ii - universidad de chilelos despachos de cemento polpaico en el año 2005 alcanzaron una cifra de...
TRANSCRIPT

ii
AGRADECIMIENTOS
Quisiera agradecer a mis padres por el permanente respaldo que me hanentregado, la constante preocupación que han tenido sobre mi, por el cariño y por lapaciencia en aquellos momentos en que mi mal humor sale a relucir. Sin ellos nuncahubiera logrado sacar adelante este trabajo.
También quiero agradecer al resto de mi familia, a mi hermana, por su paciencia ycomprensión en momentos difíciles, a mis abuelos por su cariño, sus consejos yenseñanzas y por siempre tener la puerta abierta para mí, a mis tíos y primos, por elcariño, la atención y por todos aquellos momentos que han compartido conmigo enestos años de estudio.
Quiero agradecer a Arturo, Eliana, Héctor y Rodrigo, amigos de años, por sucompañía fundamental en mi vida universitaria y por estar ahí cada vez que losnecesito.
Quiero agradecer a mi amigos de la universidad y del colegio por los buenosmomentos que pasamos y las palabras de apoyo que me dieron. Así como tambiénquiero agradecer a todas aquellas personas con las que realicé actividades de acciónsocial, que espero que perduren en el tiempo.
También, agradecer a los profesores miembros de mi comisión, Ricardo SanMartín, Patricio Conca y Gerardo Díaz por haber contribuido con sus consejos ycomentarios a que este trabajo llegara a buen fin.
Por último agradecer a todas las personas que facilitaron mi trabajo dentro de laempresa, tanto en las reuniones como en las labores de toma de datos en planta.

INDICE
CAPITULO I: Introducción y Antecedentes..................................................................21.1 Introducción..........................................................................................................21.2. Descripción de la Empresa.................................................................................31.3. Justificación y motivación de la memoria.........................................................41.4. Objetivos de la Memoria .....................................................................................71.5. Metodología .........................................................................................................8
CAPITULO II: Marco Teórico .........................................................................................92.1 Conceptos Básicos de Teorías de Colas............................................................92.2 Conceptos y Definición Distribuciones de Probabilidad ................................112.3 Modelo de colas cíclicas aplicado a la Producción de Hormigón..................12
CAPITULO III: Análisis de Datos y Procesos.............................................................143.1 Estudios exploratorios.......................................................................................143.2 Estudio de Procesos ..........................................................................................163.3 Caracterización de Tiempos de Viaje................................................................183.4 Caracterización de Tiempos de Descarga........................................................193.5 Caracterización de Tiempos de Carga..............................................................223.6 Caracterización de Tiempos de Preparación de Cono....................................23
CAPITULO IV: Modelamiento de la Situación Actual ................................................244.1 Entidades ............................................................................................................244.2 Reglas..................................................................................................................254.3 Variables y Parámetros ......................................................................................254.4 Programación Computacional del Modelo .......................................................264.5 Índices Operacionales y de Congestión...........................................................274.6 Validación del Modelo ........................................................................................28
CAPITULO V: Resultados y Análisis ..........................................................................365.1 Índices de la situación actual ............................................................................365.2 Capacidad de Distribución Máxima según número de camiones ..................375.3 Relación entre capacidad de producción y distribución ................................405.4 Conclusiones y Comentarios ............................................................................42
CAPITULO VI: Selección y Evaluación de escenarios de mejora ............................436.1 Selección de Escenarios a evaluar ...................................................................436.2 Evaluación Económica de Escenarios .............................................................456.3 Análisis Final de Evaluaciones..........................................................................496.4 Conclusiones ......................................................................................................50
CAPITULO VII: Análisis y Conclusiones ....................................................................517.1 Análisis del modelo............................................................................................517.2 Conclusiones y Comentarios ............................................................................517.3 Recomendaciones..............................................................................................52
Bibliografía ...................................................................................................................53ANEXOS........................................................................................................................54
Anexo A Periodos de Tiempo y Estadísticos Descriptivos ..................................54Anexo B Ejemplo Aplicación Test ANOVA.............................................................60Anexo C Ejemplo de Test de Ajuste de Distribución de Probabilidad.................61Anexo D Histogramas de tiempos de Carga ..........................................................62Anexo E Histogramas de tiempos de Preparación del Hormigón........................64Anexo F Código Computacional Modelo................................................................65Anexo G Gráficos de Desviaciones Estándar según el número de corridas ......81

2
CAPITULO I: Introducción y Antecedentes1.1 Introducción
En la actualidad, la sociedad exige a las organizaciones un alto nivel de eficienciaen la elaboración de los productos; mas aún en aquellos que representan insumosbásicos a una actividad primordial para el desarrollo de un país, como es laconstrucción.
Para dar respuesta a estas exigencias del mercado, es necesario que lasempresas implementen procesos ágiles, óptimos y eficientes que le permitanpronosticar, a bajo costo y en intervalos cortos de tiempo, las implicaciones e impactoque pueden producir el hecho de elegir y aplicar una determinada capacidad deproducción, más aún, si la empresa se encuentra integrada verticalmente y su negociocontempla la distribución del producto, es esencial dimensionar correctamente lascapacidades de ambos procesos con el fin de establecer un optimo económico deestas.
Es en este contexto que surge la necesidad de realizar un estudio acerca de lautilización actual de los recursos productivos con los que cuenta hormigones PétreosS.A. mas aún cuando existe una hipótesis planteada por la empresa de que las plantasse encuentran congestionadas. Parte del presente trabajo busca definir cuales son lasposibles inversiones necesarias para mejorar la situación actual o llegar a condicionesóptimas de operación de las plantas de hormigón.
Pétreos S.A. es la filial de la empresa Polpaico, ligada a la industria del cemento,encargada de la producción de hormigón premezclado, este es uno de los principalesinsumos de la construcción.
En el gráfico Nº 1 es posible observar la producción total de hormigón en la regiónmetropolitana, la fuerte caída observada en el año 1999 y el repunte actual superandoincluso los niveles del año 1998, se observa claramente que la industria es cíclica y estárelacionada directamente con lo que suceda en el rubro de la construcción. Este es unode los motivos por lo que se hace fundamental el estudio de las relaciones entre lacapacidad de carga y la capacidad de distribución de las plantas de hormigón dePétreos, para apoyar la toma de decisiones al momento de producirse estos ciclos y sercapaces de reaccionar frente a auges repentinos en el rubro de la construcción, de lamanera más eficiente posible.

3
Grafico Nº 1Evolución del Mercado del Hormigón Premezclado
0
500,000
1,000,000
1,500,000
2,000,000
2,500,000
3,000,000
1997 1998 1999 2000 2001 2002 2003 2004 2005 2006Año
M3 Total año
Acumulado Junio
Fuente: ACHEPH
1.2. Descripción de la Empresa
El trabajo de titulo en el que se enmarca la memoria que da origen a este informees realizada en la empresa Pétreos S.A., como ya se menciono anteriormente, filial dePolpaico. Por esto, es necesario para explicar el contexto en que se enmarca laempresa, entender como funciona el grupo Polpaico.
Las actividades productivas y comerciales del grupo Polpaico abarcan laproducción de caliza como materia prima, la fabricación de cemento en tres plantas(Cerro Blanco, Coronel y Mejillones), la producción y distribución de hormigónpremezclado, áridos y morteros predosificados a través de la empresa Pétreos S.A.Polpaico está controlado por el grupo cementero de origen suizo Holcim Ltda. Uno delos líderes mundiales en la industria del cemento y productos relacionados.
Los despachos de Cemento Polpaico en el año 2005 alcanzaron una cifra de 1,39millones de toneladas, incrementándose un 5% con respecto al año anterior, losingresos por venta, por otro lado, se incrementaron un 9.5%. La compañía logró así unaparticipación de mercado de 34.7%, ligeramente inferior a Cemento Melón (con un35.1%).

4
Sin embargo, durante el año 2006 (acumulado a Julio), Polpaico ha despachado844.301 toneladas, llegando a una participación de mercado de 35.5%, marcando unadiferencia con Cemento Melón, que solo alcanza una participación de mercado de33.5%, pasando así a liderar el mercado del Cemento.
En lo referente al mercado del hormigón, los despachos tuvieron un incremento de14% durante el 2005, alcanzando una producción de 1,8 millones de metros cúbicos1,alcanzando una participación de mercado de aproximadamente 31%. Centrando elanálisis en la Región Metropolitana, se observa que la participación de mercado alcanzaun 33% con una producción de 949 mil metros cúbicos. En la tabla Nº 1, se muestra lasdistintas participaciones de los distintos competidores en el mercado del hormigónpremezclado a nivel nacional.
Tabla Nº 1Participaciones Mercado del Hormigón Premezclado
Fuente: ICH y Cemento Bío-Bío
En la Región Metropolitana, Pétreos S.A. cuenta con seis plantas de hormigónpremezclado (cuatro propias y dos subcontratadas). Si se toman las tres másimportantes en volúmenes de producción (Quilín, Quilicura y Renca) se observa quecubren el 66% de la producción total de Pétreos en la Región Metropolitana, con 629 milmetros cúbicos.
Las ventas consolidadas de Cemento Polpaico S.A. del año 2005 fueron de$133.156 millones, un 3,9% superior a las obtenidas durante el año 2004. La UtilidadOperacional consolidada en el período 2005 decreció un 13,9% respecto del ejercicioanterior.
Es en este contexto en que se espera realizar el trabajo de titulo que origina estamemoria, centrando el estudio en las tres plantas más importantes antes señaladas deproducción de hormigón premezclado, para el trabajo que se expone a continuación.
1.3. Justificación y motivación de la memoria
El trabajo a realizar en esta memoria consiste en el estudio y la evaluación de losprocesos actuales de producción de Hormigón en Pétreos S.A. con miras a establecer
1 WEISSER M. Análisis 2006, El cemento Chileno [en línea]http://www.mch.cl/documentos/pdf/elcemento2006.pdf [consulta 02 Octubre 2006]

5
una adecuada relación entre las capacidades de carga y de distribución de las plantasdonde este se produce y las alternativas de expansión de capacidad (de transporte,carguío, producción o los procesos asociados a esta).
Actualmente no existe un estudio adecuado, según la gerencia de Logística,acerca de la relación entre la capacidad de carga comparada con la capacidad detransporte de la empresa. Si contextualizamos esto en la industria en la que seencuentra Pétreos S.A. (producción y distribución de hormigones) es posible darsecuenta que es fundamental tener un correcto dimensionamiento de la flota detransporte, dado los altos costos de inversión que requiere la industria y las diferenciasentre las alternativas de inversión, ya que la inversión relacionada con una plantaproductiva es aproximadamente 4 veces mayor que la correspondiente a una unidad detransporte (camión mixer), es decir, la inversión más relevante se centra en la flota decamiones (aproximadamente USD 127.000 por unidad, con un mínimo de 10 camioneshasta un máximo de 45 camiones por planta), frente a la cual, la inversión relacionada ala planta es relativamente pequeña (aproximadamente USD 500.000 incluyendoinstalación de esta). Por esto, las barreras de entrada que plantea esta industria(inversión y know how) se encuentran principalmente en la logística que realiza la flota.Contrario a estos datos, las últimas inversiones para aumentar la capacidad deproducción han estado asociadas a la compra de camiones, sin realizar un estudio queavale esta compra, más allá de saber que las capacidades nominales de la planta sonmayores que las de transporte (las capacidades nominales de las planta varían entre120 y 60 m3/hr, y la capacidad de cada camión se limita a 7.5 m3, por restricción depeso).
Así, la situación actual, en la Región Metropolitana, fluctúa desde la que presentóun promedio menor de camiones disponibles en el 2005 como Lo Espejo (externa), con14 camiones, hasta la de mayor promedio de camiones disponibles en el mismo año,Renca, con 37 camiones.
En la actualidad los camiones se asignan a cada planta en función de laproximidad de la demanda esperada (generalmente nuevas obras en construcción) perolos problemas surgen al no tener una demanda homogénea (plana) a lo largo del día ytener peaks que superen la capacidad de transporte del hormigón.
Actualmente, Pétreos cuenta con un Call Center encargado de la toma de pedidosa los clientes, estos deben realizarse con dos días de anticipación. Los agentestelefónicos ingresan al sistema los datos del pedido (dirección, volumen, hora delpedido y tiempo estimado de traslado en caso de ser insuficiente el que asigna elsistema), posterior a esto, el sistema hace llegar la información de los requerimientos delos pedidos al supervisor correspondiente. El sistema es el que define cual es la zonade influencia de cada planta y asigna cada pedido según ese criterio. En caso de que lademanda supere la capacidad de distribución de alguna de las plantas (señalado por elsistema), se le solicita a la encargada del Call Center que renegocie los pedidos paraotra hora, generalmente el peak ocurre entre las 16:00 y las 18:00 hrs.)
Esto se suma a una cancelación de pedidos durante el día de aproximadamente el10% de los pedidos (en caso de lluvia el porcentaje puede llegar al 80%), aún así el

6
nivel de servicio (asociado a los pedidos que llegan a tiempo) en los mejores casosllega al 80%, teniendo un promedio de 75%.
El sistema en general (todas las plantas de producción de hormigón premezclado)tiene reasignaciones de camiones de forma mensual, esto se realiza tomando encuenta aquellas obras de mayor envergadura que comienzan o están en curso en cadaregión, con las que se ha llegado a acuerdo. Pese a tener movilidad de camiones dentrode todo el país, el único criterio que se utiliza para reasignarlos es la demanda asociadaal sector o la región a la cual se destinan.
Pese a esta movilidad, existe dentro de la empresa una creencia de congestión enlas plantas, de hecho planteó como hipótesis del estudio la existencia de rendimientosdecrecientes a escala, donde existiría una baja en la productividad asociada a lostiempos de espera, pero no hay una medición asociada a este juicio, por lo que seráparte del estudio a realizar.
No se descarta una propuesta a futuro de estudiar un sistema consolidado demovilidad de camiones mixer entre plantas, pero se considera necesario establecer enuna primera instancia como afectará a una planta el agregar o retirar camiones de laflota asignada (y su impacto en la congestión de esta). Esto motiva el estudio entre lacapacidad de producción y la capacidad de distribución.
En el gráfico Nº 2 se muestra una dispersión de los tiempos de espera de loscamiones en la Planta de Quilín en el mes de Agosto, graficados con respecto a la horade regreso del camión del último viaje, se destaca en un rectángulo el tiempo previstopara el almuerzo de los choferes. Se desconoce el momento del almuerzo y aquellosinconvenientes que se puedan haber producido y generado esperas excesivas, por esosolo se expone como ejemplo, se medirán estos tiempos en terreno para validar estostiempos.
Grafico Nº 2Tiempos en espera de Camiones en Planta Quilín en el mes de Agosto
Fuente: Elaboración propia
Almuerzo

7
En el ejemplo expuesto anteriormente se obtiene que durante el mes de Agostolos camiones estuvieron un promedio de 47 minutos diarios en espera, después deconsiderar 45 minutos de almuerzo. Queda de manifiesto la existencia de tiemposmuertos dentro de la planta, pero deben validarse estos datos contra las mediciones enplanta para ver las causas de estas demoras y ver si se asocian a congestión u otrarazón no considerada hasta ahora.
Por esto, el trabajo propuesto consiste en encontrar la capacidad de distribuciónóptima de hormigón con respecto a la capacidad de producción, para esto se esperaconstruir una curva que relacione el número de camiones que trabaja en una plantacon los tiempos asociados a los procesos dentro de esta, para llevar a cabo larealización de esto, es necesario el estudio de estos procesos de manera detallada. Apartir de estos resultados se propondrán escenarios de mejoras, basados en criterioseconómicos, de la situación actual.
Para el estudio a realizar se consideraran representativas las 2 plantas másgrandes (Renca y Quilín) con capacidades nominales de 240 m3/hr y 180 m3/hrrespectivamente (ambas con dos bocas de carga). Estas plantas son las que cuentancon la mayor flota asociada (80 camiones aproximadamente), por lo que se presumeque sean las que presenten mayores congestiones internas.
Teniendo en cuenta las dimensiones del problema, es relevante realizar el estudioantes mencionado en función de obtener mejoras tanto en los niveles actuales deproducción, como en las futuras expansiones de capacidad.
1.4. Objetivos de la Memoria
General:
• Estudiar la relación entre capacidad de Distribución y la capacidad decarga de una planta de hormigón de Pétreos S.A. para apoyar la toma dedecisiones al respecto.
Específicos:
• Caracterizar cada una de las principales actividades que forman parte delproceso productivo del hormigón.
• Generar una curva de tiempos de congestión en función del númerode camiones para la planta.
• Generar índices de producción y congestión dentro de las plantas.
• Proponer y evaluar económicamente medidas de mejoras.

8
1.5. Metodología
La metodología a utilizar en el desarrollo del modelo en el que se basa estamemoria está basada en los campos de investigación que propone Carmichael2 para elcaso de la producción de hormigón premezclado, estos son:
1. Modelos de fuente finita v/s fuente infinita: Una fuente es el lugar del cualprovienen las entidades (en este caso, camiones mixer). Se asumirá una fuente finita deunidades en el sistema, esto debido a las características del problema. Carmichaelplantea que al encontrarse dentro de una ciudad con una flota definida de camionespara una planta fija, lo más apropiado es definir una fuente finita de unidades.
2. Distribuciones de tiempos entre llegadas y tiempos de viaje: Se debe estudiarlos tiempos de viaje de los camiones o los tiempos entre llegadas en la planta, según lafuente seleccionada para el modelo, ya que estos serán el primer parámetro del modelode colas. En el caso de la fuente finita, se utilizan los tiempos de viaje, en el caso deuna fuente infinita, se utilizan los tiempos entre llegadas.
Carmichael asume una distribución de Poisson o una Erlang para el tiempo deviaje y una distribución exponencial para los tiempos entre llegadas, pero esto deberácontrastarse con los datos del año 2005 (los cuales serán la base para el estudio deesta memoria) debido a que para llegar a esos supuestos se estudiaron plantas con unnúmero menor de camiones (aproximadamente 27 camiones, contra los 37 que hay enestudio). Por el supuesto asumido en el punto 1, fuente finita de camiones, se centraráel estudio en los tiempos de viaje.
3. Distribuciones de tiempos de carga: Se propone una distribución constante ouna erlang con un parámetro l grande (una erlang es una suma de distribucionesexponenciales, el parámetro l designa el número de exponenciales sumadas). Como nose dispone de una medición anterior de este punto, estos tiempos serán medidosdirectamente en las plantas, pero por las características de las bocas de carga y losdemás procesos involucrados, es un supuesto razonable (no debiera haber diferenciaentre cargar un camión y otro).
4. Distribución de tiempos de descarga: Se estudiarán los registros disponiblesdel año 2005, y como la teoría predice una distribución de tipo Erlang en los tiempos deestadía en obra (espera y descarga) se tomará como un solo tiempo la estadía delcamión en obra.
Posterior a la confección del modelo, se procederá a validarlo utilizando métodosestadísticos de comparación de medias (prueba t) y el método de las corridas.
Una vez validado, el paso siguiente consiste en correr el modelo simulandoescenarios con distintos parámetros (Nº de camiones) para estudiar congestiones,oportunidades de inversión y posibles escenarios alternativos.
2 CARMICHAEL D.G. 1987. Engineering queues in construction and mining. England, EllisHorwood. 375p. (Ellis Horwood Series in Civil Engineering)

9
CAPITULO II: Marco Teórico2.1 Conceptos Básicos de Teorías de Colas
Al analizar las características del problema a resolver, estudiando el sistemaactual de producción de Pétreos S.A. con el fin de establecer la relación existente entrelas capacidades de distribución y de producción, surge la necesidad de estudiar lascolas y las congestiones que se producen en la planta de producción de hormigón. Poresto el marco teórico propuesto se basa en la teoría de colas expuesta en el libro“Engineering Queues in construction and mining” de D.G. Carmichael, incluido todos lossupuestos donde no se indique lo contrario.
Una cola ocurre debido a que la demanda de un servicio excede la capacidad deproveerlo a causa del tiempo que requiere llevar a cabo dicho proceso. Según el diseñodel sistema, las colas o la inexistencia de ellas producirá tiempos ociosos en lasunidades que buscan el servicio o los sistemas que lo proveen respectivamente. Existeuna solución optima (económica) para cada problema y esta generalmente involucra untrade off entre proveer una capacidad de servicio extra al costo (al mismo costo) yproveer una menor capacidad de servicio.
Lo anterior, sumado a que es difícil realizar un análisis intuitivo debido a lanaturaleza inherentemente probabilística del problema, en general debido a que existealeatoriedad asociada con las llegadas de las unidades a ser servidas y el servicio deestas unidades, hace fundamental el uso de modelos de colas (o modelos de líneas deespera) para entregar una visión dentro del problema acerca de los tiempos de espera,tiempos de ocio y otras características del sistema.
Los modelos son desarrollados en términos generales en función de las unidadesque llegan para ser servidas y los subsistemas que proveen los servicios. En el casoconcerniente a esta memoria de titulo, las unidades que llegan serán los camionesmixer y los proveedores del servicio serán los distintos subsistemas que interactúencon el camión en la planta.
Los modelos de colas deben ser caracterizados de acuerdo a:
• Origen de entradas del modelo:
Las unidades que entran al modelo derivan de un origen, en particular para esteproblema, se asumirá que el origen de los camiones mixer es un ciclo finito y que lallegada de los camiones es independiente de cuantos camiones hay en el sistema. Seestudiará otro supuesto clásico de la teoría de colas, la posibilidad de caracterizar lasllegadas bajo una distribución de probabilidad.
• Mecanismo del servicio:
El mecanismo de servicio dependerá del número de servidores (proveedores delservicio) existentes, puede que exista más de un servidor, generalmente puestos enserie o paralelo. Los tiempos involucrados en cada uno de los servicios también soncomúnmente caracterizados por distribuciones de probabilidad. Para el problema en

10
estudio se utilizará una red de colas, dependiendo de las distintas configuraciones delos subsistemas de la planta (por ejemplo, en la carga del hormigón, si una planta tienedos bocas, se caracterizará como dos servidores en paralelo), estudiando también demanera independiente los tiempos involucrados (no todas las bocas de carga soniguales en capacidad).
• Orden de atención:
Este punto es referido a la manera como son atendidas las unidades. Existendiversos valores otorgables a este punto, pero este trabajo se enmarcará solo en elorden FIFO (first in, first out) debido a las características del producto (altamenteperecible).
• Características de la cola:
La cola de espera puede caracterizarse como finita o infinita (según el largo), eneste caso, la primera cola de espera es considerada infinita (debido a que los camionesson propios y no se permiten renegados) y a las demás se les asignará un valorestimado según la capacidad física que exista entre los subsistemas (participantes delproceso productivo del hormigón).
Generalmente cada cola es representada a través de una notación estándar de lamanera (a/b/c):(d/e/f), donde a es la distribución de probabilidad asociada a lasllegadas, b es la distribución de probabilidad asociada al servicio, c es el número deservidores en paralelo, d es el orden de atención, e es el máximo número de unidadespermitidas por el sistema y f es el número de unidades que pueden entrar al sistema.
Para el trabajo a realizar, se definirá durante el transcurso del estudio los valoresde a, b y c, dejando establecido de antemano que el orden de atención es FIFO (d) yque los valores de e y f estarán dados por el número de camiones que se asignan acada planta, es decir, será una de las variables del modelo.
Las ventajas de los modelos de colas para caracterizar la congestión dentro de unsistema recae en la posibilidad de obtener valores para algunos índices, como son:tiempos de espera de las unidades en el sistema, largos de cola (número de unidadesen el sistema), tiempos ociosos del servidor, tiempos ociosos de las unidades, etc.Estos índices, relacionados con los costos respectivos para la empresa, serán claves enla definición de una relación óptima entre las capacidades de producción y distribución,así como también en la generación de una curva que permita relacionar los tiemposperdidos en los procesos internos de la planta en función del número de camiones.

