equipos - servidor de la biblioteca de ingeniería....
TRANSCRIPT
25
Capítulo 3
Equipos
Contenido
3.1 LA MÁQUINA DE SINTERIZACIÓN ELÉCTRICA ________ 26
3.1.1 CARACTERÍSTICAS MECÁNICAS __________________________ 27
3.1.2 CARACTERÍSTICAS ELÉCTRICAS __________________________ 27
3.1.3 LOS SENSORES _______________________________________ 28
A. Fuerza _________________________________________________ 28
B. Intensidad ______________________________________________ 29
C. Tensión ________________________________________________ 29
D. Temperatura ____________________________________________ 29
3.1.4 EL PC Y LOS PARÁMETROS ______________________________ 29
A. Parámetros modificables ___________________________________ 31
3.1.5 CONEXIONES _________________________________________ 32
A. Conexión de la refrigeración ________________________________ 32
B. Conexión eléctrica ________________________________________ 33
C. Conexión equipo-PC _______________________________________ 34
3.1.6 LAS MATRICES Y LOS PUNZONES _________________________ 37
3.2 EQUIPOS PARA LA PREPARACIÓN METALOGRÁFICA ___ 39
3.3 EQUIPOS PARA CARACTERIZACIÓN DE PROPIEDADES _ 40
26
3.1 La máquina de sinterización eléctrica
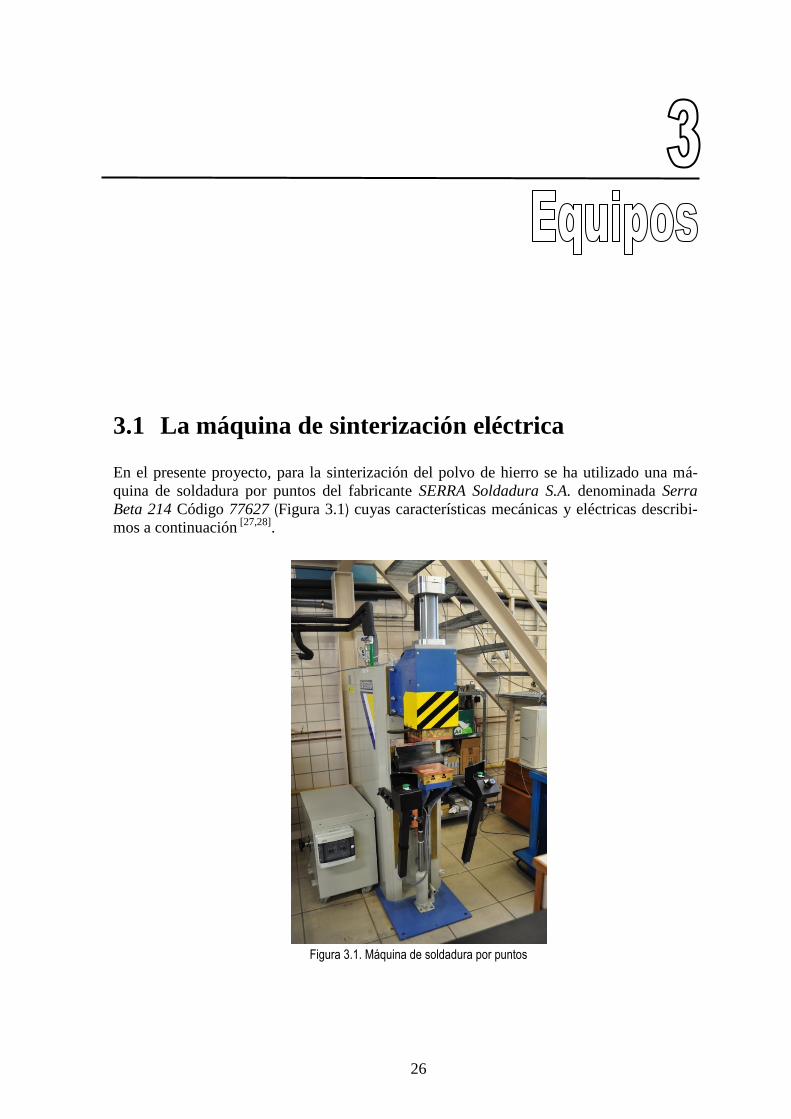
En el presente proyecto, para la sinterización del polvo de hierro se ha utilizado una má-
quina de soldadura por puntos del fabricante SERRA Soldadura S.A. denominada Serra
Beta 214 Código 77627 (Figura 3.1) cuyas características mecánicas y eléctricas describi-
mos a continuación [27,28]
.
Figura 3.1. Máquina de soldadura por puntos
3. EQUIPOS
27
3.1.1 Características mecánicas
La parte mecánica de la máquina de soldadura por puntos será la encargada de proporcio-
nar la presión necesaria para garantizar el contacto eléctrico y la densificación de los pol-
vos. Este dispositivo mecánico está formado por una serie de elementos que podemos
agrupar en:
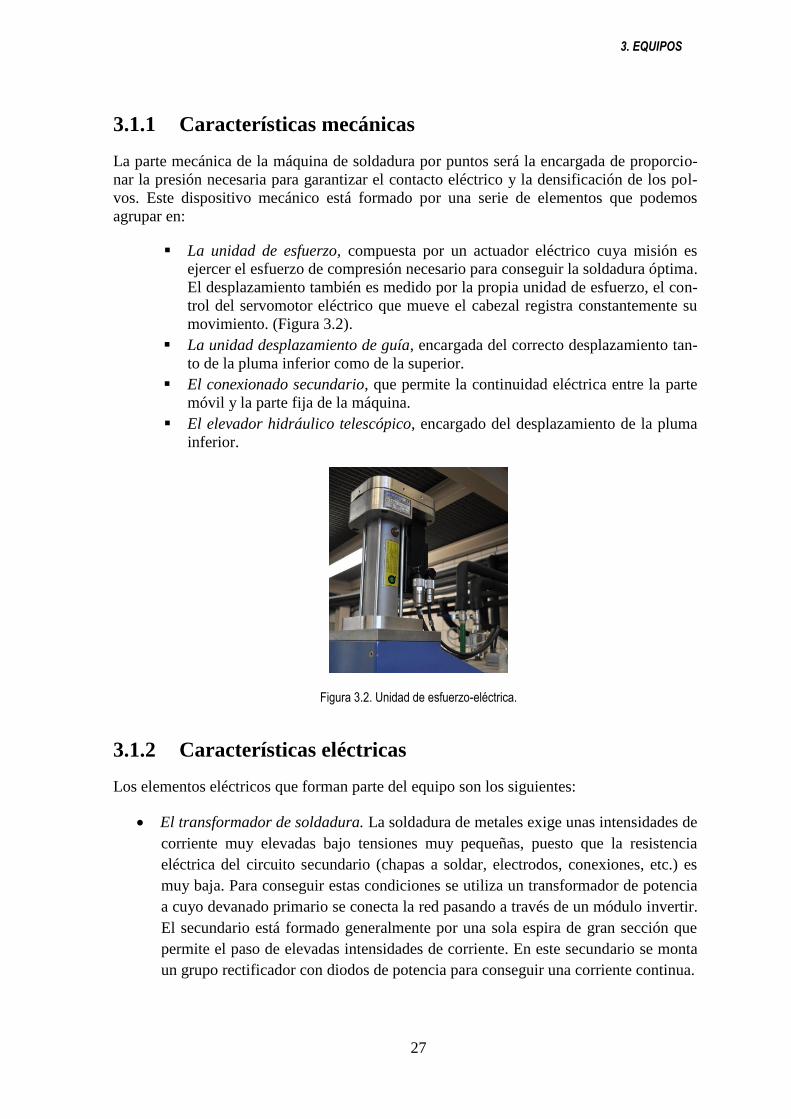
La unidad de esfuerzo, compuesta por un actuador eléctrico cuya misión es
ejercer el esfuerzo de compresión necesario para conseguir la soldadura óptima.
El desplazamiento también es medido por la propia unidad de esfuerzo, el con-
trol del servomotor eléctrico que mueve el cabezal registra constantemente su
movimiento. (Figura 3.2).
La unidad desplazamiento de guía, encargada del correcto desplazamiento tan-
to de la pluma inferior como de la superior.
El conexionado secundario, que permite la continuidad eléctrica entre la parte
móvil y la parte fija de la máquina.
El elevador hidráulico telescópico, encargado del desplazamiento de la pluma
inferior.
Figura 3.2. Unidad de esfuerzo-eléctrica.
3.1.2 Características eléctricas
Los elementos eléctricos que forman parte del equipo son los siguientes:
El transformador de soldadura. La soldadura de metales exige unas intensidades de
corriente muy elevadas bajo tensiones muy pequeñas, puesto que la resistencia
eléctrica del circuito secundario (chapas a soldar, electrodos, conexiones, etc.) es
muy baja. Para conseguir estas condiciones se utiliza un transformador de potencia
a cuyo devanado primario se conecta la red pasando a través de un módulo invertir.
El secundario está formado generalmente por una sola espira de gran sección que
permite el paso de elevadas intensidades de corriente. En este secundario se monta
un grupo rectificador con diodos de potencia para conseguir una corriente continua.

