industrias y servicios i - facultad de ingeniería...
TRANSCRIPT
Industrias y Servicios I
Industria Textil
Caso de estudio: Elaboración de Jeans
Integrantes: Bajuk, Agustín. Legajo: 9732 Ferreyra, Rodrigo. Legajo: 9729 González, Marcelo. Legajo: 9741 Leiva Butti, Juan Manuel. Legajo: 9738 Lobato, David Antú. Legajo: 9777

Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 1
Índice
Introducción 2 Caracterización de la Industria textil 2
Caracterización de la Industria textil 3 Modelos de competitividad 3
Modelo de Alta Calidad 3
Producción masiva 3
Materias primas y proveedores 4 Clasificación de materias primas 4
Disponibilidad de materias primas 6
Proceso productivo del tejido de telas 6
Panorama Internacional 15 Producción de materias primas 15
Panorama Nacional 17 Exportaciones 17
Importaciones 17
Panorama en Mendoza 19 Materia Prima 21
Localización 21
Proceso Productivo del Jean 22 Diseño 22
Corte 23
Confección 24
Lavado 26
Control de Calidad 31
Empaque y Almacenamiento 31
Caso de Estudio 32 Características del Producto 32
Materia Prima e Insumos 33
Equipamiento Necesario e Inversión Estimada 33
Analisis de Proveedores de Materia Prima y Equipamiento 38
Costo Unitario del Producto 39
Analisis del Cliente. Modalidades de Cobro 39
Conclusiones 40
Anexos 41 Anexo 1 41
Anexo 2 42
Anexo 3 43
Bibliografía 44
Videos 44
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 2
Introducción A lo largo del presente informe se busca dar un panorama general de la
actividad textil, sus materias primas, sus procesos productivos, la tecnología aplicada a la producción y el panorama provincial y nacional del sector.
El informe se concluye con la realización de un caso de estudio asignado por la cátedra de Industrias y servicios I, para el cual el grupo realizó una serie de visitas a la fábrica “Sofía Confecciones” en el departamento de San Martín y al lavadero industrial de jeans “Lavaderos Leo”, ubicado en Las Heras.
Caracterización de la Industria textil El término textil derivado del latín “texere” (tejer) aplicado originalmente a las
telas retejidas, pero que hoy se utiliza también para filamentos, hilazas e hilos sintéticos, así como para los materiales tejidos, hilados, acolchados, trenzados, adheridos, anudados o bordados que se fabrican a partir de los mismos. También se usa para referirse a telas no tejidas producidas mediante la unión mecánica o química de fibras.
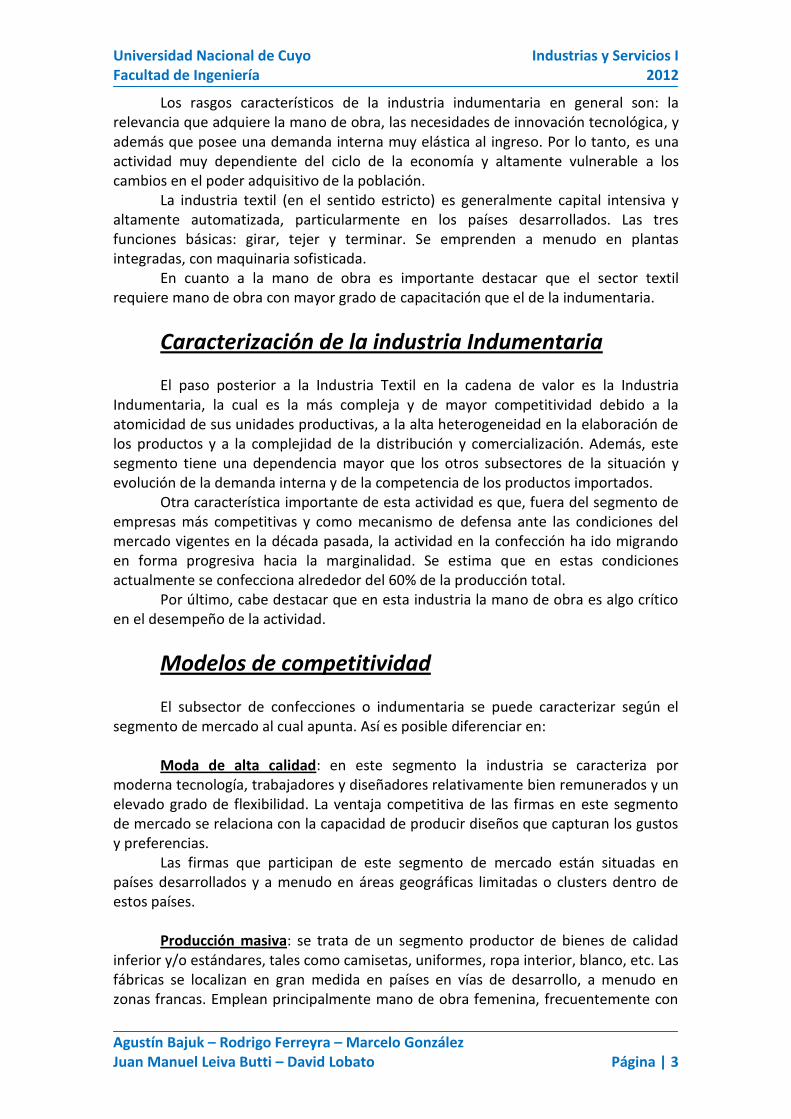
Para comprender cuales son las actividades que competen a la industria textil podemos acudir la siguiente cadena de valor:
Como se puede observar en la figura, la industria textil estrictamente hablando
es la encargada sólo de la obtención de los hilados y de la fabricación de los tejidos. La estructura del complejo textil se basa en la obtención y transformación de
tres insumos básicos: algodón, lana y fibras sintéticas. Durante muchos años se han empleado fibras vegetales blandas y flexibles de
algodón o fibras animales como la lana o la seda en la confección de la vestimenta, aunque un tiempo después se ha logrado elaborar muchas fibras a partir de compuestos químicos. Así se conocen, por ejemplo, el poliéster, las aramidas, el nylon, etc. Estas fibras poseen excelentes propiedades y su precio es lo suficientemente bajo como para competir exitosamente con las fibras naturales.
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 3
Los rasgos característicos de la industria indumentaria en general son: la relevancia que adquiere la mano de obra, las necesidades de innovación tecnológica, y además que posee una demanda interna muy elástica al ingreso. Por lo tanto, es una actividad muy dependiente del ciclo de la economía y altamente vulnerable a los cambios en el poder adquisitivo de la población.
La industria textil (en el sentido estricto) es generalmente capital intensiva y altamente automatizada, particularmente en los países desarrollados. Las tres funciones básicas: girar, tejer y terminar. Se emprenden a menudo en plantas integradas, con maquinaria sofisticada.
En cuanto a la mano de obra es importante destacar que el sector textil requiere mano de obra con mayor grado de capacitación que el de la indumentaria.
Caracterización de la industria Indumentaria El paso posterior a la Industria Textil en la cadena de valor es la Industria
Indumentaria, la cual es la más compleja y de mayor competitividad debido a la atomicidad de sus unidades productivas, a la alta heterogeneidad en la elaboración de los productos y a la complejidad de la distribución y comercialización. Además, este segmento tiene una dependencia mayor que los otros subsectores de la situación y evolución de la demanda interna y de la competencia de los productos importados.
Otra característica importante de esta actividad es que, fuera del segmento de empresas más competitivas y como mecanismo de defensa ante las condiciones del mercado vigentes en la década pasada, la actividad en la confección ha ido migrando en forma progresiva hacia la marginalidad. Se estima que en estas condiciones actualmente se confecciona alrededor del 60% de la producción total.
Por último, cabe destacar que en esta industria la mano de obra es algo crítico en el desempeño de la actividad.
Modelos de competitividad El subsector de confecciones o indumentaria se puede caracterizar según el
segmento de mercado al cual apunta. Así es posible diferenciar en: Moda de alta calidad: en este segmento la industria se caracteriza por
moderna tecnología, trabajadores y diseñadores relativamente bien remunerados y un elevado grado de flexibilidad. La ventaja competitiva de las firmas en este segmento de mercado se relaciona con la capacidad de producir diseños que capturan los gustos y preferencias.
Las firmas que participan de este segmento de mercado están situadas en países desarrollados y a menudo en áreas geográficas limitadas o clusters dentro de estos países.
Producción masiva: se trata de un segmento productor de bienes de calidad
inferior y/o estándares, tales como camisetas, uniformes, ropa interior, blanco, etc. Las fábricas se localizan en gran medida en países en vías de desarrollo, a menudo en zonas francas. Emplean principalmente mano de obra femenina, frecuentemente con
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 4
bajo grado de calificación, y es común la tercerización de la producción a talleres hogareños.
El costo de la tecnología, aun la más moderna es relativamente bajo. Por otro lado el segmento presenta elevada flexibilidad, con lo que puede ajustarse a condiciones de mercado cambiantes.
Materias primas y proveedores Hoy en día, la mitad de los artículos textiles producidos en el mundo están
constituidos por las fibras sintéticas. Estas fibras poseen excelentes propiedades y su precio es lo suficientemente bajo como para competir exitosamente con fibras naturales como algodón, lino, seda o lana.
La producción de lana y algodón sirve como materia prima para la producción de fibras, las que servirán de materia prima a los productores de hilados y tejidos. Es por eso que agrupamos a lana, algodón y fibras como materias primas para los productos textiles.
Clasificación de las materias primas:
Fibras sintéticas Se designan como fibras sintéticas aquellas que se obtienen por procesos
químicos de polimerización a partir de sustancias de bajo peso molecular. Estas fibras, junto con las llamadas fibras artificiales (o semi sintéticas o
regeneradas), que se obtienen por transformación química de productos naturales fibrosos, se engloban bajo la designación general de fibras químicas.
Fibras regeneradas de polímeros naturales
Las fibras textiles artificiales poseen propiedades semejantes a las de las fibras naturales. Aunque pueden obtenerse a partir de proteínas vegetales presentes en determinadas plantas, generalmente derivan de la celulosa y de la caseína. La celulosa, un hidrato de carbono complejo, es el componente básico de las paredes de las células vegetales. Por su parte, la caseína es una proteína rica en fosfatos, que se encuentra presente en la leche de los mamíferos.
Origen vegetal
Las fibras vegetales son principalmente de celulosa, que, a diferencia de las proteínas de las fibras de origen animal, es resistente a los álcalis. Estas fibras son asimismo resistentes a la mayoría de los ácidos orgánicos, pero los ácidos minerales fuertes las destruyen. La utilización incorrecta de la mayoría de los blanqueadores puede debilitar o destruir estas fibras.
El material que más importancia tiene en la actualidad, para la fabricación de fibras, es el algodón.
Origen animal
El componente principal de la seda es la fibroína proteínica. Algunos insectos y arañas producen filamentos continuos de seda en sus abdómenes.

Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 5
El gusano de seda es el único insecto que produce la seda auténtica utilizada en los productos textiles.
El componente principal del pelo, la lana y la piel protectora de los animales es la queratina. Las fibras del pelo y de la lana no son continuas y si están destinadas a la fabricación de productos textiles deben hilarse.
Origen mineral
La fibra de vidrio es la única fibra de origen inorgánico (mineral) que se utiliza a gran escala en los tejidos corrientes. Se fabrica moldeando o soplando el vidrio fundido hasta formar hilos. Se ha descubierto que la fibra de amianto, que se empleaba en el pasado en aislamientos y protecciones ignífugas, es cancerígena. Para la fabricación de gasa se utiliza alambre fino de metal, mezclado con fibras orgánicas que forman un patrón determinado. Sin embargo, la mayoría del hilo metálico consiste en tiras delgadas de hoja de metal similares al espumillón. Para conseguir más resistencia, las hojas de metal se intercalan con capas delgadas o película de plástico.
Fibras Naturales
a- Origen Vegetal 1-Algodón 2-Lino 3-Yute 4-Cáñamo 5-Ramio 6-Otras
b- Origen Animal 1-Lanas 2-Finas (camélidos, angora, otras) 3-Seda 4-Otras
c- Origen Mineral
Fibras Manufacturadas a- Regeneradas de Polímeros Naturales
1-Rayón Viscoso 2-Nodal 3-Acetato 4-Otras
b- Sintéticas (de síntesis química) 1-Poliamida 2-Poliéster 3-Poliolefinicas 4-Elastómeros 5-Aramidas 6-Otras

Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 6
Disponibilidad de materias primas:
Algodón El período 1995-99 indica en promedio, que el consumo total de fibras de la
industria textil nacional fue de 177.951 Tn, la de algodón constituye el 60 % del total del cual el 95 % proviene de la producción nacional.
Se destaca una marcada disminución en el consumo de fibra de algodón, apreciándose un constante y significativo incremento de fibras sintéticas. Existe un problema estructural debido a la disminución en el área sembrada con algodón a costas del crecimiento de la superficie cultivada con soja.
Por otra parte, la producción algodonera argentina resulta competitiva en costos en relación a otras producciones mundiales.
Lana
Hace sólo 15 años nuestro país aun albergaba una pujante industria textil que peinaba, hilaba, tejía y confeccionaba prendas. Desde entonces diversos factores se conjugaron para socavar estas actividades, dejándonos hoy con una producción de lana sucia que no supera los 66 millones de kilos y una industria textil empobrecida hasta el punto de su virtual desaparición.
No obstante, la lana representa todavía en la actualidad entre el 4 y 6% del consumo mundial de fibras textiles, siendo Argentina el 4to. Productor mundial. Inversamente a lo que ocurre con el algodón, la oferta local de lana supera ampliamente la demanda de esta materia prima, exportándose el 95% de la producción.
Fibras Sintéticas
Si bien no existen problemas en el abastecimiento de materia prima para la producción de poliéster, ya que ingresa, bajo régimen de importación temporaria, desde Brasil, la producción nacional de poliéster está funcionando al máximo de su capacidad instalada, inclusive dejando de exportar para satisfacer la demanda local. Es por ello que, si no se lleva a cabo un proceso de inversión para aumentar la capacidad instalada, la disponibilidad de poliéster puede verse afectada.
Fibras especiales (Mohair, llama, guanaco, vicuña, seda)
Argentina es uno de los principales productores de varias de estas fibras (Mohair, llama, guanaco, vicuña) teniendo la industria nacional capacidad suficiente para procesar la producción de materia prima.
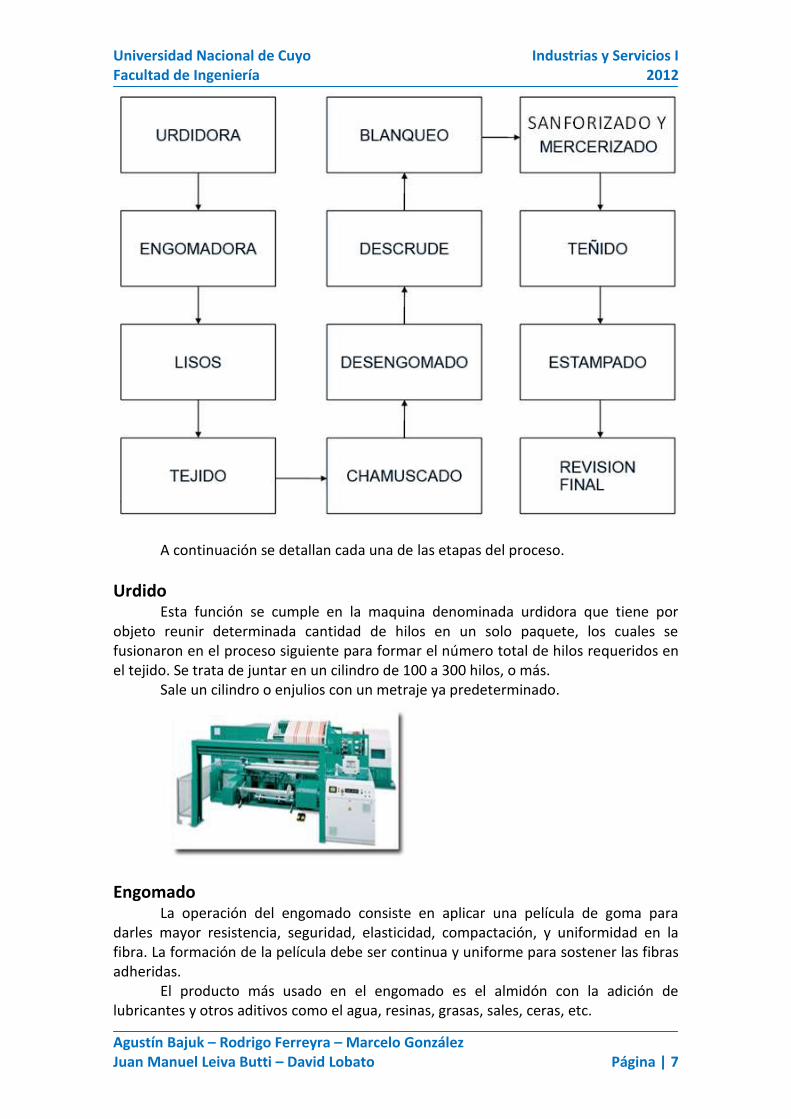
Proceso productivo del tejido de telas: El proceso de tejido consiste en enlazar los hilos de la urdimbre y de tramar con
otros, con el objetivo de transformar las fibras o hilos en telas. Dependiendo del artículo que se desee, se desarrolla el diseño, la proporción de la fibra y la estructura de la tela.
El proceso productivo del tejido de telas se encuentra resumido en el siguiente esquema:
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 7
A continuación se detallan cada una de las etapas del proceso.
Urdido Esta función se cumple en la maquina denominada urdidora que tiene por
objeto reunir determinada cantidad de hilos en un solo paquete, los cuales se fusionaron en el proceso siguiente para formar el número total de hilos requeridos en el tejido. Se trata de juntar en un cilindro de 100 a 300 hilos, o más.
Sale un cilindro o enjulios con un metraje ya predeterminado.
Engomado La operación del engomado consiste en aplicar una película de goma para
darles mayor resistencia, seguridad, elasticidad, compactación, y uniformidad en la fibra. La formación de la película debe ser continua y uniforme para sostener las fibras adheridas.
El producto más usado en el engomado es el almidón con la adición de lubricantes y otros aditivos como el agua, resinas, grasas, sales, ceras, etc.

Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 8
Lizos Se efectúa pasando los extremos de los hilos de un cilindro de urdimbre a
través de laminillas y de lizos distribuidos a lo largo de un marco llamado arnés, y un peine. Los hilos de una urdimbre se pasan por las laminillas, lizos, y peine, según distribución previamente establecida.
Tejido plano Entrega una tela con unas especificaciones de calidad como ancho de la tela y
número de pasadas por pulgada cuadrada, numero de hilos, referencia de la tela, tipo de peine, tipo de cilindro, título de la urdimbre, título de la trama.
Esta etapa consiste en enlazar convenientemente y de acuerdo a una orden los hilos de urdimbre, con las pasadas de trama, para producir tejidos. Su entrega final es un rollo de tela.

Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 9
Telar convencional Son todos aquellos que hacen la inserción de trama por medio de lanzadera y
siempre en dos direcciones, de izquierda a derecha y de derecha a izquierda.
Telar no convencional Son todos aquellos que hacen la inserción de trama por medio de un método
diferente de la lanzadera y siempre en una sola dirección.
Tejido de punto Su función es hacer tela por medio de agujas para formar mallas, bucles o
puntos entrelazados. Se alimenta de conos de hilo y se encarga de entregar tela.
Telares rectilíneos
Elaboran el tejido de punto por urdimbre y su principio es enrollar varios hilos paralelamente.

Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 10
Telares circulares El sistema principal de dicho telar, es un cilindro que contiene los dos
elementos fundamentales para su funcionamiento: Zinker y Agujas.
Chamuscado En este caso la tela es expuesta a una flama de tal manera que se chamusque
eliminando los filamentos rotos y alisando la superficie, aunque con este tipo de tratamiento la tela queda siempre rasposa y se utiliza normalmente en las telas que no están hechas por fibras termoplásticas.
Desengomado Es la eliminación de los productos utilizados para el engomado de fibras. Los hilos provenientes de hilados se someten a la acción de gomas (almidón) y
suavizadores (cebos) para darle consistencia y suavidad para el trabajo de telares. El desengomado se hace porque la tela que contiene las sustancias anteriores no es hidrófila, es decir, no absorbe agua, y dado que los colorantes se disuelven en agua para aplicarlos, resultaría una tela mal teñida. El desengomado puede ser ácido o enzimático. Para ello pueden utilizarse enzimas ácidas, detergentes alcalinos y jabones disueltos en agua, para posteriormente enjuagar la tela.
Por cada tonelada de producto se emplean de 5000 a 20000 litros de agua. (Agente encolante al 10%).
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 11
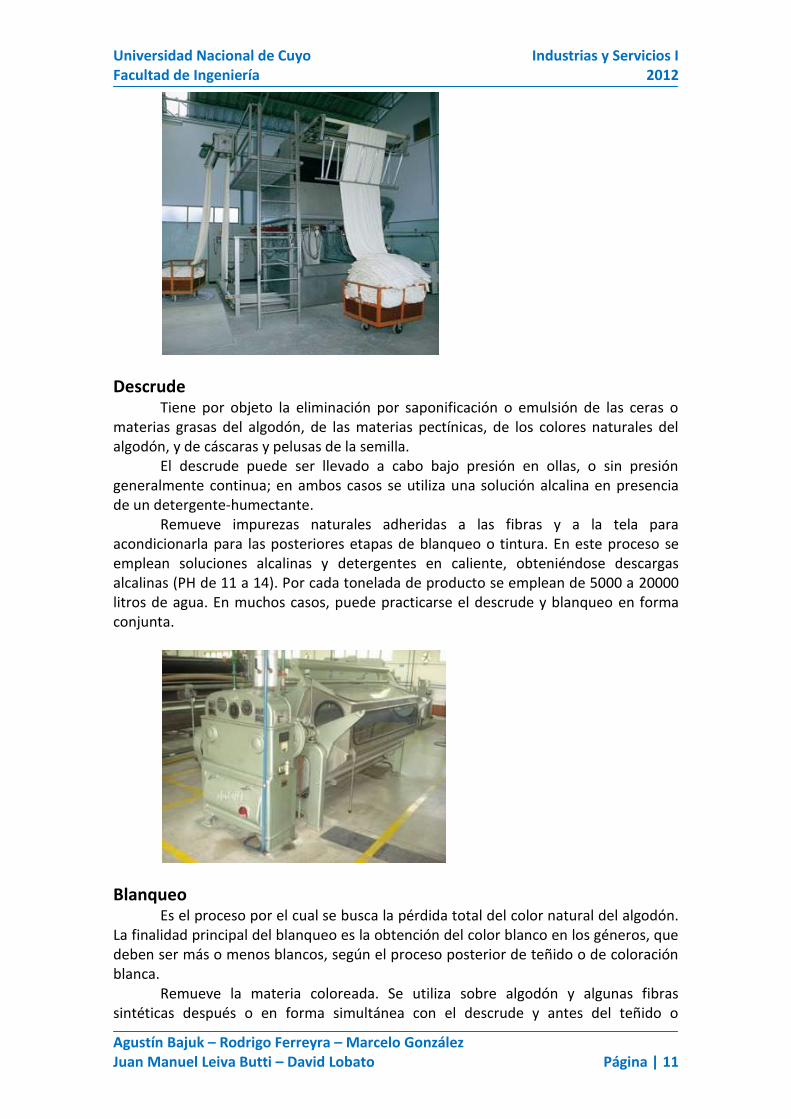
Descrude Tiene por objeto la eliminación por saponificación o emulsión de las ceras o
materias grasas del algodón, de las materias pectínicas, de los colores naturales del algodón, y de cáscaras y pelusas de la semilla.
El descrude puede ser llevado a cabo bajo presión en ollas, o sin presión generalmente continua; en ambos casos se utiliza una solución alcalina en presencia de un detergente-humectante.
Remueve impurezas naturales adheridas a las fibras y a la tela para acondicionarla para las posteriores etapas de blanqueo o tintura. En este proceso se emplean soluciones alcalinas y detergentes en caliente, obteniéndose descargas alcalinas (PH de 11 a 14). Por cada tonelada de producto se emplean de 5000 a 20000 litros de agua. En muchos casos, puede practicarse el descrude y blanqueo en forma conjunta.
Blanqueo Es el proceso por el cual se busca la pérdida total del color natural del algodón.
La finalidad principal del blanqueo es la obtención del color blanco en los géneros, que deben ser más o menos blancos, según el proceso posterior de teñido o de coloración blanca.
Remueve la materia coloreada. Se utiliza sobre algodón y algunas fibras sintéticas después o en forma simultánea con el descrude y antes del teñido o

Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 12
estampado. El material textil se trata con una solución diluida de los agentes blanqueadores (agua oxigenada o hipoclorito de sodio) y tensioactivos.
Después del blanqueo, la tela se enjuaga en agua y luego se trata con sustancias reductoras que eliminan el exceso del agente oxidante. Los efluentes generados por blanqueo de algodón son alcalinas (PH de 8 a 12) y por cada tonelada de producto se emplean de 2500 a 12500 litros de agua.
Sanforizado
El proceso de sanforizado hace que la tela encoja de manera controlada. Se efectúa pasando la tela frente a un atomizador de agua, posteriormente, la tela es introducida entre una banda de caucho y un tambor caliente, los cuales comprimen los hilos de pie.
Mediante el sanforizado se puede reducir al máximo la contracción de la prenda acabada.
Al igual que todas las fibras naturales (lana, seda, lino), la tela de lagodón encoge si se lava con agua caliente o utiliza la secadora, y no si se lava con agua fría y se deja secar al aire. Las telas de algodón 100% llevan un sanforizado para que no encojan; si no fuera así, encogerían incluso al lavarlas con agua fría.
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 13
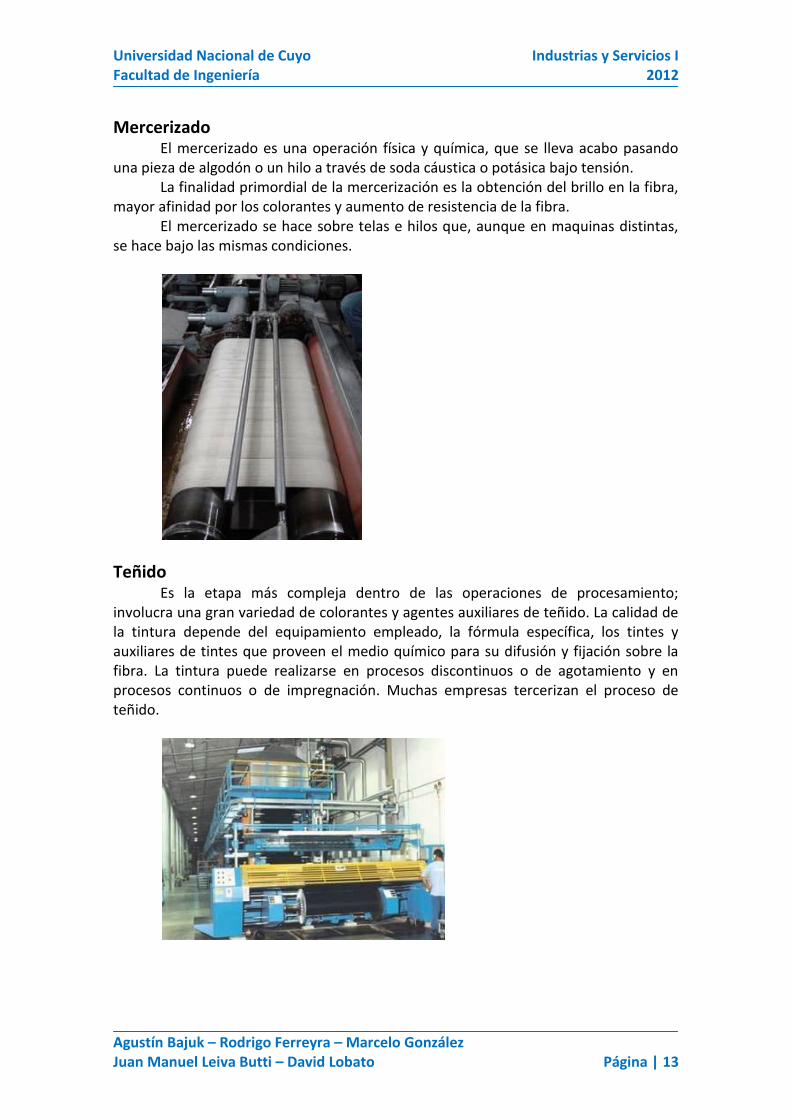
Mercerizado
El mercerizado es una operación física y química, que se lleva acabo pasando una pieza de algodón o un hilo a través de soda cáustica o potásica bajo tensión.
La finalidad primordial de la mercerización es la obtención del brillo en la fibra, mayor afinidad por los colorantes y aumento de resistencia de la fibra.
El mercerizado se hace sobre telas e hilos que, aunque en maquinas distintas, se hace bajo las mismas condiciones.
Teñido Es la etapa más compleja dentro de las operaciones de procesamiento;
involucra una gran variedad de colorantes y agentes auxiliares de teñido. La calidad de la tintura depende del equipamiento empleado, la fórmula específica, los tintes y auxiliares de tintes que proveen el medio químico para su difusión y fijación sobre la fibra. La tintura puede realizarse en procesos discontinuos o de agotamiento y en procesos continuos o de impregnación. Muchas empresas tercerizan el proceso de teñido.
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 14
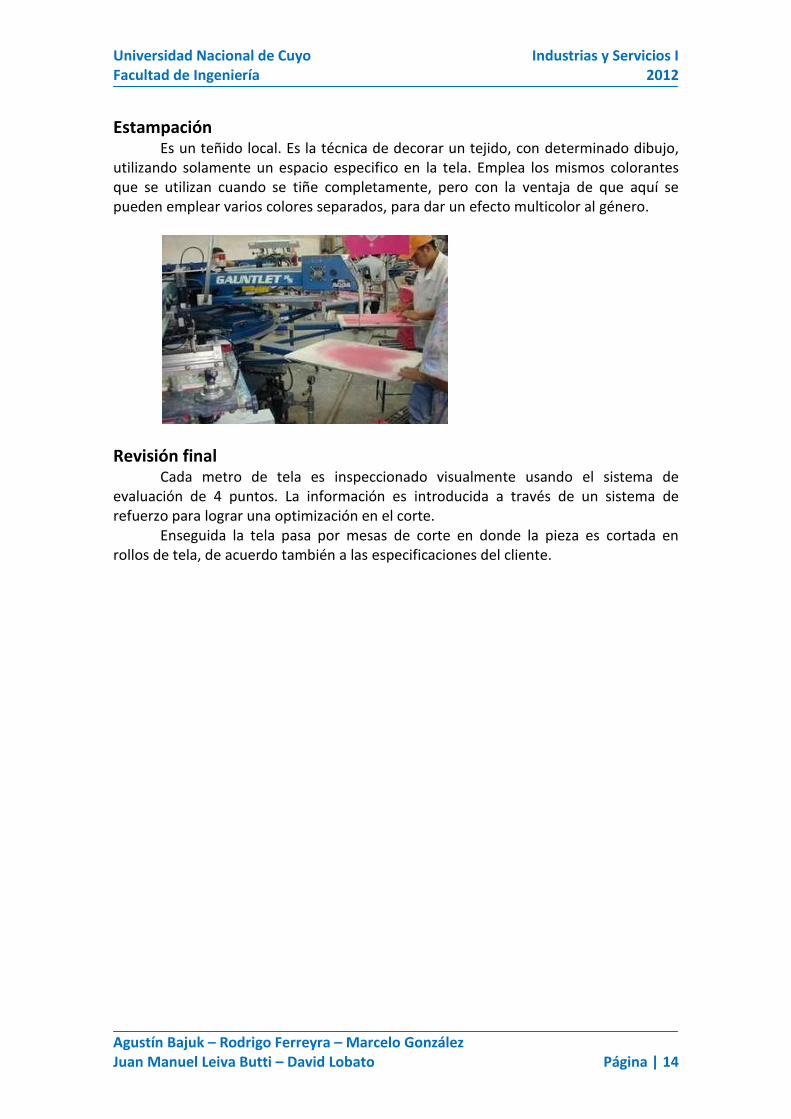
Estampación
Es un teñido local. Es la técnica de decorar un tejido, con determinado dibujo, utilizando solamente un espacio especifico en la tela. Emplea los mismos colorantes que se utilizan cuando se tiñe completamente, pero con la ventaja de que aquí se pueden emplear varios colores separados, para dar un efecto multicolor al género.
Revisión final Cada metro de tela es inspeccionado visualmente usando el sistema de
evaluación de 4 puntos. La información es introducida a través de un sistema de refuerzo para lograr una optimización en el corte.
Enseguida la tela pasa por mesas de corte en donde la pieza es cortada en rollos de tela, de acuerdo también a las especificaciones del cliente.
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 15
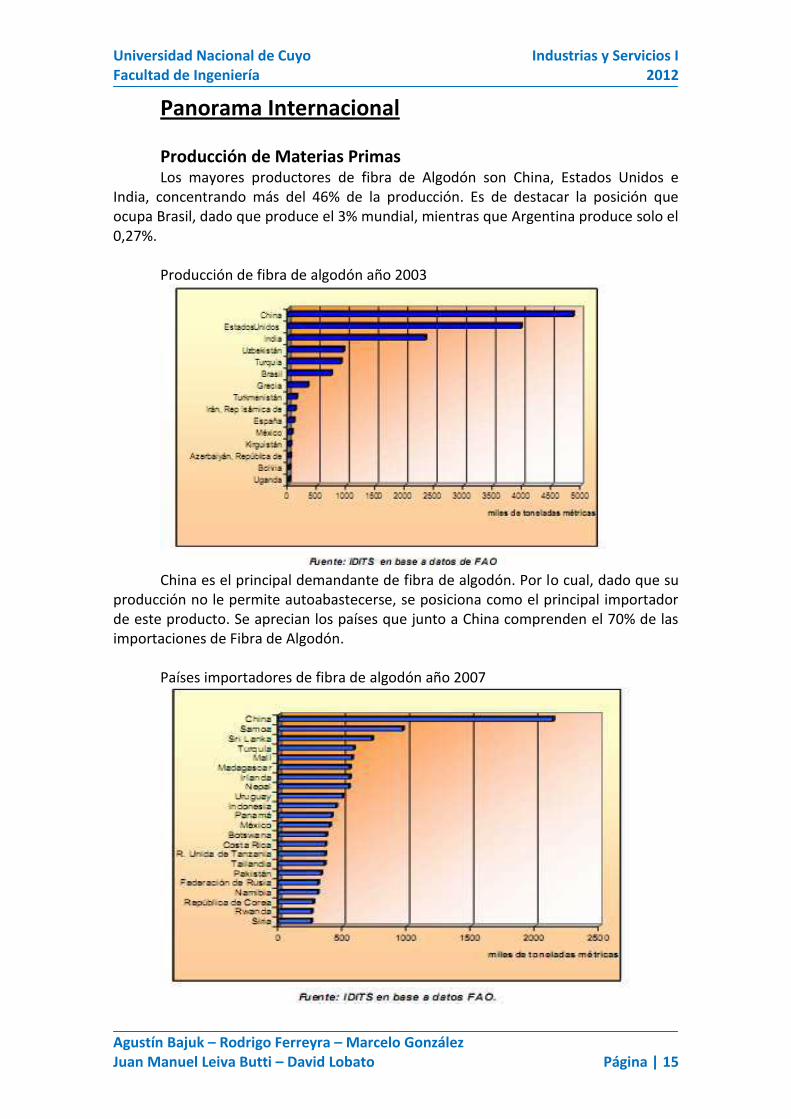
Panorama Internacional Producción de Materias Primas Los mayores productores de fibra de Algodón son China, Estados Unidos e
India, concentrando más del 46% de la producción. Es de destacar la posición que ocupa Brasil, dado que produce el 3% mundial, mientras que Argentina produce solo el 0,27%.
Producción de fibra de algodón año 2003
China es el principal demandante de fibra de algodón. Por lo cual, dado que su
producción no le permite autoabastecerse, se posiciona como el principal importador de este producto. Se aprecian los países que junto a China comprenden el 70% de las importaciones de Fibra de Algodón.
Países importadores de fibra de algodón año 2007

Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 16
Entre los principales exportadores de algodón fibra, se destaca la posición de Estados Unidos. Argentina participa en el comercio internacional de Fibra de Algodón con el 0,5% de las exportaciones mundiales de esta fibra, y con el 0,18% de las importaciones.
Países exportadores de fibra de algodón año 2004
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 17
Panorama Nacional
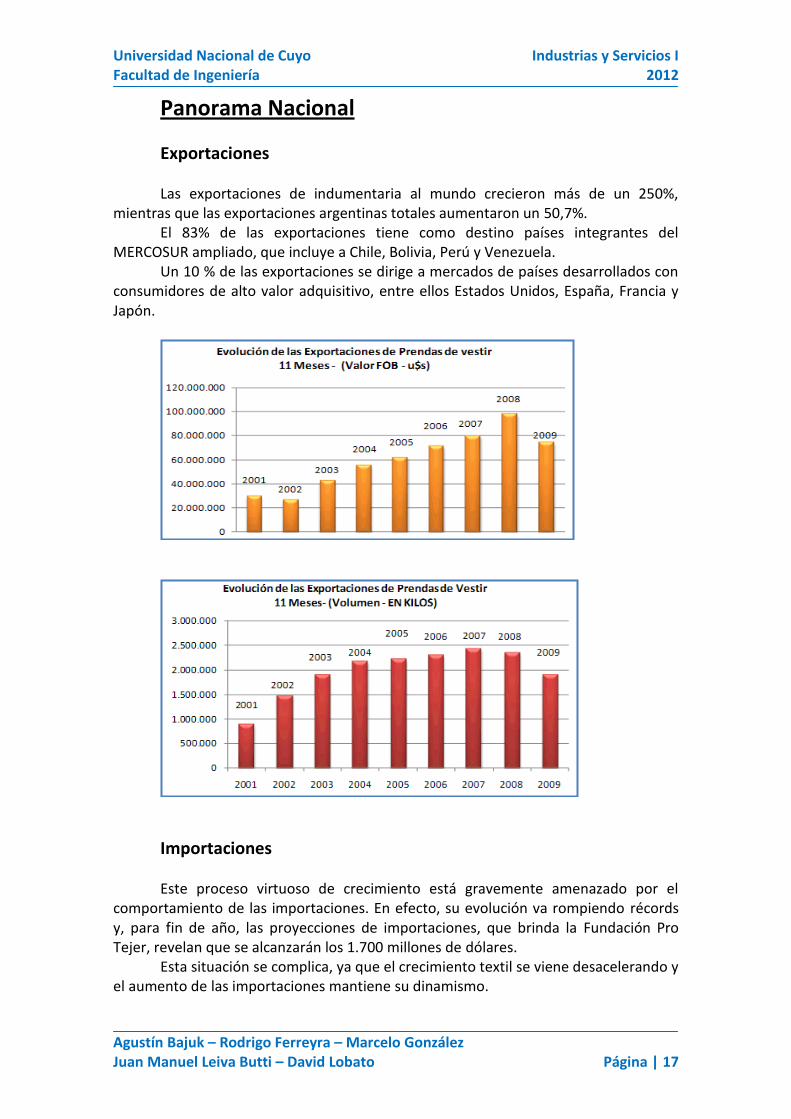
Exportaciones Las exportaciones de indumentaria al mundo crecieron más de un 250%,
mientras que las exportaciones argentinas totales aumentaron un 50,7%. El 83% de las exportaciones tiene como destino países integrantes del
MERCOSUR ampliado, que incluye a Chile, Bolivia, Perú y Venezuela. Un 10 % de las exportaciones se dirige a mercados de países desarrollados con
consumidores de alto valor adquisitivo, entre ellos Estados Unidos, España, Francia y Japón.
Importaciones Este proceso virtuoso de crecimiento está gravemente amenazado por el
comportamiento de las importaciones. En efecto, su evolución va rompiendo récords y, para fin de año, las proyecciones de importaciones, que brinda la Fundación Pro Tejer, revelan que se alcanzarán los 1.700 millones de dólares.
Esta situación se complica, ya que el crecimiento textil se viene desacelerando y el aumento de las importaciones mantiene su dinamismo.

Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 18
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 19
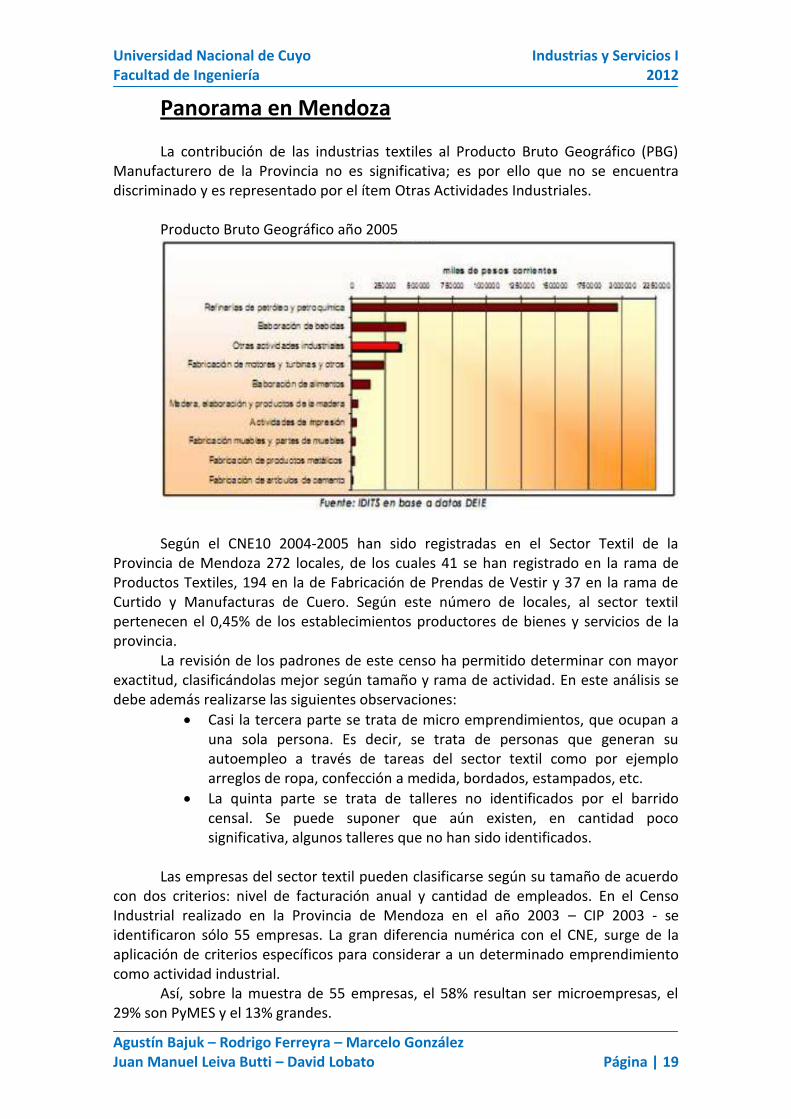
Panorama en Mendoza La contribución de las industrias textiles al Producto Bruto Geográfico (PBG)
Manufacturero de la Provincia no es significativa; es por ello que no se encuentra discriminado y es representado por el ítem Otras Actividades Industriales.
Producto Bruto Geográfico año 2005
Según el CNE10 2004-2005 han sido registradas en el Sector Textil de la
Provincia de Mendoza 272 locales, de los cuales 41 se han registrado en la rama de Productos Textiles, 194 en la de Fabricación de Prendas de Vestir y 37 en la rama de Curtido y Manufacturas de Cuero. Según este número de locales, al sector textil pertenecen el 0,45% de los establecimientos productores de bienes y servicios de la provincia.
La revisión de los padrones de este censo ha permitido determinar con mayor exactitud, clasificándolas mejor según tamaño y rama de actividad. En este análisis se debe además realizarse las siguientes observaciones:
Casi la tercera parte se trata de micro emprendimientos, que ocupan a una sola persona. Es decir, se trata de personas que generan su autoempleo a través de tareas del sector textil como por ejemplo arreglos de ropa, confección a medida, bordados, estampados, etc.
La quinta parte se trata de talleres no identificados por el barrido censal. Se puede suponer que aún existen, en cantidad poco significativa, algunos talleres que no han sido identificados.
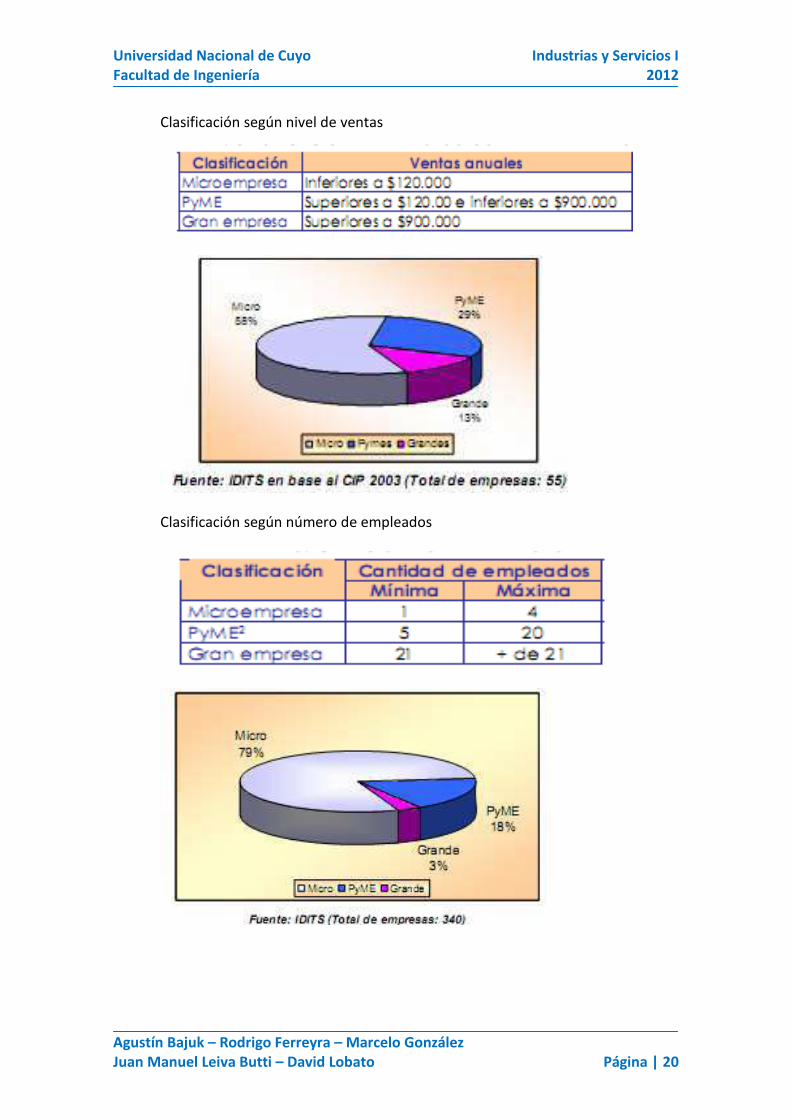
Las empresas del sector textil pueden clasificarse según su tamaño de acuerdo
con dos criterios: nivel de facturación anual y cantidad de empleados. En el Censo Industrial realizado en la Provincia de Mendoza en el año 2003 – CIP 2003 - se identificaron sólo 55 empresas. La gran diferencia numérica con el CNE, surge de la aplicación de criterios específicos para considerar a un determinado emprendimiento como actividad industrial.
Así, sobre la muestra de 55 empresas, el 58% resultan ser microempresas, el 29% son PyMES y el 13% grandes.
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 20
Clasificación según nivel de ventas
Clasificación según número de empleados

Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 21
Materia prima La actividad algodonera en Argentina se desarrolla en el Nordeste del país,
concentrándose principalmente en Chaco. Es de destacar, la importancia que genera tanto por el valor generado como por la ocupación de mano de obra y su impacto social.
Por otra parte, las plantas desmotadoras se encuentran localizadas en la zona de producción del algodón en bruto, ya que éste no puede ser trasladado a grandes distancias sin perder las condiciones para su procesamiento. Las restantes etapas de industrialización no están en su mayoría radicadas en las principales zonas productoras de fibra. Sólo un reducido número de hilanderías se encuentran integradas con el desmonte.
Las hilanderías nacionales se encuentran a un buen nivel internacional logrando productos de calidad.
La producción primaria de lana se lleva a cabo principalmente en la Patagonia por miles de ganaderos distribuidos a lo largo y ancho de su geografía.
La oferta local supera ampliamente la demanda de esta materia prima, exportándose el 95% de la producción.
Localización de los proveedores Los proveedores del sector textil mendocino en su mayor parte son nacionales,
el 91% de las empresas destaca que trabajan con proveedores de origen nacional y sólo un 9% compra a proveedores localizados en el exterior. La mayoría de los proveedores nacionales se encuentran localizados en Buenos Aires.
Entre los orígenes de materia prima del exterior del país se observa cierto avance de productos chinos.
Los sectores de apoyo como son las empresas de bordado, emplean insumos en su mayoría importados, como hilos desde Brasil, o telas de Estados Unidos. Las operaciones se realizan con distribuidores ubicados en el país.
Origen de los proveedores de materias primas
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 22
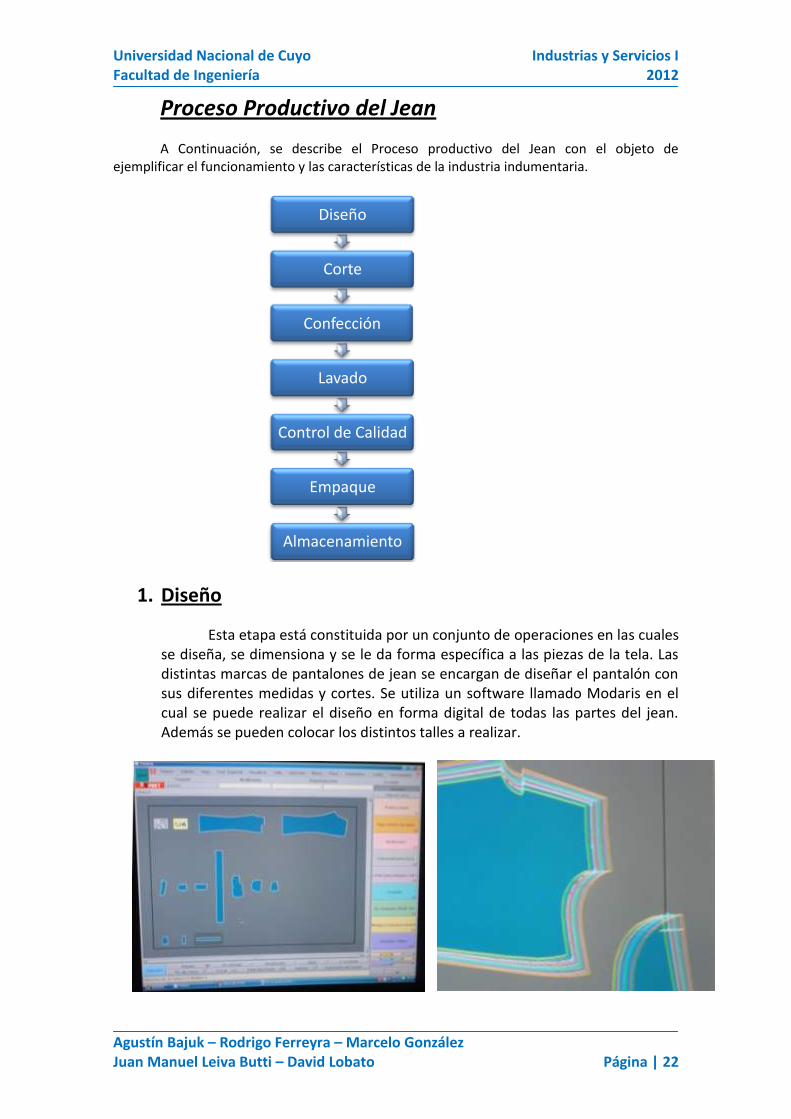
Proceso Productivo del Jean A Continuación, se describe el Proceso productivo del Jean con el objeto de
ejemplificar el funcionamiento y las características de la industria indumentaria.
1. Diseño
Esta etapa está constituida por un conjunto de operaciones en las cuales se diseña, se dimensiona y se le da forma específica a las piezas de la tela. Las distintas marcas de pantalones de jean se encargan de diseñar el pantalón con sus diferentes medidas y cortes. Se utiliza un software llamado Modaris en el cual se puede realizar el diseño en forma digital de todas las partes del jean. Además se pueden colocar los distintos talles a realizar.
Diseño
Corte
Confección
Lavado
Control de Calidad
Empaque
Almacenamiento

Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 23
Una vez que se determinaron las distintas partes del jean, se utiliza un
software llamado Diamino para distribuir los cortes en forma eficiente en la tela, de manera de minimizar los retazos de tela que se desperdician. La eficiencia de la tela oscila entre un 80% y un 95%, dependiendo el modelo de pantalón realizado. Se colocan la cantidad de pantalones y los distintos talles, así como también las medidas del rollo de tela. Cuando se finaliza esta etapa, se procede a una etapa de ploteo, en la que se proyecta en tamaño real, conformando lo que se denomina tizado.
2. Corte
Sobre una mesa se extienden varias capas de tela, la cantidad de capas depende del espesor de la tela. La máquina cortadora puede cortar entre 60 y 100 capas de tela dependiendo del espesor de la misma. Luego se coloca el ploteo sobre las capas apiladas y se pega para poder realizar todos los cortes necesarios.
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 24
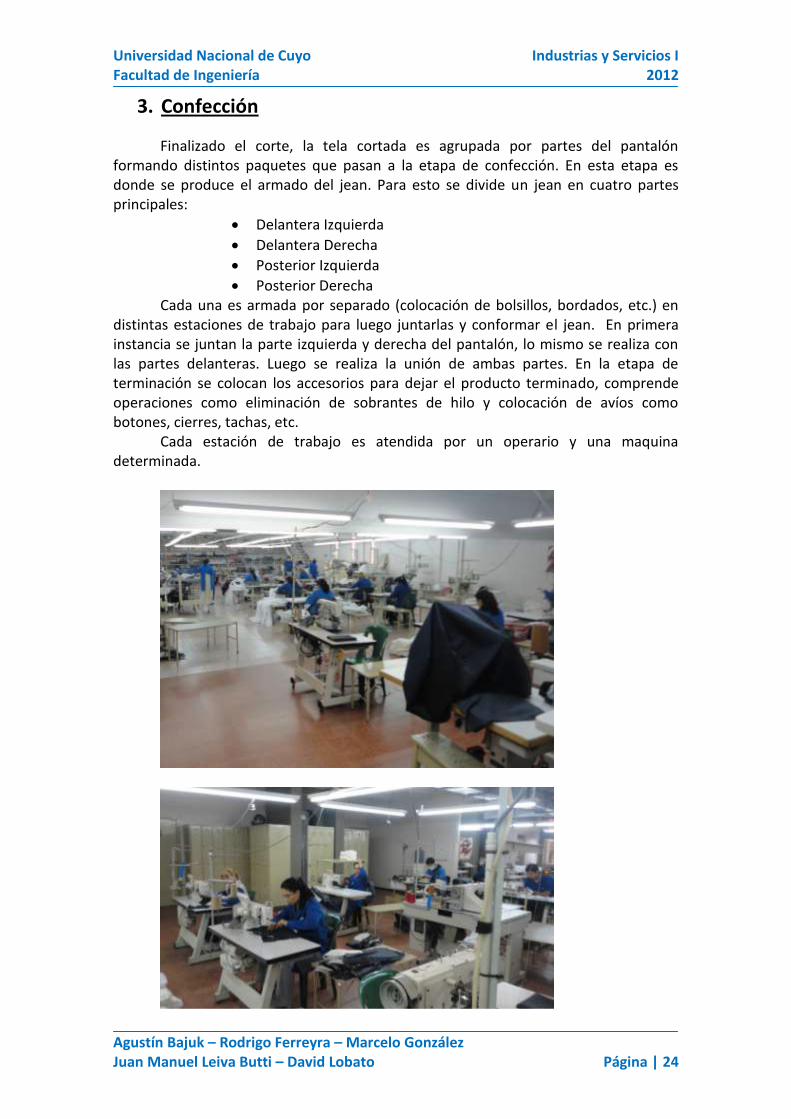
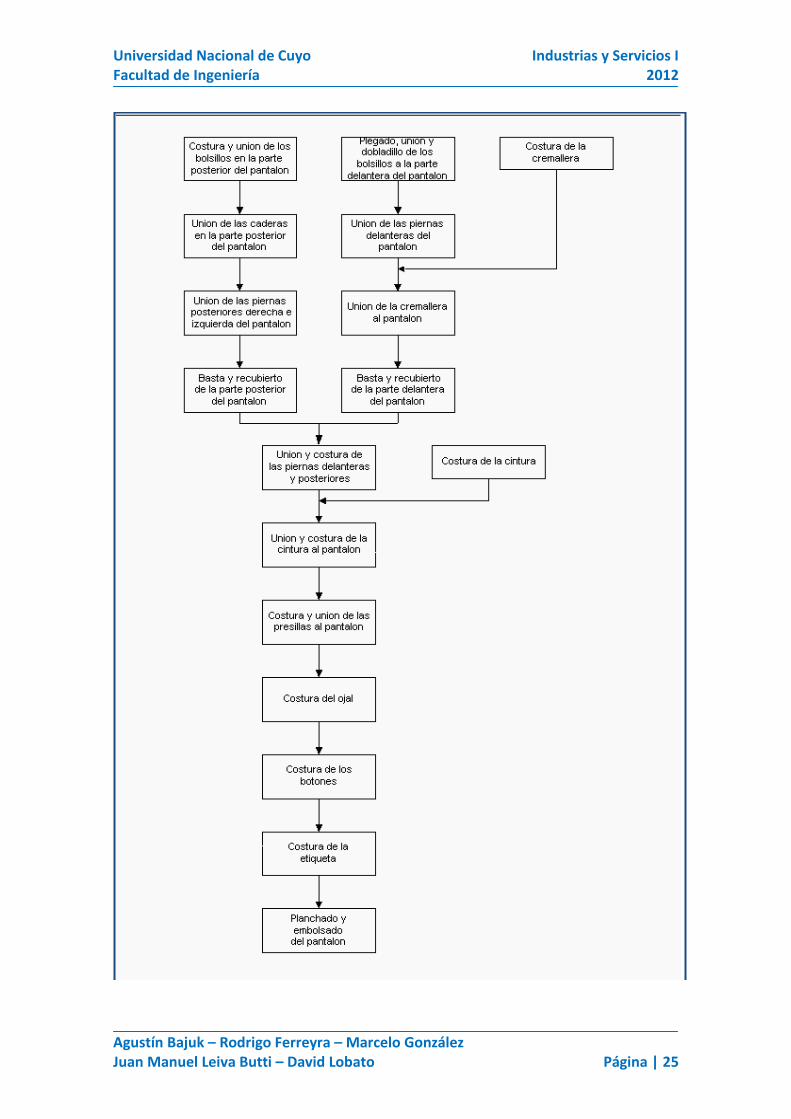
3. Confección
Finalizado el corte, la tela cortada es agrupada por partes del pantalón formando distintos paquetes que pasan a la etapa de confección. En esta etapa es donde se produce el armado del jean. Para esto se divide un jean en cuatro partes principales:
Delantera Izquierda
Delantera Derecha
Posterior Izquierda
Posterior Derecha Cada una es armada por separado (colocación de bolsillos, bordados, etc.) en
distintas estaciones de trabajo para luego juntarlas y conformar el jean. En primera instancia se juntan la parte izquierda y derecha del pantalón, lo mismo se realiza con las partes delanteras. Luego se realiza la unión de ambas partes. En la etapa de terminación se colocan los accesorios para dejar el producto terminado, comprende operaciones como eliminación de sobrantes de hilo y colocación de avíos como botones, cierres, tachas, etc.
Cada estación de trabajo es atendida por un operario y una maquina determinada.
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 25
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 26
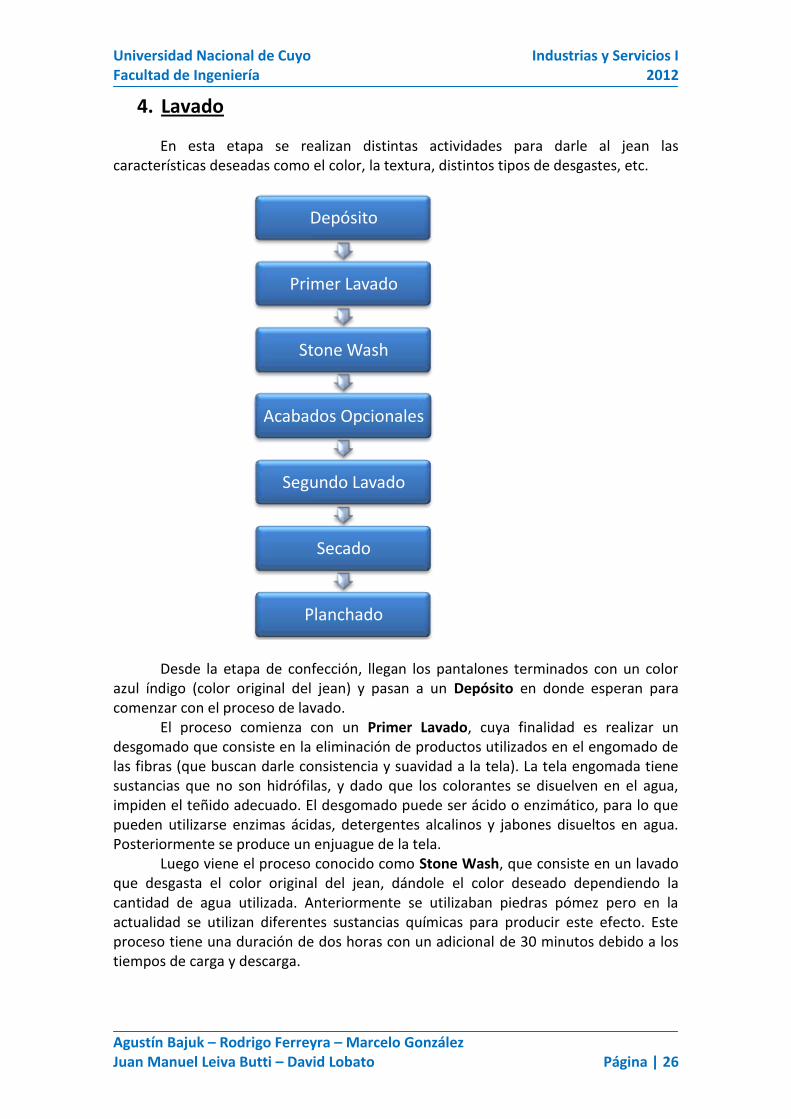
4. Lavado
En esta etapa se realizan distintas actividades para darle al jean las características deseadas como el color, la textura, distintos tipos de desgastes, etc.
Desde la etapa de confección, llegan los pantalones terminados con un color
azul índigo (color original del jean) y pasan a un Depósito en donde esperan para comenzar con el proceso de lavado.
El proceso comienza con un Primer Lavado, cuya finalidad es realizar un desgomado que consiste en la eliminación de productos utilizados en el engomado de las fibras (que buscan darle consistencia y suavidad a la tela). La tela engomada tiene sustancias que no son hidrófilas, y dado que los colorantes se disuelven en el agua, impiden el teñido adecuado. El desgomado puede ser ácido o enzimático, para lo que pueden utilizarse enzimas ácidas, detergentes alcalinos y jabones disueltos en agua. Posteriormente se produce un enjuague de la tela.
Luego viene el proceso conocido como Stone Wash, que consiste en un lavado que desgasta el color original del jean, dándole el color deseado dependiendo la cantidad de agua utilizada. Anteriormente se utilizaban piedras pómez pero en la actualidad se utilizan diferentes sustancias químicas para producir este efecto. Este proceso tiene una duración de dos horas con un adicional de 30 minutos debido a los tiempos de carga y descarga.
Depósito
Primer Lavado
Stone Wash
Acabados Opcionales
Segundo Lavado
Secado
Planchado
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 27
Dependiendo del tipo de jean a realizar, se utilizan diferentes tipos de terminaciones, llamadas Acabados Opcionales. Implican un cambio en la apariencia y se pueden clasificar en manuales (físicos) o fisicoquímicos.
1. Acabados Manuales o Físicos:
Los acabados físicos son aquellos que se hacen manualmente o con ayuda de herramientas de baja tecnología, pero sin el agregado de sustancias químicas.
Los principales son el bordado con hilo de motivos que adornan la prenda, y el bordado con parches, que consiste en hacer figuras con retazos de otros materiales como cuero o cuerina. Pueden realizarse de manera artesanal o industrial. En este último caso se utilizan bordadoras planas o en zigzag.
También existe la decoración con accesorios, que es el agregado a la prenda de piedras y herrajes. Se utilizan troqueladoras, remachadoras, y termofijadoras.
2. Procesos Físico-Químicos
Incluyen los procesos de bordado líquido, decoloración con accesorios, estampado, tintorería, decoloración, craquelado, y desgaste del tejido.
Bordado líquido: Consiste en aplicar motivos o figuras a la pieza
utilizando pinturas para tela con herramientas como pinceles, brochas, cepillos, espumas o telas. Existen tintas que después de aplicadas dan apariencias planas, de relieve, mates, brillantes, de fantasía y/o fluorescentes.
Estampado: Consiste en colocar o transferir una imagen desde una
plantilla por el sistema de impresión utilizando tintas. Las técnicas que se utilizan son el screen (o estampación por marcos), el láser, y el transfer. En el screen se utilizan marcos que sostienen mallas con el motivo a estampar (uno por color), que con tinta y presión y posterior calentado lo fijan en la prenda. En la técnica de láser se imprime el motivo desde un programa, aplicando y secando la tinta instantáneamente, similar a las impresoras láser. En el transfer se trasladan diseños desde plantillas naturales elaboradas con diferentes materiales como cartón, paja, acetatos, costales, cortezas naturales, telas, etc. Se pueden aplicar con rodillos, esponjas, por termofijación o por aerofijación (similar al aerosol).
Tintorería: Incluye utilizar telas preteñidas, elaborar las prendas en telas
crudas para su posterior teñido, y cabiar el color original (over dye). Para esto último, se decolora el jean y luego se tiñe con otro color diferente a través de una o varias de las siguientes técnicas: Batik (aplicar cera donde no se quiere tinturar), Tie dye (teñir la prenda amarrada o doblada para obtener formas geométricas o irregulares del color original), Trick tic (conservar zonas con el color original haciendo costuras o colocando parches antes de teñir), y Taking (hacer pliegues antes de lavar o tinturar).
Decoloración: Es la eliminación parcial, en diferentes grados, del
colorante índigo propio de la tela denim. Se puede realizar por abrasión o por
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 28
lavado. La decoloración por abrasión consiste en frotar la tela, y puede lograrse con las siguientes herramientas: cepillo industrial, que logra manchas en piezas grandes; chorro de arena (sand blast), que logra aspecto de desgaste en zonas grandes; lija (hand blast), con la que se obtienen líneas de quiebre, bigotes o manchas; y tela perchada (sand blast químico o esponja), que provoca oxidación por la aplicación de permanganato de potasio. Existe un nuevo método que ahorra tiempo, energía y mano de obra en el que se produce la abrasión por quemado de la prenda con un láser computarizado.
La decoloración por lavado consiste en provocar el desgaste de la prenda sometiéndola a lavados extendidos con elementos y químicos que provocan desgaste. Un método es el Stone wash, en el que se lavan las prendas por un tiempo prolongado en lavadoras rotativas con piedras pómez, hipoclorito de sodio (lavandina) y tensioactivos (detergentes). Se obtienen azules claros y disminuye la vida útil de los jeans. Si se lava por menos tiempo y con menor concentración de hipoclorito de sodio, el método se denomina Quick Stone y se obtienen prendas azul oscuro. En ambos casos el consumo de agua es considerable. Actualmente, comienza a utilizarse un método innovador que no utiliza agua ni químicos, en el que las prendas se lavan en una atmósfera corrosiva de ozono. Las lavadoras lo producen a partir del aire y no generan efluentes. El ozono es convertido en oxígeno nuevamente antes de ser liberado a la atmósfera, con lo que el impacto ambiental es mínimo. Además, hay un ahorro considerable de energía.
Craquelado: Consiste en imitar arrugas a través de la aplicación de un
químico fijador y un termofijado que hace permanecer la arruga. Desgaste del tejido: Es la destrucción parcial o total de los hilos del
tejido por abrasión o cortes. Se usan esmeril, clavos, tijera, bisturí. Los más conocidos son el Grinding (desgaste en bordes de botas, bocas de bolsillos, pasadores, aletillas), el motor tool (desgaste que dejar ver intactos los hilos de la trama del tejido), y los rotos (desgaste total logrado a través de la perforación del tejido con clavos, tijeras o bisturí).
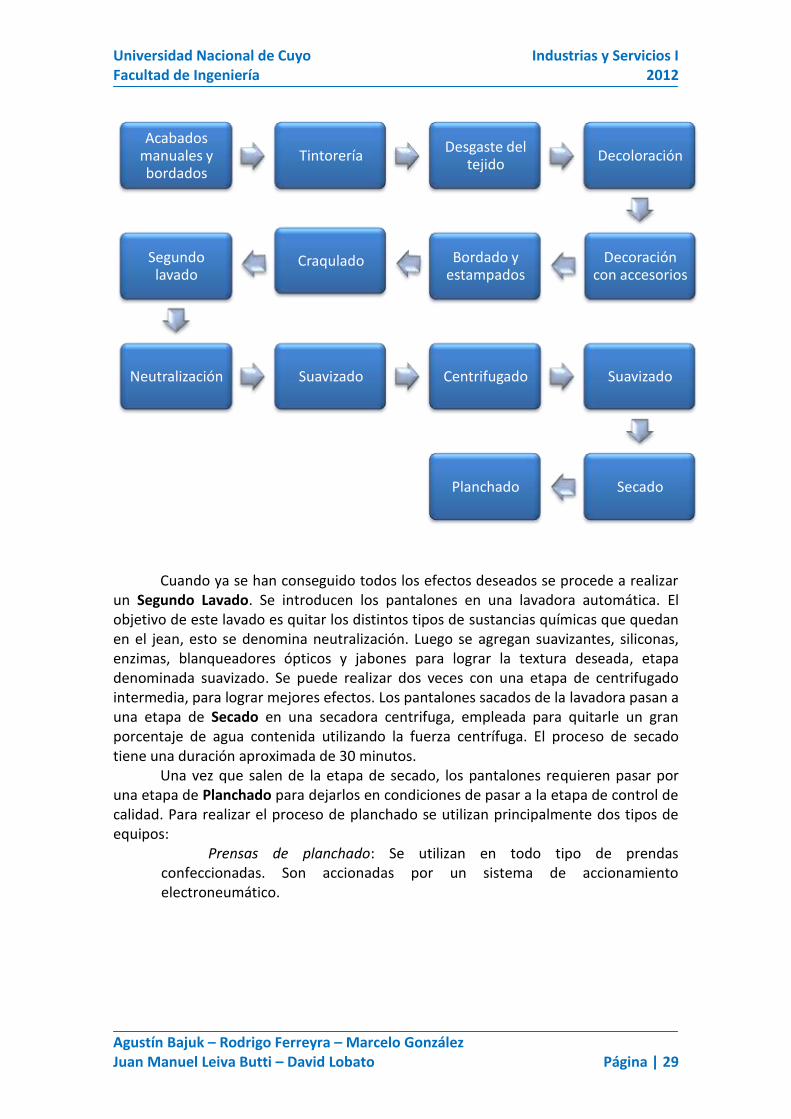
A continuación se presenta el proceso que siguen los jeans para lograr los
acabados superficiales.
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 29
Cuando ya se han conseguido todos los efectos deseados se procede a realizar
un Segundo Lavado. Se introducen los pantalones en una lavadora automática. El objetivo de este lavado es quitar los distintos tipos de sustancias químicas que quedan en el jean, esto se denomina neutralización. Luego se agregan suavizantes, siliconas, enzimas, blanqueadores ópticos y jabones para lograr la textura deseada, etapa denominada suavizado. Se puede realizar dos veces con una etapa de centrifugado intermedia, para lograr mejores efectos. Los pantalones sacados de la lavadora pasan a una etapa de Secado en una secadora centrifuga, empleada para quitarle un gran porcentaje de agua contenida utilizando la fuerza centrífuga. El proceso de secado tiene una duración aproximada de 30 minutos.
Una vez que salen de la etapa de secado, los pantalones requieren pasar por una etapa de Planchado para dejarlos en condiciones de pasar a la etapa de control de calidad. Para realizar el proceso de planchado se utilizan principalmente dos tipos de equipos:
Prensas de planchado: Se utilizan en todo tipo de prendas confeccionadas. Son accionadas por un sistema de accionamiento electroneumático.
Acabados manuales y bordados
Tintorería Desgaste del
tejido Decoloración
Decoración con accesorios
Bordado y estampados
Craqulado Segundo lavado
Neutralización Suavizado Centrifugado Suavizado
Secado Planchado

Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 30
Topers de Planchado: Es un maniquí de planchado. Posee una salida de
vapor recalentado que se inyecta en el interior del pantalón de manera de inflar el pantalón y dejarlo planchado.
Efluentes En la primera fase de lavado se generan efluentes con residuos sólidos como
arena y algodón. También hay desechos alcalinos, procedentes de la etapa de blanqueado. Si esta agua es tratada, puede ser reutilizada en el proceso de decoloración. Producto de este proceso, se generan aguas contaminadas con residuos
químicos, piedra y colorante.
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 31
5. Control de Calidad
En la etapa de lavado pueden aparecer algunas fallas por el desgaste de los pantalones, por lo que una vez finalizada esta etapa se vuelve al taller de confección en el cual se realiza una inspección visual de los pantalones terminados. Si se encuentran fallas leves se corrigen y si son fallas graves se descarta el pantalón.
6. Empaque y Almacenamiento
Los pantalones que fueron aprobados por el control de calidad ya quedan en condiciones de entrar en el mercado. Se empacan temporalmente en cajas o bolsas de 50 prendas de capacidad aproximadamente, para luego enviarlas a los distintos centros de venta y quedan almacenadas en los depósitos de los mismos.
En los centros de venta se busca poner al producto a disposición de los clientes y se realiza el empaque final.
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 32
Caso de Estudio “Ud. asesora a una empresa fabricante de indumentaria. Para la próxima
temporada es necesario establecer las condiciones para una producción seriada de jeans. Los datos son los siguientes:
Producto: Jeans talles del 40 al 58 Partida: 2.500 unidades en total. Debe definir:
Características del producto.
Materia prima e insumos.
Equipamiento necesario. Inversión estimada.
Análisis de proveedores de materias primas y equipamiento.
Costo variable unitario del producto.
Análisis de clientes. Modalidades de cobro.
Infraestructura: necesidad de almacenes y otros edificios. Logística de distribución.
Planimetría y lay out del establecimiento. Para poder definir los puntos del trabajo tuvimos que averiguar y manejar
muchos datos e información, con el objeto de poder tomar las decisiones de qué jean nos convenía fabricar, cómo, dónde, etc.
En primer lugar, definimos las características del producto.
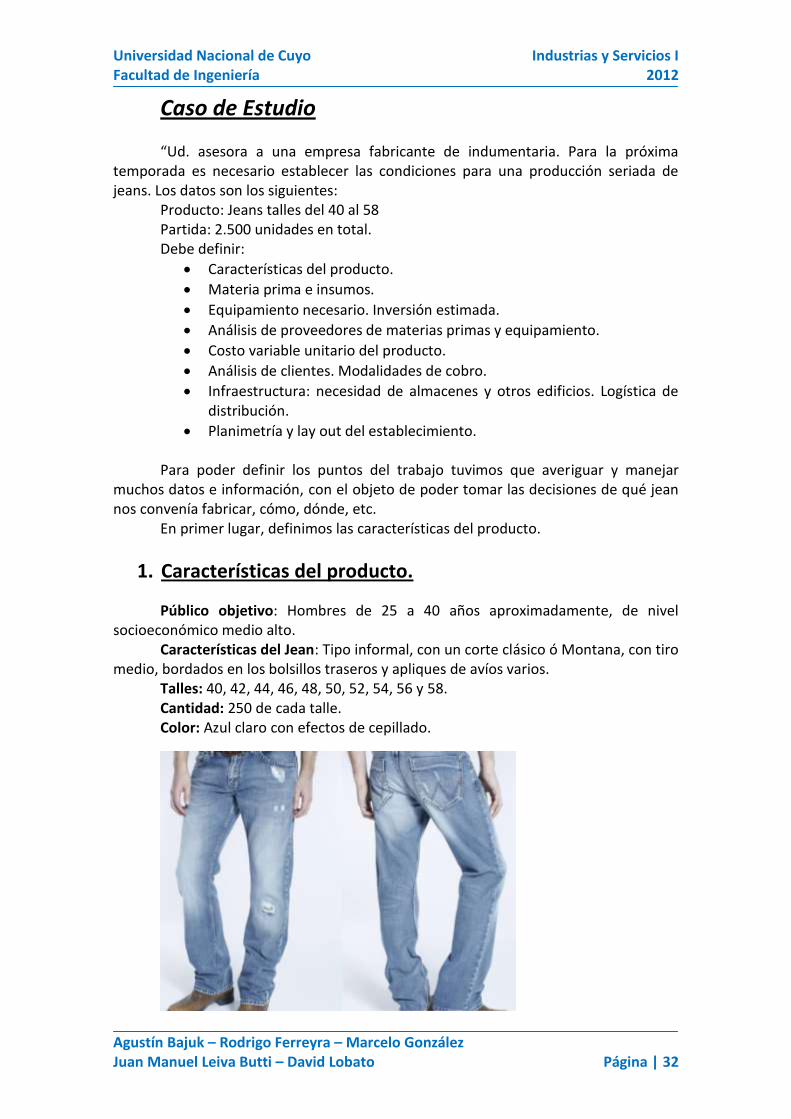
1. Características del producto.
Público objetivo: Hombres de 25 a 40 años aproximadamente, de nivel socioeconómico medio alto.
Características del Jean: Tipo informal, con un corte clásico ó Montana, con tiro medio, bordados en los bolsillos traseros y apliques de avíos varios.
Talles: 40, 42, 44, 46, 48, 50, 52, 54, 56 y 58. Cantidad: 250 de cada talle. Color: Azul claro con efectos de cepillado.
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 33
2. Materia prima e insumos para hacer el jean.
Tela: Utilizaremos la tela clásica tipo DENIM ó VAQUERO, que es una tela de algodón asargado de trama blanca y urdimbre teñida de azul índigo. Para hacerlo, después de que las máquinas hiladoras convierten el algodón en hilos, algunos de éstos son teñidos con una coloración azulada y luego encolados para darle mayor resistencia. Se utiliza un urdidor de balas, para después en el telar cruzarlos, por chorro de aire o lanzadera, con otros blancos que serán la trama. La trama puede ser mezclada con fibras elastoméricas (2%) para formar tejidos elastizados. Se le aplican diferentes tratamientos hasta obtener el denim en un proceso que dura 20 días.
Para nuestra producción de 2.500 prendas se requerirán 3214 m de tela de 12,5 onzas.
Tela de bolsillo: Se utilizará tela de 80% poliéster y 20% algodón, resistente al encogimiento y resistente al desgarro.
Hilo: El hilo número 24 a 36, que es el que tiene el grosor adecuado para la fabricación de jeans. Necesitaremos aproximadamente 35.000m de hilos.
Avíos: Cierres, Botones de jean, Remaches, Etiquetas bordadas.
3. Equipamiento necesario. Inversión estimada.
Planteamos una construcción de una planta de confección y lavado con capacidad de 30.000 prendas por mes. Es necesario alcanzar estos valores de producción para que la producción de jean sea de manera seriada. Por debajo de las 10.000 prendas por mes la inversión necesaria en máquinas con automatización y elementos necesarios para llevar a cabo este tipo de producción no es rentable y se debe hacer de manera menos automatizada, llevando a menor rendimiento de las horas hombre.
Es por ello que elegimos realizar una planta de esa capacidad, planteando que toda aquella que no usemos para la producción de nuestros jeans (2500), la utilizaremos en la venta del servicio de confección y lavado de jeans a terceros, siendo ésta una posibilidad certera y concreta en el panorama nacional y provincial.
Toda la maquinaria estará dentro de un terreno ubicado en Dorrego y Pescara en Maipú, con acceso a la zona industrial de Rodríguez Peña, de 1500 metros cuadrados. El costo del metro cuadrado es de $100. Dentro del terreno realizaremos una construcción de 1200 metros cuadrados donde se encontrarán una zona de Administración y diseño, un Almacén de repuestos y materiales, un almacén de materias primas y productos terminados, una zona de confección y una zona del proceso de lavado. A su vez realizaremos una planta de tratamiento de efluentes, que se encontrará fuera de la construcción. Adjuntamos un Lay Out del establecimiento, como Anexo 1.
Para la Confección Compraremos los siguientes elementos: Máquinas de coser Recta: Máquina recta, llamada también pespuntadora de 1,
2 y 3 agujas; es la máquina de coser común, pero destinada a trabajo industrial. Máquina de coser WF (Cinta porta Cinturón): Máquina especifica que realiza el
doblado y cosido de las cintas que van ubicadas en la cintura por donde ira colocado el cinturón.

Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 34
Máquina de Costura automática Recta: Es la misma máquina que la de coser Recta, pero con la importante diferencia de que la misma viene equipada con una computadora, con la cual se cargan los tipos de costuras que se deben hacer, el largo de las mismas, los hilos que se deben usar y la velocidad de la misma. De esta manera esta máquina permite una eficiencia mucho mayor de la horas hombre, y a su vez disminuye los accidentes laborales.
Máquinas cerradoras u Overlock: Realiza una costura de sobrehilado evitando que los bordes del tejido se deshilachen. Es la que se usa, además, en remeras o para coser telas que estiran o elásticas (lycra, modal, jersey). Cose y a la vez corta con una cuchilla el exceso de telas si se busca unir dos telas por dentro sin tanto pliegue y costura a la vista.
Máquina collareta: Se usa para hacer dobladillos o ruedos, o para pasar los pespuntes sobre las costuras de la overlock. Con la overlock se confecciona, con la collareta se le da terminación.
Maquina de Bordado: Realiza cualquier tipo de bordados en la tela de jean, en
general se utiliza en los bolsillos traseros.
Máquina de aplique de botones: Esta máquina tiene la función de colocar
tanto los botones estilo remaches como los botones que se unen a través de una costura.
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 35
Máquina de Coser Bolsillos Traseros: Ésta realiza la aplicación del bolsillo
trasero de manera automatizada. Lo único que tiene que hacer el operario es presentar la tela del bolsillo y la máquina hará el resto. Realiza una doble costura sobre los lados a coser y también realiza el pliegue de los bordes para una buena terminación.
Máquina de colocadora de apliques: Encargada de la colocación de todos los apliques y remaches especiales que se colocan en los distintos modelos de Jeans
Cortadoras de tela: Sistema de cuchilla vertical, con afilador automático. Trabaja 160 capas de tela, dependiendo del grosor de la tela y requiere lubricación manual. Realiza 2850 cortes por minuto.
Para la etapa del lavado creemos necesario realizar la compra de las siguientes
máquinas para los distintos procesos: Lavadora Stone-Wash: con capacidad para 120 a 130 prendas. Dependiendo de
las exigencias finales del jean (efectos, color, etc.) es el tiempo que estará la prenda dentro de la lavadora, y los insumos que se utilizarán en la misma (enzimas, jabón, etc.).
.
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 36
Centrifugadoras: Tienen un cilindro perforado donde por efectos de la fuerza centrifuga, producto de las altas revoluciones, sale parte del agua contenida en los jeans después de ser lavados.
Secadoras SC: Secadoras para las prendas que ya han pasado por la
centrifugadora, en donde se quita el resto de la humedad que contiene el jean para después poder pasar a los otros procesos. El secado se realiza mediante la aplicación de corrientes de aire calefaccionado.
Maquinas de acabados especiales (efectos): Se coloca el jean, y con ayuda del sistema neumático se inflan los moldes donde el operario realiza distintos acabados superficiales. En este punto es donde se pueden hacer el arenado, cepillado, pintado y otros acabados opcionales.
Hornos WF: En estos se puede generar una capa de una silicona sintética, con
la cual se pueden generar efectos diferenciados en las partes que se coloca respecto a las que no se coloca.
Topers de planchado: Sirve para en un solo paso dejar los jeans planchados. La misma utiliza sistema de vapor de agua con calor para planchar, como así también sistemas neumáticos.

Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 37
Plancha de prensa Universal: Plancha con la cual se realizan trabajos de
planchado sin vapor. Es más versátil que los topers de planchado, pero con menor eficiencia en el tiempo.
Caldera y Generador de Vapor GV: Un elemento básico en todo el proceso, ya
que le entrega temperatura y/o vapor a las máquinas que lo necesitan, en la misma se genera un gasto importante de energía.
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 38
Compresor y sistema neumático: El sistema neumático es utilizado en varias máquinas que necesitan de un sistema externo de alimentación de aire a presión.
Estampadora: Es necesaria para que en las prendas que lo requieran se puedan
realizar los estampados. Además de todas estas maquinas llevaremos a cabo la construcción de una
planta de tratamiento de aguas residuales, ya que la legislación actual nos indica que es necesario tratarlas para llegar a los puntos de calidad que agua requeridos para preservar el medio ambiente.
En el anexo dos se incluye una tabla de costos de inversión, en los cuales se detallan la obra civil, las distintas máquinas y elementos para la confección de los jeans, y a su vez la maquinaria para el proceso de lavado.
4. Análisis de proveedores de materias primas y
equipamiento.
En el análisis de proveedores realizamos una búsqueda de los tiempos de espera al recibir la maquinaria, los medios de pagos disponibles, los precios de la misma, y a su vez el servicio post-venta ofrecido. Analizamos los distintos proveedores para los distintos tipos de insumos, materias primas y equipamiento
Hilo: Dentro de los esta rama llegamos a la conclusión de que es importante
que el proveedor sea local, para la rápida reposición de los hilos, y siendo además que los valores de los precios no varían mucho entre proveedores locales, y de otras provincias. Nuestro proveedor será Dalma Hilos, además encontramos los siguientes proveedores.
, , Tela: En este caso también creemos que es importante que el proveedor sea
local. Según la tela que buscamos, el proveedor que nos conviene es Doña Tela de la capital mendocina. Otros proveedores son: Doña tela, Lowi distribuidora de tela mendoza, Fibras Textiles Sa, ,La tijera.
Maquinaria de confección: En este caso analizamos también proveedores
internacionales, y también analizando la trayectoria de las distintas marcas del mercado. Decidimos comprar maquinaria JUKI, de industria japonesa, y buscar la mejor manera para lograr la importación. Nos inclinamos por esta opción ya que las maquinas de producción nacional no poseen la automatización que buscamos.
Algunas otras marcas y proveedores son:
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 39
Maquinaria de lavado: Encontramos dos proveedores que nos pueden entregar
toda la maquinaria para el proceso de lavado, generando así mejores financiamientos y tratos por realizar compras de gran magnitud. El proveedor Nacional es FADPE, con maquinaria de calidad media pero a buen precio comparado con el proveedor internacional TUPESA, de España, con maquinaria de gran calidad y una trayectoria de gran nivel.
Químicos y jabones para lavado: En este caso sólo encontramos proveedores
locales que traen los distintos productos del exterior. El proveedor será Distribuidora Nacional en Rosario. Dione e IC Villaverde son pequeñas empresas alternativas.
5. Costo variable unitario del producto
Para poder realizar los cálculos de los costos variables, encontramos un problema importante. Al tener los procesos características de mano de obra intensiva y a su vez de gran generación de valor agregado, si sólo colocásemos las materias primas e insumos como costo variable, el mismo quedaría subestimado y no reflejaría el verdadero costo de fabricación del producto. Es por ello que consideramos que nuestra empresa llevará a cabo un sistema de producción que siga de manera fiel la demanda de los servicios prestados. Esto implica que nosotros contrataremos a la gente que sea necesaria y así la mano de obra será un costo variable dentro de nuestra contabilidad, porque la misma dependerá de la cantidad de pedidos que tengamos. De todas maneras, estimamos que la demanda será de naturaleza prácticamente constante, por lo que podremos tener un plantel fijo de trabajadores y cubrir las fluctuaciones con horas extra. También encontramos a la electricidad, el gas y el agua como gastos variables, ya que si no existe producción no existe consumo de los mismos.
Vale aclarar que para el nivel de 30.000 jeans al mes, se necesitar una dotación de alrededor de 50 empleados, y si uno sabe que tiene una demanda fija, o base durante una cierta cantidad de tiempo, es mejor realizar la contratación fija de estos empleados. Siendo nuestro caso especifico la producción de 2500 jeans para una temporada, es de gran sentido práctico la idealización de éste proceso con los costos que especificaremos en las tablas de costos variables del Anexo 3.
6. Análisis de clientes. Modalidades de cobro.
Dada la calidad de nuestros productos, y las variables incurridas para el proceso productivo de nuestros jeans, adaptamos nuestra estructura de costos para poder acceder al mercado de franja etaria de entre 25 a 40 años, informal, y destinado principalmente a clientela de clase media alta.

Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 40
Nuestros clientes serán consumidores finales con el fin de incluirnos cada vez más en la moda actual, de manera de poder proyectarnos hacia otros mercados (camisas, remeras y ropa femenina) y aumentar nuestras ventas. Pondremos a disposición de los clientes las formas de pago en efectivo con cierto descuento (10 a 15%) del valor de mercado del producto o abonado con tarjeta (con planes de hasta 6 cuotas sin interés).
Según el estudio de mercado y los niveles de precio generales de los productos que competirán con el nuestro, definimos el precio de venta (como primera aproximación) en $300, siendo el mismo un buen precio para la inserción del producto, por su alta calidad, y para también posicionar la marca en el mercado para después ir abarcando otras franjas del mismo.
También analizamos la ganancia entre la confección y lavado propio y tercerizado, y llegamos a la conclusión de que el costo de realizar estos procesos tercerizados no es significativamente mayor y es posible producir los jeans sin realizar la inversión planteada. Ejemplificando los números en la siguiente tabla.
Tercerizado No Sí
Venta al Publico $ 300 Ingresos menos costos (unitiarios) $ 237 $ 218
Conclusiones
Podemos remarcar que la industria del jean está dentro de aquellas que no tienen duración determinada, sigue renovándose continuamente y es por ello una industria versátil y cambiante con los mercados, en la cual uno puedo introducirse sin mucho costo, pero a su vez es difícil mantenerse en la misma. Es posible plantear una empresa de las dimensiones calculadas, pero creemos que es de mucha mayor facilidad comenzar con la producción de elementos a través de la tercerización hasta establecer una marca en el mercado y un nivel de producción que justifique una inversión de los tamaños mencionados, en donde uno debe realizar una inversión grande en posicionamiento de marca y locales para poder generar identidad y confianza en los clientes.

Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 41
Anexos Anexo 1

Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 42
Anexo 2
Costos de Inversión
Elementos Cantidad Unidad costo unitario Costo total
Construcción civil
Construcción y acondicionamiento del galpon 1200 m^2 $ 1.800 $ 2.160.000
Terreno Dorrego y Pescara Maipu 1500 m^2 $ 100 $ 150.000
Total $ 2.310.000
Maquinas de confección
Software de diseño Modaris 1 Paquete completo $ 35.000 $ 35.000
Mesa corte 2 Unidad $ 4.965 $ 9.930
Herramienta de corte 2 Unidad $ 11.200 $ 22.400
Máquina de Ploteo 1 Unidad $ 4.890 $ 4.890
Máquina de coser Recta 4 Unidad $ 5.150 $ 20.600
Máquina de coser WF (Cinta porta Cinturon) 4 Unidad $ 17.000 $ 68.000
Máquina de Costura automatica Recta 12 Unidad $ 21.000 $ 252.000
Máquinas de coser cerradoras u Overlock 8 Unidad $ 21.000 $ 168.000
Máquina de coser collareta 8 Unidad $ 19.000 $ 152.000
Máquina de coser Bolsillo Trasero 2 Unidad $ 28.990 $ 57.980
Máquina de colocar Boton 2 Unidad $ 20.000 $ 40.000
Máquina de colocación de apliques 4 Unidad $ 15.800 $ 63.200
Máquina de Bordado 2 Unidad $ 57.000 $ 114.000
Total $ 1.008.000
Maquinaria para Lavado
Lavadora Stone-Wash 3 Unidad $ 80.000 $ 240.000
Centrifugadora 3 Unidad $ 40.000 $ 120.000
Secadora SC 2 Unidad $ 35.000 $ 70.000
Horno WF 1 Unidad $ 45.000 $ 45.000
Maniquíes TMVM(Efectos Especiales) 2 Modulo 3 Maniquies $ 25.000 $ 50.000
Generador de Vapor GV 1 Unidad $ 135.400 $ 135.400
Topers de Planchado 5 Unidad $ 15.000 $ 75.000
Plancha de prensa Universal 3 Unidad $ 8.000 $ 24.000
Compresor y sistema neumatico 1 Unidad $ 45.000 $ 45.000
Máquina estampadora 1 Unidad $ 17.600 $ 17.600
Planta de Tratamiento de Efluentes 1 30000 L de capacidad $ 145.000 $ 145.000
Total $ 967.000
Costo de Inversión Total $ 4.285.000
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 43
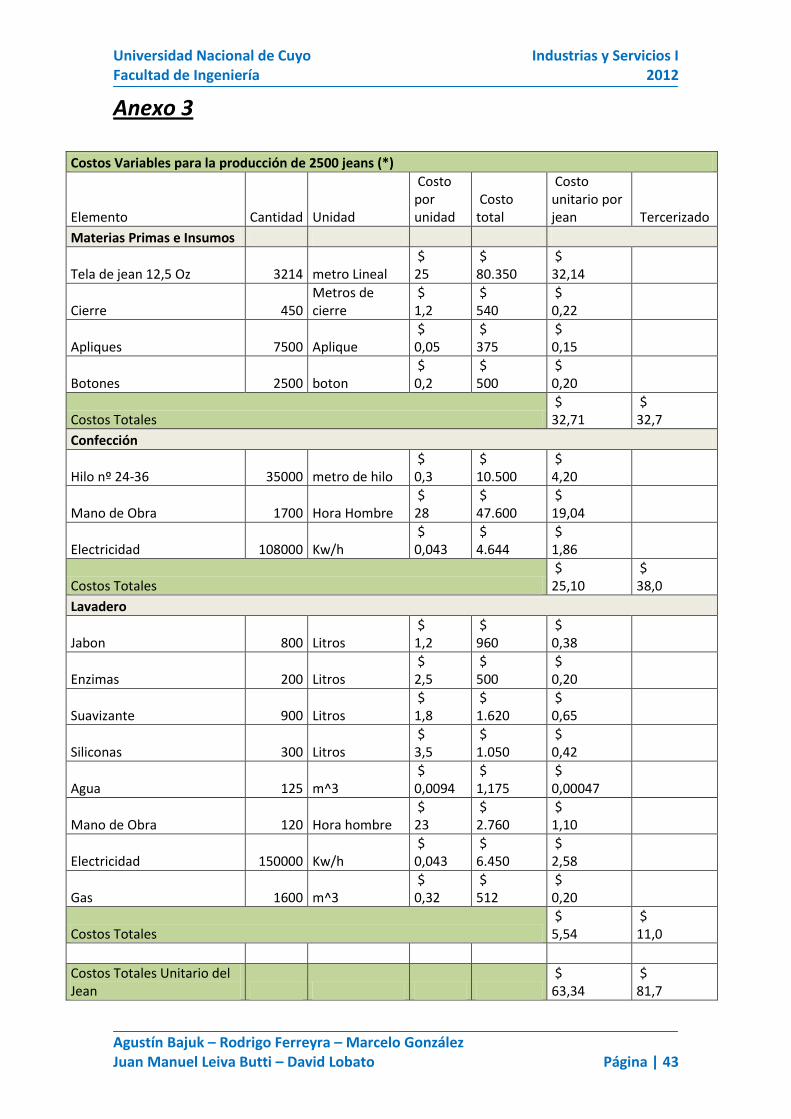
Anexo 3
Costos Variables para la producción de 2500 jeans (*)
Elemento Cantidad Unidad
Costo por unidad
Costo total
Costo unitario por jean Tercerizado
Materias Primas e Insumos
Tela de jean 12,5 Oz 3214 metro Lineal $ 25
$ 80.350
$ 32,14
Cierre 450 Metros de cierre
$ 1,2
$ 540
$ 0,22
Apliques 7500 Aplique $ 0,05
$ 375
$ 0,15
Botones 2500 boton $ 0,2
$ 500
$ 0,20
Costos Totales $ 32,71
$ 32,7
Confección
Hilo nº 24-36 35000 metro de hilo $ 0,3
$ 10.500
$ 4,20
Mano de Obra 1700 Hora Hombre $ 28
$ 47.600
$ 19,04
Electricidad 108000 Kw/h $ 0,043
$ 4.644
$ 1,86
Costos Totales $ 25,10
$ 38,0
Lavadero
Jabon 800 Litros $ 1,2
$ 960
$ 0,38
Enzimas 200 Litros $ 2,5
$ 500
$ 0,20
Suavizante 900 Litros $ 1,8
$ 1.620
$ 0,65
Siliconas 300 Litros $ 3,5
$ 1.050
$ 0,42
Agua 125 m^3 $ 0,0094
$ 1,175
$ 0,00047
Mano de Obra 120 Hora hombre $ 23
$ 2.760
$ 1,10
Electricidad 150000 Kw/h $ 0,043
$ 6.450
$ 2,58
Gas 1600 m^3 $ 0,32
$ 512
$ 0,20
Costos Totales $ 5,54
$ 11,0
Costos Totales Unitario del Jean
$ 63,34
$ 81,7
Universidad Nacional de Cuyo Industrias y Servicios I Facultad de Ingeniería 2012
Agustín Bajuk – Rodrigo Ferreyra – Marcelo González Juan Manuel Leiva Butti – David Lobato Página | 44
Bibliografía:
http://thecesarworld.blogspot.com.ar/2009/02/algodon-hilatura-de-el-algodon.html
http://www.idits.org.ar/Nuevo/Servicios/Publicaciones/SectorTextil/Inf_sectorial_textil_Mza-IDITS.pdf
Videos Relacionados:
https://www.dropbox.com/s/wts825w2wa74ufe/Tecnolog%C3%ADas%20de%20l%C3%A1ser%20y%20ozono.flv
https://www.dropbox.com/s/yqoeyi1u63uvuhq/Producci%C3%B3n%20con%20l%C3%A1ser.flv
https://www.dropbox.com/s/rjh9sc1xaxnrrpp/Procesos%20de%20lavado%20de%20denim.flv
https://www.dropbox.com/s/s9iux9t7kkqsq1e/asi%20se%20hace%20n-39-pantalones%20vaquerosn-39-%20%5Bacedownloader.com%5D.mp4
https://www.dropbox.com/s/fnpngpnlnkt2ssf/%C2%BFC%C3%B3mo%20es%20el%20proceso%20de%20lavado%20del%20jean%20-%20Procesadora%20Centro%2C%20Venado%20Tuerto%2C%20Santa%20Fe.flv
http://www.youtube.com/watch?v=9xLx9zHSil8
http://www.youtube.com/watch?v=Jei_6mgyS1k&playnext=1&list=PL0E95A6020C3CC6F9&feature=results_main
http://www.youtube.com/watch?v=Jei_6mgyS1k&playnext=1&list=PL3MRrM2KFc4Vl1-3Ay6v8jCF-5jCeCYIN&feature=results_main