inspeccion visual soldadura
TRANSCRIPT
4. LA
INSPECCIÓN VISUAL SEGÚN LA GUÍA GTC 110

La guía de inspección visual….
1.1. APLICA
Funciones del
inspector visual
Responsabilidades del Inspector visual:
• Aceptación final de soldaduras
•Inspecciones rutinarias
•Verificación que los métodos y procedimientos
sean aplicados apropiadamente.

En el contrato…..
Se debe especificar los
requerimientos de inspección visual,
SI NO EXISTE el fabricante debe
establecer requisitos por escrito de
los métodos de examen requeridos.
En cuanto a los estándares de
aceptación……
Deben ser entendidos por el fabricante y el cliente
antes de iniciar la fabricación por soldadura, con
ello se previene desacuerdos, sobre si una unión
soldada es satisfactoria o no.
1.2 ALCANCE DE AWS B.1.11
Requisitos del personal que realiza la inspección visual
de soldaduras.
Condiciones de la superficie soldada (terminología y
condiciones deseables).
Equipos para inspección visual rutinaria.
Registros de inspección.
2. REQUISITOS PARA INSPECCIÓN VISUAL
2.2 Agudeza Visual. El inspector debe tener la agudeza visual suficiente
para realizar una inspección adecuada.
2.3 Equipo. El examen visual puede requerir el uso de herramientas o
equipo especiales
2.4 Experiencia y la Instrucción. El inspector visual debe tener el
suficiente conocimiento y habilidad para realizar el examen exitosa y
significativamente.

PRE-REQUISITOS PARA INSPECCIÓN
VISUAL
2.5 Procedimientos. El desarrollo de la metodología uniforme de
examen debe cubrir los procedimientos y criterios de
aceptación que tienen como resultado la consistencia y la
certeza.
2.6 Programas de la Certificación. Es deseable tener el personal
visual de la inspección formalmente certificado.
2.7 Seguridad. Los inspectores visuales deben recibir entrenamiento
suficiente en prácticas de seguridad de soldadura.
3.FUNDAMENTOS DEL EXAMEN
VISUAL3.2 Antes de la Soldadura.