11
2.2 Conceptos y Definición Distribuciones de Probabilidad
Tanto el origen de las unidades del modelo, como el mecanismo de serviciosuelen describirse a través de distribuciones de probabilidad las cuales reflejancaracterísticas estadísticas fundamentales del proceso. Convencionalmente losmodelos de teoría de colas se representan con distribuciones como Exponencial, Erlango distribuciones constantes, aunque es posible utilizar otras distribuciones. Sinembargo, la distribución más tratable matemáticamente es la Exponencial, aun quepuede no ser la más apta para las representaciones de las características estadísticasfundamentales. En el caso concerniente a este trabajo de titulo, será necesario estudiarla caracterización sobre la base de los tiempos, ya que no se puede asumir a priori unadistribución específica, más aún si se utilizará un modelo de fuente finita (que requierelos tiempos de ciclo externo y no los tiempos entre llegadas).
Para encontrar estas distribuciones es posible aplicar diversos test estadísticos:
• Chi-Cuadrado: Este test trabaja sobre las hipótesis:
H0 : Los Datos siguen una distribución específica.H1 : Los Datos NO siguen una distribución específica.
Para la realización de este test, es necesario separar los datos enintervalos y definir un estadístico dado por la siguiente formula:
()Τϕ/Φ2 17.672 Τφ1 0 0 1 363.6 384.48 Τµ ()∑=
−=
k
i i
ii
pnpnn
1
22
**
χ
Donde n es el número total de datos, k el número de intervalos, ni es elnúmero de datos del intervalo i y pi es la probabilidad esperada del intervalo i.
El test se aprueba si el estadístico es menor que el valor de tabla de unaChi Cuadrado para un nivel de significancia á (5% en todo el trabajo) y (k-c) gradosde libertad (k es el número de intervalos y c el número de parámetros de cadadistribución).
• Kolmogorov-Smirnov: Este test trabaja sobre las hipótesis:
H0 : Los Datos siguen una distribución específica.H1 : Los Datos NO siguen una distribución específica.
Para la realización de este test, es necesario definir un estadístico(llamado Kolmogorov-Smirnov) dado por la siguiente formula:
()Τϕ/Φ2 19.215 Τφ1 0 0 1 203.04 110.64 Τµ ()()Τϕ/Φ2 15.84 Τφ1 0 0 1 454.56 91.68 Τµ ()ni
nixFDynixF
niDdonde
DDD
,...,1,1)(max,...,1,)(max:
,max
=
−
−==
−=
=
−+
−+

12
Donde x es el valor del i-ésimo punto, n el número total de puntos y F(x)es la función de distribución acumulada teórica correspondiente a testear.
El test se aprueba si el estadístico es menor que el valor estándar para unestadístico de Kolmogorov-Smirnov para un nivel de significancia á (5% en todo eltrabajo) y el número de datos correspondientes.
• Anderson Darling: Este test trabaja sobre las hipótesis:
H0 : Los Datos siguen una distribución específica.H1 : Los Datos NO siguen una distribución específica.
Esta prueba testea la calidad del ajuste de la distribución acumulada conrespecto a los datos de entrada, poniendo énfasis en las colas de lasdistribuciones. Para la realización de este test, es necesario definir un estadístico(llamado Anderson-Darling) dado por la siguiente formula:
[ ][ ]∫
∞
∞− −−
= )()(1*)(
)()( 22 xdF
xFxFxFxFnA n
n
Donde n es el número de datos, F(x) es la función de distribuciónacumulada teórica correspondiente a testear y Fn(x) es la función de distribuciónacumulada de los datos ingresados.
El test se aprueba si el estadístico es menor que el valor estándar para unestadístico de Anderson-Darling para un nivel de significancia á (5% en todo eltrabajo) y el número de datos correspondientes.
A partir de estos test, se buscará la o las distribuciones que mejor ajusten a lostiempos involucrados en los procesos, para obtener una buena caracterización delproblema.
2.3 Modelo de colas cíclicas aplicado a la Producción de Hormigón
Para la realización de este trabajo es necesario considerar un tipo de modelo decolas necesario para la correcta caracterización de los procesos, modelo de colascíclicas.
Un modelo de colas cíclicas consiste en la caracterización de un proceso en elcual existe un número finito de fases en un ciclo cerrado, en cada fase, una entidadrecibe un servicio. Cada una de las fases involucradas tendrá asociada un tiempo deservicio y puede tener mas de un servidor. La teoría predice que los tiempos de carga ydescarga debieran ajustar a una distribución del tipo Erlang o un valor determinístico.
Cada fase puede ser caracterizada por la cantidad de entidades existentes en elservicio o en la cola de este, siendo la suma total de esta caracterización, igual alnúmero de entidades en el sistema. Esto permite un análisis más acabado de la

13
utilización de cada uno de las fases y permite una panorámica más general delproblema.
La resolución teórica del sistema (para obtener los largos de cola y los tiempospromedio en cola) se realiza estudiando una red de nodos, en que cada nodorepresenta un estado del sistema (el número de unidades que se encuentra en cadauno de los servidores) y asignando una probabilidad de pasar de un estado a otro.
Debido a la gran cantidad de nodos posibles por el sistema (considerando cargadel hormigón, ajuste del hormigón, pesaje del camión mixer, viaje de ida a la obra,descarga, viaje de vuelta hacia la planta) se obtendría una red de tamaño Ncam6,donde Ncam es el número de camiones en el sistema.
Por esto, se recurrirá a una solución alternativa, simulando el modelo de colas deespera, para encontrar los largos de cola y el tiempo de espera promedio del sistema,mas los índices de producción que se diseñen en capítulos posteriores.

14
CAPITULO III: Análisis de Datos y Procesos3.1 Estudios exploratorios
Para la realización de estos estudios se utilizaron los datos de la producción totaldel año 2005, proporcionados por el área de logística de la empresa.
En una primera instancia se planteó la necesidad de estudiar posiblesestacionalidades dentro de la demanda de hormigón (se centrarán los estudios solo enla demanda satisfecha, por razones de accesibilidad a los datos), es así que surge lanecesidad de conocer el comportamiento de la demanda, tanto mensual, semanal comodiariamente.
Para un estudio mensual, es necesario considerar los datos del mercado delhormigón en los últimos años, en el gráfico Nº 3, se expone la producción total dehormigón premezclado en la región metropolitana. De este, es posible observar queexisten algunos parámetros en común en la demanda del hormigón, como es la baja enel mes de Junio (esperable por las dificultades de la utilización del hormigón bajocondiciones climáticas adversas).
Grafico Nº 3Producción de Hormigón en Región Metropolitana
100
50,100
100,100
150,100
200,100
250,100
300,100
0 1 2 3 4 5 6 7 8 9 10 11 12Mes
M3
20062005200420032002
Fuente: Elaboración propia
En contraste con la situación expuesta en el mercado del hormigón premezclado,la demanda observada por la empresa Pétreos S.A. en el año 2005 solo concordó con
15
el peak observado en el mes de Abril, manteniendo el resto del año una producción singrandes fluctuaciones.
Es por esto que no es posible prever el comportamiento de la demanda de laempresa Pétreos S.A. con respecto al resto del mercado, de hecho, la correlación entrela producción total de la industria y la empresa es despreciable (0.006), debido a que laempresa produce bajo un régimen mucho menos variable que el comportamiento delmercado en general.
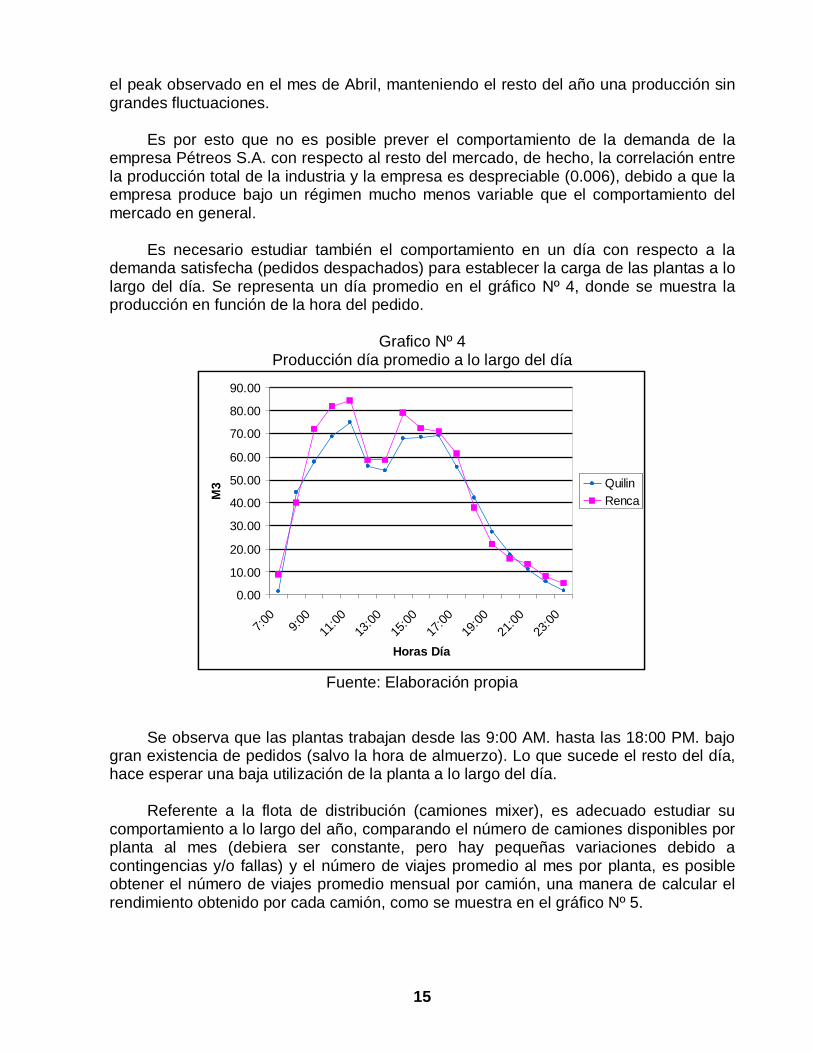
Es necesario estudiar también el comportamiento en un día con respecto a lademanda satisfecha (pedidos despachados) para establecer la carga de las plantas a lolargo del día. Se representa un día promedio en el gráfico Nº 4, donde se muestra laproducción en función de la hora del pedido.
Grafico Nº 4Producción día promedio a lo largo del día
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
7:00
9:00
11:00
13:00
15:00
17:00
19:00
21:00
23:00
Horas Día
M3 Quilin
Renca
Fuente: Elaboración propia
Se observa que las plantas trabajan desde las 9:00 AM. hasta las 18:00 PM. bajogran existencia de pedidos (salvo la hora de almuerzo). Lo que sucede el resto del día,hace esperar una baja utilización de la planta a lo largo del día.
Referente a la flota de distribución (camiones mixer), es adecuado estudiar sucomportamiento a lo largo del año, comparando el número de camiones disponibles porplanta al mes (debiera ser constante, pero hay pequeñas variaciones debido acontingencias y/o fallas) y el número de viajes promedio al mes por planta, es posibleobtener el número de viajes promedio mensual por camión, una manera de calcular elrendimiento obtenido por cada camión, como se muestra en el gráfico Nº 5.

16
Grafico Nº 5Viajes Promedio por Camión
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
1 2 3 4 5 6 7 8 9 10 11 12
Mes
NºV
iaje
s
QuilinRenca
Promedio de Promedio
Mes
Planta
Fuente: Elaboración propia
Se observan curvas similares a las observadas en la producción total de lasplantas, contrastados estos resultados con juicios de los ejecutivos de la empresa, seexplicaron los supuestos aumentos de productividad de cada camión mixer debido a unaumento de la jornada laboral de los operarios de estos (por lo tanto una mayorpresencia del camión en la planta, lo que explica que se lograra aumentar las vueltaspromedio por camión, por ejemplo, durante el mes de Abril).
3.2 Estudio de Procesos
Para la realización del modelo de colas, que será la base del estudio de la relaciónde capacidades de carga y distribución, es necesario definir las entidades que prestanservicios a los camiones mixer en las plantas, así como también conocer los distintosprocesos que existen fuera de la planta y la caracterización de ellos a utilizar en elmodelo.
Realizado el estudio en las 3 plantas representativas, se obtiene un diagrama deprocesos que se muestra en la figura Nº 1, donde se muestran en gris aquellosprocesos o entidades que se encuentran al interior de la planta y en blanco aquellosque ocurren al exterior de las plantas y sobre los cuales no se tiene control.

17
Figura Nº 1
Fuente: Elaboración propia
El proceso del camión comienza con la entrada de los camiones a la jornada (secitan a los operadores de mixer por turnos programados), estos pasan a cargar a laplanta (se da aquí la primera cola de espera), existen dos tipos de plantas de hormigón,las plantas dosificadoras y las mezcladoras. Las plantas dosificadoras agregan losáridos, los aditivos, el agua y el cemento al camión para que este los mezcle,generalmente, para pedidos grandes (7.5 m3) es necesario más de una carga (lacapacidad de las balanzas es menor a 7 m3) lo que hace que las plantas dosificadorassean más lentas. Las plantas mezcladoras tienen la capacidad de mezclar todo elmaterial de una vez, lo que hace que el tiempo que se demora en pesar el material, nose traspase en espera al camión mixer, ya que este solo requiere el tiempo necesariopara cargar la mezcla toda de una sola vez.
En la etapa de carga, a cada operador se le entrega una guía de despacho con unsello y se carga el camión mixer con hormigón premezclado, con las dosificacionesadecuadas de áridos, cemento y aditivos, pero se agrega menos del agua indicada porla fórmula, para que el operador del mixer sea quien “ajuste el cono” (agregue agua encantidades adecuadas para que el pedido cumpla con las especificaciones del cono deAbrams, medida de calidad del hormigón en planta).
A continuación, el operador coloca el camión mixer bajo a plataforma depreparación del cono, para ajustar este (agregar el agua necesaria para aprobar elcontrol de calidad del cono de Abrams en planta, debe contemplar el agua que sepueda evaporar en el trayecto). Una vez ajustado el cono, el operador coloca el sello enla canoa del camión y pasa al proceso siguiente, que corresponde al pesaje en romana,si esta se encuentra vacía, el proceso se limita al camión mixer pasando lentamente porla romana, pero existe, en una de las plantas estudiadas, un doble uso para la romana,ya que por ella deben pasar los camiones que proveen áridos a las plantas y loscamiones mixer antes de dirigirse a la obra.
Luego de completar el pesaje, comienzan los procesos externos y bajo los cualesno se tiene control, esto incluye los viajes de la planta hacia la obra, descarga delhormigón en la obra y viaje de regreso a la planta. Los viajes contemplados secaracterizarán por periodos obtenidos en base a los datos del año 2005.
Carga delHormigón no
ajustado
Ajuste delCono delHormigón
Pesaje enRomana
Almuerzo
Viaje desdela planta a la
obra
Viaje desdela obra a la
planta
Descarga delHormigón en
la obra
Lavado delcamión en
planta
Origen deCamiones Mixer
Estacionamiento

18
Finalmente el proceso termina con la llegada del camión mixer a la planta, dondeel operador lava el vehiculo antes de comenzar el ciclo de nuevo. Es importante señalarque entre las 11:30 y las 15:30 existe la posibilidad de que el operador quiera almorzar,quedando esta decisión en sus manos o en las manos del operador de planta según lasnecesidades del día. El ciclo se completara mientras no sobrepase el horario de trabajodel operario.
3.3 Caracterización de Tiempos de Viaje
En una primera instancia, se señalo la necesidad de caracterizar los tiempos deviaje de los camiones mixer desde la salida de la planta, hasta el regreso a esta. Debidoa que bajo esta configuración es imposible medir la calidad de servicio (la calidad deservicio se mide como el porcentaje de pedidos que llegan en un rango de más menosquince minutos de la hora solicitada). Es importante medir este índice debido a que,generalmente, existe una programación en obra para recepcionar el pedido delhormigón y no cumplir con el compromiso de entrega alterará el funcionamiento de laobra.
Debido a esto, se optó por estudiar los tiempos de viaje de ida y vuelta, más eltiempo en que se demora la descarga del hormigón en obra. Así es posible medir elnivel de servicio de cada escenario a modelar.
Para el estudio de los tiempos de viaje se procedió a buscar los distintos periodosexistentes en el año, a partir de los datos de producción del año 2005 (se limitó elestudio al año 2005 por un problema de capacidad del software utilizado, ya que un añopuede llegar a tener 35.000 viajes y Excel solo permite 65.000 filas aproximadamente,lo que limitaría el análisis a un año).
Se utilizaron distintas configuraciones para estudiar las estacionalidades operiodos a lo largo del año, estudiando las variaciones por semana, por mes, por día dela semana. Utilizando un criterio donde se agrupaban aquellos elementos que tuvieranun promedio estadísticamente igual (testeado mediante test Anova, ver ejemplo en elAnexo A) y privilegiando el mínimo número de grupos a obtener, se opto por unaconfiguración mixta, donde se asociaron los días de la semana correspondientes a cadames, obteniendo así un universo de 60 unidades distintas agrupables (12 meses x 5días a la semana).
Se realizó este procedimiento en cada una de las plantas consideradasrepresentativas en la empresa, con el fin de definir las estacionalidadescorrespondientes a la zona de influencia que posee cada planta (zona geográfica a lacual provee la planta). Así, se encontraron 5 periodos distintos en la planta de Quilín y 6periodos distintos en la planta de Renca.
Cada uno de estos periodos originará un modelo distinto, debido a que lostiempos de viaje están caracterizados por periodos diferentes y por esto, tendránparámetros distintos.
19
Sin embargo, no es suficiente definir la estacionalidad para los diferentes periodosdel año, ya que, intuitivamente, se sabe que existen distintas horas de congestión a lolargo del día, por lo que es necesario volver a realizar el mismo tratamiento a lo largodel día, esto es, analizar los datos y buscar estacionalidades dentro del día, agrupandoaquellos que posean un promedio estadísticamente similar. Para esto se contrastará eltiempo de cada viaje (ya sea desde la planta a la obra o viceversa) con la hora de iniciode este (la hora que salió del lugar respectivo).
Con esto, se obtiene un total de 5 a 6 periodos (dependiendo de la planta) cadauno con una división de un máximo de 4 grupos horarios. Los horarios encontradoscondicionan los posibles escenarios a modelar, ya que se disponen datos de salidas delas plantas desde las 7:00 hasta las 21:00 hrs. Y se disponen de datos de salidas de lasobras desde las 8:00 hasta las 24:00 hrs.
Posteriormente, se procedió a analizar si cada uno de las estacionalidadesencontradas se ajusta a una distribución de probabilidad, para esto se utilizaron los testexpuestos en el capitulo 2.2, los cuales dispone el software StatFit, y muestreosaleatorios de 400 datos, realizados en Excel, ordenando los datos disponibles de mayora menor por un número generado aleatoriamente.
Es posible observar que las distribuciones que ajustan a los datos, sonconsecuentes con los periodos, esto es, para un mismo periodo (distintos gruposhorarios), se ajusta una distribución, cuyos parámetros varían levemente en el día.
Se anexan los periodos encontrados, el correspondiente análisis estadístico y losajustes de distribuciones de probabilidad a cada una de las divisiones horarias de cadaperiodo (ver Anexo B).
Se anexa también un ejemplo de la aplicación de los test de probabilidad (veranexo C)
3.4 Caracterización de Tiempos de Descarga
Los tiempos de descarga del hormigón serán caracterizados en función del tipo dehormigón transportado, existen más de 3.000 formulas distintas de dosificación dehormigón, pero en su mayoría se pueden clasificar en grandes grupos de productos, enel gráfico Nº 6 se observa los tiempos de estadía en obra según el tipo de hormigón.Estos grupos son independientes de los periodos tratados en el punto 3.3.