3. EQUIPOS
28
El transformador de soldadura es capaz de proporcionar una potencia de 100 kVA
al 50%, una intensidad máxima secundaria de 21 kA y una tensión secundaria de
8.8 V en punto nº 1 y 11 V en punto nº 2, en vacío.
La plancha de montaje eléctrico, situada en el interior de la máquina, donde se
monta el conjunto de material eléctrico.
Los dispositivos de marcha y paro. El dispositivo de marcha es el elemento uti-
lizado por el operador para poner en marcha la máquina y gobernar su funcio-
namiento. El dispositivo de paro es el elemento que permite al operario inte-
rrumpir la secuencia de funcionamiento de la máquina en caso de que se detec-
te avería o disfunción que conlleve peligro.
El dispositivo de paro de emergencia es un pulsador seta de color rojo que al
ser accionado se enclava, impidiendo que la máquina realice ningún movimien-
to más. Sólo después de desenclavar el paro (girar para desenclavar) la máqui-
na quedará lista para iniciar de nuevo la secuencia de trabajo.
Unidad de potencia.
Control electrónico.
3.1.3 Los sensores
La máquina lleva instalados cinco sensores para el seguimiento del proceso de sinteriza-
ción que vayamos a realizar. A saber, desplazamiento, fuerza, intensidad, tensión y tempe-
ratura del agua de refrigeración, que pasamos a describir a continuación.
A. Fuerza
Mediante el amplificador de señal de la célula de carga, podemos medir la fuerza ejercida
por el cilindro. Dicho amplificador de señal, de la casa Penko, modelo SGM430 está situa-
do en el interior de la consola derecha de la máquina (Figura 3.3).
Figura 3.3. Amplificador de señal de carga.
3. EQUIPOS
29
B. Intensidad
La máquina incorpora un sensor que permite conocer la intensidad eficaz suministrada por
el transformador en cada semiperiodo.
Los valores obtenidos, corresponden a la salida del transformador, y como la resisten-
cia del compacto es mayor al inicio, tal intensidad de salida no es exactamente la que pasa
por el espécimen sino la que el transformador intente que pase, por lo que el primer valor
obtenido será necesario recalcularlo a partir de los valores de resistencia en el segundo
instante y tensión en el primero, que si está medida en el compacto en cada instante.
C. Tensión
El transformador nos proporciona también los valores de tensión eficaz que mide en cada
semiperiodo.
El cero eléctrico no está regulado correctamente. Cuando la corriente es nula señala
una tensión media aproximada de 0.2 V. Este offset será corregido mediante posterior tra-
tamiento de datos, restando ese valor medio a todos los datos muestreados.
D. Temperatura
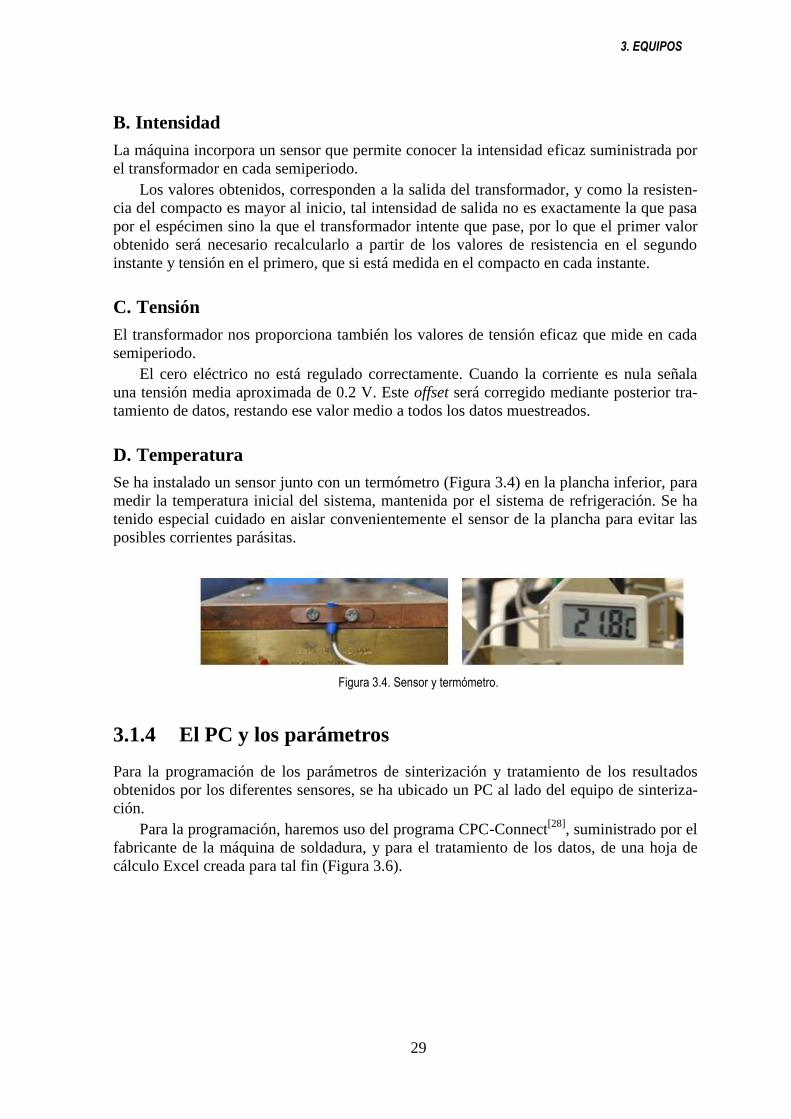
Se ha instalado un sensor junto con un termómetro (Figura 3.4) en la plancha inferior, para
medir la temperatura inicial del sistema, mantenida por el sistema de refrigeración. Se ha
tenido especial cuidado en aislar convenientemente el sensor de la plancha para evitar las
posibles corrientes parásitas.
Figura 3.4. Sensor y termómetro.
3.1.4 El PC y los parámetros
Para la programación de los parámetros de sinterización y tratamiento de los resultados
obtenidos por los diferentes sensores, se ha ubicado un PC al lado del equipo de sinteriza-
ción.
Para la programación, haremos uso del programa CPC-Connect[28]
, suministrado por el
fabricante de la máquina de soldadura, y para el tratamiento de los datos, de una hoja de
cálculo Excel creada para tal fin (Figura 3.6).
3. EQUIPOS
30
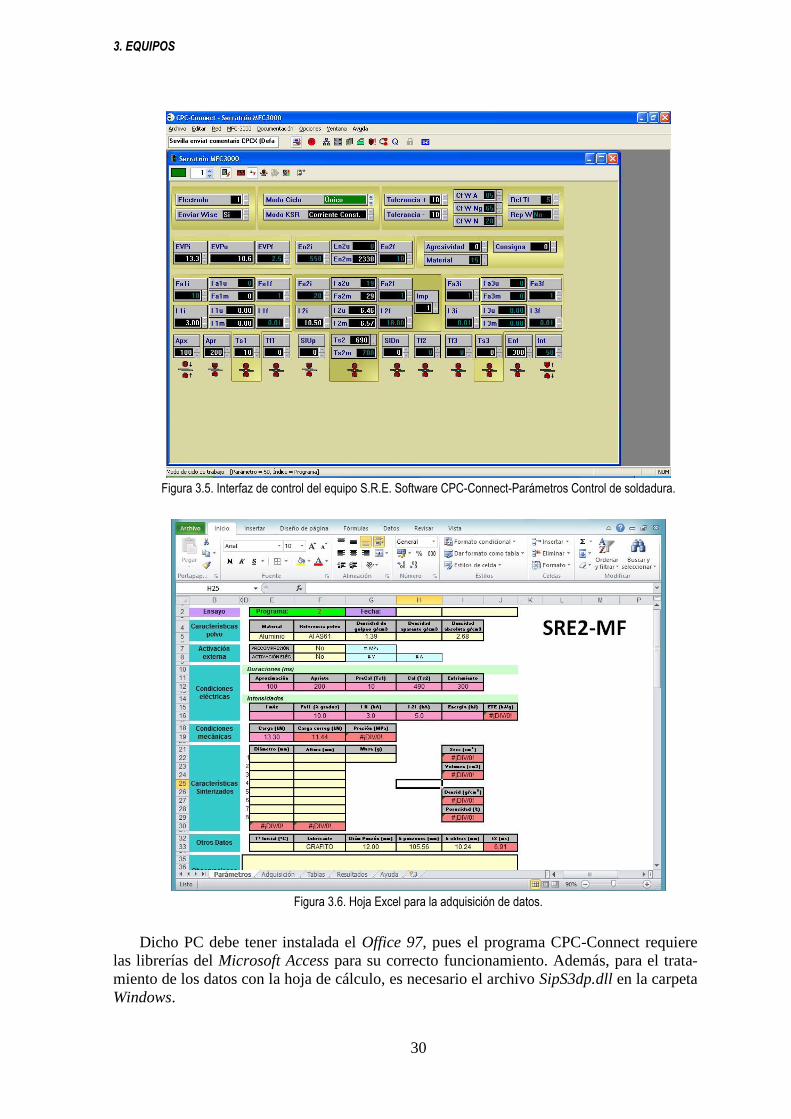
Figura 3.5. Interfaz de control del equipo S.R.E. Software CPC-Connect-Parámetros Control de soldadura.
