (llamados pixeles), en la cual cada elemento supone un valor proporcional a la intensidad de luz de esa porción de la escena. El valor de intensidad para cada pixel se convierte a su valor digital equivalente mediante una conversión analógica a digital. La adquisición y digitalización de imágenes se muestran en la figura 45.18 para un sistema de visión binaria; en éste la intensidad de la luz se reduce a dos valores (blanco o negro = 0 o 1), como en la tabla 45.1. La matriz de pixeles de la ilustración sólo es de 12 � 12; un siste-ma de visión real debe tener muchos más pixeles para una mejor resolución. Cada conjunto de valores de pixeles es un marco, el cual consiste en el conjunto de pixeles digitalizados. El
FIGURA 45.17 Operación de un sistema de visión de máquina.
Adquisición y digitalización de la imagen
Procesamiento y análisis de la imagen
Interpretación
Decisiones y accionesCámara
Fuente de luz
Piezas
Transportador móvil
www.FreeLibros.me
marco se almacena en la memoria de la computadora. El proceso de leer todos los valores de pixeles en un marco se realiza 30 veces por segundo en Estados Unidos y 25 ciclos/s en los sistemas europeos.
La resolución de un sistema de visión es su capacidad para detectar detalles y ca-racterísticas finos en la imagen. Esto depende de la cantidad de pixeles que se usan. Los arreglos de pixeles comunes tienen 256 � 256, 512 � 512 o 1 024 � 1 024 elementos de fo-tografía. Entre más pixeles tenga el sistema de visión, mayor es su resolución. Sin embargo, el costo del sistema aumenta conforme lo hace la cuenta de pixeles. Asimismo, el tiempo requerido para leer los elementos de la fotografía y procesar los datos aumenta con una cantidad de pixeles mayor. Además de los sistemas de visión binarios, los sistemas de visión más sofisticados distinguen varios niveles de grises en la imagen, esto les permite determi-nar características de la superficie, como las texturas. Estos sistemas, llamados visión con escala de grises, típicamente usan cuatro, seis u ocho bits de memoria. Otros sistemas de visión pueden reconocer colores.
La segunda función en la visión de máquina es el procesamiento y análisis de la imagen. Deben analizarse los datos para cada marco dentro del tiempo requerido con el fin de completar una exploración (1/30 s o 1/25 s). Se han invertido varias técnicas para analizar datos de imágenes, incluyendo detección de bordes y extracción de características. La detección de bordes implica determinar las ubicaciones de los límites entre un objeto y sus alrededores. Esto se realiza identificando el contraste en la intensidad de la luz entre los pixeles adyacentes en las orillas del objeto. En la extracción de características se de-terminan los valores característicos de una imagen. Muchos sistemas de visión de máquina identifican un objeto en la imagen mediante sus características; algunos de ellos son el área, la longitud, el ancho o el diámetro del objeto, el perímetro, el centro de gravedad y
FIGURA 45.18 Adquisición y digitalización de la imagen: a) la escena consiste en una parte de color oscuro en contraste con un fondo claro; b) una matriz de 12 � 12 pixeles impuesta sobre la escena.
b)a)
TABLA 45.1 Valores de pixeles en un sistema de visión binario para la imagen de la figura 45.18.
1 1 1 1 1 1 1 1 1 1 1 11 1 1 1 1 1 1 1 1 1 1 11 1 1 1 1 1 1 1 1 1 1 11 1 1 1 1 1 1 0 0 0 1 11 1 1 1 1 1 0 1 1 0 1 11 1 1 1 1 0 0 1 1 0 1 11 1 1 1 0 0 0 0 0 0 1 11 1 1 0 0 0 0 0 0 0 1 11 1 1 0 1 0 0 0 0 0 1 11 1 1 1 0 0 0 0 0 0 1 11 1 1 1 1 1 1 1 1 1 1 11 1 1 1 1 1 1 1 1 1 1 1
Sección 45.5/Tecnologías avanzadas de medición e inspección 1009
www.FreeLibros.me

1010 Capítulo 45/Medición e inspección
la relación de dimensión. Se han diseñado algoritmos de extracción de características para determinarlas con base en el área y los límites de los objetos. El área de un objeto se deter-mina contando la cantidad de pixeles que lo forman. La longitud se encuentra midiendo la distancia (en pixeles) entre dos bordes opuestos de la pieza.
