farresa electronica s.a. - pedeca.espedeca.es/wp-content/uploads/2012/02/moldpress_09.pdf · 1...
TRANSCRIPT

FEB
RER
O20
09•
Nº
9M
OLD
PRES
S


1
Mecanizar de forma automatizada
– El control numérico HEIDENHAIN iTNC530 administra, mide y comunica.
Los requerimientos entre la clásicamáquina para moldes y matrices y loscentros de mecanizado se difuminancada día más. Precisamente el iTNC530 de HEIDENHAIN está hoy en díaespecialmente indicado para controlarprocesos de producción automatiza-dos. El potente control numérico dis-pone de la funcionalidad necesaria pa-
ra, también en el mecanizado encade-nado con piezas individuales en ama-rres cualesquiera, arrancar el mecani-zado correcto en cada caso.
FARRESA ELECTRONICA S.A.Les Corts 36-38 - 08028 Barcelona
Teléfono +34 934 092 491FAX +34 933 395 117
Web: http://www.farresa.esE-Mail: [email protected]
Por su amable y desinteresada co-laboración en la redacción de estenúmero, agradecemos sus infor-maciones, realización de reporta-jes y redacción de artículos a susautores.
MOLD PRESS se publica seis vecesal año: Febrero, Abril, Junio, Sep-tiembre, Octubre y Diciembre.
Los autores son los únicos res-ponsables de las opiniones y con-ceptos por ellos emitidos.
Queda prohibida la reproduccióntotal o parcial de cualquier texto oartículo publicado en MOLD PRESSsin previo acuerdo con la revista.
Editorial 2Noticias 4Herramientas para una Presión de Refrigerante Ultra Elevada • Seminarios de metrología “Quality on Tour” en Es-paña • Autodesk adquiere ALGOR • Z 10650/… Inserto de inyección contorneable • Euro Supply, Salzburgo - Austria• Catálogo Sandvik Coromant de herramientas de corte • Pilz Industrieelektronik • La AMB 2010 se retrasa una se-mana • I aniversario de ENTESIS Systems, S.L. • Hexagon adquiere una compañía francesa de software 3D • FAGORAUTOMATION en IMTEX’ 09 • Tecnología Inventor Fusion de Autodesk • WNT para el torneado de superaleaciones• Celesa presenta POWER COIL • Línea T-Black.
Artículos
• Novedades SCHUNK 14• CONFEMETAL pide una política energética previsible y a largo plazo 16• Todas las soluciones para reactivar la industria estarán en Maquitec’09 18• Convención de ventas IZAR: Al mal tiempo buenos augurios 20• Tebis AG crea una delegación en España 22• Entrevista al Sr. Juan Luis Elorriaga 24• Hoffmann Group abre delegación propia para abastecer al mercado español 26• Torneado con recubrimientos CVD Mastertool Dragonskin de WNT - Por WNT Ibérica, S.L. 28• ONA desarrolla una nueva gama de máquinas de electroerosión por hilo de gran tamaño con diseño modular 29• PTC anuncia la distribución general de Windchill® Productpoint® 30• PFERD en la industria aeroespacial 31• Líderes en diseño y fabricación de máquinas para tratamientos superficiales 32• Nuevo catálogo CUMSA 33• El nuevo software FARO CAM2 Q sigue mejorando sus excelentes capacidades de escaneado 34• AMPCO METAL® en el Moldeo por Inyección de Aire Soplado (Blow Molding) 35• La máquina-herramienta afronta 2009 con preocupación tras igualar en 2008 la cifra de negocio del ejercicio an-
terior 36• Centro de fresado de bancada fina modelo TA-25-A 39• BMICRO 30-45: un Best Seller 40• Intermaher presente en Maquitec 2009 42• Prensa hidráulica AGME PH-15 Pro 44• 114 empresas con 227 técnicos acuden a las Jornadas Técnicas 3P de ISCAR Ibérica SA en el IMH (Elgoibar) 45• TOOLOX da forma a los eslabones 47• Impulsador para innovaciones en el fresado - Por GF AgieCharmilles 48• CoroMill 490 ofrece nuevas ventajas para el fresado de fundición 51Oferta 52Guía de compras 54Indice de Anunciantes 56
Sumario • FEBRERO 2009 - Nº 9
Nue
stra
Port
ada
Director: Antonio Pérez de CaminoPublicidad: Ana TocinoAdministración y Suscripciones: Carolina Abuin
PEDECA PRESS PUBLICACIONES S.L.U.Goya, 20, 4º - 28001 Madrid
Teléfono: 917 817 776 - Fax: 917 817 126www.pedeca.es • [email protected]
ISSN: 1888-4431 - Depósito legal: M-53064-2007
Diseño y Maquetación: José González OteroCreatividad: Víctor J. Ruiz • Impresión: VILLENA
Colaborador:Manuel A.
Martínez Baena

Información / Febrero 2009
2
¿QUIÉN METE PRIMERA?El momento actual es parecido al de un automóvil cuando va a co-menzar a moverse.
Todos lo elementos (acelerador, embrague, frenos, …) pendientesde introducir una marcha para entrar en funcionamiento, porqueesto es una cadena.
En este momento todo funciona al ralentí y sabemos lo malo que esmantener el vehículo al ralentí durante un tiempo, algunos ele-mentos tienden a calentarse y por tanto a averiarse.
Alguien tiene que “meter primera” y arrancar…
Por otro lado, nosotros ya hemos metido primera con nuestra nue-va web, www.pedeca.es.
Una web actual, con directorio de compañías del sector, de produc-tos, de noticias, de información … donde añadiremos un accesopara descarga de ediciones ya publicadas y poco a poco la iremoscompletando con toda la información necesaria para estar al día enel sector de los Moldes, Matrices y Troqueles.
Nuestra web se presenta más reforzada, ya que cuenta al igual quela revista con el apoyo de todas las asociaciones del sector. Tanto laweb, como la revista MOLD Press, constituyen una herramienta efi-caz para analizar la situación actual de la industria y aportar solu-ciones eficaces para revitalizarla. Crear un espacio donde las em-presas puedan conocer las aplicaciones tecnológicas y establecercontactos.
Con esa revista vamos a estar presentes en MAQUITEC en Barcelo-na (Pabellón 1 stand I – 953), como la revista especializada del sec-tor MOLDES, TROQUELES y MATRICES.
Desde nuestro stand entregaremos la revista gratuitamente a visi-tantes y expositores.
Allí esperamos verles.
Antonio Pérez de Camino
Editorial


Herramientaspara una Presiónde RefrigeranteUltra Elevada ISCAR presenta su nueva res-puesta a la demanda de mayorproductividad del mercado, lasherramientas para una Presiónde Refrigerante Elevadísima(UHPC).
La utilización de elevadísimaspresiones de refrigerante es muycomún en la industria aeronáu-tica, donde muchas de las piezasque se mecanizan son de alea-ciones de titanio y otras de altatemperatura. ISCAR ha acumu-lado una gran experiencia en elmecanizado y, como líder de lasinnovaciones en soluciones parael mecanizado para la industriaaeronáutica, ha desarrollado he-rramientas para sistemas de re-frigeración con presiones de 70 a100 bars como presión habitual,alcanzando los 400 bars en la de-nominada UHPC.
Ventajas del sistema:
• Es una solución única, con de-pósitos incorporados, dondepuede almacenar gran canti-dad de refrigerante, con obje-to de mantener un caudal derefrigerante constante y efi-caz sobre el filo de corte.
• Dispone de un sistema de segu-
ridad para evitar el problema deuna caída de presión, y a la vezimpedir cualquier tipo de cho-que térmico en el filo de corte.
En este momento existen múlti-ples proyectos de diferentesclientes ya equipados con he-rramientas de ISCAR, gracias aque con ellas se obtiene un ren-dimiento superior, una mayorproductividad y un mejor con-trol de virutas que con otras he-rramientas.
Las Herramientas para una Pre-sión de Refrigerante Elevadísimade ISCAR se diseñan siempre amedida para cada aplicación.
Info 1
Seminariosde metrología“Quality on Tour”en EspañaLos fabricantes de sistemas demedición FARO, ZEISS y HOM-MEL-ETAMIC junto con la Uni-versidad de Zaragoza inician losseminarios Quality on Tour enEspaña. Esta iniciativa formati-va ofrece una visión general delas últimas tendencias en me-trología industrial.
Profesionales de empresas de latalla de Mercedes Benz, SEAT,Instituto de Astrofísica de Cana-rias, Ingemetal, SACESA entre o-tros, y de sectores tan diversoscomo automoción, aeroespacial,energía o investigación, se dieroncita en la primera edición deQuality on Tour el pasado mes denoviembre en Barcelona. Los par-ticipantes no sólo adquirieron deprimera mano un know-how so-bre control de calidad, sino queintercambiaron opiniones sobresoluciones actuales en metrolo-gía industrial.
Durante los Workshops: “si nomides, no aprendes” los partici-pantes digitalizaron, alinearon,verificaron e inspeccionaron unapieza, guiados por los técnicos,que fueron resolviendo pregun-tas y proponiendo soluciones.
Barcelona ha sido sólo el puntode partida. “Quality on Tour”, taly como su nombre indica, llegaráa cada región de la geografía es-pañola para ayudar a la industriacon innovación y formación so-bre nuevas tecnologías.
Info 2
Autodeskadquiere ALGORAutodesk, ha firmado un acuer-do definitivo para adquirir AL-GOR, Inc., proveedor líder desoftware de análisis y simula-ción, por aproximadamente 34millones de dólares. ALGOR tie-ne sus oficinas centrales enPittsburgh, Pennsylvania y susoftware de ingeniería asistidopor ordenador –CAD– es usadopara el diseño de productos y eldesarrollo en las industrias deautomoción, aeroespacial, médi-ca, productos de consumo, de-fensa, energía y servicios públi-cos. Esta adquisición reforzará lasolución de Autodesk para Pro-totipos Digitales con nuevas fun-cionalidades de simulación a-vanzada, incluyendo simulaciónde eventos mecánicos y multifí-sicos y fluidos líquidos.
El software y los servicios de AL-GOR permiten simulacionescomplejas en una amplia gamade productos, desde teléfonosmóviles y cartuchos de impre-sión hasta pipas de aceite. Estaadquisión va a suponer para losclientes de Autodesk la oportu-nidad de poder realizar análisismucho más sofisticados, si cabe,
Noticias / Febrero 2009
4


basados en condiciones térmi-cas y ambientales reales, permi-tiendo a ingenieros mecánicostomar decisiones bien funda-mentadas en el desarrollo deproductos.
Hasta que termine la adquisi-ción, el propósito actual de Auto-desk es integrar ALGOR dentrode la Unidad de Soluciones de Fa-bricación para Empresas y conti-nuar desarrollando y vendiendolos productos de la línea esencialde ALGOR. Autodesk tiene pre-visto continuar con el desarrollode los productos de ALGOR conun planteamiento abierto, per-mitiendo el intercambio directode datos entre los productos deALGOR y la ofrenda de softwarede diseño asistido por ordenador.
Info 3
Z 10650/...Insertode inyeccióncontorneableHASCO ha vuelto a aumentar laoferta de insertos de inyeccióncon la Z10650/.. , que ofrece unmayor margen de acción en elcaso de los bebederos de túnel.
Los insertos de inyección vienencon tolerancias de mecanizado,por lo que pueden contornearsede forma individual. Esto permite
una adaptación directa al contor-no del molde. De este modo, se a-bren nuevas posibilidades a lahora de configurar las piezasmoldeadas de forma individual.
Se eliminan las marcas de laparte superior de la pieza mol-deada y se consigue mejorar lacalidad de la superficie.
Los insertos son fabricados se-gún la tecnología MIM, con el a-cero para trabajos en caliente1.3343, que presenta una granresistencia al desgaste. Los fa-bricantes de moldes se benefi-ciarán de un ahorro de tiempoconsiderable gracias al uso deinsertos de inyección, con la se-guridad de que el ramal se podrádesprender de forma limpia ysegura.
Info 4
Euro Supply,Salzburgo-AustriaEuroSUPPLY tendrá lugar del 23al 25 junio 2009 en Salzburgo -Austria.
Este nuevo salón de la subcon-tratación está perfectamente u-bicado en Salzburgo, justo en elcentro de las regiones económi-cas más dinámicas de Europa, encontacto con Austria, el sur de A-lemania, Suiza, el norte de Italiaasí como los países de EuropaCentral que han experimentadoun gran desarrollo económico.
Los expositores de este salón sonempresas dedicadas a la subcon-tratación ya sea para la fabrica-ción de piezas de usinaje, decomponentes, de productos aca-bados o bien de sistemas para laindustria o todo tipo de produc-tos relacionados con el sector delautomóvil.
Noticias / Febrero 2009
6
Está dirigido a los mayores con-tratistas situados en esta regiónque están experimentando el ma-yor crecimiento de Europa.
Info 5
Catálogo SandvikCoromantde herramientasde corteSandvik Coromant acaba de lan-zar la nueva versión de su catá-logo principal para 2009. Estaguía definitiva del líder mundialen fabricación y suministro deherramientas de corte y siste-mas portaherramientas contienemiles de productos de gran ren-dimiento para torneado, tronza-do y ranurado, fresado, taladra-do, mandrinado y sujección deherramientas, desarrollados porel mayor y mas experimentadoequipo propio de I+D de este sec-tor de la industria.
El ritmo de desarrollo de SandvikCoromant es de tal envergaduraque lanzamos entre 2.000 y 3.000productos nuevos todos los a-ños. Para efectuar una gestiónsatisfactoria del proceso de pre-sentación, los productos nuevosse recopilan en dos “CoroPaks”

