lampara_odontologica
DESCRIPTION
Diseño de una lampara odontologica que cumpla con uos requisitos previso de precio, temperatura y formaTRANSCRIPT
sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 1 de 134
sDF134 – TRABAJO FINAL DEL MÓDULO C3 GRUPO nº 1
Datos identificativos
Grupo: 1 CASO: 2
Miembros del grupo:
1. Almela Hernández, Adrián Javier
2. Catalán Pachés, Pablo
3. Royo González, Marta
Fecha de entrega: 15/02/2010
Diseño de luminaria odontológica
LightEYE
2 de 134 Universitat Jaume I
INDICE DE DOCUMENTOS documento_I MEMORIA
1. INTRODUCCIÓN. DEFINICIÓN DEL PROBLEMA Y ANÁLISIS DEL TIPO DE PRODUCTOS.
1.1. INTRODUCCIÓN. DEFINICIÓN DEL PROBLEMA.
1.2. PRODUCTOS EXISTENTES EN EL MERCADO.
1.3. LÁMPARAS HALÓGENAS.
1.4. NORMATIVA.
2. DEFINICIÓN Y AMPLIACIÓN DE LOS REQUISITOS Y ESPECIFICACIONES.
2.1. REQUISITOS PRELIMINARES.CASO_1.
2.2. ESPECIFICACIONES TÉCNICAS. PARÁMETROS FUNCIONALES.
2.3. ESPECIFICACIONES TÉCNICAS. PARÁMETROS GEOMÉTRICOS.
2.4. AMPLIACIÓN DE REQUISITOS. OBJETIVOS DE DISEÑO.
3. SELECCIÓN INCIAL DE LOS MATERIALES.
3.1. PARÁMETROS DE MATERIALES INICIALES.
3.2. INDICES DE MATERIALES.
3.3. MATERIAL SELECCIONADO.
3.4. CARACTERÍSTICAS DEL MATERIAL SELECCIONADO.
4. ANÁLISIS DE ALTERNATIVAS DE MATERIALES Y PROCESOS DE FABRICACIÓN. COMPARACIÓN Y VALORACIÓN DE LAS ALTERNATIVAS.
4.1. APLICACIÓN DE LA METODOLOGÍA BOOTHROYD ET AL.
4.2. APLICACIÓN DE LA METODOLOGÍA SWIFT ET AL.
5. DEFINICIÓN Y JUSTIFICACIÓN DE LA GEOMETRÍA DE DETALLE DE LA PIEZA.
5.1. ANÁLISIS DE LA FORMA.
5.2. FORMA BASADA EN PRODUCTOS EXISTENTES EN EL MERCADO.
5.3. FORMA INICIAL.
5.4. GEOMETRÍA DE DETALLE DE LA PIEZA.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 3 de 134
6. ELABORACIÓN Y JUSTIFICACIÓN DEL PLAN DE PROCESOS/HOJA DE RUTA.
6.1. ELABORACIÓN DEL PLAN DE PROCESOS.
6.2. ELABORACIÓN DE LA HOJA DE RUTA
7. DISEÑO Y DESARROLLO DEL MOLDE/UTILLAJE.
8. CONCLUSIONES.
documento_II ANÁLISIS ECONÓMICO
1. CÁLCULO DEL COSTE RELATIVO DEL MOLDE.
documento_III PLIEGO DE CONDICIONES CON LAS ESPECIFICACIONES DE LOS MATERIALES
1. INDICES DE MATERIALES.
2. MATERIAL SELECCIONADO.
3. CARACTERÍSTICAS DEL MATERIAL SELECCIONADO.
documento_IV PLAN DE PROCESOS DE FABRICACIÓN DE LA PIEZA
1. PLANIFICACIÓN DE LOS PROCESOS GENERALES PARA EL CONFORMADO DE LA LUMINARIA EN GENERAL
2. GENERACIÓN DE LA HOJA DE RUTA.
3. DATOS DETALLADOS DEL PROCESO.
documento_V PLANOS
1. PLANOS DE DETALLE DE LA GEOMETRÍA FINAL DE LA PIEZA OBJETO DEL TRABAJO
2. PLANOS, A NIVEL DE DISEÑO PRELIMINAR, DEL MOLDE/UTILLAJE NECESARIOS PARA LA FABRICACIÓN DE LA PIEZA
documento_VI ANEXOS, CÁLCULOS Y OTROS
1. BÚSQUEDA DE INFORMACIÓN SOBRE EL PRODUCTO.
2. DISEÑO CONCEPTUAL, METODOLOGÍA PARA LA OBTENCIÓN DE SOLUCIONES.
3. CÁLCULOS

4 de 134 Universitat Jaume I
4. CARACTERÍSTICAS DEL MATERIAL SELECCIONADO.
5. ASEGURAMIENTO DE LA CALIDAD.
6. DOCUMENTACIÓN DE INTERÉS.
7. IMÁGENES 3D, AMBIENTACIONES.
7.1. IMÁGENES 3D DEL CONJUNTO.
7.2. IMÁGENES 3D DEL ELEMENTO A DESARROLLAR.
7.3. AMBIENTACIONES.
7.4. DÍPTICO.
7.5. LOGO E IMAGEN.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 5 de 134
documento_I MEMORIA
1. INTRODUCCIÓN. DEFINICIÓN DEL PROBLEMA Y ANÁLISIS DEL TIPO DE PRODUCTOS.
1.1. INTRODUCCIÓN. DEFINICIÓN DEL PROBLEMA
El objetivo de este trabajo de módulo consiste en diseñar una pieza concreta de un conjunto de orden superior, seleccionar el material más adecuado conforme a los requisitos y especificaciones, y desarrollar el plan de fabricación concretando los elementos necesarios para su fabricación.
Partimos del CASO 2: Luminaria para sillón odontológico, cuyos requisitos preliminares son:
• Peso máximo: 0,750 kg.
• Vida útil: 10 años (funcionando ininterrumpidamente).
• Tamaño de serie: 500.000 unidades (durante ciclo de vida).
• Potencia de lámpara MÁXIMA: 250 W.
• Apta para uso de bombilla halógena.
• Fácil limpieza
• Integración con elementos ergonómicos para su manejo.
DIMENSIONES ORIENTATIVAS: definidas por el equipo.
Partimos también de la siguiente imagen:

6 de 134 Universitat Jaume I
1.2. PRODUCTOS EXISTENTES EN EL MERCADO.
En base a las premisas anteriores se realizó una investigación de productos de estas características existentes en el mercado estudiándolos primeramente en su conjunto y posteriormente por los materiales de los que había sido generado, obteniendo como resultados más destacables los que siguen a continuación.
Primer estudio, diferenciando los materiales que generan el reflector; metálicos: aluminio, alzak aluminio.
Productos que generan el reflector mediante una pieza, que puede llegar a ser estructural de vidrio dicroico.
Con unas dimensiones entre 200 mm y los 400 mm de diámetro. Emplean lámpara halógena de tungsteno. Temperatura del color oscila entre los 4.000-5.000ºk. Intensidad de la luz producida puede variar entre los 20.000-40.000 lux. El precio de estas luminarias está en unos 5.000€.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 7 de 134
Y por último, carcasas que tan sólo permiten el alojamiento de la lámpara, y es ésta la que tiene el recubrimiento.
Las características de estas luminarias son similares a las descritas anteriormente.
Luminarias que emplean tecnología LED, que tienen características diferentes a las anteriores; menor consumo, mayor vida de la lámpara, evitan el calentamiento y desarrollan una buena intensidad de la luz

8 de 134 Universitat Jaume I
Realizamos también un estudio más detallado de los componentes que forman estas lámparas, del montaje de las mismas, de la articulación que deben permitir para su uso, y de especificaciones concretas como el transporte, cambio de bombilla, instalción, etc.
Figura_1:Explosión de montaje, luminaria DARAY.
Fuente: Daray sl400series operating theatre light assembly and operating instructions
Fuente figuras_2 y 3: Instrucciones para el uso y de montaje. KaVo Centro 1540.
Ver características de estas lámparas en el documento VI : BÚSQUEDA DE INFORMACIÓN SOBRE EL PRODUCTO.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 9 de 134
1.3. LÁMPARAS HALÓGENAS
Estudiamos también las dimensiones de las lámpara que se alojan en este tipo de luminarias para tener una idea del espacio necesario entre el soporte de lámpara y la pantalla que aisla en conjunto.
Las más apropiadas son aquellas que generan luz fría, similar a la luz diurna, ya que mejoran el diagnóstico del profesional y las elegidas fueron las lámparas halógenas de baja tensión tipo bipin.
Ver características de estas lámparas en el documento VI : BÚSQUEDA DE INFORMACIÓN SOBRE EL PRODUCTO.
Figura_4: Características técnicas de lámparas halógenas de baja tensión bipin. Fuente figura_4: http://www.luxram.net/productos_iframe.html (Noviembre 2009)
1.4. NORMATIVA
Todas las luminarias han de cumplir con la siguiente normativa, según los fabricantes de este tipo de productos:
Debe tener un índice de protección IP65
Que cumpla con la normativa IEC 601-1 (EN 60601) Equipos eléctricos para medicina. Especificaciones generales de Seguridad.
DIN 67505. Iluminación para laboratorios y salas de odontología.
UNE-EN ISO 9680 Odontología. Lámparas dentales (ISO 9680:2007)
10 de 134 Universitat Jaume I
2. DEFINICIÓN Y AMPLIACIÓN DE LOS REQUISITOS Y ESPECIFICACIONES.
2.1. REQUISITOS PRELIMINARES CASO 1:
Peso máximo 0,750 kg
Vida útil: 10 años (funcionando ininterrumpidamente)
Tamaño de serie: 500.000 unidades (durante ciclo de vida)
Potencia de lámpara MÁXIMA: 250 W.
Apta para uso de bombilla halógena.
Fácil limpieza.
Integración con elementos ergonómicos para su manejo.
2.2. ESPECIFICACIONES TÉCNICAS: PARÁMETROS FUNCIONALES
_Que se permitan diferentes posicionamientos de la luminaria: a techo, a sillón, a mesa.
_Que permitan la rotación de la luminaria.
_Que el peso de la luminaria (bloque de luz) no restrinja su facilidad de uso y movilidad.
_Que sea resistente a los choques y a las vibraciones.
_Que genere las dimensiones del foco de luz adecuadas para su uso. Zona de iluminación (VER IMAGEN DOCUMENTO VI ANEXOS UNE-EN-ISO 9680)
-La iluminación debe disminuir en intensidad de manera progresiva y regular hacia el borde del patrón de iluminación. El nivel de iluminancia a una distancia de 60 mm por encima de una línea paralela a una línea horizontal que pase por la zona de iluminancia máxima no debe ser superior a 1200 lx, en todas las posiciones de funcionamiento alrededor de la cavidad bucal. (UNE-EN-ISO 9680)
_Intensidad lumínica entre 8.000-20.000 LUX. (UNE-EN-ISO 9680)
_El índice de interpretación general del color (Ra>85)
_Su temperatura de trabajo debe ser como mínimo 1000ºk y como máximo 3000ºk.
_Tc (temperatura de color) mayor de 5.000 K (luz fría)
_El calor radiante en el diseño se debe medir como la irradiación, E, en W/m2 (E≤350 W/m2) La irradiación debe ser menor o igual a 350 W/m2 en el nivel de iluminancia máxima. (UNE-EN ISO 9680)
-La radiación UV efectiva para el nivel máximo de la lámpara dental en la región espectral de 180 nm a 400 nm no debe ascender de 0,008 w/m2. UNE-EN ISO 9680
-Las lámparas dentales se deben diseñar de manera que se evite el riesgo de daños a los conductores eléctricos durante el movimiento de rotación. UNE-EN ISO 9680
-Cuando la lámpara dental esté fijada a un pilar o a una columna, no debe ser posible volcarla. Si la lámpara dental está fijada al techo o a la pared, el medio de fijación no debe estar dañado o roto. UNE-EN ISO 9680
-Si la lámpara dental es regulable por el personal, desde una posición a otra, debería permitir un movimiento rápido y fácil, y además ser estable en la nueva posición. La

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 11 de 134
fuerza a aplicar en la empuñadura para volver a posicionar la lámpara dental no debe exceder de 30 N. Los reglajes menores de la posición del conjunto de la fuente luminosa no deben requerir una fuerza superior a 7 N. UNE-EN ISO 9680
-Las lámparas dentales, cuando estén posicionadas, deben estar exentas de movimiento aparente. UNE-EN ISO 9680
-Resistencia mecánica según el apartado 9.1 de la norma Internacional IEC60601-1:2005. La luminaria de una lámpara dental se debe diseñar de manera que proporcione protección contra los efectos del estallido de las lámparas. Ninguna parte de una lámpara estallada debe salir expulsada. Ensayo según 4.21 de la Norma Internacional IEC 60598-1:2006.
-Las masas suspendidas se aplica según el apartado 9.8 de la Norma Internacional IEC 60601-1:2005.
_Que genere un conjunto estanco, cuerpo de lámpara cerrado->Utilizar elementos de unión que mantengan la lámpara protegida.
_Que permita fácil limpieza y desinfección del conjunto. Todas las partes exteriores tangibles de la lámpara dental, deben permitir la limpieza sin que se produzca el deterioro de su superficie o de los marcados, cuando se utilicen los agentes de limpieza recomendados. -Todas las partes exteriores tangible de la lámpara dental deben permitir la desinfección sin que se produzca el deterioro de su superficie o de los marcados, cuando se utilicen los agentes químicamente apropiados recomendados. UNE-EN ISO 9680
-La potencia de entrada debe cumplir el apartado 4.11 de la Norma Internacional IEC 60601-1:2005.
-Condiciones de primer defecto eléctrico debe cumplir el apartado 4.7 de la Norma Internacional IEC 60601-1:2005. - Protección contra descargas eléctricas debe cumplir el apartado 8.1 de la Norma Internacional IEC 60601-1:2005. - Limitación de tensión y/o de energía debe cumplir el apartado 8.3 de la Norma Internacional IEC 60601-1:2005. - Las envolventes y cubiertas protectoras debe cumplir el apartado 5.9 de la Norma Internacional IEC 60601-1:2005.
-La separación debe cumplir el apartado 8.5 de la Norma Internacional IEC 60601-1:2005.
-La puesta a tierra de protección, puesta a tierra funcional y equipotencialidad debe cumplir el apartado 8.6 de la Norma Internacional IEC 60601-1:2005.
-Las corrientes de fuga deben cumplir el apartado 8.7 de la Norma Internacional IEC 60601-1:2005.
-La rigidez dieléctrica debe cumplir el apartado 8.8 de la Norma Internacional IEC 60601-1:2005.
-La temperatura excesiva debe cumplir el apartado 11.1 de la Norma Internacional IEC 60601-1:2005.
-La interrupción de la alimentación eléctrica debe cumplir el apartado 15.4.2.1, 11.8 y 9.2.5 de la Norma Internacional IEC 60601-1:2005.
-La protección contra potencias de salida incorrectas debe cumplir el apartado 12.4.1 y 12.4.4 de la Norma Internacional IEC 60601-1:2005.
-Los componentes y conjunto general debe cumplir el apartado 15.4 de la Norma Internacional IEC 60601-1:2005.
-Partes principales de la red de alimentación, componentes y disposición debe cumplir el apartado 8.11 de la Norma Internacional IEC 60601-1:2005.
12 de 134 Universitat Jaume I
-Toma de tierra de protección: terminales y conexiones, debe cumplir el apartado 8.6 de la Norma Internacional IEC 60601-1:2005.
-Componentes y disposición debe cumplir el apartado 3.62, 8.8.4, 8.10.5, 8.10.6, 8.10.7, 15.4.3.5 15.4.8 de la Norma Internacional IEC 60601-1:2005.
_Buenas terminaciones y sistemas de protección.
_Facilidad de instalación-> Que se pueda instalar en menos en X segundos.
_Simplicidad de mantenimiento-> Que tenga el menor número de piezas posibles.
_Mantenimiento económico->Facilidad de modificar recambios.
_Que se puedan instalar las lámparas existentes en el mercado.
_Que permita el recambio de la lámpara de la forma más rápida y sencilla.
_Que tenga vida útil como mínimo 10 años funcionando ininterrumpidamente.
_Debe tener un índice de protección IP65 y cumplir requerimientos de higiene y salud. ->Material carcasa.
_Que cumpla con la normativa IEC 601-1 (EN 60601) Equipos eléctricos para medicina. Especificaciones generales de Seguridad-> Selección material carcasa.
_DIN 67505. Iluminación para laboratorios y salas de odontología->Material carcasa.
_Que el coste de la luminaria sea competitivo->Que el precio final no esté por encima de 5.000€ (valor de las luminarias del mercado).
2.3. ESPECIFICACIONES TÉCNICAS: PARÁMETROS GEOMÉTRICOS
_Dimensiones del conjunto adecuadas para sus distintas ubicaciones y distancia focal.
_Estética adecuada al entorno que va ubicado->Que sea estéticamente agradable para 9 de cada 10 personas encuestadas.
_Iluminación homogénea y directa, similar a la luz diurna->Dependerá de la forma de la carcasa y reflectante.
_Evitar reflejos que impidan ver->Diseño del reflectante en una dirección o facilidad de re direccionamiento. Durante el funcionamiento normal, en los ojos del paciente no se debería producir deslumbramientos o reflejos procedentes del reflecto. UNE-EN ISO 9680.
-En la zona B y en la zona A no se debe ver ninguna aberración cromática (separación de color) de la luz incidente sobre la pantalla de medición. VER IMAGEN DOCUMENTO VI ANEXOS UNE-EN-ISO 9680)
-La sobra intensa de un disco de 20 mm de diámetro situado a una distancia de 50 mm no debe tener ninguna dimensión superior a 12 mm. UNE-EN-ISO 9680.
-Las partes en movimiento que puedan constituir un peligro bajo las condiciones normales de funcionamiento, deben estar protegidas o resguardadas a fin de reducir al mínimo el riesgo de lesiones al paciente y al personal. Las distancia entre las partes en movimiento movidas eléctricamente que queden al alcance de los dedos y manos del paciente y del personal debe ser inferior a 10 mm cuando estén totalmente abiertas o de un mínimo de 20 mm cuando estén totalmente cerradas. Todos los cables eléctricos deben estar protegidos adecuadamente contra el desgaste, la rotura y los daños debidos al reoxamiento o a los esfuerzos a que se someten durante el funcionamiento normal de la lámpara dental. UNE-EN-ISO 9680
sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 13 de 134
-Los mandos de control deben estar situados en una posición, y diseñados de manera, que impidan la posibilidad de que sean accionados accidentalmente. Para los mandos de control se deben utilizar los símbolos específicos en la Norma Internacional ISO 9687, cuando existan. _Que permita alojar fácilmente una luminaria en su interior->Que pueda albergar en su interior una bombilla de al menos 200 mm de longitud y 50 mm de diámetro.
_Resistente a la corrosión ->Que tenga un acabado fino (rugosidad menor a x micras) y sin recovecos (evitar huecos que faciliten el atrapamiento de dedos).
-Las aristas y las esquinas de los componentes y de las partes accesibles al paciente o al personal clínico, tengan un acabado que evite lesiones al paciente o al personal clínico. UNE-EN-ISO 9680.
-Las lámparas dentales deberían ser regulables de manera que se minimice la variación de iluminación de la cavidad bucal en todas las posiciones de funcionamiento, manteniendo la línea de 1200 lx paralela a la línea bipupilar. UNE-EN-ISO 9680.
2.4. AMPLIACIÓN DE REQUISIOS - OBJETIVOS DE DISEÑO
_Posibilidad de que sea un elemento estructural o interno en la carcasa.
_Que sea ligero, como máximo 0,750kg.
_Que el coste de la luminaria sea competitivo->Que el precio final no esté por encima del valor de los reflectantes existentes en el mercado.
_Facilidad de instalación-> Que se pueda instalar en menos en x segundos.
_Que permita con facilidad el cambio de lámpara->Que cueste menos de x segundos.
_Que permita alojar fácilmente una lámpara en su interior->Que pueda albergar en su interior una lámpara de al menos 200 mm de longitud y 50 mm de diámetro.
_Intensidad lumínica entre 8.000-20.000 LUX->Que al menos reflecte en un 85%.
_Que el elemento reflectante no modifique las características de la luz.
_Evitar reflejos que impidan ver->Diseño del reflectante en una dirección.
_Iluminación homogénea y directa, similar a la luz diurna->Depende de la forma del reflectante y de la lámpara, que sean las adecuadas para producir estas características.
_Que como mínimo aguante el calor generado por una lámpara de 250 W->Su temperatura de trabajo debe ser como mínimo 1000ºk y máximo 3000ºk.
_Tc (temperatura de color) mayor de 5.000 K (luz fría) ->Selección de la lámpara adecuada.
_Buenas terminaciones y sistemas de protección->Elegir los procesos de fabricación con los mejores acabados superficiales.
_Que sea fácil de fabricar:->Que la forma sea modelada por los procesos de fabricación más habituales. Diseño.
_Resistente a la corrosión ->Que tenga un acabado fino (rugosidad menor a x micras) y sin recovecos (evitar huecos que favorezcan el atrapamiento de dedos).
_Estética adecuada al entorno que va ubicado (en el caso de ser elemento estructural). ->Que sea estéticamente agradable para 9 de cada 10 personas encuestadas.

