escuela de ingenierÍa quimica
TRANSCRIPT
I
UNIVERSIDAD NACIONAL DE TRUJILLO
FACULTAD DE INGENIERÍA QUÍMICA
ESCUELA DE INGENIERÍA QUIMICA
INFLUENCIA DEL TIPO DE MEMBRANA Y PRESIÓN EN
LA DESHIDRATACION DE ETANOL POR EL PROCESO DE
PERVAPORACIÓN
Tesis para optar el título de:
Ingeniero Químico
Autor:
Br. VEGA GONZALES BRANDER JEAN CARLOS
Asesor:
Dr. Aguilar Quiroz, Croswel Eduardo
TRUJILLO – PERÚ
2017
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
II
UNIVERSIDAD NACIONAL DE TRUJILLO
FACULTAD DE INGENIERÍA QUÍMICA
ESCUELA DE INGENIERÍA QUIMICA
INFLUENCIA DEL TIPO DE MEMBRANA Y PRESIÓN EN
LA DESHIDRATACION DE ETANOL POR EL PROCESO DE
PERVAPORACIÓN
Tesis para optar el título de:
Ingeniero Químico
Autor:
Br. VEGA GONZALES BRANDER JEAN CARLOS
Asesor:
Dr. Aguilar Quiroz, Croswel Eduardo
TRUJILLO – PERÚ
2017
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
III
JURADO CALIFICADOR
_________________ Mg. Feliciano Bernui Paredes
Presidente
_________________ Dr. Wilson Reyes Lázaro
Secretario
_________________
Dr. Croswel Aguilar Quiroz
Asesor
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

IV
Contenido
JURADO CALIFICADOR .................................................................................................................. III
DEDICATORIA ................................................................................................................................ VIII
AGRADECIMIENTO ..........................................................................................................................IX
RESUMEN ...........................................................................................................................................X
ABSTRACT ........................................................................................................................................XI
CAPÍTULO I ......................................................................................................................................... 1
INTRODUCCION ................................................................................................................................. 1
CAPÍTULO II ...................................................................................................................................... 20
MATERIALES Y MÉTODOS ............................................................................................................ 20
EQUIPOS MATERIALES Y REACTIVOS ........................................................................................ 20
1. EQUIPOS ................................................................................................................................ 20
2. MATERIALES. ........................................................................................................................ 20
3. REACTIVOS. .......................................................................................................................... 20
4. PROCEDIMIENTO EXPERIMENTAL. ................................................................................ 21
CAPÍTULO III ..................................................................................................................................... 22
RESULTADOS Y DISCUSIONES ................................................................................................... 22
CAPÍTULO IV .................................................................................................................................... 33
CONCLUSIONES .............................................................................................................................. 33
CAPÍTULO V ..................................................................................................................................... 34
RECOMENDACIONES ..................................................................................................................... 34
CAPÍTULO VI .................................................................................................................................... 35
REFERENCIA BIBLIOGRAFICAS .................................................................................................. 35
PURISACA, S (2014), “INFLUENCIA DE LA TEMPERATURA Y FLUJO DE ALIMENTACIÓN
POR DESHIDRATACION DE ETANOL POR PERVAPORACIÓN EMPLEANDO COMO
MEMBRANA ACETATO DE CELULOSA”, UNIVERSIDAD NACIONAL DE TRUJILLO,
FACULTAD DE INGENIERIA QUIMICA, PERÚ, PAG. 34 – 55. .................................................. 37
CAPÍTULO VII ................................................................................................................................... 40
ANEXOS ............................................................................................................................................ 40
ANEXO 2: FOTOGRAFÍAS DEL EQUIPO DE PERVAPORACIÓN ................................................................. 41
ANEXO 3:................................................................................................................................................ 45
ANEXO 4:................................................................................................................................................ 46
ANEXO 5:................................................................................................................................................ 48
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
V
Índice de figuras
Figura 1: Intensificación de Procesos y sus componentes (Stankiewicz et al.,
2000) …………………………………………………………………………………. 4
Figura 2: Clasificación de membranas por su Naturaleza, Estructura y/o
Mecanismos de Transferencia (Huang et al., 2001) ……………………………………6
Figura 3: Diagrama del mecanismo de pervaporación a través de una
membrana (Feng et al., 1997) ………………………………………………………8
Figura 4: Esquemas generales de una unidad de pervaporación a vacío
(izquierda) y con gas de arrastre (derecha) (Huang, 1991) ……………………..8
Figura 5: Sistema de Pervaporación ............................................................... 21
Figura 6. A) Esquema del equipo de trabajo. B) Foto del equipo en
funcionamiento ................................................................................................. 22
Figura 7: Deshidratación de etanol por Pervaporación a flujos de alimentación
de 1.0 y 1.5 mL/min. ......................................................................................... 23
Figura 8: Deshidratación de etanol por Pervaporación a temperaturas de 25,
35 y 45 °C con membrana de Nanofiltración. ................................................... 25
Figura 9: Deshidratación de etanol por Pervaporación a presiones de 0.1, 0.3,
0.5 y 0.85 Bar y 35 °C de temperatura ……………………………….. ............... 27
Figura 10: Deshidratación de etanol por Pervaporación a temperaturas de 25,
35 y 45 °C con una membrana de Osmosis Inversa ……………………… ....... 29
Figura 11: Deshidratación de etanol por Pervaporación a presiones de 0.5,
0.85 y 1.0 Bar y 35 °C de temperatura …………………………………………. .. 31
Figura 12: Equipo de Pervaporación usado en los ensayos. .......................... 41
Figura 13: Tanque de Alimentación y medidor de flujo del equipo de
pervaporación utilizado en los ensayos. ........................................................... 42
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
VI
Figura 14: Calentador(a) y pervaporador (b) del equipo de pervaporación
utilizado en los ensayos. .................................................................................. 42
Figura 15: Trampa de vacío (A) y Bomba de vacío (B) utilizado en el Equipo de
Pervaporación .................................................................................................. 43
Figura 16: Bomba de vacío y display de manejo de la bomba del equipo de
pervaporación ................................................................................................... 43
Figura 17: Membrana de Nanofiltraciòn (A) y Membrana de Osmosis Inversa
(B) utilizadas en el pervaporador para la deshidratación de etanol .................. 44
Figura 18: Refractómetro Digital ABBE Serie 06110015 para análisis de índice
de refracción del etanol. ................................................................................... 44
Figura 19: Curva de Calibración a 25 °C ......................................................... 50
Figura 20: Curva de Calibración a 24 °C ......................................................... 52
Figura 21: Curva de Calibración a 23 °C ......................................................... 53
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
VII
Índice de tablas
Tabla 1: Resumen de la bibliografía sobre membranas poliméricas
hidrófilas de pervaporación (Martino et al,. 2002). ......................................... 14
Tabla 2: Resumen de la bibliografía sobre membranas cerámicas hidrófilas de
pervaporación (Martino et al,. 2002). ................................................................ 40
Tabla 3: Concentración de Etanol (%) a diferentes flujos ................................ 45
Tabla 4: Concentración de Etanol (%) a diferentes temperaturas con la
membrana de Nanofiltración ............................................................................ 46
Tabla 5: Concentración de Etanol (%) a diferentes presiones con la membrana
de Nanofiltración .............................................................................................. 47
Tabla 6: Concentración de Etanol (%) a diferentes temperaturas con la
Membrana de Osmosis Inversa ........................................................................ 48
Tabla 7: Concentración de Etanol (%) a diferentes presiones con la Membrana
de Osmosis Inversa .......................................................................................... 49
Tabla 8: Datos de curva de calibración a 25 °C ............................................... 50
Tabla 9: Datos de curva de calibración a 24 °C ............................................... 52
Tabla 10: Datos de curva de calibración a 23 °C ............................................. 53
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
VIII
DEDICATORIA
A Dios nuestro creador, por darme su bondad, amor, salud, inteligencia y
fortaleza para poder afrontar todos los obstáculos, gracias por haber puesto en
mi camino a personas que fueron el soporte fundamental en mi formación
personal y profesional.
A las personas más importantes en mi vida mi mamá Flor y mi hermana María,
por ser ellas los pilares principales en mi educación y en mi vida, gracias por su
apoyo incondicional en cada momento, por sus consejos, por su enseñanza de
los valores, por la motivación constante y sobre todo por su muestra de amor.
A mi abuelita Adela por ser la persona quien fue mi soporte durante la etapa de
formación personal y profesional, por enseñarme el significado de la humildad y
sobre todo por brindarme su infinito amor.
A mi asesor el Dr. Croswel Aguilar, por brindarme su amistad, por sus
enseñanzas y consejos en este arduo caminar, gracias sobre todo por
enseñarme la importancia de ser buen profesional.
A toda mi familia y las personas que contribuyeron conmigo en mi formación
profesional y personal.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
IX
AGRADECIMIENTO
A Dios nuestro creador, por darme el don de vivir y permitir alcanzar mis metas.
Al Dr. Croswel Aguilar, gracias por su amistad, por orientarme y guiarme en este
arduo camino.
Al Técnico de Laboratorio de Catálisis el Sr. Jorge Alcántara, por mostrarme su
apoyo durante todo el tiempo de trabajo de tesis.
A Beatriz Anhuamán, por brindarme su apoyo y confianza para hacer posible la
culminación de este trabajo.
A toda mi familia por demostrar lo importante que soy para ellos y por colaborar
en todo momento en la realización de este trabajo.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
X
RESUMEN
Se estudió la influencia de la presión, temperatura y tipo de membrana
(Nanofiltración y Osmosis Inversa) en la deshidratación de etanol por el proceso
de Pervaporación (PV). Los ensayos se realizaron con un equipo construido en
el laboratorio de Catálisis y Nuevos Materiales de la Universidad Nacional de
Trujillo. La concentración de etanol se determinó mediante análisis de su índice
de refracción (IR). Los resultados muestran que la separación de agua del etanol
depende de la presión y la temperatura de trabajo. A bajas presiones (0.1 bar) y
temperatura relativamente alta (45 ºC), las membranas pierden su selectividad.
Las mejores condiciones en la cual se analiza concentraciones de etanol del
valor de 99.4% son: 35 ºC, 0.85 bar y membrana de Nanofiltración. Aunque
posteriormente a tiempos mayores de 70 minutos la concentración de etanol
disminuye al 98.7%.
Palabras Claves: Pervaporación, Nanofiltración, Etanol 96%.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
XI
ABSTRACT
The influence of pressure, temperature and type of membrane (Nanofiltration and
Reverse Osmosis) in ethanol dehydration by pervaporation process (PV) was
studied. The tests were carried out with a team built in the Catalysis and New
Materials laboratory of the National University of Trujillo. The ethanol
concentration was determined by analysis of its refractive index (IR). The results
show that the removal of water from ethanol depends on the pressure and
temperature. At low pressures (0.1 bar) and relatively high temperature (45 ºC),
the membranes lose their selectivity. The best conditions in which ethanol
concentrations of 99.4% are analyzed are: 35 ºC, 0.85 bar and Nanofiltration
membrane. Although subsequently to longer 70 minutes the ethanol
concentration decreases to 98.7%.
Key Word: Pervaporation, Nanofiltration, ethanol 96%.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
1
CAPÍTULO I
INTRODUCCION
Según la Agencia Internacional de Energía (IEA), la producción de las reservas
conocidas de gas y petróleo caerá del 40% al 60% para el año 2030 (WWF
International et al., 2011), sin embargo, la demanda de energía va en aumento,
generando una competencia por los combustibles fósiles.
El irresponsable uso de los recursos no renovables y renovables en los procesos
de producción industrial, agrícola y de transporte; generando un gran volumen
de Gases de Efecto Invernadero (GEI), los cuales agudizan el creciente Cambio
Climático.
Gaimo (2010) sostiene que surge la necesidad de implementar políticas y
acciones para la diversificación de la matriz energética, como son las: Energías
Renovables y Eficiencia energética.
Las Energías Renovables, según WWF International et al., (2011) manifiestan
que “para reducir las emisiones de gases de efecto invernadero en un 80% en el
año 2050, se requiere alcanzar una transición hacia la Energía Renovable”.
1. Energía Solar: Contribuye con sólo 0.02% del suministro total de
energía, aunque esta proporción está creciendo rápidamente. Una de
las principales desventajas es que su suministro es intermitente,
pudiéndose aprovechar sólo las horas del día.
2. Energía Eólica: Suministra alrededor del 2% de la demanda mundial
de electricidad, con una capacidad instalada que se ha duplicado en
los últimos cuatro años.
3. Energía Geotérmica: Proporciona un suministro constante de
electricidad; como en el caso de Islandia que obtiene una cuarta parte
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