cada año. Todos los productosnuevos que se presentaron enlos CoroPak 08.1 y CoroPak 08.2se incluyen en el nuevo catálogoprincipal de 2009.
Info 6
PilzIndustrieelektronikEsta compañía ofrece un paquetecompleto de servicios y solucio-nes que garantizan la conformi-dad y seguridad de las máquinase instalaciones, liberando los re-cursos de los clientes para sus ta-reas críticas.
Ayudan a implementar los objeti-vos de seguridad y empresarialesen los ámbitos de planificación,diseño, instalación y puesta enmarcha de nuevas plantas deproducción; en la selección, ad-quisición e importación de má-quinas e instalaciones que debencumplir normas nacionales, eu-ropeas u otras normas interna-cionales. Así como la adecuaciónde instalaciones o máquinas parala adaptación a nuevos produc-tos, procesos o para aumentar laproductividad y en la adecuaciónde instalaciones existentes, pues-ta en marcha de nuevas máqui-nas o integración de automatis-mos y máquinas en líneas deproducción.
Estos servicios le aportan las si-guientes ventajas:
• Procesos de producción sin in-
terrupción gracias a máqui-nas, instalaciones y equiposseguros.
• Asegurar el cumplimiento dela legislación existente me-diante la aplicación de las nor-mas aplicables.
• Reducción de bajas laboralescomo consecuencia de la segu-ridad y protección en el puestode trabajo.
• Personal satisfecho motivadobajo un entorno de trabajo se-guro.
• Aumento de la productividadmediante métodos de trabajoeficientes y seguros.
Info 7
La AMB 2010se retrasauna semanaDebido a la coincidencia con elConsejo de la feria, la AMB 2010se retrasa una semana y se cele-brará del 28 de septiembre al 2de octubre de 2010. De este mo-do la Messe Stuttgart satisfaceel deseo de los expositores y vi-sitantes de la AMB de retrasar lacita debido a otras ferias que secelebran en las mismas fechas yque, como resultado de la anti-gua normativa EMO, se celebranlos años pares. Además, comolos expositores del nuevo recin-to ferial de Stuttgart mostrarántambién sus máquinas indus-triales, es indispensable que semantengan los largos períodosde montaje y desmontaje habi-tuales. Todo ello queda garanti-zado con la nueva fecha.
Las ferias del sector comenzaráncomo es habitual en otoño de2010, con la IMTS en Chicago del13 al 18 de septiembre. Poste-riormente la AMB en Stuttgartdel 28 de septiembre al 2 de oc-
tubre y, por último, la Bimu enMilán, del 5 al 9 de octubre. Los1.300 expositores y 85.000 visi-tantes de la AMB 2008 son laprueba de la cada vez mayor re-levancia que este sector tiene enAlemania y a nivel mundial. Portanto, deberá prestarse aún másatención a las ferias extranjerasy a los expositores y visitantespotenciales de la AMB de estospaíses.
Info 8
I aniversariode ENTESISSystems, S.L.La compañía celebra su primeraniversario con la obtención dela certificación de calidad I-SO9001:2000 para sus activida-des de diseño, fabricación ymontaje de sistemas de controly también con el registro de lamarca ENTESIS y su logotipo.ENTESIS Systems, S.L. es unaempresa familiar dedicada a laconstrucción de hornos de ni-truración y nitrocarburación ga-seosa, de cementación y a la au-tomatización de los mismos,además de realizar cualquierproyecto a medida. Los últimos
Noticias / Febrero 2009
8


desarrollos han sido la construc-ción de una estufa para preca-lentamiento de matrices res-pondiendo a las necesidades delcliente y la automatización deun horno de nitruración gaseosade la Compañía Española de Sis-temas Aeronáuticos (CESA).
Info 9
Hexagonadquiereuna compañíafrancesade software 3DHexagon ha anunciado la ad-quisición de Technodigit SARL(Lyon, Francia), empresa quedesarrolla el software 3DResha-per®, un paquete de programasque toma datos tridimensiona-les desde los dispositivos de es-caneo y permite el procesa-miento de nubes de puntos, lareconstrucción de superficies yla extracción de formas geomé-tricas. La aplicación 3DReshaperes un paquete 3D totalmente in-dependiente, con potentes ca-racterísticas como la habilidadpara importar nubes de puntosde tamaño ilimitado, el modela-do y la edición de mallas y lacomparación de superficies 3Dpara inspección. Los usuarios a-precian la amplia variedad de
capacidades que aporta 3DRes-haper.
“La adquisición de Technodigitmejorará nuestra cartera exis-tente de soluciones de software.Los clientes en los mercados ae-roespacial, médico, dental, topo-gráfico, automoción, de genera-ción de energía y de fabricaciónde matrices y moldes exigen ac-tualmente la variedad de capaci-dades que el software Technodi-git va a aportar a la cartera deproductos de Hexagon”, afirmaOla Rollén, Presidente y DirectorEjecutivo de Hexagon AB.
La adquisición será efectiva in-mediatamente y el equipo dedesarrollo Technodigit se uniráal grupo de desarrollo de soft-ware Hexagon Metrology queemplea a más de 100 personasen todo el mundo.
Info 10
FAGORAUTOMATIONen IMTEX’ 09Fagor Control Systems, la dele-gación india de Fagor Automa-tion presentó sus productos enun stand de 28 m2. Entre ellosdestacaron, sus soluciones ab-solutas de encoders lineales ydentro de la gama de sistemasde control numérico, tambiénpresentó el CNC 8070 remodela-do, con fiabilidad y robustez óp-timas. Finalmente presentó elvisualizador TrueVision Innova40i, fácil de manejar y fiable.
Fagor Control Systems valorapositivamente la asistencia deeste evento debido a los nume-rosos contactos realizados.
Actualmente la India está entrelas economías de más rápidocrecimiento del mundo, y ha
surgido como uno de los princi-pales destinos mundiales parala fabricación de máquina deherramienta.
De esta forma la feria IMTEX ce-lebrada en Bangalore del 22-28de Enero, ha sido la feria inter-nacional más importante parael punto de encuentro de princi-pales fabricantes del sector demáquina-herramienta. Esto su-pone un gran empujón para elcomercio en el sur y el sudestede Asia.
La oficina comercial de FagorControl Systems se encuentraen Bangalore, y dispone de 350m2 donde en sus primeros me-ses de andadura se encuentran5 personas trabajando.
Info 11
TecnologíaInventor Fusionde AutodeskAutodesk ha creado una nuevatecnología para la creación deprototipos digitales, InventorFusion, que incluye los dos tiposde modelado existentes. Supo-ne la unión de la potencia y elcontrol absoluto que proporcio-na el modelado paramétrico conla facilidad de uso, rapidez y au-mento de productividad del mo-delado directo.
Actualmente Inventor Fusion esla única tecnología que propor-ciona un método de trabajo bidi-
Noticias / Febrero 2009
10


reccional paramétrico y directo.Con esta tecnología las compañí-as tendrán una potente soluciónque les permitirá efectuar rápi-damente cambios en un diseñomediante la manipulación direc-ta, pero que también deseanmantener la valiosa informaciónque suponen todos los modelosexistentes que tienen historia deoperaciones. Con este avance losusuarios podrán adoptar la he-rramienta de modelado más a-propiada en función de la tareaque tengan entre manos.
Mediante el uso de la tecnologíaInventor Fusion, los proyectis-tas e ingenieros podrán explorarescenarios hipotéticos y realizarcambios en sus modelos sin laslimitaciones que supone el te-ner que modificar los valoresparamétricos o el sistema 3DCAD utilizado para crear el dise-ño.
Info 12
WNTpara el torneadode superaleacionesLos metales resistentes a la tem-peratura, llamados superaleacio-nes, son aleaciones de baja ma-quinabilidad normalmente debase níquel o cobalto muy utili-zados en la fabricación de moto-res de barco, avión o de turbinasindustriales. Una característicaque hace atractivo el uso de es-
tas aleaciones para dichas apli-caciones es que mantienen suspropiedades mecánicas hastatemperaturas de más de 500 gra-dos centígrados. Un materialmuy extendido dentro de estegrupo de aleaciones es el IN-CO718, con un 52% de níquel.
WNT ha incorporado en su pro-grama una calidad y un rompe-virutas pensados exclusiva-mente para el torneado de estasaleaciones: la calidad HCN 5115combinada con el rompevirutasM34.
El sustrato es un ISO K15 muyduro y con alta afinidad al recu-brimiento PVD.
Info 13
Celesa presentaPOWER COILCelesa presenta su nueva gamade productos POWER COIL con-sistente en insertos para repa-ración y fortalecimiento de ros-cas. La nueva gama Power coilrepresenta el perfecto comple-mento a la amplia gama de he-rramienta de corte disponiblebajo la marca Bluemaster, don-de se incluyen todos los artícu-los necesarios para trabajar conINSERTOS DE ROSCAS.
El nuevo catálogo POWER COILincluye presentaciones de inser-tos diferentes a las habituales,ya que los clientes, dispondrántanto de insertos en carretes pa-ra instalaciones mediante má-quina neumática, para produc-ciones largas, como de blistersde 5 y 10 unidades para repara-ciones puntuales.
Noticias / Febrero 2009
12
La gama de machos y compro-badores de rosca es amplia yaque se encontrarán en stock y adisposición del cliente, roscaspoco habituales como, BSW, UN-8hilos, BSB, BA, NPT, etc…, ade-más de las más corrientes.
Info 14
Con esta nueva generación deplaquitas, se presenta una solu-ción específica y especializadaen estos metales. Es una solu-ción muy específica pero quemejora enormemente la durabi-lidad y el rendimiento que se lesacaba a calidades anteriorescon un rango de aplicación algomayor.
La geometría de las plaquitasHCN5115 con rompevirutas M34está desarrollada con el objetivode hacer mínima la generaciónde calor durante el proceso dearranque, un problema difícil desolucionar en el mecanizado delas superaleaciones.
El recubrimiento PVD, desarro-llo exclusivo del Grupo Cerati-zit, permite mantener la geome-tría de corte afilada pero aportaalta dureza y fortaleza al filo pa-ra mitigar los efectos de la altaenergía específica de estos ma-teriales durante el corte.

Línea T-BlackEs una gama de herramientaspara las operaciones de roscado
Febrero 2009 / Noticias
13
de alta precisión. Sus prestacio-nes superiores ofrecen a los u-suarios una elevada calidad y elrecubrimiento TICN TOP alargala vida útil del herramienta.
En efecto, el TICN TOP une ca-racterísticas de protección en lazona de corte a la óptima resis-tencia al desgaste gracias al ba-jo coeficiente de frotamientoque garantiza una mayor facili-dad en la evacuación de la viru-ta.
Info 15

Información / Febrero 2009
14
TANDEM, 85.000 N de fuerzaen una mordaza
Con la nueva mordaza estacionaria neumática ohidráulica de SCHUNK podrá fijar sus piezas paramecanizar con una fuerza máxima de 85.000 N ycon una repetibilidad garantizada de 0.01 mm.
La alimentación de la mordaza se puede hacer porabajo o por el lateral. Disponemos de los tamaños110, 170, 250 con único o doble piston en las versio-nes neumáticas.
Con las mordazas TAN-DEM dispondrá de unproducto de máximacalidad, con la garantíaSCHUNK a un precioque le sorprenderá.
Todas nuestras mor-dazas se pueden com-binar con el sistemaUNILOCK de fijación en punto cero, que permite unahorro considerable en la preparación y un au-mento en la rentabilidad de sus máquinas. La mor-daza TANDEM obtuvo el premio por excelencia endiseño y características.
Portaherramientas Hidráulico TENDO
En las mecanizaciones modernas de arranque deviruta los fabricantes mejoran constantementecomponentes individuales de las máquinas.
El resultado son máquinas más precisas y herra-mientas más duraderas. Con estos principios apli-cados se obtienen mecanizados de alta calidad yprecisión.
Para conseguir esa seguridad de procesamientoes imprescindible que la exactitud que da la má-quina, sea transmitida por el portaherramientas ala herramienta y finalmente a la pieza a mecani-zar.
Schunk le ofrece la solución definitiva para su má-quina: el portaherramientas hidráulico TENDO.
Novedades SCHUNK

Los portaherramientas hidráulicos se basan en u-na técnica diferente a los sistemas de fijación con-vencionales. Por un sistema de tensión (se compo-ne de: tornillo tensor, pistón y una cámarahidráulica) se consigue una presión regulada queactúa sobre la camisa que sujeta la herramienta.
La ranura helicoidal en la camisa del TENDO des-plaza aceite o grasa de la herramienta hacia el ex-terior. En consecuencia, las áreas de sujección per-manecen limpias y el apriete está garantizado.
Una ventaja del sistema es que absorbe las vibra-ciones, mejorando el acabado de la pieza. La amor-tiguación (sobretodo en los arranques) que da lacámara hidráulica prolonga la vida útil de la herra-mienta. La concentricidad es de 3µ con un equili-brado de G6.3 a 15.000 r.p.m.
Bajo consulta podemos equilibrar hasta G2.5 a40.000 r.p.m. manteniendo la concentricidad de 3µ.El TENDO le sorprenderá porque no necesita man-tenimiento.
Febrero 2009 / Información
Información / Febrero 2009
16
En su último Informe de Coyuntura Económicay Laboral, la Confederación Española de Orga-nizaciones Empresariales del Metal (CONFE-
METAL) reclama un sistema energético fiable, eco-nómicamente viable y medioambientalmentesostenible, y una política energética previsible y alargo plazo que permita planificar inversiones y ca-pacidad industrial.
Según CONFEMETAL, la energía es uno de los “in-puts” industriales más decisivos en la actividad yun factor especialmente importante en una situa-ción de fuerte recesión como la actual en la que sehan deshecho bruscamente los espejismos deprosperidad sostenible que ofrecían los sectores dealto componente especulativo que han sido el nú-cleo, en los últimos años, de nuestra economía.
La actividad industrial necesita un sistema energé-tico eficiente, y para conseguirlo es imprescindibleimpulsar las inversiones en innovación y desarro-llo tecnológico –en producción, consumo, trans-porte y distribución– e implementar medidas degestión de la demanda en sectores específicos, to-do lo cual exige las políticas claras, realistas y deci-didas de las que carece nuestro país.
Todo ello supone, obviamente, la racionalizacióndel gasto, la conformación de un adecuado mixenergético, y el incremento del nivel de autoa-bastecimiento sin apriorismos que excluyan nin-gún tipo de origen energético.
Los problemas recientes de abastecimiento en Eu-ropa de Este, ponen de relieve la compleja situación
de España que en términos energéticos tiene un al-to nivel de dependencia externa –el 80 por ciento,frente al 55 por ciento la Unión Europea–, una ele-vada intensidad energética –alto consumo de ener-gía por unidad de PIB– y un margen de maniobramuy reducido para cumplir el Protocolo de Kyoto.
A todo ello debe añadirse la inquietud suscitadapor la indefinición sobre el uso de determinadastecnologías de base de generación eléctrica, que ennada contribuyen a clarificar la situación y que porel contrario están agravando nuestra débil situa-ción energética y perjudicando gravemente nues-tra competitividad empresarial.
Afrontar el problema del suministro de energía enEspaña, tanto desde el lado de la demanda comodesde la disponibilidad de nuevos recursos energé-ticos propios, requiere un planteamiento a largoplazo que haga posible el cumplimiento equilibra-do de los tres objetivos de seguridad de suministro,competitividad y respeto al medioambiente.
Así, sería necesario, por un lado, asegurar el sumi-nistro de petróleo, con suficiente capacidad de re-fino, corregir el desequilibrio de la “dieselización” ydesarrollar combustibles menos contaminantes, ypor otro ampliar la capacidad de almacenamientode gas natural licuado, afianzar las conexiones in-ternacionales, modificar el “mix” de transporte–tubo y regasificadoras– y completar la red de dis-tribución.
Estas dos fuentes de energía, petróleo y gas, estáncada vez más “cartelizadas” en su origen, y centra-
CONFEMETAL pide una políticaenergética previsibley a largo plazo

