e05 fresado
DESCRIPTION
Manufactura avanzadaTRANSCRIPT
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
INGENIERÍA EJECUCIÓN EN MECÁNICA
PLAN 2002
GUÍA DE LABORATORIO
ASIGNATURA “PROCESOS MECÁNICOS I”
CODIGO 15055
NIVEL 04
EXPERIENCIA E05
“FRESADO”
HORARIO:LUNES:3-4-5-6
1
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
FRESADO
1.- OBJETIVO GENERAL
Que el alumno comprenda, internalice e interprete correctamente los conceptos fundamentales presentes en el mecanizado con arranque de virutas desarrollado en las fresadoras. Fundamentalmente: Los movimientos relativos, las fresas (su geometría y aplicación), las superficies planas obtenidas por fresado frontal y tangencial, el fresado de superficies con fresas de formas y con fresas de vástago, las condiciones de mecanizado, los tiempos (de corte, auxiliares, de maniobra y de preparación), los sistemas de fijación de la materia prima y de las herramientas.
2. OBJETIVOS ESPECÍFICOS:
2.1. Familiarizar al alumno con las “fresadoras universal y vertical”: Sus grados de libertad y de posicionamiento, sus capacidades de trabajo, los accesorios para fijar la materia prima y la herramienta a la fresadora.
2.2. Que el alumno interprete correctamente los movimientos relativos entre fresa y pieza requeridos en el fresado frontal y tangencial.
2.3. Familiarizar al alumno con la determinación de las condiciones de mecanizado
según la trilogía máquina-herramienta-pieza para el fresado tangencial y frontal.
2.4. Que el alumno interprete a pié de máquina el sistema de referencia de la herramienta y el sistema de referencia efectivo. Esto es, posicionar virtualmente en el sistema fresadora-fresa-pieza, los planos: de corte, de medida, de referencia y de trabajo; en ambos sistemas de referencia y en ambos tipos de fresado.
2.5. Que el alumno conozca la diversidad de fresas de vástago disponibles en el mercado, su campo de aplicación, sus precauciones en el mecanizado y su uso en la generación de superficies complejas mediante fresadoras convencionales, y por extensión fresadoras y centros de mecanizado automáticas (CNC).
2.6. Familiarizar al alumno con la generación de superficies usando fresas de formas disponibles en el mercado; su campo de aplicación, sus limitaciones y su normalización.
2
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
3.- INTRODUCCIÓN TEÓRICA
3.1 TIPOS DE FRESADORAS
3.1.1 Fresadora vertical
Los movimientos de la mesa de la fresadora son: longitudinal, transversal y vertical. Estos tres movimientos son los grados de libertad de la fresadora más la rotación de la fresa. Ordinariamente no se le da la herramienta a otro movimiento que no sea el usual de rotación. Sin embargo el cabezal del árbol pude ser rotado y posicionado a voluntad, lo cual permite fijar el árbol en cualquier posición desde la vertical hasta la horizontal. En esta máquina el árbol tiene un desplazamiento axial. Algunas fresadoras verticales están provistas de aditamentos giratorios o mesas de trabajo giratorias para permitir el fresado de ranuras circulares o el fresado continuo de piezas en trabajo de baja producción. Todos los cortadores son el tipo cilíndricos frontales.
Fresadora vertical
3
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
3.1.2 Fresadora universal
La Fresadora universal es esencialmente una máquina para la manufactura de herramientas construidas para piezas muy precisas. En apariencia es similar al tipo de Fresadora simple, pero diferente en que la mesa de trabajos esta provista de un cuarto movimiento que le permite girar horizontalmente y esta equipada con un divisor o cabezal divisor localizado en el extremo de la mesa. La característica de giro en las maquinas universales permite el corte de helicoidales como las encontradas en las brocas, fresas, levas y algunos engranes.
Las fresadoras universales puede también estar equipadas con un aditamento para fresado vertical y un dispositivo de mesa giratoria, prensa y cabezal mortajador así como otros accesorios todos los cuales añaden utilidad como maquina para hacer herramientas.
La disposición de ciclos automáticos puede ser suministrada a las máquinas universales, estos controlan automáticamente los desplazamientos de la mesa desde la puesta en marcha hasta la parada.
Fresadora universal
4

UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
3.2 SISTEMAS DE FIJACIÓN USADOS EN EL FRESADO
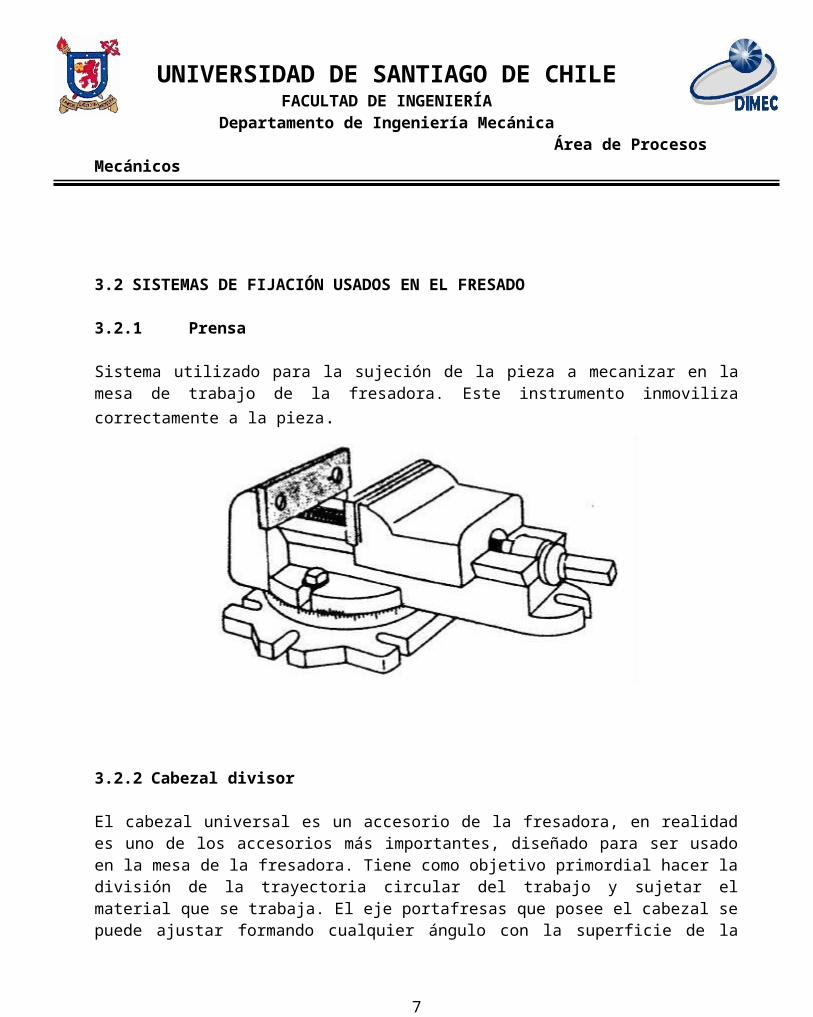
3.2.1 Prensa
Sistema utilizado para la sujeción de la pieza a mecanizar en la mesa de trabajo de la fresadora. Este instrumento inmoviliza correctamente a la pieza.
3.2.2 Cabezal divisor
El cabezal universal es un accesorio de la fresadora, en realidad es uno de los accesorios más importantes, diseñado para ser usado en la mesa de la fresadora. Tiene como objetivo primordial hacer la división de la trayectoria circular del trabajo y sujetar el material que se trabaja. El eje portafresas que posee el cabezal se puede ajustar formando cualquier ángulo con la superficie de la mesa. Este accesorio se acopla al husillo principal de la máquina, permitiéndole realizar las más variadas operaciones de fresado. Cuando giramos 5 veces el husillo, normalmente, el plato girara una vuelta completa.