2
de su electricidad y casi la totalidad de su calefacción. En Filipinas, las
plantas geotérmicas generan casi una quinta parte del total de la
electricidad del país (Geothermal Energy Association, 2010).
4. Energía Mareomotriz: El movimiento del océano, a través de las olas
y mareas, provee una fuente potencialmente vasta y confiable de
energía.
5. Energía Hidráulica: Constituye la mayor fuente de energía renovable
que se aprovecha en la actualidad, proporcionando casi la quinta parte
de toda la electricidad en el mundo.
6. Bioenergía: Consiste en aprovechar la energía contenida en la
biomasa como los residuos de la agricultura, procesamiento de
alimentos, aserrín, residuos procedentes de la silvicultura y la
transformación de la madera, estiércol y residuos municipales, etc.
Romaní et al. (2012) sostuvieron que este fenómeno se inició en octubre de
1973, cuando la Organización de Países Exportadores de Petróleo (OPEP)
cuadruplicó el precio del barril y originó una gran crisis mundial que obligó a los
países desarrollados a pensar en la sustitución del petróleo por otras fuentes de
energía, siendo las primeras propuestas: El empleo de energías renovables y la
eficiencia energética, constituyéndose como la tecnología más relevante para
“descarbonizar” la economía energética mundial.
Por otro lado, equipos emergentes, nuevas técnicas de procesamiento y
novedosos métodos operativos prometen mejoras espectaculares en las plantas
de proceso, reduciendo considerablemente su tamaño y aumentando
considerablemente su eficiencia. Esta evolución puede dar lugar a la extinción
de algunos equipos tradicionales de la industria, así como también a operaciones
unitarias completas.
Otra tendencia es el uso de tecnología SMART GRID o redes inteligentes, para
administrar su demanda de energía a través de la programación del encendido
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
3
y apagado de equipos desde una computadora o teléfono móvil, poner en
marcha equipos en horas con menor demanda, etc.
Es así que surgen nuevas tecnologías de procesos denominadas
INTENSIFICACIÓN DE PROCESOS (IP), que según Pal et al (2009) y Lutze et
al. (2010), tuvieron por objetivo desarrollar productos y procesos que aseguren
la reducción de materiales, el ahorro energético, reducción de impactos
ambientales y mayor flexibilidad en la operación.
Durante la apertura de la primera Conferencia Internacional sobre Intensificación
de Procesos en la Industria Química, Ramshaw (1995), definió la Intensificación
de Procesos como una estrategia para hacer reducciones drásticas en el tamaño
de una planta química con el fin de alcanzar un objetivo dado de producción.
Dichas reducciones podrían encontrarse en el tamaño de la pieza de un equipo,
en el número de operaciones unitarias o aparatos implicados en el proceso.
Sin embargo, para Stankiewicz et al (2000), esta definición es bastante estrecha,
pues un aumento dramático en la capacidad de producción para un determinado
tamaño del equipo, una disminución en el consumo de energía por tonelada de
producto, o incluso una marcada reducción de la cantidad de residuos o en la
formación de subproductos también califica como intensificación del proceso.
Por lo cual, definen a la intensificación de procesos como el desarrollo de nuevos
aparatos y técnicas que, en comparación con los utilizados hoy en día, se espera
que aporten mejoras en la fabricación y procesamiento, disminuyendo
sustancialmente la relación “tamaño del equipo/capacidad de producción”,
consumo de energía o la generación de residuos; lo que resulta en tecnologías
sostenibles más baratas.
Simón et al. (2008) enumeraron las razones para la implementación de IP:
Aumento de la productividad.
Aumento de la capacidad.
Mayor seguridad.
Mayor flexibilidad.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

4
Disminución del uso de energía.
Disminución de residuos.
Disminución de costos operativos.
Simplificación del proceso.
Como se observa en la Figura 1, Stankiewicz et al. (2000) clasificaron la IP en
dos áreas:
Intensificación de procesos por equipos: nuevos reactores, mezclado
intensivo, dispositivos de transferencia de calor y transferencia de masa.
Intensificación de procesos por métodos: separaciones híbridas,
integración de procesos de reacción, separación, intercambio de calor y
transición de fase (en reactores multifuncionales), técnicas que utilizan
fuentes alternativas de energía (energía solar, ultrasonido, etc.), y
nuevos métodos de control de procesos.
Figura 1: Intensificación de Procesos y sus componentes (Stankiewicz et al., 2000)
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

5
Como se puede apreciar, son muchas las aplicaciones de INTENSIFICACIÓN
DE PROCESOS que se encuentran ampliamente difundidas en el sector
industrial, sin embargo, algunas de éstas aún se encuentran en proceso de
investigación y desarrollo.
Martino et al. (2000) afirmaron que los procesos convencionales de separación,
como por la destilación, que se caracterizan por su elevada demanda de energía,
representan una situación preocupante en un proceso industrial por el bajo
aprovechamiento de la energía en forma de calor, ya que relativamente se
adiciona calor en el rehervidor para luego perderla en el condensador.
Cerpa et al. (2005) y Pal et al. (2009) propusieron la Tecnología de Membranas,
como una aplicación de la IP, surgio como una alternativa nueva y eficaz ante
los procesos convencionales de separación, pues operan en unidades de menor
tamaño, poseen un diseño modular, flexibilidad en la escala de la producción,
alta selectividad en las etapas de separación y purificación.
Huang et al. (2001) establecieron los criterios de clasificación de membranas por
su Naturaleza, Estructura y/o Mecanismos de Transferencia; como se observa
en la Figura 2.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

6
Figura 2: Clasificación de membranas por su Naturaleza, Estructura y/o Mecanismos de Transferencia (Huang et al., 2001)
Scott (1995), en referencia al criterio de la Naturaleza, resalta los materiales que
constituyen las membranas, siendo las Membranas Poliméricas las más
desarrolladas y de mayor aplicación industrial. Macanás (2006) las clasifica como
porosas (diámetro superior a 20Å) y no porosas o densas (diámetros
comprendidos entre 10 a 20Å).
Una de las aplicaciones de la Tecnología de Membranas, como alternativa al
proceso convencional de la destilación. es la PERVAPORACIÓN (PV), que a
pesar de ser considerada como una tecnología emergente, posee una amplia
versatilidad para diferentes aplicaciones comerciales.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

7
Kobar (1917) observó este fenómeno por primera vez en un estudio de
laboratorio, donde una masa de líquido contenida en una bolsa de Nitrato de
celulosa cerrada herméticamente perdía masa con el transcurso del tiempo
debido a la conversión del líquido a vapor y que posteriormente fuera emitido al
ambiente a través de la membrana. A este fenómeno le denominó
“Pervaporación”.
García (1998) señaló que la PV es una tecnología de membranas utilizada para
separar mezclas líquidas. El término "pervaporación" (PV) es una contracción
de los términos permeación y evaporación, ya que se trata de un proceso de
separación en el cual una mezcla líquida en contacto con una membrana
selectiva hace que uno de los componentes de la mezcla se transporte mediante
permeación preferencial a través de la membrana, saliendo en fase vapor del
otro lado de la membrana.
Según Korelskiy et al. (2013), la eficiencia energética del proceso de PV se logra
en gran medida como resultado de que sólo es necesario evaporar una pequeña
fracción de la mezcla de alimentación, siendo el consumo de calor latente inferior
al requerido en destilación, lo cual representa una gran ventaja en la separación
de azeótropos, mezcla de componentes con cercano punto de ebullición, así
como compuestos sensibles al calor, porque no es necesario calentar la mezcla
a la temperatura ebullición. Adoor et al. (2013) lo consideraron como un proceso
ambientalmente benigno.
Binning et al. (1961) propusieron el “Mecanismo de Solución-difusión”, como
mecanismo de la pervaporación, el cual está constituido por tres etapas
fundamentales: Adsorción de los componentes de la mezcla líquida en la
membrana, difusión de los compuestos adsorbidos a través de la membrana y
desorción en el lado del permeado, con un efecto calorífico, tal como se muestra
en la Figura 3. Donde la fuerza impulsora de esta separación reside en un
gradiente de potencial químico, el cual se puede establecer de dos maneras:
a) Manteniendo una presión total reducida en la zona de permeado de la
membrana, empleando una bomba de vacío.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

8
b) Aplicando una purga con un gas inerte sobre la zona de permeado de la
membrana. En ambas formas se pretende mantener la presión de vapor
de permeado más baja que la presión parcial de vapor en la mezcla de
alimentación. En la Figura 4 se muestra un esquema de ambas
disposiciones.
Figura 3: Diagrama del mecanismo de pervaporación a través de una
membrana (Feng et al., 1997).
Figura 4: Esquemas generales de una unidad de pervaporación a vacío
(izquierda) y con gas de arrastre (derecha) (Huang, 1991)
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

9
El rendimiento de una membrana con el proceso de pervaporación se evalua en
tres aspectos: la productividad, la selectividad y la estabilidad de la membrana.
- La productividad, se determina mediante el flujo del permeado: J
(kg/m2.h). Se calcula usando el peso del permeado líquido, W (kg),
el área efectiva de la membrana, A (m2) y el tiempo de medición, t
(h):
𝐉 = W
A.t (1)
- La selectividad, determinada por la absorción selectiva dentro de la
membrana y su difusión a través de ella; se cuantifica mediante los
siguientes coeficientes:
a. Factor de separación (α):
α = (PA
1−PA) (
1−FA
FA) (2)
b. Índice de Separación por Pervaporación:
𝐏𝐒𝐈 = J(α − 1) (3)
c. Factor de enriquecimiento:
𝛃 = (CwP Cw
F⁄ ) (4)
Adoor et al. (2013), definieron que FA es el porcentaje en peso del agua en la
alimentación y PA es el porcentaje en peso de agua en el permeado, P y F son
las fracciones en peso del permeado y de la alimentación, respectivamente;
subíndice w representa el agua, J es el flujo del permeado y C es el porcentaje
en peso de la concentración.
Según Rachipudi, et al. (2013), el PSI se utiliza como una guía relativa para la
elección de las membranas adecuadas basado en la combinación óptima de flujo
y selectividad.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

10
Mientras que Belanche et al. (1986) señalaron que tanto el flujo y la selectividad
dependen a su vez de variables de operación tales como: presión de la
alimentación, presión del permeado, temperatura, la composición de la
alimentación, así como de variables asociadas a la membrana: el material
elegido, la estructura de la membrana y el espesor de la capa activa. Hay
membranas con una afinidad por el agua muy elevada debido a que contienen
grupos -OH hidrófilos o iónicos en su superficie, y gracias a la gran movilidad de
las moléculas de agua presentan una alta selectividad. No obstante, los flujos de
agua pueden ser bajos, a causa de unas bajas temperaturas de operación o de
una capa activa muy gruesa, cuando ésta es necesaria para aportar resistencia
mecánica a la membrana.
- La estabilidad, es la capacidad de una membrana para mantener tanto
la permeabilidad y selectividad en las condiciones específicas del
sistema durante un período prolongado de tiempo. Debido al tiempo
necesario para realizar pruebas de estabilidad sobre membranas de
pervaporación, hay pocos estudios publicados acerca de la
caracterización de membranas de PV en condiciones transitorias. Sin
embargo, el carácter robusto de las membranas poliméricas de alcohol
polivinílico (PVA) ha permitido el desarrollo de procesos comerciales,
casi todos aplicados a la deshidratación de etanol e isopropanol.
Bolto et al. (2011) observaron que a medida que la concentración del agua
aumenta en la mezcla de alimentación, el factor de separación disminuye y
aumenta la velocidad de permeación. Esto se explica por el “Efecto
Plastificante del Agua”, donde las regiones amorfas de las membranas
poliméricas se hinchan conforme transcurre el tiempo, debido a que las cadenas
del polímero se vuelven más flexibles. Sin embargo las membranas cerámicas
muestran una mejorada estabilidad térmica y química en comparación con las
membranas poliméricas, pues su estructura rígida y robusta proporciona alta
resistencia al hinchamiento.
Por otro lado, Feng et al. (1997), señalaron que la “Polarización de la
concentración” es un fenómeno común en procesos a traves de membranas,
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