das en áreas geográficas de evolu-ción política poco previsible, lo quemantiene en continua situación deriesgo el suministro, como han sa-bido entender otros países de nues-tro entorno mucho más eficientes yprevisores en la gestión energética.
Otras fuentes, como el carbón, seenmarcan en mercados con meno-res riesgos estratégicos pero, en úl-tima instancia, también son culpa-bles de producir gases de efectoinvernadero. Las nuevas tecnologí-as de reducción, captura y almace-namiento de CO2 deben ser objeti-vos prioritarios en términos del+D+i energético.
Mientras, las energías renovablesson caras y su viabilidad está ine-vitablemente ligada a las subven-ciones, su nivel de producción espoco previsible y su efecto negati-vo sobre el medio ambiente tam-poco es despreciable, sentada lapremisa de que el impacto cero so-bre el medio ambiente no existe,por más de que sea un argumentogeneralmente aceptado el de la “a-mistad medioambiental” de ciertasfuentes energéticas.

Información / Febrero 2009
18
La octava edición de Maquitec, que se celebra-rá del 10 al 14 de marzo en el recinto de GranVia de Fira de Barcelona, se perfila como un
importante dinamizador de la industria del metal.El salón dispondrá de un espacio de asesoramientosobre las medidas de financiación públicas y, ade-más, reunirá a empresas, asociaciones y centros deinvestigación para definir, a través de las jornadastécnicas, las líneas estratégicas a seguir para supe-rar la crisis y garantizar la competitividad del sec-tor.
Gracias a la colaboración de la Cambra de Comerçde Barcelona, Maquitec acogerá el Centro de Asis-tencia Empresarial “Ara + que mai”, un espaciodonde los expositores y visitantes podrán infor-marse acerca de las líneas de financiación y ayu-das públicas dirigidas a las pymes que ofrecen losorganismos europeos, estatales y autonómicos, co-mo la Generalitat, a través del Institut Català de Fi-nances (ICF), o el Instituto de Crédito Oficial (ICO),entre otros. También se explicarán los canales e-xistentes para poder tramitarlas.
Un salón adaptado a las necesidadesdel sector
Según el presidente del Comité Organizador, JosepMorell, "en esta edición queremos convertirnos enuna plataforma propulsora de la industria, por loque nos hemos adaptado a sus necesidades apos-tando por un salón de dimensiones más reducidaspero que, a la vez, resulte rentable y beneficioso pa-ra el sector".
Más de 300 empresas representadas en 130 es-tands, de las cuales el 21,6% son extranjeras, pro-cedentes de países de la Unión Europea como Ita-lia, Alemania, Portugal o Hungría.
En esta convocatoria, la máquina herramienta -pordeformación y por arranque- vuelve a ser el sectormás representado con el 45% de la oferta. Le siguenlas especialidades de soldadura, automatismos, me-dición y control, subcontratación, hidráulica, neu-mática, herramientas de corte, tratamientos térmi-cos y superficiales, accesorios y utillajes. Este año seha promovido la participación de empresas de inge-niería, robótica y CAD/CAM para cubrir la demandaemergente de sectores como la aeronáutica, la eóli-ca o el transporte ferroviario.
Sede del 40ºSimposio Internacionalde Robótica
La vertiente más avanzada de la industria se mos-trará a través del 40º Simposio Internacional de Ro-botica (ISR'09), que tendrá lugar del 10 al 13 demarzo, coincidiendo con la celebración del salón.El evento, cuyo Comité de Honor preside el Prínci-pe de Asturias, ofrecerá un extenso programa deconferencias para analizar las últimas tendenciasen robótica y sus nuevas aplicaciones.
El ISR'09, organizado por la Asociación Española deRobótica y Automatización Tecnologías de la Pro-ducción (AER-ATP), reunirá en Barcelona a más 300profesionales del ámbito de la robótica, proceden-tes de todo el mundo.
Todas las soluciones para reactivarla industria estaránen Maquitec'09


Información / Febrero 2009
20
IZAR CUTTING TOOLS S.A.L., el fabricante lideren el Mercado nacional de herramienta de cor-te, celebró el pasado 9 de enero su convención
anual de ventas a la que han acudido cerca de me-dio centenar de sus representantes nacionales asícomo de su emergente mercado francés.
El marco elegido en esta ocasión ha sido las pro-pias instalaciones de la firma vizcaína en el ParqueEmpresarial Boroa de Amorebieta, donde IZAR haconstruido la más moderna fábrica de herramientade corte de toda Europa.
Los responsables de IZAR han subrayado el gran é-xito de la convocatoria, a pesar tanto del temporalde frío y nieve que ha estado barriendo la penínsu-la por estas fechas, lo que ha dificultado la llegadade los comerciales, como de la situación de crisisque vive la economía en general y el sector de la
herramienta de corte en particular. En palabras deCarlos Pujana, director gerente de la compañia, “elque la convención haya coincidido con el temporales un buen ejemplo de las dificultades con las quenos encontraremos en 2009, dificultades que pue-den ser superadas y serán superadas con nuestrotrabajo diario”.
Cierre de año y previsiones para la nuevafábrica
El día ha comenzado con una breve exposición porparte de Carlos Pujana sobre el cierre del ejercicio2008, que podemos resumir en que a pesar de la si-tuación de crisis general reinante, IZAR ha conse-guido repetir la mejor facturación de su historia,con 22.200.000 de euros, gracias sobre todo a la di-versificación de sus mercados a nivel mundial.
El gerente de IZAR prevé para 2009 unas ci-fras similares, aun a pesar del clima de pe-simismo que impera en estos momentos anivel económico, con lo que podríamos de-cir que IZAR hace frente a la crisis de mane-ra más optimista que el sector en general.
IZAR afronta 2009 con una política clara detrabajar más que nunca, con nuevos catálo-gos orientados a la utilización de la herra-mienta, promociones continuas, introduc-ción de nuevos productos, amplia presenciaen las más importantes ferias como Ferro-forma y un calendario de atención al clientemas extenso.
Convención de ventas IZAR:Al mal tiempo buenos augurios
Nuevos catálogos y productos
Manuel Arada, jefe de ventas de mercado nacional,ha explicado las últimas novedades del catálogoindustrial de la compañía, como la broca multipro-posito orientada al INOX con tres planos de arras-tre ref. 1021 y la broca especial para Hardox y cha-pa anti-desgaste ref. 1054.
Hay que recordar que IZAR acaba de sacar al mer-cado dos nuevos catálogos orientados al uso, comoson los dedicados a los materiales de acero inoxi-dable y hardox.
Posteriormente, Iker Beobide, técnico comercial dela compañía, ha presentado en sociedad un nuevofolleto, esta vez dedicado a la herramienta espe-cial, un sector que IZAR, como fabricante cualifica-do que es, cuida cada vez más, gracias a la variadamaquinaria que posee.
Después de un merecido descanso, Enrique To-rres, product manager de Izar Point, ha desgrana-do las numerosas novedades con las que contaráel catálogo de construcción que saldrá al mercadopara la feria de Ferroforma, entre ellas la nuevabroca SDS plus Zentro4 que supone una solucióninmejorable para taladrar hormigón reforzado; a-demás, las nuevas coronas multipropósito paramadera ref. 1647 y la nueva ref. 3005 que ha pasa-do a ser una terraja monoblock más consistente yergonómica.
Por último, José Manuel de Pedro, product managerIzartool, ha dado una pequeña charla técnica en laque ha incidido en los diferentes materiales a tra-bajar y los aceros y herramientas más adecuadosen cada caso, con sus características técnicas y de-más cualidades. También ha avanzado algunas delas novedades que se podrán visualizar en el catá-logo Izartool 2009 que saldrá en los próximos me-ses.
Estas exposiciones han dado paso a un interesantedebate en el cual cada representante ha tenido laoportunidad de exponer sus puntos de vista conrelación a lo anteriormente hablado y, como cul-minación, a una foto de familia con los presentesen la convención.
Finalmente, después de una suculenta comida enun reputado restaurante de la localidad, todos losparticipantes en la convención han tenido la opor-tunidad de visitar las instalaciones de la nueva fá-brica de IZAR en Boroa-Amorebieta.

Información / Febrero 2009
22
Tebis AG, con sede en Martinsried, Múnich,ha expandido aún más su estructura inter-nacional. Desde diciembre de 2008, Tebis AG
está representada en España por la recién creadaTebis Iberia S.L. con sede en Alcobendas, Madrid yse encarga de la distribución y asistencia técnicade los productos y servicios Tebis para el mercadoespañol.
Desde su instauración, hace exactamente 25 años,Tebis se ocupa de la industria CAD/CAM y se haconsolidado como socio tecnológico en todos losmercados internacionales importantes.
Los clientes de Tebis en todo el mundo aprecian laestabilidad y fiabilidad que ofrece la cooperaciónconjunta. Ya desde 1989, Tebis ha estado represen-
tada en España por suhasta ahora distribui-dor comercial Delta-CAD S.L. “Deseamoscontinuar el exitosodesarrollo comercialobtenido e impulsarloa través de nuestrapresencia directa enla Península Ibérica”,explicó Robert Cesak,Presidente de TebisAG.
La industria del auto-móvil y sus proveedores en el ámbito de la fabrica-ción de modelos, moldes y troqueles constituyen unsector clave para la compañía.
Gracias a la experiencia adquirida durante años detrabajo junto con fabricantes de automóviles alema-nes e internacionales asi como con sus proveedores,goza de una posición estratégica como socio tecno-lógico de este sector.
Tebis desarrolla productos específicos para satisfa-cer las necesidades, también en España, de este sec-tor industrial perfectamente definido.
La compañía considera que su cometido no sóloconsiste en proporcionar a sus clientes productosde tecnología vanguardista, sino, sobre todo, en o-frecer asesoramiento que permita la aplicación in-teligente y la máxima eficacia en el empleo de lasherramientas de procesamiento Tebis. “Desde ha-
Tebis AG crea una delegaciónen España

ce varios años disponemos de un equipode consultoría de expertos en CAD/CAMpropio y hemos constatado que cuando seutilizan con eficacia los productos Tebis, laproductividad experimenta un considera-ble aumento y los costes se reducen drás-ticamente”, precisó Robert Cesak. Tebis I-beria S.L. ofrece esta gama de servicios yahora también para sus clientes españo-les.
Tebis AG, fundada en 1984, pertenece algrupo de proveedores líderes de sistemas3D CAD/CAM, en especial para la fabrica-ción de modelos, moldes y troqueles.
Su software permite que las empresas quetienen sectores con producción intensivaorganicen sus cadenas de producciónCAD/CAM y creen así una plataforma ro-busta y fiable.
Hay más de 5.500 sistemas CAD/CAM deTebis instalados en aproximadamente1.550 empresas en todo el mundo.
Entre ellas se encuentran la mayoría de lasempresas del automóvil, sus proveedores,los fabricantes de modelos, moldes y tro-queles, así como las empresas de construc-ción aeronáutica e ingeniería mecánica.
En estos ámbitos, las estaciones de visuali-zación y CAD/CAM de Tebis se han conver-tido en componentes fijos de las cadenasde construcción y fabricación más eficaces.
Junto con los módulos Tebis, fáciles de a-prender y usar, el sistema se caracterizapor la alta calidad y complejidad de las pie-zas que se fabrican.