1. Revise planos y especificaciones.
2. Verifique la calificación del procedimiento y soldadores.
3. Establecer puntos de espera si es requerido.
4. Establezca un plan de documentación.
5. Revise la documentación del material (base y aporte).
6. Verificación del material base.
7. Verificar el punteado y alineamiento de la unión.
8. Revise almacenamiento de consumibles de soldadura.
AGOSTO DE 2009
BOGOTÁ
FUNDAMENTOS DEL EXAMEN VISUAL
3.3 Durante la Soldadura.
1. Verifique el precalentamiento y la temperatura entre pases .
2. Verifique la conformidad con la Especificación del Procedimientode Soldadura (WPS).
3. Inspeccione el pase de raíz de la soldadura .
4. Inspeccione los pases de soldadura.
5. Inspeccione el lado posterior antes de soldar.
FUNDAMENTOS DEL EXAMEN VISUAL
3.4 Después de Soldar.
1. Examinar la calidad de la superficie soldada.
2. Verificar las dimensiones de la soldadura.
3. Verificar que la exactitud dimensional este de acuerdo con el plano.
4. Revisar los requisitos subsiguientes (PWHT, END,
5. P Hidrostática etc.).
5.4 Indicadores de Temperatura
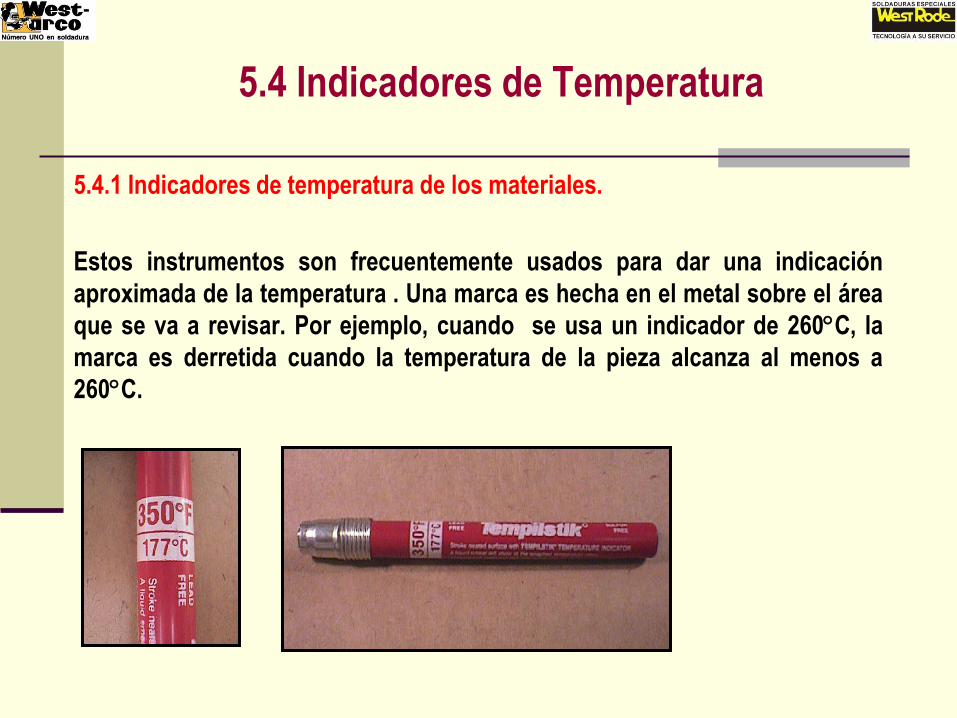
5.4.1 Indicadores de temperatura de los materiales.
Estos instrumentos son frecuentemente usados para dar una indicación
aproximada de la temperatura . Una marca es hecha en el metal sobre el área
que se va a revisar. Por ejemplo, cuando se usa un indicador de 260C, la
marca es derretida cuando la temperatura de la pieza alcanza al menos a
260C.
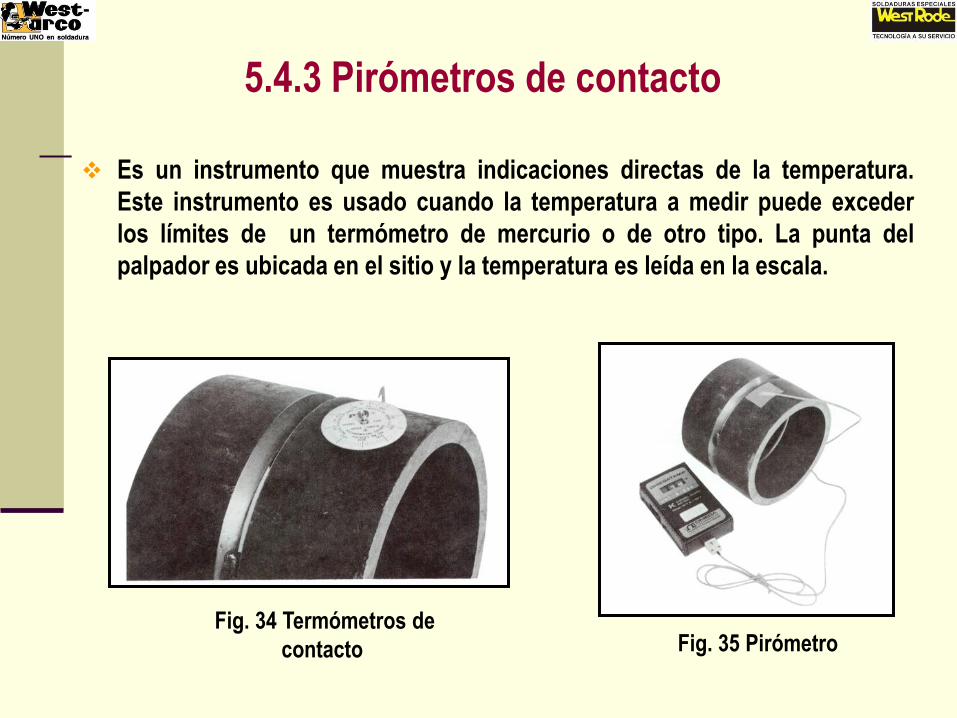
Es un instrumento que muestra indicaciones directas de la temperatura.