14 de 134 Universitat Jaume I
_Que sea de fácil limpieza sobre todo si es elemento estructural->Que cueste menos de x segundos limpiarlo.
_Que no se degrade por el contacto de productos de limpieza.
_Cumpliremos también con todas las especificaciones tanto técnicas como geométricas que nos vengan dadas por la normativa vigente.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 15 de 134
3. SELECCIÓN INICIAL DE LOS MATERIALES
3.1. PARÁMETROS DE MATERIALES INICIALES
Reflectante Carcasa Baja densidad - peso total 0,750 kg. Baja densidad - peso total 0,750 kg-
1.358 kg/m3.
Tª trabajo superior al calor producido por una bombilla halógena de 250 W-350ºC mínima de trabajo. Emplearíamos material aislante para reducir la temperatura y una carcasa de vidrio dicroico entre la bombilla y el reflectante.
Tª trabajo superior al calor producido por una bombilla halógena de 250 W-350ºC mínima de trabajo. Emplearíamos material aislante para reducir la temperatura y una carcasa de vidrio dicroico entre la bombilla y el reflectante.
La temperatura máxima de trabajo es de 86 ºC para poder cumplir con la tabla23. Temperaturas máximas permitidas para las partes del Equipo ME que es probableque sean tocadas, de la normativa UNE-EN 60601-1..
Posibilidad de realizarse con los procesos de fabricación elegidos para lotes de fabricación 500.000 unidades/10 años.
Posibilidad de realizarse con los procesos de fabricación elegidos para lotes de fabricación 500.000 unidades/10 años.
Resistente a productos de limpieza. Resistente al alcohol.
Resistente a productos de limpieza. Pintura especial bactericida.
Baja rugosidad superficial -0,8 micras Baja rugosidad superficial -0,8-1,6 micras Si consideramos que la carcasa se va a realizar con un polímero no tendremos en cuenta este dato ya que la rugosidad de su proceso será suficiente o bien le aplicaremos pintura o tratamiento posterior.
Baja fragilidad.
Precio adecuado -15% del total 5.000 €. Precio adecuado -50% del total 5.000 €.
Material reflectante + 85% reflexión. Rigidez mínima de 2GPa Módulo de Young. Rigidez mínima de 0,00884GPa módulo
de Young Elongación máxima del 2% (deformación
máxima en el caso de que pase al límite elástico).
Mecanizabilidad mínima 4 (que sea un material fácilmente mecanizable).
Posibilidad que sea reciclable. Posibilidad que sea reciclable. La fatiga térmica :valor obtenido según índices de materiales

16 de 134 Universitat Jaume I
3.2. ÍNDICES DE MATERIALES
Selección y especificaciones técnicas del material seleccionado.
PROPIEDADES GENERALES
Densidad= 1.358 kg/m3
PROPIEDADES TÉRMICAS
Justificación de temperatura máxima de la carcasa.
Tabla 23 – Temperaturas máximas permitidas para las partes del EQUIPO ME que es probable que sean tocadas
EQUIPO ME y sus partes Temperatura máxima ºC
Metal y líquido
Cristal, porcelana, material
vítreo
Material moldeado, plástico, goma,
madera
Superficies externas del
EQUIPO ME que es probable que
sean tocadas durante un tiempo “t”
t< 1 s 74 80 86
1 s ≤ t < 10 s 56 66 71
10 s ≤ t < 1 min 51 56 60
1 min ≤ t 48 48 48
Estos límites de temperatura son aplicables al contacto con piel sana de adultos. No son aplicables cuando grandes áreas de la piel (10% del total de la superficie del cuerpo o más) pueden entrar en contacto con una superficie caliente. Esto también se aplica al contacto de la piel con el 10 % de la superficie de la cabeza. Cuando éste sea el caso, se deben determinar y documentar límites adecuados en el FICHERO DE GESTIÓN DE RIESGOS.
Tabla_2: “Temperaturas máximas permitidas para las partes del EQUIPO ME que es probable que sean tocadas” UNE-EN 60601-1.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 17 de 134
Tabla 24 – Temperaturas máximas permitidas para el contacto de la piel con las PARTES APLICABLES DEL EQUIPO ME
Partes aplicables del EQUIPO ME Temperatura máxima ºC
Metal y líquido
Cristal, porcelana, material
vítreo
Material moldeado, plástico, goma,
madera
Parte aplicable en contacto con el
paciente durante un tiempo “t”
t< 1 min 51 56 60
1 min ≤ t < 10 min
48 48 48
10 min ≤ t 43 43 43
Estos límites de temperatura son aplicables al contacto con piel sana de adultos. No son aplicables cuando grandes áreas de la piel (10% del total de la superficie del cuerpo o más) pueden entrar en contacto con una superficie caliente. Esto también se aplica al contacto de la piel con el 10 % de la superficie de la cabeza. Cuando éste sea el caso, se deben determinar y documentar límites adecuados en el FICHERO DE GESTIÓN DE RIESGOS.
Cuando sea necesario que las PARTES APLICABLES excedan los límites de temperatura de la tabla 24 con el fin de proporcionar un beneficio clínico, el FICHERO DE GESTIÓN DE RIESGOS debe contener la documentación que muestra que el beneficio resultante excede cualquier incremente del RIESGO asociado.
Tabla_3: “Temperaturas máximas permitidas para el contacto de la piel con las PARTES APLICABLES DEL EQUIPO ME” UNE-EN 60601-1.
Tenemos en consideración que la carcasa debe cumplir la normativa y por lo tanto deberá soportar la temperatura en el peor de los casos que se muestran en equipo ME que es probable que sean tocadas, material moldeado de plástico y en un tiempo inferior a 1 segundo (valores indicados en la UNE-EN 60601-1). Este valor será de 86ºC, temperatura máxima permitida para las partes externas de la luminaria.
Entendemos que para llegar a esta temperatura desde la bombilla, que está a 350ºC, tiene que haber una reducción significativa que se conseguirá a través de una protección de la bombilla de cristal dicroico y un material aislante entre el reflectante y la carcasa. Estos elementos no son objeto de proyecto.

18 de 134 Universitat Jaume I
PROPIEDADES MECÁNICAS
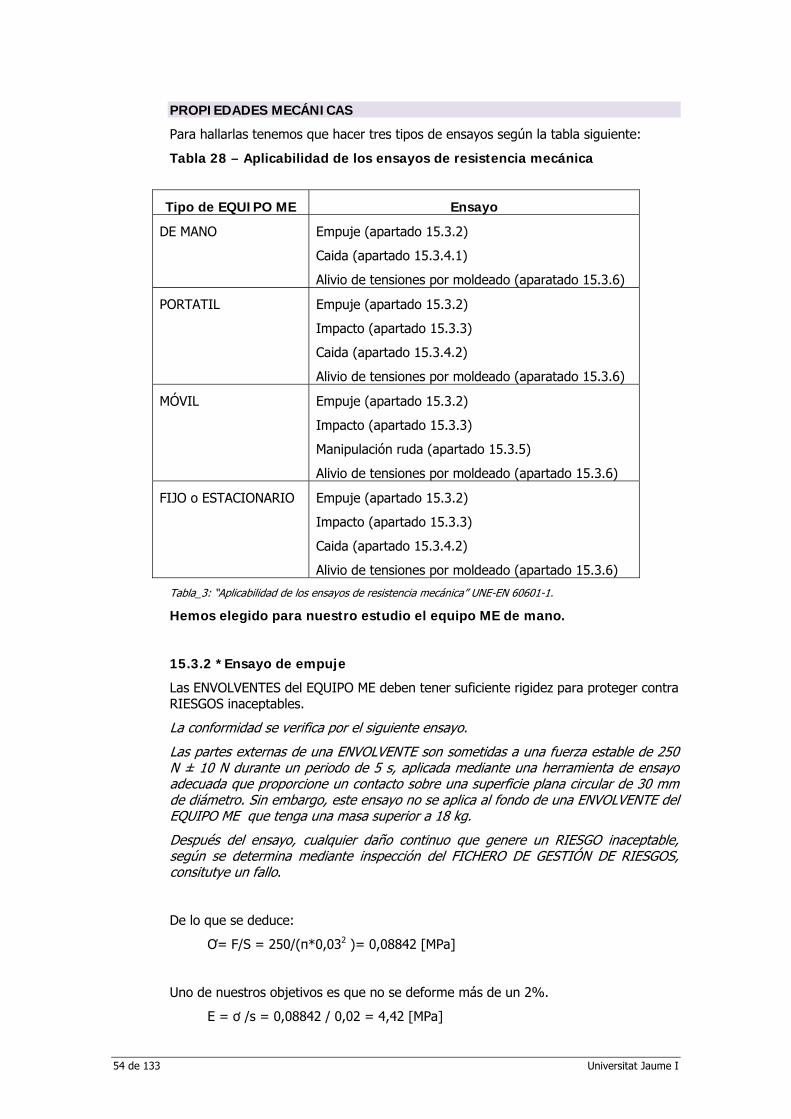
Para hallarlas tenemos que hacer tres tipos de ensayos según la tabla siguiente:
Tabla 28 – Aplicabilidad de los ensayos de resistencia mecánica
Tipo de EQUIPO ME Ensayo
DE MANO Empuje (apartado 15.3.2)
Caida (apartado 15.3.4.1)
Alivio de tensiones por moldeado (aparatado 15.3.6)
PORTATIL Empuje (apartado 15.3.2)
Impacto (apartado 15.3.3)
Caida (apartado 15.3.4.2)
Alivio de tensiones por moldeado (aparatado 15.3.6)
MÓVIL Empuje (apartado 15.3.2)
Impacto (apartado 15.3.3)
Manipulación ruda (apartado 15.3.5)
Alivio de tensiones por moldeado (apartado 15.3.6)
FIJO o ESTACIONARIO Empuje (apartado 15.3.2)
Impacto (apartado 15.3.3)
Caida (apartado 15.3.4.2)
Alivio de tensiones por moldeado (apartado 15.3.6)
Tabla_1: “Aplicabilidad de los ensayos de resistencia mecánica” UNE-EN 60601-1.
Hemos elegido para nuestro estudio el equipo ME de mano.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 19 de 134
15.3.2 *Ensayo de empuje
Las ENVOLVENTES del EQUIPO ME deben tener suficiente rigidez para proteger contra RIESGOS inaceptables.
La conformidad se verifica por el siguiente ensayo.
Las partes externas de una ENVOLVENTE son sometidas a una fuerza estable de 250 N ± 10 N durante un periodo de 5 s, aplicada mediante una herramienta de ensayo adecuada que proporcione un contacto sobre una superficie plana circular de 30 mm de diámetro. Sin embargo, este ensayo no se aplica al fondo de una ENVOLVENTE del EQUIPO ME que tenga una masa superior a 18 kg.
Después del ensayo, cualquier daño continuo que genere un RIESGO inaceptable, según se determina mediante inspección del FICHERO DE GESTIÓN DE RIESGOS, consitutye un fallo.
De lo que se deduce:
Ơ= F/S = 250/(π*0,032)= 0,08842 [MPa]
Uno de nuestros objetivos es que no se deforme más de un 2%.
E = ơ /s = 0,08842 / 0,02 = 4,42 [MPa]
Estas son las características que tienen que tener los materiales para que soporten el ensayo de empuje, necesario por otra parte para cumplir con la normativa específica de luminarias.
A estos valores le añadimos un coeficiente de seguridad de 2.
Ơs = 0,08842 * 2 = 0,1768 [MPa]
E = 0,00442 * 2 = 0,00884 [GPa]

20 de 134 Universitat Jaume I
15.3.3 * Ensayo de impacto
Las ENVOLVENTES del EQUIPO ME deben tener una resistencia suficiente al impacto para proteger contra RIESGOS inaceptables.
La conformidad se verifica por el siguiente ensayo.
Excepto para los EQUIPOS ME DE MANO y partes del EQUIPO ME que son DE MANO, las ENVOLVENTES y otras partes aislantes externas, de las cuales el deterioro podría general un RIESGO inaceptable, son ensayadas como se indica a continuación.
Una muestra formada por una ENVOLVENTE completa, o una porción que represente la mayor área no reforzada, se mantiene en su posición normal. Se deja caer libremente desde una altura de 1,3 m una bola maciza de acero pulida, de aproximadamente 50 mm de diámetro y una masa de 500 g ± 25 g. una vez sobre cada parte relevante de la muestra de ensayo.
Para ensayar las superficies verticales, la bola de acero se suspende mediante una cuerda y se balancea como un péndulo con el fin de aplicar un impacto horizontal cayendo desde una distancia vertical de 1,3 m una vez sobre cada parte relevante de la muestra de ensayo.
El ensayo no es aplicable a los visualizadores de pantalla plana, a cristales del EQUIPO ME (por ejemplo analizadores de película) o a tubos de rayos catódicos (véase el apartado 9.5.2).
Después del ensayo, cualquier daño continuo que genere un RIESGO inaceptable, según se determina mediante inspección del FICHERO DE GESTIÓN DE RIESGOS, constituye un fallo.
Primero se calcula la energía potencial de la masa:
Ep = ½ *mgh = ½ * 0,5 * 9,81 * 1,3 = 3,188 [J]
Y ahora se calcula la resilencia para conocer cuanta energía tiene que absorber la luminaria, de este modo tendremos la energía de impacto:
P = T/S = 3,188 / (π*0,052 ) = 405,91 [J/m2] = 40,591 [kJ/m2]
Propiedades de impacto a temperatura ambiente 23ºC: mínimo 40,591 kJ/m2

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 21 de 134
GRÁFICA DE FATIGA TÉRMICA
15.3.6 Ensayo de alivio de tensiones por moldeado.
Las ENVOLVENTES de materiales termoplásticos moldeador deben estar contruidas de modo que las contracciones o distorsiones del material debido a la liberación de esfuerzo internos causador por operaciones de moldeado o formación no causen un riesgo inaceptable.
La conformidad se verifica por inspección de la contrucción y datos disponibles cuando sea apropiado o mediante el siguiente ensayo.
Una muestra consistente en el EQUIPO ME completo, o de la ENVOLVENTE junto con algún marco de soporte, se sitúa en un horno de circulación de aire a una temperatura de 10ºC por encima de la temperatura máxima observada sobre la envolvente durante el ensayo del apartado 11.1.3, pero no menor de 70ºC durante un periodo de 7 h, dejando después que se enfrie a la temperatura de la habitación.
Para grandes EQUIPOS ME donde no es posible acondicionar una envolvente completa, se permite usar una porción de la envolvente representativa del conjunto completo con relación al espesor y a la forma, incluyendo cualquier miembro de soporte mecánico. Cualquier daño que provoque un RIESGO inaceptable constituye un fallo.
Figura_5: “Gráfica obtenida en el CES de Fatiga Térmica”
Explicación del cálculo de la fatiga térmica. Fórmula de la fatiga térmica: Ơ = ɑt * E * T

22 de 134 Universitat Jaume I
De los cuatro términos de la formula tan solo se puede obtener la diferencia de temperaturas. T = 86 – 20 = 66 [º C] Para conseguir obtener algún resultado, se agrupan en los siguientes términos: log (ơ) = log (66) * log (ɑt * E )

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 23 de 134
PROCESOS DE FABRICACIÓN
Consideramos para la selección del material adecuado que pueda ser moldeado por inyección, que sufra mecanizados posteriores y además que pueda ser pintado.
Figura_6: “Selección de materiales en función del proceso de fabricación: operaciones de conformado”
Figura_7: “Selección de materiales en función del proceso de fabricación: acabados y pinturas”

24 de 134 Universitat Jaume I
SELECCIÓN DEL MATERIAL SEGÚN PRECIO
Enfrentamos en un gráfica el precio del material (E/kg) con la densidad de los mismos (kg/m3 ) obteniendo los siguientes resultados.
Figura_8: “Selección de materiales en función del precio/densidad”
Figura_9: “Listado obtención de resultados en el CES en función del precio”

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 25 de 134
3.3. MATERIAL SELECCIONADO
Después de la selección del CES, obtenemos como material óptimo el PP (40% long glass fiber) por la selección del mejor precio/densidad y mejores características de impacto que el ABS.
3.4. CARACTERÍSTICAS DEL MATERIAL SELECCIONADO
LGF PP
Ventajas del producto.
- Pueden ser usados para remplazar los altos costes en ingeniería de plásticos, termoplásticos y aceros.
- Las fibras largas reforzadas de cristal mejoran el comportamiento a altas temperaturas del material de llenado medida por la retención del modulo con el aumento de la temperatura.
- Mejora el impacto/absorción de energía.
- Mejora de la resistencia a fatiga y durabilidad.
- Consolidación de partes.
- Mejora del peso.
- Mejora de la rigidez.
- Mejora de la fuerza.
- Características de amortiguación del sonido.
- Distorsión baja, especialmente para piezas moldeadas por compresión.
- Bajo coeficiente de expansión térmica lineal.