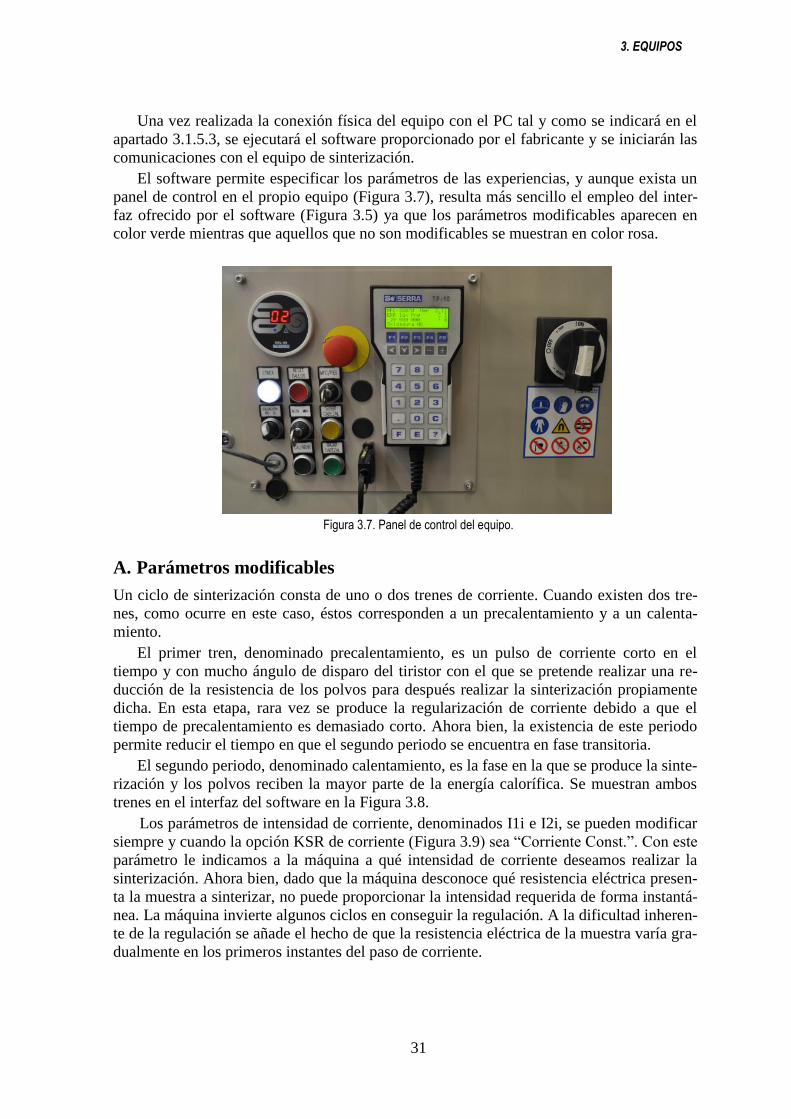
Figura 3.6. Hoja Excel para la adquisición de datos.
Dicho PC debe tener instalada el Office 97, pues el programa CPC-Connect requiere
las librerías del Microsoft Access para su correcto funcionamiento. Además, para el trata-
miento de los datos con la hoja de cálculo, es necesario el archivo SipS3dp.dll en la carpeta
Windows.
3. EQUIPOS
31
Una vez realizada la conexión física del equipo con el PC tal y como se indicará en el
apartado 3.1.5.3, se ejecutará el software proporcionado por el fabricante y se iniciarán las
comunicaciones con el equipo de sinterización.
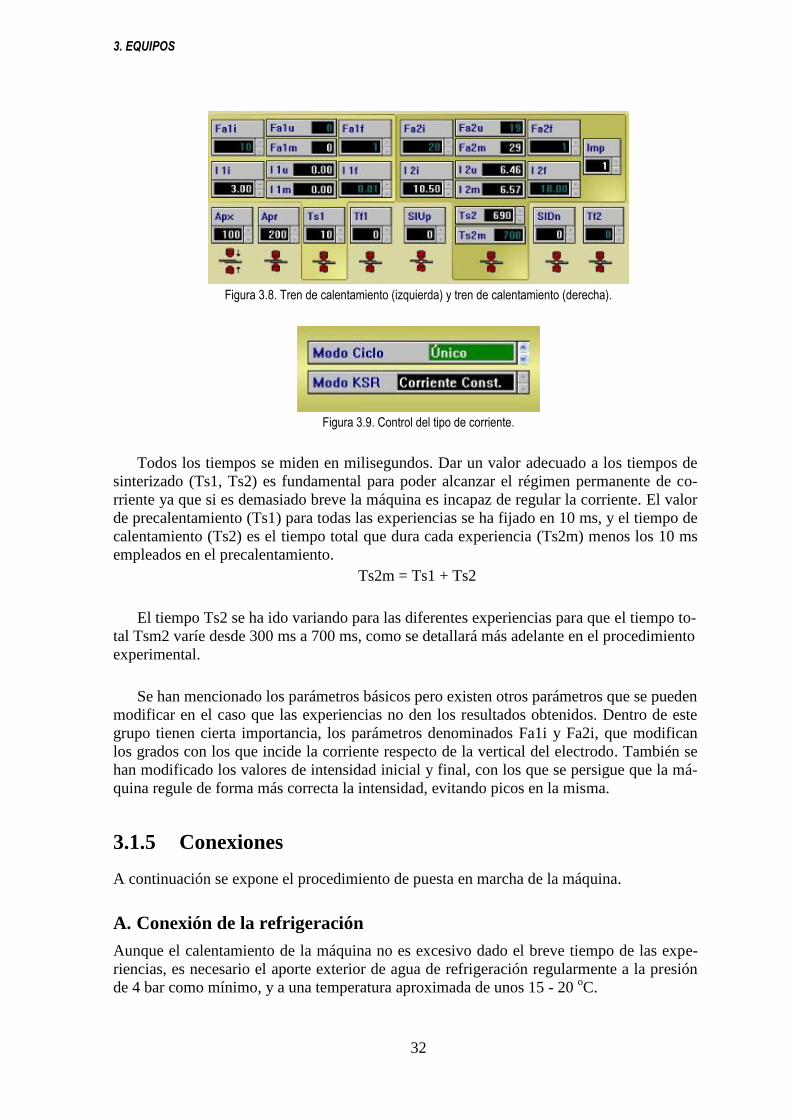
El software permite especificar los parámetros de las experiencias, y aunque exista un
panel de control en el propio equipo (Figura 3.7), resulta más sencillo el empleo del inter-
faz ofrecido por el software (Figura 3.5) ya que los parámetros modificables aparecen en
color verde mientras que aquellos que no son modificables se muestran en color rosa.
Figura 3.7. Panel de control del equipo.
A. Parámetros modificables
Un ciclo de sinterización consta de uno o dos trenes de corriente. Cuando existen dos tre-
nes, como ocurre en este caso, éstos corresponden a un precalentamiento y a un calenta-
miento.
El primer tren, denominado precalentamiento, es un pulso de corriente corto en el
tiempo y con mucho ángulo de disparo del tiristor con el que se pretende realizar una re-
ducción de la resistencia de los polvos para después realizar la sinterización propiamente
dicha. En esta etapa, rara vez se produce la regularización de corriente debido a que el
tiempo de precalentamiento es demasiado corto. Ahora bien, la existencia de este periodo
permite reducir el tiempo en que el segundo periodo se encuentra en fase transitoria.
El segundo periodo, denominado calentamiento, es la fase en la que se produce la sinte-
rización y los polvos reciben la mayor parte de la energía calorífica. Se muestran ambos
trenes en el interfaz del software en la Figura 3.8.
Los parámetros de intensidad de corriente, denominados I1i e I2i, se pueden modificar
siempre y cuando la opción KSR de corriente (Figura 3.9) sea “Corriente Const.”. Con este
parámetro le indicamos a la máquina a qué intensidad de corriente deseamos realizar la
sinterización. Ahora bien, dado que la máquina desconoce qué resistencia eléctrica presen-
ta la muestra a sinterizar, no puede proporcionar la intensidad requerida de forma instantá-
nea. La máquina invierte algunos ciclos en conseguir la regulación. A la dificultad inheren-
te de la regulación se añade el hecho de que la resistencia eléctrica de la muestra varía gra-
dualmente en los primeros instantes del paso de corriente.
3. EQUIPOS
32
Figura 3.8. Tren de calentamiento (izquierda) y tren de calentamiento (derecha).
Figura 3.9. Control del tipo de corriente.
Todos los tiempos se miden en milisegundos. Dar un valor adecuado a los tiempos de
sinterizado (Ts1, Ts2) es fundamental para poder alcanzar el régimen permanente de co-
rriente ya que si es demasiado breve la máquina es incapaz de regular la corriente. El valor
de precalentamiento (Ts1) para todas las experiencias se ha fijado en 10 ms, y el tiempo de
calentamiento (Ts2) es el tiempo total que dura cada experiencia (Ts2m) menos los 10 ms
empleados en el precalentamiento.