Este instrumento es usado cuando la temperatura a medir puede exceder
los límites de un termómetro de mercurio o de otro tipo. La punta del
palpador es ubicada en el sitio y la temperatura es leída en la escala.
5.4.3 Pirómetros de contacto
Fig. 34 Termómetros de
contacto Fig. 35 Pirómetro
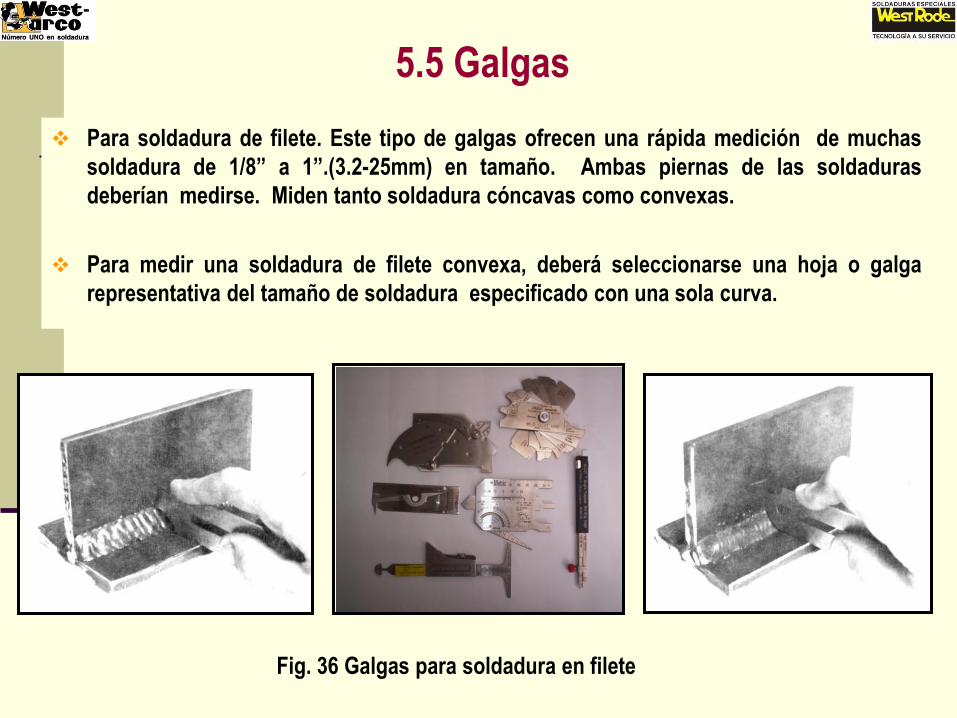
Para soldadura de filete. Este tipo de galgas ofrecen una rápida medición de muchas
soldadura de 1/8” a 1”.(3.2-25mm) en tamaño. Ambas piernas de las soldaduras
deberían medirse. Miden tanto soldadura cóncavas como convexas.
Para medir una soldadura de filete convexa, deberá seleccionarse una hoja o galga
representativa del tamaño de soldadura especificado con una sola curva.
5.5 Galgas
Fig. 36 Galgas para soldadura en filete

5.5.2 Galgas Multipropósitos
Hay numerosas galgas multipropósitos. Para mediciones tales como convexidad yconcavidad en soldaduras de filete, sobremontas y abertura de raíz, las instruccionesde uso de cada galga deben ser cuidadosamente seguidas.
