cartilla no 4 desbaste de piezas cortadas
DESCRIPTION
Cartilla No.4TRANSCRIPT

1
Serie cartilla técnico – pedagógica para la fabricación de calzado
Corporación de desarrollo productivo del cuero,
calzado y marroquinería
Cartilla No 4: desbaste de piezas cortadas y
costura de cortes

2
Serie de cartillas técnico- pedagógicas para la fabricación de calzado
Cartilla No 4: desbaste de piezas cortadas y guarnición
(costura) de cortes
Secretaria de fomento económico y competitividad Corporación de desarrollo productivo del cuero,
calzado y marroquinería
Dirección Coordinador nacional COL /95/008 Carlos Alberto Mejía Gómez
Dirección ejecutiva CDP cuero calzado y Marroquinería Gustavo Adolfo vivas forero
Conceptualización y textos Director ejecutivo de CEINNOVA Ing.jorge Alberto Gutiérrez casas
Dibujos e ilustraciones Juan Guillermo Sánchez
Diagramación, diseño caratula y coordinación Editorial. Consultor diseño COL/95/008 Andrea klamas
klemm

3
Índice general INTRODUCCION CONTENIDO OBJETIVO
A. DESBASTE DE PÌEZAS Clases de desbaste Sistema de desbaste Maquinaria y equipos normalmente empleados Principales cuidados y recomendaciones técnicas del proceso
B. GUARNICION (COSTURA) DE CORTES Secuencia operacional del proceso de costura Esquemas de producción utilizados Maquinaria y equipos normalmente empleados Selección adecuada de la punta de aguja para la costura de cuero Consideraciones y observaciones importantes en cuanto el empleo de hilos y agujas Guías de consumos de hilos Tipos genéricos de hilos Lista de comprobación de problemas de cosido Principales cuidados y recomendaciones técnicas del proceso
GLOSARIO EN TERNINOS TECNICOS
BIBLIOGRAFIA

4
Índice de ilustraciones
Pag.
Ilustración No 1
Desbastadora de Cortes Tipo Campana 14
Ilustración No 2
Cardadora – Niveladora de Corte
Completo 14
Ilustración No 3
Sección de Guarnición en Sistema
de “Isla de Producción” 22
Ilustración No 4
Maquinas de Guarnición de
Cortes (Costura) 24
Ilustración No 5
Maquina plana de Puntada Zig – Zag 25
Ilustración No 6
Maquina Chiripiadora o Perforadora de
Adornos En el Corte 25
Ilustración No 7
Dobladora de Cortes con
Termoplástico (Hot-Mealt) 26
Ilustración No 8
Maquina Remendadora de Calzado 26

5
Ilustración No 9
Jareteadore 27

6
Índice de Figuras
Pag.
Figura No 1
Clases de Desbaste 12
Figura No 2
Ficha técnica de desbaste 16
Figura No 3
Desbate tipo tumbado (para Cosido y Vuelta) 17
Figura No 4
Desbate para armado 17
Figura No 5
Desbaste para doblar 18
Figura No 6
Desbaste plano 18
Figura No 7
Hilo de fibra cortada 34
Figura No 8
Hilo recubierto 35
Figura No 9
Torcido de Filamento continuo (No bondeado) 35
Figura No 10
Torcido de filamento continuo (Bondeado) 36
Figura No 11
Multilobal 36
Figura No 12
Multifilamento a un cabo 37

7
Figura No 13
Texturado de filamento continúo 37
Figura No 14
Hilo taslanizado 38
Figura No 15
Monofilamento 38
Figura No 16
Mecanismos de arrastre 41
Figura No 17
Problemas de cosido ocasionados por
desgaste de las Piezas de la maquina 49
Figura No 18
Problemas de cosido ocasionados por
una tensión no adecuada de la maquina 49
Figura No 19
Ficha técnica del producto 50

8
Introducción
Con base en los diferentes diagnósticos elaborados en el
subsector industrial del calzado, se pudo identificar la
necesidad de este proceso productivo, para lo cual se tomo la
decisión de elaborar una serie de diez (10) cartillas
denominadas “Serie de Cartillas Técnico – Pedagógicas para
la fabricación del calzado”, las cuales definen de forma
técnica y pedagógica todos los procesos involucrados en la
producción del calzado, iniciando con el tema de Patronaje,
Modelado y Escalado hasta culminar con el tema de
Acabados de Producto Final (calzado).
El calzado es el producto final de una larga cadena de valor
que involucra muchos procesos complejos. Se inicia con la
crianza de animales cuya piel es utilizada como materia
prima esencial en la elaboración de productos en cuero, a
continuación estos animales son sacrificados en los
mataderos y sus pieles son llevadas a un proceso de
transformación y conservación en las curtimbres o Tenerías
de donde son enviadas a los distribuidores (peleteros) o
directamente a los fabricantes de calzado en los diferentes
subsectores del cuero, quienes se encargan de transformarlas
en productos marroquineros como bolsos, llaveros, carteras,
billeteras, etc.; en productos para talabartería o tapicería y en
el calzado.
Por lo anterior, esta serie de cartillas técnicas se constituyen
en una gran aporte para el sector industrial del cuero,
respondiendo a una sentida necesidad de formación de una
mano de obre técnicamente calificada, que le permite a los
fabricantes mejorar su proceso y por ende la calidad de su
producto final.