20
Gráfico Nº 6Tiempos de Estadía en Obra según tipo de hormigón
05
101520253035404550
Tiempo deEspera
Tiempo deDescarga
Tiempo deLavado
Etapa
Min
utos
HBHNMRSHFOtros
Fuente: Elaboración Propia
Los grupos utilizados en la elaboración del gráfico son aquellos que presentanmayor número de apariciones en la producción del año 2005, estos son: HormigonesBombeados (HB), Hormigones Normales (HN), Morteros de Relleno (MR), HormigónEstructural por sacos (S) y Hormigones para Pavimento Vial (HF), se observa tambiénla aparición de un grupo denominado Otros, donde se agrupan todos aquellos tipos dehormigones cuya participación fue inferior al 1% de los despachos en el año 2005.
Como se observan algunas similitudes entre los tiempos de los distintos grupos,se procede a realizar test ANOVA para estudiar posibles igualdades estadísticas entrelos tiempos de uno y otro grupo, siendo aceptadas la igualdad entre las medias de losgrupos HN y S, y la de los grupos HB y HF. Juntando los grupos mencionados, esposible llegar a una situación con 4 grupos como se muestra en el gráfico Nº 7. Seobserva también que el grupo Otros presenta tiempos similares al Hormigón Normal,pero las diferencias de varianza (mucho mayor en el caso del grupo Otros) invalida eltest ANOVA.

21
Gráfico Nº 7Tiempos de Estadía en Obra según tipo de Hormigón Agregado
0
5
10
15
20
25
30
35
40
45
50
Tiempo deEspera
Tiempo deDescarga
Tiempo deLavado
Etapa
Min
utos
HB + HFHN + SMROtros
Fuente: Elaboración Propia
En el gráfico Nº 8, se observa el porcentaje de participación de cada uno de losgrupos en los despachos del año 2005. Analizando el porcentaje de los despachos quepresenta cada tipo de hormigón es posible observar que tras la unión de los gruposrealizada, la suma de los porcentajes de los grupos HN+S, HB+HF y MR alcanza el94%, por lo que se restringirá el estudio del modelo a la inclusión de tres tipos dehormigón, asociando la nueva participación (porcentaje relativo usando los tres como el100% de tipos de hormigón) como la probabilidad de pedido de cada grupo, así quedaconformado como: HB+HF con un 57% de probabilidad, HN+S con un 38% deprobabilidad y MR con un 5% de Probabilidad.
Gráfico Nº 8Porcentaje de Participación de Grupos en Despachos 2005
54%35%
5%6%
HB +HF
HN + S
MR
Otros
Fuente: Elaboración Propia

22
Los grupos obtenidos son consecuentes con los tipos de descarga de cada familiade hormigones, esto es, según el método de descarga que se realiza en obra, seespera que los resultados se comporten como los gráficos mostrados anteriormente. Acontinuación se explican los tipos de descarga de cada grupo obtenido:
1. Hormigones Bombeados y para Pavimento Vial (HB y HF): se descarga sobreestanques para que una bomba lo transporte hacia el lugar en que es requerido odirectamente sobre el lugar a pavimentar respectivamente.
2. Hormigón Normal (HN): Se descarga en recipientes pequeños desde elcamión (puede ser incluso carretillas) y se transporta hacia el lugar de destino deformas que van desde la manual (hombre con carretilla) hasta grúas llevandohormigoneras (recipientes contenedores del hormigón). Teóricamente, debiera ser elmétodo de descarga más lento.
3. Mortero de Relleno (MR): se descarga directamente desde el camión mixerhacia su destino (relleno de zanjas, excavaciones contra muros de subterráneos,estribos en acceso a puentes, tuberías en zanjas, base para pavimentos, excavacionespara estanques subterráneos, tuberías en desuso, túneles abandonados y piquesmineros). Debido a su características de fluidez y auto nivelación, es el que permite ladescarga más rápida.
Al igual que los tiempos de viaje, se testeo la hipótesis de que los tiempos dedescarga respondan a una distribución de probabilidad. Para esto se realizó unmuestreo aleatorio de 750 datos por cada tipo de hormigón obteniendo dos de los tresgrupos una distribución del tipo Erlang (consistente con la teoría expuesta porCarmichael, que propone distribuciones Erlang para los tiempos de descarga). El grupode los Morteros de Relleno es distinto, pero al ser el menor, se tiene que el 95% de loscasos responde a la teoría.
3.5 Caracterización de Tiempos de Carga
Los tiempos de carga del hormigón no ajustado fueron tomados en planta, paraesto se trabaja bajo el supuesto de que los tiempos de carga no dependen ni de la horani del día del año, ya que la planta generalmente opera bajo las mismas condicionessiempre. Tampoco se considero la capacidad nominal de la planta, quedando lasdiferencias entre estas plasmadas exclusivamente en los tiempos de carga (no seconsideraran iguales dos plantas a menos compartan características de capacidad y defabricante).
El análisis de los tiempos consiste en el estudio de los tiempos tomados a ciencamiones mixer cargados por planta, aproximadamente. Testeando si los tiemposinvolucrado en la carga de cada planta corresponden a alguna distribución deprobabilidad. La teoría plantea que una planta debiera tener tiempos de demoradistribuidos como una Erlang de parámetro l grande o como una constante, pero almedir estos tiempos, se encuentra que existen diferencias entre los operadores demixer para ubicarse bajo la manga de carga, por lo que se considera como tiempo decarga el tiempo desde que el camión mixer trata de ingresar a cargar, hasta que sale deeste proceso, se cree que esta diferencia es la que agrega una mayor desviación

23
estándar al proceso lo que provoca que las distribuciones no correspondancompletamente a la teoría, si bien, dos bocas de carga similares como las que existenen Renca presentan distribuciones Erlang similares, los parámetros l de estasdistribuciones son bajos, precisamente el efecto que provoca una mayor desviación lostiempos de carga (la “cola” de la distribución es más larga hacia la derecha).
Se anexan los histogramas de los tiempos obtenidos en las plantas de Renca yQuilín, con las respectivas curvas de ajuste según la distribución de Probabilidadobtenida según los test (ver Anexo D).
3.6 Caracterización de Tiempos de Preparación de Cono
Así como en el punto anterior, los tiempos de preparación de cono (o de ajuste delhormigón) fueron tomados en planta, para esto, también se trabaja bajo el supuesto deque los tiempos de carga no dependen ni de la hora ni del día del año, ya que más biendepende de la habilidad de cada uno de los operarios, según lo observado en planta ybajo el juicio de los operadores de estas.
La teoría no hace especial hincapié en esta parte del proceso, por lo que no setienen antecedentes de cómo debiera comportarse, pero para ambas plantas (Quilín yRenca) se obtuvo distribuciones del tipo Erlang de parámetro l =2, difiriendo en la media(se explica por ser la carga de Renca realizada por plantas dosificadoras, mientras enQuilín se realiza en gran parte por una planta mezcladora y en menor medida por unaplanta dosificadora, entregando la planta mezcladora un mejor ajuste del cono, lo que,teóricamente, debiera reflejarse en menores tiempos de preparación del cono).
Se anexan los histogramas de los tiempos obtenidos en las plantas de Renca yQuilín, con las respectivas curvas de ajuste según la distribución de Probabilidadobtenida según los test (ver Anexo E).

24
CAPITULO IV: Modelamiento de la Situación Actual4.1 Entidades
Al definir el modelo, es necesario estudiar las entidades que participan de este, esposible diferenciar tres tipos de entidades distintas:
• Fuente Finita: Es la entidad que genera los camiones mixer, posee un númeromáximo de elementos a generar que es constante a lo largo del mes (varía solo porcontingencias).
• Servidores: Son las entidades que interactúan con los camiones mixerproveyendo algún servicio, para los procesos a describir, se consideraran comoservidores las plantas de hormigón (lugar de carga del hormigón no ajustado), laplataforma de preparación del hormigón (lugar de ajuste del cono), la romana (para elpesaje del camión) y el lavado del Camión en planta (al regresar de la obra).
• Colas de Espera: Son entidades virtuales consideradas para el estudio de lascongestiones en planta, antes de cada uno de los servidores considerados se colocaráuna cola de espera con el fin de generar índices de congestión para cada una de lasetapas de preparación del hormigón, estos índices serán: tiempo promedio en cola ylargo promedio de la cola.
En la tabla Nº 2 se muestra las configuraciones por planta de las entidadeshabilitadas en cada una de ellas.
Tabla Nº 2Quilín Renca
Nº de Plantasdisponibles 2 2
Nº de Plataformas depreparación de cono 4 6
Nº de Romanasdismponibles 1 1
Nº de Lugares deLavado disponible 2 2
Fuente: Elaboración propia
Es importante señalar que en lo referente a la romana, Quilín y Renca cuentan conuna, pero en ambas plantas no es prioritario el paso por ella antes de salir de la obra,de hecho, en Renca, mientras se realizaron las mediciones no se observo ningúncamión mixer que pasara por la romana, mientras que en Quilín, el camión mixer pasapor romana siempre y cuando esta no esté ocupada, pese a esto, en el modelo seincluye la romana debido a que permite ordenar la salida de los camiones mixer de laplanta.

25
4.2 Reglas
El modelo a realizar de las plantas, contempla una serie de reglas consistentescon lo que ocurre día a día en las operaciones relacionadas a ellas, a continuación, seexponen las reglas que debe cumplir el modelo, base de la simulación:
1. Horarios de Operación: Se considerarán despachos en la planta desde las7:00 AM. hasta las 21:00 PM. (como se menciona en los capítulos anteriores, debido ala disponibilidad de datos). También se restringen los viajes de vuelta desde la obra de8:00 AM. a 23:59 PM. por el mismo motivo.
2. Almuerzo: Se considerará que el almuerzo de los operadores de mixercomienza a las 11:30 AM. hasta las 15:30 PM. Esto significa que si uno de los viajesconcluye con la vuelta del camión mixer dentro de este horario, el operador procederá aalmorzar.
3. Orden de Atención: Cada una de las colas de espera tendrá un sistema deatención FIFO (first in, first out), asignando en planta el pedido correspondiente, segúnprioridad de la orden del pedido.
4. Tiempos involucrados: Cada tiempo asociado a cada uno de las etapas delproceso estará caracterizada por una distribución de probabilidad, o por un valordeterminístico, según corresponda de acuerdo a lo tratado en los capítulos anteriores.
5. Demanda de Pedidos: Se ingresa al modelo la distribución porcentual de lospedidos, esto es, el porcentaje de pedidos que se carga entre cada hora (en relacióncon el total del día), con el fin de que represente las distintas variaciones existentes enla demanda a lo largo del día.
6. Nivel de Servicio: Se mide en relación con el punto anterior, asumiendo unabuena programación de la carga con respecto al viaje (la empresa cuenta con unsoftware que realiza esta labor), se mide el porcentaje de pedidos que se cargan condemora.
4.3 Variables y Parámetros
El modelo de la situación actual debido al tratamiento de datos y las divisiones delos distintos tiempos involucrados tratados en el Capitulo 3, requiere como parámetroslas distribuciones de probabilidad tanto de los tiempos de carga, como de los tiemposde viaje y estadía en obra. Para la utilización de los tiempos de viaje, es necesarioincluir también como parámetro las horas en las que actúa cada sub-periodo asociado alas congestiones horarias y la zona de influencia geográfica de la planta.
Otro parámetro a ingresar es la probabilidad asignada a cada uno de los gruposformados con los tiempos de estadía en obra (ver punto 3.4), la cual se requiere paraasignar los pedidos según estas probabilidades.

26
Como variables se utilizan: el número de camiones mixer disponibles por planta, elnúmero de pedidos asociado a cada planta y el número de simulaciones a realizar porcada corrida del modelo.
4.4 Programación Computacional del Modelo
El modelo a realizar se encuentra programado en JAVA, para aprovechar lasbondades de la orientación a objetos que permite cambiar fácilmente el número demódulos de cada una de las entidades, por lo que programando una vez el ciclocompleto, después basta solo con la inclusión del número de entidades en cadaservidor.
El modelo consiste en un gran ciclo que va desde t=0 (7:00 AM) hasta t=1019(23:59 PM) que sigue minuto a minuto los camiones mixer (poseen un número comoidentificador) y que cumple el proceso descrito anteriormente de carga, preparación delcono, pesaje en romana, viaje de ida hacia la obra, estadía en obra (incluye descargadel hormigón), viaje de vuelta hacia la planta y la decisión de almorzar, finalizar turno ovolver al ciclo según la hora de finalización del viaje del camión mixer correspondiente.Cada periodo de tiempo contempla la realización de un modelo distinto equivalente a undía de operación, la suma proporcional de cada modelo según la cantidad de días enlos despachos 2005, proporciona la información suficiente para representar un año deproducción.
Se excluye el proceso de lavado en planta al regresar del viaje, debido a que seobservo que solo el 20% de los camiones mixer que regresan a la planta pasan por esteproceso, además de que los tiempos asociados a ese grupo de camiones mixer querealiza esta operación no presenta ningún comportamiento representable bajo unadistribución de probabilidad o a tiempos determinísticos.
Por otro lado, cada camión mixer tiene como atributos la hora de entrada y desalida a turnos, un indicador de la suma de minutos en cola del camión mixer, unindicador de si almorzó o no el operador y una matriz con el tiempo del comienzo y el finde cada viaje.
Con respecto a los servidores (boca de carga, plataforma de preparación del conoy romana) estos cuentan con solo un índice, de porcentaje de utilización.
Como se utilizan colas de espera antes de cada servidor, se dispuso que cada unade ellas tuviera un indicador del largo de la cola (entregado minuto a minuto) con lo quese puede obtener el largo de cola promedio de cada simulación.
Es necesario indicar que todos los parámetros señalados en el punto 4.3 (tiemposde carga, tiempos de viaje, tiempos de estadía en obra, probabilidades de producto,distribuciones horarias de sub-periodos y de pedidos) se ingresan a través de archivosde textos que cuentan con 3000 datos generados con el software StatFit (para el casode las distribuciones) o de forma manual (distribuciones horarias).

27
Por último, se debe señalar que los camiones entran de acuerdo con turnos, lo quese refleja en el modelo al que se le entregan los horarios de entrada y el número decamiones que ingresa por turno.
Los output del sistema son variables según la instancia en estudio, obteniendo asíalgunos indicadores de los servidores (ver punto 4.5), nivel de servicio asociado a lostiempos programados, etc.
En la Figura Nº 2 se puede observar un diagrama de flujo explicativo del modelo,donde se muestra con líneas continuas el flujo a seguir por el camión mixer y con líneaspunteadas los flujos de información. Falta considerar aquella información proporcionadapor el camión mixer en el modelo, esto es el número de viajes a realizar, el tiempoperdido en la planta, la duración de cada viaje y duración del turno.
Figura Nº 2Diagrama de Flujos del Modelo
Fuente: Elaboración propia
Se anexa el código del modelo (ver anexo F).
4.5 Índices Operacionales y de Congestión
Para el estudio y posterior evaluación del escenario actual es necesario estableceralgunos índices que permitan medir el desempeño del sistema (planta) en relación conlas variables manejables por la empresa directamente, número de camiones y demandadiaria (como la empresa trabaja contra pedido y continuamente rechaza o renegociapedidos por capacidad, se puede decir que es manejable la demanda, es decir, solo seaceptan los pedidos que se quiere aceptar).
Cola deEspera previa
a la carga
Ajuste delCono delHormigón
Pesaje enRomana
Almuerzo
Viaje desdela planta a
la obra
Viaje desdela obra a la
planta
Descarga delHormigón en
la obra
Fuente CamionesMixer, Ingreso por
turnosCarga del
Hormigón noajustado
Cola de Esperaprevia al Ajuste
del Cono
Tiempo de carga deacuerdo a distribución
de probabilidad
Tiempo de Ajuste de Conode acuerdo a distribución
de probabilidad
Cola de Esperaprevia al Ajuste
del Cono
Tiempo de PesajeConstante (1 min.)
Tiempo de Viaje Asignadode acuerdo a distribución deprobabilidad y hora de este
Tiempo de Viaje Asignadode acuerdo a distribución deprobabilidad y hora de este
Tiempo deAlmuerzo
Constante (30min.)
Tiempo asignado según tipode descarga con una
distribución de probabilidadasociado a cada uno
Tiempo de simulación(Equivalente enminutos al real)
Decisiónsegúnhora
Salida delmodelo
Tipo de descargaasociada a
probabilidad
Largo de Cola (NºCamiones)
Largo de Cola (NºCamiones)
Largo de Cola (NºCamiones)
Utilización Bocasde Carga
Inicio JornadaMixer
Fin JornadaMixer

28
A continuación se enuncian aquellos índices más relevantes en función de medirel desempeño y comparar la situación actual con posibles situaciones futuras:
• Viajes por camión: Mide el número promedio de ciclos completados porcada camión mixer, es un indicador de la productividad obtenida para loscamiones (considerados recursos caros).
• Tiempos perdidos por camión: Mide el promedio de minutos perdidos porcamión en las colas de espera (antes de cargar, antes de preparar cono yantes de la romana) es otro indicador de la productividad de los camionesmixer, siendo el que permite evaluar económicamente los desempleosnegativos, esto es, un camión mixer parado implica tener capitalinmovilizado.
• Largo de cola promedio: Mide la congestión en las distintas colas deespera (número de camiones), se considera desde que comienza lajornada, hasta que pasa el último camión mixer operando por lacorrespondiente cola de espera. Es un indicador de la congestión en planta.
• Utilización de la planta: Mide el porcentaje de tiempo que las bocas decarga se encuentran trabajando (cargando hormigón) en relación al tiempoentre el inicio de la jornada, hasta el paso del último camión mixer. Es unindicador asociado al uso del recurso más barato (comparativamentehablando).
• Tiempo de ciclo: Mide el tiempo promedio que demora el camión mixerdesde que entra a cargar hasta que regresa a la planta luego de ladescarga en obra. Es el indicador que permite validar el modelo, ya queexiste el registro de los tiempos de ciclo de todos los despachos del año2005.
Se deja afuera del estudio un indicador referente a los metros cúbicostransportados por cada camión, ya que no se encuentra una relación entre los tipos decarga u otro parámetro con la cantidad de metros cúbicos transportada. Es por esto quese utiliza el promedio de salida de los despachos del año 2005, según la planta dedonde se origina el viaje.
4.6 Validación del Modelo
Para la validación del modelo se utilizaron dos métodos distintos, el método de lascorridas para elegir un número de simulaciones a realizar suficiente para que el modeloalcance un estado estacionario, y el método de comparación de dos medias, para crearun intervalo de confianza para la diferencia de las medias (real y del modelo).
Para el método de las corridas se realizan distintas simulaciones de cada modelo(cada periodo de tiempos de viaje origina un modelo) y se estudia la desviaciónestándar de los tiempos de ciclo de cada número de simulaciones, se escoge la menor

29
desviación estándar y se testea el promedio del tiempo de ciclo contra un errordeterminado de antemano del modelo. Para el trabajo en desarrollo se considera unerror máximo de 10% (error aceptado por la empresa en trabajos anteriores). Por estose debe cumplir que:
γµ
µ≤
−)(nx
Donde )(nx es el promedio del tiempo de ciclo para n corridas, µ es la media realdel tiempo de ciclo en el periodo de tiempo correspondiente y γ es el máximo errorpermitido por el modelo.
Sin embargo, para realizar el análisis anterior es necesario conocer cual es elnúmero de simulaciones que entrega la menor desviación estándar, para obtener estevalor se procede a correr el modelo con los parámetros promedio de cada periodo,acordado en el capítulo 3.3, con el fin de obtener un valor representativo del tiempo deciclo simulado, a la vez que permite calcular el valor de la desviación estándar buscado.
Para la obtención de la mínima desviación estándar se estudia el intervalo detreinta a setenta corridas del modelo, por considerar que este se comienza a comportaren estado estacionario desde la corrida número treinta aproximadamente, se puedeobservar esto a través de los valores que toma la desviación estándar, ya que en elintervalo en estudio toma valores dentro de un rango de más menos una unidad conrespecto a la media.
Se muestra en el gráfico Nº 9, a modo de ejemplo, el gráfico de las desviacionesestándar en función del número de corridas del modelo que contempla el sexto periodocorrespondiente a la planta de Renca, donde se valida lo mencionado en el párrafoanterior. Se encuentra marcado el valor correspondiente a la mínima desviaciónestándar, es decir, se trabajará estudiando los valores que resulten de simular cuarentay ocho veces el modelo, analizando la situación promedio resultante.
Se anexan los gráficos de los periodos faltantes de las plantas de Renca y Quilín(ver Anexo G).