26 de 134 Universitat Jaume I
4. ANÁLISIS DE ALTERNATIVAS DE MATERIALES Y PROCESOS DE FABRICACIÓN. COMPARACIÓN Y VALORACIÓN DE LAS ALTERNATIVAS.
Selección del proceso de fabricación, justificada en base a criterios tecnológicos y productivo-económicos tras la aplicación de la metodologías de Boothroyd et al. (portafolio 2) y de Swift et al.
En un primer momento se realizó el estudio de los procesos de fabricación en función de los materiales seleccionados y aplicando la metodología, para todo este proceso partimos de una forma previa, un boceto, del que partimos como esbozo de la solución final.
Los estudios para obtener este esbozo se puede comprobar en el apartado documento VI:DISEÑO CONCEPTUAL, METODOLOGÍA PARA LA OBTENCIÓN DE SOLUCIONES.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 27 de 134
A continuación se muestran los resultados obtenidos en el Portafolio_2 respecto a la metodología de Boothroyd
4.1. APLICACIÓN DE LA METODOLOGÍA BOOTHROYD ET AL
Análisis de los atributos de Forma.
Depresion
es Paredes con espesores uniformes
Sección transversal
Eje de revolución
Sección transversal regular
Cavidades abiertas
Cavidades cerradas
Superficies sin ángulos de salida
BO4
Si Si No No No No No No
Significado de los colores, negro: incompatibilidad de material con proceso, rojo: huecos eliminados por incompatibilidad de forma, amarillo: no son los materiales seleccionados por los procesos. Después de la selección de procesos, en función de la forma a realizar y viendo la compatibilidad de los posibles materiales (Al y PP), los posibles procesos son:

28 de 134 Universitat Jaume I
Para el Aluminio: moldeo en arena, moldeo a la cera perdida, moldeo por inyección de metales, extrusión por impacto, recalcado, forja con estampa, pulvimetalurgia. mecanizado, mecanizado electroquímico (poco común), electroerosión y electroerosión por hilo. Para el PP: moldeo por inyección de plásticos, espumado, mecanizado (poco común).
Selección y Análisis de alternativas posibles.
Comparación de los proceso, con los objetivos de diseño.
Proceso Tamaño Tolerancias Rugosidad Formas que se producen de forma
competitiva
Limitaciones
Moldeo en arena Si No No Si Productividad Mecanizado
Moldeo a la cera perdida
Si Si Si Si Precio, baja productividad
Moldeo por inyección de metales
Si Si Si Si Mecanizado Porosidad
Moldeo por inyección de plásticos
Si Si Si Si Utillaje caro
Espumado No Si No No Tiempo Extrusión por impacto
No Si Si No Mecanizado
Recalcado
No Si Si No Problemas acabado
Forja con estampa
Si Si No Si Mecanizado
Pulvimetalurgia No Si Si No Tamaño Mecanizado Si Si Si No Precio Electroerosión Si Si Si No Baja tasa de
eliminación Electroerosión por hilo
Si Si Si No Baja tasa de eliminación
Proceso para el Aluminio, moldeo por inyección de metales y para el PP molde por inyección de plásticos. Hemos seleccionado la inyección de termoplástico, en concreto del PP, en base a los métodos aplicados, tanto Swift como Boothroyd. Mediante el primero hemos seleccionado los procesos compatibles a la forma y a los materiales y con el segundo método hemos obtenido la valoración de cada proceso en función de los parámetros del enunciado de nuestro proyecto.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 29 de 134
4.2. APLICACIÓN DE LA METODOLOGÍA SWIFT ET AL
Aplicación de la metodología de Swift et al. a los procesos alternativos resultantes del estudio anterior, por lo tanto compararemos los resultados obtenidos con la anterior metodología, es decir: Proceso para el Aluminio, moldeo a la cera perdida y moldeo por inyección de metales y para el PP molde por inyección de plásticos. Otro dato que necesitamos conocer es el volumen de producción que en este caso es el planteado en el Portafolio anterior:
Posibilidad de realizarse con los procesos de fabricación elegidos para lotes de fabricación 500.000 unidades/10 años, 50.000 unidades anuales.
a. Estimación del volumen de producción anual: 50.000 unidades.
b. Seleccionar un tipo de material que satisfaga las especificaciones de diseño del producto: Aluminio y termoplástico.
c. Utilizar la matriz que aparece más adelante para seleccionar los procesos de fabricación candidatos.
Comparamos los resultados obtenidos en Boothroyd et al y los de Swift et al y si con la anterior metodología obteníamos para el Aluminio el moldeo y la cera perdida, ahora lo descartamos por el volumen de fabricación y nos quedamos solo con moldeo por inyección de metales [1.4] de la tabla “Matriz de selección de procesos de fabricación candidatos”.
Por otra parte y para los termoplásticos y con coincidencia en ambas metodologías nos quedaremos con el moldeo por inyección [2.1] de la tabla “Matriz de selección de procesos de fabricación candidatos”.
d. Evaluar cada proceso de fabricación candidato de acuerdo a los requisitos de ingeniería y económicos:
Comprender el proceso y sus variantes. Considerar la compatibilidad material-proceso. Valorar la conformidad del diseño conceptual con las guías de diseño. Comparar los requisitos de acabado dimensional y superficial con la información sobre capacidad del proceso.
e. Considerar la posición económica del proceso y obtener una estimación del coste de cada alternativa.
f. Revisar los procesos de fabricación seleccionados frente a los requisitos de negocio.
DATOS DE PARTIDA
PIEZA: CARCASA
Espesor mínimo: 2,5mm
Longitud total de la pieza: 500mm
Volumen final de la pieza: 5,52*10-4 m3
Tolerancia general: ±0,150mm (aluminio) / ±0,200mm (TERMOPLÁSTICO)
Volumen de producción: 50.000 unidades anuales.
Rugosidad general:1,6µm Al /0,4µm (ABS)

30 de 134 Universitat Jaume I
Figura_9: “Imagen 3d de la luminaria para el estudio mediante la metodología”
A
DETALLES DE LA PIEZA Coste material=V*Cmat*[Cdesp.] V.Cmat
(cént) PIEZA CANTIDAD
NOMBRE MATERIAL PROCESO CATEGORÍA
GEOMÉTRICA
V
(mm3)
Cmat
(cent/mm3)
Cdesp
50.000 CARCASA ALUMINIO MIM C4 552.000 0,00122 1,2 808,128
50.000 CARCASA TERMO-PLÁSTICO
MIP C4 552.000 0,00027 1,2 178,848
B
Cproc.
(cént.)
Rc = Ccomp*Cm-p*Cesp*[Ctol-rug] Rc Rc*Cproc.
Ccomp Cm-p Sección
(mm)
Cesp Tol.
(mm)
Ctol Ra
(µm)
Crug Ctol-rug
3,3582 2,9 1,5 2,5 1,2 0,3 1 1,6 1 1 5,22 17,530
3,3582 2,9 1 2,5 1,1 0,4 1,6 0,4 1,04 1,6 1,856 6,233
A+B
CFi
(cent.)
825,658
185,081
Comparación y/o valoración de los resultados obtenidos.
Según los resultados arriba mencionados obtenemos un resultado de 825,658 céntimos para la fabricación de un lote de 50.000 piezas de aluminio mediante inyección mientras que fabricar la misma cantidad de piezas en PP y por inyección de plásticos asciende a un coste de 185,081 céntimos.
Esto es debido a que es más barato el termoplástico que el aluminio y que el proceso también es más económico.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 31 de 134
5. DEFINICIÓN Y JUSTIFICACIÓN DE LA GEOMETRÍA DE DETALLE DE LA PIEZA.
5.1. ANÁLISIS DE LA FORMA
Reflectante Carcasa Dimensiones del conjunto adecuadas para sus distintas ubicaciones y distancia focal. 500mm x 300mm. Distancia focal 600-700mm.
Dimensiones del conjunto adecuadas para sus distintas ubicaciones y distancia focal. 500mm x 300mm. Distancia focal 600-700mm.
Estética adecuada al entorno que va ubicado->Que sea estéticamente agradable para 9 de cada 10 personas encuestadas.
Estética adecuada al entorno que va ubicado->Que sea estéticamente agradable para 9 de cada 10 personas encuestadas.
Que genere punto de luz de dimensiones:16cm x 8cm.
Que genere punto de luz de dimensiones:16cm x 8cm.
Iluminación homogénea y directa, similar a la luz diurna->Dependerá de la forma de la carcasa y reflectante.
Iluminación homogénea y directa, similar a la luz diurna->Dependerá de la forma de la carcasa y reflectante.
Evitar reflejos que impidan ver->Diseño del reflectante en una dirección o facilidad de re-direccionamiento.
Evitar reflejos que impidan ver->Diseño del reflectante en una dirección o facilidad de re- direccionamiento.
Que permita alojar fácilmente una luminaria en su interior->Que pueda albergar en su interior una bombilla de al menos 58mm x 13,5mm de diámetro. Datos obtenidos de la tabla de lámparas halógenas de baja tensión bipin (ver página 7 de este documento).
Que permita alojar fácilmente una luminaria en su interior->Que pueda albergar en su interior una bombilla de al menos 58mm x 13,5mm de diámetro. Datos obtenidos de la tabla de lámparas halógenas de baja tensión bipin (ver página 7 de este documento).
Resistente a la corrosión ->Que tenga un acabado fino (rugosidad menor a x micras).
Resistente a la corrosión ->Que tenga un acabado fino (rugosidad menor a x micras).
Que el conjunto aloje un transformador fuera de la carcasa y reflectante, preferiblemente en el extremo opuesto del brazo.
Que el conjunto aloje un transformador fuera de la carcasa y reflectante, preferiblemente en el extremo opuesto del brazo.
Dimensiones adecuadas para fácil recambio. Dimensiones adecuadas para fácil recambio.
Evitar el atrapamiento de dedos en accesorios de agarre.
Que permita la colocación de lámparas y sus conexiones.
Que permita la colocación de lámparas y sus conexiones.
Dimensiones adecuados para albergar la lámpara de recambio del reflectante.
Que permita la colocación de la pantalla protectora.
Que permita la colocación de la pantalla protectora.

32 de 134 Universitat Jaume I
5.2. FORMA BASADA EN PRODUCTOS EXISTENTES EN EL MERCADO
Fuente figura_10: http://www.gendexxray.com/Default.aspx?navid=70&oid=002&lid=de (Diciembre 2009)
Fuente figura_11 y 12: http://www.jemeca.com (Diciembre 2009)
Fuente figura_13: http://www.daray.co.uk/docs/DL50.html (Diciembre 2009)
Figura_14: Volante Mclaren
Fuente figura_14: http://www.diablomotor.com

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 33 de 134
Hemos seleccionados estas luminarias debido a su forma y diseño, estudiando su forma de agarre y su movimiento de rotación en uso. En base a toda esta información, hemos diseñado varios modelos que mostramos en el siguiente apartado.
BO1 BO2
BO3 BO4

34 de 134 Universitat Jaume I
Para obtener la propuesta inicial de diseño se ha justificado la elección mediante la aplicación de metodología de la asignatura “Diseño Conceptual” y los parámetros a tener en cuenta han sido:
El alojamiento de la bombilla, que justificará la profundidad de la luminaria.
El volumen interior, mediante el cual obtendremos la densidad de la lámpara.
El transformador lo colocamos en la base del brazo y por lo tanto evitamos alojarlo en la carcasa.
El intercambio de la bombilla se realizará por la parte posterior y como permite el sistema la rotación y giro permitirá el cambio sin interposiciones.
Consideración de la ergonomía de las asas.
5.3. FORMA INICIAL
Después de la aplicación de la metodología que se puede encontrar en el Los estudios para obtener este esbozo se puede comprobar en el apartado documento VI: DISEÑO CONCEPTUAL, METODOLOGÍA PARA LA OBTENCIÓN DE SOLUCIONES. podemos concluir que el boceto seleccionado será el BO4. Del cuál mostramos a continuación unas imágenes y planos previos.
Figura_15: Imagen 3d de la carcasa.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 35 de 134
Figura_16: Imagen 3d de la carcasa y planos con medidas generales.

36 de 134 Universitat Jaume I
5.4. GEOMETRÍA DE DETALLE DE LA PIEZA
El proceso de fabricación general para la generación de la pieza es el moldeo por inyección (termoplásticos)
Tamaño de la pieza:
Volumen: 165mm3- 2m3
Pared: 0,75 – 6 mm
Tolerancias: (mm)
General:±0,075 (25mm), ±0,200 (150mm)
Diámetro agujero: ±0,025 (25 mm), ±0,050 (150mm)
Planicidad: ±0,050mm/25mm
Incrementar tolerancia 5% para cada cavidad del molde adicional
Incrementar tolerancia ±0,100 para dimensiones afectadas por la línea de partición.
Acabado superficial (micras)
0,2 – 0,6
Formas que se producen de forma competitiva:
Piezas de tamaño medio-pequeño con detalles intrincados y buen acabado superficial.
Limitaciones del proceso:
El utillaje es caro.
Diseños pobres pueden dar lugar a elevadas tensiones residuales, resultando en deformaciones o roturas.
Materiales:
Termoplásticos
Termoestables
Comentarios:
Tiempo de ciclo típico 10-40 s.
Detalles tales como bisagras vistas, inyección con insertos o uniopnes rápidas permiten mejorar la consolidación de la pieza.
La inyección de termoestables también es posible: mayores tiempos de ciclo, sin reprocesado de desperdicios, generalmente materiales más duros, más frágiles, pero más estables, que pueden ser usados en condiciones de servicio de mayor temperatura.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 37 de 134

38 de 134 Universitat Jaume I
6. ELABORACIÓN Y JUSTIFICACIÓN DEL PLAN DE PROCESOS/HOJA DE RUTA.
Según la metodología posteriormente elaborada se comprueba que el proceso más idóneo es la inyección de plástico y una vez esté la pieza fuera del molde procederemos a su colocación en un utillaje adecuado para su inmovilización y posterior mecanizado de las roscas que necesitamos para el cierre del conjunto.
Posteriormente también se realizará el corte de la cavidad superior de la carcasa mediante un proceso de corte mediante chorro de agua y una vez realizado este corte se procederá al mecanizado de la métrica que hemos propuesto para su funcionamiento.
Todas estas operaciones quedan reflejadas en la hoja de operaciones que adjuntamos en el punto siguiente.
Planteamiento preliminar del plan de procesos (plantilla a utilizar, fases, subfases, operaciones, etc.).
6.1. PLANIFICACIÓN DE LOS PROCESOS GENERALES PARA EL CONFORMADO DE LA LUMINARIA EN GENERAL

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 39 de 134
6.2. GENERACIÓN DE LA HOJA DE RUTA.
HOJA DE OPERACIONES PIEZA DENOMINACIÓN
carcasa CÓDIGO DE BARRAS
XXXXXXXXXX REFERENCIA
001
CANTIDAD 50.000 LOTE 1 FECHA 20/01/10 MATERIAL PP
Nº PLANO 001 DIMENSIONES 500x138,5x248mm REF. MOLDE IMAGEN IDENTIFICAR
MOLDE
PROCESO DENOMINACIÓN MOLDEO POR INYECCIÓN
FASE SUBFASE OPERACIÓN CARAC TERÍS TICAS
PARÁMETROS INSTRUCCIO NES
MOLDEO POR INYEC CIÓN
Moldeo de la carcasa
Calentamiento del molde
Nº molde
Temperatura material
Apertura del molde
Herramientas necesarias
Presión y cierre del molde
Presión Herramientas necesarias
Inyección del molde
Tiempo Temperatura del molde Temperatura del material
Apertura del molde
Tiempo apertura del molde
Extracción de la pieza
Lubricación y limpieza del molde
Cantidad de lubricante
Tipo de lubricante
CORTE POR CHORRO DE AGUA
Generación de abertura en la parte superior de la carcasa
Corte Plano máquina corte
Diámetro del corte
Posicionado de la pieza
Secado Presión del agua

40 de 134 Universitat Jaume I
MECANIZADO
Mecanizado de los taladros de diám.3,5
Taladrado Tal. Diám.3,5
Velocidad de taladrado
Tipo de broca.
Mecanizado de los taladros de diám.6
Taladrado Tal. Diám.6
Velocidad de taladrado
Tipo de broca.
Mecanizado de los taladros roscados de M50x3
Roscado M50x3 Velocidad de taladrado
Tipo de broca.
MONTAJE Unión de los elementos
Montaje Orden de montaje
Tornillería a emplear Instrucciones de montaje
EMBALAJE Embalaje de los diferentes elementos posterior a su comprobación.
Embalaje Cantidad y diferentes elementos para embalar.
Orden de montaje

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 41 de 134
7. DISEÑO Y DESARROLLO DEL MOLDE/UTILLAJE.
Diseño conceptual del utillaje (Molde / Matriz) para la obtención de la forma principal de la pieza de acuerdo al proceso de fabricación seleccionado.
Boceto 2d del molde
Posteriormente concluimos que la mejor manera era inyectar por la parte superior del molde y aplicar un posterior proceso de corte por chorro de agua que evitará costes superiores en el molde.

42 de 134 Universitat Jaume I

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 43 de 134
Boceto 3d del molde.
Parte fija
Parte móvil

44 de 134 Universitat Jaume I
8. CONCLUSIONES.
Podemos concluir a partir de todos los apartados antes comentados que en base a las especificaciones dadas por la asignatura, los requerimientos que se necesitan para la generación de nuestro producto hemos conseguido resolver diferentes cuestiones como son:
Realizar un estudio en profundidad de un elemento hasta ahora desconocido para nosotros como era la luminaria odontológica.
Obtener diferentes especificaciones tanto técnicas como funcionales, de materiales y de forma que este tipo de elementos requieren obteniendo en base a un bocetaje previo los posibles materiales que conformarán nuestro elemento en base a una metodología (Boothroyd) y los procesos de fabricación para su generación.
Estudio de los materiales y obtención de los índices que los definen en función a las especificaciones antes mencionadas. Manejo del programa CES EDUPACK desconocido hasta el momento y que nos ha llevado a obtener los resultados plasmados en el trabajo.
El estudio de los procesos mediante Swift nos ha facilitado conocer cuál de ellos será el más rentable y por lo tanto el mejor y que características de diseño ha de tener nuestra pieza definitiva con lo que hemos implementado las características y mejorado el diseño de detalle.
Al saber cómo será nuestra pieza hemos estudiado los mejores procesos para generarla y las fases y subfases de las operaciones que tendrán que llevarse a cabo, detallando una HOJA DE RUTA de la fabricación de nuestra pieza. Este proceso conlleva también a desarrollar el utillaje necesario para su elaboración y pensar según toda la teoría sobre inyección facilitada por la asignatura de qué manera será mejor su inyección, llenado y expulsión llegando a las conclusiones que detallamos en los puntos anteriores.
Por último queremos destacar que hemos seleccionado para el desarrollo de los documentos que siguen la carcasa exterior debido a que es uno de los elementos que componen la luminaria con más complejidad y del que seguimos el desarrollo en páginas posteriores.