9
Índice de cuadros
Pag.
Cuadro No 1
Esquemas productivos para la
guarnición de cortes 21
Cuadro No 2
Tipo de agujas y principales aplicaciones 28
Cuadro No 3
Consumos de Hilos para diferentes aplicaciones 33
Cuadro No 4
Lista de comprobación de problemas de cosido 42

10
Contenido Siguiendo la secuencia operacional requerida para la
elaboración de los zapatos, se presenta a continuación la
Cartilla No 4 titulada “Desbaste de Piezas Cortadas y
Guarnición (Costura) de Cortes” como parte de la serie de
cartillas técnico – pedagógicas para la fabricación del
calzado.
Aun cuando los dos subprocesos son diferentes se ha
decidido estudiarlos en una sola cartilla por tratarse de
trabajos íntimamente ligados y por lo tanto absolutamente
complementarios.
En el primer capítulo del documento se analizan todos los
aspectos concernientes a la operación del Desbaste y en el
segundo lo relacionado con la costura de piezas cortadas y
previamente desbastadas. Para ambos casos se presentan con
suficiente claridad la descripción general de la operación, su
secuencia operacional, los diferentes sistemas y esquemas
comúnmente utilizados en la producción, la maquinaria y el
equipo normalmente empleados y los principales cuidados y
recomendaciones técnicas que el operario deberá tener
siempre muy presente para garantizar un producto final de
excelente calidad.
En el caso de la costura y debido a su gran importancia se
complementa la información con la ilustración de los
principales parámetros que deben ser tenidos en cuenta por el
fabricante para la correcta selección de los tipos de aguja y
los hilos a emplear.
Adicionalmente y como contribución a la resolución de
problemas cotidianos en los talleres de producción, se
suministra la información técnica básica para las diferentes
causas y las posibles acciones correctivas que den solución
efectiva a las dificultades presentadas.

11
Objetivo de la Cartilla
Proporcionar al estudiante conocimientos técnicos básicos
que al ser correctamente aplicados le permitan realizar con
eficiencia y calidad las operaciones de Desbaste de las piezas
cortadas y la Guarnición (costura) de las respectivas piezas
que componen los diferentes tipos de calzado.

12
Desbaste de Piezas
Una vez cortadas las piezas y antes de pasarlas al proceso de
costura, hay que hacer una operación intermedia llamada
desbaste. Como las piezas que forman el corte van cosidas,
pegadas y en muchos de los casos, dobladas es necesario
rebajar los bordes de estas para que al armar y montar el
zapato no se noten estas uniones.
Algunas piezas como correas y ribetes necesitan un desbaste
uniforme que se llama dividido, para que queden del calibre
para el modelo.
En procesos que utilizan suelas prefabricadas es de vital
importancia nivelar a través del desbaste, todas las piezas
para garantizar la precisión en el ajuste.
Clases de Desbaste En chaflán: Para pizas que van cosidas y colocadas una
sobre otra. Es tal vez el más utilizado en la industria del
calzado.
Oblicuo: Se utiliza para doblar piezas guardando en el borde
cierto espesor para que no se debilite en el momento de la
costura.
Paralelo o en caja: Se utiliza para piezas dobladas o
hiladilladas. Este tipo de desbaste se utiliza frecuentemente
en la industria de la marroquinería.
Una vez desbastadas las piezas, se pintan los cantos con tinta
especiales con el fin de dar una mejor presentación al
producto final.
Figura No 1 Clases de Desbaste

13
Sistema de Desbaste Manual: Se hace a mano calculando el ángulo en que la
cuchilla debe entrar en la piel y el ancho del desbaste. Es un
trabajo muy artesanal y de poco rendimiento. Solo una
mano hábil y entrenada puede realizar esta labor con una
buena precisión y calidad.
Con maquina: Existen dos tipos de quipos. La desbastadora
de campana la cual consta de una cuchilla circular que gira
sobre un rodillo o barril que permite mediante un sencillo
mando manual y el empleo de diferentes “pies” varias
clases de varias clases de desbastes para el borde de las
piezas. Para desbastar piezas completas se utilizan
“niveladoras” maquinas mucho mas complejas las cuales
vienen provistas de cuchillas de “cinta” y programadores
electrónicos.
MAQUINARIA Y EQUIPO NORMALMENTE
EMPLEADO
Los siguientes tipos de maquinas son los más utilizados para
realizar la operación:
Desbastadora de tipo campana: para desbasteo de bordes.
Cardadora niveladora de corte completo: para desbasteo
de piezas completas.
Estos equipos pueden ser aprendidos en las siguientes
ilustraciones.