30
Gráfico Nº 9Desviaciones Estándar según el número de corridas
34
35
36
37
38
39
30 32 34 36 38 40 42 44 46 48 50 52 54 56 58 60 62 64 66 68 70
Nº de Corridas
Desviación Estándar según Nº Corridas
Fuente: Elaboración propia
A continuación se muestra en la tabla Nº 3 y Nº 4 los resultados de los modelos delas plantas de Renca y Quilín respectivamente, los valores reales de ciclos, obtenidosde los datos de despachos 2005 proporcionados por la empresa, y el error obtenidomediante la formula señalada en la página anterior, se observa que todos los periodosestudiados están por debajo del 10% de error.
Tabla Nº 3Resultados Planta Renca
Periodo Tiempo CicloModelo
TiempoCicloReal Error
MD1 139 141 1.11%MD2 136 133 2.52%MD3 147 145 1.67%MD4 144 145 0.65%MD5 146 146 0.10%MD6 140 136 2.78%
Fuente: Elaboración propia
Tabla Nº 4Resultados Planta Quilín
Periodo Tiempo CicloModelo
TiempoCicloReal Error
MD1 145 157 7.38%MD2 154 150 2.97%MD3 151 153 1.58%MD4 152 162 6.31%MD5 148 159 7.19%
Fuente: Elaboración propia

31
Es necesario, además de testear el error del tiempo de ciclo, testear elcumplimiento de la ecuación:
γγαδ+
≤1)(
),(nx
n
Donde:
nzn σ
αδ α *),( 2/=
Siendo ó la desviación estándar, n el numero de simulaciones realizadas y zá/2 esla probabilidad que una distribución normal (0,1) caiga entre el intervalo dado por dichadistribución a un á% de nivel de confianza (el método asume un error normal). Si secumple la condición, entonces se acepta el número de corridas del modelo como eladecuado.
A continuación se muestra en las tablas Nº 5 y Nº 6, los resultados de testear elcumplimiento de la condición planteada arriba, para un nivel de confianza del 95%, enlas plantas de Renca y Quilín respectivamente, donde es posible observar que elnúmero de simulaciones escogido es estadísticamente válido.
Tabla Nº 5Estadísticos Planta Renca
Periodo Condicion Resultado
MD1 0.0689 < 0.091 AprobadoMD2 0.0621 < 0.091 AprobadoMD3 0.0629 < 0.091 AprobadoMD4 0.0690 < 0.091 AprobadoMD5 0.0710 < 0.091 AprobadoMD6 0.0721 < 0.091 Aprobado
)(),(
nxn αδ
γγ+1
Fuente: Elaboración propia
Tabla Nº 6Estadísticos Planta Quilín
Periodo Condicion Resultado
MD1 0.083 < 0.091 AprobadoMD2 0.057 < 0.091 AprobadoMD3 0.059 < 0.091 AprobadoMD4 0.079 < 0.091 AprobadoMD5 0.085 < 0.091 Aprobado
)(),(
nxn αδ
γγ+1
Fuente: Elaboración propia
En adelanta, cada vez que se necesite simular alguna de las plantas, se correrá elmodelo el número de veces indicado por este método y se trabajará con la situaciónpromedio.

32
Para el método de comparación de dos medias, se trabaja bajo el mismo supuestoanterior, que el error se distribuye como una normal de parámetros (0,1) y se crea unintervalo de confianza para la diferencia de medias del tiempo de ciclo (modelo y real).Al igual que el método anterior, se trabaja con un nivel de confianza del 95%.
El intervalo de confianza queda conformado por la siguiente ecuación:
+≤−≤
+−
vvvv nnznx
nnz
ˆˆ*)(
ˆˆ*
22
2/
22
2/σσ
µσσ
αα
Donde zá/2 es la probabilidad que una distribución normal (0,1) caiga entre elintervalo dado por dicha distribución a un á% de nivel de confianza, 2σ es la varianza
del tiempo de ciclo real, 2σ̂ es la varianza del tiempo de ciclo que predice el modelo,
vn el número de viajes real, vn̂ es el número de viajes del modelo, )(nx es elpromedio del tiempo de ciclo para n corridas y µ es el promedio del tiempo de cicloreal.
A continuación se muestra en las tablas Nº 7 y Nº 8, se muestran los intervalos deconfianza para la diferencia de medias real y predicha por el modelo, de cada periodo,en las plantas de Renca y Quilín respectivamente.
Tabla Nº 7Intervalos de Confianza para diferencia de medias Planta Renca
Periodo Diferencia deMedias Resultado
MD1 -11.07 < -1.57 < 11.07 AprobadoMD2 -10.48 < 3.35 < 10.48 AprobadoMD3 -10.87 < 2.42 < 10.87 AprobadoMD4 -10.25 < -0.94 < 10.25 AprobadoMD5 -10.95 < 0.14 < 10.95 AprobadoMD6 -11.33 < 3.78 < 11.33 Aprobado
Fuente: Elaboración propia
Tabla Nº 8Intervalos de Confianza para diferencia de medias Planta Quilín
Periodo Diferencia deMedias Resultado
MD1 -7.61 < -11.58 < 7.61 RechazadoMD2 -9.50 < 4.46 < 9.50 AprobadoMD3 -10.60 < -2.42 < 10.60 AprobadoMD4 -11.22 < -11.33 < 11.22 RechazadoMD5 -10.69 < -11.44 < 10.69 Rechazado
Fuente: Elaboración propia
Se observa que en la planta de Quilín las diferencias en tres de los periodos sonmayores que las permitidas por el intervalo de confianza, al analizar los datos de los

33
despachos del 2005, en busca del motivo de las diferencias en el ajuste del modelo,que presenta diferencias notables entre los ajustes a la planta de Renca y a la planta deQuilín, es posible observar que existen diferencias entre los tiempos de los procesosdentro de la planta entre un periodo y otro en la planta de Quilín, debido a que existeuna estacionalidad en los tiempos que involucran actividades dentro de la planta a lolargo del año, se puede explicar esta estacionalidad debido a una mayor temperatura,por ejemplo, de Enero y Febrero, lo que obliga a cargar más agua a los camiones mixer(estanque en caso de que necesiten ajustar el cono al llegar a la obra), así comotambién una demora extra en el tiempo de preparación del cono, debido a la necesidadde agregar más agua para suplir la que se evapora durante el viaje de la planta hacia laobra.
En el gráfico Nº 10 se muestran los datos reales de los minutos promedioinvolucrados desde que el camión mixer entra a cargar, hasta que se retira de la plantade cada mes, obtenido de los despachos 2005.
Gráfico Nº 10Minutos de procesos en planta Quilín por mes
0
5
10
15
20
25
30
35
Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Meses
Min
utos
Minutos en procesos en planta
Fuente: Elaboración propia
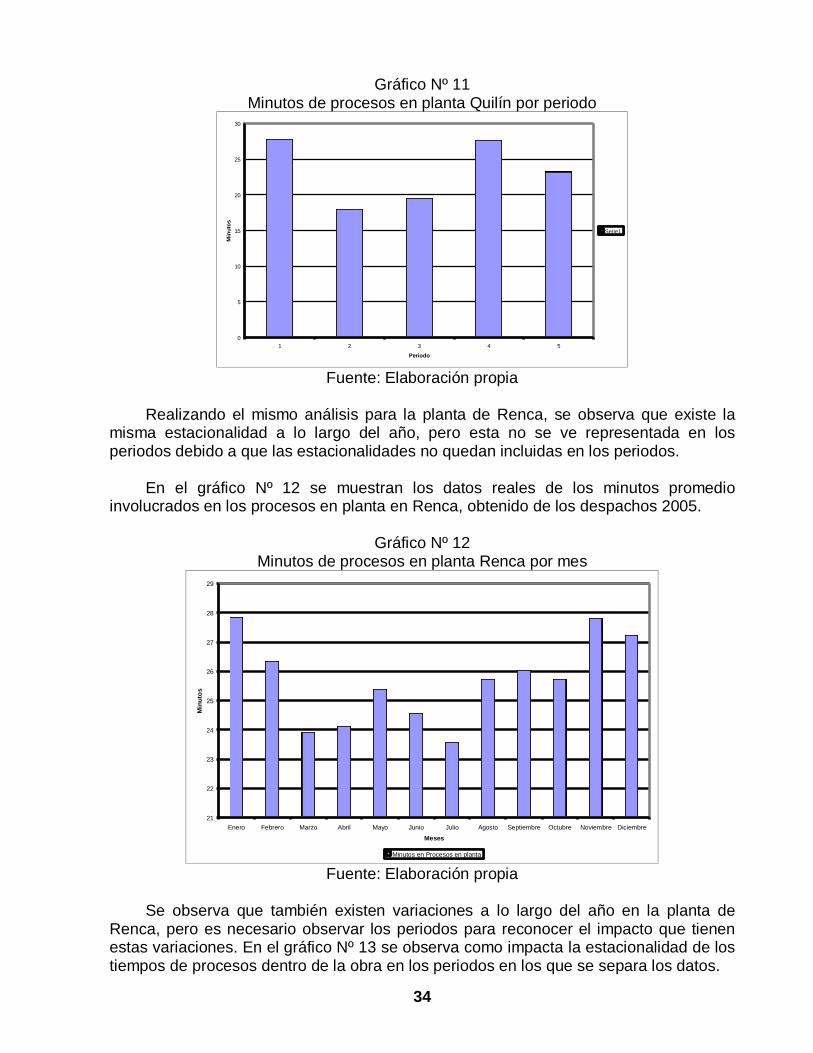
En el gráfico Nº 11 se observa como impacta la estacionalidad de los tiempos deprocesos dentro de la obra en los periodos en los que se separa los datos. Es debido aesto que los análisis posteriores de la planta de Quilín se realizaran en base a los dosperiodos validados.
34
Gráfico Nº 11Minutos de procesos en planta Quilín por periodo
0
5
10
15
20
25
30
1 2 3 4 5
Periodo
Min
utos
Serie1
Fuente: Elaboración propia
Realizando el mismo análisis para la planta de Renca, se observa que existe lamisma estacionalidad a lo largo del año, pero esta no se ve representada en losperiodos debido a que las estacionalidades no quedan incluidas en los periodos.
En el gráfico Nº 12 se muestran los datos reales de los minutos promedioinvolucrados en los procesos en planta en Renca, obtenido de los despachos 2005.
Gráfico Nº 12Minutos de procesos en planta Renca por mes
21
22
23
24
25
26
27
28
29
Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Meses
Min
utos
Minutos en Procesos en planta
Fuente: Elaboración propia
Se observa que también existen variaciones a lo largo del año en la planta deRenca, pero es necesario observar los periodos para reconocer el impacto que tienenestas variaciones. En el gráfico Nº 13 se observa como impacta la estacionalidad de lostiempos de procesos dentro de la obra en los periodos en los que se separa los datos.

35
Gráfico Nº 13Minutos de procesos en planta Renca por periodo
0
5
10
15
20
25
30
1 2 3 4 5 6
Minutos
Peri
odo
Serie1
Fuente: Elaboración propia
Al analizar el gráfico Nº 11, se observa que la diferencia en los tiempos de procesoen obra no impacta mayormente a los periodos, sino que por el contrario, cada periodorepresenta el promedio de los minutos de procesos en planta en el año de buenamanera, lo que explica el ajuste del modelo en la planta de Renca.

36
CAPITULO V: Resultados y Análisis5.1 Índices de la situación actual
Para la obtención de los índices de desempeño que describen la situación actualde lo que ocurre en las plantas de Renca y Quilín, se realiza la confección de losmodelos de cada periodo correspondiente al año 2005. Para representar fielmente lasituación, es necesario simular la infraestructura existente en ese entonces en lasplantas, para esto se considera que la planta de Quilín contaba con una sola boca decarguío el año 2005.
Usando como parámetros los valores reales del número de viajes y número decamiones promedio de cada periodo, para las plantas, es posible observar eldesempeño de los distintos factores productivos a través de los índices de desempeñomostrados en el capitulo 4.5, hay que señalar, sin embargo, que uno de los índicesdepende de los parámetros ingresados (el número de viajes promedio por camión estadado por el número de viajes dividido por el número de camiones mixer operando en laplanta) por lo que no es posible obtener mayores conclusiones acerca de este índice,por lo menos en lo referente a lo que el modelo pueda aportar.
En las tablas Nº 9 y Nº 10, se muestran los índices de desempeño y congestiónde las plantas de Renca y Quilín respectivamente.
Tabla Nº 9Índices por periodos, año 2005, planta Renca
Carga Prep. Cono RomanaMD1 107 36 2.97 36.05 2.58 0.03 0.30 25%MD2 119 36 3.31 30.16 2.14 0.04 0.35 28%MD3 91 37 2.46 38.53 2.87 0.02 0.21 22%MD4 110 38 2.89 35.92 2.76 0.03 0.28 26%MD5 103 36 2.86 35.56 2.56 0.03 0.25 24%MD6 100 37 2.70 42.54 3.08 0.02 0.22 24%
Periodo Nº Viajes Nº Camiones Viajes porcamión
Minutos perdidospor camión
Largo Cola Promedio(Nº Camiones) Utilización
Planta
Fuente: Elaboración propia
Tabla Nº 10Índices por periodos, año 2005, planta Quilín
Carga Prep. Cono RomanaMD2 109 34 3.21 63.45 3.24 0.26 0.11 46%MD3 105 34 3.09 74.44 3.91 0.17 0.11 45%
Minutos perdidospor camión
Largo Cola Promedio(Nº Camiones) Utilización
PlantaPeriodo Nº Viajes Nº Camiones Viajes porcamión
Fuente: Elaboración propia
Se observa un mejor desempeño de los camiones mixer en la planta de Quilín,debido principalmente a que la flota de camiones mixer de Renca está diseñada para unnúmero mayor de pedidos por día, pero debido a las fluctuaciones de demanda a lolargo de la semana (el peak de demanda se produce el día jueves) queda la flotasobredimensionada para los días de baja demanda.
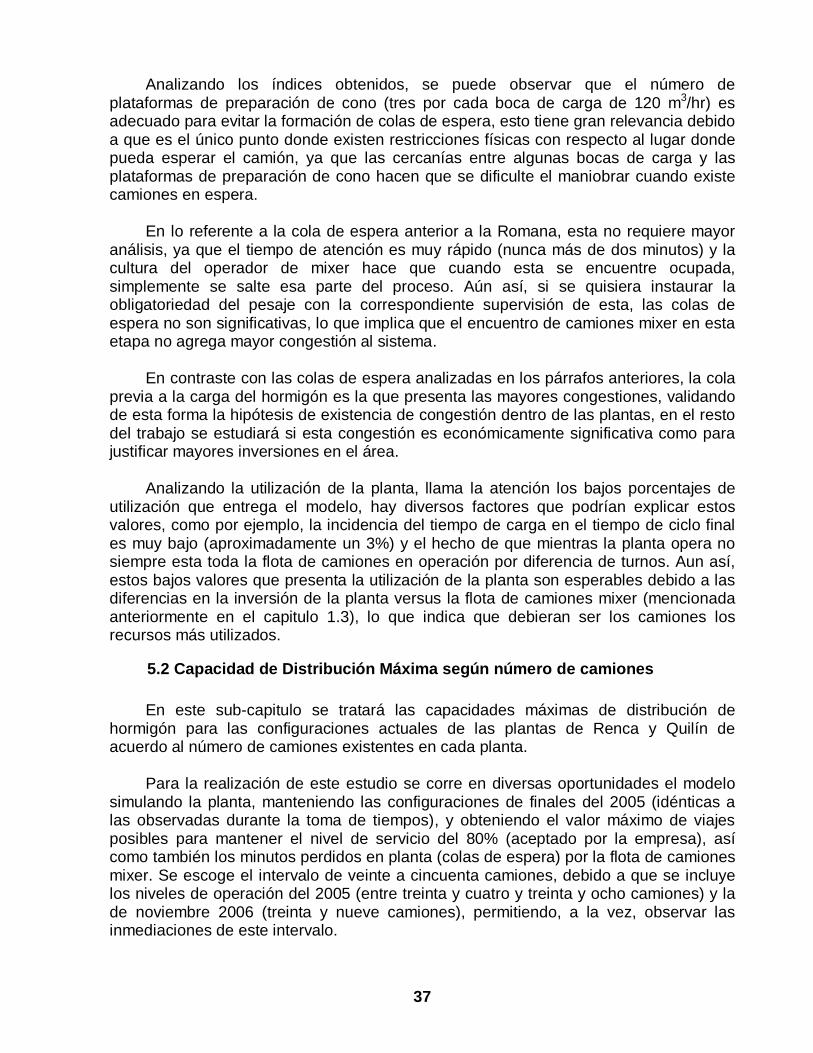
37
Analizando los índices obtenidos, se puede observar que el número deplataformas de preparación de cono (tres por cada boca de carga de 120 m3/hr) esadecuado para evitar la formación de colas de espera, esto tiene gran relevancia debidoa que es el único punto donde existen restricciones físicas con respecto al lugar dondepueda esperar el camión, ya que las cercanías entre algunas bocas de carga y lasplataformas de preparación de cono hacen que se dificulte el maniobrar cuando existecamiones en espera.
En lo referente a la cola de espera anterior a la Romana, esta no requiere mayoranálisis, ya que el tiempo de atención es muy rápido (nunca más de dos minutos) y lacultura del operador de mixer hace que cuando esta se encuentre ocupada,simplemente se salte esa parte del proceso. Aún así, si se quisiera instaurar laobligatoriedad del pesaje con la correspondiente supervisión de esta, las colas deespera no son significativas, lo que implica que el encuentro de camiones mixer en estaetapa no agrega mayor congestión al sistema.
En contraste con las colas de espera analizadas en los párrafos anteriores, la colaprevia a la carga del hormigón es la que presenta las mayores congestiones, validandode esta forma la hipótesis de existencia de congestión dentro de las plantas, en el restodel trabajo se estudiará si esta congestión es económicamente significativa como parajustificar mayores inversiones en el área.
Analizando la utilización de la planta, llama la atención los bajos porcentajes deutilización que entrega el modelo, hay diversos factores que podrían explicar estosvalores, como por ejemplo, la incidencia del tiempo de carga en el tiempo de ciclo finales muy bajo (aproximadamente un 3%) y el hecho de que mientras la planta opera nosiempre esta toda la flota de camiones en operación por diferencia de turnos. Aun así,estos bajos valores que presenta la utilización de la planta son esperables debido a lasdiferencias en la inversión de la planta versus la flota de camiones mixer (mencionadaanteriormente en el capitulo 1.3), lo que indica que debieran ser los camiones losrecursos más utilizados.
5.2 Capacidad de Distribución Máxima según número de camiones
En este sub-capitulo se tratará las capacidades máximas de distribución dehormigón para las configuraciones actuales de las plantas de Renca y Quilín deacuerdo al número de camiones existentes en cada planta.
Para la realización de este estudio se corre en diversas oportunidades el modelosimulando la planta, manteniendo las configuraciones de finales del 2005 (idénticas alas observadas durante la toma de tiempos), y obteniendo el valor máximo de viajesposibles para mantener el nivel de servicio del 80% (aceptado por la empresa), asícomo también los minutos perdidos en planta (colas de espera) por la flota de camionesmixer. Se escoge el intervalo de veinte a cincuenta camiones, debido a que se incluyelos niveles de operación del 2005 (entre treinta y cuatro y treinta y ocho camiones) y lade noviembre 2006 (treinta y nueve camiones), permitiendo, a la vez, observar lasinmediaciones de este intervalo.
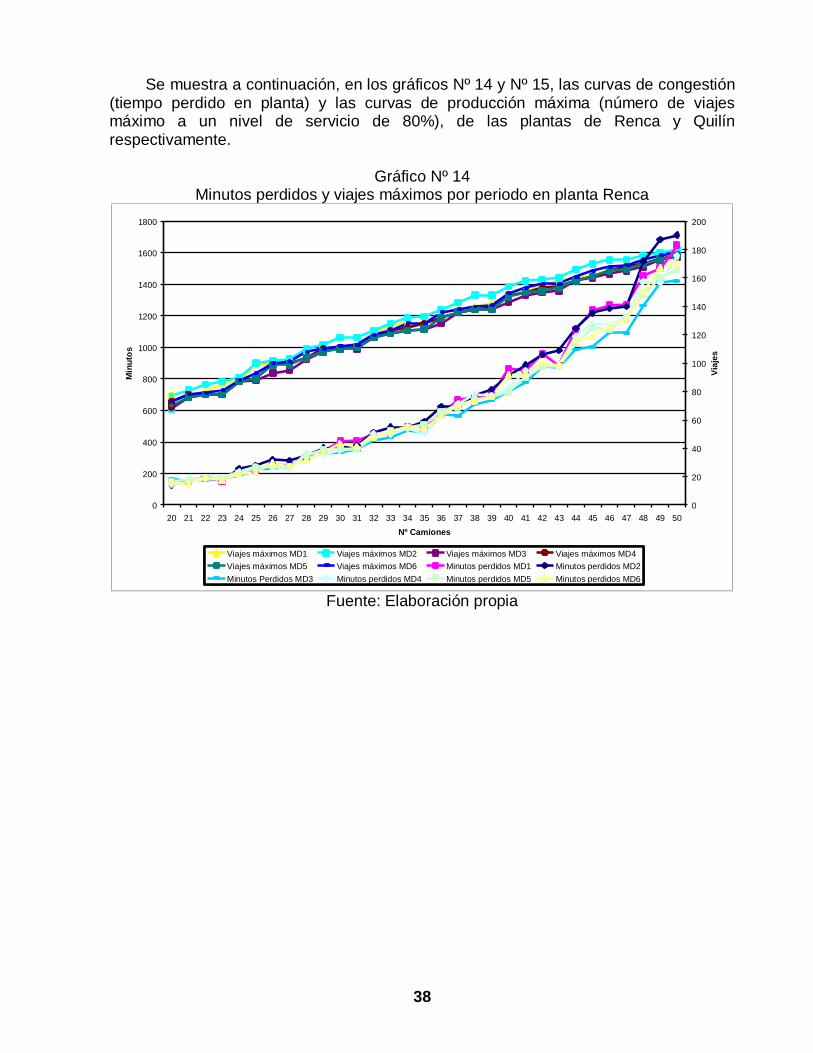
38
Se muestra a continuación, en los gráficos Nº 14 y Nº 15, las curvas de congestión(tiempo perdido en planta) y las curvas de producción máxima (número de viajesmáximo a un nivel de servicio de 80%), de las plantas de Renca y Quilínrespectivamente.
Gráfico Nº 14Minutos perdidos y viajes máximos por periodo en planta Renca
0
200
400
600
800
1000
1200
1400
1600
1800
20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50Nº Camiones
Min
utos
0
20
40
60
80
100
120
140
160
180
200
Via
jes
Viajes máximos MD1 Viajes máximos MD2 Viajes máximos MD3 Viajes máximos MD4Viajes máximos MD5 Viajes máximos MD6 Minutos perdidos MD1 Minutos perdidos MD2Minutos Perdidos MD3 Minutos perdidos MD4 Minutos perdidos MD5 Minutos perdidos MD6
Fuente: Elaboración propia