44 de 133 Universitat Jaume I
documento_II ANÁLISIS ECONÓMICO Durante la realización del proyecto hemos tenido en cuenta el coste en varios puntos: El primero de ellos durante el estudio de mercado en el que averiguamos el coste aproximado de todo el conjunto luminaria y valoramos el porcentaje de coste PVC que podría suponer nuestra pieza o nuestro conjunto, teniendo una primera valoración aproximada del margen en el que nos basábamos. En una segunda fase hemos comparado mediante la metodología de Swift y una vez seleccionados los materiales y dos procesos de fabricación, el coste de la fabricación de dos lotes de piezas hechas con distintos materiales, aluminio y termoplástico con un proceso distinto para cada material, inyección de metales e inyección de plásticos obteniendo:.
Un resultado de 825,658 céntimos para la fabricación de un lote de 50.000 piezas de aluminio mediante inyección mientras que fabricar la misma cantidad de piezas en termoplástico y por inyección de plásticos asciende a un coste de 185,081 céntimos.
Esto es debido a que es más barato el termoplástico que el aluminio y que el proceso también es más económico.
Posteriormente y para la selección definitiva del material a fabricar nuestra pieza y mediante el programa CES EDUPACK hemos utilizado la premisa “coste inferior de la materia prima” como elemento de selección del material definitivo siendo el seleccionado el PP (40% de fibras de cristal).
En este punto y por último y teniendo ya claro el material, su forma y el molde para su fabricación procedemos a mostrar el coste relativo del molde para acabar de determinar el análisis económico del proyecto.
1. CÁLCULO DEL COSTE RELATIVO DEL MOLDE.
1.Datos de partida:
Material: PP 40% Glass Fiber
Tolerancias generales: comerciales
Acabado superficial: medio (paint grade)
Tamaño del lote: 500.000 piezas
Dimensiones: ver modelo CAD y plano que se adjuntan a
continuación.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 45 de 133
2.Imágenes 3D de la pieza a calcular

46 de 133 Universitat Jaume I
3.Plano de la pieza

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 47 de 133
Worksheet for Relative Tooling Costs-Injection Molding
Original design Relative Die Construction Cost
Basic Shape L = 500 mm B = 248 mm H = 138,44 mm Box/Flat?
Basic Complexity 1st Digit= 2 2nd Digit= 10 Cb=5.50 Box
Subsidiary Complexity 3rd Digit= 0 4th Digit= 0 Cs=1 Box
Ta/Ra 5th Digit= 1 6th Digit= 0 Ct=1 Box Total relative die construction cost Cdc = Cb Cs Ct = 5,50*1*1 = 5,50 Relative Die Material Cost Lm = 500 mm Bm = 248 mm Hm = 138,44 mm
Die closure parallel to Lm/Hm = 3,6 mm Thus, C = 0,14 Mws = [0,006·C·Hm
4]1/3 = [0,006*0,14*138,444]1/3 = 67,57 mm
Mwf = 0,04·Lm4/3 = 0,04*5004/3 = 158,74 mm
Ma = (2·Mws + Lm)·(2·Mws + Bm) = (2*67,57+500)*(2*67,57+248) = 243.347,54 mm2
Mt = (Hm + 2·Mwf) = 138,44+2*158,74 = 455,92 mm Thus. Cdm = 9,75 Cd = 0,8·Cdc + 0,2·Cdm = 0,8*5,50+0,2*9,75 = 6,35
Relative Die Construction Cost
Basic Shape Consideramos que es Box debido a que L/H≤4 500/138,44=3,6≤4
Basic Complexity Primer dígito: Consideramos que sus partes no tienen agujeros laterales internos, que su altura periférica no es constante; el primer dígito es un 2. Segundo dígito: el largo de la pieza es mayor a 480mm, concretamente 500mm, por lo tanto L≥480mm, y tiene más de dos agujeros laterales externos, concretamente 7; por lo tanto es un 10.

48 de 133 Universitat Jaume I
Subsidiary Complexity
Según el dato obtenido la penalización total es ≤20=>”Low cavity detail” Por lo tanto si vamos a la siguiente tabla:
3 6
8 8
14

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 49 de 133
Relative Die Material Cost

50 de 133 Universitat Jaume I
Worksheet for Relative Processing Cost and Total Relative Cost Original Design/Redesign Lu =748 mm Bu = 138,44 Lu/ Bu = 5,4 Slender/non Sleder? Non Slender Basic Relative Cycle Time Plate 1
Ext/Int Ext
1st Digit 0
2nd Digit 2
tb 3,38 Additional Time 3rd Digit 1
te 0,5 Time Penalty 4th Digit 2
5th Digit 0
tp 1,22 Relative Cycle Time for Plate tr=( tb+ te)·tp 4,73
Relative Cycle Time for the part= 4,73 Relative Processing Cost Ap = 243.347,54 mm2 Fp = 1.216,74 Chr = 2,93 Ce= tr * Chr = 13,86 Relative Material Cost V= 464.000 mm3 Vo= 1.244 mm3 Cmr= 0,62 Cm=(V/V0)·Cmr=231,25

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 51 de 133
Total Relative Cost
N= 500.000
Cr=0,00182·Cm +(6.980/N)·Cd +0,1224·Ce = =0,00182*231,25+(6.980/500.000)* 6,35 + 0,1224*13,86=2,20
Concluimos por lo tanto que el coste relativo del molde para la fabricación de la pieza cuyo plano mostramos en la página anterior es de 2,20 ctms.

52 de 133 Universitat Jaume I
documento_III PLIEGO DE CONDICIONES CON LAS ESPECIFICACIONES DE LOS MATERIALES En función de la aplicación de las especificaciones enteriormente mencionadas y según los datos obtenidos metodología de Boothroyd, proseguimos con una primera búsqueda de materiales, empleando el programa CES EDUPACK y considerando el NIVEL 2 para obtener una primera búsqueda.
1. ÍNDICES DE MATERIALES.
Selección y especificaciones técnicas del material seleccionado.
Después del estudio realizado y explicado en el punto del trabajo xxxxxxxxx podemos enumerar las siguientes especificaciones e índices:
PROPIEDADES GENERALES
Densidad= 1.358 kg/m3
PROPIEDADES TÉRMICAS
Justificación de temperatura máxima de la carcasa.
Tabla 23 – Temperaturas máximas permitidas para las partes del EQUIPO ME que es probable que sean tocadas
EQUIPO ME y sus partes Temperatura máxima ºC
Metal y líquido
Cristal, porcelana, material
vítreo
Material moldeado, plástico, goma,
madera
Superficies externas del
EQUIPO ME que es probable que
sean tocadas durante un tiempo “t”
t< 1 s 74 80 86
1 s ≤ t < 10 s 56 66 71
10 s ≤ t < 1 min 51 56 60
1 min ≤ t 48 48 48
Estos límites de temperatura son aplicables al contacto con piel sana de adultos. No son aplicables cuando grandes áreas de la piel (10% del total de la superficie del cuerpo o más) pueden entrar en contacto con una superficie caliente. Esto también se aplica al contacto de la piel con el 10 % de la superficie de la cabeza. Cuando éste sea el caso, se deben determinar y documentar límites adecuados en el FICHERO DE GESTIÓN DE RIESGOS.
Tabla_1: “Temperaturas máximas permitidas para las partes del EQUIPO ME que es probable que sean tocadas” UNE-EN 60601-1.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 53 de 133
Tabla 24 – Temperaturas máximas permitidas para el contacto de la piel con las PARTES APLICABLES DEL EQUIPO ME
Partes aplicables del EQUIPO ME Temperatura máxima ºC
Metal y líquido
Cristal, porcelana, material
vítreo
Material moldeado, plástico, goma,
madera
Parte aplicable en contacto con el
paciente durante un tiempo “t”
t< 1 min 51 56 60
1 min ≤ t < 10 min
48 48 48
10 min ≤ t 43 43 43
Estos límites de temperatura son aplicables al contacto con piel sana de adultos. No son aplicables cuando grandes áreas de la piel (10% del total de la superficie del cuerpo o más) pueden entrar en contacto con una superficie caliente. Esto también se aplica al contacto de la piel con el 10 % de la superficie de la cabeza. Cuando éste sea el caso, se deben determinar y documentar límites adecuados en el FICHERO DE GESTIÓN DE RIESGOS.
Cuando sea necesario que las PARTES APLICABLES excedan los límites de temperatura de la tabla 24 con el fin de proporcionar un beneficio clínico, el FICHERO DE GESTIÓN DE RIESGOS debe contener la documentación que muestra que el beneficio resultante excede cualquier incremente del RIESGO asociado.
Tabla_2: “Temperaturas máximas permitidas para el contacto de la piel con las PARTES APLICABLES DEL EQUIPO ME” UNE-EN 60601-1.
Tenemos en consideración que la carcasa debe cumplir la normativa y por lo tanto deberá soportar la temperatura en el peor de los casos que se muestran en equipo ME que es probable que sean tocadas, material moldeado de plástico y en un tiempo inferior a 1 segundo (valores indicados en la UNE-EN 60601-1). Este valor será de 86ºC, temperatura máxima permitida para las partes externas de la luminaria.
Entendemos que para llegar a esta temperatura desde la bombilla, que está a 350ºC, tiene que haber una reducción significativa que se conseguirá a través de una protección de la bombilla de cristal dicroico y un material aislante entre el reflectante y la carcasa. Estos elementos no son objeto de proyecto.
54 de 133 Universitat Jaume I
PROPIEDADES MECÁNICAS
Para hallarlas tenemos que hacer tres tipos de ensayos según la tabla siguiente:
Tabla 28 – Aplicabilidad de los ensayos de resistencia mecánica
Tipo de EQUIPO ME Ensayo
DE MANO Empuje (apartado 15.3.2)
Caida (apartado 15.3.4.1)
Alivio de tensiones por moldeado (aparatado 15.3.6)
PORTATIL Empuje (apartado 15.3.2)
Impacto (apartado 15.3.3)
Caida (apartado 15.3.4.2)
Alivio de tensiones por moldeado (aparatado 15.3.6)
MÓVIL Empuje (apartado 15.3.2)
Impacto (apartado 15.3.3)
Manipulación ruda (apartado 15.3.5)
Alivio de tensiones por moldeado (apartado 15.3.6)
FIJO o ESTACIONARIO Empuje (apartado 15.3.2)
Impacto (apartado 15.3.3)
Caida (apartado 15.3.4.2)
Alivio de tensiones por moldeado (apartado 15.3.6)
Tabla_3: “Aplicabilidad de los ensayos de resistencia mecánica” UNE-EN 60601-1.
Hemos elegido para nuestro estudio el equipo ME de mano.
15.3.2 *Ensayo de empuje
Las ENVOLVENTES del EQUIPO ME deben tener suficiente rigidez para proteger contra RIESGOS inaceptables.
La conformidad se verifica por el siguiente ensayo.
Las partes externas de una ENVOLVENTE son sometidas a una fuerza estable de 250 N ± 10 N durante un periodo de 5 s, aplicada mediante una herramienta de ensayo adecuada que proporcione un contacto sobre una superficie plana circular de 30 mm de diámetro. Sin embargo, este ensayo no se aplica al fondo de una ENVOLVENTE del EQUIPO ME que tenga una masa superior a 18 kg.
Después del ensayo, cualquier daño continuo que genere un RIESGO inaceptable, según se determina mediante inspección del FICHERO DE GESTIÓN DE RIESGOS, consitutye un fallo.
De lo que se deduce:
Ơ= F/S = 250/(π*0,032 )= 0,08842 [MPa]
Uno de nuestros objetivos es que no se deforme más de un 2%.
E = ơ /s = 0,08842 / 0,02 = 4,42 [MPa]

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 55 de 133
Estas son las características que tienen que tener los materiales para que soporten el ensayo de empuje, necesario por otra parte para cumplir con la normativa específica de luminarias.
A estos valores le añadimos un coeficiente de seguridad de 2.
Ơs = 0,08842 * 2 = 0,1768 [MPa]
E = 0,00442 * 2 = 0,00884 [GPa]
15.3.3 * Ensayo de impacto
Las ENVOLVENTES del EQUIPO ME deben tener una resistencia suficiente al impacto para proteger contra RIESGOS inaceptables.
La conformidad se verifica por el siguiente ensayo.
Excepto para los EQUIPOS ME DE MANO y partes del EQUIPO ME que son DE MANO, las ENVOLVENTES y otras partes aislantes externas, de las cuales el deterioro podría general un RIESGO inaceptable, son ensayadas como se indica a continuación.
Una muestra formada por una ENVOLVENTE completa, o una porción que represente la mayor área no reforzada, se mantiene en su posición normal. Se deja caer libremente desde una altura de 1,3 m una bola maciza de acero pulida, de aproximadamente 50 mm de diámetro y una masa de 500 g ± 25 g. una vez sobre cada parte relevante de la muestra de ensayo.
Para ensayar las superficies verticales, la bola de acero se suspende mediante una cuerda y se balancea como un péndulo con el fin de aplicar un impacto horizontal cayendo desde una distancia vertical de 1,3 m una vez sobre cada parte relevante de la muestra de ensayo.
El ensayo no es aplicable a los visualizadores de pantalla plana, a cristales del EQUIPO ME (por ejemplo analizadores de película) o a tubos de rayos catódicos (véase el apartado 9.5.2).
Después del ensayo, cualquier daño continuo que genere un RIESGO inaceptable, según se determina mediante inspección del FICHERO DE GESTIÓN DE RIESGOS, constituye un fallo.
Primero se calcula la energía potencial de la masa:
Ep = ½ *mgh = ½ * 0,5 * 9,81 * 1,3 = 3,188 [J]
Y ahora se calcula la resilencia para conocer cuanta energía tiene que absorber la luminaria, de este modo tendremos la energía de impacto:
P = T/S = 3,188 / (π*0,052 ) = 405,91 [J/m2] = 40,591 [kJ/m2]
Propiedades de impacto a temperatura ambiente 23ºC: mínimo 40,591 kJ/m2

56 de 133 Universitat Jaume I
GRÁFICA DE FATIGA TÉRMICA
15.3.6 Ensayo de alivio de tensiones por moldeado.
Las ENVOLVENTES de materiales termoplásticos moldeador deben estar contruidas de modo que las contracciones o distorsiones del material debido a la liberación de esfuerzo internos causador por operaciones de moldeado o formación no causen un riesgo inaceptable.
La conformidad se verifica por inspección de la contrucción y datos disponibles cuando sea apropiado o mediante el siguiente ensayo.
Una muestra consistente en el EQUIPO ME completo, o de la ENVOLVENTE junto con algún marco de soporte, se sitúa en un horno de circulación de aire a una temperatura de 10ºC por encima de la temperatura máxima observada sobre la envolvente durante el ensayo del apartado 11.1.3, pero no menor de 70ºC durante un periodo de 7 h, dejando después que se enfrie a la temperatura de la habitación.
Para grandes EQUIPOS ME donde no es posible acondicionar una envolvente completa, se permite usar una porción de la envolvente representativa del conjunto completo con relación al espesor y a la forma, incluyendo cualquier miembro de soporte mecánico. Cualquier daño que provoque un RIESGO inaceptable constituye un fallo.
Figura_1: “Gráfica obtenida en el CES de Fatiga Térmica”

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 57 de 133
Explicación del cálculo de la fatiga térmica. Fórmula de la fatiga térmica: Ơ = ɑt * E * T De los cuatro términos de la formula tan solo se puede obtener la diferencia de temperaturas. T = 86 – 20 = 66 [º C] Para conseguir obtener algún resultado, se agrupan en los siguientes términos: log (ơ) = log (66) * log (ɑt * E )

58 de 133 Universitat Jaume I
PROCESOS DE FABRICACIÓN
Consideramos para la selección del material adecuado que pueda ser moldeado por inyección, que sufra mecanizados posteriores y además que pueda ser pintado.
Figura_2: “Selección de materiales en función del proceso de fabricación: operaciones de conformado”
Figura_3: “Selección de materiales en función del proceso de fabricación: acabados y pinturas”

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 59 de 133
SELECCIÓN DEL MATERIAL SEGÚN PRECIO
Enfrentamos en un gráfica el precio del material (E/kg) con la densidad de los mismos (kg/m3 ) obteniendo los siguientes resultados.
Figura_4: “Selección de materiales en función del precio/densidad”
Figura_5: “Listado obtención de resultados en el CES en función del precio”

60 de 133 Universitat Jaume I
2. MATERIAL SELECCIONADO
Después de la selección del CES, obtenemos como material óptimo el PP (40% long glass fiber) por la selección del mejor precio/densidad y mejores características de impacto que el ABS.
3. CARACTERÍSTICAS DEL MATERIAL SELECCIONADO
LGF PP
Ventajas del producto.
- Pueden ser usados para remplazar los altos costes en ingeniería de plásticos, termoplásticos y aceros.
- Las fibras largas reforzadas de cristal mejoran el comportamiento a altas temperaturas del material de llenado medida por la retención del modulo con el aumento de la temperatura.
- Mejora el impacto/absorción de energía.
- Mejora de la resistencia a fatiga y durabilidad.
- Consolidación de partes.
- Mejora del peso.
- Mejora de la rigidez.
- Mejora de la fuerza.
- Características de amortiguación del sonido.
- Distorsión baja, especialmente para piezas moldeadas por compresión.
- Bajo coeficiente de expansión térmica lineal.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 61 de 133
documento_IV PLAN DE PROCESOS DE FABRICACIÓN DE LA PIEZA
Según la metodología posteriormente elaborada se comprueba que el proceso más idóneo es la inyección de plástico y una vez esté la pieza fuera del molde procederemos a su colocación en un utillaje adecuado para su inmovilización y posterior mecanizado de las roscas que necesitamos para el cierre del conjunto.
Posteriormente también se realizará el corte de la cavidad superior de la carcasa mediante un proceso de corte mediante chorro de agua y una vez realizado este corte se procederá al mecanizado de la métrica que hemos propuesto para su funcionamiento.
Esta tecnología se utiliza para cortar piezas de todo tipo de materiales, tanto metales, como cerámicos o plásticos. Corta por abrasión, debido a la velocidad que alcanza el agua erosiona las superficies arrastrando micropartículas de material.
El agua se pone a una presión de 60.000 psi que al pasar por un orificio muy estrecho, de unos 0,3 mm alcanza velocidades de 3 mach, a veces la velocidad del sonido, aproximadamente 3700 km/h
En ocasiones se agrega abrasivo al agua en forma de micropartículas, que tienen un poder erosivo muchísimo mayor.
Se puede realizar el corte por chorro de agua en piezas metálica, mármol, granito, etc.
Ventajas del corte con agua:
Agua pura
Producción flexible
Amigo del medio ambiente
Mejor utilización de los materiales
Corte en todos los ejes
Alta velocidad para diferentes materiales
Fácilmente adaptable a la automatización
Fácil de programar con sistemas CAD/CAM
Encaja en diferentes sistemas axiales
Fácilmente intregable en un sistema de producción flexible
Producción “Just in time”
Sólo requiere una sencilla instalación
Pequeñas fuerzas tangenciales de corte
Sin zonas afectadas por calor
Corte libre de stress

62 de 133 Universitat Jaume I
Sin pérdida de materiales
Sin afilar herramientas
Sin polvo humos o escapes de gas
Hidroabrasivo
Producción flexible
Rebaba
En muchos casos se eliminan procedimientos de post corte
Mejor utilización de los materiales
Corte en todos los ejes
Alta velocidad para diferentes materiales
Fácilmente adaptable a la automatización
Fácil de programar con sistemas CAD/CAM
Encaja en diferentes sistemas axiales
Fácilmente integrable en un sistema de producción flexible
Producción “Just in time”
Rápido prototipo
Sólo requiere una sencilla instalación
Pequeñas fuerzas tangenciales de corte
Sin zonas afectadas por calor
Sin descontrolados calentamientos o endurecimientos
Corte libre de stress
Sin deformación metalúrgica
Sin pérdida de materiales
Sin afilar herramientas
Sin polvo, humos o escapes de gas

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 63 de 133
Después de los estudios realizados realizamos el árbol de operaciones y la hoja de ruta dónde quedan reflejadas en la hoja de operaciones que adjuntamos en el punto siguiente.