14
Ilustración No 2 cardadora niveladora de corte completo
Ilustración No 1 desbastadora de corte tipo campana
15
PRINCIPALES CUIDADOS Y
RECOMENDACIONES
TECNICAS DEL PROCESO Antes de que el operario inicie la operación de desbastes de
tareas debe tener muy en cuenta las siguientes
recomendaciones:
a) condiciones del área de trabajo:
-Verificar que el nivel de iluminación del puesto de trabajo
sea el adecuado.
-El aseo del área como de la maquina son fundamentales
para trabajar en condiciones optimas.
b) revisión del estado general de la maquina:
- Asegurarse que los componentes estén en su sitio: cuchilla,
pie, pisador, guía, reguladores, transportador y esmeril.
- Verificar las condiciones adecuadas del filo de la cuchilla
utilizando para ello una pieza de retal para realizar una
prueba preliminar.
-Si la cuchilla está demasiado gastada deberá ser cambiada.
No es aconsejable afilarla hasta límites extremos ya que
puede afectar el transportador.
-El pie pisador debe permanecer en buen estado ya que de él
depende en gran parte la uniformidad del desbaste. Si este
presenta desgaste, es recomendable sustituirlo.
-Si el transportador es grafilado, debe permanecer libre de
residuos de material, por lo cual deberá limpiarse
periódicamente. Lo anterior garantiza un arrastre eficiente de
las piezas que se están desbastando.

16
Tener a disposición los accesorios complementarios como
son el pie pisador adicional, rectificador de cuchilla (quita
rebaba) y rectificador de esmeril.
para que el desbaste sea parejo, el pie pisador debe cubrir
totalmente la superficie de arrastre del transportador.
c) aseguramiento del proceso:
- verificar que la tarea de desbaste tenga su respectiva orden
de producción.
-es indispensable contar la tarea que se recibe del corte de
piel y ordenarla de acuerdo a la numeración respectiva. Es
recomendable separar las piezas derechas de las izquierdas
para evitar equivocaciones y permitir que el trabajo sea
organizado.
- es importante tener una muestra física del calzado. Mucho
mejor si se dispone de una ficha técnica de desbaste donde
aparezcan las figuras de las piezas, las aéreas y los tipos de
desbaste. Ejemplo:
Figura No 2 ficha técnica de desbaste
17
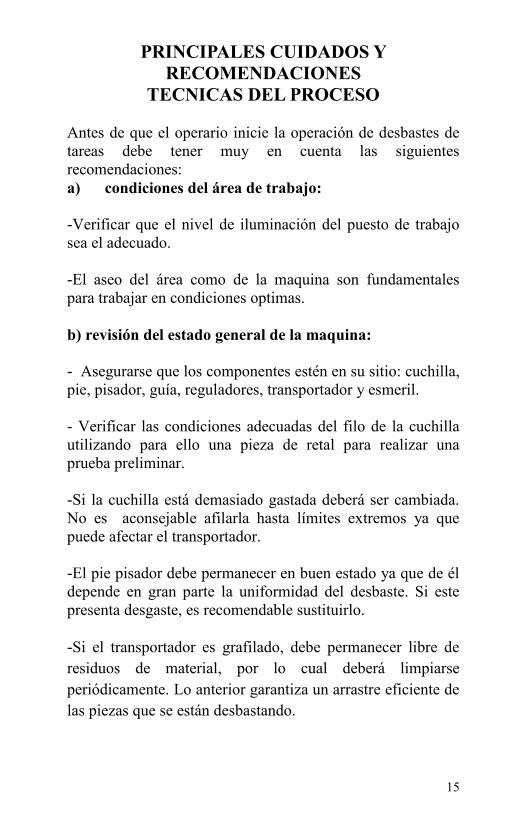
NOTA: las piezas muy delgadas no se desbastan ya que al rebajarlas se corre el
riesgo de que no toleren la costura
Figura No 3 desbaste tipo tumbado (para cosido y vuelto)
Se hace principalmente este desbaste a las piezas que van
ser unidas con costura para que quede gruesa dicha unión, se
desbasta previamente el borde de las piezas. El ancho de este
desbaste es de 5 a 8 mm.
Figura 4 No desbaste para armado
Está destinado a piezas que van a ser ensambladas a otras,
de tal forma que la una se coloca sobre la otra. Cuando se
hace este ensamble se debe tener el cuidado de que las dos
piezas unidas no formen una protuberancia.
18
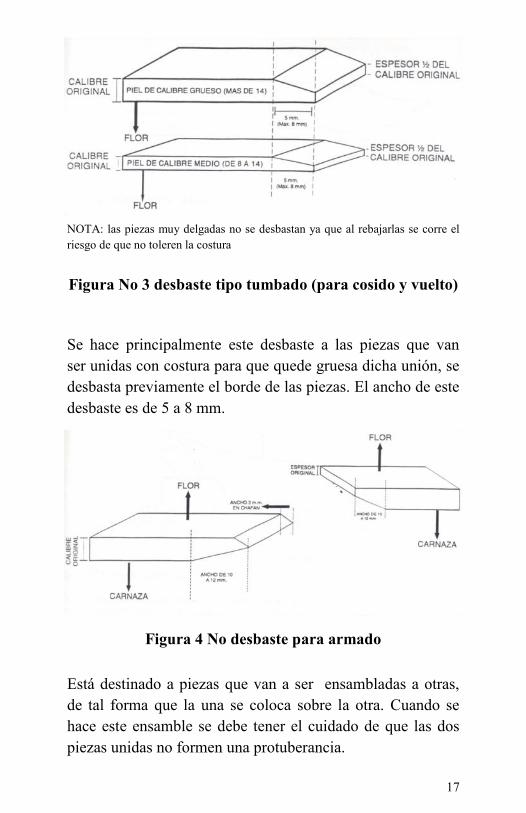
Los valores especificados en la anterior figura son los que
normalmente se deben cumplir cuando la operación se
realiza manualmente. Cuando se dobla con maquina de
desbaste deberán tener las siguientes características:
La parte que voltea no debe quedar débil ni gruesa.
Debe ser ligeramente más grueso que el que se dobla a
mano.
En el caso de graduar el regulador para el gruesor del
desbaste, se recomienda tomar como referencia la mitad de
calibre original del cuero.
Figura No 5 desbaste para doblar
Figura No 6 desbaste plano