39
Gráfico Nº 15Minutos perdidos y viajes máximos por periodo en planta Quilín
0
200
400
600
800
1000
1200
1400
1600
1800
20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50Camiones
Min
utos
0
20
40
60
80
100
120
140
160
180
200
Viaj
es
Minutos perdidos MD2 Minutos perdidos MD3 Viajes máximos MD2 Viajes máximos MD3
Fuente: Elaboración propia
Se observa una relación de linealidad en la capacidad de viajes máximos, dehecho, al realizar una regresión lineal (por planta), se obtiene un coeficiente R2= 0.99, loque hace suponer que si existe una relación lineal entre número de camiones y viajesmáximos por planta, sin embargo, se observa que a partir de cuarenta y seis camionesmixer operando en Renca y de cuarenta y dos camiones mixer operando en Quilín lacurva de viajes máximos comienza a quedar por debajo de la recta, lo que indica que laplanta comienza a saturarse.
Se muestran continuación las ecuaciones de las rectas que mejor describen lacapacidad máxima de viajes por planta (Número de viajes) en función del número decamiones, para Renca y Quilín respectivamente.
Regresión Renca19.5*51.3 += CAMMAX NV
Regresión Quilín29.5*38.3 += CAMMAX NV
Las diferencias de pendientes entre una y otra regresión se explican por lascapacidades de las plantas, ya que las dos plantas de Renca son de 120 m3/hora,mientras que una de las plantas de Quilín es de 120 m3/hora y la otra es de 60 m3/hora.

40
5.3 Relación entre capacidad de producción y distribución
El estudio de la relación entre la capacidad de producción y distribución es el puntocentral que motiva esta memoria de titulo, pero para encontrar esta relación, esnecesario incluir los valores monetarios involucrados en la producción del hormigón.
Conociendo los minutos que se pierden en la planta para cada número decamiones, es posible asignar un costo a tener la flota detenida (costo de oportunidad).Para esto, es necesario conocer cual es el retorno exigido por la empresa para loscamiones mixer, asumiendo que el margen de ganancias por viaje promedio es unabuena aproximación del retorno que la empresa exige a la inversión de los camiones enel tiempo equivalente a la duración del viaje, se calcula el costo de oportunidad enfunción de una unidad de tiempo en base a la ecuación:
()Τϕ/Φ2 19.215 Τφ1 0 0 1 374.64 525.84 Τµ ()()Τϕ/Φ2 19.215 Τφ1 0 0 1 504 525.84 Τµ ()ViajeporpromedioMinutos
ViajeporpromediommporenMMinutoporOpotunidadCosto33 *arg
=
Sin embargo no es el único costo involucrado, ya que cada camión mixer tienecostos de operación fijos, no considerados en el margen de contribución por m3, queson necesarios incorporar. Como ambos costos aumentan en función del número decamiones, es necesario calcular la utilidad de cada configuración para definir la relaciónbuscada. Esta se calcula en base a la siguiente ecuación:
()Τϕ/Φ2 19.273 Τφ1 0 0 1 251.28 393.84 Τµ ()()Τϕ/Φ2 19.273 Τφ1 0 0 1 380.64 393.84 Τµ ()()Τϕ/Φ2 15.898 Τφ1 0 0 1 441.12 393.84 Τµ ()()Τϕ/Φ2 15.898 Τφ1 0 0 1 343.44 375.6 Τµ ()()Τϕ/Φ2 15.898 Τφ1 0 0 1 503.28 375.6 Τµ ()()Τϕ/Φ2 15.898 Τφ1 0 0 1 327.6 357.6 Τµ ()()Τϕ/Φ2 15.898 Τφ1 0 0 1 525.6 357.6 Τµ ()DíaporPlantaenPerdidosMinutosMinutoporOportuniadCosto
operandomixerCamionesNmixerCamiónlOperacionaCostoViajesNViajeporpromediommporenMUtilidadDIA
*º*
º**arg 33
−−=
Usando las configuraciones máximas encontradas en el punto 5.2 para obtener elnúmero de viajes máximo posible según el número de camiones y los minutos perdidosen planta que correspondan a tal configuración de número de camiones, tomando cadaperiodo proporcional al número de días que pertenecen a él y usando los costospromedio del año 2005, proporcionados por la empresa, se obtiene una curva deutilidad en función al número de camiones, para las configuraciones actuales de lasplantas de Renca y Quilín, como se puede observar en los gráficos Nº 16 y Nº 17respectivamente.

41
Gráfico Nº 16Utilidades por día promedio en planta Renca
0200,000400,000600,000800,000
1,000,0001,200,000
20 23 26 29 32 35 38 41 44 47 50
Nº Camiones
Pes
os
Utilidad segúnNº camiones
Fuente: Elaboración propia
Gráfico Nº 17Utilidades por día promedio en planta Quilín
0
200,000
400,000
600,000
800,000
1,000,000
1,200,000
1,400,000
1,600,000
20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50
Nº Camiones
Pes
os
Utilidad según Nºcamiones
Fuente: Elaboración propia
Al analizar la curva de utilidad de Renca, se observa que esta crece hasta alcanzarun máximo con 42 camiones, con una ganancia de M$ 1.131 por día y que luego losvalores decrecen nuevamente. De igual forma, la curva de utilidad de Quilín presenta unmáximo en 37 camiones con una ganancia de M$ 1.397. Es necesario señalar que ladiferencia entre los máximos se debe a que la planta de Quilín presenta un mayor valorde margen por metro cúbico (6.000 $/m3 despachado en la planta Quilín, contra 5.450$/m3 despachado en la planta Renca).
En el capitulo 6 se tratará el número de plantas de carga óptimo a colocar.

42
5.4 Conclusiones y Comentarios
Con los resultados obtenidos se valida la hipótesis de congestión en las plantas,sin embargo, al estudiar la curva de utilidades en función del número de camiones, seobserva que el punto óptimo acepta niveles de congestión moderados y que la plantacomienza a mostrar una saturación pasado el número óptimo de camiones.
Sin embargo, es necesario tomar en cuenta algunas consideraciones con respectoa los resultados del modelo, sobretodo con respecto a los niveles máximos deoperación, ya que el modelo considera condiciones ideales de producción, esto es, quelos camiones están siempre disponibles para producir, esto no es completamente ciertosegún lo observado en planta, ya que existen costumbres de los operadores de mixerque van en contra de este supuesto, debido a que mientras esperan para cargar elhormigón, se bajan del camión a conversar, a veces demorando varios minutos el iniciode la carga.
Queda como responsabilidad de la empresa el incorporar cambios en la cultura delos operadores mixer, en la medida que estos afecten significativamente los resultadosesperados.

43
CAPITULO VI: Selección y Evaluación de escenarios demejora
6.1 Selección de Escenarios a evaluar
Como se observo en los índices planteados en base a la situación actual en elcapitulo 5, la cola de espera que presenta las mayores congestiones es la que precedea la carga de hormigón, por lo que, en este capítulo se estudian las configuraciones quecontemplan cambios en el número de bocas de carga (manteniendo las proporcionesestudiadas en la empresa que contempla colocar tres plataformas de preparación decono por cada boca de carga que se incorpore, debido a que esto mantiene unaigualdad de las tasas de salida entre la zona de carga y la de preparación de cono).
Todos los estudios de este capitulo están basados en resultados de los modelossimulados, en el caso de pasar de una a dos bocas, la capacidad de la segunda bocaesta dada por la situación real (120 m3/hora en Renca y 60 m3/hora en Quilín, salvodonde se diga lo contrario), a partir de la tercera boca de carga agregada, se considerala capacidad de la boca de carga máxima existente (120 m3/hora).
En los gráficos Nº 18 y Nº 19, se muestran los minutos perdidos en colas deespera para configuraciones desde una hasta cinco bocas de carga para las plantas deRenca y Quilín respectivamente.
Gráfico Nº 18Minutos perdidos en colas de espera en planta Renca
0.00500.00
1000.001500.002000.002500.003000.003500.004000.004500.00
1 2 3 4 5
Nº de bocas de carga disponible
Min
.Per
dido
sen
plan
ta
MD1MD2MD3MD4MD5MD6
Fuente: Elaboración propia
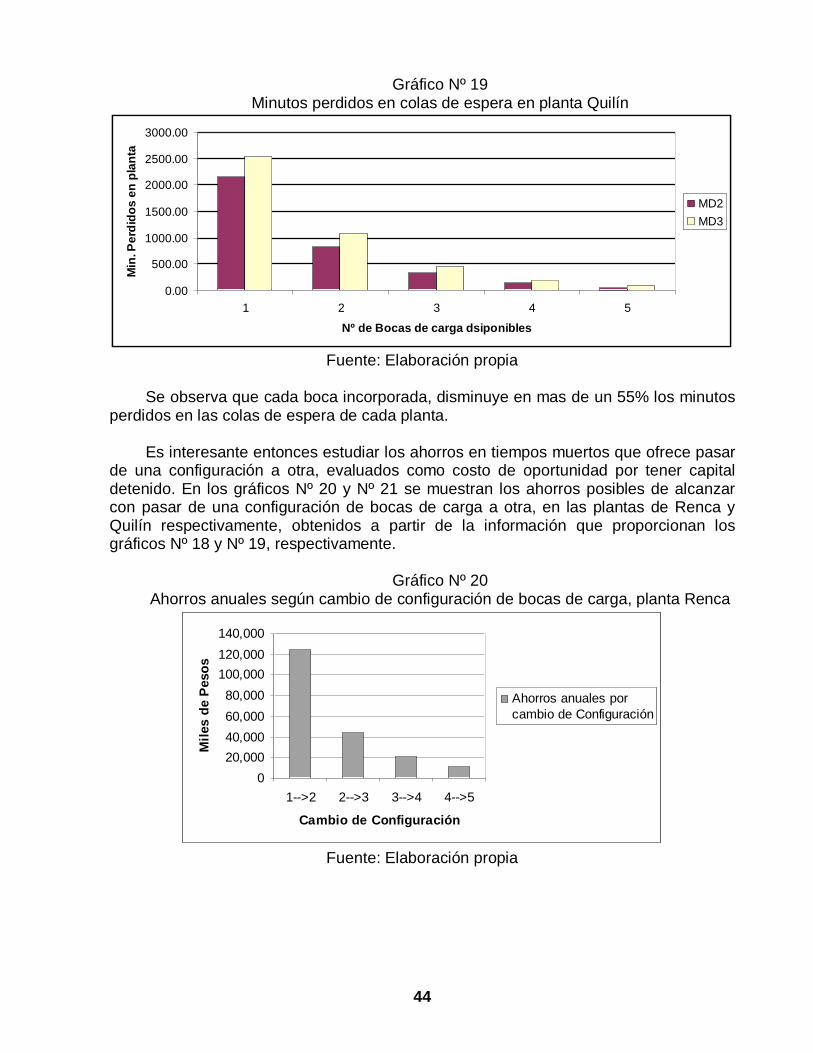
44
Gráfico Nº 19Minutos perdidos en colas de espera en planta Quilín
0.00
500.00
1000.00
1500.00
2000.00
2500.00
3000.00
1 2 3 4 5
Nº de Bocas de carga dsiponibles
Min
.Per
dido
sen
plan
ta
MD2MD3
Fuente: Elaboración propia
Se observa que cada boca incorporada, disminuye en mas de un 55% los minutosperdidos en las colas de espera de cada planta.
Es interesante entonces estudiar los ahorros en tiempos muertos que ofrece pasarde una configuración a otra, evaluados como costo de oportunidad por tener capitaldetenido. En los gráficos Nº 20 y Nº 21 se muestran los ahorros posibles de alcanzarcon pasar de una configuración de bocas de carga a otra, en las plantas de Renca yQuilín respectivamente, obtenidos a partir de la información que proporcionan losgráficos Nº 18 y Nº 19, respectivamente.
Gráfico Nº 20Ahorros anuales según cambio de configuración de bocas de carga, planta Renca
020,00040,00060,00080,000
100,000120,000140,000
1-->2 2-->3 3-->4 4-->5
Cambio de Configuración
Mile
sde
Pes
os
Ahorros anuales porcambio de Configuración
Fuente: Elaboración propia

45
Gráfico Nº 21Ahorros anuales según cambio de configuración de bocas de carga, planta Quilín
010,00020,00030,00040,00050,00060,00070,00080,00090,000
1-->2 2-->3 3-->4 4-->5
Cambio de Configuración
Mile
sde
Pes
osAhorro Anual por cambiode Configuración
Fuente: Elaboración propia
En el punto siguiente (6.2) se discutirá acerca de cómo afectan estos valores a ladecisión de inversión en otra planta, ya que los valores aquí exhibidos no reflejan loscostos de pasar de una configuración a otra, ni los aumentos en los costosoperacionales de la planta. Se centrará la evaluación de escenarios en las evolucionesposibles desde la situación actual, es decir, se evaluarán los escenarios de agregar unaplanta a la configuración actual (pasar de dos bocas de carga a tres bocas de carga). Apedido de la empresa, se evaluará también el escenario que cambia la configuraciónactual de la planta Quilín, reemplazando la boca de carga de menor capacidad por unade capacidad mayor.
6.2 Evaluación Económica de Escenarios
En el punto anterior se estudió los ahorros provenientes de pasar de unaconfiguración a otra, para realizar una evaluación económica de realizar e cambio deconfiguración, es necesario incorporar los costos de inversión de la nueva planta, asícomo también los incrementos de los costos operacionales que ocurre comoconsecuencia de dicha medida. Para la realización de estos escenarios, tal como en lospuntos anteriores, es necesario evaluar cada periodo, usando su promedio deoperación, esto inmediatamente plantea el supuesto de evaluar como funciona lasnuevas configuraciones bajo las mismas condiciones de la demanda.
En las tablas Nº 11 y Nº 12 se muestran algunos indicadores por periodo de lasituación actual y del escenario propuesto, respectivamente, de la planta Renca. En lastablas Nº 13 y Nº 14 se muestran los mismos indicadores para la planta de Quilín. Losescenarios exhibidos son el resultado de simular las situaciones promedio de cadaplanta, tomando como parámetros los viajes por día y número de camiones de cadaperiodo y obteniendo los tiempos perdidos de los resultados de cada simulación.
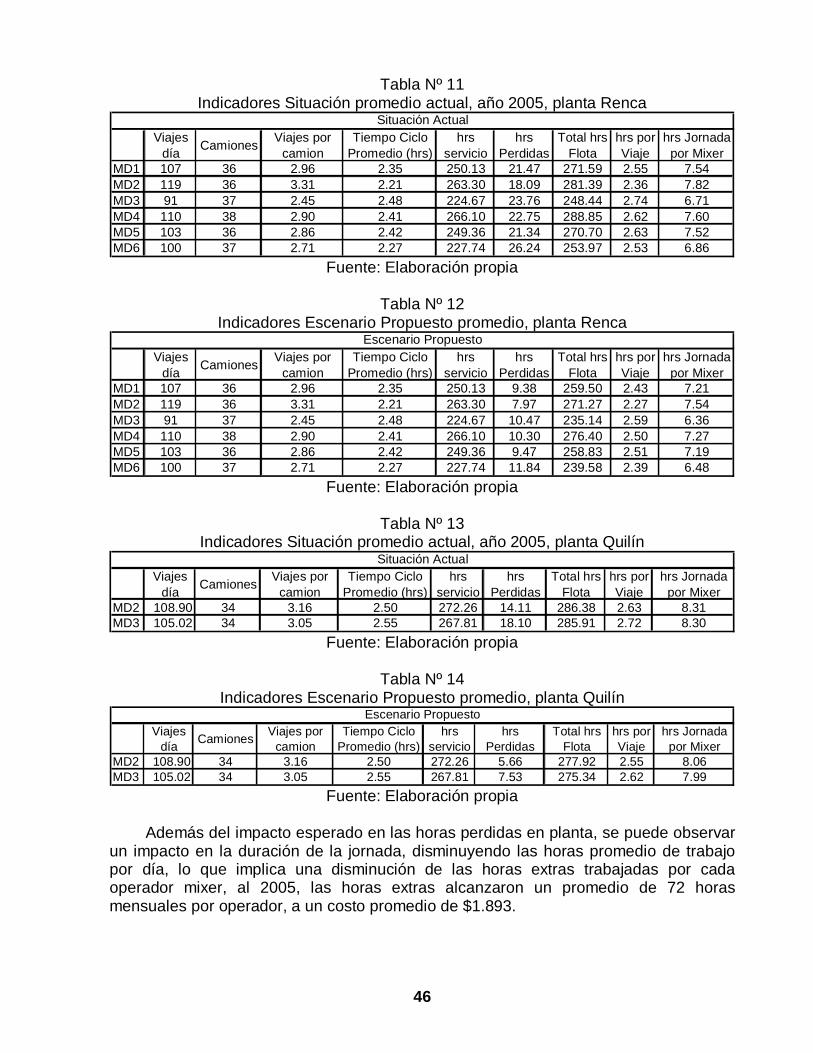
46
Tabla Nº 11Indicadores Situación promedio actual, año 2005, planta Renca
Viajesdía Camiones Viajes por
camionTiempo Ciclo
Promedio (hrs)hrs
serviciohrs
PerdidasTotal hrs
Flotahrs porViaje
hrs Jornadapor Mixer
MD1 107 36 2.96 2.35 250.13 21.47 271.59 2.55 7.54MD2 119 36 3.31 2.21 263.30 18.09 281.39 2.36 7.82MD3 91 37 2.45 2.48 224.67 23.76 248.44 2.74 6.71MD4 110 38 2.90 2.41 266.10 22.75 288.85 2.62 7.60MD5 103 36 2.86 2.42 249.36 21.34 270.70 2.63 7.52MD6 100 37 2.71 2.27 227.74 26.24 253.97 2.53 6.86
Situación Actual
Fuente: Elaboración propia
Tabla Nº 12Indicadores Escenario Propuesto promedio, planta Renca
Viajesdía Camiones Viajes por
camionTiempo Ciclo
Promedio (hrs)hrs
serviciohrs
PerdidasTotal hrs
Flotahrs porViaje
hrs Jornadapor Mixer
MD1 107 36 2.96 2.35 250.13 9.38 259.50 2.43 7.21MD2 119 36 3.31 2.21 263.30 7.97 271.27 2.27 7.54MD3 91 37 2.45 2.48 224.67 10.47 235.14 2.59 6.36MD4 110 38 2.90 2.41 266.10 10.30 276.40 2.50 7.27MD5 103 36 2.86 2.42 249.36 9.47 258.83 2.51 7.19MD6 100 37 2.71 2.27 227.74 11.84 239.58 2.39 6.48
Escenario Propuesto
Fuente: Elaboración propia
Tabla Nº 13Indicadores Situación promedio actual, año 2005, planta Quilín
Viajesdía Camiones Viajes por
camionTiempo Ciclo
Promedio (hrs)hrs
serviciohrs
PerdidasTotal hrs
Flotahrs porViaje
hrs Jornadapor Mixer
MD2 108.90 34 3.16 2.50 272.26 14.11 286.38 2.63 8.31MD3 105.02 34 3.05 2.55 267.81 18.10 285.91 2.72 8.30
Situación Actual
Fuente: Elaboración propia
Tabla Nº 14Indicadores Escenario Propuesto promedio, planta Quilín
Viajesdía Camiones Viajes por
camionTiempo Ciclo
Promedio (hrs)hrs
serviciohrs
PerdidasTotal hrs
Flotahrs porViaje
hrs Jornadapor Mixer
MD2 108.90 34 3.16 2.50 272.26 5.66 277.92 2.55 8.06MD3 105.02 34 3.05 2.55 267.81 7.53 275.34 2.62 7.99
Escenario Propuesto
Fuente: Elaboración propia
Además del impacto esperado en las horas perdidas en planta, se puede observarun impacto en la duración de la jornada, disminuyendo las horas promedio de trabajopor día, lo que implica una disminución de las horas extras trabajadas por cadaoperador mixer, al 2005, las horas extras alcanzaron un promedio de 72 horasmensuales por operador, a un costo promedio de $1.893.

