marcadoras lÁser guÍa tÉcnica -...
TRANSCRIPT
MARCADORAS LÁSERGUÍA TÉCNICA
Edición de marcado en metal

Ejemplos de métodos típicos de marcado de metal
22
- Alta calidad gracias al marcado sin contacto
- Sin costos operativos
- No requiere mantenimiento
- Los diseños de marcado se pueden cambiar de forma flexible
- Capaz de marcar códigos de barras y códigos 2D
Marcador láser Máquina de estampado Micro-percusión
- Bajo costo inicial
- Requiere ajustes de equipo
- Difícil mantener una calidad consistente
- Requiere horas-hombre para cambiar las placas
- El contacto daña el objeto
- Bajo costo inicial
- Calidad de marcado inestable
por el desgaste de las puntas
- Requiere control de ruido
- Prolongados tiempos de proceso
- Conlleva costos de mantenimiento
Introducción
Ejemplos de marcado láser por material
Hierro (Fe) Cobre (Cu)Aluminio (Al)Acero inoxidable (SUS)
- Piezas de automóviles
- Herramientas
- Componentes de máquina
- Componentes electrónicos
- Cables
- Válvulas
- Placas de identificación
- Cajas de aparatos
electrodomésticos
- Partes automotrices
- Placas de identificación
- Equipos médicos
- Utensilios de cocina
Aplicaciones típicas
La técnica láser se está volviendo predominante en el marcado de metalesSe han utilizado diversos métodos de marcado para los metales.
Los ejemplos típicos incluyen a los marcadores láser, estampado, máquinas de marcado, etiquetas y micro-percusión.
El marcado láser se está convirtiendo en el método más utilizado, gracias a sus múltiples ventajas.
Ventajas de los marcadores láser
1. Marcando permanente 4. Daño mínimo
2. El marcado sin contacto garantiza alta calidad 5. Sin costos operativos
3. Capaz de marcar códigos de barras 1D y 2D 6. Fácil cambio de modelo
Después de descubrir estas ventajas, muchos usuarios han reemplazado sus métodos de marcado convencionales por el
marcado láser.
En esta guía se explica por qué el marcado láser se está convirtiendo en el método predominante para la marcación de metales,
y se explica cómo KEYENCE puede ayudarle en este ámbito.
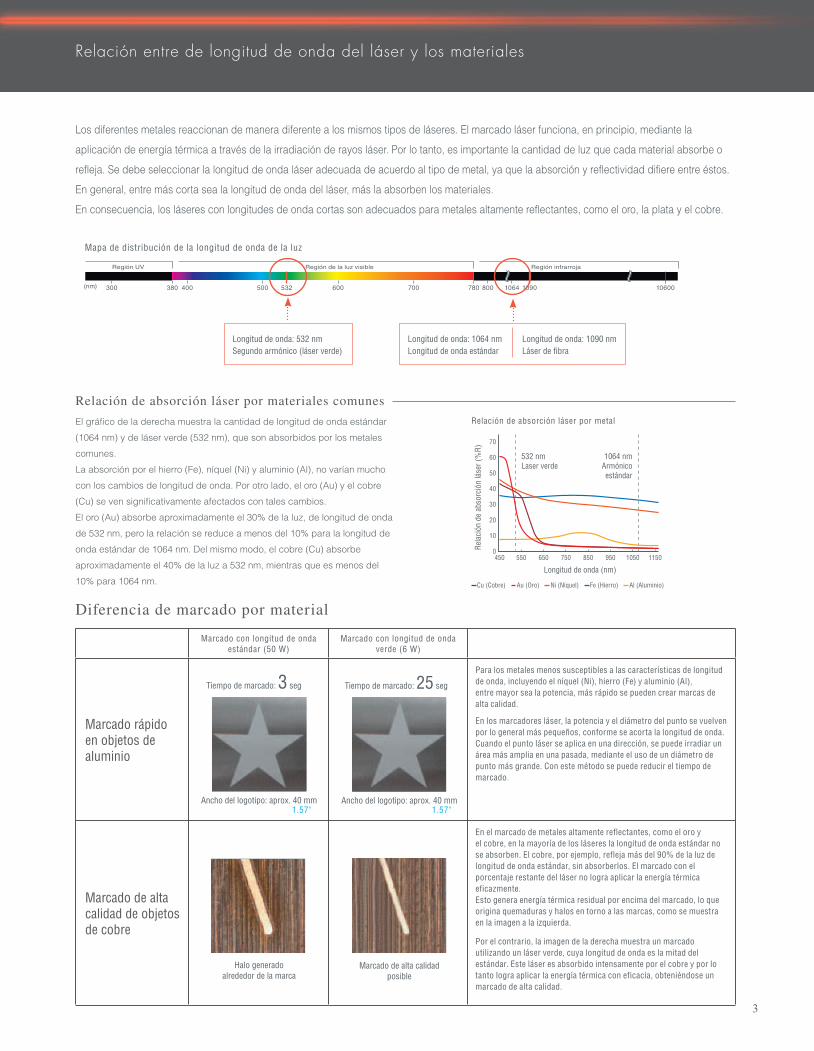
Marcado con longitud de onda estándar (50 W)
Marcado con longitud de onda verde (6 W)
Marcado rápido en objetos de aluminio
Para los metales menos susceptibles a las características de longitud de onda, incluyendo el níquel (Ni), hierro (Fe) y aluminio (Al), entre mayor sea la potencia, más rápido se pueden crear marcas de alta calidad.