11
puesto que la separación de membrana se basa en la diferencia de las
velocidades de permeación de diferentes componentes que permean. Esto,
generalmente conduce a una menor productividad y un menor grado de
separación.
Sin embargo , el efecto de la capa límite a menudo se supone que es
insignificante para la mayoría de las membranas de pervaporación actuales
debido a que los flujos de penetración son generalmente bajos , y se ha prestado
poca importancia.
Actualmente, el “Modelo de Resistencia en Serie” se utiliza principalmente para
describir polarización de la concentración. Debido a este fenómeno, la
concentración del componente menos permeable en la superficie de la
membrana es mayor que en la mezcla de alimentación, lo que significa que el
“efecto de la capa límite” tiene una resistencia "negativa" para la transferencia
de masa del componente más permeable.
Huang (1991) y Feng et al. (1997) sostienen que a partir de los años 80’s, el
desarrollo de nuevas membranas hizo posible la viabilidad práctica de la
pervaporación, donde gran parte del impulso procede del interés en la
producción de etanol puro como un combustible alternativo. En los años
siguientes, se amplió el ámbito de investigación a muchas mezclas de líquidos y
una variedad de membranas.
El ejemplo más exitoso de comercialización de los sistemas de PV es
representado por la empresa GFT, quien en 1982 construye la primera planta de
pervaporación comercial en Sao Paulo, Brasil; empleando membranas densas
hidrófilas de alcohol polivinílico (PVA) sobre un soporte de poliacrilonitrilo (PAN)
reforzado por una red de poliéster para la deshidratación de etanol, obteniendo
un volumen de producción de 1300 L/día de etanol al 99,2% de pureza (Kobar
et al., 1997). En adelante, la empresa GFT-Sulzer ha contribuido a la instalación
de más de 100 plantas de pervaporación, donde la planta instalada en
Bethenville (Francia, 1988) es la de mayor funcionamiento, con una producción
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
12
de 5.000 kg/h de etanol, a partir de una alimentación que contiene un 94% etanol
procedente del refinado de azúcar (Shao et al., 2007).
Las aplicaciones de la PV pueden clasificarse en tres grupos:
1. Separación de mezclas orgánicas:
En las últimas décadas se ha implementado la separación de mezclas de
compuestos orgánicos (Smitha et al.,2004). Se utilizan “membranas
organoselectivas” que pueden ser de tipo hidrófilo, para la separación de
mezclas alcohol/éter, como en el caso de la separación de mezclas de
hidrocarburos aromáticos y alifáticos.
2. Eliminación de compuestos orgánicos de disoluciones acuosas:
Se aplica cuando la concentración del compuesto orgánico en la mezcla es
pequeña. Se utilizan “membranas organófilas” con una permeación preferente
por compuestos no polares.
La aplicación comercial más importante es el empleo de pervaporación para la
eliminación de pequeñas cantidades de compuestos orgánicos volátiles (VOCs)
de aguas contaminadas, combinando el control de la polución y la recuperación
de disolventes. Esta tecnología de pervaporación para extraer VOCs del agua
ha sido desarrollada por la empresa Membrane Technology and Research
Inc. (Baker, 2004). Se trata de una separación relativamente fácil porque los
disolventes orgánicos y el agua tienen polaridades muy diferentes y exhiben
propiedades de permeación distintivas.
Investigaciones para estudiar la recuperación y enriquecimiento de aromas a
partir de disoluciones acuosas diluidas como zumos de frutas y otras bebidas por
pervaporación (Lipnizki et al., 2002).
Los polímeros que contienen silicona (organófilos), las membranas basadas en
polidimetilsiloxano (PDMS) y otros, se utilizan para la separación de compuestos
organoclorados volátiles, alcoholes, cetonas, fenol, benceno.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

13
3. Deshidratación de compuestos orgánicos
Se utilizan “membranas hidrófilas”, para la permeación del agua, en
deshidratación de disolventes orgánicos, mezclas azeotrópicas, etc. Estas
membranas separan el agua con flujos y selectividades variables en función de
la estructura química de su capa activa así como de su morfología.
La mayoría de las membranas hidrófilas disponibles en el mercado están hechas
de alcohol polivinílico (PVA) (Martino et al,. 2000), reticuladas mediante
“tratamiento térmico”, resultando en una mayor cristalinidad de la membrana, con
canales más pronunciados a escala molecular, estando formados entre las
regiones cristalinas, facilitando el transporte de masa; o mediante el uso de
“agentes químicos de reticulación”. Bolto et al. (2011) sostienen que debe
hacerse énfasis en la reticulación de la membrana, ya que le confiere al polímero
una alta naturaleza hidrofílica.
En las Tablas 1 y 2 se presentan el tipo de membrana y la mezcla estudiada
(Martino et al,. 2000).
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

14
Tabla 1: Resumen de la bibliografía sobre membranas poliméricas hidrófilas de pervaporación (Martino et al,. 2002).
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
15
Membranas con carácter hidrofílico, tales como: Acetato de celulosa (AC), poli-
vinil alcohol (PVA), polietileno sulfonado, nafion, ácido algínico y el quitosano,
han sido utilizadas por varios investigadores para la remoción de agua de
mezclas orgánicas empleando PV (Kujawski, 2000).
Zhao et al. (2013) hicieron una revisión de los métodos de reticulación, injerto,
mezcla, llenado y ensamblaje capa por capa que se utilizan para sintonizar las
propiedades físico-químicas y micro-estructurales de la membrana, lo que le confiere un mayor potencial para un rendimiento de separación más alto, así como una
mayor estabilidad mecánica, haciéndola más competitivo para aplicaciones industriales.
Es de particular interés la separación de etanol del agua. Los trabajos de
separación por pervaporación sobre este sistema binario son:
Kalyani et al. (2006), emplearon membranas de alginato de sodio (NaAlg) y poli
(vinil-pirrolidona) (PVP), reticuladas con ácido fosfórico para la separación de
mezclas agua/etanol por pervaporación, cuando la mezcla de alimentación
contenía 96% en peso de etanol, a 30°C. Siete soluciones con diferentes
mezclas de SA con PVP se prepararon con las siguientes relaciones en masa
1:1, 1:2, 1:3, 2:3, 3:1, 4:1, 5:1. Ellos encontraron que la relación 3:1 era óptima,
pues el aumento de cualquiera de los polímeros en el contenido de la mezcla,
aumenta la fragilidad de la membrana.
Los grupos hidroxilo presentes en H3PO4 reaccionan con los grupos acetato de
NaAlg y grupos alquilo de PVP, lo cual resulta en la formación de enlaces
covalentes, haciendo más rígida a la membrana, minimizando el efecto de
plastificación y mejorando los parámetros del rendimiento de la membrana,
obteniéndose selectividad de 364 y flujo de agua de 0.5 Kg/m2.h (Kalyani et al,
.2006).
Qiu et al. (1990) prepararon nanotubos de carbono de pared múltiple (MWNT)
funcionalizados y los añadieron, en proporciones de 0%, 0.5%, 1%, 1.5% y 2%,
a una solución de quitosano al 2%, para luego depositar dichas soluciones en
membranas de poliacrilonitrilo (PAN), usando el método de “mezclado en
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

16
solución” para la deshidratación de mezclas de 90% en peso de etanol, por
pervaporación. Los MWNT-vírgenes fueron tratados con ácido mixto
(H2SO4/HNO3= 3/1) y luego funcionalizados por peróxido de diisobutiril.
La interacción existente entre el grupo carboxilo (-COOH) presentes en los
MWNT-funcionalizados y los grupos hidroxilo (-OH) y/o grupos amino (-NH2) de
las cadenas de quitosano, así como enlaces de hidrógeno formados en las
membranas, contribuyen al aumento de la capacidad de adsorción preferencial
a las moléculas de agua en mezclas etanol/agua. Se observa que para la adición
del 2% en peso de MWNT-funcionalizados, se obtiene un mejor rendimiento de
la membrana, alcanzando un flujo de agua de 200 g/m2h y el mayor factor de
separación (600), cuando se opera a la temperatura de 30°C. (Qiu et al., 1990)
Adoor et al. (2013) utilizaron membranas de Alignato de sodio (NaAlg), y
empleando el método “fundición de solución”, le incorporaron ácido
fosfotúngstico (PTA) como nanopartículas de relleno en diferentes
composiciones (3%, 5%, 7% y 10%) y que luego fueran reticulados con
glutaraldehído (GA) para la deshidratación de isopropanol y etanol, en mezclas
de alimentación con un contenido de 10% en peso de agua y a 30°C; empleando
la técnica de pervaporación. Ellos reportaron lo siguiente:
- Para mezclas isopropanol/agua, las membranas de NaAlg con 10% en
peso de PTA y reticuladas con GA mostraron un factor de separación de
agua (α = 8,991) hasta 10 veces mayor en comparación con las
membranas de NaAlg originales (α = 678); con flujos de agua de 0.134
kg/m2.h y 0,065 kg/m2.h, respectivamente.
- Para mezclas etanol/agua, las membranas de NaAlg con 10% en peso de
PTA y reticuladas con GA mostraron un factor de separación de agua (α
= 1866) hasta 10 veces mayor en comparación con las membranas de
NaAlg originales (α = menos de 24); con flujos de agua de 0.111 kg/m2.h
y 0,039 kg/m2.h, respectivamente.
Se puede observar que estas membranas con nano-compuestos posee una alta
selectividad al agua en comparación con los otros dos componentes orgánicos.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
17
Sin embargo, el sistema etanol/agua posee una menor selectividad con respecto
al sistema isopropanol/agua debido a las interacciones de los grupos terminales
hidrófilos (-OH libres) del etanol con NaAlg, y este efecto es relativamente menor
en comparación con isopropanol debido a que su grupo terminal es más
voluminoso (-CH3) grupos (Adoor et al., 2013).
Wang et al. (2013) prepararon membranas complejas de polielectrolitos
homogéneos (SPECMs) para la deshidratación de etanol a 50°C, con un 10% en
peso de agua en la mezcla de alimentación. Una solución de complejo de
polielectrolitos (PEC) incorporada con grupos sulfato y grupos de ácido
carboxílico se prepararon a partir de carboximetil celulosa de sodio sulfatado
(SCMC) y poli (cloruro de dialildimetilamonio) (PDDA). Los grupos sulfatos en las
cadenas de SCMC, otorgándole un buen rendimiento de separación a las
membranas SPECMs, pues el flujo y el agua en el permeado para SPECM -0.34
son 1200 g/m2.h y 98,6% en peso, respectivamente; ambos parámetros son
superiores a los de la membrana original SPECM-0, que posee un flujo y un
contenido en el agua del permeado de ≈750 g/m2.h y ≈95,7% en peso. Asimismo,
mejora su hidrofilia y aumenta la resistencia a la hinchazón.
Zhao et al. (2013) proponen el empleo de membranas de material compuesto
para la deshidratación de etanol con 90% en peso, a 353 K. Esta membrana
consta de tres capas: una capa de soporte de poliacrilonitrilo (PAN), una capa
de transición de policarbofilo de calcio (PCP) y una capa activa de quitosano
(CS) reticulado con glutaraldehido(GA). La membrana se preparó técnicas de
fundición secuencial y métodos de recubrimiento por rotación. La prueba FESEM
(Emisión de campo microscopio electrónico de barrido) determina que hay una
compatibilidad favorable entre las capas adyacentes; esto se debe a que el PCP,
es un polianón, forma enlaces iónicos con CS (que es policatión), por lo que no
hay un límite aparente entre ellas. Además, la presencia del PCP contribuye a
reducir la diferencia de hidroficidad entre las capas de CS y PAN.
Las membranas compuestas fueron elaboradas con una concentración de PCP
que varía de 0 a 5% en peso. Donde la concentración de 0.05% en peso de PCP,
conduce a una condición óptima de trabajo pues se obtiene un factor de
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