47
Si se considera solo la diferencia en el largo de jornada, se subestima el númerode horas extras realizadas, ya que al encontrarse trabajando con la situación promedio,se genera un mal indicador para las horas extras, que concentran el peak en losescenarios extremos, debido a esto, se realiza un calculo proporcional a la diferencia dehoras extras entregada por el modelo, con el número de horas extras promedio real,con el fin de conocer cual es el impacto total de la disminución de la jornada. Ladiferencia de escenarios provoca una disminución del 70% de las horas extras enRenca y del 28% de las horas extras en Quilín.
Es posible entonces obtener un valor anual de beneficio de colocar una plantamás, esto como resultado del ahorro provocado por menos congestión sumado alahorro en horas extras menos el aumento del costo operacional de la planta por colocaruna boca de carga más (valor real de incremento en los costos por llevar una planta auna expansión). Como la operación afecta más de un año de operación, es necesariodefinir un periodo de evaluación relevante. Las evaluaciones a continuación contemplanun horizonte de 10 años, debido a que este es el tiempo en que puede operar unaplanta sin nuevas inversiones (vida útil del camión mixer), optando por esta opción porser menor que la vida útil de la planta (20 años). Para esto es necesario definir una tasade descuento, se ocupa un 12.5% anual, debido a que es la tasa que se ocupa entrabajos similares realizados en la empresa.
A continuación, en las tablas Nº 15 y Nº 16, se muestran los resultados de calcularlos beneficios anuales de colocar una planta más en la planta de Renca y Quilínrespectivamente.
Tabla Nº 15Beneficios de una boca de carga extra, planta Renca
0 1 2 3 4 5 6 7 8 9Ahorro por
Tiempos Muertos 44,387,913 44,387,913 44,387,913 44,387,913 44,387,913 44,387,913 44,387,913 44,387,913 44,387,913 44,387,913
Ahorro por HorasExtras 40,105,049 40,105,049 40,105,049 40,105,049 40,105,049 40,105,049 40,105,049 40,105,049 40,105,049 40,105,049
Costo OperacionalBoca Extra 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000
Beneficio 16,692,962 16,692,962 16,692,962 16,692,962 16,692,962 16,692,962 16,692,962 16,692,962 16,692,962 16,692,962
BeneficioDescontado 16,692,962 14,838,188 13,189,501 11,724,001 10,421,334 9,263,408 8,234,140 7,319,236 6,505,987 5,783,100
Beneficio a 10 años 103,971,857
Años
Fuente: Elaboración propia
Tabla Nº 16Beneficios de una boca de carga extra, planta Quilín
0 1 2 3 4 5 6 7 8 9Ahorro por Tiempos
Muertos 37,759,602 37,759,602 37,759,602 37,759,602 37,759,602 37,759,602 37,759,602 37,759,602 37,759,602 37,759,602
Ahorro por HorasExtras 15,103,418 15,103,418 15,103,418 15,103,418 15,103,418 15,103,418 15,103,418 15,103,418 15,103,418 15,103,418
Costo OperacionalBoca Extra 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000
Beneficio -14,936,980 -14,936,980 -14,936,980 -14,936,980 -14,936,980 -14,936,980 -14,936,980 -14,936,980 -14,936,980 -14,936,980
BeneficioDescontado -14,936,980 -13,277,316 -11,802,059 -10,490,719 -9,325,083 -8,288,963 -7,367,967 -6,549,304 -5,821,604 -5,174,759
Beneficio a 10 años -93,034,753
Años
Fuente: Elaboración propia

48
Es posible desechar inmediatamente ambos escenarios, ya que el primero entregabeneficios que no superan la inversión de la planta instalada ($ 271.500.000 aprox.) yel segundo ni siquiera cubre los costos operacionales.
Surge entonces la inquietud si es relevante aumentar la capacidad de una plantadesde el escenario básico de una boca de carga a la situación actual, de dos bocas decarga por planta, a continuación las tablas Nº 17 y Nº 18 muestran los beneficios deaumentar la capacidad de carga cuando solo se cuenta con una boca de carga, para lasplantas de Renca y Quilín respectivamente.
Tabla Nº 15Beneficios de pasar de una a dos bocas de carga, planta Renca
0 1 2 3 4 5 6 7 8 9Ahorro por Tiempos
Muertos 124,975,870 124,975,870 124,975,870 124,975,870 124,975,870 124,975,870 124,975,870 124,975,870 124,975,870 124,975,870
Ahorro por Horas Extras 33,317,435 33,317,435 33,317,435 33,317,435 33,317,435 33,317,435 33,317,435 33,317,435 33,317,435 33,317,435
Costo Operacional BocaExtra 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000
Beneficio 90,493,305 90,493,305 90,493,305 90,493,305 90,493,305 90,493,305 90,493,305 90,493,305 90,493,305 90,493,305
Beneficio Descontado 90,493,305 80,438,493 71,500,883 63,556,340 56,494,525 50,217,355 44,637,649 39,677,910 35,269,254 31,350,448
Beneficio a 10 años 563,636,161
Beneficio Neto(Descontada Inversión) 292,136,161
Años
Fuente: Elaboración propia
Tabla Nº 16Beneficios de pasar de una a dos bocas de carga, planta Quilín
0 1 2 3 4 5 6 7 8 9Ahorro por Tiempos
Muertos 78,312,398 78,312,398 78,312,398 78,312,398 78,312,398 78,312,398 78,312,398 78,312,398 78,312,398 78,312,398
Ahorro por Horas Extras 21,244,837 21,244,837 21,244,837 21,244,837 21,244,837 21,244,837 21,244,837 21,244,837 21,244,837 21,244,837
Costo Operacional BocaExtra 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000
Beneficio 31,757,235 31,757,235 31,757,235 31,757,235 31,757,235 31,757,235 31,757,235 31,757,235 31,757,235 31,757,235
Beneficio Descontado 31,757,235 28,228,653 25,092,136 22,304,121 19,825,885 17,623,009 15,664,897 13,924,353 12,377,203 11,001,958
Beneficio a 10 años 197,799,451
Beneficio Neto(Descontada Inversión) -19,400,549
Años
Fuente: Elaboración propia
Se puede observar que en Renca era conveniente la ampliación de la planta conuna boca de carga extra, para un escenario de demanda equivalente. Sin embargo laexpansión realizada en la planta de Quilín no fue la más adecuada, debido a la pocacapacidad de la planta nueva, que pese a tener una menor inversión, no logra unimpacto en la congestión como se esperaba.
Surge la inquietud de estudiar dos escenarios extras, una supuesta expansión dela planta Quilín desde una boca de carga a dos bocas de carga de alta capacidad(agregando una boca de carga mayor a la que se coloco) y el escenario que contemplael cambio de la planta de baja capacidad por una de mayor capacidad en la planta deQuilín.

49
En la tabla Nº 17 se muestran los beneficios de la expansión desde el escenariobásico de la planta Quilín a dos bocas de alta capacidad, mientras que en la tabla Nº 18se muestran los beneficios de cambiar la planta de baja capacidad de Quilín, por una demayor capacidad.
Tabla Nº 17Beneficios de pasar de una a dos bocas de carga, planta Quilín
0 1 2 3 4 5 6 7 8 9Ahorro por Tiempos
Muertos 92,830,106 92,830,106 92,830,106 92,830,106 92,830,106 92,830,106 92,830,106 92,830,106 92,830,106 92,830,106
Ahorro por Horas Extras 24,832,705 24,832,705 24,832,705 24,832,705 24,832,705 24,832,705 24,832,705 24,832,705 24,832,705 24,832,705
Costo Operacional BocaExtra 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000
Beneficio 49,862,811 49,862,811 49,862,811 49,862,811 49,862,811 49,862,811 49,862,811 49,862,811 49,862,811 49,862,811
Beneficio Descontado 49,862,811 44,322,499 39,397,777 35,020,246 31,129,107 27,670,318 24,595,838 21,862,967 19,433,749 17,274,443
Beneficio a 10 años 310,569,754
Beneficio Neto(Descontada Inversión) 39,069,754
Años
Fuente: Elaboración propia
Tabla Nº 18Beneficios de pasar de una a dos bocas de carga, planta Quilín
0 1 2 3 4 5 6 7 8 9Ahorro por Tiempos
Muertos 14,517,709 14,517,709 14,517,709 14,517,709 14,517,709 14,517,709 14,517,709 14,517,709 14,517,709 14,517,709
Ahorro por Horas Extras 5,941,542 5,941,542 5,941,542 5,941,542 5,941,542 5,941,542 5,941,542 5,941,542 5,941,542 5,941,542
Costo Operacional BocaExtra 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000 67,800,000
Beneficio -47,340,750 -47,340,750 -47,340,750 -47,340,750 -47,340,750 -47,340,750 -47,340,750 -47,340,750 -47,340,750 -47,340,750
Beneficio Descontado -47,340,750 -42,080,666 -37,405,037 -33,248,921 -29,554,597 -26,270,753 -23,351,780 -20,757,138 -18,450,789 -16,400,702
Beneficio a 10 años -294,861,133
Beneficio Neto(Descontada Inversión) -566,361,133
Años
Fuente: Elaboración propia
Del análisis de las tablas expuestas se puede concluir que la inversión ideal almomento de planear una expansión es con bocas de la mayor capacidad accesiblepara la empresa (120 m3/hora), pero si por algún motivo se realiza una inversión en unaplanta menor, es mejor dejar la configuración de esa manera a invertir y cambiar lacapacidad de la planta.
6.3 Análisis Final de Evaluaciones
La situación sugerida es mantener la configuración de bocas de carga existente, loque no requiere mayor análisis debido a que es obviamente factible si se encuentra enfuncionamiento actualmente. Solo queda recomendar a la empresa corregir algunosaccesos a las bocas de carga de Quilín y Renca para facilitar la carga y evitar retrasosinnecesarios.
Con respecto al número de camiones óptimo encontrado, no hay impedimentostécnicos que impidan mantener 37 camiones mixer en la planta de Quilín, y 41camiones mixer en la planta de Renca, esto debido a que ambas plantas cuentan con

50
espacio físico suficiente para permitir la correcta operación de ese número de camionesy las actividades que esto conlleva (almuerzo, mantención, etc.). Los aumentos delnúmero de camiones mixer llevados a cabo de forma posterior a la fecha de los datosusados para la confección del modelo hacen que las dos plantas ya cuenten, enconjunto, con el número de camiones óptimos para las dos plantas (78 camiones mixer)por lo que solo sería necesaria una reasignación de camiones entre estas plantas.
Realizando un análisis de sensibilidad con respecto al número de camiones mixer,este demuestra que la planta de Quilín es mucho mas sensible al número de camiones,ya que llevado la diferencia de utilidades diarias a un valor anual, este presenta mermasen MM $ 24 por un camión menos y de MM $ 21 por un camión mixer más. Aplicado elmismo análisis a la planta de Renca, se observa que esta es mucho menos sensible,presentando mermas anuales de tan solo MM $ 2 por un camión menos y de MM $ 13por un camión más. Con esto es aconsejable que, ante la falla de uno de los camionesmixer, se de preferencia a mantener la flota asociada a la planta de Quilín.
Estas nuevas configuraciones (mismo número de bocas, más camiones) crea unpotencial mayor de demanda a satisfacer, esto es, idealmente (si solo se forman colasde espera por asociadas a la carga del hormigón y no por atrasos de los operadores demixer, fallas de maquinaria, etc.) la planta de Renca podría satisfacer en promedio 151pedidos diarios, mientras que la planta de Quilín podría satisfacer 135 pedidos diarios,manteniendo el nivel de servicio actual.
6.4 Conclusiones
Las configuraciones (Nº de bocas de carga) de las plantas de Quilín y Rencaexistentes, son las más adecuadas a partir del escenario actual de demanda ycapacidad de carga, sin embargo es necesario señalar que si se decide ampliar lacapacidad de una de las plantas, debe hacerse tratando de alcanzar la mayorcapacidad de carga disponible, para provocar el mayor impacto posible sobre lascongestiones dentro de las plantas.

51
CAPITULO VII: Análisis y Conclusiones7.1 Análisis del modelo
El modelo desarrollado presenta un ajuste significativo con la situación actual queocurre en la planta de Renca, así como también en dos de los periodos de la planta deQuilín (error menor al 3%).
Las distribuciones bajo las cuales se ajustan las curvas de tiempos de carga ydescara, corresponden, en su mayoría, a las planteadas por la teoría (erlang), aun pesea que los parámetros son menores a los anunciados por la teoría, las distribuciones, ensu mayoría, pertenecen a la aconsejada para estudios de problemas de producción dehormigón, lo que valida la toma de tiempos realizada en las plantas y los parámetrosingresados al modelo.
Pese a que no es posible simular a través de este modelo las situaciones extremasocurridas en el año 2005, debido a restricciones de horarios de operación del modelopor la cantidad de datos existentes, se observa que los resultados de los escenariospromedio de cada periodo representan fielmente los tiempos perdidos en las colas deespera de las plantas por los camiones mixer.
Por lo anterior, más los resultados entregados por el modelo, exhibidos en elcuerpo de este trabajo de título, se concluye que el modelo cumple el propósito deapoyar la toma de decisiones con respecto a las capacidades de carga y distribución dehormigón, con la que fue creado.
7.2 Conclusiones y Comentarios
El trabajo de título realizado permite validar la hipótesis planteada por la empresaal inicio del estudio relacionada con la congestión de las plantas, a la vez que le asignaun valor monetario al efecto inmediato de la congestión: Tener un camión mixerdetenido, esto permite crear la relación entre las congestiones y las oportunidades deinversión, tanto en capacidad de carga como en capacidad de distribución. Es más elestudio permite señalar que es antes de la boca de carga donde se producen lascongestiones significativas (2.5 a 3.5 camiones mixer en cola promedio), centrando asíel estudio en este punto.
Pese a las sospechas iniciales, que apuntaban a que las plantas estabansubdimensionadas, analizando los resultados obtenidos, es posible señalar que lasplantas presentan una adecuada capacidad de carga y que su capacidad de distribuciónóptima es levemente mayor que la utilizada durante el año 2005.
Frente a estos resultados es posible definir que la relación óptima entre capacidadde carga y de distribución, para satisfacer la demanda bajo la cual esta sometida cadaplanta, es de 2 bocas de carga y 41 camiones en el caso de Renca, y de las 2 bocasde carga actuales y 37 camiones para Quilín, alcanzando el máximo de utilidadesdiarias por este concepto, M $ 1.131 y M $ 1.397 para las plantas de Renca y Quilínrespectivamente. Es necesario mencionar también que la planta de Quilín es mucho
52
mas flexible a los variaciones de la flota de camiones mixer asociados, por lo que esnecesario dar prioridad a esta ante la falla de algún camión.
Por último, es importante señalar que los índices desarrollados para lasmediciones de la producción y de la congestión en las plantas entregaron comoresultado que las plantas tienen niveles de utilización mucho menores que loscamiones, lo que concuerda con la lógica, debido a que, como se señalo anteriormente,hay diferencias significativas en la inversión de la flota de camiones mixer en relación ala inversión en plantas (siendo mucho mayor la primera). Así como también señalan eladecuado dimensionamiento del número de plataformas de preparación de cono porcada boca de carga (tres por cada boca de carga de 120 m3/hr) bajo el que estándiseñado estas plantas.
7.3 Recomendaciones
Se recomienda a la empresa considerar, al momento de definir los costos de cadadespacho, las diferencias en la utilización de la flota que provoca cada producto segúnsu tipo de descarga, debido a su interés permanente en obtener el máximo uso de flotaposible y las oportunidades que se abren al crear diferencias en el precio de losproductos de menor utilización de flota frente a la competencia.
Así también, se recomienda trabajar más en crear una cultura de trabajo que sealinee con los objetivos de la empresa entre los operadores mixer, ya que estos muchasveces provocan mayores tiempos muertos en la planta debido al mal uso de losrecursos (provocan colas en la planta de mayor capacidad, estando vacía la otra enQuilín, por ejemplo) o demoran el proceso de carga al encontrarse lejos del camiónmixer que les corresponde, retrasando la carga de toda la cola de espera.

53
Bibliografía
1. CARMICHAEL, D.G. 1987. Engineering queues in construction and mining.England, Ellis Horwood. 375p. (Ellis Horwood Series in Civil Engineering)
2. JARA W., Comportamiento de la flota de carguío y transporte Mantos Blancos.Memoria de Ingeniero Civil en Minas. Santiago, Universidad de Chile, Facultadde Ciencias Físicas y Matemáticas.
3. LAW, A.M. y KELTON, W.D. 1991. Simulation modeling and analysis. 2ª Ed. NewYork, McGraw-Hill. 759 p.
4. CIFUENTES C., Mejoramiento del proceso de despacho para una planta decemento utilizando herramientas de simulación. Memoria de Ingeniero CivilIndustrial. Santiago, Universidad Diego Portales, Facultad de Ingeniería.
5. WEISSER M. Análisis 2006, El cemento Chileno [en línea]http://www.mch.cl/documentos/pdf/elcemento2006.pdf [consulta 02 Octubre2006]
6. INSTITUTO DEL CEMENTO Y DEL HORMIGÓN DE CHILE. [en línea]http://www.ich.cl/ [Consulta: 20 de Agosto 2006]
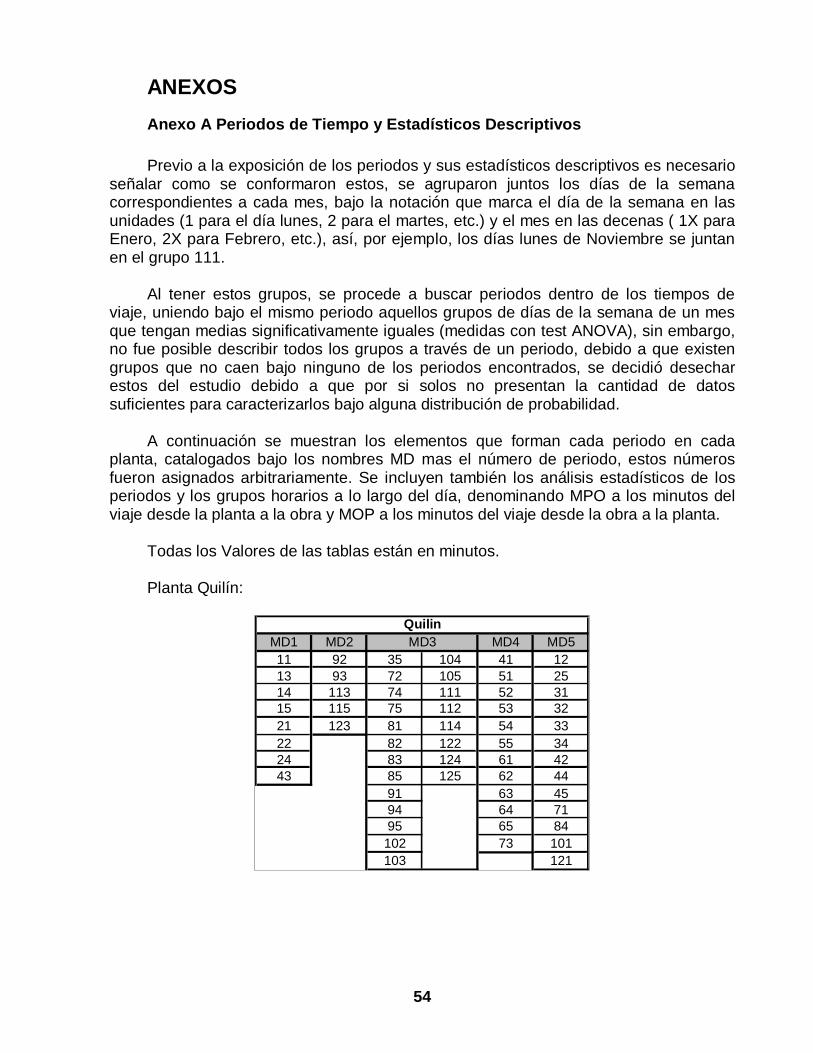
54
ANEXOSAnexo A Periodos de Tiempo y Estadísticos Descriptivos
Previo a la exposición de los periodos y sus estadísticos descriptivos es necesarioseñalar como se conformaron estos, se agruparon juntos los días de la semanacorrespondientes a cada mes, bajo la notación que marca el día de la semana en lasunidades (1 para el día lunes, 2 para el martes, etc.) y el mes en las decenas ( 1X paraEnero, 2X para Febrero, etc.), así, por ejemplo, los días lunes de Noviembre se juntanen el grupo 111.
Al tener estos grupos, se procede a buscar periodos dentro de los tiempos deviaje, uniendo bajo el mismo periodo aquellos grupos de días de la semana de un mesque tengan medias significativamente iguales (medidas con test ANOVA), sin embargo,no fue posible describir todos los grupos a través de un periodo, debido a que existengrupos que no caen bajo ninguno de los periodos encontrados, se decidió desecharestos del estudio debido a que por si solos no presentan la cantidad de datossuficientes para caracterizarlos bajo alguna distribución de probabilidad.
A continuación se muestran los elementos que forman cada periodo en cadaplanta, catalogados bajo los nombres MD mas el número de periodo, estos númerosfueron asignados arbitrariamente. Se incluyen también los análisis estadísticos de losperiodos y los grupos horarios a lo largo del día, denominando MPO a los minutos delviaje desde la planta a la obra y MOP a los minutos del viaje desde la obra a la planta.
Todas los Valores de las tablas están en minutos.
Planta Quilín:
MD1 MD2 MD4 MD511 92 35 104 41 1213 93 72 105 51 2514 113 74 111 52 3115 115 75 112 53 3221 123 81 114 54 3322 82 122 55 3424 83 124 61 4243 85 125 62 44
91 63 4594 64 7195 65 84102 73 101103 121
MD3Quilin