Información / Febrero 2009
24
Juan Luis Elorriaga, Presi-dente de AER-ATP. Inge-niero Industrial por la
E.T.S. de Ingenieros Indus-triales de Bilbao y dedicadoen su labor profesional des-de 1970 a las actividades deIngeniería Industrial y ges-tión como Gerente de firmasvinculadas a sectores de In-geniería, Robótica Industrialy Consultoría.
¿Cuáles son los objetivos del 40º Simposio Interna-cional de Robótica que se celebrará en Barcelona?
El Simposio Internacional de Robótica se celebra cadaaño y alternativamente en diferentes continentes si-guiendo un recorrido entre Estados Unidos, Europa yAsia. Como puede observarse nos encontramos antela cuarenta edición del mismo, hecho que significaque se trata del Congreso más antiguo e importantepor lo que se refiere a la robótica de carácter indus-trial y de servicios.
Los principales objetivos que persigue el Congresoson la puesta en común de las últimas novedades einvestigaciones alrededor de la robótica, esencial-mente de carácter aplicado. Independientemente delos temas y de las ponencias que se puedan presen-tar, las cuales son de un alto nivel técnico-industrial,se trata sin lugar a dudas del punto de encuentro dela robótica internacional; sólo así, cabe considerar elhecho de que se darán cita los principales fabricantesmundiales de robótica, ingenierías integradoras, cen-
tros tecnológicos y universidades de todos los paísesdel mundo.
¿Cuáles son los sectores industriales con mayorpresencia de Robótica?
Tradicionalmente el sector de la automoción, tanto enla fabricación de automóviles como de sus componen-tes, ha sido el sector en donde la robótica industrialha tenido su máxima expresión. Ello sigue siendo asíya que las tecnologías empleadas en el sector de laautomoción son tecnologías ya muy contrastadas eimplementadas a lo largo y ancho de todo el mundo.
Se debe hacer notar que otros sectores industriales es-tán entrando con gran fuerza en lo que se refiere a laaplicación de la robótica industrial, además de los tra-dicionales como pueden ser el eléctrico y electrónico,manipulación de plástico…, sectores que comienzan atener una importancia relativa como el sector agroali-mentario, aeronáutico y farmacéutico, entre otros.
¿Cuáles son las tendencias en Robótica en un futuropróximo a nivel nacional (España) e internacional?
Las tendencias en Robótica vendrán marcadas por la e-volución en diferentes sectores como ya se ha citado enel punto anterior, si bien cabe señalar que, tal como a-punta la Federación Internacional de Robótica (IFR), larobótica de servicios tendrá un papel muy importanteen los próximos años. En este campo, las aplicacionesen temas de vigilancia y seguridad, inspección, ocio,medicina y otros sectores serán actividades donde cre-emos que la robótica va a integrar ampliamente dife-rentes tecnologías a través de las cuales se alcanzaránimportantes desarrollos.
Entrevista al Sr. Juan Luis Elorriaga


Información / Febrero 2009
26
GARANT, la marca de herramientas de cali-dad superior de Hoffmann Group, el LíderEuropeo en Herramientas de Calidad, ahora
está disponible en el mercado español sin restric-ciones. Después de una reestructuración del siste-ma de distribución el año pasado, fue difícil conse-guir esta codiciada marca de calidad. A partir de
ahora Hoffmann Group dispone de una sede pro-pia en Madrid, Hoffmann Iberia Quality Tools, ypaso a paso irá ampliando la distribución directaen España. La compañía celebra la vuelta oficial desu marca GARANT en marzo con una prominentepresentación en la feria industrial Maquitec enBarcelona (Pabellón 1, Stand F 600).
A partir de ahora las herramientas de calidad GA-RANT están disponibles en España directamente ysin restricciones. Es la marca de calidad superiorde Hoffmann Group y abarca una amplia gama deherramientas de los sectores de arranque de viru-tas, técnica de sujeción y de medición, técnica derectificado y de corte, herramientas manuales ysuministros para talleres. Después de una impor-tante reestructuración del sistema de distribución,durante cierto tiempo fue difícil conseguir esta co-diciada marca de calidad en el mercado español.Hoffmann Group reaccionó rápidamente y abrió u-na delegación propia en España.
Gracias a la distribución directa de las herramien-tas de calidad GARANT a través de la sede españo-la Hoffmann Iberia Quality Tools se garantiza unadistribución rápida y fiable. «El año pasado nos lle-garon muchas consultas acerca de GARANT desdeEspaña, por lo que vimos la necesidad de abrir unadelegación propia de distribución cuanto antes»,explica Bert Bleicher, portavoz de la compañía.«Como para nosotros la calidad es lo más impor-tante, nos hemos tomado un año para poder ga-rantizar una atención fiable a los clientes. Ahorarealmente estamos felices de poder ofrecer in situla alta calidad que nos caracteriza.»
Hoffmann Groupabre delegación propiapara abastecer al mercado español

Destaca un surtido de más de 40.000 herramien-tas de calidad y un programa de proveedores pa-ra los 500 fabricantes líderes a nivel mundial.
La nueva sede de distribución se distingue ade-más por varias características de calidad: conuna alta calidad de productos constante Hoff-mann Iberia garantiza una logística fiable conuna capacidad de suministro del 99,3 por cien-to y una precisión de suministro del 99,8 porciento.
Además, usted tiene a su disposición un eCen-ter perfeccionado para pedir todos los artículosonline. El enorme volumen de compras deHoffmann, el experto en herramientas, garanti-za a sus clientes una óptima relación calidad-precio.
Hoffmann Iberia está presente en la sede princi-pal en Madrid con 23 empleados. «Nuestro equi-po de especialistas técnicos locales conoce muybien el mercado y dispone de alta competenciaen cuanto a los productos, especialmente en lossectores de arranque de virutas y de sujeción»,confirma Carlos Arimón, gerente de Hoffmann I-beria. «Estamos convencidos de que la combina-ción de una excelente cualificación especializa-da, una amplia gama de productos y nuestramarca exclusiva GARANT nos llevarán al éxito.»
Tel.: 917 817 776
Fax. 917 817 126
Suscripción anual 20096 números90 euros
Suscripción anual 20096 números90 euros
Febrero 2009 / Información

Información / Febrero 2009
28
Las nuevas capas para el torneado de A-ceros o Fundiciones incorporan ele-mentos como el boro, que mejora las
propiedades tribológicas.
Además, se ha desarrollado una nueva técni-ca de aplicación de las capas que mejora sen-siblemente la compatibilidad con el metalduro base así como la tolerancia del espesordel recubrimiento y su acabado superficial.
El resultado es una calidad que reduce almáximo la fricción, de alta precisión geo-métrica y que facilita la identificación deldesgaste de la plaquita.
Existe un código de color del dragonskin quepermite al usuario la identificación rápida dela calidad de acuerdo al siguiente esquema.
Torneado con recubrimientos CVDMastertool Dragonskin de WNTPPoorr WWNNTT IIbbéérriiccaa,, SS..LL..

Febrero 2009 / Información
29
ONA ha desarrollado una nueva gama de má-quinas de electroerosión por hilo de grandesdimensiones denominada ONA AF MODU-
LAR. La principal característica de esta nueva gamade máquinas es que poseen un diseño modular y ver-sátil, que permite a cada cliente configurar su propiamáquina con una flexibilidad sin precedentes.
Las máquinas ONA serie AF MODULAR utilizanmódulos prefabricados para los diferentes cuerposque configuran los ejes X-Y-U-V-Z, reduciéndosedrásticamente el tiempo de ensamblaje de las má-quinas. Esta gama ofrece múltiples combinacionespara los recorridos X-Y-Z. En el eje X los recorridosa elegir son: 800, 1.000, 1.500 ó 2.000 mm de recorri-do. En el eje Y: 600, 800, 1.000 ó 1.300 mm de reco-rrido. En el eje Z: 500, 600 ó 700 mm de recorrido.
Cada cliente puede disponer de una máquina es-pecial a su medida sin tener que pagar un precioextra por ello y, además, con un plazo de entregasimilar al de una máquina estándar.
Las máquinas ONA AF MODULAR ofrecen la posibi-lidad cortar piezas de hasta 700 mm de altura enmodo totalmente sumergido. El corte en modo su-mergido mejora notablemente las condiciones decorte, especialmente en aplicaciones complejas, e-vitando roturas de hilo y la disminución de la velo-cidad de corte.
Esta gama incorpora, opcionalmente, el sistema defiltración 100% ecológico ONA AquaPrima, que norequiere cartuchos filtrantes. El elemento filtranteutilizado son partículas de mineral calibradas, que
ni se pierden, ni son perecederas, no siendo nece-sario sustituirlas a lo largo de la vida del filtro.
Máxima productividad (450 mm2/minuto)y excelente calidad (0.2 µm Ra)
Los modelos AF MODULAR incorporan el nuevo ge-nerador digital de gran potencia ONA EASYCUT,diseñado y dimensionado para alcanzar las más al-tas velocidades de corte posibles en electroerosión(450 mm2/minuto con hilo de Ø 0,33 mm y 370mm2/min con hilo de Ø 0,25 mm), proporcionandoun corte 100% libre de corrosión electrolítica y sindetrimento alguno de la velocidad de corte.
La alta velocidad de corte que proporciona el genera-dor EASYCUT también es extensible a los repasos,siendo posible cortar con un gran ahorro de tiempopiezas de alta precisión y excelente calidad superfi-cial. El generador ONA EASYCUT preserva al 100% laintegridad super-ficial del materialcortado y evita lacorrosión electro-lítica incluso enlos procesos detrabajo de largaduración, previ-niendo la oxida-ción y deteriorode la calidad su-perficial de la pie-za. La rugosidad mínima que se puede obtener es de0.2 µm Ra (6 VDI).
ONA desarrolla una nueva gamade máquinas de electroerosiónpor hilo de gran tamañocon diseño modular

Información / Febrero 2009
30
Windchill ProductPoint se anunció por pri-mera vez en la Convención MundialPTC/USER celebrada en junio de 2008, y
ofrece una solución fácil de utilizar y de rápida im-plementación para compartir datos CAD, así comootros tipos de datos estructurados, entre diversosequipos. Windchill ProductPoint proporciona unaoportunidad para que las pequeñas y medianasempresas (PYME) puedan aprovechar las ventajasde la gestión del ciclo de vida de productos (PLM)sin necesidad de realizar una gran inversión, ade-más de ofrecer a las empresas que disponen de u-na estrategia SharePoint® activa la flexibilidad ne-cesaria para expandir su sistema de desarrollo deproductos a comunidades de usuarios más am-plias.
Hess Services, Inc., con sede en Hays, Kansas,EE.UU., conoce los retos a los que se enfrentan lasPYME en el ámbito del desarrollo de productos.Fundada en 1989 como una empresa de reparaciónde equipamiento industrial y petrolífero, Hess Ser-vices ha crecido considerablemente, hasta contarcon más de 140 empleados, y ofrece servicios dediseño y fabricación para plataformas petrolíferas,equipamiento de producción de petróleo de super-ficie y tanques de acero y fibra de vidrio. Comomuchas pequeñas empresas, Hess Services carecíade la infraestructura tecnológica necesaria pararespaldar el crecimiento de la empresa, que ha tri-plicado su tamaño durante los últimos 3 años, conun aumento del 82% en sus beneficios anuales en-tre 2007 y 2008. Como primer paso para resolvereste reto, la empresa adoptó Pro/ENGINEER® dePTC con el fin de obtener las prestaciones de dise-ño potentes y escalables que necesitaba para ges-tionar conjuntos complejos de gran tamaño, conmás de 3.000 componentes. La utilización dePro/ENGINEER ha reducido los costes de produc-ción hasta en un 30% gracias a la eliminación delretrabajo. También ha contribuido a mejorar el de-sarrollo de productos al optimizar el proceso de re-visión de diseño, facilitando la comunicación delos cambios de diseño a los clientes.
Windchill ProductPoint representa la combinaciónde la plataforma informática de relaciones y cola-boración SharePoint de Microsoft® con la expe-riencia de PTC en el desarrollo de productos, con loque el desarrollo de productos colaborativo se con-vierte en una realidad fácilmente accesible.
PTC anuncia la distribucióngeneral de Windchill®
Productpoint®