18
separación de 1279 y un flujo de permeación de 1.390 g/m2h; en comparación
con la membrana de CS/PAN, cuyo el factor de separación tiene un valor de 73
y con un flujo de permeación de 1635 g/m2h. Por lo tanto, la presencia de PCP
aumenta en gran medida el factor de selectividad manteniendo casi invariable el
flujo de permeación. Además se reporta que, al aumentar la temperatura de 293K
a 353K, aumentó tanto el factor de separación como el flujo de permeación.
Mientras que, al aumentar la concentración de etanol en la alimentación, el flujo
de permeación disminuyó y aumentó el factor de separación, pues la cantidad
de grupos hidrófilos contenidos en la capa activa tenían una sorción preferencia
hacia las moléculas de agua (Zhao et al., 2013).
Meireles et al. (2013), propusieron una perspectiva más ecológica a la tecnología
de pervaporación, al diseñar una membrana microbiana de exopolisacáridos
(EPS) que emplea como fuente de carbono al glicerol (un subproducto de la
industria del biodiesel), para la deshidratación de etanol. Ellos proponen dos
tipos de membranas: membranas homogéneas obtenidas directamente a partir
del caldo de fermentación y reticulados con ácido tricloroacético (EPS); y las
membranas compuestas por una fina capa de EPS reticulado apoyados en
polietersulfona (EPS-PES).
Debido a la adición de ácido tricloroacético (TCA) durante la prepación de las
películas, se promovió la formación de fuertes interacciones entre las cadenas
del polímero, haciendo que éstas presenten una alta resistencia a su lixiviación
ante diferentes disolventes y agua líquida.
Las pruebas demostraron que una mayor concentración de agua en la
alimentación conduce a una mayor concentración de agua en el interior de la
membrana y, por lo tanto, al hinchamiento de la misma, debido a una mayor
movilidad de las cadenas poliméricas. Como consecuencia de ello, aumenta la
permeabilidad y disminuye la selectividad. Sin embargo, para un 5% de peso de
agua en la alimentación, la membrana EPS-PSA exhibió una selectividad al agua
de 3,000.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

19
Purisaca (2014), estudió la deshidratación de etanol por pervaporación
empleando membranas de acetato de celulosa y poliamida. Las variables que
investigó son la temperatura de operación, flujo de alimentación y tiempo de
operación. La concentración del etanol se analizó en base a sus índices de
refracción. Alcanzó una concentración máxima de 97.8% de pureza con una
temperatura de operación de 35°C y flujo de alimentación de 1.55mL/min
estable durante las 10 horas de trabajo, ademas propuso que a mayor gradiente
de presión en la zona de permeado mejora la permeación del agua y por lo tanto
se incrementa la concentración del etanol en el producto.
La mejora simultánea de estos parámetros constituyen un reto en las industrias
de separación por pervaporación (Kalyani et al., 2006).
En el Perú la tecnología de la pervaporación aún no ha sido desarrollada, por lo
que es necesario iniciar trabajos de investigación en esa dirección, con el fin de
generar tecnologías alternativas a los procesos convencionales de separación
de compuestos orgánicos, bajo métodos que sean eficientes desde el punto de
vista energético y que sean amigables con el medio ambiente
El presente trabajo busca mejorar las condiciones del proceso de separación a
través del uso de la tecnología de PERVAPORACIÓN, contribuyendo con la
generación de tecnologías limpias que otorgan una ventaja competitiva en el
mercado frente a los sistemas convencionales de separación; a la ves de
aumentar la producción de combustibles limpios y amigables con el medio
ambiente además de favorecer a la tecnificación del país.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

20
CAPÍTULO II
MATERIALES Y MÉTODOS
EQUIPOS MATERIALES Y REACTIVOS
1. EQUIPOS
2. MATERIALES.
3. REACTIVOS.
Materiales Cantidad
Etanol 100º (L) 1
Etanol 96º (L) 10
Equipo Cantidad
Pervaporador ( llave universal de 2 ” de PVC) 1
Tanque de alimentación de acero inoxidable 3 L 1
Bomba de ultra vacío VACUUM (0.1 – 1050 mbar) 1
Controlador de temperatura SHIMADEN SR 30 1
Horno de precalentamiento 1
Refractómetro digital ABBE serie 06110015. 1
Materiales Cantidad
Membranas Poliméricas: NFW 300 – 500 cut off
y Osmosis Inversa 2
1 válvula 3 8⁄ de pulgada. de diámetro 1
Tubería de cobre 3 8⁄ pulg, de diámetro 1
Cinta teflón 10
Aguja epidérmica n°26 5
Lentes de protección 1
Guantes de nitrilo 1
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
21
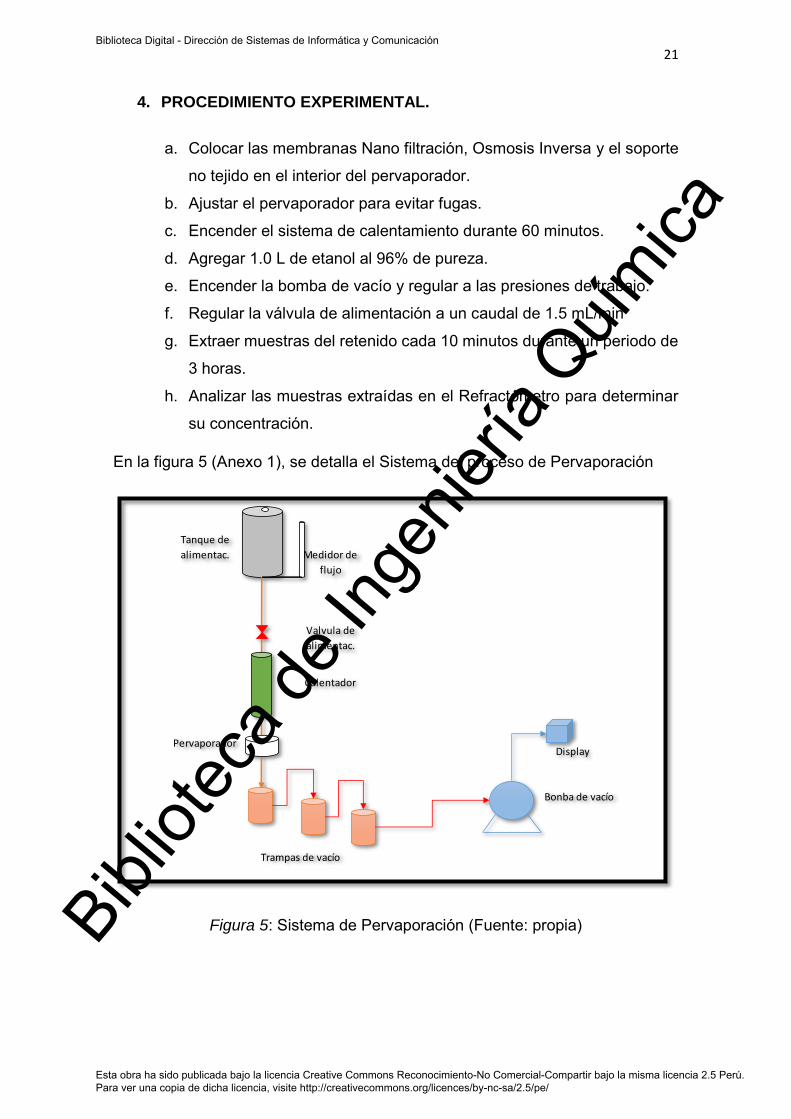
4. PROCEDIMIENTO EXPERIMENTAL.
a. Colocar las membranas Nano filtración, Osmosis Inversa y el soporte
no tejido en el interior del pervaporador.
b. Ajustar el pervaporador para evitar fugas.
c. Encender el sistema de calentamiento durante 60 minutos.
d. Agregar 1.0 L de etanol al 96% de pureza.
e. Encender la bomba de vacío y regular a las presiones de trabajo.
f. Regular la válvula de alimentación a un caudal de 1.5 mL/min
g. Extraer muestras del retenido cada 10 minutos durante un periodo de
3 horas.
h. Analizar las muestras extraídas en el Refractómetro para determinar
su concentración.
En la figura 5 (Anexo 1), se detalla el Sistema del proceso de Pervaporación
Figura 5: Sistema de Pervaporación (Fuente: propia)
Display
Bonba de vacío
Trampas de vacío
Tanque de
alimentac. Medidor de
flujo
Valvula de
alimentac.
Calentador
Pervaporador
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

22
CAPÍTULO III
RESULTADOS Y DISCUSIONES
El proceso de Pervaporación (PV) se realizó con etanol al 96% en todos los
ensayos, utilizando dos tipos de membranas: Nanofiltración y Osmosis Inversa.
El equipo utilizado para el proceso, se muestra en la figura N° 6.
Figura 6. A) Esquema del equipo de trabajo. B) Foto del equipo en funcionamiento (Fuente: propia)
En la figura N° 6 se muestra el equipo de trabajo (B), el cual consta de: (a)
Tanque de alimentación, (b) medidor de flujo, (c) tubería de cobre, (d) válvula de
alimentación, (e) calentador, (f) pervaporador, (g) extracción de muestra, (h)
trampa de vacío, (i) bomba de ultra vacío y (j) display de la bomba.
El etanol al 96.0% es llenado en el tanque de alimentación, luego se calibra la
válvula al flujo de operación requerido para ser transportado por la tubería de
A B
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
23
cobre pasando por el calentador hasta llegar al pervaporador. Cuando el etanol
entra en contacto con la membrana se produce la separación de agua del etanol
como se observa en la figura N°6 (A).
El líquido retenido en la superficie de la membrana es extraído del pervaporador
para analizar la concentración de etanol en un refractómetro.
1. Flujo de Alimentación
Se realizan ensayos previos para determinar un flujo de alimentación que
permita separar agua de etanol.
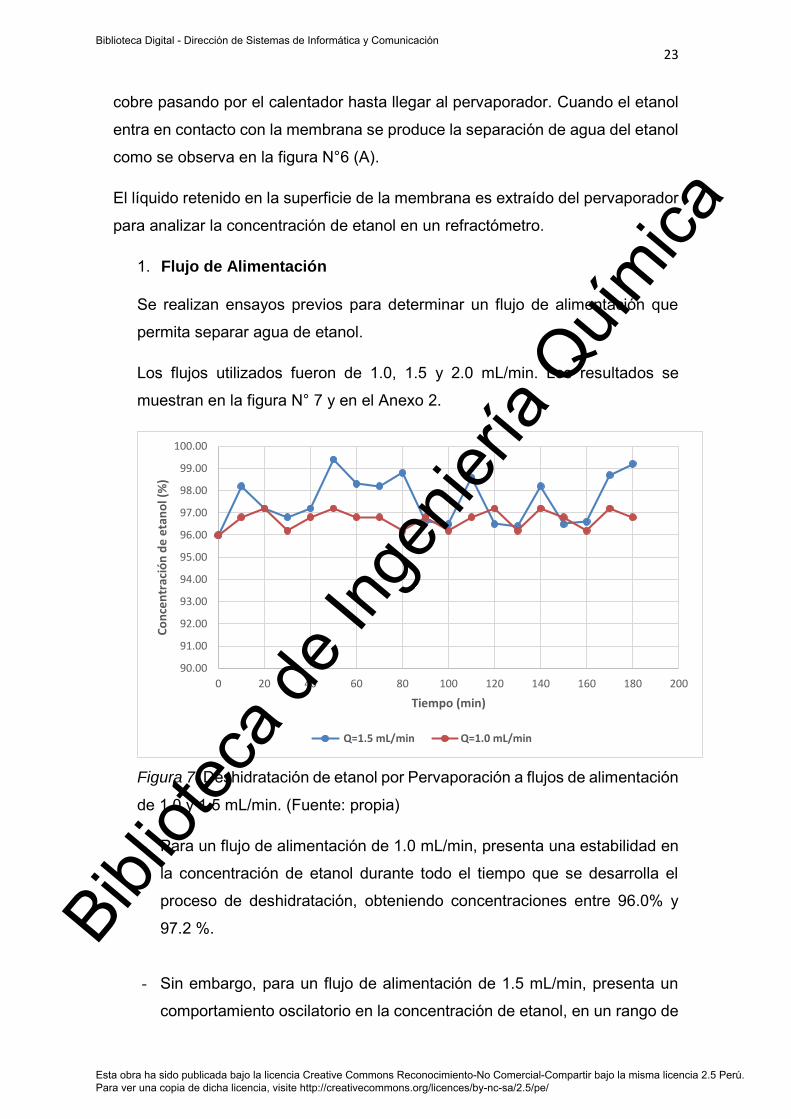
Los flujos utilizados fueron de 1.0, 1.5 y 2.0 mL/min. Los resultados se
muestran en la figura N° 7 y en el Anexo 2.
Figura 7: Deshidratación de etanol por Pervaporación a flujos de alimentación
de 1.0 y 1.5 mL/min. (Fuente: propia)
- Para un flujo de alimentación de 1.0 mL/min, presenta una estabilidad en
la concentración de etanol durante todo el tiempo que se desarrolla el
proceso de deshidratación, obteniendo concentraciones entre 96.0% y
97.2 %.
- Sin embargo, para un flujo de alimentación de 1.5 mL/min, presenta un
comportamiento oscilatorio en la concentración de etanol, en un rango de
90.00
91.00
92.00
93.00
94.00
95.00
96.00
97.00
98.00
99.00
100.00
0 20 40 60 80 100 120 140 160 180 200
Co
nce
ntr
ació
n d
e e
tan
ol (
%)
Tiempo (min)
Q=1.5 mL/min Q=1.0 mL/min
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
24
96.5% y 99.4%, esta oscilación se debe a que el equipo fue fabricado con
materiales artesanales.
- Para el flujo de alimentación de 2.0 mL/min, toda la mezcla pasa por la
membrana y no se obtiene líquido como retentato y no hay selectividad
para separar etanol del agua.
- Por lo tanto, el desarrollo de los ensayos fue a un flujo de alimentación
constante de 1.5 mL/min, debido a que presenta mayores
concentraciones de etanol, es similar al estudio realizado por Purisaca et
al (2014), quien señala que el flujo óptimo para deshidratar etanol con
membranas poliméricas es de 1.5 mL/min.
Este trabajo se desarrolló mediante el modelo Solución – Difusión, el cual se
utiliza para describir la permeación en membranas densas como se de en la
Pervaporación (PV). Este modelo se basa en tres procesos: Adsorción,
Difusión y Desorción. Los dos primeros procesos, es decir, Adsorción y
Difusión son los principales procesos para la separación de la mezcla por
Pervaporación, debido a que dependen de la interacción y el coeficiente de
actividad del azeótropo (etanol – agua), mientras que la Desorción en el lado
del permeato es generada por un efecto calorífico.
2. Membrana de Nanofiltración
Las membranas de Nano filtración (NF) son fabricadas de poliamida, tienen
una buena resistencia a las incrustaciones, un alto grado de selectividad y
durabilidad física para su aplicación. Se caracteriza por funcionar con un flujo
estable y tiene un amplio rango de rechazo a iones monovalentes y
divalentes, la membrana de NF posee un peso molecular de 300 – 500 Da y
con tamaño de poro de 0.1 – 10 nm,
Se estudia la influencia de la temperatura y la presión de trabajo para separar
agua del etanol utilizando una membrana de Nanofiltración.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

