cuantificación del efecto de la cantidad de cobre en las...
TRANSCRIPT
UNIVERSIDAD CENTROAMERICANA
“JOSÉ SIMEÓN CAÑAS”
CUANTIFICACIÓN DEL EFECTO DE LA CANTIDAD DE
COBRE EN LAS PROPIEDADES MECÁNICAS DE LAS
ALEACIONES ALUMINIO-COBRE
TRABAJO DE GRADUACIÓN PREPARADO PARA LA
FACULTAD DE INGENIERÍA Y ARQUITECTURA
PARA OPTAR AL GRADO DE
INGENIERO MECÁNICO
POR:
JOSÉ DAVID ÁLVAREZ GUERRERO
RICARDO ALFREDO CASTELLANOS GUILLÉN
OCTUBRE 2011
ANTIGUO CUSCATLÁN, EL SALVADOR, C.A.

RECTOR
ANDREU OLIVA DE LA ESPERANZA, S.J.
SECRETARIA GENERAL
CELINA PÉREZ RIVERA
DECANO DE LA FACULTAD DE INGENIERÍA Y ARQUITECTURA
CARLOS GONZALO CAÑAS GUTIÉRREZ
COORDINADOR DE LA CARRERA DE INGENIERÍA MECÁNICA
MARIO WILFREDO CHÁVEZ MOLINA
DIRECTOR DEL TRABAJO
CARLOS ERNESTO RIVAS CERNA
LECTOR
MANUEL AMADOR PINEDA CAMPOS


AGRADECIMIENTOS
Gracias a todos que hicieron posible el proceso hasta el final; también a quienes creyeron
en nosotros y nos tuvieron paciencia.
Gracias a la divinidad por proveernos las oportunidades, las personas que nos orientan,
por las dificultades que nos hacen crecer y tener una visión cada vez más clara.
José David Álvarez Guerrero
Ricardo Alfredo Castellanos Guillén


DEDICATORIA
A todos los que luchan toda la vida por aprender y superarse.
A los hombres de ciencia que nos han iluminado.
José David Álvarez Guerrero
Ricardo Alfredo Castellanos Guillén

i
RESUMEN EJECUTIVO
En el quehacer de la industria siempre ha estado ligado el uso de materiales que cumplan
ciertos requisitos de diseño. Uno de los materiales bastante utilizados es el aluminio, al
cual, para su uso casi siempre es necesario utilizarlo en aleaciones para modificarle las
propiedades mecánicas según la aplicación. Cómo cambian las propiedades en función
del proceso de fabricación y de la composición química, ha sido materia de estudio y hay
bibliografía que lo documenta. Sin la tecnología apropiada no hay manera de llegar a los
mismos resultados.
Para producir partes de máquina fabricadas con fundición de aluminio aleado en El
Salvador, no se cuenta con tal desarrollo tecnológico pues se necesita de una industria
fuerte que lo utilice y lo demande; por esta razón, a nivel de país se trabaja aún de forma
empírica y sin ningún control sobre lo producido, con el único objetivo de obtener piezas
que sólo cumplen restricciones geométricas. Por este motivo se eligió investigar las
propiedades del aluminio aleado que se pueden obtener usando tecnología al alcance de
la industria local. El elemento de aleación seleccionado es el cobre por la relevancia de
sus aplicaciones. La fuente de la materia prima es el aluminio reciclado a partir de latas de
bebidas; y el cobre, a partir de alambre de conductores eléctricos. Estas fuentes son
abundantes y su utilización contribuye al reciclaje.
Con estos materiales se funden varias muestras de aleaciones teóricas, llamadas así
pues se considera el aluminio de las latas como “puro” luego de retirar la escoria, así
también el cobre del alambre; y de esta manera se hace la proporción en peso sin
verificar la composición real al final del proceso.
Las aleaciones fundidas con que se trabajaron son 0.0%, 3.5%, 4.0% y 4.5% en peso de
cobre en aluminio. Con estas cantidades, aun siendo teóricas, posibilitan comparar las
variaciones en las propiedades mecánicas al añadirle cobre contra el hecho de no
añadirle y así conocer si estas proporciones podrían ofrecer resultados más favorables;
así también, si alguna de éstas sobresale respecto de las otras.
Las propiedades mecánicas que fueron determinadas para cada aleación son la
resistencia a la tensión, resistencia a la fluencia, porcentaje de elongación y dureza.
Al final de los ensayos se verificaron las correlaciones entre las propiedades mecánicas y
la cantidad de cobre. Los efectos más importantes que se detectaron son el aumento a
casi el doble de la resistencia a la fluencia y la dureza respecto a los valores reportados
para la fundición de aluminio “puro” (aluminio de latas sin cobre).




ÍNDICE
RESUMEN EJECUTIVO ...................................................................................................................... i
ÍNDICE DE FIGURAS ......................................................................................................................... v
ÍNDICE DE TABLAS ......................................................................................................................... vii
SIGLAS .............................................................................................................................................. ix
UNIDADES DE MEDIDA ................................................................................................................... xi
PRÓLOGO ....................................................................................................................................... xiii
1.CAPÍTULO 1. TEORÍA BÁSICA ..................................................................................................... 1
1.1. Endurecimiento por solución sólida ......................................................................................... 1
1.1.1. Endurecimiento ........................................................................................................... 1
1.1.2. Solución sólida ............................................................................................................ 1
1.1.3. Endurecimiento por solución sólida ............................................................................ 1
1.1.4. Efectos del reforzamiento por solución sólida sobre las propiedades ........................ 2
2.CAPÍTULO 2. DESCRIPCIÓN DEL PROCESO DE FABRICACIÓN DEL MOLDE ....................... 3
2.1. La caja ...................................................................................................................................... 4
2.2. El modelo ................................................................................................................................. 4
2.2.1. Proceso de fabricación del modelo ............................................................................. 5
2.3. La arena ................................................................................................................................... 8
2.4. Los moldes ............................................................................................................................. 11
3.CAPÍTULO 3. PROCESO DE FUNDICIÓN Y COLADO ............................................................... 21
3.1. Preparación del proceso de fundición .................................................................................... 21
3.2. Herramientas y Equipo ........................................................................................................... 22
3.3. Equipo de seguridad. ............................................................................................................. 24
3.3.1. Seguridad personal ................................................................................................... 24
3.3.2. Ambiente de trabajo .................................................................................................. 24
3.4. Procedimiento de fundición y colado ..................................................................................... 24
3.5 Extracción y mecanizado de las piezas .................................................................................. 29
4.CAPÍTULO 4. MEDICIÓN DE LAS PROPIEDADES MECÁNICAS ............................................. 33
4.1. Ensayo a tensión .................................................................................................................... 33
4.2. Medición de la dureza ............................................................................................................ 35
5.CAPÍTULO 5. RESULTADOS DE LOS ENSAYOS DE LAS ALEACIONES ............................... 37
5.1. Gráficos de los datos obtenidos ............................................................................................. 37
5.1.1. Resistencia a la fluencia ............................................................................................ 37
5.1.2. Resistencia a la tensión ............................................................................................. 37
5.1.3. Porcentaje de elongación .......................................................................................... 38
5.1.4. Dureza Rockwell B (HRB) ......................................................................................... 38
5.2. Gráficos de las medias de los datos ...................................................................................... 39
5.2.1. Resistencia a la fluencia ............................................................................................ 39
5.2.2. Resistencia a la tensión ............................................................................................. 39
5.2.3. Porcentaje de elongación .......................................................................................... 40
5.2.4. Dureza Rockwell B (HRB) ......................................................................................... 40
5.3. Correlación entre las variables ............................................................................................... 41
5.3.1. Resistencia a la fluencia ............................................................................................ 41
5.3.2. Resistencia a la tensión ............................................................................................. 41
5.3.3. Porcentaje de elongación .......................................................................................... 42
5.3.4. Dureza Rockwell B (HRB) ......................................................................................... 42
6.CAPÍTULO 6. ANÁLISIS ............................................................................................................... 43
6.1. Análisis estadístico ................................................................................................................. 43
6.1.1. Resistencia a la fluencia ............................................................................................ 43
6.1.2. Resistencia a la tensión ............................................................................................. 43
6.1.3. Porcentaje de elongación .......................................................................................... 44
6.1.4. Dureza Rockwell B (HRB) ......................................................................................... 44
6.2. Comparación de las propiedades mecánicas con los valores mínimos de aleaciones
comerciales.................................................................................................................................... 44
7.CAPÍTULO 7. CAUSAS DE ERROR ............................................................................................. 47
8.CAPÍTULO 8. CONCLUSIONES Y RECOMENDACIONES ......................................................... 49
8.1. Conclusiones .......................................................................................................................... 49
8.2. Recomendaciones .................................................................................................................. 49
REFERENCIAS ................................................................................................................................. 51
ANEXOS
ANEXO A: PLANOS DE LAS PIEZAS QUE COMPONEN DEL MODELO
ANEXO B: MÉTODOS DE ANÁLISIS DE DATOS QUE SE UTILIZARON

v
ÍNDICE DE FIGURAS
Figura 1. Efecto del tamaño del átomo del soluto (impureza) sobre la red de átomos del
metal base: (a) tamaño de la impureza menor; (b) tamaño de la impureza mayor que los
átomos del metal base. Ilustración tomada de [1] ............................................................... 2
Figura 2 Elementos para la creación de una mitad del molde ............................................ 3
Figura 3 Figura con las mitades del molde. ........................................................................ 3
Figura 4 Modelo modificado a partir de la norma ASTM B26. ............................................. 4
Figura 5 Plano de corte del modelo (arriba); piezas resultantes del corte (abajo) ............... 5
Figura 6 Partes que componen la parte superior del modelo. ............................................. 5
Figura 7 maquinado de la parte central de las probetas. .................................................... 6
Figura 8 Probetas para realizar el modelo. ......................................................................... 6
Figura 9 Corte por el plano medio de las probetas del modelo. .......................................... 7
Figura 10 Proceso de fabricación del modelo. .................................................................... 7
Figura 11 Horno Industrial para el secado de la arena ....................................................... 8
Figura 12 Tamizado de la arena ......................................................................................... 9
Figura 13 Mezcla de arena con bentonita al 10% en peso ................................................. 9
Figura 14 Mezcla de arena y bentonita con agua al 3% en peso. ..................................... 10
Figura 15 Almacenaje de arena preparada en cubetas .................................................... 10
Figura 16 Cubriendo con grafito el modelo. ...................................................................... 11
Figura 17 Semicaja y modelo parte inferior, listo para el llenado con arena. .................... 11
Figura 18 Semicaja y modelo parte superior listo para el llenado con arena .................... 12
Figura 19 llenado con arena de una semicaja .................................................................. 12
Figura 20 Compactación de la arena utilizando un pisón ................................................. 13
Figura 21 Quitando excedentes de arena sobre una semicaja utilizando una regla.......... 13
Figura 22 Tapando la semicaja llena de arena con una tabla ........................................... 14
Figura 23 Asegurando la tabla a la semicaja usando sargentos ....................................... 14
Figura 24 Removiendo los sargentos para la extracción del modelo ................................ 15
Figura 25 Golpeando el modelo para extraerlo de la semicaja. ........................................ 15
Figura 26 Retirando el modelo de la semicaja. ................................................................. 16
Figura 27 Reparando pequeñas imperfecciones de una semicaja del modelo. ................ 16
Figura 28 Usando una varilla, abrir orificios para evacuar gases en el molde................... 17
Figura 29 Respiraderos adicionales en el molde .............................................................. 17
Figura 30 Con una llama de oxicorte, secando la parte inferior del molde. ....................... 18
Figura 31 Secando con la llama de oxicorte secando la parte superior del molde. ........... 18
Figura 32 Semicajas alineadas......................................................................................... 18
Figura 33 Retirando el tornillo para abrir la semicaja superior. ......................................... 19
Figura 34 Retirando el tornillo para abrir la semicajas inferior .......................................... 19
Figura 35 Moldes listos para la colada ............................................................................. 20
Figura 36 Latas listas para ser cargadas al horno. ........................................................... 21
Figura 37 Ejemplo del tamaño requerido del alambre de cobre. ....................................... 22
Figura 38 Termómetro y termocupla ................................................................................ 23
Figura 39 Herramientas de fundición ................................................................................ 23

vi
Figura 40 Quemador Diesel del horno de fundición .......................................................... 24
Figura 41 Precalentando las latas. ................................................................................... 25
Figura 42 Cargando con latas el horno ............................................................................. 25
Figura 43 Removiendo la escoria del aluminio líquido ...................................................... 26
Figura 44 Verificando la carga en el horno ....................................................................... 26
Figura 45 Desgasificando el aluminio con nitrógeno. ........................................................ 27
Figura 46 Llevando el crisol de acero al horno para verter. .............................................. 27
Figura 47 Llenando con aluminio líquido el crisol. ............................................................ 28
Figura 48 Crisol de verter lleno. ........................................................................................ 28
Figura 49 Llenando los moldes con aluminio líquido. ....................................................... 29
Figura 50 Piezas fundidas a partir de 2 moldes de arena. ................................................ 29
Figura 51 Corte de la probeta en la pieza fundida ............................................................ 30
Figura 52 Detalle del corte en la unión probeta mazarota y conducto de llenado ............. 30
Figura 53 Probetas listas para ser limadas ....................................................................... 31
Figura 54 Probetas listas para el ensayo a tensión. ......................................................... 33
Figura 55 Marcando las probetas para que sirvan de referencia para determinar la
deformación. .................................................................................................................... 33
Figura 56 Colocando el espécimen de prueba en la máquina universal. .......................... 34
Figura 57 Deformímetro colocado en la parte central de la probeta. ................................. 34
Figura 58 Espécimen sometido a falla. ............................................................................. 35
Figura 59 Verificando la longitud final después del ensayo a tensión. .............................. 35
Figura 60 Muestras de las aleaciones utilizadas para determinar la dureza HRB ............. 36
Figura 61 Dureza HRF de la fundición proveniente de latas de bebidas. .......................... 36
Figura 62 Gráfico de dispersión de datos de resistencia a la fluencia calculado con el
método “offset” al 0.001 de deformación unitaria. ............................................................. 37
Figura 63 Gráfico de dispersión de datos de resistencia a la tensión. .............................. 37
Figura 64 Gráfico de dispersión de datos de porcentaje de elongación ............................ 38
Figura 65 Gráfico de dispersión de datos de dureza HRB. Son 10 puntos en cada
porcentaje de cobre muestreado. ..................................................................................... 38
Figura 66 Gráfico de los promedios de resistencia a la fluencia con barras de error al 95%
de confianza. .................................................................................................................... 39
Figura 67 Gráfico de los promedios de resistencia a la tensión con barras de error al 95%
de confianza. .................................................................................................................... 39
Figura 68 Gráfico de los promedios del porcentaje de elongación con barras de error al
95% de confianza ............................................................................................................. 40
Figura 69 Gráfico de los promedios de dureza HRB con barras de error al 95% de
confianza .......................................................................................................................... 40
Figura 70 Gráfico de correlación entre los datos de resistencia a la fluencia. ................... 41
Figura 71 Gráfico de correlación entre los datos de Resistencia a la tensión. .................. 41
Figura 72 Gráfico de correlación entre los datos de porcentaje de elongación. ................ 42
Figura 73 Gráfico de correlación entre los datos de dureza HRB. .................................... 42
Figura 74 Comparación de resistencia a la tensión con la aleación 295.0 T77 ................. 45
Figura 75 Comparación de resistencia a la fluencia con la aleación 208.0 F .................... 45
Figura 76 Comparación de valores típicos de dureza con los resultados obtenidos ......... 45
vii
ÌNDICE DE TABLAS
Tabla 1 Cantidades de los elementos de aleación............................................................ 22
Tabla 2 Resultados de la prueba de hipótesis para la media de la Resistencia a la
Fluencia (MPa) ................................................................................................................. 43
Tabla 3 Resultados de la prueba de hipótesis para la media de la resistencia a la tensión
(MPa) ............................................................................................................................... 43
Tabla 4 Resultado de la prueba de hipótesis para la media del porcentaje de
elongación ........................................................................................................................ 44
Tabla 5 Resultados de la prueba de la hipótesis para la media de la Dureza
Rockwell B ....................................................................................................................... 44



ix
SIGLAS
ASTM: American Society of Testing of Materials.
UCA: Universidad Centroamericana José Simeón Cañas.




xi
UNIDADES DE MEDIDA
m: metro
kg: kilogramo
g: gramo
°C: grados Celcius
m3: metro cúbico
MPa: Mega Pascal (un millón de Pascales)
s: segundo
h: hora
min: minuto
HRB: Dureza Rockwell B (Hardness Rockwell B)
kW: kilo watt (mil Watt)
%Cu: porcentaje de cobre en aluminio (masa/masa)
GPH: galones por hora




xiii
PRÓLOGO
En el capítulo 1 se expone brevemente cómo un metal cambia sus propiedades
mecánicas al formar una solución sólida; en particular, el incremento en la resistencia a la
tensión y la dureza.
A continuación, el capítulo 2 describe los elementos necesarios y la técnica seguida para
la elaboración de los moldes de arena. Se documenta: la función de la caja, el modelo y
su construcción, la preparación de la arena y el cómo se hacen los moldes de fundición
utilizando los elementos antes mencionados.
El capítulo 3 trata acerca del proceso de fundición y colado. Se expone la preparación del
proceso de fundición, que consiste en la recolección de latas de aluminio, alambre de
cobre y sales fundentes; se describen las herramientas y equipos utilizados en la
fundición y colada, las normas de seguridad laboral mínimas en el área de fundición y,
finalmente, el procedimiento seguido hasta la obtención de los especímenes de ensayo a
tensión.
Luego, en el capítulo 4, se documenta el proceso seguido para la obtención de datos en el
ensayo a tensión, en detalle: la preparación de las probetas, el equipo utilizado y el
método seguido. Además, se explica cómo se obtuvieron las muestras para la prueba de
dureza a partir de las piezas fundidas y el proceso de obtención de datos para cada
aleación fundida examinada.
En el capítulo 5 se muestran gráficamente los datos recopilados y procesados de las
propiedades: resistencia a la tensión, resistencia a la fluencia, porcentaje de elongación y
dureza HRB.
En el capítulo 6 se analizan los datos obtenidos en el ensayo a tensión y de dureza por
medio de la inferencia estadística para dos medias. Además se hace una comparación de
los resultados con valores promedio para aleaciones parecidas.
En el capítulo 7 se enumeran y explican las posibles causas de error cometidos durante la
investigación.
Finalmente, en el capítulo 8, se procede a realizar las conclusiones basadas en el análisis
del capítulo 6. Luego se dan recomendaciones para mejorar el proceso de fundición en
siguientes investigaciones relacionadas.




1
1. CAPÍTULO 1. TEORÍA BÁSICA
1.1. Endurecimiento por solución sólida
1.1.1. Endurecimiento
En metalurgia, endurecimiento se refiere a técnicas para incrementar la dureza de un
material. Existen cinco técnicas principales para hacer esto:
a) Endurecimiento por tamaño de grano
b) Endurecimiento por deformación (trabajo en frío)
c) Endurecimiento por solución sólida
d) Endurecimiento por precipitación
e) Transformación de fases
Todos los mecanismos de endurecimiento, a excepción de las transformaciones de fase,
crean más obstáculos o defectos en la estructura cristalina, los cuales actúan limitando el
movimiento de las dislocaciones (defecto lineal en la red de la estructura cristalina).
1.1.2. Solución sólida
Una solución sólida es una aleación en la cual un elemento está disuelto en otro para
formar una estructura de fase única. El término fase describe cualquier masa homogénea
de material, tal como un metal en el que los granos tienen la misma estructura reticular.
En una solución sólida, el solvente o elemento base es metálico y el elemento disuelto
puede ser metálico o no metálico.
El soluto puede incorporarse dentro de la estructura cristalina del solvente bien mediante
sustitución, reemplazando cada partícula del disolvente por una partícula del soluto; o
bien de forma intersticial, encajándose cada partícula de soluto dentro del espacio que
hay entre partículas del disolvente. Ambos tipos de solución sólida afectan a las
propiedades del material ya que distorsionan, aunque sea poco, la estructura cristalina y
porque perturban la homogeneidad física y eléctrica del material disolvente.
1.1.3. Endurecimiento por solución sólida
En los materiales metálicos, uno de los efectos importantes de la formación de soluciones
sólidas es el endurecimiento resultante. Los metales muy puros son casi siempre más
blandos y menos resistentes que las aleaciones formadas con el mismo metal base. Un
aumento en la concentración del soluto produce un aumento en la resistencia a la tracción
y también en la dureza.
Las aleaciones son más resistentes que los metales puros debido a que los átomos del
soluto (impurezas) producen una deformación de la red en los átomos vecinos del
solvente. Como resultado de las interacciones de los campos de deformación de la red de
las dislocaciones y de estos átomos es más difícil. Por ejemplo, una impureza cuyo
tamaño es menor que el átomo del cristal al cual substituye ejerce deformaciones de
tracción sobre la red del entorno (Figura 1 (a)); inversamente, un átomo sustitucional
mayor impone deformaciones de compresión en su vecindad (Figura 1 (b)).

2
Figura 1. Efecto del tamaño del átomo del soluto (impureza) sobre la red de átomos del metal base: (a) tamaño de la impureza menor; (b) tamaño de la impureza mayor que los átomos del metal
base. Ilustración tomada de [1]
1.1.4. Efectos del reforzamiento por solución sólida sobre las propiedades
Los efectos del reforzamiento por solución sólida sobre las propiedades de un material
metálico incluyen:
a) La resistencia a la fluencia, la resistencia a la tensión y dureza de la aleación son
mayores que la de los metales puros.
b) Casi siempre, la ductilidad de la aleación es menor que la del metal puro.
c) La conductividad eléctrica de la aleación es mucho menor que la del metal puro
aunque frecuentemente es más estable en función de la temperatura.
d) La resistencia a la termofluencia (pérdida de resistencia a temperaturas elevadas)
mejora con el reforzamiento por solución sólida.

3
2. CAPÍTULO 2. DESCRIPCIÓN DEL PROCESO DE FABRICACIÓN
DEL MOLDE
Para la creación de los moldes de arena, se necesitan tres elementos esenciales: la caja,
el modelo y la arena (Figura 2). Teniendo estos elementos se arma la caja junto con el
modelo y se procede a la creación de las mitades del molde compactando la arena sobre
las mitades correspondientes del modelo (Figura 3); al unir las mitades del molde de
arena se tiene el molde terminado listo para verter el metal fundido dentro de éste.
Figura 2 Elementos para la creación de una mitad del molde
Figura 3 Figura con las mitades del molde.

4
2.1. La caja
Sirve para darle soporte a la arena mientras se le compacta durante la elaboración del
molde. La caja, dado que se obtendrán las mitades del molde por separado, se divide en
dos partes a las cuales se les llama semicajas. El diseño de las semicajas (ver anexo A)
es tal que, una vez completado un molde pueden quitarse las semicajas dejando el bloque
en el lugar en que se va a colar, de modo que pueden tomarse las partes nuevamente
para elaborar otro molde y así colar varios moldes a la vez. Más detalles sobre las cajas y
diferentes diseños puede consultarse la referencia [2].
2.2. El modelo
El modelo es una réplica de la forma que se desea obtener del proceso de fundición, es
decir un “positivo” de la pieza que obtendrá del proceso de fundición a la cual se le añade
un sistema de conductos por el cual fluirá el aluminio fundido en proceso de llenado.
Las piezas que se requieren obtener con este modelo son probetas o especímenes para
ensayo a tensión según lo requiere la norma ASTM B577 [3].
El modelo utilizado es el propuesto por la norma ASTM B26 [4], el cual se le modificaron
algunas medidas debido a las restricciones que se tienen con el equipo de ensayo a
tensión del Laboratorio de Mecánica Estructural de la UCA; la forma del modelo se
muestra en la Figura 4.
Figura 4 Modelo modificado a partir de la norma ASTM B26.
Para poder usar el modelo debe dividírsele por el plano medio de las probetas (ver Figura
5) y pegar cada parte en tablas de madera. Sobre estas tablas serán puestas semicajas
de madera las cuales deben quedar alineadas para su posterior ensamble.

5
Figura 5 Plano de corte del modelo (arriba); piezas resultantes del corte (abajo)
2.2.1. Proceso de fabricación del modelo
Para logar el modelo terminado, debe elaborarse de una serie de piezas sencillas que
luego serán ensambladas con pegamento como se muestra en la Figura 6.
Figura 6 Partes que componen la parte superior del modelo.

6
Las piezas del modelo (ver planos en Anexo A) se elaboraron en madera a excepción de
la parte central de las probetas pues esta sección debe ser muy precisa en el acabado de
sus dimensiones así que el material que se utilizó fue el Delrin®, éste es un termoplástico
de acetal reforzado con fibras de teflón uniformemente dispersas [5].
Figura 7 maquinado de la parte central de las probetas.
Teniendo la parte central mencionada, se procedió a pegarlas a cilindros de madera con
la longitud necesaria para completar esta parte del modelo (véase Figura 8). Puesto que
el modelo debe ser dividido en el plano de las probetas, se necesitó fabricar 4 probetas,
las cuales fueron fresadas hasta llegar al plano medio tal como se muestra en la Figura 9.
Figura 8 Probetas para realizar el modelo.

7
Figura 9 Corte por el plano medio de las probetas del modelo.
Terminados los modelos de las probetas y los demás elementos de éste, el paso siguiente
es ubicar las partes en las tablas de manera que queden alineadas tomando la misma
referencia, para ello se utiliza pegamento y posteriormente se aplica masilla en las partes
que encajan los bloques, obteniéndose así una superficie lisa y uniforme del modelo,
véase Figura 10. Finalmente se aplican 3 capas de sellador para madera y 2 capas de
pintura.
Figura 10 Proceso de fabricación del modelo.
8
2.3. La arena
La arena utilizada para la elaboración de los moldes fue extraída de la playa “El Majahual”
ubicada en el departamento de La Libertad. Dicha arena es en su mayoría de origen
volcánico por ello presenta una coloración negra. La cantidad de la arena recogida fue de
6 cubetas, cada una con una capacidad de 5 galones. Esta cantidad de arena es la
suficiente para la elaboración de 4 moldes. El procedimiento para la preparación de la
arena de fundición se explica a continuación:
1. La arena debe lavarse utilizando agua con el fin de remover la sal. El proceso es el
siguiente: en una cubeta con una capacidad de un galón, se pone una tela Bricot®,
se llena de arena hasta la mitad, se llena la cubeta con agua, se toma la tela y se
saca de la cubeta para que la arena escurra, se realiza este procedimiento dos
veces para cada porción de arena.
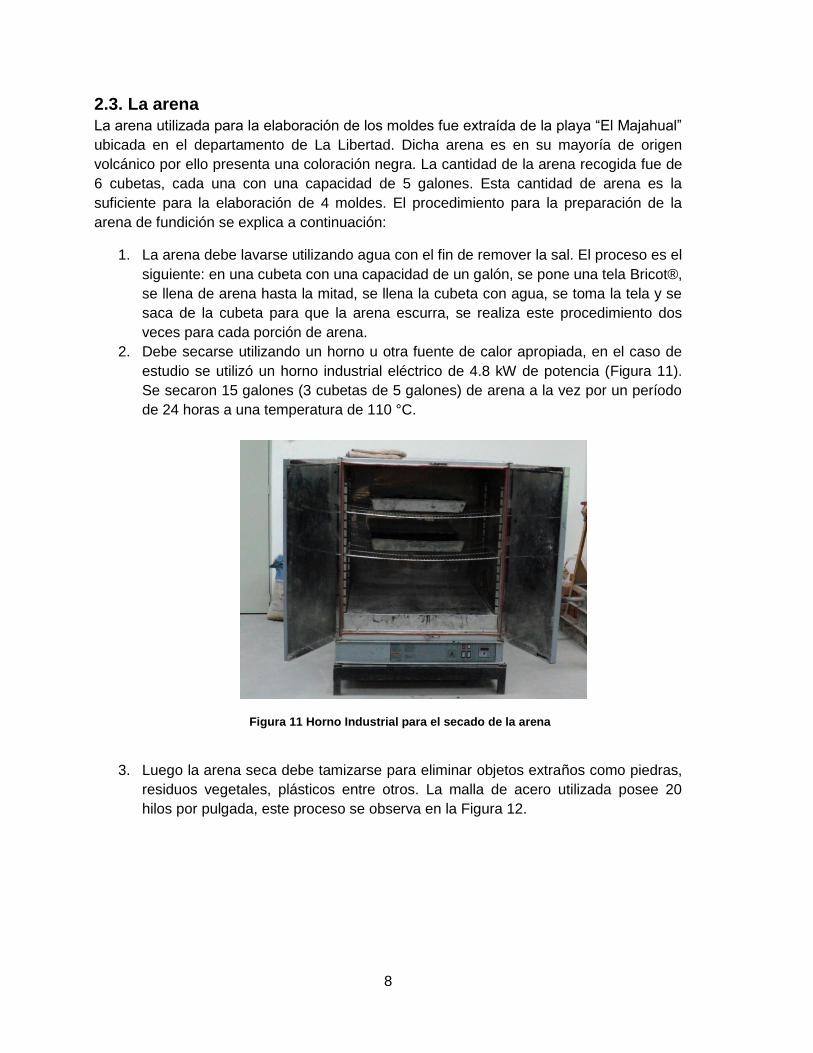
2. Debe secarse utilizando un horno u otra fuente de calor apropiada, en el caso de
estudio se utilizó un horno industrial eléctrico de 4.8 kW de potencia (Figura 11).
Se secaron 15 galones (3 cubetas de 5 galones) de arena a la vez por un período
de 24 horas a una temperatura de 110 °C.
Figura 11 Horno Industrial para el secado de la arena
3. Luego la arena seca debe tamizarse para eliminar objetos extraños como piedras,
residuos vegetales, plásticos entre otros. La malla de acero utilizada posee 20
hilos por pulgada, este proceso se observa en la Figura 12.

9
Figura 12 Tamizado de la arena
4. Posteriormente mezclarse al 10% en peso con bentonita, para ello se utilizó una
mezcladora de concreto, véase (Figura 13). La cantidad de arena seca procesada
fue 10 galones (2 cubetas de 5 galones) cada vez, hasta obtener un color uniforme
de la arena.
Figura 13 Mezcla de arena con bentonita al 10% en peso
5. El siguiente paso, teniendo la arena siempre en la mezcladora de concreto, es
añadir agua al 3% en peso, y mantener en marcha la máquina hasta que no se
observen grumos, como se observa en la Figura 14.

10
Figura 14 Mezcla de arena y bentonita con agua al 3% en peso.
6. Finalmente almacenar la arena en los recipientes de 5 galones con bolsas
plásticas y debidamente tapados para evitar la pérdida de humedad, Figura 15.
Figura 15 Almacenaje de arena preparada en cubetas

11
2.4. Los moldes
Cada tabla del modelo debe cubrirse con grafito, esto se hace para evitar que el modelo
se adhiera a la arena, debe preparase una pintura con alcohol y grafito, se esparce de
manera de dejar una capa uniforme sobre el modelo, como se aprecia en Figura 16, luego
dejar que seque para que solo quede el grafito sobre la superficie.
Figura 16 Cubriendo con grafito el modelo.
El siguiente paso es colocar y alinear la semicaja que corresponde a cada tabla del
modelo y fijarla con sargentos (véanse Figura 17 y Figura 18).
Figura 17 Semicaja y modelo parte inferior, listo para el llenado con arena.

12
Figura 18 Semicaja y modelo parte superior listo para el llenado con arena
Teniendo la semicaja y el modelo armado, se procede al llenado con arena, para ello se
llena por completo la semicaja, véase Figura 19.
Figura 19 llenado con arena de una semicaja
Posteriormente se compacta usando como herramientas pisones, un pisón es una barra
de material pesado que se usa para golpear y dejar una superficie uniforme, si la arena
sede espacio, rellenar otra vez la semicaja y volver a compactar, como se observa en la
Figura 20.

13
Figura 20 Compactación de la arena utilizando un pisón
El siguiente paso es remover el excedente de arena sobre el borde de la semicaja, se
utiliza una regla de acero apoyada en los bordes de la semicaja y recorriendo toda la
superficie de la arena, tal como se observa en la Figura 21.
Figura 21 Quitando excedentes de arena sobre una semicaja utilizando una regla de acero
El siguiente paso se aprecia en la Figura 22 y Figura 23, en donde se cubre la semicaja
llena de arena con una tabla y se esta se asegura usando sargentos.

14
Figura 22 Tapando la semicaja llena de arena con una tabla
Figura 23 Asegurando la tabla a la semicaja usando sargentos
La tabla sujetada a la semicaja evita que el molde se desmorone mientras se le da vuelta
alrededor del eje longitudinal para remover el modelo, para ello se ubica sobre un asiento
de ladrillos para poder remover los sargentos sin que topen a la superficie de la mesa,
véase Figura 24.

15
Figura 24 Removiendo los sargentos para la extracción del modelo
Con los sargentos retirados de la semicaja, se procede a golpear levemente el modelo
para retirarlo de la semicaja del molde como se observa en la Figura 25 y en la Figura 26.
Figura 25 Golpeando el modelo para extraerlo de la semicaja.
16
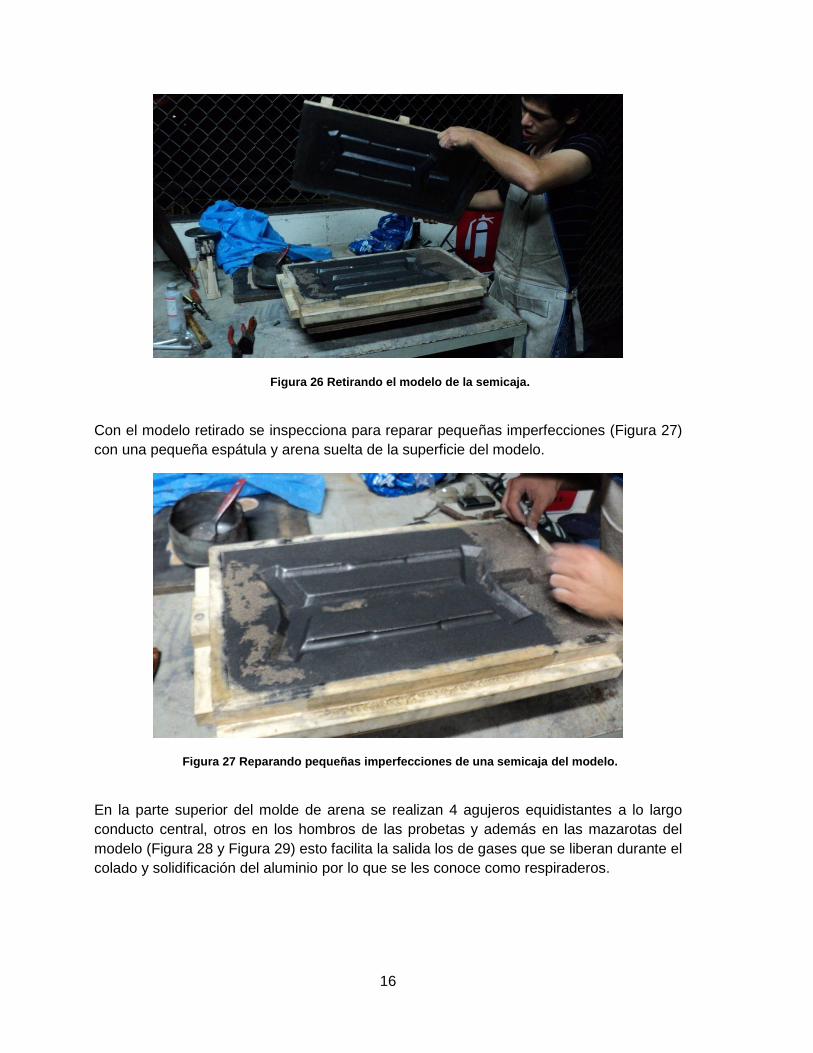
Figura 26 Retirando el modelo de la semicaja.
Con el modelo retirado se inspecciona para reparar pequeñas imperfecciones (Figura 27)
con una pequeña espátula y arena suelta de la superficie del modelo.
Figura 27 Reparando pequeñas imperfecciones de una semicaja del modelo.
En la parte superior del molde de arena se realizan 4 agujeros equidistantes a lo largo
conducto central, otros en los hombros de las probetas y además en las mazarotas del
modelo (Figura 28 y Figura 29) esto facilita la salida los de gases que se liberan durante el
colado y solidificación del aluminio por lo que se les conoce como respiraderos.

17
Figura 28 Usando una varilla, abrir orificios para evacuar gases en el molde
Figura 29 Respiraderos adicionales en el molde
El siguiente paso es secar la superficie del molde que tendrá contacto directo con el
aluminio fundido, se usa la llama de la boquilla de oxicorte, remítase a Figura 30 y Figura
31. La técnica utilizada fue calentar uniformemente durante 6 minutos cada una de las dos
partes del molde.

18
Figura 30 Con una llama de oxicorte, secando la parte inferior del molde.
Figura 31 Secando con la llama de oxicorte secando la parte superior del molde.
Figura 32 Semicajas alineadas.

19
Teniendo las 2 partes de un modelo se procede a alinear las semicajas, Figura 32.
Luego, deben retirarse los marcos de madera de las semicajas, dejando así el molde
armado y listo para la fundición. Cada semicaja de madera posee en una esquina una
bisagra y en la esquina opuesta un pasa-candado que se asegura con un tornillo, para
retirar las semicajas de madera se debe retirar el tornillo y abrir la semicaja, se empieza
con la superior, Figura 33 y Figura 34.
Figura 33 Retirando el tornillo para abrir la semicaja superior.
Figura 34 Retirando el tornillo para abrir la semicajas inferior
Retirando ambas semicajas, se tiene listo un molde de arena para colar en éste el metal
fundido (Figura 35).

20
Figura 35 Moldes listos para la colada

21
3. CAPÍTULO 3. PROCESO DE FUNDICIÓN Y COLADO
3.1. Preparación del proceso de fundición
Por lo menos un día antes se debe colectar y preparar la cantidad suficiente de la materia
prima. En primer lugar, las latas de aluminio deben estar compactadas (Figura 36) y
almacenarse cerca del horno para facilitar el proceso de carga. La experiencia muestra
que la cantidad de aluminio que se recupera de las latas de bebidas es del 65.9%, por lo
que la cantidad que debe juntarse en latas es aproximadamente 1.52 veces la cantidad de
aluminio requerida para la aleación a preparar debido a la formación de escoria producto
de todas las impurezas que traen las latas
Figura 36 Latas listas para ser cargadas al horno.
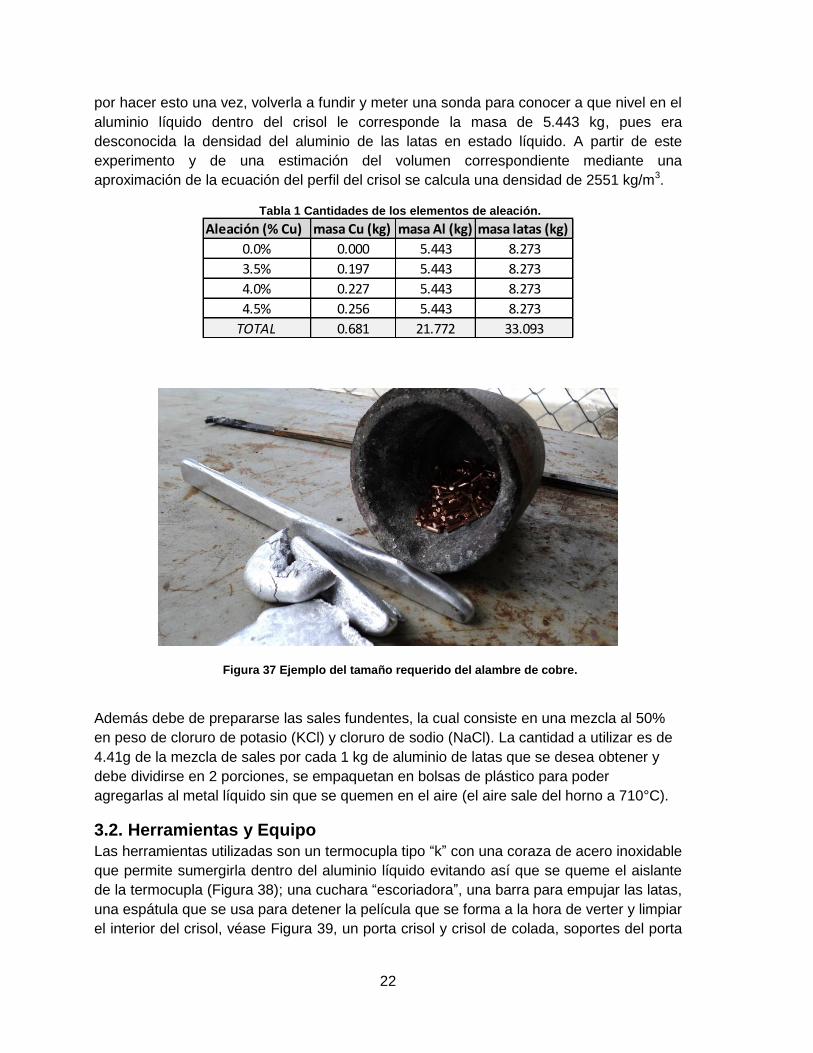
En segundo lugar, el alambre de cobre debe cortarse en pedazos lo más pequeño
posible, esto facilita la dilución del cobre en el aluminio, véase Figura 37, de preferencia
almacenarlo en una bolsa plástica para evitar la oxidación en el lapso que está en
contacto con el aire. La cantidad depende de la aleación deseada, la cual se obtiene con
la Ecuación 3.1
(Ec. 3.1)
Donde m es la cantidad de cobre a agregar, M es la cantidad de aluminio y P el
porcentaje del cobre en la aleación.
Para el caso de este trabajo, las cantidades requeridas de estos materiales de detallan en
la Tabla 1. Se estableció como fija la cantidad de aluminio pues para poder determinar la
proporción de los metales de aleación se requiere medir la cantidad de aluminio resultante
después de retirar la escoria de las latas, y ya que implicaría doble gasto en energía fundir
primero las latas, retirar la escoria y cortar la masa necesaria luego de solidificar, se optó
22
por hacer esto una vez, volverla a fundir y meter una sonda para conocer a que nivel en el
aluminio líquido dentro del crisol le corresponde la masa de 5.443 kg, pues era
desconocida la densidad del aluminio de las latas en estado líquido. A partir de este
experimento y de una estimación del volumen correspondiente mediante una
aproximación de la ecuación del perfil del crisol se calcula una densidad de 2551 kg/m3.
Tabla 1 Cantidades de los elementos de aleación.
Figura 37 Ejemplo del tamaño requerido del alambre de cobre.
Además debe de prepararse las sales fundentes, la cual consiste en una mezcla al 50%
en peso de cloruro de potasio (KCl) y cloruro de sodio (NaCl). La cantidad a utilizar es de
4.41g de la mezcla de sales por cada 1 kg de aluminio de latas que se desea obtener y
debe dividirse en 2 porciones, se empaquetan en bolsas de plástico para poder
agregarlas al metal líquido sin que se quemen en el aire (el aire sale del horno a 710°C).
3.2. Herramientas y Equipo
Las herramientas utilizadas son un termocupla tipo “k” con una coraza de acero inoxidable
que permite sumergirla dentro del aluminio líquido evitando así que se queme el aislante
de la termocupla (Figura 38); una cuchara “escoriadora”, una barra para empujar las latas,
una espátula que se usa para detener la película que se forma a la hora de verter y limpiar
el interior del crisol, véase Figura 39, un porta crisol y crisol de colada, soportes del porta
Aleación (% Cu) masa Cu (kg) masa Al (kg) masa latas (kg)
0.0% 0.000 5.443 8.273
3.5% 0.197 5.443 8.273
4.0% 0.227 5.443 8.273
4.5% 0.256 5.443 8.273
TOTAL 0.681 21.772 33.093

23
crisol, quemador de propano para precalentar el crisol, cilindro de nitrógeno con
caudalímetro y boquilla; además una escalera.
Figura 38 Termómetro y termocupla
Figura 39 Herramientas de fundición
El crisol de colada está fabricado de acero y es recubierto en su periferia por una manta
aislante de fibras cerámicas.
El quemador del horno trabaja a una potencia de 3 galones por hora, el cual se observa
en la Figura 40.

24
Figura 40 Quemador Diesel del horno de fundición
3.3. Equipo de seguridad.
3.3.1. Seguridad personal
Gafas con protección UV y protector facial (careta).
Gabacha, delantal y mangas de cuero.
Guantes para alta temperaturas
Zapatos de seguridad
Ropa de trabajo de material no inflamable y evitar pulseras, anillos, collares y relojes de
muñeca.
3.3.2. Ambiente de trabajo
Debe tenerse extintor de incendio tipo BC, verificar que la presión del equipo este dentro
del rango de operación y que no hay nada que bloquee su acceso.
El área de trabajo debe estar limpia y ordenada para evitar accidentes.
3.4. Procedimiento de fundición y colado
1° Ubicar los equipos en la posición adecuada para tenerlos a la mano y no tropezar con
ellos.
2° Ponerse el equipo de protección.
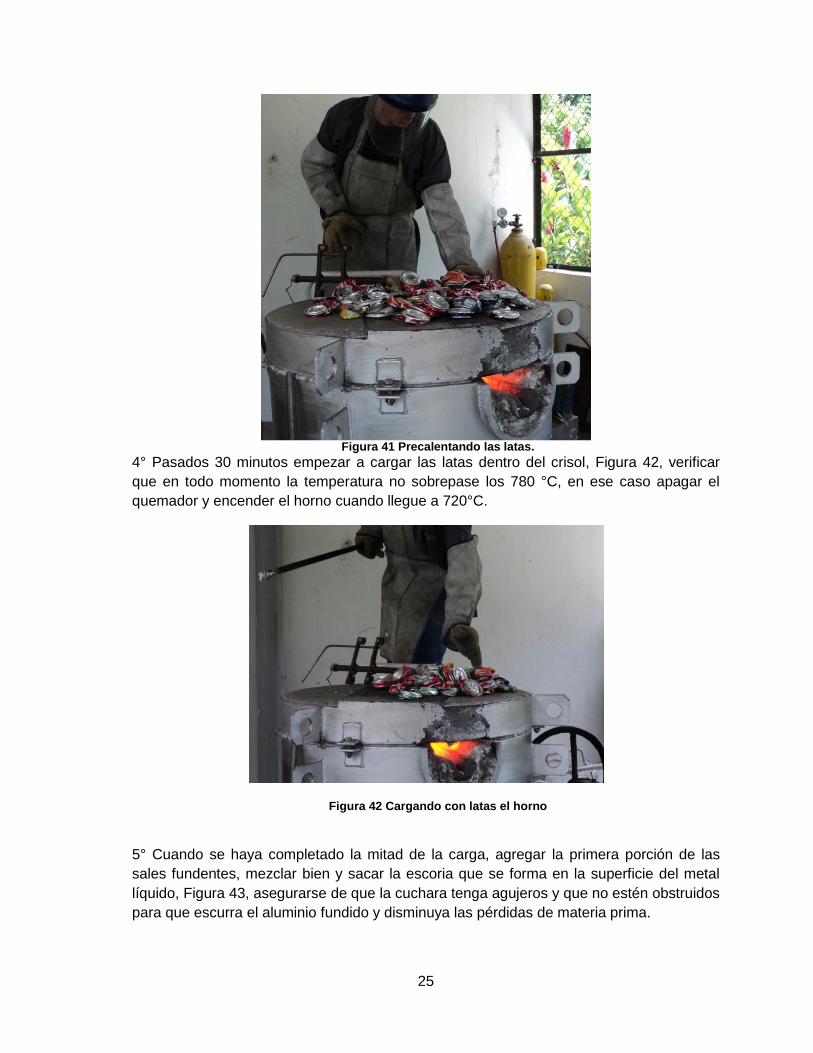
3° Colocar la termocupla en el interior del crisol, conectar y encender el quemador,
colocar las latas encima del horno para que precalienten y se evapore cualquier
remanente de humedad, véase Figura 41
25
Figura 41 Precalentando las latas.
4° Pasados 30 minutos empezar a cargar las latas dentro del crisol, Figura 42, verificar
que en todo momento la temperatura no sobrepase los 780 °C, en ese caso apagar el
quemador y encender el horno cuando llegue a 720°C.
Figura 42 Cargando con latas el horno
5° Cuando se haya completado la mitad de la carga, agregar la primera porción de las
sales fundentes, mezclar bien y sacar la escoria que se forma en la superficie del metal
líquido, Figura 43, asegurarse de que la cuchara tenga agujeros y que no estén obstruidos
para que escurra el aluminio fundido y disminuya las pérdidas de materia prima.

26
Figura 43 Removiendo la escoria del aluminio líquido
6° seguir con la carga de latas y estar pendiente de verificar con la sonda el nivel de
llenado del crisol, Figura 44.
Figura 44 Verificando la carga en el horno
7° Al obtener la cantidad necesaria de aluminio líquido agregar la segunda porción de sal
fundente y retirar la escoria formada.
8° Agregar la bolsa con los trozos de alambre de cobre y mezclar por 5 minutos o hasta
que no se perciban pedazos de cobre en el fondo del crisol. Durante esta etapa debe

27
encenderse el quemador de propano para precalentar el crisol de colada, el inyector de
nitrógeno y la espátula.
9° Inyectar el nitrógeno a la aleación por un lapso de 15 segundos con un caudal de
6.309x10-6 m3/s (6 GPH), véase, esto hace que el hidrogeno salga del aluminio líquido.
Figura 45 Desgasificando el aluminio con nitrógeno.
10° Quitar el depósito de escoria y limpiar encima del horno, quitar termocupla, apagar y
quitar el quemador Diesel, quitar la escalera, apagar el quemador de propano y
prepararse para verter en el otro crisol, véase Figura 46.
Figura 46 Llevando el crisol de acero al horno para verter.

28
11° Verter en el crisol de colada, procurando que este se llene sin turbulencia de aluminio
líquido, En la Figura 47 se procede haciendo que el metal deslice suavemente en las
paredes del crisol.
Figura 47 Llenando con aluminio líquido el crisol.
Teniendo el crisol lleno (Figura 48), se desplaza lo más rápido posible este hacia los
moldes para ser llenados con aluminio (Figura 49).
Figura 48 Crisol de verter, lleno.

29
Figura 49 Llenando los moldes con aluminio líquido.
3.5 Extracción y mecanizado de las piezas
Las piezas obtenidas por el proceso de fundición deben ser preparadas para su uso final,
se debe quitar el excedente que forma parte de los conductos de llenado y luego según la
aplicación (en la Figura 50 se muestran 2 piezas fundidas). Se debe maquinar la
superficie de la pieza con el objeto que cumpla las especificaciones de tamaño y acabado
superficial requeridas.
Figura 50 Piezas fundidas a partir de 2 moldes de arena.

30
Es necesario cortar las probetas de la pieza fundida para usarlas en el ensayo a tensión,
esta operación se hace con una sierra manual o se puede usar otro dispositivo adecuado
para cortar aluminio, véase Figura 51 y Figura 52.
Figura 51 Corte de la probeta en la pieza fundida
Figura 52 Detalle del corte en la unión probeta mazarota y conducto de llenado
A cada espécimen a tensión se le debe limar la rebaba que queda a la mitad de la pieza
por la unión de las dos partes del molde y las protuberancias donde estaban los
respiraderos (ver Figura 53), para esto se utilizó una lima basta plana.

31
Figura 53 Probetas listas para ser limadas

33
4. CAPÍTULO 4. MEDICIÓN DE LAS PROPIEDADES MECÁNICAS
4.1. Ensayo a tensión
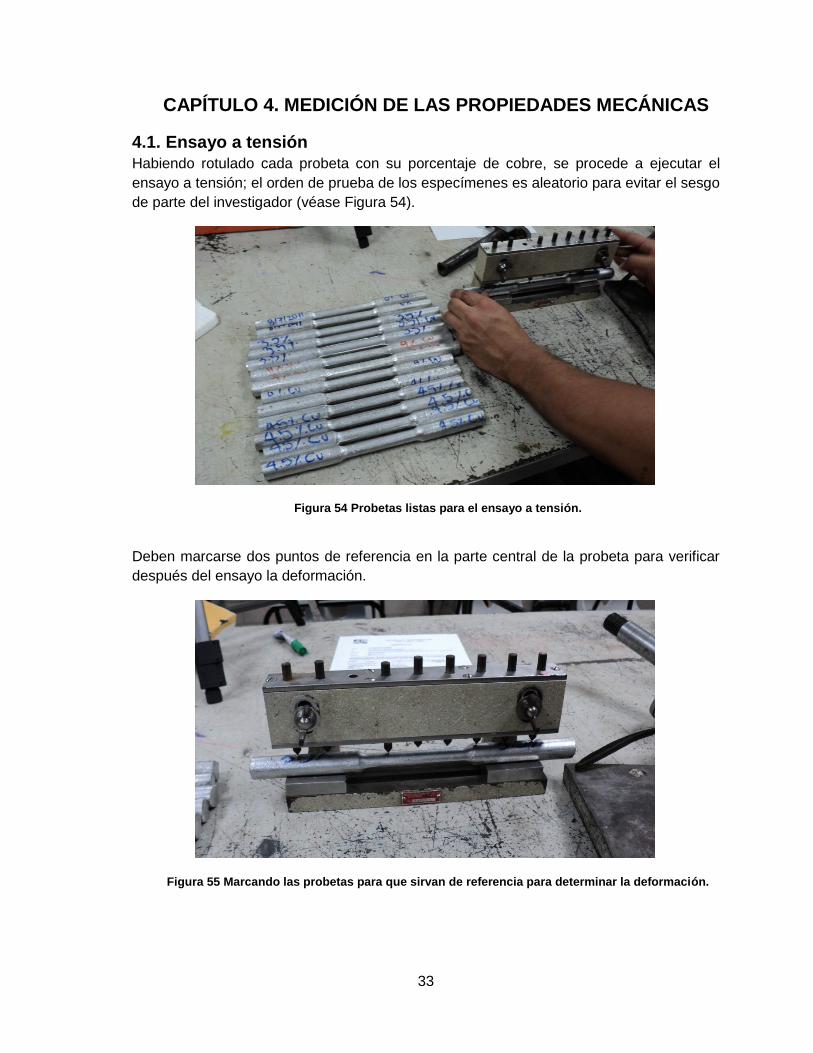
Habiendo rotulado cada probeta con su porcentaje de cobre, se procede a ejecutar el
ensayo a tensión; el orden de prueba de los especímenes es aleatorio para evitar el sesgo
de parte del investigador (véase Figura 54).
Figura 54 Probetas listas para el ensayo a tensión.
Deben marcarse dos puntos de referencia en la parte central de la probeta para verificar
después del ensayo la deformación.
Figura 55 Marcando las probetas para que sirvan de referencia para determinar la deformación.

34
Posteriormente se ubica la probeta en las mordazas de la maquina universal, Figura 56.
Figura 56 Colocando el espécimen de prueba en la máquina universal.
Con el espécimen de prueba sujeto en ambas mordazas de la máquina universal, se
procede a colocar el deformímetro en la parte central de las probetas, véase Figura 57.
Figura 57 Deformímetro colocado en la parte central de la probeta.
El siguiente paso es someter a carga axial al espécimen (ver Figura 58); se debe estar
pendiente de retirar el deformímetro cuando la computadora haya hecho la estimación del
esfuerzo a la fluencia acorde al método offset según la sección 7.5 de la norma ASTM
B557 [3], en la cual se sugiere el valor de 0.2%, sin embargo, en este caso se aplicó el
valor 0.1% pues las probetas resultaron frágiles y rompían antes de logar la deformación
necesaria para el uso del valor 0.2%. La carga debe continuar su incremento hasta llegar
a la ruptura y registrar la resistencia a la tensión.

35
-
Figura 58 Espécimen sometido a falla.
Luego debe retirarse la probeta de la maquina universal y verificar utilizando un vernier la
deformación, Figura 59.
Figura 59 Verificando la longitud final después del ensayo a tensión.
4.2. Medición de la dureza
La prueba de dureza se realizó en una sección de aproximadamente 6 cm del conducto
central de una pieza de cada aleación, cada muestra debe ser tratada para obtener una
superficie lisa y uniforme en la cara donde se realiza la indentación y en el lado contrario
una superficie uniforme para ser apoyada en el soporte del durómetro. Este procedimiento
se realizó usando una lija número 80 y 100.

36
La escala de dureza seleccionada en el durómetro fue la Rockwell B (HRB), que es la
adecuada para aleaciones de aluminio; dicha escala utiliza una carga de 100 kg y un
indentador de bola de 1.59 mm (1/16 in). Se procuró obtener 10 datos de dureza por
aleación, véase Figura 60.
Figura 60 Muestras de las aleaciones utilizadas para determinar la dureza HRB
La fundición proveniente únicamente de latas de bebidas (sin cobre), presentó una dureza
fuera del rango de medición de la escala HRB (valores negativos), por lo que se usó la
escala HRF que utiliza el mismo indentador pero una carga de 60 kg (Figura 61).
Posteriormente se convirtieron estos valores a escala HRB para poder ser comparados
con los demás datos.
Figura 61 Durómetro obteniendo dureza HRF de la fundición proveniente de latas de bebidas.

37
5. CAPÍTULO 5. RESULTADOS DE LOS ENSAYOS DE LAS
ALEACIONES
5.1. Gráficos de los datos obtenidos
Para proceder al análisis, en primer lugar se grafican los datos obtenidos en formato de
dispersión para cada una de las propiedades (de la Figura 62 a la Figura 65); en éstos se
observa la cantidad de muestras por porcentaje de cobre.
5.1.1. Resistencia a la fluencia
Figura 62 Gráfico de dispersión de datos de resistencia a la fluencia calculado con el método “offset” al 0.001 de deformación unitaria.
5.1.2. Resistencia a la tensión
Figura 63 Gráfico de dispersión de datos de resistencia a la tensión.

38
5.1.3. Porcentaje de elongación
Figura 64 Gráfico de dispersión de datos de porcentaje de elongación
5.1.4. Dureza Rockwell B (HRB)
Figura 65 Gráfico de dispersión de datos de dureza HRB. Son 10 puntos en cada porcentaje de cobre muestreado.

39
5.2. Gráficos de las medias de los datos
Desde la Figura 66 hasta la Figura 69 se representan de las medias con sus intervalos de
confianza calculados al 95% utilizando la distribución t.
5.2.1. Resistencia a la fluencia
Figura 66 Gráfico de los promedios de resistencia a la fluencia con barras de error al 95% de confianza.
5.2.2. Resistencia a la tensión
Figura 67 Gráfico de los promedios de resistencia a la tensión con barras de error al 95% de confianza.

40
5.2.3. Porcentaje de elongación
Figura 68 Gráfico de los promedios del porcentaje de elongación con barras de error al 95% de confianza
5.2.4. Dureza Rockwell B (HRB)
Figura 69 Gráfico de los promedios de dureza HRB con barras de error al 95% de confianza
41
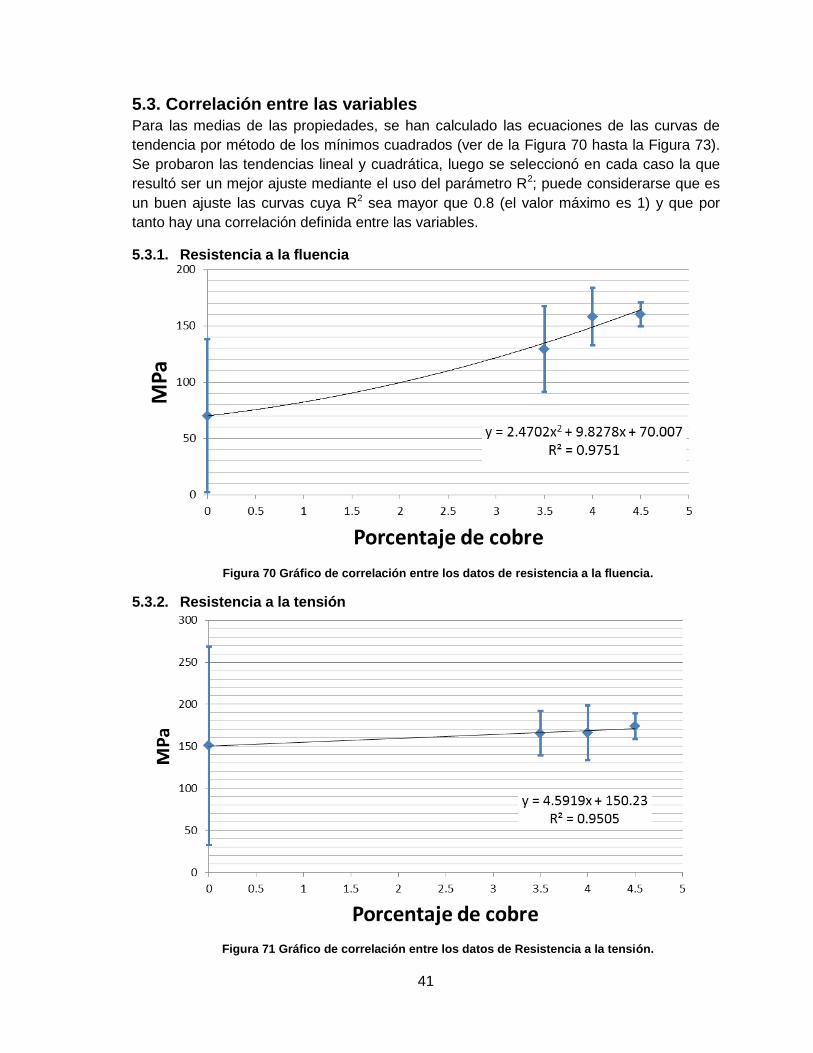
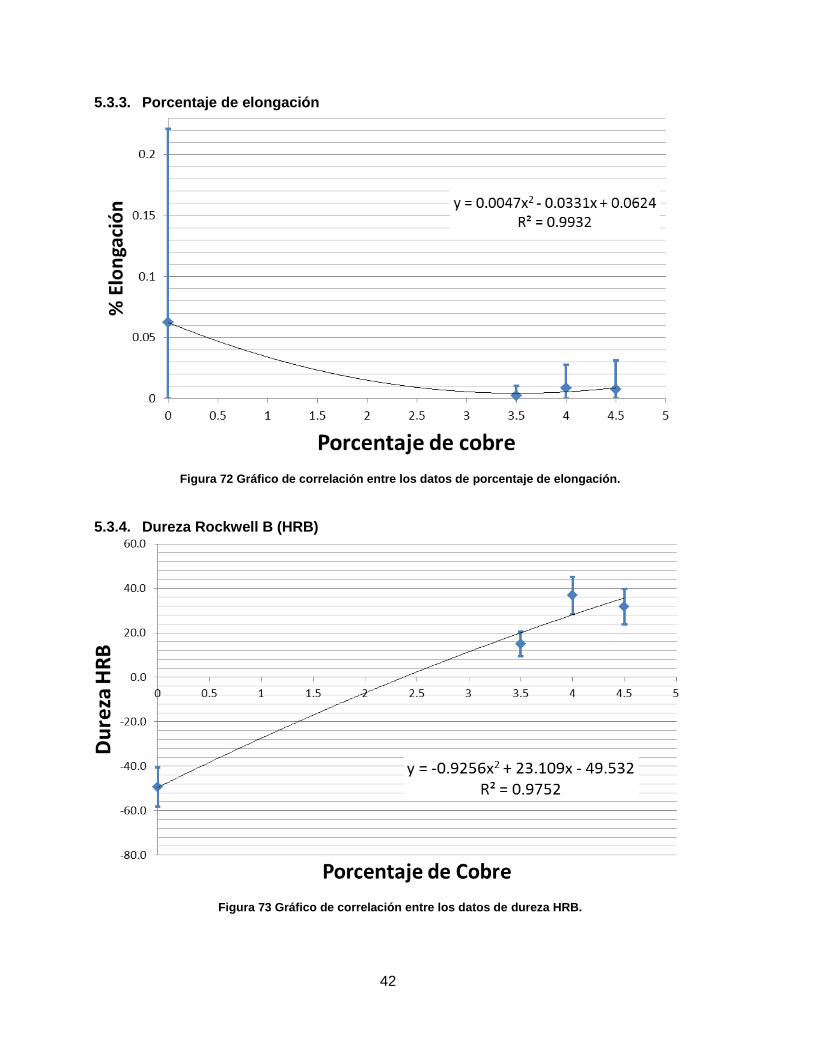
5.3. Correlación entre las variables
Para las medias de las propiedades, se han calculado las ecuaciones de las curvas de
tendencia por método de los mínimos cuadrados (ver de la Figura 70 hasta la Figura 73).
Se probaron las tendencias lineal y cuadrática, luego se seleccionó en cada caso la que
resultó ser un mejor ajuste mediante el uso del parámetro R2; puede considerarse que es
un buen ajuste las curvas cuya R2 sea mayor que 0.8 (el valor máximo es 1) y que por
tanto hay una correlación definida entre las variables.
5.3.1. Resistencia a la fluencia
Figura 70 Gráfico de correlación entre los datos de resistencia a la fluencia.
5.3.2. Resistencia a la tensión
Figura 71 Gráfico de correlación entre los datos de Resistencia a la tensión.
42
5.3.3. Porcentaje de elongación
Figura 72 Gráfico de correlación entre los datos de porcentaje de elongación.
5.3.4. Dureza Rockwell B (HRB)
Figura 73 Gráfico de correlación entre los datos de dureza HRB.

43
6. CAPÍTULO 6. ANÁLISIS
6.1. Análisis estadístico
De la Tabla 2 a la Tabla 5 se resumen los resultados del análisis estadístico de los datos
obtenidos de los ensayos. Para cada fila (la i-ésima fila), a la cual le corresponde un
porcentaje cobre, se le calcula la media de la propiedad en cuestión ( ̅, columna 3),
seguido se muestra la desviación estándar y el número de muestras (columnas 4 y 5). En
las últimas tres columnas de cada tabla se muestran la probabilidades de que ocurran
cada una de las 3 hipótesis de comparación resultantes de la inferencia estadística para
dos medias: la fila que se lee ( ̅ ) comparada con la siguiente ( ̅̅ ̅̅ ̅ ), es decir, la
probabilidad de si la media ̅ es menor que la de la fila siguiente (columna 6); la
probabilidad de si la media ̅ es igual que la de la fila siguiente (columna 7); y la
probabilidad de si la media ̅ es mayor que la de la fila siguiente (columna 8).
6.1.1. Resistencia a la fluencia
Tabla 2 Resultados de la prueba de hipótesis para la media de la Resistencia a la Fluencia (MPa)
i %Cu ̅ s n ̅ ̅̅ ̅̅ ̅ ̅ ̅̅ ̅̅ ̅ ̅ ̅̅ ̅̅ ̅ 1 0.0% 70.15 7.5568 2 0.9845 0 0.0155
2 3.5% 129.36 23.8167 4 0.9438 0.1124 0.0562
3 4.0% 158.12 10.3498 3 0.6282 0.7436 0.3718
4 4.5% 160.31 6.5742 4 - - -
La resistencia a la fluencia es ascendente con respecto al porcentaje de cobre hasta el
4% cobre. La probabilidad de que la resistencia a la fluencia para el 3.5% cobre sea
mayor que para el 0% es del 98.5%; la probabilidad de que la resistencia a la fluencia
para el 4.0% cobre sea mayor que para el 3.5% es del 94.4% (ambos al 5% de nivel de
significancia).
Hay un 74.4% de probabilidad de que la resistencia a la fluencia entre el 4 y 4.5% sea la
misma y tan solo 62.8% de que la resistencia a la fluencia para el 4.5% cobre sea mayor
que para el 4% (al 5% de nivel de significancia); por tanto no hay necesidad de
incrementar la cantidad de cobre para lograr mayor resistencia a la fluencia o bien, el
incremento no sería significativo.
6.1.2. Resistencia a la tensión
Tabla 3 Resultados de la prueba de hipótesis para la media de la resistencia a la tensión (MPa)
i %Cu ̅ s n ̅ ̅̅ ̅̅ ̅ ̅ ̅̅ ̅̅ ̅ ̅ ̅̅ ̅̅ ̅ 1 0.0% 150.65 13.163 2 0.8333 0.3334 0.1667
2 3.5% 165.65 16.535 4 0.5148 0.9704 0.4852
3 4.0% 166.16 20.530 4 0.7313 0.5373 0.2687
4 4.5% 173.58 9.659 4 - - -
El esfuerzo último muestra una tendencia a aumentar con respecto al porcentaje de
cobre: existe un 83% de probabilidad de aumentar entre los valores de 0% a 3.5% en
cobre; entre 3.5% y el 4%, hay un 97% de probabilidad de que el esfuerzo último no

44
cambie; comparando entre 4% y 4.5% cobre, se evidencia un 73.1% de probabilidad de
que el esfuerzo último tienda a aumentar nuevamente.
6.1.3. Porcentaje de elongación
Tabla 4 Resultado de la prueba de hipótesis para la media del porcentaje de elongación
i %Cu ̅ s n ̅ ̅̅ ̅̅ ̅ ̅ ̅̅ ̅̅ ̅ ̅ ̅̅ ̅̅ ̅ 1 0.0% 0.0625 0.01768 2 0.0011 0 0.9989
2 3.5% 0.0025 0.005 4 0.8414 0.3172 0.1586
3 4.0% 0.00875 0.01031 4 0.44760 0.8952 0.5524
4 4.5% 0.0075 0.015 4 - - -
A partir de los datos experimentales, se tiene que el valor mínimo de porcentaje de
elongación se encontró en 3.5% en cobre: se evidencia una disminución considerable en
la elongación al pasar del 0% al 3.5% en cobre (99.9% de probabilidad); entre el 3.5% al
4% en cobre se verifica un aumento en la elongación (84.1% de probabilidad); finalmente
entre el 4% al 4.5% en cobre existe un 89.5% de probabilidad de que el porcentaje de
elongación se mantenga similar.
6.1.4. Dureza Rockwell B (HRB)
Tabla 5 Resultados de la prueba de la hipótesis para la media de la Dureza Rockwell B
i %Cu ̅ s n ̅ ̅̅ ̅̅ ̅ ̅ ̅̅ ̅̅ ̅ ̅ ̅̅ ̅̅ ̅ 1 0.0% -49.4 12.2 10 1 0 0
2 3.5% 15.0 7.7 10 0.9999 0 0.0001
3 4.0% 36.9 11.7 10 0.16428 0.3286 0.83572
4 4.5% 31.8 11.0 10 - - -
Hay un aumento considerable en la dureza desde el 0 al 4% cobre. La variabilidad en la
dureza entre el 4 y el 4.5% tiende nuevamente a ser muy pequeña: con el 5% de nivel de
significancia, la dureza para el 4.5% cobre es menor que la del 4% con una probabilidad
del 83.6% contra 32.9% de que fueran éstas iguales.
6.2. Comparación de las propiedades mecánicas con los valores
mínimos de aleaciones comerciales
También es de interés comparar en qué orden de magnitud están las propiedades
mecánicas medidas en relación a las propiedades reportadas por la bibliografía para la
fundición de aluminio aleado producido en molde de arena (Aluminum Alloy Sand
Casting). Se buscó en la referencia [6] aleaciones, con contenido de cobre en rango en
que se trabajó en esta investigación, que reporten los valores mínimos en las propiedades
mecánicas. Estos valores se combinan en un mismo gráfico para cada propiedad y se
representan con una línea roja que indica el valor y el rango del porcentaje cobre al que
pertenece (ver Figura 74, Figura 75, Figura 76).

45
Figura 74 Comparación de resistencia a la tensión con la aleación 295.0 T77
Figura 75 Comparación de resistencia a la fluencia con la aleación 208.0 F
El máximo que se podría esperar con el intervalo de confianza para el porcentaje de
elongación andaría por el 0.2%. La bibliografía señala un valor mínimo de 1%.
Figura 76 Comparación de valores típicos de dureza con los resultados obtenidos
0
50
100
150
200
250
300
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5
MP
a
Porcentaje de cobre
0
50
100
150
200
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5
MP
a
Porcentaje de cobre
-80.0
-60.0
-40.0
-20.0
0.0
20.0
40.0
60.0
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5
Du
reza
HR
B
Porcentaje de Cobre
295 T4
213 F

46

47
7. CAPÍTULO 7. CAUSAS DE ERROR
1. La forma de medición de la temperatura del metal líquido no fue la apropiada pues
debe usarse una termocupla adaptada en la estructura del crisol; la inercia térmica del
dispositivo de medición no debe interferir y debe estar siempre en contacto con el
aluminio.
2. No se puede saber la temperatura a la que se está colando, desde que se vierte al
crisol del horno y se llena el molde, hay perdidas de energía al ambiente que no es
posible cuantificar, la temperatura disminuya desde el valor conocido en el interior del
crisol a uno inferior que no podemos precisar.
3. La precisión con que se estima la cantidad de aluminio dentro del crisol. No hay forma
de medir con suficiente precisión la cantidad de aluminio líquido dentro del crisol, pues se
parte del cálculo de un volumen teórico con la aproximación del perfil y el valor de la
densidad que se utilizó viene de un experimento que se hizo solo una vez (se desconoce
su variabilidad) para el cálculo de la masa.
4. Las condiciones en las que se realiza la comparación del nivel dentro del crisol son
incomodas para el investigador, temperatura elevada y ángulo de visión pequeño. Con la
aproximación del perfil del crisol se estima una variabilidad de 0.579 g/mm de la cantidad
de aluminio contenido con respecto al nivel marcado por el aluminio líquido.
5. Todas las latas se fabrican bajo un estándar por lo que es improbable que su
composición varíe. Lo que es un hecho es que el proceso de fundición puede introducir
impurezas o eliminar elementos de aleación al aluminio lo cual hace su composición
química incierta.
6. Dificultad en el control de temperatura del gasificado, con lo cual no es posible controlar
el nivel de hidrógeno presente en el aluminio líquido.
7. Las imperfecciones de fundición en el acabado superficial de las probetas pudieron
haber causado fractura prematura en el ensayo a tensión.
8. La falta de alineación entre las mitades del molde, esto conduce a tener una sección
transversal no circular como es de esperarse.


49
8. CAPÍTULO 8. CONCLUSIONES Y RECOMENDACIONES
8.1. Conclusiones
Añadir cobre hasta el 4% es la mejor opción pues añadirle más cobre a la aleación no
supone un incremento significativo en las propiedades a costa del gasto extra en el cobre.
Se verifica la existencia de la correlación de las propiedades medidas con respecto al
porcentaje de cobre.
Se constata que el orden de magnitud de las propiedades registradas es cercano o
superior a los valores esperados según la bibliografía, excepto en el caso del porcentaje
de elongación, lo que indica que el proceso utilizado en esta investigación produce piezas
muy frágiles.
La resistencia a la tensión aumenta levemente (1.14 veces respecto al 0%).
Resistencia a la fluencia aumenta con el cobre 2.3 veces respecto al 0%.
El porcentaje de elongación disminuye (92%), lo que indica que el material queda
sumamente frágil.
Por la alta fragilidad, es necesario cambiar el método para medir la deformación, tal como
utilizar Strain-Gauges.
La dureza aumenta 1.9 veces respecto al 0%.
La aleación al cobre hasta el 4% es la mejor opción para continuar investigando.
8.2. Recomendaciones
Mejorar la forma en que se alinean entre ellas las semicajas de madera para el armado
del molde.
Controlar la temperatura de fusión y la temperatura de colada; deberían utilizarse dos
controladores: un controlador de la temperatura del horno y un pirómetro de inmersión
para control de la temperatura de llenado del molde.
Implementar un sistema automático de apagado y encendido del quemador del horno
gobernado por la temperatura interior del crisol, esto lograra mantener la temperatura del
aluminio fundido más o menos constante, de manera que la calidad del producto sea
controlable.
Utilizar filtros cerámicos para minimizar impurezas del metal líquido dada la dificultad de
garantizar la retención de la escoria en el momento del colado.
Utilizar una tolva para cargar las latas al horno, el diseño de esta tolva debe contemplar
que las latas logren precalentarse con los gases de escape, esto permitirá una
alimentación más fácil y continua, ahorra esfuerzo y energía, en resumen costos de
operación.

50
Pueden mejorarse las propiedades mecánicas de las aleaciones aluminio-cobre mediante
tratamientos térmicos, se sugiere hacer experimentos con la aleación al 4.0% cobre.
Verificar el nivel de porosidad de las piezas producidas y determinar si el desgasificado es
suficiente o si el procedimiento de colado debe de mejorarse para disminuir la fragilidad.
Realizar análisis macro y micrográficos para determinar las fases presentes, el nivel de
impurezas, defectos y tamaño de grano.
Realizar análisis químico antes y después de la fundición.

51
REFERENCIAS
[2] Ammen, C. W. The complete handbook of sand casting. s.l. : TAB Books, 1979.
ISBN 0-8306-9841-8.
[7] Anderson R., Sweneey D.,Williams T. Estadística para administración y
economía. México, D.F : CENGAGE Learning, 2008.
[8] Askeland, D y Phulé, P. Ciencia e ingeniería de los materiales. s.l. : Thomson
International, 2004.
[3] ASTM Standards B557, 1994. Standard Test Methods of Tension Testing
Wrought and Cast Aluminum- and Magnesium-Alloy Products. Easton, MD : ASTM
International, 1996.
[4] ASTM Standard B26, 1995. Standard Specification for Aluminum-Alloy Sand
Castings. Easton, MD : ASTM International, 1996.
[1] Callister, W Jr. Introducción a la ciencia e ingeniería de los materiales.
Barcelona : Reverté, 2007.
[9] Groover, M. Fundamentos de manufactura moderna: materiales, procesos y
sistemas. México, D. F. : McGraw-Hill, 2007.
[6] Kaufman, J G and Rooy, E. Aluminum Alloy Castings: Properties, processes,
and applications. Materials Park : ASM International, 2004.
[5] Proyectos de Metal Mecánica, S.A. de C.V. Plásticos de Ingeniería.
Materiales Diversos. [En línea] Publicar S.A., 2011. [Citado el: 01 de Agosto de
2011.] http://www.metalmecanica.com.sv/plasticos.html.


ANEXO A
PLANOS DE LAS PIEZAS QUE CONFORMAN EL MODELO


B-1
ANEXO B
MÉTODOS DE ANÁLISIS DE DATOS QUE SE UTILIZARON
La distribución t
La distribución t es una función de probabilidad continua utilizada para poblaciones
normales. Se usa para calcular el margen de error (error estándar) de una serie de datos,
dar un intervalo de confianza para la media de una muestra de datos, realizar inferencia
estadística entre medias muéstrales, etc. Se escoge la distribución t, en vez de la
distribución Z, cuando se desconoce la desviación estándar de la población y se estima
ésta a partir de la desviación estándar de una muestra. La distribución t, es una familia de
distribuciones de probabilidad similares, cada distribución depende de un parámetro
llamado grados de libertad, los cuales depende de la cantidad de datos “n” de una
muestra. [7]
Intervalos de confianza para la media
Se utilizan un intervalo de confianza cuando se quiere representar una media de una
población, por medio de una estimación puntual proveniente de una muestra de datos. A
partir de la desviación estándar muestral y la cantidad de datos, primero se calcula un
margen de error, después, sumando y restando al estimador puntual el margen de error
se encuentran los valores extremos del intervalo de confianza. [7]
Inferencia estadística para comparar dos medias
Cuando se tiene sospecha que las medias dos poblaciones son iguales o que una es
mayor que otra, lo mejor es realizar una prueba de hipótesis para las medias. Lo primero
que se hace es plantear la hipótesis nula y la alternativa, luego encontrar el estadístico de
prueba y la probabilidad asociado a este, finalmente en base al valor de la probabilidad
aceptar una de las hipótesis. [7]