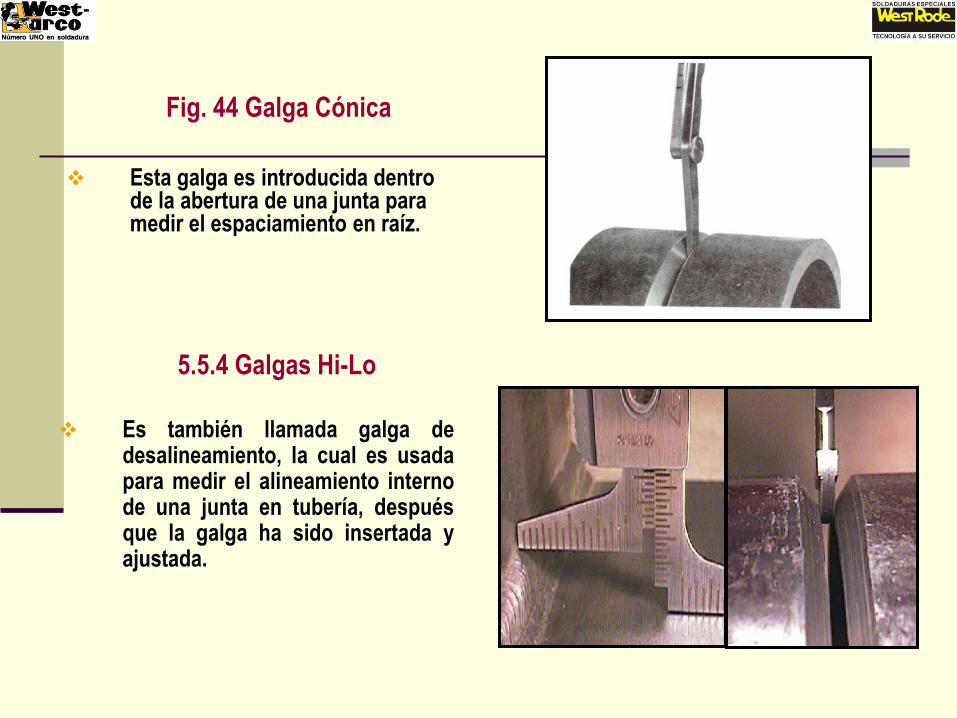
Fig. 44 Galga Cónica
Esta galga es introducida dentro de la abertura de una junta para medir el espaciamiento en raíz.
5.5.4 Galgas Hi-Lo
Es también llamada galga dedesalineamiento, la cual es usadapara medir el alineamiento internode una junta en tubería, despuésque la galga ha sido insertada yajustada.