La interpretación de la imagen es la tercera función. Se realiza mediante caracte-rísticas extraídas. Por lo general la interpretación tiene que ver con el reconocimiento de objetos, identificar el objeto en la imagen, comparándolo con modelos predefinidos o va-lores estándar. Una técnica de interpretación común es la coincidencia de plantillas, que se refiere a métodos que comparan una o más características de una imagen con las ca-racterísticas correspondientes de un modelo (plantilla) almacenado en la memoria de la computadora.
Aplicaciones de la visión de máquina En general, la función de interpretación en la vi-sión de máquina se relaciona con las aplicaciones, las cuales se dividen en cuatro catego-rías: 1) inspección, 2) identificación de piezas, 3) guía y control visual y 4) monitoreo de seguridad.
La inspección es la categoría más importante, representa alrededor del 90% de todas las aplicaciones industriales. Las aplicaciones están en la producción masiva, en donde el tiempo para programar e instalar el programa se divide entre muchos miles de unidades. Entre las tareas de inspección típicas están: 1) medición o calibración de dimensiones, la cual implica medir o calibrar ciertas dimensiones de piezas o productos que se mueven a lo largo de un transportador; 2) funciones de verificación, las cuales incluyen verificar la presencia de componentes en un producto ensamblado, la presencia de un orificio en una pieza de trabajo y tareas similares; y 3) identificación de fallas y defectos, como la identi-ficación de los defectos en una etiqueta impresa, por ejemplo una ubicación errónea, texto, numeración o imágenes mal impresas en la etiqueta.
Las aplicaciones de la identificación de piezas incluyen el conteo de las diferentes piezas que se mueven a lo largo de un transportador, la clasificación de piezas y el recono-cimiento de caracteres. La guía y el control visual implica un sistema de visión que hace interfaz con un robot o máquina similar para controlar el movimiento de la máquina. Entre los ejemplos se cuentan el seguimiento de la costura en la soldadura continua con arco, el posicionamiento o la reorientación de piezas y la recolección de piezas de un contenedor. En las aplicaciones de monitoreo de seguridad, el sistema de visión supervisa la operación de producción para detectar irregularidades que podrían indicar una condición de riesgo para el equipo o las personas.
45.5.4 Otras técnicas de inspección sin contacto
Además de los métodos de inspección óptica, se usan diversas técnicas no ópticas en la ins-pección. Éstas incluyen las técnicas de sensores basados en campos eléctricos, radiaciones y ultrasonido.
Bajo ciertas condiciones, los campos eléctricos creados mediante una sonda eléctrica se emplean para la inspección. Los campos incluyen la reluctancia, la capacitancia y la in-ductancia: son afectados por un objeto en la vecindad de la sonda. En una aplicación típica, la pieza de trabajo se posiciona en una relación fija con la sonda. Al medir el efecto del objeto sobre el campo eléctrico, se hace una medición indirecta de ciertas características de las piezas, como las dimensiones, el grosor de láminas metálicas y defectos (resquebra-jaduras y huecos bajo la superficie) en el material.
Las técnicas de radiación emplean radiación de rayos X para inspeccionar metales y soldaduras. La cantidad de radiación que absorbe el objeto metálico indica el espesor y la presencia de defectos en la pieza o sección soldada. Por ejemplo, se usa la inspección con rayos X para medir el espesor de hojas metálicas en el laminado. Los datos de la inspección se emplean para ajustar la separación entre los rodillos en la laminadora.
Las técnicas ultrasónicas usan sonido de alta frecuencia (mayor de 20 000 Hz) para realizar varias tareas de inspección. Una de las técnicas analiza las ondas ultrasónicas que
www.FreeLibros.me

emite una sonda y que se reflejan en el objeto. Durante la preparación para el procedi-miento de inspección, se coloca una pieza de prueba ideal frente a la sonda para obtener un patrón del sonido reflejado. Se emplea este patrón de sonido como el estándar contra el cual se comparan después las pieza de la producción. Si el patrón reflejado de una pieza coincide con el estándar, se acepta la pieza. Si no coincide, se rechaza.