En los marcadores láser, la potencia y el diámetro del punto se vuelven por lo general más pequeños, conforme se acorta la longitud de onda. Cuando el punto láser se aplica en una dirección, se puede irradiar un área más amplia en una pasada, mediante el uso de un diámetro de punto más grande. Con este método se puede reducir el tiempo de marcado.
Marcado de alta calidad de objetos de cobre
En el marcado de metales altamente reflectantes, como el oro y el cobre, en la mayoría de los láseres la longitud de onda estándar no se absorben. El cobre, por ejemplo, refleja más del 90% de la luz de longitud de onda estándar, sin absorberlos. El marcado con el porcentaje restante del láser no logra aplicar la energía térmica eficazmente. Esto genera energía térmica residual por encima del marcado, lo que origina quemaduras y halos en torno a las marcas, como se muestra en la imagen a la izquierda.
Por el contrario, la imagen de la derecha muestra un marcado utilizando un láser verde, cuya longitud de onda es la mitad del estándar. Este láser es absorbido intensamente por el cobre y por lo tanto logra aplicar la energía térmica con eficacia, obteniéndose un marcado de alta calidad.
70
60
50
40
30
20
10
0450 550 650 750 850 950 1050 1150
532 nmLaser verde
1064 nmArmónico estándar
Rela
ción
de
abso
rció
n lá
ser (
%R)
Cu (Cobre) Au (Oro) Ni (Níquel) Fe (Hierro) Al (Aluminio)
Longitud de onda (nm)
Región infrarrojaRegión de la luz visibleRegión UV
(nm) 400300 380 500 600 700 800 1090780 1064 10600532
Longitud de onda: 532 nmSegundo armónico (láser verde)
Longitud de onda: 1064 nmLongitud de onda estándar
Longitud de onda: 1090 nmLáser de fibra
Tiempo de marcado: 3 seg
Ancho del logotipo: aprox. 40 mm
Halo generado alrededor de la marca
Tiempo de marcado: 25 seg
Ancho del logotipo: aprox. 40 mm1.57"1.57"
Marcado de alta calidad posible
Mapa de distribución de la longitud de onda de la luz
3
Los diferentes metales reaccionan de manera diferente a los mismos tipos de láseres. El marcado láser funciona, en principio, mediante la
aplicación de energía térmica a través de la irradiación de rayos láser. Por lo tanto, es importante la cantidad de luz que cada material absorbe o
refleja. Se debe seleccionar la longitud de onda láser adecuada de acuerdo al tipo de metal, ya que la absorción y reflectividad difiere entre éstos.
En general, entre más corta sea la longitud de onda del láser, más la absorben los materiales.
En consecuencia, los láseres con longitudes de onda cortas son adecuados para metales altamente reflectantes, como el oro, la plata y el cobre.
Relación entre de longitud de onda del láser y los materiales
Relación de absorción láser por materiales comunesEl gráfico de la derecha muestra la cantidad de longitud de onda estándar
(1064 nm) y de láser verde (532 nm), que son absorbidos por los metales
comunes.