19
El desbaste plano se hace rebajando totalmente el calibre del cuero. Son
utilizados para ribetes, vivos, adornos, lazos, refuerzos de piezas
transparentes y forrar. Cuando se desbasta de esta forma el mayor
cuidado que se debe de tener es con los ribetes y vivos, porque las piezas
deben quedar muy suaves pero resistentes.
-cada vez que se rebaja una pieza, se debe por medio de la vista y el
tacto comprobar que el desbaste haya quedado uniforme y sin
protuberancias.
-al finalizar el trabajo, se debe hacer un recuento y ordenamiento de la
tarea para garantizar que llegue en perfecto estado y sobre todo completa
al subproceso siguiente, es decir a la guarnición (costura de cortes). Es
aconsejable efectuar un empaque provisional bien sea utilizando bolsas
plásticas o también canastos o canastillas adecuados.
d) mantenimiento preventivo e lubricación, ajuste y aseo debe ser
permanente
Una vez terminada la jornada de trabajo es necesario dejar en
perfectas condiciones de orden y aseo, el puesto de trabajo y
por su puesto el equipo empleado. Por lo tanto se deben
verificar permanentemente sus condiciones de limpieza,
ajuste y lubricación.
Guarnición (costura) de corte Es la parte del proceso en la cual por medio de hilos y
pegantes se efectúa la unión de las piezas resultantes del
corte (capelladas, talones, forros, adornos, etc.). Esta labor
se realiza empleando maquinaria de costura especializada.
Una vez armadas y cosidas estas partes, el corte toma forma
y estará listo para ser montado o calzado a la horma.
De esta forma se distingue dos categorías de operarios: los
armadores y dobladores (operaciones generalmente
manuales) y el guarnecedor (operador de la maquina), el cual
debe tener especial cuidado en las distancias y el largo de la
puntada de las costuras.
20
SECUENCIA OPERACIONAL DEL
PROCESO DE COSTURA La secuencia operacional requerida en el proceso de
guarnición, depende del modelo que haya sido desarrollado.
Por esta razón es tal vez la parte de la fabricación más difícil
de estandarizar y por lo tanto los niveles de productividad
son los más bajos. Sin embargo es posible definir a manera
de ilustración las operaciones básicas, las cuales son
relacionadas a continuación.
Organización de las tareas: consiste en separar las piezas,
contarlas y ordenarlas según la numeración de la orden de
trabajo. Permite verificar que está este completa
garantizando así que la producción tenga un normal
desarrollo.
Aplicar pegante y dobladillar las piezas: a quo se
determina si las piezas deben llevar hiladillo o doblez
sencillo y se procede a realizar la labor, bien sea en forma
manual o con la utilización de maquinaria.
Coser el talón y el forro: normalmente y por rapidez en la
operación el método más aconsejable es el zig-zado.
Armar las piezas: por medio de pegantes y teniendo en
cuenta ciertas marcas de ayuda hechas previamente en la
operación de corte, se unen las piezas que conforman el
modelo.
Cosido de las piezas armadas: se definen dos tipos de
costuras, las de resistencia y las de realce o adorno.
Adicionalmente existen costuras sencillas, dobles y del tipo
grueso.
Forrado: en esta operación, se toman las piezas cosidas y se
les cose el forro, dejándole esta manera el corte armado.
Roñado: se recorta el forro dejándolo a ras con relación al
borde del material de la capellada. En el caso de emplearse el
método de “cosido y vuelto “no se necesita realizar esta
operación.
Entintado de bordes y perforación
Corte y remateo, limpieza, terminado, conteo y empaque
provisional.
21
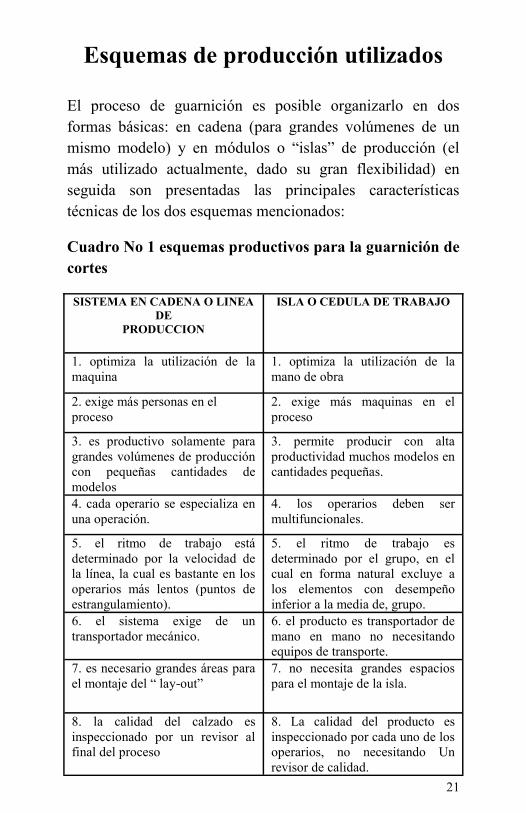
Esquemas de producción utilizados
El proceso de guarnición es posible organizarlo en dos
formas básicas: en cadena (para grandes volúmenes de un
mismo modelo) y en módulos o “islas” de producción (el
más utilizado actualmente, dado su gran flexibilidad) en
seguida son presentadas las principales características
técnicas de los dos esquemas mencionados:
Cuadro No 1 esquemas productivos para la guarnición de
cortes
SISTEMA EN CADENA O LINEA
DE PRODUCCION
ISLA O CEDULA DE TRABAJO
1. optimiza la utilización de la
maquina
1. optimiza la utilización de la
mano de obra
2. exige más personas en el
proceso
2. exige más maquinas en el
proceso
3. es productivo solamente para
grandes volúmenes de producción
con pequeñas cantidades de
modelos
3. permite producir con alta
productividad muchos modelos en
cantidades pequeñas.
4. cada operario se especializa en
una operación.
4. los operarios deben ser
multifuncionales.
5. el ritmo de trabajo está
determinado por la velocidad de
la línea, la cual es bastante en los
operarios más lentos (puntos de
estrangulamiento).
5. el ritmo de trabajo es
determinado por el grupo, en el
cual en forma natural excluye a
los elementos con desempeño
inferior a la media de, grupo.
6. el sistema exige de un
transportador mecánico.
6. el producto es transportador de
mano en mano no necesitando
equipos de transporte.
7. es necesario grandes áreas para
el montaje del “ lay-out”
7. no necesita grandes espacios
para el montaje de la isla.
8. la calidad del calzado es
inspeccionado por un revisor al
final del proceso
8. La calidad del producto es
inspeccionado por cada uno de los
operarios, no necesitando Un
revisor de calidad.