25
2.1. Influencia de la Temperatura
Se estudió la influencia de la temperatura en el rango de 25 – 45 °C en el
proceso de Pervaporación (PV), utilizando una concentración de etanol del
96.0%.
En los resultados experimentales se presentan en la figura N° 8 y tabla N° 4
(ver Anexo 3), se obtiene que:
Figura 8: Deshidratación de etanol por Pervaporación a temperaturas de 25, 35 y 45 °C con membrana de Nanofiltración. (Fuente: propia)
- A la temperatura de 25 °C, existe una tendencia descendente en los
primeros 20 minutos llegando a una concentración de 94.0 % de etanol,
luego en los 20 minutos siguientes asciende hasta una concentración de
96.6%. A partir de ese período de tiempo existe un comportamiento
oscilatorio en la concentración de etanol entre 95.3% y 97.0% durante
todo el tiempo que se desarrolló del proceso de deshidratación.
- Para la temperatura de 35 °C, existe una tendencia constante de 96.0%
en la concentración de etanol en los primeros 30 minutos, luego asciende
hasta alcanzar una concentración de 98.8%; manteniéndose constante
durante 20 minutos. A partir de ese periodo de tiempo existe un
comportamiento oscilatorio en la concentración entre 97.2% y 99.4%
durante todo el tiempo que se desarrolló el proceso de deshidratación.
90.0
91.0
92.0
93.0
94.0
95.0
96.0
97.0
98.0
99.0
100.0
0 2 0 4 0 6 0 8 0 1 0 0 1 2 0 1 4 0 1 6 0 1 8 0 2 0 0
CO
NC
ENTR
AC
ION
DE
ETA
NO
L (%
)
TIEMPO (min)25 °C 35 °C 45 °C
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

26
- A 45 °C, existe una tendencia ascendente en los 10 primeros minutos
alcanzando una concentración de 97.2% de etanol, luego existe una
tendencia descendente durante un periodo de tiempo de 70 minutos
alcanzando una concentración de 95.0%; a partir de ese momento existe
un comportamiento oscilatorio en la concentración de etanol entre 97.2%
y 95.2% durante todo el tiempo que se desarrolló el proceso.
En general, la temperatura de operación en el proceso de deshidratación
de etanol influye notablemente en la concentración final obtenida.
Purisaca et al (2014), realizo un estudio de la deshidratación de etanol por
el proceso de pervaporación a nivel laboratorio, donde obtuvo una
concentración máxima de etanol del 97.8% a condiciones de operación
de 35 °C, flujo de alimentación de 1.55 mL/min, membranas de acetato de
celulosa y poliamida en un tiempo de 3 horas.
Por lo tanto, de los resultados obtenidos la mayor concentración de etanol
se obtiene a 35 °C alcanzando un 99.4% de etanol.
En el trabajo de Marjani et al (2013), se señala que el etanol al ser un
solvente, disminuye la tensión superficial del medio para que el agua
pueda ingresar con mayor facilidad al interior de la membrana provocando
el hinchamiento de la misma, además Zhao et al (2013), menciona que
con el aumento de la temperatura en el proceso de PV, aumenta la
movilidad de las moléculas de permeación (etanol - agua) y en
consecuencia aumenta la fuerza motriz de la difusión, es decir que la
movilidad de las moléculas mejora a 35 °C, permitiendo que más agua
pase al permeato.
A la temperatura de 45 °C posiblemente la membrana se dilata, por lo
tanto, su selectividad disminuye, esto hace que el etanol pase junto con
el agua a través de la membrana y no exista una separación de los
mismos.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

27
2.2. Influencia de la Presión
Se estudia la influencia de la presión en la deshidratación de etanol por el
proceso de Pervaporación (PV).
La presión es una variable de las cuales depende la transferencia de masa
a través de la membrana, generando una gradiente entre el permeado y
el retenido.
Los resultados se presentan en la figura N° 9 y tabla N° 5 (ver Anexo3),
se obtiene que:
Figura 9: Deshidratación de etanol por Pervaporación a presiones de
0.1, 0.3, 0.5 y 0.85 Bar y 35 °C. (Fuente: propia)
- Para la presión de 0.10 Bar, existe una tendencia descendente en la
concentración desde 96.0% hasta 93.2% en los primeros 10 minutos,
manteniéndose constante por un periodo de 30 minutos, luego existe una
tendencia ascendente alcanzando una concentración de 95.9%; a partir
de ese tiempo existe un comportamiento oscilatorio en la concentración
de etanol entre 95.9% y 93.0% durante todo el tiempo de desarrollo del
proceso.
90.0
91.0
92.0
93.0
94.0
95.0
96.0
97.0
98.0
99.0
100.0
0 20 40 60 80 100 120 140 160 180 200
CO
NC
ENTR
AC
IÓN
DE
ETA
NO
L (%
)
TIEMPO (MIN)
0.1 Bar 0.3 Bar 0.5 Bar 0.85 Bar
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

28
- Para la presión de 0.30 Bar, existe una tendencia ascendente en la
concentración desde 96.0% hasta 97.6% en los primeros 10 minutos,
manteniéndose constante por un periodo de 20 minutos, luego existe una
tendencia descendente en la concentración de etanol hasta 95.2%, a
partir de ese momento inicia un comportamiento oscilatorio en la
concentración entre 96.4% y 95.0% durante todo el tiempo de desarrollo
del proceso.
- Para la presión de 0.50 Bar, existe una tendencia constante en la
concentración de etanol a 96.0% durante un periodo de 30 minutos, luego
asciende la concentración hasta 98.8%, manteniéndose constante por un
periodo de 20 minutos; a partir de ese periodo inicia un comportamiento
oscilatorio en la concentración de etanol entre 99.4% y 97.0% durante
todo el desarrollo del proceso.
- Para la presión de 0.85 Bar, existe una constante en la concentración de
etanol de 96.0% durante los 10 primeros minutos, luego existe una
tendencia ascendente alcanzando una concentración de 99.4%, en los 10
minutos siguientes desciende hasta 98.8%, luego vuelve ascender hasta
una concentración de 99.4% manteniéndose constante por un periodo de
30 minutos; a partir de ese periodo inicia un comportamiento oscilatorio
en la concentración entre 98.3% y 99.4% durante todo el tiempo de
desarrollo del proceso.
Los resultados presentados en la figura N° 9, muestran que a mayor
presión de vacío obtenemos una mayor concentración de etanol logrando
un 99.4% a 0.85 Bar.
Kalyani et al (2006), señala que la difusión a través de la membrana es el
paso determinante de la velocidad en el proceso de pervaporación, y las
moléculas de agua experimentan una mayor fuerza de accionamiento
bajo un alto vacío, lo que mejora la desorción en el lado del permeado.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
29
La disminución en la concentración de etanol, se debe a que al aumentar
el vacío los poros de la membrana se dilaten generando que la retención
de la mezcla etanol - agua no sea completa. Sin embargo, cuando se
disminuye el vacío la porosidad de la membrana disminuye, generando
una mayor selectividad de las moléculas, obteniendo mayores
concentraciones de etanol en el retenido.
3. Membrana de Osmosis Inversa
Las membranas de Osmosis Inversa (OI), son membranas nano-
compuestas de película fina (TFN) formadas por nano material
benigno que han sido incorporados a la capa de poliamida.
Ésta tecnología aumenta significativamente la permeabilidad de la
membrana haciéndola equiparable a las mejores de su clase en cuanto a
rechazo de sales. (The Down Chemical Company)
3.1. Influencia de la Temperatura.
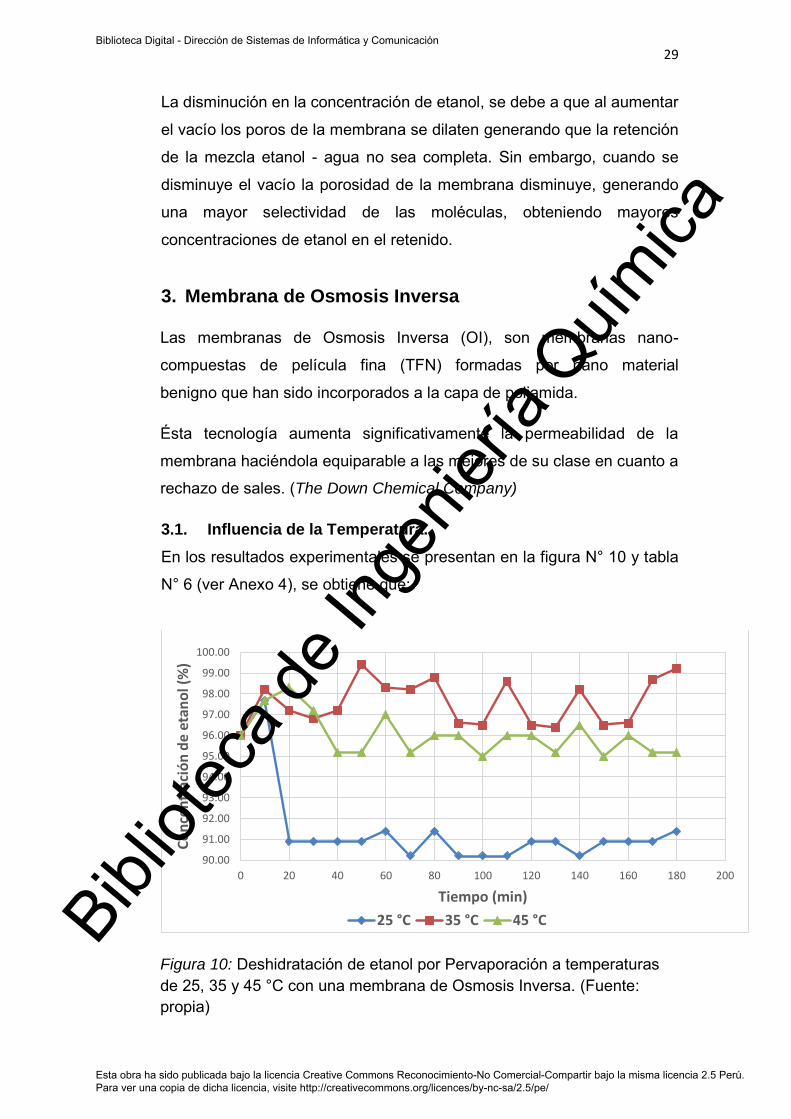
En los resultados experimentales se presentan en la figura N° 10 y tabla
N° 6 (ver Anexo 4), se obtiene que:
Figura 10: Deshidratación de etanol por Pervaporación a temperaturas de 25, 35 y 45 °C con una membrana de Osmosis Inversa. (Fuente: propia)
90.00
91.00
92.00
93.00
94.00
95.00
96.00
97.00
98.00
99.00
100.00
0 20 40 60 80 100 120 140 160 180 200
Co
nce
ntr
ació
n d
e et
ano
l (%
)
Tiempo (min)
25 °C 35 °C 45 °C
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