La absorción por el hierro (Fe), níquel (Ni) y aluminio (Al), no varían mucho
con los cambios de longitud de onda. Por otro lado, el oro (Au) y el cobre
(Cu) se ven significativamente afectados con tales cambios.
El oro (Au) absorbe aproximadamente el 30% de la luz, de longitud de onda
de 532 nm, pero la relación se reduce a menos del 10% para la longitud de
onda estándar de 1064 nm. Del mismo modo, el cobre (Cu) absorbe
aproximadamente el 40% de la luz a 532 nm, mientras que es menos del
10% para 1064 nm.
Relación de absorción láser por metal
Diferencia de marcado por material
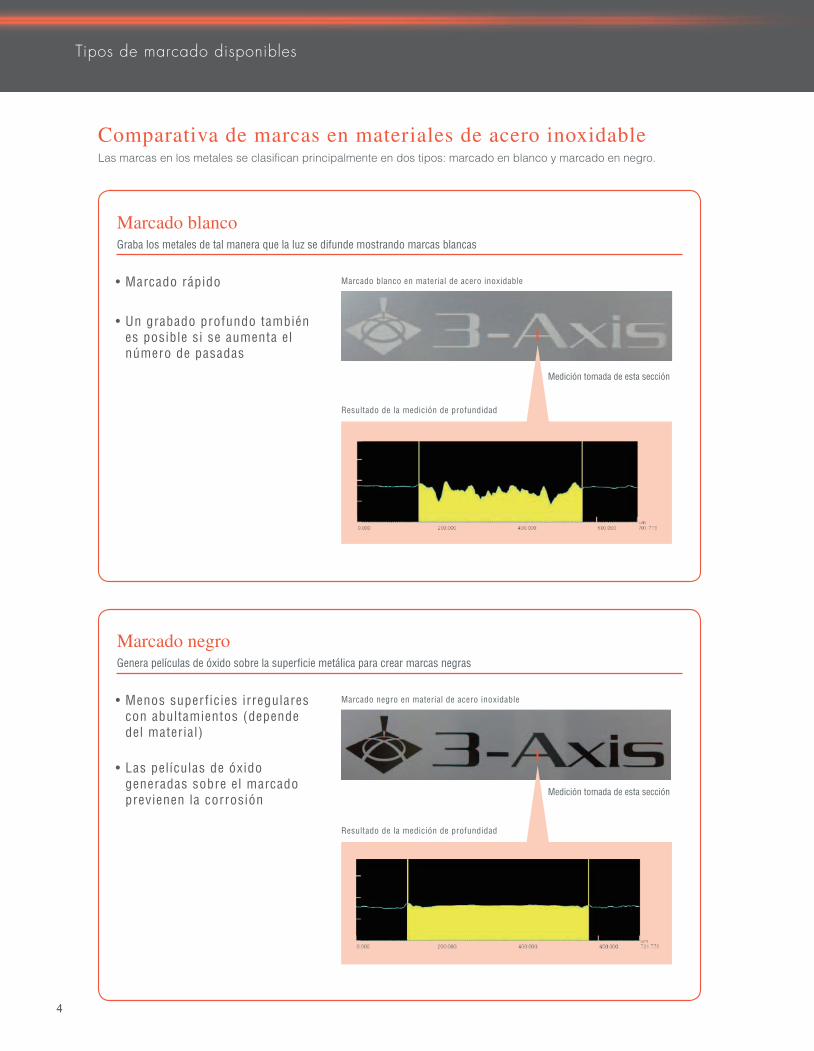
Comparativa de marcas en materiales de acero inoxidableLas marcas en los metales se clasifican principalmente en dos tipos: marcado en blanco y marcado en negro.
44
Tipos de marcado disponibles
• Marcado rápido
• Un grabado profundo también es posible si se aumenta el número de pasadas
• Menos superficies irregulares con abultamientos (depende del material)
• Las películas de óxido generadas sobre el marcado previenen la corrosión
Marcado blanco en material de acero inoxidable
Marcado negro en material de acero inoxidable
Resultado de la medición de profundidad
Resultado de la medición de profundidad
Marcado blancoGraba los metales de tal manera que la luz se difunde mostrando marcas blancas
Marcado negroGenera películas de óxido sobre la superficie metálica para crear marcas negras
Medición tomada de esta sección
Medición tomada de esta sección

Pu n t o
5
Además de los caracteres alfanuméricos, las marcadoras láser también pueden marcar códigos de barras y códigos 2D
para fines de trazabilidad. Mientras los componentes de metal han sido ampliamente utilizados en diversas industrias,
la industria automotriz ha implementado una administración de componentes particularmente estricta para mejorar la
trazabilidad en vista de la seguridad. Al marcar caracteres alfanuméricos con este fin, existe una limitación en cuanto al
número de caracteres que se pueden imprimir, debido a los espacios limitados disponibles. Codificando estos
caracteres, se puede escribir más información en un espacio limitado. Marcar códigos, en lugar de caracteres, permite
también que éstos sean leídos por los lectores de códigos y sean administrados como datos.