Febrero 2009 / Información
31
PFERD-Rüggeberg, S.A., fruto de sus más de 40años de historia en el complejo mundo de losabrasivos y siendo referente de primer orden
dentro del mismo después de haber publicado en2008 una praxis dedicada a la aeronáutica, se ponea disposición de este sector.
Como proveedor líder enaeronáutica, PFERD ofreceuna gama de aproximada-mente 6.500 herramientasy la posibilidad de desarro-llar herramientas especia-les y específicas en colabo-ración con la industriaaeronáutica para tareas demecanizado especiales ycomplejas.
Las herramientas PFERD tie-nen siempre el mismo obje-tivo de rendimiento óptimo,optimización de procesos yreducción de costes.
Con sus herramientas de ca-lidad y el asesoramientocualificado PFERD solucionaóptimamente las tareas demecanizado en la industria yel taller.
La Praxis es una publicación dedicada a este sectordonde la precisión en el funcionamiento del apara-to es tan importante como el control exhaustivo de
los materiales que se utilizan en la fabricación desus piezas y componentes. Un tratamiento ade-cuado de los materiales, considerados general-mente “de difícil mecanización” es un requisito e-sencial.
En ella se indica que las he-rramientas PFERD se pue-den utilizan en la fabrica-ción y el mantenimiento deaviones, reactores y sus com-ponentes, para los procesosmás diversos, por ejemplo,cortar, rectificar, fresar, li-mar, cepillar, pulir, limpiar ydesbarbar, así como paraconseguir superficies defini-das.
Como en la fabricación y elmantenimiento de aviones,reactores y sus componen-tes es imprescindible el co-nocimiento especializado delas características de desgas-te y eficacia de los materia-les –entre los que destacanel titanio y las aleaciones deníquel para piezas someti-
das a grandes cargas dinámicas y a altas tempera-turas–, PFERD garantiza que sus herramientas se a-decuan a los exigencias especiales de los trabajosde mecanizado y a los distintos procesos de trata-miento.
PFERD en la industria aeroespacial
Información / Febrero 2009
32
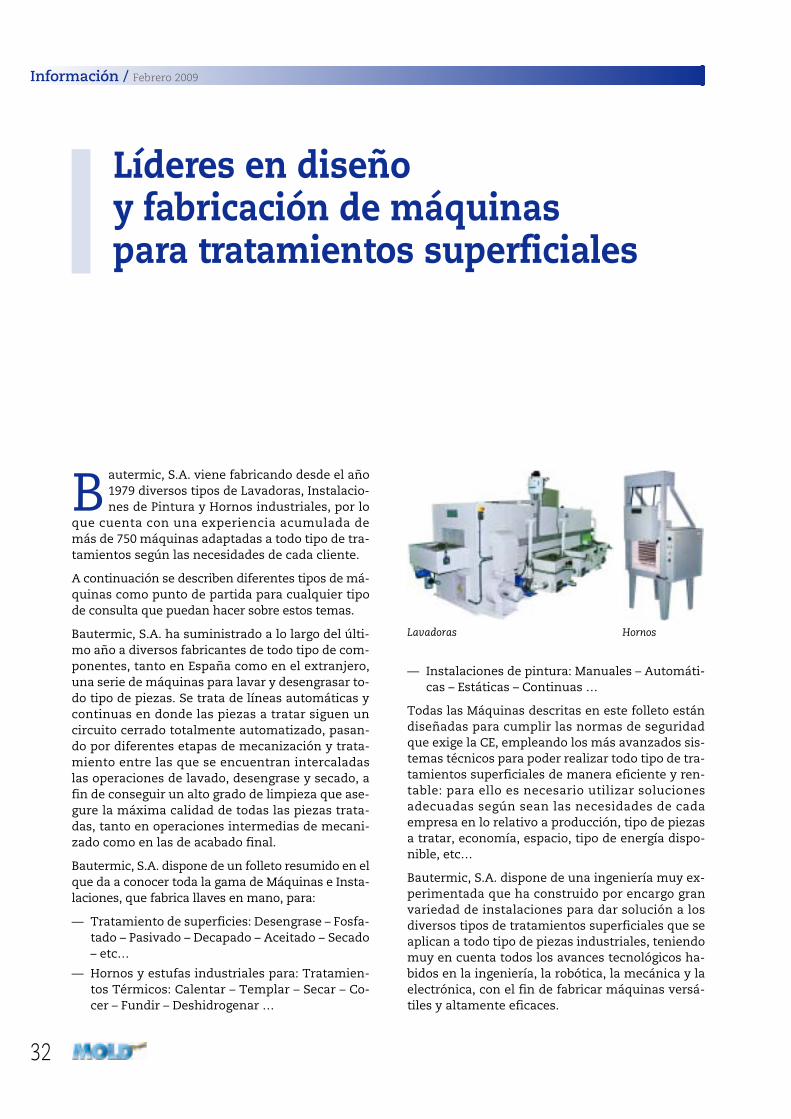
Bautermic, S.A. viene fabricando desde el año1979 diversos tipos de Lavadoras, Instalacio-nes de Pintura y Hornos industriales, por lo
que cuenta con una experiencia acumulada demás de 750 máquinas adaptadas a todo tipo de tra-tamientos según las necesidades de cada cliente.
A continuación se describen diferentes tipos de má-quinas como punto de partida para cualquier tipode consulta que puedan hacer sobre estos temas.
Bautermic, S.A. ha suministrado a lo largo del últi-mo año a diversos fabricantes de todo tipo de com-ponentes, tanto en España como en el extranjero,una serie de máquinas para lavar y desengrasar to-do tipo de piezas. Se trata de líneas automáticas ycontinuas en donde las piezas a tratar siguen uncircuito cerrado totalmente automatizado, pasan-do por diferentes etapas de mecanización y trata-miento entre las que se encuentran intercaladaslas operaciones de lavado, desengrase y secado, afin de conseguir un alto grado de limpieza que ase-gure la máxima calidad de todas las piezas trata-das, tanto en operaciones intermedias de mecani-zado como en las de acabado final.
Bautermic, S.A. dispone de un folleto resumido en elque da a conocer toda la gama de Máquinas e Insta-laciones, que fabrica llaves en mano, para:
— Tratamiento de superficies: Desengrase – Fosfa-tado – Pasivado – Decapado – Aceitado – Secado– etc…
— Hornos y estufas industriales para: Tratamien-tos Térmicos: Calentar – Templar – Secar – Co-cer – Fundir – Deshidrogenar …
— Instalaciones de pintura: Manuales – Automáti-cas – Estáticas – Continuas …
Todas las Máquinas descritas en este folleto estándiseñadas para cumplir las normas de seguridadque exige la CE, empleando los más avanzados sis-temas técnicos para poder realizar todo tipo de tra-tamientos superficiales de manera eficiente y ren-table: para ello es necesario utilizar solucionesadecuadas según sean las necesidades de cadaempresa en lo relativo a producción, tipo de piezasa tratar, economía, espacio, tipo de energía dispo-nible, etc…
Bautermic, S.A. dispone de una ingeniería muy ex-perimentada que ha construido por encargo granvariedad de instalaciones para dar solución a losdiversos tipos de tratamientos superficiales que seaplican a todo tipo de piezas industriales, teniendomuy en cuenta todos los avances tecnológicos ha-bidos en la ingeniería, la robótica, la mecánica y laelectrónica, con el fin de fabricar máquinas versá-tiles y altamente eficaces.
Líderes en diseñoy fabricación de máquinaspara tratamientos superficiales
Lavadoras Hornos

Febrero 2009 / Información
33
CUMSA ha actualizado su catálogo general denormalizados técnicos para moldes, con elobjetivo de hacerlo más claro y sencillo de
consultar.
La novedad más importante del mismo, es que esmulti-idioma, lo que significa que en un solo ejem-plar, el cliente puede encontrar hasta 6 idiomas di-ferentes a su disposición (Inglés, Castellano, Ale-mán, Italiano, Portugués y Francés).
Además, se ha reducido su tamaño a medida A4 yse ha cambiado el formato a estilo revista, loque lo hace mucho más manejableque el anterior.
También seha realizadoen color loque permitediferenciarmucho mejorlos distintos com-ponentes de cadapieza.
Se han redistribuido losproductos en 6 grupos dis-tintos en vez de los 4 que ante-riormente había, y que son:
1. Slides (Correderas).
2. Undercuts (Negativos).
3. Ejection (Expulsión).
4. Cooling (Refrigeración).
5. Traceability (Trazabilidad).
6. Accessories (Accesorios).
Cada grupo está identificado con un color diferen-te, y en toda la publicidad de CUMSA se utiliza elmismo color para facilitar al cliente la búsquedadel producto en el catálogo.
Además, en esta nueva edición se han in-cluido todas las novedades que CUMSA
ha presentado en los dos últimos a-ños (10 productos) y los que ha
mejorado en nuestro conti-nuo afán de ofrecer mayor
calidad en nuestrosproductos (11 pro-
ductos mejora-dos).
Nuevo catálogo CUMSA
Información / Febrero 2009
34
FARO Technologies, anuncia mejoras en supremiado software metrológico CAM2 Q, queahora puede recopilar datos de escaneado.
“CAM2 Q 1.0 salió a escena a principios de 2008 y fuepremiado por los lectores por tener la mejor calidaden software de inspección,” declaró Jay Freeland,Presidente y CEO de FARO. “Ahora, los usuarios deFARO Laser ScanArm también pueden beneficiarsede la libertad, eficiencia y sencillez del software másrápido del sector.”
Equipado con el mejor traductor de CAD y un mo-tor CAD Parasolid, CAM2 Q permite al ScanArm re-conocer automáticamente características geomé-tricas como orificios y planos, lo que posibilita unainspección sin contacto.
Además, CAM2 Q 1.1 permite al usuario:
• Instalar y efectuar mediciones con hardware FA-RO de manera sencilla e innovadora.
• Efectuar mediciones con varios FaroArm y FAROLaser Tracker simultáneamente, incluso en lamisma ubicación.
• Personalizar ventanas y barras de herramientassegún las prioridades del proyecto, sin un forma-to predefinido, y guardar las opciones de distin-tos usuarios, de manera que puedan realizar latarea con la menor cantidad posible de clics.
• Crear, editar y ejecutar programas rápidamenteen la misma ventana, en lugar de tener que abriruna nueva aplicación o una pantalla.
• Crear secuencias de medición/operaciones para
guiar a otros usuarios con instrucciones en pan-talla de fácil seguimiento.
• Ver inmediatamente las dimensiones exactas ypropiedades geométricas, sin retrasos causadospor el software de medición.
• Convertir/cambiar fácilmente diferentes unida-des de medida o sistemas de coordenadas entresí y en cualquier momento sin necesidad de vol-ver a medir.
• Agregar, cambiar o medir características en cual-quier momento y orden, sin restricciones de or-den de operaciones predeterminado.
• Visualizar, borrar o volver a medir cualquier pun-to medido sin tener que empezar de nuevo, encaso de que se añadan nuevas características aun prototipo.
• Certificar que sus cálculos geométricos tienen u-na precisión de media micra, es decir 500 vecesmás fino que el grosor de un cabello humano.
• Crear informes personalizados en MicrosoftWord y Excel, HTML, PDF y otros formatos.
“CAM2 Q 1.1 es la prueba de que la alta capacidad yfuncionalidad no tiene que ser sinónimo de com-plejidad,” comentó Natalia Warren, Vicepresidentamundial de gestión de productos de FARO. “Ahorase puede usar el ScanArm para erradicar las varia-ciones derivadas de diferentes usuarios, mientrasque los usuarios de FaroArm y FARO Tracker dis-frutan de resultados fiables aún más rápidos.”
La versión en castellano está disponible y se hatraducido a otros diez idiomas.
El nuevo software FARO CAM2 Qsigue mejorando sus excelentescapacidades de escaneado

Febrero 2009 / Información
35
AMPCO METAL ha estado presente en lossectores de la inyección de plástico y delmoldeo por inyección de aire soplado du-
rante casi un siglo.
Desde 1914, AMPCO METAL ha producido y distri-buido directamente aleaciones de cobre de altaconductividad empleadas en los moldes de inye-ción de plástico, sobre todo para insertos de enfria-miento.
El blow molding es una aplicación particularmenteexigente debido a los materiales plásticos utiliza-dos para fabricar piezas con esta técnica, que seemplea para producciones muy elevadas, a vecesde millones de piezas anuales.
Una producción masiva de este calibre necesitaque todas las fases estén perfectamente optimiza-das para garantizar la máxima productividad.
La fase de enfriamiento, que puede representarmás del 70% del tiempo de ciclo ¡es especialmentecrítica!
Para reducirla, el molde se diseña con insertos enla base, el cuello, el mango y la parte posterior de lapieza a producir.
Algunos moldes están hechos enteramente con a-leaciones de cobre.
El diseñador del molde puede optar entre la utiliza-ción de los Bronces AMPCO® o las aleaciones de al-ta conductividad AMPCOLOY®.
Los Bronces AMPCO®, aunque tengan una conduc-tividad térmica más discreta que los AMPCOLOY®,siguen siendo de 2 a 3 veces más conductivos queel acero usado en herramientas.
Por otra parte, los AMPCOLOY® son, por defini-ción, de “alta conductividad” y pueden alcanzaruna conductividad hasta 10 veces superior a ladel acero para herramientas y una dureza de 41HRC.
Esta dureza, comparable a la del acero endurecido,se puede aumentar hasta 60 a 70 HRC con un trata-miento superficial al nitrato de titanio.
Se aplica fácil y rápidamente y confiere la resisten-cia a la abrasión necesaria para producir piezas he-chas en materiales plásicos con alto contenido encargas minerales o fibra de vidrio.
En nuestros años de experiencia en el sector, AMP-CO METAL ha colaborado en el diseño y la asisten-cia técnica de una gran variedad de aplicaciones demoldeo por inyección de aire soplado.
Entre otras, aquellas aplicaciones donde la pieza seinyecta y se llena ¡al mismo tiempo! En estos ca-sos, es sumamente importante la resistencia a lacorrosión, debido a las agresivas propiedades quí-micas y físicas de algunos de estos líquidos.
En AMPCO METAL estamos orgullosos de la expe-riencia adquirida y la ponemos al servicio de nues-tros Clientes, para elegir en cada momento, la me-jor aleación para la tarea en cuestión.
AMPCO METAL® en el Moldeopor Inyección de Aire Soplado(Blow Molding)
Información / Febrero 2009
36
Pese a que el dato de cierre es razonablemen-te positivo, Koldo Arandia, Presidente deAFM, muestra su preocupación por la drás-
tica caída de la demanda registrada en el últimotrimestre.
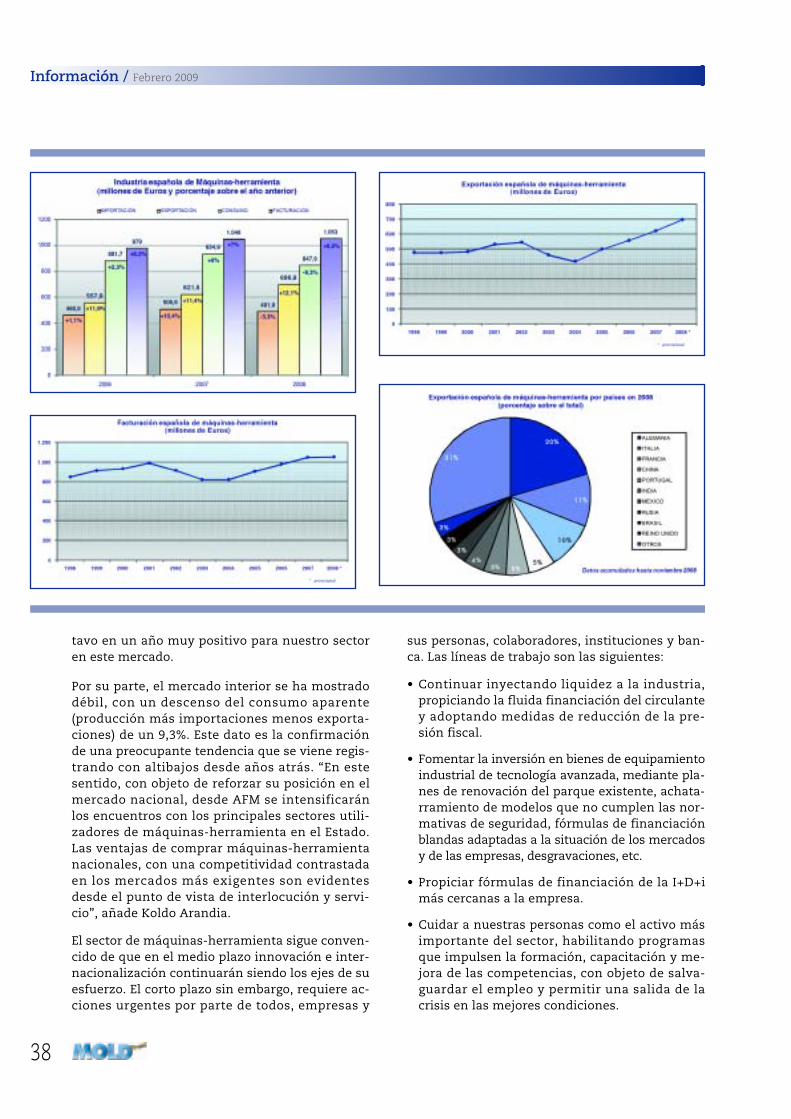
Un fuerte incremento de las exportaciones quecrecieron un 12,1% hasta alcanzar los 697 millo-nes de euros, ha permitido al sector, con una pro-ducción total de 1.053 millones de euros, mante-ner la cifra obtenida en 2007.
El Presidente de AFM realiza la siguiente valora-ción: “A pesar del mantenimiento de la producción
total del sector en 2008(+0,49%), hecho que valo-ramos positivamente, enel cuarto trimestre del a-ño se ha producido unfuerte deterioro de la de-manda, que ha conducidoa un marcado descensode la entrada de pedidos.Estos datos anticipan un2009 muy complicado pa-ra muchas de nuestrasempresas asociadas, aun-que existe una minoría defabricantes con sólidas
carteras de pedidos que les permitirá afrontar me-jor buena parte del año. No cabe duda de que anteesta situación, las empresas y sus personas, lasinstituciones y las entidades financieras tendre-mos que trabajar codo con codo para transformar ypreparar nuestras organizaciones, adaptándolas al
nuevo escenario en condiciones de competitivi-dad”.
La máquina-herramienta, un sector fuertementeinternacionalizado y con tecnología propia y a-vanzada gracias a sus elevados niveles medios deinversión en I+D+i, ve con preocupación el fuertedebilitamiento de la demanda a nivel global. “Adiferencia de otras crisis vividas, la debilidad deunos mercados no se ve compensada con la forta-leza de otros, por lo que comprobamos que la in-ternacionalización es una palanca de negociosiempre y cuando enfoquemos nuestra estrategiaa dar soluciones a sectores concretos que traccio-nen la demanda como son los relacionados con eltransporte (ferroviario, naval y aeroespacial) ycon la energía”.
Ante esta nueva situación, Koldo Arandia afirma:“La máquina-herramienta española es un Sectorde contrastada competitividad. Alcanzar la 9ª po-sición en el ranking mundial de fabricantes y la 3ªen UE, no es fruto de la casualidad.
Queremos lanzar un mensaje de tranquilidad yconfianza a todos nuestros clientes y proveedo-res, incluyendo a los de servicios financieros;nuestros altos niveles de innovación e internacio-nalización avalan nuestra trayectoria y es un he-cho que el sector ha demostrado repetidamentesu capacidad de adaptación a fuertes ciclos en lademanda. Tenemos plena confianza en que estasfortalezas nos ayudarán a salir, en términos rela-tivos, reforzados de la crisis.
La máquina-herramientaafronta 2009 con preocupacióntras igualar en 2008 la cifrade negocio del ejercicio anterior