30
- Para la temperatura de 25 °C, en los 10 primeros minutos existe una
tendencia ascendente llegando a una concentración de 97.7%, luego en
los 10 minutos siguientes desciende hasta alcanzar una concentración de
90.9%; a partir de ese periodo la concentración inicia una oscilación entre
91.4% y 90.2% durante el resto de tiempo del proceso de (PV).
- Para la temperatura de 35 °C, existe una tendencia ascendente en la
concentración de etanol en los 10 primeros minutos, luego existe una
tendencia descendente hasta 96.8%, luego vuelve a tener una tendencia
ascendente logrando una concentración máxima de 99.4%; a partir de ese
periodo de tiempo inicia una oscilación en la concentración de etanol entre
96.4% y 99.4% durante todo el tiempo que se desarrolló el proceso de
deshidratación de etanol.
- Para la temperatura de 45 °C, % en los primeros 20 minutos existe una
tendencia ascendente alcanzando una concentración de 98.3%, luego
desciende hasta 95.2% manteniéndose constante por 10 minutos, luego
vuelve ascender hasta alcanzar una concentración de 97.0% de etanol, a
partir de ese periodo de tiempo se inicia una oscilación en la
concentración entre 95.2% y 96.5% durante el tiempo que se desarrolló el
proceso de deshidratación de etanol.
Según la figura N° 10 a temperaturas superiores a 35 C la concentración
de etanol disminuye, esto se verifica con estudio de Rachipudi et al (2013),
donde señala que conforme se aumenta la temperatura, la presión de
vapor en el lado de la alimentación también aumenta, pero la presión de
vapor en el lado del permeado no se ve afectada, esto conduce a una
disminución en la interacción de la membrana y el permeado, logrando
disminuir su selectividad.
Por lo tanto, se vuelve a verificar que la temperatura óptima para la
deshidratación de etanol por el proceso de Pervaporación (PV) es de 35
°C, obteniendo nuevamente concentraciones de 99.4%, aun trabajando
con otro tipo de membrana.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
31
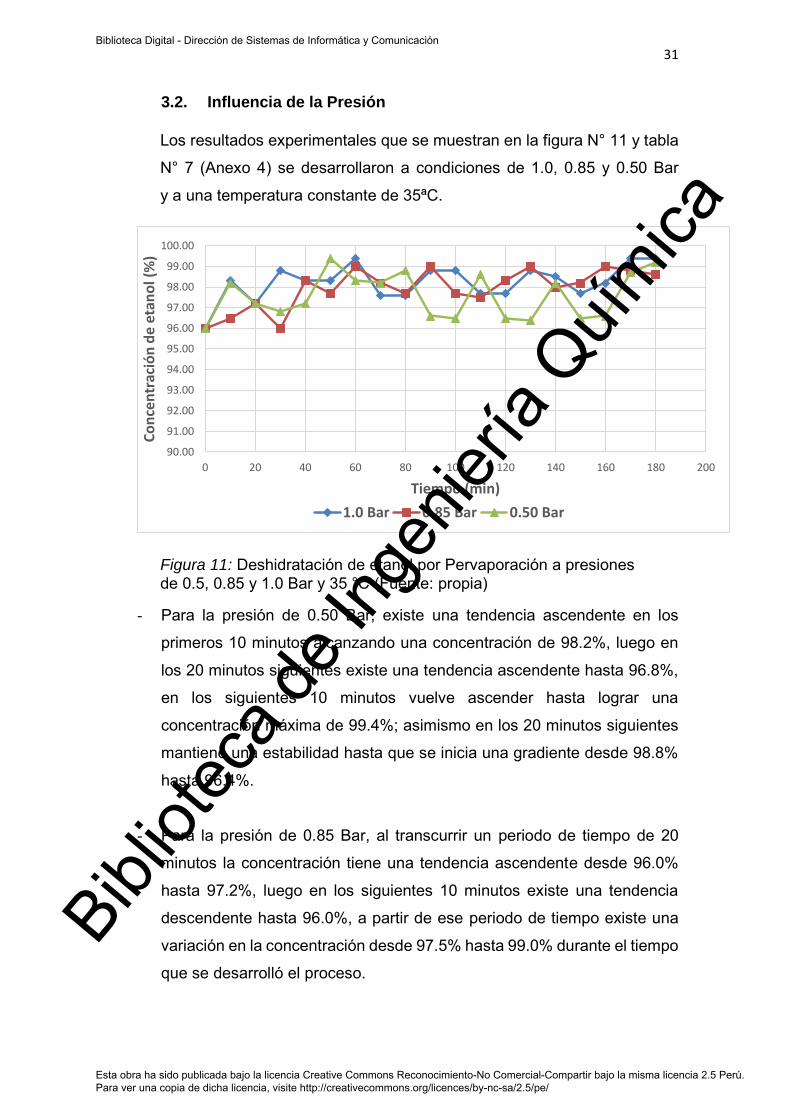
3.2. Influencia de la Presión
Los resultados experimentales que se muestran en la figura N° 11 y tabla
N° 7 (Anexo 4) se desarrollaron a condiciones de 1.0, 0.85 y 0.50 Bar
y a una temperatura constante de 35ªC.
Figura 11: Deshidratación de etanol por Pervaporación a presiones de 0.5, 0.85 y 1.0 Bar y 35 °C (Fuente: propia)
- Para la presión de 0.50 Bar, existe una tendencia ascendente en los
primeros 10 minutos alcanzando una concentración de 98.2%, luego en
los 20 minutos siguientes existe una tendencia ascendente hasta 96.8%,
en los siguientes 10 minutos vuelve ascender hasta lograr una
concentración máxima de 99.4%; asimismo en los 20 minutos siguientes
mantiene una estabilidad hasta que se inicia una gradiente desde 98.8%
hasta 96.4%.
- Para la presión de 0.85 Bar, al transcurrir un periodo de tiempo de 20
minutos la concentración tiene una tendencia ascendente desde 96.0%
hasta 97.2%, luego en los siguientes 10 minutos existe una tendencia
descendente hasta 96.0%, a partir de ese periodo de tiempo existe una
variación en la concentración desde 97.5% hasta 99.0% durante el tiempo
que se desarrolló el proceso.
90.00
91.00
92.00
93.00
94.00
95.00
96.00
97.00
98.00
99.00
100.00
0 20 40 60 80 100 120 140 160 180 200
Co
nce
ntr
ació
n d
e et
ano
l (%
)
Tiempo (min)
1.0 Bar 0.85 Bar 0.50 Bar
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

32
- Para la presión de 1.0 Bar, partiendo de una concentración inicial de
96.0% de etanol existe una tendencia ascendente durante un periodo de
tiempo de 10 minutos alcanzando una concentración de 98.3%, luego en
los siguientes 10 minutos desciende hasta 97.2%, luego vuelve ascender
alcanzando una concentración de 98.8%; a partir de ese periodo de
tiempo existe una gradiente en la concentración entre 99.4% y 97.6%
hasta finalizar el tiempo de desarrollo del proceso.
De los resultados obtenidos observamos que, al aumentar la presión
también aumenta la concentración de etanol obtenida en el retenido; esto
se debe a que la membrana de osmosis inversa posee una mayor
selectividad en comparación con la membrana de Nanofiltración.
De la figura N° 11 concluimos que a 0.50 Bar no hay una estabilidad en la
concentración de etanol, mientras que a 0.85 y 1.0 Bar se llega a obtener
concentraciones entre 97.5% y 99.4% respectivamente.
Por lo tanto, haciendo una comparación entre las membranas utilizadas
en el proceso de deshidratación de etanol, es conveniente trabajar con la
membrana de Osmosis Inversa (OI); debido a que presenta una mayor
estabilidad en sus resultados obteniendo concentraciones mayores a
96.0%.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

33
CAPÍTULO IV
CONCLUSIONES
En el trabajo realizado de “Influencia del tipo de Membrana y Presión en la
deshidratación de etanol por el proceso de Pervaporación”, se llega a las
siguientes conclusiones:
1. La selectividad de las membranas está influenciada por la presión y la
temperatura, así tenemos que a presiones entre 0.1 – 0.3 bar y
temperatura de 45 ºC, las membranas de Nanofiltración y Osmosis
Inversa no son selectivas para separar el agua del etanol.
2. Mediante el proceso de pervaporación, utilizando la membrana de
Nanofiltración (NFW de 300-500 cut off), es posible deshidratar etanol
alcanzando una concentración de etanol del 99.4%, bajo las condiciones
de operación: 1.5 mL/min, 35 °C y 0.85 Bar.
3. La membrana de Nanofiltración NFW de 300 - 500 cut off es más selectiva
que la membrana de Osmosis Inversa, aunque ésta última es más estable
en el tiempo.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

34
CAPÍTULO V
RECOMENDACIONES
1. Estudiar el comportamiento de las propiedades de las membranas de Nanofiltración y Osmosis Inversa a presiones menores de 0.5 bar.
2. Realizar ensayos utilizando otro tipo de membranas poliméricas de
Nanofiltración como: NFX 150 – 300 cut off, NFG 600 – 800 cut off.
3. Utilizar otros equipos para determinar la concentración de etanol.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

35
CAPÍTULO VI
REFERENCIA BIBLIOGRAFICAS
Adoor, S; Rajineekanth, V; Nadagouda, M; Rao, K.; Dionysiou, D. &
Aminabhavi, T; 2013; “Exploration of nanocomposite membranes
composed of phosphotungstic acid in sodium alginate for separation of
aqueous–organic mixtures by pervaporation”, Separation and Purification
Technology, 113, 64–74.
Baker, R.; 2004; "Membrane Technology and Applications”, 2 Edition;
England: Wiley & Sons.
Belanche, M; Soriano, E & Zaragoza, J; 1986; “Tecnología de
membranas: Pervaporación”; Ingeniería química; Madrid; pág. 87, 143-
155.
Binning, R; Lee, R; Jenning, J & Martin, E; 1961, “Separation of liquid
mixtures by permeation”, Industrial & Engineering Chemistry Researh, 53,
45-50.
Bolto, B; Hoang, M & Xie, Z; 2011; “A review of membrane selection for
the dehydration of aqueous ethanol by Pervaporation”, Chemical
Engineering and Processing: Process Intensification. Australia.
Cerpa, M (2005) “Producción del etanol anhidro como aditivo para la
gasolina a partir de la caña de azúcar de la región del río Huallaga”.
Universidad de Valladolid, Facultad de ciencias. España.
Disponible en: http://www.ciiq.org/varios/peru_2005/Trabajos/IV/2/4.2.01.pdf
Feng, X & Huang, R; (1997), “Liquid Separation by Membrane
Pervaporation: A Review”, Industrial & Engineering Chemistry Research,
pág. 36, 1048-1066.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