También se pueden marcar códigos paa trazabilidad
Ejemplos típicos de marcado de códigos
Con el fin de marcar rápidamente códigos 2D de alta calidad, es importante
seleccionar un patrón apropiado para el material objetivo existente. El software de
edición para marcadores láser de KEYENCE, Marking Builder 2, contiene diversos
patrones para escribir códigos 2D. Puede obtener resultados óptimos de
marcado que correspondan al material del objeto, al tamaño de la marca y al
lector de códigos que se está utilizando.
Marque rápidamente códigos fáci les de leer
Código QRCódigo de barras (CODE39) DataMatrix
Selección de patrones de marcado de códigos 2D
Patrón A
Patrón entero 1
Patrón B
Patrón entero 2
Patrón C
Patrón entero 3
Patrón D
Patrón entero 4
Patrón E Patrón F
66
Ancho del corteAncho del corte
Ancho del corteAncho del corte
CONVENCIONAL CONVENCIONAL
NUEVA FUNCIÓN NUEVA FUNCIÓN
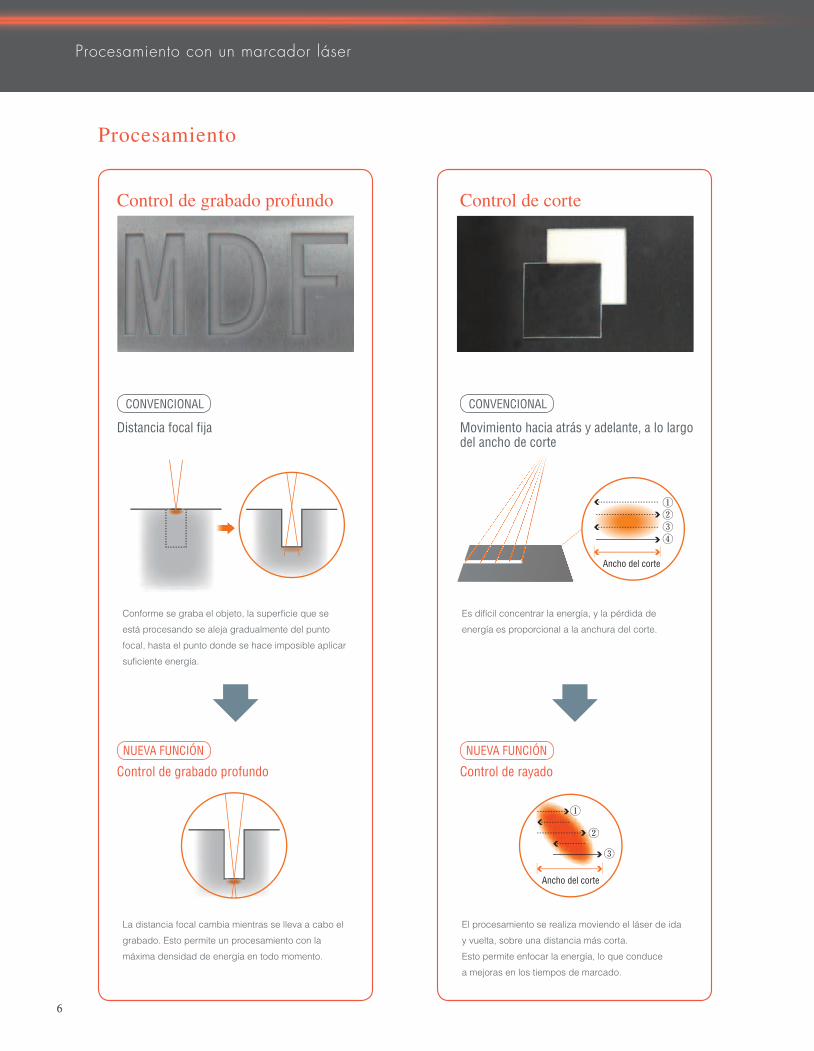
Conforme se graba el objeto, la superficie que se
está procesando se aleja gradualmente del punto
focal, hasta el punto donde se hace imposible aplicar
suficiente energía.