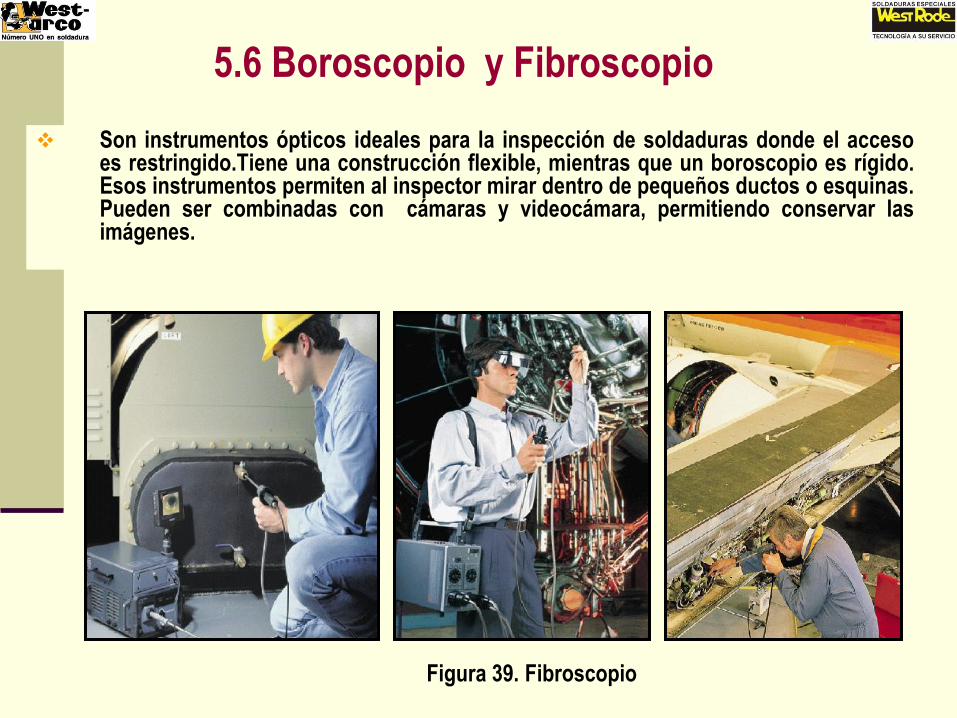
5.6 Boroscopio y Fibroscopio
Son instrumentos ópticos ideales para la inspección de soldaduras donde el accesoes restringido.Tiene una construcción flexible, mientras que un boroscopio es rígido.Esos instrumentos permiten al inspector mirar dentro de pequeños ductos o esquinas.Pueden ser combinadas con cámaras y videocámara, permitiendo conservar lasimágenes.
Figura 39. Fibroscopio

5.8 Fuentes de luz
El inspector debe tener una iluminación adecuada, ya sea natural o artificial, mientrasrealiza la inspección visual. Algunos códigos especifican la luz mínima requerida.Mínimo 16 luz (15fc) para inspección general y 54 luz (50fc) para inspección de detalle.
Es un instrumento que mide el flujo de la corriente en uncircuito sin hacer ninguna conexión eléctrica. Maneraeficiente para verificar que la corriente de la soldadura estadentro del rango especificado por el procedimiento. Se puedeobtener una lectura en amperios ubicando la pinza alrededordel un conductor de corriente