55
Mínimo 9 Horas Promedio Desv. Est. Mínimo MáximoMáximo 94 7-8 33.36 14.23 9 85Promedio 28.03 9 30.86 12.11 9 75Desv. Est. 12.81 10/13-18-19 28.21 12.74 9 90
14/17-20-21 26.02 12.16 9 94Mínimo 10 Horas Promedio Desv. Est. Mínimo MáximoMáximo 111 8-14-15-17-19-20-23 27.52 13.59 10 95Promedio 29.07 Resto 30.15 15.59 10 111Desv. Est. 14.86Mínimo 10 Horas Promedio Desv. Est. Mínimo MáximoMáximo 95 7-8 41.29 15.16 10 95Promedio 33.61 9/11-18-19-21 34.59 13.00 10 92Desv. Est. 12.92 12/17-20 31.03 11.33 10 84Mínimo 10 Horas Promedio Desv. Est. Mínimo MáximoMáximo 100 9-10-19-21 35.37 14.42 10 85Promedio 32.74 Resto 31.94 12.38 10 100Desv. Est. 12.97Mínimo 9 Horas Promedio Desv. Est. Mínimo MáximoMáximo 97 7 41.49 15.26 10 97Promedio 32.23 8 38.22 13.09 10 90Desv. Est. 12.02 9-10-18 32.97 11.46 9 89
Resto 30.76 11.41 9 91Mínimo 10 Horas Promedio Desv. Est. Mínimo MáximoMáximo 106 23 24.60 7.60 10 40Promedio 31.56 14/16-21-22 30.06 11.67 10 98Desv. Est. 12.24 9-10-18-19 33.14 13.26 10 99
Resto 31.58 11.78 10 106Mínimo 9 Horas Promedio Desv. Est. Mínimo MáximoMáximo 101 7-8 38.29 15.05 10 95Promedio 29.98 14/16 27.05 11.24 9 97Desv. Est. 12.85 9-12-18-19 31.05 13.23 9 101
Resto 29.45 12.19 9 87Mínimo 10 Horas Promedio Desv. Est. Mínimo MáximoMáximo 122 8-23 25.27 9.52 10 58Promedio 32.23 11-12-16-17-20-21 30.89 14.40 10 99Desv. Est. 14.65 Resto 33.49 14.82 10 122Mínimo 9 Horas Promedio Desv. Est. Mínimo MáximoMáximo 90 7-8 36.69 15.69 9 90Promedio 30.16 15-16-20-21 27.37 11.41 9 75Desv. Est. 12.81 Resto 30.15 12.44 9 81Mínimo 10 Horas Promedio Desv. Est. Mínimo MáximoMáximo 108 8-11-20/23 26.87 13.68 10 95Promedio 29.30 10-15-17/19 30.94 14.77 10 108Desv. Est. 14.21 Resto 28.99 13.70 10 95
MPO
Quilin
MPO
MOP
MD1
Estadísticos por Periodo Estadísticos Grupos Horarios
MOP
MOP
MD3
MOP
MPO
MD2
MPO
MOP
MD4
MPO
MD5

56
Planta Renca:
MD2 MD3 MD5 MD611 95 14 32 12 104 22 2316 96 24 35 13 106 33 4221 111 86 45 25 114 41 4326 112 93 51 31 115 15 4436 113 55 34 123 64 5273 116 61 83 124 71 5476 122 63 84 125 72 6282 126 65 85 74 6691 101 7592 102 8194 103 105
MD4MD1Renca

57
Mínimo 6 Horas Promedio Desv. Est. Mínimo MáximoMáximo 120 7-21 33.17 14.85 7 103Promedio 26.20 8-18/20 28.15 12.03 8 95Desv. Est. 11.63 Resto 25.59 11.28 6 120Mínimo 6 Horas Promedio Desv. Est. Mínimo MáximoMáximo 178 8-23 21.40 10.90 7 69Promedio 24.48 9-20-23 26.24 13.64 6 131Desv. Est. 13.03 Resto 23.70 12.69 6 178Mínimo 6 Horas Promedio Desv. Est. Mínimo MáximoMáximo 120 7-20 30.60 16.17 6 80Promedio 26.20 Resto 23.69 11.31 6 107Desv. Est. 11.63Mínimo 6 Horas Promedio Desv. Est. Mínimo MáximoMáximo 178 17-18-21 27.34 16.71 6 114Promedio 24.48 Resto 22.38 14.31 6 120Desv. Est. 13.03Mínimo 6 Horas Promedio Desv. Est. Mínimo MáximoMáximo 127 7 35.14 13.41 8 80Promedio 28.76 8 31.83 16.59 6 93Desv. Est. 14.20 Resto 28.21 13.92 6 127Mínimo 6 Horas Promedio Desv. Est. Mínimo MáximoMáximo 197 15/19-22 32.54 21.67 6 197Promedio 30.00 Resto 28.06 19.03 6 192Desv. Est. 20.33Mínimo 6 Horas Promedio Desv. Est. Mínimo MáximoMáximo 126 7 34.83 13.91 7 93Promedio 27.60 8 31.34 13.91 6 105Desv. Est. 12.43 Resto 27.08 12.14 6 126Mínimo 6 Horas Promedio Desv. Est. Mínimo MáximoMáximo 191 16/18 27.82 14.90 6 132Promedio 25.86 Resto 25.13 13.61 6 191Desv. Est. 14.02Mínimo 6 Horas Promedio Desv. Est. Mínimo MáximoMáximo 120 7-8-18-21 32.10 15.20 6 120Promedio 28.75 Resto 28.06 13.13 6 120Desv. Est. 13.59Mínimo 6 Horas Promedio Desv. Est. Mínimo MáximoMáximo 195 17-18 32.59 19.92 6 195Promedio 27.96 8-12-23 24.53 12.83 6 79Desv. Est. 17.52 Resto 27.33 17.33 6 192Mínimo 6 Horas Promedio Desv. Est. Mínimo MáximoMáximo 110 7 33.89 15.41 7 80Promedio 25.77 8-13-18-19 27.82 14.96 6 94Desv. Est. 13.21 Resto 24.72 12.25 6 110Mínimo 6 Horas Promedio Desv. Est. Mínimo MáximoMáximo 198 18-22 32.12 19.64 6 135Promedio 27.35 9-20-23 23.41 16.26 6 169Desv. Est. 18.70 Resto 27.23 18.74 6 198
MD6
MPO
MOP
MD5
MPO
MOP
MD4
MPO
MOP
MD3
MPO
MOP
MD2
MPO
MOP
MD1
MPO
MOP
RencaEstadísticos por Periodo Estadísticos Grupos Horarios

58
Distribuciones usada en periodos de viajes, Planta Quilín:
min á âWeibull 7.41 1.88 29.21Weibull 7.17 2.04 26.71Weibull 8.52 1.56 22.30Weibull 8.92 1.44 18.60
min L âErlang 8.55 2 9.65Erlang 8.18 2 10.80
min L âErlang 0.71 7 5.80Erlang 2.61 6 5.42Erlang 1.95 7 4.09
min L âErlang 4.55 5 6.73Erlang 2.8 5 6.01
min á âWeibull 8.6 2.29 37.10Weibull 8.01 2.3 33.10Weibull 8.34 2.16 27.80Weibull 8.48 2.02 24.30
min L âErlang 5.55 5 5.67Erlang 5.08 5 4.85Erlang 2.45 5 6.16Erlang 4.18 5 5.54
min L âErlang -1.49 7 5.68Erlang 4.73 4 5.65Erlang 5.16 4 6.58Erlang 4.19 4 6.38
min L âErlang 6 4 4.82Erlang 7 3 7.84Erlang 7.16 3 8.69
min á âWeibull 7.88 1.91 32.50Weibull 8.68 1.66 21.00Weibull 8.46 1.8 24.70
min L âErlang 8.19 2 8.81Erlang 8.67 2 11.5Erlang 8.45 2 10.5
MD5
MPO
MOP
MD4
MPO
MOP
MOP
MD3
MOP
MPO
MD2
MPO
Quilin
MPO
MOP
MD1

59
Distribuciones usada en periodos de viajes, Planta Renca:
min L âErlang 4.35 4 7.21Erlang 6.47 3 7.20Erlang 4.28 4 5.38
min L âErlang 6.18 2 7.61Erlang 4.19 3 7.38Erlang 3.76 3 6.72
min L âErlang 1.91 3 9.56Erlang 5.02 3 6.22
min µ óLogNormal 1.75 3.06 0.607LogNormal 3.03 2.76 0.635
min µ óLogNormal -22.9 4.03 0.23LogNormal -1.79 3.4 0.48LogNormal -5.45 3.43 0.39
min L âErlang 5.91 2 14Erlang 5.58 2 11.3
min L âErlang 1.2 6 5.61Erlang 0.79 5 6.11Erlang 3.76 4 5.85
min µ óLogNormal -1.02 3.25 0.463LogNormal 5.58 3.02 0.555
min L âErlang 2.86 4 7.42Erlang 4.48 3 7.81
min µ óLogNormal -1.66 3.41 0.51LogNormal -0.441 3.09 0.49LogNormal 0.191 3.14 0.54
min á âInverseGaussian -13.6 443 47.5InverseGaussian -1.48 95.6 28.1InverseGaussian -4.47 166 29.2
min µ óLogNormal -0.97 3.35 0.554LogNormal 3 2.77 0.696LogNormal 2.74 2.97 0.699
MPO
MOP
MD5
MD6
MPO
MOP
MD1
MPO
MOP
MPO
MOP
MD2
MPO
MOP
MD3
Renca
MD4
MPO
MOP

60
Anexo B Ejemplo Aplicación Test ANOVA
Para la creación de los periodos de los tiempos se sometieron todos los grupos dedías de la semana y meses descritos en el anexo A bajo un test ANOVA, este entregocomo resultado la no igualdad de las medias de los tiempos de viaje, por lo que seutilizó el test de tukey para la conformación de los periodos finales, comprobandoposteriormente con otro test ANOVA que los periodos encontrados posean mediasestadísticamente iguales.
Por la extensión de estos análisis, se muestra a modo de ejemplo los resultadosde los test ANOVA para el periodo con mayor cantidad de datos (Quilín, MD3) de losviajes desde la planta hacia la obra (MPO) y desde la obra hasta la planta (MOP).
ANOVA
MPO
2647.498 20 132.375 .915 .56718.800 1 18.800 .130 .718
2628.699 19 138.353 .957 .511
1331339 9206 144.6161333986 9226
(Combined)WeightedDeviation
Linear TermBetweenGroups
Within GroupsTotal
Sum ofSquares df Mean Square F Sig.
ANOVA
MOP
2907.778 20 145.389 .971 .49516.802 1 16.802 .112 .738
2890.977 19 152.157 1.016 .438
1379021 9206 149.7961381929 9226
(Combined)WeightedDeviation
Linear TermBetweenGroups
Within GroupsTotal
Sum ofSquares df Mean Square F Sig.
A su vez, los periodos fueron separados en grupos horarios, esto es, separadosen aquellas horas del día que tuvieran medias estadísticamente iguales. Para esto serealizaron nuevos test ANOVA para agrupar las horas del día, resultando cuatro gruposhorarios para cada viaje (MPO y MOP).

61
Anexo C Ejemplo de Test de Ajuste de Distribución de Probabilidad
Se muestra a continuación un ejemplo de los test aplicados al grupo horario MOP1del periodo MD 2 de la planta de Renca, donde aparecen los valores de los estadísticoscorrespondientes a los tres test vistos en el capitulo 2.2. Se encuentra marcada ladistribución que mejor ajusta según los estadísticos (la que tiene los menores valoresde estos) que fue la que finalmente se utilizó.
Distribución Chi Cuadrado KolmogorovSmirnov
AndersonDarling
Beta(6, 445, 1.85, 35.6) 23.6 0.092 7.17Erlang(5.5, 2, 10.9) 28.0 0.081 1.00Exponential(6, 21.3) 54.6 0.169 16.30Extreme Value(20.6, 11.2) 18.9 0.104 2.10Gamma(5.4, 1.92, 11.4) 29.5 0.078 0.99Inverse Gaussian(0.619, 69.4, 26.7) 35.0 0.060 0.79Logistic(25.1, 8.4) 55.3 0.116 5.70Log-Logistic(3.19, 2.65, 19.8) 24.9 0.065 0.94Lognormal(1.75, 3.06, 0.607) 22.5 0.059 0.76Normal(27.3, 16.7) 125.0 0.170 10.30Pareto(6, 0.735) 267.0 0.315 50.50Pearson 5(-4.55, 5.15, 133) 23.6 0.062 0.80Pearson 6(6, 127, 2.24, 14.2) 36.1 0.071 6.78Triangular(4.88, 115, 10) 159.0 0.350 62.50Uniform(6, 114) 391.0 0.538 179.00Weibull(5.82, 1.37, 23.6) 25.7 0.085 1.64
Se muestra además en a tabla siguiente el detalle de los test aplicados a ladistribución Lognormal, marcada anteriormente. Los datos aquí observados fueronobtenidos mediante el uso del software StatFit. Se puede ver que dos de los tres testfueron aceptados (no rechazados), en general, la exigencia del resto de los test fuesimilar, se aceptaron distribuciones aprobadas por dos de los tres test.
minimum = 1.74653 data points 285mu = 3.05953 ks stat 0.0587sigma = 0.607067 alpha 0.05Chi Squared ks stat(285,0.05) 0.0798total classes 9 p-value 0.263interval type equal probable result DO NOT REJECTnet bins 9chi**2 22.5 data points 285degrees of freedom 8 ad stat 0.764alpha 0.05 alpha 0.05chi**2(8,0.05) 15.5 ad stat(0.05) 2.49p-value 0.00409 p-value 0.508result REJECT result DO NOT REJECT
Anderson-Darling
Kolmogorov-SmirnovLognormal

62
Anexo D Histogramas de tiempos de Carga
Histograma según minutos de duración de carga, planta Quilín 1:
Histograma según minutos de duración de carga, planta Quilín 2:
Histograma según minutos de duración de carga, planta Renca 1:

63
Histograma según minutos de duración de carga, planta Renca 2:

64
Anexo E Histogramas de tiempos de Preparación del Hormigón
Histograma según minutos de duración preparación de hormigón, planta Quilín:
Histograma según minutos de duración preparación de hormigón, planta Renca:
65
Anexo F Código Computacional ModeloModeloMixer3.java
import java.math.*;import java.io.*;import java.util.*;public class ModeloMixer3{
public static void main(String[] args) throws IOException{
BufferedReader w1,w2,w3,w4,w5,w0,w12;String s1,s2,s3,s4,s5,s0,s11,s12;
System.out.print("Ingrese el Numero de Camiones: ");w1 = new BufferedReader(new InputStreamReader(System.in));s1 = w1.readLine(); //el programa espera a que se ingrese algo y el ENTER
System.out.print("Ingrese el Numero de Viajes: ");w2 = new BufferedReader(new InputStreamReader(System.in));s2 = w2.readLine();
System.out.print("Ingrese el Numero de Plantas: ");w3 = new BufferedReader(new InputStreamReader(System.in));s3 = w3.readLine();
System.out.print("Ingrese el Numero de Plataformas de Ajuste de Cono: ");w4 = new BufferedReader(new InputStreamReader(System.in));s4 = w4.readLine();
System.out.print("Ingrese el Numero de periodos de Tiempos de Ida: ");w5 = new BufferedReader(new InputStreamReader(System.in));s5 = w5.readLine();
System.out.print("Ingrese el Numero de periodos de Tiempos de Vuelta: ");w0 = new BufferedReader(new InputStreamReader(System.in));s0 = w0.readLine();
System.out.print("Ingrese el Numero Min. de Simulaciones a Realizar: ");w0 = new BufferedReader(new InputStreamReader(System.in));s11 = w0.readLine();
System.out.print("Ingrese el Numero Max. de Simulaciones a Realizar: ");w12 = new BufferedReader(new InputStreamReader(System.in));s12 = w12.readLine();
int mj1,ncam1,vd1,pida1,pvue1,bocas1,pc1,nsim1,nsim2;ncam1=Integer.parseInt(s1); //Nº Camiones Mixer operando en la plantavd1=Integer.parseInt(s2); //Nº de viajes por día

66
pida1=Integer.parseInt(s5); //Periodos de t. de viaje de idapvue1=Integer.parseInt(s0); //Periodos de t. de viaje de vueltabocas1=Integer.parseInt(s3); //Nº de plantas operandpc1=Integer.parseInt(s4); //Nº de plataformas de preparacion del cononsim1=Integer.parseInt(s11); //Nº de Simulacionesnsim2=Integer.parseInt(s12);
PrintWriter ca[]=new PrintWriter[nsim2-nsim1+1];PrintWriter cb[]=new PrintWriter[nsim2-nsim1+1];
for(int f=0;f<(nsim2-nsim1+1);f++){ca[f]=new PrintWriter(new FileWriter("DurViaje"+(f+nsim1)+".txt"));cb[f]=new PrintWriter(new FileWriter("DurViajeNA"+(f+nsim1)+".txt"));
}
for(int g=nsim1;g<=nsim2;g++){for(int u=0;u<g;u++){simulacion(vd1,ncam1,pida1,pvue1,bocas1,pc1,u,/*ca[g-nsim1],*/cb[g-nsim1]);ca[g-nsim1].println("");}ca[g-nsim1].close();cb[g-nsim1].close();
}}
public static void simulacion(int viadia,int nocam, int perida, int pervue, int noboca, intnopc, int noarch, /*PrintWriter ca1,*/ PrintWriter cb1)throws IOException{
int mj,ncam,aux,vd,pida,pvue,bocas,pc,nped,fines;int nturnos, ealm, salm;mj=1220; //minutos de la jornada de trabajo totalncam=nocam; //Nº Camiones Mixer operando en la plantaaux=ncam; //Auxiliar del Nº de camiones para coordinar salidavd=viadia+1; //Nº de viajes por díapida=perida; //Periodos de t. de viaje de idapvue=pervue; //Periodos de t. de viaje de vueltabocas=noboca; //Nº de plantas operandopc=nopc; //Nº de plataformas de preparacion del cononped=1; //Aux del Nº de pedidosfines=0;ealm=0;salm=0;
BufferedReader w6,w7,w8,w9;int tt[];int ht[];int t,j,i,k,act,al,bb,ss, fr,rande,deso;int periodos[][]=new int[17][2];int pedidos[]=new int[24];
67
double largop1,largop2,largop3,sumap1,sumap2,sumap3,scami;
int a1,a2,a3,a4,a5,a6,a7,a8,a9,a10,contador1,contador2;int b1,b2,b3,b4,b5,b6,b7,b8,b9,b0;String s6,s7,s8,s9,s0,narchi;PrintWriter o1,o2,o3,o4,o5,o6,o7,o8,o9,o0;int hentrega[]; //Arreglo de tiempos de entregaint tida[][]; //Arreglo de tiempos aleatorios de idaint tdesc[][]; //Arreglo de tiempos aleatorios de descargaint probprod[]; //Arreglo con tipo de producto 1=HB,2=HN,3=MRint tvuel[][]; //Arreglo de tiempos aleatorioa de vueltaint tcarg[][]; //Arreglo de tiempos aleatorioa de cargaint ncarg=0;int tphor[][]; //Arreglo de tiempos aleatorioa de prep. del hormigónint nphor=0;int troma[]; //Arreglo de tiempos aleatorioa de demora en Romanaint nroma=0;int nida=0;int nvue=0; // Contadores de vuelta,int ndes=0;int nalm=0;int hact=0;int hant=0;int auxsalp=0;int lcarga[];int lphor[];int lroma[];int hf=0;
Delay planta,romana,pcono;Delay vida,vvuelta,descarga,casino;Espera carga,phor,roma;
rande=2800;int hora=0;int rrr=2700;hentrega=new int[mj];tida=new int[rande][pida];tdesc=new int[rande][3];probprod=new int[rande];tvuel=new int[rande][pvue];tcarg=new int[rande][bocas];tphor=new int[rande][2];troma=new int[rande];lcarga=new int[mj];lphor =new int[mj];lroma =new int[mj];