REFERENCIAS
[1] American National Standards Institute, Inc. Surface Texture, ANSI B46.1-1978. American Society of Mechanical Engineers, Nueva York, 1978.
[2] American National Standards Institute, Inc. Surface Integrity, ANSI B211.1-1986, Society of Manufacturing Engineers, Dearborn, Mich., 1986.
[3] Brown y Sharpe. Handbook of Metrology. North Kingston, R.I., 1992.
[4] Centuries of Measurement. Sheffield Measurement Division, Cross & Trecker Corporation, Dayton, Ohio, 1984.
[5] DeGarmo, E. P. Black, J. T. y Kohser, R. A. Materials and Processes in Manufacturing, 9a. ed., John Wiley & Sons, Inc., Nueva York, 2003.
[6] Farago, F. T. Handbook of Dimensional Measurement, 3a. ed., Industrial Press Inc,. Nueva York, 1994.
[7] Machining Data Handbook, 3a. ed., Vol. dos. Machinability Data Center. Cincinnati, Ohio, 1980, capítulo 18.
[8] Morris, A. S. Measurement and Calibration for Quality Assurance. John Wiley & Sons, Inc., Nueva York, 1998.
[9] Mummery, L. Surface Texture Analysis�The Handbook. Hommelwerke Gmbh, Alemania, 1990.
[10] Murphy, S. D. In-Process Measurement and Control. Marcel Dekker, Nueva York, 1990.
[11] Ostwald, P. F. y Munoz. J. Manufacturing Processes and Systems, 9a. ed. John Wiley & Sons, Inc., Nueva York, 1997.
[12] Schaffer, G. H. “Taking the Measure of CMMs.” Reporte especial 749, American Machinist, octubre de 1982, pp. 145-160.
[13] Schaffer, G. H. “Machine Vision: A Sense for CIM.” Reporte especial 767, American Machinist, junio de 1984, pp. 101-120.
[14] Spitler, D. (ed.). Fundamentals of Tool Design, 5a. ed. Society of Manufacturing Engineers, Dearborn, Mich., 2003
[15] S. Starrett Company, Tools and Rules, Athol, Mass., 1992.[16] Wick, C. y Veilleux, R. E. Tool and Manufacturing Engineers
Handbook, 4a. ed., vol. IV, Quality Control and Assembly. Society of Manufacturing Engineers, Dearborn, Mich., 1987.
PREGUNTAS DE REPASO
45.1. ¿Cómo se distingue la medición de la inspección?45.2. ¿Cuáles son las diferencias entre la calibración y la medi-
ción?45.3. ¿Cuáles son las seis cantidades fundamentales en la metro-
logía?45.4. ¿Que es la exactitud en la medición?45.5. ¿Qué es la precisión en la medición?45.6. ¿Qué significa el término “calibración”?45.7. Además de una buena exactitud y precisión, ¿cuáles son los
atributos y características deseables de un instrumento de medición?
45.8. ¿Qué es la regla de 10?45.9. La inspección automatizada puede integrarse con el proce-
so de manufactura para realizar ciertas acciones. ¿Cuáles son estas posibles acciones?
45.10. Proporcione un ejemplo de una técnica de inspección sin contacto.
45.11. ¿Qué significa el término “dispositivo de medición gradua-do”?
45.12. ¿Cuáles son los métodos comunes para evaluar la rugosidad de la superficie?
45.13. ¿Qué es una máquina de medición de coordenadas?45.14. Describa un sistema láser de exploración.45.15. ¿Qué es un sistema de visión binaria?45.16. Mencione algunas de las tecnologías de sensores no ópticos
sin contacto, disponibles para inspección.