Las exportaciones de máquinas-herramienta cre-cieron un 12,1% respecto a las del ejercicio ante-rior, alcanzando los 697 millones de euros y re-presentando el 66,2% de la producción total delsector. El índice de cobertura de las exportacionescon respecto a las importaciones se ha elevadohasta el 141,7%, reforzando el carácter superavi-tario en la balanza de un sector netamente expor-tador.
Por destinos geográficos en 2008 destacan, en esteorden, Alemania, Italia y Francia en la Europa co-munitaria (con crecimientos en los tres merca-dos), China e India en Asia (con un descenso en elprimero, frente a un buen crecimiento en el se-gundo) y México, Brasil y Argentina en el conti-nente americano. Rusia se coloca en el puesto oc-
El apoyo de las diversas administra-ciones se revela más necesario quenunca para un Sector que es una reali-dad hoy y que contribuye como pocosa divulgar una imagen de país tecno-lógico y avanzado en todo el mundo.
Como adecuado complemento a lasmedidas orientadas a la contrataciónpública (carreteras, infraestructuras,equipamientos públicos,…) constata-mos la necesidad de habilitar apoyospara modernizar el parque de maqui-naria actual y elevar el nivel competi-tivo de la industria en nuestro país.
Un ambicioso plan de renovación de medios pro-ductivos permitirá a nuestra industria sustituirmaquinaria en muchas casos demasiado antigua,en dudosas condiciones de seguridad y con pres-taciones deficientes, por modernos equipos preci-sos, seguros y productivos.”
En lo que a los datos de cierre de 2008 se refiere,tal como viene sucediendo en los últimos ejerci-cios, el sólido comportamiento de las exportacio-nes ha sustentado la cifra de producción globaldel sector situándola en 1.053 millones de euros.El dato supone un ligero incremento del 0,5% quemejora por escaso margen la cifra récord del ejer-cicio 2007.
Febrero 2009 / Información
37
Información / Febrero 2009
38
tavo en un año muy positivo para nuestro sectoren este mercado.
Por su parte, el mercado interior se ha mostradodébil, con un descenso del consumo aparente(producción más importaciones menos exporta-ciones) de un 9,3%. Este dato es la confirmaciónde una preocupante tendencia que se viene regis-trando con altibajos desde años atrás. “En estesentido, con objeto de reforzar su posición en elmercado nacional, desde AFM se intensificaránlos encuentros con los principales sectores utili-zadores de máquinas-herramienta en el Estado.Las ventajas de comprar máquinas-herramientanacionales, con una competitividad contrastadaen los mercados más exigentes son evidentesdesde el punto de vista de interlocución y servi-cio”, añade Koldo Arandia.
El sector de máquinas-herramienta sigue conven-cido de que en el medio plazo innovación e inter-nacionalización continuarán siendo los ejes de suesfuerzo. El corto plazo sin embargo, requiere ac-ciones urgentes por parte de todos, empresas y
sus personas, colaboradores, instituciones y ban-ca. Las líneas de trabajo son las siguientes:
• Continuar inyectando liquidez a la industria,propiciando la fluida financiación del circulantey adoptando medidas de reducción de la pre-sión fiscal.
• Fomentar la inversión en bienes de equipamientoindustrial de tecnología avanzada, mediante pla-nes de renovación del parque existente, achata-rramiento de modelos que no cumplen las nor-mativas de seguridad, fórmulas de financiaciónblandas adaptadas a la situación de los mercadosy de las empresas, desgravaciones, etc.
• Propiciar fórmulas de financiación de la I+D+imás cercanas a la empresa.
• Cuidar a nuestras personas como el activo másimportante del sector, habilitando programasque impulsen la formación, capacitación y me-jora de las competencias, con objeto de salva-guardar el empleo y permitir una salida de lacrisis en las mejores condiciones.
Febrero 2009 / Información
39
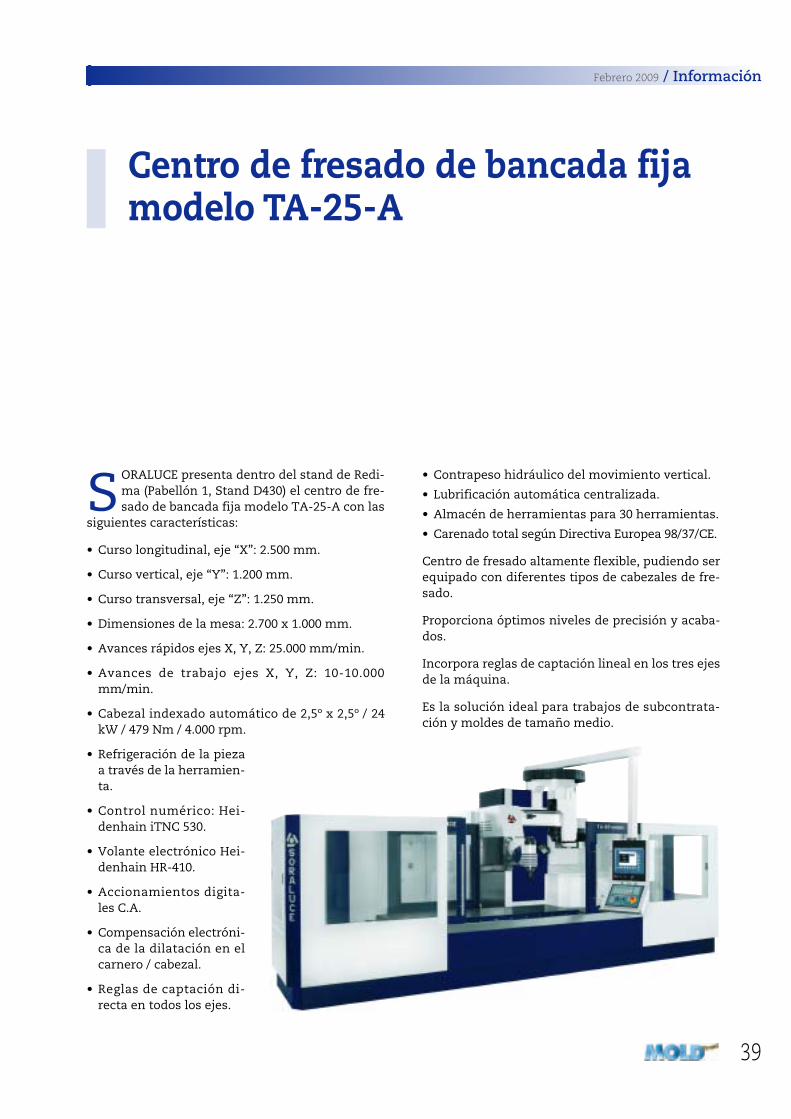
SORALUCE presenta dentro del stand de Redi-ma (Pabellón 1, Stand D430) el centro de fre-sado de bancada fija modelo TA-25-A con las
siguientes características:
• Curso longitudinal, eje “X”: 2.500 mm.
• Curso vertical, eje “Y”: 1.200 mm.
• Curso transversal, eje “Z”: 1.250 mm.
• Dimensiones de la mesa: 2.700 x 1.000 mm.
• Avances rápidos ejes X, Y, Z: 25.000 mm/min.
• Avances de trabajo ejes X, Y, Z: 10-10.000mm/min.
• Cabezal indexado automático de 2,5º x 2,5º / 24kW / 479 Nm / 4.000 rpm.
• Refrigeración de la piezaa través de la herramien-ta.
• Control numérico: Hei-denhain iTNC 530.
• Volante electrónico Hei-denhain HR-410.
• Accionamientos digita-les C.A.
• Compensación electróni-ca de la dilatación en elcarnero / cabezal.
• Reglas de captación di-recta en todos los ejes.
• Contrapeso hidráulico del movimiento vertical.
• Lubrificación automática centralizada.
• Almacén de herramientas para 30 herramientas.
• Carenado total según Directiva Europea 98/37/CE.
Centro de fresado altamente flexible, pudiendo serequipado con diferentes tipos de cabezales de fre-sado.
Proporciona óptimos niveles de precisión y acaba-dos.
Incorpora reglas de captación lineal en los tres ejesde la máquina.
Es la solución ideal para trabajos de subcontrata-ción y moldes de tamaño medio.
Centro de fresado de bancada fijamodelo TA-25-A

Información / Febrero 2009
40
El recién nacido de la familia BMICRO, el BMI-CRO 30-45 (ø300 x 450 mm para 50 a 80 kg decarga), se ha posicionado perfectamente en-
tre el BMICRO 20-30 (ø200 x 300 mm para30 kg de carga) y el B83cT (450 x 450 x
450 mm para 150
kg de carga). El BMICRO 30-45, cuyo primer ejem-plar se vendió en enero de 2007, encontró rápida-mente su mercado: las empresas caracterizadaspor la producción de pequeñas piezas y la necesi-dad de integrar el tratamiento térmico al vacío.Aunque el BMICRO 30-45 está más orientado hacia
la «industria», el pequeño BMICRO 20-30 conti-núa su carrera ante las fabricaciones de mone-das, los laboratorios, las universidades y demáscentros de investigación y desarrollo.
El BMICRO 30-45 se beneficia de toda la expe-riencia tecnológica aportada por la gama
de hornos de temple gas al vacío de ti-po B8_T, así como de una amplia ga-
ma de opciones para responder lomejor posible a las expectativas ya las necesidades de los clientes.
Es así que el horno está disponi-ble en 6 ó 10 bares abs, en vacíoprimario o secundario, con unacámara de calentamiento com-pletamente metálica o de grafito,con o sin cementación baja pre-sión… sin olvidar las ineludiblesopciones que son: el GRAPH-TIL®, el balón tampón de gas, elcircuito cerrado de agua (Grupode Producción de Agua Helada),
los montajes y cestas de trata-miento, sin olvidar la confor-midad con las normas más es-trictas (AMS2750-D…).
BMICRO 30-45: un Best Seller

Información / Febrero 2009
42
La empresa Intermaher, especialista en la ven-ta de máquinas herramienta para el arranquede viruta y distribuidor exclusivo de Mazak en
España, asiste a la feria Maquitec, donde cuentacon un stand de 150 metros cuadrados en pabellónnúmero 1, stand D 465, en el que se muestra la altatecnología de las máquinas Mazak. Para ello, se ex-ponen los modelos QTNexus 100/300 M II, VCNexus510C II, Variaxis 500-5X II e Integrex 200-IV S.
CENTRO DE TORNEADO Y FRESADO TIPOINTEGREX. Mecanizado Multitarea en Una SolaMáquina. La 4ª Generación de Máquinas Multitarea.
La Serie IV INTEGREX puede realizar todo el proce-so de mecanizado (torneado, fresado, etc.) - desdeel tocho en bruto hasta la pieza acabada - en unasola atada. La elevada velocidad, el avanzado cabe-zal de fresar que puede bascular hasta 240 grados yel sub-husillo que posee las mismas funciones deeje C que el husillo principal, contribuyen a lograrun mecanizado flexible e insuperable. Además, elposicionamiento por incrementos mínimos de
0,0001 grados de los ejes B y C proporcionan unagran precisión de mecanizado.
Integrex 200-IV S
• Diámetro máximo de corte: 660 mm.• Longitud máxima de mecanizado: 995 mm.• Cabezal 1 de tornear: 30 hp / 5.000 rpm.• Cabezal 2 de tornear: 25 hp / 5.000 rpm.• Cabezal de fresar: 25 hp / 12.000 rpm.• Almacén de 40 herramientas Capto.
CENTROS DE MECANIZADO VERTICAL DE 5EJES SIMULTÁNEOS. Una nueva dimensiónpara una mayor productividad.
La serie Variaxis II añade una nueva dimensión a lasposibilidades de un centro de mecanizado vertical.La capacidad de mecanizar la superficie superior deuna pieza, las superficies laterales, y cualquier otrasuperficie intermedia posibilita el mecanizado com-pleto de una pieza en una sola atada. Además, pue-den realizarse contornos complejos gracias al meca-nizado de 5 ejes simultáneamente controlados.
La mesa giratoria inclinable de alta rigidez permiteque incluso piezas con complejos contornos pue-dan acabarse de una sola atada. Al completarse to-dos los mecanizados en un sólo proceso, la preci-sión de la pieza resulta superior a la que se obtienemediante mecanizado en varias máquinas.
La capacidad de 5 ejes simultáneos es ideal parapiezas complejas.
Intermaherpresente en Maquitec 2009