5.9 Amperímetro
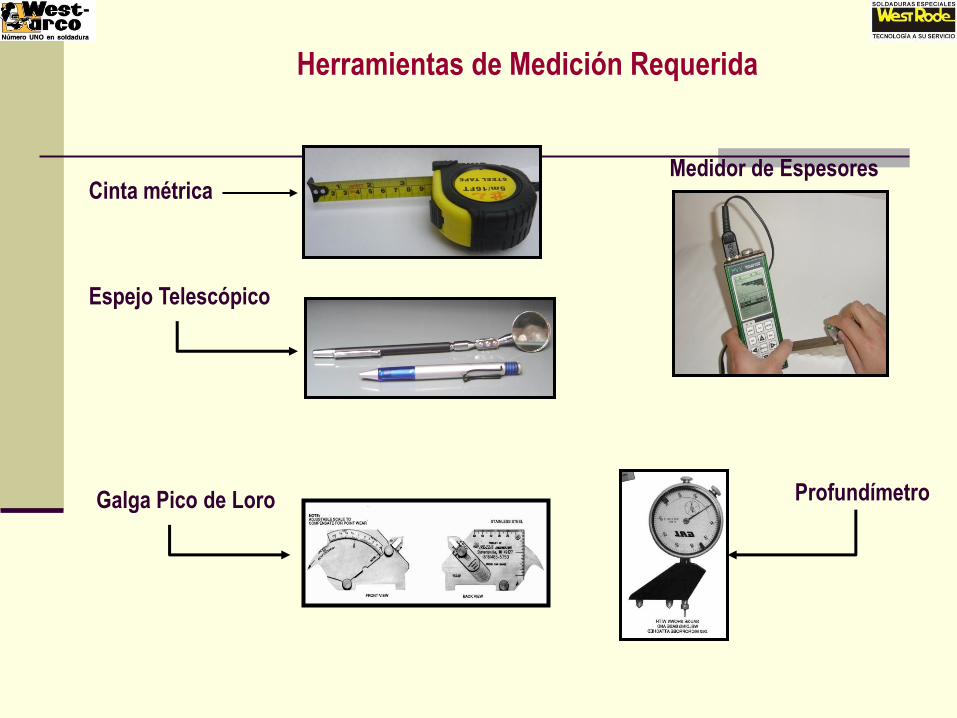
Herramientas de Medición Requerida
Cinta métrica
Espejo Telescópico
Galga Pico de Loro Profundímetro
Medidor de Espesores
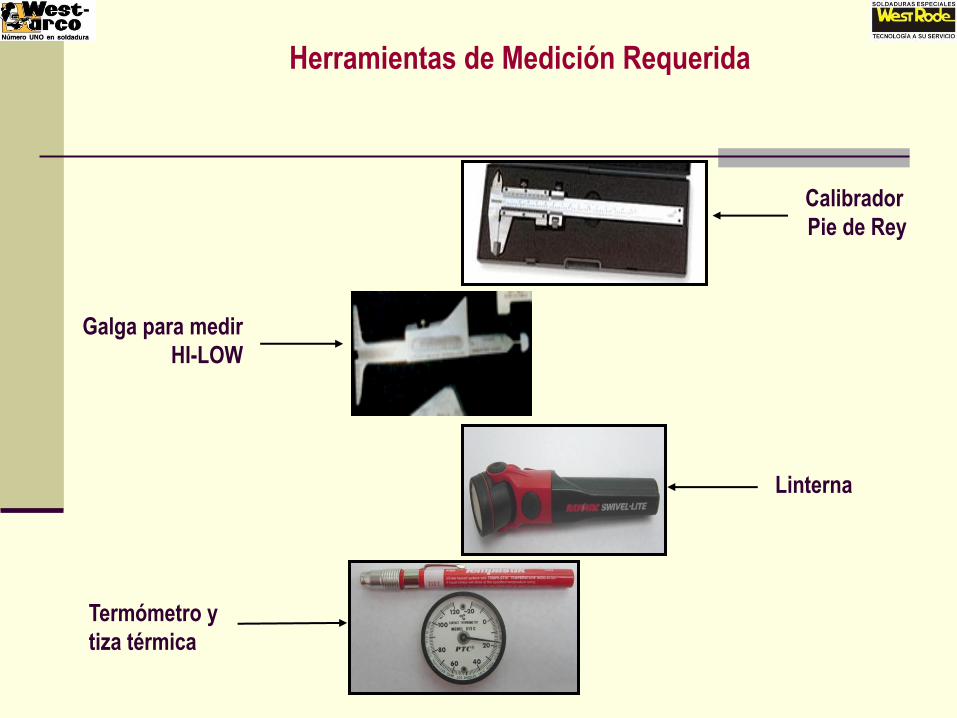
Calibrador
Pie de Rey
Galga para medir
HI-LOW
Termómetro y
tiza térmica
Linterna
Herramientas de Medición Requerida

REGISTROS
Culminada la inspección, si se encuentran áreas defectuosas se debe identificarse dealguna manera para que se pueda reparar adecuadamente.
El inspector debe diligenciar los registros, aún si no hubo rechazos. Los registroscorresponden a requerimientos específicos (de Código), y es obligatorio que éstos esténdisponibles cuando se necesiten.
Deben ser detallados, si es necesario, el inspector debe comentar todo el trabajo realizado,los problemas ocurridos y las condiciones inaceptables. Cualquier reparación se debeexplicar.
El personal implicado en la inspección (cliente, interventoría) debe recibir copias de estosinformes y una copia la mantiene el inspector en sus archivos.