Preguntas de repaso 1011
www.FreeLibros.me

1012 Capítulo 45/Medición e inspección
CUESTIONARIO DE OPCIÓN MÚLTIPLE
En las siguientes preguntas de opción múltiple hay un total de 16 respuestas correctas (algunas preguntas tienen varias respuestas correctas). Para obtener una calificación perfecta hay que dar todas las respuestas correctas del cuestionario. Cada respuesta correcta vale un punto. Por cada respuesta omitida o errónea, la calificación se reduce en un punto, y cada respuesta adicional que sobrepase el número correcto de respuestas reduce la calificación en un punto. El porcentaje de calificación se basa en el número total de respuestas correctas.
45.1. ¿Cuáles de los siguientes son atributos del “sistema métrico” de medición lineal? (dos respuestas correctas): a) basado en distancias astronómicas, b) definido en términos del cuerpo humano, c) se origino en Gran Bretaña, d) usa prefijos ra-cionales para las unidades y e) las unidades se subdividen en forma decimal.
45.2. ¿Cuál de los siguientes países no utiliza el sistema interna-cional de unidades?: a) China, b) Francia, c) Alemania, d) Japón, e) Panamá, f) Rusia o g) Estados Unidos.
45.3. Los dos tipos básicos de inspección son la inspección por va-riables y la inspección por atributos. ¿Cuál de las siguientes opciones la usa el segundo tipo de inspecciones?: a) prueba destructiva, b) calibración, c) medición o d) prueba no des-tructiva.
45.4. ¿Cuál de las siguientes opciones puede lograrse al integrar la inspección 100% automatizada con el proceso de manu-factura?: (dos mejores respuestas) a) mejor diseño de pro-ductos, b) retroalimentación de datos para ajustar el pro-ceso, c) calidad perfecta al 100% y d) clasificación de las piezas con y sin defectos.
45.5. ¿Cuáles de los siguientes son ejemplos de inspección sin contacto? (dos respuestas correctas): a) calibradores, b) sis-temas de medición de coordenadas, c) indicadores de cará-tula, d) visión de máquina, e) micrómetros, f) sistemas láser
de exploración, g) calibradores de contacto y h) técnicas ultrasónicas.
45.6. ¿Con cuál de los siguientes materiales es más común que se haga una placa superficial?: a) cerámico de óxido de alu-minio, b) hierro fundido, c) granito, d) polímeros duros o e) acero inoxidable.
45.7. ¿En cuál de las siguientes mediciones sería apropiado un mi-crómetro externo?: (dos mejores respuestas) a) profundidad de un orificio, b) diámetro de un orificio, c) longitud de una pieza, d) diámetro de un eje y e) rugosidad de una superficie.
45.8. En un calibrador pasa/no pasa, ¿cuál de las siguientes op-ciones describe mejor la función del calibrador de pasa?: a) verifica el límite de tolerancia máxima, b) verifica la condi-ción de material máxima, c) verifica el tamaño máximo, d) verifica la condición material mínima o e) verifica el tamaño mínimo.
45.9. ¿Cuál de las siguientes opciones es probable que sea un cali-brador pasa/no pasa?: (tres respuestas correctas) a) bloques de calibración, b) calibrador límite, c) calibrador maestro, d) calibrador de inserto, y e) calibrador de contacto.
45.10. ¿Cuál de las siguientes es la aplicación más importante de los sistemas de visión?: a) inspección, b) identificación de objetos, c) monitoreo de seguridad o d) guía y control visual de un manipulador robótico.
PROBLEMASPrincipios de medición
45.1. Se usan dos micrómetros para medir un bloque de calibra-ción de 1.0000 in. Se toman cinco mediciones con cada mi-crómetro. Para el micrómetro A las cinco mediciones fueron 1.0001 in, 1.0003 in, 1.0000 in, 1.0001 in y 1.0003 in. Para el micrómetro B, las cinco mediciones fueron 1.0002 in, 0.9999 in, 1.0001 in, 1.0000 in y 0.9999 in. Determine a) la media y la desviación estándar del error para cada uno de los micró-metros, b) ¿cuál micrómetro tiene la mejor exactitud?, c) ¿cuál micrómetro tiene la mejor precisión?
