clasificacion de materiales no metalicos.docx
DESCRIPTION
1.1 Cerámicos 1.2 Polímeros 1.3 CompositesTRANSCRIPT
CLASIFICACIÓN DE MATERIALES NO METALICOS
1.1 Cerámicos
Los materiales cerámicos son un grupo diverso de sólidos no metálicos, inorgánicos, con una amplia gama de composiciones y propiedades.
Su estructura puede ser cristalina o vítrea.
Las propiedades deseadas a menudo se logran con un tratamiento a alta temperatura (horneado o calcinación).
Son duros, frágiles, con alto punto de fusión y bajas conductividades eléctricas y térmicas, adecuadas estabilidades químicas y térmicas, y altas resistencias a la compresión.
Existen muchas maneras distintas de clasificar los cerámicos. Una de ellas es definirlos con base de sus compuestos químicos (por ejemplo, óxidos, carburos, nitruros, sulfuros, etc.).
Los materiales cerámicos se utilizan en una amplia gama de categorías como refractarios, bujías, dieléctricos en capacitores, sensores, abrasivos, medios de grabación magnética. etc.
Los materiales cerámicos también pueden aparecer en la naturaleza en forma de óxidos o como materiales naturales; el cuerpo humano tiene la capacidad asombrosa de fabricar hidroxiapatita, un material cerámico que se encuentra en los huesos y en los dientes.
A continuación aparece un breve resumen de las aplicaciones de algunos de los materiales de más amplio uso:
Alúmina (Al2O3): Se utiliza para contener metales fundíos o en aplicaciones donde el material debe operar a altas temperaturas, pero donde también se requiere una elevada resistencia mecánica.
El nitruro de aluminio (AlN): Sirve como un buen aislante eléctrico, aunque tiene una elevada conductividad térmica.
El titanato de bario (BaTiO3): Es el material cerámico electico de más amplia utilización. Varios millones de capacitores se fabrican utilizando este material.
El carburo de boro (B4C): Es muy duro y al mismo tiempo extraordinariamente ligero. El carburo de boro es el tercer material más duro conocido, después del diamante y del nitruro de boro cubico (CBN).
El diamante (C): Es el material más duro existente en la naturaleza. Los diamantes industriales se utilizan como abrasivos para pulverizar y pulir.

Aplicaciones
Productos de arcilla.- Muchas cerámicas están basadas fundamentalmente en la arcilla, a la cual se añade un material más grueso como el cuarzo, y un material fundente como el feldespato.
Refractarios.- Estos materiales deben soportar elevados esfuerzos a altas temperaturas. La mayoría de los materiales cerámicos puros de alto punto de fusión se califican como materiales refractarios.
Vidrios.- La mayoría de los vidrios comerciales se basa en la sílice, con modificadores, tales como la soda o sosa, para romper la estructura reticular y reducir el punto de fusión.
El vidrio más común y comercial es el vidrio soda-calcita(o sosa-cal).
Esmaltes y vidriados.- Los esmaltes y los vidriados se añaden a la superficie para hacer impermeables las cerámicas, para decorarlas, o con propósitos especiales.
Escorias y fundentes.- Cuando los metales son fundidos o refinados, se producen óxidos que flotan en la superficie del metal fundido en forma de escoria. Estos materiales ayudan a purificar el metal una vez que la composición de aquellos se ajusta adecuadamente.
1.2 Polímeros
Los polímeros son moléculas orgánicas gigantes.
La polimerización es el proceso por el cual se unen pequeñas moléculas para crear esas moléculas gigantes. Conforme aumenta el tamaño del polímero, se incrementa el punto de fusión o de reblandecimiento y el polímero se hace más resistente y rígido.
Los polímeros son ligeros, resistentes a la corrosión y aislantes eléctricos, pero tienen relativamente baja resistencia a la tención y no son adecuados para uso a temperaturas altas.
Formación de Polímeros: Reacciones de Polimerización
Existen diversos procesos para unir moléculas pequeñas con otras para formar moléculas grandes. Su clasificación se basa en el mecanismo por el cual se unen estructuras monómeras o en las condiciones experimentales de reacción.
Polimerización por Adición: El proceso de polimerización consiste en activar la molécula de monómero por la presencia de un catalizador o temperatura provocando la rotura de un doble enlace, de esta manera, se forma una molécula activada (mero) en la que quedan dos enlaces no saturados que se unirán a otros meros formando el polímero. El mecanismo de la polimerización por adición comprende las siguientes etapas:
Iniciación: Para la polimerización en cadena, se utilizan catalizadores, los que actúan como formadores de radicales libres a partir de la apertura del enlace no saturado mediante la absorción de energía. Un radical libre es un grupo de átomo que teniendo un electrón desapareado (libre) puede unirse covalentemente a un electrón desapareado de otra molécula.
Propagación: Es el proceso de extensión de la cadena polimérica por la sucesiva adición de unidades de monómeros, de este modo, la cadena del polímero se hace cada vez más larga.
Terminación: Esta etapa puede suceder por la adición de un radical libre finalizador o cuando dos cadenas se combinan.
Polimerización por Condensación: Los monómeros reaccionan químicamente unos con otros para producir polímeros lineales, entonces se obtienen macromoléculas en forma de fibras, como el nylon. Las unidades monoméricas pueden reaccionar con cualquier otra o con productos poliméricos de cualquier tamaño. En muchas de estas reacciones tiene lugar la formación de una molécula como subproducto, por lo cual se las llama reacción de polimerización por condensación.
Polimerización Reticular: Reacciones que involucran un reactivo químico con más de dos lugares activos pueden formarse una red tridimensional de material plástico. Este tipo de polimerización se presenta en el curado de algunos de los plásticos termoestables como los epoxis.
Métodos Industriales de Polimerización para producción de Plásticos
Para producir materiales plásticos industrialmente se utilizan muchos procesos diferentes. Los productos químicos básicos en los procesos de polimerización son obtenidos a partir de las materias primas básicas como el gas natural, el petróleo y el carbón. Estos productos son polimerizados por diferentes procesos hasta obtener materiales plásticos con forma de gránulos, bolitas, polvos o líquidos, los cuales son nuevamente procesados y convertidos en productos definitivos.
Algunos de los métodos de polimerización más importantes son:
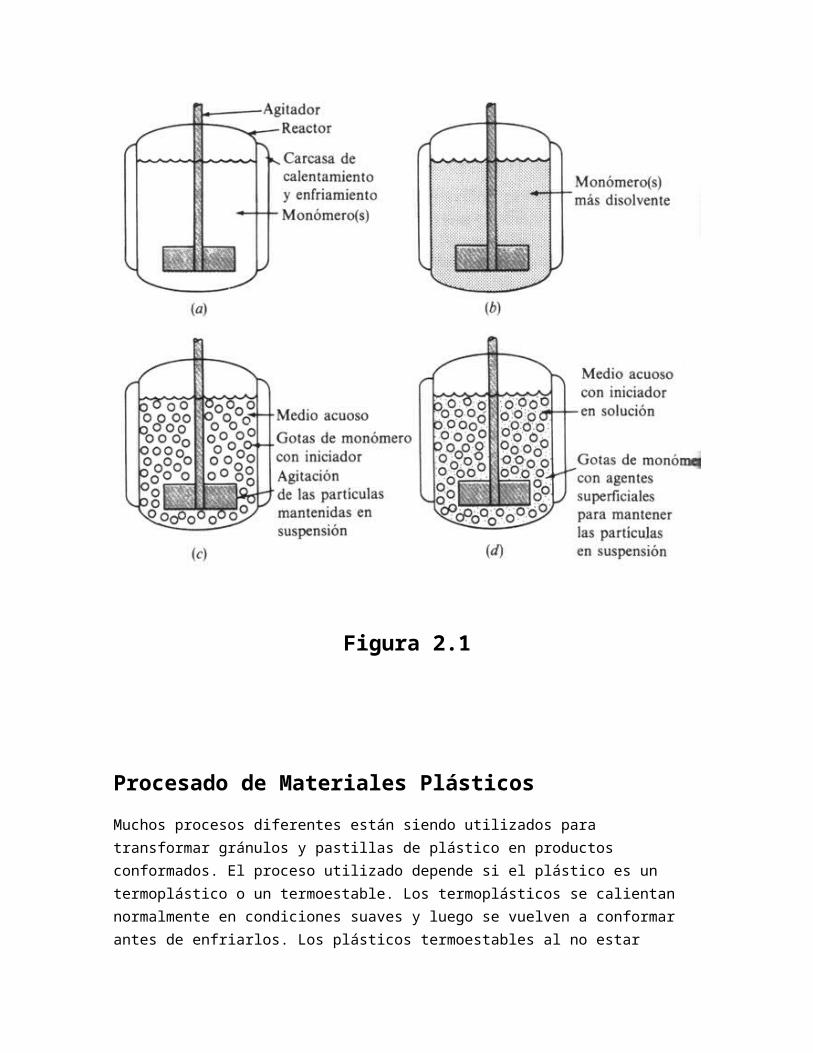
Polimerización en bloque: El monómero y el activador se mezclan en un reactor, el cual es calentado y enfriado según se requiera. Es una polimerización directa de monómeros líquidos en un sistema de reacción en que el polímero formado sigue siendo soluble en su propio monómero. (Figura 2.1a).
Polimerización por solución: En este proceso se usa un disolvente para disolver el monómero, el polímero y el iniciador de la polimerización. Diluyendo el monómero con el disolvente se reduce la velocidad de polimerización y el calor desprendido por ésta es absorbido por el disolvente. (Figura 2.1b).

Polimerización por suspensión: En este proceso se usa el agua como medio de reacción y el monómero más que disolverse se dispersa en el medio, el monómero se mezcla con un catalizador y se utiliza en forma de suspensión en agua. En este proceso el calor desprendido es absorbido por el agua. Después el producto polimerizado se separa y se deshidrata, estos polímeros resultantes son obtenidos en forma de pequeños cordoncitos que son filtrados lavados y secados en forma de polvos para moldeo. (Figura 2.1c).
Polimerización por emulsión: Este proceso es similar al proceso de suspensión. Se adiciona un emulsificador para dispersar el monómero en partículas muy pequeñas. (Figura 2.1d).
Figura 2.1

Procesado de Materiales Plásticos
Muchos procesos diferentes están siendo utilizados para transformar gránulos y pastillas de plástico en productos conformados. El proceso utilizado depende si el plástico es un termoplástico o un termoestable. Los termoplásticos se calientan normalmente en condiciones suaves y luego se vuelven a conformar antes de enfriarlos. Los plásticos termoestables al no estar completamente polimerizados cuando llega la etapa de procesado para dar una forma final, precisan de una reacción química que entrecruce las cadenas poliméricas para dar lugar a un material polimérico reticulado.
Caucho Natural
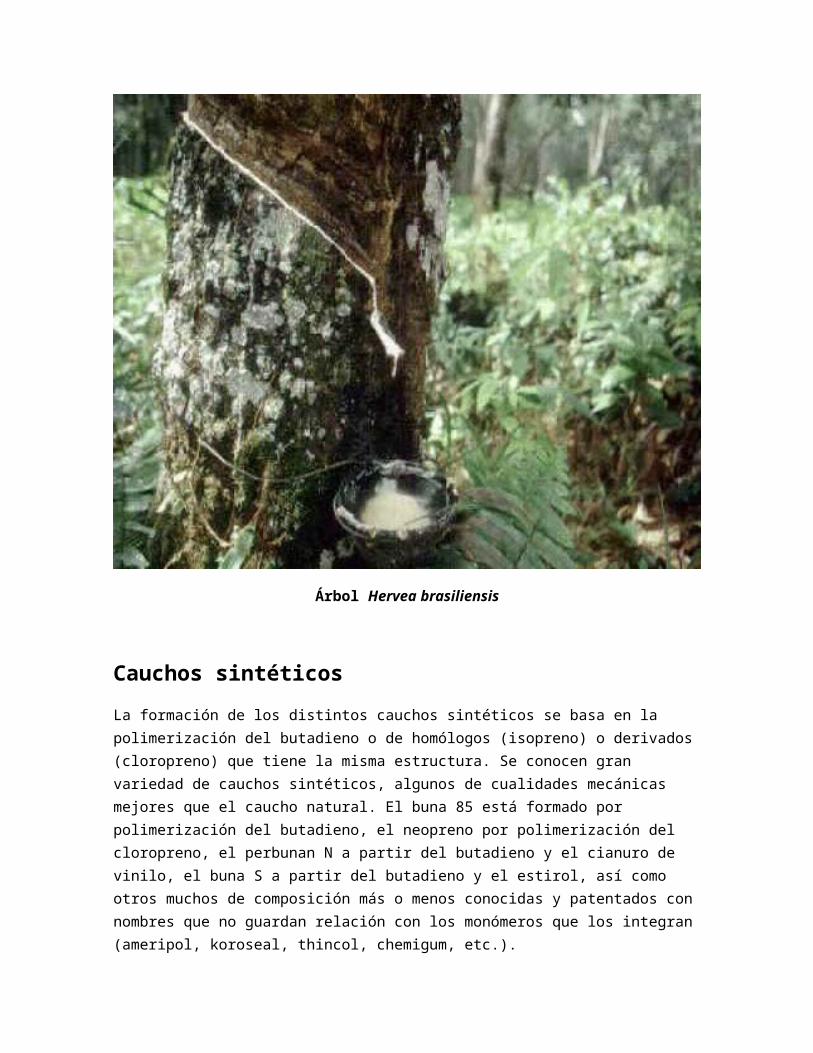
El caucho natural se extrae comercialmente a partir del látex del árbol Hervea brasiliensis. El caucho se obtiene por medio de un tratamiento sistemático de sangrado, que consiste en hacer un corte en forma de ángulo a través de la corteza hasta el cambium. La goma natural es principalmente cis-1,4 poliisopreno, mezclado con pequeñas cantidades de proteínas, lípidos, sales inorgánicas y numerosos componentes más.
El látex fresco es transformado en caucho seco. Primero, se cuela por un tamiz de lámina perforada para eliminar partículas de hojas y corteza. Enseguida se diluye de su concentración de 30-35 % de caucho a un título aproximado de 12 %.
Después de la dilución, se deja el látex en
Reposo un corto tiempo para que las materias no separadas por el tamiz (arena y cieno) se sedimenten. Entonces está listo para la coagulación.
El ácido fórmico está considerado como el mejor de los coagulantes para el caucho natural, pero se usa ácido acético y otros ácidos como el alumbre ordinario y el alumbre de amonio. La cantidad de ácido requerida depende del estado de los árboles y de las condiciones climáticas.
Árbol Hervea brasiliensis
Cauchos sintéticos
La formación de los distintos cauchos sintéticos se basa en la polimerización del butadieno o de homólogos (isopreno) o derivados (cloropreno) que tiene la misma estructura. Se conocen gran variedad de cauchos sintéticos, algunos de cualidades mecánicas mejores que el caucho natural. El buna 85 está formado por polimerización del butadieno, el neopreno por polimerización del cloropreno, el perbunan N a partir del butadieno y el cianuro de vinilo, el buna S a partir del butadieno y el estirol, así como otros muchos de composición más o menos conocidas y patentados con nombres que no guardan relación con los monómeros que los integran (ameripol, koroseal, thincol, chemigum, etc.).
Propiedades y Aplicaciones de los Plásticos
Una de las más importantes ventajas de los termoplásticos son las densidades relativamente bajas, densidades próximas a la unidad comparadas con la del hierro de 7.8. Los valores de resistencia a la tensión son relativamente bajos, menor a 69 MPa para termoplásticos de uso general y de 55 a 83 MPa para termoplásticos de usos industriales y generalmente son buenos aislantes eléctricos. La temperatura máxima de uso para muchos materiales plásticos es relativamente baja, y varía desde 54 a 149 ºC, sin embargo algunos tienen temperaturas de uso más grandes.
Otras propiedades de los termoplásticos industriales hacen que estos materiales sean más importantes. Los mismos son relativamente fáciles de procesar en formas casi acabadas o acabadas y su fabricación puede ser automatizada. Tienen buena resistencia a la corrosión y en muchos casos, buena resistencia al ataque químico. En lo relativo a la resistencia al impacto algunos como el policarbonato tienen una resistencia al impacto excepcional.
Además, estos materiales son de bajo costo y pueden reciclarse.
1.3 Composites
Los composites o resinas compuestas son materiales sintéticos que están mezclados heterogéneamente y que forman un compuesto, como su nombre indica.
Están compuestos por moléculas de elementos variados.
Estos componentes pueden ser de dos tipos: los de cohesión y los de refuerzo.
Los componentes de cohesión envuelven y unen los componentes de refuerzo (o simplemente refuerzos) manteniendo la rigidez y la posición de éstos.
Los refuerzos confieren unas propiedades físicas al conjunto tal que mejoran las propiedades de cohesión y rigidez.
Así, esta combinación de materiales le da al compuesto unas propiedades mecánicas notablemente superiores a las de las materias primas de las que procede. Tales moléculas suelen formar estructuras muy resistentes y livianas; por este motivo se utilizan desde mediados del siglo XX en los más variados campos: aeronáutica, fabricación de prótesis, astro y cosmonáutica, ingeniería naval, ingeniería civil, artículos de campismo, etc.
El adobe, formado por arcilla y paja, es el composite más antiguo que conocemos y aún hoy se sigue utilizando en la construcción de viviendas. Macroscópicamente la arcilla (cohesión) se distingue de la paja (refuerzo), pero la mezcla heterogénea tiene unas propiedades mecánicas mejores que las de sus respectivos componentes individuales. Otro ejemplo claro lo podemos encontrar en los cimientos de los edificios: hormigón reforzado con una matriz de acero
corrugado, los innovadores cimientos de goma y muelles de Japón para amortiguar los terremotos (aislamiento sísmico). Los composites se utilizan en la industria aeroespacial y aeronáutica para aligerar el peso de la estructura y para el revestimiento de satélites, transbordadores y aviones.
Fabricación de composites
Existe un amplio abanico de industrias que se dedican a la fabricación de composites:
Hay composites que se usan para el empastado y remodelación de dientes.
Los tubos de lanzagranadas y de mortero en el ámbito militar o los mástiles de regatas están hecho de fibras de hilo urdido en diagonal embebidas en una resina termoestable.
La cubierta de las ruedas de cualquier vehículo, los manguitos (o tubos) del circuito de agua de un motor de combustión interna refrigerado por agua, están hechos de caucho reforzado de fibras.
La carpenta y revestimiento de aviones, helicópteros, cohetes espaciales están formados por cajones y paneles de fibra de vidrio o fibra de carbono.
La fabricación de grandes recipientes de plástico en los que se envuelven con fibra.
Materiales de construcción: agregados de áridos, asfalto, cerámicas y cementos.
Composites en Bicicletas
Un composite de fibra y carbono llamado Sílex, de alta resistencia al esfuerzo mecánico y a la intemperie, desarrollado por MOBICCI, ha destacado su utilización en la producción de bicicletas con diseños totalmente futuristas y ha llevado a la bicicleta hasta convertirla como el transporte personal más eficiente, dinámico, ergonómico, aerodinámico y súper resistente del mundo.
Composites en odontología
Se utilizan en odontología para obturar dientes. A diferencia de la amalgama de plata, que necesita tener unas cavidades especiales (cavidades de Black) para su obturación, el composite se adhiere micromecánicamente a la superficie del diente sin depender de la cavidad. Las resinas compuestas están formadas por un componente orgánico polimérico llamado matriz, y un componente inorgánico mineral de relleno.
La primera resina compuesta, sintetizada en 1962 por Ray Bowen estaba formada por bisfenol glicidil como matriz orgánica y cuarzo como relleno inorgánico.
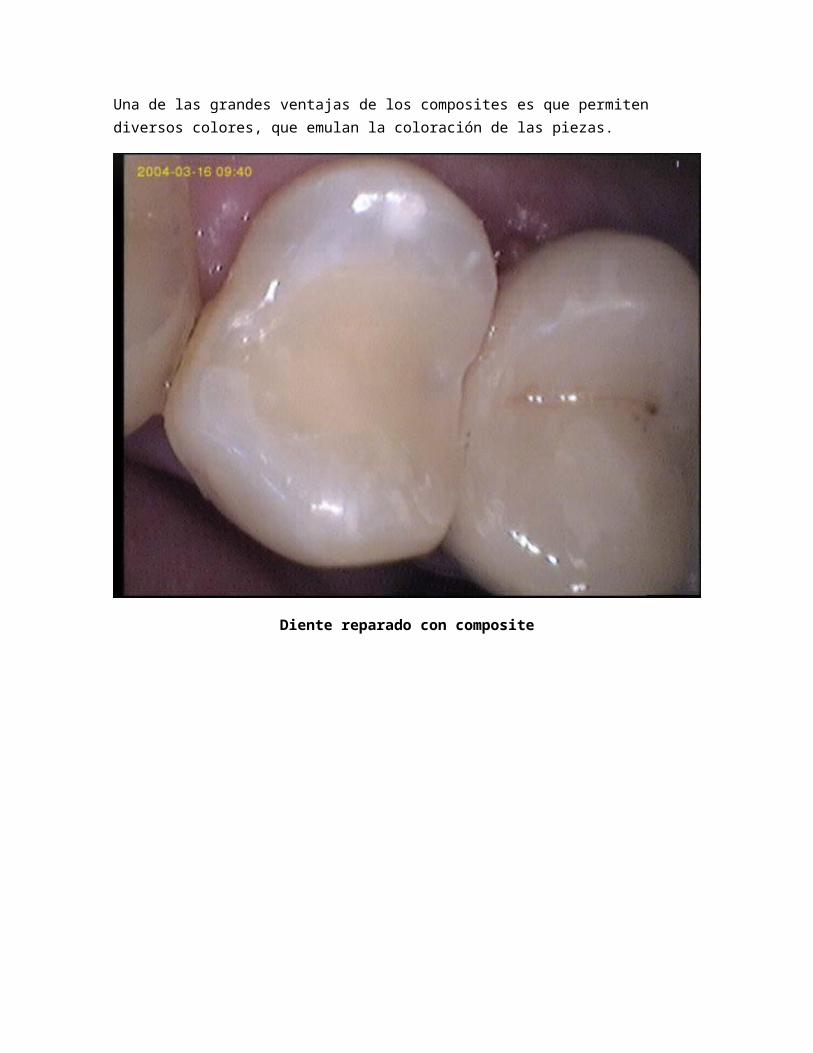
Una de las grandes ventajas de los composites es que permiten diversos colores, que emulan la coloración de las piezas.

Diente reparado con composite
METALURGIA DE POLVOS
La metalurgia de polvos se puede definir como el arte de producir polvos de metal y emplearlos para hacer objetos útiles. Los principios de la Metalurgia de polvos fueron aplicados desde el año 3000 A.C por los egipcios para hacer utensilios de hierro.
Procesos de metalurgia de polvos
Las principales operaciones del proceso de polvo de metal so el compactado y el sinterizado.
El compactado o presionado consiste en someter las mezclas de polvos adecuadamente preparadas, a temperatura normal o elevada, a presión considerable. El comprimido de polvo resultante se conoce como aglomerado y se dice, que en esta forma, es “verde”; puede manipularse pero es relativamente frágil.
El sinterizado es una operación en la que los aglomerados verdes sometidos a calor, generalmente en una atmosfera inerte, a una temperatura inferior al punto de fusión del metal sólido. El sinterizado dará la resistencia mecánica como otras propiedades deseadas.
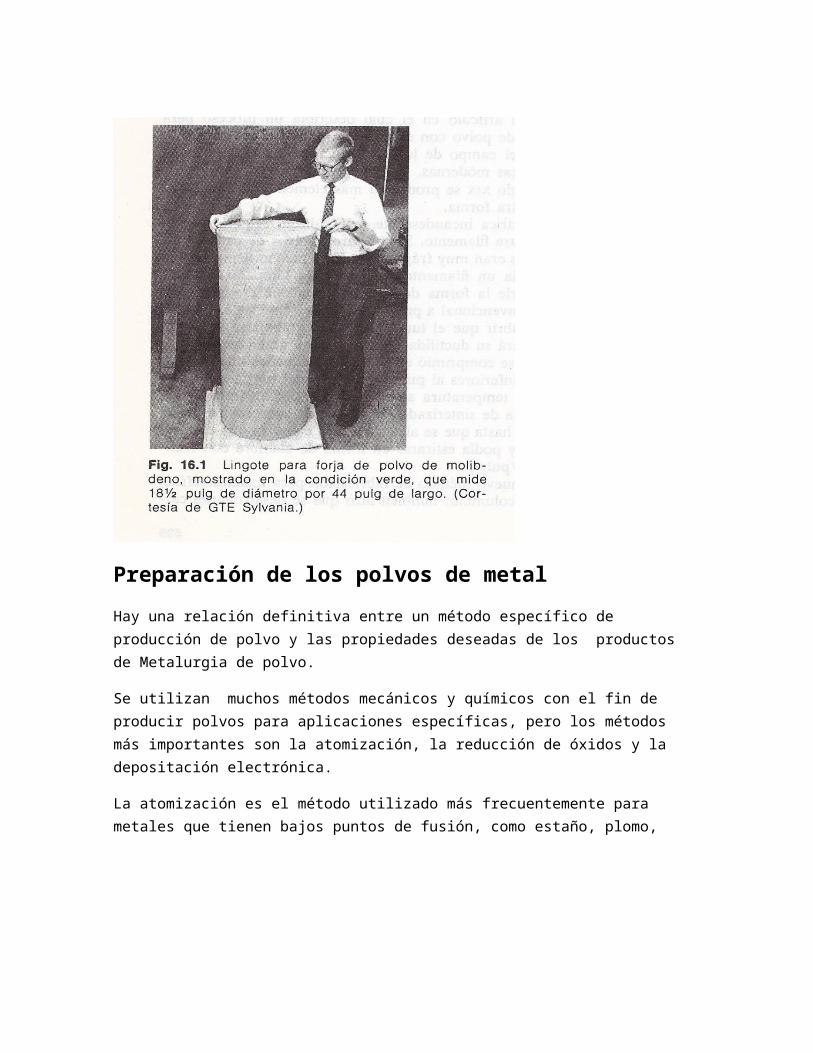
Preparación de los polvos de metal
Hay una relación definitiva entre un método específico de producción de polvo y las propiedades deseadas de los productos de Metalurgia de polvo.
Se utilizan muchos métodos mecánicos y químicos con el fin de producir polvos para aplicaciones específicas, pero los métodos más importantes son la atomización, la reducción de óxidos y la depositación electrónica.
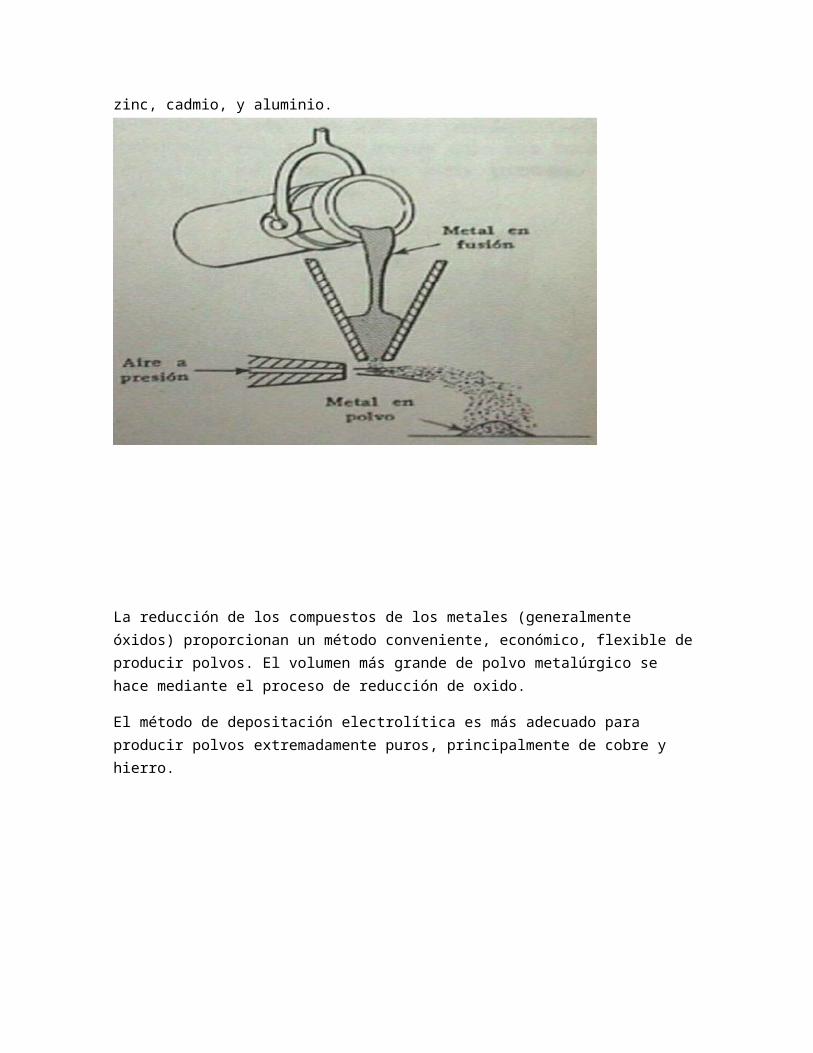
La atomización es el método utilizado más frecuentemente para metales que tienen bajos puntos de fusión, como estaño, plomo, zinc, cadmio, y aluminio.
La reducción de los compuestos de los metales (generalmente óxidos) proporcionan un método conveniente, económico, flexible de producir polvos. El volumen más grande de polvo metalúrgico se hace mediante el proceso de reducción de oxido.
El método de depositación electrolítica es más adecuado para producir polvos extremadamente puros, principalmente de cobre y hierro.
Características de los polvos de metal

En todos los casos, el comportamiento del metal durante el procesamiento, así como las propiedades del producto terminado, dependen en mucho de las características básicas del material del polvo.
Aparte de la composición química y la pureza, las características básicas de un polvo de metal son el tamaño de la partícula y la distribución del tamaño, la forma de la partícula, la densidad aparente y la micro estructura de la partícula.
Los polvos de metal pueden subdividirse en intervalos de tamaño de tamiz y subtamiz. Aquellos que pertenecen a la clase de tamaño tamiz se designan generalmente de acuerdo con la malla más fina a través de la cual pasara todo el polvo. Si todo el polvo pasa a través de una malla numero 200, se designa como un polvo menos numero 200, etc. Todos los polvos de tamaño subtamiz pasan a través de una malla numero 325 utilizada en la práctica. El tamaño de estos polvos se puede especificar promediando las dimensiones reales determinadas por examen microscópico.
La distribución del tamaño de la partícula es importante en el empaque del polvo e influirá en su comportamiento durante el modelado y el sinterizado.
Mezclamiento
La combinación y el mezclamiento propios de los polvos son esenciales para la uniformidad del producto terminado. La distribución del tamaño de la partícula deseada se obtiene combinando de antemano los diferentes tipos de polvos utilizados. Los polvos de aleación, los lubricantes y los agentes de volatización para dar una cantidad de porosidad deseada se agregan a los polvos combinados en mezclamiento.
Compactado
La operación más importante en la Metalurgia de polvos es el compactado o presionado.
La mayor parte del compactado se hace en frio, aunque hay algunas aplicaciones para las cuales los comprimidos se presionan en caliente.
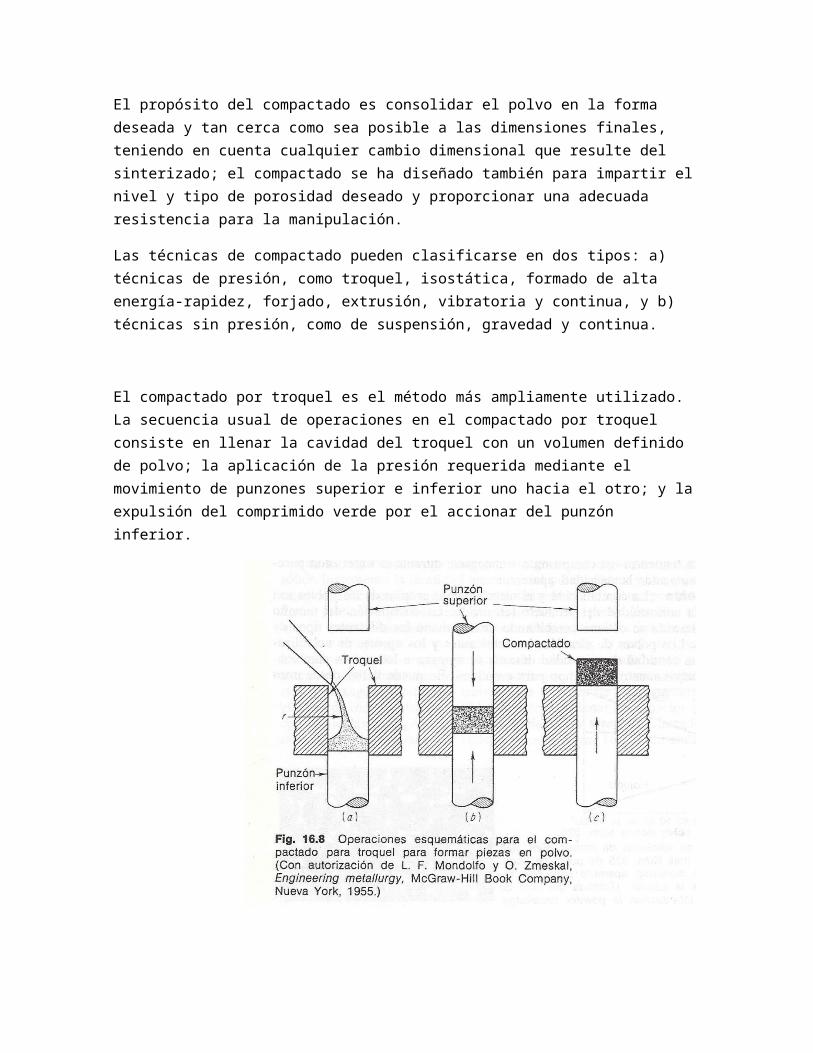
El propósito del compactado es consolidar el polvo en la forma deseada y tan cerca como sea posible a las dimensiones finales, teniendo en cuenta cualquier cambio dimensional que resulte del sinterizado; el compactado se ha diseñado también para impartir el nivel y tipo de porosidad deseado y proporcionar una adecuada resistencia para la manipulación.
Las técnicas de compactado pueden clasificarse en dos tipos: a) técnicas de presión, como troquel, isostática, formado de alta energía-rapidez, forjado, extrusión, vibratoria y continua, y b) técnicas sin presión, como de suspensión, gravedad y continua.
El compactado por troquel es el método más ampliamente utilizado. La secuencia usual de operaciones en el compactado por troquel consiste en llenar la cavidad del troquel con un volumen definido de polvo; la aplicación de la presión requerida mediante el movimiento de punzones superior e inferior uno hacia el otro; y la expulsión del comprimido verde por el accionar del punzón inferior.
En el compactado isostático, la presión se aplica simultáneamente e igualmente en todas direcciones. El polvo se coloca en un molde de hule que se sumerge en un baño liquido dentro de un recipiente de presión, de manera que el fluido pueda sujetarse a presiones altas. Como la presión se aplica uniformemente, es posible obtener una densidad verde muy uniforme y un alto grado de uniformidad en las propiedades mecánicas. Este método se ha utilizado más extensamente para materiales cerámicos que para metales.
Las técnicas de alta energía y rapidez pueden ser mecánicas, neumáticas o explosivas o mediante descarga por chispa aplicados en un troquel cerrado. La ventaja de estos es el corto tiempo y las presiones que se pueden obtener; también es posible utilizar polvos de grado inferior y muy baratos, y algunas piezas, debido a la resistencia incrementada de los comprimidos verdes se pueden emplear sin sinterizado subsecuente. Entre las desventajas están el gran desgaste del punzón superior y el del troquel, las tolerancias limitadas y el alto costo.
Las técnicas de forja y de extracción se han utilizado solo en una extensión limitada. En cualquier caso, el polvo se “enlata” o coloca en alguna clase de recipiente de metal. El recipiente sellado se calienta o evacua y luego se forja o se extrae. Después de forjar o extruir , el material recipiente se elimina mecánicamente o químicamente. Ambas técnicas dan comprimidos de densidad extremadamente alta y por lo general no requieran sinterizado.
En el compactado vibratorio, se aplican presión y vibración simultáneamente a una masa de polvo en un troquel rígido. Comparado con el compactado ordinario por el troquel, este método permite utilizar presiones muchos menores para lograr ciertos niveles de densificación. Uno de los principales problemas es el diseño de equipo para aplicar la vibración a herramental y prensa practicas.
El compactado continuo se aplica principalmente para cuerpos de formas simples, como varillas, laminas, tubos y placas. La mayoría de las técnicas comerciales incluyen el flujo de polvo suelto entre un conjunto de rodillos verticalmente orientados. La separación de los rodillos se ajusta para dar un comprimido de propiedades deseadas. En general, la velocidad de rolado del polvo es mucho menor que la de las operaciones convencionales de rolado.
El proceso de “deslizamiento” se emplea mucho para cerámicos, pero solo en limitada extensión para metales. El proceso consiste en preparar primero un “patín” que contiene el polvo suspendido en un vehículo líquido y aditivos para evitar el asentamiento de las partículas. El patín luego se coloca en un molde hecho de material absorbente de fluidos (como sulfato de cal) para dar forma a la pieza. Esta técnica es conveniente para materiales relativamente incompresibles por el compactado convencional por troquel, pero el proceso no se presta a altos volúmenes de producción debido al largo tiempo requerido para que el líquido se elimine a través de la porosidad del molde.

En le compactado por gravedad, el troquel se llena con polvo que luego se sinteriza en él. El troquel se hace generalmente de un material (como grafito). Como no se utiliza presión, las piezas suelen ser más porosas. Comercialmente, este método se utiliza para la producción de filtros M/P.
El compactado sin presión se emplea para producir láminas porosas para electrodos en baterías de níquel-cadmio recargables. El polvo puede aplicarse en forma de una suspensión espesa (similar a la del proceso de deslizamiento) para ser revestida sobre una rejilla de metal o una lamina solida de metal con el fin de producir compuestos fuera de lo común.
Sinterizado
El proceso de sinterizado se efectúa generalmente a una temperatura inferior a la del constituyente de más alto punto de fusión. En algunos casos, la temperatura es suficientemente alta para formar un constituyente líquido, como en la manufactura de carburos cementados, en que el sinterizado se hace por encima del punto de fusión del metal cementador.
Los hornos de sinterizado pueden ser del tipo de resistencia eléctrica o del tipo de encendido por gas o por petróleo. Es necesario controlar estrechamente la temperatura para minimizar las variaciones en dimensiones finales. La temperatura muy uniforme y precisa del eléctrico lo hace más adecuado para este tipo de trabajo.

El sinterizado es esencialmente un proceso de enlazar cuerpos sólidos por fuerzas atómicas. Las fuerzas de sinterizado tienden con el aumento de temperatura, pero todas las obstrucciones al sinterizado (como el contacto superficial incompleto, la presencia de películas superficiales y la falta de plasticidad) disminuirán más rápidamente con el aumento de temperatura.
Por tanto, las temperaturas elevadas tienden a favorecer el proceso de sinterizado. Cuanto mayor sea el tiempo de calentamiento o la temperatura, mayores serán el enlace entre la partícula y la resistencia tensil resultante. A pesar del trabajo experimental y teórico los aspectos fundamentales del sinterizado, todavía hay mucho del proceso que no se entiende. El proceso de sinterizado empieza con el enlace entre las articulas conforme el material se calienta. El enlace incluye la difusión de átomos donde hay contacto íntimo entre partículas adyacentes que dan lugar al desarrollo de fronteras de grano. Esta etapa origina un incremento en resistencia y dureza relativamente grande, aun después, de breves exposiciones a elevada temperatura.
Algunos productos
• Filtros metálicos
• Carburos cementados
• Engranes y rotores para bombas
• Escobillas para motores
• Cojinetes porosos
• Magnetos
• Contactos eléctricos