64 de 133 Universitat Jaume I
1. PLANIFICACIÓN DE LOS PROCESOS GENERALES PARA EL CONFORMADO DE LA LUMINARIA EN GENERAL
Figura_1: “Planificación de los procesos generales para el conformado de la luminaria en general”

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 65 de 133
2. GENERACIÓN DE LA HOJA DE RUTA.
HOJA DE OPERACIONES PIEZA DENOMINACIÓN
carcasa CÓDIGO DE BARRAS
XXXXXXXXXX REFERENCIA
001
CANTIDAD 50.000 LOTE 1 FECHA 20/01/10 MATERIAL PP
Nº PLANO 001 DIMENSIONES 500x138,5x248mm REF. MOLDE IMAGEN IDENTIFICAR
MOLDE
PROCESO DENOMINACIÓN MOLDEO POR INYECCIÓN
FASE SUBFASE OPERACIÓN CARAC TERÍS TICAS
PARÁMETROS INSTRUCCIO NES
MOLDEO POR INYEC CIÓN
Moldeo de la carcasa
Calentamiento del molde
Nº molde
Temperatura material
Apertura del molde
Herramientas necesarias
Presión y cierre del molde
Presión Herramientas necesarias
Inyección del molde
Tiempo Temperatura del molde Temperatura del material
Apertura del molde
Tiempo apertura del molde
Extracción de la pieza
Lubricación y limpieza del molde
Cantidad de lubricante
Tipo de lubricante
CORTE POR CHORRO DE AGUA
Generación de abertura en la parte superior de la carcasa
Corte Plano máquina corte
Diámetro del corte
Posicionado de la pieza
Secado Presión del agua

66 de 133 Universitat Jaume I
MECANIZADO
Mecanizado de los taladros de diám.3,5
Taladrado Tal. Diám.3,5
Velocidad de taladrado
Tipo de broca.
Mecanizado de los taladros de diám.6
Taladrado Tal. Diám.6
Velocidad de taladrado
Tipo de broca.
Mecanizado de los taladros roscados de M50x3
Roscado M50x3 Velocidad de taladrado
Tipo de broca.
MONTAJE Unión de los elementos
Montaje Orden de montaje
Tornillería a emplear Instrucciones de montaje
EMBALAJE Embalaje de los diferentes elementos posterior a su comprobación.
Embalaje Cantidad y diferentes elementos para embalar.
Orden de montaje
3. DATOS DETALLADOS DEL PROCESO.
EXPLICACIÓN DEL PROCESO: MOLDE POR INYECCIÓN DE PLÁSTICOS IDENTIFICACIÓN DEL MOLDE A UTILIZAR HERRAMIENTAS NECESARIAS PARA EL MONTAJE/DESMONTAJE DEL MOLDE LIMPIEZA O LUBRICACIÓN DEL MOLDE PRUEBAS/ENSAYOS PREVIOS PREPARACIÓN DEL MATERIAL (EN FRÍO/CALIENTE) TEMPERATURA DE TRABAJO DEL MOLDE TEMPERATURA DE TRABAJO DEL MATERIAL PRESIÓN NECESARIA AL MOLDE VALIDACIÓN DEL PRODUCTO OPERACIONES DE EXTRACCIÓN OPERACIONES DE LIMPIEZA ENFRIAMIENTO DE LA PIEZA VERIFICACIÓN DE LA PIEZA CORTE POR CHORRO DE AGUA POSICIONAMIENTO DE LA PIEZA SOBRE LA BANCADA AMARRE DE LA PIEZA MEDIANTE UTILLAJES OPERACIÓN DE CORTE EXTRACCIÓN DE LA PIEZA SECADO Y LIMPIEZA DE LA PIEZA MECANIZADO DE MÉTRICA EN PARTE SUPERIOR DE LA PIEZA POSICIONAMIENTO EN UTILLAJE ADECUADO IDENTIFICACIÓN DEL UTILLAJE ADECUADO HERRAMIENTAS PARA EL MONTAJE/DESMONTAJE DEL UTILLAJE IDENTIFICACIÓN DEL LAS BROCAS ADECUADAS PLANO CON IDENTIFICACIÓN DE TALADROS PLANO PARA SABER CANTIDAD Y POSICIONAMIENTO DE TALADOS PLANO MÁQUINA

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 67 de 133
TIEMPO DE OPERACIÓN DIVISIÓN DE LA CANTIDAD DE TIPOS DE TALADRO OPTIMIZACIÓN DE TIEMPOS REVISIÓN Y VERIFICACIÓN DEL MECANIZADO MECANIZADO TALADROS DE UNIÓN CARCASA POSICIONAMIENTO EN UTILLAJE ADECUADO IDENTIFICACIÓN DEL UTILLAJE ADECUADO HERRAMIENTAS PARA EL MONTAJE/DESMONTAJE DEL UTILLAJE IDENTIFICACIÓN DEL LAS BROCAS ADECUADAS PLANO CON IDENTIFICACIÓN DE TALADROS PLANO PARA SABER CANTIDAD Y POSICIONAMIENTO DE TALADOS PLANO MÁQUINA TIEMPO DE OPERACIÓN DIVISIÓN DE LA CANTIDAD DE TIPOS DE TALADRO OPTIMIZACIÓN DE TIEMPOS REVISIÓN Y VERIFICACIÓN DEL MECANIZADO MONTAJE IDENTIFICACIÓN DE LAS PIEZAS: COLOR, MODELO, TIPO… IDENTIFICACIÓN DE LAS HERRAMIENTAS PARA MONTAR ELEMENTOS DE UNIÓN NECESARIOS (TORNILLOS, COLA…) VERIFICACIÓN DE LAS UNIONES PLANO DE MONTAJE PRUEBAS DE CALIDAD/SEGURIDAD/VERIFICACIÓN EMBALAJE IDENTIFICACIÓN DE LA PIEZA/PIEZAS A EMBALAR IDENTIFICACIÓN DEL ETIQUETADO DOCUMENTACIÓN A ENTREGAR CON EL PRODUCTO BOLSA DE HERRAJE A ENTREGAR CON EL PRODUCTO GARANTÍAS MATERIAL PARA EL EMBALAJE: CARTÓN, PROTECCIONES, IDENTIFICACIÓN Y CANTIDAD DE ESTE MATERIAL POSICIONAMIENTO DE L APIEZA DENTRO DEL EMBALAJE SERVICIO POST‐VENTA INFORMACIÓN PARA EL TÉCNICO QUE VAYA A REALIZAR EL MONTAJE EN CASA DEL CLIENTE

68 de 133 Universitat Jaume I
documento_V PLANOS 1. PLANOS DE DETALLE DE LA GEOMETRÍA FINAL DE LA PIEZA OBJETO DEL
TRABAJO





sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 69 de 133
2. PLANOS, A NIVEL DE DISEÑO PRELIMINAR, DEL MOLDE/UTILLAJE NECESARIOS PARA LA FABRICACIÓN DE LA PIEZA


70 de 133 Universitat Jaume I
documento_VI ANEXOS, CÁLCULOS Y OTROS
1. BÚSQUEDA DE INFORMACIÓN SOBRE EL PRODUCTO.
FICHA GENERADA DE BÚSQUEDA DE INFORMACIÓN GENERAL SOBRE ESTE TIPO DE PRODUCTOS.
Modelo nº 1: Lámpara de cirugía, Serie AIM-50 45.000 lux/1 m 99.000 lux/60 cm, Modelo con brazo de pared. AIM-50 W (Luminaria de alta cirugía). Definición: Tipo proyector dicroico multifoco de gran intensidad y brillantez luminosa, amplio campo y sistema antisombras. Su sistema de brazos permite gran libertad de movimientos. Rotación sin límite (360º) para los modelos de techo. Es la Luminaria ideal para muchas horas de uso. Foto:
Precio: 4300 € Propiedades:
Potencia: 3 x 50 W halógena Temp. de color: 3.100º Kelvin Rendimiento cromático:
96%
Aprobaciones: IEC 60601-2-41 MDD 93/42/EEC ANSI/IESNA RP-29-95 CE-Clase I
Conexión eléctrica 230/240 V, 50 Hz Fusibles T, IA, 250 V, 5x20 mm. Tipo lámpara Halógena 50 W Protección IP X0 Clase I aparatos médicos
93/42 EEC
EN 60601-1 Requerimientos eléctricos Medical EN 60601-1-2 Compatibilidad electromagnética EN 60601-2-41 Seguridad luminaria quirúrgica y de diagnosis
Recomendada para: Traumatología, Cirugía plástica, Dermatólogos, Oftalmólogos, Cuidados intensivos, Urgencias, Centros Médicos y Clínicas Ambulatorios. Pagina web: http://www.quirumed.com/es/Catalogo/articulo/27267

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 71 de 133
Modelo nO 2: Lámpara de Quirófano de pared 110.000 Luxes cúpula 62 cms diámetro (Luminaria de alta cirugía). Definición: Foto:
Precio: 4500 € Propiedades:
Lámpara de Quirófano de pared 110.000 Luxes. Anclaje a pared. Luz natural con temperatura de color Grados Kelvin 4300°K±200 Profundidad de luz 70 cms - 110.000 Luxes. Dispone de filtro de cristal para la reducción de calor de la luz. Mango totalmente esterilizable. Luz Halógena. 24v 150 W. Rango del foco de 60 a 180 cms. CRI 93+-3. Radio de acción 198 cms. Rango de ajuste de altura 105 cms. Energía 230 V.
Recomendada para:
Pagina web: http://www.quirumed.com/es/Catalogo/articulo/17178/Lampara%20de%20Quirofano%20de%20pared%20110.000%20Luxes%20cúpula%2062%20cms%20diámetro

72 de 133 Universitat Jaume I
Modelo nº 3: Outpatient II Wall 86.000 lux/60 cm 37.000 lux/1 m. Modelo con brazo de pared. (Luminaria de cirugía menor). Definición: Outpatient Light es una lámpara tipo proyector multifoco de gran intensidad luminosa, campo amplio y sistema anti-sombras. Conexión eléctrica en paralelo para garantizar la continuidad de la luz. Para evitar el calor, además de utilizar filtros ultravioleta e infrarrojos, su cabezal, de exclusivo diseño, genera una potente convección de aire. Foto:
Precio: 3500 € Propiedades:
Potencia: 3 x 50 W halógena
Temp. de color: 4.300º Kelvin Rendimiento cromático:
94%
Recomendada para: Hospitales, Clínicas, Ambulatorios y Centros de urgencias. Pagina web: http://www.quirumed.com/es/Catalogo/articulo/10673/Luminaria%20de%20cirugia%20menor%2086.000%20lux/60%20cm%20%2037.000%20lux/1%20m.%20Modelo%20con%20pie%20rodable%20Outpatient%20II%20Floor

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 73 de 133
Modelo nº 4: Coolspot II S/C. 140.000 lux/60 cm 54.000 lux/1 m. Modelo con brazo de techo. (Luminaria de cirugía menor). Definición: Foto:
Precio: 4000 € Propiedades: Recomendada para: Pagina web: http://www.quirumed.com/es/Catalogo/articulo/10685/Coolspot%20II%20S/C.%20140.000%20lux/60%20cm%20%20%2054.000%20lux/1%20m.%20Modelo%20con%20brazo%20de%20techo. Modelo nº 5: Definición: Incluida en el equipo equipo SD4 M. Foto:
Precio: Propiedades:
Lámpara Faro mod. Edi de 25.000 lux. Monitor TFT 15" 12 V. Ordenador incorporado. Teclado encastrado en bandeja de instrumentos.
Recomendada para: Clínica odontológica. Pagina web: http://www.esproden.com/index_archivos/Page815.htm http://www.imexdental.com/category.php?id_category=567
74 de 133 Universitat Jaume I
Modelo nº 6: SATURN T Definición: Foto:
Precio: 4 610,00 € Propiedades:
Montaje techo (indicar altura) 60.000 Lux DIN Color aprox. 4000 K Muy pocas sombras Asa extraíble y esterilizable
Recomendada para: Pagina web: http://www.imexdental.com/product.php?id_product=1365

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 75 de 133
Modelo nº 7: HALUX IRIS T Definición: Foto:
Precio: 2 130,00 € Propiedades:
Recomendada para: Pagina web: http://www.imexdental.com/product.php?id_product=1362
Montaje a techo (indicar altura) 45.000 Lux DIN a 0,8 m, 30.000 a 1,0 m Color aprox. 4000 K Asa extraíble y esterilizable Hay modelos diferentes según la altura.

76 de 133 Universitat Jaume I
Modelo nº 8: XERUS 50 T Definición: Foto:
Precio: 3 195,00 € Propiedades:
Montaje techo (indicar altura) 33.000 Lux DIN Color aprox. 4100 K Muy pocas sombras Asa extraíble y esterilizable. Modelos diferentes según la altura del techo.
Recomendada para: Pagina web: http://www.imexdental.com/product.php?id_product=1369

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 77 de 133
Modelo nº 9: Lámpara de doble cúpula de quirófano de techo de 220.000 luxes Definición: Foto:
Precio: 9.995,00 €/unidad Propiedades: Luz natural con temperatura de color Grados Kelvin 4300ºK Profundidad de luz 70 cm, 220 000 luxes. Dispone de filtro de cristal para la reducción de calor de la luz. Mango totalmente esterilizable. Luz halógena. 24V 150 W Rango del foco de 60 a 180 cm. CRI 93+-3 Radio de acción de 183 cm Rango de ajuste de altura de 105 cm. Energía 230 V. Anclaje en el techo. Recomendada para: Pagina web: http://www.materialmedico.es

78 de 133 Universitat Jaume I
Modelo nº 10: Lámpara de quirófano alta cirugía LUCE 90 Definición: Lámpara quirúrgica de un faro disponible con solución de pared. Dotada de un sistema automático de doble bulbo con intercambio automático si se quemara la lámpara, y led de señalización intermitente colocado en la tapa. De serie, regulación del spot y sistema de regulación de la intensidad luminosa. Foto:
Precio: 12.972,00 €/unid. Propiedades:
Lámpara halógena de 250 W, 24 V Consumo de 250 W Duración de la bombilla 1.000h Intensidad luminosa 160.000 lux Diámetro del campo iluminado 200 mm. Temperatura del color 400 ºK Campo luminoso 260-360 mm. Profundidad de enfoque 1400 mm Diámetro de la tapa 900 mm.
Recomendada para: Pagina web: http://www.materialmedico.es

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 79 de 133
Modelo nº 11: L-DLH-0566 Definición: Cabeza de luz dental redonda; acabado blanco elegante; Todos los componentes de esta luz dental disponibles. Foto:
Precio: Propiedades:
Voltaje de entrada 110V or 220V (Transformador opcional) Voltaje de salida High: 12V; Low: 10.5V Salida de potencia: High : 55W; Low: 50W Tipo de bombilla: Halógena 12V-55W Distancia focal: 700mm Intensidad luminosa: alrededor de 20,000 Lux Temperatura de Color: 4.500 Kelvin Modelo de luz: 170 X 75 at 700mm Encendido: Sensor con Manual Accesorios opcionales: Eje de luz dental; unión para eje de luz dental, bombilla, abrazadera de tipo C para fijarse al escritorio Opción de color: Blanco
Recomendada para: Pagina web: http://www.allindentpro.com/product.php?mode=list&cid=2

80 de 133 Universitat Jaume I
Modelo nº 12: L-DOL-0587 Definición: Brazo cuadrado y cabeza de luces; acabado elegante, todos los componentes disponibles. Características: estable sensor de control, cabeza de luces dentales, giro en multidirección. Foto:
Precio: Propiedades:
Voltaje de entrada: 110V or 220V(Equipado con transformador) Voltaje de salida : High: 12V; Low: 10.5V Potencia de salida: High : 55W; Low: 50W Tipo de bombilla: Halógena 12V-55W Distancia focal : 700mm Intensidad luminosa: alrededor 10,000 Lux Temperatura del color : 4,500 Kelvin Dimensiones del modelo : 120 X 70 at 700mm Encendido : Manual o Sensor con Manual Accesorios opcionales: Eje de luz dental; unión para eje de luz dental, bombilla, fijación tipo C (para fijar a una mesa) Opción de color: Blanco
Recomendada para: Pagina web: http://www.allindentpro.com/product.php?mode=list&cid=2

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 81 de 133
Modelo nº 13:
Definición: Square dental lights arm; Round dental lights head; While elegant coating; All components of this dental light available; Exquisite design of wall-mounted base
Character: Stable Sensor Control; Dental lights head: Smooth rotating at multi-direction
0587 DENTAL LIGHTS ARM WITH TRANSFORMER (110V OR 220V) + 0566 DENTAL LIGHTS HEAD WITH SENSOR AND MANUAL
El Brazo de 0587 con Transformador (110V o 220V) + Cabeza de 0566SR
Foto:
Precio: Propiedades: Input Voltage : 110V or 220V(Equipped with transformer) Output Voltage : High: 12V; Low: 10.5V Power Output : High : 55W; Low: 50W Bulb Type : Halogen 12V-55W Focal Distance : 700mm Light Output: Over 20,000 Lux Color Temperature : 4,500 Kelvin Light Pattern :170 X 75 at 700mm Switch : Sensor with Manual Optional Accessories: Dental light shaft; Joint for dental light shaft; Bulb; C-Type clamp(for fixing on desk) Color choice : White Recomendada para: Pagina web: http://www.allindentpro.com/product.php?mode=list&cid=2

82 de 133 Universitat Jaume I
Modelo nº 14: Auralite, luz dental. Definición:
The DARAY AURALITE is a cost-effective uncomplicated dental light with two intensity settings and available as wall, ceiling, mobile and unit mounted.The AURALITE dental light features an ingeniously designed parallel-action arm, replicating human muscular movement, available with either a wall, ceiling or unit mount configuration.The AURALITE provides a well-defined light-patch with shadow-reduction and is easy to clean and maintain.All AURALITE models have an integral power supply.
Foto:
Precio: Price: £395.00 (Excluding VAT at 15%)
Propiedades:
Technical specifications
Input intensity High: 20,000 lux Low: 10,000 lux
Colour temp. 4,500k
Focal distance 700mm
Power output 55W
Bulb type Halogen 12V
Supply voltage 220v
Output voltage High: 12V Low: 10.5V
Product colour White
Recomendada para: Pagina web: http://www.daray.co.uk/docs/Auralite.html#

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 83 de 133
Modelo nº 15: Bilite, doble rayo Definición: El doble rayo de luz, desarrollado y patentado por DARAY, fue especialmente diseñado para eliminar las sombras en la cavidad oral producida en todos los procedimientos dentales. Ideal light-patch Fully compliant with ISO 9680, the BILITE projects an ideal light-patch for dental work by creating a rectangular pattern wide enough to allow for full patient movement, but with sharply defined edges. This ensures that there is no discomfort from light shining into a patient’s eyes as the light is concentrated only where it’s required. Light source The light source utilizes a dichroic reflector which filters away unwanted heat from the light-beam, thus projecting a cool light into the oral cavity. The light beam is also colour-corrected to give excellent colour matching and, since intensity control is achieved mechanically, varying the light’s intensity does not affect its colour. Flexible, durable support arms The support arms are ergonomically designed to allow as full a range of movement as possible in order to accommodate all dental techniques. Their advanced design eliminates the possibility of the arm falling. Positioning is easy since the arms need only finger-light control yet do not drift once in position. Lamp-bar The lamp-bar can be changed safely and easily without any tools and without risk of burnt fingers. Mounting The BILITE can be mounted on the ceiling, wall or unit/chair base. Hygiene and safety The styling eliminates all finger traps and, by being smooth and rounded, significantly aids disinfection, barrier protection and thus cross-infection control. Mains voltage is reduced by a transformer to a safe 12V throughout the arm and all moving parts. Foto:
Precio:

84 de 133 Universitat Jaume I
Propiedades: Technical specifications
Output intensity (max.) 26,000 lux
Colour temperature 3,600 K
Patch size at 700mm 300mm x 100mm
Input voltage 230V 50/60Hz (110/120V optional)
Working voltage 12V
Lamp description Halogen lamp 12V 55W DRK1024/B
Colour availability RAL 9002
Products available BLHAMINI DARAY BILITE head and short-reach arm (choose mounting type)BLHA BILITE head and suspension arm (choose mounting type) DLC Ceiling mount, down-tube and variable intensity controller DLW Wall mounting and variable intensity controller DLU Unit mount (transformer and power lead)
BLE Electrician’s installation (flush fitting for qualified electrician install only)
BLH BILITE fixed-intensity (head only) Options/accessories
DLUPS Light battery backup unit 12V (all variants) CMDT Down-tube cover (for suspended ceilings) CMC Ceiling mounting cover (for non-suspended ceilings) LB1024 BILITE lamp-bar cartridge (supplied in packs of 5)
Recomendada para:
Price: £830.00 (Excluding VAT at 15%) Pagina web: http://www.daray.co.uk/docs/Bilite.html

