ciencia básica y aplicada -...
TRANSCRIPT

RE
VIS
TA
AR
IST
AS
: CIE
NC
IA B
ÁS
ICA
Y A
PLI
CA
DA
*
AÑ
O 2
01
4 *
VO
L. 3
* N
UM
. 5
AÑO 2014 * VOL. 3 * NUM. 5
ISSN 2007-9478
Ciencia Básica y Aplicada

Año 2014
EDITOR EN JEFEDr. Juan Andrés López BarrerasFacultad de Ciencias Químicas e IngenieríaUniversidad Autónoma de Baja California
José LópezAuxiliar EdiciónCésar LópezAuxiliar Diseño
Publicada por laFacultad de Ciencias Químicas e Ingeniería
UNIVERSIDAD AUTÓNOMA DE BAJA CALIFORNIA
Revista Aristas
Es una Revista de Divulgación Científica donde laUnidad Académica responsable es la Facultad de
Ciencias Químicas e Ingeniería, Campus Tijuana de laUniversidad Autónoma de Baja California
COMITE EDITORIAL
PORTADADiseño: JA-C&LB
Fotografía: Alfred Pasieka
Publicación semestral
LEGALREVISTA ARISTAS CIENCIA BÁSICA Y APLICADA, año 3, número 5, Enero 2014 – Junio 2014, es una publicación semestral editada y publicada por la Universidad Autónoma de Baja California, Ave. Álvaro Obregón sin número, Col. Nueva, Mexicali, Baja California, México. C.P. 21100. Teléfono Directo: (686) 553-44-61, (686) 553-46-42, Conmutador: (686) 551-82-22, Fax: (686) 551-82-22 ext. 33005, http://fcqi.tij.uabc.mx/usuarios/revistaaristas/. Editor responsable: Juan Andrés López Barreras. Reservas de Derechos al uso Exclusivo No. 04-2013-082310014500-102, ISSN 2007-9478, ambas otorgadas por el Instituto Nacional del Derecho de Autor.Responsable de la última actualización de este número: Juan Andrés López Barreras, Coordinación de Posgrado e Investigación de la Facultad de Ciencias Químicas e Ingeniería, fecha de última actualización: 30 de Julio de 2014.La reproducción total o parcial está autorizada siempre y cuando se cite la fuente.
UNIVERSIDAD AUTONOMA DE BAJA CALIFORNIADr. Fernando Toyohiko Wakida Kusunoki
Dr. Samuel Guillermo Meléndez LópezDr. Luis Guillermo Martínez Méndez
Dr. José Heriberto Espinoza GómezDr. Paul Adolfo Taboada González
Dr. Luis Enrique Palafox Maestre
Dr. Marco Antonio Ramos IbarraDr. José Luis González Vázquez
Dr. Gerardo César Díaz TrujilloDr. José Manuel Cornejo Bravo
Dra. Quetzalli Aguilar Virgen
Dr. Guillermo Licea SandovalDra. Alma Elia Leal Orozco
Dr. Iván Córdova GuerreroDr. Manuel Castañón Puga
Dr. Raudel Ramos Olmos
M.C. Rubén Guillermo Sepúlveda Marqués
M.C. Jesús Everardo Olguín TiznadoM.C. José Jaime Esqueda Elizondo
M.C. Jorge Edson Loya HernándezM.C. José María López Barreras
M.C. Julio Cesar Gómez Franco
M.C. Claudia Camargo WilsonM.C. Teresa Carrillo Gutiérrez
UNIVERSIDAD DEL BIO-BIO, CHILE.
Dra. Leticia Galleguillos PeraltaDr. Ivan Santelices Malfanti
INSTITUTO TECNOLÓGICO DE HERMOSILLODr. Enrique de la Vega Bustillos
Dr. Gil Arturo Quijano Vega
http://fcqi.tij.uabc.mx/revistaaristas/[email protected]
El contenido de los artículos publicados no representannecesariamente los pensamientos de la Universidad ni
de la propia Revista. El contenido de los Artículosúnicamente es responsabilidad de sus Autores.
Mayores informes
Revista Aristas: Ciencia e IngenieríaUniversidad Autónoma de Baja CaliforniaFacultad de Ciencias Químicas e Ingeniería
Calzada Universidad # 14418Mesa de Otay, Tijuana, B.C.
C.P. 22390, México.Tel. +52 (664) 9797500Fax +52 (664) 6822790
Derechos Reservados ©Toda reproducción total o parcial deberá citar a la
Revista Aristas: Ciencia e Ingeniería

Carta del Director del Consejo Editorial de la Revista Aristas
Estimados autores, árbitros, lectores:
El comité editorial de la Revista Aristas: Ciencia Básica y Aplicada se complace en presentarles el Vol. 3, Núm. 5 de 2014 que incorpora nuestro nuevo ISSN 2007-9478. Se ha hecho un esfuerzo adicional para mejorar la calidad de los artículos presentados con la ampliación de nuestra base de árbitros y un constante seguimiento a los procesos de edición de los trabajos. Queremos informarles que con este afán de continuar mejorando, la Revista Aristas: Ciencia Básica y Aplicada está analizando la posibilidad de cambiarse a la plataforma OJS (Open Journal System) como programa de cómputo especializado para someter artículos, seleccionar árbitros, enviar trabajos a evaluadores, dictaminar en línea, editar artículos, etc. Se trata de modernizar toda la gestión de la revista para disminuirlos tiempos de respuesta y centrarnos en lograr cada día mejores evaluaciones de los trabajos que nos llegan. El uso de este gestor nos permitirá que los artículos publicados en Aristas sean automáticamente indizados en Latindex y otros índices más a los que próximamente estaremos aplicando, esto aumentará sensiblemente la visibilidad de los autores y sus trabajos.
En este número encontrará trabajos de investigación en el área de Ingeniería industrial y bioquímica, algunos de ellos son producto de proyectos de investigación vinculados con la iniciativa privada, por ejemplo se tienen considerados dentro de este número lo siguientes artículos: Análisis bioinformático de un homólogo amibiano parecido a proteínas TOR/FRAP, Proyecto para la reducción de tiempo en la liberación de lotes en una empresa médica, Análisis ergonómico como propuesta para el diseño de espacios interiores en el área administrativa de una industria, Aspectos relevantes de la remanufactura, Diseño y desarrollo de una cabina ergonómica con atmosfera controlada para simular entornos reales de estaciones de trabajo, Proyecto reducción de costos a través de una análisis de proveedores dominantes, Implementación de herramientas de manufactura esbelta: 5 “S”, Análisis comparativo del tamaño del paso dentro de la metodología de superficie de respuesta aplicando funciones de prueba no lineales, Mejora del desempeño ambiental de una institución de educación superior en México, Perfilometría con la transformada de Fourier en tres dimensiones empleando programación Matlab.
Seguimos invitando a todos los investigadores y académicos para que sometan sus trabajos en el marco de las convocatorias que cada semestre se publican en la página de Internet de nuestra Revista Aristas. También queremos agradecer a nuestros lectores sus mensajes de agradecimiento recibidas en los correos electrónicos del comité editorial y por sus comentarios y recomendaciones para mejorar cada vez más las publicaciones. Esperamos seguir contando con su colaboración, lo que seguramente nos garantizará el mejor de los éxitos.
Deseamos que la comunidad académica y estudiantil disfruten de la lectura que nos ofrecen nuestros estimados autores.
Dr. Juan Andrés López Barreras Revista Aristas: Ciencia Básica y Aplicada
Editor en Jefe

Año 2014 Vol. 3 Núm. 5 ISSN 2007-9478
ANÁLISIS BIOINFORMÁTICO DE UN HOMÓLOGO AMIBIANO PARECIDO A PROTEÍNAS TOR/FRAP Patricia Lilián Alejandra Muñoz, Rosa Elena Mares Alejandre, Samuel Guillermo Meléndez López, Marco Antonio Ramos Ibarra
4-10
PROYECTO PARA LA REDUCCIÓN DE TIEMPO EN LA LIBERACION DE LOTES EN UNA EMPRESA MÉDICA Karina Cecilia Arredondo Soto, Teresa Carrillo Gutiérrez, María Marcela Solís, Quinteros, Fernando Pardo Jiménez, Gonzalo Tena Hernández
11-15
ANÁLISIS ERGONÓMICO COMO PROPUESTA PARA EL DISEÑO DE ESPACIOS INTERIORES EN EL ÁREA ADMINISTRATIVA DE UNA INDUSTRIA Juan Andrés López Barreras, López Flores Yelsi Yajaira, Sánchez Uscanga Antonio De J.
16-21
ASPECTOS RELEVANTES DE LA REMANUFACTURA Enriqueta Salazar Ruiz, Karina Cecilia Arredondo Soto, Sylvia De Reza de la Cruz, Irma Mier Luna, Hugo Alfredo Saldaña
22-28
DISEÑO Y DESARROLLO DE UNA CABINA ERGONÓMICA CON ATMOSFERA CONTROLADA PARA SIMULAR ENTORNOS REALES DE ESTACIONES DE TRABAJO Juan Andrés López Barreras, Cesar Ismael López B., Priscila Luque López, Rodrigo Medrano Corrales, Yesenia Ruvalcaba Arce
29-39
PROYECTO REDUCCION DE COSTOS A TRAVES DE UNA ANALISIS DE PROVEDORES DOMINANTES Juan Andrés López B., Axel Delgado Gutiérrez, Eleazar Lucatero Rincón, Jesús G. Estrada Guzmán, Omar Delgado Cisneros.
40-48
IMPLEMENTACIÓN DE HERRAMIENTAS DE MANUFACTURA ESBELTA: 5 “S” Juan Andrés López Barreras, Christian Torres Loera, Yuni Denisse Echavarría
49-59
ANALISIS COMPARATIVO DEL TAMAÑO DEL PASO DENTRO DE LA METODOLOGÍA DE SUPERFICIE DE RESPUESTA APLICANDO FUNCIONES DE PRUEBA NO LINEALES Jesús Everardo Olguín Tiznado, Rafael García Martínez, Claudia Camargo Wilson, Juan Andrés López Barreras
60-64
MEJORA DEL DESEMPEÑO AMBIENTAL DE UNA INSTITUCIÓN DE EDUCACIÓN SUPERIOR EN MÉXICO Stephanie Aguirre Moreno, Jesús Everardo Olguín Tiznado, Claudia Camargo Wilson, Juan Andrés López Barreras
65-71
PERFILOMETRIA CON LA TRANSFORMADA DE FOURIER EN TRES DIMENSIONES EMPLEANDO PROGRAMACION MATLAB Adriana Nava Vega, Antonio Araiza, Esteban Luna Aguilar
72-75

Revista Aristas: Ciencia Básica y Aplicada. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 03/02/2014 Aceptado: 30/07/2014
ANÁLISIS BIOINFORMÁTICO DE UN HOMÓLOGO AMIBIANO PARECIDO A PROTEÍNAS TOR/FRAP
Bioinformatic analysis of an amebic TOR/FRAP-like homologue
RESUMEN Los polipéptidos TOR/FRAP (Target of Rapamycin / FKBP12-Rapamycin Associated Protein) pertenecen a la familia de proteínas PIKK (cinasas relacionadas a la fosfatidilinositol-3-cinasa), están altamente conservadas en organismos eucariotas, y participan en vías de señalización que controlan el crecimiento celular y la organización del citoesqueleto. Entamoeba histolytica, el agente etiológico de la amibiasis en humanos, contiene una secuencia genómica que codifica para un polipéptido homólogo a TOR/FRAP (EhFRAP, EHI_155160). Mediante el uso de herramientas bioinformáticas, hemos demostrado que EhFRAP posee: (i) una organización de dominios similar a homólogos funcionales, y (ii) dos dominios que exhiben patrones de plegamiento similares a los mostrados por secuencias ortólogas. Por lo tanto, consideramos que EhFRAP tiene un gran potencial como molécula diana para el desarrollo de fármacos anti-amibianos. Palabras clave: Bioinformática, Entamoeba histolytica, Genómica comparativa-funcional, TOR/FRAP, ABSTRACT The TOR/FRAP polypeptides (Target of Rapamycin, FKBP12-Rapamycin Associated Protein) belong to the PIKK protein family (kinases related to phosphatidylinositol-3-kinase), are highly conserved in eukaryotes, and are involved in signal pathways that control cell growth and cytoskeletal organization. Entamoeba histolytica, the causative agent of human amebiasis, contains a genomic sequence encoding a TOR/FRAP-like homologue (EhFRAP, EHI_155160). By using bioinformatics tools, we have demonstrated that EhFRAP has: (i) an organization of domains similar to functional homologues, and (ii) two domains that exhibit folding patterns similar to those displayed by sequence orthologues. Hence, EhFRAP showed great potential as a target for the development of anti-amebic drugs. Keywords: Bioinformatics, Comparative-functional genomics, Entamoeba histolytica, TOR/FRAP.
PATRICIA LILIÁN ALEJANDRA MUÑOZ MUÑOZ Química Farmacobióloga, M.C. Estudiante de Doctorado Universidad Autónoma de Baja California [email protected] ROSA ELENA MARES ALEJANDRE Química Farmacobióloga, Dra. Profesora-Investigadora Universidad Autónoma de Baja California [email protected] SAMUEL GUILLERMO MELÉNDEZ LÓPEZ Químico Farmacobiólogo, Dr. Profesor-Investigador Universidad Autónoma de Baja California [email protected] MARCO ANTONIO RAMOS IBARRA Químico Farmacobiólogo, Dr. Profesor-Investigador Universidad Autónoma de Baja California [email protected]
1. INTRODUCCIÓN La amibiasis está definida como una infección intestinal o extra-intestinal causada por el parásito protozoario Entamoeba histolytica. En México, la amibiasis es una de las 20 causas principales de morbilidad, ocupando ente el quinto y sexto lugar anualmente, similar a lo observado en otros países en vías de desarrollo [1, 2]. Tanto para el desarrollo de estrategias terapéuticas, nuevas o alternas, como para el control de la amibiasis es
importante conocer los mecanismos biológicos que mantienen el ciclo vital y la virulencia del parásito. Las proteínas TOR/FRAP pertenecen a la familia de ST-cinasas conocidas como PIKK (cinasas relacionadas a la fosfatidilinositol-3-cinasa). Estas proteínas fueron descritas por primera vez en la levadura Saccharomyces cerevisiae, Tor1p y Tor2p, las cuales son componentes esenciales de dos complejos funcionalmente distintos, TORC1 y TORC2 [3, 4].
4

Revista Aristas: Ciencia Básica y Aplicada. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 03/02/2014 Aceptado: 30/07/2014
El complejo TORC1 (sensible a rapamicina), conformado por Tor1p o Tor2p en conjunto con otras proteínas, es requerido para el inicio de la traducción y para la progresión de la etapa G1 del ciclo celular, ambos en respuesta a la biodisponibilidad de nutrientes.
Por otro lado, el complejo TORC2 (insensible a rapamicina), conformado por Tor2p en conjunto con otras proteínas, participa en el control del aspecto espacial del crecimiento y en la polarización del citoesqueleto de actina [4, 5].
Mediante un análisis post-genómico de la base de datos AmoebaDB, se identificó una secuencia amibiana que codifica para un polipéptidos con homología a proteínas TOR/FRAP, denominado EhFRAP (EHI_155160).
Interesantemente, el análisis estructural de EhFRAP reveló una organización de dominios similar a la observada en secuencias homólogas de otros organismos; además, la predicción de la estructura terciaria de dos dominios, uno de unión a rapamicina (RBD) y otro catalítico ST‐cinasa (PI3Kc), mostró un plegamiento similar al adoptado por dominios ortólogos.
A pesar de que están pendientes los estudios funcionales que establezcan la función celular del homólogo amibiano, el análisis bioinformático apoya la hipótesis que señala a EhFRAP como una molécula diana con potencial para el diseño de nuevos agentes terapéuticos anti-amibianos.
2. METODOLOGÍA
La identificación de secuencias amibianas parecidas a TOR/FRAP se realizó mediante una búsqueda en la base de datos AmoebaDB (http://amoebadb.org/amoeba) [6] usando la palabra clave “rapamycin”.
El análisis comparativo e identificación de dominios estructurales fue realizado utilizando los programas BLAST y CD Search (http://www.ncbi.nlm.nih.gov) [7, 8], PFam (http://pfam.sanger.ac.uk), y Superfamily (http://supfam.cs.bris.ac.uk/SUPERFAMILY) [9, 10].
Las secuencias repetidas fueron identificadas usando el programa REP (http://www.bork.embl.de/~andrade/ papers/rep) [11]. Los alineamientos fueron obtenidos usando los programas ClustalX y BioEdit [12, 13], en versiones locales para PC.
La predicción de la estructura secundaria fue realizada mediante el servidor PSIPRED (http://bioinf.cs.ucl. ac.uk/psipred) [14]. Las estructuras tridimensionales fueron inferidas usando los servidores Swiss‐Model (http://swissmodel.expasy.org) y Modeller (http://salilab. org/modeller) [15, 16].
3. RESULTADOS Y DISCUSIONES
3.1. El genoma de Entamoeba histolytica codifica para proteínas parecidas a TOR/FRAP
En nuestro país, la amibiasis sigue siendo un problema de salud pública prevalente [17], por lo que el desarrollo de tecnologías que apoyen al diagnóstico y tratamiento de la infección será de gran utilidad para asegurar el éxito terapéutico [18, 19, 20]. Diferentes estrategias experimentales han sido desarrolladas para identificar moléculas con posible actividad anti‐amibiana, desde el uso de extractos de productos naturales [21] hasta el escrutinio de inhibidores sintéticos de la proliferación celular [22].
Por otro lado, algunas proteínas amibianas han sido identificadas como posibles moléculas diana para el diseño racional de fármacos, como la gliceraldeído‐3‐fosfato deshidrogenasa (EhG3PDH) [23], la cisteína proteinasa 4 (EhCP4) [24], la proteína disulfuro isomerasa (EhPDI) [25] y la O‐acetil‐L-serina sulfhidralasa (EhOASS) [26]. Estas proteínas participan en diferentes procesos celulares, importantes para el crecimiento, supervivencia y estilo de vida del parásito.
Con el fin de identificar una nueva molécula diana, particularmente una proteína parecida a proteínas TOR/FRAP, se realizó una búsqueda en la base de datos del genoma de E. histolytica, depositada y anotada en el servidor AmoebaDB [6]. Como resultado, tres secuencias fueron identificadas: EHI_155160, EHI_169320, y EHI_013010.
La secuencia EHI_155160, localizada en el fragmento cromosómico DS571162 (5,523-13,158 nt) y anotada como posible proteína FRAP, codifica para un polipéptido de 292 KDa.
La secuencia EHI_169320, localizada en el fragmento cromosómico DS571219 (47,529-54,617 nt) y anotada como posible proteína Tor2, codifica para un polipéptido de 270 KDa.
La secuencia EHI_013010, localizada en el fragmento cromosómico DS571168 (29,548-39,497 nt) y anotada como proteína hipotética, codifica para un polipéptido de 386 KDa.
EHI_155160 y EHI_169320 mostraron características estructurales similares a proteínas TOR/FRAP, de acuerdo a la comparación funcional (mediante ontología génica). Sin embargo, EHI_013010 presentó poca similitud, por lo que fue descartada de los análisis posteriores.
Mediante un análisis comparativo múltiple, se observó que las secuencias amibianas EHI_155160 (EhFRAP) y
5

Revista Aristas: Ciencia Básica y Aplicada. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 03/02/2014 Aceptado: 30/07/2014
EHI_169320 (EhTor2) son homólogas a las proteínas TOR1 y TOR2 de levadura, con un alto grado de conservación en el extremo carboxilo terminal (a partir del residuo 1300). Además, el análisis comparativo binario global (Tabla I) mostró una identidad de 32‐35% y una similitud de 51‐54%. Además, el análisis comparativo global con la proteína mTOR de humano reveló valores de 33 y 53% de identidad y similitud (muy parecidos a los observados en el comparativo con la proteína TOR2 de levadura). Por otro lado, un péptido de 17 aminóacidos (AEM*ITELEEIIEM*KK) con homología a la proteína EhFRAP (residuos 1600‐1614) fue identificado mediante un análisis proteómico del fagosoma amibiano, evidenciando su expresión activa in vivo. Con base al conjunto de evidencias descritas, EhFPAP (EHI_155160) fue considerada como candidato para el estudio de la relación estructura-función de una proteína amibiana parecida a TOR/FRAP, la cual pudiera representar una excelente molécula diana para el desarrollo racional de fármacos anti‐amibianos. 3.2. EhFRAP presenta una arquitectura estructural similar a las proteínas TOR/FRAP Una característica estructural de la familia de proteínas TOR/FRAP es la conservación de la organización de dominios. EhFRAP no fue la excepción, ya que presentó el arreglo característico de esta familia (Figura 1): los
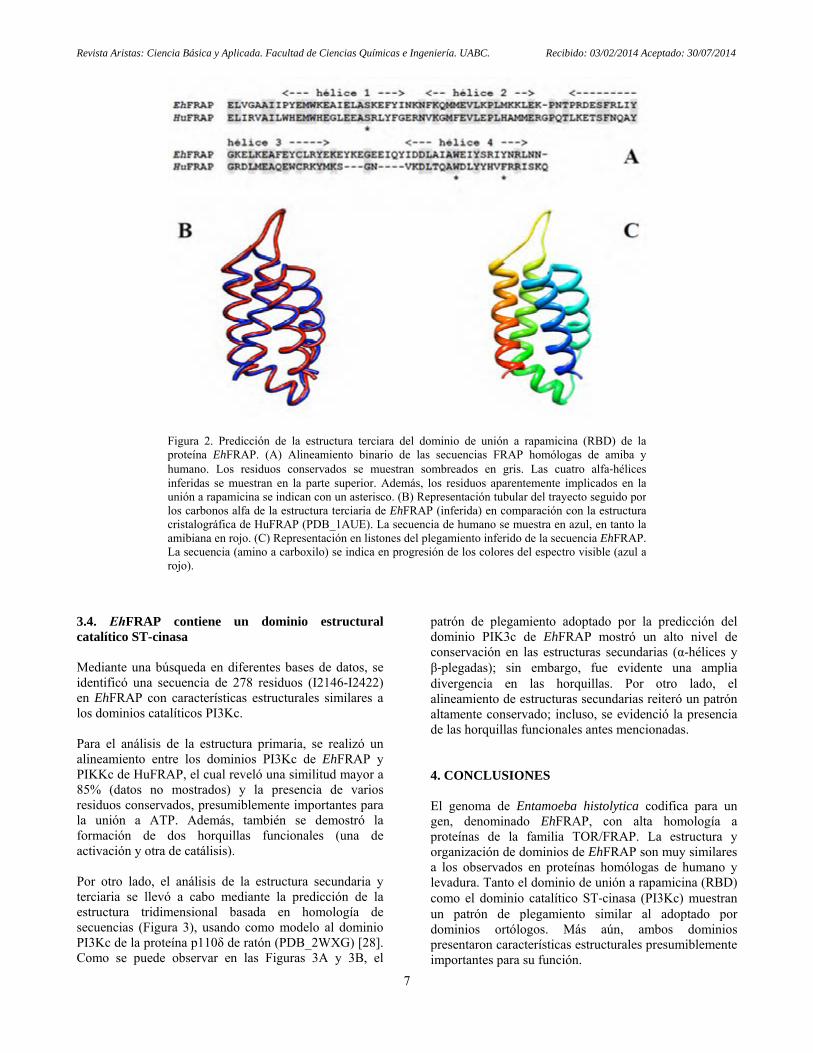
repetidos HEAT, los dominios FAT y FATC, y los dominios funcionales (RBD, de unión a rapamicina; y PI3Kc, catalítico ST-cinasa). Previo al estudio de la relación estructura‐función de los dominios RBD y PI3Kc, se realizó un análisis de repetidos HEAT (cuya estructura y organización es poco conservada) usando un algoritmo iterativo basado en estimaciones estadísticas [11]. Un patrón de repetidos HEAT fue identificado en EhFRAP (residuos 193-1957), muy similar al observado en los homólogos de levadura (ScTOR2: residuos 765-1919; ScTOR1, residuos 124-1916) y humano (mTOR/HuFRAP: residuos 25-1980). 3.3. EhFRAP contiene un dominio estructural de unión a rapamicina Mediante comparación en diferentes bases de datos, se identificó una secuencia de 105 residuos (E2002-N2106) en EhFRAP con características estructurales similares al dominio RBD (Figura 2A). El alineamiento mostró una conservación del 40% y la presencia de 3 residuos conservados (S2022, W2094, Y2101), presumiblemente necesarios para la unión a rapamicina [27]. Además, la predicción de la estructura secundaria reveló un patrón altamente conservado de 4 α‐hélices, donde destaca la presencia de una horquilla (entre las α-hélices 3 y 4) más larga de lo común. Adicionalmente, la predicción de la estructura terciaria basada en homología de secuencias ratificó algunas de las características estructurales descritas previamente (Figuras 2B y 2C).
Figura 1. Representación esquemática de la organización de dominios de EhFRAP. Los repetidos HEAT, los dominios FAT y FATC, así como los dominios de unión a rapamicina (RBD) y Ser/Thr‐cinasa (PI3Kc) se indican en diferentes colores.
Tabla I. Análisis de homología de las secuencias amibianas parecidas a TOR con respecto a las proteínas TOR1 y TOR2 de levadura.
6
Revista Aristas: Ciencia Básica y Aplicada. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 03/02/2014 Aceptado: 30/07/2014
3.4. EhFRAP contiene un dominio estructural catalítico ST-cinasa Mediante una búsqueda en diferentes bases de datos, se identificó una secuencia de 278 residuos (I2146-I2422) en EhFRAP con características estructurales similares a los dominios catalíticos PI3Kc. Para el análisis de la estructura primaria, se realizó un alineamiento entre los dominios PI3Kc de EhFRAP y PIKKc de HuFRAP, el cual reveló una similitud mayor a 85% (datos no mostrados) y la presencia de varios residuos conservados, presumiblemente importantes para la unión a ATP. Además, también se demostró la formación de dos horquillas funcionales (una de activación y otra de catálisis). Por otro lado, el análisis de la estructura secundaria y terciaria se llevó a cabo mediante la predicción de la estructura tridimensional basada en homología de secuencias (Figura 3), usando como modelo al dominio PI3Kc de la proteína p110δ de ratón (PDB_2WXG) [28]. Como se puede observar en las Figuras 3A y 3B, el
patrón de plegamiento adoptado por la predicción del dominio PIK3c de EhFRAP mostró un alto nivel de conservación en las estructuras secundarias (α-hélices y β‐plegadas); sin embargo, fue evidente una amplia divergencia en las horquillas. Por otro lado, el alineamiento de estructuras secundarias reiteró un patrón altamente conservado; incluso, se evidenció la presencia de las horquillas funcionales antes mencionadas. 4. CONCLUSIONES El genoma de Entamoeba histolytica codifica para un gen, denominado EhFRAP, con alta homología a proteínas de la familia TOR/FRAP. La estructura y organización de dominios de EhFRAP son muy similares a los observados en proteínas homólogas de humano y levadura. Tanto el dominio de unión a rapamicina (RBD) como el dominio catalítico ST‐cinasa (PI3Kc) muestran un patrón de plegamiento similar al adoptado por dominios ortólogos. Más aún, ambos dominios presentaron características estructurales presumiblemente importantes para su función.
Figura 2. Predicción de la estructura terciara del dominio de unión a rapamicina (RBD) de la proteína EhFRAP. (A) Alineamiento binario de las secuencias FRAP homólogas de amiba y humano. Los residuos conservados se muestran sombreados en gris. Las cuatro alfa‐hélices inferidas se muestran en la parte superior. Además, los residuos aparentemente implicados en la unión a rapamicina se indican con un asterisco. (B) Representación tubular del trayecto seguido por los carbonos alfa de la estructura terciaria de EhFRAP (inferida) en comparación con la estructura cristalográfica de HuFRAP (PDB_1AUE). La secuencia de humano se muestra en azul, en tanto la amibiana en rojo. (C) Representación en listones del plegamiento inferido de la secuencia EhFRAP. La secuencia (amino a carboxilo) se indica en progresión de los colores del espectro visible (azul a rojo).
7

Revista Aristas: Ciencia Básica y Aplicada. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 03/02/2014 Aceptado: 30/07/2014
A pesar de que es necesario realizar estudios funcionales que establezcan claramente la función celular del homológo amibiano, el presente análisis bioinformático apoya la hipótesis que señala a la proteína EhFRAP como una molécula diana con potencial para el diseño racional de nuevos agentes terapéuticos anti-amibianos. 5. BIBLIOGRAFÍA [1] A. Debnath, J. S. Tashker, M. Sajid, J. H. McKerrow, “Transcriptional and secretory responses of Entamoeba histolytica to mucins, epithelial cells and bacteria”, Int J Parasitol., 37(8-9), pp. 897-906, 2007. [2] C. Ximénez, P. Morán, L. Rojas, A. Valadez, A. Gómez, M. Ramiro, R. Cerritos, E. González, E. Hernández, P. Oswaldo, “Novelties on amoebiasis: a
neglected tropical disease”, J Glob Infect Dis., 3(2), pp 166‐74, 2011 [3] B. Raught, A. C. Gingras, N. Sonenberg. “The target of rapamycin (TOR) proteins”. Proc Natl Acad Sci U S A, 98(13), pp 7037-7044, 2001. [4] J. R. Rohde, R. Bastidas,, R. Puria, M. E. Cardenas. “Nutritional control via Tor signaling in Saccharomyces cerevisiae”, Current Opinion in Microbiology, 11(2), pp 153-160, 2008. [5] J. L. Crespo, M. N. Hall, “Elucidating TOR signaling and rapamycin action: lessons from Saccharomyces cerevisiae”, Micriobiol Mol Biol, 66(4), pp 579-591, 2002. [6] C. Aurrecoechea, J. Brestelli, B. P. Brunk, S. Fischer, B. Gajria, X. Gao, A. Gingle, G. Grant, O. S. Harb, M. Heiges, F. Innamorato, J. Iodice, J. C. Kissinger, E. T. Kraemer, W. Li, J. A. Miller, V. Nayak, C. Pennington,
Figura 3. Predicción de la estructura terciara del dominio PIK3c de la proteína EhFRAP. (A) Representación tubular del trayecto seguido por los carbonos alfa de la estructura terciaria de EhFRAP (inferida) en comparación con la estructura cristalográfica de p110δ (PDB_2WXG). La secuencia de ratón se muestra en azul, en tanto que la amibiana en rojo. (B) Representación en listones del plegamiento inferido de la secuencia EhFRAP. La secuencia (amino a carboxilo) se indica en progresión de los colores del espectro visible (azul a rojo). (C) Alineamiento de las secuencias PIK3c homólogas de amiba y de ratón. Los residuos conformando estructuras secundarias α‐helice y β‐plegada se muestran sombreados en azul y verde, respectivamente. Además, las horquillas funciones (cat, catalítica; act, activación) también se identifican.
8
Revista Aristas: Ciencia Básica y Aplicada. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 03/02/2014 Aceptado: 30/07/2014 D. F. Pinney, D. S. Roos, C. Ross, G. Srinivasamoorthy, C. J. Stoeckert, R. Thibodeau, C. Treatman, H. Wang, “EuPathDB: a portal to eukaryotic pathogen databases” Nucleic Acids Res., 38(Database issue): D415‐9, 2010. [7] S. F. Altschul, W. Gish, W. Miller, E. W. Myers, D. J. Lipman, “Basic local alignment search tool”, J. Mol. Biol, 215, pp 403-410, 1990. [8] E. W. Sayers, T. Barrett, D. A. Benson, E. Bolton, S. H. Bryant, K. Canese, V Chetvernin, D. M. Church, M. DiCuccio, S. Federhen, M. Feolo, I. M. Fingerman, L. Y. Geer, W. Helmberg, Y. Kapustin, S. Krasnov, D. Landsman, D. J. Lipman, Z. Lu, T. L. Madden, T. Madej, D. R. Maglott, A. Marchler-Bauer, V. Viller, I. Karsch-Mizrachi, J. Ostell, A. Panchenko, L. Phan, K. D. Pruitt, G. D. Schuler, E. Sequeira, S. T. Sherry, M. Shumway, K. Sirotkin, D. Slotta, A. Souvorov, G. Starchenko, T. A. Tatusova, L. Wagner, Y. Wang, W. J. Wilbur, E. Yaschenko, J. Ye, “ Database resources of the National Center for Biotechnology Information” Nucleic Acids Res, 40(Database issue), D13‐25, 2012. [9] M. Punta, P. C. Coggill, R. Y. Eberhardt, J. Mistry, J. Tate, C. Boursnell, N. Pang, K. Forslund, G. Ceric, J. Clements, A. Heger, L. Holm, E. L. Sonnhammer, S. R. Eddy, A. Bateman, R. D. Finn, “The Pfam protein families database”, Nucleic Acids Res, 40 (Database issue): D290‐301, 2012. [10] J. Gough, K. Karplus, R. Hughey, C. Chothia, “Assignment of homology to genome sequence using a library of hidden Markov models that represent all proteins of known structure” J. Mol. Biol., 313(4), pp 903-919, 2001. [11] M. A. Andrade, C. P. Ponting, T. J. Gibson, P. Bork, “Homology‐based method for identification of protein repeats using statistical significance estimates”, J Mol Biol., 298(3), pp. 521‐37, 2000. [12] M. A. Larkin, G. Blackshields, N. P. Brown, R. Chenna, P. A. McGettigan, H. McWilliam, F. Valentin, I. M. Wallace, A. Wilm, R. Lopez, J. D. Thompson, T. J. Gibson, D. G. Higgins, “Clustal W and Clustal X version 2.0”, Bioinformatics, 23, pp. 2947-2948. 2007. [13] T. A. Hall, “BioEdit: a user-friendly biological sequence alignment editor and analysis program for Windows 95/98/NT”, Nucleic Acid Symposium Series, 41, pp. 95-98, 1999. [14] D. W. A. Buchan, F. Minneci, T. C. O. Nugent, K. Bryson, D. T. Jones, “Scalable web services for the PSIPRED protein analysis workbench”, Nucleic Acids Research, 41(W1), pp. W340-W348, 2013. [15] M. Biasini, S. Bienert, A. Waterhouse, A. Konstantin, G. Studer, T. Schmidt, F. Kiefer, T. G. Cassarino, M. Bertoni, L. Bordoli, T. Schwede, “SWISS-MODEL: modeling protein tertiary and quaternary structure using evolutionary information”, Nucleic Acids Research, doi: 10.1093/nar/gku340, 2014. [16] N. Eswar, M. A. Marti-Renom, B. Webb, M. S. Madhusudhan, D. Eramian, M. Shen, U. Pieper, A. Sali,, “Comparative protein structure modeling with
MODELLER” Current Protocols in Bioinformatics, John Wiley & Sons, Inc., Supplement 15, 5.6.1-5.6.30, 2006. [17] F. Ramos, P. Morán, E. González, G. García, M. Ramiro, A. Gómez, M. del C. de León, E. L. Melendro, A. Valadez, C. Ximénez, “Entamoeba histolytica and Entamoeba dispar: prevalence infection in a rural Mexican community”, Exp Parasitol., 110(3), pp 327‐330, 2005. [18] R. N. Ondarza, “Drug effects on drug targets: inhibition of enzymes by neuroleptics, antimycotics, antibiotics and other drugs on human pathogenic amoebas and their anti‐proliferative effects”, Recent Pat Antiinfect Drug Discov., 2(3), pp. 206‐216, 2007. [19] M. L. Gonzales, L.F. Dans, E. G. Martinez, “Antiamoebic drugs for treating amoebic colitis”, Cochrane Database Syst Rev., (2), CD006085, 2009. [20] C. Ximénez, P. Morán, L. Rojas, A. Valadez, A. Gómez, M. Ramiro, R. Cerritos, E. González, E. Hernández, P. Oswaldo, “Novelties on amoebiasis: a neglected tropical disease” J Glob Infect Dis, 3(2), pp 166‐174, 2011. [21] F. Calzada, L. Yepez‐Mulia, A. Tapia‐Contreras, E. Bautista, E. Maldonado, A. Ortega, “Evaluation of the antiprotozoal activity of neo‐clerodane type diterpenes from 72 Salvia polystachya against Entamoeba histolytica and Giardia lamblia”, Phytother Res., 24(5), pp. 662‐665, 2010. [22] S. Siddiqui, A. Salahuddin, A. Azam, “Thiosemicarbazone fragment embedded within 1,2,4‐triazole ring as inhibitors of Entamoeba histolytica”, Bioorganic & Medicinal Chemistry Letters, 22, pp 2768–2771, 2012. [23] S. Singh, B. K. Malik, D. K. Sharma, “Molecular modeling and docking analysis of Entamoeba histolytica glyceraldehyde‐3 phosphate dehydrogenase, a potential targetenzyme for anti‐protozoal drug development”, Chem Biol Drug Des., 71(6), pp. 554‐62, 2008. [24] C. He, G. P. Nora, E. L. Schneider, I. D. Kerr, E. Hansell, K. Hirata, D. Gonzalez, M. Sajid, S. E. Boyd, P. Hruz, E. R. Cobo, C. Le, W. T. Liu, L. Eckmann, P. C. Dorrestein, E. R. Houpt, L. S. Brinen, C. S. Craik, W. R. Roush, J. McKerrow, S. L. Reed, “A novel Entamoeba histolytica cysteine proteinase, EhCP4, is key for invasive amebiasis and a therapeutic target”, J Biol Chem., 285(24), pp. 18516‐18527, 2010. [25] M. A. Ramos, R. E. Mares, P. D. Magaña, I. D. Rivas, S. G. Melendez‐López, “Entamoeba histolytica: biochemical characterization of a protein disulfide isomerase”, Exp Parasitol., 128(1), pp. 76‐81, 2011. [26] I. Nagpal, I. Raj, N. Subbarao, S. Gourinath, “Virtual screening, identification and in vitro testing of novel inhibitors of O‐acetyl‐L‐serine sulfhydrylase of Entamoeba histolytica”, PLoS One, 7(2), e30305, 2012. [27] J. Choi, J. Chen, S. L. Schreiber, J. Clardy, “Structure of the FKBP12‐rapamycin complex interacting with the binding domain of human FRAP”, Science, 273(5272), pp. 239‐242, 1996.
9