5

UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
6
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
7

UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
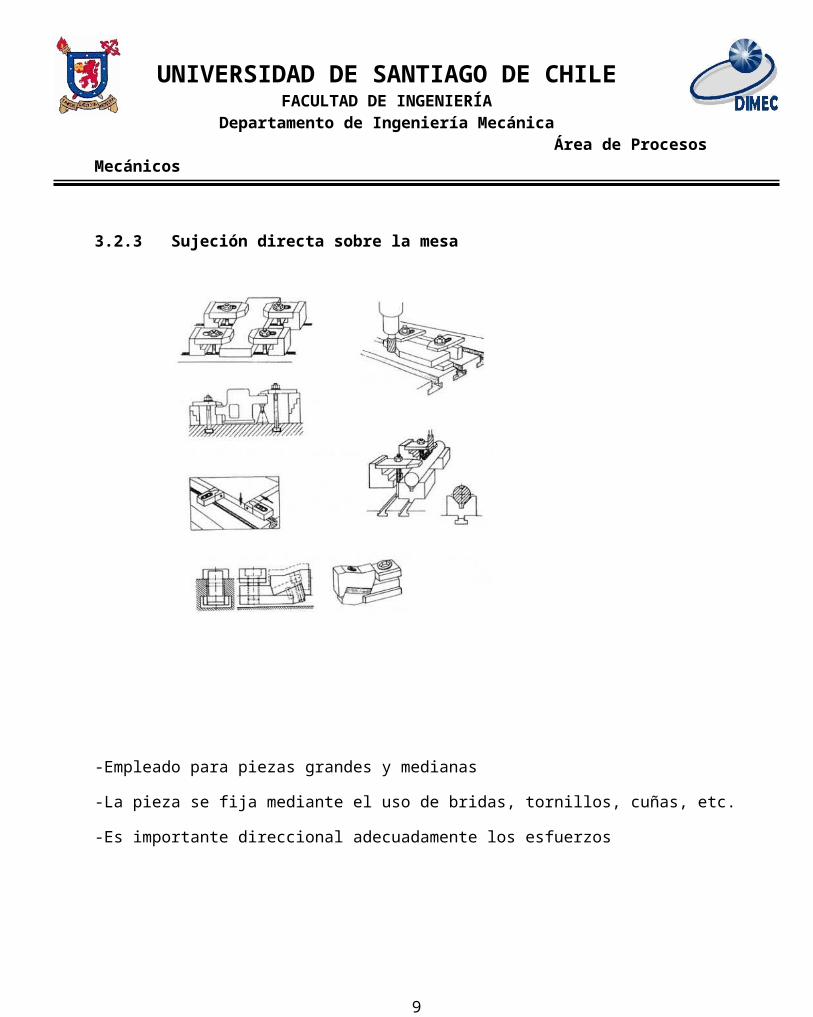
3.2.3 Sujeción directa sobre la mesa
-Empleado para piezas grandes y medianas
-La pieza se fija mediante el uso de bridas, tornillos, cuñas, etc.
-Es importante direccional adecuadamente los esfuerzos
8
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
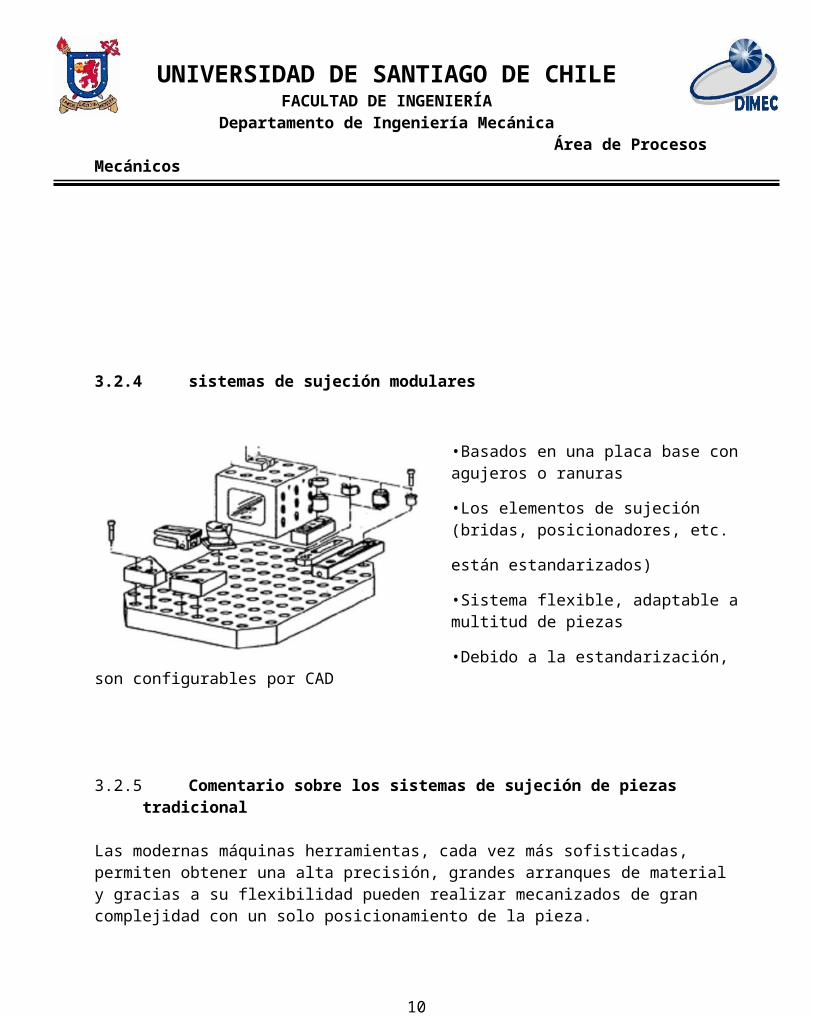
3.2.4 sistemas de sujeción modulares
•Basados en una placa base con agujeros o ranuras
•Los elementos de sujeción (bridas, posicionadores, etc.
están estandarizados)
•Sistema flexible, adaptable a multitud de piezas
•Debido a la estandarización, son configurables por CAD
3.2.5 Comentario sobre los sistemas de sujeción de piezas tradicional
Las modernas máquinas herramientas, cada vez más sofisticadas, permiten obtener una alta precisión, grandes arranques de material y gracias a su flexibilidad pueden realizar mecanizados de gran complejidad con un solo posicionamiento de la pieza.Su punto débil, sin embargo, es aún el sistema de montaje para sujetar la pieza. De hecho, los equipos de sujeción de pieza tradicionales, sean mecánicos, neumáticos o hidráulicos, nunca dejan la pieza totalmente libre para todas las operaciones de mecanizados necesarias. Además, ha de ejercerse una elevada fuerza de apriete al menos en dos puntos, con las consiguientes tensiones inevitables en la estructura de la pieza, que pueden comprometer la productividad de la máquina.
9
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
3.3 TIPOS DE FRESAS
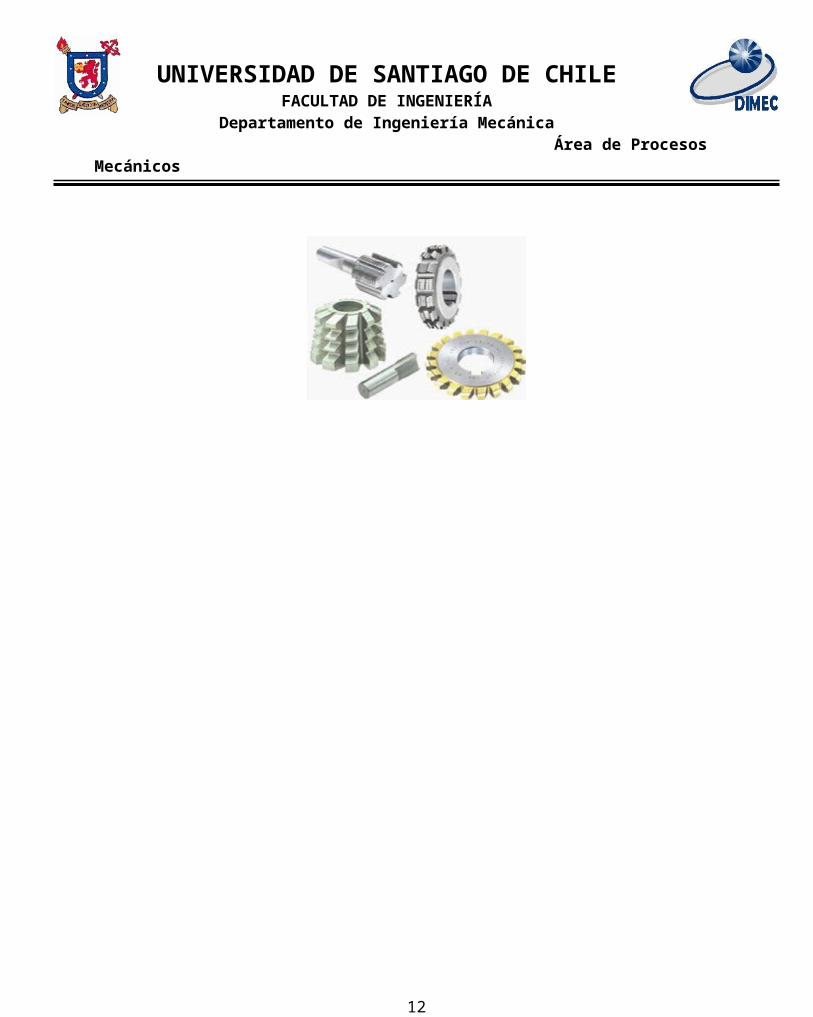
3.3.1 Fresa de forma: con este tipo de fresas se pueden realizar chavetas, escariado, ranurado para la formación de engranajes, etc.
10
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
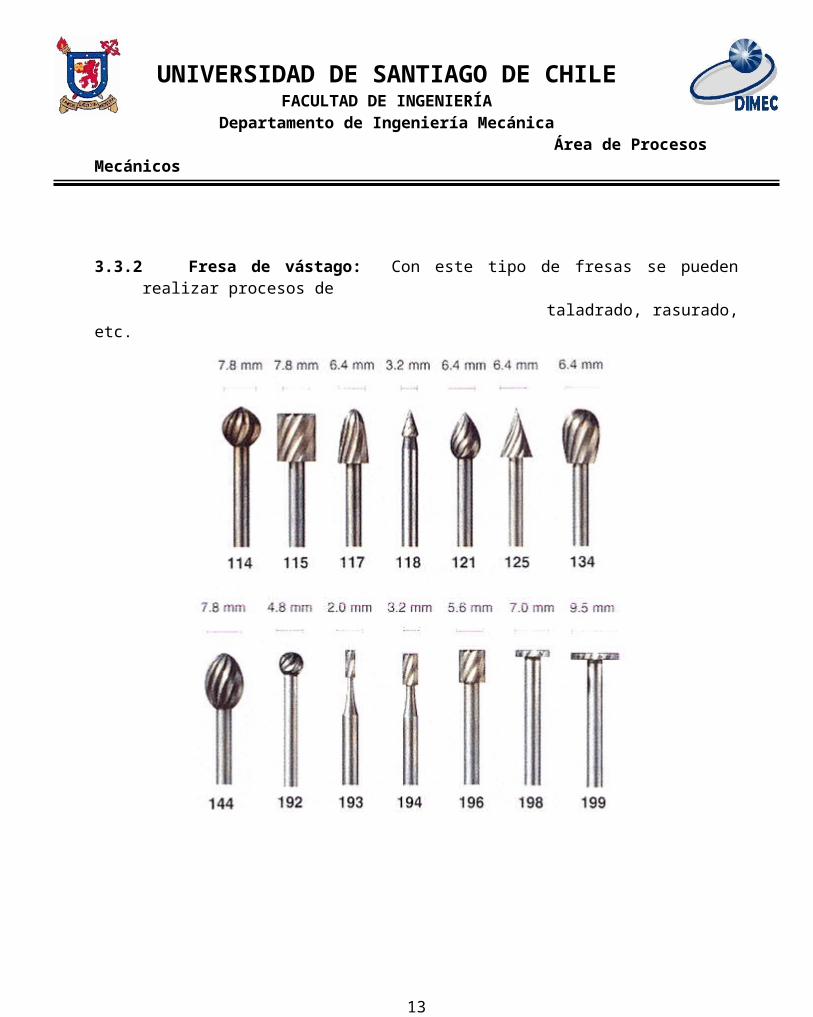
3.3.2 Fresa de vástago: Con este tipo de fresas se pueden realizar procesos de taladrado, rasurado, etc.
11
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
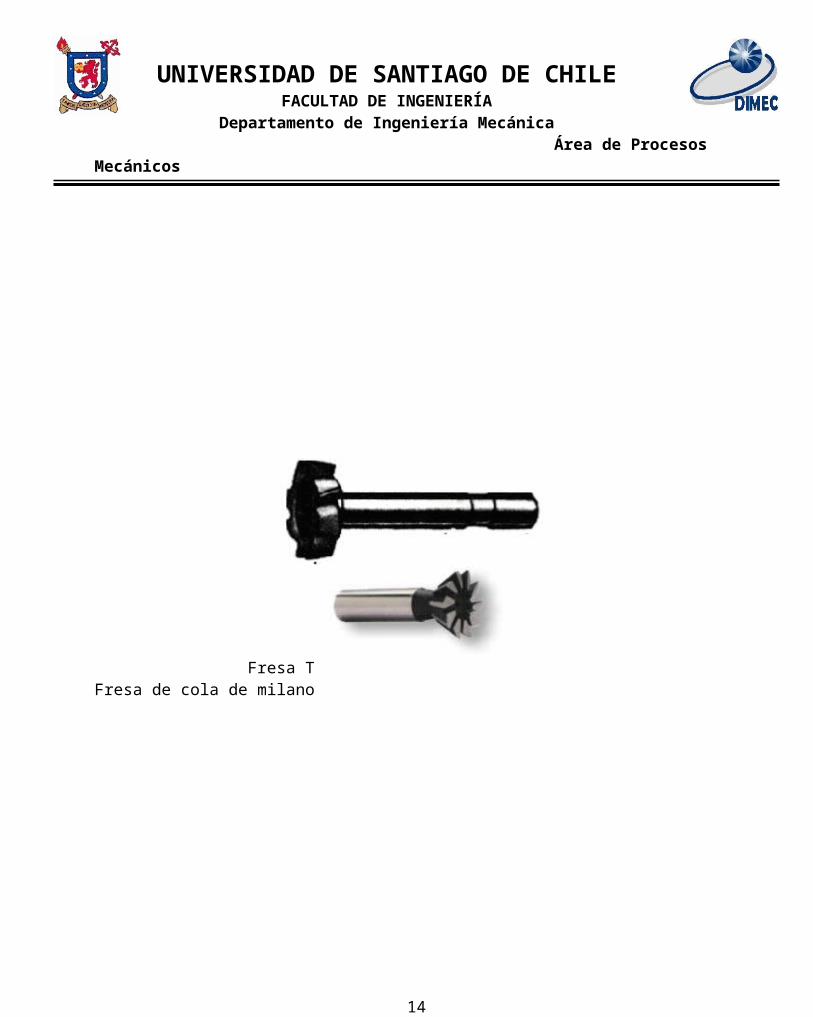
Fresa T Fresa de cola de milano
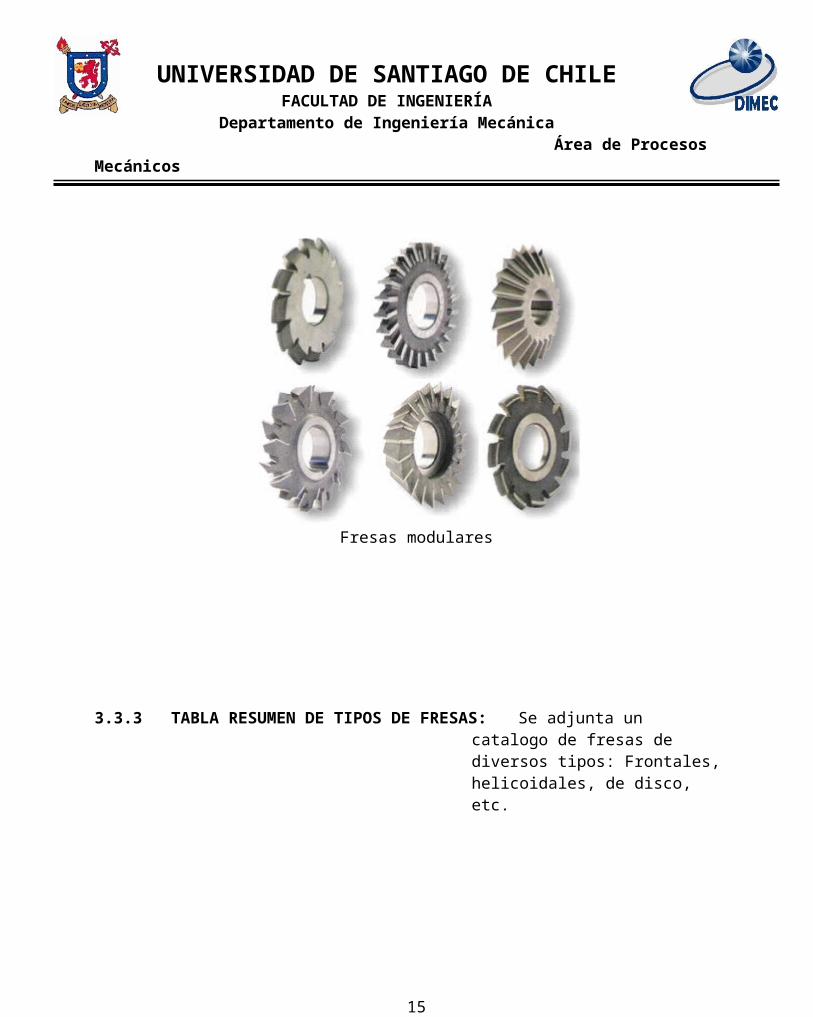
Fresas modulares
12
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
3.3.3 TABLA RESUMEN DE TIPOS DE FRESAS: Se adjunta un catalogo de fresas de diversos tipos: Frontales, helicoidales, de disco, etc.
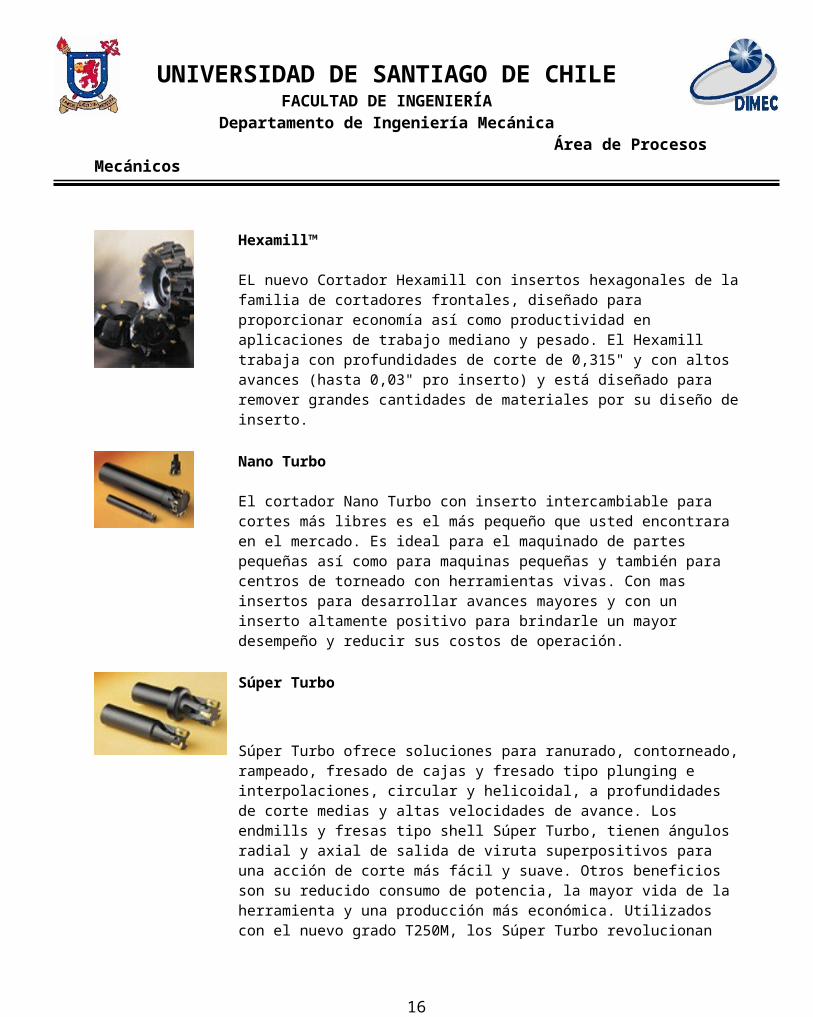
Hexamill™
EL nuevo Cortador Hexamill con insertos hexagonales de la familia de cortadores frontales, diseñado para proporcionar economía así como productividad en aplicaciones de trabajo mediano y pesado. El Hexamill trabaja con profundidades de corte de 0,315" y con altos avances (hasta 0,03" pro inserto) y está diseñado para remover grandes cantidades de materiales por su diseño de inserto.
Nano Turbo
El cortador Nano Turbo con inserto intercambiable para cortes más libres es el más pequeño que usted encontrara en el mercado. Es ideal para el maquinado de partes pequeñas así como para maquinas pequeñas y también para centros de torneado con herramientas vivas. Con mas insertos para desarrollar avances mayores y con un inserto altamente positivo para brindarle un mayor desempeño y reducir sus costos de operación.
Súper Turbo
Súper Turbo ofrece soluciones para ranurado, contorneado, rampeado, fresado de cajas y fresado tipo plunging e interpolaciones, circular y helicoidal, a profundidades de corte medias y altas velocidades de avance. Los endmills y fresas tipo shell Súper Turbo, tienen ángulos radial y axial de salida de viruta superpositivos para una acción de corte más fácil y suave. Otros beneficios son su reducido consumo de potencia, la mayor vida de la herramienta y una producción más económica. Utilizados con el nuevo grado T250M, los Súper Turbo revolucionan las operaciones de fresado en acero y en acero inoxidable.
13
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
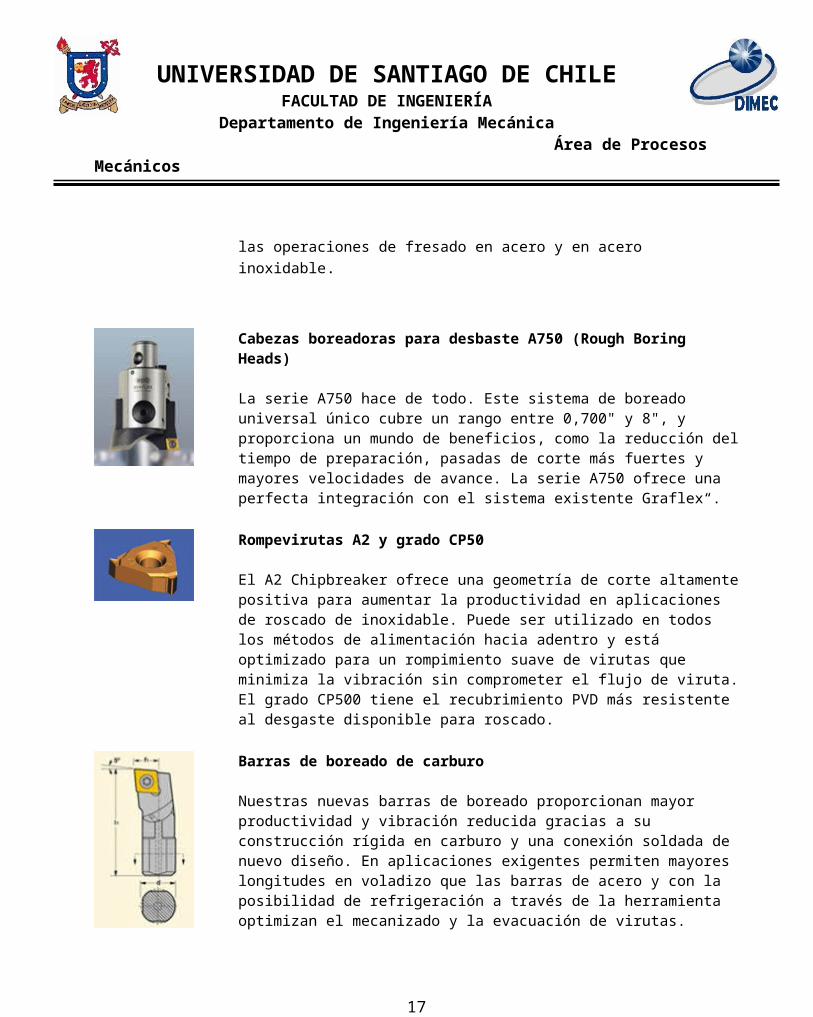
Cabezas boreadoras para desbaste A750 (Rough Boring Heads)
La serie A750 hace de todo. Este sistema de boreado universal único cubre un rango entre 0,700" y 8", y proporciona un mundo de beneficios, como la reducción del tiempo de preparación, pasadas de corte más fuertes y mayores velocidades de avance. La serie A750 ofrece una perfecta integración con el sistema existente Graflex“.
Rompevirutas A2 y grado CP50
El A2 Chipbreaker ofrece una geometría de corte altamente positiva para aumentar la productividad en aplicaciones de roscado de inoxidable. Puede ser utilizado en todos los métodos de alimentación hacia adentro y está optimizado para un rompimiento suave de virutas que minimiza la vibración sin comprometer el flujo de viruta. El grado CP500 tiene el recubrimiento PVD más resistente al desgaste disponible para roscado.
Barras de boreado de carburo
Nuestras nuevas barras de boreado proporcionan mayor productividad y vibración reducida gracias a su construcción rígida en carburo y una conexión soldada de nuevo diseño. En aplicaciones exigentes permiten mayores longitudes en voladizo que las barras de acero y con la posibilidad de refrigeración a través de la herramienta optimizan el mecanizado y la evacuación de virutas.
Fresas de rutear de alta productividad
El nuevo cortador de desbaste de alta productividad para aplicaciones de ranurado, maquinados de 90 grados y cavidades en aluminio. Tiene un diseño con ángulo de salida (para disminuir peso en su cuerpo) con una geometría de inserto mejorada y ángulo de salida de rebaba altamente positivo. Con insertos más gruesos garantizan mayor remoción de material con altos avances (185 a 245 pg3/min.)
Helical Súper Turbo
Este completo rango de cortadores es ideal para ranurado, contorneado, interpolación circular y perfilado. Poseen un ángulo de ataque positivo para minimizar la demanda de potencia y un inserto grueso para alcanzar altas tasas de remoción de metal y una gran confiabilidad. Los cuerpos de acero totalmente endurecidos proporcionan gran precisión mientras que un alto valor de K permite obtener altas velocidades de avance.
14
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
Fresado de caras
Definiendo los estándares industriales, las fresas de caras Carboloy, tal como la Octomill™ multipropósito, manejan todas las operaciones de fresado de caras de una manera rápida y eficiente en costos. Comparados con los cortadores que utilizan insertos convencionales de 4 filos, el Octomill proporciona menores costos por filo, junto con un excelente acabado superficial y facilidad de corte. El Octomill es también una gran elección para el fresado de hombros, ranurado, plunging, fresado, interpolación circular y helicoidal, y fresado de rampas. La familia Carboloy de fresas para caras incluye:
HexamillOctomill 220.43Facemill 220.30Facemill 220.44Facemill 220.60Facemill 220.23Facemill 217.13 / 220.13Facemill 220.74Facemill 220.57
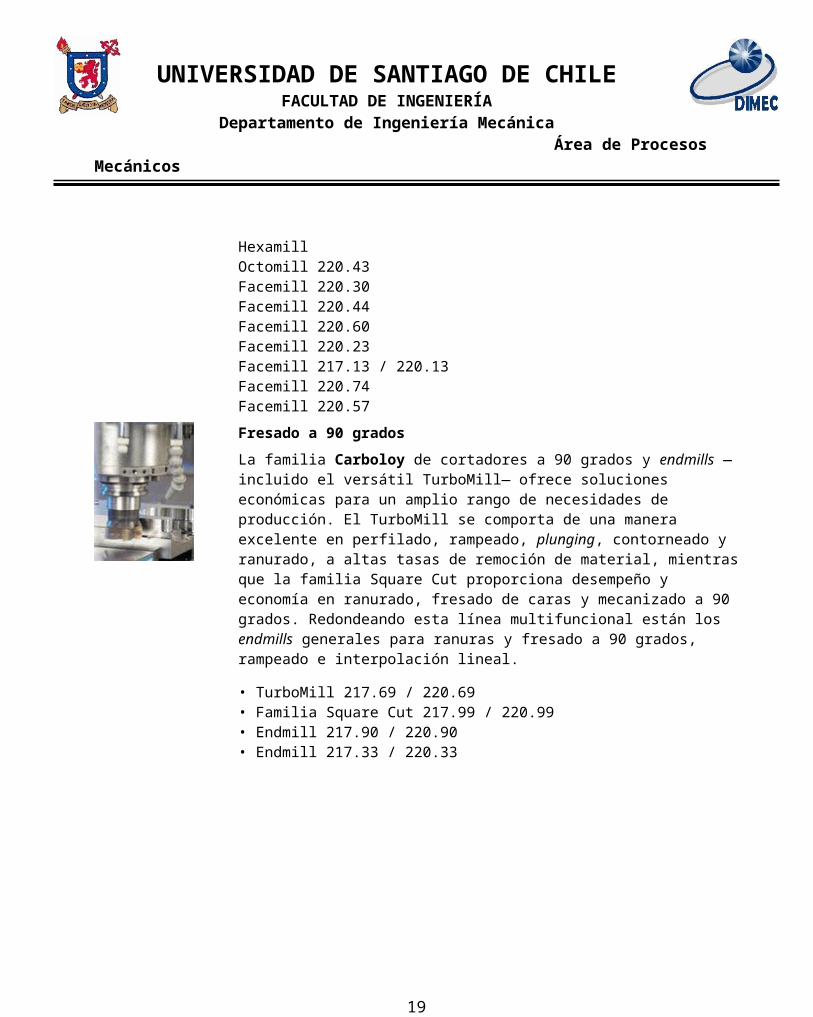
Fresado a 90 grados
La familia Carboloy de cortadores a 90 grados y endmills —incluido el versátil TurboMill— ofrece soluciones económicas para un amplio rango de necesidades de producción. El TurboMill se comporta de una manera excelente en perfilado, rampeado, plunging, contorneado y ranurado, a altas tasas de remoción de material, mientras que la familia Square Cut proporciona desempeño y economía en ranurado, fresado de caras y mecanizado a 90 grados. Redondeando esta línea multifuncional están los endmills generales para ranuras y fresado a 90 grados, rampeado e interpolación lineal.
• TurboMill 217.69 / 220.69• Familia Square Cut 217.99 / 220.99• Endmill 217.90 / 220.90• Endmill 217.33 / 220.33
15
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
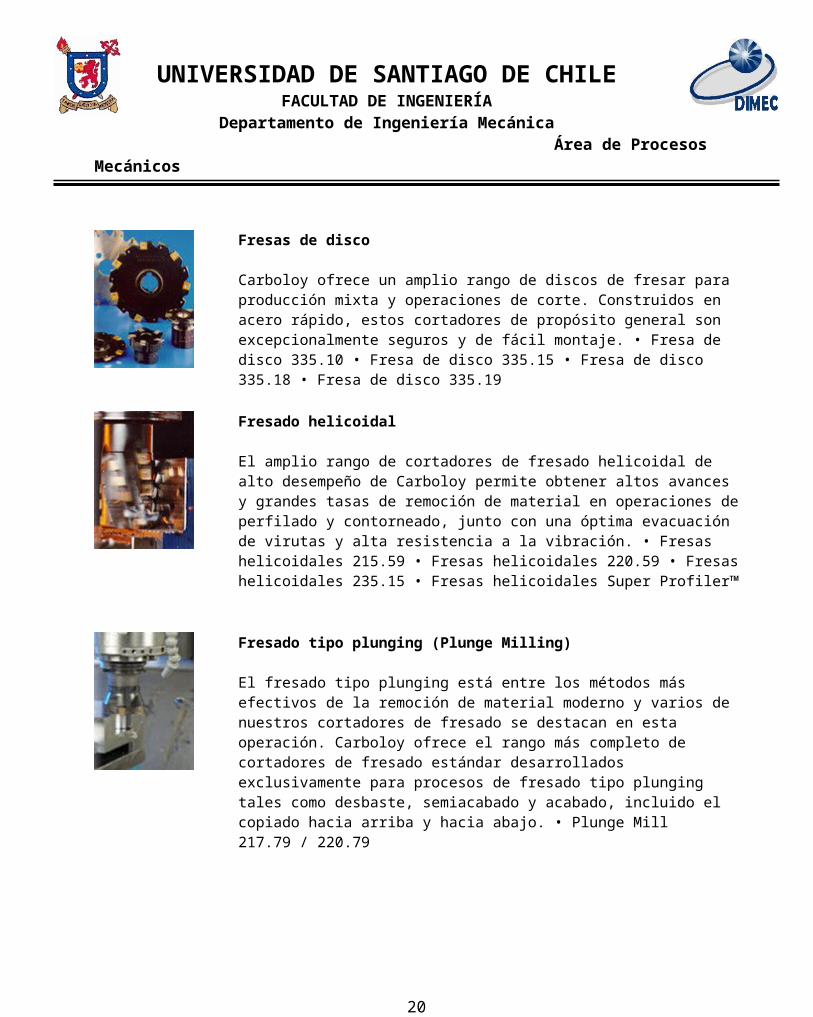
Fresas de disco
Carboloy ofrece un amplio rango de discos de fresar para producción mixta y operaciones de corte. Construidos en acero rápido, estos cortadores de propósito general son excepcionalmente seguros y de fácil montaje. • Fresa de disco 335.10 • Fresa de disco 335.15 • Fresa de disco 335.18 • Fresa de disco 335.19
Fresado helicoidal
El amplio rango de cortadores de fresado helicoidal de alto desempeño de Carboloy permite obtener altos avances y grandes tasas de remoción de material en operaciones de perfilado y contorneado, junto con una óptima evacuación de virutas y alta resistencia a la vibración. • Fresas helicoidales 215.59 • Fresas helicoidales 220.59 • Fresas helicoidales 235.15 • Fresas helicoidales Super Profiler™
Fresado tipo plunging (Plunge Milling)
El fresado tipo plunging está entre los métodos más efectivos de la remoción de material moderno y varios de nuestros cortadores de fresado se destacan en esta operación. Carboloy ofrece el rango más completo de cortadores de fresado estándar desarrollados exclusivamente para procesos de fresado tipo plunging tales como desbaste, semiacabado y acabado, incluido el copiado hacia arriba y hacia abajo. • Plunge Mill 217.79 / 220.79
Copy Milling
Carboloy ofrece un amplio rango de cortadores copiadores para insertos redondos y diseños de copiado convencionales, que incluyen el Combimaster y el Minimaster . Disponibles con diferentes tipos de sanco, longitudes y cabezas de corte intercambiables, el Combimaster proporciona una máxima flexibilidad para soportar sus más rudas aplicaciones. Además, el rápido e intercambiable Minimaster ofrece 150 diferentes estilos de inserto y 70 diseños de sanco para proporcionar una versatilidad sin competencia en todas las operaciones de fresado de pequeños diámetros.
16
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
Minimaster
* Copiado* Cuñas, barrenadode centros y chaflanes* Minimaster de tres flautas* Insertos Minimaster para fresado tipo plungingCombimaster 217.29Sancos Combimaster*Endmills de punta redonda 218.19Cortador de insertos redondos 217.29 / 220.20
Fresado aerospacial
Carboloy ofrece una completa línea de herramientas estándar específicas para la industria aerospacial. Investigadas y desarrolladas para optimizar los procesos intensivos en mano de obra, esta amplia selección de herramientas satisface las necesidades de una industria en la que las opciones han estado limitadas a equipos especialmente diseñados con un alto costo y con tiempos de entrega muy largos.
Entre los productos ofrecidos se encuentran cortadores para fresado de caras para desbaste y acabado; endmills y cortadores de hombro en una amplia variedad de grados, geometrías y estilos; fresas de disco con cortadores de ancho fijo o ajustable para una mayor fáciles de usar. Para ranurado, plunging y perfilado, Carboloy también ofrece una gama versátil de cortadores helicoidales copiado, plunging e insertos.
Fresado de carasEndmills y fresado de hombros cuadradosFresas de disco (ranurado)Helicoidal de borde largoFresado de tipo plungingFresado de copiadoMinimasterTecnología de recubrimientos
17

UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
Otros productos para fresado
Carboloy también ofrece un amplio rango de cortadores e insertos para las operaciones menos comunes que satisfacen las necesidades específicas de los usuarios. • Brocas / Cortadores 216.19 • Cortadores para chaflanes 220.47 • Cortadores para ranuras en T 395.19 • Cortadores para roscados 396.18 • Cortadores para Spot Face 417.19 • Minimaster para fabricación de moldes
Grados de insertos
Los Insertos para fresado de Seco-Carboloy están disponibles en cualquier geometría y estilo, no recubiertos o con recubrimiento, de carburo, cermet, CBN y diamantes. Negativos y altamente positivo para un corte fácil. Económicos por tener varios filos de corte, y seguros ya que tienen el asiento integrado. Disponible en cualquier espesor, radio y diferentes estilos de wiper (barredores)
Información de producto:
GRADOS BASICOS
• T150M• T25M• F40M
Fresado de roscas
Carboloy ofrece el cortador para fresado de roscas 396.18 para roscado interno y externo en la mayoría de tipos de materiales. La fresa de roscar 396.18 es una herramienta de rosca derecha, pero es posible cortar roscas RH y LH por fresado de ascenso o fresado convencional, o alternando las direcciones de avance axial.
3.4 OPERACIONES EN FRESADO
18
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
3.4.1 OPERACIONES DE FRESADOS FUNDAMENTALES
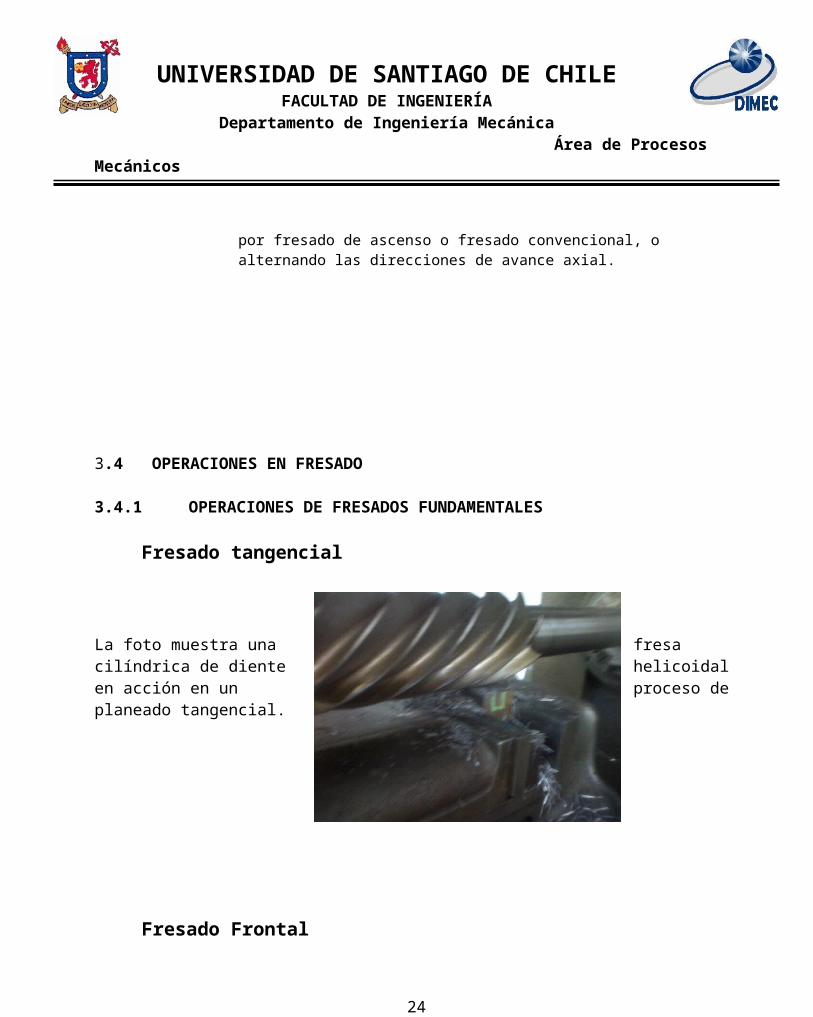
Fresado tangencial
La foto muestra una fresa cilíndrica de diente helicoidal en acción en un proceso de planeado tangencial.
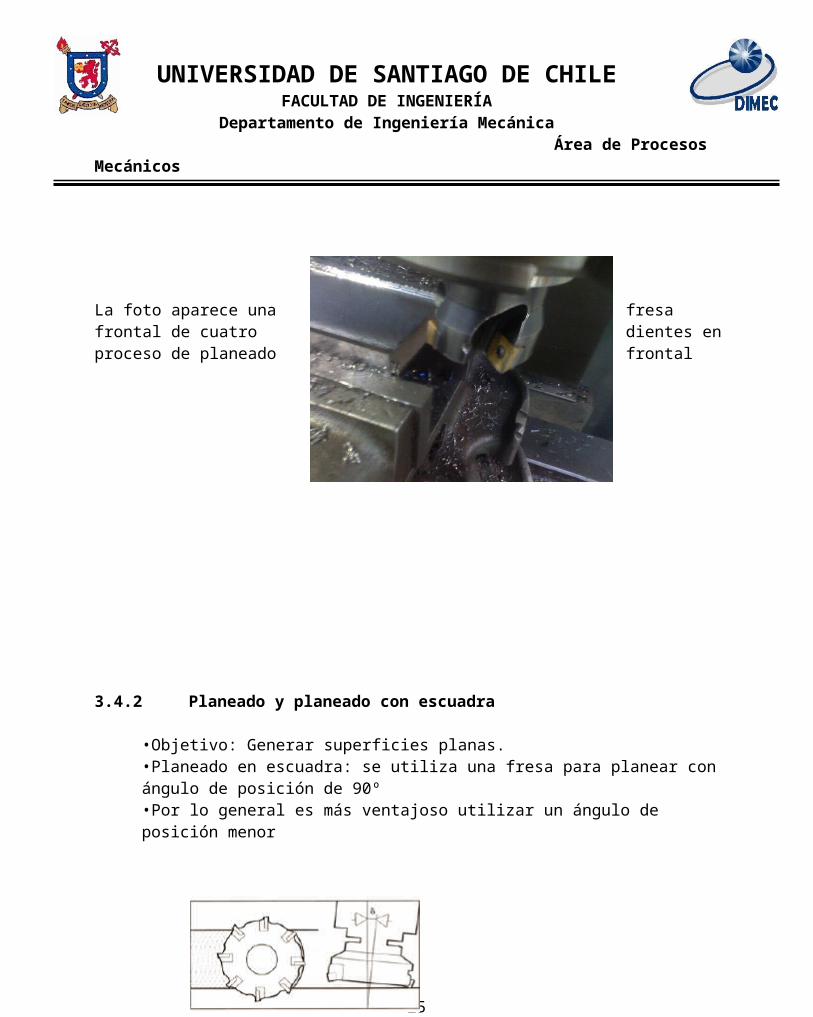
Fresado Frontal
La foto aparece una fresa frontal de cuatro dientes en proceso de planeado frontal
19
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
3.4.2 Planeado y planeado con escuadra
•Objetivo: Generar superficies planas.•Planeado en escuadra: se utiliza una fresa para planear con ángulo de posición de 90º•Por lo general es más ventajoso utilizar un ángulo de posición menor
3.4.3 Escuadrado y Canteado•Fresado fundamentalmente lateral, con capacidadañadida de profundidad de corte (planeado)•Caso particular: canteado. Fresado completamentelateral•Espesor y profundidad de los cortes determinan eltamaño de la herramienta•Problema importante de evacuación de viruta (aire comprimido, líquido refrigerante)•Distintos tipos de fresas en función de la profundidad de corte requerida
3.4.4 Alojamientos o vaciados•Taladrado hasta una determinada profundidad y fresado posterior
20
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
•O bien fresado en rampa en varios cortes•Para taladrar es necesario que los filos de corte atraviesen el centro de la herramienta•Fresas muy polivalentes: aplicables a taladrados y/o ranurados
3.4.5 Copiados o contornos•Fresas para ranurar con filo de corte redondo, necesario para mecanizado continuo de formas convexas y cóncavas:•Fresas de punta esférica•Fresas de plaquitas redondas (limitaciones)
3.4.6 Ranuras y cortes
21
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
•Se utilizan fresas de disco en lugar de fresas de ranurar•Diferencia: relación profundidad/longitud•Esfuerzo de corte sólo en una pequeña parte de los dientes: vibraciones•Solución: volantes de inercia
3.4.7 Chaflanes•Operaciones típicas: chaflanes o cortes en forma de V •Normalmente herramientas específicas•A veces herramientas de planear o ranurar mediante giro del husillo•En ocasiones se emplean limas (trabajo por abrasión)
4. METODO A SEGUIR:
22
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
4.1El profesor muestra a los alumnos los grados de libertad de las fresadoras universal y vertical, las alternativas de fijación de la materia prima a la máquina, las fresas (frontal y cilíndrica) y el montaje de las mismas en las fresadoras.
4.2Mediante el planeado por fresado frontal en la fresadora vertical, el profesor muestra a los alumnos los distintos movimientos necesarios para que el fresado frontal se lleve a efecto. Esto es, el movimiento principal de corte, el movimiento de avance, el movimiento de penetración, el movimiento de posicionamiento y el movimiento de ajuste.
4.3 Usando la fresadora universal y una fresa cilíndrica, se repite el punto anterior para el planeado en fresado tangencial a favor y en contra.
4.4 Tomando en consideración el fresado tangencial y frontal, (antes especificados), el profesor transmite al alumno los conceptos de: Sistema de referencia(planos de corte, de referencia, de medida y de trabajo); los ángulos efectivos de la herramienta y los medidos en el plano de referencia; las condiciones de mecanizado (az, Vc, p); ancho del corte; sección de corte; la velocidad efectiva de corte; la dirección de la fuerza de mecanizado( Fc, Fa, Fr); el tiempo de corte; entre otros.
4.5 El profesor entrega los valores de velocidad de corte, de avance por diente y de profundidad de corte, para que los alumnos calculen y seleccionen en las fresadoras universal y vertical, la velocidad de giro del usillo y la velocidad de avance disponible. Con estas condiciones, el profesor realiza operaciones de planeado tangencial y frontal (en desbaste y acabado), con profundidad de corte bien definida mientras los alumnos miden los tiempos de corte y de maniobra, y cuantifican las dimensiones resultantes entre cada planeado y cualitativamente comparan la calidad superficial resultante.
4.6 Mediante catálogos de fresas, los alumnos seleccionas los valores de velocidad de corte, de avance por diente y de profundidad de corte. Además deben considerar las limitaciones propuestas por el profesor de los parámetros típicos como: Fuerza de corte máxima, potencia disponible y vida útil de la fresa.
4.7 Los alumnos establecen las condiciones de mecanizado y realizan un fresado tangencial y otro frontal (en desbaste y en acabado).
4.8 El profesor muestra y comenta con sus alumnos la aplicación cuidados y limitaciones presentes al mecanizar con las distintas fresas de forma y vástago.
4.9 El la fresadora universal, usando una fresa modular y el cabezal divisor como dispositivo para controlar los movimientos de posicionamiento de la pieza, el profesor muestra la metodología para generar una rueda dentada de diente recto, en particular, los distintos movimientos necesarios para que la generación de los dientes se lleve a efecto,
4.10 En la fresadora vertical, el profesor muestra el procedimiento para hacer un vaciado rectangular o de cajera, con aristas redondeadas al radio de la fresa de vástago correspondiente.
23
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
5.- VARIABLES A CONSIDERAR
5.1. Tipos de fresados, (operaciones de fresado).5.3Parámetros de corte en procesos de fresado.5.4Material de las fresas.5.5Material a mecanizar.
6.- TEMAS DE INTERROGACIÓN
6.1 Tipos de fresadoras.6.2 Características técnicas de las fresadoras.6.3 Formas de fresas comerciales.6.4 Materiales para fresas.6.5 Formas geométricas.6.6 Criterios de selección de la condiciones de mecanizado en el fresado.
7.- EQUIPOS E INSTRUMENTOS A UTILIZAR
7.1 Una fresadora universal con montaje del cabezal divisor y árbol porta fresa, (montaje propio para la generación de ruedas dentadas de diente recto).
7.2 Una fresadora vertical con sus accesorios (prensa, cabezal divisor y boquilla porta fresas)
7.3 Una fresa frontal con plaquitas intercambiables, con su correspondiente árbol porta fresa para ser montada en la fresadora vertical.
7.4 Una fresa cilíndrica de acero rápido, con su correspondiente árbol porta fresa para ser montada en la fresadora universal.
7.5 Una fresa de vástago de 25mm de acero rápido, para ser montada en la fresadora vertical.
7.6 Una fresa modular de acero rápido, con su correspondiente árbol porta fresa para ser montada en la fresadora universal.
7.6 Tres Bloques de acero 1020 y de polímeros, (previamente mecanizado en forma de paralelepípedo).
7.7 Un disco cilíndrico de acero SAE1020 o aluminio preparado previamente para el montaje y posterior generación de dientes modulares7.8 Cuatro Paralelas.
24
UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
7.9 Dos cronómetros.7.10 Catálogos de herramientas rotativas (fresas).7.11 Dos pié de metros.7.12 Un tornillo micrométrico de interiores, para medir la distancia de la cavidad fresada.7.13 Dos relojes comparadores.
8. LO QUE SE PIDE EN EL INFORME:
8.1 Las características técnicas de los equipos e instrumentos empleados en el laboratorio.
8.2 Descripción del método seguido.8.3 para cada tipo de fresado ensayado, presentar el resultado del mecanizado
correspondiente.8.4 Un análisis de los resultados obtenidos, comentarios y conclusiones personales.8.5 La referencia bibliográfica.8.6 El apéndice con:
a.1. Desarrollo de los cálculos.a.2. Presentación de resultados.a.3. Fotografías o esquemas con las operaciones de fresado realizadas.a.4. Resultado de la investigación al tema propuesto por el profesor
9.- BIBLIOGRAFÍA
9.1 H. Roberto Galicia Sánchez y et, “Metrología Dimensional”9.2 Dino Ferraressi, Editorial Edgard Blücher Ltda.. Sao Paulo. Brazil “Fundamentos da
Usinagem Dos Metais”.9.3 Guan Federico Micheletti; Editorial Blume. Barcelona- España, “Mecanizado por
Arranque de Viruta”.9.4 Boothroyd; Editorial Megraw-Hill Latinoamericana S. A. Bogotá- Colombia,
“Fundamentos Del Corte de Metales y de lãs Máquinas Herramientas”
25