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 85 de 133
Modelo nº 16: Definición: The DL50 dental light uses a unique reflector design to produce outstanding colour rendering and shadow reduction. Lamp-bar The lamp-bar can be changed safely and easily without any tools and without risk of burns. Mounting The DL50 can be mounted on the ceiling, wall or unit/chair base. Flexible, durable support arms The support arms are ergonomically designed to allow as full a range of movement as possible in order to accommodate all dental techniques. Positioning is easy since the arms need only finger-light control, yet do not drift once in position. Hygiene and safety The styling eliminates all finger-traps, and being smooth and rounded significantly aids disinfection, barrier protection and thus cross-infection control. Mains voltage is reduced by a transformer into a safe low voltage throughout the arm and all moving parts. Foto:
Precio:
Propiedades:
Techincal specifications Max. intensity 30,000 lux Colour temperature 5,200K Patch size at 700mm 250mm x 150mm Input voltage 230V 50/60Hz Working voltage 12V nom. Lamp description Halogen lamp 12V 50W DRK5003 Colour availability RAL 9002
Recomendada para: Pagina web: http://www.daray.co.uk/docs/DL50.html
Price:£945.00(Excluding VATat15%)

86 de 133 Universitat Jaume I
Modelo nº 17: Gnatus Dental Light LED 5 Plus Definición: The Gnatus LED 5 Plus is smaller and sleeker than its halogen counterpart because of the small LED form factor and different optical characteristics that eliminate the need for a large reflector. Foto:
Precio: Price: $979.00 Propiedades:
Reduce el consumo en un 60% Consumo de 250 W
Duración de la bombilla 1.000h Intensidad luminosa 35.000 lux (lúmenes por metro cuadrado) Diametro del campo iluminado 200 mm. Temperatura del color 400 ºK Campo luminoso 260-360 mm. Profundidad de enfoque 1400 mm Diámetro de la tapa 900 mm. De 12 a 25 años de vida comparado con 3-6 meses · 40% brighter than halogen products · 12-25 year life compared to 3-6 months · 60% reduction in power consumption · True white light, improving dental diagnosis and resin matching · Light color: 5,500K (sunlight) · No heat in the beam, eliminating dentist and patient discomfort · No peripheral light shining in patients’ eyes · Smaller, sleeker design enabled by smaller optics Recomendada para: Pagina web: http://www.lumicrest.com/shop/index.php?main_page=product_info&cPath=4&products_id=9

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 87 de 133
Modelo nº 18: DARAY SL250 Definición: Variable intensidad/ Foco de luz para cirugía. Foto:
Precio: Propiedades: Sus tres cabezas de luz y su cuidad diseño de difusores asegura una excepcional reducción de sombras Reflector: 3x205mm de diámetro, cada uno con varias capas de recubrimiento especial óptico que filtra sobre el 90% de la radiación infrarroja (calor) de el foco y simula la luz solar de modo que los tonos del tejido son vistos con exactitud. Difusor: El robusto difusor de policarbonato proteje la luz y da una reducción de sombra excelente. Estos también reducen la radiación infrarroja en el rayo proyectado y realzan o mejoran el aspecto de la luz.
Especificaciones técnicas Intensidad de la luz 0 - 70,000 lux @ 1m Indice de color Ra96 Diámetro de la campana de luz 18 - 30 cm variable
Temperatura del color 4,200K Fuente de energía 230V 50/60 Hz Vida de la lámpara ~1,300 h
Recomendada para: Fines múltiples: ideal para cirugía, oftalmología, diagnóstico y ginecología. También conveniente para empleo dentro de servicios de urgencias y unidades de cuidados intensivos.
Price:£3,495.00 Price:£3,495.00(Excluding VATat15%)
Pagina web: http://www.daray.co.uk/docs/SL250.html

88 de 133 Universitat Jaume I
Modelo nº 19: DRE Vision Excel Minor Surgery Light 7051514 Definición: Foto:
Precio: Propiedades:
Candelas 9.500 (cabeza a 1m) Lux 43.000 Kelvin 4000o temperatura del color 380mm de diámetro del reflector elíptico multi‐faceteado en Alzak Alum. Tipo de filtro: L/R cristal absorbe el calor generado Dimensiones de la cabeza 23” diámetro x 14” altura Manilla intercambiable y esterilizable Distancia focal 914mm Vida nominal de la bombila 1000 horas, emplea bombilla halógena de tungsteno
Recomendada para: Pagina web: http://www.dremed.com/catalog/product_info.php/cPath/45_79/products_id/1252#resources

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 89 de 133
Modelo nº 20: Skytron Infinity IN22EL Definición: iluminación de cirugía Foto:
Precio: Propiedades:
• Single head system • 22" light head • Capable of 11,000 fc
Recomendada para: Pagina web: http://www.dremed.com/catalog/product_info.php/products_id/1802

90 de 133 Universitat Jaume I
BÚSQUEDA DE INFORMACIÓN GENERAL SOBRE LÁMPARAS HALÓGENAS
Estas lámparas han de generar luz fría, similar a la luz diurna, para mejorar el diagnóstico del profesional.
Figura_1: Características técnicas de lámparas halógenas de baja tensión bipin. Fuente figura_1: http://www.luxram.net/productos_iframe.html (Noviembre 2009)

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 91 de 133
FORMA BASADA EN PRODUCTOS EXISTENTES EN EL MERCADO
Fuente figura_2: http://www.gendexxray.com/Default.aspx?navid=70&oid=002&lid=de (Diciembre 2009)
Fuente figura_3 y 4: http://www.jemeca.com (Diciembre 2009)
Fuente figura_5: http://www.daray.co.uk/docs/DL50.html (Diciembre 2009)

92 de 133 Universitat Jaume I
INDICACIONES TÉCNICAS DE DIFERENTES FABRICANTES
Figura_13:Explosión de montaje, luminaria DARAY. Fuente: Daray sl400series operating theatre light assembly and operating instructions
Figura_6:Estudio de la colocación de la bombilla y de los diferentes accesorios en el conjunto de la luminaria. Fuente: “Catálogo técnico Kavo: KAVOSUN 1415 C”
Figura_7: Embalaje y cambio de bombilla. Fuente figura_7: Instrucciones para el uso y de montaje. KaVo Centro 1540.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 93 de 133
2. CÁLCULOS.
En el presente escrito se procederá a plantear los cálculos térmicos para el diseño de nuestra luminaria. El alcance de este documento es mostrar cómo se debería calcular la temperatura en todos los puntos posibles en el diseño de nuestra luminaria. En este caso se tendrá en cuenta que la bombilla está alojada en un casquillo G6,35, El casquillo está alojado dentro de una cavidad aislada mediante un cristal dicroico.
Paso 1. Situación conocida. La lámpara debe soportar bombillas de tipo halógenas de hasta 250 W. Las bombillas halógenas suelen desperdiciar en torno al 90% de su potencia en calor, por lo que tenemos lo siguiente:
También sabemos que las bombillas de halogenuros suelen trabajar entre los 250ºC y 350ºC, por lo que tenemos que la superficie de la bombilla estará a 350ºC. Otro dato que tenemos es que la bombilla estará funcionando durante 10 años ininterrumpidamente por lo que consideraremos un régimen estacionario. Los datos de temperatura de la bombilla los podríamos calcular mediante un cálculo de radiación pura entre un cuerpo negro (filamento) y otro gris (cristal de la bombilla), considerando el intercambio de calor en un medio participante, como es la combinación del tungsteno y el yodo. Posteriormente se calcularía la transmisión de calor a través del cristal mediante conducción. Paso 2.Transmisión del calor de la bombilla al cristal dicroico. Para este paso se debe considerar una transmisión conjunta entre la convección y la radiación. Calculo del factor de convección.
Donde: hi = Coeficiente de transmisión de calor por convección en el interior del vidrio dicroico. Ab = Área de la bombilla.

94 de 133 Universitat Jaume I
Tb = Temperatura en la superficie de la bombilla. Ti = Temperatura ambiente dentro del vidrio dicroico. Aci = Área interior del vidrio dicroico. Tiv = Temperatura en la cara interior del vidrio dicroico. Calculo del factor de radiación. Caso de planos infinitos paralelos y grises.
Donde: σ = cte. εb = emisividad de la bombilla. εv = emisividad del vidrio dicroico. El vidrio posee un filtro dicroico que permite redirigir el 66,6% de los rayo UV hacia la fuente emisora, con lo que se disminuirá significativamente la radiación que salga de la bombilla. La suma de las dos potencias nos dará la potencia total.
Paso 3. Transmisión del calor a través del cristal dicroico.
Donde: kv = Conductividad del vidrio dicroico. Av = Área perpendicular al movimiento del calor. Tev = Temperatura en la cara exterior del vidrio dicroico. ev = Espesor del vidrio dicroico. Paso 4. Transmisión del calor del vidrio dicroico al reflectante. Para este paso se debe considerar una transmisión conjunta entre la convección y la radiación. Calculo del factor de convección.
Donde: hii = Coeficiente de transmisión de calor por convección entre el vidrio dicroico y el reflectante. Tii = Temperatura ambiente entre el vidrio dicroico y el reflectante. Ar = Área de contacto con el reflectante. Tir = Temperatura en la cara interior del reflectante. Calculo del factor de radiación. Caso de planos infinitos paralelos y grises.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 95 de 133
Donde: εr = emisividad del reflectante. Como se puso en los objetivos de diseño del reflectante, este deberá poseer como mínimo un 85 % de reflexión de la luz, lo cual involucra también a los rayos UV. Además estos rayos estarán redireccionados hacia el lugar de iluminación. La suma de las dos potencias nos dará la potencia total.
Paso 5. Transmisión del calor a través del reflectante.
Donde: kr = Conductividad del reflectante. Ter = Temperatura en la cara exterior del reflectante. er = Espesor del reflectante. Paso 6. Transmisión del calor por convección entre el reflectante y la carcasa.
Donde: hiii = Coeficiente de transmisión de calor por convección entre el reflectante y la carcasa. Tiii = Temperatura ambiente entre el reflectante y la carcasa. Ac = Área de contacto con la carcasa. Tc = Temperatura en la cara interior de la carcasa. En este punto y con tal de reducir la temperatura en la carcasa se podría introducir un aislante. Paso 7. Resolución del problema. Una vez planteadas todas las ecuaciones tenemos 10 ecuaciones y 12 incógnitas. Por otra parte tenemos una reducción por parte del cristal dicroico del 66,6% y posteriormente una reducción del 85% que se verá reflejado por el reflectante hacia el exterior de la luminaria.

96 de 133 Universitat Jaume I
3. CARACTERÍSTICAS DEL MATERIAL SELECCIONADO.

Page 1 of 3PP (40% long glass fiber)
No warranty is given for the accuracy of this data. Values marked * are estimates.
General propertiesDesignationPolypropylene (40% long glass fiber)
Density 1.19e3 - 1.23e3 kg/m^3Price * 2.42 - 2.66 EUR/kgTradenamesBergaprop; Acclear; Accpro; Acctuf; Achieve; Addilene; Adflex; Adpro; Akrolen; Alphacan; Aplax; Appryl; Aqualoy; Arcoplen; Armlen; Arpak; Arpro; Astryn; AtofinaPolypropylene; Azdel; Bapolene; Bicor; Borstar; Bras-Tec; Bynel; Capilene; Carboprene; Carmelstat; Cefor; Celstran; Clyrell; Compel; Compotene; Comshield; Corton; Cosmoplene; Cotene; Cuyolen; DaelimPoly; Dafnelen; DaicelPP; Danapro; Daplen; Denilen; DEP; Dexflex; DigiLyte; Dow; EL-Pro; EltexP; Endura; Epsilon; EquistarPP; Escalloy; Esdash; Estaprop; Eticourt; Extron; Exxpol Enhance; Exxtral; FerrexNewfoamer; Ferrolene; Fiberfil; Finapro; Flametec; Formolene; Fortilene; Grand Polpro; Haiplen; Halene; Hi-Fax; Hi-Glass; Hishiplate; HMS; Hopelen; Hostacen; Hostacom; Hostalen PP; Hyosung PP; Hypro; Inertec; Inspire; Isplen; Jazz; Kelburon; Kopelen; Koylene; Latene; Lupol; Luvogard; Mafill; Magnacomp; Malen-P; Marlex; Maxbatch; Maxpro; Maxxam; Metallyte; Metocene; Microthene;Moplen; Mosten; Multipro; Neopolen; Neviprop; Newstren; Niplene; Nissen; Noblen; Nortuff; Novatec; Novolen; Oleform; Olehard; Olesafe; OPPalyteTrespaphan; Osstyrol; Palprop; Percom; Permastat; Petoplen; Petrothene;Piolen; Plastiflam; Polene; Polifor; Polycom; POLYfill; Polyflam; Polyfort; Polystone; Polyvance; Ponalen; Pre-Elec; Procom; Pro-Fax; Prolen; Propak; Propilven; Propylux; Protec; Proteus; Ranplen; Refax; Repol; Repolen; Reptol; Retpol; Rexene; Rotothon; Sanalite; Sanren; Saxene; Scolefin; Seetec; Sequel; Simona; Sinpolene; Spolen; Stamylan; Starpylen; Strandfoam; Sunlet; Syntegum; Taboren; Taffen; Taipolene; Tairipro; Talcoprene; Tatren; Tecafine; Teknoplen; Terez; Thermolen; Thermylene; Tipplen; Topilene; Torayfan; Tracolen; Trapylen; Trilen; Trilene; Umastyr; Valmax; Valtec; Vamplem; Vylene; Vyon; Wintec; WPP; Xenopren; Yuhwa; Zeral; AD majoris; Nepol; ThermoStran; Nytron; STRANOX; RTP Compounds; SABIC STAMAX; HiFill; Delta
Composition overviewComposition (summary)(CH2-CH(CH3))n + 40% glass filler
Base PolymerPolymer class Thermoplastic : semi-crystallinePolymer type PP-ho% filler 40 %Filler type Glass fiber
Composition detailPolymer 60 %Glass (fiber) 40 %
Mechanical propertiesYoung's modulus 7.52 - 9.43 GPaCompressive modulus * 7.52 - 9.43 GPaFlexural modulus 6.68 - 7.98 GPaShear modulus * 3.07 - 3.15 GPaBulk modulus * 9.38 - 9.62 GPaPoisson's ratio * 0.349 - 0.356Shape factor 14.1Yield strength (elastic limit) 81 - 117 MPaTensile strength 99.8 - 118 MPaCompressive strength 112 - 146 MPaFlexural strength (modulus of rupture) 143 - 177 MPaElongation 1.99 - 2.19 %Elongation at yield 1.81 - 3.15 %Hardness - Vickers * 28.5 - 29.9 HVHardness - Rockwell M 62.6 - 83.8Hardness - Rockwell R 95.3 - 115Hardness - Shore D * 77.7 - 81.7Hardness - Shore A * 96.5 - 101Fatigue strength at 10^7 cycles * 42.4 - 44.5 MPaFracture toughness * 4.71 - 4.95 MPa.m^1/2Mechanical loss coefficient (tan delta) * 0.00878 - 0.00923

Page 2 of 3PP (40% long glass fiber)
No warranty is given for the accuracy of this data. Values marked * are estimates.
Impact propertiesImpact strength, notched 23 °C 21.7 - 32.2 kJ/m^2Impact strength, notched -30 °C 23.2 - 36.3 kJ/m^2Impact strength, unnotched 23 °C 55.2 - 64.8 kJ/m^2Impact strength, unnotched -30 °C 52.3 - 55 kJ/m^2
Thermal propertiesMelting point 160 - 168 °CGlass temperature -14 - -6 °CHeat deflection temperature 0.45MPa 150 - 172 °CHeat deflection temperature 1.8MPa 145 - 166 °CMaximum service temperature * 117 - 137 °CMinimum service temperature * -17 - -3 °CThermal conductivity * 0.395 - 0.411 W/m.KSpecific heat capacity * 1.53e3 - 1.56e3 J/kg.KThermal expansion coefficient 39.5 - 40.5 µstrain/°CVicat softening point 157 - 178 °C
Processing propertiesLinear mold shrinkage 0.133 - 0.359 %Melt temperature 212 - 251 °CMold temperature 58.6 - 75.4 °CMolding pressure range 60.2 - 69.7 MPa
Electrical propertiesElectrical resistivity 1.98e24 - 2.02e24 µohm.cmDielectric constant (relative permittivity) * 3.04 - 3.16Dissipation factor (dielectric loss tangent) * 0.00196 - 0.00204Dielectric strength (dielectric breakdown) 19.5 - 20.3 MV/mComparative tracking index 600 V
Optical propertiesTransparency Opaque
Absorption, permeabilityWater absorption @ 24 hrs 3.55e-4 - 0.0704 %
Durability: flammabilityFlammability Highly flammable
noteCurrently NOT UL tested but expected to pass the HB test
Durability: fluids and sunlightWater (fresh) ExcellentWater (salt) ExcellentWeak acids ExcellentStrong acids ExcellentWeak alkalis ExcellentStrong alkalis ExcellentOrganic solvents ExcellentUV radiation (sunlight) PoorOxidation at 500C Unacceptable
Primary material production: energy, CO2 and waterEmbodied energy, primary production * 96.4 - 106 MJ/kgCO2 footprint, primary production * 6.51 - 7.19 kg/kg
Material processing: energyPolymer molding energy * 7.9 - 8.74 MJ/kg

Page 3 of 3PP (40% long glass fiber)
No warranty is given for the accuracy of this data. Values marked * are estimates.
Polymer extrusion energy * 3.08 - 3.41 MJ/kgPolymer machining energy (per unit wt removed) * 2.13 - 2.36 MJ/kg
Material processing: CO2 footprintPolymer molding CO2 * 0.632 - 0.699 kg/kgPolymer extrusion CO2 * 0.246 - 0.273 kg/kgPolymer machining CO2 (per unit wt removed) * 0.17 - 0.189 kg/kg
Material recycling: energy, CO2 and recycle fractionRecycleRecycle fraction in current supply 0.1 %DowncycleCombust for energy recoveryHeat of combustion (net) * 26.4 - 27.7 MJ/kgCombustion CO2 * 1.84 - 1.93 kg/kgLandfillBiodegradeA renewable resource?
NotesTypical usesAutomotive Exterior Parts; Automotive Interior Parts; Automotive Under the Hood; Electrical/Electronic Applications; Engineered Applications; Furniture; Metal Replacement; Parts, Machine/Mechanical; Sporting Goods; Buckets; bowls; bottle crates; toys; medical components; washing machine drums; pipes; battery cases; bottles; bottle caps; bumpers; films for packaging; fibers for carpeting and artificial sports surfaces.
Reference sourcesData compiled from multiple sources. See links to the References table.
LinksProcessUniverse
Producers
Reference
Shape

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 97 de 133
4. DISEÑO CONCEPTUAL, METODOLOGÍA PARA LA OBTENCIÓN DE SOLUCIONES.
Hemos seleccionados estas luminarias debido a su forma y diseño, estudiando su forma de agarre y su movimiento de rotación en uso. En base a toda esta información, hemos diseñado varios modelos que mostramos en el siguiente apartado.
BO1 BO2
BO3 BO4

98 de 133 Universitat Jaume I
Figura_8: Volante Mclaren
Fuente figura_8: http://www.diablomotor.com
Justificación de los cálculos realizados y decisiones tomadas para obtener la propuesta inicial de diseño.
El alojamiento de la bombilla, que justificará la profundidad de la luminaria.
El volumen interior, mediante el cual obtendremos la densidad de la lámpara.
El transformador lo colocamos en la base del brazo y por lo tanto evitamos alojarlo en la carcasa.
El intercambio de la bombilla se realizará por la parte posterior y como permite el sistema la rotación y giro permitirá el cambio sin interposiciones.
Consideración de la ergonomía de las asas.
Para obtener la propuesta inicial de diseño hemos aplicado un método cuantitativo de evaluación de soluciones. Se trata de obtener una cuantificación de la valoración de cada alternativa, basada por una parte en una ponderación de los objetivos y por otra en establecer una escala común de adaptación de cada alternativa para cada uno de los objetivos.
Metodología
1. Enunciar y definir claramente cada uno de los objetivos o criterios que han de cumplir los diseños alternativos a evaluar.
2. Clasificar los objetivos, registrando en una matriz de comparación el objetivo preferente de cada par.
3. Ponderar los objetivos así clasificados asignando números índice.
4. Establecer una medición utilizando una escala común del grado en que cada diseño alternativo satisface a cada uno de los objetivos.
5. Calcular la media ponderada de adaptación a cada diseño alternativo utilizando los números índice.
6. Seleccionar el diseño considerando como óptimo teniendo en cuenta los resultados obtenidos en los puntos anteriores.
Hemos clasificado los cuatro objetivos más importantes en el siguiente orden:
1_Volumen
2_Iluminación homogénea
3_Que facilite el recambio de la lámpara
4_Estética

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 99 de 133
0/1 VOLUMEN ILUMINACIÓN HOMOGÉNEA
FACILIDAD DEL RECAMBIO
ESTÉTICA
VOLUMEN - 1 1 1 3
ILUMINACIÓN HOMOGÉNEA
0 - 1 1 2
FACILIDAD DEL RECAMBIO
0 0 - 1 1
ESTÉTICA 0 0 0 - 0
importancia 40% 30% 20% 10%
boceto VOLUMEN ILUMINACIÓN HOMOGÉNEA
FACILIDAD DEL RECAMBIO
ESTÉTICA TOTAL
BO1 5 9 8 7 7
BO2 6 8 8 8 7,2
BO3 3 8 4 6 5
BO4 8 8 8 9 8,1
Podemos concluir que el boceto seleccionado será el BO4. Del cuál mostramos a continuación unas imágenes y planos previos.
Figura_9: Imagen 3d de la carcasa.