Revista Aristas: Ciencia Básica y Aplicada. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 03/02/2014 Aceptado: 30/07/2014 [28] A. Berndt, S. Miller, O. Williams, D. D. Le, B. T. Houseman, J. I. Pacold, F. Gorrec, W. Hon, Y. Liu, C. Rommel, P. Gaillard, T. Ruckle, M. K. Schwarz, K. M. Shokat, J. P. Shaw, R. L. Williams, “The p110 delta structure: mechanisms for selectivity and potency of new PI(3)K inhibitors”, Nat Chem Biol., 6(2), pp. 117‐124, 2010. Patricia Lilián Alejandra Muñoz Muñoz: Química Farmacobióloga con estudios de Maestría en Ciencias (Bioquímica) por la Universidad Autónoma de Baja California. Estudiante de Doctorado en Ciencias (Bioquímica). Rosa Elena Mares Alejandre: Química Farmacobióloga con estudios de Maestría en Ciencias Químicas (Biotecnología) y Doctorado en Ciencias (Bioquímica) por la Universidad Autónoma de Baja California. Miembro del Sistema Nacional de Investigadores desde 2011, con reconocimiento de Investigador Nacional Nivel 1 desde 2014. Profesora a nivel licenciatura y posgrado con más de 12 años de experiencia. Samuel Guillermo Meléndez López: Químico Farmacobiólogo con estudios de Maestría en Ciencias (Bioquímica) por la Universidad Nacional Autónoma de México y Doctorado (Ph.D.) en Patología Molecular por la Universidad de California en San Diego. Miembro del Sistema Nacional de Investigadores desde 2008, con reconocimiento de Investigador Nacional Nivel 1 desde 2011. Profesor a nivel licenciatura y posgrado con más de 23 años de experiencia. Marco Antonio Ramos Ibarra: Químico Farmacobiólogo por la Universidad Autónoma de Baja California y Doctorado en Ciencias (Bioquímica) por la Universidad Nacional Autónoma de México. Miembro del Sistema Nacional de Investigadores desde 1997, con reconocimiento de Investigador Nacional Nivel 2 desde 2014. Profesor a nivel licenciatura y posgrado con más de 23 años de experiencia.
10
Revista Aristas: Ciencia Básica y Aplicada. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 03/02/2014 Aceptado: 21/07/2014
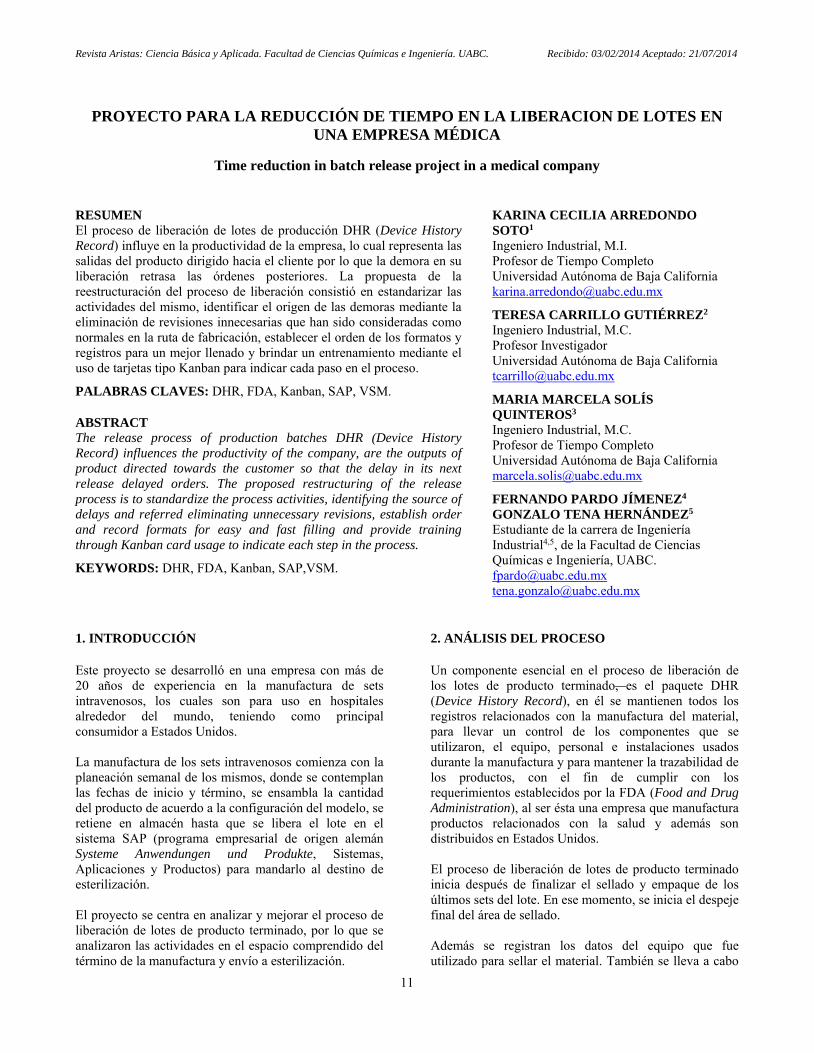
PROYECTO PARA LA REDUCCIÓN DE TIEMPO EN LA LIBERACION DE LOTES EN UNA EMPRESA MÉDICA
Time reduction in batch release project in a medical company
RESUMEN El proceso de liberación de lotes de producción DHR (Device History Record) influye en la productividad de la empresa, lo cual representa las salidas del producto dirigido hacia el cliente por lo que la demora en su liberación retrasa las órdenes posteriores. La propuesta de la reestructuración del proceso de liberación consistió en estandarizar las actividades del mismo, identificar el origen de las demoras mediante la eliminación de revisiones innecesarias que han sido consideradas como normales en la ruta de fabricación, establecer el orden de los formatos y registros para un mejor llenado y brindar un entrenamiento mediante el uso de tarjetas tipo Kanban para indicar cada paso en el proceso.
PALABRAS CLAVES: DHR, FDA, Kanban, SAP, VSM.
ABSTRACT The release process of production batches DHR (Device History Record) influences the productivity of the company, are the outputs of product directed towards the customer so that the delay in its next release delayed orders. The proposed restructuring of the release process is to standardize the process activities, identifying the source of delays and referred eliminating unnecessary revisions, establish order and record formats for easy and fast filling and provide training through Kanban card usage to indicate each step in the process.
KEYWORDS: DHR, FDA, Kanban, SAP,VSM.
KARINA CECILIA ARREDONDO SOTO1
Ingeniero Industrial, M.I. Profesor de Tiempo Completo Universidad Autónoma de Baja California [email protected]
TERESA CARRILLO GUTIÉRREZ2
Ingeniero Industrial, M.C. Profesor Investigador Universidad Autónoma de Baja California [email protected] MARIA MARCELA SOLÍS QUINTEROS3
Ingeniero Industrial, M.C. Profesor de Tiempo Completo Universidad Autónoma de Baja California [email protected]
FERNANDO PARDO JÍMENEZ4 GONZALO TENA HERNÁNDEZ5 Estudiante de la carrera de Ingeniería Industrial4,5, de la Facultad de Ciencias Químicas e Ingeniería, UABC. [email protected] [email protected]
1. INTRODUCCIÓN Este proyecto se desarrolló en una empresa con más de 20 años de experiencia en la manufactura de sets intravenosos, los cuales son para uso en hospitales alrededor del mundo, teniendo como principal consumidor a Estados Unidos. La manufactura de los sets intravenosos comienza con la planeación semanal de los mismos, donde se contemplan las fechas de inicio y término, se ensambla la cantidad del producto de acuerdo a la configuración del modelo, se retiene en almacén hasta que se libera el lote en el sistema SAP (programa empresarial de origen alemán Systeme Anwendungen und Produkte, Sistemas, Aplicaciones y Productos) para mandarlo al destino de esterilización. El proyecto se centra en analizar y mejorar el proceso de liberación de lotes de producto terminado, por lo que se analizaron las actividades en el espacio comprendido del término de la manufactura y envío a esterilización.
2. ANÁLISIS DEL PROCESO Un componente esencial en el proceso de liberación de los lotes de producto terminado, es el paquete DHR (Device History Record), en él se mantienen todos los registros relacionados con la manufactura del material, para llevar un control de los componentes que se utilizaron, el equipo, personal e instalaciones usados durante la manufactura y para mantener la trazabilidad de los productos, con el fin de cumplir con los requerimientos establecidos por la FDA (Food and Drug Administration), al ser ésta una empresa que manufactura productos relacionados con la salud y además son distribuidos en Estados Unidos. El proceso de liberación de lotes de producto terminado inicia después de finalizar el sellado y empaque de los últimos sets del lote. En ese momento, se inicia el despeje final del área de sellado. Además se registran los datos del equipo que fue utilizado para sellar el material. También se lleva a cabo
11

Revista Aristas: Ciencia Básica y Aplicada
el registro del personal que lo hizo, número de parte de la bolsa en que se sellaron y las instrucciones de uso que se utilizaron. Asimismo se incluye una muestra final de sellado como evidencia de los resultados en el proceso de sellado. El siguiente proceso consiste en el registro del equipo utilizado en el área de empaque para identificar las cajas de producto terminado y estibarlas en tarimas. También se registra el número de parte de la etiqueta, así como la reconciliación, proceso en el que se cuentan las cantidades de etiquetas utilizadas y se comparan con las recibidas. El siguiente paso es la liberación de tarimas del lote; ésta liberación sólo es para que puedan ser llevadas al área de almacén y no es la liberación del lote en el sistema SAP. Por lo que se necesitan tener terminadas todas las inspecciones necesarias del material. Además se requiere de la autorización del inspector PCP (Production Control Process), quien se encarga de realizar las inspecciones a los ensambles en los que se deben indicar si se le aplicaron todas sus pruebas para que el inspector PCP del área de empaque pueda liberar el lote y se mande al área de almacén. Enseguida el inspector PCP de procesos hace un sumario de las inspecciones realizadas, donde registra las cantidades de muestras utilizadas y cantidad de defectos encontrados en las inspecciones. Después se hace una inspección en el sistema SAP para comprobar si todo el material que se utilizó para los ensambles ya fue liberado en el sistema y proceder. Cuando se tienen liberados los componentes se entrega el paquete DHR al área de aseguramiento de calidad, donde se encargan de verificar que la información contenida en los registros es correcta y se capturan en SAP los datos más importantes, como la cantidad de material, cantidades de pruebas y se da de alta en almacén. Por último se manda por fax al departamento de distribución la hoja de liberación, que indica que el lote puede ser enviado al destino de esterilización correspondiente. El proceso actual de liberación de lotes de producto terminado puede ser mejor ilustrado de acuerdo a la figura 1. Como parte de la evaluación del proceso, se decidió medir los tiempo de liberación de acuerdo a los volúmenes de producción alto, mediano y bajo realizando un VSM (Value Stream Mapping) por cada uno. Por lo que se tomaron como muestra tres lotes en forma aleatoria de cada volumen con los resultados indicados en la tabla 1.
Figura 1. Diagrama de proceso de liberación de lotes actual
Fuente: Elaboración a partir de mapeo del proceso actual. Tabla 1. Tiempos observados en mapeo de cadena de valor de proceso actual.
Volumen de producción
Tiempos
Entrega Valor agregado
No valor agregado
Alto 205 min 63.9 min 141 min Mediano 162 min 65.8 min 96.2 min
Bajo 256 min 50.1 min 206 min Fuente: Elaboración a partir de mapeo de cadena de valor de proceso actual. Como parte del diagnóstico inicial, se evaluaron los tiempos que no agregan valor (demoras) de cada etapa del proceso y se utilizó un diagrama de Pareto para ilustrar las deficiencias entre operaciones (figura 2). De acuerdo a lo que ilustra el diagrama de Pareto, el área de mayor oportunidad es Aseguramiento de la Calidad, seguido de PCP empaque, PCP procesos y re inspección de registros. El tiempo de procesamiento (takt time) se emplea para sincronizar el tiempo de producción con el de ventas por lo cual se genera un marco de referencia, que a su vez, da una sensación del ritmo al que hay que producir y también tomar en cuenta en el tiempo de liberación de los DHR. [1]
Revista Aristas: Ciencia Básica y Aplicada
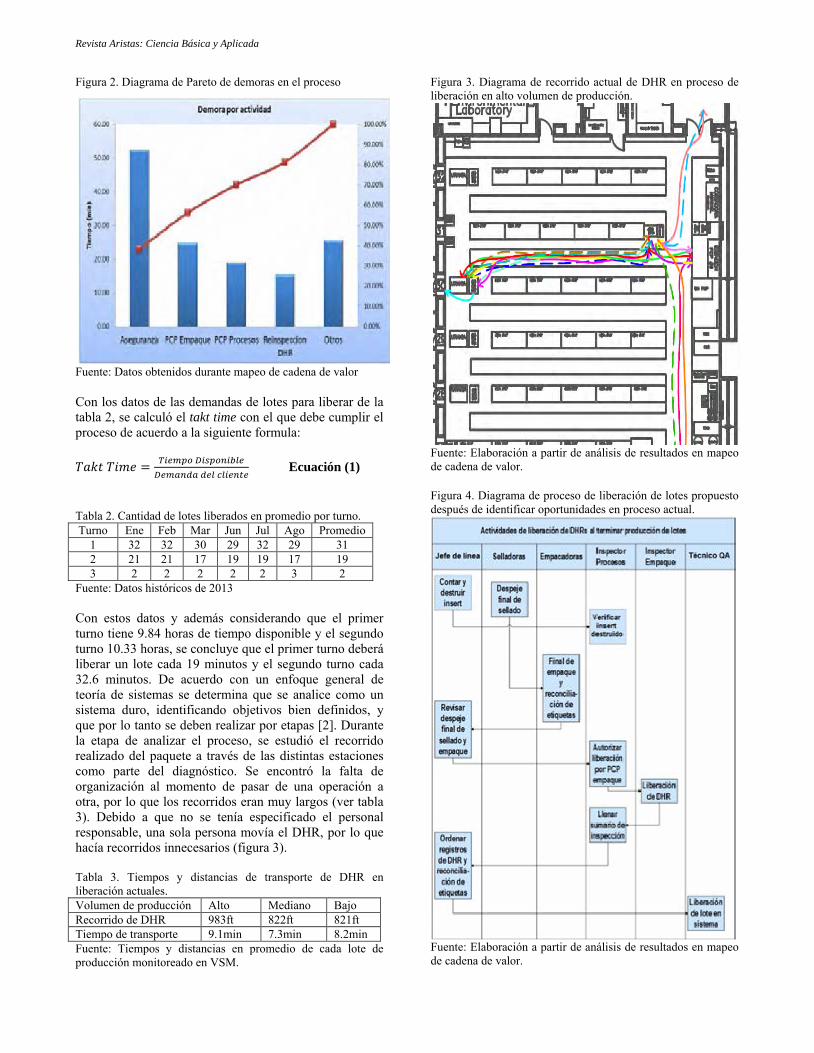
Figura 2. Diagrama de Pareto de demoras en el proceso
Fuente: Datos obtenidos durante mapeo de cadena de valor Con los datos de las demandas de lotes para liberar de la tabla 2, se calculó el takt time con el que debe cumplir el proceso de acuerdo a la siguiente formula: 𝑇𝑇𝑇𝑇𝑇𝑇𝑇𝑇 𝑇𝑇𝑇𝑇𝑇𝑇𝑇𝑇 = 𝑇𝑇𝑇𝑇𝑇𝑇𝑇𝑇𝑇𝑇𝑇𝑇 𝐷𝐷𝑇𝑇𝐷𝐷𝑇𝑇𝑇𝑇𝐷𝐷𝑇𝑇𝐷𝐷𝐷𝐷𝑇𝑇
𝐷𝐷𝑇𝑇𝑇𝑇𝐷𝐷𝐷𝐷𝐷𝐷𝐷𝐷 𝐷𝐷𝑇𝑇𝐷𝐷 𝑐𝑐𝐷𝐷𝑇𝑇𝑇𝑇𝐷𝐷𝑐𝑐𝑇𝑇 Ecuación (1)
Tabla 2. Cantidad de lotes liberados en promedio por turno. Turno Ene Feb Mar Jun Jul Ago Promedio
1 32 32 30 29 32 29 31 2 21 21 17 19 19 17 19 3 2 2 2 2 2 3 2
Fuente: Datos históricos de 2013 Con estos datos y además considerando que el primer turno tiene 9.84 horas de tiempo disponible y el segundo turno 10.33 horas, se concluye que el primer turno deberá liberar un lote cada 19 minutos y el segundo turno cada 32.6 minutos. De acuerdo con un enfoque general de teoría de sistemas se determina que se analice como un sistema duro, identificando objetivos bien definidos, y que por lo tanto se deben realizar por etapas [2]. Durante la etapa de analizar el proceso, se estudió el recorrido realizado del paquete a través de las distintas estaciones como parte del diagnóstico. Se encontró la falta de organización al momento de pasar de una operación a otra, por lo que los recorridos eran muy largos (ver tabla 3). Debido a que no se tenía especificado el personal responsable, una sola persona movía el DHR, por lo que hacía recorridos innecesarios (figura 3). Tabla 3. Tiempos y distancias de transporte de DHR en liberación actuales. Volumen de producción Alto Mediano Bajo Recorrido de DHR 983ft 822ft 821ft Tiempo de transporte 9.1min 7.3min 8.2min Fuente: Tiempos y distancias en promedio de cada lote de producción monitoreado en VSM.
Figura 3. Diagrama de recorrido actual de DHR en proceso de liberación en alto volumen de producción.
Fuente: Elaboración a partir de análisis de resultados en mapeo de cadena de valor. Figura 4. Diagrama de proceso de liberación de lotes propuesto después de identificar oportunidades en proceso actual.
Fuente: Elaboración a partir de análisis de resultados en mapeo de cadena de valor.

Revista Aristas: Ciencia Básica y Aplicada
El objetivo del proyecto es reducir los tiempos de liberación de lotes de producto terminado, por lo que se tomó como referencia el volumen de producción que menor tiempo de entrega tuvo en la medición realizada. Se analizaron las características de las actividades que se realizaron, ya que se necesitan hacer los mismos pasos para liberar los lotes, varían el orden y tiempo en que se realizan hasta el momento que no ha sido estandarizado este proceso. Una vez evaluadas las opciones para el mejoramiento del flujo y tiempo de liberación para ser estandarizado dentro de los tres volúmenes de producción se fijó como meta un tiempo de entrega de máximo 147 minutos siguiendo el proceso de acuerdo a la figura 4. Cabe destacar que los principales cambios en la propuesta son los siguientes: 1. Eliminación de revisión de contenido por parte de
jefa de línea. Se determinó que esta revisión no agregaba valor ya que lo que se revisaba en este punto había sido verificado anteriormente, solo acumulaba tiempo.
2. Ordenar registros de DHR antes de entregar a aseguramiento de la calidad. Como parte de los descubrimientos en el diagnóstico, el área más afectada por tener un inventario alto por causa de un procesamiento lento fue aseguramiento de la calidad, donde un problema que alentaba el proceso era el desorden en los registros de los paquetes DHR, por lo que se estandarizó la forma en que se ordenarán para su entrega.
3. Instrucciones estandarizadas para cada actividad. Se entrenó al personal para que supiera en que momento realizará su actividad y qué pasos debía seguir de acuerdo a la figura 4.
4. Eliminación de revisión de componentes liberados en sistema. Se encontró que los componentes utilizados en producto terminado deberían estar liberados en el sistema antes de poder ser utilizados en producción, este paso agregaba aproximadamente 10 minutos al tiempo de liberación.
5. Introducción de tarjetas tipo kanban para indicar el siguiente paso en el proceso de liberación. Con este sistema se planteó poder indicar cuál es la actividad que se debe realizar para la liberación y por lo tanto qué persona necesita acudir por el DHR, ya que al tener colores específicos para las operaciones y leyendas sea más fácil saber en qué estado de liberación se encuentra el lote.
6. Designar un lugar específico en dónde colocar el DHR en cada paso de la liberación. Como actualmente no se cuenta con instrucciones que dicten en qué lugar debe quedar almacenado el DHR cuando se encuentra en proceso de liberación, existen problemas de extravío, de localización y
además no se tiene la seguridad de que la persona que sigue en procesar el DHR sepa dónde encontrarlo.
Como en todo diseño de proceso se deben establecer estándares de tiempos predeterminados con cronómetro para obtener datos estándares e ir acumulando datos históricos [3]. Se llevó a cabo la implementación piloto de la propuesta nuevamente en los tres niveles de producción y tomando tres lotes al azar. Los resultados se muestran en la tabla 4. Tabla 4. Tiempos observados en mapeo de cadena de valor de proceso propuesto.
Volumen de producción
Tiempos
Entrega Valor agregado
No valor agregado
Alto 117 min 53.5 59.2 Mediano 125.4 min 60.2 65.2
Bajo 118 min 55.3 59.1 Fuente: Elaboración a partir de mapeo de cadena de valor de proceso propuesto. Se observa claramente la disminución de tiempos de respecto a lo que se había obtenido con una disminución del tiempo de entrega de 43% en volumen alto, 23% en volumen mediano y 54% para volumen bajo, además los tiempos son muy similares, lo cual indica que estuvo estandarizado a través de los distintos volúmenes de producción. Durante la auditoría, se examina cada una de las actividades para verificar que se documente cada una de ellas, se revisan las acciones y los productos de acuerdo a los requisitos establecidos [4]. El proceso se auditó durante los primeros turnos y posteriormente se revisó el mismo proceso en las mismas líneas en el segundo turno, con el objetivo de obtener datos con varios puntos de vista para establecer patrones y tendencias entre cada actividad para permitir trazar las mejoras a realizar. Como parte de la mejora continua cabe destacar que el análisis y evaluación de la situación existente permite identificar las áreas de mejora en nuestro sistema. [5]. La medición del sistema, la verificación, el análisis y evaluación de los cambios, reflejan la variación de tiempos que se puede obtener cuando no se está siguiendo un orden previamente establecido y apoyado visualmente mediante las tarjetas kanban. 3. CONCLUSIONES Y RECOMENDACIONES Dentro de las modificaciones realizadas al proceso, un punto a destacar, es el flujo de las operaciones. Anteriormente no estaba determinado el orden en que se harían los pasos para la liberación y estos variaban de acuerdo al criterio en cada línea de producción. Se considera que la estandarización del flujo ayudó a medir de una forma más fácil el tiempo de producción y además tener mejor control de las actividades a realizar. Las
Revista Aristas: Ciencia Básica y Aplicada
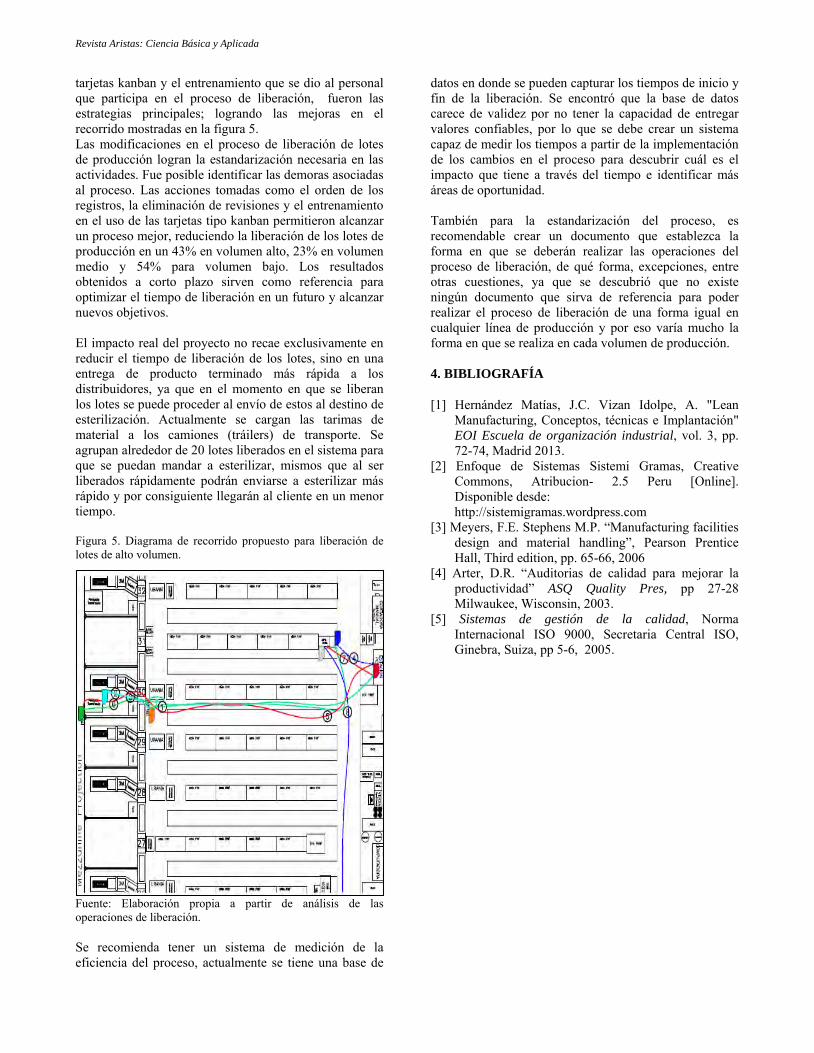
tarjetas kanban y el entrenamiento que se dio al personal que participa en el proceso de liberación, fueron las estrategias principales; logrando las mejoras en el recorrido mostradas en la figura 5. Las modificaciones en el proceso de liberación de lotes de producción logran la estandarización necesaria en las actividades. Fue posible identificar las demoras asociadas al proceso. Las acciones tomadas como el orden de los registros, la eliminación de revisiones y el entrenamiento en el uso de las tarjetas tipo kanban permitieron alcanzar un proceso mejor, reduciendo la liberación de los lotes de producción en un 43% en volumen alto, 23% en volumen medio y 54% para volumen bajo. Los resultados obtenidos a corto plazo sirven como referencia para optimizar el tiempo de liberación en un futuro y alcanzar nuevos objetivos. El impacto real del proyecto no recae exclusivamente en reducir el tiempo de liberación de los lotes, sino en una entrega de producto terminado más rápida a los distribuidores, ya que en el momento en que se liberan los lotes se puede proceder al envío de estos al destino de esterilización. Actualmente se cargan las tarimas de material a los camiones (tráilers) de transporte. Se agrupan alrededor de 20 lotes liberados en el sistema para que se puedan mandar a esterilizar, mismos que al ser liberados rápidamente podrán enviarse a esterilizar más rápido y por consiguiente llegarán al cliente en un menor tiempo. Figura 5. Diagrama de recorrido propuesto para liberación de lotes de alto volumen.
Fuente: Elaboración propia a partir de análisis de las operaciones de liberación. Se recomienda tener un sistema de medición de la eficiencia del proceso, actualmente se tiene una base de
datos en donde se pueden capturar los tiempos de inicio y fin de la liberación. Se encontró que la base de datos carece de validez por no tener la capacidad de entregar valores confiables, por lo que se debe crear un sistema capaz de medir los tiempos a partir de la implementación de los cambios en el proceso para descubrir cuál es el impacto que tiene a través del tiempo e identificar más áreas de oportunidad. También para la estandarización del proceso, es recomendable crear un documento que establezca la forma en que se deberán realizar las operaciones del proceso de liberación, de qué forma, excepciones, entre otras cuestiones, ya que se descubrió que no existe ningún documento que sirva de referencia para poder realizar el proceso de liberación de una forma igual en cualquier línea de producción y por eso varía mucho la forma en que se realiza en cada volumen de producción. 4. BIBLIOGRAFÍA
[1] Hernández Matías, J.C. Vizan Idolpe, A. "Lean Manufacturing, Conceptos, técnicas e Implantación" EOI Escuela de organización industrial, vol. 3, pp. 72-74, Madrid 2013.
[2] Enfoque de Sistemas Sistemi Gramas, Creative Commons, Atribucion- 2.5 Peru [Online]. Disponible desde: http://sistemigramas.wordpress.com
[3] Meyers, F.E. Stephens M.P. “Manufacturing facilities design and material handling”, Pearson Prentice Hall, Third edition, pp. 65-66, 2006
[4] Arter, D.R. “Auditorias de calidad para mejorar la productividad” ASQ Quality Pres, pp 27-28 Milwaukee, Wisconsin, 2003.
[5] Sistemas de gestión de la calidad, Norma Internacional ISO 9000, Secretaria Central ISO, Ginebra, Suiza, pp 5-6, 2005.

Revista Aristas: Ciencia Básica y Aplicada. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 03/02/2014 Aceptado: 30/07/2014
ANÁLISIS ERGONÓMICO COMO PROPUESTA PARA EL DISEÑO DE ESPACIOS
INTERIORES EN EL ÁREA ADMINISTRATIVA DE UNA INDUSTRIA
Ergonomic analysis as a proposal for interior design spaces in the administrative area of industry
RESUMEN El proyecto inicia con la idea de evaluar el clima laboral y los riesgos laborales en el área de oficinas de una empresa. Se comenzó por analizar el área de trabajo, para identificar las oportunidades de mejora. Se realizó un lay-out con las especificaciones requeridas por la empresa y buscando que el clima labora sea el adecuado. PALABRAS CLAVES: Ergonomía, postura adecuada, diseño. ABSTRACT The project started with the idea of assessing the work environment and occupational risks in the area of company offices. He began by discussing the work area, to identify opportunities for improvement. A lay-out was conducted with the specifications required by the company and looking for the weather works is adequate. KEYWORDS: Ergonomics, proper posture, design.
JUAN ANDRÉS LÓPEZ BARRERAS, Dr. Profesor Investigador Universidad Autónoma de Baja California [email protected] LOPEZ FLORES YELSI YAJAIRA Ingeniero industrial. Estudiante Universidad Autónoma de Baja California [email protected] SANCHEZ USCANGA ANTONIO DE J. Ingeniero industrial. Estudiante Universidad Autónoma de Baja California [email protected]
1. INTRODUCCIÓN
El proyecto se realizó en Levitón que fue fundada por Isidor Levitón en 1906. Esta empresa ayuda a los clientes a crear entornos sostenibles e inteligentes a través de sus dispositivos de cableado eléctrico, redes y soluciones de conectividad de centros de datos, sistemas de gestión de energía de iluminación, aplicaciones de seguridad y automatización. Desde interruptores, receptáculos, controles de cosecha luz del día a los sistemas, los controles de seguridad inteligentes y equipos de red para la carga de vehículos eléctricos. Soluciones de Levitón ayudan a los clientes a lograr ahorros de energía, tiempo y costo, a la vez que mejora la seguridad. El trabajo en la oficina ha ido cambiando conforme a los avances de la tecnología, ya que han hecho nuestro trabajo más fácil, pero a su vez también trae problemas tanto para la empresa como para los trabajadores. En Levitón se pretende evaluar los puestos de trabajo en oficinas y comenzar un programa de ergonomía. 2. CONTENIDO El consejo de la internacional Ergonomics Association estableció desde el año 2000 la definición de Ergonomía como la disciplina científica relacionada con la comprensión de las interacciones entre los seres humanos y los elementos de un sistema, y la profesión que aplica teoría, principios, datos y métodos de diseño para
optimizar [1] el bienestar humano y todo el desempeño del sistema. La ergonomía tiene un gran impacto en la productividad y las ganancias de una organización. Cuando un empelado labora en un lugar de trabajo de mal diseño, con fatiga muscular, vista cansada, dolores de cabeza entre otros factores, esto disminuye la eficacia de su organización, así como la moral y motivación que pueden ocasionar enfermedades o lesiones. Está demostrado que aproximadamente el 35% de las enfermedades que tienen un diagnostico difícil se originan en el trabajo. La norma internacional ISO 26800 describe el enfoque general de la ergonomía, especifica sus principios y conceptos de base. Estos son aplicables al diseño y evaluación de tareas, puestos de trabajo, productos, herramientas, equipos, sistemas, organizaciones, servicios, instalaciones y entornos, con el fin de hacerlos compatibles con las características, necesidades, valores, las capacidades y limitaciones de las personas. Una gran parte de la población pasa más de ocho horas diarias trabajando en una postura sedentaria, como puede ser una oficina; este trabajo involucra a un número cada vez mayor de usuarios, cuyo bienestar físico depende del mobiliario que utiliza en su entorno laboral. La masiva incorporación de personal a puestos de trabajo en oficina y el uso prolongado de la computadora han
16

Revista Aristas: Ciencia Básica y Aplicada
dado lugar a una creciente incidencia de patologías ocupacionales que afectan a parte importante de los empleados. La ergonomía como rama de la seguridad y salud en el trabajo ha desarrollado una subdisciplina: la ergonomía de oficina, cuyo objetivo es corregir y diseñar el ambiente de trabajo con vistas a disminuir los riesgos asociados a este tipo de trabajo y sus consecuencias sobre la salud y bienestar del trabajador, debido a esto las empresas que se dedican a fabricar muebles y equipos de oficina se están enfocando cada vez más en brindar un mejor diseño, que refleje correctamente los avances en esta ciencia. El trabajo de oficinas engloba diversos factores tanto de diseño de mobiliario, como de factores ambientales. Desde el punto de vista de la gestión de riesgos en cuanto al trabajo de oficinas se abordan 4 tipos de cuestiones:
1. Adecuado diseño de las instalaciones 2. Correcta selección de mobiliario 3. Correcta organización de las tareas 4. Formación e información de los trabajadores.
La mala ergonomía en un ambiente de oficina puede ocasionar problemas de salud, los empleados con enfermedades físicas a consecuencia de una mala ergonomía, pueden recibir incapacidades de mucho tiempo, afectando la productividad y rendimiento de la empresa. Las empresas deben evaluar la ergonomía de las estaciones de trabajo [3] y evitar exponerse a una demanda legal si un empleado busca compensación por su enfermedad. Una política efectiva de ergonomía conlleva a menos incidentes que se registran en la Administración de seguridad y Salud ocupacional del gobierno, esta toma medidas enérgicas contra las compañías que tienen malas políticas de ergonomía y ponen en riesgo a sus trabajadores. A) Datos Estadísticos En leviton (Dimmex) se tiene 295 empleados. Tabla 1: Datos estadísticos 2013
Ocurrencia % Rotación 2.15%
Ausentismo 8.8% Incapacidades 23.05% (68 personas)
Incidentes de trabajo 4 Accidentes de trabajo 0
Fuente: Datos recolectados por el Depto. de RH. B) Síntomas de incomodidad postural (mapeo de Corlett y Bishop)
La incomodidad corporal se considera como un estado desagradable que puede seguir a un esfuerzo inconveniente en el trabajo, a la mala salud o al conflicto psicológico. Se realizó una actividad del mapa del cuerpo que es una técnica interactiva sencilla para obtener información que permite identificar problemas de salud y lesiones, mediante imágenes [2] visuales, entre los trabajadores que realizan la misma labor o se encuentran en el mismo lugar de trabajo. Se les entrego un mapa del cuerpo humano para que señalaran con distintos colores los padecimientos que tenía cada uno, se evaluaron a 15 empleados de oficina.
Tabla 2: Descripción de colores para mapa del cuerpo Color Descripción
Dolores o molestias Síntomas respiratorios Síntomas Gástricos y digestivos Estrés y ansiedad Irritación de la piel y erupciones. Problemas reproductivos.
Fuente: Elaboración propia a partir del proceso Mediante esta técnica del mapa humano obtuvimos los siguientes resultados:
Figura 1: Mapa del cuerpo humano
Fuente: Elaboración propia a partir del proceso
Como podemos observar en la figura 1, el mayor problema es el dolor o molestias en distintas partes del cuerpo, así como el estrés y ansiedad. Realizamos una junta al finalizar la actividad, en la que todos pudieron ver los puntos en los que coincidieron, y en la retroalimentación mencionaron que la carga de trabajo muchas de las veces les provoca estrés, ansiedad, depresión, fatiga, y por otra parte permanecer tanto tiempo en la misma posición y en el mismo lugar de

Revista Aristas: Ciencia Básica y Aplicada
trabajo provoca distintos dolores principalmente musculares en brazos, manos, espalda y pies [4]. C) Análisis Ergonómico (RULA) RULA evalúa posturas concretas, se comenzó observando las actividades de cada trabajador durante varios ciclos de trabajo. Figura 2: Posturas inadecuadas en la oficina
Fuente: Ergonomía en oficina La figura 2 nos muestra algunas de las posturas inadecuadas más comunes en las oficinas.
1- Giro de la cabeza 2- Falta de apoyo en la espalda 3- Elevación de hombros por el ajuste de altura 4- Falta de apoyo en antebrazos y muñecas 5- Extensión y desviación de la muñeca al teclear.
A continuación se presentan diversas fotografías en las que podemos observar algunas de las posturas inadecuadas de los empleados en la planta, las cuales analizaremos mediante el método RULA. Fotografía 1: Personal con postura inadecuada.
Fuente: Elaboración propia a partir del proceso
El trabajo en oficina requiere estar sentados varias horas consecutivas, y el sentarnos de manera inadecuada produce dolor de espalda. Fotografía 2: Personal con postura inadecuada.
Fuente: Elaboración propia a partir del proceso Como se puede observar en la fotografía 2 el trabajador no cuenta con espacio suficiente para apoyar el antebrazo y el cual provoca que la muñeca trabaje flexionada a 15°. Fotografía 3: Personal con postura inadecuada.
Fuente: Elaboración propia a partir del proceso La posición de los hombros influye en la puntuación de los brazos, el mantener los hombros levantados afecta al trabajador en dolores musculares en los miembros superiores [5]. Fotografía 4: Personal con postura inadecuada.

Revista Aristas: Ciencia Básica y Aplicada
Fuente: Elaboración propia a partir del proceso Otra de las grandes molestias que presentan es el dolor de muñeca por el uso excesivo de la computadora, pudimos notar que no todos los empleados cuentan con los recursos para mouse y teclado, y algunos de los que lo tienen no los utilizan correctamente [6]. En los últimos meses se presentaron 2 casos de dolor excesivo en las muñecas y antebrazo a causa de no llevar una buena postura, algunos problemas provienen de realizar trabajos repetitivos sin descanso o uso de mouse y teclado inadecuados. Figura 3: Postura correcta e incorrecta de brazo y muñeca.
Fuente: Ergonomía en la oficina En la figura 3 podemos ver las posturas correctas e incorrectas de brazo y muñeca. A continuación se muestran las tablas con las puntuaciones obtenidas a partir del análisis de posturas. Tabla 3: Grupo A (Miembros superiores)
Tabla A Sección/Cuerpo Puntuación
Muñeca Derecha = Posición = 2, Izquierda = Posición =2
Antebrazo (Posición=1 + proyección vertical del antebrazo = 1) = 2
Brazo Derecho=2, Izquierdo =(Posición=3)+ Uso de
Teléfono=1 Resultado Tabla A Derecho = 2, Izquierdo = 4
Fuerza/Carga 1 Utilización de Músculos 0
Total Derecho = 3, Izquierdo = 5 Fuente: Elaboración propia a partir del proceso Tabla 4: Grupo B (Miembros inferiores)
Tabla B Sección/Cuerpo Puntuación
Tronco (Posición = 3 + Inclinación Lateral = 1) = 4
Cuello (Posición = 2 + Rotación = 1) = 3 Piernas Posición = 1
Resultado Tabla B 5 Fuerza/Carga 1 Utilización de
Músculos 0
Total 6 Fuente: Elaboración propia a partir del proceso Como podemos ver en las calificaciones, el nivel de tareas es de 4 para la parte derecha y de 6 para la parte izquierda. Esta calificación se vio influida por varias posturas como lo fueron:
a) El cuello se encuentra en una posición de 11° a 20°, se encuentra lateralizado hacia el lado izquierdo debido al uso del teléfono.
b) El brazo izquierdo está en una posición de 46° a 90°
c) En cuanto el tronco se encuentra en un ángulo de 21° a 60°.
Recomendaciones del Método Rula Tabla 5: Recomendaciones RULA Nivel Puntuación
1 Cuando la puntuación final es 1 o 2 la postura es aceptable
2
Cuando la puntuación final es 3 o 4 pueden requerirse cambias en la tarea: es conveniente profundizar en el estudio.
3
La puntuación final es 5 o 6 se requiere el rediseño de la tarea; es necesario realizar actividades de investigación.
4
La puntuación final es 7. Se requieren cambios urgentes en el puesto o tarea.
Fuente: Elaboración propia a partir del proceso D) Factores de riesgos ergonómicos Tabla 6: Factores de riesgos Tipo Riesgo
Característica trabajo
Elemento trabajo
Posible daño/salud
Carga postural
*Posturas inadecuadas
*Silla/mesa de trabajo *Ubicación de la PC
*Molestias y lesiones musculares *Incomodidad
Aspectos psico-sociales
*Tipo de trabajo *Equipo trabajo
*Procedi-mientos de trabajo *Tipo de organiza-
*Estrés *Depresión *Insatis-facción *Trastorno

Revista Aristas: Ciencia Básica y Aplicada
ción del sueño
Condición ambiental
*Climatización *Iluminación *Ruido
*Mala iluminación *Regulación de temperatura *Existencia de fuentes de ruido
*Fatiga y alteración visual *Incomo-didad *Falta de concentra-ción
Fuente: Elaboración propia a partir del proceso Pudimos notar que la iluminación no era la adecuada en todas las oficinas, ya que algunas tenían una intensidad mayor y otra menor, como se puede observar en la fotografía 5. Fotografía 5: Lámparas con iluminación distinta
Fuente: Elaboración propia a partir del proceso También logramos identificar que en algunas oficinas que tienen vista hacia el área de producción tienen problemas debido al reflejo de las luces. Fotografía 6: Reflejo de luces
Fuente: Elaboración propia a partir del proceso Muchos de los problemas de espalda y pies son por falta de soporte, por lo que se les proporciono a los empleados cojines de soporte para la espalda así como descansa pies para las personas que lo requieren. Fotografía 7: Silla de oficina con y sin cojín de soporte.

Revista Aristas: Ciencia Básica y Aplicada
Fuente: Elaboración propia a partir del proceso Fotografía 8: Escritorio con y sin descansa pies.
Fuente: Elaboración propia a partir del proceso
E) Lay-out. Los gerentes de leviton en conjunto con Recursos humanos pretenden cambiar el lay-out del área de oficinas, buscan que todo el personal se encuentre en las mismas condiciones, con el equipo adecuado [7]. Por lo que se realizó una propuesta de mejora del lay-out, a continuación en la figura 4 se muestra el lay-out actual del área de oficinas y en la figura 5 el lay-out propuesto. Figura 4: Lay-out actual
Fuente: Elaboración propia a partir del proceso Figura 5: Lay-out propuesto
Fuente: Elaboración propia a partir del proceso 3. CONCLUSIONES Y RECOMENDACIONES Durante el tiempo de elaboración del proyecto se encontraron distintas áreas de oportunidad, se dieron diferentes propuestas las cuales fueron aceptadas por parte del departamento de RH y los distintos gerentes involucrados en las áreas estudiadas. Para mantener una postura cómoda y saludable es fundamental que las dimensiones del puesto de trabajo se adapten a sus características corporales, al atacar los principales problemas por falta de equipo ergonómico se previenen los problemas de salud tanto físicos como psicológicos [8]. Principalmente los empleados pudieron notar la mejora al utilizar equipo adecuado, tener una postura correcta, darse tiempo para relajarse y eliminar el estrés. Le recomendamos al personal de oficina implementar un programa de 5 minutos de ejercicios de estiramientos y relajación muscular. Una mejora de la ergonomía conlleva siempre un entorno de trabajo más eficaz, se disminuyen el riesgo de lesiones, el ausentismo, incapacidades e incrementa la productividad así como la satisfacción del empleado al trabajar en un ambiente laboral adecuado [9].

Revista Aristas: Ciencia Básica y Aplicada
4. BIBLIOGRAFIA [1] Clark, R., M. Goff, and J. Culley. High resolution thermography in medicine. J. Photogr. Sci 37 (1989), p.p.168–171 [2] Dixon J. M., McDonald C., Elton R. A., Miller W. R., Risk of breast cancer in women with palpable breast cysts: a prospective study, Lancet 353 (1999), p.p. 1742–1745. [3] Feldman F., Thermography of the hand and wrist: Practical applications, Hand Clinics 7 (1991), p.p. 99–112. [4] Ferreira J. J. A., Mendonça L. C. S., Nunez L. A. O., Andrade A. C. C., Rebelatto J. R., Salvini T. F., Exercise Associated Thermographic Changes in Young and Elderly Subjects, Annuals of Biomedical Engineering 36 (2008), p. p. 1420-1427. [5] Frankel V. H. y Nordin M. Basic biomechanics of the skeletal system. Laurie Glass consulting editor. Philadelphia (1980). [6] Gold J., Cherniack M., Buchholz B., Infrared Thermography for examination of skin temperature in the dorsal hand office workers, Eur J. Apply Physiol 93 (2004), p.p. 245-251. [7] Kroemer E., Kroemer H., Kroemer K., “Ergonomics: How to design for ease and efficiency”, second edition, Prentice Hall (2001). [8] López O., Digital submarine thermograph, instrumentation and development 3 (1992), p.p. 92-97. [9] McCormick, E.J. y Sanders M.S. Human factors in Engineering and Design. 5th edition. New York, USA: Mc Graw Hill (1982).

Revista Aristas: Ciencia Básica y Aplicada. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 03/02/2014 Aceptado: 30/07/2014
ASPECTOS RELEVANTES DE LA REMANUFACTURA
Relevant aspects in remanufacturing
RESUMEN Este documento presenta una revisión de literatura respecto a los aspectos considerados importantes a conocer en relación a la Remanufactura. En un gran número de publicaciones se manifiesta cómo la remanufactura es considerada prácticamente una panacea del Desarrollo Sustentable ya que contribuye a la prevención de generación de desechos y aprovecha energía ya invertida en la fabricación de productos nuevos como parte de una conciencia ecológica y de responsabilidad social dentro del ambiente industrial; y que conjuntamente, lleva de la mano lucrativos beneficios económicos de la restauración de productos prácticamente desechados y que son puestos en una condición de nuevos a un relativo bajo costo. Sin embargo, no todos los productos tienen las características para ser remanufacturados, ni todas las empresas tienen las características necesarias para ser remanufacturadoras. En esos casos pueden resultar viables otras estrategias de fin de vida (EoL por sus siglas en inglés, End of Life) y por ende, otros tipos de negocio. PALABRAS CLAVE: Desarrollo Sustentable, Remanufactura. ABSTRACT This document presents a literature review with regard to important aspects to know about Remanufacturing. Among a large number of publications shows how remanufacturing is considered almost a panacea of Sustainable Development because it contributes to the prevention of waste generation and uses energy already invested in the manufacture of new products as part of an ecological conscience and social responsibility within the industrial environment; and together, hand carrying the lucrative economic benefits of restoring virtually discarded products and are placed in condition of new product for a relatively low cost. However, not all products and nor all companies have the necessary features to be remanufactured product or to be a remanufacturing companies. Instead other End of life strategies (EoL) and business kind could be better. KEYWORDS: sustainable development, remanufacturing.
1. INTRODUCCIÓN
Si bien un enfoque ambiental siempre ha estado presente en la planeación de estrategias empresariales, fue hasta el tercer cuarto del siglo pasado cuando se experimentó una evolución de este enfoque de una simple cuestión de escasez a una de sustentabilidad y desarrollo, involucrando tanto los aspectos ambientales como los sociales y económicos (lo anterior se refleja en el crecimiento en la cantidad de estudios y publicaciones realizados en esta área). Dicha evolución, a su vez ha dado lugar a sistemas de recuperación de materiales que buscan incrementar la vida útil del producto reparando o remanufacturando y dejar como última alternativa el reciclado. A inicios de los años setenta del siglo pasado,
empezó a incrementarse el interés en el tema de la remanufactura. En Estados Unidos se lleva a cabo como actividad industrial desde al menos cien años atrás aunque no se conocía con ese nombre [1].
Ijomah [2] define la remanufactura como el proceso de retorno de un producto usado a una condición igual a la de uno nuevo, incluyendo la garantía. Un proceso simplista de la remanufactura debe incluir: clasificación, inspección, desensamble, limpieza, reproceso y reensamblaje. Las partes que no pueden ser utilizadas en su forma original son reemplazadas por nuevas, siendo el producto final una mezcla de componentes nuevos y usados [3]. Los pasos a seguir en el proceso de
ENRIQUETA SALAZAR RUIZ
Ingeniero Industrial, Dra. Profesor Titular de Tiempo Completo Instituto Tecnológico de Mexicali [email protected] KARINA CECILIA ARREDONDO SOTO Ingeniero Industrial, M.I. Profesor de Tiempo Completo Universidad Autónoma de Baja California [email protected] SYLVIA DE REZA DE LA CRUZ
Ingeniero Industrial, M. I. Profesor Titular de Tiempo Completo Instituto Tecnológico de Mexicali [email protected] IRMA MIER LUNA Ingeniero Industrial Profesor de Tiempo Completo Instituto Tecnológico de Mexicali [email protected] HUGO ALFREDO SALDAÑA Estudiante de Ingeniería Industrial Instituto Tecnológico de Mexicali [email protected]
22

Revista Aristas: Ciencia Básica y Aplicada
remanufactura pueden variar dependiendo del tipo de producto a ser remanufacturado [4].
La aparición del concepto de Desarrollo Sustentable en los años ochenta se planteó como una respuesta a los efectos de las políticas de desarrollo, hasta entonces basadas en un enfoque de desarrollo económico. La remanufactura está alineada por naturaleza a los objetivos de un desarrollo económico más las políticas del Desarrollo Sustentable. 2. METODOLOGIA
Se desarrolla un análisis documental respecto a la aparición de la Remanufactura considerada como una estrategia económicamente viable y su participación en el Desarrollo Sustentable, mencionando casos de estudio de empresas que trabajan con productos remanufacturados, y cómo estas son eficientes y redituables económicamente hablando, considerando criterios previos y del proceso. Al mismo tiempo pueden ser consideradas como Empresas Socialmente Responsable por su contribución al cuidado del medioambiente. Se analizan opiniones propias y de autores de otras investigaciones relacionados con el tema de interés donde establecen las características del producto y el sistema productivo para evaluar y decidir sobre la estrategia EoL que económicamente sea justificable elegir. 3. MARCO TEORICO
3.1 Desarrollo sustentable
Desarrollo Sustentable es reconocido como concepto a través del Reporte Bruntland, en 1987. También conocido como “Nuestro Futuro Común”, de la Comisión Mundial sobre Medio Ambiente y Desarrollo, WCED [5]. Desarrollo sustentable fue definido como “el desarrollo que cubre las necesidades del presente, sin comprometer la habilidad de generaciones futuras para cubrir sus propias necesidades”. En la actualidad, también existe el Consejo Mundial de Negocios para el Desarrollo Sustentable WBCSD [6]., constituido por más de 200 empresas multinacionales con el fin de concertar acuerdos de estrategia y política empresarial desde un enfoque que incluye la sustentabilidad.
Un aspecto importante a considerar es la reducción de residuos sólidos, lo cual puede pretenderse por medios generales, Monroy y Ahumada [7] proponen tales medios:
1. Reducción de la fuente. Modificar el diseño del producto a fin de alterar sus patrones de consumo.
2. Rehusar. Realizar sólo pequeñas reparaciones y retoques en los productos ya utilizados.
3. Remanufacturar. Volver a procesar un artículo a fin de devolverle su valor.
4. Reciclaje. Recuperar los materiales del artículo. Sea interno o extremo, según se realice para la elaboración del mismo producto o de uno distinto, respectivamente.
5. Incineración. Recuperar energía del producto sin valor.
6. Disposición. Una disposición final adecuada para el producto desechado.
El enfoque del presente trabajo aborda el tercer medio o estrategia; Remanufactura, destacando también su participación en las políticas de Desarrollo Sustentable.
3.2 Desarrollo Económico Sustentable Del artículo de Barbier, E.B. [8] se puede extraer la siguiente definición de Desarrollo Económico Sustentable: “Es la manifestación del crecimiento económico en términos de sustentabilidad. Implica una transformación general en estructura cantidad y calidad, tanto económica como de investigación científica y tecnológica, en los mecanismos organizacionales de una economía funcional y en el pensamiento humano”. Para la aplicación del concepto anterior, se requiere de la existencia de condiciones económicas, sociales y culturales amigables con el medio ambiente.
3.3 Manufactura sustentable El concepto de manufactura sustentable se define según la OECD como aquella con un impacto negativo mínimo en el medio ambiente con un máximo de eficiencia en la utilización de los recursos ambientales, sociales y económicos, involucrando, por lo tanto, una normatividad y estrategias empresariales afines [9].
3.4 Remanufactura La remanufactura consiste en reprocesar artículos que han terminado su vida útil, a fin de devolverles su funcionalidad y su valor comercial para finalmente ser vendido tal cual se tratase de un producto nuevo. Por tanto, se puede considerar a la remanufactura como un sistema de manufactura que utiliza elementos que antes se hubieran considerado como desecho, y que ahora son ingresados en un segundo ciclo productivo, conservando su geometría original, con el subsecuente ahorro de energía. En todo caso, la reutilización no implica remanufactura, puesto que no presupone un trabajo de reparación o conservación y no conlleva ninguna garantía de que un producto reusado funcione como lo haría uno nuevo.
Antes de proseguir es conveniente especificar lo que constituye un producto remanufacturado. El Instituto de Remanufactura, de Estados Unidos TRI [10] considera que un producto ha sido remanufacturado si y sólo si:
1. Sus componentes provienen de un producto usado;

Revista Aristas: Ciencia Básica y Aplicada
2. el producto usado es desmantelado para determinar las condiciones de sus componentes;
3. los componentes son limpiados y liberados de óxido y corrosión;
4. las partes defectuosas, rotas o desgastadas son restauradas, reparadas o remplazadas;
5. se realiza cualquier proceso necesario para que componentes queden en condiciones aptas para el trabajo;
6. el producto es reensamblado y se inspecciona para asegurar que funcione como uno nuevo.
De acuerdo a lgin y Gupta [11], los pasos a seguir en el proceso de remanufactura pueden variar dependiendo del tipo de producto a ser remanufacturado. La Figura 1 muestra los pasos que proponen, sin dejar de resaltar que pudiera aun haber más procesos dependiendo del grado de complejidad del producto a remanufacturar. Figura 1 Pasos de la remanufactura.
Fuente: Ilgin y Gupta, 2012.
La Automotive Parts Remanufacturers Association, APRA [12], por su parte, define como el requisito fundamental para que una pieza sea considerada como remanufacturada el que ésta sea completamente desensamblada, limpiada y examinada. Algunos de los principales beneficios obtenidos mediante la remanufactura, particularmente en la industria automotriz, son
⎯ Reducción de costos, reconstruir una pieza es entre un 50 y un 75% (45 y 65%) más barato que hacer una nueva;
⎯ conservación de energía, remanufacturar un motor requiere entre un 50 y un 67% de la energía implicada en producir un motor nuevo desde cero;
⎯ conservación de material, todos los años la remanufactura de aceros permite ahorrar hasta 8.2 millones de galones de petróleo crudo y 51 500 toneladas de hierro, y
⎯ conservación de espacio en los vertederos, alrededor de la mitad de los arrancadores son recuperados para su utilización en los motores nuevos.
3.5 Logística inversa En remanufactura, el acopio de productos descartados es fundamental y logística inversa es un término que refiere al control de los elementos por los cuales una empresa recupera su producto, ya utilizado, del consumidor final; se define como la gestión eficiente y efectiva del flujo de recursos desde el eslabón donde perdieron su vida útil. Su utilización puede tomarse como un indicador del desarrollo industrial de una economía, de ahí que su uso se concentre primordialmente en EE.UU. y Europa. La recuperación de núcleos (core) o partes descartadas por el cliente original es posiblemente la etapa más compleja del proceso de remanufactura. Clottey y Benton [13] mencionan los dos medios más comunes de recolección: la adquisición directa de parte del consumidor final y a través de terceros como lo son los recolectores independientes, así mismo, como cualquier otro inventario, el inventario de núcleos debe mantenerse en un nivel óptimo respecto al ritmo de trabajo de la empresa, puesto que un inventario demasiado grande obstaculizaría las operaciones y uno demasiado escaso las detendría. Otro problema práctico de la remanufactura el tratamiento de los productos recuperados. Puesto que todos tienen características distintas, resulta necesario clasificarlos de acuerdo a la cantidad de trabajo que requerirán, lo cual requiere de un proceso de inspección que fácilmente puede constituir un cuello de botella en el proceso, cuando este ni siquiera ha comenzado formalmente. Si se decide no realizar una inspección mayor antes del proceso, la operación de ensamblado usualmente revelará

Revista Aristas: Ciencia Básica y Aplicada
si un objeto es apto o no para remanufactura. Si bien la pieza no pierde necesariamente todo su valor -aun es posible, teóricamente al menos, revender la pieza a grupos de recolección, sea para reciclaje, reutilización o simple disposición final-, el hecho es que la empresa ya habrá realizado la inversión que implica desensamblar el objeto, gasto que puede reducir significativamente las utilidades de la empresa. Conforme la remanufactura avanza, son más comunes los productos nuevos con mecanismos electrónicos que brindan un indicio de sus condiciones, tal es el caso de los cartuchos de tinta para impresión, que llevan un registro de la cantidad de hojas para las que imprimieron durante su vida útil. Aún si el proveedor de la empresa realiza un proceso de clasificación antes de que este sea finalmente recibido, resulta inconveniente que la empresa se fíe de esto para sus operaciones por la evidente razón que implica el peligro de errores dentro de los grupos recibidos. El trabajo excesivo sobre una pieza no sólo se da en casos de núcleos no aptos para ser procesados, por el contrario, otro riesgo de una mala clasificación es la realización de operaciones que la pieza en cuestión no necesita, trabajo innecesario que constituye un gasto irrecuperable. Es poco probable que una mala clasificación genere menos trabajo ya que una pieza que resulte necesitar de más operaciones de las planeadas simplemente recibirá trabajo extra. En el caso contrario, resulta imposible retirarle el trabajo invertido a una pieza que no lo necesitaba y aun si esto fuera posible, intentarlo requeriría de más tiempo y trabajo, aumentando aún más el costo del producto final.
4. RESULTADOS
Cuando los productos manufacturados son descartados por el usuario por que dejan de satisfacer sus necesidades, han llegado a su Fin de Vida (EoL por sus siglas en inglés) King et al [14].
Con el fin aprovechar productos descartados y extender su vida útil se realizan estrategias de recuperación llamadas “Estrategias de Fin de Vida” o “Estrategias EoL” como:
A. Reciclaje B. Canibalización C. Reuso, D. Reparación, E. Restauración (reacondicionar) F. Remanufactura
Aunque algunas de las distintas estrategias parecieran lo mismo, cada una tiene características distintivas. Cuando se habla de Reciclado, la geometría y la funcionalidad son perdidas, el material recuperado es re-procesado y convertido en productos distintos al originalmente fabricado, Thierry et al. [15]. Cuando el producto es Canibalizado algunas piezas o partes del producto EoL son removidas y reutilizadas en otro u otros productos. Un producto Reutilizado se considera un producto de
“segunda mano” que es aprovechado por otro cliente final. Mientras que Reparación en un producto EoL es la estrategia que para extender la vida útil del producto, repara la parte dañada para mantener su funcionalidad; Ijomah; Bennett; Pearce [16]. Cuando se decide por la estrategia de Restauración, representa que el producto será desarmado o adaptado en alguna sección para agregar partes o módulos críticos para actualizar su funcionalidad de acuerdo a nuevas versiones tecnológicas del mismo; Thierry et al. [15]. Finalmente y como ya se ha mencionado en secciones anteriores Remanufactura es la estrategia de fin de vida que tiene por objetivo, a diferencia del resto de las estrategias EoL, la restauración de productos a una condición de nuevos, ofreciendo la misma calidad y garantía de un producto nuevo es decir, equivalente a las ofrecidas por los fabricantes originales del equipo. Sabemos que Remanufactura presenta importantes afinidades con el Desarrollo Sustentable ya que reduce el costo de manufactura al mismo tiempo que disminuye el impacto ambiental debido a su participación en la reducción de recursos de consumo y desperdicio. Pero, tampoco hay que perder de vista que Remanufactura no puede ser aplicada a cualquier producto ni a cualquier industria por que intervienen factores distintos a las otras estrategias EoL, incluso factores distintos a la fabricación de productos nuevos. Frecuentemente remanufacturar es más costoso que el resto de las estrategias EoL, por lo que la viabilidad de Remanufactura debe evaluarse cuidadosamente estudiando los factores más relevantes involucrados: Demanda, diseño y condiciones de los productos recibidos, analizando desde el ajuste con la Planeación Estratégica hasta su planeación operativa, sin dejar fuera la presencia de incertidumbre en ciertos factores clave. 4. 1 Factores de Decisión Desde el punto de vista de la línea de la Remanufactura y Sustentabilidad, Mayyas [17] establece tres pilares: Pilar Económico, Pilar Medioambiental y Pilar Social. El Pilar económico tiene que ver con el Valor de la Remanufactura que es apreciada por el empresario y por el cliente y el Costo de la Remanufactura. La opción de Remanufacturar, pudiera considerarse que presenta ahorros económicos con respecto a manufacturar nuevos, pues se le atribuye reducciones en el uso de materiales y de costos de procesamiento, aunque presenta otros costos que la manufactura normal no tiene como por ejemplo la operación de Desensamble. Remanufacturar debe representar un mayor valor que el resto de las estrategias de EoL. Es fundamental que antes de decirse por remanufacturar, se debe asegurar cubrir completamente las expectativas del cliente, evaluando

Revista Aristas: Ciencia Básica y Aplicada
costo, calidad y tiempo con respecto a las otras estrategias [18].
A. Criterios Previos a Considerar Es de interés resaltar que no en todos los casos es factible la remanufactura, por lo que es importante considerar algunos factores antes de decidir iniciar con esta estrategia. Steinhilper [19] propone ocho criterios a ser evaluados para establecer la conveniencia de la remanufacturación de productos (Tabla 1). Otros aspectos propicios a considerar según Goodall [20] son:
a) Cuando la producción en masa de un producto nuevo está en franco descenso o termina. Ejemplo: La producción de partes automotrices.
b) Si la demanda sobrepasa la capacidad de producción de artículos nuevos y se tiene capacidad para recuperar productos descartados por los clientes originales.
Los puntos anteriores abren un espacio para que los productos que son descartados por los usuarios, puedan ser remanufacturados, porque si la en una producción en masa, el costo y tiempo de fabricación son considerablemente pequeños, conforme por estrategias de negocio de la empresa de productos nuevos baja su ritmo de producción o definitivamente deja de fabricar ese producto, se abre un nicho para remanufactura, para poder habilitar y regresar a punto de nuevos, artículos que ya no están siendo fabricados por su empresa original, o el costo para ellos es mucho mayor que los de remanufactura. Tabla 1 Criterios para evaluar la conveniencia de la remanufactura
Criterios Características
1. Técnicos
2. Cuantitativos 4. De valor 5. Tiempo 6. Innovación
7. Disposición 8. Interferencia 9. Otros
Relacionado con el tipo y variedad de materiales y partes, facilidad de desensamble, limpieza, pruebas, re acondicionamiento. Importancia de la cantidad de productos retornados, oportunidad y disponibilidad regional. Consideración del valor agregado al material, a la producción al ensamble. Considera tiempos de vida máximo del producto, tiempo de ciclo único. Considera el progreso técnico respecto a los productos nuevos y re manufacturados Analiza los esfuerzos y costos de procesos alternativos para reciclar los productos y posibles componentes peligrosos. Considera la posibilidad de que exista competencia o cooperación con otros remanufacturadores originales de
criterios equipo. Toma en cuenta otros criterios como las condiciones del mercado, patentes, derechos de propiedad intelectual, etc.
Fuente: Tabla basada en Steinhilper [19]. En el segundo caso, si la demanda sobre pasa la capacidad de producción de productos nuevos, remanufactura puede ser una alternativa, si tiene la capacidad de recolectar artículos que han sido descartados por los clientes iniciales, y aprovechar el hueco de desabasto por parte de la fabricadora original. Algunos aspectos a considerar: a) El valor percibido por el cliente: Aun es común que
el cliente asocie un menor costo del producto remanufacturado con una menor calidad, aunque éste sea remanufacturado con estándares iguales o más estrictos que los de un producto nuevo.
b) La obsolescencia: Se debe tener un especial cuidado en el análisis de la oferta y la demanda. Esta puede ser muy variable, sobre todo si tomamos en cuenta fenómenos como el avance tecnológico Guide [21] y el consumismo o las modas.
c) La percepción de los fabricantes de productos nuevos en cuanto a una posible afectación en su prestigio y/o en sus ganancias Seitz [22]. Es común que los productores originales no tengan un control sobre la calidad de las remanufactureras, por lo que ven amenazadas sus propias marcas cuando no hay un enlace directo entre el fabricante original y las empresas remanufactureras.
B. Criterios del proceso
Las compañías que se dedican a la remanufactura pueden ser: empresas que remanufacturan productos de los cuales son el fabricante original, empresas remanufacturadores independientes y servicios terciarizados de remanufactura. Sin importar el tipo de remanufacturador que sea existen dificultades en el proceso operativo que normalmente no se presentan en la manufactura convencional y que son dignos de mencionar. APRA [12], identifica efectos negativos debido a la complejidad en las compañías alemanas presentes en la gráfica 1. Gráfica 1 Efectos negativos en los procesos de remanufacura

Revista Aristas: Ciencia Básica y Aplicada
Fuente: APRA [12]. Las compañías remanufactureras encabezan por un gran esfuerzo en la coordinación interna. Además, se requiere un alto nivel de experiencia y habilidades por parte de los empleados acompañada de una amplia cualificación. Todos los efectos tienen en común que usualmente requieren reacciones basadas en la experiencia individual de los empleados, que difieren de los estándares existentes y que a menudo requieren la presencia de conocimiento implícito. Tanto conocimiento no puede ser compartido verbalmente o es escasamente compartido, se requiere la experiencia personal y que puede ser posible a través de un modelo. Las principales variables a considerar en las operaciones de remanufactura son: la calidad del core, el número de diferentes grupos de productos y la experiencia de los empleados; junto con el resto de los conductores graficados causan la mayoría de los efectos antes identificados. Gráfica 2 Principales variables en el campo de la remanufactura
Fuente: APRA [12]. Gráfica 3 Métodos empleados para mejorar indicadores de desempeño en remanufactura.
Fuente: APRA [12]. Al tener en cuenta estas variables en relación con los efectos anteriormente señalados: "alto esfuerzo de coordinación (interna)", "conocimiento basado en la experiencia es necesario”, y "son necesarios amplios conocimientos /habilidades", es obvio que hasta ahora, por el enfoque que utilizaron, sólo se muestra y confirma una suposición cualitativa de una relación activa. La gráfica 3 muestra los principales métodos utilizados para mejorar los indicadores en remanufactura. 5. CONCLUSIONES Y RECOMENDACIONES
Desde poco antes de los setentas y su auge en los ochentas, los temas de Desarrollo Sustentable y remanufactura no han dejado de estar presente en todos los ámbitos y en el día a día. La remanufactura surge como una estrategia para alargar la vida útil de un producto que pudiera haberse convertido en desecho (entre otras estrategias EoL ya mencionadas). Sin embargo la remanufactura no resuelve el problema del todo, pues no cualquier producto puede ser viable económicamente para ser remanufacturado. Intervienen factores de diseño, de demanda y de estrategias de Logística Inversa para el acopio de productos descartados por los clientes originales. Remanufacturar puede ser aun mejor estrategia tanto económica como para contribuir al Desarrollo Sustentable si se trabaja desde el diseño del producto original para que este sea más “remanufacturable”. El valor o la calidad percibida por el cliente, paulatinamente va a ser inclinado a favor de la remanufactura, si esta mantiene el propósito de cumplir con todos los estándares de calidad de un producto nuevo, y al mismo tiempo la oposición de los fabricantes originales también puede ser aligerada, incluyendo asociaciones y convenios (que ya las hay) del fabricante original y la remanufacturera.

Revista Aristas: Ciencia Básica y Aplicada
La remanufactura conlleva retos en el proceso, presenta dificultades que en los procesos productivos convencionales no se presentan, lo que implica consideraciones adicionales como grandes esfuerzos en coordinación del personal, capacitación constante, evitar la rotación de personal, gestión del conocimiento compleja, tiempos muertos difíciles de reducir, entre otros. Sin embargo, los beneficios económicos y ecológicos son un incentivo que muchas compañías transnacionales en la industria electrónica, automotriz y metalmecánica están considerando importante para tomar el reto. 6. BIBLOGRAFÍA
[1] Lund, R. T., & Hauser, W. M. (2010).
Remanufacturing an American perspective. [2] Ijomah, W. L. (2002). A model-based definition of the
generic remanufacturing business process. [3] Ijomah, W. L., McMahon, C. A., Hammond, G. P., &
Newman, S. T. (2007). Development of design for remanufacturing guidelines to support sustainable manufacturing. Robotics and Computer-Integrated Manufacturing, 23(6), 712-719.
[4] Junkun Y. Sheng, Z. Peizhi, C. (2008). Reverse Logistics Management for remanufacturing. Wireless Communications, Networking and Mobile
[5] World Commission on Environment and Development. (1987). Our common future (Vol. 383). Oxford: Oxford University Press.
[6] World Bussines Council for Sustainable Development. www.wbcsd.org Consultado:Junio 05, 2014.
[7] Monroy, N. y Ahumada, C. (2006). Logística de reversa: “Retos para la Ingeniería Industrial”. Revista de ingeniería # 26. Facultad de Ingeniería de la Universidad de los Andes: Bogotá.
[8] Barbier, Edward B. 1987. The Concept of Sustainable Economic Development. Environmental Conservation 14 (2):101–10
[9] OECD Sustainable Manufacturing and Eco-Innovation. Framework, Practices and Measurement. Synthesis report. 2009.
[10] The remanufacturing Institute. www.reman.org/AboutReman_main.htm . Consultado:Junio 02, 2014.
[11] Ilguin, M. Gupta, S. (2012).Remanufacturing: Modeling and Analysis.CRC Press. Taylor & Francis Group. ISBN 978-1-4398-6307-7. Pp. 11.
[12] APRA (Automotive Parts Remanufacturers Association), Bayreuth University. (2012). Alemania, Descargado en línea desde: http://www.apra-europe.org/dateien/gallery/Krakow_2012/DownloadsPresentations/9_Westermann_APRA_Seminar_Krakau_Westermann.pdf [30 de septiembre de 2013]
[13] Clotey, T. Benton, W. C. (2010). Core Acquisitions Planning in the Automotive Parts Remanufacturing Industry. The Ohio State University.
[14] King, A.M., et al. Reducing Waste: Repair, Recondition, Remanufacture or Recycle Sustainable Development. v.14, p. 257-267. 2006.
[15] Thierry, M.C., Salomon, M., Nunen, J.v., Wassenhove, L.v., 1995. Strategic issues in product recovery management. Calif. Manage. Rev. 2, 114-135.
[16] Ijomah, W. L., Bennett, J. P., & Pearce, J. (1999, February). Remanufacturing: evidence of environmentally conscious business practice in the UK. In Environmentally Conscious Design and Inverse Manufacturing, 1999. Proceedings. EcoDesign'99: First International Symposium On (pp. 192-196). IEEE.
[17] Mayyas, A., Qattawi, A., Omar, M., Shan, D., 2012. Design for sustainability in automotive industry: A comprehensive review. Renewable and Sustainable Energy Reviews. 4, 1845-1862.
[18] Sarkis, J., 2003. A strategic decision framework for green supply chain management. J. Clean. Prod. 4, 397-409.
[19] Spengler, T., Stolting, W., 2008. Life cycle costing for strateg [20] Goodall P, Rosamond E, Harding J, A review of the
state of the art in tools and techniques used to evaluate remanufacturing feasibility, Journal of Cleaner Production (2014), doi: 10.1016/j.jclepro. 2014.06.014.
[21] Guide, V.D.R., 2000. Production planning and control for remanufacturing: industry practice and research needs. J. Oper. Manage. 4, 467-483.
[22] Seitz, M.A., 2007. A critical assessment of motives for product recovery: the case of engine remanufacturing. J. Clean. Prod. 11-12, 1147-1157

Revista Aristas: Ciencia Básica y Aplicada. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 03/02/2014 Aceptado: 30/07/2014
DISEÑO Y DESARROLLO DE UNA CABINA ERGONÓMICA CON ATMOSFERA
CONTROLADA PARA SIMULAR ENTORNOS REALES DE ESTACIONES DE TRABAJO
Design and development of an ergonomic cabin with controlled atmosphere to simulate real environments workstations.
RESUMEN El presente trabajo describe el proceso de diseño y desarrollo de un prototipo de cabina ergonómica con atmosfera controlada que tiene como propósito simular las condiciones de trabajo bajo las cuales los trabajadores realizan sus actividades en los puestos de trabajo. Se presenta paso a paso el proceso de construcción, los materiales y métodos utilizados para su ensamblaje final. El funcionamiento también se describe en este artículo, sin embargo las pruebas reales y prácticas aún siguen en proceso de desarrollo. Este proyecto está apoyado con fondos de la 17va. Convocatoria de proyectos de investigación emitida por la UABC. PALABRAS CLAVES: ergonomía, estaciones de trabajo, simulación. ABSTRACT This paper describes the design process and development of a prototype ergonomic cab with controlled atmosphere that aims to simulate the working conditions under which workers perform their activities in the workplace. Step by step process of construction, materials and methods used for final assembly is presented. The operation is also described in this article, however real and practical tests are still under development. This project is supported with funds from the Call 17 for research projects issued by the UABC. KEYWORDS: ergonomics, workstation, simulation
JUAN ANDRÉS LÓPEZ BARRERAS Ingeniero Industrial, Dr. Profesor Investigador Universidad Autónoma de Baja California [email protected] JESUS EVERARDO OLGUIN T. CLAUDIA CAMARGO WILSON Ingeniero Industrial, Dr. Profesor Investigador Universidad Autónoma de Baja California [email protected] [email protected] 1CESAR ISMAEL LOPEZ B. 1PRISCILA LUQUE LOPEZ 2RODRIGO MEDRANO MORALES 2YESENIA RUBALCAVA ARCE Estudiantes de posgrado y licenciatura en Ingeniería Industrial de la Facultad de Ciencias. Químicas e Ingeniería, UABC. [email protected] [email protected] [email protected] [email protected]
1. INTRODUCCIÓN En este artículo se encontrará información correspondiente al proceso de construcción de la estación de trabajo que será utilizada para emular distintas condiciones ambientales controladas por medio de instrumentos electrónicos, eléctricos y mecánicos. Dichas modificaciones tienen que ver principalmente con la temperatura, ruido, iluminación, ventilación y el diseño del puesto de trabajo. También, en su etapa final considerara otro tipo de aspectos que afectan la salud y por consecuencia la productividad del operador como por ejemplo el factor tiempo, un estándar de producción, la calidad del producto, fatiga, posturas corporales, la duración de las operaciones, los métodos de trabajo y sus grados de dificultad y, las condiciones físicas de la persona antes, durante y entre cada una de las operaciones que realiza.
El trabajo se presenta en la siguiente secuencia: primero se presenta una lista completa de los materiales utilizados para la estructura. En segundo lugar se describen las características mecánicas, eléctricas y/o electrónicas de cada uno de los componentes que lo integran. En tercer lugar se presenta de forma cronológica el proceso de fabricación y ensamblaje de la cabina. Finalmente se describe el funcionamiento esperado de este prototipo. Todo este trabajo inicio en el mes de febrero de 2014 y es producto del esfuerzo de alumnos y maestros que tienen un especial interés por mejorar las condiciones físicas tanto de la estación de trabajo como del mismo trabajador. El espacio físico donde se han realizado todos estos trabajos está ubicado en el edificio 6G planta baja, laboratorio 101.
29

Revista Aristas: Ciencia Básica y Aplicada
2. CONSIDERACIONES A continuación, se presentan las tres fases que conforman el proyecto completo. Sin embargo es muy importante recalcar que este artículo solo presenta el desarrollo de la primera fase. Las subsecuentes fases están en proceso de análisis ya que dependen de la culminación de la primera. 1. La primera fase: Consiste en la habilitación e
integración del espacio físico y la construcción del prototipo. Ya se cuenta con los diseños, con la mano de obra tanto de académicos como de estudiantes y de empresas que brindan soporte técnico y asesoría especializada También se cuenta con dispositivos-equipos como termógrafos sensoriales, medidores de peso, decibelímetro, tallímetros, equipos (maletines) portátiles con instrumentos para estudio de las extremidades, computadora portátil, ergómetros, flexómetros, goniómetros, plicometros, termómetros, dinamómetros, potenciómetros, medidor de presión arterial, Electrocardiógrafo, Holter, equipo de calefacción y refrigeración y compresor silencioso. Se procederá a su verificación e interconexión antes de realizar las primeras pruebas con las muestras seleccionadas. Esta será desarrollada en el ciclo 2014-1.
2. La segunda fase: Consiste en el diseño de experimentos para validar el funcionamiento integral de los equipos. Esto se desarrolla a través de la selección de estaciones de trabajo tipo identificadas previamente de tal modo que sean representativas de la industria de la región. Se seleccionan las empresas y áreas de trabajo donde los operadores se encuentren disminuidas física y motoramente para resaltar la importancia del trabajo, aunque no se limita únicamente a este segmento de la población laboralmente activa. Esta fase incluye la aplicación de Ingeniería Kansei para la adaptación de estaciones de trabajo, en la última fase se consolida este procedimiento a través del diferencial semántico seleccionado. Esta será desarrollada en el ciclo 2014-2.
3. La tercera fase: La ejecución experimental, el análisis de resultados y la generación de los estándares. Esto incluye un análisis estadístico de los datos a fin de consolidar el rigor científico de la propuesta. Esta fase incorpora la aportación hecha por los investigadores asociados de Chile y Costa Rica derivada de los datos proporcionados previamente por el grupo de investigación mexicano. Dichos estándares podrán ser cada vez mejor validados en la medida que las empresas se interesan por estudiar las condiciones bajo las cuales trabajan sus operarios. Además, en base a los resultados del estudio paralelo de Ingeniería de Kansei y el diferencial Semántico se emitirán recomendaciones para que las empresas mejoren su
productividad a través de la implementación de las propuestas. Esta será desarrollada en el ciclo 2015-1.
3. ANTECEDENTES La Ergonomía como el campo de conocimientos multidisciplinar que estudia las características, necesidades, capacidades y habilidades de los seres humanos, analizando aquellos aspectos que afectan al diseño de entornos, de productos y de procesos de producción. En todas las aplicaciones su objetivo es común: se trata de adaptar los productos, las tareas, las herramientas, los espacios y el entorno en general a la capacidad y necesidades de las personas, de manera que mejore la eficiencia, seguridad y bienestar de los consumidores, usuarios o trabajadores. Por otro lado, el término discapacidad significa ausencia o limitación de la capacidad para realizar una actividad. La discapacidad es una experiencia muy individual que difiere no sólo entre individuos sino también con el tipo y severidad de la deficiencia subyacente, con la manera de vencer o compensar las limitaciones funcionales, con la naturaleza de la tarea que se realiza y con las condiciones del entorno en que esto se produce. La Ergonomía aplicada a colectivos de población especiales no tiene un enfoque especial o distinto al de otras aplicaciones: siempre se trata de adaptar el entorno a las características de las personas y para ello hay que analizar la relación que existe entre las necesidades, capacidades, habilidades y limitaciones del sujeto y las condiciones de aquello que se intenta adaptar, sea una vivienda, un equipo, un puesto de trabajo, etc., con la finalidad de armonizar demandas y capacidades, pretensiones y realidades, preferencias y restricciones. Aunque siempre interesa adaptar el entorno al usuario, en el caso de las personas con limitaciones funcionales la adaptación es especialmente necesaria, dado que dependen mucho más de su entorno inmediato que una persona que no las tiene. Si ese entorno (productos, trabajos, espacios, etc) no se ajusta a sus características, necesidades y limitaciones, repercutirá no sólo en el confort, facilidad de uso y eficiencia a corto plazo, sino también en su salud, seguridad, independencia, bienestar social y, en definitiva, en su calidad de vida. Ello significa que la importancia de aplicar la Ergonomía a este grupo de población o, dicho de otra manera, las consecuencias negativas de no aplicarla, son quizá mayores que en el caso de otros colectivos. Uno de los campos en los que la Ergonomía del producto está experimentando un mayor desarrollo es el diseño de objetos destinados a colectivos de características especiales (niños, personas mayores o personas con discapacidad). En estos casos, la realización de estudios ergonómicos adquiere una importancia primordial, ya

Revista Aristas: Ciencia Básica y Aplicada
que las características de los usuarios pueden ser bastante diferentes a las de los usuarios estándar y aparecen problemas específicos de seguridad y de uso que deben ser tenidos en cuenta. Un planteamiento ergonómico correcto posibilita incorporar al diseño los requisitos específicos de estos grupos de población, dando lugar a soluciones compatibles con cualquier tipo de usuarios (diseño para todos) o a desarrollos específicamente adaptados a necesidades concretas. Especialmente importante resulta la aplicación de los principios ergonómicos al diseño de productos dirigidos a las personas con capacidad funcional disminuida. Tomando lo anterior como antecedente y pensando en aportar conocimiento de base tecnológica y económicamente viable a los esfuerzos por atender las necesidades de este sector de la sociedad antes citado, los miembros de este CA en trabajos conjuntos con otros investigadores han trabajado en el diseño de un Sistema de Ambiente Controlado (SAC), así que se puede decir que ya se cuenta con una elemento muy importante. En este SAC se podrán controlar y monitorear de forma dinámica y bajo supervisión técnica y especializada diversos factores físicos y ambientales como la Tª, HR, ventilación, iluminación, ruido, vibración, estrés, y otras variables de la fisiología humana como el confort térmico, auditivo, niveles de estrés, etc.; en ella se pueden introducir los sujetos de estudio seleccionados durante el tiempo necesario para analizar sus respuestas a la exposición al ambiente predeterminado. 4. DEMANDAS DEL SECTOR PRODUCTIVO Básicamente esta investigación gira en torno a una necesidad específica de un sector de la sociedad y que tiene que ver directamente con la adaptación ergonómica de puestos de trabajo para personas con discapacidad física-motora a través de un análisis de individuos en un sistema de ambiente controlado. El principal resultado esperado de esta investigación es determinar la relación que existe entre la demanda del trabajo y la capacidad del sujeto para detectar las áreas problemáticas y la necesidad de realizar cambios en un caso particular trabajo-sujeto. Es un hecho que no todos los puestos de trabajo requieren ser adaptados. En muchos casos de empleo de personas con discapacidad no se detectan desajustes entre las demandas de la tarea y la capacidad funcional del trabajador. En muchos otros casos las adaptaciones realizadas no tienen tanto que ver con la discapacidad del trabajador sino con la falta de criterios ergonómicos generales en el diseño de los puestos. La adaptación, en estos casos, supone un claro beneficio no sólo para el trabajador con discapacidad sino también para el resto de trabajadores que desarrollan su actividad en dichos puestos. En muchas industrias maquiladoras de Tijuana
hace falta rediseñar el equipo, el espacio y/o la tarea para modificar la carga de trabajo y/o aumentar la capacidad funcional del sujeto. La adaptación puede requerir también el diseño de programas de trabajo restringido (combinando tareas de puestos de trabajo distintos), la planificación de programas de formación y adiestramiento del sujeto, o el diseño y desarrollo de programas educativos para evitar la progresión de deficiencias que ya existen o prevenir la aparición de otras nuevas. Las posibles medidas de adaptación son numerosas y diferentes en cuanto a su concepto y aplicación. Además, cualquier intervención que se proponga debe ser viable desde el punto de vista humano, técnico y económico. 5. JUSTIFICACION El trabajo es el bien más preciado para la mayoría de los ciudadanos y el que les permite acceder a otros recursos y servicios. Esta importancia es todavía mayor en el caso de personas con algún tipo de discapacidad, las cuales pueden presentar dificultades añadidas para conseguir ese ajuste personal y social. Es por ello que la integración laboral de las personas con discapacidad debe ser una prioridad en toda sociedad avanzada como es la nuestra. La situación real es según la STPS (Enero 2013), sin embargo, muy distinta: la tasa de paro de la población activa con discapacidad es de un 31%; además, existen problemas relacionados como los prejuicios y tópicos por parte de los empleadores y las barreras de diverso tipo (arquitectónicas, de comunicación, institucionales, etc.) que dificultan esta integración. Por el contrario, las experiencias de integración laboral demuestran que la contratación de personas con discapacidad es beneficiosa y rentable para el empresario tanto en el aspecto humano como económico. Algunos estudios (IBV) presentan argumentos que avalan esta afirmación como por ejemplo: 1. La mayoría de las personas tienen un rango de
habilidades que las capacitan para realizar múltiples actividades, independientemente de la discapacidad que tengan (p.e. una persona en silla de ruedas puede realizar fácilmente trabajos de oficina, la mayoría de personas con retraso mental realizan de manera muy eficiente tareas en cadenas de montaje, etc.).
2. Las personas con discapacidad, al haber tenido mayores dificultades para acceder al mercado laboral, muestran un nivel de motivación muy elevado. Su productividad y la calidad del trabajo que realizan es comparable al de otros trabajadores y, en muchos casos, superior.
3. Los costos asociados a la contratación de personas con discapacidad (por ejemplo la adaptación del puesto de trabajo) son bajos y se puede acceder a financiamiento. Además, la inversión en mejoras ergonómicas en los puestos de trabajo repercute favorablemente en las condiciones laborales de

Revista Aristas: Ciencia Básica y Aplicada
todos los trabajadores (tengan discapacidad o no), lo cual lleva a una mayor satisfacción y productividad de los mismos y a una reducción en el absentismo y las bajas laborales.
La realización de este proyecto contribuye también a la activación de iniciativas conducentes a mejorar el bienestar de los empleados que realizan trabajos repetitivos y/o bajo condiciones que en el corto o mediano plazo derivan en lesiones y costos para las empresas. Además, los empresarios que contratan personas con discapacidad disponen de una serie de apoyos e incentivos fiscales. La contratación de personas con discapacidad supone una notable mejora en la imagen social de la empresa ante clientes, competidores y la sociedad en general. El objetivo general de este proyecto consiste en con este prototipo se pueda determinar la relación que existe entre la demanda del trabajo y la capacidad del sujeto para detectar las áreas problemáticas y la necesidad de realizar cambios en un caso particular trabajo-sujeto. 6. LISTADO DE MATERIALES Esta sección presenta un listado completo de los materiales considerados para construir el prototipo y las cantidades utilizadas de cada uno de ellos. Tabla 1. Lista de materiales
Cantidad Descripción Profile
1 Profile 30x30 6000 mm long (5700mm) 20 Profile 45x45 6000 mm long 2 End cap t15x30 (tapa porta bin) 1 Hanging profile 2000mm (porta bin)
Profile connectors 28 45x45 gusset only (10)mm 6 S8x25 self-tapping screw, 5mm socket head 90 S12x30 self-tapping screw 8mm socket head 20 Quick connector 10-10 vertical 2 Swivel bracket kit 10mm
T nut 135 T- nut 10mm m6 58 19mm t-bolt fastening kit, one
Doors and doors components 7 Agarradera mediana 8mm 10mm 3 Bisagra 45 series , 45
Ecosafe guarding machine /safety enclosures 55 10mm panel support insert 4 End cap 30x30 48 End cap 45x45
Plastics and mesh 3 Pasacables 3in negro 6 Rieles de extension 24in 1 Compact lock 10 Policarbonato 1/4" 4x8 ft
Others 1 Sistema de iluminación 1 Porta monitor rosewill 1 Tornillos m6 9 Patarueda blickle con base 2 Placa aluminio antiderrapante 1/8 4ft x 8ft
Fuente: elaboracion propia.
7. CARACTERISTICAS DE LOS MATERIALES El principal material utilizado para la estructura es el Aluminio de alta resistencia en forma de perfil después de un proceso de fabricación llamado extruido. Algunas de las características que fueron factor decisivo para utilizarlo en el prototipo son: 1. Peso muy reducido de las estructuras y los soportes. 2. Elevada resistencia a la corrosión por la anodización
en el espesor de la superficie de los perfiles. 3. Elevada resistencia mecánica referida al peso,
obtenida gracias a un atento estudio de los perfiles con referencia a la optimización de la masa en función del máximo de la resistencia.
4. Facilidad de realización de estructuras y soportes de aluminio gracias a la amplia compatibilidad y amplia gama de accesorios.
5. Impacto estético de las estructuras y soportes. 6. Absoluta diamagneticidad del material. 7. Extrema facilidad de reciclaje y facilidad en caso de
desmantelamiento de la estructura. 8. DISENO DEL PROTOTIPO Esta fase es sumamente importante para el presupuesto del proyecto. Fig. 1. Diseño del prototipo en 2D.
Cuando se tiene un diseño virtual desarrollado con algún software como Autocad, Solidworks o MT Pro por ejemplo, se optimizan los recursos ya que se pueden estimar las cantidades de material a utilizar, los cortes a realizar, número de componentes, etc. Se tuvieron algunas ideas respecto al diseño final del prototipo quedando como propuesta final el que se muestra arriba de este texto. Las dimensiones de la cabina consideran las restricciones de espacio en el laboratorio 101 del edificio 6G. Finalmente el diseño cerro en 2.5 mts. cúbicos.

Revista Aristas: Ciencia Básica y Aplicada
Fig. 2. Diseño del prototipo en 2D.
9. PROCESO DE CONSTRUCCION La cabina de ambiente controlado se encuentra conformada por una estructura de perfiles de Aluminio con aleación de Manganesio y Silicio (AlMgSi 0,5 F25) extruido de diversos calibres y dimensionada en forma cúbica con 2.5 metros en cada uno de sus lados.
También, sus paredes están fabricadas con placas de policarbonato de 1/4" 4x8 ft las cuales permiten una clara visibilidad en cualquier dirección (excepto por el piso) lo cual facilita los objetivos que se persiguen con el prototipo.
Fig. 3 Ensamble de la estructura.
Las características físicas y diseño de estos perfiles permiten que sean de fácil ensamble entre ellos y con otros perfiles de características similares. Con los componentes universales del sistema modular de perfiles en aluminio el armado y desarmado resulta ser relativamente sencillo gracias a estas condiciones. Fig. 4. Detalle del ensamble.
El prototipo tiene un solo acceso mediante una puerta cuyas dimensiones son de 2.20 metros de alto por 0.75 metros de ancho, fabricada con los mismos materiales. La puerta se encuentra unida a la estructura de la cabina mediante tres bisagras de material plástico que permiten el movimiento de apertura y cerrado de la misma. Estas bisagras se encuentran adheridas de manera uniforme, logrando la estabilidad y firmeza de la puerta, evitando que ésta presente desnivel con respecto a la estructura. Las dimensiones de las bisagras son de 9 centímetros de largo por 3.5 centímetro de ancho. Fig. 5. Vista de las bisagras.

Revista Aristas: Ciencia Básica y Aplicada
La manija de la puerta está fabricada de un material de poliamida (PA). Sus dimensiones son de 13 centímetros de largo por 2.5 centímetros de ancho. El diseño robusto de la manija permite un fácil y cómodo agarre. La cabina debe permanecer cerrada al momento de ejecutar las prácticas. Para esto se coloca una cerradura especial que se ensambla y sujeta sobre las ranuras del perfil. Fig. 6. Vista de la cerradura.
Esta cerradura de bloqueo uniforme está conformada por 2 piezas principales, una incorporada a la puerta y otra a la estructura de aluminio. Se caracteriza por contener una cerradura de metal compacto con un mecanismo de cierre automático al momento de alinear ambas piezas. Tan solo es necesario un ligero tirón del mango plegable ergonómico para recorrer el mecanismo de cierre y lograr abrir la puerta. Al ingresar a la cabina de ambiente controlado se podrá apreciar que el piso está conformado por 2 láminas de acero antiderrapante de 1/8 4ft x 8ft. Fig. 7. Vista del piso.
Estas láminas se encuentran fijadas a la base de la cabina por medio de 12 tornillos colocados sobre el perímetro de las mismas, obteniendo un total de 24 tornillos sujetando ambas láminas. Una vez en el interior de la cabina, se encontrará el elemento principal: la estación de trabajo. La estación se encuentra conformada por elementos que son característicos y comunes de las estaciones de trabajo. La intención de colocar este tipo de material es evitar hundimientos en el piso, esto genera inestabilidad al mobiliario que se coloca sobre el piso ocasionando que los usuarios pierdan el equilibrio. Los usuarios permanecerán un promedio de 60 minutos dentro de la cabina en el caso de las practicas más
prolongadas y si no se cuenta con un piso resistente este se puede deformar ocasionando que se entorpezca el correcto funcionamiento de la cabina. No todas las prácticas tendrán esa duración pero la variable del peso del sujeto juega un papel muy importante en este mismo sentido.
Fig. 8. Vista de la estación de trabajo.
Cuenta con una mesa de trabajo con estructura de aluminio y superficies de policarbonato para asegurar una mayor resistencia. Las dimensiones son de 2.45 metros de largo por 0.70 metros de profundidad. Fig. 9. Vista de la superficie de trabajo.
Para poder montar la mesa a la estación de trabajo, fue necesario sujetarla por medio de 12 tornillos colocados en una estructura conformada por perfiles de aluminio. Estos tornillos se encuentran distribuidos alrededor del perímetro del material acrílico. Debajo de la mesa de trabajo se ubican 6 cajoneras deslizables, 3 en cada lado de la mesa. Estas cajoneras se encuentran constituidas de material acrílico. Para lograr manipular las cajoneras, se le añadió una manija ergonómica en forma de correa a cada una, similar al que conforma la puerta de la cabina, permitiendo así un fácil y cómodo agarre, teniendo así, un total de 6 manijas en el interior de la cabina. Se utilizaran para alojar materiales de uso regular pero delicado.

Revista Aristas: Ciencia Básica y Aplicada
Fig. 10. Vista de las cajoneras.
Las dimensiones de estas cajoneras son de 61 centímetros de largo por 30 centímetros de ancho. En estas se colocaran herramientas y otros accesorios que se usaran para las prácticas a desarrollar. Para permitir un óptimo deslizamiento de las cajoneras, se requirió montarlas sobre rieles, los cuales se encuentran fijas a la mesa de trabajo mediante 2 pares de perfiles de aluminio dimensionados en 20 centímetros de largo por 4.4 centímetros de ancho. Fig. 11. Vista lateral del mecanismo de deslizamiento.
En la parte superior de la mesa de trabajo, se sitúa una estructura de aluminio que está conformada por diversos elementos. Las dimensiones de esta estructura son de 91 centímetros de alto por 185 centímetros de largo y 63 centímetros de profundidad. Fig. 12. Vista de la estructura superior de la mesa de trabajo.
Uno de los elementos que consituye la estructura anterior es el perfil de suspensión. Permite una suspensión tanto
de contenedores como de bandejas de materiales de forma fácil y rápida, facilitando el alcance a ellos para eficientar el trabajo a realizar. Fig. 13. Vista de la barra.
Las dimensiones de esta barra de suspensión son de 175 centímetros de largo por 6 centímetros de ancho. En una imagen posterior el lector podrá apreciar la utilidad de este elemento. Tanto la mesa de trabajo como los elementos de la estructura se encuentra fijos a la cabina por medio de pequeños soportes fabricados de una aleación de Zinc. Estos soportes permiten un ensamblado fácil y rápido, así como también brindan estabilidad y firmeza de los elementos que conforman la mesa de trabajo. Fig. 14. Detalle de soportes de 90°.
Cuentan con 2 pequeños tornillos que se fijan en los perfiles. Se tienen un total de 17 soportes que se encuentran distribuidos en toda estructura de trabajo. Además de la barra de suspensión, también se ubica una repisa giratoria compuesta del mismo material de acrílico sobre una estructura de aluminio. Las dimensiones de la repisa movil son de 175 centímetros de largo por 31.5 centímetros de ancho y 3 centímetros de grosor. Fig. 15. Vista de la repisa abatible.
Es posible su movimiento debido a 2 pares de fijadores de media luna con un tornillo opresor. Éstas permiten girar y manipular el ángulo de la repisa, para adaptar los ángulos de la superficie.

Revista Aristas: Ciencia Básica y Aplicada
Así mismo, este prototipo cuenta con su propia fuente de iluminación, siento esta una lámpara conformada por una cubierta de acero, la cual se encuentra montada en el soporte de la estación. Ésta lámpara genera una luz antideslumbrante de alta calidad. Proporciona una excelente visibilidad, incrementando así el desempeño y reduciendo considerablemente la tasa de errores que se pudieran generar debido a una iluminación deficiente. Sus dimensiones son de 118 centímetros de largo por 15.5 centímetros de ancho y 4.5 centímetros de grosor. Se le adaptara un control de tal modo que se pueda regular el nivel de iluminación dentro de la cabina. Fig. 16. Detalle de la luminaria.
La mesa de trabajo cuenta con una toma de corriente que permitirá conectar dispositivos o equipos de trabajo, así como a su vez permite el encendido y apagado de la lámpara que conforma la cabina de trabajo. Este contacto está conformado por un cable de calibre 14 AWG de uso rudo, lo cual brindará seguridad al estar en funcionamiento, puesto que soportará temperaturas de hasta 60º C que se puedan llegar a generar por el constante flujo de corriente requerido en las tareas realizadas. Fig. 17. Vista del cable de uso rudo y del enchufe.
El enchufe de este cable está conformado por un cuerpo robusto de PVC resistente a la humedad y productos químicos. Es ideal para utilizarse en exteriores. Cuenta con tierra física, lo cual brinda seguridad a la instalación. Cuando se realicen las tareas requeridas, será posible la implementación de algunos otros equipos de trabajo, por lo que se añadieron 2 orificios a la mesa de trabajo por lo cuales se podrán conducir los cables de alimentación de dichos equipos o incluso cables de red que proporcionen información o instrucciones al operario.
Fig. 18. Vista de los orificios para el cableado
La cabina de trabajo de ambiente controlado cuenta en su exterior con un total de 9 llantas por debajo de la base, situadas de forma estratégica, lo cual permite que la estación pueda ser trasladada con facilidad y esfuerzo mínimo. Fig. 19. Vista de los rodamientos.
La estación se encuentra suspendida por encima del piso a una altura de 7.5 centímetros aproximadamente. Esto debido a la altura de las llantas. Dichas llantas cuentan en la parte trasera con un engranaje de seguridad que al accionarse se hace descender una pequeña plataforma que ayuda a poner resistencia al movimiento estabilizando la estructura, de ese modo se evita que la plataforma se mueva cuando no se desea. Para el ensamblaje de la cabina de ambiente controlado se requirieron alrededor de 148 horas hombre de trabajo distribuidas en 30 días de trabajo efectivo. No están consideradas las horas invertidas las horas de trabajo de diseño, selección y adquisición de materiales, preparación de los materiales, cortes, pre trabajo y traslado de los mismos al laboratorio para lograr el ensamble de todas las partes que conforman la estructura de trabajo. Fig. 20. Vistas del ensamblaje final.

Revista Aristas: Ciencia Básica y Aplicada
La figura siguiente muestra la cabina prácticamente terminada, como se puede apreciar, se le han colocado una serie de accesorios para realizar las practicas necesarias. Existen como parte de los materiales los llamados legos, estos se utilizan para realizar prácticas de ensamble, se tienen en diferentes medidas, colores y formas para modificar el grado de dificultad de las instrucciones de trabajo que se diseñaran Fig. 21. Estado actual de la cabina.
6. PROTOCOLO DEL EXPERIMENTO Una vez listo todo lo anterior, se inicia con los experimentos. Como se comentó anteriormente, esta actividad corresponde a la segunda fase de proyecto. Aquí solamente se hace una breve descripción del protocolo de arranque de los experimentos, aunque hay que aclarar que estas actividades están bajo análisis y pueden sufrir cambios significativos antes de su implementación. 1. Seleccionar una empresa que esté interesada en
participar en la investigación.
2. Seleccionar una estación de trabajo tipo para realizar el experimento. Para facilitar el análisis inicial, la estación elegida debe evidenciar a simple vista deficiencias físicas y ambientales.
3. El o los operadores de la estación de trabajo deben cooperar con los analistas, para ello se le explicara lo que debe hacer.
4. Se le tomaran algunas medidas básicas como la estatura, el peso, la edad, el género, fecha de nacimiento, lugar de nacimiento, se le aplicara una breve encuesta para conocer sus antecedentes clínicos. En el mejor de los casos se debe contar con el perfil antropométrico completo del sujeto seleccionado.
5. Etapa 1: Diagnóstico. Una vez formalizado esta actividad como un proyecto de vinculación, los participantes (en su mayoría alumnos de la etapa terminal de la carrera de ingeniería Industrial y alumnos cursando posgrados) se encargan de hacer un levantamiento de datos dentro de la empresa, en el lugar de estudio: la estación de trabajo seleccionada y en los horarios preestablecidos en el convenio. Esta actividad consiste en videograbar y fotografiar de forma digital y desde varias perspectivas las actividades y tareas ordinarias del trabajador en su área durante la jornada laboral acostumbrada y bajo las condiciones físicas normalmente acostumbradas de iluminación, temperatura, ruido, humedad relativa y la propia carga de trabajo; esto se hace al menos un par de veces para eliminar fuentes de variación significativas pero que al mismo tiempo no impacten en el desarrollo de la tarea de forma típica. También se estudian las ayudas visuales, las instrucciones de trabajo y el diseño del mismo puesto de trabajo.
6. Una vez obtenidos estos datos, se analizan cada una de las tareas del operador paso a paso, se estudian las posturas adoptadas durante la jornada laboral y se cruzan con los datos de condiciones físicas obtenidos en el paso anterior. Esta actividad se ejecuta en el laboratorio universitario y como resultado se tiene un documento que exhibe todas las observaciones y puntos críticos, incluido un certificado médico que describa las condiciones clínicas del operador al momento de realizar su actividad.
7. Etapa 2: Experimentación. Esta actividad tiene lugar dentro de la cabina de experimentación con atmosfera controlada. Lo primero que se hace es asegurarse que bajo instrucciones de la empresa, el operador pueda acudir al laboratorio universitario para realizar ciertas tareas dentro de la cabina. Dichas actividades son muy similares a las que normalmente realiza, pero con distintas condiciones.
8. Una vez preparado esto se realizan tantos experimentos como los analistas consideren necesarios a través de la configuración de la cabina. Por ejemplo: de acuerdo a ciertos estándares
Revista Aristas: Ciencia Básica y Aplicada
ergonómicos y, de acuerdo a la somato-carta del operador y su perfil antropométrico se regula la altura de la mesa de trabajo, la altura del banco de trabajo, la iluminación, niveles de ruido y la ventilación. Otra opción es modificar las instrucciones de trabajo y los niveles de producción estándar aceptables para esta actividad. Es decir, existen muchas configuraciones posibles que se pueden programar en la cabina para conocer los efectos de incrementar o reducir ciertos indicadores. Al mismo tiempo se puede medir el efecto de estos cambios en los niveles de estrés cardiaco, fatiga física del operador y, condiciones inseguras ocasionadas por movimientos repetitivos, principalmente.
9. En el caso de que la empresa se encuentre en el proceso de diseño y construcción de nuevos espacios de trabajo, también se puede utilizar la cabina para estimar las condiciones más óptimas para los trabajadores. Para ello se utilizarían sujetos de estudio de la misma universidad ya que ya se cuenta con una base de datos antropométricos que pueden permitir la realización de experimentos. En estos casos la cabina resulta muy útil ya que también se pueden desarrollar las instrucciones de trabajo y ayudas visuales atendiendo a las recomendaciones pertinentes para la economía de movimientos, etc.
10. Etapa 3: Análisis de resultados. Esta etapa consiste en integrar un documento que contenga todas las recomendaciones derivadas del análisis. Desde recomendar cambios en los hábitos alimenticios y físicos para el operador hasta ajustes en la forma de realizar las tareas asignadas. También incluye la propuesta del nuevo diseño del área de trabajo para el operador buscando siempre que los diseños sean modulares y flexibles. Por otro lado, se emiten recomendaciones respecto a las condiciones físicas que deben imperar en el área de trabajo para reducir los efectos del estrés térmico, iluminación inadecuada, altos niveles de ruido, y la propia carga de trabajo.
11. Se realiza también un cruce de información entre la fase de diagnóstico y la de experimentación para saber si la carga de trabajo es la correcta para la persona y para la propia tarea. Averiguar si no está sobrevalorada de tal modo que genere estrés mental innecesario en el operador. Si es necesario modificar los estándares que la empresa exige, también se plasma en la propuesta como por ejemplo: cambios en los tiempos de descanso entre operación y operación, la rotación de posturas o puestos de trabajo, la duración de la jornada laboral y tipo de jornadas (diurnas, nocturnas, mixtas), etc.
12. Fase 4: Entrega de resultados. Se entrega en un CD toda la información generada. Se presenta en la empresa para ventilar dudas y retroalimentar el análisis. Se debe recordar que si bien este es un prototipo didáctico, los resultados de los análisis
son una importante aproximación a la realidad en vista de que las condiciones de experimentación son las más apegadas a la realidad.
7. CONCLUSIONES Hasta ahora se ha presentado solo la primera fase del proyecto y una introducción a la segunda. Sin lugar a dudas, este prototipo constituye un gran avance en el proceso de enseñanza aprendizaje de la ergonomía en nuestra Universidad. Hasta ahora se cuenta con el apoyo de más de 16 empresas que de forma escrita manifiestan su interés por participar en proyectos académicos en su mayoría desarrollados por nuestros estudiantes. Inclusive con un nivel de detalle más fino, el presente proyecto de investigación pretende atender la creciente demanda en el sector industrial referente a los riesgos laborables en la industria regional y relacionados íntimamente con la detección preventiva de DTA (Desordenes de Traumas Acumulados) en las extremidades superiores de los trabajadores en el sector privado. Los autores esperamos que al final se cuente con un equipo didáctico que tenga un beneficio tecnológico debido a que se desarrollará un sistema de ambiente controlado de uso didáctico para simular las condiciones de trabajo cotidianas a las que los trabajadores se ven sometidos día a día en la empresa para la cual trabajan; un beneficio social determinado porque se detectan de forma temprana las situaciones de riesgo para el individuo evitando así lesiones y que éste sea más productivo en su área de trabajo hasta que este llegue a su jubilación; y un beneficio económico para la industria debido a que reducen los índices de accidentes, multas de la STPS, costos por incapacidades, ausentismo y además se reducen las cuotas del IMSS por parte de la empresa. 8. REFERENCIAS [1] Clark, R., M. Goff, and J. Culley. High resolution thermography in medicine. J. Photogr. Sci 37 (1989), p.p.168–171 [2] Dixon J. M., McDonald C., Elton R. A., Miller W. R., Risk of breast cancer in women with palpable breast cysts: a prospective study, Lancet 353 (1999), p.p. 1742–1745 [3] Feldman F., Thermography of the hand and wrist: Practical applications, Hand Clinics 7 (1991), p.p. 99–112. [4] Ferreira J. J. A., Mendonça L. C. S., Nunez L. A. O., Andrade A. C. C., Rebelatto J. R., Salvini T. F., Exercise Associated Thermographic Changes in Young and Elderly Subjects, Annuals of Biomedical Engineering 36 (2008), p. p. 1420-1427. [5] Frankel V. H. y Nordin M. Basic biomechanics of the skeletal system. Laurie Glass consulting editor. Philadelphia (1980).

Revista Aristas: Ciencia Básica y Aplicada
[6] Gold J., Cherniack M., Buchholz B., Infrared Thermography for examination of skin temperature in the dorsal hand office workers, Eur J. Apply Physiol 93 (2004), p.p. 245-251. [7] Kroemer E., Kroemer H., Kroemer K., “Ergonomics: How to design for ease and efficiency”, second edition, Prentice Hall (2001). [8] López O., Digital submarine thermograph, instrumentation and development 3 (1992), p.p. 92-97. [9] McCormick, E.J. y Sanders M.S. Human factors in Engineering and Design. 5th edition. New York, USA: Mc Graw Hill (1982). [10] Mondelo P.R., Gregori E.T. y Barrau B.P., Fundamentos de Ergonomía I. 3a. Edición. Alfaomega (2000). [11] Revista médica del IMSS, Vol. 42 No.1. (2004). [12] Putz-Anderson, Vern. Cumulative Trauma Disorders; Ed. Taylor and Francis, (1988). [13] Shoaf, C., Genaidy A. & Shell, R. A perspective on work system Analysis: classification and evaluation of methods. Ergonomics Vol .41 No. 6 (1998) p.p. 881-898 [14] Stanton, N and Young, M. Is utility in the mind of the beholder? A study of ergonomics methods. Applied Ergonomics Vol 29 No 1 (1998) p.p. 41-54 [15] Tchou S. F., Costich J., Burguess C. R., Lexington K., Wexler E. C., Thermographic observations in Unilateral Carpal tunnel syndrome: Report of 61 cases, The Journal of the hand surgery 17A (1992), p.p. 631-637. [16] Wolf M.J., Mountcastle S., Owens D.B., Incidence of carpal tunnel syndrome in the U.S. Military Population,Hand, Ed. Springer New York, 2009. [17] Zaidi H., R. TaÏar, S. Fohanno, G. Polidori, The influence of swimming type on the skin-temperature maps of a competitive swimmer from infrared Thermography, Acta of Bioenginnering and Biomechanics 9-1 (2007). [18] Zontak A., Sideman S., Verbitsky O., Beyar R., Dynamic Thermography: Analysis of hand temperature, Annals of Biomedical Engineering 26 (1998), p.p. 998-993.

Revista Aristas: Ciencia Básica y Aplicada. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 03/02/2014 Aceptado: 30/07/2014
PROYECTO REDUCCION DE COSTOS A TRAVES DE UNA ANALISIS DE PROVEDORES DOMINANTES
Project cost reduction through an analysis of key suppliers
RESUMEN CareFusion es una empresa de tecnología global, médica al servicio de la industria del cuidado de la salud. La compañía se especializa en dos áreas: la reducción de errores de medicación y la prevención de las infecciones asociadas a la atención de salud. Durante el proyecto Facelift hubo cambios en el material de empaque; productos con la esterilización gamma y Fluid Path de contenido estéril que utilice una de bolsa de Film serán reemplazados por una bolsa de Polyback. Debido a eso, los volúmenes de ítems comprados a Welvich disminuyeron (y continuarán disminuyendo a medida que más productos migran a la nueva bolsa) y pasaron a Greatpack, que se traducirá en aumentos de precios con Greatpack. Printpack ha sido identificado como una alternativa para abastecer película a película y Tyvek pouches números de parte, actualmente comprados a Welvich y RSNA Industries. El propósito del proyecto Ataru es calificar Printpack como proveedor de bolsas Film a Film y bolsas Tyvek utilizado en productos de Alaris y Medegen. Este proyecto cumple Carefusion necesidad de reducción de costos debido a un aumento de los precios del proveedor dominante causado por un cambio en los requisitos de volumen. PALABRAS CLAVE: Esterilización gamma, Empaque, Prevención. ABSTRACT CareFusion is a global, medical technology corporation serving the health care industry. The company specializes in two areas: reducing medication errors and prevention of health care-associated infections. During the Facelift project there were changes in the packaging material; products with gamma sterilization and fluid path content sterile that use a film to film pouch will be replaced by a polybag. Because of that, volumes of items currently purchased to Amcor decreased (and will continue to decrease as more products migrate to the new bag) and shifted to Greatpack, which will result in price increases with Welvich. Gem-Imagen has been identified as an alternative to supply film to film and Tyvek pouches part numbers, currently purchased to Welvich and RSNA Industries. The purpose of the Ataru project is to qualify Printpack as a supplier of film to film and Tyvek pouches used in Alaris and Medegen products. This project meets Carefusion’s need for cost avoidance due to an increase in prices from incumbent supplier caused by a change in volume requirements. KEYWORDS: Gamma sterilization, Packing Material, Infection Prevention.
1. INTRODUCCIÓN La esterilización, la muerte de las bacterias (o cualquier tipo de células), en instrumentos médicos se consigue principalmente por la radiación, provocando graves daños a los componentes de la célula y a los cromosomas de la célula, específicamente el ADN. "El daño severo" de ADN es múltiples roturas en la estructura similar a una
escalera larga de ADN. La radiación (por ejemplo, rayos gamma, rayos X o radiaciones beta y alfa) tiene suficiente energía para ionizar los átomos y moléculas; es decir, se puede crear partículas cargadas y los radicales libres. En las células, el agua puede ser ionizado para formar radicales libres, algo como H-plus (H +) y OH-menos (OH-) radicales encontrado en ácidos (por ejemplo H + Cl-) y
JUAN ANDRES LOPEZ B. Ingeniero Industrial, Dr. Profesor de Tiempo Completo Universidad Autónoma de Baja California [email protected] AXEL DELGADO GUTIÉRREZ Ingeniero Industrial Alumno de la FCQI 9no. Semestre. Universidad Autónoma de Baja California [email protected] ELEAZAR LUCATERO RINCON Ingeniero Industrial Alumno de la FCQI 9no. Semestre. Universidad Autónoma de Baja California [email protected] JESUS G. ESTRADA GUZMAN Ingeniero Industrial Alumno de la FCQI 9no. Semestre. Universidad Autónoma de Baja California [email protected] OMAR DELGADO CISNEROS Ingeniero Industrial Alumno de la FCQI 9no. Semestre. Universidad Autónoma de Baja California [email protected]
40

Revista Aristas: Ciencia Básica y Aplicada
bases (por ejemplo, Na + OH -). Los radicales libres realizadas en el interior del núcleo de una célula puede causar daños a los componentes de la célula y roturas en la estructura del ADN (la radiación también puede provocar directamente roturas en la cadena química del ADN ionizante). Si una cantidad suficiente se hace daño a ADN de la célula, que actúa como mecanismo de control de la célula, la célula no puede funcionar correctamente o reproducir y el resultado es la muerte celular (esterilización). La radiación se utiliza para esterilizar instrumentos médicos sellando primero un lugar limpio, pero no libre de bacterias, instrumento en una bolsa hermética. La bolsa y el instrumento se colocan entonces en un gran campo de radiación que puede penetrar en la bolsa-por ejemplo, radiación gamma, los rayos X o electrones de alta energía. Estas radiaciones ionizantes pueden matar a las bacterias (células); y la bolsa hermética mantendrá el instrumento estéril hasta que la bolsa se abre en el centro médico. La intención de este proyecto es resumir los resultados de la ejecución de la validación de film a film alternativo para la bolsa de radiación P / N 630-00328 llevado a cabo a través de tres máquinas selladoras de calor que han sido seleccionados previamente como representante en toda máquinas selladoras de calor. Al proporcionar evidencia objetiva de la conformidad con los requisitos de embalaje y eficacia de las operaciones, por el cual se llevó a cabo para la bolsa de radiación de film a film P / N 630-00328. 2. CONTENIDO 2.1 Marco Teórico El avance relativamente reciente en el proceso biofarmacéutico ha sido el uso de tecnologías desechables de un solo uso. Las tecnologías desechables de un solo uso incluyen tubería, filtros de cápsula, dispositivos de cromatografía de membrana de intercambio iónico de un solo uso, mezcladores de un solo uso, biorreactores, bolsas estériles para permanencia del producto en lugar de recipientes de acero inoxidable (es decir, bolsas de contención para fluidos estériles), dispositivos de conexión, y receptáculos de muestreo (1). Los conductores para la implementación de dicha tecnología incluyen mejor aseguramiento de la esterilidad, mayor flexibilidad para procesos de manufactura estéril, tiempos de proceso reducidos, y ahorros de costo y energía asociados con la evitación del lavado, secado y esterilización del equipo de acero inoxidable (2). A pesar de estas ventajas, la aplicación de tecnología desechable estéril de un solo uso en la industria farmacéutica sigue en su infancia y existen varios importantes pasos de validación a ser considerados. Estos pasos se relacionan con problemas de compatibilidad con el producto (p.ej., extraíbles y lixiviables) y con el aseguramiento de la esterilidad. Este artículo aborda un
aspecto importante del aseguramiento de la calidad: garantizar que los sistemas de un solo uso son estériles y que el proceso de suministrar sistemas estériles de un solo uso no daña el dispositivo o causa adulteración del producto. El método primario para la esterilización de tecnología de un solo uso es por irradiación gamma. Esto es debido a que los plásticos no pueden someterse a métodos de esterilización basados en calor sin dañar el molde (es decir, el estireno y otros plásticos son sensibles a la temperatura) (3). Otros métodos alternativos, tales como la esterilización gaseosa con óxido de etileno, aunque se usa en ocasiones, puede dejar residuos indeseables y potencialmente tóxicos (p.ej., etilen glicol y etilen clorhidrina) después de la esterilización (4). Otros métodos alternativos de esterilización (p.ej., sistema de inmersión líquida en ácido peracético y procesos de esterilización con plasma) no están suficientemente bien establecidos (5). La irradiación con haz electrónico es un método alternativo de radiación al del gamma. Este es una corriente de electrones concentrada, altamente cargada, generada por la aceleración y conversión de la electricidad (6). La radiación con haz electrónico no se usa comúnmente para los sistemas desechables de un solo uso debido a su capacidad relativamente limitada para penetrar algunos tipos de plásticos (7). Por lo tanto, los sistemas de un solo uso se esterilizan típicamente utilizando rayos gamma (es decir, radiación de onda electromagnética) (8). A pesar de la amplia aplicación de la irradiación gamma, el proceso permanece como el único método de esterilización primaria no descrito en la Farmacopea Europea o en la Farmacopea de los Estados Unidos (USP). 2.2 Hipótesis Las Bolsas para Esterilizar con EO Gas o Vapor ESTERIBOL son un dispositivo médico utilizado como contenedor elaborado con papel grado médico, liso, de porosidad controlada, abierto en la parte superior para introducir el producto que se desea esterilizar misma que se cierra herméticamente al usar un sistema de banda, con fuelles y boca aserrada. Son usadas para actuar como barrera bacteriana y mantener los artículos estériles en su interior, después de haber sido sometidos a un proceso de esterilización ya sea con gas óxido de etileno o vapor. Además disponen de un sistema de apertura que permite abrir fácilmente la bolsa en el quirófano. El cierre de la parte superior (boca) es termosellable, el fondo de la bolsa está sellado con un termo adhesivo y tiene dos dobleces a todo lo ancho, cada uno pegado con un adhesivo no corrosivo resistente al agua. El lado posterior de la bolsa tiene un adhesivo no corrosivo resistente al agua y está

Revista Aristas: Ciencia Básica y Aplicada
constituido mediante un sistema de dos bandas de adhesivo con color. En ambas caras cuenta con información marcada con tinta indeleble. Además cuenta con un Indicador Dual no corrosivo resistente al agua que permite visualizar si ha sido sometido a un proceso de esterilización. Características: 1. Bolsas para Esterilizar con EO Gas o Vapor
ESTERIBOL. 2. Fabricadas con papel grado médico, liso, de
porosidad controlada. 3. Cierran herméticamente al usar un sistema de banda. 4. Tienen fuelles y boca aserrada. 5. Funcionan como barrera bacteriana, mantienen los
artículos estériles en su interior, mientras no tenga señales de ruptura.
6. Disponen de un sistema de apertura. 7. El cierre de la parte superior (boca) es termosellable. 8. El fondo de la bolsa está sellado con un termo
adhesivo. 9. Cuenta con un Indicador Dual no corrosivo que
permite visualizar si ha sido sometido a un proceso de esterilización.
El código de modelo utilizado durante la certificación operativa para Pruebas Post-estéril / Distribución fue 42493E 262 PRI NDLESS SET debido a que se considera que la bolsa de radiación más pesado y más grande de esta familia en particular y mayormente apropiada para confirmar que los ajustes actuales con la bolsa alterna para el pouch film to film P / N 630-00328 cumplen con los requisitos de empaque y operaciones efectivas. 2.3 OPERATIONAL QUALIFICATION (OQ) 2.3.1 OQ Worst case challenge (PRE-STERILE) Peor Caso Desafío pruebas previas a la estéril se llevó a cabo a las muestras de film a film radiación bolsa P / N 630-00328 fueron sellados correr 20 minutos por escenario (mínimo, nominal y máximo) y Máquina Urania selladora de calor, esperar al menos 5 minutos entre los escenarios con el fin de estabilizar el proceso, así mismo con la configuración por tabla # 1. Tabla 1 Parámetros utilizados durante la validación
HeatSe
aler ID
Para-
metros
Unidad Low Nom Max
PE-
0385-
0016
Pressur
e Bars
Type A
Belt
Speed in/min 590 580 570
Temp. °C 160 165 170
Bars
Pressur
e
lbs 5.80 6.00 6.20
PE-
1042-
0002
Pressur
e Bars
Type B
Belt
Speed in/min 565 570 575
Temp. °C 175 180 185
Bars
Pressur
e
lbs 5.80 6.00 6.20
PE-
1042-
0004
Pressur
e Bars
Type C
Belt
Speed in/min 565 565 565
Temper
ature °C 163 168 173
Bars
Pressur
e
lbs 5.95 6.00 6.05
Fuente: Referencia Las tablas 2, 3 y 4, así como los números de los gráficos 1-9 proporcionan un breve resumen estadístico de los resultados de Peor Caso Desafío pruebas previas a la estéril. Para más detalles, véase el anexo 4 - OQ Stage.zip. Tabla 2 Urania Sellador PE-0385-0016 Tipo A
(Atributo de datos) Inspección Visual
Scenario
No hay signos de migración del
colorante a través del sello,
sobre la base de 604 316 TP,
Daños visibles del envase, embalaje o de la sección de sellado
(por ejemplo, orificios, roturas, manchas y,
sello abierto), basado en PCP0017 Tabla I,
Inspección Visual High 0/298 0/298 Nomi
nal 0/298 0/298
Low 0/298 0/298 (Variable Data) Peel Seal Strength(Spec ≥1 lbf)
Escenario
Max V
alue
Min V
alue
Ave StDev
(Overall)
Distri-bution Type
Ppk / Cpk
High 2.22 1.86
2.1 0.1 Normal 5.35
Nominal
2.24 1.87
2.1 0.1 Normal 3.34
Low 2.25 1.73
2 0.1 Normal 3.48
Fuente: Referencia. Nota: 0/298 medios; 0 muestras rechazadas de 298 muestras resultaron.

Revista Aristas: Ciencia Básica y Aplicada
Análisis de estabilidad y capacidad de instantánea se llevaron a cabo con el fin de proporcionar una verificación rápida del nivel de calidad. Los siguientes gráficos evidencian los resultados de ellos. Figura 1 de Estabilidad y Análisis de capacidad para entornos de bajos (Pre-estéril Estado):
Fuente: Elaboración propia (Análisis Minitab)
Fuente: Elaboración propia (Análisis Minitab) Figura 2 de Estabilidad y Análisis de capacidad para Ajustes nominales (Pre-estéril Estado):
Fuente: Elaboración propia (Análisis Minitab) Fuente: Elaboración propia (Analisis Minitab) Figura 3 Estabilidad y Análisis de capacidad para altos ajustes (Pre-estéril Estado): Fuente: Elaboración propia (Análisis Minitab) Fuente: Elaboración propia (Análisis Minitab)
61554943373125191371
2.5
2.0
1.5
1.0
Observation
Indi
vidu
al V
alue _
X=2.059
UC L=2.376
LC L=1.742
LSL=1
61554943373125191371
0.4
0.3
0.2
0.1
0.0
Observation
Mov
ing
Ran
ge
__MR=0.1192
UC L=0.3895
LC L=0
I-MR Chart of NOM PRE TYPE A
2.2752.1001.9251.7501.5751.4001.2251.050
LSL
LSL 1Target *USL *Sample Mean 2.05877Sample N 65StDev (Within) 0.10569StDev (O v erall) 0.099491
Process Data
C p *C PL 3.34C PU *C pk 3.34
Pp *PPL 3.55PPU *Ppk 3.55C pm *
O v erall C apability
Potential (Within) C apability
PPM < LSL 0.00PPM > USL *PPM Total 0.00
O bserv ed PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
Exp. Within PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
Exp. O v erall Performance
WithinOverall
Process Capability of NOM PRE TYPE A
61554943373125191371
2.0
1.5
1.0
Observation
Ind
ivid
ua
l V
alu
e
_X=2.050
UC L=2.246
LC L=1.854
LSL=1
61554943373125191371
0.24
0.18
0.12
0.06
0.00
Observation
Mo
vin
g R
an
ge
__MR=0.0738
UC L=0.2410
LC L=0
I-MR Chart of MAX PRE TYPE A
2.1001.9251.7501.5751.4001.2251.050
LSL
LSL 1Target *USL *Sample Mean 2.04969Sample N 65StDev (Within) 0.0653812StDev (O v erall) 0.0786601
Process Data
C p *C PL 5.35C PU *C pk 5.35
Pp *PPL 4.45PPU *Ppk 4.45C pm *
O v erall C apability
Potential (Within) C apability
PPM < LSL 0.00PPM > USL *PPM Total 0.00
O bserv ed PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
Exp. Within PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
Exp. O v erall Performance
WithinOverall
Process Capability of MAX PRE TYPE A

Revista Aristas: Ciencia Básica y Aplicada
Fuente: Elaboración propia (Análisis Minitab) Tabla 3 Urania Sellador PE-0385-0016 Tipo B (Atributo de datos) Inspección Visual Escenario
No hay signos de migración del colorante a través del sello, sobre la base de 604 316 TP.
Daños visibles del envase, embalaje o de la sección de sellado (por ejemplo, orificios, roturas, manchas y, sello abierto), basado en PCP0017 Tabla I, Inspección Visual
High 0/298 0/298 Nomi
nal 0/298 0/298
Low 0/298 0/298 (Variable Data) Peel Seal Strength(Spec ≥1 lbf)
Escenario
Max V
alue
Min V
alue
Average
StDev (Overall)
Distribution Type
Ppk / Cpk
High 2.3 1.77 2.1 0.1 Normal 3.45
Nominal 2.59 1.96 2.2 0.1 Nor
mal 3.9
Low 2.35 1.85 2.1 0.1 Normal 3.81
Fuente: Elaboración propia Nota: 0/298 medios; 0 muestras rechazadas de 298 muestras aprobadas. Figura 4 de Estabilidad y Análisis de capacidad para entornos de bajos (Pre-estéril Estado):
Fuente: Elaboración propia Figura 5 Estabilidad y Análisis de capacidad para Ajustes nominales (Pre-estéril Estado): Fuente: Elaboración propia (Análisis Minitab) Fuente: Elaboración propia
61554943373125191371
2.5
2.0
1.5
1.0
Observation
Ind
ivid
ua
l V
alu
e _X=2.084
UC L=2.368
LC L=1.800
LSL=1
61554943373125191371
0.4
0.3
0.2
0.1
0.0
Observation
Mo
vin
g R
an
ge
__MR=0.1069
UC L=0.3492
LC L=0
I-MR Chart of MIN PRE TYPE B
2.22.01.81.61.41.21.0
LSL
LSL 1Target *USL *Sample Mean 2.084Sample N 65StDev (Within) 0.0947473StDev (O v erall) 0.104175
Process Data
C p *C PL 3.81C PU *C pk 3.81
Pp *PPL 3.47PPU *Ppk 3.47C pm *
O v erall C apability
Potential (Within) C apability
PPM < LSL 0.00PPM > USL *PPM Total 0.00
O bserv ed PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
Exp. Within PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
Exp. O v erall Performance
WithinOverall
Process Capability of MIN PRE TYPE B
61554943373125191371
2.5
2.0
1.5
1.0
Observation
Ind
ivid
ua
l V
alu
e
_X=2.206
UC L=2.515
LC L=1.897
LSL=1
61554943373125191371
0.4
0.3
0.2
0.1
0.0
Observation
Mo
vin
g R
an
ge
__MR=0.1162
UC L=0.3798
LC L=0
I-MR Chart of NOM PRE TYPE B
2.42.22.01.81.61.41.21.0
LSL
LSL 1Target *USL *Sample Mean 2.20615Sample N 65StDev (Within) 0.103059StDev (O v erall) 0.117296
Process Data
C p *C PL 3.90C PU *C pk 3.90
Pp *PPL 3.43PPU *Ppk 3.43C pm *
O v erall C apability
Potential (Within) C apability
PPM < LSL 0.00PPM > USL *PPM Total 0.00
O bserv ed PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
Exp. Within PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
Exp. O v erall Performance
WithinOverall
Process Capability of NOM PRE TYPE B
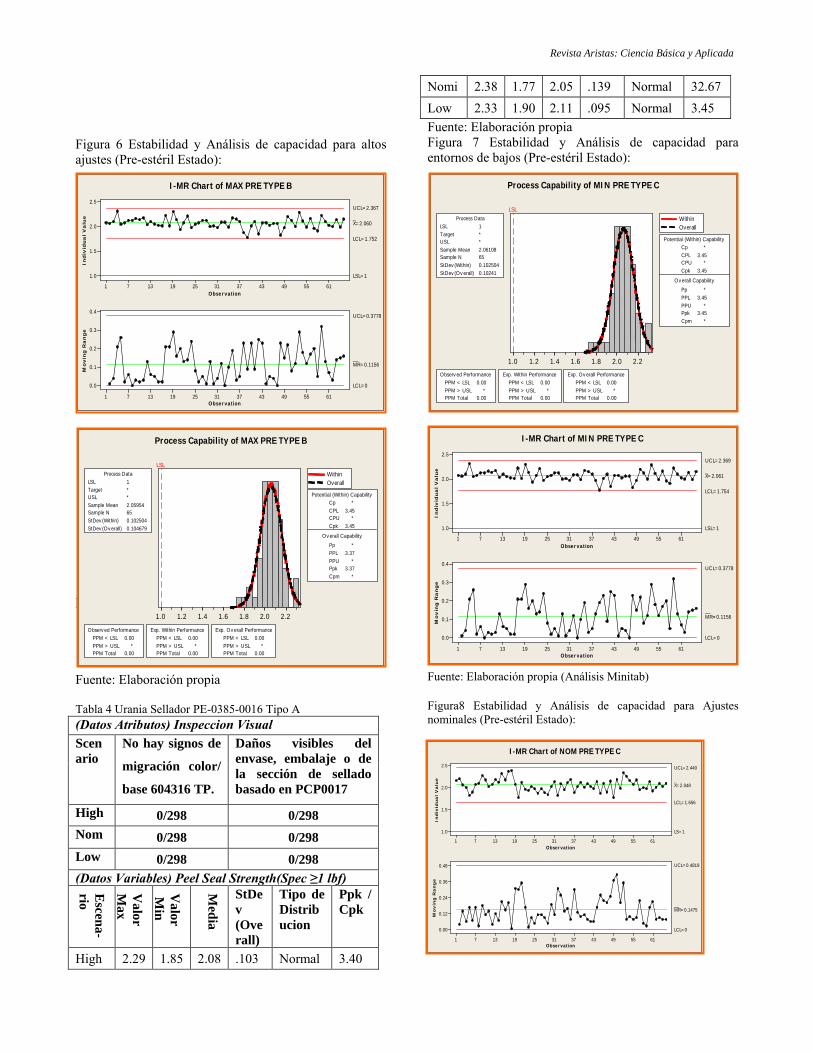
Revista Aristas: Ciencia Básica y Aplicada
Figura 6 Estabilidad y Análisis de capacidad para altos ajustes (Pre-estéril Estado): Fuente: Elaboración propia (Análisis Minitab) Fuente: Elaboración propia Tabla 4 Urania Sellador PE-0385-0016 Tipo A (Datos Atributos) Inspeccion Visual Scenario
No hay signos de
migración color/
base 604316 TP.
Daños visibles del envase, embalaje o de la sección de sellado basado en PCP0017
High 0/298 0/298 Nom 0/298 0/298 Low 0/298 0/298 (Datos Variables) Peel Seal Strength(Spec ≥1 lbf)
Escena-
rio
Valor
Max
Valor
Min
Media
StDev (Overall)
Tipo de Distribucion
Ppk / Cpk
High 2.29 1.85 2.08 .103 Normal 3.40
Nomi 2.38 1.77 2.05 .139 Normal 32.67 Low 2.33 1.90 2.11 .095 Normal 3.45 Fuente: Elaboración propia Figura 7 Estabilidad y Análisis de capacidad para entornos de bajos (Pre-estéril Estado): Fuente: Elaboración propia (Análisis Minitab) Figura8 Estabilidad y Análisis de capacidad para Ajustes nominales (Pre-estéril Estado):
61554943373125191371
2.5
2.0
1.5
1.0
Observation
Ind
ivid
ua
l V
alu
e _X=2.060
UC L=2.367
LC L=1.752
LSL=1
61554943373125191371
0.4
0.3
0.2
0.1
0.0
Observation
Mo
vin
g R
an
ge
__MR=0.1156
UC L=0.3778
LC L=0
I-MR Chart of MAX PRE TYPE B
2.22.01.81.61.41.21.0
LSL
LSL 1Target *USL *Sample Mean 2.05954Sample N 65StDev (Within) 0.102504StDev (O v erall) 0.104679
Process Data
C p *C PL 3.45C PU *C pk 3.45
Pp *PPL 3.37PPU *Ppk 3.37C pm *
O v erall C apability
Potential (Within) C apability
PPM < LSL 0.00PPM > USL *PPM Total 0.00
O bserv ed PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
Exp. Within PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
Exp. O v erall Performance
WithinOverall
Process Capability of MAX PRE TYPE B
2.22.01.81.61.41.21.0
LSL
LSL 1Target *USL *Sample Mean 2.06108Sample N 65StDev (Within) 0.102504StDev (O v erall) 0.10241
Process Data
C p *C PL 3.45C PU *C pk 3.45
Pp *PPL 3.45PPU *Ppk 3.45C pm *
O v erall C apability
Potential (Within) C apability
PPM < LSL 0.00PPM > USL *PPM Total 0.00
O bserv ed PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
Exp. Within PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
Exp. O v erall Performance
WithinOverall
Process Capability of MIN PRE TYPE C
61554943373125191371
2.5
2.0
1.5
1.0
Observation
Ind
ivid
ua
l V
alu
e _X=2.048
UC L=2.440
LC L=1.656
LS=1
61554943373125191371
0.48
0.36
0.24
0.12
0.00
Observation
Mo
vin
g R
an
ge
__MR=0.1475
UC L=0.4819
LC L=0
I-MR Chart of NOM PRE TYPE C
61554943373125191371
2.5
2.0
1.5
1.0
Observation
Ind
ivid
ua
l V
alu
e _X=2.061
UC L=2.369
LC L=1.754
LSL=1
61554943373125191371
0.4
0.3
0.2
0.1
0.0
Observation
Mo
vin
g R
an
ge
__MR=0.1156
UC L=0.3778
LC L=0
I-MR Chart of MIN PRE TYPE C

Revista Aristas: Ciencia Básica y Aplicada
Fuente: Elaboración propia (Análisis Minitab) Figura 9 Estabilidad y Análisis de capacidad para altos ajustes (Pre-estéril Estado):
Fuente: Elaboración propia (Análisis Minitab) 2.3.2 Resumen del informe Propiedades Físicas Pruebas de comparación se realiza entre la bolsa Control y la bolsa de prueba. Una comparación directa entre la bolsa histórica y la prueba no es posible. Bolsas de radiación históricos ya no están disponibles para la prueba. Orientación Producción de bolsas se muestra en la Figura 1. Bolsas actuales se ejecutan con el chevron señaló en la dirección transversal. Bolsas Printpack médicos se ejecutan con el chevron apunta en la dirección de la máquina. El beneficio a correr con el cheurón apuntando en dirección de la máquina (MD) es que no es más alta, aunque la creación de más bolsas por minuto. Esto crea un ahorro de costos. Figura 10: Orientación de bolsas
Fuente: Elaboración propia 2.3.3 Justificación del tamaño de la muestra Un tamaño de muestra de 65 se utiliza para todas las pruebas variables. Esto se basó en las pruebas de datos variables que requiere por lo menos 3-sigma del límite establecido y garantizando una distribución normal debe apoyar una fiabilidad del 99% con una confianza del 95%. Así quedó establecido en la Tabla V, de un solo lado y los factores de límite de tolerancia estadísticos de dos caras, la página Aii36, Manual de Calidad de Juran, quinta edición. Una justificación del tamaño de la muestra para los datos de atributos (pasa / falla - la inspección visual, prueba de tinte azul, Burst) se corresponde con un NCA de 0.017. Para las pruebas invasivas se utilizó un nivel de confianza del 95%, con un% defectuoso no superior a 1%. Se utilizó el tamaño de muestra de 65, aceptando 0 defectos. Para el PQ el número total de muestras se distribuirá uniformemente a través de los 3 lotes; es decir. 3 lotes X 65 muestras = 195 muestras en total.
2.342.161.981.801.621.441.261.08
LSL
LSL 1Target *USL *Sample Mean 2.048Sample N 65StDev (Within) 0.130762StDev (O v erall) 0.139062
Process Data
C p *C PL 2.67C PU *C pk 2.67
Pp *PPL 2.51PPU *Ppk 2.51C pm *
O v erall C apability
Potential (Within) C apability
PPM < LSL 0.00PPM > USL *PPM Total 0.00
O bserv ed PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
Exp. Within PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
Exp. O v erall Performance
WithinOverall
Process Capability of NOM PRE TYPE C
61554943373125191371
2.5
2.0
1.5
1.0
Observation
Ind
ivid
ua
l V
alu
e _X=2.082
UC L=2.401
LC L=1.764
LSL=1
61554943373125191371
0.4
0.3
0.2
0.1
0.0
Observation
Mo
vin
g R
an
ge
__MR=0.1198
UC L=0.3916
LC L=0
I-MR Chart of MAX PRE TYPE C
2.22.01.81.61.41.21.0
LSL
LSL 1Target *USL *Sample Mean 2.08246Sample N 65StDev (Within) 0.106244StDev (O v erall) 0.10247
Process Data
C p *C PL 3.40C PU *C pk 3.40
Pp *PPL 3.52PPU *Ppk 3.52C pm *
O v erall C apability
Potential (Within) C apability
PPM < LSL 0.00PPM > USL *PPM Total 0.00
O bserv ed PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
Exp. Within PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
Exp. O v erall Performance
WithinOverall
Process Capability of MAX PRE TYPE C

Revista Aristas: Ciencia Básica y Aplicada
Tabla 5 Sumario de resultados
Test (UO
M)
Sample
T-test P-value
Test avg.
Control (cpk)
Means w
ithin 3 st. ev.
Cpk > 1.33
Data points in Spec Range
Tensile Strength MD (lbf)
32 .972 N/A N/A Yes N/A N/A
Tensile Strength TD (lbf)
32 .000 18.5 17.1 Yes N/A N/A
Elongation at Break MD (%)
32 .007 131 121 Yes N/A
N/A
Elongation at Break TD %)
32 .00 112 138 Yes N/A
N/A
Slow Rate Puncture (N)
32 .00 19.5 20.7 Yes N/A
N/A
Pendulum Impact (J)
32 .00 0.10 0.07 Yes N/A N/A
Transmittance (%) 32 0.00 90.2 91.2 Yes N/A N/A
Haze (%) 32 0.13 N/A N/A Yes N/A N/A Clarity (%) 32 0.00 93.8 96.3 No N/A N/A
COF I:I kinetic/ static (FC)
32 0.00 0.079/0.06
0.19/0.2 Yes N/A
N/A
COF O:O kinetic/ static(FC)
32 0.00 0.075/0.06
0.19/0.1 No N/A
N/A
Gelbo Flex ( # pin holes)
5 0.29 N/A N/A Yes N/A
N/A
IR scan of PET/PE
1 N/A N/A N/A N/A N/A N/A
DSC of 1 N/A N/A N/A N/A N/A N/A
PET/PE Seal strength chevron (lbf)
64 N/A
2.01(2.99cpk)
2.54 (3.29)
N/A Yes
Yes
Fuente: elaboracion propia Tabla 4 PRESUPUESTOS DE CAPITAL - Retorno de Inversión (ROI) ANÁLISIS Cash flow and ROI statement
Beneficio AÑO 0 1 2 3
100% Vol. proveedor alterno
672,232 394,670 394,670
Total de beneficio anual
$ 672,232 $ 394,670 $ 394,670
Aplicación del filtro 70% 100% 100%
Beneficios totales realizadas
$ 470,562 $ 394,670 $ 394,670
Costos Año 0 Año 1 Año 2 Año 3 Total $ 50,000 $ - $ - $ - Benfits Año 0 Año 1 Año 2 Año 3 Flujo anual beneficios -$ 50,000 $470,562 $394,670 394,670
Flujo de beneficio acumulado
$ 50,000 470,562 815,232 1.209,902
Flujo de Beneficio Descuento
Año 0 Año 1 Año 2 Año 3
Costes reducidos $ 50,000 $ - $ - $ -
Beneficios descontados 0 409,185 298,472 259,502
Flujo total beneficios reducidos
-50000 409,185 298,472 259,502
Flujo de beneficio descontado acumulado total
-50000 359,185 657,612 917,114
Inversión inicial Año0 Año 1 Año 2 Año 3
La inversión inicial $ 50,000 $ - $ - $
- Costos Implementación
0 0 0 0
Gastos de apoyo en curso
0 0 0 0
Costes de formación 0 0 0 0
Otros costos 0 0 0 0
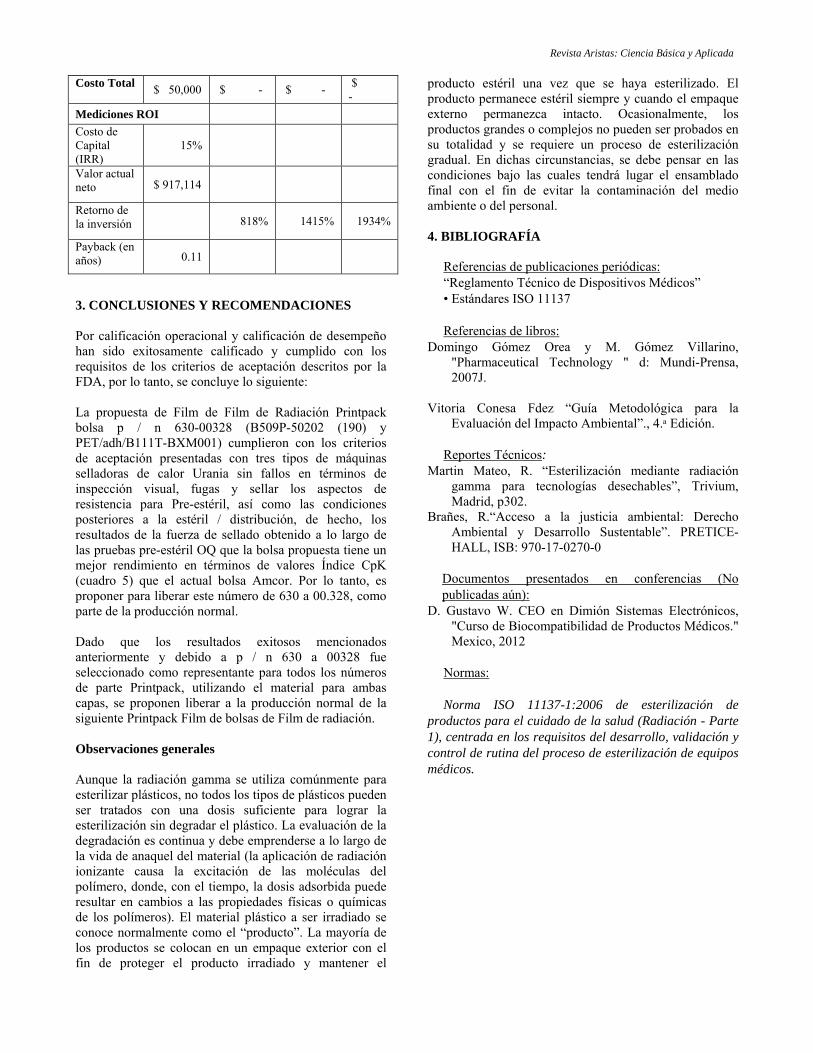
Revista Aristas: Ciencia Básica y Aplicada
Costo Total $ 50,000 $ - $ - $ -
Mediciones ROI Costo de Capital (IRR)
15%
Valor actual neto $ 917,114 Retorno de la inversión 818% 1415% 1934%
Payback (en años) 0.11
3. CONCLUSIONES Y RECOMENDACIONES Por calificación operacional y calificación de desempeño han sido exitosamente calificado y cumplido con los requisitos de los criterios de aceptación descritos por la FDA, por lo tanto, se concluye lo siguiente: La propuesta de Film de Film de Radiación Printpack bolsa p / n 630-00328 (B509P-50202 (190) y PET/adh/B111T-BXM001) cumplieron con los criterios de aceptación presentadas con tres tipos de máquinas selladoras de calor Urania sin fallos en términos de inspección visual, fugas y sellar los aspectos de resistencia para Pre-estéril, así como las condiciones posteriores a la estéril / distribución, de hecho, los resultados de la fuerza de sellado obtenido a lo largo de las pruebas pre-estéril OQ que la bolsa propuesta tiene un mejor rendimiento en términos de valores Índice CpK (cuadro 5) que el actual bolsa Amcor. Por lo tanto, es proponer para liberar este número de 630 a 00.328, como parte de la producción normal. Dado que los resultados exitosos mencionados anteriormente y debido a p / n 630 a 00328 fue seleccionado como representante para todos los números de parte Printpack, utilizando el material para ambas capas, se proponen liberar a la producción normal de la siguiente Printpack Film de bolsas de Film de radiación. Observaciones generales Aunque la radiación gamma se utiliza comúnmente para esterilizar plásticos, no todos los tipos de plásticos pueden ser tratados con una dosis suficiente para lograr la esterilización sin degradar el plástico. La evaluación de la degradación es continua y debe emprenderse a lo largo de la vida de anaquel del material (la aplicación de radiación ionizante causa la excitación de las moléculas del polímero, donde, con el tiempo, la dosis adsorbida puede resultar en cambios a las propiedades físicas o químicas de los polímeros). El material plástico a ser irradiado se conoce normalmente como el “producto”. La mayoría de los productos se colocan en un empaque exterior con el fin de proteger el producto irradiado y mantener el
producto estéril una vez que se haya esterilizado. El producto permanece estéril siempre y cuando el empaque externo permanezca intacto. Ocasionalmente, los productos grandes o complejos no pueden ser probados en su totalidad y se requiere un proceso de esterilización gradual. En dichas circunstancias, se debe pensar en las condiciones bajo las cuales tendrá lugar el ensamblado final con el fin de evitar la contaminación del medio ambiente o del personal. 4. BIBLIOGRAFÍA
Referencias de publicaciones periódicas: “Reglamento Técnico de Dispositivos Médicos” • Estándares ISO 11137 Referencias de libros:
Domingo Gómez Orea y M. Gómez Villarino, "Pharmaceutical Technology " d: Mundi-Prensa, 2007J.
Vitoria Conesa Fdez “Guía Metodológica para la
Evaluación del Impacto Ambiental”., 4.ᵃ Edición. Reportes Técnicos:
Martin Mateo, R. “Esterilización mediante radiación gamma para tecnologías desechables”, Trivium, Madrid, p302.
Brañes, R.“Acceso a la justicia ambiental: Derecho Ambiental y Desarrollo Sustentable”. PRETICE-HALL, ISB: 970-17-0270-0
Documentos presentados en conferencias (No publicadas aún):
D. Gustavo W. CEO en Dimión Sistemas Electrónicos, "Curso de Biocompatibilidad de Productos Médicos." Mexico, 2012
Normas: Norma ISO 11137-1:2006 de esterilización de
productos para el cuidado de la salud (Radiación - Parte 1), centrada en los requisitos del desarrollo, validación y control de rutina del proceso de esterilización de equipos médicos.

Revista Aristas: Ciencia Básica y Aplicada. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 03/02/2014 Aceptado: 30/07/2014
RESULTADOS DE LA IMPLEMENTACIÓN DE HERRAMIENTAS DE
MANUFACTURA ESBELTA: 5 “S”
Implementation of lean manufacturing tools: 5 “S”
RESUMEN Este proyecto surge debido a la falta de seguimiento de programas que fomenten una cultura de organización y estandarización con el fin de mejorar el flujo del proceso, reducir desperdicios y costos. El beneficio de esta implementación es lograr estar dentro de los objetivos de calidad en Productividad y Desperdicio, así como mejorar las condiciones de trabajo y la moral del personal. El impacto importante se verá reflejado en los costos de producción, reduciendo gastos y tiempos innecesarios, al mismo tiempo de recudir los accidentes laborales. PALABRAS CLAVES: Calidad, Estandarización, Productividad. ABSTRACT This project was born due to the lack of monitoring of programs that foster a culture of organization and standardization in order to improve the flow of process, reduce waste and costs. The benefit of this implementation is to be within the objectives of quality, productivity and waste, as well as improving working conditions and staff morale. The major impact will be reflected in the costs of production, reducing costs and unnecessary times, at the same time reduce work-related accidents. KEYWORDS: Productivity, Quality, Standardization.
CHRISTIAN TORRES LOERA Ingeniero Industrial Alumno de la FCQI 9no. Semestre. Universidad Autónoma de Baja California [email protected] YUNI DENISSE ECHAVARRIA Ingeniero Industrial Alumno de la FCQI 9no. Semestre. Universidad Autónoma de Baja California [email protected] JUAN ANDRES LOPEZ BARRERAS Ingeniero Industrial, Dr. Profesor Investigador Universidad Autónoma de Baja California [email protected]
1. INTRODUCCIÓN
A continuación se desarrolla este proyecto donde el objetivo primordial es la mejora continua se realizara un mapeo del proceso en las diferentes estaciones de trabajo con la finalidad de verificar las condiciones físicas actuales de la estaciones de trabajo y los posibles riesgos laborales. De esta forma se pretende implementar herramientas de manufactura esbelta que nos ayuden a mejorar las condiciones actuales de trabajo, disminuyendo costos de operación así como tiempos muertos. Parte de la finalidad de este proyecto es aumentar el flujo del proceso dando como resultados positivos producto terminado de calidad, tiempos de entrega, estandarización en las estaciones de trabajo. Con ayuda del ingeniero en procesos, ingeniero en producción y el departamento de calidad, se evaluara los aspectos normativos que establece la empresa referente a los programas de mejora continua. Adicionalmente en este proyecto encontraremos información que se ha recopilado tanto de fuentes bibliográficas así como directamente de los ingenieros de la empresa sobre las
diferentes herramientas de manufactura esbelta que facilitan mejorar nuestro entorno laboral. Este proyecto se llevó a cabo con la participación de todas las áreas de la planta desde mantenimiento hasta gerencia, fue realizado a lluvia de ideas y propuestas por parte del área de ingeniería. 2. MANUFACTURA ESBELTA OBJETIVOS Y HERRAMIENTAS Manufactura Esbelta son varias herramientas que le ayudará a eliminar todas las operaciones que no le agregan valor al producto, servicio y a los procesos, aumentando el valor de cada actividad realizada y eliminando lo que no se requiere. Reducir desperdicios y mejorar las operaciones, basándose siempre en el respeto al trabajador. La Manufactura Esbelta nació en Japón y fue concebida por los grandes gurús del Sistema de Producción Toyota: William Edward Deming, Taiichi Ohno, Shigeo Shingo, Eijy Toyoda entre algunos. El sistema de Manufactura Flexible o Manufactura Esbelta ha sido definida como una filosofía de excelencia de manufactura, basada en:
49

Revista Aristas: Ciencia Básica y Aplicada
1. La eliminación planeada de todo tipo de desperdicio 2. El respeto por el trabajador: Kaizen 3. La mejora consistente de Productividad y Calidad
Los principales objetivos de la Manufactura Esbelta es implantar una filosofía de Mejora Continua que le permita a las compañías reducir sus costos, mejorar los procesos y eliminar los desperdicios para aumentar la satisfacción de los clientes y mantener el margen de utilidad. Las Herramientas de Manufactura Esbelta 5'S dan concepto a la creación y mantenimiento de áreas de trabajo más limpias, más organizadas y más seguras, es decir, se trata de imprimirle mayor "calidad de vida" al trabajo. Las 5'S provienen de términos japoneses que diariamente ponemos en práctica en nuestra vida cotidiana y no son parte exclusiva de una "cultura japonesa" ajena a nosotros, es más, todos los seres humanos, o casi todos, tenemos tendencia a practicar o hemos practicado las 5'S, aunque no nos demos cuenta. Las 5'S son: Clasificar: Seiri Ordenar: Seiton Limpieza: Seiso Estandarizar: Seiketsu Disciplina: Shitsuke 3. MAPEO DEL PROCESO 3.1 Workstation de re-trabajo Al momento de adherir el grafito al molde en el planchado quedan burbujas de aire, las cuales hay que re trabajar antes de ingresar a la roladora. Ubicada en el área de preparación del shaft.
Figura 1. Workstation de re-trabajo
Fuente. Elaboración directa
3.2 Roladora
Esta máquina realiza una compresión del grafito adherido al molde que se encuentra como primer proceso para una pieza de shaft como sub-ensamble inicial ubicada en el área de preparación del shaft.
Figura 2. Roladora
Fuente Elaboración directa
3.3 Horno de cocción
El shaft ingresa por la parte trasera dentro de un tubo táctil plástico, se cocina entre 10 y 15 minutos a una temperatura de 185° c y es retirado por la parte frontal mostrada en la foto.
Figura 3. Horno de cocción
Fuente. Elaboración directa
*Nota. Hay que aclarar que este trabajo solo se presenta gráficamente los resultados del proyecto de vinculación.

Revista Aristas: Ciencia Básica y Aplicada
Figura 3(a) Vista completa del horno de cocción
Fuente Elaboración directa
3.4 Mesa de reposo del shaft
Una vez pasado por otro proceso de vacío dentro del horno, el shaft se ingresa a un tubo plástico flexible, el cual resiste la temperatura y el vacío para no afectar el área el grafito el horno y temperatura.
Figura 4. Mesa de reposo del shaft
Fuente. Elaboración directa 3.5 Área de enfriamiento del shaft
Después de haber reposado por 5 minutos (Punto 3.4), el shaft se saca del tubo táctil y es ingresado a la tina para enfriarse para después proceder a retirar molde en el área. Se omiten detalles adicionales por cuestiones de confidencialidad de la empresa. Sin embargo puede consultar el trabajo completo en la Facultad de Ciencias Químicas e Ingeniería, donde fue evaluado el proyecto completo.
Figura 5. Área de enfriamiento del shaft
Fuente Elaboración directa 3.6 Mesa de re-trabajo en área de ensamble
Después de terminar el proceso del punto 3.5, el shaft se mueve a esta mesa dentro del área de ensamble para cortarse de acuerdo al modelo.
Figura 6. Mesa de re-trabajo en área de ensamble
Fuente. Elaboración directa
3.7 Flex Tester
Después de haberse cortado el modelo deseado, el shaft es colocado en el flex tester. Esta máquina mide cuanta fuerza se requiere para poder flexionar el shaft 1”. Cada modelo tiene un rango de fuerza; si la medición está dentro del rango para dicho modelo, entonces el shaft es aceptado, de otra forma se rechaza.
Revista Aristas: Ciencia Básica y Aplicada
Figura 7. Flex tester
Fuente. Elaboración directa
3.8 Prensa hidráulica (Área de blade)
Esta máquina prensa el molde con el blade durante 10 minutos.
Figura 8. Prensa hidráulica
Fuente. Elaboración directa
3.9 Sistema de corte de precisión Autométrix
Esta máquina es la que realiza el corte preciso de blade (navaja) de acuerdo al modelo que se procesa. El grafito se presenta en hojas y se colocan sobre la mesa, después se ingresan las coordenadas x, y, z del modelo a procesar a la máquina, la cual realiza el corte parecido a un plotter.
Figura 9. Sistema de corte de precisión Autométrix
Fuente. Elaboración directa
3.10 Área de corte del corcel
El corcel es un material que se tapiza con el corte de grafito del blade, la cual le da la flexibilidad a la navaja.
Figura 10. Área de corte del corcel
Fuente. Elaboración directa 3.11 Área de prensa de blades
Una vez ya forrado el corcel de grafito se procede a prensar antes de cocer.

Revista Aristas: Ciencia Básica y Aplicada
Figura 11. Área de prensa de blades
Fuente. Elaboración directa
Figura 11 (a) Estación de re-trabajo del área de blades
Fuente. Elaboración directa
3.12 Estación de trabajo del moldeo de blade
Se inserta el blade en un molde que le da la curvatura de acuerdo al modelo a procesar.
Figura 12. Estación de trabajo del moldeo de blade
Fuente. Elaboración directa
3.13 Área de inspección de blades
En esta área se revisan aspectos estéticos y rebabas o posibles burbujas en el modelo.
Figura 13. Área de inspección de blades
Fuente. Elaboración directa
3.14 Área de mina (Mejor conocida como mina)
En esta área llegan los modelos terminados de los procesos anteriores por separado, los cuales van a la par y al mismo tiempo llegan a esta área, la cual almacena componentes e insumos, recibe las órdenes de compra y hace la unión de shaft con blade, después pasa al área de ensamble de los mismos.
Figura 14. Área de mina
Fuente. Elaboración directa

Revista Aristas: Ciencia Básica y Aplicada
3.15 Área de ensamble
El modelo semiterminado se ingresa a la tira, la cual contiene grava, agua y una solución química la cual elimina todo tipo de sustancias ajenas como grasas, corrosión del molde u otros problemas y elimina rebabas que hayan sido omitidas para después terminar unidas por pegamento epóxido y se bandean defectos estéticos.
Figura 15. Área de ensamble
Fuente. Elaboración directa
3.16 Área de pintura
Después de que el modelo semiterminado pasa por el área de ensamble, se pasa a esta área de pintura donde se le aplica un tipo de primer antes de ser pintado, ya que sin este proceso la pintura no resistiría, ya que con los impactos la pintura se desprendería a los días de uso.
Figura 16. Área de pintura
Fuente. Elaboración directa
4. OBSERVACIONES GENERALES DETECTADAS EN LAS ESTACIONES DE TRABAJO
Se realizó el mapeo del proceso de producción para verificar las condiciones físicas actuales de las diferentes estaciones de trabajo con las que cuenta la empresa, de forma general se puede decir que la empresa necesitaba implementar algún programa para mejorar las condiciones de trabajo actuales, ya que la mayoría de las estaciones se encontraron observaciones de desorden, limpieza, clasificación de herramientas, falta de iluminación. A continuación se enlistan las observaciones encontradas por estación. Tabla 1 . Observaciones en estaciones de trabajo Área Estación Observaciones
Área de pegado de
grafito para navaja
Se encontró desorganizada con documentos que no pertenecían al área La base de la plancha se encontraba quebrada en general se encontraba sucia
Área de planchado
manual
se encontró desorganizada con La plancha en mal estado Artículos que no deberían estar en una estación
Área de inspección de
moldes
Repisas se encontraron en muy malas
Área de pintura
Se encontro en en general en muy malas condiciones Sucia por pintura y solventes Desorganizada Solventes sin etiqueta de contenido
Área de prensa
hidráulica
Desordenada Botellas de agua
Área de corcel
Demasiado Scrap de recortes Desorganizada
Área de inpección de
shaft
Solamente desorganizado
Área de hornos de cocción
Herramientas no necesarias para la operación
Área de corte autmatico
Desorganizada Solventes sin etiqueta de contenido P manchadas
Fuente. Elaboración directa

Revista Aristas: Ciencia Básica y Aplicada
Diagrama de Pareto observaciones generales. Figura 17. Diagrama de Pareto
Fuente. Elaboración directa
Actualmente la organización se encuentra en crecimiento y en cambios constantes debido a que cuenta con 3 años operando en la cuidad, por tal motivo la plantilla actual es reducida y justa para cubrir la operación, aunado a esto los ingenieros de producción no pueden dar un seguimiento efectivo a programas de mejora continua, la falta de practicantes es una razón por la que no se tienen responsables para la implementación de estos programas de mejora continua. No se cuenta con una implementación de un programa de mejora continua que nos ayude a mantener áreas de trabajo más limpias, organizadas, seguras, que como resultado mejore las condiciones de trabajo y la moral del personal, ya que es más agradable y seguro trabajar en un sitio limpio y ordenado. Por consecuencia se ha observado deficiencia en el desempeño de los colaborares, más accidentes laborales, aumento en el costo de materia prima, y desperdicio de tiempos los cuales afectan la calidad del producto como el flujo del proceso. Situación deseada
Crear un programa para implementar una de las herramientas de manufactura esbelta que nos ayuden a tener estaciones de trabajo en condiciones óptimas, de tal manera que se gestione de forma sistemática los elementos de un área de trabajo de acuerdo a cinco fases, conceptualmente muy sencillas, pero que requieren esfuerzo y perseverancia para mantenerlas. De esta manera la empresa podrá obtener mayores beneficios y por consecuencia un crecimiento adecuado. Lo deseable es disminuir los siguientes puntos.
a) Gastos de tiempo y energía. b) Riesgos de accidentes o sanitarios. c) Mejorar la calidad de la producción. d) Mejorar la seguridad en el trabajo
Análisis causa raíz Diagrama Ishikawa Figura 18. Diagrama Ishikawa
Fuente Elaboración directa Espina seleccionada: Método
Se detecta la carencia de metodologías de mejora continua que oriente a conservar estaciones de trabajo y moral del colaborador en óptimas condiciones, por tal razón a base de lluvia de ideas de los diferentes departamentos se llega a la conclusión de que la espina de método del diagrama de Ishikawa es donde se tiene un área de oportunidad para trabajar en herramientas de mejora continua y establecerlas como parte del proceso o método de trabajo.
Tabla 2. Acciones de mejora
Acción de
mejora Responsable Periodo de
implementación observaciones
Se crea un diseño para
colocar ayudas
visuales para la cultura 5´S
Alfonso Juárez
Permanente
Se realizó diseño de la
cultura 5´ y se imprimió en
material rotoplast.
Colocación del rotoplast en diferentes estaciones de
trabajo
Yuny Echevarría
Alfonso Juárez
9 al 14 de junio
Se tuvo apoyo
por parte de
practicantes
Capacitación 5S a los
colaboradores
Depto.
Ingeniería 17-19 de junio
Se capacito a todos los
colaboradores de la empresa.
Aplicación de bitácora de seguimiento
Supervisor de
producción Permanente
Se aplica para verificar que
se lleve a cabo
Cedula para el chequeo 5S
Supervisor de
producción Permanente Cada semestre
Aplicación de benchmarking Practicantes Permanente Cada trimestre
Aplicación de formato de auditoría 5s
Supervisor de
producción Permanente Cada trimestre
Fuente Elaboración directa

Revista Aristas: Ciencia Básica y Aplicada
Ayuda visual la cual se colocó en las diferentes estaciones Figura 19. Elementos claves
Fuente. Elaboración directa Cronograma de capacitación al personal de diferentes áreas cultura 5S Tabla 3. Cronograma de capacitación
Cronograma de Capacitación de Personal
Fecha: 16 JUNIO 2014 De: RHCP5S-01
N°
cort
e gr
afic
o A
rmad
o de
Kits
C
amar
a de
V
acío
R
e tr
abaj
o R
olad
o H
orno
s E
xtra
cció
n E
nfri
amie
nto
Cor
te A
D
imen
sión
Pr
ueba
Fle
x
1 Alvarado luis
2 Atanacio luis
3 Barraza Miguel
4 Cruz mario
5 Diaz david
6 Garcia marco
7 Luna Carlos
8 Ortega Jun
9 Rodriguez Diego
10 Rodriguez Felipe
11 Sanchez Rogelio
12 Tiberio Fermin
13 Alcantar manuel
14 Arroyo jaime
15 Bora Manuel
16 Cruz luis
17 Diaz Hector
18 Duarte jesus
19 Llanes Jesus
20 Orrantia Antonio
21 Perez mario
22 Flores Ernesto
23 Garate Raul
24 Hernandez jose
25 Lopez Claudio
26 Mendez Edgar
27 Roman Carlos
28 Ruiz Alejandro
29 Yañes Joaquin
30 Zavala Joel
Grupo A 18 JUNIO 2014
4:00-5:00 pm
Grupo B 19 JUNIO 2014
4:00-5:00 pm
Grupo C 20 JUNIO 2014
4:00-5:00 pm
Fuente. Elaboración directa
Hoja de instrucción para la norma de aplicación 5S
Tabla 4. Norma de aplicación 5S
Norma de aplicación de la metodología 5´S
Elaborado por: Fecha:
N° Pauta Acción D S M
1
y
p q
hay
artic
ulos
inne
cesa
rios o
en m
al e
stad
o.
Ret
irarlo
s
M
2
y
esta
do d
el p
inta
do d
e lin
eas
inte
riore
s, lin
eas
de b
ande
jas,
pint
ado
de c
ajon
es (s
crap
y
Avi
sar s
uper
viso
r
T
3
band
ejas
, caj
ones
,
herr
amie
ntas
,
arm
ario
s y
com
prob
ar
Avi
sar s
uper
viso
r
Fuente Elaboración directa
Areas
Personal

Revista Aristas: Ciencia Básica y Aplicada
Check list seguimiento y verificación 5S
Tabla 5. Verificación 5S
Fuente. Elaboración directa Reporte fotografico del antes y despues de la implementacion del sistema 5s
Figura 20. Antes y después de la implementación.
Fuente. Elaboración directa
Checklist de verificación 5´S
Versión: CLV5S-01 Fecha:
Descripcion Excelente Bien Regular Mal Obs
Calificación (seiri)
Separación de artículos innecesarios
se actualizan anuncian y boletines de manera ordenada
No hay maquinas, herramientas no necesarios en el área
Las piezas sin uso se encuentran en lugares claramente fácil de identificar
Se coloca directamente sobre el operario lo que se usa al menos una vez por hora
Orden (seiton) Reglas de ordenamiento definidas
Obvia colocación de los objetos a necesitar
Puesto de trabaja racionalmente organizado
Objetos de uso frecuente se encuentran cerca del operario
Los documentos y manuales son guardados en orden y limpios
Las máquinas están ordenadas de manera lógica
Limpieza (seiso) Se facilita la limpieza e inspección

Revista Aristas: Ciencia Básica y Aplicada
Tabla 7. Cedula para el chequeo de las 5S
La tabla de arriba muestra la Cedula para el chequeo de las 5S. Esta se diseñó con el objetivo de facilitar ek control de documentos y acciones llevadas a cabo.
CELULA PRODIVE
CHEQUEO DE 5S´s
Technical Assembly S. de R.L. de C.V.
Preparado por:
PERIODO MAYO –JULIO SEMANA
Nº PAUTA D S M 1 2 3 4 5 6 7 8
5S´s
1
Revisar y comprobar que no hay artículos innecesarios o en mal estado
M
2
Revisar la existencia y el buen estado del pintado de líneas interiores, líneas de bandejas, pintado de cajones (Scrap y Reproceso)
T
3
Comprobar identificación de bandejas, cajones, herramientas, armarios y comprobar identificación de material
4
Comprobar que las herramientas y útiles de trabajo son adecuadas, están en buen estado y no están obsoletas
5 Comprobar la existencia, visiblidad y estado del bastidor de seguridad
6
Comprobar la existencia y el buen estado del dossier con check list, pauta e automantenimiento y lay out´s de la célula
7 Comprobar que existe y se rellena la hoja de material defectuoso
8 En caso de existencia de IPK´s, verificar su señalización
M
9 Revisar que el suelo, herramientas y útiles de trabajo están limpios
FORMATO AUDITORIA 5S´s Etapa
Parámetro a evaluar Excelente Bien Malo Pesimo
10 7.5 4 0
Org
aniz
ació
n - S
eiri
¿Han sido retirados todos los artículos innecesarios? Existen artículos innecesarios en la célula en número de: ¿Existen artículos que parezcan están revueltos en el puesto de Trabajo? Existen artículos que parezcan estar revueltos en número de: ¿Existen información desactualizada de procedimientos de trabajo? Existen procedimientos desactualizados en número de: ¿Existe un cálculo de IPK's y está señalizado? ¿Se cumple?
Existe está señalizado y se
cumple
Existe y está señalizado
Existe No hay nada
Total max: 30
Ord
en -
Seito
n
¿Existe un lugar específico para cada cosa? Localizaciones Cosas sin lugar especifico ¿los artículos y localizaciones identificados y fácilmente detectables? Artículos sin idéntica ¿Reposición de piezas es fácilmente localizable en los lotes de piezas? Pzas que no sean fácilmente localizables. los artículos en su lugar después de utilizarse? (Ver al final de turno) Artículos fuera de lugar ¿Continen los paneles toda la información demandada y esta actualizada?

Revista Aristas: Ciencia Básica y Aplicada
Aplicación de BENCH MARKING Con el objetivo de medir y comparar el seguimiento y la correcta aplicación del sistema 5S se implementa un BENCH MARKING interno donde se comparan las condiciones de actuales de las diferentes estaciones de trabajo. 5. CONCLUSIONES Y RECOMENDACIONES Durante la realización de este proyecto en la empresa se ha reforzado nuestros conocimientos en herramientas de manufactura esbelta, ya que gran parte de ellas fueron aplicadas durante el desarrollo de este proyecto. Dada la importancia que tienen las mejoras implementadas en las diferentes estaciones de trabajo para el equipo de trabajo es satisfactorio saber que hoy en día en la empresa se vive una cultura y ambiente organizacional en mejores condiciones, aunado a esto el conocimiento que se les trasmitió a todo el personal sobre la filosofía 5S la cual no solamente es de vital importancia en su labores diarias sino también en su vida personal. En todo el momento se tuvo el apoyo de los diferentes departamentos que conforman la empresa, lo que facilito el desarrollo de todas las actividades de este programa, para la empresa es uno más de sus logros y mejoras continuas y para nosotros como equipo una nueva experiencia y adquisición de nuevos conocimientos. Agradecimientos Agradecemos especialmente la guía metodológica del Dr. Andrés López por su apoyo incondicional al proyecto en el sentido de que reconocemos que estamos aprendiendo a organizar mejor la información de trabajos como los que se presentan en esta revista. Nos seguiremos esforzando por mejorar en este aspecto. Y gracias a la Facultad de Ciencias Químicas e Ingeniería por mantener activo este medio de comunicación donde conocemos el quehacer académico. Esperamos que todos los alumnos que hagan sus proyectos de investigación los publiquen en revistas como estas para conocer un poco más de sus disciplinas. 6. REFERENCIAS 1. Gutiérrez Garza, Gustavo (2000). Justo a Tiempo y Calidad Total, Principios y Aplicaciones. Quinta edición. Ediciones Castillo S. A. de C. V., Monterrey, Nuevo León, México. 2. K. Hodson William. Maynard (2001), Manual del Ingeniero Industrial. Tomo II. Cuarta Edición. Mac Graw Hill, México. Tabla 8. Formato de verificación de Bench-Marking
3. Madariaga (2013). Libro Lean manufacturing Francisco Bubok Publishing S.L. 4. Socconini, Luis, Barrantes, Marco (2005), El proceso de las 5´S en acción. La metodología japonesa para mejorar mejorar la calidad calidad y la productividad de cualquier empresa., Grupo Editorial Norma 5. Masaaki Imai, (2009), Cómo implementar el KAIZEN en el sitio de trabajo (GEMBA), Ed. Mc Graw Hill
BENCH MARKING
CRITERIOS
EST.1
EST.2
EST.3
EST.4
EST.5
EST.6
CLASIFICACION:
Herramientas de trabajo clasificadas
No se tiene material de otra estación de trabajo
Se mantienen separados los materiales útil/innecesario
ORDEN: Mantiene un orden en la estación de trabajo herramientas se encuentran situadas en el lugar correcto las herramientas se encuentran siempre al alcance
LIMPIEZA: Aspecto visual de la estación de trabajo
Mantiene su área siempre limpia Cuando cambia de turno deja el área limpia
ESTANDARIZACION: bitácora que el empleado dejo limpio el lugar Cuenta con ayudas visuales en buen estado Mantienen las misma imagen al de las otras estaciones
DISCIPLINA:
Busca siempre tener un área limpia y ordenada
Vive la cultura 5s Busca la mejora de los estándares establecidos
Puntos Totales
Porcentaje de eficiencia

Revista Aristas: Ciencia Básica y Aplicada. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 03/02/2014 Aceptado: 30/07/2014
ANALISIS COMPARATIVO DEL TAMAÑO DEL PASO DENTRO DE LA METODOLOGÍA DE SUPERFICIE DE RESPUESTA APLICANDO
FUNCIONES DE PRUEBA NO LINEALES
Comparative analisys of size of the step in the response surface methodology using nonlinear test functions
RESUMEN La MSR estima un modelo de regresión de primer orden, y establece la dirección de búsqueda por medio del método de máxima/mínima pendiente ascendente/descendente (MMPA/D). Sin embargo, este método selecciona el tamaño del paso intuitivamente, lo cual puede afectar la eficiencia de la MSR. En este artículo se comparan cuatro funciones de prueba no lineales y se observa cómo el tamaño del paso afecta la eficiencia de esta metodología. Los ejemplos numéricos llevados a cabo son a través de experimentos Monte Carlo; evaluando tres variables de respuesta: eficiencia en la función ganancia, distancia al óptimo y el número de iteraciones. Los resultados comparativos en los experimentos de simulación mostraron que en las variables de respuesta eficiencia en la función ganancia y distancia al óptimo no fueron afectadas por el tamaño del paso, mientras que en el número de iteraciones se encontró que la eficiencia si es afectada por el tamaño del paso y el tipo de función de prueba utilizada. PALABRAS CLAVE: MSR, variables dependientes, variables independientes, eficiencia, simulación. ABSTRACT The RSM estimated a regression model of first order, and sets the search direction using the method of maximum / minimum slope up / down MMS U/D. However, this method selects the step size intuitively, which can affect the efficiency of the RSM. This paper compares four nonlinear test functions and observed how the step size affects the efficiency of this methodology. The numerical examples are carried out through Monte Carlo experiments, evaluating three response variables: efficiency gain function, the optimum distance and the number of iterations. The results comparatives in the simulation experiments showed that in response variables efficiency and gain function at the optimum distance were not affected by the step size, while the number of iterations is found that the efficiency if it is affected by the size of the step and function type of test used. KEYWORDS: RSM, dependent variable, independent variables, efficiency, simulation.
JESÚS EVERARDO OLGUÍN TIZNADO Ingeniero Industrial, Dr. Profesor-Investigador U.A.B.C. [email protected] RAFAEL GARCIA MARTINEZ Ingeniero Industrial, Dr. Profesor-Investigador I.T.V.Y [email protected] CLAUDIA CAMARGO WILSON Ingeniera Industrial, Dra. Profesora-Investigadora U.A.B.C. [email protected] JUAN ANDRES LÓPEZ BARRERAS Ingeniero Industrial, Dr. Profesor-Investigador U.A.B.C. [email protected]
1. INTRODUCCIÓN La MSR es una colección de técnicas matemáticas y estadísticas utilizadas para determinar los niveles óptimos de las variables independientes de un proceso productivo, la cual consiste en estimar un modelo de regresión de primer orden por medio del método de mínimos cuadrados; con los coeficientes de este modelo se establece la dirección de búsqueda por el MMPD,
posteriormente, se elige el tamaño del paso sobre la ruta de ascenso, hasta que no exista ningún incremento adicional en la respuesta, se detiene este método [1]-[2]. Después, ajustamos un nuevo modelo de regresión lineal, se determina un nuevo camino de pendiente ascendente y el procedimiento continúa hasta que no ajusta el modelo de regresión de primer orden. Por último, se inicia en la región donde no fue posible ajustar el modelo de regresión de primer orden, se plantea un diseño más
60

Revista Aristas: Ciencia Básica y Aplicada
detallado, como el diseño central compuesto (DCC), el cual es el tipo de diseño clásico para ajustar modelos de segundo orden y encontrar los valores óptimos de las variables independientes analizadas, empleando métodos de cálculo diferencial [3]-[10]. En este documento se enfocará a las primeras etapas de la MSR, específicamente en el MMPD, el cual es un método iterativo que determina la dirección de búsqueda del óptimo, con la estimación de los coeficientes de regresión del modelo de primer orden. Generalmente, un procedimiento sencillo para determinar las coordenadas de un punto sobre la trayectoria del MMPD, suponiendo que el punto es la base o punto de origen. Entonces, se elige el tamaño del paso en una de las variables independientes del proceso, llamada . Usualmente, se seleccionaría la variable independiente de la que se tenga mayor información, o se seleccionaría la variable que tiene el coeficiente de regresión absoluto más grande. El
tamaño del paso de las otras variables se muestra como:
(1)
Posteriormente, se convierten las de variables codificadas a variables naturales [2], [7]-[11]. La contribución de esta investigación es comparar y determinar si la eficiencia de la MSR depende del tamaño del paso, donde los tamaños del paso a evaluar son: 0.01, 0.02, 0.03, 0.05 y 0.1. La eficiencia de la MSR está definida por tres variables de respuesta; la eficiencia en la función ganancia, representa el porcentaje de la mejora que se logra en el rendimiento del proceso desde las condiciones iniciales hasta las condiciones óptimas reales; distancia al óptimo, representa la distancia entre las condiciones óptimas generadas por la MSR y las condiciones óptimas reales de un proceso [12]; y el número de iteraciones obtenidas por el MMPD dentro de la MSR [13]. Las funciones que son usadas para construir el modelo de simulación [14] (función de prueba) son las funciones de dos variables usadas para la comparación numérica de técnicas experimentales [15]. Estas funciones son diseñadas para dificultar la determinación de sus valores mínimos con la implantación de técnicas experimentales. Además, el uso de estas funciones permite estimar la utilidad de las técnicas experimentales en la optimización de los procesos productivos [16]. Por lo tanto, las funciones de prueba que son utilizadas en este trabajo representan la relación funcional entre los factores controlables
y el rendimiento de un proceso .Por lo tanto, las funciones de prueba que son utilizadas en este trabajo representan la relación funcional entre los factores controlables kxxx ,...,21 , y el rendimiento de un proceso . A continuación se presenta una descripción algebraica de las funciones de prueba que son utilizadas en esta simulación para calcular la variable de respuesta
. La Función Valle Parabólico De Rosenbrock (FVPDR) está dada por:
; La Función Cúbica De Rosenbrock (FCDR):
; La Función de Beale (FB):
; y la Función Suma de Funciones Cuadráticas (FSFC):
22
2121 2),( xxxxf += .
Este artículo esta organizado como sigue. La sección 2 resume los materiales y el método utilizado para el desarrollo de esta investigación. La sección 3 presenta los resultados que determinan si la eficiencia de la MSR depende del tamaño del paso y el tipo de función de prueba utilizado. La sección 4 se presenta las conclusiones y futuras investigaciones.
2. FORMULACIÓN METODOLÓGICA
2.1. Materiales Los materiales utilizados para el desarrollo y validación de este proyecto de investigación son: una computadora Laptop Intel Core i5, procesador 2.4 GHz y 4.00 GB en RAM. Los software para el análisis estadístico de los datos son: MINITAB®16, STATISTICA, MATLAB® y Microsoft ® Office Excel 2007. 2.2. Método El método utilizado para obtener la información requerida en el comparativo del tamaño del paso en la eficiencia de la MSR, la forma de cómo se llevo a cabo la generación de las muestras, los errores experimentales ε, los diseños factoriales 2k, la construcción de los diseños de superficies de respuesta, la estimación de los coeficientes del modelo de primer orden ajustado, la búsqueda de una nueva región del diseño de primer orden y la obtención del punto estacionario son los presentados en [17], [18]. Sin embargo, es importante aclarar que los tamaños del paso a comparar son los siguientes: 0.01, 0.02, 0.03, 0.05 y 0.1.

Revista Aristas: Ciencia Básica y Aplicada
3. RESULTADOS
Los resultados obtenidos durante el desarrollo de esta investigación se presentan en cuatro etapas. La primera comprende el análisis realizado en el planteamiento del diseño de primer orden de superficie de respuesta. La segunda es la etapa de búsqueda de una región óptima por medio del MMPD. La parte tres, abarca el planteamiento del segundo modelo de primer orden de superficie de respuesta, esto en base al resultado óptimo obtenido por medio del MMPD. Finalmente, en la cuarta etapa se muestra el análisis de los modelos de segundo orden de superficie de respuesta, así como, los puntos estacionarios y sus gráficas de superficie de respuesta por cada función de prueba. Se muestra el ejemplo de una corrida realizada mediante simulación, la cual se llevó a cabo con la función de prueba FCDR, que tiene su valor mínimo en el punto (1,1) min = 0. Se plantea un diseño factorial 2k con 5 repeticiones centrales como el diseño de superficies de respuesta de primer orden, donde el punto
es el punto central del diseño y los puntos del diseño 2k separados a una distancia de ± 0.03 unidades. Los valores de la variable de respuesta se obtienen evaluando la función de prueba en las variables naturales y sumando a ese resultado el error experimental generado aleatoriamente del software MINITAB®15. Mediante el método de mínimos cuadrados se obtienen los siguientes valores , es el vector de los coeficientes de regresión del modelo de primer orden ajustado, donde su análisis de varianza mostró que los datos ajustan adecuadamente con un nivel de significancia del 5% . La dirección proporcionada por este vector se tiene en la figura 1, empleando el tamaño del paso de 0.03 unidades naturales sobre , ya que en esta variable tiene el coeficiente menor, indicando la línea de búsqueda hacia donde se deben mover los niveles de los factores para seleccionar el nuevo punto central del próximo diseño de superficie de primer orden.
Figura 1. Camino del MMPD de la primer pareja de
puntos centrales
Para realizar el procedimiento de descenso, elegimos el tamaño del paso de 0.03, (1 codificado), enseguida están los puntos obtenidos en la ruta señalada por el vector, los cuales equidistan una unidad con relación al eje y una distancia de (22023/ –9182) en relación con el eje , Obtener los valores de la variable de respuesta evaluando la función de prueba sobre los puntos de mínima pendiente descendente, obteniéndose el mínimo valor de la variable de respuesta en el punto (1.6329, 4.6128). Este punto está considerado como el punto central de un nuevo diseño de superficie de primer orden y dicho punto se toma como la condición actual de operación del proceso, a partir del cual se repite a partir del paso 2 explicado en la sección anterior de métodos. De acuerdo con el MMPD, buscar en la nueva región encontrada con la pareja del punto central (1.6329, 4.6128), una nueva dirección de búsqueda con el vector de los coeficientes de regresión (-10.4,-2.9). El nuevo diseño de primer orden muestra con un análisis de varianza que el segundo modelo de regresión obtenido no ajusta a los datos con un nivel de significancia del 5% . Una vez observado que el modelo de primer orden no ajusta en alguna nueva región dada, el siguiente paso de la metodología consiste en ajustar un modelo de segundo orden en la región de diseño señalada por el MMPD. Aplicando el método de mínimos cuadrados, se obtienen los coeficientes de regresión del modelo de segundo orden, como se muestra en la figura 2 de la superficie de respuesta obtenida para este punto:
Figura 2. Superficie de respuesta del modelo de segundo
orden.
, utilizando Matlab® se llegó a los puntos óptimos en las variables naturales de la región del diseño de segundo orden, dando como resultado los siguientes valores:
Se calcula la eficiencia en la función ganancia del valor de la primer pareja de puntos centrales generados aletoriamente con respecto al resultado obtenido del punto óptimo
dando como resultado que la eficiencia en la función ganancia para esta pareja de
f
Func
ión
de p
rueb
a
Número de iteraciones
MMPD

Revista Aristas: Ciencia Básica y Aplicada
puntos centrales y puntos óptimos obtenidos sería del 99.9959%, lo cual, es el porcentaje de la mejora que se logra en el rendimiento del proceso. Con respecto a la
distancia al óptimo para la primer pareja de los
puntos óptimos obtenidos se calcula con la distancia euclidiana sustituyendo los valores iniciales de la pareja de puntos centrales y los resultados de la pareja de puntos óptimos, obteniendo así, la distancia del óptimo generado por la MSR al óptimo verdadero de la función de prueba dando como resultado 3.6727 unidades. Por último, se obtiene el número de iteraciones realizadas en la primera fase de la metodología dentro del MMPD, resultando para la primera pareja de puntos centrales 30 iteraciones al óptimo de las variables independientes
. El proceso descrito en este ejemplo fue realizado a la réplica dos, con delta 0.03 para la función de prueba FCDR. Posteriormente, se realizó el método descrito en la sección anterior para las 33 parejas de puntos centrales generados aleatoriamente y con los tres tamaños del paso (0.01, 0.02, y 0.03) para las tres funciones de prueba FVPDR, FCDR y FB, y para la FSFC (0.01, 0.05, y 0.1). Por ejemplo, en la tabla 1 se muestran los valores promedios de las variables de respuesta para la función de prueba FVPDR, donde la variable de respuesta eficiencia en la función ganancia el porcentaje más alto de mejoramiento que obtiene esta función es 99.91% con un tamaño del paso de 0.02, mientras que el valor más bajo es 99.24% con un tamaño del paso de 0.03. También, se muestra que la máxima distancia de separación entre los óptimos generados por la metodología y el óptimo verdadero de la función de prueba es de 2.26, que pertenece al tamaño del paso 0.01 y la distancia mínima es de 1.56 con un tamaño del paso de 0.02. Por último, para la variable del número de iteraciones, la menor cantidad se obtuvo con el tamaño del paso de 0.03 con 27.5 y la mayor fue con el tamaño del paso de 0.02. La misma interpretación se tiene para las funciones de prueba FCDR, FB y FSFC, que se muestran en la tabla 2, 3 y 4 respectivamente. Tabla 1. Valores promedios de las variables de respuesta para la FVPDR
Tamaños del paso Variable dependiente 0.01 0.02 0.03
Eficiencia (%) 99.29 99.91 99.24 Distancia al óptimo (unidad) 2.26 1.56 1.69
Número de iteraciones 49.18 49.42 27.5
Tabla 2. Valores promedios de las Variables de Respuesta para la FCDR
Tamaños del paso Variable dependiente 0.01 0.02 0.03
Eficiencia (%) 99.01 99.09 99.70 Distancia al óptimo (unidad) 1.95 2.27 2.31
Número de iteraciones 4.3 6.05 11.07
Tabla 3. Valores promedios de las Variables de Respuesta para la FB
Tamaños del paso Variable dependiente 0.01 0.02 0.03
Eficiencia (%) 75.89 80.86 84.69 Distancia al óptimo (unidad) 2.98 2.97 2.95
Número de iteraciones 66.33 29.06 18.96 Tabla 4: Valores promedios de las variables de respuesta
para la SFC. Tamaños del paso
Variable dependiente 0.01 0.05 0.1 Eficiencia (%) 40.41 33.42 43.02
Distancia al óptimo (unidad) 2.22 2.28 2.40 Número de iteraciones 102 17 11
4. CONCLUSIONES
En este artículo se ha planteado el problema de comparar y evaluar el efecto que tiene el tamaño del paso en la eficiencia de la MSR, a través del planteamiento de líneas de investigación de dos trabajos de investigación propuestos en el 2012 y 2013. Esta metodología se evaluó con el planteamiento propuesto en [17]-[18] en la sección 2 de este artículo, con las condiciones iniciales de prueba, como son: los 3 tamaños del paso diferentes para las cuatro funciones de prueba FVPDR, FCDR y FB, y para la FSFC (0.01, 0.05, y 0.1), las 33 parejas de puntos centrales y el tipo de función de prueba. En base ha esto, Los resultados obtenidos en el análisis de varianza de los diseños de bloques completos aleatorizados para cada una de las variables de respuesta evaluadas, se concluye lo siguiente: que la eficiencia de la MSR no es afectada por el tamaño del paso, con un nivel de significancia del 5% , ya que la mejora alcanzada en la variable de respuesta eficiencia en la función ganancia, reflejó valores aproximadamente iguales, Por lo tanto, concluimos que la metodología resulta robusta al tamaño del paso empleado en el MMPD para las funciones de prueba utilizadas para esta variable de respuesta. La variable de respuesta distancia al óptimo indica que la eficiencia de la MSR tampoco es afectada por el tamaño del paso, con un nivel de significancia del 5%
. Por último, en la variable de respuesta número de iteraciones indica que la eficiencia de la MSR si es afectada por el tamaño del paso y el tipo de función de prueba utilizada, con un nivel de significancia del 5%
, ya que en cada función de prueba se

Revista Aristas: Ciencia Básica y Aplicada
obtuvieron valores que en promedio se diferenciaban por el tipo de función de prueba y el tamaño del paso, como se mostraron en las tablas 1, 2, 3 y 4 de la sección 3. Por lo tanto, estos resultados nos afirman que comparando el desempeño de la MSR con tres tamaños del paso y las 4 funciones de prueba, la metodología es una herramienta útil en la mejora continua de procesos. En futuras investigaciones, se recomienda comparar el desempeño del sistema de estudio frente a distintas técnicas de mejoramiento como: diseño y análisis de experimentos clásicos, métodos de evolución operativa, método de Taguchi, método simplex de Nelder y Mead, algoritmos genéticos, entre otros; y así determinar cuál de estos es más eficiente en las variables de respuesta planteadas en este artículo. 5. CITAS Y REFERENCIAS [1] MONTGOMERY, Douglas C., Design and Analysis
of Experiments, 8th edition, John Wiley & Sons, 2012, 478-523 pp. ISBN 978-1-1183-2426-4.
[2] KLEIJNEN, Jack P. C., Desing and Analisys of Simulation Experiments. New York: Springer, 2008, 101-110 pp. ISBN 9780387718125.
[3] BOX, G.E.P., Statistics as a catalyst to learning by scientific method, part II-a discussion. Journal of Quality Technology, 1999, vol 31, núm. 1, pp. 1-38.
[4] KHURI, A.I., Multiresponse Surface methodology. In: Ghosh, S., Rao, C.R. (Eds), Handbook of Statistics, 1996, Vol. 13, Elsevier, Amsterdam.
[5] KHURI, A.I., CORNELL J.A., Response Surfaces: Desings and Analyses, New York: second edition Marcel Dekker, Inc., 1996.
[6] MYERS, R.H., Response surface methodology –current status and future directions. Journal of Quality Technology, 1999, vol. 31 núm. 1, pp. 30.
[7] MYERS, R.H., MONTGOMERY, D.C., ANDERSON-COOK, C.M., Response surface methodology: process and product optimization using designed experiments, third edition, John Wiley & Sons, 2009.
[8] KHURI, A.I., Discussion of "Response Surface Design Evaluation and Comparison," by C.M. Anderson-Cook, C.M. Borror, D.C. Montgomery. Journal of Statistical Planning and Inference, 2009, vol. 139, pp. 647-649.
[9] KHURI, A.I. and MUKHOPADHYAY, S. "Response Surface Methodology", Wiley Interdisciplinary Reviews - Computational Statistics, vol. 2, núm. 2, 2010.E.J. Wegman, Y.H. Said, and D.W. Scott, Eds., Hoboken New Jersey: Wiley, pp. 128-149.
[10] KHURI, A.I. "Response Surface Methodology." In: International Encyclopedia of Statistical Science, M. Lovric, Ed., and Berlin: Springer-Verlag, Part 18, 2011, pp. 1229-1231.
[11] SZTENDUR, E., “Precision of the path of steepest ascent in response surface methodology”. Doctoral dissertation, Victoria University of Technology,
School of Computer Science and Mathematics, Melbourne, Australia, 2005.
[12] GARCÍA, S., LEVINE, J., GONZÁLEZ F., Multi Niche Parallel GP with Junk-code Migration Model, www.aiai.ed.ac.uk/~johnl/papers/garcía_eurogp03.ps
[13] DENT, D. PAPRZYCKI, M. y KUCABA-PIETAL. “Testing Convergence of Nonlinear Systems Solvers”. Proceedings of the First Southern Symposium on Computing. The University of Southern Mississippi. 1998, Diciembre 4-5.
[14] KLEIJNEN, Jack P.C., “Design and analysis of Monte Carlo experiments”. In J.E. Gentle, W. Haerdle, & Y. Mori (Eds.), Heidelberg: Springer-Verlag, Handbook of Computational Statistics, vol. 1. Concepts and Fundamentals, 2nd Edition, 2012, pp. 529-548.
[15] PARKINSON and HUTCHINSON. “An investigation into the eficiency of variants on the simplex method”. F. A. Lootsma, editor, Numerical Methods for Non-linear Optimization, 1972, pp. 115-135.
[16] SANCHEZ, L.J., “A Method of experimental optimization”, New México State University, Las Cruces, Nuevo México, 1991.
[17] OLGUIN, J., GARCIA, R., CAMARGO, C., LOPEZ, J., INZUNZA, E., ORDORICA, J. “Effect of size of the Step in the Response Surface Methodology using Nonlinear Test Functions”. World Academy of Science, Engineering and Technology, Vol. 66, pp. 761-766, 2012.
[18] OLGUIN, J., GARCIA, R., CAMARGO, C., LOPEZ, J., “Evaluación del efecto del tamaño del paso en la metodología de superficie de respuesta aplicando la función de prueba suma de funciones cuadráticas”. Revista Aristas: Investigación Básica y Aplicada, Vol. 2, No. 4, pp. 4-10, 2013.
AUTORES Dr. Jesús Everardo Olguín Tiznado, Universidad Autónoma de Baja California, Campus Ensenada Km. 103 Carretera Tijuana – Ensenada S/N, Col. El Sauzal. Ensenada, Baja California, México. Actualmente Jefe del Departamento de Planeación e Imagen Institucional del Campus Ensenada, profesor – investigador de la Facultad de Ingeniería, Arquitectura y Diseño del programa educativo en Ingeniería Industrial. Doctor en Ciencias en Ingeniería Industrial. Dr. Rafael García Martínez, Instituto Tecnológico del Valle del Yaqui, km 25 carretera a San Ignacio Río Muerto, Valle del Yaqui, Bácum, Sonora, México. Actualmente director del Instituto, profesor – investigador del área de Ingeniería Industrial. Dra. Claudia Camargo Wilson, Universidad Autónoma de Baja California, Campus Ensenada Km. 103 Carretera Tijuana – Ensenada S/N, Col. El Sauzal. Ensenada, Baja California, México. Actualmente profesora – investigadora de la Facultad de Ingeniería, Arquitectura y Diseño del programa educativo en Ingeniería Industrial. Forma parte de la Sociedad de Ergonomistas en México. Doctora en Ciencias en Ingeniería Industrial y Candidata a Investigador por el Sistema Nacional de Investigadores de CONACYT. Dr. Juan Andrés López Barreras, Universidad Autónoma de Baja California, Campus Tijuana, Calzada Universidad #14418, Parque Industrial Internacional Tijuana, Tijuana, Baja California, México. Actualmente profesor – investigador de la Facultad de Ciencias Químicas e Ingeniería, del programa educativo en Ingeniería Industrial. Candidato a Investigador por el Sistema Nacional de Investigadores de CONACYT.

Revista Aristas: Ciencia Básica y Aplicada. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 03/02/2014 Aceptado: 30/07/2014
MEJORA DEL DESEMPEÑO AMBIENTAL DE UNA INSTITUCIÓN DE EDUCACIÓN SUPERIOR EN MÉXICO
IMPROVING THE ENVIRONMENTAL PERFORMANCE OF A HIGHER EDUCATION
INSTITUTION IN MEXICO
RESUMEN Este trabajo de investigación presenta una propuesta para evaluar la significancia de los aspectos ambientales que caracterizan el desempeño ambiental de una Institución de Educación Superior (IES) en México, con el fin de minimizar el impacto ambiental producido por las actividades que se llevan a cabo en dicha institución. La metodología empleada es una adaptación del Environmental Effect Analysis (EEA), que mide la percepción de los Stakeholders, el cumplimiento de la normatividad y el impacto ambiental de las operaciones. Los Aspectos Ambientales Significativos (AAS) identificados en esta evaluación fueron: el consumo de energía eléctrica; el uso, tratamiento y reciclaje del agua; y los residuos sólidos urbanos. Además, actualmente se cuenta con estrategias para medir el desempeño referentes a: la recolección y disposición de residuos de manejo especial y residuos peligrosos; la reducción en el consumo de recursos, entre otros. PALABRAS CLAVES: mejora del desempeño ambiental, aspectos ambientales, sistema de gestión ambiental. ABSTRACT This research study submits a proposal to evaluate the significance of the environmental aspects which characterize the environmental performance of a Higher Education Institution (HEI) in Mexico, in order to minimize the environmental impact caused by the activities carried out in that institution. The methodology is an adaptation of the Environmental Effect Analysis (EEA), which measures the perception of Stakeholders, compliance with regulations and environmental impact of operations. The Significant Environmental Aspects (SEA) identified in this evaluation was: consumption of electricity; use, treatment and recycling of water; and municipal solid waste. Furthermore, currently we have strategies to measure performance relating to: the collection and disposal of hazardous waste of special handling; reduction in resource consumption, among others. KEYWORDS: environmental performance assessment, environmental aspects, environmental management System.
STEPHANIE AGUIRRE MORENO Ingeniera Industrial, Lic. Estudiante de Maestría U.A.B.C. [email protected] JESÚS EVERARDO OLGUÍN TIZNADO Ingeniero Industrial, Dr. Profesor-Investigador U.A.B.C. [email protected] CLAUDIA CAMARGO WILSON Ingeniera Industrial, Dra. Profesora-Investigadora U.A.B.C. [email protected] JUAN ANDRES LÓPEZ BARRERAS Ingeniero Industrial, Dr. Profesor-Investigador U.A.B.C. [email protected]
1. INTRODUCCIÓN Los Centros o Instituciones de Educación Superior (IES) buscan formar, capacitar y actualizar profesionistas que contribuyan al logro de una sociedad más justa y respetuosa de su medio ambiente, promoviendo alternativas viables para el desarrollo social, económico, político y cultural hacia la sustentabilidad[1]. La actividad universitaria realiza procesos y servicios que impactan el medio ambiente y/o a la comunidad y por lo
general no cuentan con medidas o dispositivos para minimizar o evitar dichos efectos adversos [2]. Durante las últimas décadas, el conocimiento acerca de las conexiones entre los productos y/o servicios y los problemas relacionados con el medio ambiente y de la sustentabilidad de nuestro planeta son cada vez más preocupantes para todos y ha dado lugar a un creciente interés para las empresas, políticos y público en general [3]. Las empresas se han dado cuenta de que las
65

Revista Aristas: Ciencia Básica y Aplicada
cuestiones ambientales, como los problemas de calidad que una vez hicieron, tarde o temprano se convertirán en un problema de competitividad [4]. Este artículo esta organizado como sigue. La sección 2 resume la literatura encontrada sobre la gestión ambiental, la evaluación del desempeño ambiental y algunos métodos para este fin, así como las limitaciones encontradas. La sección 3 describe la metodología propuesta para la evaluación de los aspectos ambientales. La sección 4 se presenta los resultados del análisis y las iniciativas tomadas. Las conclusiones y futuros trabajos de investigación son presentados en la ultima sección.
2. REVISIÓN DE LITERATURA
Hoy en día es común encontrar estrategias de gestión, medición y optimización del desempeño ambiental en todos los sectores, que de igual forma contribuyen a la reducción de los riesgos para los seres humanos y el ambiente, incurriendo gradualmente en la mejora de la productividad y la competitividad empresarial, todo esto por medio de la introducción gradual de procesos eco-eficientes como tecnologías más limpias y servicios que consuman menos energía y recursos, y a su vez generen menos residuos [5][6][7] 2.1. Sistemas de gestión ambiental Un Sistema de Gestión Ambiental (SGA) es una estrategia para la sustentabilidad que busca modificar el comportamiento del hombre en relación con el medio ambiente [2] por medio de instrumentos que estimulan y viabilizan el equilibrio del desarrollo económico de la empresa, una administración adecuada de los recursos humanos y la mejora del desempeño ambiental [8]. Para asegurar el éxito del SGA es necesario contar con información confiable y amplia de los conflictos ambientales presentes en los procesos, así como la correcta evaluación de la influencia de dichos aspectos donde se identifiquen los Aspectos Ambientales Significativos (AAS) para la planificación de la gestión ambiental, misma que se complementará en el tiempo con una evaluación periódica de su desempeño ambiental como parte del proceso de mejora continua [9] [10] [11]. Las buenas prácticas ambientales deben incluir: (1) una política ambiental escrita, (2) auditoría ambiental externa e interna, (3) contabilidad ambiental, (4) la publicación de informes ambientales, (5) programas de capacitación ambiental para los empleados, (6) el benchmarking y (7) la evaluación del desempeño ambiental por medio de indicadores [12] [13] [14]. 2.2 Evaluación del desempeño ambiental
Con el fin de verificar el desempeño ambiental de las instalaciones de la IES se realiza una auditoría ambiental que implica la integración efectiva de un diagnóstico inicial trazado en concordancia con los objetivos de la organización [15]. Dicha auditoría permite evaluar y controlar la eficiencia de los objetivos y programas de mejora adoptados dentro del SGA por medio de la formulación y evaluación periódica de un sistema de indicadores ambientales, para minimizar o evitar los efectos adversos de sus actividades que impacten el medio ambiente, así como, para determinar las oportunidades de mejora requeridas para cumplir con la normatividad aplicable y mejorar el desempeño ambiental [12] [16]. Los aspectos ambientales como comunes entre las IES, y de igual forma, significativos para mejorar su desempeño ambiental son los siguientes [17]:
- el consumo responsable del agua, la energía y el papel (por tratarse de uno de los materiales de mayor consumo en la IES);
- la construcción sustentable; - el manejo integral de las áreas verdes (cuidado del
patrimonio natural de la IES); - el consumo responsable y compras verdes; - el aprovechamiento de productos locales,
durabilidad, eficiencia y seguridad ambiental; - el manejo integral de los residuos (sólidos urbanos,
de manejo especial y peligrosos); - el transporte y movilidad sustentables; - la prevención y atención a riesgos a la salud, al
ambiente y al patrimonio natural y social en los espacios de la IES.
Por lo que, podemos definir los indicadores ambientales como una forma de organizar y resumir una gran cantidad de información cuantitativa y cualitativa, desde el punto de vista ambiental. Los indicadores ambientales cuantifican el consumo de recursos y el desempeño de las políticas ambientales, también pueden contribuir en la toma de decisiones dado que reflejan la información sobre un fenómeno particular y asisten en la identificación de las brechas entre los objetivos, las estrategias y los programas de la institución para identificar el rumbo de las acciones futuras [2] [18]. Debido a que la información utilizada para construir indicadores ambientales es amplia y diversa, los indicadores deben contar con ciertas características [2] [19] [20]: (1) Confiabilidad: donde todo indicador debe ser representativo y documentar el comportamiento sobre un fenómeno; debe ser reproducible, es decir, que debe contar con un procedimiento de recolección de datos que se realice de forma periódica y sistemática; y el costo-eficiencia de llevarlo a cabo debe consumir el mínimo de

Revista Aristas: Ciencia Básica y Aplicada
recursos posibles y sin realizar procedimientos destructivos. Todo indicador debe estar teórica y científicamente fundamentado. (2) Usabilidad: el indicador debe describir un fenómeno de forma simple y de fácil interpretación y comunicación. También deben de ser capaces de anticipar los cambios y reflejarlos en el desempeño ambiental. La información utilizada para desarrollar estos indicadores debe estar basada en los objetivos y metas de la organización y ser asequible para su medición. (3) Disponibilidad: la información necesaria para calcular el indicador debe ser obtenida sin dificultades y de forma oportuna. (4) Útil en la toma de decisiones: el indicador debe representar información sensible y significativa. 2.3. Modelos de evaluación del desempeño ambiental A pesar de que normas como las ISO no reconoce la realización obligatoria de un diagnóstico preliminar, sí considera la evaluación periódica del desempeño ambiental para garantizar el proceso de mejora continua, esto con el fin de determinar los AAS para evaluar el desempeño ambiental de la institución y medir la efectividad de los programas de mejora. Estos métodos pueden ser tanto cualitativos o cuantitativos y consisten en ponderar: la magnitud del aspecto, su repercusión al medio ambiente y sus implicaciones legales, entre otros [9] [10]. Toda organización es libre de definir su propio método [10] [9] o adecuar los métodos ya utilizados para evaluar sus aspectos ambientales, como es el caso del Environmental Effect Analysis (EEA) que fue adaptado del FMEA (Failure Modes and Effects Analysis), el cual busca identificar, priorizar y eliminar los fallos potenciales del Sistema antes de que llegue a su cliente final. A diferencia del FMEA tradicional que se enfoca al análisis del riesgo de fallas, el EEA analiza los aspectos ambientales en operaciones normales [9] [21]. En la literatura es posible encontrar métodos para facilitar dicha evaluación existen muchas desventajas por las cuales estos métodos no han sido utilizados extensamente por las empresas. (1) Es necesario desarrollar métodos que hagan un uso más eficiente del tiempo y que, como ocurre con ciertos métodos, estos no se enfoquen solo en aspectos ambientales, que son solo uno de las tantas partes involucradas [4]. (2) A pesar de ser posible el identificar los Puntos Críticos Ambientales (PCA), estos no contribuyen de manera efectiva para identificar las soluciones de mejora y al final conducen a la toma de decisiones donde la subjetividad incide negativamente [10].
Este trabajo presenta una propuesta de mejora para evaluar y determinar el nivel de significancia de los aspectos ambientales presentes en toda organización y un avance de los resultados obtenidos con las estrategias de mejora continua emprendidas en los aspectos ambientales más significativos para mejorar el desempeño ambiental de cualquier IES y para optimizar sus recursos. 3. METODOLOGÍA
Esta propuesta de mejora consiste en estratificar la selección de aspectos ambientales como parte del diagnóstico ambiental. Como se mencionó anteriormente, los indicadores deben contar con ciertas características para ser medidos, de igual forma, estos indicadores deben de representar la eficiencia de la gestión ambiental y la repercusión hacia el medio ambiente, dado que son definidos a partir de los AAS. Este método de evaluación propuesto (tabla 1) consiste en ponderar: (1) La Percepción de los Stakeholders (PS); (2) El cumplimiento de los Requerimientos Legales vigentes (RL); (3) El Impacto Ambiental (IA), mismo que es evaluado de forma cualitativa por tres condiciones: - la frecuencia con la que ocurre el evento (O), - la intensidad de la afectación al medio ambiente (I) y - el tiempo que este permanece en el entorno antes de extinguirse (P). Una vez que han sido evaluados los aspectos ambientales como se indica anteriormente, se procede a sintetizar la información de acuerdo a la ecuación (1) para determinar el valor de significancia (S). Este valor de significancia emplea una ponderación que hace tres veces más relevante el EI por ser el motivo por el cual se realiza el análisis y dos veces el LR por ser importantes para las recertificaciones futuras ante los organismos reguladores en el país, y por último, se integra la SP como un factor importante, dado que integra la opinión de la comunidad universitaria como observadores directos, mismo que influye directamente a la imagen de la IES.
(1) El último paso consiste en clasificar los aspectos ambientales de acuerdo a su grado de significancia (tabla 2), haciendo uso del valor S antes calculado. Como información final para los tomadores de decisiones, se muestran cuatro grupos de aspectos significativos, donde a mayor criticidad mayor será el interés por iniciar proyectos para mejorar el desempeño ambiental. 4. RESULTADOS Este trabajo plantea los PCA para definir los programas y planes que traerán consigo una disminución del impacto
IARLPSS 32 ++=

Revista Aristas: Ciencia Básica y Aplicada
ambiental y como consecuencia, una minimización en los costos de operación de la IES, una mejor imagen pública, entre otros. Los resultados de la metodología propuesta en este trabajo se muestran en la tabla 3, la cual presenta la significancia de los aspectos ambientales, destacándose como aspectos críticos para el desempeño ambiental: el consumo de energía; el consumo de agua y los niveles de sustancias químicas presentes en la planta de tratamiento de aguas residuales; y los Residuos Sólidos Urbanos (RSU) (incluyendo el papel). Tabla 1: Ponderación para determinar la significancia de los aspectos ambientales.
1. Stakeholders perception (SP) No hay quejas de stakeholders 1 No hay quejas, pero se identificó impacto 2 Quejas de stakeholders 3 Acciones graves, demandas 4
2. Legal Requirement (LR) Cumplimiento de norma vigente. 1 Cumplimiento del plan de acción. 2 Incumplimiento de la norma 3
3. Environmental impact (EI) A. Ocurrencia (O) Ocasional (Hasta dos veces al mes) 1 Moderado (Hasta cuatro veces por mes) 2 Frecuente (Más de cuatro veces por mes) 3 B. Intensidad (I) Mínima (Daño no visible en el medio) 1 Media (Puede causar molestia a las personas y/o un daño mínimo al medio) 2
Grave (No causa daño a las personas pero si puede causar daño al medio) 3
Muy grave (Puede causar daño a las personas, y/o degradación del medio) 4
C. Permanencia (P) Fugaz (presente durante la actividad) 1 Temporal (frecuente pero de corta duración) 2 Persistente (Más de 8 horas al día) 3
Tabla 2: Grado de significancia de los aspectos ambientales.
Con un nivel de significancia alta encontramos aspectos relacionados con el ciclo de tratamiento de las aguas residuales. La IES ha mejorado sus instalaciones y concientizado a la población universitaria, consiguiendo reducir el consumo de agua en cerca de 2,020 m3, entre los años 2011 y 2012 (fig.1). Hasta el momento, la IES tiene la capacidad de almacenar el 40% de las aguas residuales tratadas, alrededor de 3,500 m3 de agua al año que es reutilizada en las áreas verdes.
Fig.1 Consumo de agua potable.
Actualmente la IES ha implementado estrategias de eficiencia energética, tal como, la sustitución del 80% de las luminarias convencionales existentes, por unas de menor consumo energético, sensores de movimiento en los sanitarios, paneles solares en los estacionamientos, entre otras. La fig.2 muestra el comportamiento del consumo de energía eléctrica, mismo que ha disminuido en alrededor de 107 kWh entre los años 2010 y 2013.
Fig. 2 Consumo de energía eléctrica.
Dada la significancia media y alta de los Residuos de Manejo Especial (RME) se han definido puntos de disposición de estos residuos, mismos que han tenido una
SIGNIFICANCIA S BAJA 0 a 20
MEDIA 21-25 ALTA 26-30
CRÍTICA Mayor a 30

Revista Aristas: Ciencia Básica y Aplicada
muy buena aceptación por la comunidad de la IES, como es el caso de las baterías alcalinas. Los Residuos Peligrosos (RP) cuentan con una significancia media en este análisis debido a que se
cumple con los lineamientos de la normatividad en vigor y anteriormente se han puesto en práctica estrategias de control y/o correcta disposición de los mismos, como también es el caso de las emisiones al aire.
Tabla 3. Aspectos ambientales identificados en la IES así como el nivel de significancia otorgado.
IMPACTO AMBIENTAL
ASPECTO AMBIENTAL SP LR IMPACTO
AMBIENTAL SIGNIFICANCIA O I P EI
CONSUMO DE RECURSOS
Consumo de agua 3 1 3 3 3 9 32 CRÍTICA Consumo de energía eléctrica 3 1 3 3 3 9 32 CRÍTICA Consumo de gas 2 1 1 1 2 4 16 BAJA Consumo de combustible 1 1 1 1 1 3 12 BAJA Consumo de materiales y equipos eléctricos y/o electrónicos 1 2 1 2 1 4 17 BAJA
Consumo de solventes y pinturas 1 1 1 3 1 5 18 BAJA Consumo de material de limpieza 2 1 2 2 2 6 22 MEDIA Consumo de papel 3 1 3 3 3 9 32 CRÍTICA
GEN
ERA
CIÓ
N D
E R
ESID
UO
S, E
MIS
ION
ES Y
OTR
AS
AFE
CTA
CIO
NES
AGUA
Generación de aguas residuales 2 1 2 3 3 8 28 ALTA Desecho de sustancias químicas en planta de tratamiento 2 1 2 4 3 9 31 CRÍTICA
Descargas de agua al mar 3 1 2 3 3 8 29 ALTA
SUEL
O
RSU Generación de Residuos Sólidos Urbanos 3 1 3 3 3 9 32 CRÍTICA
RME
Desecho de material electrónico 3 2 1 2 1 4 19 BAJA Desecho de Cartuchos de tinta y tóner 2 2 2 3 1 6 24 MEDIA Baterías alcalinas 2 2 2 3 2 7 27 ALTA Lodos de planta de tratamiento 2 1 2 3 3 8 28 ALTA
RP
Generación de contenedores vacío 2 2 2 2 2 6 24 MEDIA Generación de balastras y lámparas fluorescentes
3 2 1 4 1 6 25 MEDIA
Generación de materiales impregnados con solventes o pintura
2 2 1 3 1 5 21 MEDIA
Aire Generación de gases contaminantes 1 1 1 3 1 5 18 BAJA Generación de malos olores 1 1 1 2 1 4 15 BAJA Generación de ruido 1 1 1 2 1 4 15 BAJA
A pesar de que el consumo de recursos, incluido los materiales de limpieza y los residuos generados por esta actividad son poco significativos para el desempeño ambiental de la IES, existe la necesidad de concientización sobre las compras responsables y el rendimiento de los productos utilizados. 5. CONCLUSIONES En este artículo, presentamos la evaluación de los aspectos ambientales identificados en una IES en México con base en una propuesta metodológica adaptada del método EEA, de la cual, se identificaron como críticos para el desempeño ambiental: el consumo de energía eléctrica, el consumo de agua y los RSU. Mismos que
contarán con planes de acción que mejoren la eficiencia y el desempeño ambiental de la IES. Entre las estrategias futuras a implementar para reducir aún más el consumo de energía, se encuentran: sustituir el 20% de las luminarias convencionales restantes, la definición de un horario de iluminación para los lapsos inactivos de la IES, el aumento de luminarias con sensores de movimiento y/o de panel solar, entre otras. Los aspectos ambientales involucrados dentro de este proceso de consumo y tratamiento de aguas residuales son tanto críticos como altos, como se muestran en la tabla 3, por lo cual los programas de mejora incluyen minimizar el consumo de agua, que afectará directamente a la generación de aguas residuales; el aumento de la

Revista Aristas: Ciencia Básica y Aplicada
capacidad de retención de agua tratada, para poder reducir aún más el volumen de descargas al mar; además, continuar con la eficiencia de la planta de tratamiento al controlar los niveles de sustancias químicas en el agua y disponer correctamente de los lodos generados por la misma. En relación a los RSU, actualmente se clasifican como RME los residuos de material electrónico, las baterías alcalinas, y los cartuchos de tinta y tóner; minimizando así los posibles daños a la integridad de la comunidad universitaria. Sin embargo, se han establecido centros de acopio en distintos puntos de la IES para la recolección de los residuos de papel, plástico y latas de aluminio. A pesar de que los RME y RP son recolectados y dispuestos de forma correcta, es necesario emplear estrategias que controlen y mitiguen la generación de los mismos. Por último, a pesar de que las emisiones al aire son relativamente mínimas y se encuentran dentro de los límites permisibles por ley, la institución reconoce la necesidad de medir estas emisiones y mitigarlas dentro de lo posible. En futuras investigaciones se desarrollará un índice de desempeño ambiental de la IES, el cual nos permitirá evaluar la mejora de forma global, como resultado de las iniciativas emprendidas para cada AAS. Este índice también nos permitirá comunicar los logros conseguidos de una forma más clara a la comunidad universitaria y Stakeholders. 5. CITAS Y REFERENCIAS [1] UNIVERSIDAD AUTONOMA DE BAJA
CALIFORNIA - UABC. Modelo educativo de la Universidad Autónoma de Baja California, Cuaderno de planeación y desarrollo institucional, México. 2006.
[2] ISSAC, C., Díaz, S., La Rosa, M., Hernández, R., Hevia, F., and Gómez J. Indicadores para la evaluación del desempeño ambiental de los Centros de Educación Superior. CENIC, 2010, vol. 41, pp.12.
[3] BITITCI, U., Garengo, P., Dörfler, V., and Nudurupati, S. Performance Measurement: Challenges for Tomorrow. International Journal of Management Reviews, 2012, vol. 14, pp.305–327.
[4] LINDAHL, M. Environmental Effect Analysis - How Does The Method Stand In Relation To Lessons Learned From The Use of Other Design for Environment Methods. Proceedings of the 2nd. International Symposium on Environmentally Conscious Design and Inverse Manufacturing, EcoDesign 2001, Tokyo, Japan. 2001.
[5] DÍAZ, R. Desarrollo sustentable una oportunidad para la vida, 2011, Mc Graw Hill, México.
[6] DURÁN, G. Empresas y gestión ambiental en el marco de la Responsabilidad Social Corporativa. Economía industrial, 2009, vol. 371, pp. 129-138.
[7] VAN HOOF, B. Producción más limpia. Paradigma de gestión ambiental, Alfaomega, México, 2008.
[8] DE BURGOS, J., Cano, C. J., and Céspedes, J. J. La planificación y el control del rendimiento ambiental en los establecimientos turístico hoteleros. Comunicación del congreso internacional sobre turismo y mediterraneo. 2009.
[9] ATANASE, A., Schileru, I., and Vişan S. Good practices preceding the implementation of the system of management of environment, on small and medium enterprises. Economic Interferences: Quality - Information Technologies – Consumer, 2011, vol.8, núm. 5, pp. 698 – 711.
[10] LÓPEZ, L. Propuesta de indicadores para la evaluación del desempeño ambiental en la actividad hotelera. Retos Turísticos, 2009, vol. 8, núm. 1, pp. 52-56.
[11] SPAGNOLO, S. Gestión Ambiental del Desarrollo Urbano. Estudio de caso: localidad de General Daniel Cerri. Huellas, 2011, vol. 15, pp. 182-185.
[12] YANG, C-C. The effect of environmental management on environmental performance and firm performance in Taiwanese maritime firms. International Journal of Shipping and Transport Logistics, 2012, vol. 4, núm. 4, pp. 393–407.
[13] LABONNE, J. A comparative analysis of the environmental management, performance and innovation of SEMs and larger firms. European Commission, Paris, France, 2009.
[14] DARNALL, N., Henriques, I., and Sadorsky, P. Do environmental management systems improve business performance in an international setting?. Journal of International Management, 2008, vol. 14, núm. 4, pp. 364–376.
[15] ISO 14031:1998: Environmental management - Environmental Performance Evaluation – Guidelines. ISO, Suiza, 1998.
[16] JASCH, C. Environmental performance evaluation and indicators. Journal of CleanerProduction, 2000, vol. 8, núm. 1, pp. 79–88.
[17] SUCAR, S., Mota, N., Ayala, I., Quintero, M., Oliverio, C. y Medellín, P. Indicadores para Medir la Contribución de las Instituciones de Educación Superior a la Sustentabilidad, Universidad de Guanajuato, México, 2011.
[18] MUNCK, L., Cella-de-Oliveira, F., and Bansi, C. Ecoeficiência: uma análise das metodologias de mensuração e seus respectivos indicadores. Revista de Gestão Social e Ambiental, 2011, vol. 5, núm. 3, pp. 183-199.
[19] KIELENNIVA, N., Antikainen, R., and Sorvari, J. Measuring eco-efficiency of contaminated soil management at the regional level. Journal of Environmental Management, 2012, vol. 109, pp. 179-188.

Revista Aristas: Ciencia Básica y Aplicada
[20] REES, H. L., Hyland, J. L., Hylland, K., Mercer Clarke, C. S. L., Roff, J. C., and Ware, S. Environmental Indicators: utility in meeting regulatory needs. An overview. ICES Journal of Marine Science, 2008, vol. 65, pp. 1381–1386.
[21] LINDAHL, M. E-FMEA - A new Promising Tool for Effcient Design for Environment. Proceedings of the 1st. International Symposium on Environmentally Conscious Design and Inverse Manufacturing, EcoDesign 99: Tokyo, Japan. 1999.
AUTORES Ing. Stephanie Aguirre Moreno, Universidad Autónoma de Baja California, Campus Ensenada Carretera Transpeninsular Ensenada - Tijuana No. 3917 Fraccionamiento Playitas. Ensenada, Baja California, México. Actualmente estudiante de Maestría en Ingeniería Industrial en la Facultad de Ingeniería, Arquitectura y Diseño. Dr. Jesús Everardo Olguín Tiznado, Universidad Autónoma de Baja California, Campus Ensenada Carretera Transpeninsular Ensenada - Tijuana No. 3917 Fraccionamiento Playitas. Ensenada, Baja California, México. Actualmente Jefe del Departamento de Planeación e Imagen Institucional del Campus Ensenada, profesor – investigador de la Facultad de Ingeniería, Arquitectura y Diseño del programa educativo en Ingeniería Industrial. Doctor en Ciencias en Ingeniería Industrial. Candidato a Investigador por el Sistema Nacional de Investigadores de CONACYT. Dra. Claudia Camargo Wilson, Universidad Autónoma de Baja California, Campus Ensenada Carretera Transpeninsular Ensenada - Tijuana No. 3917 Fraccionamiento Playitas. Ensenada, Baja California, México. Actualmente profesora – investigadora de la Facultad de Ingeniería, Arquitectura y Diseño del programa educativo en Ingeniería Industrial. Forma parte de la Sociedad de Ergonomistas en México. Doctora en Ciencias en Ingeniería Industrial. Candidato a Investigador por el Sistema Nacional de Investigadores de CONACYT. Dr. Juan Andrés López Barreras, Universidad Autónoma de Baja California, Campus Tijuana, Calzada Universidad #14418, Parque Industrial Internacional Tijuana, Tijuana, Baja California, México. Actualmente profesor – investigador de la Facultad de Ciencias Químicas e Ingeniería, del programa educativo en Ingeniería Industrial. Candidato a Investigador por el Sistema Nacional de Investigadores de CONACYT.

Revista Aristas: Ciencia Básica y Aplicada. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 03/02/2014 Aceptado: 30/07/2014
PERFILOMETRIA CON LA TRANSFORMADA DE FOURIER EN TRES DIMENSIONES EMPLEANDO PROGRAMACION MATLAB
Fourier Transform Profilometry in 3-Dimensions
with Matlab programming. RESUMEN Presentamos el método de la transformada de Fourier para procesar imágenes obtenidas empleando el método de proyección de imágenes. En este trabajo se realizan pruebas en objetos para obtener una serie de imágenes, en cada imagen se aplica el algoritmo de la transformada rápida de Fourier. La imagen se procesa, empleando programación Matlab. Se describe el algoritmo empleado y se implementa, se presenta la descripción del experimento realizado y el proceso de grabado de cada imagen. Se presentan los resultados del procesamiento de imágenes en un mapa de fase y la imagen de la superficie recuperada. Se realizan pruebas en objetos de geometría sencilla. PALABRAS CLAVE: Procesamiento de imágenes, Transformada rápida de Fourier, perfilometría, proyección de franjas, fase. ABSTRACT We presented a Fourier transform method used to process images recorded with fringe projection technique. In this work, the fringe projection technique is tested in objects to obtain an image series, where each image is processing applying a Fast Fourier Transform algorithm. The image is processing and treating using Matlab programming. We described the algorithm employed, description of each experimental stage is presented, the process to record each image, and how these images are processing to obtain a phase image to recover surface information. The algorithm is tested in simple objects.
KEYWORDS: Image processing, Fast Fourier Transform, Profilometry, Fringe projection, phase.
ADRIANA NAVA VEGA, Dr. Lic. En Física y Matemáticas Maestría en ciencias, Doctorado en ciencias con especialidad en óptica. Profesor-Investigador Universidad Autónoma de Baja California [email protected] ANTONIO ARAIZA, M.C. Ingeniero en Electrónica, Maestría en ciencias con especialidad en óptica. Estudiante del programa de Doctorado en ciencias con especialidad en óptica. Instituto Nacional de Astrofísica, óptica y Electrónica. [email protected] ESTEBAN LUNA AGUILAR, Dr. Investigador Instituto de Astronomía. Universidad Nacional Autónoma de México. [email protected]
1. INTRODUCCIÓN Over the years, the importance of development and work in applications of techniques for signal and image processing has increased. Some techniques are characterized with a parameter known as phase; and the signal magnitude is referred as amplitude, whereas the square magnitude is referred as intensity. In the present work, the phase parameter is related to the amplitude and intensity concepts, within the interferometry expression presented on section 2, the algorithm used and its implementation are described. The experimental setup with fringe projection technique is described at section 3, and the results with a geometrical object are presented are in section 4.
Profilometry [1] is a non contact method that allows a fast and non destructive, non invasive inspection. There are many methods that use fringe projection and have been studied the last decades, among these methods there is the Fourier Transform Profilometry [2], used in this work. This technique presents advantages because only one image is required for analysis. An object under test is illuminated by fringes projected from a grating, so the characteristics of the surface are highlighted by looking at the deformation of the fringes, captured as an image. The surface shape is recovered using a Fourier transform algorithm, a filter in the frequency domain is used, and finally we obtain a phase map of the object under test.
72

Revista Aristas: Ciencia Básica y Aplicada
2. FAST FOURIER TRANSFORMATION The method proposed by M. Takeda [2] it is a computer- based technique for automatic 3-D shape measurement, a grating pattern projected onto the object surface is Fourier-transformed and processed in its spatial frequency domain as well as its space signal domain. This technique has a much higher sensitivity than the conventional moiré technique [3] and is capable of fully automatic distinction between a depression and elevation on the object surface. 2.1Phase Determination The phase is obtained using the Fourier Transform Method, [2]. In optical measurements a fringe pattern can be expressed as,
)].,(2cos[),(),(),( yxxfyxbyxayxg o φπ ++= (1)
With ),( yxφ the phase, that contains the shape of an object under test. Terms a(x, y) and b(x, y) are variations in the background irradiance and contrast in the image, respectively. A fringe pattern expressed by Eq.2 is projected over an object’s surface, and captured by an image-sensing device that has enough resolution to satisfy the sampling-theory requirement, particularly in x-direction. The input fringe pattern is rewritten as follows,
).2exp(),()2exp(),(),(),(
* xifyxcxifyxcyxayxg
o
o
π
π
−
++= (2)
Where c* represent the complex conjugate, and
( ) )],(exp[),(2/1),( yxiyxbyxc φ= . (3)
Equation (2) is Fourier transformed with respect to x, using a fast-Fourier-transform (FFT) algorithm, and the result is,
),(),(),(),(
* yffCyffCyfAyfG
o
o
+
+−+= (4)
The capital letters denote the Fourier spectra; f is the spatial frequency in the x-direction. We use either the two spectra on the carrier, say )( offC − , shifted by of on the frequency axis toward the origin to obtain ),( yfC .
Note that the undesired background variation ),( yxa has been filtered out this stage. Then, using the FFT algorithm, the inverse Fourier transform of ),( yfC with respect to f is computed and ),( yxc is obtained, the complex logarithm of (3) is,
),()],()2/1log[()],(log[ yxiyxbyxc φ+= (5)
Finally, the phase ),( yxφ is in the imaginary part of the expression, completely separated from the undesired amplitude variation ),( yxb . The whole process is shown in a diagram on figure 1, where the algorithm wrap.m is sketched and the process order is indicated. . INPUT = Recording an object with fringes, INITIAL PROCESS= Identification of diffraction order and translation to the origin through a filter operation, and OUTPUT= Phase of Object Image result Figure 1. Diagram of the wrapping, unwrapping and phase recover algorithm process.
2.2 Algorithm implementation The algorithm was implemented using Matlab programming [4], with the following steps:
1. An image in fits extension it is read. 2. A wrapping module is called, following the next
steps: a) FFT2 of the input image is obtained, and as
result it delivers a complex value. b) The former image is displayed in logarithm
mode, and a matrix that allows to display the spectrum Fourier modes is obtained.
c) The image’s lobes (from the Fourier spectra) are shown.
d) One of the lobes is selected, usually is taking the positive first order.
3. A filter is called (circle window, in this case). 4. At the selected region, a FFTSHIF function is
applied. 5. The result of the formal process returns a matrix data
that shifts the components of high frequencies to the edges.
6. The FFT2 algorithm is applied to the result from step 5.
7. Result is returned to spatial domain, using IFFT2. 8. Real and imaginary parts from step 7 are separated. 9. ATAN2 function is applied. 10. Phase of the image analyzed is obtained.
INPUT FFT IFFT Atan2 (Real/Im) OUTPUT INITIAL
PROCESS

Revista Aristas: Ciencia Básica y Aplicada
11. The Takeda method to unwrap the phase is applied. 12. The final image is displayed. 3 .EXPERIMENTS Experiments were development to test the Fourier transform algorithms for image processing; the experimental setup presented in figure 2 generates harmonic fringes programmed into the computer. This computer is used to control the fringe pattern to project; fringe patterns are displayed using a Liquid Crystal Display (LCD) projector. A fringe pattern created in Matlab programming is displayed using a resolution of 25 pixels per period, it means, l line/12.5 pixel. The projection falls over an object that changes the straight fringes shape according to the object’s morphology. The physical fundamental parameters in the experimental setup are: object-camera distance, and the LCD- object distance. Figure 2. Experimental Fringe projection set up. The fringes are displayed using a Liquid Crystal Display (LCD), the object under test is illuminated with a series of fringes, controlled with a computer program. Finally the image it is acquired with a digital camera
4. RESULTS Images were acquired with a digital camera SD 1100IS, with 8.0 mega pixels, at jpg extension, as a part of the process, the images have a .fits, extension, as a part of the process implemented at Matlab. Also, to manage the image, SAO IMAGEDS9 software was used. Figure 3 presents a sequence of the process, at (a) it is presented a fringe pattern considered as the reference image, at (b) we can see a sphere with fringes over a background plane and over itself, a close up can see at (c), the deformation of fringes generated by the sphere. At Figure (d) the result of image processing is shown, presenting a phase map image, we can notice some errors, as dark areas; after some more detailed processing, at (e) an image with contour lines and a grid in pixels is shows.
Figure. 3. Results generated by the fringe projection technique and image processing using Fourier transform. A sequence of the process is presented, at (a) the fringe pattern generated by computer, (b) a sphere placed into the experimental setup of fringe projection, the fringes deformation is seen on (c). At (d) the result of the image processing is shown, and at (e) the is unwrapped phase generated
(a)
(b)
(c)
(d)
Object
Digital
Camera
Computer
fringes

Revista Aristas: Ciencia Básica y Aplicada
(e)
5. CONCLUSIONS We have described briefly the fringe profilometry technique, describing the experimental setup and the logic steps that follow a process, to get the image phase; we used fast Fourier transform procedure. These logic processes were programmed using Matlab. With these results, we can continue improving the processing to expand the algorithm to automate all the experiments components [5] and expand the applications [6] of the fringe projection and Fourier transforms profilometry, for example, to vision system analysis in three dimensions. These experiments are been developing at Photonics Laboratory, of the Facultad de Ciencias Químicas e Ingeniería, UABC.
BIBLIOGRAPHY [1] Optical Shop Testing, Edited by Daniel Malacara, Jhon Wiley & Sons, Inc. Second Edition, (1991), ISBN: 0-471-52232-5.
[2] Mitsuo Takeda, Hideki Ina, and Seiji Kobayashi, “Fourier-transform method of fringe-pattern analysis for computer-base topography and interferometry”, J.Opt.Soc.Am/Vol.72, No.1, January 1982.
[3] Oster, G. and Y. Nishijima, “Moiré Patterns,” Sci. Amer, 208(5), 54-63 (May 1963).
[4] Rafael C.Gonzalez, Richard E.Woods, “Digital Image Processing”, Prentice Hall, 2002. ISBN: 0-201-18075-8.
[5] Mitsuo Takeda and Kazuhiro Mutoh, “Fourier transform profilometry for the automatic measurement of 3-D objects shapes, Vol. 22, No.24, Applied Optics, 2983. (1985).
[6] Case, S.K., J.A. Jalkio and R.C.Kim, “3-D Vision System Analysis and Design”, in Three-Dimensional Machine Vision, Takeo Kanade, Ed. Kluwer Academic Publishers, Norwell, M.A, pp. 63-95. (1987).
Authors Adriana Nava-Vega is currently a Professor and researcher at Universidad Autónoma de Baja California, at Tijuana, B.C. México. Dr. Nava-Vega received her PhD Degree in science optic from the Instituto Nacional de Astrofísica, Optica y Electrónica in 2004, Puebla, México. Dr. Nava-Vega was Fullbright-Robles granted from 2009-2010 at San Diego State University, USA. Antonio Araiza receives his electronic engineering from Universidad Autónoma de Baja California (2006) MS in optics from Instituto Nacional de Astrofísica, Optica y Electrónica (2010). Currently a Ph.D. in optics. Esteban Luna received his engineering degree from the Universidad Autónoma Metropolitana (UAM), México, in 1998, and his MS and PhD in optics from Instituto Nacional de Astrofísica, Optica y Electrónica in 1991 and 1996, respectively. A staff optician in the Observatorio Astronómico Nacional since 1990, he is involved in the study of active optics and design of astronomical instruments and hydrodynamic polishing techniques

Año 2014 Vol. 3 Núm. 5 ISSN 2007-9478 ANÁLISIS BIOINFORMÁTICO DE UN HOMÓLOGO AMIBIANO PARECIDO A PROTEÍNAS TOR/FRAP Patricia Lilián Alejandra Muñoz, Rosa Elena Mares Alejandre, Samuel Guillermo Meléndez López, Marco Antonio Ramos Ibarra
4-10
PROYECTO PARA LA REDUCCIÓN DE TIEMPO EN LA LIBERACION DE LOTES EN UNA EMPRESA MÉDICA Karina Cecilia Arredondo Soto, Teresa Carrillo Gutiérrez, María Marcela Solís, Quinteros, Fernando Pardo Jiménez, Gonzalo Tena Hernández
11-15
ANÁLISIS ERGONÓMICO COMO PROPUESTA PARA EL DISEÑO DE ESPACIOS INTERIORES EN EL ÁREA ADMINISTRATIVA DE UNA INDUSTRIA Juan Andrés López Barreras, López Flores Yelsi Yajaira, Sánchez Uscanga Antonio De J.
16-21
ASPECTOS RELEVANTES DE LA REMANUFACTURA Enriqueta Salazar Ruiz, Karina Cecilia Arredondo Soto, Sylvia De Reza de la Cruz, Irma Mier Luna, Hugo Alfredo Saldaña
22-28
DISEÑO Y DESARROLLO DE UNA CABINA ERGONÓMICA CON ATMOSFERA CONTROLADA PARA SIMULAR ENTORNOS REALES DE ESTACIONES DE TRABAJO Juan Andrés López Barreras, Cesar Ismael López B., Priscila Luque López, Rodrigo Medrano Corrales, Yesenia Ruvalcaba Arce
29-39
PROYECTO REDUCCION DE COSTOS A TRAVES DE UNA ANALISIS DE PROVEDORES DOMINANTES Juan Andrés López B., Axel Delgado Gutiérrez, Eleazar Lucatero Rincón, Jesús G. Estrada Guzmán, Omar Delgado Cisneros.
40-48
IMPLEMENTACIÓN DE HERRAMIENTAS DE MANUFACTURA ESBELTA: 5 “S” Juan Andrés López Barreras, Christian Torres Loera, Yuni Denisse Echavarría
49-59
ANALISIS COMPARATIVO DEL TAMAÑO DEL PASO DENTRO DE LA METODOLOGÍA DE SUPERFICIE DE RESPUESTA APLICANDO FUNCIONES DE PRUEBA NO LINEALES Jesús Everardo Olguín Tiznado, Rafael García Martínez, Claudia Camargo Wilson, Juan Andrés López Barreras
60-64
MEJORA DEL DESEMPEÑO AMBIENTAL DE UNA INSTITUCIÓN DE EDUCACIÓN SUPERIOR EN MÉXICO Stephanie Aguirre Moreno, Jesús Everardo Olguín Tiznado, Claudia Camargo Wilson, Juan Andrés López Barreras
65-71
PERFILOMETRIA CON LA TRANSFORMADA DE FOURIER EN TRES DIMENSIONES EMPLEANDO PROGRAMACION MATLAB Adriana Nava Vega, Antonio Araiza, Esteban Luna Aguilar
72-75