La distancia focal cambia mientras se lleva a cabo el
grabado. Esto permite un procesamiento con la
máxima densidad de energía en todo momento.
Es difícil concentrar la energía, y la pérdida de
energía es proporcional a la anchura del corte.
El procesamiento se realiza moviendo el láser de ida
y vuelta, sobre una distancia más corta.
Esto permite enfocar la energía, lo que conduce
a mejoras en los tiempos de marcado.
Procesamiento con un marcador láser
Procesamiento
Control de grabado profundo Control de corte
Distancia focal fija
Control de grabado profundo
Movimiento hacia atrás y adelante, a lo largo del ancho de corte
Control de rayado
Pu n t o
7
Función de nivel de coincidencia
TASA DE LECTURA
100%
43NIVEL DE
COINCIDENCIA
TASA DE LECTURA
100%
75NIVEL DE
COINCIDENCIA
Soluciones de KEYENCE
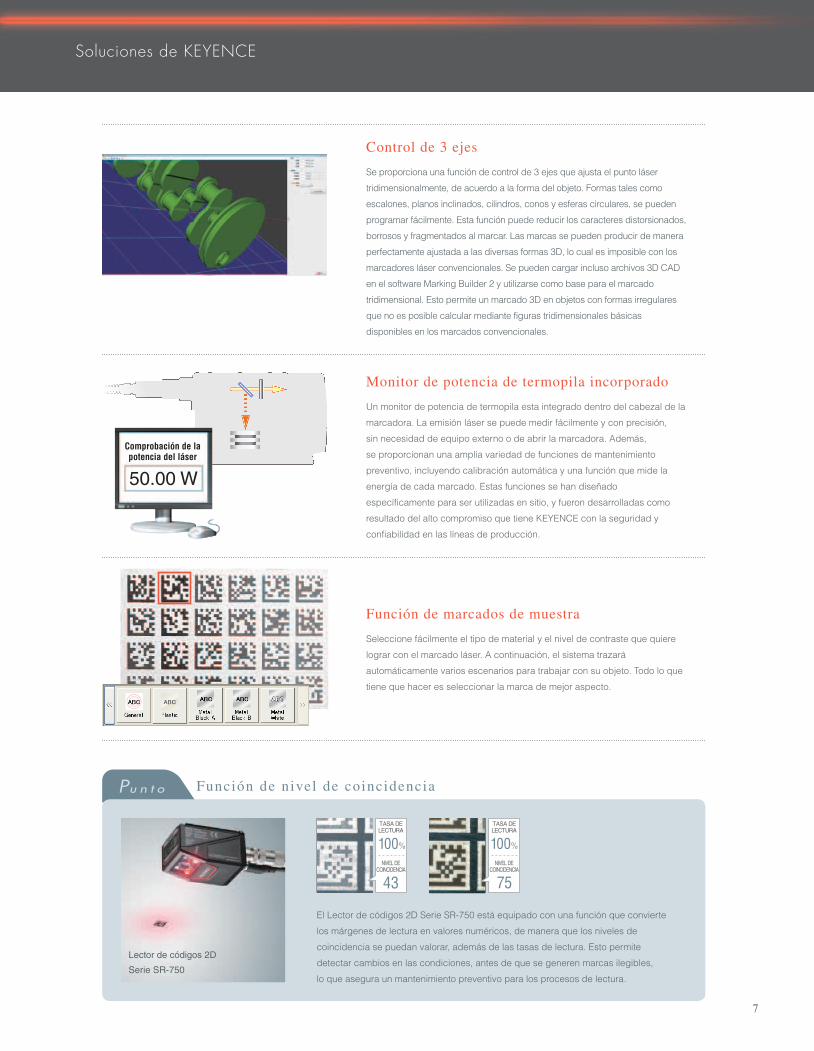
Control de 3 ejesSe proporciona una función de control de 3 ejes que ajusta el punto láser
tridimensionalmente, de acuerdo a la forma del objeto. Formas tales como
escalones, planos inclinados, cilindros, conos y esferas circulares, se pueden
programar fácilmente. Esta función puede reducir los caracteres distorsionados,
borrosos y fragmentados al marcar. Las marcas se pueden producir de manera
perfectamente ajustada a las diversas formas 3D, lo cual es imposible con los
marcadores láser convencionales. Se pueden cargar incluso archivos 3D CAD
en el software Marking Builder 2 y utilizarse como base para el marcado
tridimensional. Esto permite un marcado 3D en objetos con formas irregulares
que no es posible calcular mediante figuras tridimensionales básicas
disponibles en los marcados convencionales.