Ts2m = Ts1 + Ts2
El tiempo Ts2 se ha ido variando para las diferentes experiencias para que el tiempo to-
tal Tsm2 varíe desde 300 ms a 700 ms, como se detallará más adelante en el procedimiento
experimental.
Se han mencionado los parámetros básicos pero existen otros parámetros que se pueden
modificar en el caso que las experiencias no den los resultados obtenidos. Dentro de este
grupo tienen cierta importancia, los parámetros denominados Fa1i y Fa2i, que modifican
los grados con los que incide la corriente respecto de la vertical del electrodo. También se
han modificado los valores de intensidad inicial y final, con los que se persigue que la má-
quina regule de forma más correcta la intensidad, evitando picos en la misma.
3.1.5 Conexiones
A continuación se expone el procedimiento de puesta en marcha de la máquina.
A. Conexión de la refrigeración
Aunque el calentamiento de la máquina no es excesivo dado el breve tiempo de las expe-
riencias, es necesario el aporte exterior de agua de refrigeración regularmente a la presión
de 4 bar como mínimo, y a una temperatura aproximada de unos 15 - 20 oC.
3. EQUIPOS
33
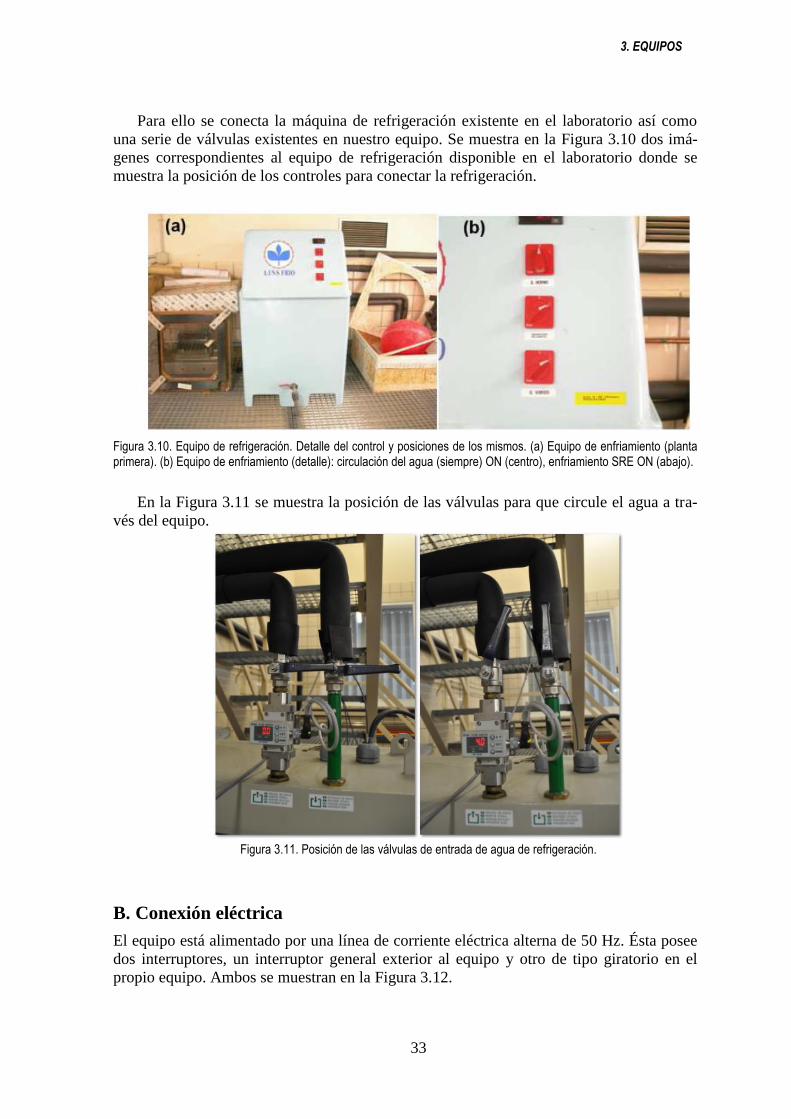
Para ello se conecta la máquina de refrigeración existente en el laboratorio así como
una serie de válvulas existentes en nuestro equipo. Se muestra en la Figura 3.10 dos imá-
genes correspondientes al equipo de refrigeración disponible en el laboratorio donde se
muestra la posición de los controles para conectar la refrigeración.
Figura 3.10. Equipo de refrigeración. Detalle del control y posiciones de los mismos. (a) Equipo de enfriamiento (planta primera). (b) Equipo de enfriamiento (detalle): circulación del agua (siempre) ON (centro), enfriamiento SRE ON (abajo).
En la Figura 3.11 se muestra la posición de las válvulas para que circule el agua a tra-
vés del equipo.
Figura 3.11. Posición de las válvulas de entrada de agua de refrigeración.
B. Conexión eléctrica
El equipo está alimentado por una línea de corriente eléctrica alterna de 50 Hz. Ésta posee
dos interruptores, un interruptor general exterior al equipo y otro de tipo giratorio en el
propio equipo. Ambos se muestran en la Figura 3.12.

3. EQUIPOS
34
Figura 3.12. Interruptores eléctricos del conjunto. (a) Caja de corriente. (b) Caja de corriente en el equipo.
C. Conexión equipo-PC
Se han realizado las conexiones necesarias para establecer la comunicación entre equipo y
PC, para lo cual se ha utilizado un hub que comunica la máquina de soldadura con el PC y
ambos con el Servidor de la Escuela tal y como indica la Figura 3.13.
El hub utilizado, es de la casa D-Link modelo DE-805TP que opera a una velocidad de
10 Mbps., posee cinco puertos de salida y en su parte inferior tiene un interruptor con dos
posiciones, “Normal” y “Uplink”. En su posición Normal, se usa para las conexiones en-
tre ordenadores o equipos, y en su posición Uplink, el puerto 5º queda reservado para las
conexiones con otros hubs o redes de comunicaciones, como en nuestro caso.
Figura 3.13. Conexiones PC-Serra 2 MF-Servidor.
Una vez establecida físicamente las comunicaciones se procede a la programación del
número IP del equipo, necesario para acceder a una red de protocolo TCP/IP. Esta acción
se realiza a través de la unidad de programación portátil TP-10 (Figura 3.7), incorporada en
el panel frontal del equipo, cuyo árbol de menús aparece en la Figura 3.14.
3. EQUIPOS
35
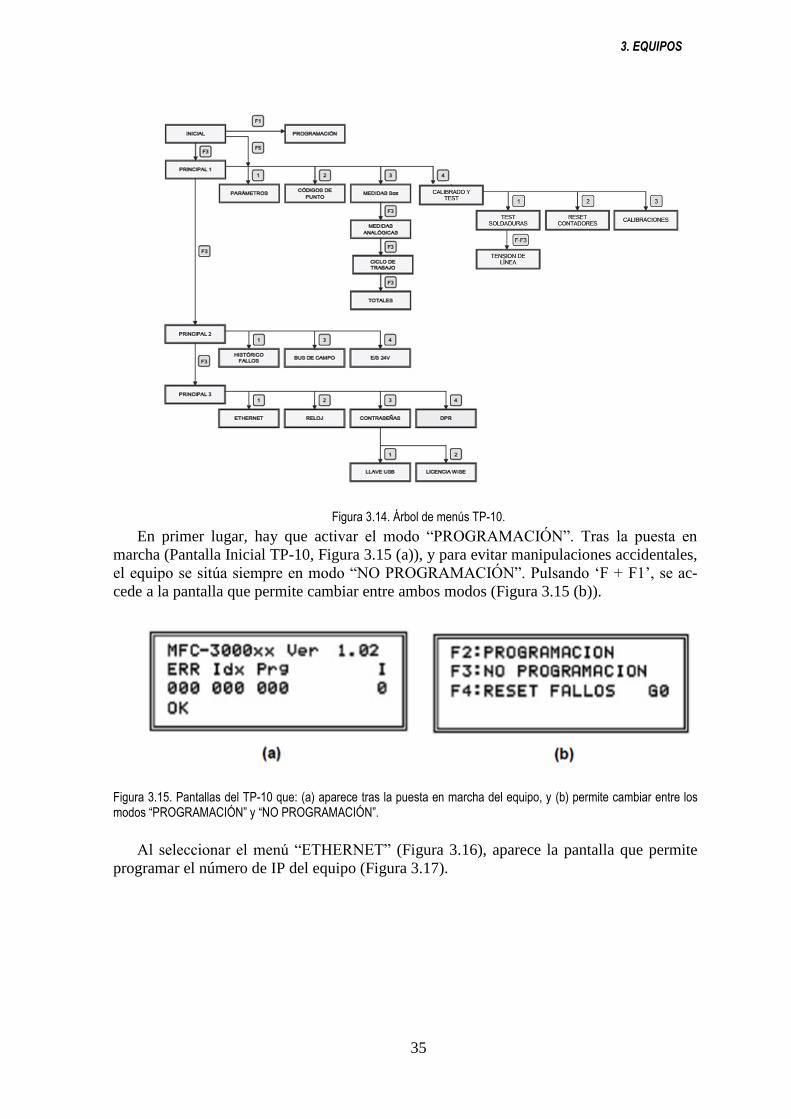
Figura 3.14. Árbol de menús TP-10.