68
// Inicializacion tiempos de descarga
w6 = new BufferedReader (new FileReader("descargaHB.txt"));for(bb=0; bb<rande; bb++){
s6 = w6.readLine();tdesc[bb][0]=Integer.parseInt(s6);
}w6.close();
w7 = new BufferedReader (new FileReader("descargaHN.txt"));for(bb=0; bb<rande; bb++){
s7 = w7.readLine();tdesc[bb][1]=Integer.parseInt(s7);
}w7.close();
w8 = new BufferedReader (new FileReader("descargaM.txt"));for(bb=0; bb<rande; bb++){
s8 = w8.readLine();tdesc[bb][2]=Integer.parseInt(s8);
}w8.close();
//Inicialización Probabilidades de Productos
w8 = new BufferedReader (new FileReader("prob.txt"));for(bb=0; bb<rande; bb++){
s8 = w8.readLine();probprod[bb]=Integer.parseInt(s8);
}w8.close();
//Inicialización Periodos Ida
for(ss=0;ss<pida;ss++){narchi="pi"+(ss+1)+".txt";w6 = new BufferedReader (new FileReader(narchi));for(bb=0; bb<rande; bb++){
s6 = w6.readLine();tida[bb][ss]=Integer.parseInt(s6);
}w6.close();
}
//Inicialización Periodos Vuelta
for(ss=0;ss<pvue;ss++){narchi="pv"+(ss+1)+".txt";w6 = new BufferedReader (new FileReader(narchi));

69
for(bb=0; bb<rande; bb++){s6 = w6.readLine();tvuel[bb][ss]=Integer.parseInt(s6);
}w6.close();
}
//Inicialización Tiempos de Carga
for(int ri=0; ri<bocas; ri++){w8 = new BufferedReader (new FileReader("carga"+ri+".txt"));for(bb=0; bb<rande; bb++){
s8 = w8.readLine();tcarg[bb][ri]=Integer.parseInt(s8);
}w8.close();
}
//Inicialización Tiempos Ajuste Cono
w8 = new BufferedReader (new FileReader("cono.txt"));for(bb=0; bb<rande; bb++){
s8 = w8.readLine();tphor[bb][0]=Integer.parseInt(s8);
}w8.close();
w8 = new BufferedReader (new FileReader("cono.txt"));for(bb=0; bb<rande; bb++){
s8 = w8.readLine();tphor[bb][1]=Integer.parseInt(s8);
}w8.close();
//Inicialización Tiempos Romana
w8 = new BufferedReader (new FileReader("romana.txt"));for(bb=0; bb<rande; bb++){
s8 = w8.readLine();troma[bb]=Integer.parseInt(s8);}
w8.close();
//Ingresa la distribucion de pedidos
w8 = new BufferedReader (new FileReader("pedidos.txt"));for(bb=0; bb<17;bb++){
s8=w8.readLine();pedidos[bb]=Integer.parseInt(s8);

70
}w8.close();
for(bb=17; bb<24;bb++){pedidos[bb]=0;
}
int phora[]=new int[24];
w8 = new BufferedReader (new FileReader("periodosi.txt"));w7 = new BufferedReader (new FileReader("periodosv.txt"));for(int kpi=0; kpi<17;kpi++){
s8=w8.readLine();s6=w7.readLine();periodos[kpi][0]=Integer.parseInt(s8); //Se cambia por el leido de periodos.txtperiodos[kpi][1]=Integer.parseInt(s6); // 0=ida, 1=vuelta
}w8.close();w7.close();
int sumi=0;for(bb=0; bb<24;bb++){
phora[bb]=(int)Math.floor((pedidos[bb]*vd)/100);sumi=sumi+phora[bb];
}for(bb=1; bb<17;bb++){
if(sumi<vd){phora[bb]=phora[bb]+1;sumi=sumi+1;
}}for(bb=1; bb<17;bb++){
if(sumi<vd){phora[bb]=phora[bb]+1;sumi=sumi+1;
}}Camion mix=new Camion(mj,ncam+1); //Arreglo de Camiones
planta= new Delay(mj,bocas); //Arreglo de una Plantaromana= new Delay(mj); //Romanapcono = new Delay(mj, pc); //Arreglo de plataformas de preparacion de hormigon
vida = new Delay(mj,ncam); //Actualiza Viajes de Ida (TxNº Camiones)vvuelta= new Delay(mj, ncam); //Actualiza Viajes de Vuelta (TxNº Camiones)descarga= new Delay(mj, ncam); //Actualiza Descarga de Horm. (TxNº Camiones)casino= new Delay(mj,ncam); //Retrasa a los que almuerzan
carga= new Espera(ncam); //Cola de espera para cargar

71
phor= new Espera(ncam); //Cola de espera para preparar conoroma= new Espera(ncam); //Cola de espera para romana
nturnos=4;ht=new int[nturnos];tt=new int[nturnos+1];ht[0]=0;ht[1]=60;ht[2]=180;ht[3]=240;
contador1=1;contador2=0;
PrintWriter output = new PrintWriter(new FileWriter("copia"+noarch+".txt"));PrintWriter output1 = new PrintWriter(new FileWriter("Resultados"+noarch+".txt"));
tt[0]=(int)Math.floor(((double)ncam)/4);System.out.println("Camiones turno 1 "+tt[0]);tt[1]=(int)Math.ceil(((double)ncam)/4);System.out.println("Camiones turno 2 "+tt[1]);tt[2]=(int)Math.floor(((double)ncam)/4);System.out.println("Camiones turno 3 "+tt[2]);if(ncam == ((int)Math.ceil(((double)ncam)/4)+tt[0]+tt[1]+tt[2])){
tt[3]=(int)Math.ceil(((double)ncam)/4);}else{
tt[3]=(int)Math.ceil(((double)ncam)/4)-1;}System.out.println("Camiones turno 4 "+tt[3]);tt[4]=0;contador2=tt[0];sumi=0;
for(t=0;t<=mj-1;t++){
//Entrada de cada turno a trabajarfor(int xx=0; xx<nturnos;xx++){
if(t==ht[xx]){for(k=contador1;k<=contador2;k++){
carga.put(k);mix.horaent(t,k);System.out.println("Ingresado el "+k+" en t="+t);
}contador1=contador2+1;contador2=contador2+tt[xx+1];}
}

72
//proceso de carga de hormigón
// Cola de Carga, entrada y salida de estahact=(int)(Math.floor(t/60));if(t>0)
hant=(int)(Math.floor((t-1)/60));if(hant!=hact){
phora[hact]=phora[hact]+phora[hant];sumi=sumi+phora[hant];
}
hora=(int)(Math.floor(t/60));System.out.println(hora+"");if(planta.desocup(t,bocas)){ //si exste una boca deocupadaif(carga.largo()!=0 && ncarg<vd && phora[hora]>0){ // Caso cola no vacía, saca el 1º
a6= carga.get();deso=planta.cualdesoc(t)-1;System.out.println("Entra mixer "+a6+" en t= "+t+" a cargar, numero de carga
"+ncarg+" Desocupada la "+deso);mix.ecarga(ncarg, a6);mix.comviaje(t,a6);
planta.entra(t,a6,tcarg[(int)Math.round(Math.random()*rrr)][deso]);ncarg++;lcarga[t]=carga.largo();phora[hora]=phora[hora]-1;if(carga.largo()!=0){
for(j=1;j<lcarga[t]+1;j++){al=carga.pos(j);mix.ocup(t,al,1);mix.estado(t,al,1);
}}
}else{ //Planta vacia
if(carga.largo()!=0 && ncarg>=vd){a6=carga.get();mix.horasal(a6,t);output.println("Fin turno Mixer "+a6);fines++;
}else
lcarga[t]=0;}
}else{ // Caso Planta ocupada
if(carga.largo()!=0){lcarga[t]=carga.largo();for(j=1;j<=lcarga[t];j++){

73
al=carga.pos(j);mix.ocup(t,al,1);mix.des(t,al);mix.estado(t,al,1);
}}else{
lcarga[t]=0;}
}
//Plantaauxsalp=0;auxsalp=planta.sale(t);fr=0;while(fr<auxsalp){
phor.put(planta.salida(t));fr++;
}
// termina carga de hormigon
//proceso de Preparación de Hormigon (ajuste de cono)// Cola de P.Cono, entrada y salida de esta
if(pcono.desocup(t,pc)){if(phor.largo()!=0){ // Caso cola no vacía, saca el 1º
a10=phor.get();output.println("Entra a Preparar Cono "+a10+" en t="+t+" hasta
"+tphor[nphor]);pcono.entra(t,a10,(tphor[(int)Math.round(Math.random()*rrr)][0]+2));nphor++;lphor[t]=phor.largo();hf=t;if(phor.largo()!=0){
for(j=1;j<lphor[t]+1;j++){al=phor.pos(j);mix.ocup(t,al,1);mix.estado(t,al,1);
}}
}else{
lphor[t]=0;}
}else{ // Caso Planta ocupada
if(phor.largo()!=0){lphor[t]=phor.largo();

74
for(j=1;j<lphor[t]+1;j++){al=phor.pos(j);mix.ocup(t,al,1);mix.estado(t,al,1);
}}else{
lphor[t]=0;}}
//Plataformas de ajuste de cono
auxsalp=0;auxsalp=pcono.sale(t);fr=0;
if(auxsalp!=0)System.out.println("Salen "+auxsalp+" en t="+t);
while(fr<auxsalp){a8=pcono.salida(t);output.println("Entra a Romana "+a8+" en t="+t);roma.put(a8);fr++;
}
// termina preparacion de hormigon
//proceso de Pesaje
// Cola de Romana, entrada y salida de estaif(romana.desocup(t,1)){
if(roma.largo()!=0){ // Caso cola no vacía, saca el 1ºa9=roma.get();output.println("Sale de Romana "+a9+" en t="+t);romana.entra(t,a9,troma[(int)Math.round(Math.random()*rrr)]);nroma++;lroma[t]=roma.largo();if(roma.largo()!=0){
lroma[t]=roma.largo();for(j=1;j<lroma[t]+1;j++){
al=roma.pos(j);mix.ocup(t,al,1);mix.estado(t,al,1);
}}
}else{
lroma[t]=0;

75
}}else{ // Caso Planta ocupada
if(roma.largo()!=0){lroma[t]=roma.largo();for(j=1;j<lroma[t]+1;j++){
al=roma.pos(j);mix.ocup(t,al,1);mix.estado(t,al,1);
}}else{
lroma[t]=0;}
}
//Salida Romana
auxsalp=0;auxsalp=romana.sale(t);fr=0;while(fr<auxsalp){
for(int kio=0; kio<17; kio++){if((int)(Math.floor(t/60))==kio){
vida.entra(t,romana.salida(t),tida[(int)Math.round(Math.random()*rrr)][periodos[kio][0]]);//Delay segun periodo
nida++;}
}fr++;}
// termina viaje de ida
// Descargaauxsalp=0;auxsalp=vida.sale(t);fr=0;while(fr<auxsalp){
descarga.entra(t,vida.salida(t),tdesc[(int)Math.round(Math.random()*rrr)][probprod[ndes]]); //Delay segun tipo prod
ndes++;fr++;
}
// Termina descarga
//Viaje de Vuelta

76
auxsalp=0;auxsalp=descarga.sale(t);if(t==363)
System.out.println("Salen "+auxsalp);fr=0;
while(fr<auxsalp){for(int ki=0; ki<17; ki++){
if((int)(Math.floor(t/60))==ki){a4=descarga.salida(t);System.out.println("T="+t+" Sale el "+a4+" Descarga Numero
"+nvue);vvuelta.entra(t,a4,tvuel[(int)Math.round(Math.random()*rrr)][periodos[ki][1]]);//Delay segun periodo
nvue++;}
}fr++;
}
//Termina Tiempo de vuelta
//Decisión de cuando vuelven
auxsalp=0;auxsalp=vvuelta.sale(t);fr=0;
while(fr<auxsalp){a1 = vvuelta.salida(t);mix.finviaje(t,a1);a7 = 0;output.println("Viaje terminado del mixer "+a1+" en t="+t+ " ind almuerzo
"+mix.almorzo(a1));cb1.println(mix.duracion(a1)+"");
if(t>=270 && !mix.almorzo(a1)){casino.entra(t,a1, 30);ealm++;a7=1;
}if(((ncarg+carga.largo()+(ealm-salm)>=(vd-1)) || ((t-mix.inicturno(a1))>=
(mix.horasalprog(a1)+120))) && a7==0){mix.horasal(a1,t);output.println("Fin turno Mixer "+a1+" y a7="+a7);ca1.println("Utilización Mixer "+a1+" = "+mix.utilizacion(a1));fines++;a7=1;
}if(a7==0){

77
output.println("Vuelve a la cola el mixer "+a1+" cargas + lcola="+(ncarg+carga.largo()));
carga.put(a1);}fr++;
}
//Salida almuerzo
auxsalp=0;auxsalp=casino.sale(t);fr=0;
while(fr<auxsalp){a5=casino.salida(t);mix.almorzado(a5);carga.put(a5); //De vuelta a cola de cargaoutput.println("Almorzado el Mixer "+a5);nalm++;salm++;fr++;
}}sumap1=0;sumap2=0;sumap3=0;for(t=1;t<hf;t++){
sumap1=lcarga[t]+sumap1;sumap2=lphor[t]+sumap2;sumap3=lroma[t]+sumap3;
}scami=0;for(int mixers=1; mixers<=ncam; mixers++){
scami= scami+(double)mix.nvueltas(mixers);output.println("Camion "+mixers+ " da "+mix.nvueltas(mixers)+ " vueltas,
suma="+scami);output.println("Camion "+mixers+ " da "+mix.nvueltas(mixers)+ " vueltas,
suma="+scami+" Utilizacion "+mix.utilizacion(mixers));}scami=scami/ncam;scami=scami*100;scami=(double)Math.round(scami);scami=scami/100;
largop1=sumap1/1020;largop2=sumap2/1020;largop3=sumap3/1020;
largop1=largop1*100;

78
largop1=(double)Math.round(largop1);largop1=largop1/100;
largop2=largop2*100;largop2=(double)Math.round(largop2);largop2=largop2/100;
largop3=largop3*100;largop3=(double)Math.round(largop3);largop3=largop3/100;
}}
Delay.java
public class Delay {
public int n;public int cap;public int bin[][];public int ocu[][];public int act[][];public int sal[][];public int sal2[][];
public Delay(int a){n=a;cap=1;bin=new int[n+100][cap];ocu=new int[n+100][cap];act=new int[n+100][cap];sal=new int[n+100][cap];sal2=new int[n+100][cap];for(int j=0; j<n; j++){
bin[j][0]=0;ocu[j][0]=0;act[j][0]=0;sal[j][0]=0;sal2[j][0]=0;
}}public Delay(int f, int g){
n=f;cap=g;bin=new int[n][cap];ocu=new int[n][cap];act=new int[n][cap];sal=new int[n][cap];

79
sal2=new int[n][cap];for(int j=0; j<n; j++){
for(int ii=0;ii<cap;ii++){bin[j][ii]=0;ocu[j][ii]=0;act[j][ii]=0;sal[j][ii]=0;sal2[j][ii]=0;
}}
}public void entra(int t, int b, int demora){
if(this.desocup(t,cap)){int aux1=t+demora;int aux2=0;int aux3=this.cualdesoc(t);if(t==289 || t==262)
System.out.println("Salen el "+b+" de "+aux3+" en "+aux1);for(int i=t; i<=aux1; i++){
act[i][aux3-1]=b;ocu[i][aux3-1]=1;aux2=i;
}sal[aux1][aux3-1]=b;sal2[aux1][aux3-1]=b;return;
}else{
return;}
}public int sale(int ti){
int suma=0;for(int y=0;y<cap;y++){
if(sal[ti][y]>0){suma=suma+1;System.out.println("Salen "+suma+" en t="+ti);
}}return suma;
}public int decualsale(int ttt){
int jj=0;int snif=1000;while(jj!=cap){
if(sal2[ttt][jj]!=0){sal2[ttt][jj]=0;snif= jj;return snif;

80
}jj++;
}return snif;
}public int salida(int d){
int otro=0;int segu=10000000;if(this.sale(d)!=0){
segu=this.decualsale(d);if(d==363)
System.out.println("Desocupado "+segu);otro=sal[d][segu];System.out.println("Sale el "+otro+ " en t="+d);return otro;
}else
return 1000;}public boolean desocup(int tt, int z){
switch (z) {case 1: if(ocu[tt][0]==1) return false;
else return true;case 2: if(ocu[tt][0]==1 && ocu[tt][1]==1) return false;
else return true;case 3: if(ocu[tt][0]==1 && ocu[tt][1]==1 && ocu[tt][2]==1) return false;
else return true;case 4: if(ocu[tt][0]==1 && ocu[tt][1]==1 && ocu[tt][2]==1 &&
ocu[tt][3]==1) return false;else return true;
case 5: if(ocu[tt][0]==1 && ocu[tt][1]==1 && ocu[tt][2]==1 &&ocu[tt][3]==1 && ocu[tt][4]==1) return false;
else return true;case 6: if(ocu[tt][0]==1 && ocu[tt][1]==1 && ocu[tt][2]==1 &&
ocu[tt][3]==1 && ocu[tt][4]==1 && ocu[tt][5]==1) return false;else return true;
case 7: if(ocu[tt][0]==1 && ocu[tt][1]==1 && ocu[tt][2]==1 && ocu[tt][3]==1&& ocu[tt][4]==1 && ocu[tt][5]==1 && ocu[tt][6]==1) return false;
else return true;case 8: if(ocu[tt][0]==1 && ocu[tt][1]==1 && ocu[tt][2]==1 && ocu[tt][3]==1
&& ocu[tt][4]==1 && ocu[tt][5]==1 && ocu[tt][6]==1 && ocu[tt][7]==1) return false;else return true;
case 9: if(ocu[tt][0]==1 && ocu[tt][1]==1 && ocu[tt][2]==1 && ocu[tt][3]==1&& ocu[tt][4]==1 && ocu[tt][5]==1 && ocu[tt][6]==1 && ocu[tt][7]==1 && ocu[tt][8]==1)return false; else return true;
default:return true;}
}

81
public int actual(int sd, int idc){return act[sd][idc];
}public int cualdesoc(int z){
int ma=0;if(this.desocup(z,cap)){
for(int r=0; r<cap;r++){if(ocu[z][r]==0){
ma=r+1;return ma;System.out.println("Desocupado "+ma);
}}System. out.println("Boca desocupada: "+ma+" Tiempo: "+z);return 1000;
}else{
return 1000;}
}public double utilizacion(){
int zuma=0;double porc=0;for(int zzz=0;zzz<cap;zzz++){
for(int as=0;as<n;as++){zuma= zuma+ocu[as][zzz];
}}porc=((double)zuma)/(n*cap);porc=porc*100;porc=(double)Math.round(porc);porc=porc/100;return porc;
}
}
Anexo G Gráficos de Desviaciones Estándar según el número de corridas
Quilín MD1

82
34.4034.6034.8035.0035.2035.4035.6035.8036.0036.2036.40
30 32 34 36 38 40 42 44 46 48 50 52 54 56 58 60 62 64 66 68 70
Desviación según Nº Corridas
Quilín MD2
33.8034.0034.2034.4034.6034.8035.0035.2035.4035.60
30 32 34 36 38 40 42 44 46 48 50 52 54 56 58 60 62 64 66 68 70
Desviación según Nº Corridas
Quilín MD3
33333434353536
30 32 34 36 38 40 42 44 46 48 50 52 54 56 58 60 62 64 66 68 70
Nº de Corridas
Desviación según Nº Corridas
Quilín MD4

83
33.50
34.00
34.50
35.00
35.50
36.00
36.50
30 32 34 36 38 40 42 44 46 48 50 52 54 56 58 60 62 64 66 68 70
Desviación según Nº Corridas
Quilín MD5
33.5034.0034.5035.0035.5036.0036.5037.00
30 32 34 36 38 40 42 44 46 48 50 52 54 56 58 60 62 64 66 68 70
Desviación según Nº Corridas
Renca MD1
31.0031.5032.0032.5033.0033.5034.0034.50
30 32 34 36 38 40 42 44 46 48 50 52 54 56 58 60 62 64 66 68 70
Desviación según Nº Corridas
Renca MD2

84
32.50
33.00
33.50
34.00
34.50
35.00
35.50
30 32 34 36 38 40 42 44 46 48 50 52 54 56 58 60 62 64 66 68 70
Serie1
Renca MD3
35.0035.5036.0036.5037.0037.5038.0038.50
30 32 34 36 38 40 42 44 46 48 50 52 54 56 58 60 62 64 66 68 70
Desviación según Nº Corridas
Renca MD4
33.00
33.50
34.00
34.50
35.00
35.50
30 32 34 36 38 40 42 44 46 48 50 52 54 56 58 60 62 64 66 68 70
Desviación según Nº Corridas
Renca MD5

85
34.0034.5035.0035.5036.0036.5037.0037.50
30 32 34 36 38 40 42 44 46 48 50 52 54 56 58 60 62 64 66 68 70
Desviación según Nº Corridas
Renca MD6
34
35
36
37
38
39
30 32 34 36 38 40 42 44 46 48 50 52 54 56 58 60 62 64 66 68 70
Nº de Corridas
Desviación Estándar según Nº Corridas