36
García, M, (1998), “Destilación En Membrana De Disoluciones Acuosas
De Alcoholes”, Disertación doctoral, Universidad Complutense de Madrid.
Madrid, España.
Geothermal Energy: International Market Update (2010). Disponible en
URL: http://geoenergy.org/pdf/reports/GEA_International_Market_Report_Final_May_
2010.pdf
Huang, R, (1991), “Pervaporation Membrane Separation Processes”,
Elsevier, pág. 253–278.
Huang, R; Shao, P; Burns, C & Feng, X, (2001), “Sulfonation of poly (ether
ether ketone) (PEEE): Kinetic study and characterization”, Journal of
Applied Polymer Science, pág. 82, 2651-2660.
Kalyani, S., Smitha, B., Sridhar, S. & Krishnaiah, A, (2006), “Separation of
ethanol-water mixtures by pervaporation using sodium alginate/poly (vinyl
pyrrolidone) blend membrane crosslinked with phosphoric acid”, Industrial
& Engineering Chemistry Research, pág. 45, 9088-9095.
Kobar, P, (1917), “Pervaporation, perstillation and percrystallization”,
Journal of the America Chemical Society, 39, pág. 944.
Korelskiy, D; Leppäjärvi, T; Zhou, H; Grahn, M; Tanskanen, J & Hedlund,
J; (2013), “High flux MFI membranes for pervaporation”, Journal of
Membrane Science, pág.427, 381–389.
Kujawski, W; (2000), “Pervaporative removal of organics from water using
hydrophobic membranes: binary mixtures”, Separation Science
Technology.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

37
Lipnizki, F; Olsson, J & Trägardh, G, (2002), “Scale-up of Pervaporation
for the Recovery of Natural Aroma Compounds in the Food Industry Part
1: Simulation and Performance. Part 2: Optimisation and integration”,
Journal of Food Engineering, pág. 54, 183-205.
Macanás, J, (2006), “Desarrollo de nuevas membranas compuestas para
la separación de iones metálicos y aplicaciones electroquímicas”,
Universidad Autónoma de Barcelona. España.
Marjani, A., Mohammadi, M., Pelalak, R., Moradi, S. (2013). Ethanol
Purification Using Polyamide-Carbon Nanotube Composite Membranes.
Society of Plastics Engineers Polymer Engineering and Science.
Martino, M. & Massón, M., (2000), “Revisión del proceso de
pervaporación”, Universidad Tecnológica Nacional, Argentina.
Consultado el 06/10/2013. Disponible en URL
http://www.edutecne.utn.edu.ar/cytal_frvm/CyTAL_2008/Trabajos%20y%
20Prologo/versi%C3%B3n%20correlativa%20PDF/TFA013%20Revisi%
C3%B3n%20del%20proceso%20de%20pervaporaci%C3%B3n%20-
%20Actas.pdf.
Meireles, I., Brazinha, C., Crespo, J. &Coelhoso, I., (2013), “A new
microbial polysaccharide membrane for ethanol dehydration by
pervaporation”, Journal of Membrane Science, pág.425-426, 227–234.
Pal, P; Sikder, J; Roy, S & Giorno, L, (2009), “Process intensification in
lactic acid production: A review of membrane based processes”, Chemical
Engineering and Processing, pág. 48, 1549–1559.
Purisaca, S (2014), “Influencia de la Temperatura y flujo de alimentación
por Deshidratacion de Etanol por Pervaporación empleando como
Membrana Acetato de Celulosa”, Universidad Nacional de Trujillo,
Facultad de Ingenieria Quimica, Perú, Pag. 34 – 55.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

38
Qiu, S., Wu, L., Shi, G., Zhang, L., Chen, H. & Gao, C, (1990), “Preparation
and Pervaporation Property of Chitosan Membrane with Functionalized
Multiwalled Carbon Nanotubes”, Industrial & Engineering Chemistry
Research, pág. 49, 11667–11675.
Rachipudi, P., Kittur, A., Sajjan, A & Kariduraganavar, M., (2013),
“Synthesis and characterization of hybrid membranes using chitosan and
2-(3,4-epoxycyclohexyl) ethyltrimethoxysilane for pervaporation
dehydration of isopropanol”, Journal of Membrane Science, pág. 441, 83–
92.
Ramshaw, C, (1995), “The Incentive for Process Intensification”,
Proceedings. Intensif. for Chem. Ind., 18, London: BHR Group.
Romaní, A., Arroyo, C. (2012). Matriz energética en el país y energías
renovables. Fundación Friedrich Ebert (FES)
Scott, K. (1995). Handbook of Industrial Membranes, Elsevier.
Shao, P., Huang, R. (2007). Polymeric membrane pervaporation. Journal
of Membrane Science, 287, 162–179.
Simon, L., Osterwalder, N., Fischer, U., Hungerbuhler, K. (2008).
Systematic retrofit method for chemical batch processes using indicators,
heuristics, and process models. Industrial & Engineering Chemistry
Research, 47, 66–80.
Smitha, B., Suhanya, D., Sridhar, S., Ramakrishna, M. (2004). Separation
of organic-organic mixtures by pervaporation - a review. Journal of
Membrane Science, 241, 1-21.
Stankiewicz, A. y Moulijn, J. (2000), Process Intensification: Transforming
Chemical Engineering. Chemical Engineering Progress, January, 22-34.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

39
Wang, X., An, Q., Zhao, Q., Lee, K., Qian, J., Gao, C. (2013).
Homogenous polyelectrolyte complex membranes in corporated with
strong ion-pairs with high pervaporation performance for dehydration of
ethanol. Journal of Membrane Science, 435, 71–79. WWF International, ECOFYS, OMA. EL INFORME DE LA ENERGÍA
RENOVABLE 100% de energía renovable para el año 2050. Suiza, 2011.
Disponible en URL:
http://awsassets.panda.org/downloads/informe_energia_renovable_2010_esp_f
inal_opt.pdf.
Zhao, C., Wua, H., Li, X. Pan, F.., Li, Y., Zhao, J. (2013). High performance
composite membranes with a polycarbophil calcium transition layer for
pervaporation dehydration of ethanol. Journal of Membrane Science, 429,
409–417.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

40
CAPÍTULO VII
ANEXOS
Anexo 1:
Tabla 2: Resumen de la bibliografía sobre membranas cerámicas hidrófilas de pervaporación (Martino et al,. 2002).
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

41
Anexo 2: fotografías del equipo de Pervaporación
Figura 12: Equipo de Pervaporación usado en los ensayos. (Fuente: propia)
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

42
Figura N° 13: Tanque de Alimentación y medidor de flujo del equipo de pervaporación utilizado en los ensayos. (Fuente: propia)
Figura N° 14: Calentador(a) y pervaporador (b) del equipo de pervaporación utilizado en los ensayos. (Fuente: propia)
a
b
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

43
Figura 15: Trampa de vacío (A) y Bomba de vacío (B) utilizado en el Equipo de Pervaporación. (Fuente: propia)
Figura 16: Bomba de vacío y display de manejo de la bomba del equipo de pervaporación. (Fuente: propia)
A
B
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
44
Figura 17: Membrana de Nanofiltraciòn (A) y Membrana de Osmosis Inversa (B)utilizadas en el pervaporador para la deshidratación de
etanol. (Fuente: propia)
Figura 18: Refractómetro Digital ABBE Serie 06110015 para análisis de índice de refracción del etanol. (Fuente: propia)
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

45
Anexo 3:
Tabla 3: Concentración de Etanol (%) a diferentes flujos
Tiempo
(min)
Q=1.5
mL/min
Q=1.0
mL/min
0 96.00 96.00
10 98.20 96.80
20 97.20 97.20
30 96.80 96.20
40 97.20 96.80
50 99.40 97.20
60 98.30 96.80
70 98.20 96.80
80 98.80 96.20
90 96.60 96.80
100 96.50 96.20
110 98.60 96.80
120 96.50 97.20
130 96.40 96.20
140 98.20 97.20
150 96.50 96.80
160 96.60 96.20
170 98.70 97.20
180 99.20 96.80
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