45.2. Se usan dos calibradores de vernier para medir un bloque de calibración de 10.000 mm. Se toman cinco mediciones con cada calibrador. Para el calibrador A las cinco medicio-nes fueron 10.01 mm, 10.00 mm, 10.02 mm, 10.02 mm y 10.01 mm. Para el calibrador B, las cinco mediciones fueron 10.01 mm, 9.98 mm, 9.98 mm, 10.01 mm y 9.99 mm. Determine a) la media y la desviación estándar del error para cada uno de los calibradores, b) ¿cuál calibrador tiene la mejor exacti-tud?, c) ¿cuál calibrador tiene la mejor precisión?
Dispositivos de medición e inspección45.3. Diseñe los tamaños nominales de un calibrador de inserto
pasa/no pasa para inspeccionar una pieza de 1.500 ± 0.030 in. Existe una holgura de desgaste aplicada sólo al lado pasa del calibrador. La holgura de desgaste es 2% de la banda de tolerancia completa para la característica inspeccionada. De-termine a) el tamaño nominal del calibrador pasa incluyendo
la holgura de desgaste y b) el tamaño nominal del calibrador no pasa.
45.4. Resuelva el problema anterior, excepto que el calibrador pasa/no pasa se usa para inspeccionar el diámetro de una flecha que es de 1.500 � 0.030. Se aplica una holgura de des-gaste sólo al lado pasa.
www.FreeLibros.me
45.5. Diseñe los tamaños nominales de un calibrador de inserto pasa/no pasa para inspeccionar una pieza de 30.00 � 0.18 mm. Existe una holgura de desgaste aplicada sólo al lado pasa del calibrador. La holgura de desgaste es 3% de la ban-da de tolerancia completa para la característica inspeccio-nada. Determine a) el tamaño nominal del calibrador pasa incluyendo la holgura de desgaste y b) el tamaño nominal del calibrador no pasa.
45.6. Resuelva el problema anterior, excepto que el calibrador pasa/no pasa se usa para inspeccionar el diámetro de una flecha que es de 30.00 � 0.18 mm. Se aplica una holgura de desgaste sólo al lado pasa.
45.7. Se usa una barra de seno para determinar el ángulo de una característica de una pieza. La longitud de la barra de seno es de 6.000 in. Los rodillos tienen un diámetro de 1.000 in. Toda la inspección se realiza sobre una placa superficial. Con el fin de que la barra de seno coincida con el ángulo de la pieza, deben apilarse los siguientes bloques de calibración: 2.0000, 0.5000, 0.3550. Determine el ángulo de la característi-ca de la pieza.
45.8. Se usa una barra de seno de 200.00 mm para inspeccionar un ángulo en una pieza. El ángulo tiene una dimensión de 35.0 � 1.8°. Los rodillos de la barra de seno tienen un diá-metro de 30.0 mm. Se cuenta con un conjunto de bloques
de calibración que pueden formar cualquier altura desde 10.0000 hasta 199.9975 en incrementos de 0.0025 mm. De-termine a) la altura de la pila de bloques de calibración para inspeccionar el ángulo mínimo, b) la altura de la pila de blo-ques de calibración para inspeccionar el ángulo máximo, c) el incremento más pequeño de ángulo que puede estable-cerse al tamaño nominal de ángulo. Toda la inspección se realiza sobre una placa superficial.
45.9. Un sistema de triangulación láser tiene el rayo montado a 35° de la vertical. La distancia entra la mesa de trabajo y el fotodetector es de 24.000 in. Determine a) la distancia entre el láser y el fotodetector cuando no está presente una pieza y b) la altura de una pieza cuando la distancia entre el láser y el fotodetector es de 12.0250 in.
45.10. Un sistema de triangulación láser se usa para determinar la altura de un bloque de acero. El sistema tiene un detector fotosensible que se localiza a 750.000 mm sobre la superfi-cie de trabajo, y el láser está montado a un ángulo de 30° de la vertical. La posición de la reflexión del láser sobre el fotosensor se registra sin ninguna pieza sobre la mesa de trabajo. Después se coloca una pieza sobre la mesa de tra-bajo, la reflexión del láser cambia 70.000 mm hacia el láser. Determine la altura del objeto.
Problemas 1013
www.FreeLibros.me

www.FreeLibros.me