como la gestión de maquinarias cambia el mantenimiento.docx
DESCRIPTION
docTRANSCRIPT
Como la gestión de maquinarias cambia el mantenimiento
En Argentina, la planta de Gestión de Activos Ayuda a la Transportadora de Gas del Sur, reducir costos de mantenimiento y aumentar la disponibilidad de conjuntos de TG.
En Argentina, Transportadora de Gas del Sur S.A. (TGS) es el país líder en transporte y procesamiento de gas natural. TGS también es uno de los distribuidores más importantes de LPG. TGS proporciona más del 60% del gas que se consume en el país, 7.400 kilometros a través de tuberías. Tienen una capacidad de producción de 62,5 millones de metros cúbicos por día (MMm3/día), del cual 98% que es totalmente suscrito en virtud de transporte en contratos firmes. La empresa fue formada en diciembre de 1992 cuando Gas del estado, la ex estatal compañía de gas fue privatizada.
Aunque TGS es básicamente una natural compañía de transporte de gas, esta también procesa el gas en su Cerri Complejo con el fin de optimizar hidrocarburos para su utilización. El Cerri Complejo cuenta con las instalaciones necesarias para separar el etano, el propano, butano, gasolina, y dióxido de carbono a partir del gas natural.
Estos materiales, que representan el 12% de la carga total del transporte, son almacenados en Cerri y Puerto Galván para la entrega a los usuarios y diversos destinos, mientras que el gas natural continúa hacia Buenos Aires a través de las tres tuberías principales.
El Complejo Cerri, que tiene una capacidad de procesamiento total de 44 MMm3/día, incluye:
- A planta de turbo expansión criogénico para la separación y fraccionamiento de etano, propano, butano, gasolina y dióxido de carbono.
- Una planta de absorción refrigerada para la extracción y fraccionamiento de propano, butano y gasolina.
- Un sector de almacenamiento y despacho.
En la planta de turbo expansión criogénica, hay varias máquinas críticas que están conectadas a Bently Nevada Data Manager ®2000 (DM2000) software y un número de máquinas semi-críticas conectadas a Trendmaster ® 2000 (TM2000) de software. En Puerto Galván, TGS tiene plantas de almacenamiento y envío para productos normales y refrigerados.

Análisis estratégico de "Mantenimiento y Mejoras"
El equipo principal que gira a Cerri incluye turbinas de gas y vapor, centrífugas y compresores reciprocantes, generadores, expansores, y una amplia variedad de bombas centrífugas, motores eléctricos, y otras máquinas que suman más de 120.000 caballos de fuerza instalados. Hay también otros activos, tales como calderas, plantas de procesos y tanques que son críticos a la gestión de la planta.La planta de proceso tiene dos trenes de absorciones refrigeradas que están hace 30 años, dos trenes de turbo-expansión criogénico que tienen 20 años de edad, y un nuevo tren de turbo-expansión criogénico construido en 1998.Desde algunas tecnologías relativamente antiguas coexisten con otras nuevas, esto crea un reto para el equipo mantenimiento. El análisis debe ser oportuno, organizado e integral.El departamento de Mantenimiento y Mejoras basa la gestión y ejecución de sus tareas en la fiabilidad y Filosofía de Mejora Continua. Esta filosofía se apoya de mantenimiento preventivo, mantenimiento predictivo, y estrategias proactivas de mantenimiento.La instalación utiliza un mantenimiento computarizado sistema de gestión (CMMS) y software específicos de confiabilidad para tomar ventaja de la sinergia de las más nuevas metodologías de mantenimiento. Estas metodologías de mantenimiento incluyen centrarse en confiabilidad; Centrarse en Confiabilidad Mantenimiento II; Mantenimiento productivo Total; Análisis de la causa Raíz de la falla, fiabilidad, disponibilidad y facilidad de mantenimiento; y la ISO 9001 y 14001 (certificado en 2001), la calidad y la gestión ambiental de las normas del sistema. Debido a la complejidad y diversidad de los equipos instalados, la estrategia de mantenimiento para cada equipo se basó en un análisis funcional de la criticidad y de las fallas potenciales. Para determinar la estrategia de monitoreo de condiciones, el equipo se dividió en tres categorías: crítico, semi-crítico, y auxiliares.
La necesidad de software para monitoreo de la condición de maquinarias.

Hoy en día, la competitividad exige una alta fiabilidad y más del 97% de disponibilidad. Esto exige que las instalaciones cumplan con estos nuevos objetivos mediante el uso de tecnologías avanzadas y recursos humanos especializados.Para aumentar la disponibilidad, la fiabilidad debe aumentar (aumenta el tiempo medio entre reparaciones, MTBR) o el mantenimiento debe mejorar (disminución del tiempo medio de reparación, MTTR).Antes de que se formara TGS, a pesar de importantes daños a las máquinas y el alto costo de la producción perdida debido a los cierres, los incidentes no fueron evaluados puntualmente.Básicamente, las acciones correctivas se han centrado siempre en reaccionar a un problema. Pero, con la creación de la nueva empresa, el concepto de mantenimiento se cambió de reactivo a proactivo.La era de las máquinas (algunos tenían más de 20 años) y la inversión requerida significa que un análisis exhaustivo de las variables críticas tenido que llevar a cabo: las penas, la seguridad operativa, el impacto medio ambiente, la fiabilidad / disponibilidad y pérdida de la capacidad de producción.Cuando una máquina crítico se apaga, significa que el proceso se interrumpe. El resultado es la pérdida de la producción y las penas, y eso significa pérdida de dinero.La instalación de DM2000 se llevó a cabo en 1997, después de una evaluación de los equipos primarios. En un principio, el sistema supervisado fueron dos turbinas de vapor, compresores de dos, y dos Turboexpansores nuevos. La primera impresión fue como un "despertar de los sentidos." La nueva información proporcionada por el sistema dado lugar a una nueva forma de operar y mantener la planta. Los aspectos cualitativos y cuantitativos de la nueva información impulsa la capacidad de diagnóstico de fallos, evaluación de los eventos operativos y de mantenimiento proactivo, proporcionando una visión detallada del estado de la maquinaria.El sistema también es muy útil para la puesta en servicio y puesta en marcha de dos nuevos turboexpansores y seis compresores centrífugos. Permitió a TGS verificar el correcto funcionamiento de la maquinaria y tomar medidas proactivas para mejorar su funcionamiento.Desde el momento de la instalación inicial DM2000, seis compresores centrífugos, un expansor turbo, y dos turbinas de vapor se han añadido al programa de supervisión de condiciones. Todos los equipos, totalizando un adicional de 100.000 CV, que es fundamental para el funcionamiento de la planta.
Historia de un caso
En mayo de 2001, TGS instalo DM2000 en dos turbogeneradores que suministran energía para toda la planta. Si los turbogeneradores paran, TGS tiene que comprar la electricidad a la compañía eléctrica local.Cada tren está formado por una turbina de vapor; una caja de cambios, y un 4,5 MW, 1500 rpm, generador. Todas las máquinas utilizan películas fluidas en rodamientos.

El sistema de protección de maquinaria consta de un bastidor 3300, las sondas XY en cada turbina de rodamiento radial, doble sondas axiales sobre el rodamiento de empuje de la turbina, y dos sensores sísmicos en la caja de cambios (Figura 1).Dos meses después de la instalación, el especialista en mantenimiento de diagnóstico detecta un aumento de la vibración total en la turbina de vapor de la unidad turbogenerador TG 6001. Cuando se observó el espectro (Figura 2), se vio que el componente de la vibración 1X se amplificó, y había un componente 1/2X incluso más grande, también.

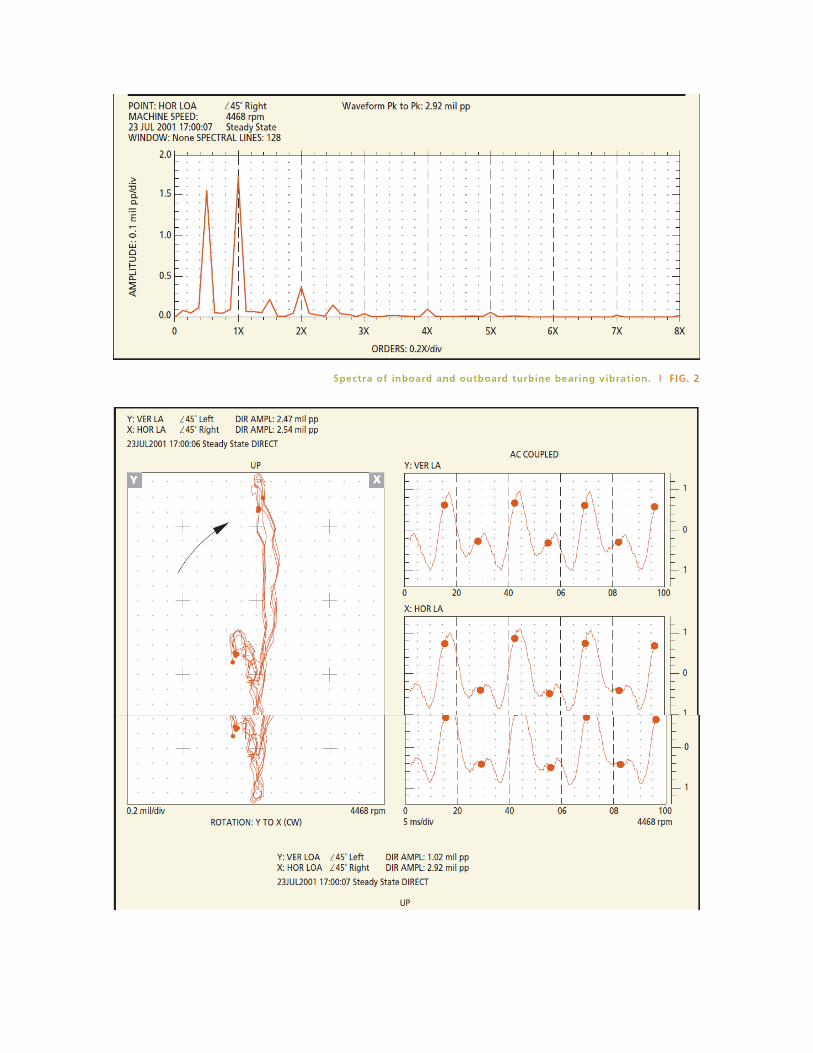
Su siguiente paso fue evaluar la información dinámica contenida en la órbita y la base de tiempo de forma de onda (Figura 3). La forma órbita era muy elíptica, casi plana, lo que indica una condición de carga pesada. La relación 1/2X se puede ver en la forma de onda; hay dos puntos en cada ciclo de vibración, y se mantienen relativamente en el mismo lugar de ciclo a ciclo. El especialista en mantenimiento concluyó que una carga pesada en su turbina de vapor estaba causando una condición de frotación.(Nota del editor:.. La frecuencia equilibrio primera resonancia de la turbina era inferior a la mitad la velocidad de carrera El roce aumentado la rigidez del sistema, aumento de la frecuencia de resonancia a sólo 1/2X, y excitó la resonancia) A continuación, se decidió reducir la carga en el generador para ver si eso afectó a la respuesta de la turbina. Cuando la carga se redujo, la vibración de la turbina disminuye, también.Basándose en estos datos, el especialista de mantenimiento recomendaba la disminución de la carga y, cuando la demanda fuera la más baja, parar la máquina. Después de que la máquina se detuvo, el mantenimiento inspeccionado el acoplamiento para comprobar los daños que podría estar relacionada con la variación en el nivel de vibración asociado con la disminución de la carga. El acoplamiento no mostró ningún problema, por lo que la turbina se inspeccionó posteriormente.El rodamiento no mostró ningún signo de un masaje y, cuando abrieron la turbina, ni las ruedas ni los diafragmas fueron dañados. Sin embargo, un sello entre etapas mostró daño considerable (Figura 4), lo que confirma la hipótesis del problema. Había una acumulación de partículas metálicas en el sello que produce el desgaste tanto en la rotación y partes fijas. Estas partículas desplazaron el eje y causó las piezas del sello de frotar.

El sello del eje dañado no causa un desequilibrio debido a que el sello estaba desgastado uniformemente, y su diámetro era pequeño en comparación con las ruedas. Se concluyó

que los restos de metal vino de la tubería de la válvula de admisión. Un filtro de aspiración se supone para filtrar el tipo de partículas que se encuentran en el sello, pero cuando se comprobó que fue encontrado intacto, lo que sugiere que el material probablemente procedía de aguas abajo del filtro.Mantenimiento optado por una solución parcial mediante la sustitución de sólo la parte fija del cierre; cambiando la parte giratoria requiere el desmontaje de las ruedas, el sello del eje, etc Una vez que el sello fue reemplazado, la máquina se reinició y funcionó normalmente, como se muestra por la órbita y la base de tiempo en la figura 5. Hubo cierta pérdida de potencia debido al sello dañado, pero no fue significativa.
Retorno de la Inversión
La reparación completa en TG 6001 fue en sólo seis horas, con un costo total de $ 10.000 USD. El cliente proactivo alertó sobre la situación y fue capaz de minimizar los costes de inactividad mediante la reparación de la unidad durante horas de baja demanda y antes de que un daño más grave en el eje ocurra.Por el contrario, considerar los costos de la TG 6001 contra los de un evento similar que se había producido en 2000 (antes de la instalación de DM2000) el TG 6002. A pesar de un mal funcionamiento del mecanismo similar en una máquina casi idéntica, ese evento costaría mucho más en casi $ 160.000. Se trataba de 3 días de tiempo de inactividad en $7700 y la necesidad de un rotor de repuesto en $ 150.000. De hecho, si no hubiera un rotor de repuesto disponible, el costo de tiempo de inactividad habría sido aún más alto - hasta $ 80.000 por mes.Esta información se resume en la Tabla 1 que se extiende por el mismo período de tiempo para ambas máquinas y abarca los diez meses anteriores a la instalación DM2000, así como los dos meses después. Tenga en cuenta que la disponibilidad de ambas máquinas es superior al 99%, lo cual es muy bueno para los activos sin comparacion. Aun así, TG 6001 experimentó su caso después de frotar DM2000 se instaló (julio de 2001), que aumentó su disponibilidad a casi el 100%.



Por el contrario, TG 6002 experimentó su evento roce en el año calendario 2000, antes de que DM2000 se ha instalado. Esto se refleja en una menor disponibilidad de TG 6002, la más baja MTBR y mayor MTTR. Más dramáticamente, se reflejan en los costos de operación y mantenimiento que son casi 16 veces menor para la máquina que tenía DM2000 instalado en el momento de un evento que para la máquina que no lo hizo. DM2000 hizo una diferencia de $ 147.000.
Los datos identifican otro Problema Relacionado de carga
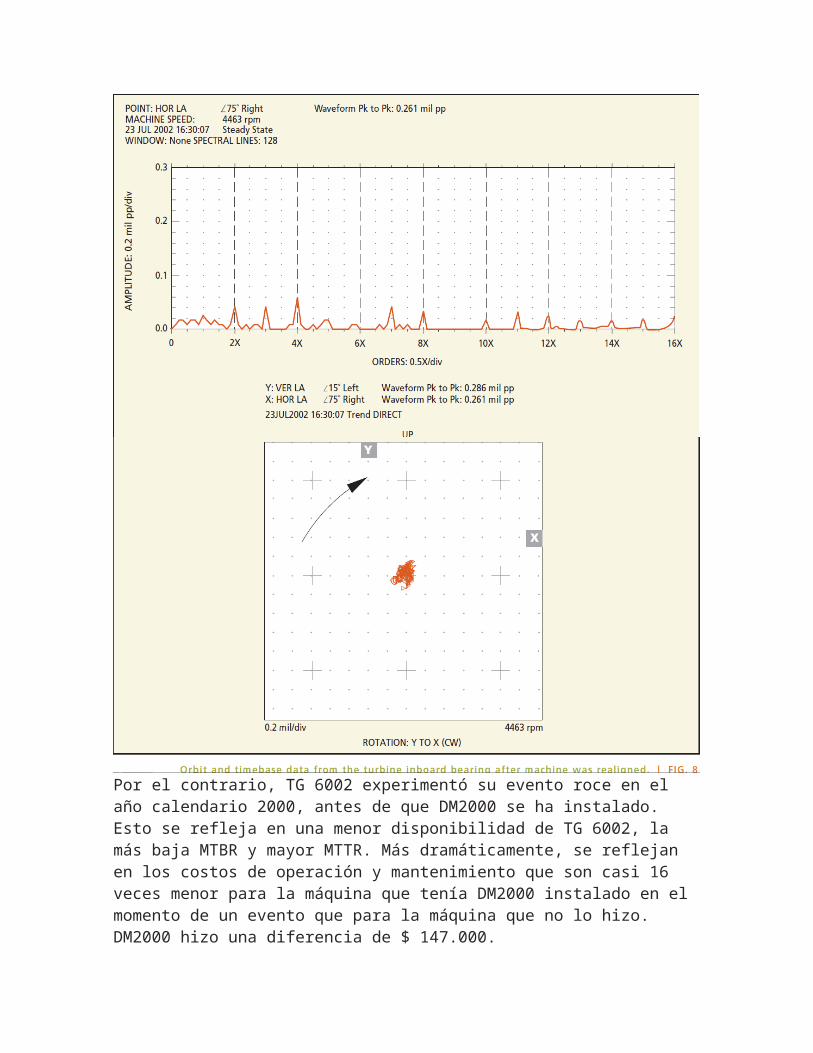
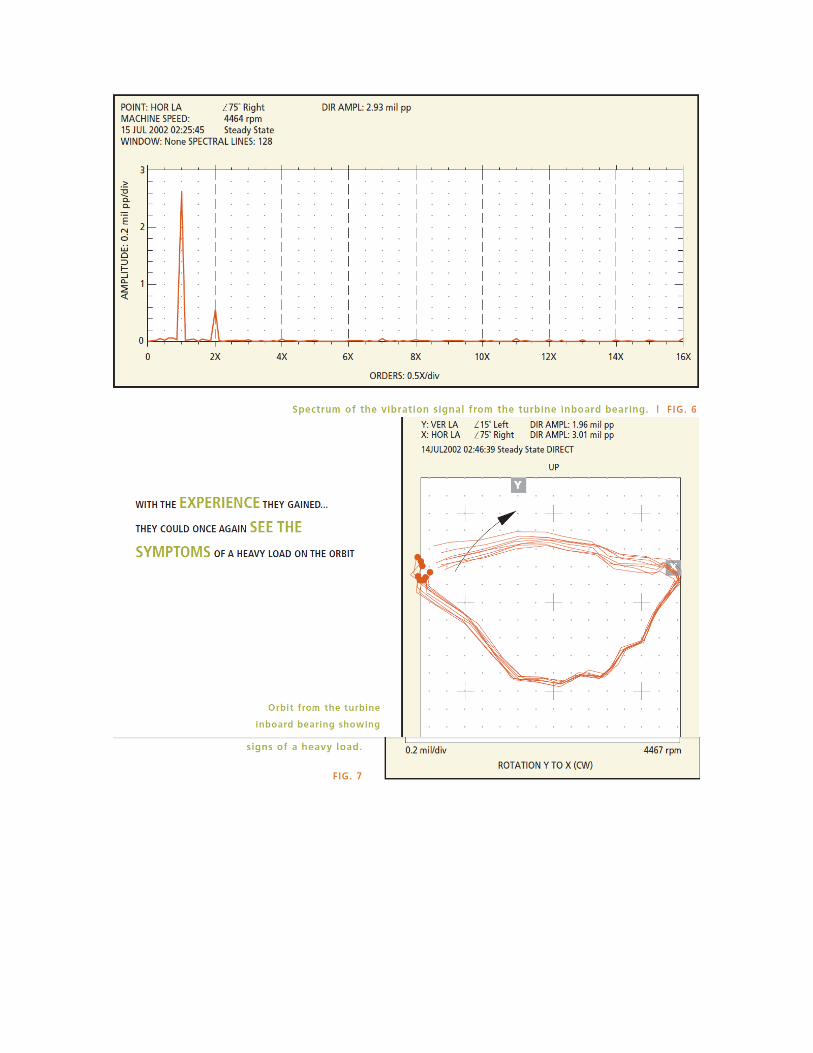
El 13 de julio de 2002, cuando TG 6002 disparo debido a un problema de suministro de vapor, TG 6001 tuvo que soportar toda la carga de los dos turbogeneradores y fue sometido a una torsión excesiva. En estas condiciones, TG 6001 también tropezó, pero debido a la protección eléctrica. Cuando las máquinas se iniciaron de nuevo, el personal de mantenimiento observó un alto nivel de vibración en TG 6001 en el extremo de acoplamiento. El espectro (figura 6) mostro una alta 1X y 2X un componente significativo en la señal de vibración.Con la experiencia que obtuvieron a través de la evaluación de la información dinámica, que podría volver a ver los síntomas de una carga pesada en la órbita (Figura 7). En primer lugar, comprobar el acoplamiento de diafragma, el razonamiento de que el exceso de torque podría haberlo dañado. El acoplamiento no sufrió daños, por lo que procedieron a verificar la alineación y descubrió que la máquina no estaba alineada correctamente. Rápidamente se alinea la máquina y reinicia. El espectro y la órbita (Figura 8) muestran una dramática reducción en la vibración.
Conclusión
Para TGS, sistemas Bently Nevada se han convertido en un eslabón fundamental en la cadena de elaboración y aplicación de su filosofía de la Confiabilidad y Mejora Continua. En muchos casos, estos sistemas han demostrado su capacidad para generar información que permita a las Operaciones y Mantenimiento actuar de forma proactiva para evitar fallos y optimizar la utilización de sus activos de la planta. TGS, con la ayuda de Data Manager 2000, ahora es capaz de:
- Diagnosticar comportamiento de la máquina con rapidez y precisión sobre la base de información dinámica.
- Comparar estado actual de la máquina con los datos históricos.- Utilizar la información de estado mecánico para reducir la posibilidad de paros no
deseados y el tiempo de inactividad.- Plan de mantenimiento basado en la condición real de la máquina.- Aumentar la capacidad de producción y la seguridad operativa.- Integrar los sistemas de protección y vigilancia con sistemas de control.- Reducir las horas extraordinarias del personal de mantenimiento.- Incrementar el aprendizaje corporativo.- Reducir el impacto ambiental.- Optimizar los recursos.- Prevenir fallas catastróficas.
Para obtener más información sobre el uso de Bently Nevada de monitoreo de condición y soluciones de gestión de activos para mejorar la operación de la planta y los resultados de mantenimiento, póngase en contacto con su distribuidor local Bently Nevada profesional de ventas o visítenos en línea en www.bently.com.