22
En la ilustración siguiente es mostrada una selección de
costura perfectamente organizada en grupos de trabajo.
Observase que los ayudantes trabajan de pie.
Ilustración No 3 sección de guarnición en sistema de “isla
de producción”.

23
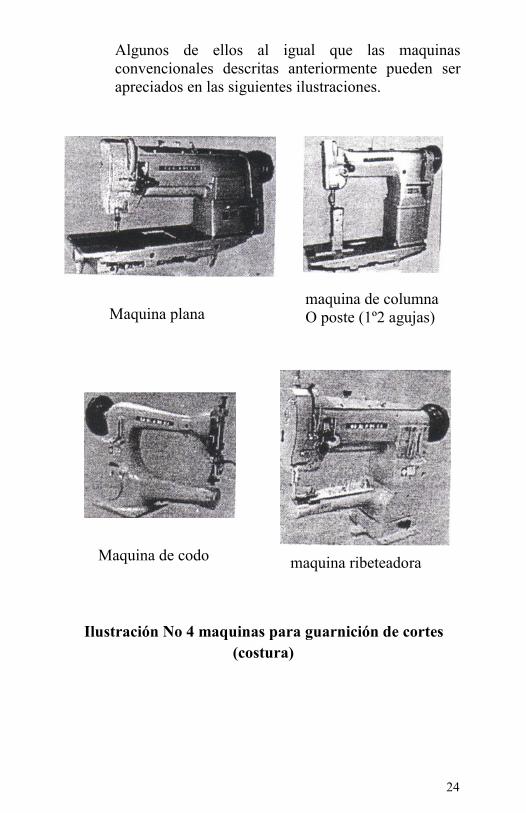
Maquinaria y equipo normalmente
empleado
Los siguientes tipos de maquinas son las más utilizadas para
realizar la operación de costura:
Plana: solo puede utilizarse para determinados modelos y
ciertos tipos de costuras ya que por la forma de la mesilla
hace difícil la manipulación del corte.
De codo: en vez de mesilla lleva un codo que permite la
mejor manipulación del corte. existen maquinas de codo
derecho y de codo izquierdo.
De columna o poste: una columna e eleva sobre la mesilla
lo que permite hacer cualquier tipo de costura ya que el corte
se puede acomodar en cualquier sentido. Por estas
características se pueden lograr mayores productividades y
niveles de calidad por lo cual son las más aconsejables. otras
de sus grandes ventajas es la posibilidad de conseguirlas d 1
o 2 agujas para la realización de costuras dobles en una sola
pasada.
Automáticas computarizadas: de alto costo de adquisición.
este tipo de tecnología hasta ahora está incursionando en
nuestro país.
Existe también equipo complementario para realización de
operaciones muy específicas.
24
Algunos de ellos al igual que las maquinas
convencionales descritas anteriormente pueden ser
apreciados en las siguientes ilustraciones.
Maquina plana maquina de columna
O poste (1º2 agujas)
Maquina de codo maquina ribeteadora
Ilustración No 4 maquinas para guarnición de cortes
(costura)
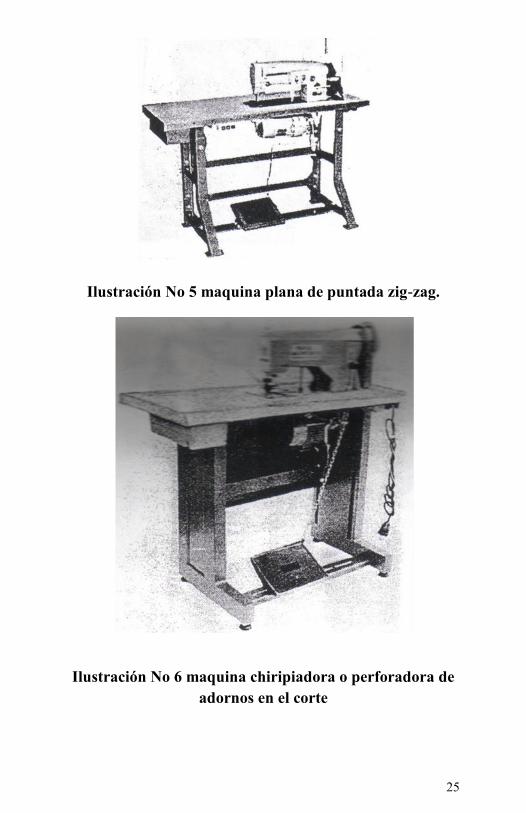
25
Ilustración No 5 maquina plana de puntada zig-zag.
Ilustración No 6 maquina chiripiadora o perforadora de
adornos en el corte