Se fabrican en las Ciberfactorías que MAZAK tienerepartidas por el mundo para proporcionar una redde asistencia mundial inigualable.
QTNexus 100/300 M II
• Volteo: 550 mm.• Diámetro máximo de corte: 280 mm.• Longitud máxima de mecanizado: 334 mm.• Cabezal de tornear: 15 hp / 6.000 rpm.• Herramienta de fresar: 7,5 hp / 4.500 rpm.• Recogedor de piezas.• Interfaz para avanzabarras.
Intermaher, con sede en el polígono Goiain de Legu-tiano (Álava), inició su andadura en 1975 como re-presentante exclusivo de Mazak, lo que la convierteen una de las distribuidoras de máquina-herra-mienta más veteranas. En pocos años se consolidócomo líder en el mercado de importación de máqui-nas de control numérico y abrió delegaciones enBarcelona, Madrid, Sevilla y Zaragoza. Dispone deun Centro Tecnológico de 1.600 m2.
Variaxis 500-5X II
• Recorridos : X510, Y510, Z460.• Velocidad de posicionamiento: 52 mts.min.• Cabezal: 12.000 rpm / 172 Nw.m / 35 hp.• Almacén de 40 herramientas ISO40.• Estructura de pórtico.• Con cambiador de 2 pallets (pallet de 400).
CENTROS DE MECANIZADO VERTICAL.Nueva Generación de Centros de MecanizadoVerticales de Categoría Mundial.
El Centro Vertical Nexus serie II tiene una cons-trucción sumamente rígida y cabezales de eleva-das prestaciones que pueden utilizarse para unamplia gama de mecanizados, desde el mecaniza-do de desbaste hasta el acabado de alta velocidad.
Se ha diseñado para colmar una amplia variedadde requisitos productivos del cliente.
VCNexus 510C-II
• Recorridos: X1.050, Y510, Z510.• Tamaño de mesa: 1.300 x 550.• Velocidad de posicionamiento: 36 mts.min.• Cabezal: 12.000 rpm / 25 hp / ISO40.
CENTROS DE TORNEADO. Centros de Torneadode CNC de Categoría Mundial de Nueva Generación.
La "Serie Nexus II" combina Tecnología Avanzada,Productividad y Valor añadido, para lograr las pres-taciones que ustedes estaban buscando. Estos cen-tros de torneado proporcionan una estabilidad demecanizado óptima, un funcionamiento seguro, yuna gran facilidad de manejo mediante el sistemaCNC de 6ª generación, el Mazatrol Matrix Nexus.
Febrero 2009 / Información
43

Información / Febrero 2009
44
AGME diseña y fabrica una gama estándar ypolivalente de prensas hidráulicas (PH-15,PH-30 y PH-60) que cubren gran parte de las
necesidades en operaciones de moldeado de pie-zas. Todas estás prensas hidráulicas se puede usaren moldes de comprensión.
Así, al ejercer presión sobre los moldes con una pren-sa hidráulica AGME PH-15 Pro se puede proporcionarla forma característica que se quiera a las piezas. LasPrensas Hidráulicas AGME aportan soluciones a me-dida que pueden ser dimensionales, estructurales yfuncionales. Asimismo, nuestras prensas pueden serentregadas como soluciones “llave en mano” desa-rrollando los útiles más adecuados a las necesidadesy condiciones particulares de cada cliente.
Las Prensas Hidráulicas tipo Pro ofrecen ademásfunciones avanzadas de control de la presión y dela posición del recorrido, sustituyendo al reglajemanual y a los topes mecánicos aportando flexibi-lidad y agilidad.
Podrá encontrar además diferentes opciones adi-cionales en todos su modelos:
• Mando a pedal, pulsador, joystick.
• Inicio de ciclo por simple o doble corte de la ba-rrera fotoeléctrica.
• Manómetro digital.
• Control eléctrico del nivel de aceite.
• Control eléctrico de temperatura del grupo hi-dráulico.
• Control de procesos.
• Automatizaciones con carros, células de carga,platos divisores, etc.
Prensa hidráulica AGME PH-15 Pro

Febrero 2009 / Información
45
El elevado poder de convocatoria de ISCAR sepuso otra vez de manifiesto en las dos jorna-das celebradas los días 20 y 21 de Noviembre
en el IMH de Elgoibar, bajo el lema 3P definido porel gerente Toni Viñas como: Productividad, Pro-ductividad y Productividad.
Motivada por la fuerte presencia de ISCAR Ibéricaen Euskadi, Navarra, Santander, Vitoria y Burgos seconvocó al mundo del mecanizado para la presen-tación de las Jornadas Técnicas 3P, como continua-ción a las celebradas el pasado Octubre en Barcelo-na en las propias instalaciones de la multinacionalde herramientas de corte.
El avance tecnológico de la marca mostrado en laúltima EMO de Hannover y presentado en España
en la BIEMH de Bilbao del pasado Marzo, hacía im-prescindible su correcto desarrollo, explicacióntécnica, aplicaciones, en suma que de forma másdetallada se informara a los usuarios de las inno-vaciones, tendencias y líneas de desarrollo delmundo del arranque de viruta.
Estas jornadas se celebraron en IMH, (Instituto dela Máquina-Herramienta) de Elgoibar. Se facilitóasí el “ambiente adecuado” a unas Jornadas Téc-nicas de contenidos amplios, en un espacio có-modo, adecuado, donde prevalece el espíritu detrabajo, lo que en el mundo industrial ahora seviene a denominar de “economía real” cuandonos referimos a empresas cuya actividad es laPRODUCCIÓN.
Contenidos
La presentación se apoyó en una in-formación básicamente gráfica, congran cantidad de imágenes animadas,simulaciones informáticas y vídeostomados en máquinas-test o en apli-caciones reales. De esta manera laJornada Técnica ISCAR se hizo lo másamena posible, atendiendo a que lainformación técnica a transmitir a pe-sar de su importante extensión se hi-ciera comprensible de forma fácil.
Dos técnicos de ISCAR realizaron el de-sarrollo del amplio temario, apoyadospor técnicos de área en las diversaspausas que se sucedieron.
114 empresas con 227 técnicosacuden a las Jornadas Técnicas3P de ISCAR Ibérica SAen el IMH (Elgoibar)

Aportaciones en torneado ISO con ge-ometrías reforzadas de mayor espe-sor que soportan cargas en avanceentre el 15 y 30% superiores y permi-ten reducir el tiempo en máquina decorte sin costes adicionales.
En todos los casos con la inclusiónde las nuevas calidades de metal du-ro SUMO en todos los productos. Es-tas nuevas calidades son obtenidaspor un tratamiento exclusivo post-recubrimiento que elimina la carate-rización producida por los recubri-mientos CVD, en sus distintoscoeficientes de dilatación a elevadastemperaturas, y reduce drástica-mente la acritud superficial resul-tante de las capas de recubrimiento,tanto los CVD’s como los PVD’s, conel resultado de un bajo coeficientede rozamiento que reduce la tempe-
ratura de corte, las entalladuras y prolongan la vi-da del filo.
Multitud de Propuestas
Fueron mostradas a un público heterogéneo de to-dos los sectores que se encontró siempre con solu-ciones o propuestas para incrementar su producti-vidad, aún tratándose de unas Jornadas no dirigidasa un sector concreto, sino al mundo general del me-canizado.
Se constató la consecución por parte de ISCAR(Grupo IMC) del segundo puesto mundial en factu-ración de herramientas de corte, puesto tambiénalcanzado en nuestro país y que confirma la acep-tación de productos innovativos por parte de lasindustrias de nuestro país, que se esfuerzan en lamejora y racionalidad de los procesos, en el incre-mento de la productividad/rentabilidad de los pro-ductos fabricados y que busca soluciones a los pro-blemas que les plantea un mundo globalizadofuertemente competitivo.
En esta línea, ISCAR se propuso como ‘su socio’ enla mejora continua no sólo con innovativas herra-mientas, sino con técnicos especialistas como elrecientemente creado Dpto. de Productos Eólicos, olos sistemas MATRIX para la gestión automáticadel pañol de herramientas, o las operaciones llavesen mano con fabricantes de máquina, empleandolos recursos de la marca e incluyendo la planta deEspeciales de Cerdanyola, en Barcelona.
46
Información / Febrero 2009
3P – Productividad, Productividad,Productividad
Este lema define los nuevos productos ISCAR, incre-mento de la productividad como meta común conobjetivos claros y asumibles. Así en herramientasrotativas se presentaron sistemas de fresado H490,H600, S845 y 16MILL, en donde se ‘doblan’ todas lasaristas para rebajar costes y se incrementan lasprestaciones en avances alrededor del 30%, asimis-mo unas revolucionarias líneas tangenciales T490 yT290, donde se alcanzan geometrías impensableshasta ahora con prestaciones de solidez, diámetrosdesde 8 mm, en donde se obtienen resultados de re-ducción de tiempo-máquina muy significativos.
En taladrado se presentó la tercera generación debrocas de cabeza cambiable denominada SUMO-CHAM, cuya principal característica es el incre-mento de los avances del 50% al 100% de los actua-les, obteniendo como resultado tiempos deejecución entre 1/3 y 1/2 del actual.
También originales sistemas de taladrado de gran-des diámetros y el escariado BAYO de alta veloci-dad con índices de producción entre 15 y 20 vecesmás rápidos que los convencionales.
En tronzado y ranurado se presentaron nuevas a-portaciones de elevada resistencia como las TAGde tronzado, de sujeción tangencial, sin desviacióny de elevada duración, sistemas de ranurado de úl-tima generación tanto para piezas de pequeñosdiámetros como mecanizado pesado.
Febrero 2009 / Información
47
La empresa Ramnäs Bruk, establecida en la ciu-dad de Ramnäs (Suecia) fabrica cadenas condiámetros de 70-165 mm. Para doblar una ba-
rra redonda de acero y formar un eslabón de una ca-dena, se emplea un molde de acero para herramien-tas TOOLOX 44 de SSAB.
Gunnar Jansson es ingeniero de proyectos enRamnäs Bruk y ha sido uno de los primeros en uti-lizar el acero para herramientas TOOLOX en apli-caciones en caliente. Esto sucedió poco despuésdel cambio de milenio.
“Los aceros para herramientas de la competenciano han cumplido nuestros requisitos”, cuentaJansson y continúa: “Con el acero para he-rramientas de la competencia podríamosdoblar aprox. 10.000 eslabones antes de te-ner que cambiar el molde. Con TOOLOXhemos superado con creces el doble de esacantidad de eslabones de cadenas, puestoque el molde resiste durante bastante mástiempo.” Tras el procesado mecánico delmolde para doblar, la herramienta estápreparada. Dado que TOOLOX ya está en-durecido no se producen grietas causadaspor el temple.
Gunnar Jansson está muy satisfecho conTOOLOX y se puede imaginar perfecta-mente la aplicación de TOOLOX en otras á-reas de la producción.
Cuando se dobla un eslabón, se suelda y sesomete a un termotratamiento. Pasa por
diferentes pruebas de resistencia y controles de ul-trasonidos con el fin de verificar si han aparecidogrietas. Cada uno de los eslabones de la cadena seregistra y se documenta.
Las cadenas deben poder resistir fuerzas muy altasde los huracanes y otras condiciones atmosféricasextremas. Uno de los motivos por los que RamnäsBruk produce exclusivamente cadenas para su a-plicación offshore es su reconocida alta calidad.Los duros huracanes que han azotado en los últi-mos años, han sensibilizado a los explotadores deplataformas de sondeo y petrolíferas sobre la nece-sidad de un anclaje seguro. Es por este motivo quela demanda de calidad ha aumentado.
TOOLOX da forma a los eslabones

