diseño del proceso de prod. fertilizante
DESCRIPTION
wTRANSCRIPT

DISEÑO DEL PROCESO INDUSTRIAL PARA LA PRODUCCIÓN
DE FERTILIZANTES FOSFATADOS
RESUMEN
El presente trabajo permite dar una explicación generalizada sobre los diversos
procesos industriales para la producción de fertilizantes fosfatados, teniendo
como materia prima común la roca fosfórica y el ácido sulfúrico.
Se enfocará al estudio de los procesos para la producción de superfosfato
simple de calcio y tomaremos la tecnología más adecuadas para su análisis y
diseño de proceso a nivel industrial.
En el análisis del proceso de la tecnología seleccionada se tomará en cuenta:
- Diseño del producto, propiedades, usos y reemplazos.
- Análisis de la materia prima.
- Diseño del proceso industrial.
1. INTRODUCCIÓN
1.1 DESCRIPCIÓN DEL TEMA
Los minerales de fosfato predominantes en la fosforita son flurapatita
(3Ca3(PO4)2CaF2) e hidroxiapatita (3Ca3(PO4)2Ca(OH)2). Estos minerales
proporcionan la mayor parte de fósforo para la fabricación de fertilizantes, en el
mundo entero. Sin embargo, la propia fosforita en polvo no sirve como
fertilizante porque el fósforo que contiene no se halla en forma soluble que
permita su fácil asimilación por las plantas. Haciendo reaccionar el mineral con
ácido sulfúrico (H2SO4), ácido nítrico (HNO3) o ácido clorhídrico (HCI), se
obtiene ácido fosfórico (ácido ortofosfórico) y superfosfórico, importantes
intermediarios en la producción de fertilizantes fosfatados. La reacción con
ácido sulfúrico es la más utilizada (Naciones Unidas, 1980).
En la Figura se detalla el proceso de elaboración de fertilizantes fosfatados, a
partir de la fosforita natural. Para la obtención de los superfosfatos la fosforita

es tratada con ácido sulfúrico, ácido fosfórico o ácido superfosfórico. La
fosforita sigue dos vías (proceso vía húmeda y proceso térmico) para la
obtención del ácido fosfórico, a partir del cual se obtienen el resto de los
fosfatos con un tratamiento previo que incluye amoníaco, ácido sulfúrico o urea,
dependiendo de cada tipo según se indica en la Figura. Asimismo, a partir de la
fosforita natural se obtiene el nitrofosfato cuando ésta es tratada con ácido
nítrico.
PROCESOS DE ELABORACIÓN DE FERTILIZANTES FOSFATADOS A PARTIR
DE LA FOSFORITA NATURAL

1.2 OBJETIVOS
Objetivo General:
Diseñar el proceso industrial para la producción de fertilizantes fosfatados.
Objetivos específicos:
- Seleccionar el tipo de producto a analizar que para este trabajo es el
Superfosfato Simple de Calcio.
- Comparar las tecnologías encontrados para la producción de
superfosfato simple de calcio y seleccionar la más adecuada.
- Desarrollar el diseño de proceso industrial de la tecnología seleccionada.
1.3 IMPORTANCIA.
La importancia de este fertilizante fosfatado radica en el uso para el crecimiento
y aumento en la productividad de las plantas. El superfosfato simple de calcio,
es un fertilizante que contiene de 18-20% de P2O5 asimilable, contiene además
de 11 a 72% de azufre, es poco giroscópico y en la práctica no alcanza ni
acidifica el suelo donde se aplica.
En el primer estado de crecimiento las plantas tienen necesidades elevadas de
fósforo cubiertas por las reservas de las semillas. Consumidas estas reservas
las plantas manifiestan síntomas de deficiencia cuando no encuentran en el
suelo el fósforo necesario.
Favorece el desarrollo del sistema radicular al comienzo de la vegetación. En
los suelos pobres en P2O5 la aplicación de un fertilizante fosfatacio aumente el
vigor de las plántulas de una manera neta constituye un factor de precocidad
contrario al nitrógeno que tiende a alargar el periodo vegetativo de aplicación
de P2O5 el suelo pude acelerar la maduración en algunos días.
JUSTIFICACIÓN
- Debido a la condición privilegiada en Latino América de tener en nuestro
país uno de los yacimientos fosfatados más ricos del mundo el cual esta
localizado en Bayovar en el departamento de Piura, evitando así la
salida de las divisas para la importación de Roca Fosfórica del
extranjero.
- Debido a que los costos de producción para menores con otras
tecnologías para que pueda competir en el mercado nacional y cumplir
con el objetivo de ser asegurable al pequeño y mediano agricultor.
ANTECEDENTES
Comenzamos por los estudios realizados poco más de un ciclo atrás, la
industria del superfosfato se ha incrementado desarrollando rápidamente en
toda su capacidad para servir al mundo agrícola.
Gottfrid Escher, director de una escuela protestante en Broun público una serie
de preguntas y respuestas en un periódico local Mitterung, de acuerdo a las
investigaciones realizadas en Inglaterra en las que las tierras cubiertas con
materiales fosfatados, fertiliza los suelos, y esos fosfatos estaban en los
huevos y una ligera tentativa de humedecer con ácido barato.
Justus Von Liebre reconocido como el fundador de la química agrícola y de la
industria del fertilizante publicó un reporte, setiembre de 1940 insistiendo en la
importancia de una molienda.
Joseph Graham decía que un abono debe ser fabricado siendo soluble en agua
para que las raíces de la planta puedan captar los nutrientes P2O5 en el menor
tiempo posible. También dio detalles de que los huesos previamente calcinados
y molidos en ácido muriático y luego precipitando el fosfato de Calcio de la
solución con amoniaco.
Jhon Bennett Lalvers y Jams Murria, fueron los primeros en redecir cartas de
patentes en Gran Bretaña para la fabricación de superfosfato, la fabricación
consistía en descomposición de huevos, cenizas de huevos previamente
molidas y otras sustancias fosfóricas mezcladas con una cantidad suficiente de
ácido sulfúrico suficiente para dejar libre el ácido fosfórico el cual se encontraba
en la mezcla a descomponerse.
Pero en 1862 se descubrió la roca de fosfato en Carolina del Sur 1868 y en
Florida en 1887 que colocó a la industria de fertilizantes fosfatados a fuerte
repunte en la producción de superfosfatos colocando en una posición
expectante.
2. MARCO TEÓRICO
2.1 DESARROLLO DEL PROCESO
a) Diseño del producto, cualidades, propiedades, usos y reemplazos.
El Superfosfato simple de calcio, es un fertilizante fosfatada, producto del
ataque de la roca fosfórica molida o malla 200, con ácido sulfúrico (100Kg de
roca fosfatada, requiere de 95 a 97g de ácido sulfúrico de 53º Baume).
El superfosfato simple de calcio o también conocido como superfosfato normal
se produce por la rxn, de la roca de fosfato con el ácido sulfúrico. El método
produce rápidamente una masa sólida que contiene fosfato monocalcico
monohídrico y yeso, de acuerdo con la siguiente ecuación simplificada:
Ca10F2 (PO4)6 + 7H2SO4 +3H2O 3CaH4 (PO4)2H2O + 7CaSO4 + 2HF
Propiedades Físico-Químicos
Las propiedades más importantes del superfosfato normal son:
- Contenido de ácido libre como ácido sulfúrico entre 1 y 2%.
- Contenido de humedad 5 a 8%
- P2O5 soluble en citrato (en solución de citrato neutro del 20 a 21%).
- Hegroscopidad a 30ºC
- 94% de humedad relativa.
- Densidad de masa no granular 0,8gr/cm3 y granular 0,97 gr/cm3.
Usos
El uso del superfosfórico simple d calcio es para el crecimiento y aumento en la
productividad de las plantas.
En el primer estado de crecimiento las plantas tienen necesidades elevadas de
fósforo cubiertas por las reservas de las semillas. Consumidas estas reservas
las plantas manifiestan síntomas de deficiencia cuando no encuentran en el
suelo el fósforo necesario. Favorece además el desarrollo del sistema
pedicular.
Reemplazos
Los reemplazos que encuentra el superfosfato simple de calcio se da de
acuerdo al tipo de ácido que se usa para la obtención del fertilizante.
Los productos pueden ser los siguientes:
- Superfosfato triple.
- Fosfato monoamónico
- Fosfato diamónico
- Sulfato amónico
- Fosfonitrato amónico
- Fosfato de urea de urea-amonio.
- Nitrofosfato.
b) Análisis de la materia prima
Descripción de la roca fosfórica de Bayovar.
La roca fosfórica es la materia prima ideal desde el punto de vista de un
proceso, esta deberá tener un contenido máximo de P2O5 y un mínimo de
impurezas ya que estas impurezas tienen una influencia negativa en la
acidulación de la roca y así como en las propiedades químicas y físicas del
producto final, afectando a otros factores como el transporte y la
comercialización del producto.
En general la roca fosfórica más apropiada será aquella que puede ser
decepcionada y procesada al menor costo por unidad de P2O5.
Las rocas fosfóricas naturales contienen uno o más minerales fosfatados
usualmente fosfato de calcio, de suficiente pureza que permite utilizarla como
materia prima en la manufactura de productos comerciales como ácido
fosfórico, superfosfato de calcio simple, superfosfato de calcio simple,
superfosfato doble y triple, fosfato de amonio.
En mineral principal en la roca fosfórica es la apatita cuya estructura puede ser
representada por la siguiente fórmula: Ca10 X2(PO4)6 donde X puede
representar el grupo hidróxido (OH-), Cl-, F-.
El calcio en parte puede ser reemplazado por sodio, magnesio, y otros iones
positivos como plomo, uranio, etc.
El radical (PO4)-3 en parte puede ser reemplazado por pequeñas cantidades de
(AsO4)-3, (SO4)-2 ó (VO4)-3.
Una roca típica es por lo general un fosfato de calcio conteniendo de 2 a 4%
fluor encontrándose como una mezcla compleja de Ca3 (PO4)2.F2.Ca.
Ubicación de los Yacimientos de Roca Fosfórica de Bayovar.
Los yacimientos de fosfatos se hallan ubicados en el desierto de Sechura,
provincia y departamento de Piura distantes de la ciudad de Lima
aproximadamente 1,030Km., geográficamente delimitados por las latitudes
5º09’ y 6º15’ Sur y las longitudes 80º30’ y 81º05’ Oeste. Estos yacimientos
están comunicados con la ciudad de Piura por intermedio de una carretera

asfaltada hasta Sechura y luego desde esta localidad hasta las instalaciones de
la mina y campamentos por carretera afirmada. La proximidad a la costa facilita
el acceso por mar. El clima de esta zona es típicamente desértico y árido
existiendo vientos con velocidad promedio de 20 Km. Por hora. La temperatura
máxima fluctúa entre 32 a 38ºC en los meses de verano y entre 14 y 15ºC en
los meses de invierno.
Propiedades importantes de la roca fosfórica de Bayovar:
a) Grado: La propiedad más importante de una roca fosfórica es su grado
o contenido de P2O5. Frecuentemente se denomina con BPL (Bone
phospate of Lime) o TPL (Tripphosphate of Lime), es usada para
expresar el grado de una roca fosfórica (1 P2O5=2.135 BPL o TPL).
La roca fosfórica de Bayovar tienen una concentración de 30.5% P2O5
teniendo un BPL de 66.65.
b) Reactividad: La reactividad de una roca fosfórica esta relacionada con
la prontitud con la cual una roca reacciona (cambia su estructura) en un
ambiente determinado (técnicamente importante). Los fabricantes de
superfosfato y ácido fosfórico por vía húmeda consideran generalmente
ciertas variedades de rocas fosfatadas más reactivas que otras con
aspecto de ácidos minerales.
Antes de la acidulación de la roca esta debe estar finalmente de la roca,
esta debe estar finamente pulverizada, a fin de asegurar una reacción
completa con el ácido.
La velocidad de reacción aumenta con la finura de la molienda, lo que
reduce el tiempo del proceso y el tamaño del equipo requerido, por otro
lado el pulverizado fino significa mayor inversión y gastos de operación:
Consecuentemente deberá escogerse el grado de finura que de un
balance económico entre los factores principales antes mencionados
(según el tipo de roca y los requisitos del proceso el grado de tintura
varía entre el 95% del material que pase por malla 100 y el 65% que
pase por malla 200, sobre una base Tyler). Por otro lado la roca se
aplica como abono, directamente a la tierra, es indispensable conocer su
reacción con el Ph de los suelos donde será aplicada. Los disolventes

usados en pruebas de laboratorio para determinar la calidad del fosfato
fertilizante aprovechan la reactividad de la roca, entre estos disolventes
tenemos, solución de citrato de amonio neutra, solución de ácido cítrico
al 2% y solución de ácido fórmico al 2%.
Algunas rocas fosfóricas pueden contener aceites residuales de flotación
en cantidades suficientes para ocasionar la formación de espuma en el
proceso de acidulación, trayendo como consecuencia el mayor consumo
de ácido y la disminución de; la reactividad de la roca, a menos que se
tomen las providencias del caso.
c) Granulometría: Análisis granulométricos efectuados por la Colorado
School Research Foundation, indican que la mayor parte 69% del fosfato
de Bayovar presenta en su forma natural partículas entre 125 y 149
micrones y que en un 95% de las partículas se encuentran entre 210 y
74 micrones, siendo así el producto de una composición granulométrica
aceptable.
d) Solubilidad: La solubilidad de los fosfatos naturales se determina
generalmente en base a extracciones con soluciones neutras de citrato
de amonio, soluciones alcalinas de citrato de amonio y solución al 2% de
ácido cítrico. En el Perú la solubilidad está regida por el porcentaje de
fósforo soluble en agua más, fósforo soluble en solución neutra de
citrato de amonio.
e) Velocidad de Disolución: La velocidad de disolución de las rocas
fosfatadas depende el medio de disolución, del tamaño de sus partículas
y la estructura de su superficie.
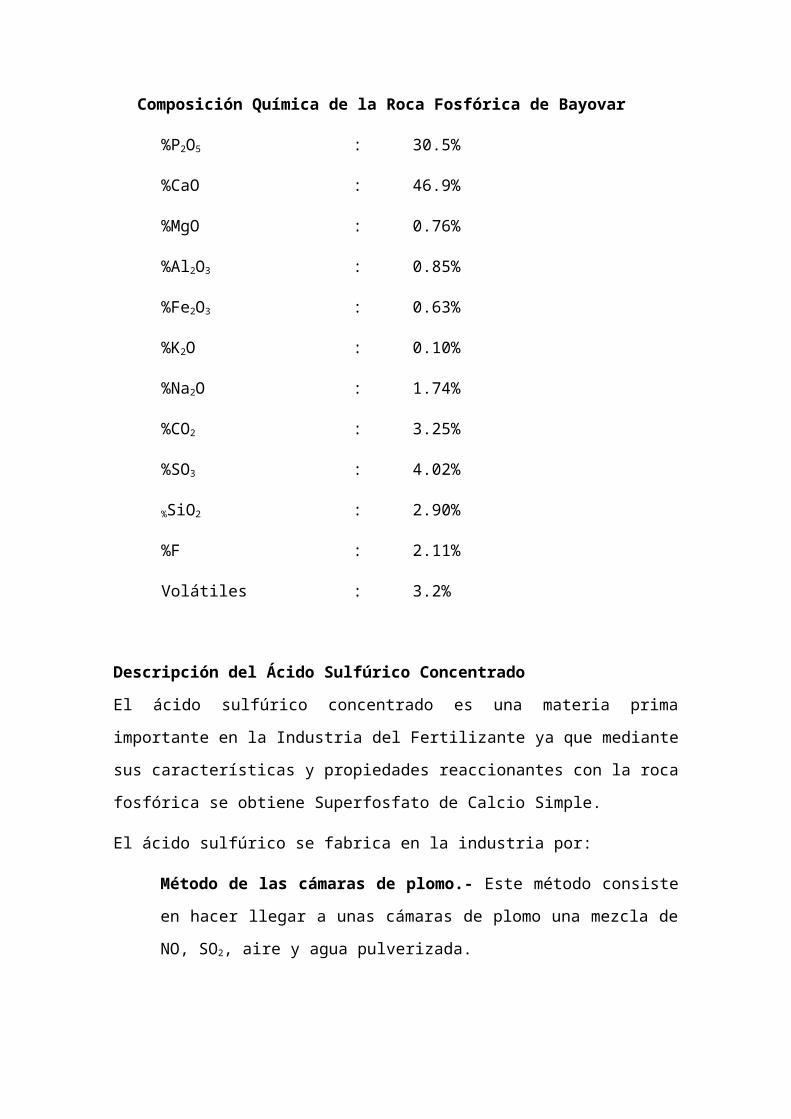
Composición Química de la Roca Fosfórica de Bayovar
%P2O5 : 30.5%
%CaO : 46.9%
%MgO : 0.76%
%Al2O3 : 0.85%
%Fe2O3 : 0.63%
%K2O : 0.10%
%Na2O : 1.74%
%CO2 : 3.25%
%SO3 : 4.02%
%SiO2 : 2.90%
%F : 2.11%
Volátiles : 3.2%
Descripción del Ácido Sulfúrico Concentrado
El ácido sulfúrico concentrado es una materia prima importante en la Industria
del Fertilizante ya que mediante sus características y propiedades
reaccionantes con la roca fosfórica se obtiene Superfosfato de Calcio Simple.
El ácido sulfúrico se fabrica en la industria por:
Método de las cámaras de plomo.- Este método consiste en hacer
llegar a unas cámaras de plomo una mezcla de NO, SO2, aire y agua
pulverizada.
El NO actúa como un agente transportador de oxígeno el cual cede al
SO2. El ácido que se produce en las mencionadas cámaras tiene una
concentración aproximadamente de 80% y esta a su vez es concentrada
por un volumen de ácido de 98.5% que es recirculada en el sistema
hasta obtener un ácido de 98.5% que es recirculada en el sistema hasta
obtener un ácido concentrado de 98.5%
Método de Contacto.- El método de contacto se efectúa a partir de la
fundición del azufre mediante un quemador en un equipo llamado
fundidor a una temperatura de 800ºC, una vez fundido se obtiene los
gases de SO2 los cuales son pasados a un filtro donde se eliminan las
impurezas y las cenizas de azufre, luego los gases de SO2 pasan al
Convertidor donde asimila oxígeno formándose el SO3 por medio de un
catalizador de pentóxido de vanadio, el SO2 recibe el oxígeno del aire de
un equipo llamado Soplador esto se realiza a una temperatura de 435 Cº
a 480 Cº.
SO2 + 1/2 O2 S03
Luego los gases de SO3 pasan a través de un equipo llamado
economizador que se encarga de enfriar el SO3 hasta llevarlo de 480ºC
a 250ºC, pasando luego a las torres de Absorción y de Enfriamiento,
lugar donde se encuentran los gases de SO3 y el vapor de agua con un
volumen de ácido sulfúrico al 98.5% que es recirculado de un tanque
bomba a la torre de absorción realizándose la concentración por
contacto que luego es pasada a través de un enfriador de serpentín para
ser almacenada en un tanque de fierro acerado.
Propiedades del Acido Sulfúrico
- Es el ácido de mayor importancia industrial y se presenta como un
líquido incoloro, viscoso y de muy peligroso manejo.
- La densidad del ácido sulfúrico a temperatura de 15ºC es de 1.8357
g/cc.
- El punto de ebullición del ácido sulfúrico de 98.55 es de 330ºC.
- El punto de fusión del ácido sulfúrico es de 10.35ºC.
- El ácido sulfúrico es un agente deshidratante muy poderoso, el que al
verse mezclado con el agua produce una reacción exotérmica liberando
calor.
- El calor de disolución en 6 partes de agua es de 14497 caolorías/mol-g.
- El ácido sulfúrico en disolución se encuentra totalmente ionizado.
- La acción corrosiva del ácido sulfúrico concentrado es mínimo ya que en
concentraciones elevadas no tienden a formar sulfatos, por lo tanto se le
puede almacenar en recipientes cerrados de fierro acerado ya que el
hierro es resistente a los ácidos concentrados.
- Cuando se le diluye con agua se incrementa la acción corrosiva
produciendo una reacción exotérmica que ataca fácilmente al hierro.
- En el almacenaje del ácido diluido tiene que tenerse en consideración su
alto poder corrosivo para esto es necesario que los tanques de
almacenaje estén forrados con plomo ya que el plomo es resistente a los
ácidos diluidos del orden del 70% de concentración a temperatura entre
60ºC a 80ºC.
- El ácido sulfúrico concentrado comprado para el tratamiento de la Roca
Fosfórica reúne las siguientes características:
Centromín Perú Minero Perú
Color
Tº
Densidad
Concentración
Incoloro
15ºC
1.841
-98.1 – 98.3
Incoloro
20ºC
1.836
97.9 a 98.2
c) Descripción del Proceso
Se somete a la roca fosfórica a una operación de molienda, que permite
detener partículas que pasan por la malla 200. Dicha molienda se ejecuta en un
molino de bolas, en donde se carga la materia prima, que una vez molida, pasa
a un ciclón en donde se separan las partículas finas de las gruesas, siendo
estas últimas recirculados al molino. Las partículas finas son transportadas
mediante una faja transportadora hacia un dosificador, en donde se pesa la
cantidad de roca a tratar en el reactor.
El ácido sulfúrico proviene del tanque de almacenamiento en donde
previamente se efectúa la dilución del 98,5% al 82%, es transportada mediante
dos tuberías al reactor, en donde se efectúa el contacto en paralelo con la roca
fosfórica.

El reactor es de forma rectangular, con una base móvil accionada con rodillo
giratorio que permiten el transporte del producto a la zona de descarga del
reactor, de donde es llevado a través de una faja transportadora al cuarto de
almacenamiento.
Condiciones del proceso.
La reacción entre la roca fosfórica y el ácido sulfúrico es no isotérmica, así la
temperatura por efecto del calor de reacción sube a más de 100ºC necesario
para el buen desprendimiento de HF de la masa reaccionante. La temperatura
baja por debajo de los 100ºC y el producto está saliendo a un promedio de
70ºC
Almacenaje y maduración del producto superfosfato simple.
El producto terminado el llenado por la faja transportadora del reactor hacía el
SILO construido de hormigón, y de gran capacidad de almacenaje. En este
lugar, permanece el producto en reposo algunos días para que finalice y se
complete la reacción con la consiguiente disminución de la acidez libre
controlada.

d) Diseño de Proceso Industrial
La fabricación del Superfosfato de Calcio es esencialmente un proceso
químico en el cual es necesario que el ácido y la roca .de fosfato se mezclan
íntimamente y totalmente para asegurar una completa acidulación de la
fosforita y su máxima conversión a formas útiles de fosfato. La fosforita no es
químicamente puro., o demás del contenido de fosfato tricálcico Ca3(PO4)2 y
flúor, la mayoría. De las fosforitas contienen una cierta cantidad de materia.
Orgánica silicio y silicatos hierro y óxido de aluminio. Tanto en el estado libreo
como fosfatos y algunos carbonatos; y además de trazas de muchos elementos
químicos., algunos de los cuales pueden proveer de nutrientes esenciales a las
cosechas.
La velocidad de la reacción entre la roca fosfórico. Y ácido sulfúrico en la.
Producción del superfosfato está gobernada por cinco factores:
1.- La naturaleza de la roca fosfórica
2.- El grado de fineza a la cual es molida.
3.- La concentración del ácido sulfúrico:
4.- Las proporciones en el cual el ácido y la roca son mezclados, la cual puede
estar dado en DGS. de ácido sulfúrico puro por 100 DGS. de roca; y
5.- La temperatura de la reacción.
La. fosforita constituye el material más importante entre los compuestos usados
corno fuentes de fósforo para los propósitos de fertilizantes. No es un
compuesto puro de fosfato cálcico. El componente principal es la fluorapatita.
Que tiene la fórmula química.
3Ca3(PO4 )2.CaF2 Ca10(PO4 )6F2
El requerimiento de ácido sulfúrico para el tratamiento de las Rocas de Bayovar
y la obtención de un Superfosfato de 20.0% de P2O5, debe de ser de 655.74
Kgr. De Roca .Fosfórica de Bayovar con una concentración de 30.5% de P205 y
344.26 Kg. de ácido sulfúrico al 98.5% a temperaturas de 20 °C obteniendo de
esta Manera 1000 Kg. De Superfosfato de calcio simple.
Reacciones Químicas en la Fase Acidulante
Las reacciones que ocurre realmente en la Mezcladora y celda.
3(Ca3(PO4)2)CaF2+7H2S04 3(Ca(H2PO4)2)+7CaSO4 + 2HF (1)
La reacción (1) involucra. Dos pasos los cuales se cree. que ocurren
simultáneamente, con algo de ácido fosfórico produciéndose en el proceso:
3(Ca3(PO4)2)CaX + 10H2S04 6H3PO4 + 10CaS04 + H2X (2)
El ácido fosfórico libre (H3PO4) reacciona. Al mismo tiempo con la roca de
fosfato remanente para dar fosfato monocalcico:
3(Ca3P04)CaX + 14H3PO4 10Ca(H2PO4)2 + H2 (3)
Luego. las reacciones (2) y (3) producen, en efecto:
3(Ca3(PO4)2)CaX+7H2S04 3Ca(H2PO4)2+7Ca2SO4 + H2X (4)
La reacción (4) es la misma que la (1), con la diferencia que X es usado para
representa F2-,(OH- )2_ C02=, SiF4- , en la red de la apatita Esta es llamada la
reacción generalizada para tener en cuenta en cualquiera o todos los
componentes de la apatiíta.
Puede ser pertinente remarcar aquí que la. reacción (2) es involucrada. en e1
proceso de producción de ácido ortofosfórico por el llamado "método seco" la.
reacción (:3) en el proceso de obtención del superfosfato triple. La reacción (4)
puede ser considerada. La ecuación estándar en el proceso de acidulación
para la producción del superfosfato normal.
Sulfato de Calcio y los Ortofosfatos.
Considerar la. Reacción (4) la. Presencia del sulfato de calcio Cuando el
fosfato tricalcico reacciona con el ácido sulfúrico. Se forman el sulfato de calcio
y el fosfato monocalcico. El volumen de sulfato de calcio en un superfosfato
normal está presente como anhidrita. CaS04 y una pequeña cantidad esta en
la forma de yeso CaS04.2H20, sulfato de calcio dihidratado o como
semihidratado CaS04.1/2H20.

El fosfato monocalcico está presente mayormente como monohidratado
cristalino Ca(H2P04)2. H20.
Este compuesto pierde su agua. de cristalización si es calentado lentamente a
180 °C (356 °F) . A la temperatura de 150 (302 °C) se produce la anhidritta
Ca(H2P04)2 al perder algo de su agua de constitución resulta la formación del
pirofosfato de calcio CaH2P2O7.
Calentando el pirofosfato a temperaturas más altas causa la. Pérdida de mas
agua de constitución, resultando la formación del metafosfato de calcio.
Las reacciones generales pueden ser representadas como siguen:
Ca(H2PO4)2 . H2O + calor Ca.(H2PO4)2 + H2O (5)
Ca(HPO4)2 + calor CaH2P2O7 + H2O (6)
CaH2P2O7 + calor Ca(PO3 ) 2 + H20 (7)
ESTEQUIOMETRÍA DE LA REACCIÓN DEL PROCESO
Las reacciones químicas que ocurren durante el mezclado, enceldado, y
almacenamiento han sido estudiadas por muchos europeos: Parrish y Ogilvie,
Stevenius-Nilesen, Safourche, Nordengren, Meppen, Numm y Dee, y muchos
otros que pueden ser citados.
Parrish y Olgive dividen las reacciones dentro de tres etapas o procesos, como
sigue:
(1) 3Ca3P2O3+6H2SO4 -------- 4H3PO4+Ca3P2O3+6CaSO4
(2) 4H3PO4+Ca3P2O3 --------- 3Ca(H3PO4)2
(3) a. 3Ca(H2PO4)2+3H2O ----- 3Ca(H2PO4)2. H2O
b. 6CaSO4 + 12H2O --------- 6CaSO4 . 2H2O
Ellos apuntan que estas reacciones no ocurren consecutivamente, ni que ellas
representan precisamente lo que ocurre, ni que las reacciones proceden hasta
la terminación. La reacción (1) puede completarse por sí misma, pero las
reacciones (2) y (3) son esencialmente “reacciones de tiempo” que proceden
bien lentamente, y están acompañadas por la solidificación, y secado de la
masa en la celda.
Sanfourche da la siguiente explicación:
Si la roca fuera un fosfato tricalcico puro finamente dividido, la reacción simple
y representada como sigue:
Ca3(PO4)2+2H2SO4 -- Ca(H2PO4) 2 + 2CaSO4 (1)
La actual situación puede, sin embargo, ser considerada como una compresión
de dos reacciones separadas que ocurre simultáneamente, de acuerdo a Kolb,
cuya teoría sobre esto fue confirmada por análisis hechos sobre muestras
tomadas en períodos sucesivos de la reacción.
Esto puede ser representado como sigue:
(1) El ácido primero ataca cerca de los dos tercios de la roca y forma ácido
fosfórico:
2/3 Ca3(PO4)2+2H2SO4 --- 4/3 H3PO4+2CaSO4 (2)

(2) El ácido fosforico luego ataca al remanente de la roca:
1/3 Ca3(PO4)2 + 4/3 H3PO4 --Ca(H2PO4)2 (3)
La reacción (1) puede ser considerada monomolecular, desde que el fosfato es
insoluble. Meppen reporta que Sanfourche no cree que la sal doble CaHPO4,
CaSO4.4H2O es formada, porque él dice que no se ha probado esto, si una
cantidad insuficiente de ácido actúa sobre el fosfato tricalcico, y el fosfato
dicalcico es formado.
De acuerdo a la ecuación (1), dos moléculas de ácido son necesarias para que
reaccionen con los tros constituyentes del fosfato. La práctica usual en la
industria es agregar más ácido que el que es mostrado en la ecuación, no
solamente para asegurar una acción efectiva del ácido sino también para evitar
la hidrólisis del fosfato monocalcico que puede resultar en la formación de algo
de fosfato dicalcico y ácido fosfórico. Meppen cita un exceso de algo del 20 por
ciento. A pesar de este exceso de ácido, la reacción parece nunca completarse
debido a la capa de partículas gruesas de la roca de fosfato con una capa fina
de sulfato de calcio. Esta puede ser la razón por la cual es siempre posible
encontrar pequeñas cantidades de fosforita no ataca en el superfosfato.
Para la acción del ácido sobre los otros constituyentes de la fosforita.
Sanfourche da las siguientes reacciones químicas.
CaF2 + H2SO4 ---- CaSO4 + 2HF (4)
2CaF2+2H2SO4+SiO2 ----- 2CaSO4+SiF4+2H2O (5)
3CaF2+3H2SO4+SiO2 ----- 3CaSO4+H2SiF6+2H2O (6)
La reacción (4) ocurre cuando el sílice están ausente y las reacciones (5) y (6)
cuando el sílice o silicato está presente en una forma que pueda reaccionar con
el ácido.
Meppen explica que las reacciones químicas entre la roca y el ácido suceden
en dos etapas como sigue: En la primera etapa el ácido convierte la proporción
requerida de roca a sulfato de calcio y ácido fosfórico. Durante la segunda
etapa el sulfato del calcio reacciona con el remanente de la roca para formar
fosfato monocalcico monohidratado. Estas son las ecuaciones de reacción:
Ca5(PO4)3. OH+ 5H2SO4 ---- 3H3PO4+5CaSO4 + H2O (7)
2Ca5(PO4)3.F+10H2SO4 ----- 6H3PO4+10CaSO4+2HF (8)
Ca5(PO4)3.OH+7H3PO4+4H2O ----- 5Ca(H2PO4)2H2O (9)
2Ca5(PO4)3.F+14H3PO4+10H2O -- 10Ca(H2PO4)2H2O+2HF (10)
Meppen da énfasis a la importancia del grano fino en la fosforita y de los pesos
exactos de la roca y ácido de acuerdo con los requerimientos estequiométricos
de la ecuación de reacción. El aún previene que los operadores deberían
asegurarse de que la acidulación sea rápida y completa, porque retardos
inhibirán la conversión y la masa resultante no se endurecerá completamente.
Si la roca tiene una temperatura de 15°C (59°F) y el ácido sulfúrico 30°C
(86°F) la temperatura de los productos de la reacción alcanzará un valor tan
alto como los 120°C (248°F) debido a que la reacción es exotérmica. De
acuerdo a Mappen la mejor práctica – ácido sulfúrico frío efectuará una alta
proporción de conversión comparada con el ácido caliente; de aquí que el
recomienda de que el ácido no debe estar más caliente que los 30°C (86°F)
La reacción (1) puede ser influenciada para mantener el sentido hacia la
derecha permitiendo al sulfato de calcio cristalizar continuamente. Stevenius –
Nielsen cree que el sulfato de calcio precipita más probablemente en la forma
de un gel y que inmediatamente después de que la reacción ocurre y la masa
está todavía caliente, esta forma gelatinosa de fosfato forma un sol en la forma
de microcristales. Cuando este sol se enfría, cambia gradualmente a un gel
sólido. La condición que favorece la rápida gelación del sulfato es un arreglo
adecuado de los cristales en conjunción con la absorción del agua de la
superficie. El calor acelera esta trasmutación, y desde que la reacción es
exotérmica, es visto por que la acción es favorecida al comienzo.
Meppen no está de acuerdo con aquellos, como Sanfourche y Schut, que creen
que una capa fina de formas de yeso sobre las partículas de la fosforita porque
el sulfato formado por la reacción es sulfato de calcio y no una pasta de yeso
de París, y más aún la solubilidad del sulfato de calcio se incrementa con el

incremento de la concentración del ácido sulfúrico. Meppen también cree que
es errado decir que el sulfato de calcio formado por la reacción es responsable
del fraguado de la masa de superfosfato. La naturaleza plástica del
superfosfato fresco formado indica que la reacción toma parte de una
naturaleza química coloidal y el sulfato no es un yeso, como se anotó
previamente. El fosfato monocalcico está presente mayormente en la forma de
gel.
Nun y Dee estudiaron, a escala de laboratorio, la influencia de varios factores
en la velocidad de reacción y la composición del producto resultante de la
mezcla de la fosforita y el ácido sulfúrico. La fosforita usada fue obtenida del
depósito Kourigha en Marruecos y molido para un 68 por ciento a través de una
malla 100 BS. Con respecto al efecto de la concentración del ácido sobre la
roca, encontraron que “con cualquiera de la proporciones usadas (45, 50, 55, o
60 gramos de H2SO4 por 100 gramos de roca), el H2SO4 al 70% dio los mejores
resultados con respecto a las concentraciones tratadas (45, 55, 60, 70 por
ciento para las concentraciones). Una alta solubilidad en el agua para el valor
total de P2O5 fue asociada con una alta proporción de ácido libre en el
producto, también que, para un porcentaje dado de P2O5 total soluble en agua,
la acidez libre del producto se elevó bastante cuando la concentración del
ácido sulfúrico usado fue menor del 70%.
Jun y Dee reportan los resultados de otras series de experimentos y comentan
como sigue:
Mientras el ácido sulfúrico libre esté presente una pequeña cantidad de fosfato
monocalcico se forma pero la reacción principal es la formación del ácido
sulfúrico (lo cual con la roca de finesa usual de molienda y ácido de
concentración del 70%, demora de 30 a 40 minutos) la formación de P2O5 libre
de ácido cesa. Este libre de ácido ahora forma el 40 a 50 por ciento de P2O5
total y además la iteracción es entre este y la roca sin cambio previo,
principalmente para formar fosfato monocalcico. Esta reación gradualmente
pierde velocidad y con roca de la finesa usual de molienda y casi un estado
estable es alcanzado en 3 semanas, con proporciones sustanciales de fosfato

libre de ácido e insoluble todavía presente. El gradual decrecimiento de la
interacción entre el ácido fosfórico y roca de fosfato es mayormente causada
por el recubrimiento de los residuos de las partículas originales de la roca con
el sulfato de calcio.
La observación visual mostró que el supersulfato estaba húmedo en apariencia
y viscoso tanto como proporciones apreciables de H2SO4 estuvieron presentes.
De hecho, parece que el tiempo ideal de retención en la planta, esto es, el
tiempo en el cual el producto alcanzará al contador coincidió con la
desaparición del ácido sulfúrico.
Otras conclusiones que arribaron en estos trabajos fueron que un ácido
sulfúrico al 70% reacciona más rápidamente que una de concentración de 76%,
y que la molienda más fina (73% que pasa la malla 100 BS), reduce el tiempo
de cura y aumenta la velocidad de formación del P2O5 soluble en agua.
BALANCE DE MATERIA
Tomamos como base de cálculo, la producción actual de la fábrica de
fertilizantes INDUS S.A., la cual es de 10000 Kg/hr de producto húmedo.
Cuyo producto óptimo tiene un análisis propuesto en la TABLA I :
A lim entación %P2O5=30 ,5 (6% Humedad )Producto óptimo %P2 O5=20 (3,56% Humedad )Reacción Global: 3 [Ca (PO4)2]CaF2+7H 2SO4→3 [Ca (H2PO4 )]+7CaSO 4+HF
A+B→C+D+E
Calculo de Roca Fosforica
Producto seco = 9644 Kg/hr de C y D.
WC+W D=9644Kg /hrPor Estequiometria tenemos:WC
234W D
136
=37
Re solviendo en forma simultanea tenemos:Ca (H 2PO 4) → WC=4093 ,16Kg /hrCaSO4 → WD=5550,84Kg/hr
W A=4093 ,16Kghr
C∗3∗388KgA3∗234kgC
=6786 ,95kghr
Pero se tiene una humedad del 6%W TOTAL=1 ,06∗6786 ,95=7194 ,17kg /hrW ROCA=
Calculo de Ácido Sulfúrico al 98.5%
W B ( 98 ,5% )=4093 ,16 kg/hrC∗7∗98kgB3∗234 kgC
=4000kg/hr
ρB (98 ,5 % )=1 ,835kg /LvB (98 ,5% )=2179 ,76 L/hr
Calculo de la Dosificación de Ácido Sulfúrico al 82%
4000∗98 ,5 %=(4000+W AGUA )∗82%
W AGUA=804 ,85kg /hrρAGUA=O ,998 kg/Lv=814 ,63 L/hrW B (82 % )=4000+804 ,85=4801 ,71kg/hrρB (82 % )=1 ,75kg/LvH 2 SO 4 (82 % )=2743 ,83 L/hr
Calculo del flujo del gas
Antes de pasar a los cálculos, observemos lo siguiente:
H2 SO4+CaS2→CaSO4+2HF (1 )4 HF+SiO2→ SiF4+2H 2O (2 )3SiF 4+4H 2O→SiO2 . 2H 2O+2HSiF6 (3 )
Se observa que a partir de la ecuación (1) se produce los componentes
fluorados de la reacciones (2) y (3), por lo tanto para la simplificación de los
cálculos y por falta de datos experimentales, obviaremos las reacciones (2) y
(3) en el Balance de Materia.

W HF=4093 ,16 kg/hrC∗1∗120kgE3∗234 kgC
=116 ,61kg /hr
El peso delos otros gases tales como el Dióxido de Carbono, vapor de agua
entre otros se calculará a través de un balance global.
WGASES=WROCA+W H 2 SO4 (82%)−W HF−W PRODUCTO HUMEDO
WGASES=1416 Kg /hr
DIAGRAMA DE BLOQUES
4000 kg/hr 815 L/hr 7194 Kg/hr 805 kg/hr 2178 L/hr
6786 Kg/hr
4802 kg/hr 2744 L/hr
10000 kg/hr (3,56% agua)TORRE DE
117 kg/hr HF1416 otros gases LAVADO
TAMQUE DE AGUA
TANQUE DE H2SO4 (98,5%)
TAMQUE DE MEZCLADO H2SO4 (82%)
ROCA FOSFORICA
MOLIDA MALLA 200
(2% HUMEDAD)
SECADOR
ROCA FOSFORICA BRUTA
(6% HUMEDAD)
REACTOR DEN
TANQUE DE ALMACENAMIENTO

DIAGRAMA DE PROCESO PARA LA PRODUCCIÓN DE SUPERFOSFATO SIMPLE DE CALCIO

DESCRIPCIÓN DE EQUIPOS
a) Tolva de Almacenaje de Roca sin Moler.- Es el lugar donde se
almacena la Roca Fosfórica entera para alimentación al molino de bolas
esta se realiza promedio de una faja.
b) Molino de Bolas Hardinge.- La función que realiza el Molino de Bolas
es la de moler la Roca Fosfórica a tamaño de partículas entre Malla 200
y Malla 200 con un rendimiento en las dos Millas de 93% a 96%.
c) Clasificador.- Es un clasificador de finos que tiene como función
clasificar el tamaño de partículas de la roca molida. Es un equipo que
tiene la forma de un cono concéntrico con unas aletas móviles y
reguladores en la parte superior donde se regula el flujo clasificable de
finos que pasan al ciclón principal y el retorno de gruesos regresa al
molino para proseguir la molienda. Esta clasificación se realiza debido a
la fuerza del ventilador principal.
d) Tolva o Silo de Roca Fosfórica Molida con Descarga y Motor.- La
tolva tiene por finalidad recepcionar la roca molida que ingresa al Ciclón.
La capacidad de la tolva es de 50 Tn. construida de planchas de fierro
de 3/16”. La Tolva de almacenaje tiene en su base un transportador
helicoidal de 4” diámetro por 13 pies de longitud que da 500 Kg/hr de
transporte de Roca Molida al sector acidulación. Este transportador
sinfín funciona por medio de un motor de 2 HP, 6 amp y 1800 RPM que
hace transmisión a un reductor de 20 a 1.
e) Ciclón principal de Molienda con Motor.- Tiene un ventilador que
tiene la función de llevar por gravedad la Roca Fosfórica Molida a u n
clasificador en el cual los finos pasan al ciclón principal y los gruesos
retornan en reciclaje al molino. El ciclón es de 8 pies de diámetro y 5
pies de altura la parte cilíndrica y la parte cónica de 9 pies de altura por
8 pulgadas de diámetro de salida del cono. El ciclón tiene la función de

recepcionar la Roca Fosfórica molida a una tolva de almacenaje
generando presión en el sistema de molienda.
El ventilador principal es movido por un motor de 30HP, 76 amp y 1800
RPM que realiza transmisión con poleas para mover el ventilador.
f) Transportadores helocoidales.- Tienen la función de cargar la tolva y
reciclar la roca a la tolva de almacenaje de 50 TM para evitar que la
tolva de 1000 Kg se tiene.
Tiene un motor de 3HP, 9.8 amp. y 1800 RPM y un reductor de 20 a 1
que realiza transmisión mediante piñones.
g) Balanza y Faja Transportadora.- La balanza tiene la función de
dosificar en forma uniforme a la faja transportadora la Roca Molida y es
el equipo donde se controla mediante pesos la cantidad que debe
dosificar la faja al cono del DEN. La balanza consta de una tolva de
capacidad 1000 Kg. la faja realiza transmisión llevando la roca de la
tolva balanza al dosificador de roca al cono de plomo, conste de un
motor de 1.2 HP, 4.1 obtener el tiempo, el peso exacto y obtener la
producción horaria.
h) Elevador congilones alimentador de Roca Fosfórica Molida.- Tiene
como función descargar la Roca Molida de la Tolva de almacenaje, ésta
es llevada mediante un transportador helicoidal fin en motor de 2 HP y
reductor de 20 a 1 hacia el elevador el cual lo transporta mediante
cangilones a los dosificados helicoidal para almacenarlos en una tolva
de 1000 Kg.
i) Dosificador del cono.- Tiene como función transportar la roca molida
recibido de la faja alimentadora y es transportada mediante un ducto al
cono del DEN. El dosificador helicoidal es de 10 TM/hr de capacidad,
con un motor eléctrico trifásico de 2 HP, 5.7 amp., 1800 RPM y realiza
transmisión con polea a un reductor de 20 a 1 de potencia nominal 3 HP.

j) Ventilador de gases.- Tiene la función de realizar succión de los gases
consta de un motor eléctrico trifásico de 15 HP, 44 amp. y 1800 RPM y
realiza transmisión mediante poleas y fajas en el eje de la mariposa del
ventilador. Su capacidad es de 4000 Ft3/min a condiciones normales y la
cajonería es construida de fierro de ¼ de pulgada.
k) Balanza Dosificadora.- Tiene como función pesar las formulaciones a
dosificarse de superfosfato de calcio simple o de superficie 24. Este
equipo consta de una tolva balanza de capacidad 1000 Kgr que esta
conectada a un transportador helicoidal el que dosifica el producto al
elevador. Las pesadas se realizan accionando mecánicamente las
palancas de las válvulas de la tolva de cuatro.
l) Transportador Helicoidal Mezclador.- Tiene como función transportar
el superfosfato pesado, mezclándolo y lo lleva al elevador #2.
Este equipo consta de un eje de 3” x 8 pies de largo al que está soldado
una aleta helicoidal de 7 pulgadas de diámetro la que transporta el
material, este eje es movido por motor de 6 HP, 19 Amp. y 1800 RPM
que realiza transmisión de poleas con un reductor de velocidad de 20 a 1
de potencia nominal 3 HP.
m) Tolva de Almacenaje de Producto Terminado.- Tiene como función
recepcionar el superfosfato de calcio simple o superfluos 24 en polvo
para ser ensacado por medio de una balanza. SU capacidad de
almacenaje es de 15 TM.
CONCLUSIONES
1. En las reacciones en el proceso para la obtención de Superfosfato de
Calcio se producen las siguientes fases de acidulación que es a nivel
Técnico las reacciones químicas más acertadas sobre el proceso del
ataque de la roca fosfórica y el ácido sulfúrico al inicio y durante el
proceso de maduración.
Las reacciones químicas son las siguientes
2/3 Ca3(PO4)2 +2H2SO4 4/3H3PO4 + 2CaSO4 (1)
1/3 Ca3(PO4)2 + 4/3H3PO4 Ca(H2PO4)2 (2)
(Fosfato Monocalcico)
Ca3(PO4)2 + 2H2SO4 + H2O 2CaSO4 + SiF4 + 2H2O (3)
CaF2 + H2SO4 3CaSO4 + H2SiFe (4)
2CaF2 + SiO2 + 2H2SO4 3CaSO4 + H2SiFe + 2H2O (5)
3CaF2 + SiO2 + 3H2SO4 3CaSO4 + H2SiFe + 2H2O (6)
Fe2O3 + 2H3PO4 2FePO4 + 3H2O (7)
2FePO4 + 3H2SO4 Fe2(SO4)3 + 2H3PO4 (8)
Al2O3 + 3H3PO4 Al2(SO4)3 + 2H3PO4 (9)
2AlPO4 + 3H2SO4 CaSO4 + CO2 +H2O (10)
CaCO3 + 2H2SO4 Na2SiFe + H2O (11)
Na2O + H2SiFe K2SiFe + H2O (12)
K2O + H2SiFe K2SiFe + H2O (13)
2. Inicialmente la roca fosfórica tiene fósforo soluble en agua de 0.02% de
P2O5, observamos que después de la reacción que se produce en la
mezcla roca fosfórica molida y ácido sulfúrico diluído al 70%.

BIBLIOGRAFÍA
- Ullman, Enciclopedia de Química Industrial, Sección II, Industria Química
Inorgánica y sus productos; Tomo I.
- Torpe, Enciclopedia química Industrial, Tomo I, Editorial Labor S.A.,
Barcelona 1919
- Kirk – Tomen, Enciclopedia de Tecnología Química, Tomo VII, Editorial
Hispano – Americana.
- Revista de Ingeniería Química, Factores de Desarrollo Tecnológico, Edición
N° 7 Lima – Perú, Agosto de 1981.
- Revista de la Facultad de Ciencias Agrarias, Universidad Nacional de
Cuzco, Tomo N° 2 XXXIV.
- Ing. Leonardo Machaca Gonzales, Proyecto de Pre factibilidad para la
Producción Industrial del Oxicloruro de Cobre, Lima Perú 19.
- Javier Olivos Valverde, Informe: Obtención del superfosfato de calcio a
partir del Procesamiento de la Roca Fosfórica (INDUS S. A.) Lima Perú
1993.
- Javier L. Collazo, Diccionario Enciclopédico de Término Técnicos, Inglés
Español. Volumen 3 Mc Graw Hill, 1997.

INDICE
RESUMEN
1) INTRODUCCIÓN
1.1 Descripción del Tema
1.2 Objetivos: General
Específicos
1.3 Importancia
2) MARCO TEORICO
(Estudio y Análisis de La Ingeniería de Procesos)
Desarrollo del Proceso
3) CONCLUSIONES
4) BIBLIOGRAFÍA