26
Ilustración No 7 maquina dobladora de cortes con
termoplástico hot mealt.
Ilustración No 8 maquina remendadora de calzado

27
Ilustración No 9 jareteadora

28
Selección adecuada de la punta de aguja
Para la costura de cuero
En el siguiente cuadro, que incluye además las respectivas
ilustraciones, se determinan los principales parámetros para
realizar una selección adecuada de tipo de aguja a emplear en
procesos de costura.
Cuadro No 2 tipos de agujas y principales aplicaciones

29

30
Fuente: tecnología de hilos y costura por
COATS CADENA

31
32
Consideraciones y observaciones
importantes en
Cuanto al empleo de hilo y agujas
La correcta selección de la aguja y un hilo con las máximas
especificaciones, garantizan la calidad de los productos.
El cuero y los materiales similares (cartón grueso, laminas
de goma, materiales sintéticos, etc.) deben coserse con
agujas cuyas puntas tengan forma cortante. Estas agujas
perforan el material a coser con mayor facilidad y menor
calentamiento que las puntas de agujas redondas debido a
su facilidad de corte. Los materiales con estructura
homogénea se debilitan muy poco por este corte, pero
debido a su natural resistencia general no se perjudican si
se eligen las puntas apropiadas y se trabajan con la correcta
distancia entre puntadas.
La forma de la costura depende, en primer lugar de la
elección de la punta adecuada de la aguja para maquinas de
coser. Por consiguiente se debería decidir desde un
principio el aspecto global de un modelo de calzado y otros
materiales de cuero.
Se debe recordar que una buena guarnición garantizara un
buen montaje del zapato.
Guía de Consumos de Hilos
A manera de orientación y con el objetivo principal de
facilitar la adquisición de esta materia prima y el posterior
procedimiento de costeo por parte del fabricante de los
productos, en el siguiente cuadro se especifican los
consumos promedio de hilo para diferentes artículos:
33
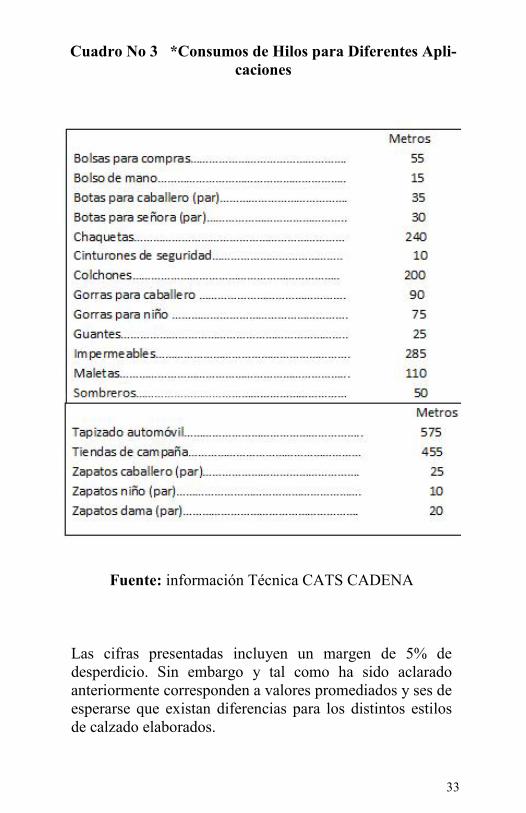
Fuente: información Técnica CATS CADENA
Las cifras presentadas incluyen un margen de 5% de
desperdicio. Sin embargo y tal como ha sido aclarado
anteriormente corresponden a valores promediados y ses de
esperarse que existan diferencias para los distintos estilos
de calzado elaborados.
Cuadro No 3 *Consumos de Hilos para Diferentes Apli-
caciones
34
Tipos Genéricos de Hilos
a) Hilos Hilados:
Algodón:
Los hilos de algodón se producen con fibras de algodón de
alto grado y longitud cuidadosamente seleccionadas de los
mejores mercados del mundo y se venden bajo diversas
marcas dependiendo de la casa fabricante.
Sintéticos:
Existen básicamente en esta clasificación dos tipos de hilos
a saber; Los de fibra cortada de poliéster y los de poliéster
hilado. En ambos casos estos hilos son manufacturados con
fibras producidas según las más altas especificaciones.
Figura No 7 Hilo de Fibra Cortada
Estos hilos se presentan en una variedad de grosores y
construcciones para acomodarse a la mayoría de usos
b) Hilos Recubiertos:
A fin de lograr la óptima relación finura – resistencia de los
hilos de filamento continuo, a la vez que el
comportamiento en el costado y las características de
superficie de los hilos de fibra cortada, se producen dos
versiones principales de hilos recubiertos.