En primer lugar, hay que activar el modo “PROGRAMACIÓN”. Tras la puesta en
marcha (Pantalla Inicial TP-10, Figura 3.15 (a)), y para evitar manipulaciones accidentales,
el equipo se sitúa siempre en modo “NO PROGRAMACIÓN”. Pulsando ‘F + F1’, se ac-
cede a la pantalla que permite cambiar entre ambos modos (Figura 3.15 (b)).
Figura 3.15. Pantallas del TP-10 que: (a) aparece tras la puesta en marcha del equipo, y (b) permite cambiar entre los modos “PROGRAMACIÓN” y “NO PROGRAMACIÓN”.
Al seleccionar el menú “ETHERNET” (Figura 3.16), aparece la pantalla que permite
programar el número de IP del equipo (Figura 3.17).
3. EQUIPOS
36
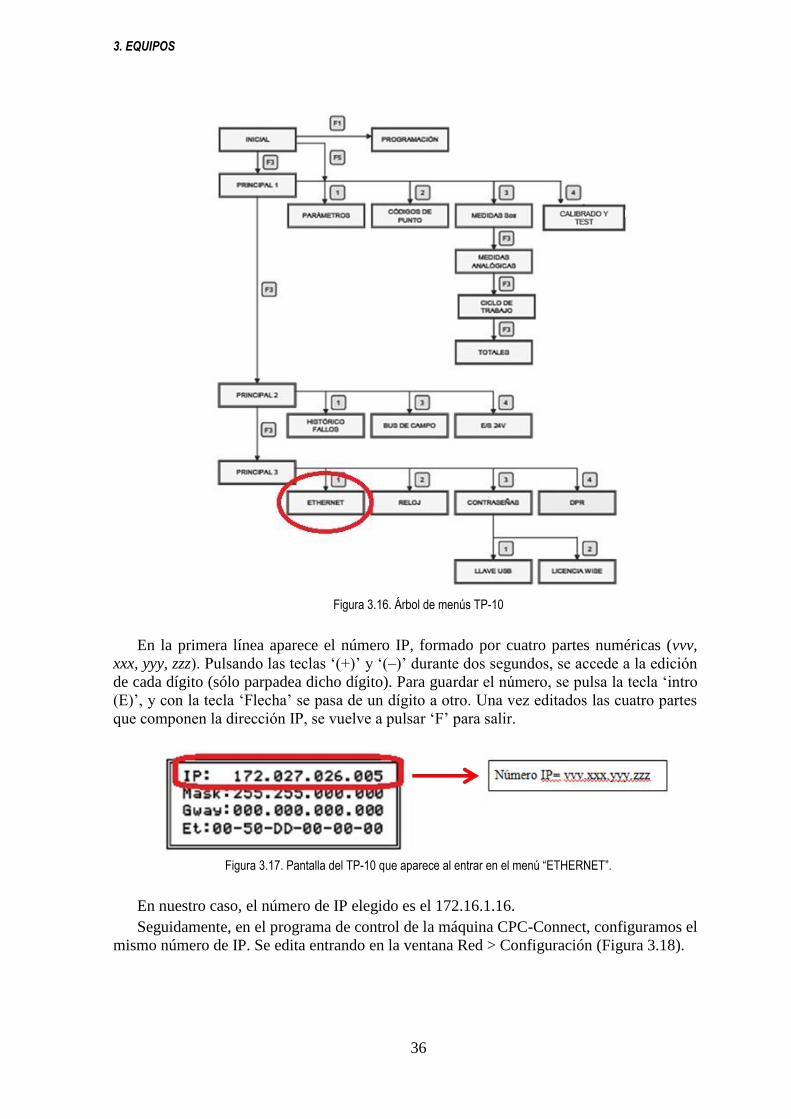
Figura 3.16. Árbol de menús TP-10
En la primera línea aparece el número IP, formado por cuatro partes numéricas (vvv,
xxx, yyy, zzz). Pulsando las teclas ‘(+)’ y ‘(–)’ durante dos segundos, se accede a la edición
de cada dígito (sólo parpadea dicho dígito). Para guardar el número, se pulsa la tecla ‘intro
(E)’, y con la tecla ‘Flecha’ se pasa de un dígito a otro. Una vez editados las cuatro partes
que componen la dirección IP, se vuelve a pulsar ‘F’ para salir.
Figura 3.17. Pantalla del TP-10 que aparece al entrar en el menú “ETHERNET”.
En nuestro caso, el número de IP elegido es el 172.16.1.16.
Seguidamente, en el programa de control de la máquina CPC-Connect, configuramos el
mismo número de IP. Se edita entrando en la ventana Red > Configuración (Figura 3.18).
3. EQUIPOS
37
Figura 3.18. Edición de IP en CPC-Connect.
3.1.6 Las matrices y los punzones
Para la realización de los sinterizados es de especial importancia la elección de los materia-
les que se vayan a usar para la ejecución de las experiencias.
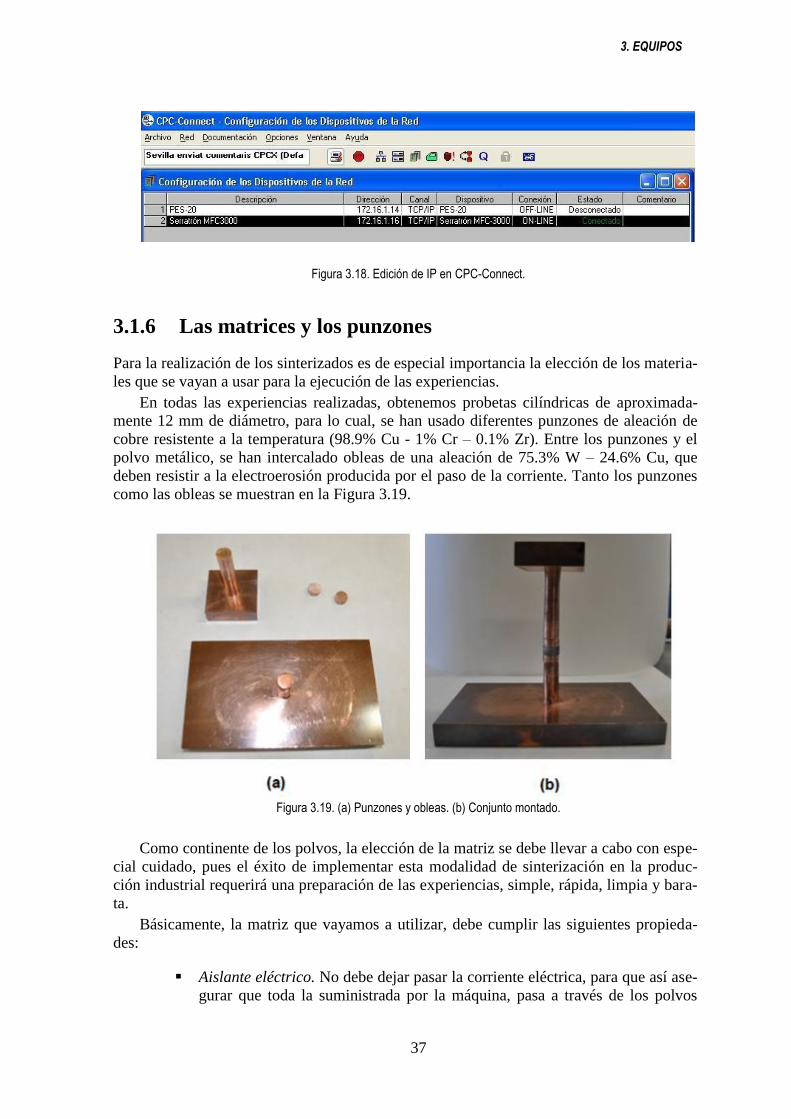
En todas las experiencias realizadas, obtenemos probetas cilíndricas de aproximada-
mente 12 mm de diámetro, para lo cual, se han usado diferentes punzones de aleación de
cobre resistente a la temperatura (98.9% Cu - 1% Cr – 0.1% Zr). Entre los punzones y el
polvo metálico, se han intercalado obleas de una aleación de 75.3% W – 24.6% Cu, que
deben resistir a la electroerosión producida por el paso de la corriente. Tanto los punzones
como las obleas se muestran en la Figura 3.19.
Figura 3.19. (a) Punzones y obleas. (b) Conjunto montado.
Como continente de los polvos, la elección de la matriz se debe llevar a cabo con espe-
cial cuidado, pues el éxito de implementar esta modalidad de sinterización en la produc-
ción industrial requerirá una preparación de las experiencias, simple, rápida, limpia y bara-
ta.
Básicamente, la matriz que vayamos a utilizar, debe cumplir las siguientes propieda-
des:
Aislante eléctrico. No debe dejar pasar la corriente eléctrica, para que así ase-
gurar que toda la suministrada por la máquina, pasa a través de los polvos
3. EQUIPOS
38
metálicos, o al menos la parte en contacto con punzones y polvos debe ser
aislante.
