curso_basico_8055tc
TRANSCRIPT

Curso práctico: Operación y programación del CNC 8055TC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 1
Bienvenidos al
curso práctico delCNC 8055 TC

Curso práctico: Operación y programación del CNC 8055TC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 2

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 3
Curso práctico: Operación y programación del CNC 8055TC
Este manual es parte del curso para el CNC FAGOR 8055TCque puedes reservar en la empresa
FAGOR AUTOMATION.Incluye ejemplos y explicaciones adicionales
a la documentación oficial de FAGOR para este sistema de CNC.También se hace referencia a estos manuales
y a los manuales adicionales del fabricante de máquinas.
Copyright
Curso práctico: Operación y programación del CNC 8055TC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 4
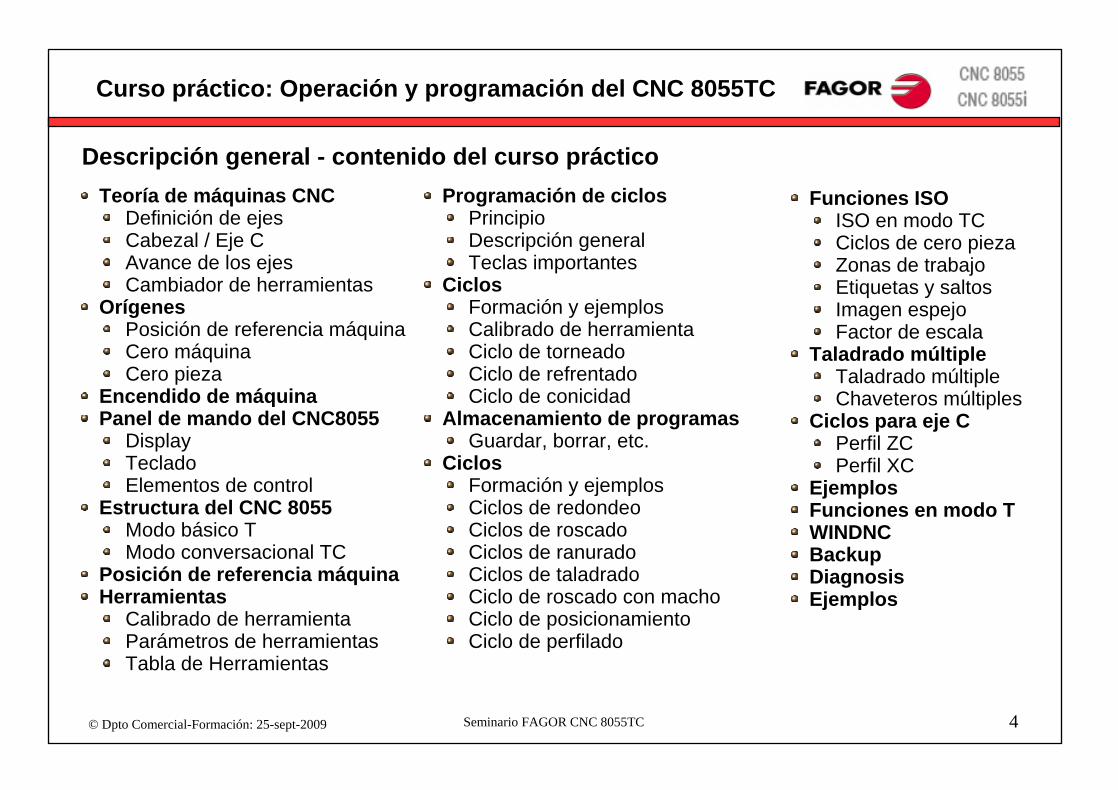
Descripción general - contenido del curso prácticoTeoría de máquinas CNC
Definición de ejesCabezal / Eje CAvance de los ejesCambiador de herramientas
OrígenesPosición de referencia máquinaCero máquinaCero pieza
Encendido de máquinaPanel de mando del CNC8055
DisplayTecladoElementos de control
Estructura del CNC 8055Modo básico TModo conversacional TC
Posición de referencia máquinaHerramientas
Calibrado de herramientaParámetros de herramientasTabla de Herramientas
Programación de ciclosPrincipioDescripción generalTeclas importantes
CiclosFormación y ejemplosCalibrado de herramientaCiclo de torneadoCiclo de refrentadoCiclo de conicidad
Almacenamiento de programasGuardar, borrar, etc.
CiclosFormación y ejemplosCiclos de redondeoCiclos de roscadoCiclos de ranuradoCiclos de taladradoCiclo de roscado con machoCiclo de posicionamientoCiclo de perfilado
Funciones ISOISO en modo TCCiclos de cero piezaZonas de trabajoEtiquetas y saltosImagen espejoFactor de escala
Taladrado múltipleTaladrado múltipleChaveteros múltiples
Ciclos para eje CPerfil ZCPerfil XC
EjemplosFunciones en modo TWINDNCBackupDiagnosisEjemplos

Curso práctico: Operación y programación del CNC 8055TC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 5
Notas

Curso práctico: Operación y programación del CNC 8055TC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 6
Descripción de un torno
Definición de los ejes:
Eje X: eje transversal de la máquinaEje Z: eje longitudinal de la máquina
Portaherramientas
Pieza consistema de coordenadas
ContrapuntoCabezal principalEje C
Curso práctico: Operación y programación del CNC 8055TC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 7
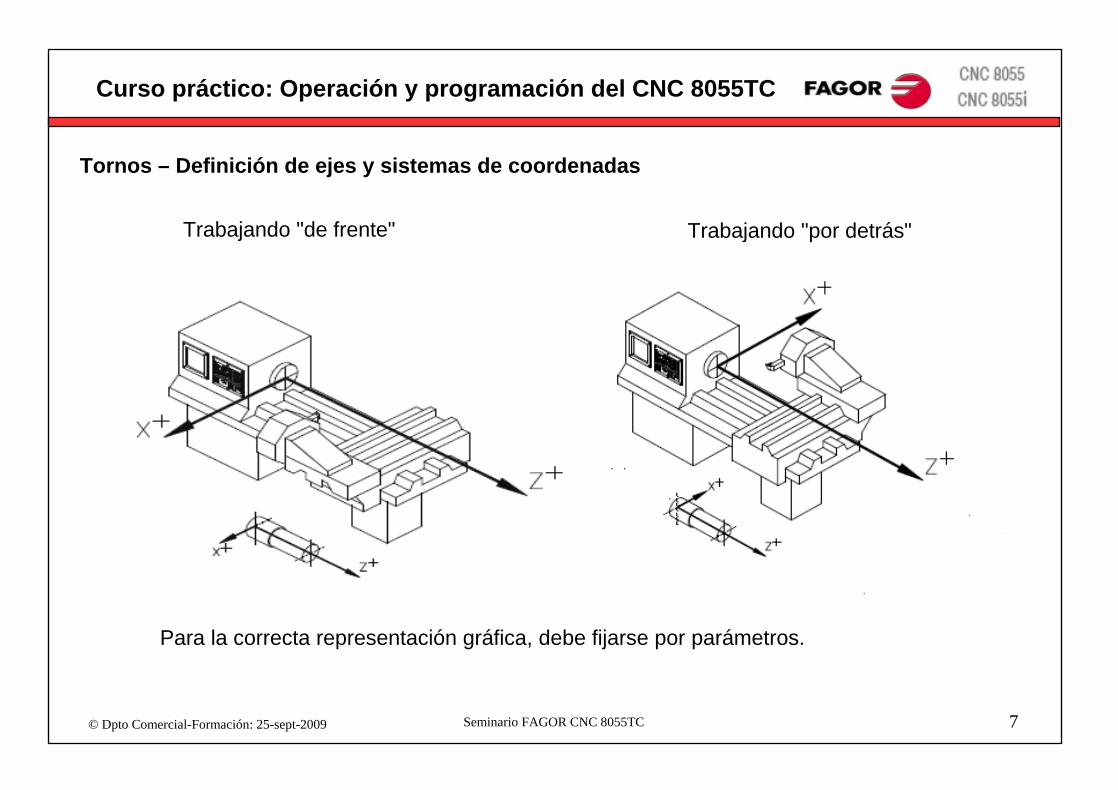
Tornos – Definición de ejes y sistemas de coordenadas
Trabajando "de frente" Trabajando "por detrás"
Para la correcta representación gráfica, debe fijarse por parámetros.

Curso práctico: Operación y programación del CNC 8055TC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 8
Tornos – avance de los ejes
El fabricante de la máquina define el avance máximo del eje.Se puede fijar un avance de trabajo y uno rápido por cada eje.
Ajuste de avances
– mm/rev El avance de los ejes varía con la velocidad del cabezal. (Código ISO: G95)
– mm/minuto El avance de los ejes es independiente de la velocidad del cabezal. (Código ISO: G94)
El sistema de formación arranca en mm/rev (función ISO: G95)Consecuencia: si no se ha programado el giro del cabezal, el CNC no puede calcular unavance para el modo manual
NOTA:Se recomienda trabajar con el avance en mm/rev, el acabado resultante de la pieza es mejor.
Curso práctico: Operación y programación del CNC 8055TC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 9
Tornos - cabezal principal
Según los requisitos, el cabezal principal puede tener varias configuraciones.
Funciones principales:
Control en lazo abierto – variante más sencillaEl CNC no puede reaccionar a los cambios de rpm del cabezal porque no tiene un encoder (sin captación)
Control en lazo cerrado – la variante más utilizadaEl motor del cabezal está equipado con un encoder. El CNC puede controlar la velocidad y la posicióndel cabezal. Esta función es necesaria para posicionar el cabezal y para roscar con macho.
Control en lazo cerrado con funciones de eje CEl motor está equipado con un encoder de alta resolución y un regulador de alta resolución.Esto permite un control preciso de la posición del cabezal. En este caso se puede controlar el cabezalcomo un eje. El eje C se puede interpolar con los eje X y Z.

Curso práctico: Operación y programación del CNC 8055TC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 10
Tornos – Cabezal principal
Gestión de la velocidad de giro del cabezal
Para resultados óptimos, las condiciones de corte se pueden fijar para velocidad de giroconstante (RPM) o velocidad de corte constante (CSS).
N: Velocidad de giro: RPM
V: Velocidad de corte: m/minuto
R : Radio: mm
1000***2 NRV Π
=
Curso práctico: Operación y programación del CNC 8055TC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 11
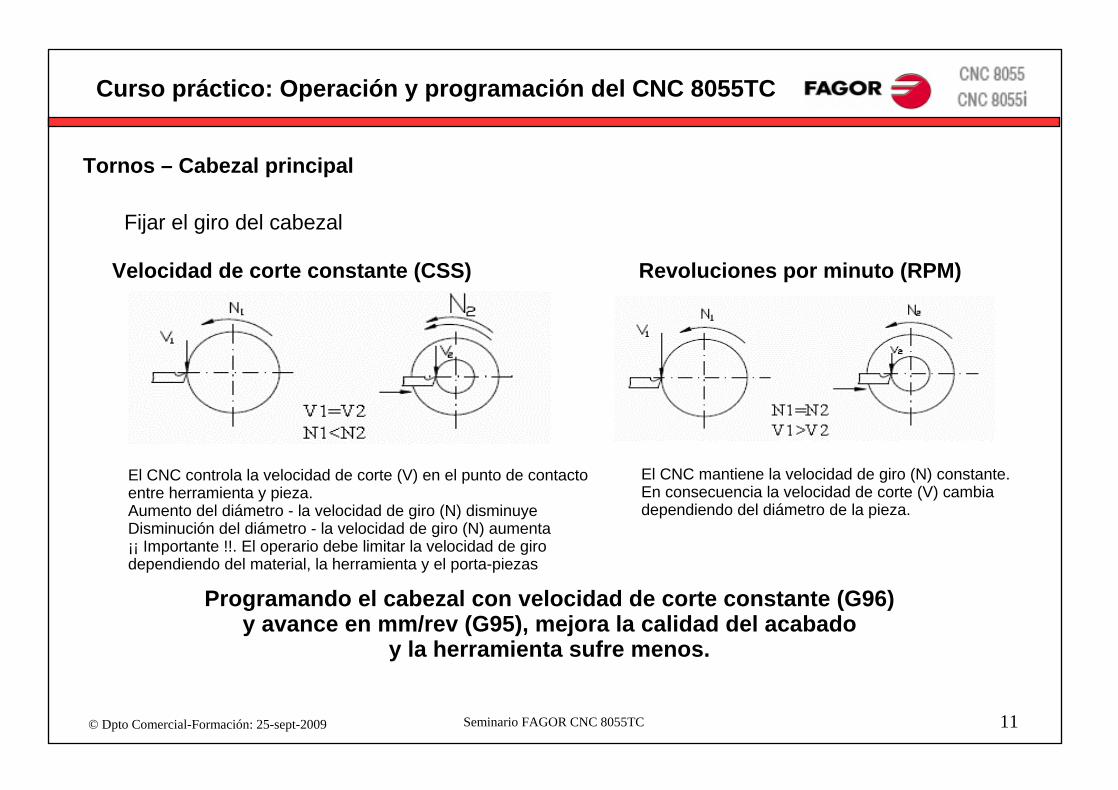
Tornos – Cabezal principal
Fijar el giro del cabezal
Velocidad de corte constante (CSS) Revoluciones por minuto (RPM)
El CNC controla la velocidad de corte (V) en el punto de contactoentre herramienta y pieza.Aumento del diámetro - la velocidad de giro (N) disminuyeDisminución del diámetro - la velocidad de giro (N) aumenta¡¡ Importante !!. El operario debe limitar la velocidad de giro dependiendo del material, la herramienta y el porta-piezas
El CNC mantiene la velocidad de giro (N) constante.En consecuencia la velocidad de corte (V) cambia dependiendo del diámetro de la pieza.
Programando el cabezal con velocidad de corte constante (G96)y avance en mm/rev (G95), mejora la calidad del acabado
y la herramienta sufre menos.

Curso práctico: Operación y programación del CNC 8055TC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 12
Tornos – cambiador de herramientas
Cambio de herramientas manual Cambio de herramientas automático
El porta-herramientas tiene las herramientas que pude utilizar el CNC.Las máquinas pueden estar equipadas con una amplia gama de porta-herramientas y cambiadores de herramientas. Los CNC Fagor pueden manejar muchos cambiadores de herramientas. El fabricante de la máquinapuede implementar las funcionalidades adecuadas en el CNC y los programas de PLC.
Tipos de cambiadores:
Manual: El operario cambia la herramienta como en una máquina convencional.Automático: La herramienta se cambia automáticamente controlado por el CNC y el programa de PLC.

Curso práctico: Operación y programación del CNC 8055TC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 13
Sistemas de captación de ejeCada eje de la máquina está equipada con un sistema de captación para que el CNC pueda controlar la posición y velocidad del eje.
La máquina puede estar equipada con diferentes sistemas de captación.Los sistemas de captación de cada eje deben serreferenciados en el arranque (tecla “ZERO”).
Sistema de captación incremental:Para inicializar (referenciar) el sistema decaptación,el eje debe pasar por encima del puntode referencia 0Ref
Sistema de captación de I0 codificado:El eje sólo tiene que pasar por encima de dos marcas para encontrar la posición dereferencia inicial.
0Ref0Ref
Z
X
0M 0P
Sistema de captación absoluta:Sistema de medición multi-canal que indicadirectamente la posición exacta.No se necesita ninguna búsqueda de cero.

Curso práctico: Operación y programación del CNC 8055TC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 14
Posición de referencia y cero máquina
0Ref0Ref
Z
X
0M 0P
Todos los ejes que no estén equipados con sistemas de captación absoluta deben ser referenciados en el arranque.Para ello, se mueven los ejes a un punto especial en la máquina que el fabricante ha definido como la posición de referencia 0Ref
Tras esto, el CNC conoce la posición exacta del eje y puede calcular el cero máquina 0M.Entonces, el operario puede fijar el cero pieza 0P
¡¡¡ Compruebe cómo se realizará la búsqueda de cero en su máquina !!!

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 15
Curso práctico: Operación y programación del CNC 8055TC
Límites de recorrido de la máquina
0Ref0Ref
Z
X
0M 0P
0Ref punto de referencia0M cero máquina0P cero pieza
ZRef
xRef
Límites de hardware o físicos
Límites de software o del CNC
Límites de hardware o físicos Micro switches de recorrido, levas y topes mecánicos. Limitan el recorrido de los ejes para evitar que los carros salgan de las guías la máquina.
Límites de software o del CNC Los fija el fabricante de CNC para evitar el contacto con los límites físicosde recorrido.
Curso práctico: Operación y programación del CNC 8055TC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 16
Encendido de máquina
Encendido, el mantenimiento y el uso de la máquina debe realizarse de acuerdo con las especificaciones del fabricante de la máquina.
Los programas y ejemplos de este curso han sido comprobadosminuciosamente antes de ser utilizados en una máquina real.
Curso práctico: Operación y programación del CNC 8055TC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 17
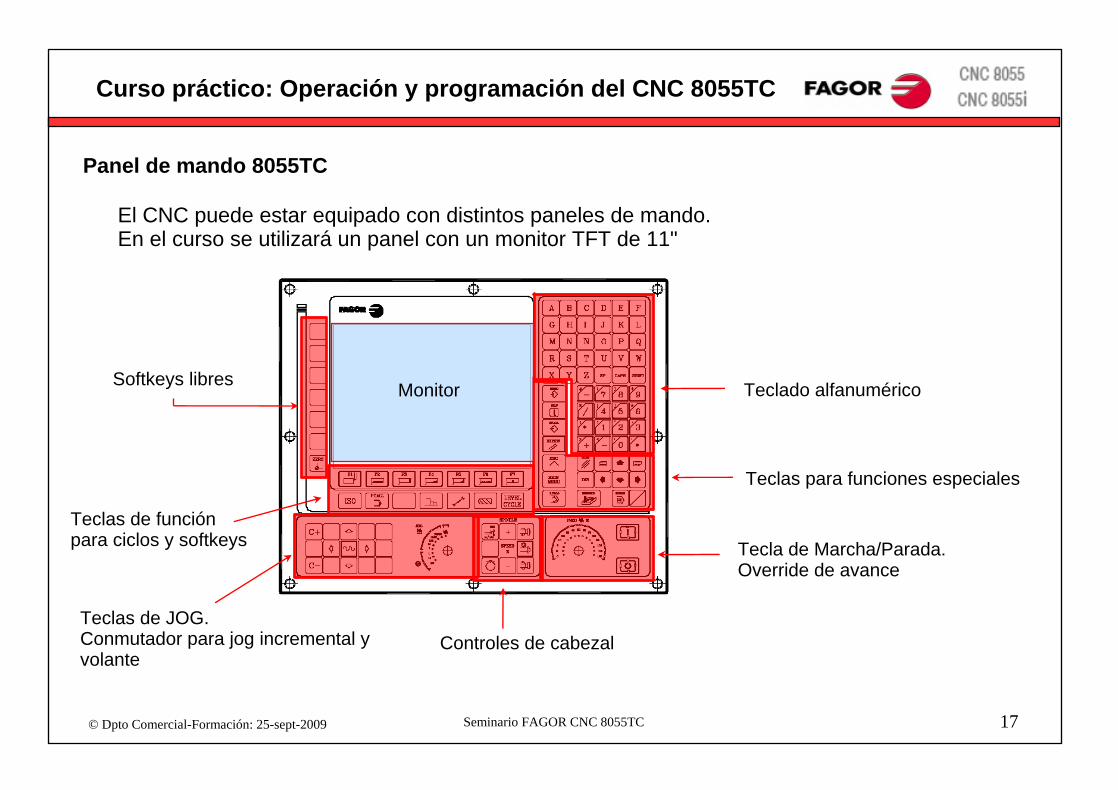
Panel de mando 8055TC
El CNC puede estar equipado con distintos paneles de mando.En el curso se utilizará un panel con un monitor TFT de 11"
Teclas de JOG. Conmutador para jog incremental yvolante
Teclas de función para ciclos y softkeys
Softkeys libres
Controles de cabezal
Teclado alfanumérico
Teclas para funciones especiales
Tecla de Marcha/Parada.Override de avance
Monitor
Curso práctico: Operación y programación del CNC 8055TC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 18
INTERFAZ HOMBRE-MÁQUINA (HMI - Human Machine Interface)
SHIFT ESC
Se han implementado dos HMI en el CNC 8055TC.
HMI básico: Tofrece todas las funcionalidades para controlar tornos complejos y centros de torneado.Mantenimiento, programas CNC, programas PLC, parámetros, servos, diagnosis
y líneas de comunicación.
HMI conversacional: TCPlena funcionalidad del HMI T
+operación y programación intuitivas de tornos.Operación convencional de la máquina.Programación de ciclos sin conocimientos ISO.
Pulsar estas teclas para alternar HMIs

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 19
Curso práctico: Operación y programación del CNC 8055TC
Muestran los HMIs T y TC
HMI T básico HMI conversacional TC
alternar
SHIFT ESC

Curso práctico: Operación y programación del CNC 8055TC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 20
Pantalla del TC-HMI
El modo TC ofrece dos pantallas para visualizara informaciónPantalla estándarPantalla auxiliar
Pantalla estándar Pantalla auxiliar
alternar
Curso práctico: Operación y programación del CNC 8055TC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 21
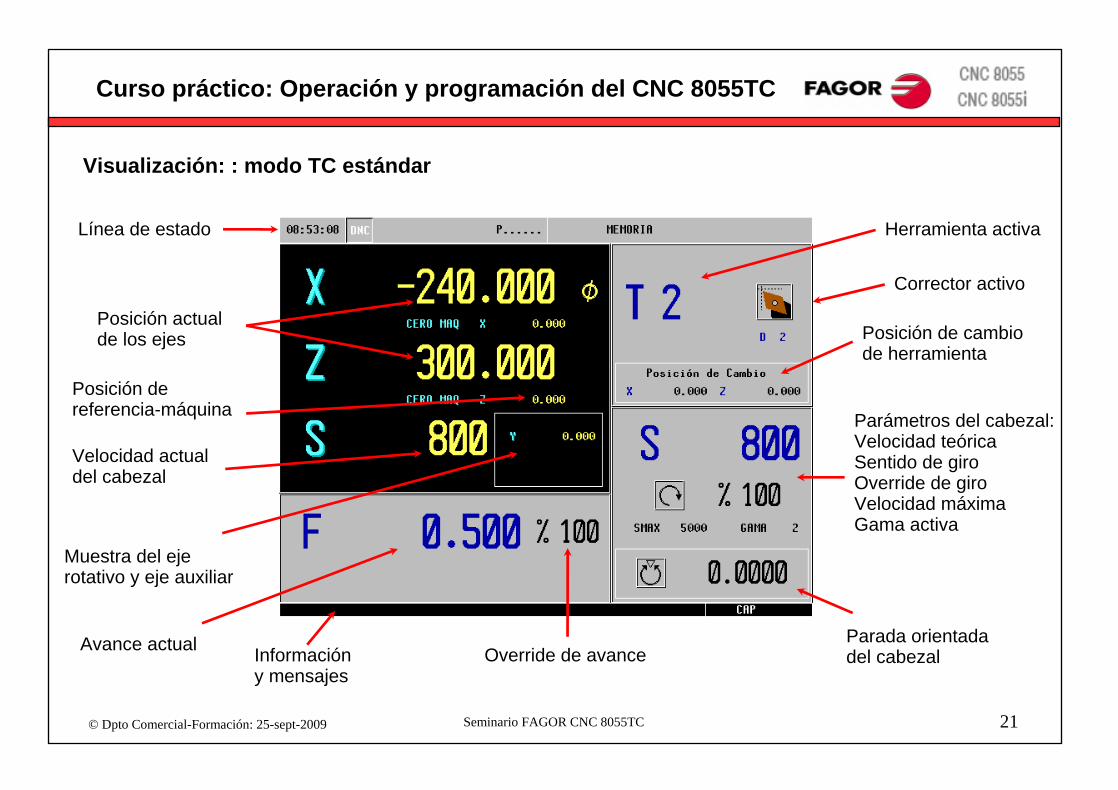
Visualización: : modo TC estándar
Posición actualde los ejes
Posición dereferencia-máquina
Velocidad actualdel cabezal
Avance actual
Muestra del ejerotativo y eje auxiliar
Override de avance
Herramienta activa
Posición de cambiode herramienta
Parámetros del cabezal:Velocidad teóricaSentido de giroOverride de giroVelocidad máximaGama activa
Parada orientadadel cabezal
Línea de estado
Información y mensajes
Corrector activo
Curso práctico: Operación y programación del CNC 8055TC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 22
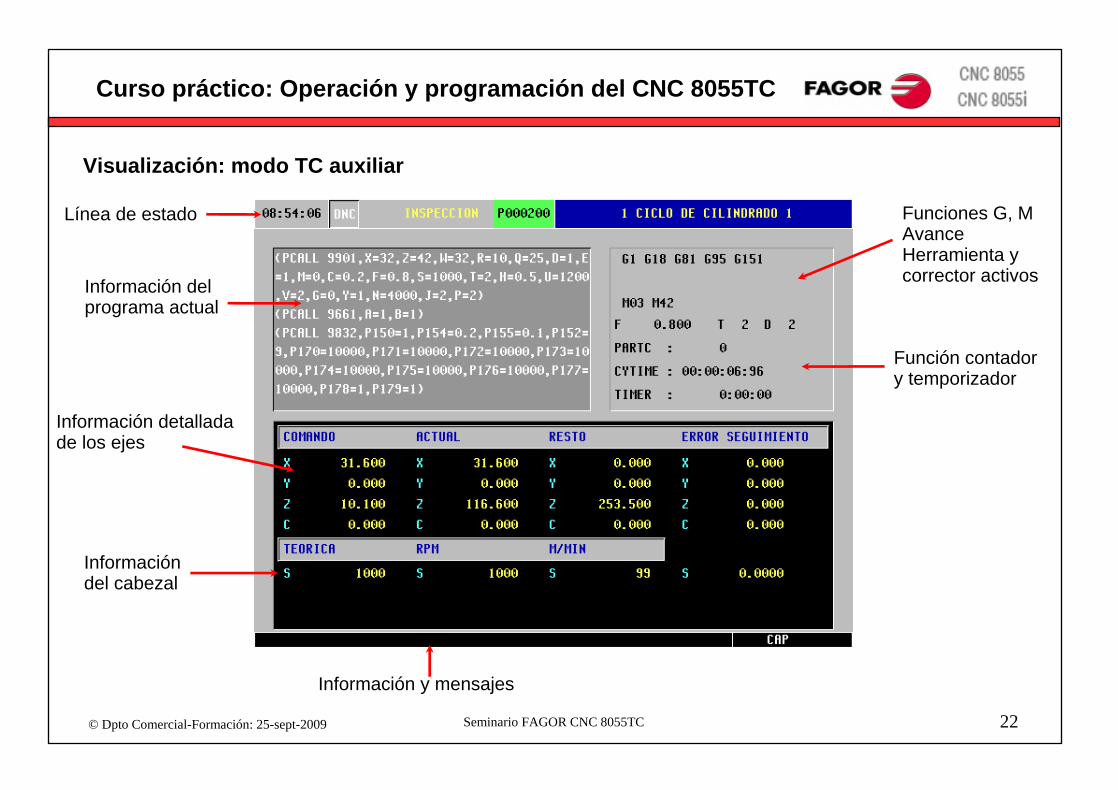
Visualización: modo TC auxiliar
Funciones G, MAvanceHerramienta ycorrector activos
Información y mensajes
Información detalladade los ejes
Información delprograma actual
Informacióndel cabezal
Función contadory temporizador
Línea de estado
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 23
Curso práctico: Operación y programación del CNC 8055TC
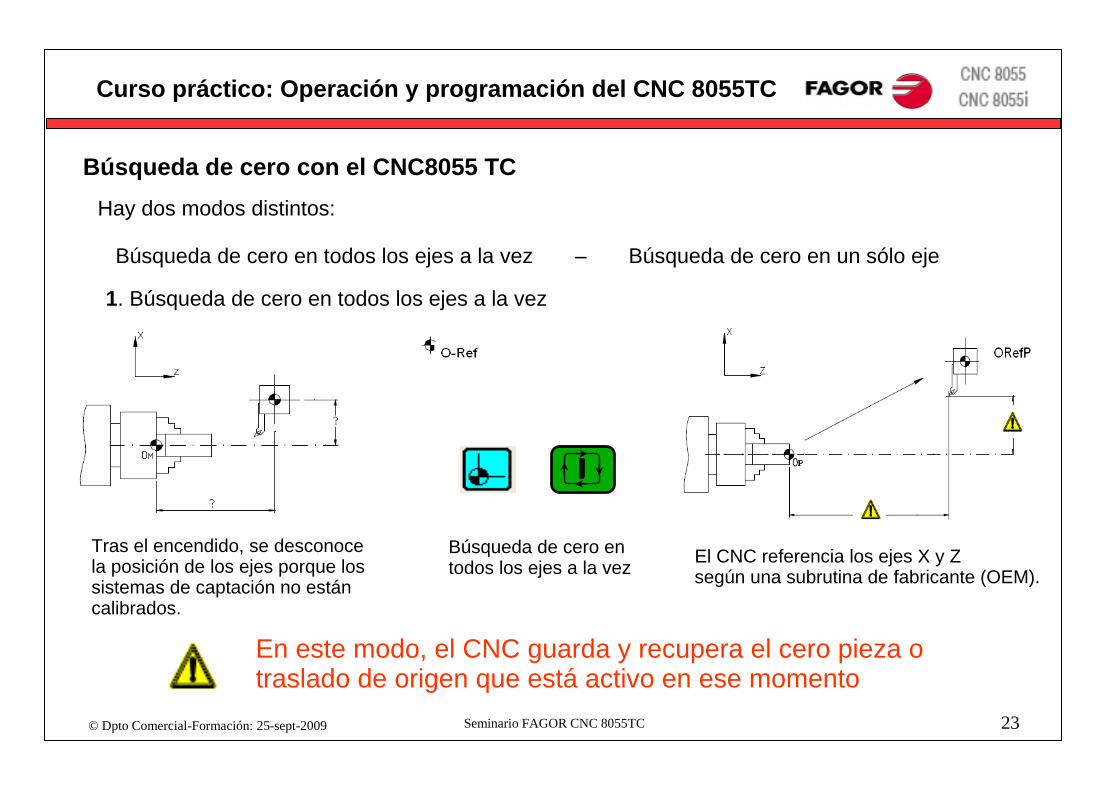
Búsqueda de cero con el CNC8055 TC
Tras el encendido, se desconocela posición de los ejes porque los sistemas de captación no están calibrados.
Búsqueda de cero en todos los ejes a la vez
Hay dos modos distintos:
Búsqueda de cero en todos los ejes a la vez – Búsqueda de cero en un sólo eje
El CNC referencia los ejes X y Z según una subrutina de fabricante (OEM).
1. Búsqueda de cero en todos los ejes a la vez
En este modo, el CNC guarda y recupera el cero pieza o traslado de origen que está activo en ese momento

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 24
Curso práctico: Operación y programación del CNC 8055TC
Búsqueda de cero con el CNC8055 TC2. Búsqueda de cero en un sólo eje
El operario realiza la búsqueda de cero eje por eje.
X
Z
En este modo, el CNC cancela el cero pieza o traslado de origen activo
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 25
Curso práctico: Operación y programación del CNC 8055TC
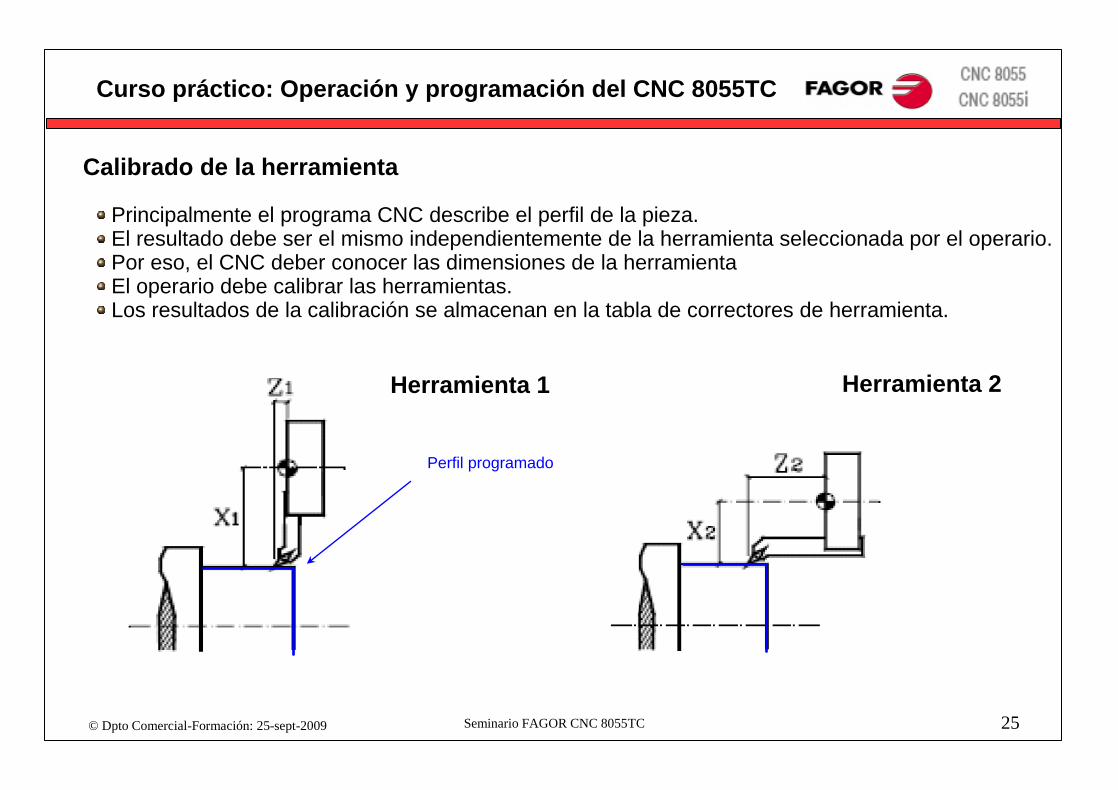
Calibrado de la herramienta
Principalmente el programa CNC describe el perfil de la pieza.El resultado debe ser el mismo independientemente de la herramienta seleccionada por el operario.Por eso, el CNC deber conocer las dimensiones de la herramientaEl operario debe calibrar las herramientas.Los resultados de la calibración se almacenan en la tabla de correctores de herramienta.
Herramienta 2
Perfil programado
Herramienta 1

Curso práctico: Operación y programación del CNC 8055TC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 26
Tabla de correctores
El CNC puede gestionar correctores en la tabla de correctores de herramienta.Cada corrector D puede ser asignado a una herramienta T.Cada corrector puede ser asignado a cada herramienta.
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 27
Curso práctico: Operación y programación del CNC 8055TC
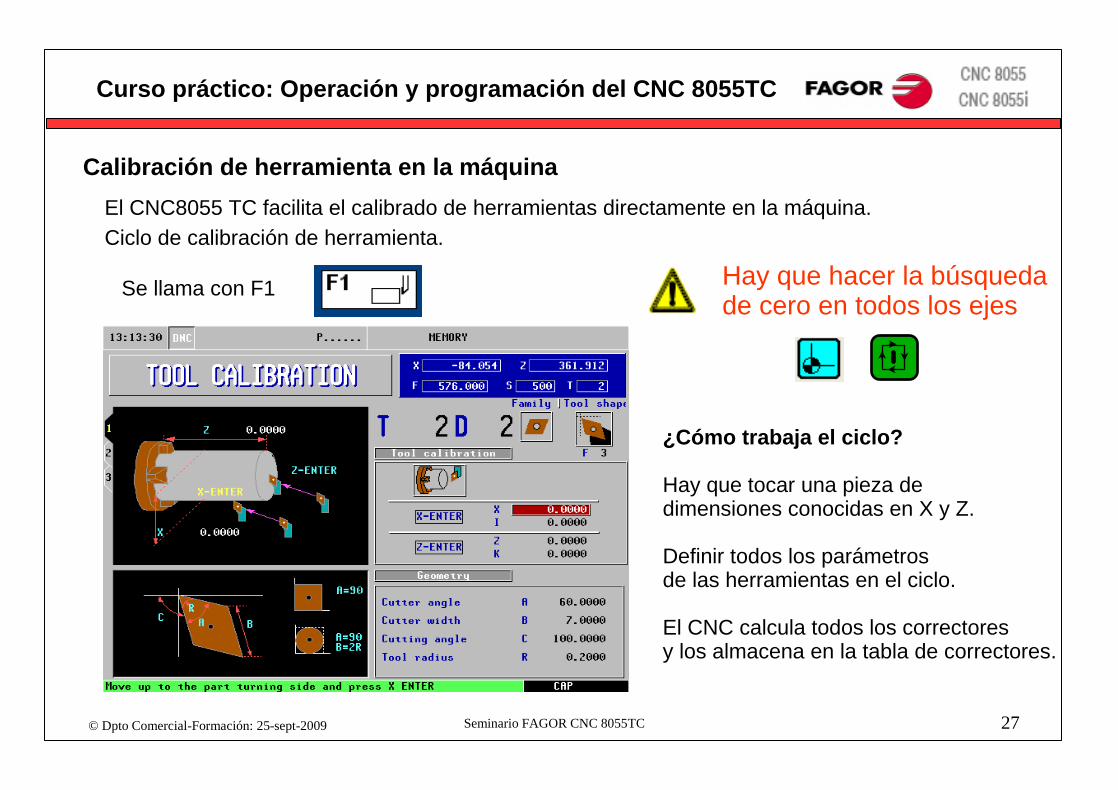
Calibración de herramienta en la máquinaEl CNC8055 TC facilita el calibrado de herramientas directamente en la máquina.Ciclo de calibración de herramienta.
Se llama con F1 Hay que hacer la búsqueda de cero en todos los ejes
¿Cómo trabaja el ciclo?
Hay que tocar una pieza de dimensiones conocidas en X y Z.
Definir todos los parámetros de las herramientas en el ciclo.
El CNC calcula todos los correctores y los almacena en la tabla de correctores.

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 28
Curso práctico: Operación y programación del CNC 8055TC
Calibrado de la herramienta: breves instruccionesBúsqueda de cero en todos los ejesPoner la pieza en el platoLlamar al ciclo de calibración de herramienta.Definir la dimensión de la piezaTocando X - pulsar X-ENTERTocando Z - pulsar Z-ENTERDefinir otros parámetros de herramienta
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 29
Curso práctico: Operación y programación del CNC 8055TC
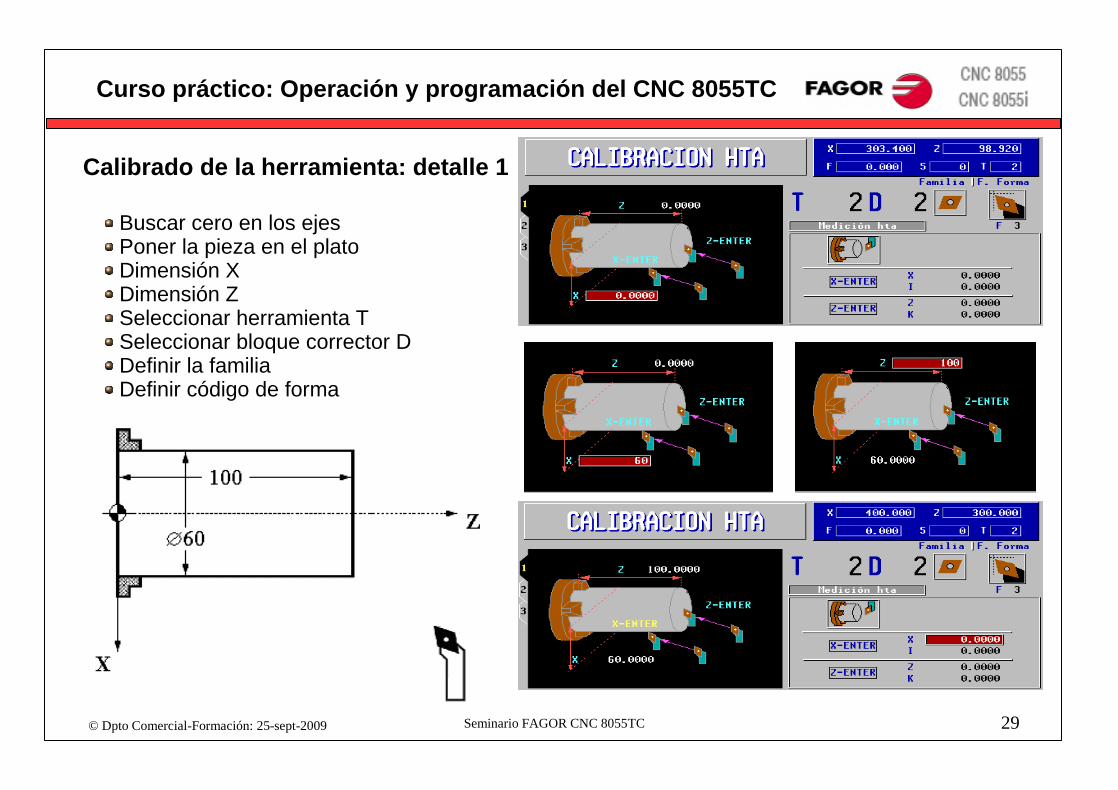
Calibrado de la herramienta: detalle 1
Buscar cero en los ejesPoner la pieza en el platoDimensión XDimensión ZSeleccionar herramienta TSeleccionar bloque corrector DDefinir la familiaDefinir código de forma

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 30
Curso práctico: Operación y programación del CNC 8055TC
Calibrado de la herramienta: detalle 2
Arrancar el cabezalDesplazar los ejes mediante Jogo mediante volantes a la posición del eje ZTocar la pieza en XPulsar X ENTER
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 31
Curso práctico: Operación y programación del CNC 8055TC
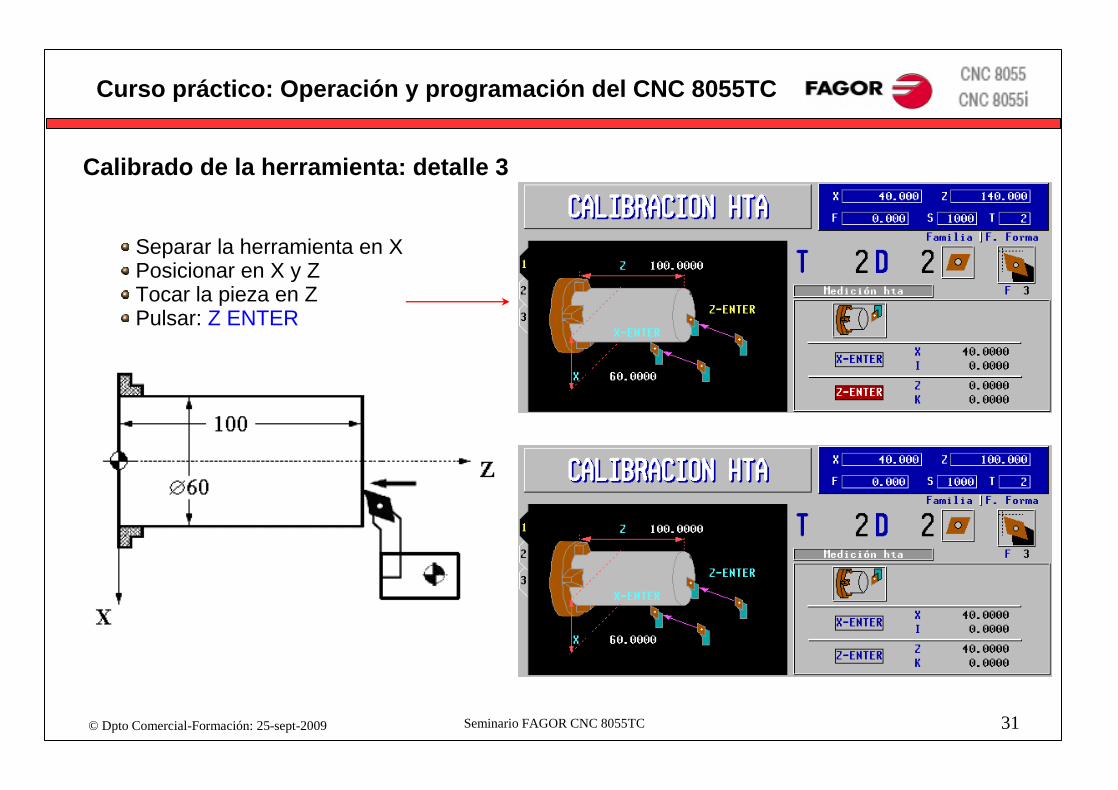
Calibrado de la herramienta: detalle 3
Separar la herramienta en XPosicionar en X y Z Tocar la pieza en ZPulsar: Z ENTER

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 32
Curso práctico: Operación y programación del CNC 8055TC
Visualización
40
100
140
60
40
40
MP
Calibrado de la herramienta: detalle 4
Tabla de correctores de herramienta

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 33
Curso práctico: Operación y programación del CNC 8055TC
Lista 1 de herramientas para la máquina de formación
Para una producción eficiente se necesita una buena gestión de herramientas y documentación.
Utilizamos las siguientes herramientas para la máquina de formación
T2 T3 T11Fam Fam Fam
Form F3 Form F2 Form F62LX 120,000 LX 120,000 LX 140,000LZ 60,000 LZ 60,000 LZ 40,000A 60,000 A 60,000 A 60,000B 7,000 B 7,000 B 9,000C 100,0000 C 60,0000 C 65,0000R 0,2000 R 0,2000 R 0,1000
T12 T15 T16Fam Fam Fam
Form F23 Form F30 Form F30LX 120,000 LX 60,000 LX 60,000LZ 60,000 LZ 120,000 LZ 120,000A 90,000 A 180,000 A 180,000B 4,000 B 2,000 B 3,000C 90,0000 C 0,0000 C 0,0000R 0,0000 R 2,0000 R 4,0000

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 34
Curso práctico: Operación y programación del CNC 8055TC
Lista 2 de herramientas para la máquina de formación
Utilizamos las siguientes herramientas para la máquina de formación
T8 T9 T10 T13
Fam Fam Fam Fam
Form F5 Form F10 Form F66 Form F21LX 60,000 LX 120,000 LX 45,000 LX 50,000LZ 120,000 LZ 120,000 LZ 150,000 LZ 120,000A 60,000 A 120,000 A 60,000 A 90,000B 7,500 B 10,000 B 4,000 B 4,000C 100,0000 C 30,0000 C 5,0000 C 90,0000R 0,2000 R 4,2500 R 0,1000 R 0,1000

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 35
Curso práctico: Operación y programación del CNC 8055TC
Lista de herramientas libres
Poner otras herramientas en esta lista
Fam Fam Fam Fam
Form Form Form FormLX LX LX LXLZ LZ LZ LZA A A AB B B BC C C CR R R R
Fam Fam Fam Fam
Form Form Form FormLX LX LX LXLZ LZ LZ LZA A A AB B B B

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 36
Curso práctico: Operación y programación del CNC 8055TC
Definir la posición de cambio de herramientaLa posición de cambio de herramienta está definido por el fabricante.Se permite efectuar el cambio de herramienta junto a la pieza, evitando desplazamientos hasta un punto de cambio alejado de la misma.Estas cotas deben estar siempre referidas al cero máquina.
Introducción de datos para laposición del cambio de herramienta
T
Z
X [ Valor ]
[ Valor ]T

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 37
Curso práctico: Operación y programación del CNC 8055TC
Descripción general: Teclas normales y teclas de función
Visualizar pantalla auxiliar.Cambiar entre iconos modificables.
SHIFT ESC
R E S E TSHIFT Reinicio del sistema
Seleccionar nivel de cicloAlternar modoTC < - > T
P R O GCLEARSHIFT
Búsqueda de cero en todos los ejes
Salva pantallas Gestión de programas
Seleccionar simulaciónGRÁFICOS
X RECALLBúsqueda de cero en eje X Llamada a datos de sistema
Z Búsqueda de cero en eje Z
ENTERTecla ENTER para validar datos
Tabla de orígenes
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 38
Curso práctico: Operación y programación del CNC 8055TC
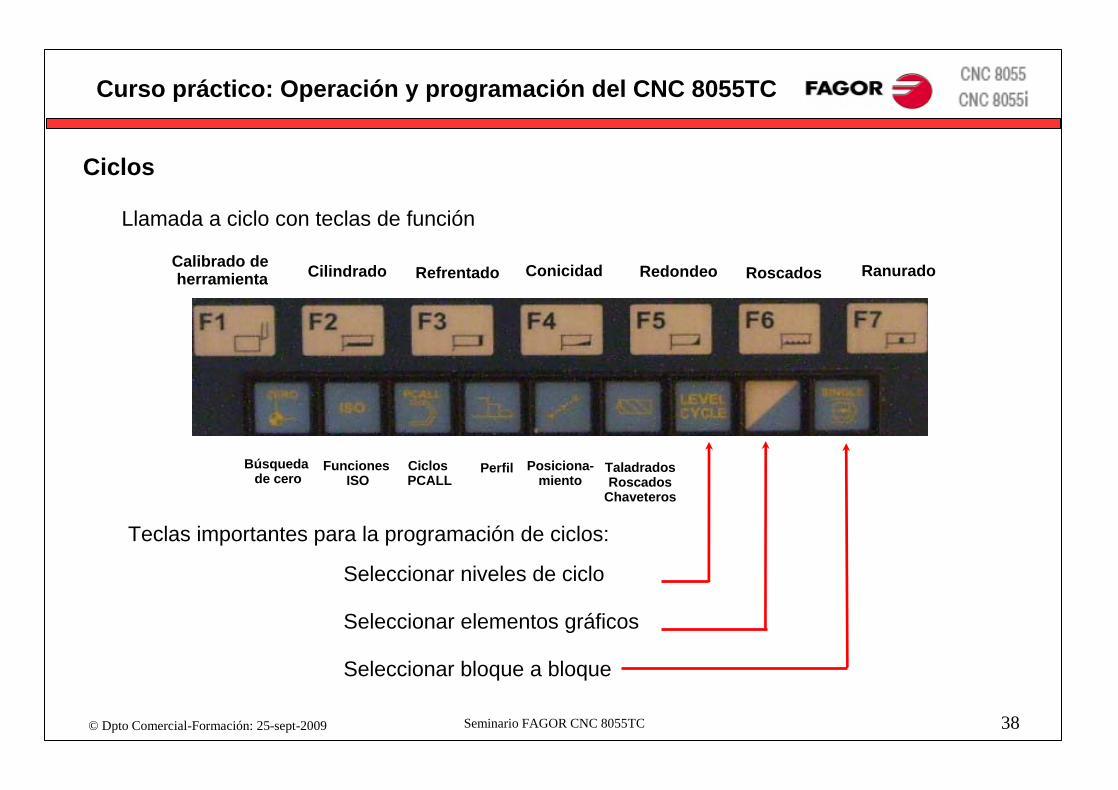
Ciclos
Llamada a ciclo con teclas de función
Calibrado de herramienta Cilindrado Refrentado Conicidad Redondeo Roscados Ranurado
Búsqueda de cero
Funciones ISO
Ciclos PCALL
Perfil Posiciona-miento
TaladradosRoscados
Chaveteros
Teclas importantes para la programación de ciclos:
Seleccionar niveles de ciclo
Seleccionar elementos gráficos
Seleccionar bloque a bloque
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 39
Curso práctico: Operación y programación del CNC 8055TC
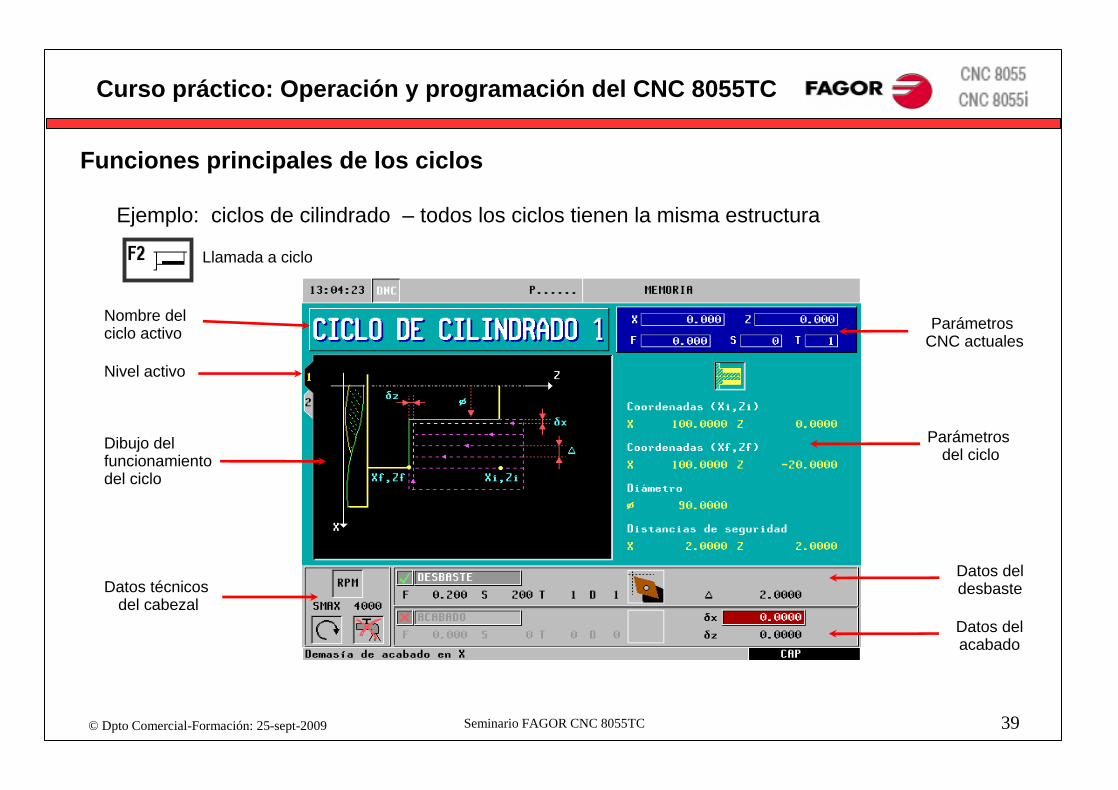
Funciones principales de los ciclos
Ejemplo: ciclos de cilindrado – todos los ciclos tienen la misma estructura
ParámetrosCNC actuales
Parámetros del ciclo
Nombre del ciclo activo
Nivel activo
Dibujo del funcionamientodel ciclo
Datos técnicos del cabezal
Llamada a ciclo
Datos deldesbaste
Datos delacabado

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 40
Curso práctico: Operación y programación del CNC 8055TC
Funciones principales de los ciclosTeclas de función
ESC Escape
Control del cursor
Tecla ENTER
Recuperar valores del CNC
Llamada a ciclo con teclas de función
Seleccionar nivelhacia atrás hacia adelante
Seleccionar símbolos
Seleccionar siguiente nivel
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 41
Curso práctico: Operación y programación del CNC 8055TC
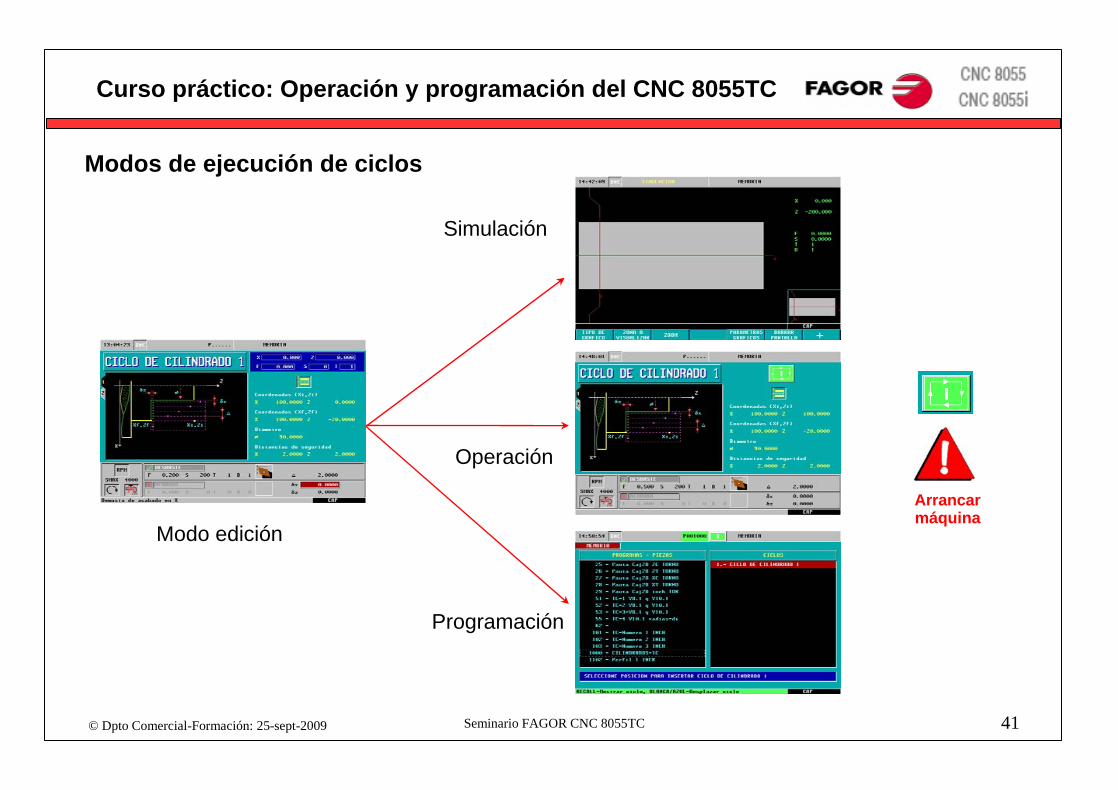
Modos de ejecución de ciclos
Modo edición
Simulación
Operación
Programación
Arrancarmáquina

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 42
Curso práctico: Operación y programación del CNC 8055TC
Modos de ejecución de ciclos
Modo simulación
GRÁFICOS
Editar ciclo Llamada a simulación Comenzar simulación
Un ciclo puede ser simulado independientementeEditar cicloPulsar tecla GRÁFICOS - llamar a simulaciónPulsar tecla MARCHA - comenzar simulaciónPulsar la tecla ESC - volver al modo edición
ESC
Volver al modo edición
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 43
Curso práctico: Operación y programación del CNC 8055TC
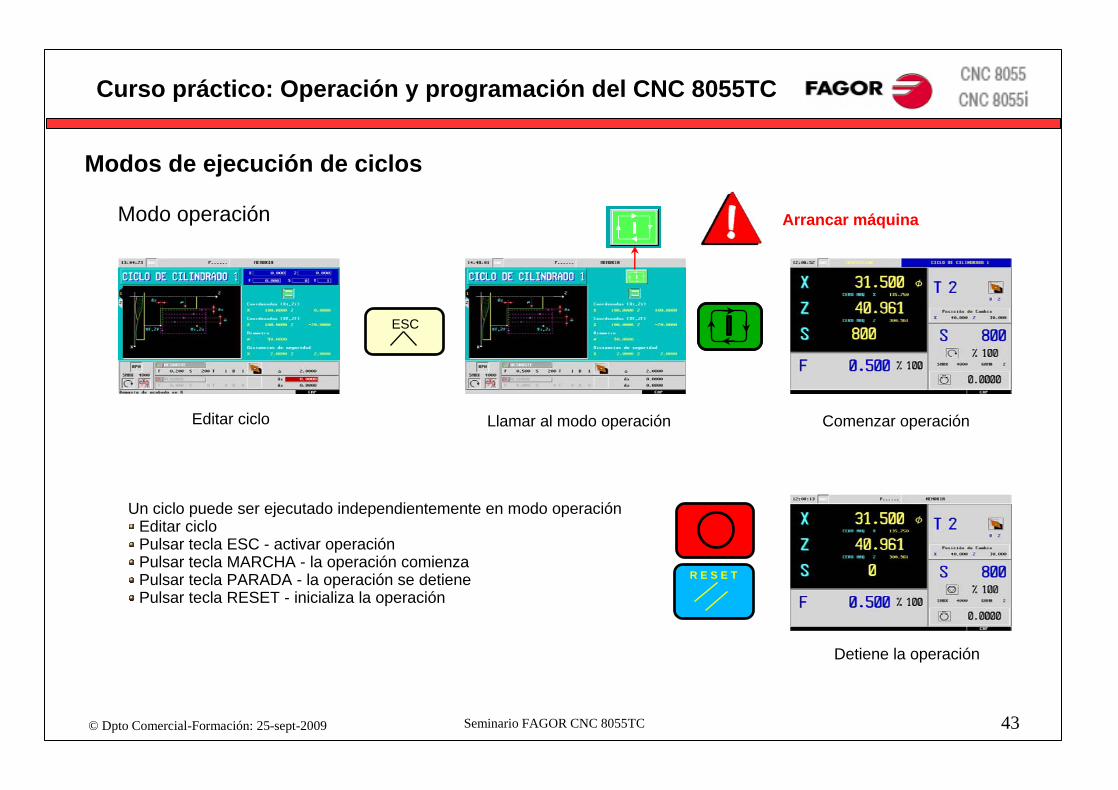
Modos de ejecución de ciclos
Modo operación Arrancar máquina
ESC
Editar ciclo Llamar al modo operación Comenzar operación
R E S E T
Un ciclo puede ser ejecutado independientemente en modo operaciónEditar cicloPulsar tecla ESC - activar operaciónPulsar tecla MARCHA - la operación comienzaPulsar tecla PARADA - la operación se detienePulsar tecla RESET - inicializa la operación
Detiene la operación

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 44
Curso práctico: Operación y programación del CNC 8055TC
Modos de ejecución de ciclos
Modo programación
ENTER
P R O G
Llamar al gestor de programas Insertar cicloEditar ciclo
Guardar los ciclos en un programaEditar cicloPulsar tecla P.PROG - llamar al gestor de programasTeclas de cursor - seleccionar posición de inserciónPulsar tecla ENTER - guardar ciclo en el programaPulsar la tecla ESC - volver al modo edición
ESC
Volver al modo edición

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 45
Curso práctico: Operación y programación del CNC 8055TC
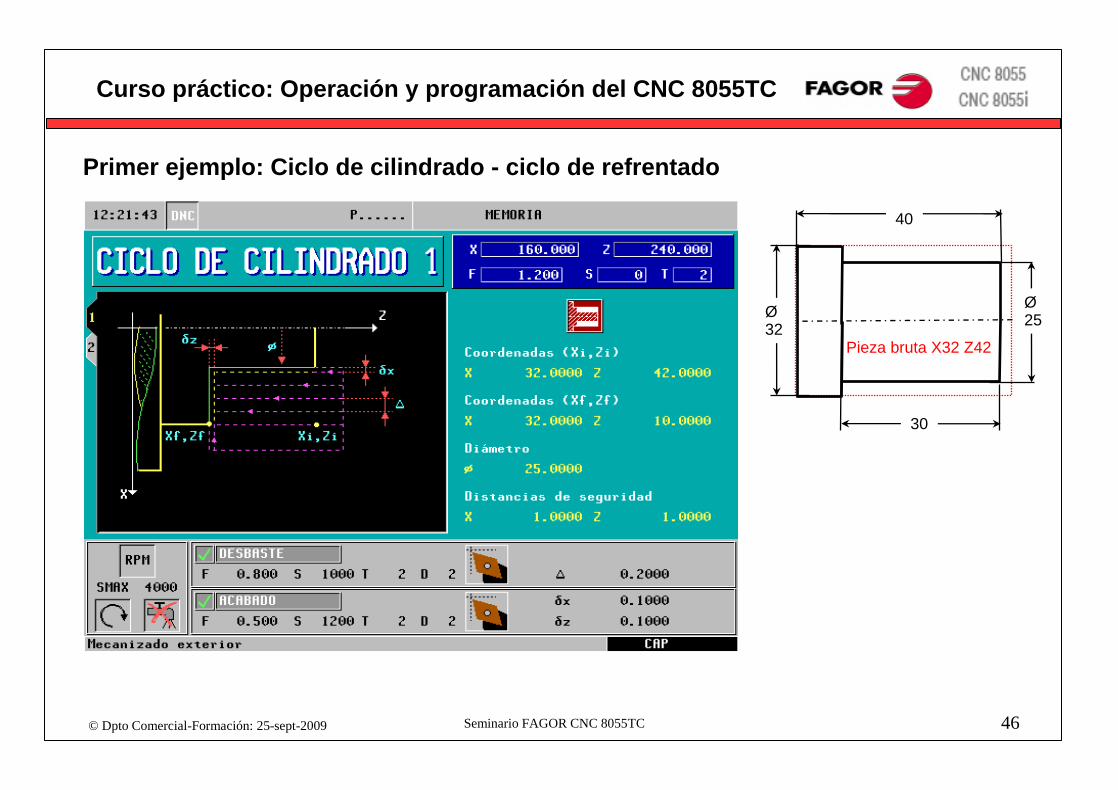
Primer ejemplo: Ciclo de cilindrado - ciclo de refrentado
Herramientas a utilizar:T2
Dimensiones pieza bruta:X32 Z42
40
30
Ø 32 Ø 25
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 46
Curso práctico: Operación y programación del CNC 8055TC
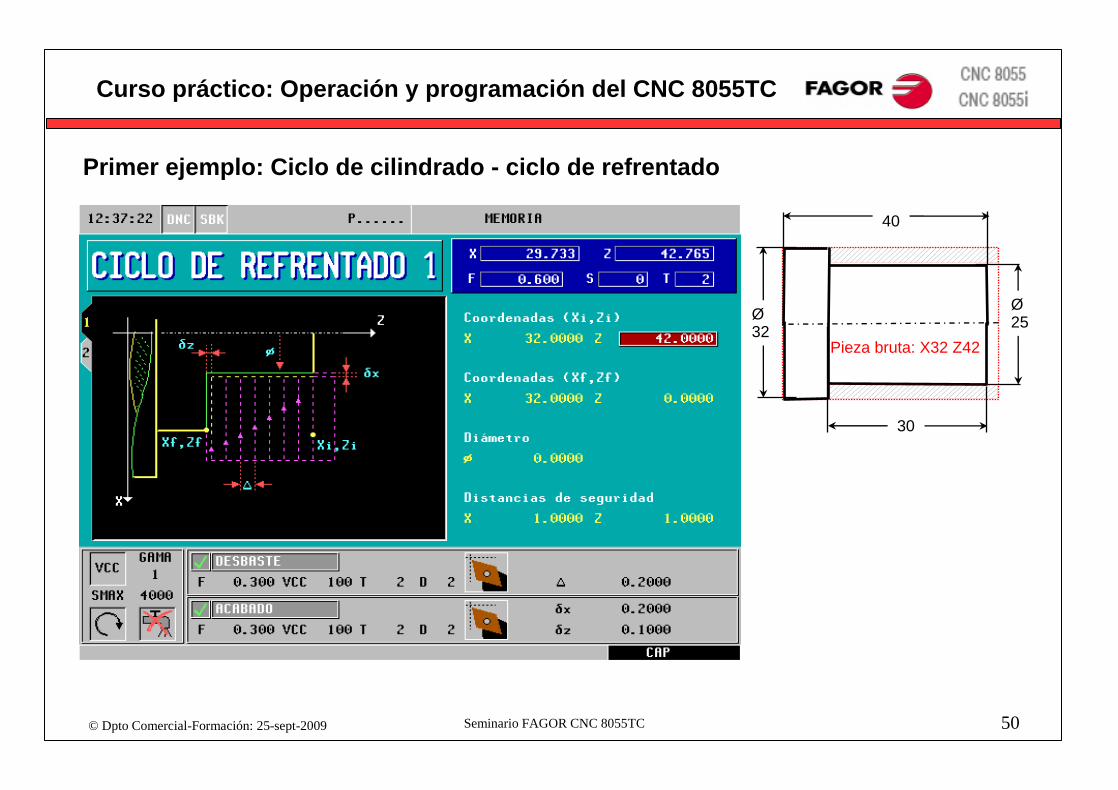
Primer ejemplo: Ciclo de cilindrado - ciclo de refrentado
40
30
Ø25Ø
32Pieza bruta X32 Z42

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 47
Curso práctico: Operación y programación del CNC 8055TC
Simulación - definición de la zona gráficaGRÁFICOS
Primer ejemplo: Ciclo de cilindrado - ciclo de refrentado
Z MIN -10 Z MAX 42
D INTERIOR 0 D EXTERIOR 32
Zona gráfica
ENTER:guardar valores
Tipo de gráficos

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 48
Curso práctico: Operación y programación del CNC 8055TC
GRÁFICOS
Primer ejemplo: Ciclo de cilindrado - ciclo de refrentadoSimulación - definición de la zona gráfica
Z MIN-10
Z MAX42
D INTERIOR0
D EXTERIOR32
ENTER:guardar valoresDefinir zona visualizada
Definir tipo de gráfico

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 49
Curso práctico: Operación y programación del CNC 8055TC
Representación gráfica (Simulación)GRÁFICOS
Primer ejemplo: Ciclo de cilindrado - ciclo de refrentado
Pieza bruta Ejecución del ciclo de torneadoESC
Volver al modo edición: pulsar ESC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 50
Curso práctico: Operación y programación del CNC 8055TC
Primer ejemplo: Ciclo de cilindrado - ciclo de refrentado
40
30
Ø25Ø
32Pieza bruta: X32 Z42

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 51
Curso práctico: Operación y programación del CNC 8055TC
Primer ejemplo: Ciclo de cilindrado - ciclo de refrentado
40
30
Ø25Ø
32Pieza bruta X32 Z42

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 52
Curso práctico: Operación y programación del CNC 8055TC
Ejemplo: programa 201
M30
M10Ø 30
40
20
30
28
Ø 25
10 Dimensiones pieza bruta:X32 Z42
Herramientas a utilizarT2T11T9T8T10T12

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 53
Curso práctico: Operación y programación del CNC 8055TC
Ejemplo: programa 201
Ø 25
M30
M10Ø 30
4010
2030
281

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 54
Curso práctico: Operación y programación del CNC 8055TC
Guardar ciclo en un nuevo programa:P R O G
Pulsar la tecla para acceder al editor
Ejemplo: programa 201
Situar el cursor en--- CREACIÓN PIEZA NUEVA------ P R O G
201
EJEMPLO_2
Se genera un nuevo programa vacío
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 55
Curso práctico: Operación y programación del CNC 8055TC
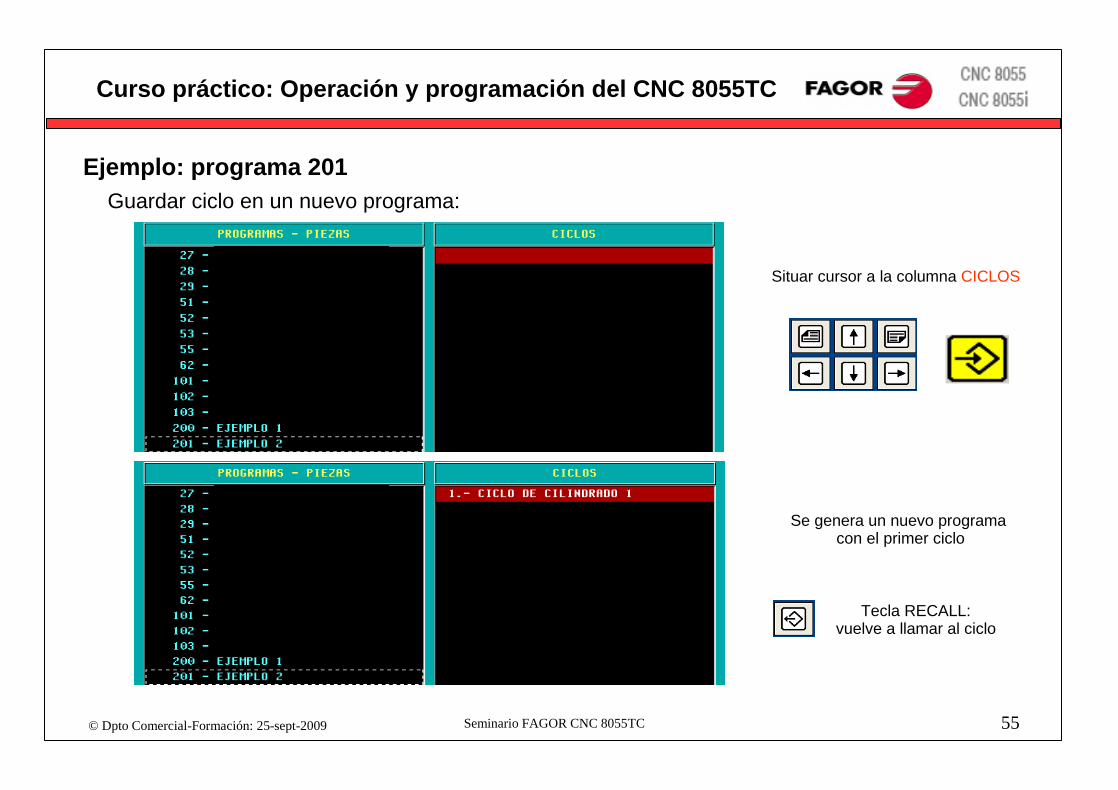
Ejemplo: programa 201Guardar ciclo en un nuevo programa:
Situar cursor a la columna CICLOS
Se genera un nuevo programa con el primer ciclo
Tecla RECALL:vuelve a llamar al ciclo

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 56
Curso práctico: Operación y programación del CNC 8055TC
Ejemplo: programa 201
Guardar ciclo en programa 201 P R O G
Ø 25
M30
M10Ø 30
4010
2030
282

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 57
Curso práctico: Operación y programación del CNC 8055TC
Ejemplo: programa 201
Guardar ciclo en programa 201 P R O G
Ø 25
M30
M10Ø 30
4010
2030
283
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 58
Curso práctico: Operación y programación del CNC 8055TC
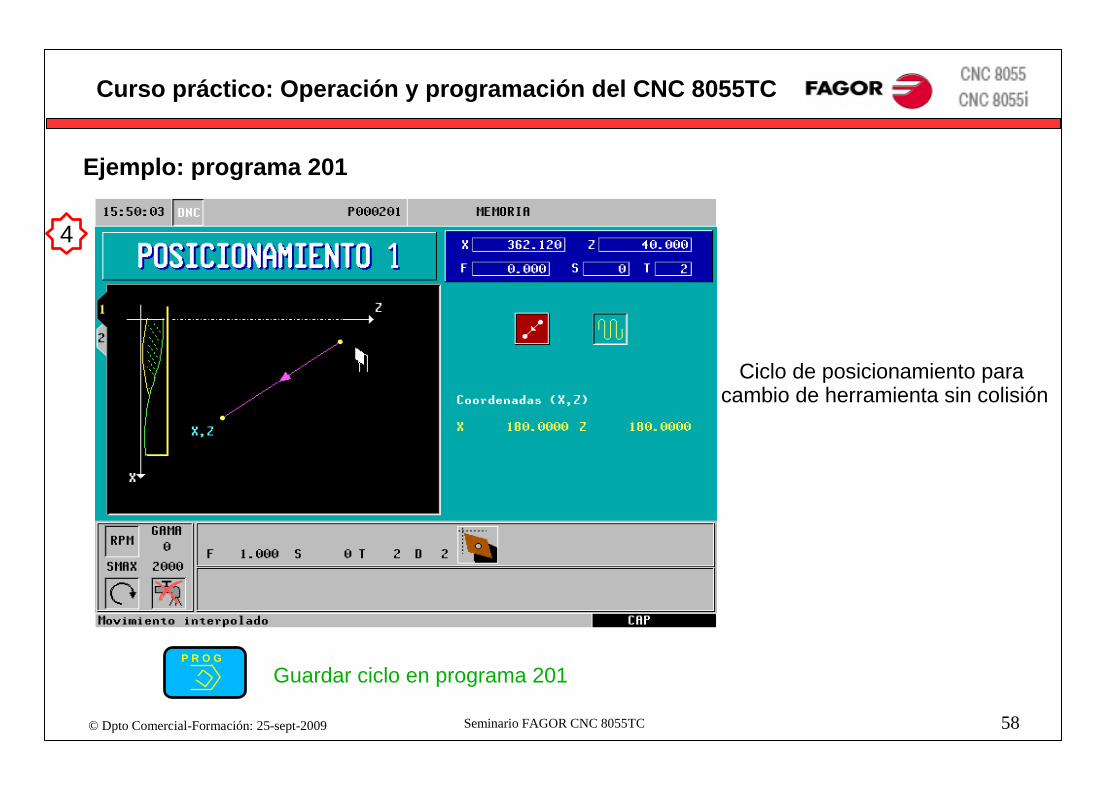
Ejemplo: programa 201
4
Ciclo de posicionamiento para cambio de herramienta sin colisión
P R O G
Guardar ciclo en programa 201
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 59
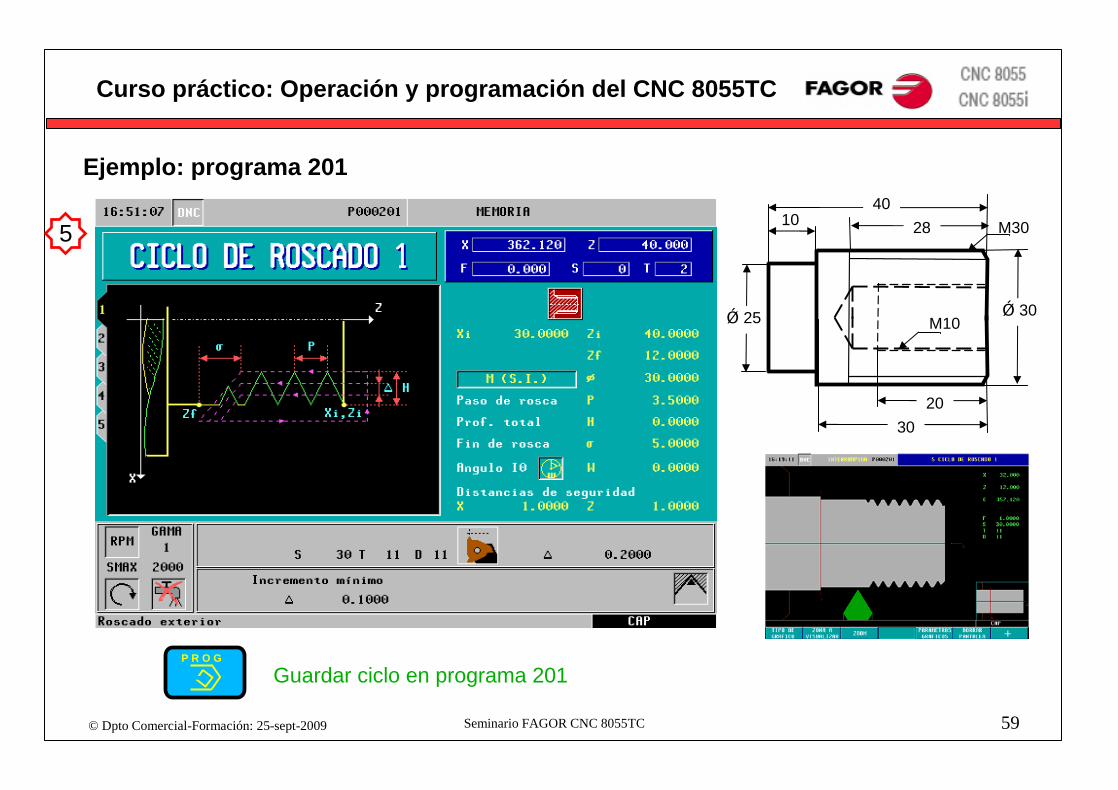
Curso práctico: Operación y programación del CNC 8055TC
Ejemplo: programa 201
Ǿ 25
M30
M10Ǿ 30
4010
2030
285
P R O G
Guardar ciclo en programa 201

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 60
Curso práctico: Operación y programación del CNC 8055TC
Ejemplo: programa 201
6
Ciclo de posicionamiento para cambio de herramienta sin colisión
P R O G
Guardar ciclo en programa 201
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 61
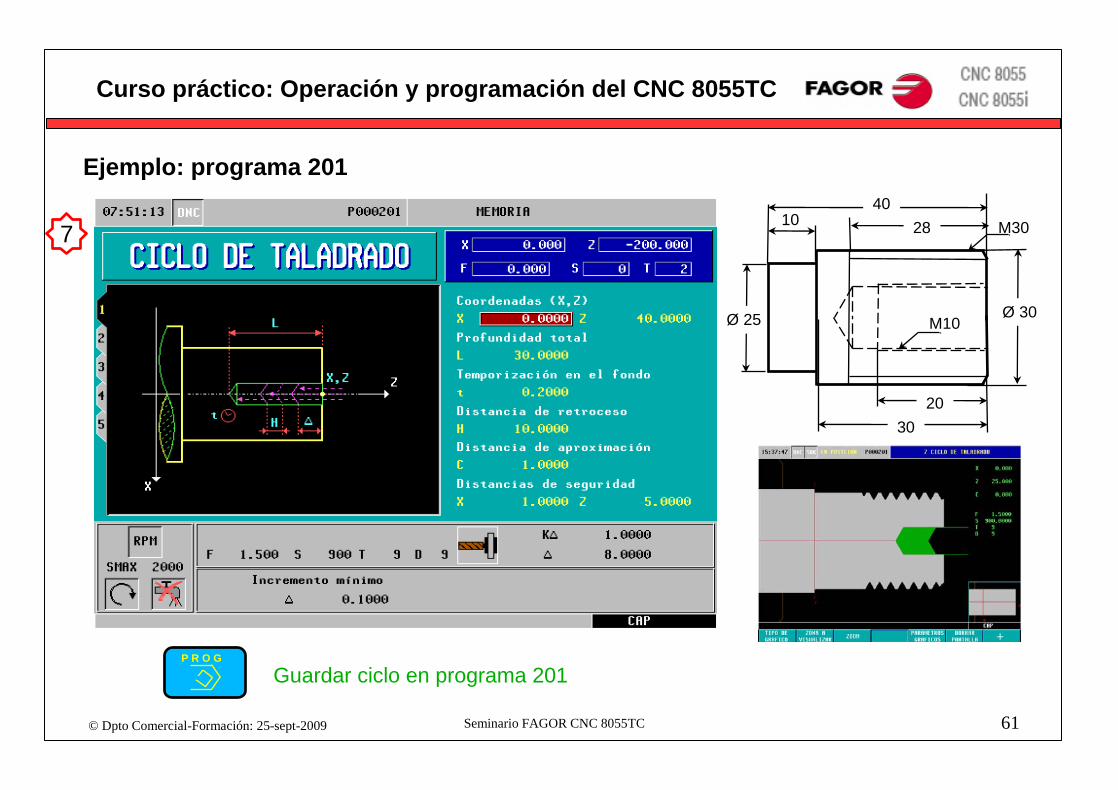
Curso práctico: Operación y programación del CNC 8055TC
Ejemplo: programa 201
Guardar ciclo en programa 201 P R O G
Ø 25
M30
M10Ø 30
4010
2030
287
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 62
Curso práctico: Operación y programación del CNC 8055TC
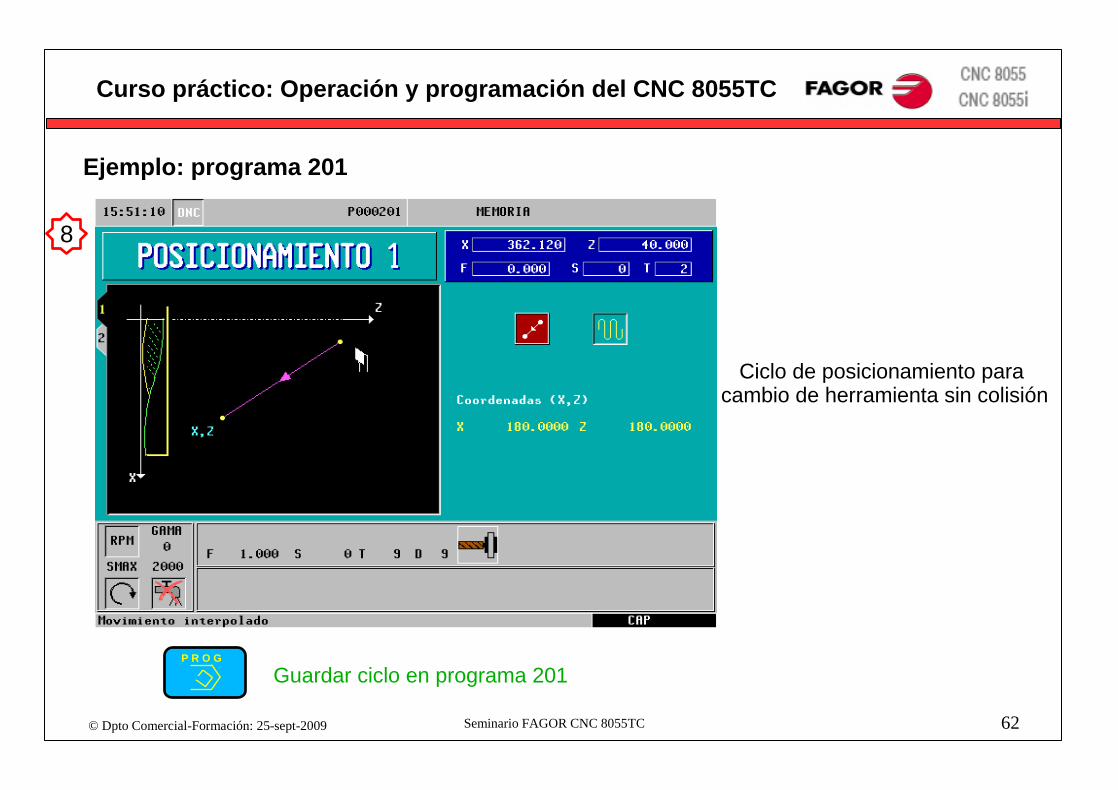
Ejemplo: programa 201
8
Ciclo de posicionamiento para cambio de herramienta sin colisión
P R O G
Guardar ciclo en programa 201

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 63
Curso práctico: Operación y programación del CNC 8055TC
Ejemplo: programa 201
Guardar ciclo en programa 201 P R O G
Ø 25
M30
M10Ø 30
4010
2030
289
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 64
Curso práctico: Operación y programación del CNC 8055TC
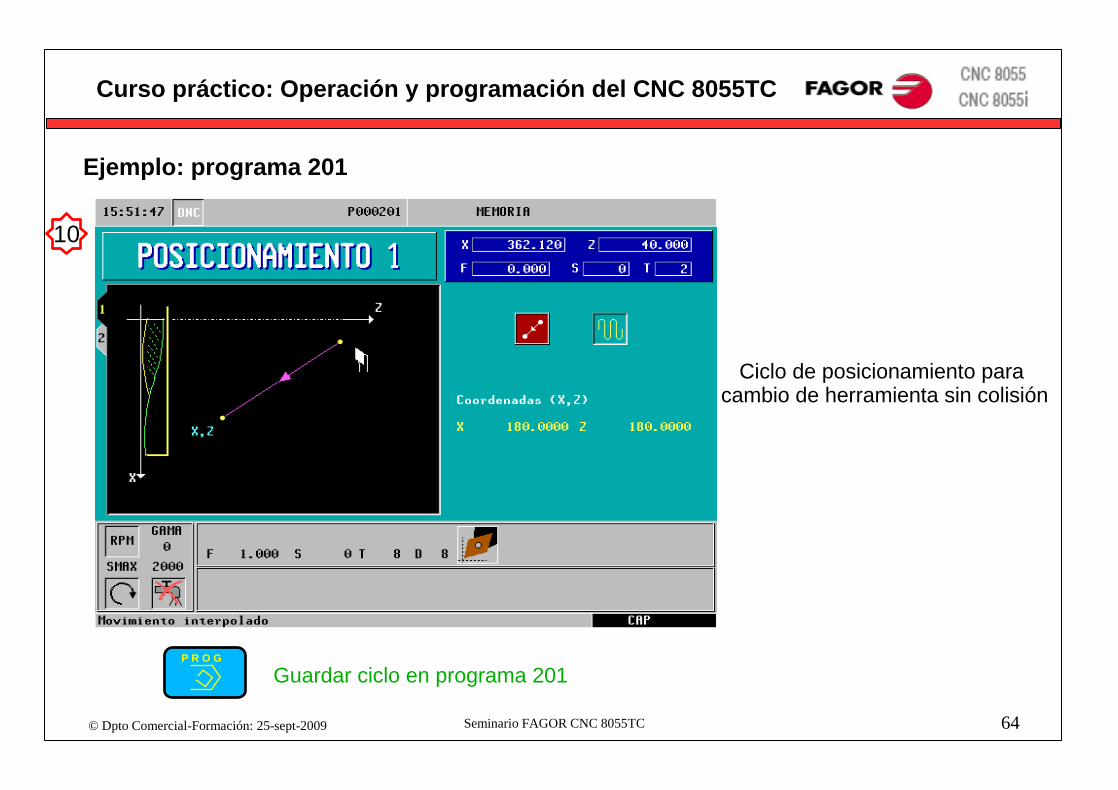
Ejemplo: programa 201
10
Ciclo de posicionamiento para cambio de herramienta sin colisión
P R O G
Guardar ciclo en programa 201

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 65
Curso práctico: Operación y programación del CNC 8055TC
Ejemplo: programa 201
Guardar ciclo en programa 201 P R O G
Ø 25
M30
M10Ø 30
4010
2030
2811
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 66
Curso práctico: Operación y programación del CNC 8055TC
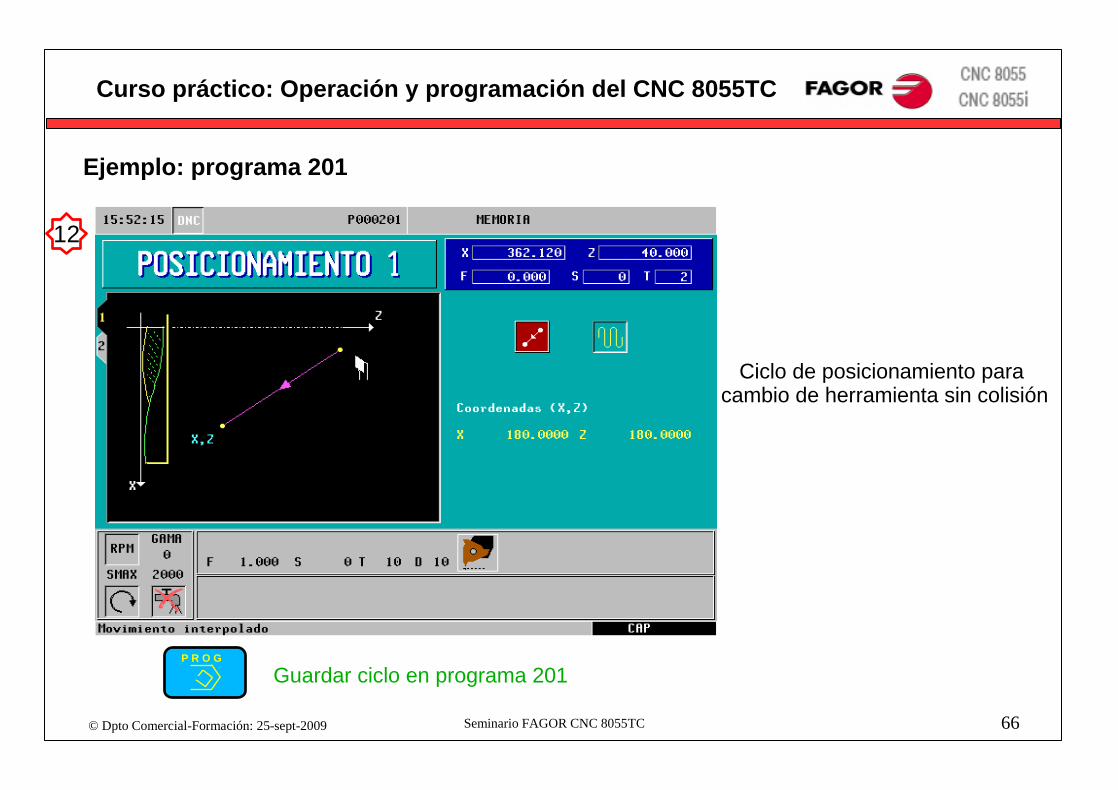
Ejemplo: programa 201
12
Ciclo de posicionamiento para cambio de herramienta sin colisión
P R O G
Guardar ciclo en programa 201
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 67
Curso práctico: Operación y programación del CNC 8055TC
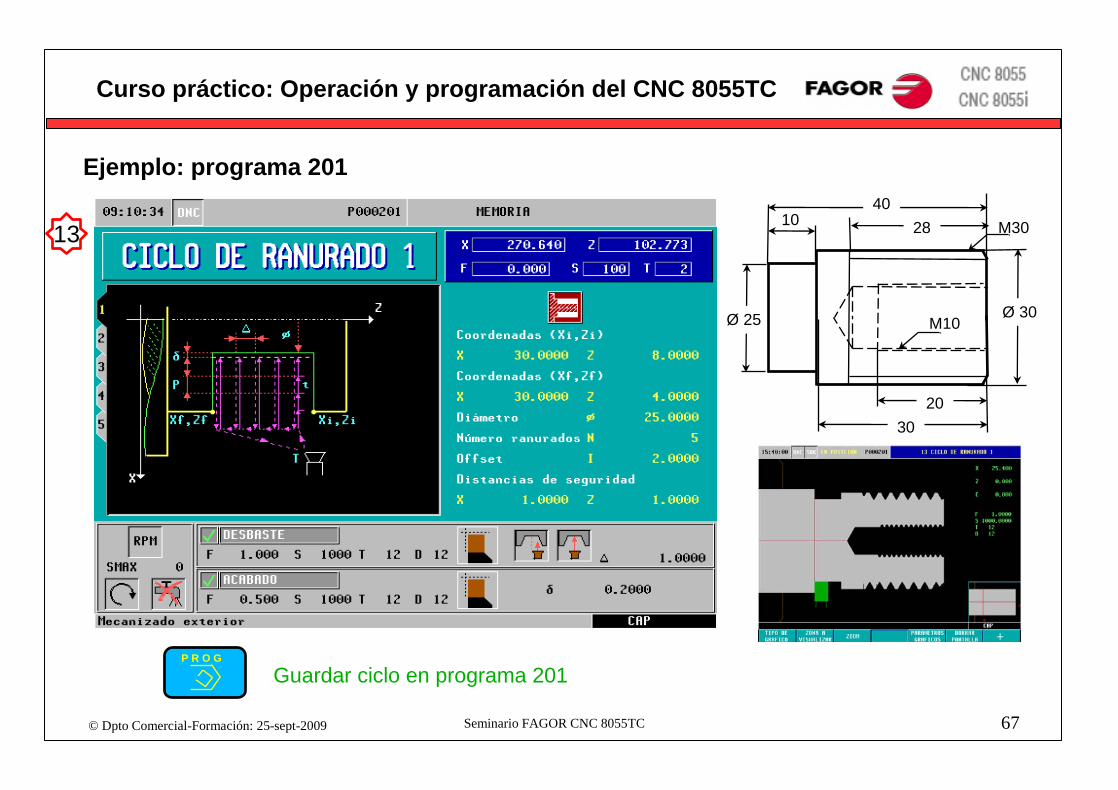
Ejemplo: programa 201
Guardar ciclo en programa 201 P R O G
Ø 25
M30
M10Ø 30
4010
2030
2813

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 68
Curso práctico: Operación y programación del CNC 8055TC
Ejemplo: programa 201
Guardar ciclo en programa 201 P R O G
Ø 25
M30
M10Ø 30
4010
2030
2814

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 69
Curso práctico: Operación y programación del CNC 8055TC
Gestión de programas
P R O G
Control de cursor
Líneas de información
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 70
Curso práctico: Operación y programación del CNC 8055TC
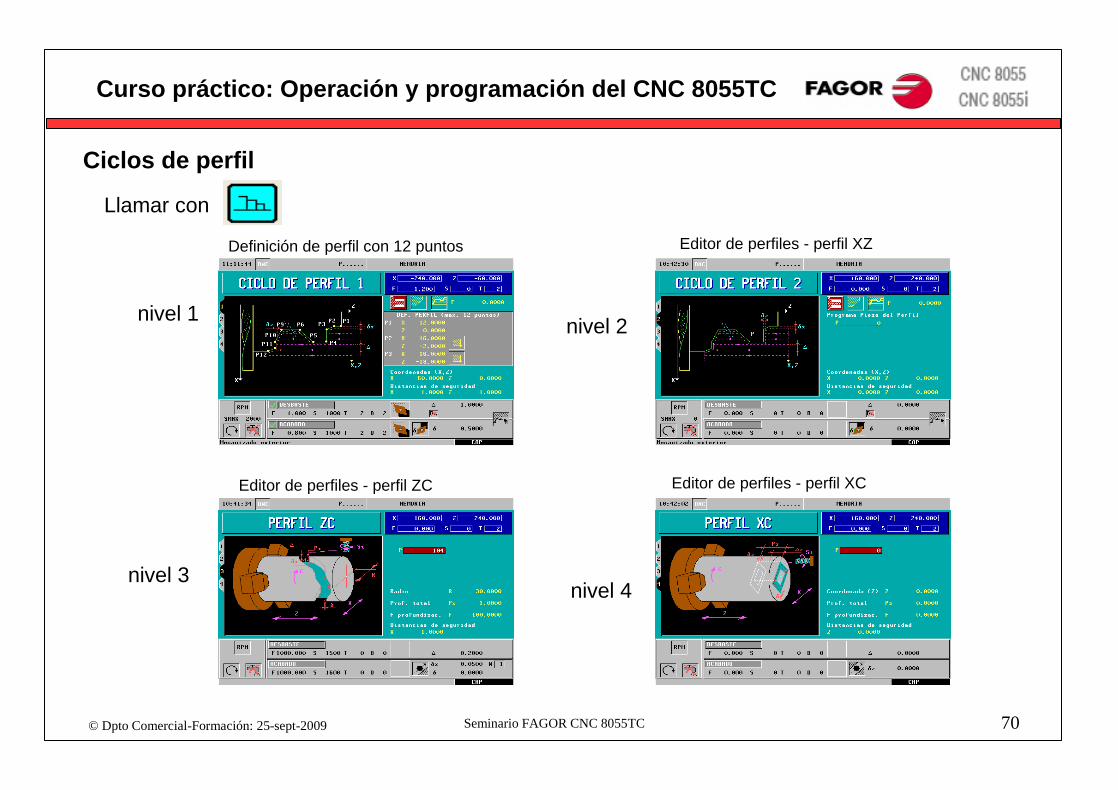
Ciclos de perfil
Definición de perfil con 12 puntos
Llamar con
nivel 1
Editor de perfiles - perfil XZ
nivel 2
Editor de perfiles - perfil XCEditor de perfiles - perfil ZC
nivel 3nivel 4
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 71
Curso práctico: Operación y programación del CNC 8055TC
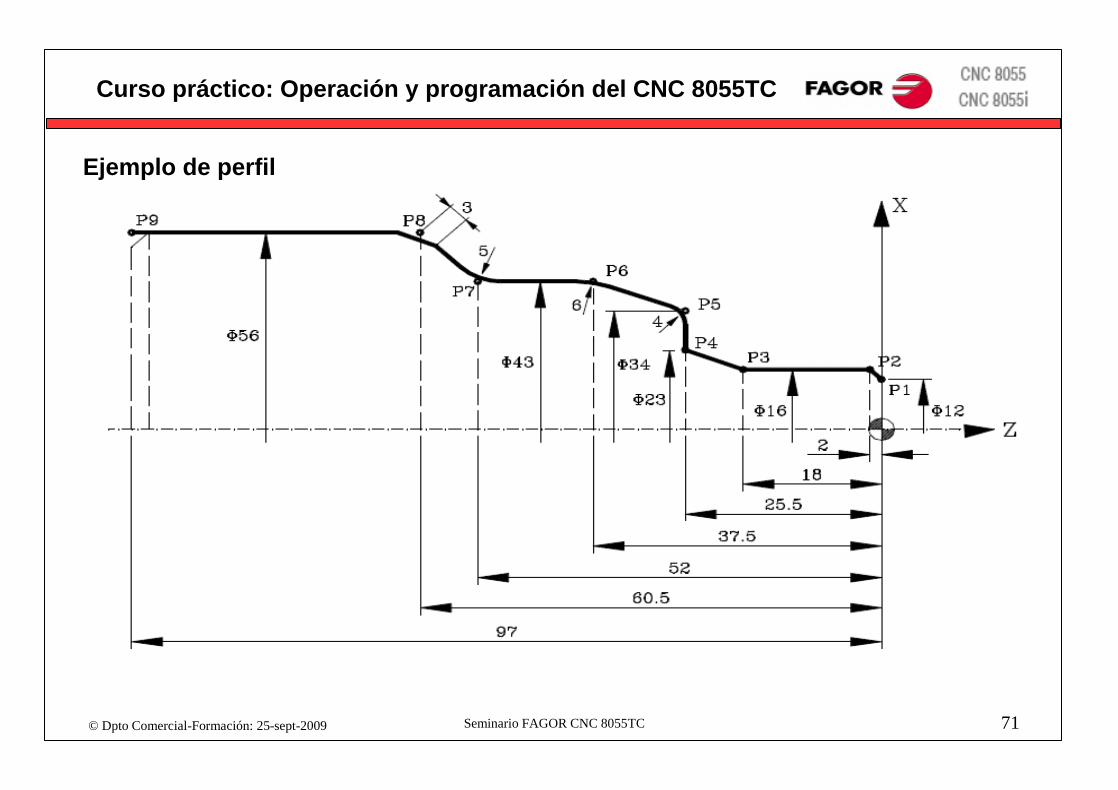
Ejemplo de perfil

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 72
Curso práctico: Operación y programación del CNC 8055TC
Ciclo de perfil - nivel 1Definición con 12 puntos

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 73
Curso práctico: Operación y programación del CNC 8055TC
Simulación - mensajes de error : Límite de software
Ciclo de perfil - nivel 1
Ver también el manual para mensajes de error
?
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 74
Curso práctico: Operación y programación del CNC 8055TC
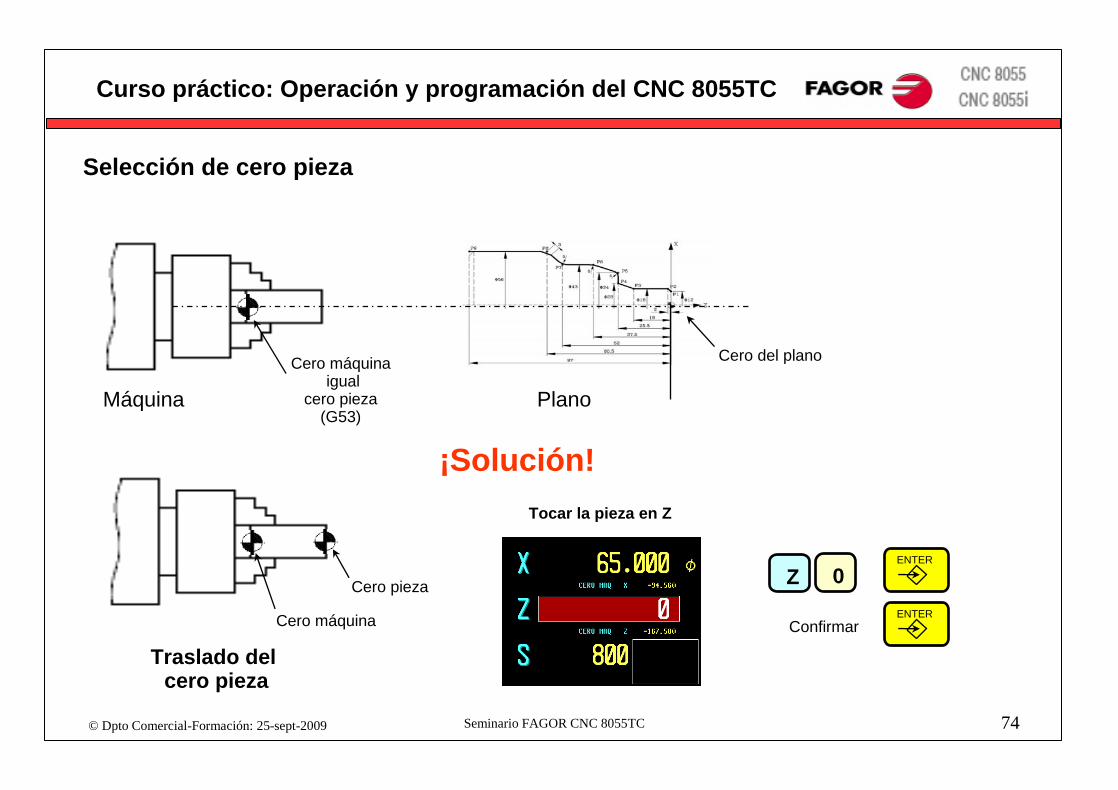
Selección de cero pieza
Máquina
Cero del plano
Plano
Cero máquinaigual
cero pieza(G53)
Traslado del cero pieza
Cero pieza
Cero máquina
Tocar la pieza en Z
¡Solución!
ENTER
0ZENTER
Confirmar

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 75
Curso práctico: Operación y programación del CNC 8055TC
Distintos modos de fijar el cero pieza
Fijar cero pieza
Editar tabla de orígenes+Tocar la pieza con la herramienta
Editar ciclo
NOTA: tras acceder a la tabla deorígenes, si pulsamos la tecla RECALL se guarda automáticamenteel nuevo cero.
Ciclo: preselección de cero pieza
CNC Lenguaje de alto nivel
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 76
Curso práctico: Operación y programación del CNC 8055TC
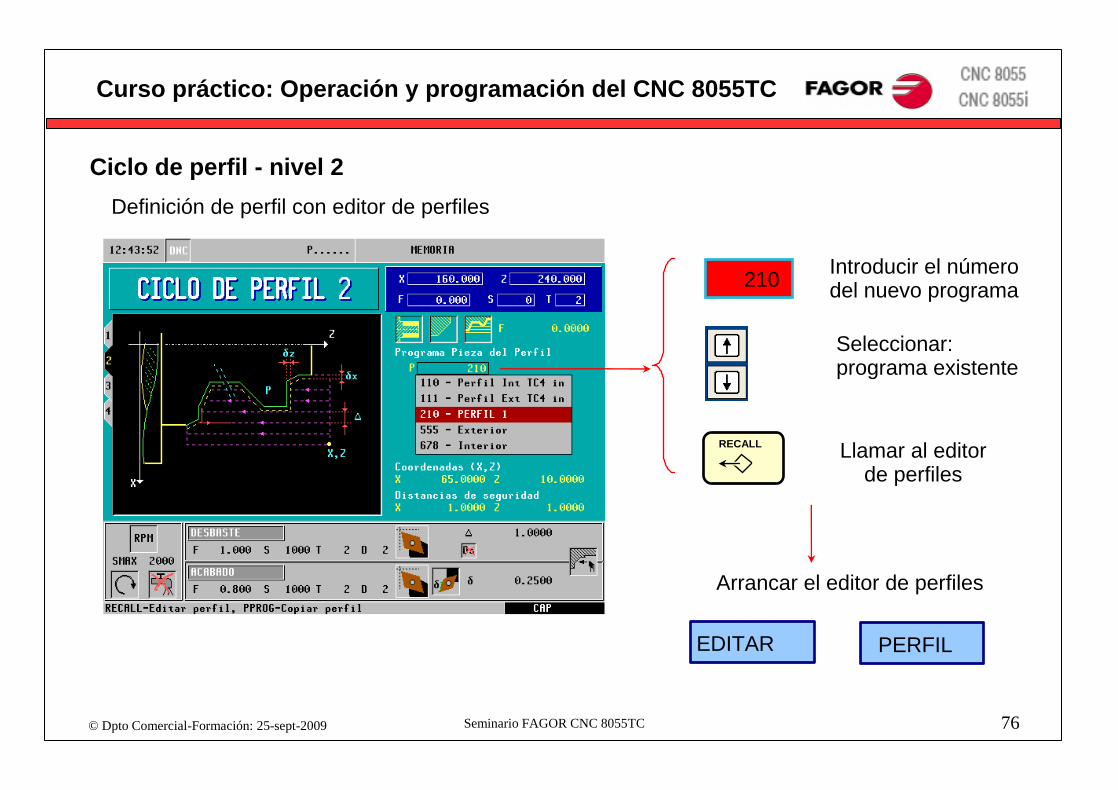
Ciclo de perfil - nivel 2Definición de perfil con editor de perfiles
RECALL
EDITAR PERFIL
Llamar al editorde perfiles
210 Introducir el númerodel nuevo programa
Seleccionar:programa existente
Arrancar el editor de perfiles

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 77
Curso práctico: Operación y programación del CNC 8055TC
Editor de perfilesEjemplo de programación

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 78
Curso práctico: Operación y programación del CNC 8055TC
Editor de perfilesAcceder al editor de perfiles
Introducir nuevo número de programa de perfil entre 0 y 999
confirmar con
Introducir todos los datos del ciclo
o
introducir el númeroNo confirmar conENTER
Pulsando RECALL:se accede al editor de perfiles
RECALL
ENTER
ENTER
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 79
Curso práctico: Operación y programación del CNC 8055TC
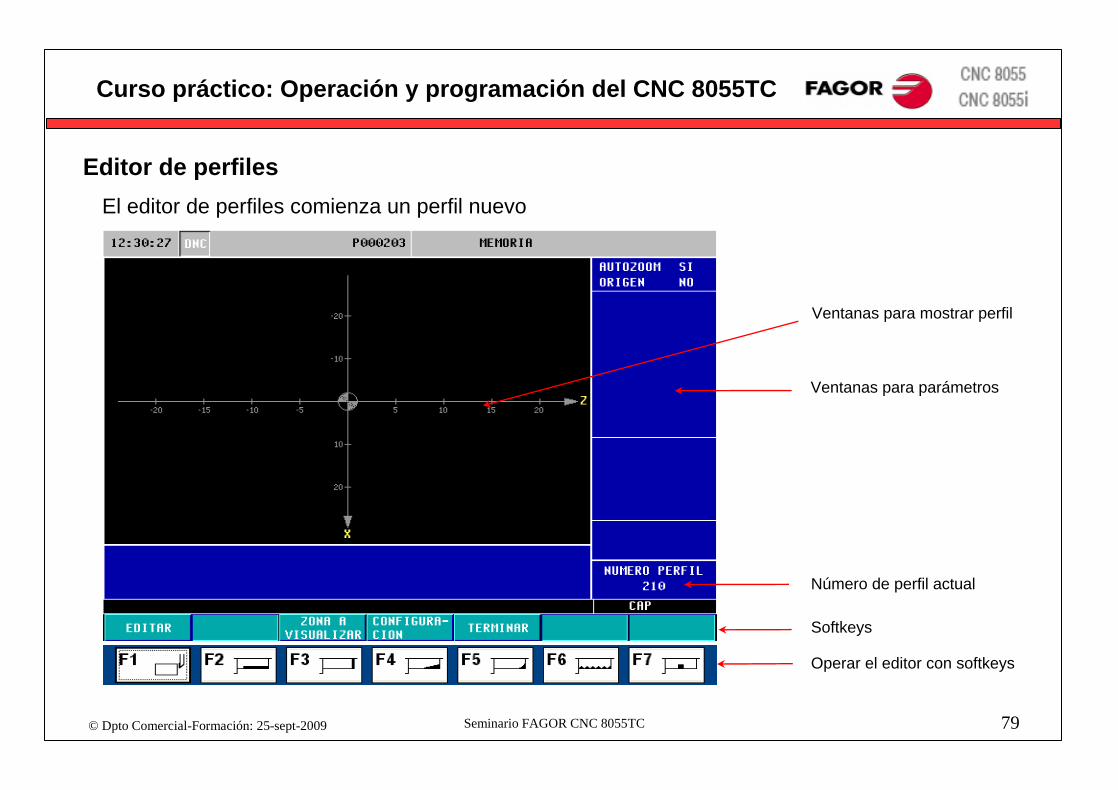
El editor de perfiles comienza un perfil nuevo
Operar el editor con softkeys
Número de perfil actual
Ventanas para parámetros
Ventanas para mostrar perfil
Softkeys
Editor de perfiles

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 80
Curso práctico: Operación y programación del CNC 8055TC
F1EDITAR
F1PERFIL
Editor de perfilesEl editor de perfiles comienza un perfil nuevo
Punto inicialZ y X
F7VALIDAR
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 81
Curso práctico: Operación y programación del CNC 8055TC
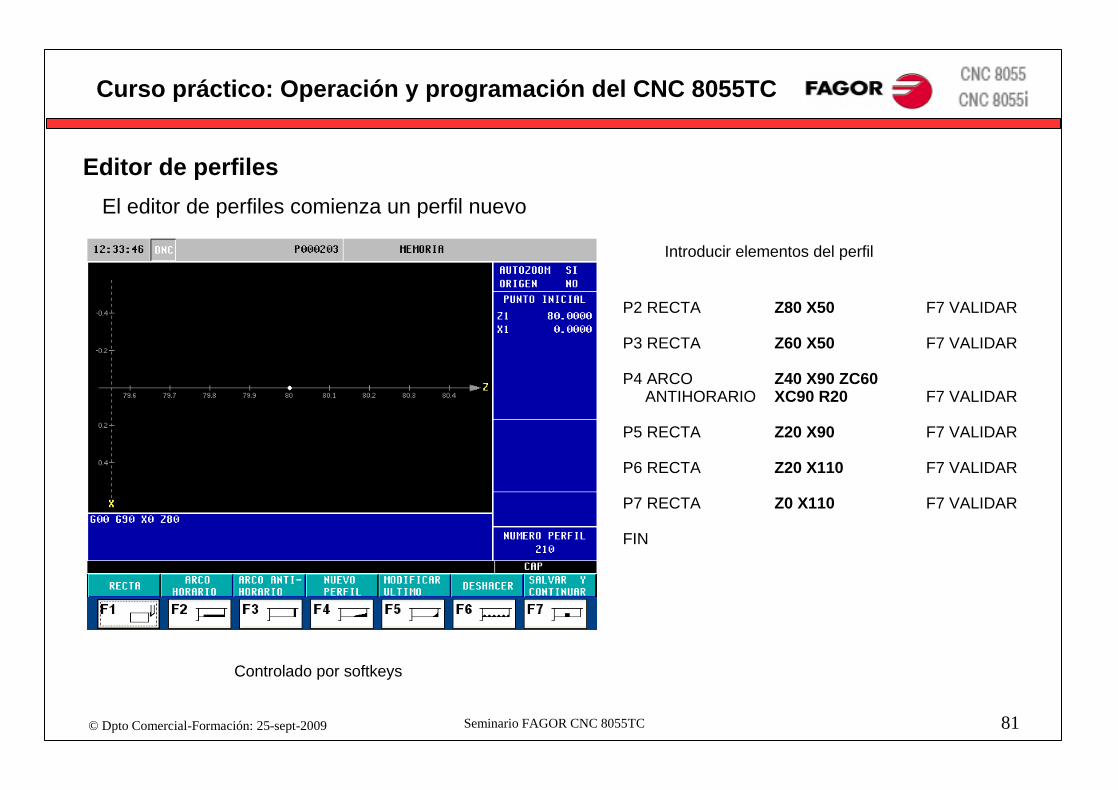
Editor de perfilesEl editor de perfiles comienza un perfil nuevo
Introducir elementos del perfil
P2 RECTA Z80 X50 F7 VALIDAR
P3 RECTA Z60 X50 F7 VALIDAR
P4 ARCO Z40 X90 ZC60ANTIHORARIO XC90 R20 F7 VALIDAR
P5 RECTA Z20 X90 F7 VALIDAR
P6 RECTA Z20 X110 F7 VALIDAR
P7 RECTA Z0 X110 F7 VALIDAR
FIN
Controlado por softkeys
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 82
Curso práctico: Operación y programación del CNC 8055TC
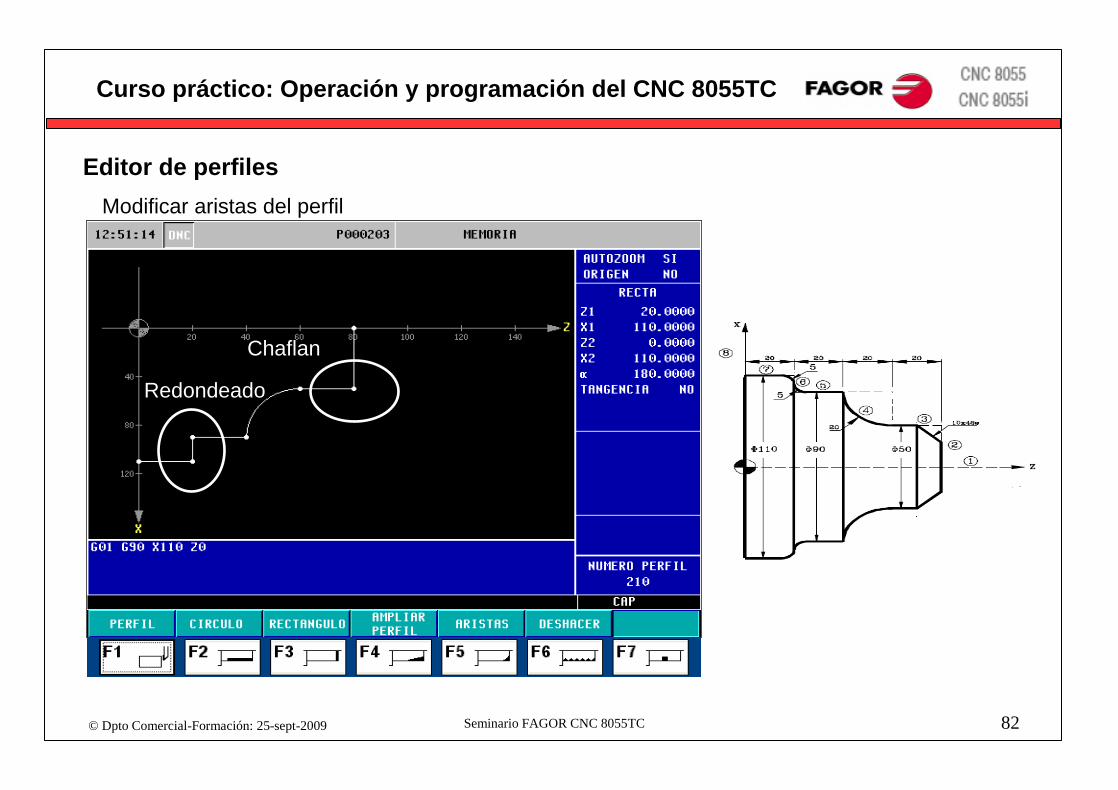
Modificar aristas del perfil
Chaflan
Redondeado
Editor de perfiles

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 83
Curso práctico: Operación y programación del CNC 8055TC
Editor de perfiles
Aristas – redondeo o achaflanado
F2MOIFICAR
F4ARISTAS
F2CHAFLÁN

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 84
Curso práctico: Operación y programación del CNC 8055TC
ChaflánEditor de perfiles
Seleccionar elemento con F1 o F2
Elemento seleccionado para modificar
Introducir valor:
10ENTER
Muestra del chaflán
ESC

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 85
Curso práctico: Operación y programación del CNC 8055TC
F1REDONDEO
RedondeoEditor de perfiles
Seleccionar elemento
Introducir radio
Confirmar con ENTER
Seleccionar elemento siguiente
etc
Finalizar con ESC
Detalle de redondeos
ESC

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 86
Curso práctico: Operación y programación del CNC 8055TC
ESC Pulsar ESC hasta
F5TERMINAR
F1SALVARPERFIL
Introducir nombre de perfil
ENTER
Definición de perfil finalizada, volver al ciclo
Guardar y finalizar el perfil
Editor de perfiles
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 87
Curso práctico: Operación y programación del CNC 8055TC
Editor de perfiles
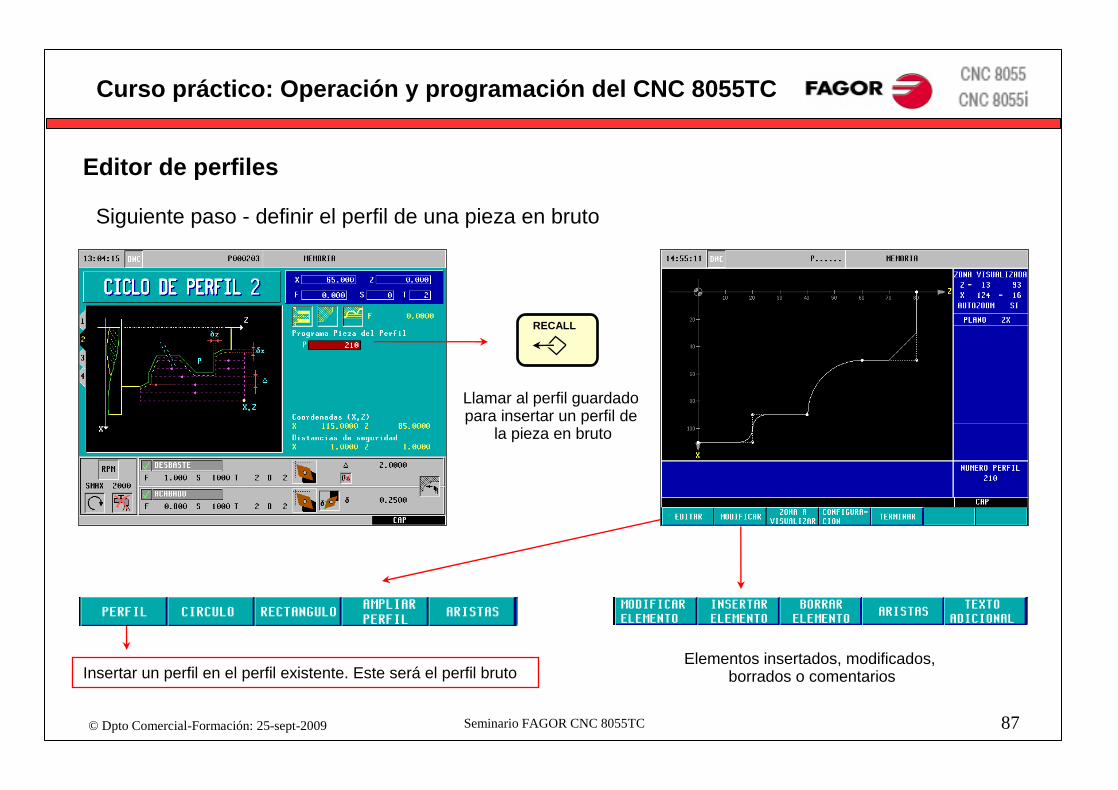
Siguiente paso - definir el perfil de una pieza en bruto
RECALL
Llamar al perfil guardado para insertar un perfil de
la pieza en bruto
Elementos insertados, modificados, borrados o comentariosInsertar un perfil en el perfil existente. Este será el perfil bruto

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 88
Curso práctico: Operación y programación del CNC 8055TC
Editor de perfilesDefinir perfil para una pieza en bruto
Importante:Primero definir el perfil de acabado luego el perfil bruto
Perfil bruto
Perfil de acabado
Editar el perfil para la pieza en bruto y guardar

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 89
Curso práctico: Operación y programación del CNC 8055TC
Mensajes de error
Motivo: punto inicial dentro de la pieza
El CNC muestra un mensaje como este
X65 Z10
OKVer también el manual para mensajes de error

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 90
Curso práctico: Operación y programación del CNC 8055TC
Gestor de programas extendido - Explorador
Llamar al gestor de programas extendido
RECALLP R O G
Para llamar al gestor de programas extendido, situar el cursor en la columna PROGRAMAS – PIEZAS y pulsar la tecla RECALL
PulsarRECALL
Se muestra el Explorador

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 91
Curso práctico: Operación y programación del CNC 8055TC
Gestor de programas extendido - Explorador
Teclas de control de cursor
Softkeys
Alternar carpetas – ficheros(columna izda – columna dcha)
Carpetas
Ficheros CNC

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 92
Curso práctico: Operación y programación del CNC 8055TC
Gestionar perfiles en el plano XZ
Gestor de programas extendido - Explorador
210 Número de Perfil
Los perfiles creados con el editor de perfiles se guardan en una zona especial de la memoria CNC.Los ficheros deben guardarse por separado.
Los perfiles del plano XZ se guardan en el rango P 998xxx
XXX puede ser entre 000 y 999
El perfil 210 se guardará como P 998210en la memoria del CNC.
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 93
Curso práctico: Operación y programación del CNC 8055TC
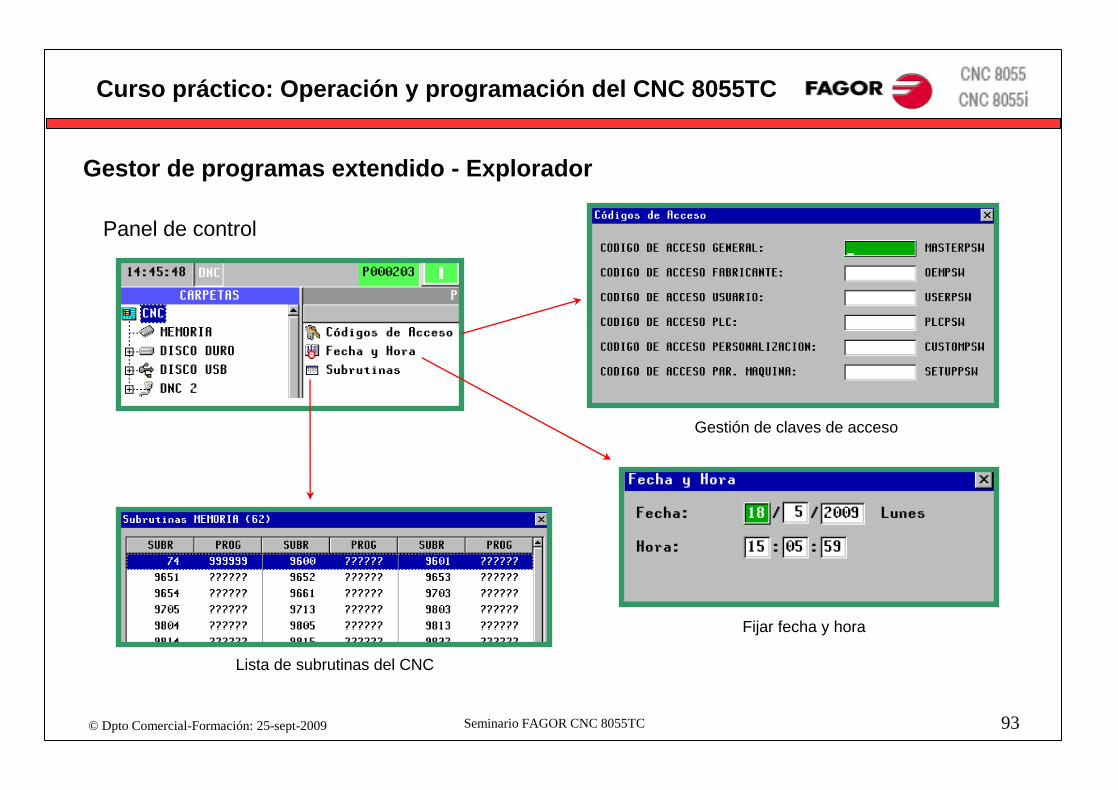
Gestor de programas extendido - Explorador
Lista de subrutinas del CNC
Fijar fecha y hora
Gestión de claves de acceso
Panel de control
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 94
Curso práctico: Operación y programación del CNC 8055TC
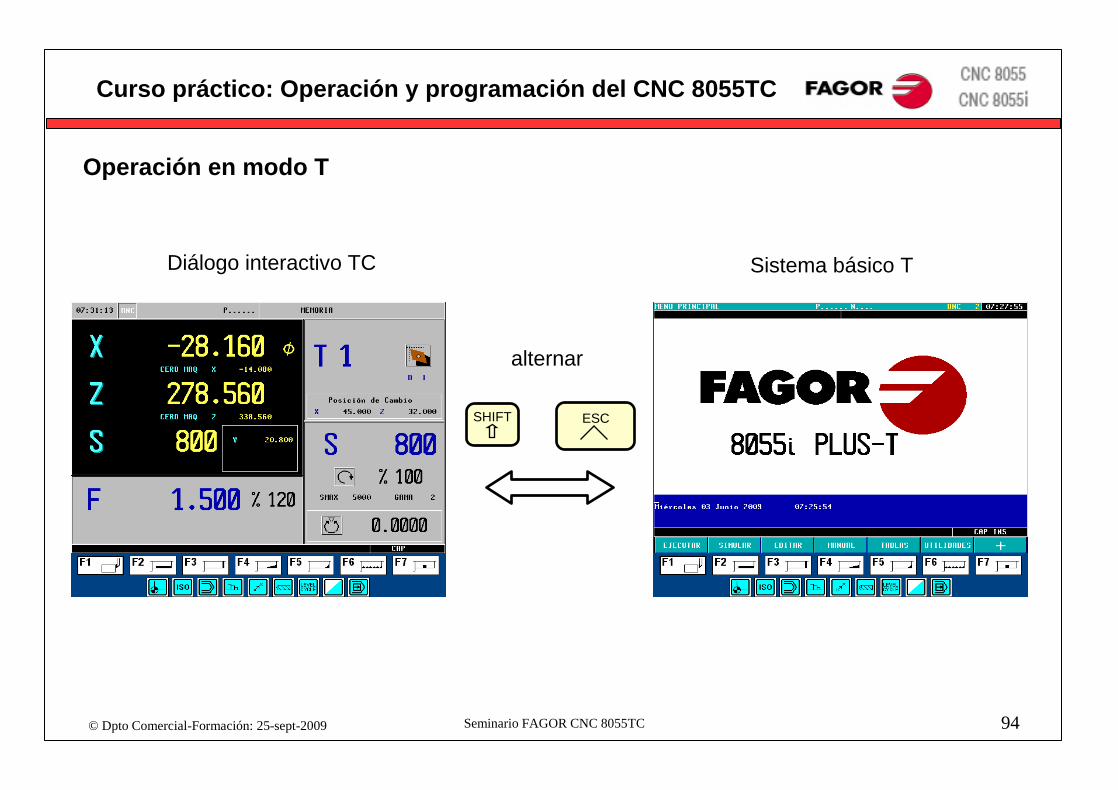
Operación en modo T
Diálogo interactivo TC Sistema básico T
alternar
SHIFT ESC
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 95
Curso práctico: Operación y programación del CNC 8055TC
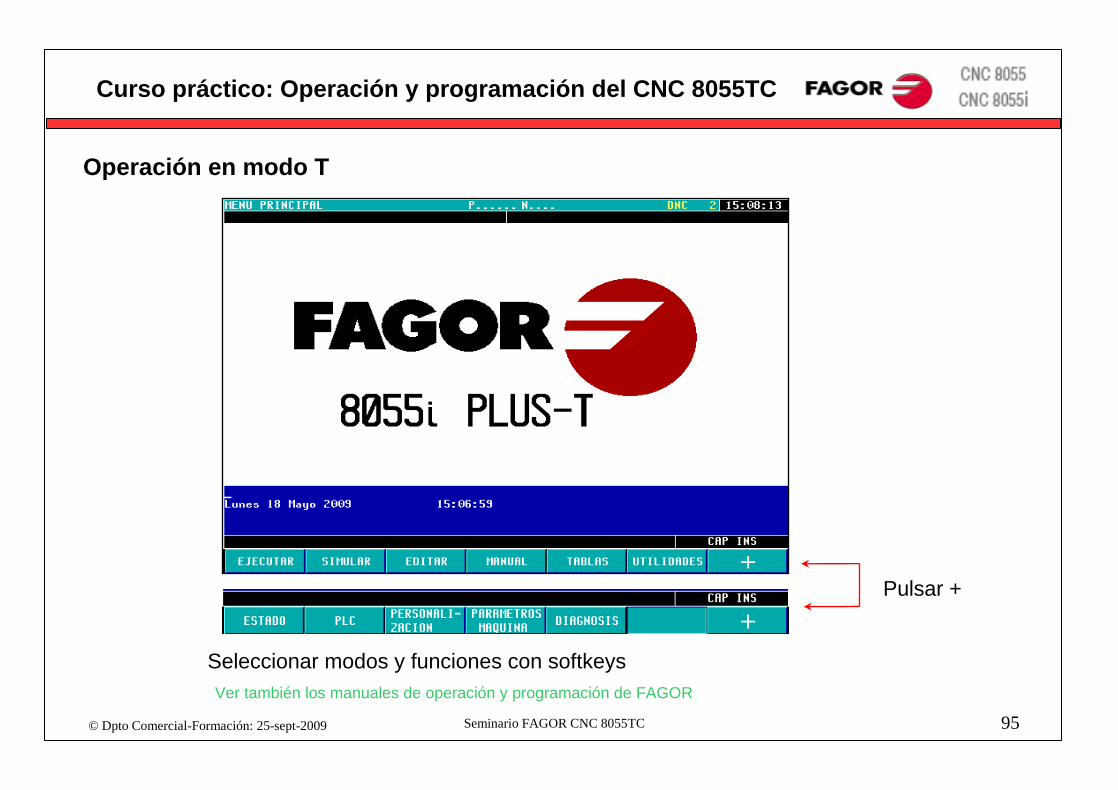
Operación en modo T
Pulsar +
Seleccionar modos y funciones con softkeysVer también los manuales de operación y programación de FAGOR

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 96
Curso práctico: Operación y programación del CNC 8055TC
Operación en modo T
Teclas y funciones importantes:
Secuencia de teclas para acceder alas opciones de software:
+ DIAGNOSIS CONFIGURACION CONFIGURACIÓN DE SOFTWARE
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 97
Curso práctico: Operación y programación del CNC 8055TC
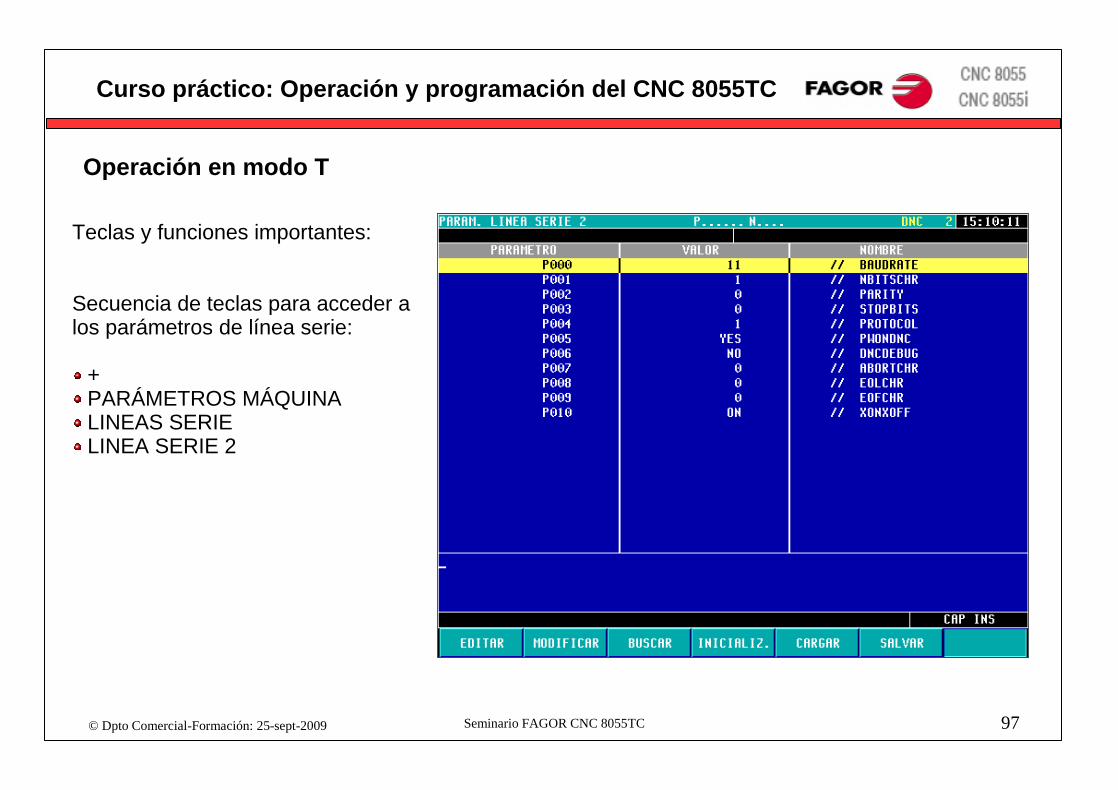
Operación en modo T
Teclas y funciones importantes:
Secuencia de teclas para acceder alos parámetros de línea serie:
+ PARÁMETROS MÁQUINALINEAS SERIELINEA SERIE 2
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 98
Curso práctico: Operación y programación del CNC 8055TC
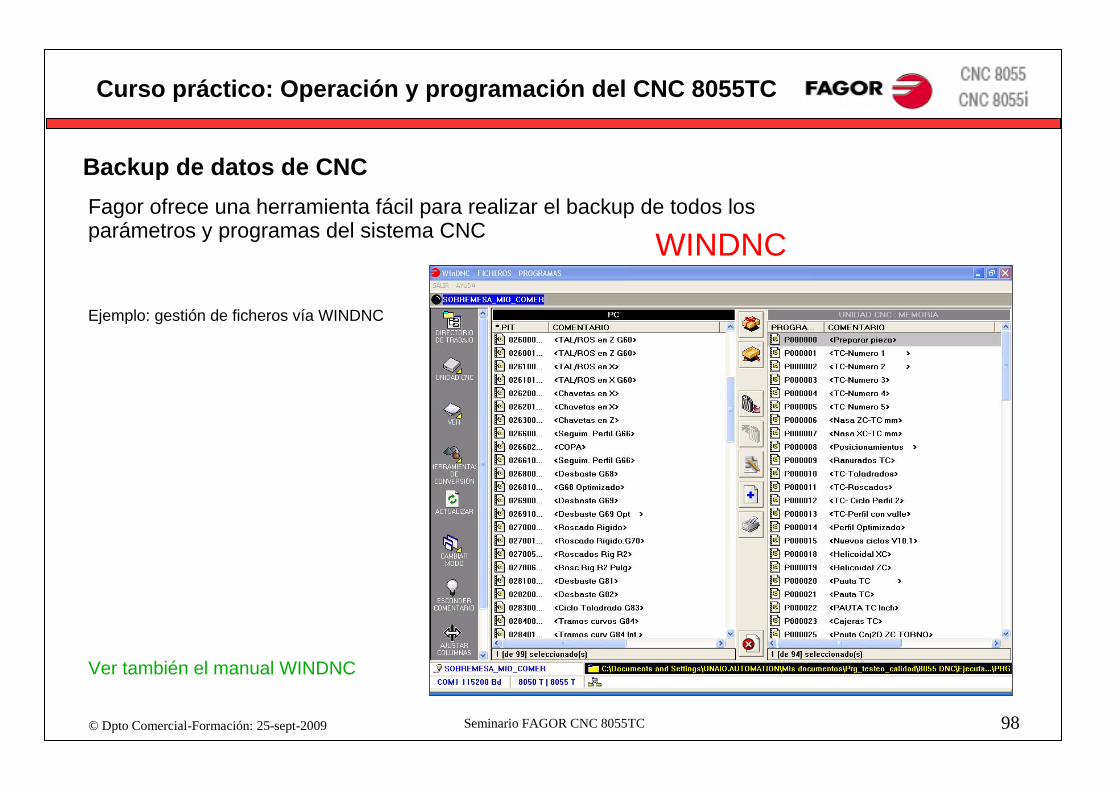
Backup de datos de CNCFagor ofrece una herramienta fácil para realizar el backup de todos losparámetros y programas del sistema CNC
Ejemplo: gestión de ficheros vía WINDNC
WINDNC
Ver también el manual WINDNC

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 99
Curso práctico: Operación y programación del CNC 8055TC
Programación ISO: instrucciones breves
Los siguientes comandos están disponibles en código ISO:
Funciones preparatorias (G)Cotas de ejes (X ... C)Avance (F)Velocidad de cabezal (S)Número de herramienta. (T)Corrector de hta. (D)Funciones auxiliares (M)

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 100
Curso práctico: Operación y programación del CNC 8055TC
G00 Avance rápido 6.1G01 Interpolación lineal 6.2G02 Interpolación circular en sentido horario 6.3G03 Interpolación circular en sentido antihorario 6.3G04 Temporización/interrupción de la preparación de bloques 7.1 / 7.2G05 Redondeo de aristas 7.3.2G06 Centro del arco en coordenadas absolutas 6.4G07 Arista viva 7.3.2G08 Arco tangente a la trayectoria anterior. 6.5G09 Arco definido mediante 3 puntos 6.6G10 Anulación imagen espejo 7.5G11 Imagen espejo en X 7.5G12 Imagen espejo en Y 7.5G13 Imagen espejo en Z 7.5G14 Imagen espejo en las direcciones programadas 7.5G15 Eje C 6.14G16 Selección del plano principal mediante dos direcciones3.2G17 Plano principal XY y longitudinal Z 3.2G18 Plano principal ZX y longitudinal Y 3.2G19 Plano principal YZ y longitudinal X 3.2G20 Definición de los límites inferiores de la zona de trabajo 3.8.1G21 Definición de los límites superiores de la zona de trabajo. 3.8.1G22 Habilitar / deshabilitar zonas de trabajo. 3.8.2G28 Selecciona el segundo cabezal o alterna (intercambia) ejes 5.4 / 7.8G29 Selecciona el cabezal principal o alterna (intercambia) ejes 5.4 / 7.8
Programación ISO: Lista de funciones G Azul: página del manual de programación

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 101
Curso práctico: Operación y programación del CNC 8055TC
Programación ISO: Lista de funciones G Azul: página del manual de programación
G30 Sincronización de cabezales (offset) 5.5G32 Avance "F" como función inversa del tiempo. 6.16G33 Roscado electrónico 6.12G34 Roscas de paso variable6.13G36 Redondeo de arista controlado 6.10G37 Entrada Tangencial 6.8G38 Salida Tangencial 6.9G39 Chaflán 6.11G40 Cancelación de la compensación del radio de herramienta 8.2.6G41 Compensación a izquierdas del radio de herramienta 8.2.3G41N Detección de colisiones 8.3G42 Compensación a derechas del radio de herramienta 8.2.3G42 N Detección de colisiones 8.3G45 Control tangencial (G45) 6.17G50 Redondeo de arista controlado 7.3.3G51 Look-Ahead 7.4G52 Movimiento hasta tope 6.15G53 Programación con respecto a cero máquina 4.3G54 Traslado de origen absoluto 1 4.4.2G55 Traslado de origen absoluto 2 4.4.2G56 Traslado de origen absoluto 3 4.4.2G57 Traslado de origen absoluto 4 4.4.2G58 Traslado de origen aditivo 1 4.4.2G59 Traslado de origen aditivo 2 4.4.2

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 102
Curso práctico: Operación y programación del CNC 8055TC
Programación ISO: Lista de funciones G Azul: página del manual de programación
G60 Ciclo fijo de taladrado frontal / roscado con macho 9.13G61 Ciclo fijo de taladrado / roscado con macho en la cara cilíndrica. 9.14G62 Ciclo fijo de chavetero en la cara cilíndrica9.15G63 Ciclo fijo de chavetero en la cara frontal 9.16G66 Ciclo fijo de seguimiento de perfil 9.1G68 Ciclo fijo de desbastado en X 9.2G69 Ciclo fijo de desbastado axial 9.3G70 Programación en pulgadas 3.3G71 Programación en milímetros 3.3G72 Factor de escala general y específico 7.6G74 Búsqueda de cero 4.2G75 Movimiento de palpación hasta tocar 10.1G76 Movimiento de palpación hasta dejar de tocar 10.1G77 Acoplamiento de Ejes 7.7.1G77S Sincronización de cabezales 5.5G78 Acoplamiento de ejes 7.7.2G78S Anulación de la sincronización de cabezales 5.5G81 Ciclo fijo de torneado de tramos rectos 9.4G82 Ciclo fijo de refrentado de tramos rectos 9.5G83 Ciclo fijo de taladrado 9.6G84 Ciclo fijo de torneado de tramos curvos 9.7G85 Ciclo fijo de refrentado de tramos curvos 9.8G86 Ciclo fijo de roscado longitudinal 9.9G87 Ciclo fijo de roscado frontal 9.10
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 103
Curso práctico: Operación y programación del CNC 8055TC
Programación ISO: Lista de funciones G Azul: página del manual de programación
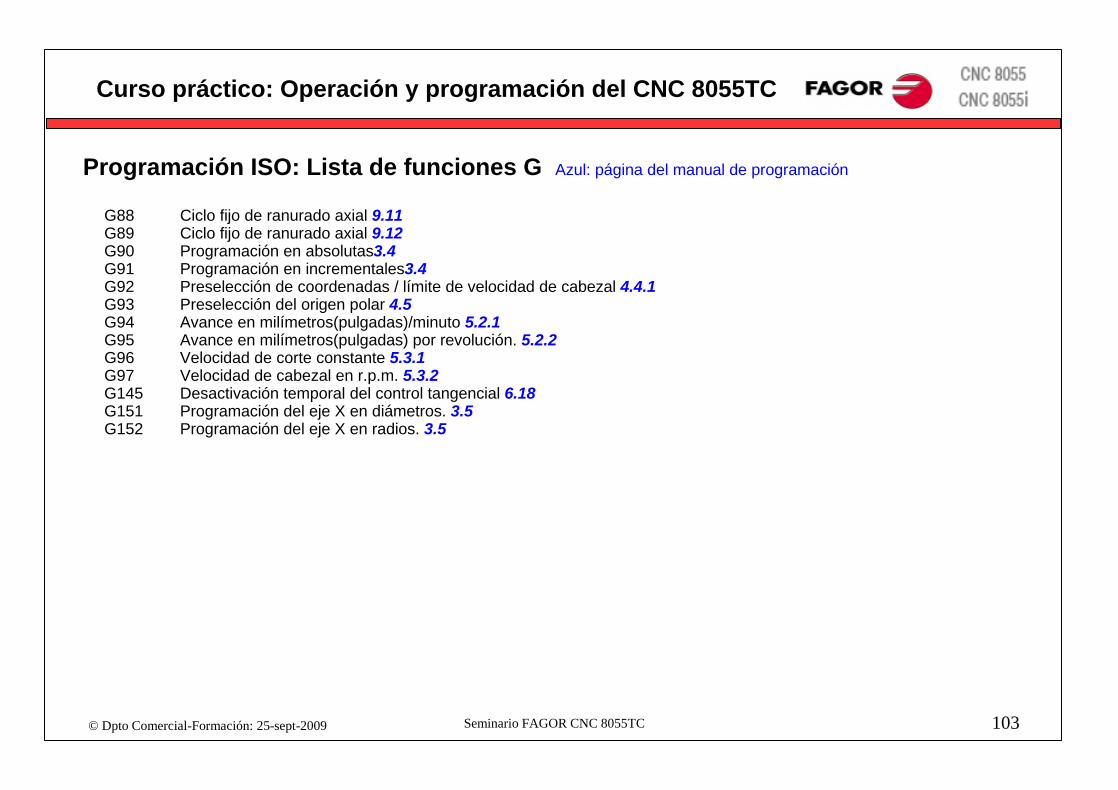
G88 Ciclo fijo de ranurado axial 9.11G89 Ciclo fijo de ranurado axial 9.12G90 Programación en absolutas3.4G91 Programación en incrementales3.4G92 Preselección de coordenadas / límite de velocidad de cabezal 4.4.1G93 Preselección del origen polar 4.5G94 Avance en milímetros(pulgadas)/minuto 5.2.1G95 Avance en milímetros(pulgadas) por revolución. 5.2.2G96 Velocidad de corte constante 5.3.1G97 Velocidad de cabezal en r.p.m. 5.3.2G145 Desactivación temporal del control tangencial 6.18G151 Programación del eje X en diámetros. 3.5G152 Programación del eje X en radios. 3.5

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 104
Curso práctico: Operación y programación del CNC 8055TC
Programación ISO: funciones G importantes
G90Posición absolutaG90 X10
G91Posición incrementalG91 X-10
G1interpolación lineal enavance de mecanizadoG1 X12 Z23
G0Interpolación lineal enavance rápidoGO X25 Z15
G2/G3Interpolación circularG2 X10 Z15 R10
G4TemporizaciónG4 K10 -> 1s
© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 105
Curso práctico: Operación y programación del CNC 8055TC
Programación ISO: funciones G importantes
G40 – G41 – G42 Compensación de radio de herramienta
G53 Programación con coordenadas máquina - inicializa a G54 - G59
G54 – G55 – G56 – G57 Traslado de origen absoluto
G58 – G59 Traslado de origen aditivo

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 106
Curso práctico: Operación y programación del CNC 8055TC
Notas

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 107
Curso práctico: Operación y programación del CNC 8055TC
Notas

© Dpto Comercial-Formación: 25-sept-2009 Seminario FAGOR CNC 8055TC 108
Curso práctico: Operación y programación del CNC 8055TC
Notas