Información / Febrero 2009
48
Con la fabricación de herramientas para mol-des para soplado y distensión, Krones AG o-frece a sus clientes el servicio para producir
botellas de PET. Para una reproducción del diseñodel cliente exacta en el detalle, la empresa bávarautiliza las máquinas más avanzadas HSM de GF A-gieCharmilles.
EL FRESADO HSM PARA UNA ELEVADAREPRODUCCIÓN DE DETALLES
En su localización en Neutraubling, a poca distan-cia de Regensburg, Krones AG fabrica moldes parasoplado y distensión para la producción de botellasde PET.
Los compradores son fabricantes de bebidas de to-do el mundo, que ofrecen sus cervezas, aguas mi-
nerales, jugos y soft-drinks en «embalajes» únicos.Casi ninguna botella es parecida a otra, y Kronesdebe cumplir con requerimientos de diseño paraherramientas de moldes de soplado y distensióncada vez más extravagantes. El fresado de alta ve-locidad en cinco ejes tiene, en este caso, una im-portancia primordial, porque es la tecnología demecanización con la que Krones realiza indirecta-mente con la herramienta del molde de soplado ydistensión los detalles, superficies y formas que elcliente desea para la botella PET. En un primer pa-so, conforme al diseño del cliente se crea por me-dio de «Unigraphics» el programa CAD y, a partirdel mismo, se derivan con el mismo programa lastecnologías de mecanización CAM para el fresadoHSM. En esta etapa también se determina cualesson las herramientas de fresado que se utilizaránpara cada paso de trabajo. Para la mecanizacióncon desprendimiento de viruta de la «copa de fon-do», Krones utiliza 10 a 15 herramientas de fresadode los diámetros más diversos, para realizar a con-tinuación en una sola sujeción taladros, roscas, ca-vidades y acabados finos de superficies.
EL FRESADO DE ALTA VELOCIDAD PONEEN FORMA LAS BOTELLAS PET
La fabricación propiamente dicha de la «copa defondo» para la herramienta de molde de soplado ydistensión se inicia con el aserrado automático desegmentos a partir de la barra.
A continuación, las piezas en bruto de la aleaciónde aluminio AlMgSi son fijadas mediante un siste-
Impulsador para innovacionesen el fresadoPPoorr GGFF AAggiieeCChhaarrmmiilllleess

como proveedores internos de sistemas para susdistintos sectores de producto. Es así como la uni-dad de producción «FE 1» suministra moldes desoplado a clientes de todo el mundo. Frecuente-mente, los 46 empleados de esta unidad de pro-ducción son confrontados a cambios de diseño acorto plazo.
El desafío es, entonces, incluir estos pedidos ur-gentes en la planificación de la producción enmarcha, sin causar problemas. En este caso, es u-na ayuda importante el sistema de sujeción depunto 0 de System 3R, con el que pueden interca-larse pedidos en cualquier momento, sin necesi-dad de tiempo de preparación. Como muestra u-na mirada a los tiempos de funcionamiento de loshusillos, Krones retiró de las máquinas todos lostiempos de preparación y tiempos muertos.
Todos los centros de mecanizado de ultra alta ve-locidad de 5 ejes Mikron XSM 400U y 600U presen-tan anualmente alrededor de 7.500 horas de husi-llo. Nuevamente se aborda esta cifra con GeorgHofmeister: «Nuestras fresadoras están produ-ciendo los 365 días del año durante 22 horas pordía (promedio anual).
Después que el contorno exterior, así como la espiral de enfria-miento en el fondo fueron torneados y fresados en la pieza enbruto de aleación de aluminio AlMgSi en un centro de torneado yfresado, las piezas son cargadas en el cambiador de paletas de laMikron XSM 400U.
ma de sujeción de punto cero de System 3R y lleva-das para su mecanización a un centro de tornea-do/fresado, donde se tornea el contorno exterior yse inserta la espiral de enfriamiento en el fondo.
El paso próximo es la carga del cambiador de pa-letas de la Mikron XSM 400U con las piezas prefa-bricadas. Ello puede realizarse en forma cómoda yvisible, gracias a una accesibilidad óptima. «La re-lación de la automatización respecto de la super-ficie de emplazamiento fue solucionado por GF A-gieCharmielles en forma óptima y es única paraeste tipo de máquina» comenta Georg Hofmeister,jefe del equipo de producción FE 1 Moldes de so-plado de Krones AG. Y continúa: «El concepto me-cánico de la Mikron XSM 400U y 600U también ab-sorbe de modo sobresaliente las elevadas fuerzasde aceleración y frenado de los 5 ejes simultáne-os. Ello se advierte en la pieza por la precisión dereproducción de todos los detalles». Pero tambiénel acabado superficial que se consigue medianteambos modelos Mikron XSM 400U y 600U, son de-cisivas en herramientas para moldes de soplado ydistensión, ya que aseguran en botellas PET su-perficies exteriores lisas como un espejo.
CON PLANIFICACIÓN ÓPTIMA,APROVECHAMIENTO DIARIO PLENO AL 90%DE LAS FRESADORAS
La Krones AG, ocupando cerca de 10.000 emplea-dos, tiene unidades de producción que trabajan
El modelo sólido CADmuestra la estructu-ra general de una he-rramienta de moldepara soplado y dis-tensión para la fabri-cación de botellas debebidas de PET. Ade-más de ambas mita-des de molde, la de-nominada «copa de fondo» es componente principal de estasherramientas.
Febrero 2009 / Información
49

Normalmente, las máquinas terminan de proce-sar el volumen de pedidos en curso. Sin embargo,en caso de tener que llevar a cabo pedidos urgen-tes, los mismos pueden intercalarse en cualquiermomento. La planificación en marcha de Kronespermite tiempos de trabajo cortos, que en el casode la «copa de fondo» es de justo un día y se com-pone de 10% de programación, 10% de torneado,50% de fresado HSM, 15% de pulido, 5% de limpie-za y 10% de montaje. Si se realiza un cálculo apro-ximado del 50% de fresado HSM puede verse el ta-maño del volumen de pedidos de herramientaspara moldes de soplado y distensión que Kronespuede llevar a cabo diaria, semanal, mensual, a-
nualmente con la unidad de produc-ción «FE 1» por medio de la Mi-
kron XSM 400U y 600U.También es una muestra deconfianza en GF AgieChar-milles y, especialmente, enla disponibilidad de repues-tos, mediante la que Krones,
como cliente exigente, dioimpulso a nuevas normas de
servicio. Todas las máquinas he-
rramienta se someten a un ciclo de inversión de 3años. De esta manera, Krones siempre obtiene deGF AgieCharmielles máquinas con valores de ren-dimiento que están a la altura del último estadode la técnica en materia de mejores superficies,velocidad y precisión.
Información / Febrero 2009
50
Georg Hofmeister, jefe del equipo de producción FE 1 Moldes desoplado, delante de una de las 12 Mikron XSM 400U, en las quetambién se fresan las «copas de fondo».
En la Mikron XSM 400U se fresa, taladra y se insertan roscas enla «copa de fondo». Para ello, Krones usa 10 a 15 herramientasde fresado sujetadas HSK. Las tolerancias de ± 15 µm consegui-das en todo el molde certifican la alta precisión de los 5 ejes si-multáneos.

Febrero 2009 / Información
51
La gama de fresas CoroMill 490 amplía ahorasu programa para las aplicaciones ISO K yfundición. Desde su introducción para acero
ISO P a principios de este año, los fabricantes haninformado sobre aumentos en la productividadque superan el 40%, en algunos casos, superioresal 50% con las fresas CoroMill 490 en cortes super-ficiales para fresado frontal y en escuadra.
Pues bien, ahora ofrecemos el rendimiento, la ver-satilidad y la productividad de estas fresas para lasoperaciones de fundición. La ampliación del pro-grama consta de cinco nuevas calidades y geome-trías de plaquita, dos para fundición ISO K y trespara acero ISO P.
Es una nueva generación de fresasque produce cortes reales de 90°,sin escalones bruscos ni imperfec-ciones. Su versatilidad en el fresadofrontal y de escuadra reduce loscostes y el volumen de inventariode herramientas, al mismo tiempoque disminuye el nivel de ruidogracias a su suave acción de corte.
Las plaquitas CoroMill 490 tienencuatro filos de corte reales con un a-vanzado diseño de geometría y unacalidad que permiten disponer defilos de corte más agudos, al tiempoque se reducen las fuerzas de corte.
Su precisa y ligera acción de cortecon menor esfuerzo es una combi-
nación ganadora para la producción en lotes y paracortes superficiales, que gracias a su eficacia consi-gue un componente acabado en una sola pasada.Combina su ligera acción de corte y un seguro posi-cionamiento de la plaquita con elevadas velocidadesde corte y gran precisión.
CoroMill 490 permite sacar el máximo partido de loscentros de mecanizado más pequeños, con husillosde tamaño de cono de 30 a 40, que se utilizan con fre-cuencia para corte superficial próximo a las dimen-siones finales en fundición y forjado. Gracias a su fle-xibilidad y estrechas tolerancias, puede sustituir adiferentes y variadas herramientas, con lo que se re-duce el volumen de inventario del usuario.
CoroMill 490ofrece nuevas ventajaspara el fresado de fundición
52
Tel.: 917 817 776
Fax. 917 817 126
Suscripción anual 20096 números90 euros
Suscripción anual 20096 números90 euros
Tel.: 917 817 776
Fax. 917 817 126
Suscripción anual 20096 números90 euros
Suscripción anual 20096 números90 euros
Periodista experta en comunicacióncorporativa y gabinetes de prensa,especializada en I+D y materiales,en las áreas de Fundición, Energía
y Medio Ambiente, Salud,automoción y aeroespacial,
se ofrece para colaborar en modalidadfreelance o contrato.
Tel. 696 165 388 ([email protected])
BUSCAMOSInformático que sepa utilizar un programa ERP, Active Directory, Termi-nal Server. Conocer la actividad del tratamiento de superficie. Saber ad-ministrar un servidor.
Realmente buscamos a una persona capaz de administrar un puesto dedistribuidor en Barcelona. Tendrá que viajar a Asia, Valencia, Bilbao yFrancia (por lo menos 1 ó 2 veces por mes para concretar su negocioen España).
Remuneración: sueldo + comisión sobre el margen comercial.
Sociedad DATAXIOME – telf.: +33 (0)1 48 18 18 10 - Yann BARILE(+33(0)6 42 53 22 03 – [email protected]) oCharles GREGOIRE (+33(0)6 80 33 30 37 – [email protected])
SE VENDE HORNO DE FOSA“NUEVO A ESTRENAR”
Características:• Calentamiento eléctrico (250 kW).• Dimensiones 1.750 mm ancho x
2.500 mm largo x 2.500 mm alto.• Temperatura trabajo 750 ºC máx.• Sistema de recirculación interna.
Teléfono de Contacto: 650 714 800

Joven de 32 años de Hondarribia(GUIPÚZCOA) con experiencia
en ventas, busca trabajode COMERCIAL en el País Vasco,
en el sector metalúrgico.
Disponibilidad total para viajar.
Interesados contactar:[email protected]
EMPLEO
SE BUSCASIFCO APPLIED SURFACE
CONCEPTS,
líder mundial del metalizado electro-
químico con brocha, busca un
distribuidor en España de nuestros
métodos de electrolizado selectivo.
Pueden Vds. tomar contacto con
nosotros:
E-mail: [email protected]
SE BUSCAArena Negra para Moldear Aluminio.
Arena fina que parece arena de Mar, añadenalguna sustancia química que la hace negra
y cuando la secas se queda dura.
Móvil: 660 747 [email protected]
SE BUSCA“Franceses que viven en Canadá con
intención de establecerse en España estánbuscando informaciones (direcciones y sitio
Internet) sobre empresas fabricantes demoldes de precisión en acero en toda
España. Por favor, envíenos los detalles deellos a la siguiente dirección:
[email protected] antemano, muchas gracias por su
respuesta.”
SE BUSCA DISTRIBUIDORPARA GENERADORESDE OXÍGENO A PARTIR DEL AIREPARA SOLDAR EN LA MISMAPLANTA/TALLER(TAMBIÉN PUEDE LLENARSECILINDROS DE ALTA PRESIÓN)
TEL: 93 205 0012
MAIL: [email protected]
Se Vende Máquinade colado en vacío
MCP 4/01 de 2ª manojunto con
EstufaVGO 200
DIMENSIONES EXTERNAS:Alto 799, largo 1.034, ancho 745 mm.
ALIMENTACIÓN ELÉCTRICA:220 V- 50 Hz – Monofásica
CAPACIDAD DE CALEFACCIÓN:1,95 kW
REGULACIÓN DE TEMPERATURA:hasta 300 ºC
Contacto:[email protected]
53

54

C/ Arboleda, 14 - Local 11428031 MADRID
Tel. : 91 332 52 95Fax : 91 332 81 46
e-mail : [email protected] Metalográfico de Materiales
Laboratorio de ensayo acreditado por ENAC¥ Laboratorio de ensayo de materiales : an�lisis qu�micos, ensayos mec�nicos, metalo-
gr�ficos de materiales met�licos y sus uniones soldadas.¥ Soluci�n a problemas relacionados con fallos y roturas de piezas o componentes me-
t�licos en producci�n o servicio : calidad de suministro, transformaci�n, conformado,tratamientos t�rmico, termoqu�mico, galv�nico, uniones soldadas etc.
¥ Puesta a punto de equipos autom�ticos de soldadura y rob�tica, y temple superficialpor inducci�n de aceros.
¥ Cursos de fundici�n inyectada de aluminio y zamak con pr�ctica real de trabajo en laempresa.
Solución total conun único proveedor
PROGRAMA DE FABRICACIÓN:• Hornos de atmósfera de una o varias cámaras.• Hornos de vacío horizontales y verticales.• Instalaciones contínuas de atmósfera.• Instalaciones vontínuas de vacío.• Generación de atmósferas para procesos.• Control y automatización de procesos.• Investigación, fabricación, servicio postventa, formación.
Ipsen International GmbHFlutstrasse 78 – 47533 Kleve, Alemania – Teléfono 0049-2821-804-518
www.ipsen.de
55

Información / Febrero 2009
56
ABRASIVOS Y MAQUINARIA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25ACEMSA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55AMPCO METAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19APLITEC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54BAUTERMIC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27BMI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54CUMBRE INDUSTRIAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23DELCAM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7FERROFORMA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21HEIDENHAIN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . PORTADAHORNOS ALFERIEFF . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54INDUSTRIAS TEY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3INEO PROTOTIPOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54IPSEN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55LIBRO DE LOS TRATAMIENTOS TÉRMICOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41MAQUITEC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11MATIC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9METALOGRÁFICA DE LEVANTE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13MOLDES J. MORALES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55MOLDEXPO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 2ONA ELECTRO-EROSIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15REVISTAS TÉCNICAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 3S.A METALOGRÁFICA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55SCHUNK INTEC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5SUMINISTROS ARRALBE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54TALLER DE MODELOS Y TROQUELES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54TEBIS IBERIA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 4TECNO DISSENY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19TRATAMIENTOS TÉRMICOS ESPECIALES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
ABRILPrototipado rápido. Copiado. Estereolitografía. Medidas. Electroerosión.
Taladrinas. Calidad. Plaquitas. CNC. Fresadoras.
Próximo número
INDICE de ANUNCIANTES