Resistencia mecánica. Debe ser capaz de soportar las presiones a las que va-
yamos a someter el espécimen sin deformarse, además resistir las presiones a
altas temperaturas.
Resistencia térmica. Las temperaturas que se alcanzan por efecto Joule pue-
den ser muy altas aunque en cortos periodos de tiempo, por lo que el choque
térmico debe ser un factor a tener en cuenta.
Rugosidad superficial. Las paredes en contacto con los punzones y polvos
deben tener muy buena rugosidad superficial para evitar daños a éstos, un
buen acabado superficial de los compactos que hagan fácil su extracción.
Geometría. Debería ser cómodo y fácil de manejar.
La matriz que intenta cumplir todos los requisitos anteriores y que hemos elegido es
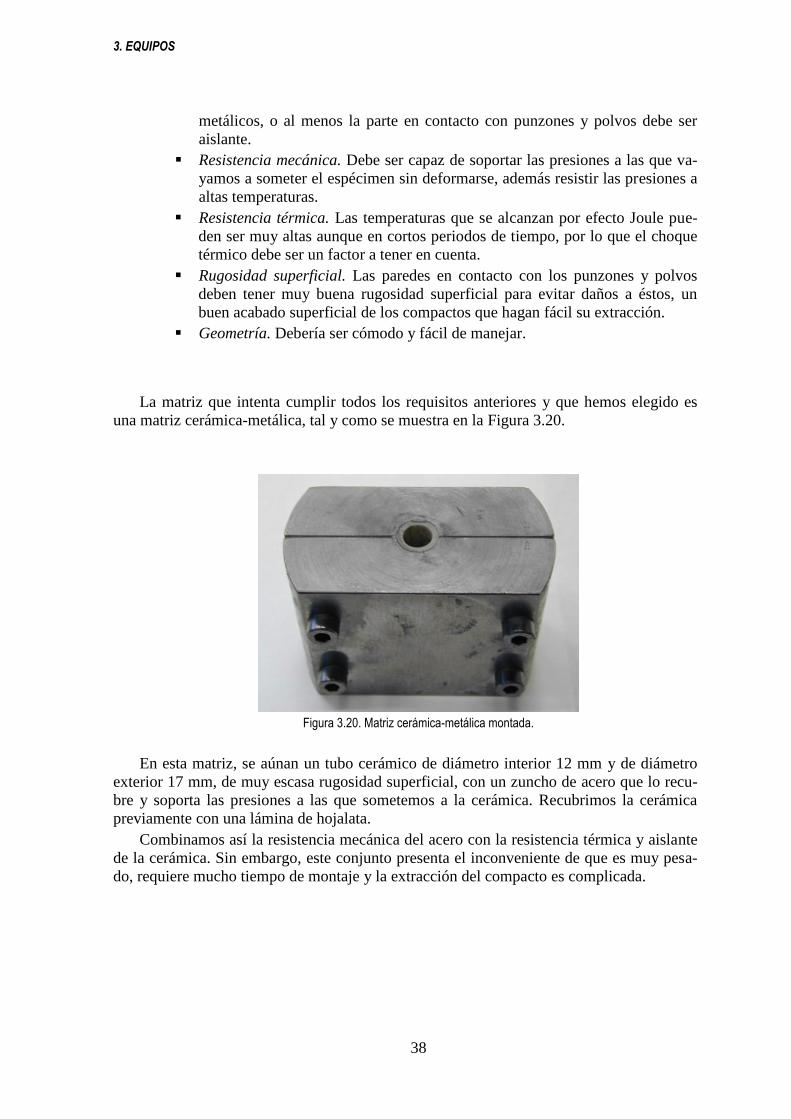
una matriz cerámica-metálica, tal y como se muestra en la Figura 3.20.
Figura 3.20. Matriz cerámica-metálica montada.
En esta matriz, se aúnan un tubo cerámico de diámetro interior 12 mm y de diámetro
exterior 17 mm, de muy escasa rugosidad superficial, con un zuncho de acero que lo recu-
bre y soporta las presiones a las que sometemos a la cerámica. Recubrimos la cerámica
previamente con una lámina de hojalata.
Combinamos así la resistencia mecánica del acero con la resistencia térmica y aislante
de la cerámica. Sin embargo, este conjunto presenta el inconveniente de que es muy pesa-
do, requiere mucho tiempo de montaje y la extracción del compacto es complicada.
3. EQUIPOS
39
3.2 Equipos para la preparación metalográfica
Una vez obtenidas las probetas, tras el sinterizado, será necesario prepararlas para su análi-
sis metalográfico. Para ello tenemos que cortarlas, empastillarlas y pulirlas. Los equipos
utilizados en esta parte del proceso son:
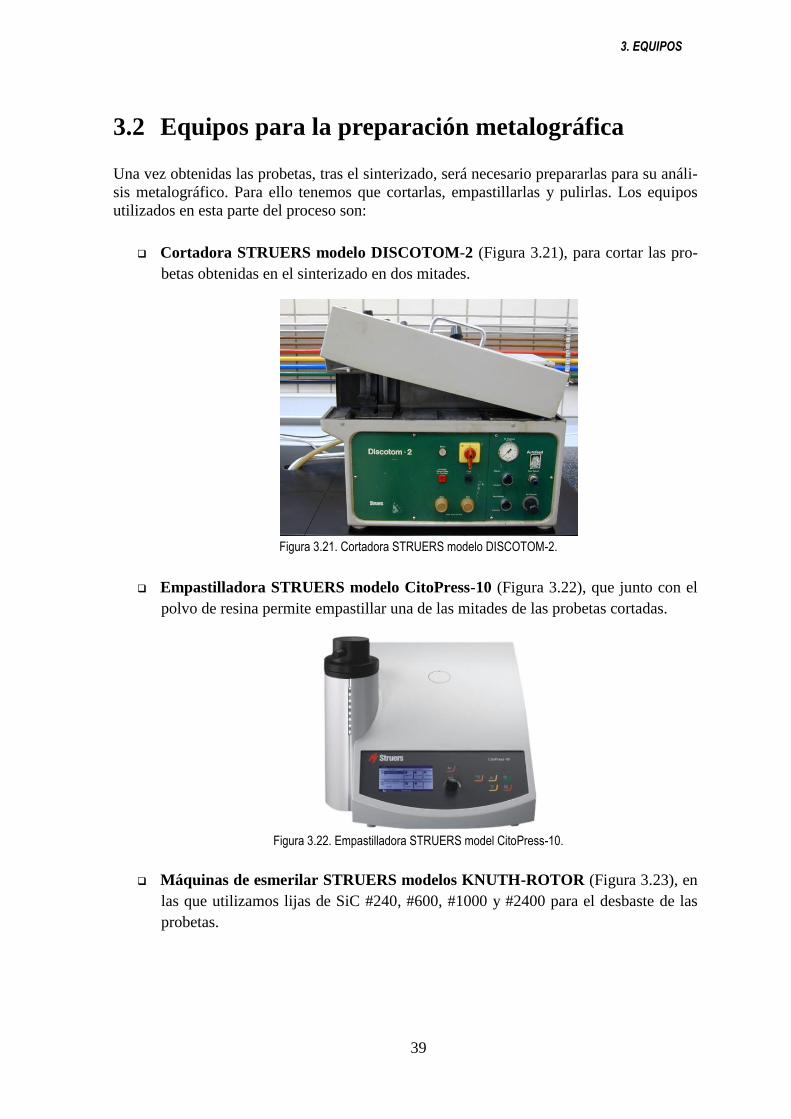
Cortadora STRUERS modelo DISCOTOM-2 (Figura 3.21), para cortar las pro-
betas obtenidas en el sinterizado en dos mitades.
Figura 3.21. Cortadora STRUERS modelo DISCOTOM-2.