46
Anexo 4:
Tabla 4: Concentración de Etanol (%) a diferentes temperaturas con la membrana de Nanofiltración
Tiempo
(min)
25 °C 35 °C 45 °C
% etanol % etanol % etanol
0 96.3 96.0 96.00
10 94.0 96.1 97.20
20 94.2 96.0 95.80
30 96.0 96.0 95.90
40 96.6 98.8 95.90
50 95.8 98.8 95.20
60 97.0 98.8 95.20
70 96.2 99.4 95.20
80 95.3 98.2 95.00
90 95.6 97.2 96.50
100 95.8 99.4 96.20
110 96.6 98.8 95.90
120 95.7 97.2 97.00
130 96.2 99.4 95.60
140 95.4 99.4 96.50
150 96.2 97.0 97.20
160 96.8 98.3 96.00
170 96.0 97.2 95.20
180 96.4 98.8 95.90
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
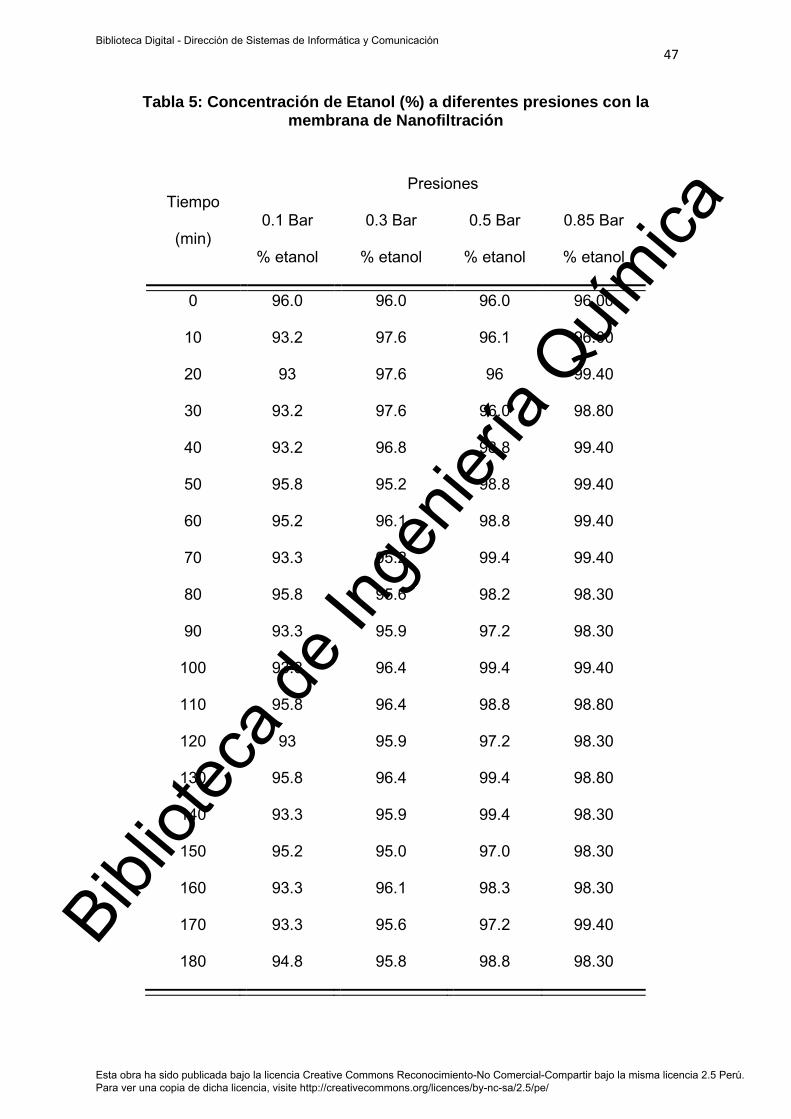
47
Tabla 5: Concentración de Etanol (%) a diferentes presiones con la membrana de Nanofiltración
Tiempo
(min)
Presiones
0.1 Bar 0.3 Bar 0.5 Bar 0.85 Bar
% etanol % etanol % etanol % etanol
0 96.0 96.0 96.0 96.00
10 93.2 97.6 96.1 96.00
20 93 97.6 96 99.40
30 93.2 97.6 96.0 98.80
40 93.2 96.8 98.8 99.40
50 95.8 95.2 98.8 99.40
60 95.2 96.1 98.8 99.40
70 93.3 95.2 99.4 99.40
80 95.8 95.6 98.2 98.30
90 93.3 95.9 97.2 98.30
100 93.3 96.4 99.4 99.40
110 95.8 96.4 98.8 98.80
120 93 95.9 97.2 98.30
130 95.8 96.4 99.4 98.80
140 93.3 95.9 99.4 98.30
150 95.2 95.0 97.0 98.30
160 93.3 96.1 98.3 98.30
170 93.3 95.6 97.2 99.40
180 94.8 95.8 98.8 98.30
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
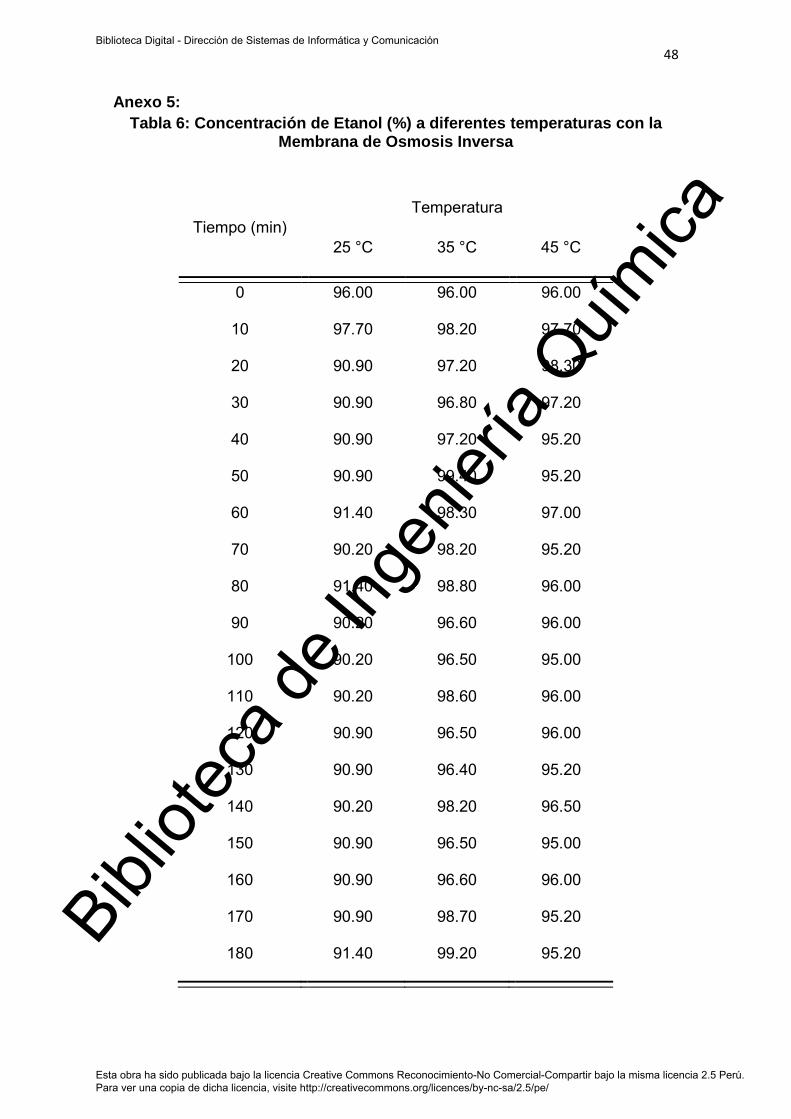
48
Anexo 5:
Tabla 6: Concentración de Etanol (%) a diferentes temperaturas con la Membrana de Osmosis Inversa
Tiempo (min) Temperatura
25 °C 35 °C 45 °C
0 96.00 96.00 96.00
10 97.70 98.20 97.70
20 90.90 97.20 98.30
30 90.90 96.80 97.20
40 90.90 97.20 95.20
50 90.90 99.40 95.20
60 91.40 98.30 97.00
70 90.20 98.20 95.20
80 91.40 98.80 96.00
90 90.20 96.60 96.00
100 90.20 96.50 95.00
110 90.20 98.60 96.00
120 90.90 96.50 96.00
130 90.90 96.40 95.20
140 90.20 98.20 96.50
150 90.90 96.50 95.00
160 90.90 96.60 96.00
170 90.90 98.70 95.20
180 91.40 99.20 95.20
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica
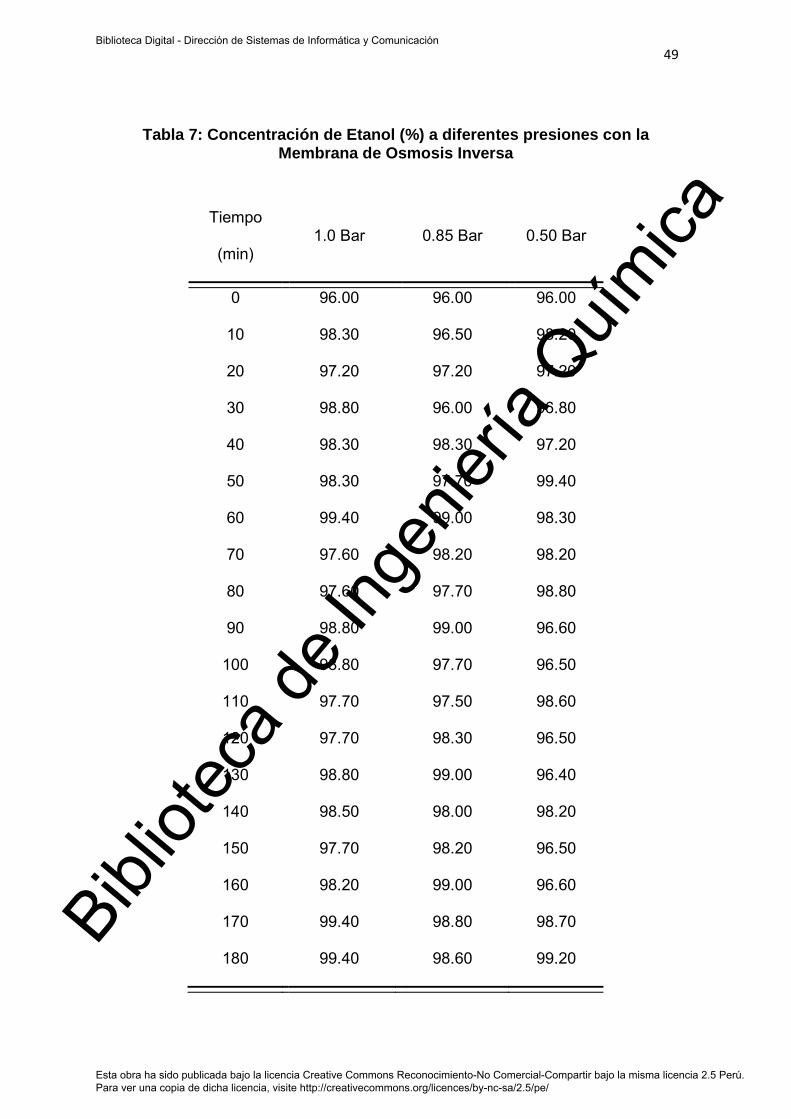
49
Tabla 7: Concentración de Etanol (%) a diferentes presiones con la Membrana de Osmosis Inversa
Tiempo
(min) 1.0 Bar 0.85 Bar 0.50 Bar
0 96.00 96.00 96.00
10 98.30 96.50 98.20
20 97.20 97.20 97.20
30 98.80 96.00 96.80
40 98.30 98.30 97.20
50 98.30 97.70 99.40
60 99.40 99.00 98.30
70 97.60 98.20 98.20
80 97.60 97.70 98.80
90 98.80 99.00 96.60
100 98.80 97.70 96.50
110 97.70 97.50 98.60
120 97.70 98.30 96.50
130 98.80 99.00 96.40
140 98.50 98.00 98.20
150 97.70 98.20 96.50
160 98.20 99.00 96.60
170 99.40 98.80 98.70
180 99.40 98.60 99.20
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

50
Anexo 6: Método de calibración para determinar la concentración de
etanol a diferentes temperaturas.
Este método es utilizado para estandarizar los resultados obtenidos en el
proceso y compararlos con curvas de calibración a diferentes temperaturas del
refractómetro.
Tabla 8: Datos de curva de calibración a 25 °C
Código de muestra
Concentración de etanol
Índice de refracción T (°C)
M-1 100 1.3616 25.0 M-2 97 1.3621 25.0 M-3 95 1.3624 25.0 M-4 92 1.3626 25.0 M-5 90 1.3629 25.0 M-6 88 1.3630 25.0
Figura 19: Curva de Calibración a 25 °C
1.36151.36161.36171.36181.3619
1.3621.36211.36221.36231.36241.36251.36261.36271.36281.3629
1.3631.3631
87 88 89 90 91 92 93 94 95 96 97 98 99 100 101
Ind
ice
de
Ref
racc
ión
Concentración de Etanol (%)
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

51
El cálculo para elaborar la curva de calibración se hizo utilizando la ecuación de
dilución:
𝑪𝟏 ∗ 𝑽𝟏 = 𝑪𝟐 ∗ 𝑽𝟐 …… 1
Donde:
C1: Concentración de la solución madre, etanol absoluto (99.8 %).
C2: Concentración final diluida.
V1: Volumen de la solución madre.
V2: Volumen total de la solución.
Entonces reemplazando la concentración de etanol en la ecuación 1 según la tabla 8
tenemos:
99.8 ∗ 𝑉1 = 100 ∗ 10 𝑚𝐿
Despejando V1 obtenemos:
𝑉1 =100 ∗ 10 𝑚𝐿
99.8
𝑉1 = 10.02 𝑚𝐿
Por lo tanto, determinando V1 para cada concentración de etanol de la tabla 8 se midió
su índice de refracción y se elaboró la curva de calibración.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

52
Tabla 9: Datos de curva de calibración a 24 °C
Código de muestra
Concentración de etanol
Índice de refracción T (°C)
M-1 100 1.362 24.0
M-2 97 1.3624 24.1
M-3 95 1.3627 24.1
M-4 92 1.3629 24.1
M-5 90 1.3632 24.1
M-6 88 1.3633 24.2
Figura N° 20: Curva de Calibración a 24 °C
1.36191.362
1.36211.36221.36231.36241.36251.36261.36271.36281.3629
1.3631.36311.36321.36331.3634
87 88 89 90 91 92 93 94 95 96 97 98 99 100 101
Ind
ice
de
Ref
racc
ión
Concentración de Etanol(%)
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica

53
Tabla 10: Datos de curva de calibración a 23 °C
Código de muestra
Concentración de etanol
Índice de refracción T (°C)
M-1 100 1.3624 23.0
M-2 97 1.3631 23.0
M-3 95 1.3633 23.0
M-4 92 1.3635 23.0
M-5 90 1.3637 23.0
M-6 88 1.3639 23.0
Figura 21: Curva de Calibración a 23 °C
1.36231.36241.36251.36261.36271.36281.3629
1.3631.36311.36321.36331.36341.36351.36361.36371.36381.3639
1.364
87 88 89 90 91 92 93 94 95 96 97 98 99 100 101
Ind
ice
de
Ref
racc
ión
Concentración de Etanol (%)
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica