diseÑo de una prensa para obtenciÓn de...
TRANSCRIPT

1
DISEÑO DE UNA PRENSA PARA OBTENCIÓN DE CÁMARAS DE VACÍO POR EMBUTIDO
ALVARO ENRIQUE BUSTOS QUINTERO JUAN SEBASTIAN DELGADO CONTRERAS
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA
DEPARTAMENTO DE TECNOLOGÍA E INGENIERÍA MECÁNICA BOGOTA D.C.
2016
2
DISEO DE UNA PRENSA PARA OBTENCIÓN DE CÁMARAS DE VACÍO POR EMBUTIDO
ALVARO ENRIQUE BUSTOS QUINTERO JUAN SEBASTIAN DELGADO CONTRERAS
Trabajo de tesis, para optar por el título de:
TECNÓLOGO MECÁNICO
DIRECTOR: M.Sc. ING. OSWALDO PASTRÁN BELTRÁN
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR DE TECNOLOGÍA E INGENIERÍA MECÁNICA BOGOTÁ D.C.
2016.
3
CONTENIDO.
1. INTRODUCCIÓN…………………………………………………………………....10
2. PLANTEAMIENTO DEL PROBLEMA. ........................................................... 11
3. ESTADO DEL ARTE. ..................................................................................... 12
4. JUSTIFICACIÓN. ........................................................................................... 14
5. OBJETIVOS. .................................................................................................. 16
6. MARCO TEÓRICO. ........................................................................................ 17
7. PROCESO DE DISEÑO ................................................................................ 22
7. SELECCIÓN DE ELEMENTOS ESTANDARIZADOS. ................................... 67
8. COSTOS PARA CONSTRUCCIÓN Y MONTAJE .......................................... 79
9. CONCLUSIONES ........................................................................................... 85
10. BIBLIOGRAFIA .......................................................................................... 86
4
LISTA DE ILUSTRACIONES.
Ilustración 1 Cámara de vacío, fuente autores...................................................... 24 Ilustración 2. Dimensionamiento inicial. Fuente autores. ...................................... 37 Ilustración 3. Modelo de la viga superior, DCL (diagrama de cuerpo libre) (MD SOLIDS). Fuente autores. .................................................................................... 37 Ilustración 4. Dimensionamiento final de la placa. Fuente autores. ...................... 43
Ilustración 5. Dimensionamiento del sujetachapas. Fuente autores. .................... 45 Ilustración 6. Modelo de la viga sujetachapas DCL (diagrama de cuerpo libre) (MD SOLIDS). Fuente autores. .................................................................................... 45 Ilustración 7. Factor de concentración de esfuerzos geométrico Kt para una barra plana con una perforación transversal a flexión. Tomado de [21]. ........................ 46 Ilustración 8. . Modelo de la viga intermedia DCL (diagrama de cuerpo libre) (MD SOLIDS). Fuente autores. .................................................................................... 50 Ilustración 9. Placa intermedia, con sistema de ranurado para molde matriz. Fuente autores. ................................................................................................................. 51 Ilustración 10. Geometría de la fresa. [23]. ........................................................... 52 Ilustración 11. Dimensiones de la sección transversal. Fuente autores. ............... 53
Ilustración 12. Distribución de la carga en la pared del tanque. [24]. .................... 61 Ilustración 13. Unión por soldadura para tanques rectangulares. [24]. ................. 62
Ilustración 14. Recomendaciones para la aplicación del electrodo. [27]. .............. 64 Ilustración 15 Esquema electrohidráulico, fuente autores. .................................... 66 Ilustración 16. Características de la familia de bombas EATON Serie 26- L2. [29]. .............................................................................................................................. 69
Ilustración 17. Gráfico del diámetro de mangueras Vs Número de Reynolds. Fuente autores. ................................................................................................................. 75 Ilustración 18. Circuito electrohidráulico, designación de conexiones. Fuente autores. ................................................................................................................. 76 Ilustración 19. Conexión de entrada al cilindro. Fuente autores. .......................... 77
Ilustración 20. Prensa hidráulica de columna ....................................................... 94 Ilustración 21. Prensa hidráulica de columna ....................................................... 94
Ilustración 22. Prensa hidráulica de simple efecto. ............................................... 95 Ilustración 23. Prensa hidráulica de doble efecto. ................................................. 95 Ilustración 24. Prensa de embutido profundo. ...................................................... 96 Ilustración 25. Prensa hidráulica para embutidos no profundos ........................... 96 Ilustración 26. Modelo inicial de la prensa. Fuente autores. ................................. 97
Ilustración 27. Diagrama de fuerza cortante [N], diagrama de momento flector [N-m] (MD Solids).Fuente autores. ............................................................................ 99
Ilustración 28. Diagrama de fuerza cortante [N], diagrama de momento flector [N-m] (MD Solids).Fuente autores. .......................................................................... 100 Ilustración 29. Diagrama de pendientes [rad], diagrama de curva elástica [mm]. (MD Solids). Fuente autores. ...................................................................................... 101 Ilustración 30.Diagrama de fuerza cortante [N], diagrama de momento flector [N-m] (MD Solids).Fuente autores. ............................................................................... 103

5
Ilustración 31. Diagrama de pendientes [rad], diagrama de curva elástica [mm]. (MD Solids). Fuente autores. ...................................................................................... 104 Ilustración 32. Diagrama de fuerza cortante [N], diagrama de momento flector [N-m] (MD Solids).Fuente autores. .......................................................................... 105
Ilustración 33. Diagrama de pendientes [rad], diagrama de curva elástica [mm]. (MD Solids). Fuente autores. ...................................................................................... 106

6
LISTA DE TABLAS
Tabla 1 Registros de estudio de campo. .............................................................. 14 Tabla 2 Tomada de [6] .......................................................................................... 19 Tabla 3 Registro de demanda vs oferta, fuente autores ....................................... 22 Tabla 4 Registro de demanda vs oferta, fuente autores. ...................................... 22
Tabla 5 Propiedades geométricas de la cámara, fuente autores .......................... 25
Tabla 6 Relaciones de embutición, fuente autores. .............................................. 28 Tabla 7. Fuerzas de operación. Fuente autores. .................................................. 29 Tabla 8. Velocidades recomendadas de embutición. [14] ..................................... 30 Tabla 9. Carreras normalizadas CETOP. Fuente [17]. ......................................... 31
Tabla 10. Diámetros y características de diseño. Fuente autores. ....................... 32 Tabla 11. Diámetros y características de diseño, fórmula de Johnson. Fuente autores. ................................................................................................................. 33 Tabla 12. Diámetros normalizados. Fuente autores. ............................................ 33
Tabla 13. Diámetros diseñados para diferentes presiones. Fuente autores. ........ 35 Tabla 14. Relación de cálculo de diámetros con diámetros normalizados. Fuentes: autores y [16]. ....................................................................................................... 35
Tabla 15. Presiones nominales para los diámetros seleccionados. Fuente autores. .............................................................................................................................. 36
Tabla 16. Esfuerzos sugeridos para diversos tipos de carga. [18] ........................ 41 Tabla 17. Volumen, masa y peso de las estructuras. Fuente autores. ................. 49 Tabla 18. Características geométricas de la fresa. Tomado de [23]. .................... 52
Tabla 19. Cálculos de centroides. Fuente autores. ............................................... 54
Tabla 20. Volúmenes requeridos. ......................................................................... 58 Tabla 21.Dimensiones del tanque. ........................................................................ 59 Tabla 22. Valores de α para tanques rectangulares. [22]. .................................... 59
Tabla 23. Esfuerzos de soldadura. Fuente autores. ............................................. 64 Tabla 24. Listado de componentes electrohidráulicos. Fuente autores. ............... 67
Tabla 25. Valores recopilados. Fuente autores..................................................... 68 Tabla 26. Caudales requeridos. Fuente autores. .................................................. 69
Tabla 27. Bomba EATON SERIE 26-L2 MODELO 25500. Características generales. [29]. ..................................................................................................... 70 Tabla 28. Parámetros de evaluación para la bomba. Fuente autores. .................. 72 Tabla 29. Datos técnicos generales del fluido hidráulico. [29]. ............................. 72 Tabla 30. Propiedades del motor. [27]. ................................................................. 73
Tabla 31. Componentes de la unidad hidráulica. Fuente autores. ........................ 74 Tabla 32. Características técnicas de la manguera. [34]. ..................................... 76
Tabla 33. Tabla comparativa. Fuente autores. ..................................................... 91 Tabla 34 Matriz de decisión ponderada. Fuente autores. ..................................... 93 Tabla 35. Propiedades de los ángulos de acero de lados iguales. Tomado de [13]. ............................................................................................................................ 108 Tabla 36. Iteración de perfiles. Fuente autores. .................................................. 109

7
LISTA DE ECUACIONES
Ecuación 1. Deformación para forjado. [8] .......................................................... 17 Ecuación 2. Presión de deformación aplicada. [8] ............................................... 18
Ecuación 3 Tensión de fluencia del material [8] ................................................... 18 Ecuación 4. Cálculo del diámetro del disco inicial [8] ........................................... 24 Ecuación 5. Relación para embutido en varias pasadas. [11] .............................. 26
Ecuación 6 Fuerza de embutido. [12] ................................................................... 27 Ecuación 7 Relación de embutición de estirado único. [12] .................................. 27
Ecuación 8. Factor de embutición mínimo. [12] .................................................... 27 Ecuación 9. Relación general para embutidos posteriores. [12] ........................... 27 Ecuación 10. Ecuación Relación de embutición máxima para materiales fácilmente embutibles (metales no ferrosos) [12] ................................................................... 28 Ecuación 11. Ecuación de Relación de embutición máxima para materiales normalmente embutibles (metales ferrosos) [12] ................................................. 28
Ecuación 12. Tensión de deformación por embutido. [12] .................................... 28 Ecuación 13. Relación de sujetachapas [12] ........................................................ 29 Ecuación 14 Fuerza del sujetachapas [12] .......................................................... 29
Ecuación 15 Presión relativa del sujetachapas [12] .............................................. 30 Ecuación 16. Fórmula de Euler. [13] ..................................................................... 31
Ecuación 17. Radio de giro para secciones transversales circulares. [13] ........... 32 Ecuación 18. Relación de esbeltez. [13] ............................................................... 32 Ecuación 19. Relación de esbeltez de transición. [13] .......................................... 32
Ecuación 20. Fórmula de Johnson. [13]. ............................................................... 33 Ecuación 21. Fuerza de extensión para cilindros hidráulicos. .............................. 34
Ecuación 22. Fuerza de retracción para cilindros hidráulicos. .............................. 34 Ecuación 23. Sumatoria de fuerzas. ..................................................................... 38
Ecuación 24 Sumatoria de momentos .................................................................. 38 Ecuación 25 Esfuerzo máximo a flexión. [18] ....................................................... 40
Ecuación 26. Módulo de la sección. [18] ............................................................... 40 Ecuación 27 Esfuerzo máximo de flexión (módulo de la sección). [18] ................ 41 Ecuación 28. Esfuerzo flexionante para cargas repetidas. [18]. ........................... 41 Ecuación 29. Esfuerzo máximo de flexión en función del esfuerzo flexionante para cargas repetidas. [18]. .......................................................................................... 42 Ecuación 30. Módulo de la sección. (Viga de sección transversal rectangular). [18]. .............................................................................................................................. 42 Ecuación 31 Distancia mínima entre agujero y filo. [20] ....................................... 43
Ecuación 32 Distancia mínima entre agujeros. [20] .............................................. 43 Ecuación 33. Concentrador de esfuerzo geométrico para relación d/W≤0,65. Tomado de [21]. .................................................................................................... 47
Ecuación 34. Esfuerzo máximo en términos del concentrador de esfuerzos. [20]. .............................................................................................................................. 47 Ecuación 35. Densidad. [18]. ................................................................................ 48 Ecuación 36. Centroide del rectángulo. [18]. ........................................................ 53

8
Ecuación 37. Área del rectángulo. [18]. ................................................................ 53 Ecuación 38. Momento de inercia del rectángulo. [18]. ........................................ 53 Ecuación 39. Centroide general. [18]. ................................................................... 53 Ecuación 40.Distancia al centroide. [18]. .............................................................. 54
Ecuación 41. Momento total de inercia. [18]. ........................................................ 54 Ecuación 42. Carga admisible. [13]. ..................................................................... 55 Ecuación 43. Fórmula de Johnson para cargas criticas de pandeo. [13]. ............. 56 Ecuación 44. Fórmula de Euler para cargas críticas de pandeo. [13] ................... 56 Ecuación 45. Volumen requerido. ......................................................................... 57
Ecuación 46. Relación de lado. [22]. ..................................................................... 58 Ecuación 47. Espesor de lámina para tanques rectangulares. [22] ..................... 60 Ecuación 48.Carga del fluido en la pared del tanque. [24]. ................................... 61
Ecuación 49. Reacciones. [24].............................................................................. 61 Ecuación 50. Fuerza permisible. [26]. ................................................................... 62 Ecuación 51. Esfuerzo cortante permisible. [26]. .................................................. 63
Ecuación 52. Esfuerzo tensionante permisible. [26]. ............................................ 63 Ecuación 53. Esfuerzo cortante. [26]. ................................................................... 63 Ecuación 54. Esfuerzo tensionante. [26]. .............................................................. 63
Ecuación 55. Caudal. [25]. .................................................................................... 68 Ecuación 56. Caudal de trabajo de la bomba (expresado en Lpm). [29]. ............. 70
Ecuación 57. Diferencia de presión de entrada y salida. [30]. .............................. 71 Ecuación 58. Momento de torsión absorbido por el eje. [30]. ............................... 71 Ecuación 59. Potencia hidráulica obtenida. .......................................................... 71
Ecuación 60. Potencia mecánica absorbida. [30]. ................................................ 71 Ecuación 61. Número de Reynolds. [28]. .............................................................. 75
Ecuación 62. Esfuerzo admisible del perno. [13]. ................................................. 78 Ecuación 63. Área de tracción en el perno. [13]. .................................................. 78

9
LISTA DE ANEXOS
Anexo A: Tabla comparativa y matriz de decisión ponderada ....................... 90 Anexo B: Trabajo de campo, fuentes preliminares de diseño. ....................... 93 Anexo C. Características geométricas de la familia de cilindros E1-MF2. [16]. .............................................................................................................................. 97 Anexo D. Diagramas de cuerpo libre, fuerza cortante, momento flector, pendientes y curva elástica. .............................................................................. 98 Anexo E. Cálculos para el diseño de soportes inferiores. ............................ 107 Anexo F. Propiedades de la bomba seleccionada. ........................................ 109 Anexo G. Planos de fabricación. ..................................................................... 110

10
1. INTRODUCCIÓN
El freno de motor es un elemento fundamental del sistema de seguridad de los automóviles de carga pesada, puesto que utiliza la fuerza de oposición al movimiento presente en el motor de combustión interna y disipa la energía que el mismo genera para detener el vehículo.
Uno de sus principales componentes es la cámara de vacío, la cual es el elemento fundamental del principio de accionamiento y succión del freno, la cámara sella y mantiene el vacío que se requiere para dar movimiento al mecanismo biela-manivela, y generar la compresión de gases en el motor.
La empresa Autopartes JKA productora de frenos de motor, emplea en su línea de producción la técnica de repujado de chapa metálica, mediante la cual se obtienen las cámaras de vacío, esta técnica es rústica puesto que requiere de un alto esfuerzo físico por parte del operario y es significativamente riesgosa para su integridad, adicionalmente los tiempos de producción no son los adecuados para cubrir la demanda de la empresa.
Debido a dicha problemática se identifica la necesidad de reemplazar el proceso de mecanizado de este componente del freno. Se propone entonces para ello el diseño de una prensa que permita obtener por embutido este elemento para garantizar la integridad física del operario, y el mejoramiento de los tiempos de producción.
Para efectuar el proceso de diseño se realizaron investigaciones previas sobre procesos de manufactura similares y las maquinarias que intervienen en ellos, posteriormente se establecieron los parámetros de diseño a partir de análisis geométricos y de esfuerzos realizados a la cámara de vacío.
Una vez fueron determinados dichos parámetros, se procedió a realizar el diseño de los componentes dinámicos y estáticos de la prensa. Acto seguido se efectuó un proceso de selección de elementos estandarizados que permitan garantizar la deformación plástica de la chapa metálica.
Se realiza una estimación de costos para la construcción de la prensa y finalmente se presenta una simulación del funcionamiento de la misma.
11
2. PLANTEAMIENTO DEL PROBLEMA.
Los procesos para mecanizar autopartes en pequeñas y medianas empresas (PYMES), en ocasiones suelen ser tediosos y extenuantes para el operario, esto se debe a la posible falta de presupuesto para la inversión en maquinaria que sustituya dichos procesos y agilice la producción con el objetivo de aumentar la oferta.
Los países en vía de desarrollo se caracterizan por la alta presencia de PYMES y Colombia no es la excepción. En efecto gran parte de las medianas y pequeñas empresas carecen de tecnología que les permita ejecutar procesos factibles y su línea de producción se limita al uso de técnicas rudimentarias para la obtención del producto final.
Pero el problema dentro de este sector se evidencia más fácilmente en la producción de autopartes, ya que en total en Colombia según la asociación colombiana de fabricación de autopartes (ACOLFA) el mercado de las autopartes está compuesto aproximadamente por ciento doce (112) fabricantes registrados de los cuales en Bogotá se encuentran localizadas veinte (20) de estas empresas, cuya función es proveer directamente a las compañías ensambladoras.
En la línea de producción de frenos de ahogo, la empresa Autopartes J.K.A. emplea un proceso de mecanizado conocido como repuje, el cual consiste en grabar sobre un una lámina de metal la forma predeterminada de un molde. Para este caso consiste en obtener por dicho proceso una cámara de vacío, la cual permite el accionamiento del freno de ahogo, por ende es una de las piezas más importantes durante el ensamble del freno. Aunque este es uno de los elementos que no solo se utilizan para el ensamble del freno como tal, sino que también se comercializa por separado puesto que es un producto de alta demanda en el mercado de las autopartes.
Sin embargo la producción de cámaras de vacío se ve limitada por las interrupciones y dificultades que conlleva el proceso de mecanizado (repuje), puesto que requiere un gran esfuerzo físico, y el tiempo de producción por unidad es alto respecto a lo que se espera producir en una jornada laboral, por ende se busca un proceso más eficaz que permita cubrir la demanda, y tener un stock de producción determinado.
Como solución se ha propuesto diseñar una prensa en la cual se pueda obtener la cámara de vacío por un proceso de embutido, sustituyendo el proceso de mecanizado por repuje, permitiendo así una mayor facilidad y agilidad para la producción de dicho elemento.
12
3. ESTADO DEL ARTE.
Las prensas son elementos mecánicos conocidos desde la antigüedad, su uso se remonta a un gran número de actividades industriales, con el objetivo de actuar sobre diversos materiales sea en frio o caliente, para cualquier proceso que requiera de la aplicación de presión como embalar, embutir, forjar, estampar, laminar, vulcanizar, entre otros.
Sus variaciones de aplicación se limitan simplemente a la necesidad de la industria, por ende la variedad en las formas de clasificar una prensa, aunque comúnmente se suele nombrar a la prensa según la actividad que realice (prensa de corte, prensa de embutido, prensa de doblado, entre otras) no es la forma correcta de clasificación debido a que estas operaciones se pueden realizar en una misma prensa, una forma acertada de clasificación será entonces aquella que determine características especiales de la prensa (estructura, uso particular, fuente de energía) a continuación se presenta un listado general de clasificación de las prensas:
1) Según el número de elemento activos
a) Prensas de simple, doble, o triple efecto.
2) Según la forma de aplicar la energía de accionamiento
a) Palanca, excéntrica, de fricción, de tornillo.
3) Según la posición de los moldes
a) Horizontales, verticales, inclinadas
4) Según la aplicación de la fuerza
a) Manual, de motor, de gravedad.
5) Según el tipo de accionamiento
a) Mecánicas, hidráulicas, neumáticas
En la actualidad los procesos automatizados toman cada vez más fuerza en el desarrollo de la industria, la diversificación de procesos y necesidades exigen la invención de maquinaria que agilice la producción, permita acabados de alta calidad y maximice los ingresos, en efecto las prensas han surgido en innovación a partir del siglo XX y el sin número de aplicaciones que se les ha dado, permite encontrar con facilidad diseños ingeniosos y únicos, utilizando las bases conocidas desde la antigüedad añadiendo conocimiento científico, ingenieril, y avances tecnológicos.

13
Hoy en día se han desarrollado diversos trabajos de investigación en los cuales se parametrizan los lineamientos adecuados para el diseño y construcción de prensas, troqueles, moldes entre otras aplicaciones mecánicas en las que se puede utilizar dicho elemento. Producto de estos estudios han surgido trabajos de investigación con interesantes innovaciones y aplicaciones.
Ejemplo de ello es el trabajo realizado por [1] sobre el “Desarrollo de una prensa para pruebas estáticas y dinámicas de elementos ortopédicos y tejidos biológicos”, llevada a cabo en la Universidad del Valle (Colombia),cuyo trabajo describe el diseño y la construcción de una prensa con una capacidad de 1.800 N y una frecuencia máxima de 3 Hz que será utilizada para realizar pruebas estáticas y dinámicas de tejidos biológicos y elementos ortopédicos como fijadores externos. En el documento de grado desarrollado por [2], “Reingeniería a una prensa hidráulica de CONSTRUMECAM, para mejorar la eficiencia de su producción” se realiza el análisis a una prensa hidráulica de la firma CONSTRUMECAM en Cali, a fin de realizarle una reingeniería, que permita automatizar sus procesos y mejorar la eficiencia de los mismos, este proyecto se llevó a cabo en la Universidad Autónoma de Occidente (Colombia). El desarrollo llevado a cabo por [3] cuyo texto de grado presenta el “Diseño de una Prensa Hidráulica para Elaborar Pocetas de Acero Inoxidable”, done se presentan los lineamientos de cálculo diseño y construcción de una prensa para embutir pozos y producir pocetas tipo lavadero de acero inoxidable. Proyecto desarrollado en la Escuela Superior Politécnica de Litoral (Ecuador). En el documento de grado realizado por [4] “Guía para Diseño y construcción de troqueles”, se presentan unos lineamientos y cálculos para el diseño de troqueles usados en diferentes casos donde se presenta deformación plástica de materiales. Este proyecto se desarrolló en la Universidad Autónoma de Occidente (Colombia).
En el texto desarrollado por [5] en la Universidad Nacional de Colombia, se realiza el estudio de los procesos de conformación por deformación plástica.
En efecto dichas fuentes han sigo guías fundamentales para el desarrollo del presente proyecto, sin embargo se hace necesaria la síntesis de conceptos para el desarrollo de la solución, con la cual se busca diseñar una prensa que permita obtener por embutido cámaras de vacío y de esta forma agilizar la producción en una pequeña empresa.

14
4. JUSTIFICACIÓN.
En la empresa productora de autopartes “Autopartes J.K.A”, se evidenció una problemática existente en el área de producción, puesto que ésta se está viendo seriamente afectada por el proceso de mecanizado para la obtención de cámaras de vacío, elemento fundamental en el ensamble del freno de ahogo, y que tiene por separado una alta demanda en el mercado, demanda que no se ha podido satisfacer por los procesos tediosos que involucran el mecanizado de esta pieza.
Para conocer más del problema se hizo una visita a la fábrica donde se realizó un estudio de campo. La siguiente tabla muestra los registros realizados en este estudio de campo previo para medir la cantidad de cámaras que se producen en una jornada laboral de ocho horas.
Muestreos realizados (Día)
Cámaras producidas
Tiempo promedio por cámara (min:seg)
1 63 7:06
2 56 8:50
3 30 16:00
4 26 18:50
5 40 12:00
6 37 13:10
7 43 11:17 Tabla 1 Registros de estudio de campo.
En el análisis del muestreo se detectaron tres grandes problemas en la producción, estos son:
Interrupciones en el proceso de mecanizado, debido a que el operario encargado de repujar es quien realiza el mantenimiento de los vehículos y la instalación de los frenos.
Aun cuando el operario encargado del repuje no tenga interrupciones por realizar otras actividades, este proceso de mecanizado es extenuante y requiere demasiado esfuerzo físico, por los que las pausas activas se hacen necesarias y prolongadas.
El repuje es un proceso de mecanizado que conlleva un alto riesgo para la integridad del operario, por lo que solo una persona con experiencia puede realizar esta operación.
Por ende en muchas ocasiones la empresa no alcanza a cubrir la demanda de las cámaras requeridas puesto que la producción que se traza como meta para una jornada laboral es de ochenta (80) cámaras, en promedio se producen aproximadamente cuarenta y dos (42), debido a esto se hace necesario buscar un

15
proceso más eficaz que permita cubrir la demanda, y tener un stock de producción de doscientas (200) cámaras semanales.
Este proyecto surge de la necesidad de la empresa productora de autopartes, Autopartes JKA de:
1. Aumentar la producción de cámaras de vacío, para así poder suplir la demanda, y tener un stock de 200 piezas.
2. Reducir el esfuerzo del operario que produce estas piezas, ya que actualmente se elaboran por medio de un torno de repuje, el cual exige un gran esfuerzo por parte del operador desprendiendo viruta, a una alta temperatura, situación riesgosa para las personas del entorno.
3. Simplificar el proceso de mecanizado de cámaras para permitir que cualquier operario lo pueda realizar.
Para mejorar el proceso de mecanizado se haría necesario la implementación de maquinaria donde se pudiera ejecutar este proceso reemplazando el repuje, un torno de repuje CNC es una excelente opción, sin embargo la empresa no cuenta con el presupuesto necesario para la adquisición de dicha tecnología, otra posibilidad es la invención y montaje de una prensa que permita obtener las cámaras por proceso de embutido.
Como el embutido es un proceso de forjado de material en frío la maquinaria adecuada para llevar a cabo este proceso es una prensa que permita deformar el material plásticamente.

16
5. OBJETIVOS.
5.1. Objetivo general. Diseñar una prensa que permita obtener por proceso de embutido cámaras de
vacío para la empresa AUTOPARTES J.K.A.
5.2. Objetivos específicos. Realizar una medición de la demanda del producto en la empresa.
Establecer los parámetros de diseño
Evaluar las posibles soluciones
Elegir la opción más adecuada a través de una matriz de decisión ponderada.
Diseñar la estructura que soportará los elementos estáticos y dinámicos de
la prensa
Seleccionar los elementos estandarizados que permitan el adecuado
funcionamiento de la prensa, garantizando la deformación plástica del
material.
Realizar una estimación de costos para la construcción y montaje de la
prensa.
Desarrollar una animación para evaluar el funcionamiento de la prensa.

17
6. MARCO TEÓRICO.
6.1. FORJABILIDAD
Si la sensibilidad del material a la muesca es grande, los defectos superficiales
afectarán los resultados, al causar agrietamiento prematuro.
Un defecto superficial característico es la fisura, que puede ser una hilera de
inclusiones una ralladura longitudinal o pliegues introducidos antes de trabajar el
material. [6]
Los materiales que suelen presentar mayores propiedades de forjabilidad son:
aluminio, aleaciones maleables de aluminio, acero, cobre y aleaciones
maleables de cobre.
La forjabilidad del acero depende fundamentalmente de su composición y
especialmente de su contenido en carbono [7]
En el proceso de forjado la presión es aplicada por impacto o en forma gradual,
la variación la establece el tipo de maquinaría y el proceso a efectuar.
6.2. CLASIFICACIÓN DE LOS FORJADOS
Los forjados se clasifican en forjados en frio y caliente.
Forjado en caliente: Se maneja en temperaturas cercanas a la temperatura de recristalización de los materiales, con el objeto de suplir la deformación que demanda el proceso, reducir la resistencia y aumentar la ductilidad del material.
Forjado en frío: El forjado en frío se efectúa muy por debajo de la temperatura de recristalización, la ventaja del forjado en frío es la alta resistencia del componente que se obtiene del endurecimiento por deformación plástica.
6.3. CONCEPTO DE FORJA
Área de la sección transversal de la pieza = 𝐴
Altura final de la pieza = ℎ𝑓
Altura inicial de la pieza = ℎ0
Deformación:
𝜀 = 𝑙𝑛ℎ0
ℎ𝑖
Ecuación 1. Deformación para forjado. [8]

18
Donde ℎ0 es la altura inicial y ℎ𝑖 la final.
Potencia = 𝐹𝑢𝑒𝑟𝑧𝑎 ∗ 𝑉𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑
Presión de deformación aplicada:
𝑃 = 𝑌𝑓 (1 +𝜇
𝑏𝑖
2ℎ𝑖
)
Ecuación 2. Presión de deformación aplicada. [8]
Donde 𝑌𝑓 , es el límite de fluencia del material; 𝑏, la anchura de la pieza recalcada;
ℎ, la altura recalcada, y 𝜇, el coeficiente de rozamiento.
Recalcado o forjado de recalcado. Es una operación de deformación en la cual una parte o una pieza aumenta su anchura y reduce su altura.
Tensión de fluencia del material: 𝑌𝑓 = 𝐾 𝜀𝑛
Ecuación 3 Tensión de fluencia del material [8]
Siendo 𝐾, el coeficiente de resistencia y 𝑛 el coeficiente de endurecimiento del material. [8]
6.4. DADOS DE FORJA
Son las superficies en las que se comprime un material durante el proceso de forja. En la siguiente tabla se explican los diversos forjados por dado, y sus características principales.
Proceso Ventajas Limitaciones
Dado abierto Dados sencillos poco costoso, útiles para pequeñas cantidades, amplia gama de tamaños disponibles buenas características de resistencia.
Limitado a formas sencillas, difícil mantener tolerancias estrechas; necesario el maquinado a la forma final; poca capacidad de producción; utilización relativamente mala del material, se requiere mucha destreza.
Dado cerrado Utilización relativamente buena del material mejores propiedades que las forjas con dado abierto; buena precisión dimensional; gran capacidad de producción; buena reproducibilidad.
Gran costo de los dados cuando las cantidades son pequeñas; con frecuencia se necesita maquinado.

19
Bloqueador Bajos costos de dado, grandes capacidades de producción.
Necesario maquinar para llegar a la forma final; son necesarias almas gruesas y biseles grandes.
Tipo convencional
Requiere mucho menos maquinado que el bloqueador, grandes capacidades de producción, buena utilización del material.
Costo de matrices algo mayor que para el tipo de bloqueador.
De precisión Tolerancias cerradas, con frecuencia es innecesario el maquinado; muy buena utilización del material; es factible con almas y bridas muy delgados.
Requiere grandes fuerzas, dados intrincados y medios para separar la forjadura de los dados.
Tabla 2 Tomada de [6]
6.5. MÁQUINAS DE FORJADO
Para los procesos de forjado se emplea el uso de diversas máquinas cuyas características varían en velocidad y propiedades de carrera. Se clasifican en general en prensas y en martinetes.
6.5.1. PRENSAS
Elementos mecánicos usados para sujeción-deformación de materiales, las prensas aplastan a fondo el material hasta su interior se clasifican en prensas mecánicas (excéntrica, de tornillo, de husillo), prensas hidráulicas, y prensas neumáticas. [6]
6.5.1.1. PRENSAS MECÁNICAS
De manivela o excéntrica: La velocidad de carrera limita el careado del material, su sistema de operación está conformado por un volante accionado por un motor eléctrico. Un embrague es acoplado al volante del mecanismo con un eje excéntrico. Un mecanismo biela manivela transforma el movimiento reciprocante en lineal alternante. Este tipo de prensa puede aplicar altas fuerzas debido al diseño de su eslabonamiento. Las prensas mecánicas tienen grandes capacidades de producción, son fáciles de automatizar, y requiere menos habilidad del operador que en otros tipos de máquinas forjadoras. Sus capacidades van en general, de 2,7 MN (300 toneladas) hasta 107 MN (1200 toneladas) [6].
Prensa de husillo: Su funcionamiento se basa en discos accionados por un motor eléctrico con un sistema de transmisión por correas trapezoidales que hacen girar un husillo helicoidal con múltiples pasos dentro de una tuerca de husillo unida al puente del bastidor de la prensa. En el extremo inferior del husillo va el carro guiado por cuatro guías. Las partes principales de esta

20
prensa son muy robustas para que puedan absorber con seguridad las solicitaciones a que están sometidas [9]
Prensa de tornillo: Este tipo de prensa posee limitaciones por la fuente de aplicación de energía que es a través de un volante, cuya carga de forjado es transmitida a un tornillo vertical. Su trabajo se efectúa en procesos de forja con dado abierto. Sus capacidades van de 1.4 MN hasta 280 MN (160 a 31,500 toneladas) [6].
6.5.1.2. PRENSAS HIDRÁULICAS.
La prensas hidráulicas funcionan a velocidad constante, su limitación se restringe a la carga, es decir si la carga es mayor a la que soporta la prensa ésta se detiene súbitamente. La velocidad de carrera es controlable, por lo que se puede transferir una gran cantidad de energía a la pieza. Este tipo de prensa es utilizada generalmente en procesos de embutición profunda gracias al control de presión y velocidad.
Una prensa hidráulica consiste, normalmente en un marco de carga con dos a cuatro columnas, pistones, cilindros, arietes, y bombas hidráulicas impulsadas por motores eléctricos. Se puede variar la velocidad de ariete durante la carrera. Las capacidades de prensado llegan hasta 125 MN (14,000 toneladas) para forjado con dado abierto, y hasta 450 MN (50,000 toneladas). [6]
El funcionamiento básico de la prensa hidráulica hace uso del principio de Pascal, que dice que “La presión aplicada a un fluido encerrado se transmite sin merma a todos los puntos del fluido y a las paredes del recipiente”, En el caso de un líquido incomprensible, el cambio de presión se transmite prácticamente de forma instantánea [10]
6.5.1.3. PRENSAS NEUMÁTICAS.
Prensas cuyo funcionamiento se centra en el uso de aire comprimido para sus actuadores (cilindros y motores neumáticos). Las aplicaciones más conocidas de las prensas neumáticas se remontan a procesos de ensamble (rodamientos, sellos y actuadores a presión) pegado, grabado, realzado, suaje, remachado entre otros.
La aplicación de la fuerza del actuador neumático está relacionada directamente con los diámetros que posea, es decir que para obtener altas fuerzas se requieren cilindros y actuadores de gran tamaño, por ende es complejo lograr velocidades estables.
21
6.6. TRABAJO METÁLICO DE LÁMINAS, EMBUTICIÓN
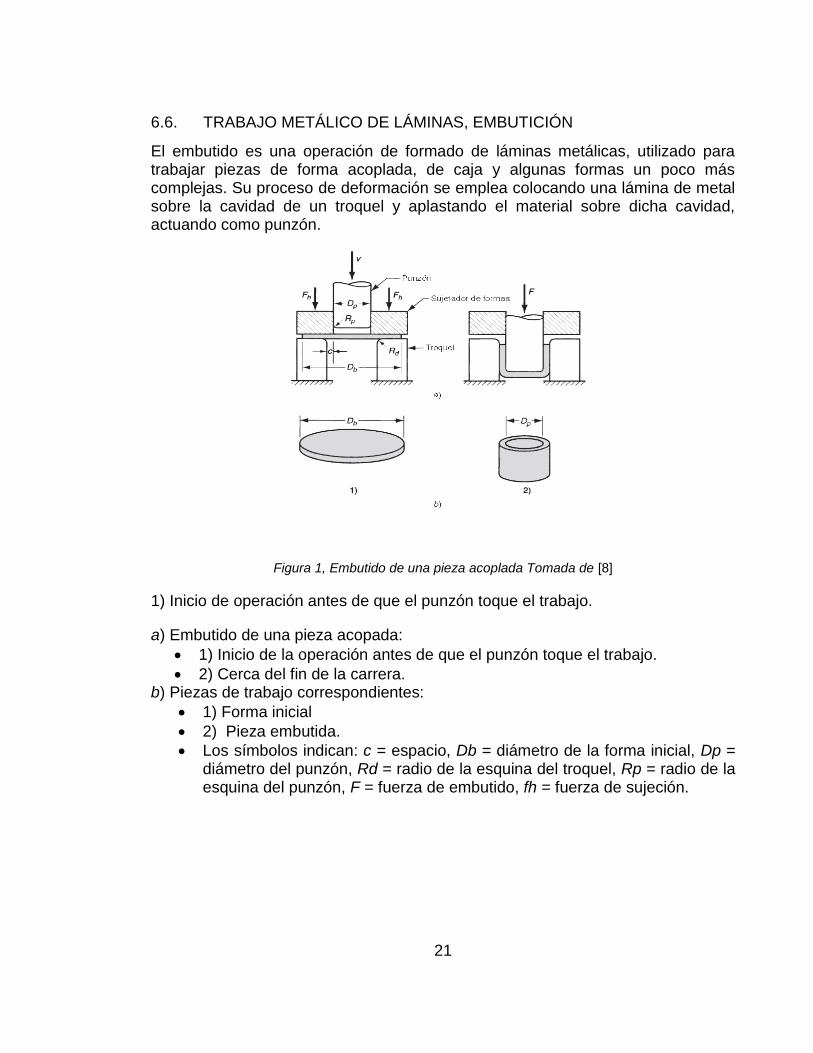
El embutido es una operación de formado de láminas metálicas, utilizado para trabajar piezas de forma acoplada, de caja y algunas formas un poco más complejas. Su proceso de deformación se emplea colocando una lámina de metal sobre la cavidad de un troquel y aplastando el material sobre dicha cavidad, actuando como punzón.
Figura 1, Embutido de una pieza acoplada Tomada de [8]
1) Inicio de operación antes de que el punzón toque el trabajo.
a) Embutido de una pieza acopada:
1) Inicio de la operación antes de que el punzón toque el trabajo.
2) Cerca del fin de la carrera. b) Piezas de trabajo correspondientes:
1) Forma inicial
2) Pieza embutida.
Los símbolos indican: c = espacio, Db = diámetro de la forma inicial, Dp = diámetro del punzón, Rd = radio de la esquina del troquel, Rp = radio de la esquina del punzón, F = fuerza de embutido, fh = fuerza de sujeción.
22
7. PROCESO DE DISEÑO
La problemática de producción y cubrimiento de demanda en la empresa Autopartes JKA está generando pérdidas monetarias a sus propietarios. La línea de producción y ensamble se ve retrasada por el proceso de producción de cámaras de vacío puesto que este elemento juega un papel fundamental en el funcionamiento del freno.
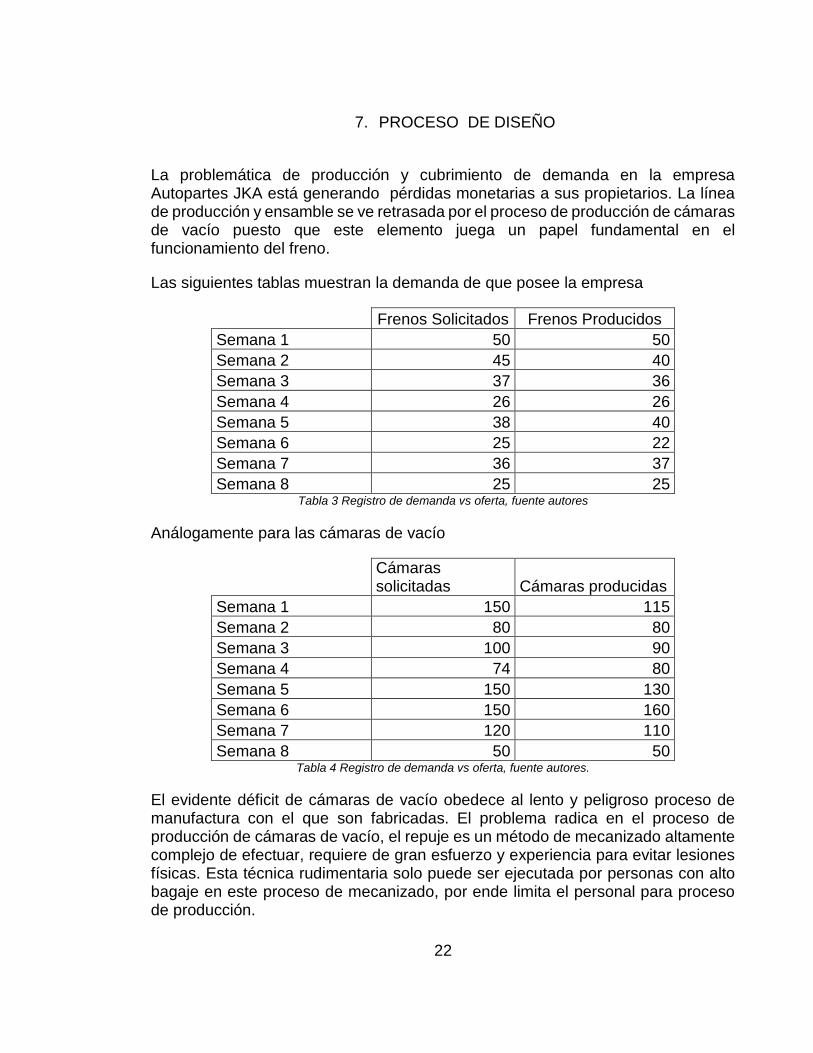
Las siguientes tablas muestran la demanda de que posee la empresa
Frenos Solicitados Frenos Producidos
Semana 1 50 50
Semana 2 45 40
Semana 3 37 36
Semana 4 26 26
Semana 5 38 40
Semana 6 25 22
Semana 7 36 37
Semana 8 25 25 Tabla 3 Registro de demanda vs oferta, fuente autores
Análogamente para las cámaras de vacío
Cámaras solicitadas Cámaras producidas
Semana 1 150 115
Semana 2 80 80
Semana 3 100 90
Semana 4 74 80
Semana 5 150 130
Semana 6 150 160
Semana 7 120 110
Semana 8 50 50 Tabla 4 Registro de demanda vs oferta, fuente autores.
El evidente déficit de cámaras de vacío obedece al lento y peligroso proceso de manufactura con el que son fabricadas. El problema radica en el proceso de producción de cámaras de vacío, el repuje es un método de mecanizado altamente complejo de efectuar, requiere de gran esfuerzo y experiencia para evitar lesiones físicas. Esta técnica rudimentaria solo puede ser ejecutada por personas con alto bagaje en este proceso de mecanizado, por ende limita el personal para proceso de producción.

23
Consecuencia de este análisis se ha propuesto diseñar una prensa para obtener las cámaras de vacío por proceso de embutido, de una forma más eficaz, permitiendo cumplir con las demandas de producto que posee la empresa. En el proceso de investigación y diseño se trazó el objetivo de mejorar el proceso de producción de cámaras de vacío facilitando y aumentando su obtención.
De esta forma se evaluarán los parámetros que debe tener la prensa para permitir cumplir con los objetivos propuestos, por ende deberá brindar agilidad en el proceso de producción, seguridad para el operario, facilidad de montaje y operación entre otras características técnicas que se evaluarán mediante una tabla comparativa ponderada en una matriz de decisión ubicada en el anexo A.
Evaluando las características de la prensa con las comparaciones realizadas y ponderando en la matriz se obtiene como mejor resultado el diseño de una prensa hidráulica. En las consultas realizadas se observó que las prensas hidráulicas para embutido poseen características que las diferencian de las prensas comunes usadas para mantenimiento, estampado, ensamble de piezas entre otros.
Resultado del análisis realizado se observó que gran parte de las prensas hidráulicas para embutido profundo poseen bastidores con cuatro columnas cilíndricas de apoyo vertical para soporte de cargas axiales que sostienen los elementos estructurales de apoyo y ensamble de los componentes hidráulicos, algunas prensas observadas se pueden evidenciar en el anexo B.
A diferencia de las prensas comunes que poseen un bastidor compuesto de estructuras laminares laterales con soporte estructural simple para aplicación de cargas entre 20 y 40 toneladas, las prensas hidráulicas para embutido ofrecen cargas entre 100 y 400 toneladas. Por ende es deducible que si se quisiera emplear una estructura similar a las prensas comunes existirá conflicto por un sobredimensionamiento en el proceso de diseño para poder cumplir los requisitos calculados.
Producto de estos análisis realizados se identificaron los 3 elementos estructurales que se deben diseñar para el ensamble del bastidor, estos son:
Placas estructurales
Columnas intermedias
Columnas inferiores
El resultado de este análisis condujo a plasmar un modelo grafico presente en el anexo B, con el cual se realizarán los debidos cálculos y estudios de diseño.

24
7.1. Determinación de la cantidad mínima de material para embutido
La cantidad mínima de material se calcula descomponiendo la cámara en secciones geométricas comunes, hallando el área de desarrollo de cada una de ellas, y por último multiplicando la sumatoria de las áreas de desarrollo por el espesor final de la cámara e igualando con la ecuación del área del círculo multiplicada por el calibre inicial del disco. La determinación del material mínimo permite evitar el desperdicio y por ende la pérdida de dinero.
𝑠2 ∑ 𝐴𝑖 =𝜋 𝐷2
4 𝑠1
Ecuación 4. Cálculo del diámetro del disco inicial [8]
Donde:
𝑠1, es el espesor inicial de la chapa
𝑠2, es el espesor final de la chapa embutida
∑ 𝐴𝑖, es la sumatoria de las áreas de desarrollo en que se descompone la pieza.
𝐷, es el diámetro inicial del disco
Resolviendo para 𝐷 se tiene:
𝐷 = √4 𝑠2 ∑ 𝐴𝑖
𝜋 𝑠1
Ilustración 1 Cámara de vacío, fuente autores

25
En la siguiente tabla se muestran las secciones geométricas en las que se descompuso la cámara y sus respectivas fórmulas de área de desarrollo.
Tabla 5 Propiedades geométricas de la cámara, fuente autores
Donde:
𝑟1, radio mayor del cono recto truncado 𝑟2, radio menor del cono recto truncado 𝑟3, radio del cilindro circular recto (aleta)
ℎ, es la altura del cono recto truncado
ℎ2, es la altura del cilindro circular recto (cuerpo) ℎ3, es la altura del cilindro circular recto (aleta) Con las dimensiones indicadas en el anexo G, plano 1, y reemplazando en las respectivas expresiones se tiene:
𝐴𝑠1 = 11454,367𝑚𝑚2
𝐴𝑠2 = 11188,782𝑚𝑚2

26
𝐴𝑠3 = 1874,4𝑚𝑚2
𝐴𝑠4 = 3413,026𝑚𝑚2
∑ 𝐴𝑠𝑖 = 27930,575𝑚𝑚2
Siendo
𝑠1 = 1,5𝑚𝑚 𝑠2 = 1,25𝑚𝑚
Reemplazando en la ecuación 4, se tiene el valor 𝐷 = 172,15𝑚𝑚.
El valor del diámetro de disco inicial es 𝐷 = 172𝑚𝑚.
i. Cantidad de operaciones de embutido.
Debido a la geometría compleja de la cámara el cálculo del número de operaciones se determina a través de la siguiente relación:
𝑛 =ℎ
𝜀 𝑑𝑚
Ecuación 5. Relación para embutido en varias pasadas. [11]
Donde ℎ es la altura de la cámara, 𝜀 es el coeficiente de relación de alturas para
piezas si ℎ =𝑑
2, 𝜀 =
1
2, entonces se denomina como embutición no profunda para
piezas pequeñas, si 𝑑 = 3 ℎ, 𝜀 =1
3, se denomina embutición profunda para piezas
grandes en este caso como ℎ = 83𝑚𝑚 y 𝑑 = 82,3𝑚𝑚, se asume embutición no
profunda por ende 𝜀 =1
2, reemplazando en la ecuación 2.
𝑛 = 2,017
Es decir que el número de embutidos que se deben ejecutar son 2.
Entonces se realizaran dos operaciones de embutición, en la primera se embutirá una pre-forma con el diámetro mayor de embutido que posee la cámara, se
denotará este diámetro como 𝑑𝑀, y su altura de primer embutido denotada por ℎ𝑖 estará determinada por la expresión para embutición no profunda para piezas
pequeñas ℎ𝑖 =𝑑𝑀
2.
Donde 𝑑𝑀=97𝑚𝑚.
Entonces ℎ𝑖 = 48,5𝑚𝑚.

27
7.2. Fuerza de embutido
La expresión que determina la fuerza necesaria para producir la embutición de una pieza es:
𝐹𝑧 = 𝑛 𝜋 𝑑𝑛 𝑠 𝜎𝑢𝑡
Ecuación 6 Fuerza de embutido. [12]
Donde 𝑛 es el factor que representa la relación de tensión por deformación para
embutición,𝑑𝑛 el diámetro del punzón en cada operación de embutido, 𝑠 el calibre de la lámina y 𝜎𝑢𝑡 el esfuerzo ultimo a la tensión del material a embutir.
El valor de 𝑛 se determinará a través de las relaciones geométricas de la cámara definidas a continuación:
Relación de embutición.
Para todo trabajo de embutición que exija un elevado grado de deformación de la chapa, superando la deformación admisible, se hace necesario efectuar el proceso
en etapas varias, con diferentes relaciones de embutición, siendo 𝐷 el diámetro inicial del disco y conocido el valor de 𝑑𝑛 se define la relación de embutición como:
𝛽𝑜 =𝐷
𝑑
Ecuación 7 Relación de embutición de estirado único. [12]
Determinado el valor de 𝛽𝑜, se puede conocer el factor de embutición mínimo, a través de la siguiente expresión:
𝑚𝑜 =𝑑
𝐷 ó ; (
1
𝛽𝑜)
Ecuación 8. Factor de embutición mínimo. [12]
Resolviendo para 𝑑 se tiene en el primer embutido:
𝑑 =𝐷
𝛽𝑜 , Ó, 𝑑 = 𝑚𝑜 𝐷
Para embutidos posteriores
𝑑𝑛 =𝑑𝑛−1
𝛽𝑛 , Ó, 𝑑𝑛 = 𝑚𝑛 𝑑𝑛−1
Ecuación 9. Relación general para embutidos posteriores. [12]
Los resultados obtenidos se presentan en la siguiente tabla.

28
Relación de embutición 𝐷[𝑚𝑚] 𝑑𝑛[𝑚𝑚] 𝛽0 𝑚0
Primera operación 172 94,5 1,820 0,55
Segunda operación 94,5 80,7 1,171 0,854
Tabla 6 Relaciones de embutición, fuente autores.
Relación de embutición máxima.
La máxima relación de embutición depende de varios factores:
- Resistencia del material - Dimensiones y espesor de la chapa - Presión de portachapas - Fricción (lubricación, material y superficie de la chapa) - Herramienta (material dureza y superficie)
Las expresiones analíticas que determinan la relación de embutición máxima tomando en cuenta las propiedades del material son:
𝛽𝑀𝑎𝑥 = 2,15 − 0,001 𝑑
𝑠
Ecuación 10. Ecuación Relación de embutición máxima para materiales fácilmente embutibles (metales no ferrosos) [12]
𝛽𝑀𝑎𝑥 = 2 − 0,0011 𝑑
𝑠
Ecuación 11. Ecuación de Relación de embutición máxima para materiales normalmente embutibles (metales ferrosos) [12]
La chapa es de acero Cold-Rolled (Acero AISI 1020 Recocido), la resistencia última
a la tensión es 𝜎𝑢𝑡 = 414𝑀𝑝𝑎 según [13]. Este es un material normalmente embutible, luego la relación de embutición
máxima es 𝛽𝑀𝑎𝑥 = 1,931.
Conocidos 𝛽𝑀𝑎𝑥 𝑦 𝛽0, se puede determinar el valor de la tensión por deformación para embutición 𝑛 a través de la siguiente expresión:
𝑛 = 1,2𝛽0 − 1
𝛽𝑀𝑎𝑥 − 1
Ecuación 12. Tensión de deformación por embutido. [12]

29
Reemplazando los datos conocidos los valores de la tensión por deformación son:
𝑛1 = 1,06, Para la primera operación y 𝑛2 = 0,22 para la segunda operación.
Conocidos los términos necesarios para hallar la fuerza de embutición 𝐹𝑧, y reemplazándolos en la ecuación 6, se determinaron las fuerzas requeridas para cada operación.
La siguiente tabla presenta los valores obtenidos para las dos fases de embutido.
Primera operación [N]
Segunda operación [N]
Fuerza de embutido
194946 N
28981 N
Tabla 7. Fuerzas de operación. Fuente autores.
Para determinar si el embutido se debe realizar con pisador o sujetachapas, se
evalúa la relación de diámetros existente 𝑅𝑑, determinada por la siguiente expresión:
𝑅𝑑 =𝐷 − 𝑑𝑀
𝐷> 0,4
Ecuación 13. Relación de sujetachapas [12]
Si la relación de diámetros es mayor que 0,4 el embutido necesita sujetachapas, caso contrario no lo requiere.
Reemplazando valores en la expresión:
𝑅𝑑1 = 0,44, por ende el primer proceso requiere de sujetachapas.
Nuevamente calculando para el segundo proceso:
𝑅𝑑2 = 0,14 , evidentemente el segundo proceso no requiere sujetachapas.
7.3. Fuerza de sujetachapas.
La fuerza del sujetachapas sobre un disco de diámetro D resulta:
𝐹𝑝 =𝜋
4 (𝐷2 − 𝑑𝑖
2) 𝑝
Ecuación 14 Fuerza del sujetachapas [12]

30
Donde
𝑑𝑖, Es el diámetro del punzón en cada pasada, para la primera pasada 𝑑𝑖
𝑝, Es la presión relativa determinada por la expresión:
𝑝 = 0,25 [(𝛽0 − 1)2 +0,5 𝑑𝑖
100 𝑠] 0,102 𝜎𝑢𝑡
Ecuación 15 Presión relativa del sujetachapas [12]
El valor de la fuerza de sujeción para la primera operación de embutido es:
𝐹𝑝 = 169017 𝑁.
7.4. Velocidad de avance.
Para piezas cilíndricas [14], recomienda las siguientes tablas de velocidades según el material a embutir:
Material
Velocidad de embutición [mm/s]
Zinc y acero inoxidable 200 𝑚𝑚/𝑠
Acero dulce 280 𝑚𝑚/𝑠
Aluminio 500 𝑚𝑚/𝑠
Latón 750 𝑚𝑚/𝑠
Tabla 8. Velocidades recomendadas de embutición. [14]
Para piezas no cilíndricas se recomiendan velocidades de embutición pequeñas,
en tanto [3] sugiere una velocidad igual a 25 𝑚𝑚/𝑠, velocidad que será utilizada para efectos de diseño por los autores. Para el proceso de sujeción se establecerá
una velocidad de 30 𝑚𝑚/𝑠 sugerencia de [15].
7.5. Diseño y selección de los cilindros hidráulicos.
Una vez calculadas las fuerzas de embutido y sujeción, se procede a ejecutar el diseño de los cilindros hidráulicos para las operaciones requeridas, de esta forma se podrán definir las dimensiones geométricas del vástago y el pistón. A su vez se determinará la carrera adecuada para efectuar los procesos sujeción-embutido y de tal manera realizar el análisis pertinente de columnas y pandeo, modelando el vástago como columna sometida a una carga.

31
El proceso de selección se efectuó haciendo uso de las normas ISO 6020 y las normas establecidas por CETOP (Comité europeo de transmisiones oleoneumáticas y neumáticas).
7.5.1. Diseño y análisis de vástagos.
Según CETOP, las carreras normalizadas son:
[𝑚𝑚] 25 50 80 125 400 500 600 800 1000 1250 1500 2000 2500
Tabla 9. Carreras normalizadas CETOP. Fuente [17].
Como la altura total de la cámara es de 83 mm según el plano 1 anexo G, se
seleccionará entonces una carrera de 400 𝑚𝑚, valor efectivo para la aplicación de los procesos de embutición y sujeción teniendo en cuenta el espacio requerido para el intercambio de punzones y el proceso operativo de la prensa.
Conocida la carrera y las condiciones de operación de los cilindros, se procederá a hacer el respectivo análisis de columnas.
Se debe entonces especificar un diámetro adecuado para el vástago de sección transversal redonda.
En primer lugar se supone una columna larga, entonces se aplica la fórmula de Euler:
𝐷 = [64 𝑁 𝑃𝑎(𝐾𝐿)2
𝜋3 𝐸]
14
Ecuación 16. Fórmula de Euler. [13]
Donde
𝑁, Es el factor de diseño.
𝑃𝑎 , Es la carga admisible.
𝐾, Constante para determinar la longitud efectiva, depende del tipo de fijación en los extremos.
𝐿, Es la longitud de la columna.
𝐸, Es el módulo de elasticidad del acero.
El factor de diseño sugerido por [13] para este tipo de elementos es 𝑁 = 3.

32
La carga admisible es igual a la fuerza de embutido.
El vástago posee un extremo fijo y uno empotrado, para este caso [13] sugiere usar
un factor práctico 𝐾 = 2,1.
El material de fabricación del vástago es acero inoxidable AISI 304 cromado, el
valor de su módulo de elasticidad es 𝐸 = 193 𝐺𝑃𝑎.
Con el diámetro obtenido de la fórmula de Euler se procede a calcular el valor del
radio de giro 𝑟, dado por la siguiente expresión:
𝑟 =𝐷
4
Ecuación 17. Radio de giro para secciones transversales circulares. [13]
Conocido el radio de giro se determinará la relación de esbeltez 𝑟𝑒.
𝑟𝑒 =𝐾 𝐿
𝑟
Ecuación 18. Relación de esbeltez. [13]
Los valores calculados para cada operación se registran en la siguiente tabla:
Operación/Características de diseño
Diámetro de Euler [𝑚𝑚]
Radio de giro [𝑚𝑚]
Relación de esbeltez
Operación de embutido 45,83 𝑚𝑚 11,46 𝑚𝑚 73,3
Operación de sujeción 44,23 𝑚𝑚 11,06 𝑚𝑚 76
Tabla 10. Diámetros y características de diseño. Fuente autores.
Si la relación de esbeltez es mayor que la relación de esbeltez de transición la suposición de columna larga es correcta, caso contrario se debe realizar otro análisis.
Se definirá la relación de esbeltez de transición 𝐶𝑐, mediante la siguiente expresión:
𝐶𝑐 = [2 𝜋2 𝐸
𝑆𝑦]
12
Ecuación 19. Relación de esbeltez de transición. [13]
Donde 𝑆𝑦, es la resistencia a la fluencia del acero inoxidable AISI 304 cromado,
cuyo valor es 𝑆𝑦 = 205 𝑀𝑃𝑎.
33
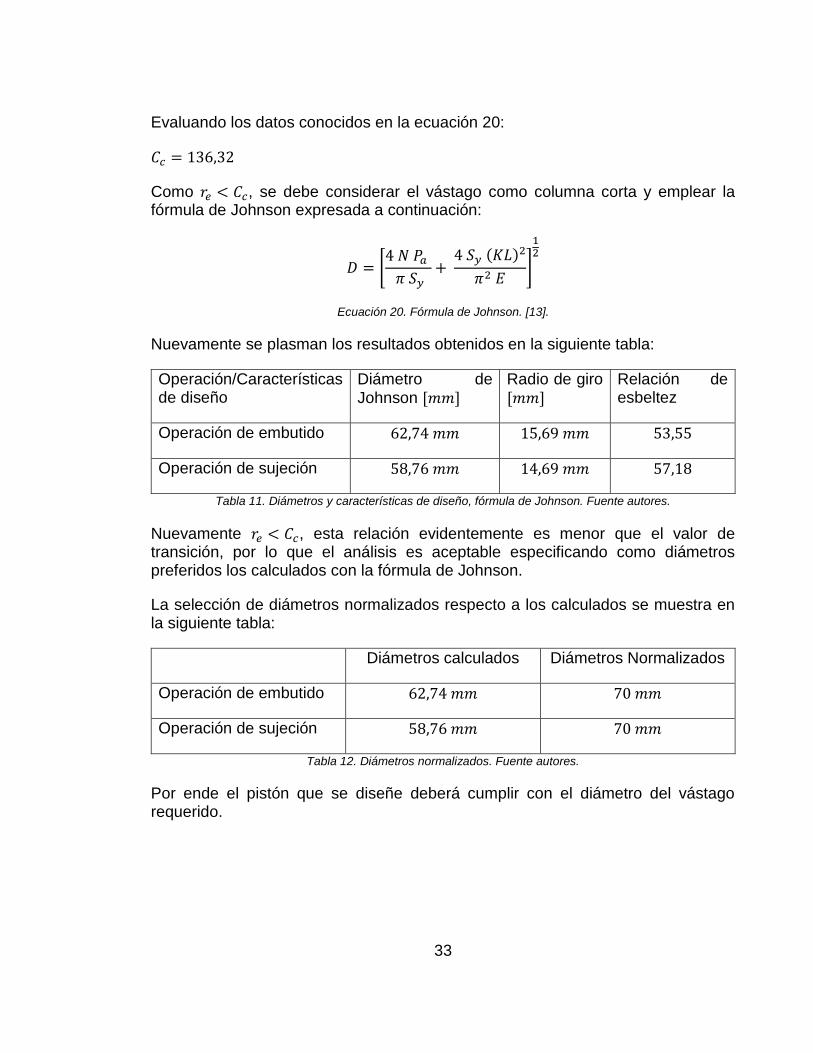
Evaluando los datos conocidos en la ecuación 20:
𝐶𝑐 = 136,32
Como 𝑟𝑒 < 𝐶𝑐, se debe considerar el vástago como columna corta y emplear la fórmula de Johnson expresada a continuación:
𝐷 = [4 𝑁 𝑃𝑎
𝜋 𝑆𝑦+
4 𝑆𝑦 (𝐾𝐿)2
𝜋2 𝐸]
12
Ecuación 20. Fórmula de Johnson. [13].
Nuevamente se plasman los resultados obtenidos en la siguiente tabla:
Operación/Características de diseño
Diámetro de Johnson [𝑚𝑚]
Radio de giro [𝑚𝑚]
Relación de esbeltez
Operación de embutido 62,74 𝑚𝑚 15,69 𝑚𝑚 53,55
Operación de sujeción 58,76 𝑚𝑚 14,69 𝑚𝑚 57,18
Tabla 11. Diámetros y características de diseño, fórmula de Johnson. Fuente autores.
Nuevamente 𝑟𝑒 < 𝐶𝑐, esta relación evidentemente es menor que el valor de transición, por lo que el análisis es aceptable especificando como diámetros preferidos los calculados con la fórmula de Johnson.
La selección de diámetros normalizados respecto a los calculados se muestra en la siguiente tabla:
Diámetros calculados Diámetros Normalizados
Operación de embutido 62,74 𝑚𝑚 70 𝑚𝑚
Operación de sujeción 58,76 𝑚𝑚 70 𝑚𝑚
Tabla 12. Diámetros normalizados. Fuente autores.
Por ende el pistón que se diseñe deberá cumplir con el diámetro del vástago requerido.

34
7.5.2. Diseño de pistones.
Los cilindros hidráulicos de movimiento lineal se usan generalmente en aplicaciones donde la fuerza o carga de empuje es elevada.
La fuerzas de extensión 𝐹𝑒 y retracción 𝐹𝑟 para un cilindro hidráulico según [15] son:
𝐹𝑒 =𝑃𝑜𝑝 𝜋 0,9 𝐷2
4
Ecuación 21. Fuerza de extensión para cilindros hidráulicos.
𝐹𝑟 =𝑃𝑜𝑝 𝜋 0,9 (𝐷2 − 𝑑2)
4
Ecuación 22. Fuerza de retracción para cilindros hidráulicos.
Siendo:
𝑃𝑜𝑝, Presión de operación (𝑀𝑃𝑎).
𝐷, Diámetro interior del cilindro (𝑚𝑚).
𝑑, Diámetro del vástago (𝑚𝑚).
0,9, Coeficiente de rozamiento de rodamientos, juntas y partes móviles del cilindro.
La presión nominal de operación establecida en la norma ISO 6020 [16], posee un
rango de 16 a 24 𝑀𝑃𝑎. Por ende se procederá a diseñar bajo condiciones de presión de operación mínima, media entre este rango (20 𝑀𝑃𝑎) y máxima para un caso crítico.
Para la operación de embutido se empleará la fuerza de extensión, por ende se centrará la atención en está.
De la ecuación 16 resolviendo para 𝐷, se tiene:
𝐷 = √4 𝐹𝑒
0,9 𝑃𝑜𝑝 𝜋
Reemplazando los valores conocidos, se presentan los resultados obtenidos en la tabla mostrada a continuación:

35
Presión de operación / Diámetro 16 𝑀𝑃𝑎 20 𝑀𝑃𝑎 24 𝑀𝑃𝑎
Diámetro de pistón de embutido [𝑚𝑚] 131,3 𝑚𝑚 117,43 𝑚𝑚 107,2 𝑚𝑚
Diámetro de pistón de sujeción [𝑚𝑚] 86,4 𝑚𝑚 77,3 𝑚𝑚 70,6 𝑚𝑚
Tabla 13. Diámetros diseñados para diferentes presiones. Fuente autores.
Haciendo uso de la norma ISO 6020, se seleccionó una familia de cilindros de brida rectangular trasera referencia E1-MF2 [16], la geometría de las bridas permite una adaptación sencilla al bastidor requiriendo una cantidad mínima de agujeros disminuyendo los concentradores de esfuerzo en la placa de superior y debido a su facilidad de montaje facilita la ejecución de mantenimiento. Los diámetros normalizados para dicha familia de cilindros respecto a los valores calculados son:
Diámetros calculados Operación de embutido.
Diámetros normalizados
16𝑀𝑃𝑎; 131,3 𝑚𝑚 No está definido
20𝑀𝑃𝑎; 117,43 𝑚𝑚 125 𝑚𝑚
24𝑀𝑃𝑎; 107,2 𝑚𝑚 125 𝑚𝑚
Diámetros calculados Operación de sujeción.
Diámetros normalizados
16𝑀𝑃𝑎; 86,4 𝑚𝑚 100 𝑚𝑚
20𝑀𝑃𝑎; 77,3 𝑚𝑚 100𝑚𝑚
24𝑀𝑃𝑎; 70,6 𝑚𝑚 80 𝑚𝑚
Tabla 14. Relación de cálculo de diámetros con diámetros normalizados. Fuentes: autores y [16].
Cómo es evidente, tomar los valores para la presión mínima de operación supondría utilizar diámetros fuera de los rangos establecidos para la familia seleccionada, los valores críticos de presión de operación no son recomendados,
por ende se trabajara con la presión media del rango 20 𝑀𝑃𝑎, también es importante tener en cuenta que para esta presión los valores de los diámetros calculados son más aproximados a los normalizados.

36
Tomando la ecuación 16, y resolviendo para 𝑃𝑜𝑝, se tiene:
𝑃𝑜𝑝 =𝐹𝑒𝑥𝑡. 4
𝜋 𝐷2 0,9
De esta forma se determinará la presión de operación adecuada para los diámetros normalizados, en la tabla 11 se pueden apreciar dichas presiones para la operación de embutido y sujeción respectivamente:
Diámetros normalizados/ Presión de operación
Diámetro pistón de
embutido 125 𝑚𝑚
Diámetro pistón de
sujeción 80 𝑚𝑚
Presión de operación 17,7 𝑀𝑃𝑎 12 𝑀𝑃𝑎
Tabla 15. Presiones nominales para los diámetros seleccionados. Fuente autores.
Los valores obtenidos se encuentran dentro del rango de presiones de los cilindros, por ende se considera acertado el proceso de diseño y selección.
7.6. Diseño del bastidor.
El diseño de estructuras se efectúa tomando en cuenta los parámetros de fuerza, velocidad y dimensionamiento de cilindros, obtenidos con anterioridad. Adicionalmente se realizaron análisis de diversos tipos de prensas hidráulicas para embutido, con el objetivo de componer una representación gráfica inicial del bastidor presente en el anexo B
Los elementos a diseñar serán:
Placa superior. Columnas cilíndricas Placa intermedia Soportes de sujeción
7.6.1. Análisis de esfuerzos en la placa superior
El análisis de esfuerzos en este elemento esencial del bastidor permitirá obtener un diseño adecuado capaz de soportar los efectos de las cargas aplicadas sobre el mismo. Para realizar un análisis bajo condiciones críticas se dimensionó la placa respecto las características geométricas de las bridas de los cilindros hidráulicos seleccionados presentes en el anexo B. Se consideró también el hecho que las bridas tuvieran tangencia entre sí.
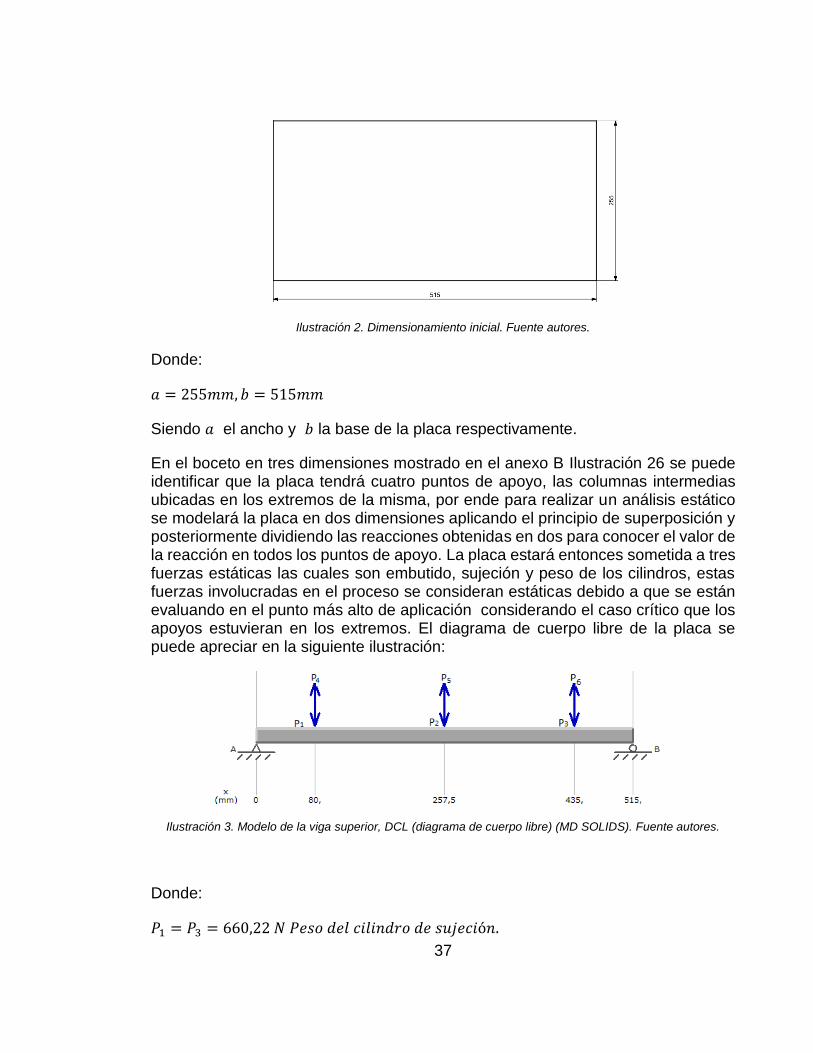
En la siguiente ilustración se muestra el dimensionamiento inicial de la placa.
37
Ilustración 2. Dimensionamiento inicial. Fuente autores.
Donde:
𝑎 = 255𝑚𝑚, 𝑏 = 515𝑚𝑚
Siendo 𝑎 el ancho y 𝑏 la base de la placa respectivamente.
En el boceto en tres dimensiones mostrado en el anexo B Ilustración 26 se puede identificar que la placa tendrá cuatro puntos de apoyo, las columnas intermedias ubicadas en los extremos de la misma, por ende para realizar un análisis estático se modelará la placa en dos dimensiones aplicando el principio de superposición y posteriormente dividiendo las reacciones obtenidas en dos para conocer el valor de la reacción en todos los puntos de apoyo. La placa estará entonces sometida a tres fuerzas estáticas las cuales son embutido, sujeción y peso de los cilindros, estas fuerzas involucradas en el proceso se consideran estáticas debido a que se están evaluando en el punto más alto de aplicación considerando el caso crítico que los apoyos estuvieran en los extremos. El diagrama de cuerpo libre de la placa se puede apreciar en la siguiente ilustración:
Ilustración 3. Modelo de la viga superior, DCL (diagrama de cuerpo libre) (MD SOLIDS). Fuente autores.
Donde:
𝑃1 = 𝑃3 = 660,22 𝑁 𝑃𝑒𝑠𝑜 𝑑𝑒𝑙 𝑐𝑖𝑙𝑖𝑛𝑑𝑟𝑜 𝑑𝑒 𝑠𝑢𝑗𝑒𝑐𝑖ó𝑛.

38
𝑃2 = 946,67 𝑁 𝑃𝑒𝑠𝑜 𝑑𝑒𝑙 𝑐𝑖𝑙𝑖𝑛𝑑𝑟𝑜 𝑑𝑒 𝑒𝑚𝑏𝑢𝑡𝑖𝑑𝑜.
𝑃4 = 𝑃6 𝐹𝑢𝑒𝑟𝑧𝑎 𝑑𝑒 𝑠𝑢𝑗𝑒𝑐𝑖ó𝑛
𝑃5 = 𝐹𝑢𝑒𝑟𝑧𝑎 𝑑𝑒 𝑒𝑚𝑏𝑢𝑡𝑖𝑑𝑜.
𝑅𝐴 = 𝑅𝑒𝑎𝑐𝑐𝑖ó𝑛 𝑒𝑛 𝑒𝑙 𝑝𝑢𝑛𝑡𝑜 𝐴
𝑅𝐵 = 𝑅𝑒𝑎𝑐𝑐𝑖ó𝑛 𝑒𝑛 𝑒𝑙 𝑝𝑢𝑛𝑡𝑜 𝐵
Aplicando las ecuaciones fundamentales de estática,
+↑ ∑ 𝐹 = 0
Ecuación 23. Sumatoria de fuerzas.
+⃔ ∑ 𝑀 = 0
Ecuación 24 Sumatoria de momentos
Realizando la sumatoria de fuerzas y momentos respectivamente:
+↑ ∑ 𝐹 = −𝑃1 − 𝑃2 − 𝑃3 + 𝑃𝑝4 + 𝑃5 + 𝑃6 + 𝑅𝐴 + 𝑅𝐵 = 0
+⃔ ∑ 𝑀𝐴 = −𝑃1(80) + 𝑃4(80) − 𝑃2(257,5) + 𝑃5(257,5) − 𝑃3(435) + 𝑃6(435)
+ 𝑅𝐵(515) = 0
Resolviendo el sistema de ecuaciones se puede hallar el valor de las reacciones:
𝑅𝐴 = 180887,56 𝑁
𝑅𝐵 = 180887,56 𝑁
Por principio de superposición el valor de las reacciones se divide en dos, de esta forma se conocerá el valor en cada punto de apoyo de la placa, se designará como
𝑅 a este nuevo valor.
𝑅 = 90443,78 𝑁
7.6.2. Diseño de columnas intermedias

39
Conocida la carga admisible equivalente al valor de la reacción 𝑅, se procederá a realizar el análisis pertinente de columnas, definiendo las condiciones iniciales de diseño.
Acorde a las dimensiones de los cilindros, la matriz de embutido (suministrada por Autopartes J.K.A), el espacio requerido para ensamble y la carrera seleccionada,
se determinó la longitud de la columna 𝑙 = 1200𝑚𝑚.
Las columnas estarán empotradas en ambos extremos, para este caso [13] sugiere
un valor de 𝑘 = 0,65, para la longitud efectiva de columna.
Se asignará un factor de diseño 𝑁 = 3.
Las columnas se fabricarán en acero estructural ASTM A36, el valor de la resistencia a la fluencia es 𝑆𝑦 = 250𝑀𝑃𝑎.
Empleando la ecuación 18, se tiene el valor inicial del diámetro 𝐷 = 35,82𝑚𝑚.
Conocido este diámetro se procede a evaluar la esbeltez de la columna reemplazando los valores conocidos en las ecuaciones 19 y 20. Se determinarán
los valores del radio de giro 𝑟 y la relación de esbeltez 𝑟𝑒 respectivamente.
𝑟 = 8,95 𝑚𝑚
𝑟𝑒 = 87,1
Empleando la ecuación 21 se calculará la relación de esbeltez de transición 𝐶𝑐, si 𝑟𝑒 < 𝐶𝑐 se deberá emplear la ecuación 22 (fórmula de Johnson).
𝐶𝑐 = 127,84
Evidentemente 𝑟𝑒 < 𝐶𝑐, entonces se recalculará el diámetro con la fórmula de Johnson.
𝐷 = 41 𝑚𝑚.
Recalculando el radio de giro y relación de esbeltez se tiene:
𝑟 = 10,25 𝑚𝑚
𝑟𝑒 = 76,13
Nuevamente 𝑟𝑒 < 𝐶𝑐, esta relación evidentemente es menor que el valor de transición, por lo que el análisis es aceptable especificando como diámetros preferidos los calculados con la fórmula de Johnson.

40
El diámetro preferido será,
𝐷 = 41 𝑚𝑚.
𝐷 = 1 34⁄ "(Comercial), en unidades del sistema internacional equivale a
44,45 𝑚𝑚.
7.6.3. Diseño de la placa superior.
Retomando los análisis realizados en el numeral 6.6.1, las dimensiones indicadas en la ilustración 2 y el diagrama de cuerpo libre presente en la ilustración 3 se procederá a calcular el espesor que requiere la placa para soportar los esfuerzos que le serán aplicados.
Se realizará entonces un análisis de flexión pura. La fórmula de flexión se define de la siguiente forma:
𝜎𝑀á𝑥 =𝑀𝑀á𝑥 𝐶
𝐼
Ecuación 25 Esfuerzo máximo a flexión. [18]
Donde:
𝑀𝑀á𝑥, Es el momento flector máximo aplicado.
𝐶, Es la distancia al eje neutro de la viga.
𝐼, Es el momento de inercia de la sección transversal de la viga
Por conveniencia se reescribe la expresión anterior, tomando en cuenta que el
momento de inercia 𝐼, como la distancia 𝐶, son características de la geometría del área de la sección transversal de la viga, por ende la relación 𝐼/𝐶 también lo es,
entonces se denotará como 𝑆, al módulo de sección definido por,
𝑆 =𝐼
𝐶
Ecuación 26. Módulo de la sección. [18]
De esta forma se puede reescribir la fórmula de flexión como sigue:

41
𝜎𝑀á𝑥 =𝑀𝑀á𝑥
𝑆
Ecuación 27 Esfuerzo máximo de flexión (módulo de la sección). [18]
Para determinar el esfuerzo, la tabla 16 tomada de [18] sugiere algunos esfuerzos en función de las propiedades mecánicas del material y factor de seguridad.
Tabla 16. Esfuerzos sugeridos para diversos tipos de carga. [18]
De forma general para materiales dúctiles:
𝜎𝑑 =𝑆𝑦
𝑁 ∀ N ≤ 2, 𝑆𝑖 𝑁 ≥ 8, 𝜎𝑑 =
𝑆𝑢𝑡
𝑁
En este caso,
𝜎𝑑 =𝑆𝑢𝑡
𝑁
Ecuación 28. Esfuerzo flexionante para cargas repetidas. [18].
La viga será sometida a un esfuerzo flexionante repetido por ende se establece un
factor de seguridad 𝑁 = 8
La placa se fabricará en acero Maxdur A-690 (Acero estructural de alto límite
elástico), cuya resistencia última a la tensión es 𝑆𝑈𝑡 = 760 𝑀𝑃𝑎. Tomado de [19].
Entonces,

42
𝜎𝑑 = 95 𝑀𝑝𝑎
La ecuación 27 se puede expresar en términos del esfuerzo flexionante, entonces
𝜎𝑑 =𝑀𝑀á𝑥
𝑆
Ecuación 29. Esfuerzo máximo de flexión en función del esfuerzo flexionante para cargas repetidas. [18].
El momento flector máximo es 𝑀𝑀á𝑥 = 31688,46 𝑁 − 𝑚. (Tomado de la ilustración 14 diagramas de fuerza cortante y momento flector, anexo D).
Resolviendo para 𝑆
𝑆 =𝑀𝑀á𝑥
𝜎𝑑
El valor del módulo de la sección requerido es 𝑆 = 0,0003336 𝑚3.
La fórmula del módulo de sección de una sección rectangular de base 𝑏, y ancho 𝑎, es
𝑆 =𝐼
𝐶=
𝑎 ℎ3
12 ℎ2
=𝑎 ℎ2
6
Ecuación 30. Módulo de la sección. (Viga de sección transversal rectangular). [18].
Reescribiendo en la ecuación 29 y resolviendo para ℎ,
ℎ = √6 𝑆
𝑎
Conocido el valor de 𝑆 se determina el espesor ℎ,
ℎ = 0,08859 𝑚 = 88,59 𝑚𝑚
ℎ = 3 12⁄ " (Comercial), en unidades del sistema internacional equivale a 88,9 𝑚𝑚.
Sin embargo el diseño se realizó con las dimensiones críticas de las bridas como se expresó con anterioridad, se hace necesario entonces redimensionar el ancho y la base de la placa asegurando que esta nueva magnitud pueda cumplir las expresiones de flujo cortante, facilitar el montaje y mantenimiento de los cilindros hidráulicos, el ensamble de las columnas y análogamente permitan conseguir una dimensión de espesor más comercial y económico.

43
Para conocer la distancia mínima que debe existir entre el centro del agujero y el filo de la viga, a su vez la distancia mínima entre los diámetros de los elementos de unión, [20] sugiere las siguientes relaciones:
𝑋𝑎 = 1,5 𝐷𝑖
Ecuación 31 Distancia mínima entre agujero y filo. [20]
𝑋𝑏 = 2 𝐷𝑝
Ecuación 32 Distancia mínima entre agujeros. [20]
Donde,
𝐷𝑖,Es el diámetro del agujero.
𝐷𝑝, Es el diámetro de los elementos de unión.
𝑋𝑎,La distancia mínima entre el centro del agujero y filete o filo.
𝑋𝑏, La distancia mínima entre los centros de los agujeros para elementos de unión.
La distancia 𝑋𝑎 debe ser la misma entre el filo de la placa y las bridas de los cilindros, conocidos los diámetros de las columnas la distancia mínima es,
𝑋𝑎 = 66,7 𝑚𝑚
Análogamente se asignó un espacio de 50𝑚𝑚 entre las bridas para efectos de ensamble y mantenimiento.
En este orden de ideas el nuevo dimensionamiento de la placa será:
Ilustración 4. Dimensionamiento final de la placa. Fuente autores.
Se deberá entonces realizar en análisis pertinente de flexión

44
El nuevo momento flector máximo es 𝑀𝑀á𝑥 = 41060,64 𝑁 − 𝑚 (Tomado de la ilustración 27 diagramas de cuerpo libre (DCL), fuerza cortante y momento flector, anexo D).
El nuevo valor del módulo de la sección requerido es 𝑆 = 0,0004322 𝑚3.
Resolviendo para ℎ en la ecuación 29 se tiene:
ℎ = 0,07575𝑚 = 75,75𝑚𝑚
ℎ = 3" (Comercial), en unidades del sistema internacional equivale a 76,2 𝑚𝑚.
Se realizará un análisis de pendientes y curva elástica, con el objetivo de determinar la máxima deflexión. En el anexo D ilustración 28, se encuentran los diagramas mencionados.
El punto más crítico es el ubicado en la mitad de la viga con pendiente cero. En
este mismo punto la deflexión máxima es de 0,4978𝑚𝑚, según [21] este valor es admisible puesto que es mucho menor el espesor de la placa.
7.6.4. Diseño del sujetachapas.
La sujeción del material permite evitar arrugas en la superficie de la cámara. Este proceso es usado cuando se realiza un embutido profundo con diámetro amplio. Existen sujetachapas de tipo fijo-plano que permiten el deslizamiento del material impidiendo la aparición de defectos mientras el espesor en las distintas zonas de la pieza embutida tiene una varianza mínima. Por otro lado los sujetachapas de presión o de freno se usan cuando se quieren alcanzar espesores de pared más finos que la chapa inicial.
El sujetachapas será de tipo fijo-plano con un agujero que permitirá el paso del punzón de embutido, será ensamblado en la sección roscada del vástago de los cilindros de sujeción. El prensachapas deberá soportar los esfuerzos producidos por las cargas de sujeción calculadas previamente.
Las dimensiones de la placa se determinaron tomando la distancia entre centros de los vastagos de sujeción, y las distancias mínimas entre agujeros establecida por la ecuación 31.
Los vástagos de sujeción poseen roscas de designación 𝑀 48𝑥2 según [16], por ende la distancia mínima entre el agujero y el filo de la placa será 𝑋𝑎 = 72 𝑚𝑚.
El diámetro del punzón es de 97 𝑚𝑚, sin embargo se asignará una tolerancia de 3 𝑚𝑚 para el agujero de paso puesto que se requiere de una holgura para evitar

45
posibles colisiones entre el punzón y la placa. El agujero tendrá entonces un
diámetro de 100 𝑚𝑚, y la distancia mínima es 𝑋𝑎 = 150 𝑚𝑚.
La ilustración 5 presenta el esquema de dimensionamiento del sujetachapas, recopilando y aplicando los análisis realizados.
Ilustración 5. Dimensionamiento del sujetachapas. Fuente autores.
Se realizará entonces el análisis de fuerzas aplicadas y flexión pura.
La placa será sometida a las fuerzas aplicadas por los cilindros de sujeción consideradas estáticas puesto que se evalúan en el punto crítico de aplicación. La reacción corresponde al dado matriz de embutición ubicado en la mitad de la viga.
El diagrama de cuerpo libre se puede apreciar en la siguiente ilustración:
Ilustración 6. Modelo de la viga sujetachapas DCL (diagrama de cuerpo libre) (MD SOLIDS). Fuente autores.
Donde,
𝑃1 = 𝑃2 = 𝐹𝑢𝑒𝑟𝑧𝑎 𝑑𝑒 𝑠𝑢𝑗𝑒𝑐𝑖ó𝑛.
𝑅𝐴 = 𝑅𝑒𝑎𝑐𝑐𝑖ó𝑛 𝑒𝑛 𝑒𝑙 𝑝𝑢𝑛𝑡𝑜 𝐴
Realizando la sumatoria de fuerzas y momentos respectivamente se tiene:

46
+↑ ∑ 𝐹 = −𝑃1 − 𝑃2 + 𝑅𝐴 = 0
+⃔ ∑ 𝑀𝐴 = 𝑃1(227,5) − 𝑃2(227,5) = 0
Entonces el valor de la reacción en el punto 𝐴 es:
𝑅𝐴 = 169017𝑁 ↑
Realizando el análisis de flexión pura se obtiene el valor del momento flector
máximo 𝑀𝑀á𝑥 = 19225,57 𝑁 − 𝑚 (Tomado de la ilustración 30 diagramas de fuerza cortante y momento flector, anexo D).
La placa prensachapas será fabricada en acero Maxdur A-690 (Acero estructural
de alto límite elástico) cuya resistencia última a la tensión es 𝑆𝑈𝑡 = 760 𝑀𝑃𝑎. Tomado de [19].
El agujero para paso del punzón de embutido es un concentrador de esfuerzo por
ende se calculará el valor geométrico de esfuerzo 𝐾𝑡 para una barra plana con una perforación transversal a flexión, siguiendo los lineamientos establecidos en la siguiente ilustración:
Ilustración 7. Factor de concentración de esfuerzos geométrico Kt para una barra plana con una perforación transversal a flexión. Tomado de [21].
Siendo 𝑑 = 100 y 𝑊 = 300 según la ilustración 5.

47
El valor de la relación 𝑑
𝑊 es de 0,3333
En este caso 𝑑
𝑊≤ 0,65, entonces se empleará la fórmula propuesta en la ilustración
7.
𝐾𝑡 = 2,9947 − 3,4833 (𝑑
𝑤) + 5,8268 (
𝑑
𝑤)
2
− 4,1986 (𝑑
𝑤)
3
Ecuación 33. Concentrador de esfuerzo geométrico para relación d/W≤0,65. Tomado de [21].
El valor del concentrador de esfuerzos es:
𝐾𝑡 = 2,326
En la ecuación 27 se definió el esfuerzo máximo como,
𝜎𝑀á𝑥 =𝑀𝑀á𝑥
𝑆
Sin embargo este esfuerzo es válido cuando no existen concentradores de esfuerzo.
Caso contrario el esfuerzo máximo mencionado con anterioridad se convierte en el esfuerzo promedio 𝜎𝑝𝑟𝑜𝑚., y se define como nuevo esfuerzo máximo a la siguiente
expresión:
𝜎𝑀á𝑥 = 𝜎𝑝𝑟𝑜𝑚. ∗ 𝐾𝑡
Ecuación 34. Esfuerzo máximo en términos del concentrador de esfuerzos. [20].
En este orden de ideas se recrea el análisis realizado en la sección 6.6.3, donde se expresó el esfuerzo en función de la resistencia última a la tensión para materiales dúctiles y el factor de seguridad para cargas flexionantes repetitivas según la ecuación 28.
De esta forma el esfuerzo promedio será:
𝜎𝑝𝑟𝑜𝑚. =𝑆𝑈𝑡
𝑁
Donde 𝑁 = 8, valor tomado de la tabla 16 y 𝑆𝑈𝑡 = 760𝑀𝑃𝑎 valor suministrado por la ficha técnica [19].
El valor del esfuerzo promedio es,
𝜎𝑝𝑟𝑜𝑚. = 95𝑀𝑃𝑎
48
Entonces el valor del esfuerzo máximo es,
𝜎𝑀á𝑥 = 220,93 𝑀𝑃𝑎
Conocidos el momento flector máximo 𝑀𝑀á𝑥 = 19225,57 𝑁 − 𝑚 y el esfuerzo máximo se calculará el valor del módulo de la sección 𝑆 mediante la ecuación 27,
𝑆 = 0,0000870 𝑚3
Ahora se hallará el valor del espesor ℎ a través de la ecuación 29,
ℎ = 0,04172 𝑚 = 41,72 𝑚𝑚
ℎ = 1 34⁄ " (Comercial), en unidades del sistema internacional equivale a 44,45 𝑚𝑚.
Se realizará un análisis de pendientes y curva elástica, con el objetivo de determinar la máxima deflexión. En el anexo D ilustración 31, se encuentran los diagramas mencionados.
Los puntos más críticos son los ubicados en los extremos de la viga con pendiente
cero. En estos mismos puntos la deflexión máxima tiene valores de −1,16𝑚𝑚, según [21] este valor es admisible puesto que es mucho menor el espesor de la placa.
7.6.5. Diseño de la placa intermedia.
El proceso de análisis y diseño será similar al indicado en la sección 6.6.3, empleando el dimensionamiento presente en la ilustración 4.
La placa intermedia deberá soportar la aplicación de las cargas de sujeción, embutido y el peso de los elementos que irán sobre ella (placa superior, placa sujetachapas, cilindros de sujeción, columnas intermedias), por ende se asignará el peso conjunto de los mismos al punto donde se ensamblarán las columnas.
Los pesos de los cilindros de sujeción y embutido son fueron determinados con anterioridad.
El peso conjunto de las estructuras se determinó empleando la fórmula de densidad que se muestra a continuación:
𝜌 =𝑚
𝑉
Ecuación 35. Densidad. [18].
Donde,

49
𝑚, 𝑚𝑎𝑠𝑎
𝑉, 𝑣𝑜𝑙𝑢𝑚𝑒𝑛
El volumen de cada elemento se determinó según las medidas indicadas en los planos del anexo G.
Conocida la densidad del acero 𝜌 = 7850𝑘𝑔
𝑚3, se despeja en la ecuación 34 para
hallar la masa de cada elemento.
Posteriormente se multiplicará cada masa por la gravedad 𝑔 = 9,81 𝑚/𝑠2 para obtener el peso correspondiente en Newton [𝑁 ].
Los resultados obtenidos se plasmaron en la tabla mostrada a continuación:
Elemento Volumen (V) [𝑚3] Masa (m)[𝑘𝑔] Peso [𝑁]
Placa superior 0,02721 𝑚3 213,57 𝑘𝑔 2095,12 𝑁
Placa sujetachapas 0,0075 𝑚3 58,8 𝑘𝑔 576,9 𝑁
Columnas intermedias (4) 0,006207167 𝑚3 48,73 𝑘𝑔 478 𝑁
Tabla 17. Volumen, masa y peso de las estructuras. Fuente autores.
El peso conjunto de los elementos placa superior, placa sujetachapas, cilindros de sujeción y columnas intermedias es de 5417,13 𝑁.
Se usará el principio de superposición para el análisis estático, y se ubicarán las reacciones en los extremos de la placa simulada como viga para conocer sus esfuerzos máximos en condiciones críticas. Posteriormente se realizará el análisis de flexión pura.

50
Ilustración 8. . Modelo de la viga intermedia DCL (diagrama de cuerpo libre) (MD SOLIDS). Fuente autores.
Donde,
𝑃1 = 𝑃2 = 2708,57 𝑁, 𝑃𝑒𝑠𝑜 𝑐𝑜𝑛𝑗𝑢𝑛𝑡𝑜 𝑑𝑒 𝑙𝑜𝑠 𝑒𝑙𝑒𝑚𝑒𝑛𝑡𝑜𝑠.
𝑃3 = 𝑃4 = 𝐹𝑢𝑒𝑟𝑧𝑎 𝑑𝑒 𝑠𝑢𝑗𝑒𝑐𝑖ó𝑛.
𝑃5 = 𝐹𝑢𝑒𝑟𝑧𝑎 𝑑𝑒 𝑒𝑚𝑏𝑢𝑡𝑖𝑑𝑜.
𝑅𝐴 = 𝑅𝑒𝑎𝑐𝑐𝑖ó𝑛 𝑒𝑛 𝑒𝑙 𝑝𝑢𝑛𝑡𝑜 𝐴
𝑅𝐵 = 𝑅𝑒𝑎𝑐𝑐𝑖ó𝑛 𝑒𝑛 𝑒𝑙 𝑝𝑢𝑛𝑡𝑜 𝐵
𝑅𝐴 = 𝑅𝑒𝑎𝑐𝑐𝑖ó𝑛 𝑒𝑛 𝑒𝑙 𝑝𝑢𝑛𝑡𝑜 𝐴
Realizando la sumatoria de fuerzas y momentos respectivamente se tiene:
+↑ ∑ 𝐹 = −𝑃1 − 𝑃2 − 𝑃3 − 𝑃4 − 𝑃5 + 𝑅𝐴 + 𝑅𝐵 = 0
+⃔ ∑ 𝑀𝐴 = −𝑃1(67,5)−𝑃2(732,5)−𝑃3(172,5)−𝑃4(627,5)−𝑃5(400)+𝑅𝐵(800) = 0
Resolviendo el sistema de ecuaciones se puede hallar el valor de las reacciones:
𝑅𝐴 = 184698,70 𝑁
𝑅𝐵 = 184698,70 𝑁
Por principio de superposición el valor de las reacciones se divide en dos, de esta forma se conocerá el valor en cada punto de apoyo de la placa, se designará como
𝑅 a este nuevo valor.
𝑅 = 92349,35𝑁
En la ecuación 29 se definió el esfuerzo máximo como,
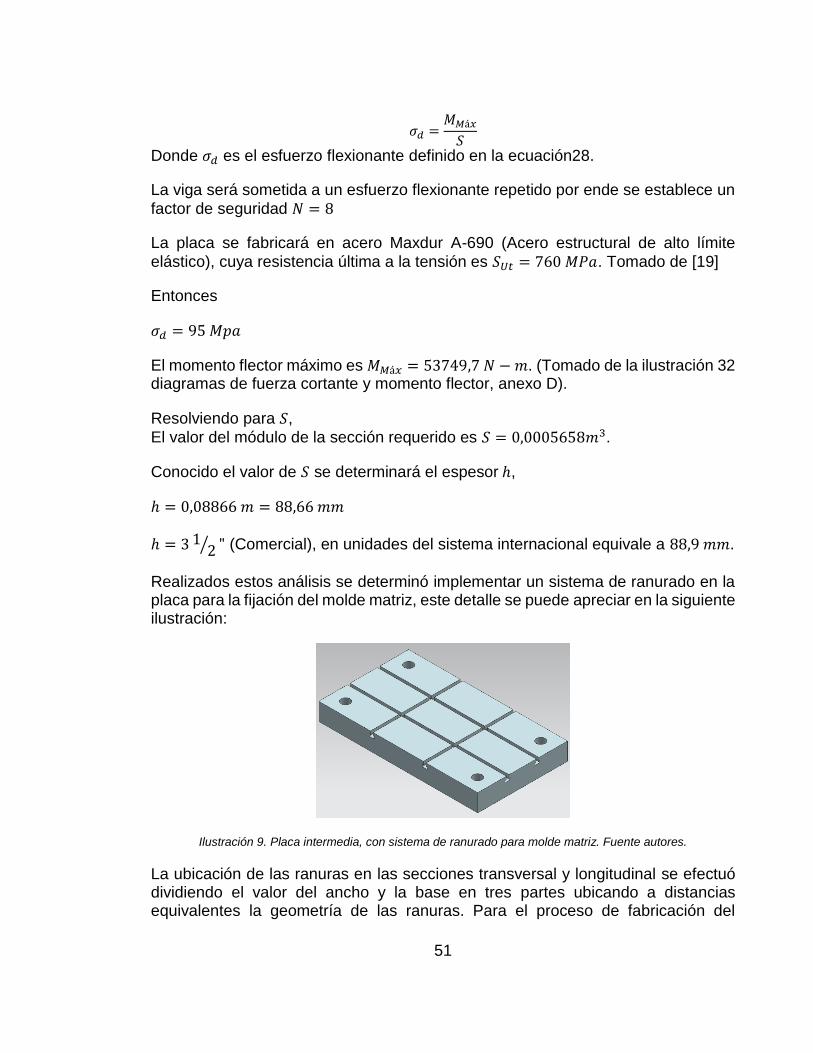
51
𝜎𝑑 =𝑀𝑀á𝑥
𝑆
Donde 𝜎𝑑 es el esfuerzo flexionante definido en la ecuación28.
La viga será sometida a un esfuerzo flexionante repetido por ende se establece un
factor de seguridad 𝑁 = 8
La placa se fabricará en acero Maxdur A-690 (Acero estructural de alto límite
elástico), cuya resistencia última a la tensión es 𝑆𝑈𝑡 = 760 𝑀𝑃𝑎. Tomado de [19]
Entonces
𝜎𝑑 = 95 𝑀𝑝𝑎
El momento flector máximo es 𝑀𝑀á𝑥 = 53749,7 𝑁 − 𝑚. (Tomado de la ilustración 32 diagramas de fuerza cortante y momento flector, anexo D).
Resolviendo para 𝑆,
El valor del módulo de la sección requerido es 𝑆 = 0,0005658𝑚3.
Conocido el valor de 𝑆 se determinará el espesor ℎ,
ℎ = 0,08866 𝑚 = 88,66 𝑚𝑚
ℎ = 3 12⁄ " (Comercial), en unidades del sistema internacional equivale a 88,9 𝑚𝑚.
Realizados estos análisis se determinó implementar un sistema de ranurado en la placa para la fijación del molde matriz, este detalle se puede apreciar en la siguiente ilustración:
Ilustración 9. Placa intermedia, con sistema de ranurado para molde matriz. Fuente autores.
La ubicación de las ranuras en las secciones transversal y longitudinal se efectuó dividiendo el valor del ancho y la base en tres partes ubicando a distancias equivalentes la geometría de las ranuras. Para el proceso de fabricación del
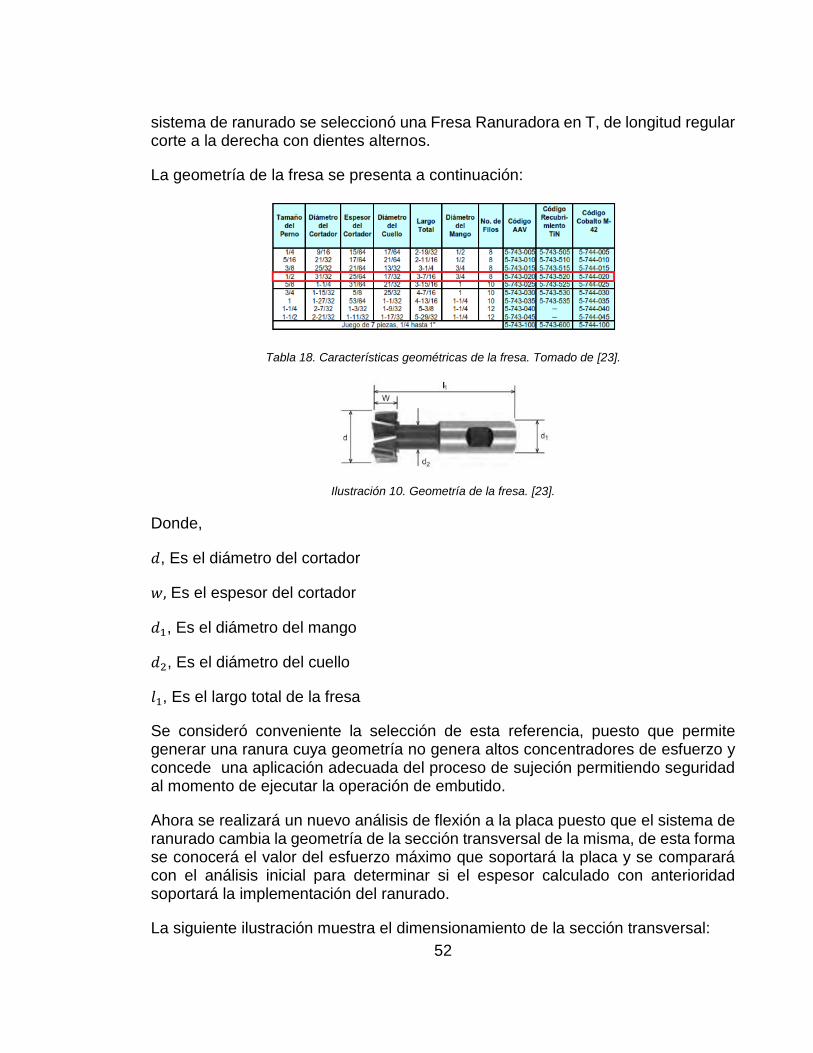
52
sistema de ranurado se seleccionó una Fresa Ranuradora en T, de longitud regular corte a la derecha con dientes alternos.
La geometría de la fresa se presenta a continuación:
Tabla 18. Características geométricas de la fresa. Tomado de [23].
Ilustración 10. Geometría de la fresa. [23].
Donde,
𝑑, Es el diámetro del cortador
𝑤, Es el espesor del cortador
𝑑1, Es el diámetro del mango
𝑑2, Es el diámetro del cuello
𝑙1, Es el largo total de la fresa
Se consideró conveniente la selección de esta referencia, puesto que permite generar una ranura cuya geometría no genera altos concentradores de esfuerzo y concede una aplicación adecuada del proceso de sujeción permitiendo seguridad al momento de ejecutar la operación de embutido.
Ahora se realizará un nuevo análisis de flexión a la placa puesto que el sistema de ranurado cambia la geometría de la sección transversal de la misma, de esta forma se conocerá el valor del esfuerzo máximo que soportará la placa y se comparará con el análisis inicial para determinar si el espesor calculado con anterioridad soportará la implementación del ranurado.
La siguiente ilustración muestra el dimensionamiento de la sección transversal:

53
Ilustración 11. Dimensiones de la sección transversal. Fuente autores.
Definiendo los siguientes términos se procederá a calcular el momento de inercia total de la sección transversal.
Sea,
𝑌, El centroide de cada sección, definido para una sección rectangular como:
Ӯ𝑖 =ℎ
2
Ecuación 36. Centroide del rectángulo. [18].
𝐴, El área de cada sección, definido para una sección rectangular como:
𝐴𝑖 = 𝑏𝑖ℎ𝑖
Ecuación 37. Área del rectángulo. [18].
𝐼𝑥, El momento de inercia de cada sección, definido para una sección rectangular como:
𝐼𝑥 =𝑏 ℎ3
12
Ecuación 38. Momento de inercia del rectángulo. [18].
El centroide general de la sección se determina a través de la siguiente expresión:
Ӯ =∑ 𝑌𝑖 𝐴𝑖
∑ 𝐴𝑖
Ecuación 39. Centroide general. [18].

54
𝑑, Es la distancia del centroide de cada sección al centroide general de la sección transversal se define como se muestra a continuación:
𝑑 = Ӯ − Ӯ𝑖
Ecuación 40.Distancia al centroide. [18].
𝐼𝑇, Momento de inercia total de la sección transversal dado por la siguiente expresión:
𝐼𝑇 = 𝐼𝑥 + 𝐴𝑑2
Ecuación 41. Momento total de inercia. [18].
𝑆𝑒𝑐𝑐𝑖ó𝑛 𝑌 𝐴 𝑌𝐴 𝐼𝑥 𝑑 𝐼𝑇𝑖 = 𝐼𝑥 + 𝐴𝑑2
𝑚𝑚 𝑚𝑚2 𝑚𝑚3 𝑚𝑚4 𝑚𝑚 𝑚𝑚4
1 44,45 40182,8 1786125,5 26464425,566 -0,7046 26484374,716
2 81,2 -217 -17620,4 4344,5208 -37,4546 -300073,2774
3 81,2 -217 -17620,4 4344,5208 -37,4546 -300073,2774
4 68,5 -243,54 -16682,49 1989,1130 -24,7546 -147249,8071
5 68,5 -243,54 -16682,49 1989,1130 -24,7546 -147249,8071 Tabla 19. Cálculos de centroides. Fuente autores.
A continuación se presentan los valores obtenidos:
El centroide general de la sección Ӯ, es:
Ӯ = 43,75 𝑚𝑚
El punto más alejado del eje neutro 𝐶, es:
𝐶 = 45,155 𝑚𝑚
El momento total de inercia 𝐼𝑇, es;
𝐼𝑇 = 25589728,55 𝑚𝑚4
Conocido el momento flector máximo 𝑀𝑀á𝑥 = 53749,7 𝑁 − 𝑚. (Tomado de la ilustración 32 diagramas de fuerza cortante y momento flector, anexo D) se determinará el valor del esfuerzo máximo a flexión requerido.
Haciendo uso de la ecuación 25 y reemplazando los valores conocidos se tiene:
𝜎𝑀á𝑥. = 94,845 𝑀𝑃𝑎

55
Este valor de esfuerzo máximo requerido es menor que el esfuerzo flexionante para
cargas repetidas 𝜎𝑑 = 95 𝑀𝑝𝑎.
El factor de seguridad para ambos casos es 𝑁 = 8.
Por ende el espesor calculado previamente soportará la implementación del sistema de ranurado.
7.7. Diseño de los soportes inferiores.
El objetivo del diseño de columnas es garantizar que la carga aplicada a una columna sea segura, que esta sea bastante menor que la carga critica de pandeo. Las siguientes definiciones se deben comprender:
𝑃𝑐𝑟 = 𝐶𝑎𝑟𝑔𝑎 𝑐𝑟𝑖𝑡𝑖𝑐𝑎 𝑑𝑒 𝑝𝑎𝑛𝑑𝑒𝑜 𝑃𝑎 = 𝐶𝑎𝑟𝑔𝑎 𝑎𝑑𝑚𝑖𝑠𝑖𝑏𝑙𝑒 𝑃 = 𝐶𝑎𝑟𝑔𝑎 𝑟𝑒𝑎𝑙 𝑎𝑝𝑙𝑖𝑐𝑎𝑑𝑎 𝑁 = 𝐹𝑎𝑐𝑡𝑜𝑟 𝑑𝑒 𝑠𝑒𝑔𝑢𝑟𝑖𝑑𝑎𝑑
Entonces
𝑃𝑎 = 𝑃𝑐𝑟
𝑁
Ecuación 42. Carga admisible. [13].
La carga real aplicada 𝑃 debe ser menor que 𝑃𝑎. 1
1 R. L. Mott, Diseño de elementos de máquinas, México: Pearson education, 2006.
56
Es importante resaltar que si la relación de esbeltez es menor que la constante de columna se debe emplear la fórmula de Johnson para cargas criticas de pandeo dada por la siguiente expresión:
𝑃𝑐𝑟 = 𝐴 𝑆𝑦 [1 −𝑆𝑦 (
𝐾 𝐿𝑟 )
2
4 𝜋2 𝐸]
Ecuación 43. Fórmula de Johnson para cargas criticas de pandeo. [13].
Caso contrario se deberá usar la fórmula de Euler para cargas críticas de pandeo que se define como:
𝑃𝑐𝑟 =𝜋2𝐸𝐴
(𝐾 𝐿
𝑟 )2
Ecuación 44. Fórmula de Euler para cargas críticas de pandeo. [13]
Para conocer la carga critica de pandeo que está expresada en función del área, la relación de esbeltez y las propiedades mecánicas del material 𝐸 y 𝑆𝑦 se tomarán
los datos requeridos de la tabla 35 y se procederá iterar teniendo en cuenta que si es conocida la carga real en el proceso de iteración se podrá hallar una carga
critica de pandeo que se dividirá entre el factor de seguridad 𝑁 para determinar el valor de la carga admisible que como se mencionó con anterioridad debe ser menor que la real.
Las columnas tienden a pandearse respecto al eje para el cual el momento de inercia y el radio de giro son mínimos, por ende al momento de realizar el diseño es adecuado tomar los valores donde dichos parámetros tengan el menor valor, con el objetivo de diseñar en condiciones críticas.
El valor de la carga real aplicada es igual al valor de las reacciones calculadas en
la placa intermedia 𝑅 = 92349,35 𝑁.
Este tipo de perfiles son fabricados en acero estructural ASTM A36 que posee un módulo de elasticidad 𝐸 = 200𝐺𝑃𝑎 y un límite de fluencia 𝑆𝑦 = 250𝑀𝑃𝑎.
Se establecerá un factor de diseño 𝑁 = 3, por recomendaciones de [13].
El valor de la constante de columna dado por la ecuación 21 es 𝐶𝑐 = 125,664.
La longitud 𝐿 de las estructuras inferiores es de 700𝑚𝑚, esta medida se determinó teniendo en cuenta factores de ergonomía y antropométricos.
57
Como la estructura está empotrada en ambos extremos, el texto [13] sugiere un
factor práctico 𝐾 = 0,65.
En el anexo E Tabla 36 se puede apreciar que el valor de la relación de esbeltez es mucho menor que la constante de columna por ende se empleó la ecuación 37 para determinar la carga crítica de pandeo y la carga admisible que soportarán las estructuras con el factor de diseño asignado, análogamente se presentan los cálculos de las soldaduras para la unión de dichos elementos en el bastidor.
Analizando los resultados de la tabla 36 se seleccionó el valor de 𝑃𝑎 más cercano por debajo del valor de la carga real. En este orden de ideas se seleccionó el perfil
con designación L3 X 3 X 1/4 pues en efecto se cumple que 𝑃𝑎 < 𝑃.
7.8. Diseño del tanque de almacenamiento de fluido.
Los tanques de paredes planas se utilizan generalmente para la aplicación de presiones hidrostáticas bajas, puesto que su geometría los hace mecánicamente débiles. Su resistencia es relativamente menor respecto a tanques de forma cilíndrica o esférica para la misma capacidad, sin embargo son preferidos por su facilidad de fabricación y mayor captación en una misma área.
El proceso de diseño se efectuó siguiendo los lineamientos establecidos en [22], texto en el cual se presenta de manera sistemática el procedimiento para el diseño de tanques rectangulares tomando los estándares de la norma ASME 71 y la teoría propuesta por el autor [23]. Las fórmulas presentes en el siguiente análisis están
permitidas bajo la deflexión máxima ∆=𝐿
500, donde 𝐿 el lado más largo de la placa.
El esfuerzo admisible permitido es el establecido por las normas ASME para recipientes a presión (tablas UCS-23).
El volumen 𝑉𝑟 requerido para el diseño del tanque está dado por el producto del área del pistón y la carrera que este efectuará.
De esta forma:
𝑉𝑟 = 𝐴𝑝 𝐶𝑝
Ecuación 45. Volumen requerido.
Donde,
𝐴𝑝, Á𝑟𝑒𝑎 𝑑𝑒𝑙 𝑝𝑖𝑠𝑡ó𝑛.

58
𝐶𝑝, 𝐶𝑎𝑟𝑟𝑒𝑟𝑎 𝑑𝑒𝑙 𝑝𝑖𝑠𝑡ó𝑛.
Los valores requeridos para los cilindros seleccionados previamente se recopilaran en la siguiente tabla:
Cilindro/Parámetro
𝐶𝑎𝑟𝑟𝑒𝑟𝑎 [𝑚]
Á𝑟𝑒𝑎 𝑑𝑒𝑙 𝑝𝑖𝑠𝑡ó𝑛 [𝑚2]
𝑉𝑜𝑙𝑢𝑚𝑒𝑛 𝑟𝑒𝑞𝑢𝑒𝑟𝑖𝑑𝑜 [𝑚3]
𝐶𝑖𝑙𝑖𝑛𝑑𝑟𝑜 𝑑𝑒 𝑒𝑚𝑏𝑢𝑡𝑖𝑑𝑜 0,4 𝑚 0,012271846 𝑚2 0,004908738 𝑚3
𝐶𝑖𝑙𝑖𝑛𝑑𝑟𝑜𝑠 𝑑𝑒 𝑠𝑢𝑗𝑒𝑐𝑖ó𝑛 𝑥 2 0,4 𝑚 0,0157078 𝑚2 0,0062832 𝑚3
Tabla 20. Volúmenes requeridos.
El volumen total requerido es:
𝑉𝑟 = 0,011191924 𝑚3
A este valor se le adicionará un 100% del valor original obtenido sobreestimando la capacidad del tanque debido a que este debe contener como mínimo el 50% adicional del volumen requerido para operación y lubricación de la bomba. El otro 50% se añade para evitar desabastecimiento en los cilindros por posibles fugas o mantenimiento que se realice en el tanque.
En este orden de ideas el nuevo volumen requerido 𝑉𝑟𝑑 de diseño es:
𝑉𝑟𝑑 = 0,02238385𝑚3
En pulgadas cúbicas:
𝑉𝑟 = 1365,95 𝑖𝑛3
Se supone un tanque de lados iguales donde se designará como 𝐵 (base) a uno de estos lados.
Entonces 𝐵 será:
𝐵 = √𝑉𝑟3
Ecuación 46. Relación de lado. [22].
Conocido 𝐵 se utilizarán las siguientes expresiones para determinar las demás dimensiones del tanque:
𝐻 = 0,667 𝐵

59
𝐿 = 1,5 𝐵
Donde 𝐻 es el lado más corto (altura) y 𝐿 (longitud) el lado más largo como se mencionó con anterioridad.
Las dimensiones obtenidas se presentan en la siguiente tabla:
𝐿𝑎𝑑𝑜 𝑉𝑎𝑙𝑜𝑟 [𝑖𝑛] 𝑉𝑎𝑙𝑜𝑟 [𝑚𝑚]
𝐵 11,10 𝑖𝑛 282 𝑚𝑚
𝐻 7,4 𝑖𝑛 188𝑚𝑚
𝐿 16,64 𝑖𝑛 423 𝑚𝑚
Tabla 21.Dimensiones del tanque.
El coeficiente de relación de lados 𝛼 depende de la proporción existente entre sus
lados, conocidos 𝐻 y 𝐿 se determina el cociente entre ellos:
𝐻 = 0,44
Luego se procede a determinar el valor de 𝛼 en la siguiente tabla:
Tabla 22. Valores de α para tanques rectangulares. [22].
El valor de 𝛼 es:
𝛼 = 0,005

60
En este orden de ideas se calculará el espesor 𝑡 de la lámina del tanque mediante la siguiente expresión:
𝑡𝑖 = 2,45 𝐿√𝛼 𝐻 0,036 𝐺
𝑆
Ecuación 47. Espesor de lámina para tanques rectangulares. [22] 2
Donde,
𝐺, Es la gravedad específica del líquido, (Aceite hidráulico mineral DIN 51524, referencia PQL Hidra HLP 46 [24]) se tiene entonces el valor de 𝐺 = 0,88.
𝑆, Es el valor del esfuerzo en la placa en función de la temperatura de operación, se tomó como aparece tabulado en las tablas UCS-23, usando material SA 285 C
con un rango de temperatura de operación entre 0°𝐶 𝑦 250 °𝐶, el valor del esfuerzo
es 𝑆 = 15664,076 𝑃𝑠𝑖.
Conocidos los demás términos el valor de 𝑡 es:
𝑡𝑖 = 0,0112 𝑖𝑛
Al espesor inicial obtenido se le sumará un valor recomendado de margen por
corrosión 𝑀𝑐 dado por el siguiente intervalo:
1"
16< 𝑀𝑐 <
1"
4
Sin embargo este valor puede ser determinado por el diseñador bajo las condiciones necesarias.
Para este caso se tomó 𝑀𝑐 =5"
32.
Finalmente el valor de 𝑡 es:
𝑡 = 0,1674".
Espesor de 3"
16. Aproximadamente 4,8 𝑚𝑚.
7.8.1. Cálculos del bastidor de atiesamiento.
2 Los factores expuestos en la ecuación 39 aplican solo para el sistema de unidades inglés.

61
El cálculo del bastidor de atiesamiento permite conocer el valor de la carga 𝑊 actúa sobre las paredes del tanque y es ejercida por el fluido. Análogamente permite
identificar el valor de las reacciones 𝑅1 y 𝑅2 requeridas para análisis posteriores. La siguiente ilustración muestra la distribución de la carga:
Ilustración 12. Distribución de la carga en la pared del tanque. [24].
El valor de la carga 𝑊,está definido por la siguiente expresión:
𝑊 =0,036 𝐺 𝐻2
2
Ecuación 48.Carga del fluido en la pared del tanque. [24].
Donde 𝐺 (𝐺𝑟𝑎𝑣𝑒𝑑𝑎𝑑 𝑒𝑠𝑝𝑒𝑐𝑖𝑓𝑖𝑐𝑎)𝑦 𝐻(𝐴𝑙𝑡𝑢𝑟𝑎 𝑑𝑒𝑙 𝑡𝑎𝑛𝑞𝑢𝑒) fueron determinados con anterioridad.
Entonces el valor de 𝑊,es:
𝑊 = 0,75𝑙𝑏
𝑖𝑛
Conocida la carga 𝑊se determinará el valor de las reacciones 𝑅1 y 𝑅2 como se indica a continuación:
𝑅1 = 0,3 W 𝑅2 = 0,7 W
Ecuación 49. Reacciones. [24].
Los valores de las reacciones son:

62
𝑅1 = 0,26 lb 𝑅2 = 0,61 lb
En unidades del sistema internacional:
𝑅1 = 1,16 N 𝑅2 = 2,72 N
7.8.2. Cálculos de la soldadura.
Las uniones por soldadura recomendadas por [24] para este tipo de tanques se presentan en la siguiente ilustración:
Ilustración 13. Unión por soldadura para tanques rectangulares. [24].
De estas opciones se seleccionó la unión número 1 (soldadura a tope con unión abierta).
Se soldarán entonces dos secciones de acero ASME SA 285 C con las siguientes especificaciones:
Longitud del cordón 𝑙 = 16,64 𝑖𝑛.
Espesor del cordón ℎ = 0,1326𝑖𝑛.
El grosor de la placa 𝑡 = 0,1875 𝑖𝑛.
Para este proceso se utilizará soldadura por electrodo revestido SMAW, con electrodo de designación E6011.
Se calculará entonces si son satisfactorias la resistencia del material de aporte y la resistencia de la unión.
La fuerza permisible por longitud unitaria de un electrodo de metal E6011 de 3"
8 es
de 2,39𝐾𝑖𝑝
𝑖𝑛 de soldadura (tomado de [26]), y se define mediante la siguiente
expresión:
𝐹 = 2,39 𝑙
Ecuación 50. Fuerza permisible. [26].

63
La fuerza permisible 𝐹 es,
𝐹 = 39,77 𝐾𝑖𝑝
Como 0,522 𝑙𝑏𝑓 < 30,05 𝐾𝑖𝑝 la resistencia del material de aporte es satisfactoria.
El máximo esfuerzo cortante permisible 𝜏𝑝𝑒𝑟𝑚 se define mediante la siguiente
expresión:
𝜏𝑝𝑟𝑜𝑚 = 0, 4 𝑆𝑦
Ecuación 51. Esfuerzo cortante permisible. [26].
Donde 𝑆𝑦 es el límite de fluencia del material cuyo valor es 𝑆𝑦 = 30𝐾𝑠𝑖 [13].
El máximo esfuerzo tensionante permisible 𝜎𝑝𝑒𝑟𝑚 para soldaduras a tope se define
mediante la siguiente expresión:
𝜎𝑝𝑒𝑟𝑚 = 0, 6 𝑆𝑦
Ecuación 52. Esfuerzo tensionante permisible. [26].
El esfuerzo cortante 𝜏 en el metal base adyacente a la soldadura se define como:
𝜏 =𝐹
2 ℎ 𝑙
Ecuación 53. Esfuerzo cortante. [26].
El esfuerzo tensionante 𝜎 en el cuerpo de la unión de la soldadura se define como:
𝜎 =𝐹
𝑡 𝑙
Ecuación 54. Esfuerzo tensionante. [26].
Los esfuerzos calculados se consignaron en la siguiente tabla:
𝐸𝑠𝑓𝑢𝑒𝑟𝑧𝑜𝑠 𝑐𝑜𝑟𝑡𝑎𝑛𝑡𝑒𝑠, 𝜏 [𝑝𝑠𝑖 ] 𝐸𝑠𝑓𝑢𝑒𝑟𝑧𝑜𝑠 𝑡𝑒𝑛𝑠𝑖𝑜𝑛𝑎𝑛𝑡𝑒𝑠, 𝜎 [𝑝𝑠𝑖 ]
𝜏𝑝𝑒𝑟𝑚 = 12𝑘𝑝𝑠𝑖 𝜎𝑝𝑒𝑟𝑚 = 18𝑘𝑝𝑠𝑖
𝜏 = 0,13 𝑝𝑠𝑖 𝜎 = 0,18 𝑝𝑠𝑖

64
Tabla 23. Esfuerzos de soldadura. Fuente autores.
Como los esfuerzos permisibles son mayores que los esfuerzos nominales la soldadura es satisfactoria.
La siguiente ilustración muestra algunas recomendaciones para la aplicación del electrodo E6011.
Ilustración 14. Recomendaciones para la aplicación del electrodo. [27].
7.9. Diseño del sistema electrohidráulico
La simulación del circuito para modelar el funcionamiento de la prensa hidráulica se efectuó en el software FluidSIM- Hydraulic VERSION 4.2.16.
Para empezar se escogieron los componentes hidráulicos que serían utilizados en el montaje. En primer lugar se seleccionaron tres cilindros doble efecto los cuales se conectan respectivamente a una válvula 4/3 con bypass bi-estable (pilotada eléctricamente por dos solenoides), estos están conectados a una válvula estranguladora para regular el caudal. Además se conecta a un manómetro que muestra la presión que por allí pasa, además de una válvula limitadora de presión y de allí están conectadas a la bomba.
Para la realización de la parte eléctrica se utilizó el método paso a paso. los componentes que se utilizaron fueron dos pulsadores conectados en serie como condición de seguridad para el accionamiento de la prensa, además de un paro de emergencia que es accionado por medio de un interruptor de enclavamiento, también se utilizaron rodillos interruptores de fin de curso para la detección del

65
recorrido que realizan los cilindros. Además se utilizó relevadores estos son dispositivos electromagnéticos que funcionan como interruptores controlados por un circuito eléctrico en el que, por medio de una bobina y un electroimán, se acciona un juego de contactos que permiten abrir o cerrar dichos contactos.
El funcionamiento de este comienza al pulsar S1 y S2 de esta forma se genera la activación de la bobina del relé k1 que al ser accionado hace que los contactos de k1 se activen, en la línea dos se genera una retención que pone en funcionamiento k1 la cual mantiene la señal activa para el paso siguiente que activa a un segundo relé k2 el cual hace que en las líneas nueve y diez respectivamente se accionen los contactos y permitan la activación de las bobinas Y1 y Y3 esto hace que se active las válvulas 4/3 y de paso a que los cilindros A y B salgan al mismo tiempo.
Luego de que ya han salido los cilindros A y B se acciona el final de carrera 1S2 lo que permite que se active un relé k3 que pone en funcionamiento la bobina Y5 y hace que salga el cilindro c, luego de esto se activa el final de carrera 3S2 permitiendo la activación del relé k4 el cual hace que des energice la línea número cuatro y de paso que se active Y6 la cual devuelve la válvula del cilindro c a su estado inicial, apenas se devuelve el cilindro c se pulsa el final de carrera 3S1 y activa el relé k5 que hace que se devuelvan al estado inicial las válvulas de los cilindro A y B. Finalmente en la línea número ocho para des-energizar la retención que genero k5 se utiliza un contacto normalmente cerrado del final de carrera 1s1 el cual hace que se des-energice todo el circuito y quede a la espera de un nuevo pulso.
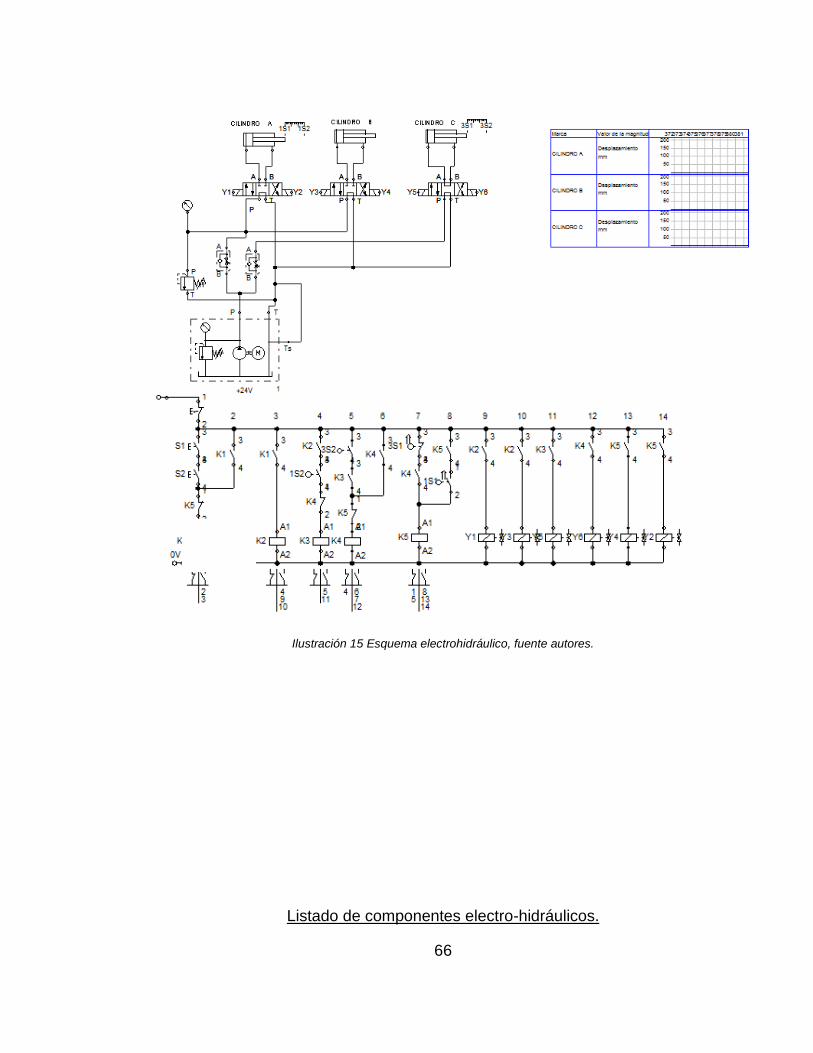
66
Ilustración 15 Esquema electrohidráulico, fuente autores.
Listado de componentes electro-hidráulicos.

67
Designación Cantidad
Cilindro hidráulico de doble efecto NORMA ISO 6022, de brida trasera rectangular, diámetro del Pistón 100 mm, diámetro del vástago 70mm.
Carrera de 400mm.
2
Cilindro hidráulico de doble efecto NORMA ISO 6022, de brida trasera rectangular, diámetro del Pistón 125 mm, diámetro del vástago 70mm.
Carrera de 400mm.
1
Válvula direccional cuádruple de tres vías de palanca manual con posición de circulación 4/3 CETOP 3
3
Relé 4
Pulsador (Obturador) 2
Válvula solenoide 6
Obturador 16
Franqueador 4
Válvula limitadora de presión(Alivio) 1
Válvula antirretorno 1
Bomba hidráulica de engranajes con presión de trabajo de 24MPa
equivalente a: 3500 𝑙𝑏𝑓/𝑖𝑛2 o 240 bares, para caudales de trabajo continuo de 31 𝑙/𝑚𝑖𝑛, y 19 𝑙/𝑚𝑖𝑛.
1
Motor de montaje vertical que permita el funcionamiento de la bomba seleccionada.
1
Componentes generales de la unidad hidráulica para capacidad de 4 galones.
1
Mangueras de conexión, racores, y demás elementos de unión.
Tabla 24. Listado de componentes electrohidráulicos. Fuente autores.
8. SELECCIÓN DE ELEMENTOS ESTANDARIZADOS.
8.1. Selección de la bomba.

68
Las bombas usadas en procesos de manufactura como embutido, doblado y troquelado requieren de altas presiones de operación a velocidades que dependen de las características geométricas del elemento a fabricar y las propiedades del material que se usará.
Las bombas de desplazamiento positivo tales como pistones (axiales o radiales), engranajes (externos o internos), paletas y lóbulos, son comúnmente usadas para este tipo de procesos.
De estas opciones se seleccionó la bomba de engranajes externos debido a su fácil adquisición y costo frente a las demás opciones.
Los parámetros requeridos para la selección de la referencia de la bomba son:
Velocidad de avance Área del pistón del cilindro Presión de operación del cilindro
Datos que obtenidos con anterioridad fueron sintetizados en la siguiente tabla:
Parámetro/Cilindro Punzón Sujetachapas
Presión de operación [MPa] 17.8 MPa 12 MPa
Área del pistón [mm2] 12271,8463 mm2 7583,9816 mm2
Velocidad [mm
s] 25
mm
s 30
mm
s
Tabla 25. Valores recopilados. Fuente autores.
El caudal 𝑞𝑣 con el cual operará la bomba se calculará mediante la siguiente expresión:
𝑞𝑣 = 𝑣 𝐴
Ecuación 55. Caudal. [25].
Donde 𝑣 es la velocidad de embutición y 𝐴 el área del pistón.
En la siguiente tabla se presentan los valores obtenidos:
𝐶𝑎𝑢𝑑𝑎𝑙 / 𝐶𝑖𝑙𝑖𝑛𝑑𝑟𝑜 𝐶𝑎𝑢𝑑𝑎𝑙[𝑚3]
[𝑠]
𝐶𝑎𝑢𝑑𝑎𝑙 [𝑙𝑝𝑚]

69
𝑆𝑢𝑗𝑒𝑡𝑎𝑐ℎ𝑎𝑝𝑎𝑠 𝑥 2 0,000471239
𝑚3
𝑠
28,28 𝐿𝑝𝑚
𝑃𝑢𝑛𝑧ó𝑛 0,0002306796
𝑚3
𝑠
18,41 𝐿𝑝𝑚
Tabla 26. Caudales requeridos. Fuente autores.
Para el proceso de selección de la bomba se eligió al fabricante 𝐸𝐴𝑇𝑂𝑁, como sugerencia de AUTOPARTES J.K.A., puesto que esta marca provee elementos hidráulicos de alta calidad a precios accesibles, sus catálogos proveen de información puntual y una alta gama de posibilidades al momento de realizar el proceso de selección.
Del catálogo encontrado en [29] se seleccionó la familia de bombas
unidireccionales 𝐸𝐴𝑇𝑂𝑁 − 𝑆𝐸𝑅𝐼𝐸 26 − 𝐿2. Las especificaciones técnicas se evidencian en la siguiente ilustración:
Ilustración 16. Características de la familia de bombas EATON Serie 26- L2. [29].
Esta familia se eligió frente a las demás presentes en el catálogo debido a su amplio rango de cilindradas que requieren de un margen de rotación relativamente bajo en comparación con los demás grupos y la presión de operación cumple la requerida por los cilindros para las operaciones a ejecutar (sujeción-embutido).
Las características del modelo seleccionado se presentan a continuación:

70
Tabla 27. Bomba EATON SERIE 26-L2 MODELO 25500. Características generales. [29].
Para conocer el número de giros sobre minutos requeridos para la entrega de los caudales requeridos se utilizará la siguiente fórmula propuesta por el fabricante:
𝑞𝑣 =𝑣𝑖 𝑛 𝜂𝑣
1000
Ecuación 56. Caudal de trabajo de la bomba (expresado en Lpm). [29].
Donde,
𝑣𝑖 ,Es el número de cilindradas en 𝑐𝑚3
𝑟𝑒𝑣.
𝑛,Es la velocidad de rotación del eje en 𝑟𝑒𝑣
𝑚𝑖𝑛.
𝜂𝑣,Es la eficiencia volumétrica de la bomba.
Resolviendo para 𝑛,
𝑛 =𝑞𝑣 1000
𝑣𝑖 𝜂𝑣
La eficiencia volumétrica sugerida por el fabricante es 𝜂𝑣 = 0,9.
Esta selección se realizará con el valor máximo del caudal requerido calculado
previamente. Entonces el número de revoluciones por minuto 𝑛, para el
desplazamiento de 21,3𝑐𝑚3
𝑟𝑒𝑣 es:
𝑛 = 2249,348𝑅𝑃𝑀

71
Ahora se determinarán algunos parámetros extraídos de [30] para evaluar si bajo los requerimientos de operación la bomba funcionará satisfactoriamente.
El valor de eficiencia mecánica 𝜂𝑚 recomendada por el fabricante es 𝜂𝑚 = 0,87.
En este orden de ideas se calcularán:
La diferencia de presión de entrada (IN) y salida (OUT),
∆𝑝 =600000 𝜂
𝑚
𝑛 [𝑏𝑎𝑟]
Ecuación 57. Diferencia de presión de entrada y salida. [30].
Momento de torsión absorbido por eje,
𝑇 =𝑣𝑖 ∆𝑝
20 𝜋 𝜂𝑚
[𝑁𝑚]
Ecuación 58. Momento de torsión absorbido por el eje. [30].
Potencia hidráulica obtenida,
𝑃ℎ =𝑞𝑣 ∆𝑝
600 [𝐾𝑊]
Ecuación 59. Potencia hidráulica obtenida.
Potencia mecánica absorbida,
𝑃𝑚 = ∆𝑝 𝑣𝑖 𝑛
600000 𝜂𝑚
[𝐾𝑊]
Ecuación 60. Potencia mecánica absorbida. [30].

72
Los valores calculados se sintetizaron en la siguiente tabla:
Cilindro/Parámetro 𝐶𝑖𝑙𝑖𝑛𝑑𝑟𝑜 𝑑𝑒 𝑒𝑚𝑏𝑢𝑡𝑖𝑑𝑜 𝐶𝑖𝑙𝑖𝑛𝑑𝑟𝑜 𝑑𝑒 𝑠𝑢𝑗𝑒𝑐𝑖ó𝑛 𝑥 2
Diferencia de presión de entrada (IN) y salida (OUT).
∆𝑝= 25,52 𝐵𝑎𝑟 ∆𝑝= 31,11 𝐵𝑎𝑟
Momento de torsión absorbido por eje.
𝑇 = 9,94 𝑁𝑚 𝑇 = 12,97 𝑁𝑚
Potencia hidráulica obtenida. 𝑃ℎ = 0,783 𝐾𝑊 𝑃ℎ = 0,783 𝐾𝑊
Potencia mecánica absorbida.
𝑃ℎ = 1 𝐾𝑊 𝑃ℎ = 1 𝐾𝑊
Tabla 28. Parámetros de evaluación para la bomba. Fuente autores.
Los valores calculados son admisibles respecto a las indicaciones del catálogo. El requerimiento de fluido para trabajo mínimo es de 10 galones. Las condiciones de ensamble se especifican en el catálogo presente el en Anexo F.
El código de orden para compra es:
𝐴𝐵𝐹 − 00 − 25500 − 𝑅𝑆𝐴
Bomba hidráulica unidireccional de engranajes externos con sentido de rotación derecho.
8.2. Selección del fluido hidráulico.
El fabricante sugiere en su catálogo el uso de aceite hidráulico mineral DIN 51524 con los siguientes requerimientos:
Tabla 29. Datos técnicos generales del fluido hidráulico. [29].

73
La referencia de fluido 𝑀𝑂𝐵𝐼𝐿 𝐷𝑇𝐸 𝑆𝐸𝑅𝐼𝐸 10 − 𝑀 es un aceite lubricante con aditivos para llegar al punto de escurrimiento requerido para los distintos grados de viscosidad, aditivos antioxidantes y antiherrumbre, aditivos para detergentes, dispersantes y aditivos elevadores del índice de viscosidad. Como se indica en [27] este fluido cumple con los parámetros de la norma DIN 51524. Por ende se utilizará dicha referencia.
8.3. Selección del motor.
El motor deberá cumplir la potencia mecánica que absorbe la bomba y el régimen de revoluciones sobre minuto de operación, en efecto se siguen las sugerencias dadas por el distribuidor de la bomba para la selección del motor.
En este orden de ideas y con los valores calculados previamente se seleccionó el
motor 𝑆𝐼𝐸𝑀𝐸𝑁𝑆 𝑇𝐼𝑃𝑂 2 𝑃𝑜𝑙𝑜𝑠 − 1𝐿𝐴7 − 165 − 2𝑌𝐶70, empleando el factor de seguridad 𝑁 = 1,3 sugerido por el fabricante se obtiene por catálogo las características mostradas a continuación:
Tabla 30. Propiedades del motor. [27].
8.4. Unidad hidráulica.
Los componentes de la unidad hidráulica se presentan en la siguiente tabla:
Designación Cantidad Marca
Válvula direccional 3 VICKERS
Bomba de engranajes externos 1 EATON
Campana para motor de 25HP 1 BREVINI
Válvula de alivio 1 MARCHESINI
Válvula reductora de presión 1 HYDRAFORCE
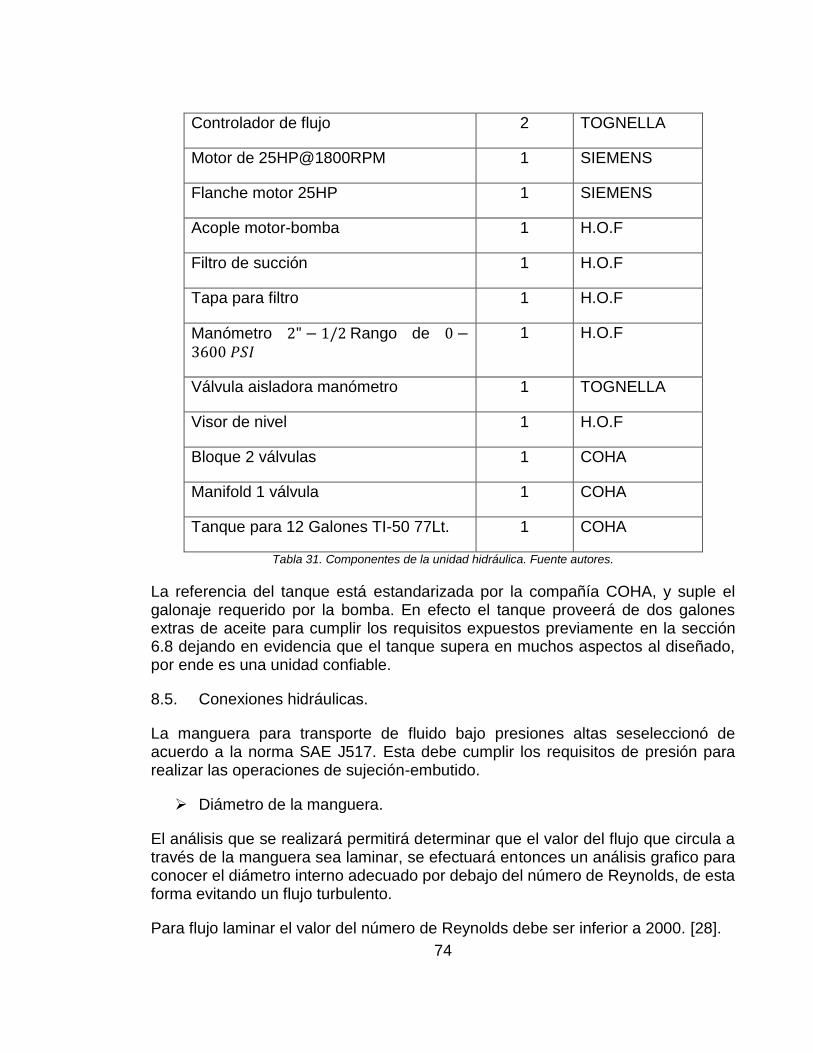
74
Controlador de flujo 2 TOGNELLA
Motor de 25HP@1800RPM 1 SIEMENS
Flanche motor 25HP 1 SIEMENS
Acople motor-bomba 1 H.O.F
Filtro de succión 1 H.O.F
Tapa para filtro 1 H.O.F
Manómetro 2" − 1/2 Rango de 0 −3600 𝑃𝑆𝐼
1 H.O.F
Válvula aisladora manómetro 1 TOGNELLA
Visor de nivel 1 H.O.F
Bloque 2 válvulas 1 COHA
Manifold 1 válvula 1 COHA
Tanque para 12 Galones TI-50 77Lt. 1 COHA
Tabla 31. Componentes de la unidad hidráulica. Fuente autores.
La referencia del tanque está estandarizada por la compañía COHA, y suple el galonaje requerido por la bomba. En efecto el tanque proveerá de dos galones extras de aceite para cumplir los requisitos expuestos previamente en la sección 6.8 dejando en evidencia que el tanque supera en muchos aspectos al diseñado, por ende es una unidad confiable.
8.5. Conexiones hidráulicas.
La manguera para transporte de fluido bajo presiones altas seseleccionó de acuerdo a la norma SAE J517. Esta debe cumplir los requisitos de presión para realizar las operaciones de sujeción-embutido.
Diámetro de la manguera.
El análisis que se realizará permitirá determinar que el valor del flujo que circula a través de la manguera sea laminar, se efectuará entonces un análisis grafico para conocer el diámetro interno adecuado por debajo del número de Reynolds, de esta forma evitando un flujo turbulento.
Para flujo laminar el valor del número de Reynolds debe ser inferior a 2000. [28].
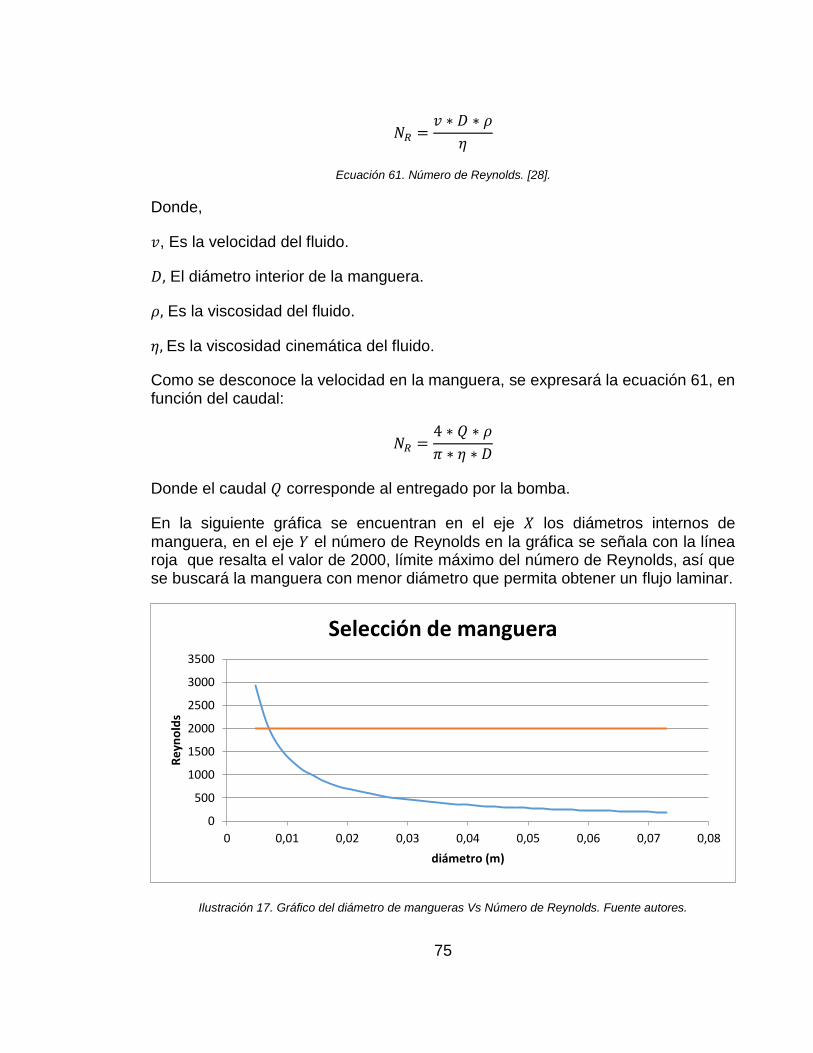
75
𝑁𝑅 =𝑣 ∗ 𝐷 ∗ 𝜌
𝜂
Ecuación 61. Número de Reynolds. [28].
Donde,
𝑣, Es la velocidad del fluido.
𝐷, El diámetro interior de la manguera.
𝜌, Es la viscosidad del fluido.
𝜂, Es la viscosidad cinemática del fluido.
Como se desconoce la velocidad en la manguera, se expresará la ecuación 61, en función del caudal:
𝑁𝑅 =4 ∗ 𝑄 ∗ 𝜌
𝜋 ∗ 𝜂 ∗ 𝐷
Donde el caudal 𝑄 corresponde al entregado por la bomba.
En la siguiente gráfica se encuentran en el eje 𝑋 los diámetros internos de manguera, en el eje 𝑌 el número de Reynolds en la gráfica se señala con la línea roja que resalta el valor de 2000, límite máximo del número de Reynolds, así que se buscará la manguera con menor diámetro que permita obtener un flujo laminar.
Ilustración 17. Gráfico del diámetro de mangueras Vs Número de Reynolds. Fuente autores.
0
500
1000
1500
2000
2500
3000
3500
0 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08
Re
yno
lds
diámetro (m)
Selección de manguera

76
El valor seleccionado según la intersección en el gráfico es 𝐷 =3
8”.
La especificación industrial estandar de la manguera seleccionada es 𝑆𝐴𝐸 100 𝑅 −2 𝐴𝑇 2𝑆𝑁. Las caracteristicas se presentan a continuación:
Tabla 32. Características técnicas de la manguera. [34].
8.6. Accesorios y conexiones entre componentes.
Ya que se seleccionó la manguera, ahora se procederá a seleccionar los racores y demás elementos conectores que componen el sistema hidráulico (bomba, cilindros, válvula, entre otros). En primer lugar se identificaran las conexiones y los elementos que se ven involucrados en el proceso de sujeción-embutido.
Ilustración 18. Circuito electrohidráulico, designación de conexiones. Fuente autores.

77
CONEXIONES:
1. Entrada- salida del cilindro
2. Entrada - salida de la válvula
3. Conexiones en T para conectar más de dos elementos
4. Conexión con bomba
5. Conexión con el tanque
Para cada una de las conexiones nombradas anteriormente, hay una forma distinta de conexión, lo que genera la necesidad de utilizar diferente elementos de conectores, por lo tanto se debe encontrar la perfecta configuración que permita el flujo de líquido dentro del sistemas sin mayores pérdidas de presión.
1. Entrada- salida del cilindro: para la entrada y salida del cilindro se utilizara
un codo macho – hembra de una pulgada para el caso del cilindro macho y
del cilindro del prensachapas (A). Además de esto se utilizó un niple reductor
macho-macho para pasar de la medida de pulgada (1”) a tres octavos de
pulgada (3/8”) (B), y posteriormente se conecta la manguera por medio de
un acople en (C).
Ilustración 19. Conexión de entrada al cilindro. Fuente autores.
2. Entrada - salida de la válvula: Para este caso se utiliza un racor de boquilla
con rosca y hexágonos exteriores, con un diámetro de 3/8 de pulgada.
3. Conexiones en T para conectar más de dos elementos: Para la conexión de
varios elementos, se necesitará entonces una T para tubos iguales con
extremos machos roscados, y también se necesitará un racor hembra con
diámetros de 3/8 de pulgada.
4. Conexión con bomba: A la salida y la entrada de la bomba se conectara un
racor recto con rosca macho de ¾ de pulgada de diámetro a la salida de la
tubería el cual ira conectado a una reducción ya que el diámetro del racor
A
B
C

78
hembra es de 3/8 de pulgada este racor será giratorio, ya que no se conoce
con alta precisión la locación ni la posición que tendrán estos acoples.
5. Conexión con el tanque: Conectores que van a la tubería de retorno al
tanque, será por medio de un racor macho de 3/8 de pulgada.
8.7. Cálculo y selección de pernos.
Los pernos que unirán las placas superior e intermedia con las columnas
estructurales y la placa intermedia con el bastidor inferior estarán sometidos a las
cargas de diseño que ejercen sobre estos esfuerzos de tensión. Conocido el valor
de la carga de diseño 𝐶𝑑 = 90443,78 𝑁 se calculará el área de tracción requerida,
y posteriormente se seleccionará el diámetro del perno.
Según [13], el esfuerzo admisible se define como:
𝜎𝑎 = 0,75 𝑅𝑝
Ecuación 62. Esfuerzo admisible del perno. [13].
Donde,
𝑅𝑝, Es la resistencia de prueba.
Posteriormente [13], define el área de tracción como:
𝐴𝑡 =𝐶𝑑
𝜎𝑎
Ecuación 63. Área de tracción en el perno. [13].
El valor le la resistencia de prueba es 970 𝑀𝑃𝑎.
En éste orden de ideas el valor del esfuerzo admisible es
𝜎𝑎 = 727,5 𝑀𝑃𝑎.
Calculando para el área de tracción:
𝐴𝑡 = 124,3213471 𝑚𝑚2
Analizando las tablas suministradas por [13], se seleccionan pernos de designación
𝑀16𝑥1,5 𝐺𝑟𝑎𝑑𝑜 12,9, cuya área de tracción es
𝐴𝑡 = 157 𝑚𝑚2 por ende si garantiza una sujeción efectiva y segura.

79
9. COSTOS PARA CONSTRUCCIÓN Y MONTAJE
En esta sección se presentará un valor aproximado del costo de fabricación de la prensa.
9.1. Elementos para la fabricación del bastidor.
Designación Masa Kg
Costo por [Kg]
(COP) $
Costo total MCTE(COP)$
Acero Maxdur de alto límite elástico, Placa superior, intermedia, prensachapas.
485,95 2957 1448700
Designación Longitud [m]
Costo por metro (COP)$
Metros requeridos
Costo total MCTE(COP)$
Perfil estructural en
L 3 𝑥1
4
6 17917 6 107500
Eje redondo de
∅ 13
4"
1 420000 5 2100000
Total: 3656200 $. Fuentes [35], [36].
9.2. Mano de obra requerida.
Ocupación Honorario por mes (COP)$
Costo de hora labor(COP)$
Soldador 984000 7000
Operador de oxicorte 984000 7000
Pintor 900000 4500
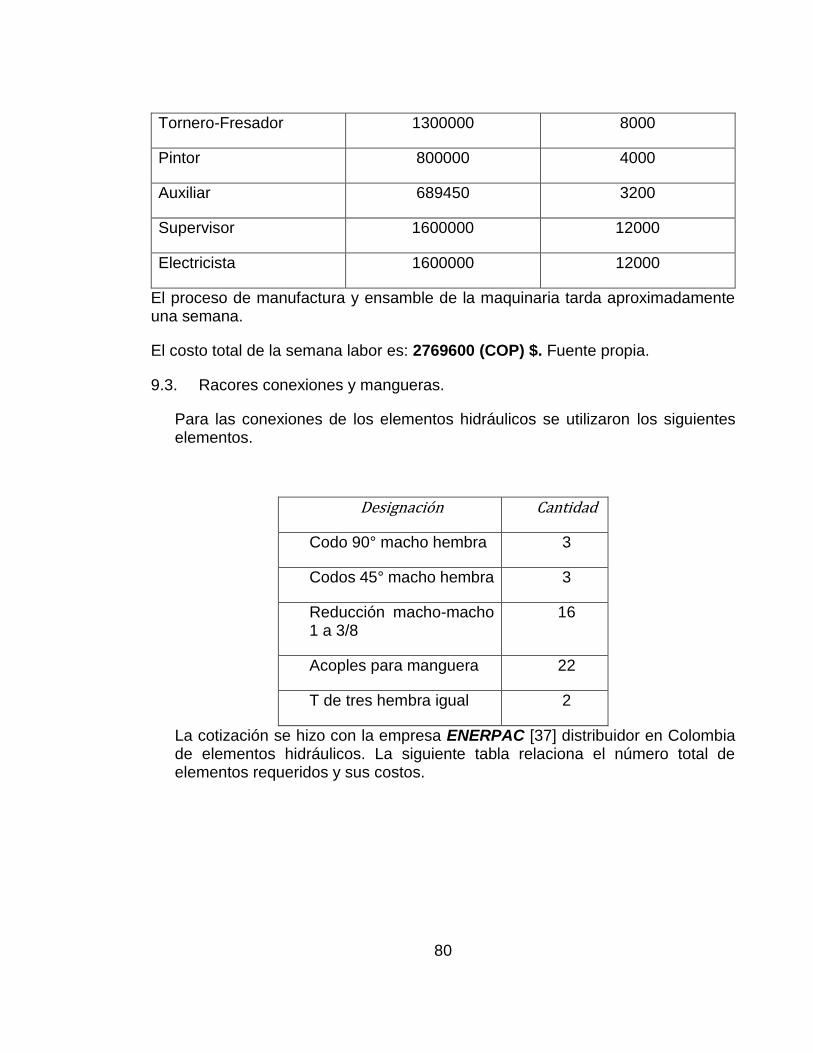
80
Tornero-Fresador 1300000 8000
Pintor 800000 4000
Auxiliar 689450 3200
Supervisor 1600000 12000
Electricista 1600000 12000
El proceso de manufactura y ensamble de la maquinaria tarda aproximadamente una semana.
El costo total de la semana labor es: 2769600 (COP) $. Fuente propia.
9.3. Racores conexiones y mangueras.
Para las conexiones de los elementos hidráulicos se utilizaron los siguientes elementos.
Designación Cantidad
Codo 90° macho hembra 3
Codos 45° macho hembra 3
Reducción macho-macho 1 a 3/8
16
Acoples para manguera 22
T de tres hembra igual 2
La cotización se hizo con la empresa ENERPAC [37] distribuidor en Colombia de elementos hidráulicos. La siguiente tabla relaciona el número total de elementos requeridos y sus costos.

81
Unidad hidráulica y componentes de ensamble.
Designación Referencia Precio unitario (COP)
Cantidad TOTAL
Codo 90° macho hembra
FZ-1616 18500
3 55500
Codos 45° macho hembra
FZ-1055 18500 3 55500
Reducción macho-macho 1 a 3/8
FZ-1608 7300
16 116800
Acoples para manguera
C-604 C
21500 22 47300
T de tres hembra igual
FZ-1612 15000
2 30000
Manguera 3/8 DIN EN 853 de alta presión
42000 10 m 420000
TOTAL 725100

82

83

84
Costo final de fabricación y ensamble de la prensa,
𝑪𝒕 = 𝟐𝟐𝟑𝟒𝟎𝟕𝟓𝟐 $ (𝑪𝑶𝑷)
85
10. CONCLUSIONES
El desarrollo de la medición de tiempos y demanda permitió identificar plenamente el problema existente en el área de producción de Autopartes J.K.A., donde la obtención de cámaras de vacío se está viendo seriamente afectada por el proceso de mecanizado del cual se obtienen (repuje), motivo por el cual no se cumple la demanda requerida. Producto de este análisis se fundamentaron los siguientes parámetros de diseño:
Diámetro de la chapa a embutir = 172 𝑚𝑚
Fuerza de embutido = 194946 𝑁
Fuerza de sujeción = 169017 𝑁
Velocidad de embutido = 25 𝑚𝑚/𝑠
Velocidad de sujeción = 30 𝑚𝑚/𝑠 La comparación y evaluación de posibles soluciones permitió realizar una
selección acertada en el momento de empezar el proceso de diseño, de esta forma se concluyó que la prensa hidráulica es la más adecuada para efectuar el proceso de embutido.
Para establecer y ejecutar el proceso de diseño se hizo necesario un análisis detallado del comportamiento de cada uno de los componentes de la prensa, teniendo en cuenta las fuerzas que intervendrían en el proceso de deformación de la lámina para la obtención de la cámara de vacío.
Durante el proceso de diseño es de suma importancia garantizar la durabilidad de los componentes de la prensa puesto que ello permite ejecutar una operación segura manteniendo la integridad del personal que manejará la máquina, por ende es necesario establecer un factor de seguridad que permita cumplir estas condiciones. Este fue el caso para el diseño de la prensa, teniendo en cuenta que se usó un factor de seguridad
𝑁 = 8 , recomendado en la literatura consultada para la elaboración de este documento.
Para la selección de los elementos estandarizados: cilindros hidráulicos, bomba, motor, elementos de la unidad hidráulica, elementos de sujeción, se hizo necesario realizar los cálculos debidos con los parámetros de diseño y
un factor de seguridad 𝑁 = 1,3 (sugerido por el fabricante del motor), que permita ejecutar el proceso de sujeción-embutido, a su vez se debe garantizar la seguridad del operario, del entorno y la durabilidad de dichos componentes.
Posterior al proceso de diseño y selección hizo necesaria una estimación del presupuesto requerido para la fabricación y ensamble de la prensa, de esta forma se puede tener una idea de la conveniencia de la construcción de
la misma. El costo estimado fue de 𝟐𝟐𝟑𝟒𝟎𝟕𝟓𝟐 (𝑪𝑶𝑷)$ .

86
11. BIBLIOGRAFIA
[1] LeytonV.A., BallénB.J., MoraP.R., CasanovaG.R., PinedaJ.C. y GarciaA.J., «Desarrollo de una prensa para pruebas estáticas y dinámicas de elementos ortopédicos y tejidos biológicos,» Ingeniería e investigación , p. 6, 2008.
[2] H. A. Payan, REINGENIERÍA A UNA PRENSA HIDRÁULICA DE CONSTRUMECAM, PARA MEJORAR LA EFICIENCIA DE SU PRODUCCIÓN, Santiago de Cali, 2012.
[3] V. H. V. Palacios, Diseño de una Prensa Hidráulica para Elaborar Pocetas de Acero Inoxidable, Guayaquil, 2008.
[4] V. C. Muñoz Jhon Jairo, «Repositorio Institucional, C. UAO, bdigital UAO,» 10 Noviembre 1995. [En línea]. Available: http://bdigital.uao.edu.co/.
[5] G. G. J. Iván, «Repositorio institucional UN: Universidad Nacional de Colombia, Bilbioteca digital UN,» Octubre 1990. [En línea]. Available: http://www.bdigital.unal.edu.co/.
[6] S. Kalpakjian, Manufactura, Ingeniería y Tecnología, México: Pearson Educación, 2002.
[7] A. Leyensetter, Tecnología de los oficios metalúrgicos, España: Revertré, 2006.
[8] M. Groover, Fundamentos de manufactura moderna, México: Mc Graw Hill, Interamericana , 2007.
[9] H. K. F. R. &. S. Appold, Tecnología de los metales, España: Reverté, 2005.
[10] J. Wilson y A. Buffa, Física, México: Pearson Educación, 2003.
[11] U. T. F. S. María. [En línea]. Available: http://descom.jmc.utfsm.cl/sgeywitz/dctos/Matrices/troquelado.pdf. [Último acceso: 12 06 2015].
[12] H. Migueléz, J. A. Canteli y J. L. Cantero, Problemas resueltos de tecnología de fabricación, Madrid: THOMSON, 2005.

87
[13] R. L. Mott, Diseño de elementos de máquinas, México: Pearson education, 2006.
[14] K. De y D. Gutter, Manual técnico del matricero, Troquelado-Estampado-Embutición de la chapa metálica., Montesó , 1977.
[15] CETOP, «http://www.cetop.org/,» [En línea]. Available: http://www.cetop.org/. [Último acceso: 15 Septiembre 2015].
[16] A. Creus, Neumática e hidráulica, España: Alfaomega, 2007.
[17] ISO, Norma ISO 6020, Barcelona: www.esperia.es.
[18] R. Mott, Resistencia de materiales, México: Pearson Education, 2009.
[19] Compañía general de aceros , Ficha técnica Acero estrcutural de alto límite elástico Maxdur A-690, Bogotá, 2015.
[20] O. Pastrán, Guía para el análisis y solución de problemas de resistencia de materiales., Bogotá: UD Editorial, 2013.
[21] S. Tmoshenko y S. Woinowsky-Kreiger, Theory of plates and shells, Mc Graw Hill, 1950.
[22] R. L. Norton, Diseño de máquinas, un enfoque integrado, México: Pearson Educación, 2011.
[23] TMX Tooling Technologies., «TMX Tooling Technologies.,» [En línea]. Available: www.toolmex.com. [Último acceso: 20 10 2015].
[24] UTO, «http://docentes.uto.edu.bo,» [En línea]. Available: http://docentes.uto.edu.bo/mruizo/wp-content/uploads/P%C3%A1ginasTanques_rectangulares.pdf. [Último acceso: 15 11 2015].
[25] C. QUIMICA, «CELEN QUIMICA WEB CORPORATIVA,» [En línea]. Available: http://lubricantesygrasas.com/es/25-pql-hidra-hlp-46.html. [Último acceso: 27 11 2015].
[26] G. R. Budynas y N. J. Keith, Diseño en ingeniería mecánica de Shigley ., México: Mc Graw Hill, 2008.

88
[27] J. W. Giachino y W. Weeks, Técnica y práctica de la soldadura, Barceloa: Revertré, 1981.
[28] R. Mott, Mecánica de fluidos, México: Pearson Educación, 2006.
[29] EATON, «EATON,» [En línea]. Available: http://www.eaton.com/Eaton/index.htm. [Último acceso: 20 10 2015].
[30] V. Cruz Martinez, Curso de hidráulica nivel básico-1, PAMPLONA, SALESIANOS, 2006.
[31] Vivoil, «Vivolo-VIVOIL OLEODINAMICA VIVOLO,» [En línea]. Available: http://www.vivoil.com/it/. [Último acceso: 20 10 2015].
[32] Esso Mobil, «Mobil Industrial Lubricants,» [En línea]. Available: http://www.essomobilborur.com/files/. [Último acceso: 23 11 2015].
[33] Siemens, «http://industria.siemens.com.mx/Motores/Docs/CatalogoMotores2010.pdf,» 2010. [En línea]. Available: http://industria.siemens.com.mx/Motores/Docs/CatalogoMotores2010.pdf. [Último acceso: 22 11 2015].
[34] Dayflex Corporation., Mangueras Hidráulicas, 2015.
[35] «SHIMEQ, Prensas Hidráulicas.,» [En línea]. Available: http://www.shimeq.com.ar. [Último acceso: 16 Septiembre 2015].
[36] Shanghai FTZ Limited, «MAC SJR Machinery (Shangai FTZ limited),» [En línea]. Available: http://machinerychina.es/14j-hydraulic-deep.html. [Último acceso: 16 Septiembre 2015].
[37] DIMECO, «DIMECO,» [En línea]. Available: http://www.directindustry.es/prod/dimeco/product-8585-1213579.html. [Último acceso: 16 Septiembre 2015].
[38] ENERPAC, «ENERPAC,» [En línea]. Available: http://www.enerpac.com/es/quienes-somos. [Último acceso: 16 Septiembre 2015].
[39] B. WASSILIEFF, Embutición, París: Barcelona : Hispano Europea, 1966.

89
[40] C. Mataix, Mecánica de fluidos y máquinas hidráulicas, México: HARLA, 1982.
[41] T. Lopez Navarro, Troquelado y estampación, Barcelona: Gustavo GUI S.A., 1976.
[42] J. M. Lasheras, Tecnología mecánica y metrotecnía, San Sebastián: Donostiarra, 2009.
[43] R. D. JB. Jones, Ingeniería termodinámica, Prentice Hall.
[44] L. M. J. E. Shigley, Diseño en Ingeniería Mecánica, McGraw Hill.
[45] Indura, «Indura,» 13 08 2015. [En línea]. Available: http://www.indura.net/_file/file_1422_6011.pdf.
[46] Ferrocortes, «Ferrocortes,» Ferrocortes, [En línea]. Available: http://www.ferrocortes.com.co/. [Último acceso: 2 Junio 2015].
[47] Estrucplan, «Ergonomía aplicada a las Herramientas:,» 2008 2002. [En línea]. Available: http://www.estrucplan.com.ar/Producciones/entrega.asp?IdEntrega=64.
[48] J. De Koninck y D. Gutter, Manual técnico del matricero, troquelado-estampado-embutición de la chapa metálica., Montesó, 1977.
[49] A. Carranza, «Ergonomía ocupacional SC: Ergoocpuacional,» Noviembre 2005. [En línea]. Available: http://www.ergocupacional.com.
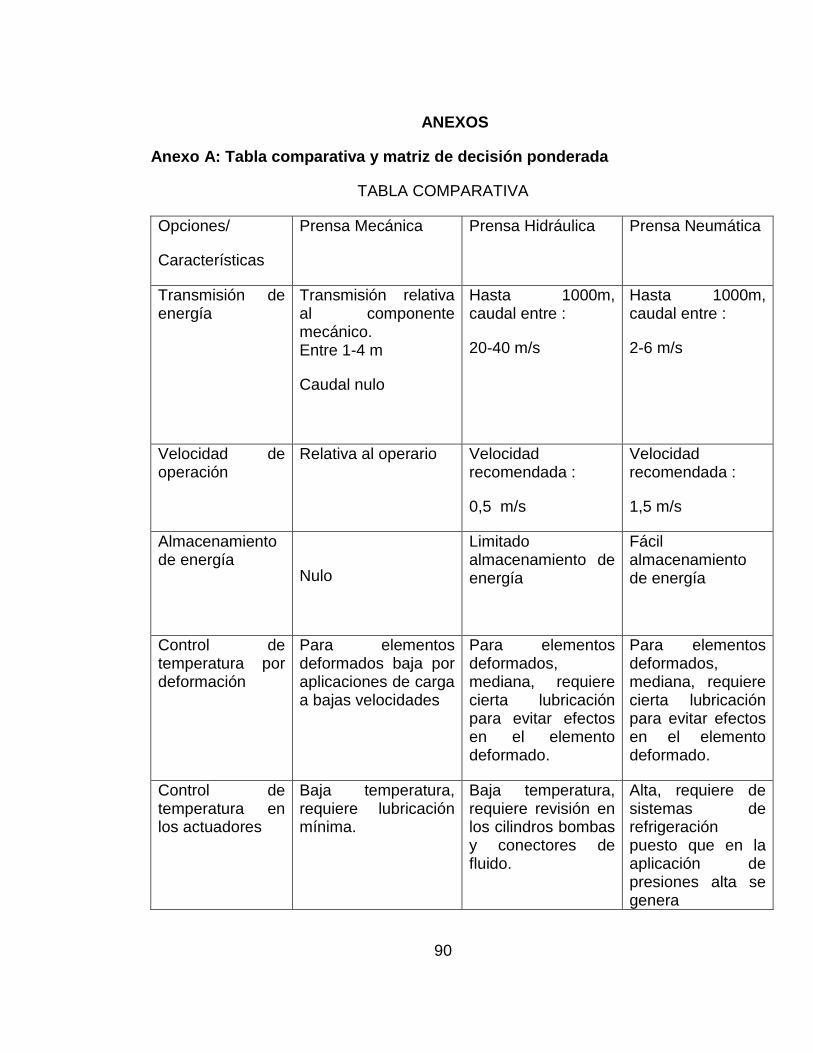
90
ANEXOS
Anexo A: Tabla comparativa y matriz de decisión ponderada
TABLA COMPARATIVA
Opciones/
Características
Prensa Mecánica Prensa Hidráulica Prensa Neumática
Transmisión de energía
Transmisión relativa al componente mecánico. Entre 1-4 m
Caudal nulo
Hasta 1000m, caudal entre :
20-40 m/s
Hasta 1000m, caudal entre :
2-6 m/s
Velocidad de operación
Relativa al operario Velocidad recomendada :
0,5 m/s
Velocidad recomendada :
1,5 m/s
Almacenamiento de energía
Nulo
Limitado almacenamiento de energía
Fácil almacenamiento de energía
Control de temperatura por deformación
Para elementos deformados baja por aplicaciones de carga a bajas velocidades
Para elementos deformados, mediana, requiere cierta lubricación para evitar efectos en el elemento deformado.
Para elementos deformados, mediana, requiere cierta lubricación para evitar efectos en el elemento deformado.
Control de temperatura en los actuadores
Baja temperatura, requiere lubricación mínima.
Baja temperatura, requiere revisión en los cilindros bombas y conectores de fluido.
Alta, requiere de sistemas de refrigeración puesto que en la aplicación de presiones alta se genera

91
calentamiento de los actuadores.
Movimiento lineal Simple, depende del actuador mecánico, bajas velocidades.
Simple con cilindros, buen control de velocidad, fuerzas grandes.
Simple, depende de los cilindros, fuerzas limitadas, y velocidades que dependen de la carga
Movimiento de rotación
Simple par bajo, baja velocidad.
Simple par alto baja velocidad.
Simple, ineficiente, alta velocidad.
Estabilidad Media, si los actuadores mecánicos no presentan juego
Alta puesto que el fluido de trabajo es casi incompresible, logrando mayores niveles de presión.
Baja el aire es compresible
Costo de alimentación
Bajo Alto Muy alto
Fuerzas producidas
1,4 a 280 MN 120 a 500 Mn 1,6 a 300 Mn
Facilidad de montaje
Media Media Media
Facilidad de operación
Media Alta Media
Seguridad para operar
Alta Media Media
Efecto por fugas Nula Contaminación Pérdida de energía
Influencia en el medio ambiente
Nula Riesgo de incendio en caso de fuga, insensible a la temperatura.
A prueba de explosión, insensible a la temperatura.
Rendimiento 0.50-0.70 0.85-0.95 0.75-0.80
Tabla 33. Tabla comparativa. Fuente autores.

92
MATRIZ DE DESICIÓN PONDERADA.
Las características tomarán una ponderación de uno (1) a cinco (5), con las siguientes valoraciones:
1- (Deficiente)
2- (Insuficiente)
3- (Regular-Aceptable)
4- (Bueno)
5- (Excelente)
Opciones/Características Prensa Mecánica
Prensa
Hidráulica
Prensa Neumática
Transmisión de energía 2 5 4
Velocidad de operación 2 5 3
Almacenamiento de energía
1 3 5
Control de temperatura por deformación
4 3 3
Control de temperatura en los actuadores
5 4 3
Movimiento lineal 3 5 4
Movimiento de rotación 3 5 4
Estabilidad 4 5 3
Costo de alimentación 5 3 2
Fuerzas producidas 3 5 4
Facilidad de montaje 3 3 3
Facilidad de operación 3 4 4
Seguridad para operar 5 3 3

93
Tabla 34 Matriz de decisión ponderada. Fuente autores.
Como resultado del análisis obtenido la prensa hidráulica ha obtenido el mayor puntaje con los ítems evaluados, por ende el proceso de diseño se efectuará para una prensa de este tipo.
Anexo B: Trabajo de campo, fuentes preliminares de diseño.
Efecto por fugas 5 2 4
Influencia en el medio ambiente
5 1 1
Rendimiento 3 5 4
SUMATORIA 55 61 54
94
Para diseñar el bastidor de la prensa se estudiaron diversos tipos de maquinarías usadas para aplicaciones similares, con el objetivo de plasmar un boceto inicial que facilite el proceso de análisis y diseño conceptual, eventualmente se consultaron algunas fuentes mencionadas a continuación, cada una de ellas ayudó a enriquecer el proceso mencionado:
Prensas observadas y estudiadas de la fuente [27].
1. Prensa hidráulica de columna de 60 toneladas, para embutido profundo con alimentación automática referencia SHIMEQ PHC 60.
Ilustración 20. Prensa hidráulica de columna
2. Prensa hidráulica de columna de 300 toneladas para embutido profundo, referencia SHIMEQ PHC 300.
Ilustración 21. Prensa hidráulica de columna
Prensas observadas y estudiadas de la fuente [28].

95
3. Prensa hidráulica de simple efecto, compuesta de un cuerpo principal y dispositivos de control que se integran a la estructura, adecuada para el trabajo de metal extrudido en frío o caliente, elaboración de chapa, troquelado, plegado, embutido, doble de bordes, enderezado, etc.
Ilustración 22. Prensa hidráulica de simple efecto.
4. Prensa hidráulica de doble efecto, apta para todo tipo de procesos (doblado, estampado, embutido, conformado, etc.).
Ilustración 23. Prensa hidráulica de doble efecto.
Prensa observada y estudiada de la fuente [29]

96
5. Prensa hidráulica de doble efecto, capacidad desde 400 hasta 1500 Un, aplicaciones varías (embutido, forjado, estampado, etc.).
Ilustración 24. Prensa de embutido profundo.
Prensa observada y estudiada de la fuente [30]
6. Prensa hidráulica serie IPR, con bastidor rodante capacidad máxima de 50 Toneladas, aplicaciones varias (embutidos no profundos, estampados, mantenimiento, entre otros).
Ilustración 25. Prensa hidráulica para embutidos no profundos
7. Diseño conceptual primario, modelo grafico.

97
Ilustración 26. Modelo inicial de la prensa. Fuente autores.
Anexo C. Características geométricas de la familia de cilindros E1-MF2. [16].

98
33e
Anexo D. Diagramas de cuerpo libre, fuerza cortante, momento flector, pendientes y curva elástica.
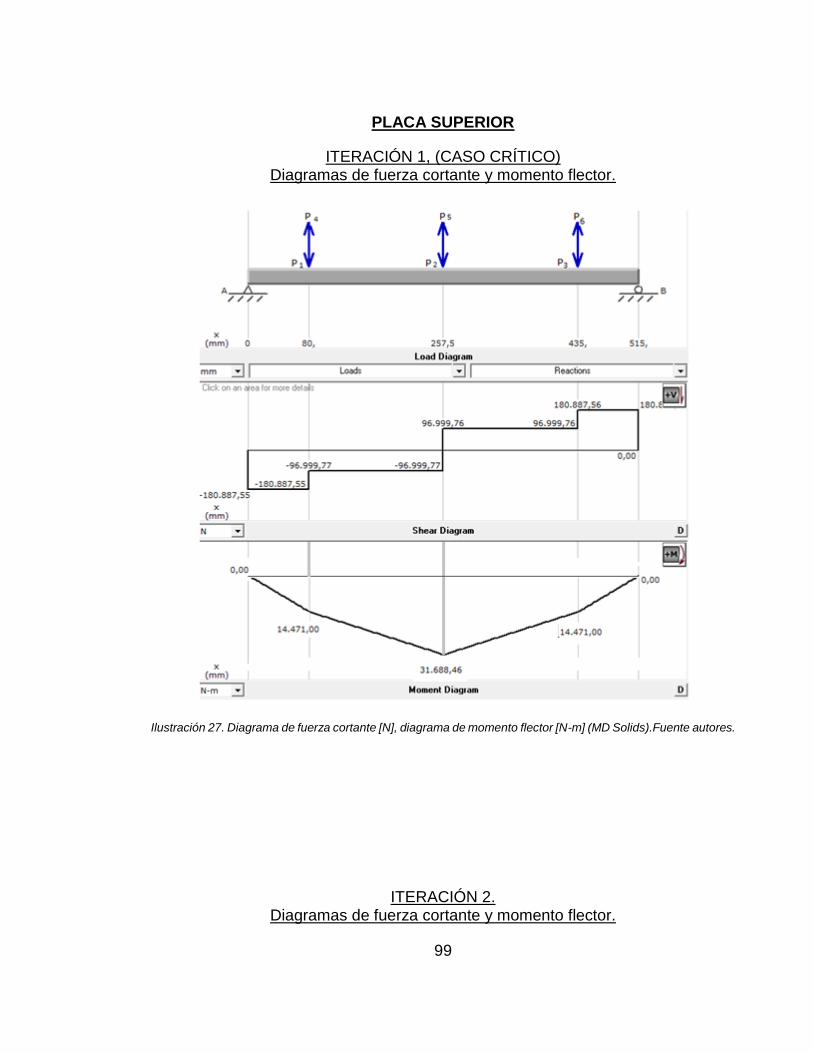
99
PLACA SUPERIOR
ITERACIÓN 1, (CASO CRÍTICO) Diagramas de fuerza cortante y momento flector.
Ilustración 27. Diagrama de fuerza cortante [N], diagrama de momento flector [N-m] (MD Solids).Fuente autores.
ITERACIÓN 2. Diagramas de fuerza cortante y momento flector.

100
Ilustración 28. Diagrama de fuerza cortante [N], diagrama de momento flector [N-m] (MD Solids).Fuente autores.
Diagramas de pendiente y curva elástica.

101
Ilustración 29. Diagrama de pendientes [rad], diagrama de curva elástica [mm]. (MD Solids). Fuente autores.
Ecuaciones de singularidad aplicadas:

102
Fuerza cortante = - 180.887,55<x-67,50>0 - 180.887,56<x-732,50>0 +84.508,00<x-
172,50>0 +84.508,00<x-627,50>0 +194.946,20<x-400,00>0 - 620,22<x-172,50>0 -
620,20<x-627,50>0 - 946,67<x-400,00>0
Momento flector = +180.887,55<x-67,50>1 +180.887,56<x-732,50>1 -
84.508,00<x-172,50>1 - 84.508,00<x-627,50>1 - 194.946,20<x-400,00>1
+620,22<x-172,50>1 +620,20<x-627,50>1 +946,67<x-400,00>1
Pendientes (eje x) = - 180.887,55/2<x-67,50>2 - 180.887,56/2<x-732,50>2
+7.828.266.093,59+84.508,00/2<x-172,50>2 +84.508,00/2<x-627,50>2
+194.946,20/2<x-400,00>2 - 620,22/2<x-172,50>2 - 620,20/2<x-627,50>2 -
946,67/2<x-400,00>2
Deflexiones (eje x) = - 180.887,55/6<x-67,50>3 - 180.887,56/6<x-732,50>3
+7.828.266.093,59x- 528.407.961.317,19+84.508,00/6<x-172,50>3
+84.508,00/6<x-627,50>3 +194.946,20/6<x-400,00>3 - 620,22/6<x-172,50>3 -
620,20/6<x-627,50>3 - 946,67/6<x-400,00>3
PLACA SUJETACHAPAS
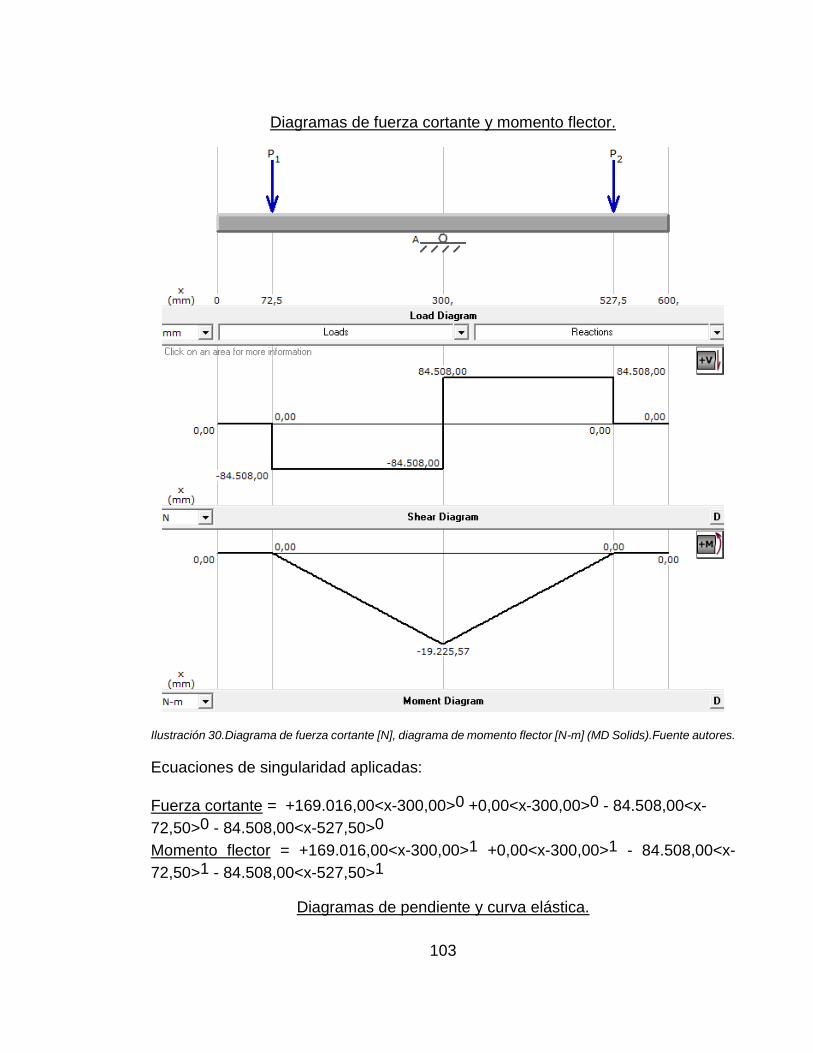
103
Diagramas de fuerza cortante y momento flector.
Ilustración 30.Diagrama de fuerza cortante [N], diagrama de momento flector [N-m] (MD Solids).Fuente autores.
Ecuaciones de singularidad aplicadas:
Fuerza cortante = +169.016,00<x-300,00>0 +0,00<x-300,00>0 - 84.508,00<x-
72,50>0 - 84.508,00<x-527,50>0
Momento flector = +169.016,00<x-300,00>1 +0,00<x-300,00>1 - 84.508,00<x-
72,50>1 - 84.508,00<x-527,50>1
Diagramas de pendiente y curva elástica.
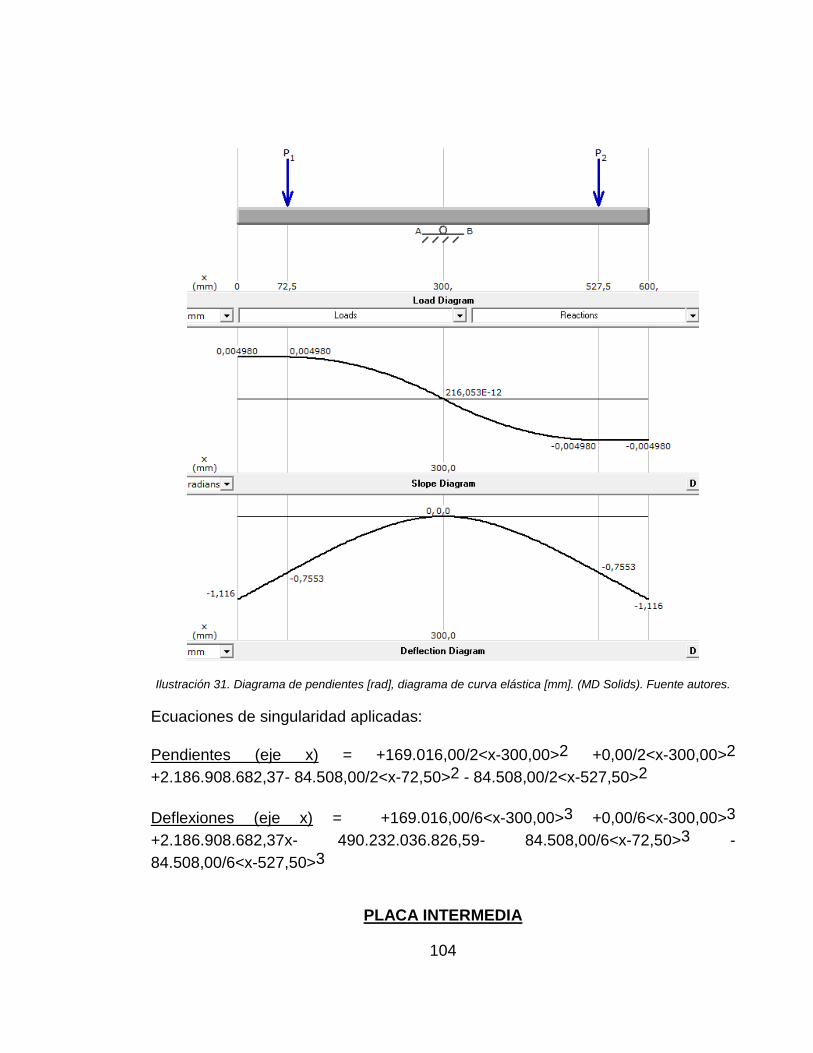
104
Ilustración 31. Diagrama de pendientes [rad], diagrama de curva elástica [mm]. (MD Solids). Fuente autores.
Ecuaciones de singularidad aplicadas:
Pendientes (eje x) = +169.016,00/2<x-300,00>2 +0,00/2<x-300,00>2
+2.186.908.682,37- 84.508,00/2<x-72,50>2 - 84.508,00/2<x-527,50>2
Deflexiones (eje x) = +169.016,00/6<x-300,00>3 +0,00/6<x-300,00>3
+2.186.908.682,37x- 490.232.036.826,59- 84.508,00/6<x-72,50>3 -
84.508,00/6<x-527,50>3
PLACA INTERMEDIA

105
Diagramas de cuerpo libre, fuerza cortante y momento flector.
Ilustración 32. Diagrama de fuerza cortante [N], diagrama de momento flector [N-m] (MD Solids).Fuente autores.
Diagramas de pendiente y curva elástica.

106
Ilustración 33. Diagrama de pendientes [rad], diagrama de curva elástica [mm]. (MD Solids). Fuente autores.
Ecuaciones de singularidad aplicadas:

107
Fuerza cortante = +184.689,70<x-0,00>0 +184.689,70<x-800,00>0 - 2.708,60<x-
67,50>0 - 2.708,60<x-732,50>0 - 84.508,00<x-172,50>0 - 84.508,00<x-627,50>0 -
194.946,20<x-400,00>0
Momento flector = +184.689,70<x-0,00>1 +184.689,70<x-800,00>1 - 2.708,60<x-
67,50>1 - 2.708,60<x-732,50>1 - 84.508,00<x-172,50>1 - 84.508,00<x-627,50>1 -
194.946,20<x-400,00>1
Pendientes (eje x) = +184.689,70/2<x-0,00>2 +184.689,70/2<x-800,00>2 -
12.438.541.083,13- 2.708,60/2<x-67,50>2 - 2.708,60/2<x-732,50>2 -
84.508,00/2<x-172,50>2 - 84.508,00/2<x-627,50>2 - 194.946,20/2<x-400,00>2
Deflexiones (eje x) = +184.689,70/6<x-0,00>3 +184.689,70/6<x-800,00>3 -
12.438.541.083,13x- 2.708,60/6<x-67,50>3 - 2.708,60/6<x-732,50>3 -
84.508,00/6<x-172,50>3 - 84.508,00/6<x-627,50>3 - 194.946,20/6<x-400,00>3
Anexo E. Cálculos para el diseño de soportes inferiores, cálculos de soldadura.
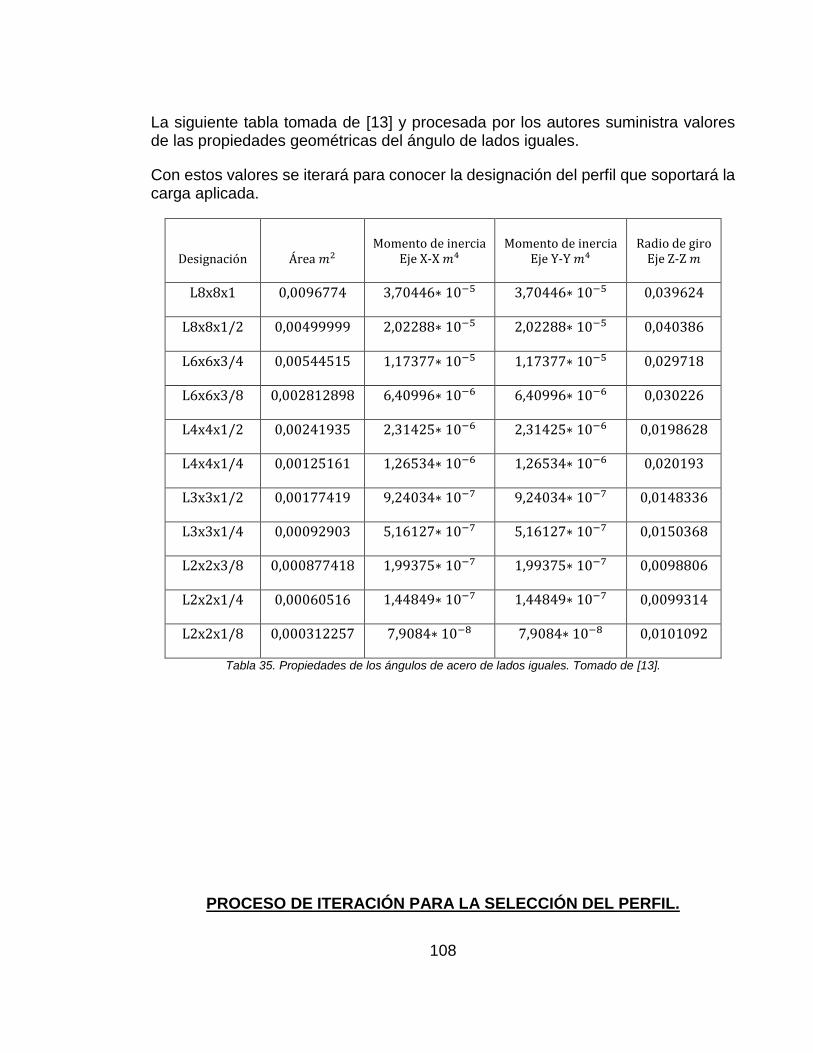
108
La siguiente tabla tomada de [13] y procesada por los autores suministra valores de las propiedades geométricas del ángulo de lados iguales.
Con estos valores se iterará para conocer la designación del perfil que soportará la carga aplicada.
Tabla 35. Propiedades de los ángulos de acero de lados iguales. Tomado de [13].
PROCESO DE ITERACIÓN PARA LA SELECCIÓN DEL PERFIL.
Designación
Área 𝑚2 Momento de inercia
Eje X-X 𝑚4 Momento de inercia
Eje Y-Y 𝑚4 Radio de giro
Eje Z-Z 𝑚
L8x8x1 0,0096774 3,70446∗ 10−5 3,70446∗ 10−5 0,039624
L8x8x1/2 0,00499999 2,02288∗ 10−5 2,02288∗ 10−5 0,040386
L6x6x3/4 0,00544515 1,17377∗ 10−5 1,17377∗ 10−5 0,029718
L6x6x3/8 0,002812898 6,40996∗ 10−6 6,40996∗ 10−6 0,030226
L4x4x1/2 0,00241935 2,31425∗ 10−6 2,31425∗ 10−6 0,0198628
L4x4x1/4 0,00125161 1,26534∗ 10−6 1,26534∗ 10−6 0,020193
L3x3x1/2 0,00177419 9,24034∗ 10−7 9,24034∗ 10−7 0,0148336
L3x3x1/4 0,00092903 5,16127∗ 10−7 5,16127∗ 10−7 0,0150368
L2x2x3/8 0,000877418 1,99375∗ 10−7 1,99375∗ 10−7 0,0098806
L2x2x1/4 0,00060516 1,44849∗ 10−7 1,44849∗ 10−7 0,0099314
L2x2x1/8 0,000312257 7,9084∗ 10−8 7,9084∗ 10−8 0,0101092
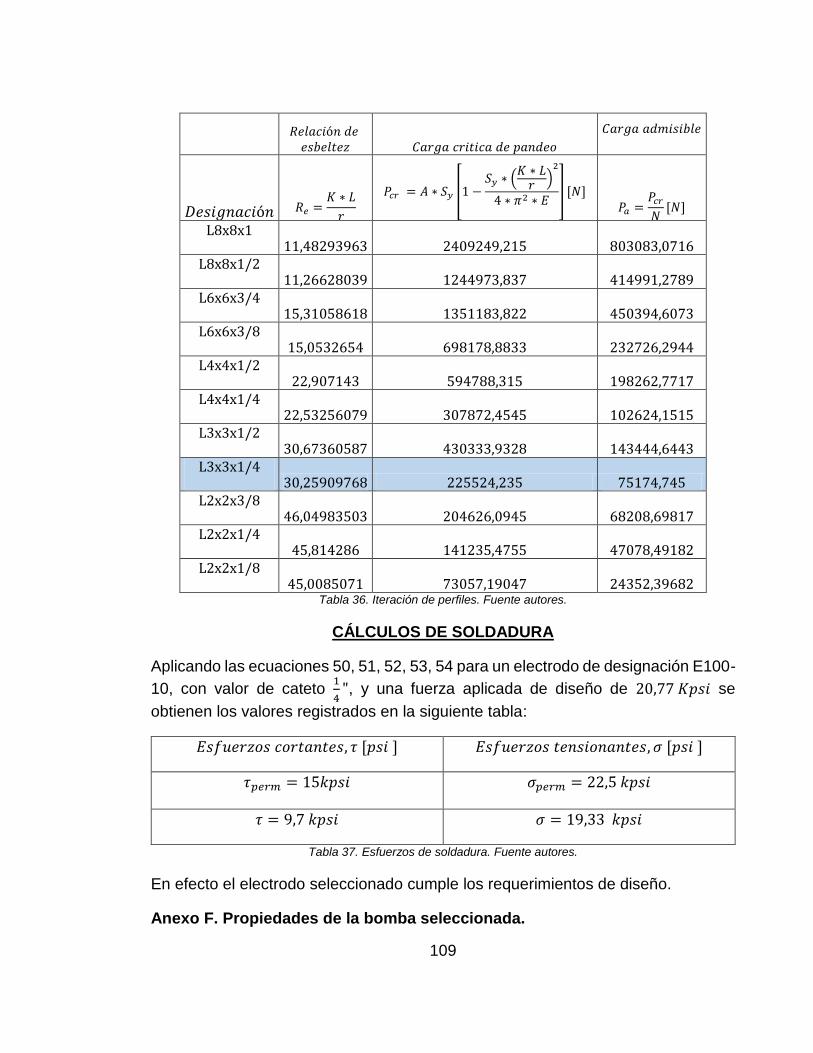
109
𝑅𝑒𝑙𝑎𝑐𝑖ó𝑛 𝑑𝑒
𝑒𝑠𝑏𝑒𝑙𝑡𝑒𝑧 𝐶𝑎𝑟𝑔𝑎 𝑐𝑟𝑖𝑡𝑖𝑐𝑎 𝑑𝑒 𝑝𝑎𝑛𝑑𝑒𝑜
𝐶𝑎𝑟𝑔𝑎 𝑎𝑑𝑚𝑖𝑠𝑖𝑏𝑙𝑒
𝐷𝑒𝑠𝑖𝑔𝑛𝑎𝑐𝑖ó𝑛 𝑅𝑒 =𝐾 ∗ 𝐿
𝑟
𝑃𝑐𝑟 = 𝐴 ∗ 𝑆𝑦 [1 −𝑆𝑦 ∗ (
𝐾 ∗ 𝐿𝑟
)2
4 ∗ 𝜋2 ∗ 𝐸] [𝑁]
𝑃𝑎 =𝑃𝑐𝑟
𝑁[𝑁]
L8x8x1 11,48293963 2409249,215 803083,0716
L8x8x1/2 11,26628039 1244973,837 414991,2789
L6x6x3/4 15,31058618 1351183,822 450394,6073
L6x6x3/8 15,0532654 698178,8833 232726,2944
L4x4x1/2 22,907143 594788,315 198262,7717
L4x4x1/4 22,53256079 307872,4545 102624,1515
L3x3x1/2 30,67360587 430333,9328 143444,6443
L3x3x1/4 30,25909768 225524,235 75174,745
L2x2x3/8 46,04983503 204626,0945 68208,69817
L2x2x1/4 45,814286 141235,4755 47078,49182
L2x2x1/8 45,0085071 73057,19047 24352,39682
Tabla 36. Iteración de perfiles. Fuente autores.
CÁLCULOS DE SOLDADURA
Aplicando las ecuaciones 50, 51, 52, 53, 54 para un electrodo de designación E100-
10, con valor de cateto 1
4", y una fuerza aplicada de diseño de 20,77 𝐾𝑝𝑠𝑖 se
obtienen los valores registrados en la siguiente tabla:
𝐸𝑠𝑓𝑢𝑒𝑟𝑧𝑜𝑠 𝑐𝑜𝑟𝑡𝑎𝑛𝑡𝑒𝑠, 𝜏 [𝑝𝑠𝑖 ] 𝐸𝑠𝑓𝑢𝑒𝑟𝑧𝑜𝑠 𝑡𝑒𝑛𝑠𝑖𝑜𝑛𝑎𝑛𝑡𝑒𝑠, 𝜎 [𝑝𝑠𝑖 ]
𝜏𝑝𝑒𝑟𝑚 = 15𝑘𝑝𝑠𝑖 𝜎𝑝𝑒𝑟𝑚 = 22,5 𝑘𝑝𝑠𝑖
𝜏 = 9,7 𝑘𝑝𝑠𝑖 𝜎 = 19,33 𝑘𝑝𝑠𝑖
Tabla 37. Esfuerzos de soldadura. Fuente autores.
En efecto el electrodo seleccionado cumple los requerimientos de diseño.
Anexo F. Propiedades de la bomba seleccionada.

110
Anexo G. Planos de fabricación.
111