35
En una de ellas los filamentos de poliéster están recubiertos
y protegidos por fibra de algodón. En la otra los filamentos
de poliéster están recubiertos con fibras de poliéster. Los
filamentos se unen con las fibras en la operación de
hiladura. Estos hilados compuestos se retuercen luego para
formar hilos de 2,3 o 4 cabos.
Figura No 8 Hilo recubierto
Los hilos recubiertos no deben confundirse con los hilos de
mezcla de fibras, los cuales contienen solo fibras sintéticas
y naturales (sin anima de filamento) y que se mezclan antes
del proceso de hiladura. Estos hilados de mezcla son
utilizados, ante todo, para tejer, no como hilos de coser.
c) Hilos de filamento Continuo:
Los hilos torcidos y cables producidos con filamento
sintético 100% pueden ser de poliamida o bien de poliéster.
Cuando se necesitan hilos flexibles los hilados de
filamento continuo solamente se retuercen, fijan, tiñen y
lubrican.
Figura No 9 Torcidos de Filamento Continuo (no
bondeado)

36
Cuando se precisa un rendimiento y una resistencia a la
abrasión óptima, los hilos torcidos se tratan con polimeros
sintéticos, los cuales unen conjuntamente los filamentos
individuales y los cabos.
Figura No 10 Torcido de Filamento Continuo
(bondeado)
Los hilos torcidos de filamento continuo de poliéster
multilobal son indicados para aplicaciones en bordado
debido a su lustre superior.
Figura No 11 Multilobal
d) Multifilamento – Hilos de un Solo Cabo
Los hilos muy finos se fabrican con multifilamentos de
poliéster a un solo cabo, adecuadamente torcido y luego
tratado con un ligero acabado de apresto justo lo suficiente
para consolidar los filamentos individuales sin dar rigidez
al producto final.

37
Figura No 12 multifilamentos a un cabo
e) hilos texturados
“texturado” es un término general para describir las
modificaciones de aspecto y las características de superficie
de hilos lisos (retos) de filamento sintético, obtenidas por
diversos medios que incluyen falsa torsión, chorro de aire,
rizado, etc.
Figura No 13 hilos texturados
Los hilos texturados tienen un tacto suave y se realizan
principalmente como hilo interior cuando es necesaria una
costura especialmente suave.

38
f) hilos de poliéster taslanizado
Esta última generación de productos utiliza una tecnología
sofisticada de chorro de aire para convertir el hilado de
filamentos en hilos de coser para uso general.
Figura No 14 hilo taslanizado
Los filamentos son entrelazados y sometidos a un
tratamiento para producir un hilo reforzado que tiene por
características un bajo nivel de imperfecciones.
g) monofilamentos
Esto no es un hilo convencional que consiste solo en un
filamento adecuadamente lubricado. Los monofilamentos se
producen mediante hilado por fusión (igual que los hilados
de multifilamentos continuo), pero la hilera tiene una sola
abertura mucho más grande que los hilados convencionales.
Figura No 15 monofilamentos
Fuente figuras No .7 a la 15: tecnología de hilos y costura
COATS CADENA

39
LISTA DE COMPROVACION DE PROBLE-
MAS DE COSIDO
Antes de iniciar el análisis sobre los principales problemas y
dificultades que cotidianamente se presentan en el proceso
es necesario ilustrar sobre las principales piezas que
componen una máquina de coser.
Por tal razón a continuación se presentan los nombres con
los cuales se conocen universalmente y una breve
descripción de esos componentes.
Ancora: una pieza que forma la puntada con los hilos
inferiores suministrados desde unidades externas de hilos.
Brazo: cubierta que ojala y proporciona puntos de montaje
para las piezas movibles que contienen. El brazo es
normalmente la parte de la maquina visible por encima del
material que se está cosiendo.
Cama: la parte de la maquina situada debajo del material a
coser, que contiene las partes móviles para las ancoras,
mecanismos de alineación etc.
Canilla: es un pequeño tubo con valonas en el cual se ha
bobinado el hilo inferior en una maquina de doble pespunte.
También llamada bobina, se inserta en el canillero dentro de
la maquina.
Dientes de arrastre: superficie plana o dentada que actúa
contra la parte inferior del material que esta cosido y cuya
misión es avanzar el material suave y regularmente bajo el
prénsatelas.
Garfio: un dispositivo rotativo que rodea la caja de la
canilla y recoge el hilo de aguja para formar la puntada en
una maquina de doble despunte.