100 de 133 Universitat Jaume I
5. ASEGURAMIENTO DE LA CALIDAD.
Descripción de la gestión y dinámica del trabajo en grupo.
PORTAFOLIO_1:
Planificación de tareas y definición de roles del Equipo. Tarea Objetivos Inicio Fin Documentos
Búsqueda de información
Conocer cómo es el producto y lo que se está fabricando
16/10/09 21/10/09 Obtención de pdf’s con imágenes, catálogos técnicos, características
Obtención de especificaciones
Definir las características de las luminarias
21/10/09 30/10/09 Redactar las especificaciones técnicas, requisitos y objetivos.
Búsqueda e investigación de materiales
Selección de materiales en función de objetivos de diseño y funcionalidad
30/10/09 06/11/09 Obtención de tablas para la preselección de los grupos de materiales
Redacción del portafolio.
Comenzar con la presentación del portafolio
06/11/09 09/11/09 Redacción del portafolio
Maquetación del portafolio
Redactar, verificar y comprobar
09/11/09 10/11/09 Portafolio definitivo
Subida del archivo definitivo Aula virtual
Centralizar la información definitiva, revisión previa de todos los miembros
10/11/09 10/11/09 Pdf definitivo portafolio
Asignación de roles. Rol Responsabilidad Nombre personas implicadas
Coordinador Almela Hernández, Adrián Javier
Responsable calidad/documentos Royo González, Marta
Planificador Catalán Pachés, Pablo
Reuniones de trabajo. Fecha Tarea/Actividad realizada Horas Nombre personas implicadas
21/10 Conocer a los componentes Planificar la siguiente reunión Proponer búsqueda de información
1h Almela Hernández, Adrián Javier Catalán Pachés, Pablo Royo González, Marta
30/10 Puesta en común de la información Redactar contenidos del portafolio Planificar las tareas para la siguiente reunión: búsqueda de materiales y completar tablas con búsqueda de información
3h Almela Hernández, Adrián Javier Catalán Pachés, Pablo Royo González, Marta

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 101 de 133
06/11 Selección de materiales Búsqueda de objetivos para la selección
3h Almela Hernández, Adrián Javier Catalán Pachés, Pablo Royo González, Marta
07/11 Concretar grupos de materiales con sus características
8h Almela Hernández, Adrián Javier Catalán Pachés, Pablo Royo González, Marta
09/11 Tutoría : Carlos Vila Puesta en común modificaciones
2h Catalán Pachés, Pablo Royo González, Marta
Horas dedicadas/miembro Nombre Horas dedicadas
Royo 4h (búsqueda de información)
Royo 3h (redacción información y materiales)
Royo 3h (maquetación)
Almela 2h (búsqueda de información)
Almela 3h (lectura y redacción)
Catalán 3h (búsqueda de información)
Catalán 2h (lectura y redacción)
Catalán 3h (redacción de la información y búsqueda de materiales)
PORTAFOLIO_2
Descripción de la gestión y dinámica del trabajo en grupo.
Relación de tareas realizadas y cómputo de horas. Nombre Horas dedicadas
Royo 3h (búsqueda de información)
Royo 2h (generación de bocetos)
Royo 2h (redacción de portafolio)
Royo 1h (montaje plantilla)
Royo 2,5h (búsqueda de información, bocetos, estudio de catálogos para las características técnicas)
Royo 2h (bocetos, ordenar búsqueda de información, completar planificación)
Royo 5h (evaluación de bocetos, escanear bocetos, maquetación y redacción)
Almela 4h (búsqueda de información)
Almela 1h (generación de bocetos
Almela 2h (generación de índices de materiales y paso al CES)
Almela 10h (cálculos térmicos)
Almela 2h (índice de materiales y temperatura)

102 de 133 Universitat Jaume I
Catalán 3h (búsqueda de información)
Catalán 3h (redefinir objetivos)
Catalán 2h (dibujos 3d carcasas)
Catalán 2h (selección de procesos)
Catalán 3h (estudio de temperatura de la lámpara)
Catalán 2h (revisión del proceso de fabricación en función de la forma)
Catalán 1h (boceto 3d y plano general)
Tarea Objetivos Inicio Fin Documentos
Obtener primeras propuestas de índices de materiales.
Averiguar los índices de materiales mediante las características que ha de cumplir.
13/11/09 20/11/09 Generación de tabla con las primeras propuestas de índices de materiales.
Re-definir objetivos.
Definir las características de las luminarias.
20/11/09 23/11/09 Redactar las especificaciones técnicas, requisitos y objetivos.
Investigación de la forma de la luminaria y bocetos.
Selección de materiales en función de objetivos de diseño y funcionalidad.
23/10/09 28/11/09 Obtención de bocetos de las luminarias.
Investigación de materiales posibles para la generación de carcasas.
Obtener mediante los índices de materiales resultados en el CES.
28/11/09 30/11/09 Obtención de tablas para la preselección de los grupos de materiales.
Investigación de procesos para la generación de carcasas.
Seleccionar procesos de fabricación en función de los materiales e índices obtenidos.
30/11/09 02/12/09 Generación de tablas de pre-selección de materiales.
Análisis de atributos de forma.
Obtención de procesos en función de los atributos de forma a partir de los bocetos previos.
30/11/09 02/12/09 Generación de tabla de atributos.
Obtener imágenes previas de la luminaria cálculos de temperatura y acabar de concretar índices, evaluación del diseño conceptual.
Acabar de concretar los índices y forma de la luminaria, seleccionándola de los bocetos previos.
02/12/09 07/12/09 Generar archivos CES. Generar planos de la propuesta de la pieza. Generar 3d de la pieza. Saber la temperatura que debe soportar la carcasa.
Maquetación y revisión.
Generar el pdf definitivo para la entrega del portafolio.
08/12/09 09/12/09 Generar el portafolio_2.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 103 de 133
Relación de reuniones de trabajo y cómputo de horas. Fecha Tarea/Actividad realizada Horas Nombre personas implicadas
20/11 Índices de materiales. Planificación de formas y bocetos. Dudas para plantear la semana siguiente
1,5h Almela Hernández, Adrián Javier Catalán Pachés, Pablo Royo González, Marta
23/11 Puesta en común de la información Índices de materiales
5h Almela Hernández, Adrián Javier Catalán Pachés, Pablo Royo González, Marta
26/11 Tutoría Carlos Vila: Selección del elemento a desarrollar. Generación del molde de la carcasa
0,5h Almela Hernández, Adrián Javier
28/11 Concretar grupos de materiales con sus características. Definición definitiva de la forma de la carcasa.
5h Almela Hernández, Adrián Javier Catalán Pachés, Pablo Royo González, Marta
04/12 Concretar el diseño final de la luminaria. Justificar cálculos de la forma. Cálculo de temperatura. Justificar procesos.
4h Almela Hernández, Adrián Javier Catalán Pachés, Pablo Royo González, Marta
07/12 Reducir la cantidad de documentos del portafolio. Concretar parámetros e índices de producción.
4h Almela Hernández, Adrián Javier Catalán Pachés, Pablo Royo González, Marta
PORTAFOLIO 3
Descripción de la gestión y dinámica del trabajo en grupo.
Reuniones de trabajo. Fecha Tarea/Actividad realizada Horas Nombre personas implicadas
21/12/09 Plantear modificaciones al Portafolio_2, división de tareas entre miembros del grupo, establecer siguiente reunión.
1h Almela Hernández, Adrián Javier Catalán Pachés, Pablo Royo González, Marta
29/12/09 Puesta en común de la información, modificar el Portafolio_2. Concretar las dimensiones y fabricación de la carcasa. Añadir la temperatura en el reflectante.
4h Almela Hernández, Adrián Javier Catalán Pachés, Pablo Royo González, Marta
04/01/10 Concretar el material en el CES. Dimensiones definitivas y forma de la carcasa y su fabricación. Cálculo del coste del proceso mediante Swift.
0,5h Almela Hernández, Adrián Javier Catalán Pachés, Pablo Royo González, Marta
11/01/10 Modificación de la forma de la carcasa para adaptarla a los requisitos de peso. Obtener nuevos valores para el cálculo de Swift.
2h Almela Hernández, Adrián Javier Catalán Pachés, Pablo Royo González, Marta

104 de 133 Universitat Jaume I
Concretar definitivamente el material.
14/01/10 Concretar el diseño final de la luminaria. Dudas en cuanto al diseño de la carcasa y las consideraciones de diseño del proceso.
1,5h Almela Hernández, Adrián Javier Catalán Pachés, Pablo Royo González, Marta
15/01/10 Maquetación y puesta en común de la información solicitada a cada miembro del grupo.
1,5h Almela Hernández, Adrián Javier Royo González, Marta
18/01/10 Revisión de los planos obtenidos. Revisión de la metodología Swift aplicada. Últimas coordinación de tareas.
3h Almela Hernández, Adrián Javier Catalán Pachés, Pablo Royo González, Marta
19/01/10 Revisión de los planos obtenidos. Revisión de cálculos. Generación de documentos. Maquetación y montaje del portafolio_3.
4h Almela Hernández, Adrián Javier Catalán Pachés, Pablo Royo González, Marta
Horas acumuladas por persona y total del grupo
Dedicación.
Fecha Tarea/Actividad realizada Tiempo (H)
Nombre personas implicadas
21/12/09 Modificaciones propuestas para el Portafolio_2 (anterior). Montaje de la nueva versión del Portafolio_2.
2h Royo González, Marta
28/12/09 Aplicación de la Metodología Swift (revisión y dudas). 1,5h Royo González, Marta
04/01/10 Planteamiento del diseño de la carcasa, formas de unión, forma de apertura, consideraciones de diseño.
1h Royo González, Marta
12/01/10 Montaje del Portafolio_3. Control de la planificación. 1,5h Royo González, Marta
17/01/10 Aplicación de la Metodología Swift. Maquetación y coordinación de datos del Portafolio_3. 3,5h Royo González, Marta
18/01/10 Modificación del portafolio con nuevos datos CES. 1h Royo González, Marta
19/01/10 Generación molde de inyección 2d. 1,5h Royo González, Marta
19/01/10 Generación hoja de ruta y procesos de fabricación 1,5h Royo González, Marta
19/01/10 Maquetación del proyecto,coordinación. 2h Royo González, Marta
20/01/10 Maquetación del proyecto,coordinación. Envío del portafolio al Aula Virtual. 2h Royo González, Marta
TOTAL HORAS MARTA 17,5
22/12/09 Cálculo de la temperatura exterior de la carcasa, vuelve a realizarla con nuevos datos. 1,5h Almela Hernández,
Adrián
23/12/09 Cálculo de la fatiga térmica de la luminaria. 1h Almela Hernández, Adrián Javier

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 105 de 133
27/01/10 Concretar materiales en el CES después de las modificaciones del Portafolio_2. 0,5h Almela Hernández,
Adrián Javier
04/01/10 Índice de materiales y temperatura. 1,5h Almela Hernández, Adrián Javier
11/01/10 Obtención del material definitivo. Búsqueda de información del material. 1h Almela Hernández,
Adrián Javier
15/01/10 Modificaciones de la carcasa en Catia, planos. 1h Almela Hernández, Adrián Javier
17/01/10 Dibujo 3d en Catia de la carcasa. 7h Almela Hernández, Adrián Javier
18/01/10 Cálculos y revisión fatiga térmica. 1h Almela Hernández, Adrián Javier
18/01/10 Generación planos en Catia. 1h Almela Hernández, Adrián Javier
18/01/10 Búsqueda de información 1h Almela Hernández, Adrián Javier
19/01/10 Cálculo de propiedades mecánicas 1,5h Almela Hernández, Adrián Javier
TOTAL HORAS ADRIÁN 18h
22/12/09 Modificaciones en el boceto 3d de la carcasa, insertar enganches y reflectante interior. 2h Catalán Pachés, Pablo
28/12/09 Modificaciones en el boceto 3d de la carcasa, insertar enganches y reflectante interior. 2,5h Catalán Pachés, Pablo
08/01/10 Modificaciones en el boceto 3d de la carcasa, insertar enganches y reflectante interior. 1h Catalán Pachés, Pablo
15/01/10 Preparación de las 3d de todas las piezas que generan el conjunto para su posterior acotación. 5h Catalán Pachés, Pablo
18/01/10 Molde de inyección en 3D. 1h Catalán Pachés, Pablo
19/01/10 Molde de inyección en 3D. 6h Catalán Pachés, Pablo
TOTAL HORAS PABLO 17,5h
TOTAL HORAS GRUPO 53h

106 de 133 Universitat Jaume I
ENTREGA FINAL
Descripción de la gestión y dinámica del trabajo en grupo.
Reuniones de trabajo. Fecha Tarea/Actividad realizada Horas Nombre personas implicadas
03/02/10 Plantear las modificaciones y nuevos planteamientos en función de los cambios propuestos en el seminario.
1h Almela Hernández, Adrián Javier Catalán Pachés, Pablo Royo González, Marta
05/02/10 Tareas para cada uno de los miembros, fechas de entrega de las tareas, verificación de las modificaciones previstas.
3h Almela Hernández, Adrián Javier Catalán Pachés, Pablo Royo González, Marta
13/02/10 Verificación de resultados. Maquetación del proyecto. Últimas tareas.
3h Almela Hernández, Adrián Javier Catalán Pachés, Pablo Royo González, Marta
Horas acumuladas por persona y total del grupo
Dedicación.
Fecha Tarea/Actividad realizada Tiempo (H)
Nombre personas implicadas
04/02/10 Modificaciones propuestas para el Portafolio_2 (anterior). Montaje de la nueva versión del Portafolio_2.
5h Royo González, Marta
06/02/10 Maquetación. Metodología Conceptual. 2h Royo González, Marta
07/02/10 Redacción de las consideraciones de diseño. 1h Royo González, Marta
12/02/10 Montaje del Portafolio_3. Control de la planificación. 1,5h Royo González, Marta
14/02/10 Maquetación del proyecto,coordinación. Nuevas especificaciones. Consulta normativa. 2h Royo González, Marta
15/02/10 Maquetación del proyecto,coordinación. Envío del portafolio al Aula Virtual. 6h Royo González, Marta
09/02/10 Cálculos del coste relativo del molde. 3h Almela Hernández, Adrián
11/01/10 Modificaciones de la carcasa en Catia, planos. 3h Almela Hernández, Adrián Javier
14/01/10 Dibujo 3d en Catia del molde de la carcasa. 2h Almela Hernández, Adrián Javier
12/02/10 Generación ambientes 3d 4h Catalán Pachés, Pablo
13/02/10 Logo e imagen. 2,5h Catalán Pachés, Pablo
14/02/10 Catálogo. Imágenes 3d. 3h Catalán Pachés, Pablo

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 107 de 133
6. DOCUMENTACIÓN DE INTERÉS.
Relación de Documentos generados. PORTAFOLIO_1
Bloque de información obtenida por internet y redactada en documento de búsqueda de información, para el portafolio se ha sintetizado la información. Se generó dossier de fichas con las principales características de los productos existentes en el mercado. http://www.quirumed.com http://www.dremed.com http://www.imexdental.com http://www.daray.co.uk http://www.lumicrest.com http://www.materialmedico.es http://www.allindentpro.com http://www.kavo.com http://www.pelton.net http://www.trilux.es (Fechas de los enlaces arriba mencionados entre el 30/11/2009-09/11/2009) Selección de tablas con características de materiales. Elaboración de formato de actas. Redacción del portafolio.
Relación de documentos generados. PORTAFOLIO_2
Bloque de información obtenida por internet y redactada en el apartado del portafolio 2 como “Forma basada en productos existentes en el mercado”, para el portafolio se ha sintetizado la información. Se generó dossier de fichas con las principales características de los productos existentes en el mercado. http://www.mecanicavirtual.org/luces.htm http://www.erco.com/download/data/30_media/25_guide_pdf/130_es/es_erco_guide.pd http://www.luxram.net/productos_iframe.html http://www.gendexxray.com/Default.aspx?navid=70&oid=002&lid=de http://www.daray.co.uk/docs/DL50.html http://www.jemeca.com http://www.kavo.com/Default.aspx?navid=70&oid=002&lid=Es http://www.dremed.com/catalog/product_info.php/cPath/45_79/products_id/1252#resources http://www.inbio.com.ar/veradj.asp?tip=1¬i=420 (Fechas de los enlaces arriba mencionados entre el 11/11/2009-09/12/2009) Selección de tablas con características de materiales, obtención de índices. Obtención del archivo CES para selección de materiales. Generación de bocetos en formato papel y en digital. Obtención de más información técnica mediante catálogos de proveedor (se sumó a nuestro archivo técnico). Aplicación de la metodología de selección del proceso de producción en función de la forma y obtención de posibles procesos. Control de fichas con fechas de sobre la planificación y ejecución de tareas. Redacción del portafolio.
Relación de Documentos generados PORTAFOLIO_3
En principio se ha generado un nuevo archivo con las modificaciones que se plantearon en el seminario llamándose el nuevo fichero:
sDF134_0910_Grupo_1_versión_modificada
Cálculos fatiga térmica y de la temperatura exterior de la carcasa.