Monitor de potencia de termopila incorporadoUn monitor de potencia de termopila esta integrado dentro del cabezal de la
marcadora. La emisión láser se puede medir fácilmente y con precisión,
sin necesidad de equipo externo o de abrir la marcadora. Además,
se proporcionan una amplia variedad de funciones de mantenimiento
preventivo, incluyendo calibración automática y una función que mide la
energía de cada marcado. Estas funciones se han diseñado
específicamente para ser utilizadas en sitio, y fueron desarrolladas como
resultado del alto compromiso que tiene KEYENCE con la seguridad y
confiabilidad en las líneas de producción.
Función de marcados de muestraSeleccione fácilmente el tipo de material y el nivel de contraste que quiere
lograr con el marcado láser. A continuación, el sistema trazará
automáticamente varios escenarios para trabajar con su objeto. Todo lo que
tiene que hacer es seleccionar la marca de mejor aspecto.
El Lector de códigos 2D Serie SR-750 está equipado con una función que convierte
los márgenes de lectura en valores numéricos, de manera que los niveles de
coincidencia se puedan valorar, además de las tasas de lectura. Esto permite
detectar cambios en las condiciones, antes de que se generen marcas ilegibles,
lo que asegura un mantenimiento preventivo para los procesos de lectura.
Lector de códigos 2D
Serie SR-750
50.00 W
Comprobación de la potencia del láser
KMX1-1024
AVISO DE SEGURIDADPor favor lea cuidadosamente el manual de instrucciones para operar de manera segura cualquier producto KEYENCE.
KEYENCE MÉXICO S.A. DE C.V.
www.keyence.com.mx E-mail : [email protected]
Ciudad Juárez, Chihuahua León, Guanajuato Tijuana, Baja CaliforniaSan Pedro Garza García, Nuevo León
Copyright (c) 2014 KEYENCE CORPORATION. All rights reserved. Markingwhitepaper-KMX-EN-MX 1104-2 E 613309 Printed in JapanLa información publicada en este documento se basa en evaluaciones e investigaciones hechas por KEYENCE al momento del lanzamiento del producto y puede cambiar sin previo aviso.
OFICINAS LOCALES
Corporativo Mariano Escobedo 476 Piso 1, Col. Nueva Anzures, México, D.F. CP 11590, México Teléfono (55)8850-0100 Fax (81)8220-9097
0 1 - 8 0 0 - 5 3 9 - 3 6 2 301-800-KEYENCE
LLAMESIN COSTO
PARA CONTACTAR A SU OFICINA LOCAL
*Solo para México
* 6 1 3 3 0 9 *
Marcador a l áser de 3 ejes ■ Control De 3 Ejes Con Auto Enfoque
■ Alta Potencia Pico Y Ancho De Pulso Corto
■ Lector De Códigos 2D IncorporadoMarcadora láser híbrida de 3 ejes
MD-X1000/1500 (longitud de onda: 1064 nm)
Metal Resina
CerámicaRemoción de
pintura
Marcador a l áser de 3 ejes ■ Control de 3 ejes
■ Área amplia de 300 x 300 mm 11.81" x 11.81"
■ Resistente al medio ambiente/alta potencia
Marcadora láser de fibra de 3 ejes
MD-F3100/5100 (longitud de onda: 1090 nm)
Grabado profundo de metales
Marcado negro de metales
Cerámica Resina
Marcador a l áser de 3 ejes■ Control de 3 ejes
■ Área amplia de 300 x 300 mm 11.81" x 11.81"
■ Potencia de pico alto/pulso cortoMarcadora láser de 3 ejes YVO4
MD-V9900A (longitud de onda: 1064 nm)
Metal Resina
CerámicaRemoción de
pintura