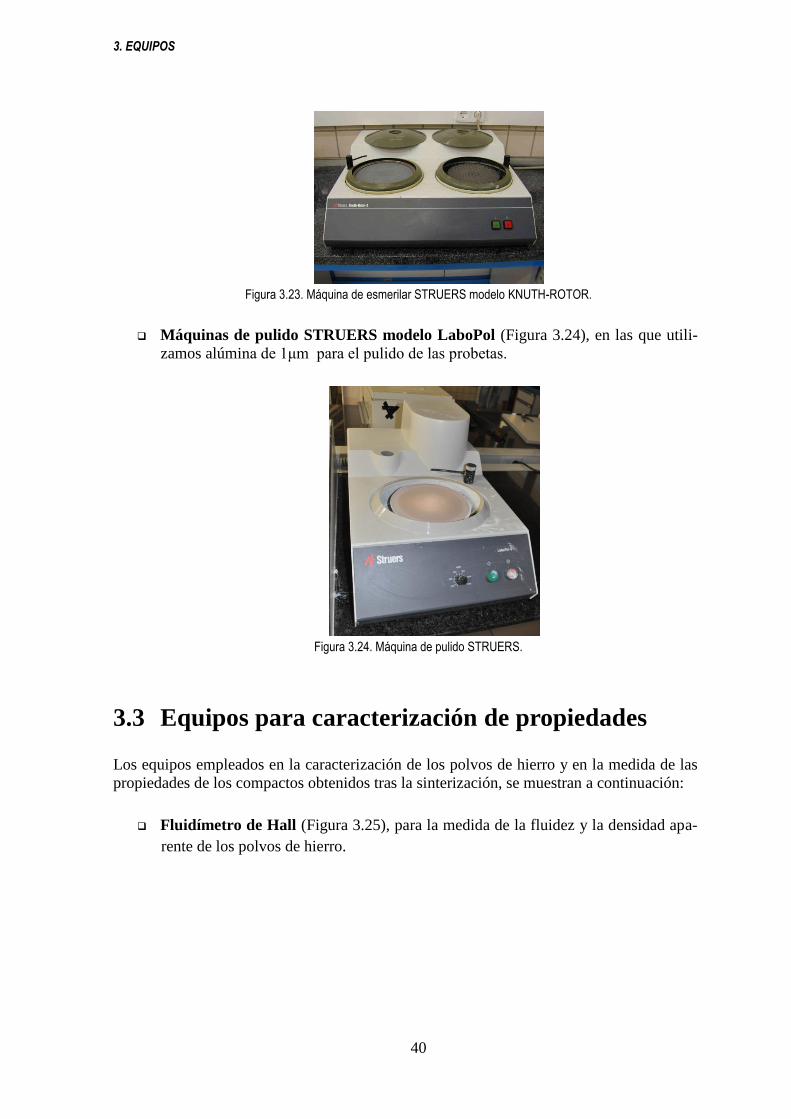
Empastilladora STRUERS modelo CitoPress-10 (Figura 3.22), que junto con el
polvo de resina permite empastillar una de las mitades de las probetas cortadas.
Figura 3.22. Empastilladora STRUERS model CitoPress-10.
Máquinas de esmerilar STRUERS modelos KNUTH-ROTOR (Figura 3.23), en
las que utilizamos lijas de SiC #240, #600, #1000 y #2400 para el desbaste de las
probetas.
3. EQUIPOS
40
Figura 3.23. Máquina de esmerilar STRUERS modelo KNUTH-ROTOR.
Máquinas de pulido STRUERS modelo LaboPol (Figura 3.24), en las que utili-
zamos alúmina de 1μm para el pulido de las probetas.
Figura 3.24. Máquina de pulido STRUERS.
3.3 Equipos para caracterización de propiedades
Los equipos empleados en la caracterización de los polvos de hierro y en la medida de las
propiedades de los compactos obtenidos tras la sinterización, se muestran a continuación:
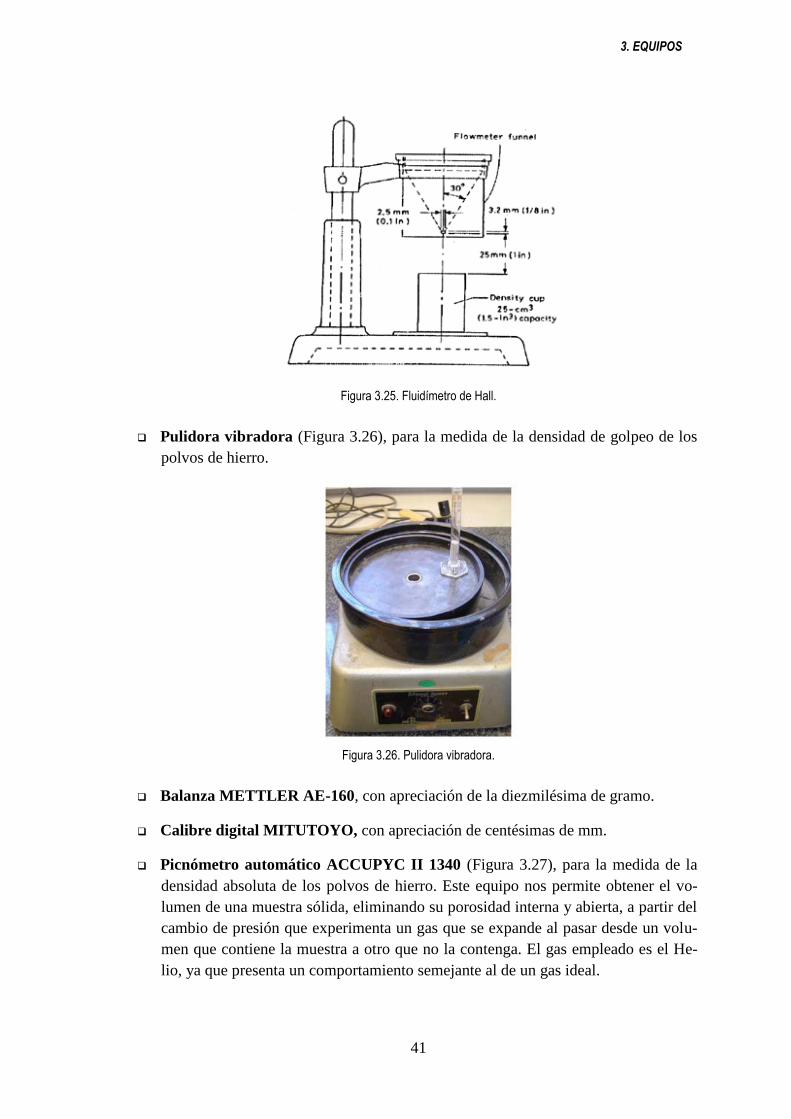
Fluidímetro de Hall (Figura 3.25), para la medida de la fluidez y la densidad apa-
rente de los polvos de hierro.
3. EQUIPOS
41
Figura 3.25. Fluidímetro de Hall.
Pulidora vibradora (Figura 3.26), para la medida de la densidad de golpeo de los
polvos de hierro.
Figura 3.26. Pulidora vibradora.
Balanza METTLER AE-160, con apreciación de la diezmilésima de gramo.
Calibre digital MITUTOYO, con apreciación de centésimas de mm.
Picnómetro automático ACCUPYC II 1340 (Figura 3.27), para la medida de la
densidad absoluta de los polvos de hierro. Este equipo nos permite obtener el vo-
lumen de una muestra sólida, eliminando su porosidad interna y abierta, a partir del
cambio de presión que experimenta un gas que se expande al pasar desde un volu-
men que contiene la muestra a otro que no la contenga. El gas empleado es el He-
lio, ya que presenta un comportamiento semejante al de un gas ideal.

3. EQUIPOS
42
Figura 3.27. Picnómetro automático ACCUPYC II 1340.
Analizador láser MALVERN modelo MASTERSIZER 2000 (Figura 3.28), para
la obtención de la granulometría de los polvos de hierro mediante difracción láser.
Este equipo dispone de un láser de He-Ne para medida de tamaños de partícula
grandes, mientras que una fuente de luz azul de 466 nm de longitud de onda pro-
porciona un incremento de la resolución en la región submicrométrica. Esto permite
medir con precisión partículas con tamaños entre 0.2 y 2000 μm.
Figura 3.28. Analizador laser MALVERN modelo Mastersizer 2000.
Difractómetro BRUKER D8 ADVANCE (Figura 3.29), para la caracterización
microestructural de los polvos de hierro.
Figura 3.29. Difractómetro Bruker D8 Advance.
3. EQUIPOS
43
Microscopio electrónico de barrido ¡Error! No se encuentra el origen de la re-
ferencia.PHILIPS XL-30 del Servicio de Microscopía de la Universidad de Sevi-
lla con un sistema de microanálisis por EDX (Figura 3.30), utilizado como en el ca-
so anterior para la caracterización de los polvos de hierro.
Figura 3.30. Microscopio electrónico de barrido PHILIPS XL-30.
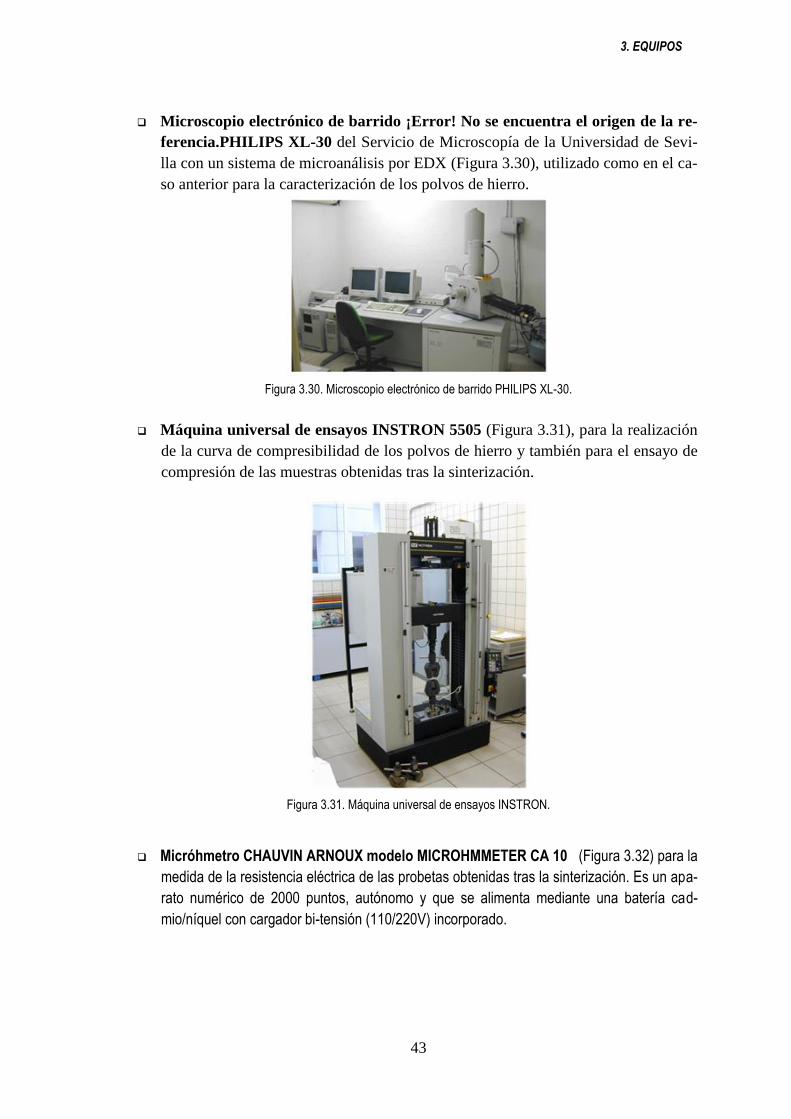
Máquina universal de ensayos INSTRON 5505 (Figura 3.31), para la realización
de la curva de compresibilidad de los polvos de hierro y también para el ensayo de
compresión de las muestras obtenidas tras la sinterización.
Figura 3.31. Máquina universal de ensayos INSTRON.
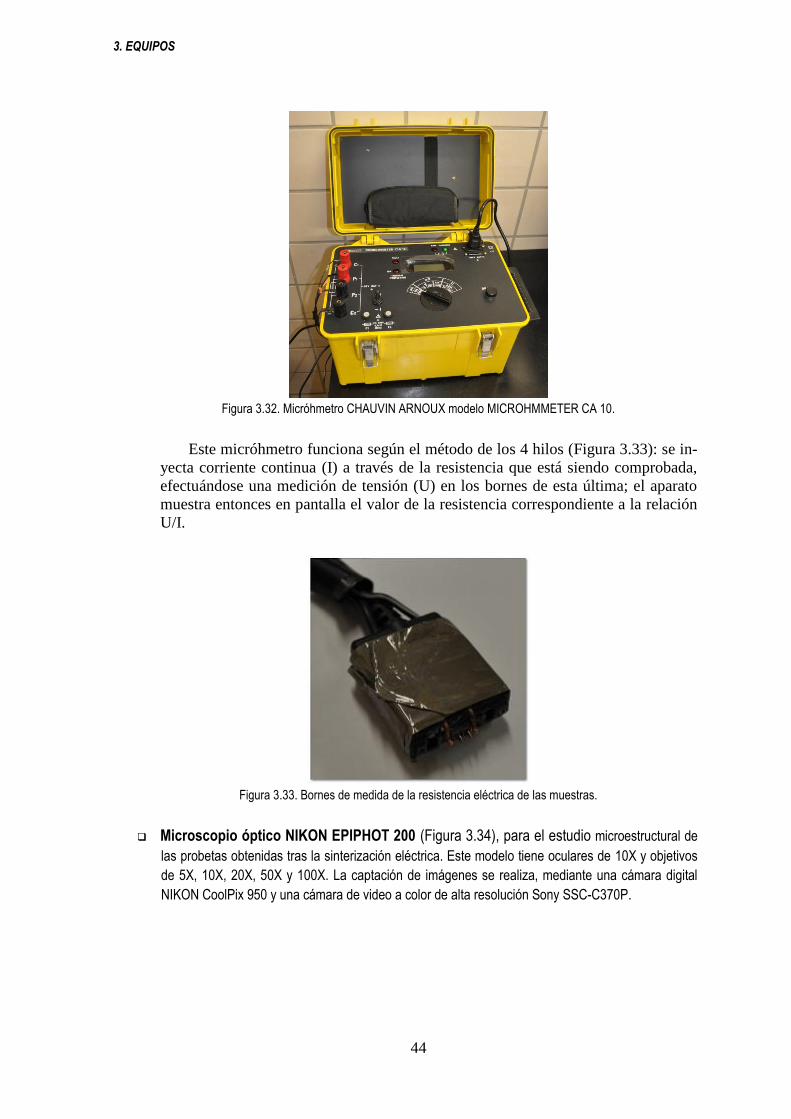
Micróhmetro CHAUVIN ARNOUX modelo MICROHMMETER CA 10 (Figura 3.32) para la
medida de la resistencia eléctrica de las probetas obtenidas tras la sinterización. Es un apa-
rato numérico de 2000 puntos, autónomo y que se alimenta mediante una batería cad-
mio/níquel con cargador bi-tensión (110/220V) incorporado.
3. EQUIPOS
44
Figura 3.32. Micróhmetro CHAUVIN ARNOUX modelo MICROHMMETER CA 10.
Este micróhmetro funciona según el método de los 4 hilos (Figura 3.33): se in-
yecta corriente continua (I) a través de la resistencia que está siendo comprobada,
efectuándose una medición de tensión (U) en los bornes de esta última; el aparato
muestra entonces en pantalla el valor de la resistencia correspondiente a la relación
U/I.
Figura 3.33. Bornes de medida de la resistencia eléctrica de las muestras.
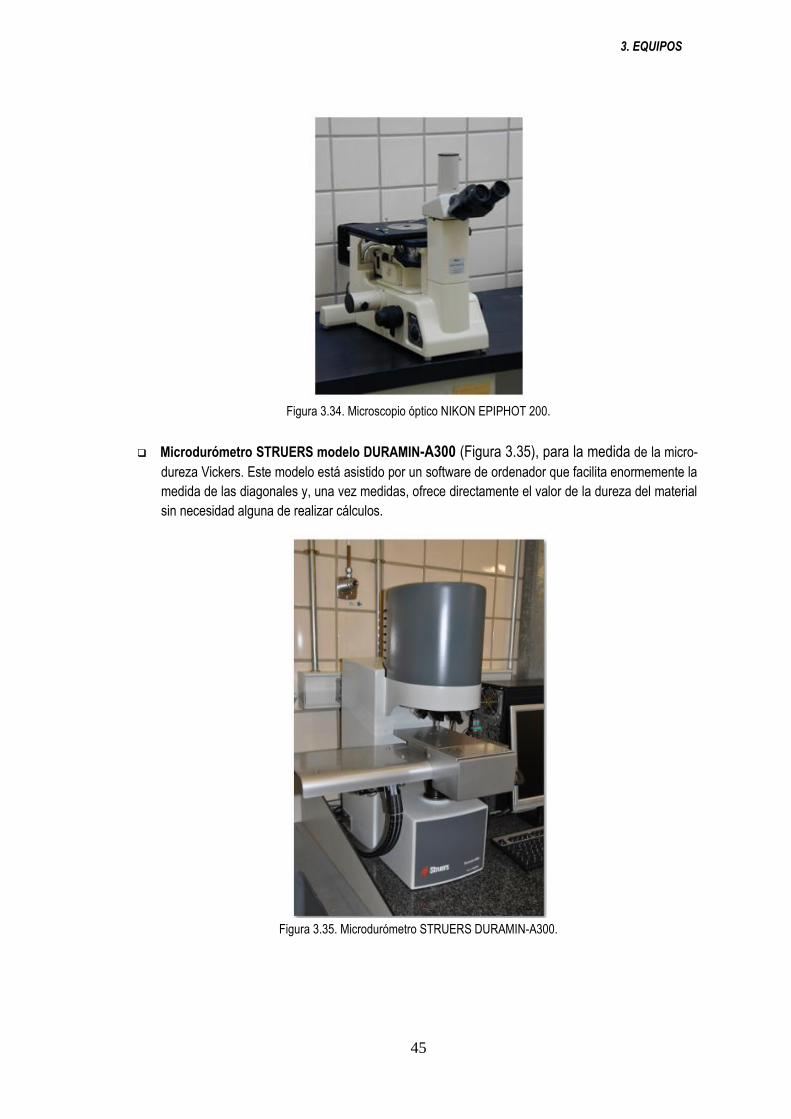
Microscopio óptico NIKON EPIPHOT 200 (Figura 3.34), para el estudio microestructural de
las probetas obtenidas tras la sinterización eléctrica. Este modelo tiene oculares de 10X y objetivos
de 5X, 10X, 20X, 50X y 100X. La captación de imágenes se realiza, mediante una cámara digital
NIKON CoolPix 950 y una cámara de video a color de alta resolución Sony SSC-C370P.
3. EQUIPOS
45
Figura 3.34. Microscopio óptico NIKON EPIPHOT 200.
Microdurómetro STRUERS modelo DURAMIN-A300 (Figura 3.35), para la medida de la micro-
dureza Vickers. Este modelo está asistido por un software de ordenador que facilita enormemente la
medida de las diagonales y, una vez medidas, ofrece directamente el valor de la dureza del material
sin necesidad alguna de realizar cálculos.
Figura 3.35. Microdurómetro STRUERS DURAMIN-A300.