108 de 133 Universitat Jaume I
Archivo CES EDUPACK con los resultados de la selección de materiales.
Documentación de las características y propiedades del material seleccionado. “INSPIRE. LONG GLASS FIBRE POLYPROPYLENE. DOW AUTOMOTIVE”.
Imágenes 3d tanto en PROe como en Catia de la carcasa definitiva.
Imágenes 3d del molde por inyección de la pieza seleccionada.
Archivo animación de la inyección de plásticos.
Planos definitivos de la carcasa en Catia.
UNE-EN 60601-1 NORMA ESPAÑOLA. Equipos electrométicos. Parte 1: Requisitos generales para la seguridad básica y funcionamiento esencial. Mayo 2008.
UNE-EN ISO 9680 NORMA ESPAÑOLA. Odontología. Lámparas dentales. (ISO 9680:2007)
http://www.matweb.com (Enero 2010) Fuente información sobre materiales
http://www.suministrosugarte.com/subgrupos.php?id_familia=10&id_subfamilia=48&id_grupo=808&PHPSESSID=36dc7815c2027e5d08f343fd7e238982 (Enero 2010) Fuente información sobre brocas para mecanizados en la pieza. Brocas biadimétricas con ángulo recto.
http://www.infotarifa.com/clasificacion/BROCA_BIDIAM._HSS_DIN_8374_M_3/13/59/87/8355/8680873/418/detalleArticulo.html (Enero 2010) Fuente, información sobre brocas que generan dos diámetros. Brocas biadimétricas con avellanado.
http://www.solociencia.com/quimica/07032805.htm (Enero 2010) Fuente, información sobre pintura látex bactericida.
http://www.lanacion.com.ar/nota.asp?nota_id=898414 (Enero 2010) Fuente, información sobre pintura látex bactericida.
https://webmail.uji.es/horde/util/go.php?url=http%3A%2F%2Fwww.climasano.es%2Fcomo_funciona.php&Horde=e3ed9b8146b9da6d325404bef64e6c2c (Enero 2010) Fuente, información sobre pintura ecológica, bactericida, anti-olor y con efecto de fotocatálisis.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 109 de 133
ESPECIFICACIÓN TÉCNICA ET-RS-09
ESPECIFICACIÓN TÉCNICA ET-RS-09
LUMINARIAS Y LÁMPARAS 1. ALCANCES
Estas especificaciones cubren las condiciones técnicas requeridas para la fabricación, inspección, pruebas y entrega de luminarias y lámparas de alumbrado público, que se utilizarán en redes secundarias.
2. NORMAS APLICABLES
Las luminarias y lámparas, materia de la presente especificación cumplirán con las prescripciones de las Normas siguientes, según la versión vigente a la fecha de la convocatoria a Licitación:
IEC 60598; 60529; 60238 Características mecánicas y eléctricas de
Luminarias IEC 60622; 60922; 60923 Para lámparas de vapor de sodio, reactores,
60926; 60927; 60566 condensadores e ignitores 3. CONDICIONES AMBIENTALES Y DE OPERACIÓN DEL SISTEMA
ELÉCTRICO
Los conectores de derivación se instalarán en zonas con las siguientes condiciones ambientales:
- Altitud sobre el nivel del mar : hasta 4500 m - Humedad relativa : entre 50 y 100% - Temperatura ambiente : -15 °C y 30 °C - Velocidad máxima del viento : 75 km/h - Contaminación ambiental : de escasa a moderada - Presencia de lluvias : abundante
Los equipos de alumbrado público serán alimentados en 220 V nominales procedente de los siguientes sistemas eléctricos :
- Configuración de la Red Secundaria Trifásica : 380-220 V, 4hilos, neutro corrido con
múltiple puesta a tierra Monofásica : 440-220 V, 3hilos, neutro corrido con
múltiple puesta a tierra - Tensión máxima de la red : 600 V - Frecuencia de la red : 60 Hz - Naturaleza del neutro : Efectivamente puesto a tierra

110 de 133 Universitat Jaume I
4. REQUERIMIENTOS TÉCNICOS 4.1 Fotometría
Del tipo II, corto, haz semirecortado para lámparas de vapor de sodio de 50 y 70 W a alta presión, con casquillo E-27. Del tipo II, mediano, haz semirecortado para lámpara de vapor de sodio de 150 W a alta presión , con casquillo E-40. La clasificación fotométrica anterior no limita la utilización de lamparas y luminarias de alta tecnología.
4.2 Características mecánicas y eléctricas principales de los componentes de la
luminaria Características Generales de Diseño
El diseño de la luminaria deberá ser de un solo bloque o de dos bloques, manteniendo siempre el sistema óptico y portaequipo independientes. Deberá dificultar el hurto de la propia luminaria los accesorios del portaequipo y el desprendimiento de sus partes, a excepción de la plancha portaequipo.
Los seguros y cierres de fijación de cubiertas serán de accionamiento manual.
Reflector
En los reflectores que son independientes a la carcasa de la luminaria, el material de fabricación será de plancha de aluminio de pureza no menor a 99,7 % y su acabado será anodicado previo abrillantado electroquímicamente, de una sola pieza . El espesor del reflector será igual o mayor a 0,8 mm y su espesor anodizado será igual o mayor a 5 um en la parte interior. En el caso de reflectores que son parte integrante del cuerpo de la luminaria el espesor del reflector será igual o mayor a 1,2 mm con 5 um en la parte interior.
El acabado exterior en contacto con el ambiente será a base de una pintura epóxica de color gris, previa aplicación de base imprimante.
Se aceptarán pantallas reflectoras con iguales o mejores características a lo descrito anteriormente.
Carcasa
La carcasa será metálica o de material sintético (poliester reforzado con fibra de vidrio) y su espesor igual a 1,2 o 2 mm respectivamente. Si es metálica, el acabado exterior será con pintura epóxica de color gris previa aplicación de base imprimante. Si es sintético deberá ser no combustible, de color gris, de buena resistencia mecánica y a la radiación ultravioleta.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 111 de 133
Cubierta del Sistema Óptico
Será de un material de alta resistencia a la deformación térmica, a la degradación por rayos ultravioleta, alto grado de transmitancia (mayor a 85%), transparente y que cumpla la vida útil solicitada para el equipo. El espesor mínimo del material una vez procesado será igual o mayor a 2,0 mm para cumplir las pruebas de resistencia mecánica al impacto y a la variación de temperatura.
Recinto Portaequipo
Permitirá la instalación de todos los equipos necesarios de arranque y control de la luminaria, que deberá hacerse sobre una plancha de fierro zincado tropicalizado o de aluminio de 99,7% de pureza, de 1 mm o 1,2 mm de espesor respectivamente.
La cubierta del sistema portaequipo podrá ser del mismo material que la carcasa,
No se aceptarán equipos de lamparas fijados directamente a las carcasas o estructuras soportes de las luminarias.
El Portalámpara
Para el caso de las lámparas de 50 y 70 W, el portalámpara será de rosca E-27 antivibrante . Para el caso de las lámparas de 150 W será del tipo E-40 antivibrante.
Grado de Protección
El grado de protección mínimo (hermeticidad) contra el ingreso de agua y polvo será de IP65 con IK=08 (5 J) como mínimo para el recinto óptico, e IP 43 con IK= 08 (5 J) como mínimo para el recinto portaequipo. La hermeticidad del recinto óptico será lograda con empaquetadura de clase térmica mayor o igual a 120 ºC. Adicionalmente deberá tener una resistencia a la radiación ultravioleta de la lámpara y de los rayos solares.
Reactores
Los reactores se utilizarán para limitar la corriente de la lámpara. Operarán a una tensión de 220 V y frecuencia de 60 Hz. Tendrán las siguientes características.
- Potencia de la lámpara 150 W 70 W 50 W - Consumo de potencia 13 W 10 W 08 W Condensadores
Operarán a una tensión nominal de 220 V, frecuencia de 60 Hz y tendrán el objeto de mejorar el factor de potencia del conjunto lámpara-reactor hasta un valor mayor o igual a 0,9

112 de 133 Universitat Jaume I
Arrancadores
Operarán a una tensión nominal de 220 V, frecuencia de 60 Hz y facilitarán el encendido de las lámparas de vapor de sodio de 150 W, 70 y 50 W suministrando un picos de tensión adecuados a través de las lámparas.
Características de las lámparas
- Lámpara tipo : vapor de Sodio Alta Presión - Potencia (W) : 150 70 50 - Flujo luminoso (lúmenes) : 16 500 6 500 5800 - Vida útil promedio (h) : 10 000 10 000 10 000
4.3 Portafusible aéreo
Servirá para la protección del equipo de alumbrado público y será de porcelana vidriada color blanco y con corriente máxima admisible de 5A. Vendrá provisto de un fusible de 1A.
4.4 Cable N2XY 2 x 2,5 mm²
Unirá los conductores de la red de alumbrado público con el equipo de alumbrado, elaborado de cobre recocido de 2,5 mm² con aislamiento XLPE y cubierta de PVC.
4.5 Vida Útil de las Luminarias
El fabricante deberá garantizar técnicamente una vida útil mayor o igual a 10 años, en las condiciones de operación indicadas en el numeral 3. Tiempo para el cual la luminaria mantendrá sus cualidades fotométricas, así como las mínimas condiciones mecánicas y eléctricas para un funcionamiento adecuado y seguro.
5. PRUEBAS
Las pruebas están orientadas a garantizar la calidad de los suministros, por lo que deberán ser efectuadas a cada uno de los lotes de luminarias y lámparas a ser suministradas, en presencia de un representante del Propietario; caso contrario, deberá presentarse tres (03) juegos de certificados incluyendo a los respectivos reportes de prueba satisfactorios emitidos por una entidad debidamente acreditada por el país de origen, la misma que formará parte de una terna de tres (03) entidades similares que serán propuestas por el Proveedor (antes de iniciar las pruebas) para la aprobación del Propietario, quien certificará que los resultados obtenidos en todas las pruebas señaladas en las Normas consignadas en el acápite 2 están de acuerdo con esta especificación y la oferta del Postor. Salvo indicación expresa de las normas indicadas en el numeral 2, el tamaño de la muestra y el nivel de inspección será desarrollado de acuerdo a lo indicado en la Norma Técnica Peruana NTP-ISO 2859 – 1 1999: PROCEDIMIENTOS DE MUESTREO PARA INSPECCION POR ATRIBUTOS, o su equivalente la
sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 113 de 133
norma ISO 2859-1: 1989; considerando un plan de Muestreo Simple, con un nivel de Inspección Normal.
Los instrumentos a utilizarse en las mediciones y pruebas deberán tener un certificado de calibración vigente expedido por un organismo de control autorizado. Los certificados y reportes de prueba deberán ser redactados solamente en idioma Español o Inglés.
El costo para efectuar estas pruebas y los costos que genere el representante del Propietario o de la entidad certificadora estarán incluidos en el precio cotizado por el Postor.
6. MARCADO
Los accesorios deberán tener marcas en alto relieve con la siguiente información: - Nombre o símbolo del Fabricante
Las luminarias y lámparas serán cuidadosamente embaladas en cajas de madera, provistas de paletas (pallets) de madera y aseguradas mediante correas de bandas de acero inoxidable a fin de permitir su desplazamiento con un montacargas estándar. Serán suministrados con la protección adecuada para evitar el deterioro de los equipos. Las caras internas de las cajas de embalaje deberán ser cubierta con papel impermeable para servicio pesado a fin de garantizar un almacenamiento prolongado a intemperie y en ambiente salino.
Cada caja deberá ser identificada (en idioma Español o Inglés) con la siguiente información: - Nombre del Propietario - Nombre del Fabricante - Tipo de accesorio - Cantidad de luminarias o lámparas - Masa neta en kg - Masa total en kg Las marcas serán resistentes a la intemperie y a las condiciones de almacenaje.
7. ALMACENAJE Y RECEPCIÓN DE SUMINISTROS
El Postor deberá considerar que los suministros serán almacenados sobre un terreno compactado, a la intemperie, en ambiente medianamente salino y húmedo. Previamente a la salida de las instalaciones del fabricante, el Proveedor deberá remitir los planos de embalaje y almacenaje de los suministros para revisión y aprobación del Propietario; los planos deberán precisar las dimensiones del embalaje, la superficie mínima requerida para almacenaje, el máximo número de paletas a ser apiladas una sobre otra y, de ser el caso, las cantidad y características principales de los contenedores en los que serán transportados y la lista de

114 de 133 Universitat Jaume I
empaque. Adicionalmente deberá remitir todos los certificados y reportes de prueba solicitados. La recepción de los suministros se efectuará con la participación de un representante del Proveedor, quién dispondrá del personal y los equipos necesarios para la descarga, inspección física y verificación de la cantidad de elementos a ser recepcionados. El costo de estas actividades estará incluido en el precio cotizado por el Postor.
8. INSPECCIÓN Y PRUEBAS EN FABRICA
La inspección y pruebas en fábrica deberán ser efectuadas en presencia de un representante del Propietario o una Entidad debidamente acreditada que será propuesta por el Proveedor para la aprobación del Propietario. Los costos que demanden la inspección y pruebas deberán incluirse en el precio cotizado por el Postor.
8. INFORMACIÓN TÉCNICA REQUERIDA
Información Técnica para todos los Postores Las ofertas técnicas de los postores deberán contener la siguiente documentación técnica: − Tabla de Datos Técnicos Garantizados debidamente llenada, firmada y sellada. Información Técnica adicional para el Postor Ganador Complementariamente, el postor ganador deberá presentar la siguiente documentación técnica: − Copia de los resultados de las pruebas tipo o de diseño. − Catálogos del fabricante precisando los códigos de los suministros, sus
dimensiones, masa, etc. − Expediente fotométrico de las luminarias ofertadas, con una antigüedad no
mayor de 3 años y certificado por una entidad reconocida por la IEC (International Electrotechnical Commision) e independiente del proveedor y del fabricante.
− Planos de diseño para aprobación del propietario. − Recomendaciones y experiencias para el transporte, montaje, mantenimiento y
el buen funcionamiento de los suministros.
El costo de la documentación técnica solicitada estará incluido en el precio cotizado para los suministros y su ausencia será causal de descalificación.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 115 de 133
TABLA DE DATOS TÉCNICOS GARANTIZADOS
LUMINARIA PARA LAMPARA DE VAPOR DE SODIO
No. CARACTERÍSTICAS UNIDAD VALOR VALOR REQUERIDO OFERTADO
1.0 FABRICANTE
2.0 TIPO SEGUN FABRIC. O SIMILAR
3.0 NORMA DE FABRICACION
4.0 DIMENS. APROXIM. Mmm
5.0 POTENCIA DE LAMPARA W 70
6.0 TIPO DE SOCKET E-27
7.0 TEMPERATURA MAX. DE OPERACION DEL SOCKET
CON FUNCIONAMIENTO CONTINUO DE LA LAMPARA °C
8.0 MATERIAL DEL SOPORTE PRINCIPAL
9.0 MATERIAL DEL REFLECTOR
10.0 MATERIAL DEL DIFUSOR
11.0 MATERIAL DEL SOCKET Porcelana
12.0 TIPO DE CABLE DE CONEXION
13.0 DIAMETRO DEL EMBONE AL PASTORAL Mmm
14.0 MASA POR UNIDAD kg
15.0 CURVAS, ISOLUX, TABLAS, CATALOGOS (Adjuntar información).

116 de 133 Universitat Jaume I
EXTRACTOS NORMA UNE-EN 60601-1
Tabla_1: “Aplicabilidad de los ensayos de resistencia mecánica” UNE-EN 60601-1.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 117 de 133
Tabla_2: “Temperaturas máximas permitidas para las partes del EQUIPO ME que es probable que sean toacadas” UNE-EN 60601-1.
Tabla_3: “Temperaturas máximas permitidas para el contacto de la piel con las PARTES APLICABLES DEL EQUIPO ME” UNE-EN 60601-1.

118 de 133 Universitat Jaume I
EXTRACTOS NORMA UNE-EN ISO 9680

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 119 de 133
7. IMÁGENES 3D, AMBIENTACIONES.
7.1. IMÁGENES 3D DEL CONJUNTO
Figura_10: Imagen 3d de la luminaria montada.
Figura_11: Imagen 3d de la luminaria montada.

120 de 133 Universitat Jaume I
Figura_12: Imagen 3d de la luminaria desmontada
carcasa tapón
tapa

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 121 de 133
Figura_13: Imagen 3d de la pieza: tapón.
Figura_14: Imagen 3d de la pieza:tapón.

122 de 133 Universitat Jaume I
Figura_15: Imagen 3d de la pieza:tapón.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 123 de 133
Figura_16: Imagen 3d de la pieza: tapa.
Figura_17: Imagen 3d de la pieza: tapa.

124 de 133 Universitat Jaume I
7.2. IMÁGENES 3D DEL ELEMENTO A DESARROLLAR
Figura_18: Imagen 3d de la pieza: carcasa. Elemento a desarrollar.
Figura_19: Imagen 3d de la pieza: carcasa. Elemento a desarrollar.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 125 de 133
Figura_20: Imagen 3d de la pieza: carcasa. Elemento a desarrollar. Catia.
Figura_21: Imagen 3d de la pieza: carcasa. Elemento a desarrollar. Catia.

126 de 133 Universitat Jaume I
Figura_22: Imagen 3d de la pieza: carcasa. Elemento a desarrollar. Catia.

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 127 de 133
7.3. AMBIENTACIONES

128 de 133 Universitat Jaume I
7.4. DÍPTICO

M
L
Modelo
LightE
oLE 10
InBue
EYE
00
Potencia dApta par
Esta
ntensidad luenas termin
FaSimpl
Man
Vida útil: 1de la lámpara uso de bo
Fácil limanqueidad d
Fácil maumínica entnaciones y sacilidad de ilicidad de mntenimiento
L
Car
10 años. ara máxima:ombilla haló
mpieza. de sus parteanejo. tre 8.000-20sistemas deinstalación.
mantenimieno económico
ig
racteríst
: 250W. ógena.
es.
0.000 LUX. e protección
nto. o.
gh
ticas gen
n.
htE
nerales
EYE

Modelo LE 100 Cumple con la normativa
Índice de protección IP65 IEC 601-1 (EN 60601) Equipos eléctricos para medicina. DIN 67505. Iluminación para laboratorios y salas de odontología. UNE-EN ISO 9680 Odontología. Lámparas dentales (ISO 9680:2007).
Condiciones de operación del sistema: Los conectores de derivación se instalarán en zonas con las siguientes condiciones
ambientales:- Altitud sobre el nivel del mar : hasta 4500 m.
- Humedad relativa : entre 50 y 100%- Temperatura ambiente : -15 °C y 30 °C.- Velocidad máxima del viento : 75 km/h.
- Contaminación ambiental : de escasa a moderada.- Presencia de lluvias : abundante.
Los equipos de alumbrado público serán alimentados en 220 V nominales procedente de los siguientes sistemas eléctricos :- Configuración de la Red Secundaria.
Trifásica : 380-220 V, 4hilos, neutro corrido con múltiple puesta a tierra .Monofásica : 440-220 V, 3hilos, neutro corrido con múltiple puesta a tierra.
- Tensión máxima de la red : 600 V.- Frecuencia de la red : 60 Hz.
- Naturaleza del neutro : Efectivamente puesto a tierra.
LightEYE

sDF134 – Trabajo Final del módulo C3
Universitat Jaume I 129 de 133
7.5. LOGO E IMAGEN
LightEYE