40
Lanzadoras: dispositivo que actúa como receptor del bucle
y conduce la canilla que contiene el hilo inferior a través de
un doblé formado por el hilo de la aguja para formar una
puntada de doble despunte.
Muelle recuperador: un muelle con un gancho en un
extremo para soltar o recoger el hilo flojo de la aguja en cada
ciclo de puntada. Generalmente montado concéntricamente
al dispositivo de tención del hilo.
Plancha de aguja (planchuela): una pequeña placa, con
oficios para la aguja y mecanismos de alineación, que
soporta el material a coser.
Posicionador de aguja: dispositivo de máquina de coser que
asegura que la aguja se detendrá automáticamente dentro o
fuera del material según se desee.
Prénsatelas: pieza que oprime la tela que se está cosiendo
contra el mecanismo de alimentación inferior durante la
costura.
Tapa frontal: cubierta en el extremo de la cabeza de cosido
el brazo de máquina.
Tira-hilos: mecanismo para controlar el suministro de hilo
necesario para la formación de cada puntada.
Los mecanismos de alimentación de estos equipos se
constituyen en parte fundamental de los mismos, puesto que
son los encargados de mover el material que se está cosiendo
desde la posición de una puntada a la posición a la posición
siguiente.

41
Los principales elementos que conforman dicho mecanismo
son presentados en la siguiente grafica:
Figura No 16 mecanismos de arrastre
Fuente: tecnología de hilos y costuras. COATS CADENA
La comprensión asimilación y puesta en práctica de los
principios esenciales que han sido tratados atreves del
desarrollo de este capítulo de la cartilla técnica,
indudablemente contribuirá a evitar gran cantidad de los
problemas que se puedan presentar en las secciones de
guarnición de las fabricas. Sin embargo las dificultades en
las costuras siempre podrán ocurrir y por lo tanto la siguiente
“lista de chequeo de fallas” podrá ser de gran utilidad para
resolver.
42
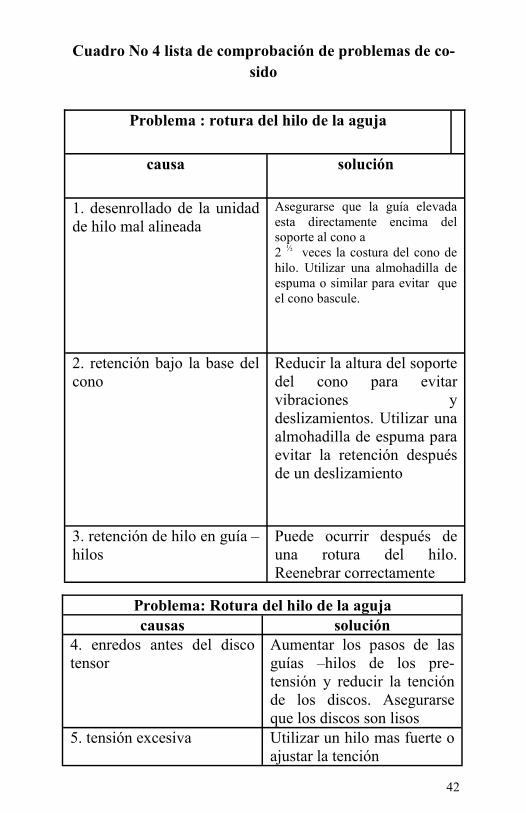
Cuadro No 4 lista de comprobación de problemas de co-
sido
Problema : rotura del hilo de la aguja
causa solución
1. desenrollado de la unidad
de hilo mal alineada
Asegurarse que la guía elevada
esta directamente encima del
soporte al cono a
2 ½ veces la costura del cono de
hilo. Utilizar una almohadilla de
espuma o similar para evitar que
el cono bascule.
2. retención bajo la base del
cono
Reducir la altura del soporte
del cono para evitar
vibraciones y
deslizamientos. Utilizar una
almohadilla de espuma para
evitar la retención después
de un deslizamiento
3. retención de hilo en guía –
hilos
Puede ocurrir después de
una rotura del hilo.
Reenebrar correctamente
Problema: Rotura del hilo de la aguja
causas solución
4. enredos antes del disco
tensor
Aumentar los pasos de las
guías –hilos de los pre-
tensión y reducir la tención
de los discos. Asegurarse
que los discos son lisos
5. tensión excesiva Utilizar un hilo mas fuerte o
ajustar la tención

43
6.muelle recuperador roto Sustituir y ajustar
7. bordes afilados en la
plancha de aguja, punta de
garfio, protección de la
aguja, canillero, canales y
ojo de la aguja.
Pulir los bordes ásperos.
Sustituir si es necesario.
Cambiar la aguja, usar una
mejor calidad.
8. deshilachamiento del hilo
en la aguja
Utilizar hilos más finos o
agujas más gruesas siempre
que sea apropiado
9. excesiva calor en la aguja
canales u ojo bloqueados
con tejido fundido
Mejorar el acabado del
tejido. Cambiar a un mejor
estilo o acabado de la aguja.
Aplicar lubricante a la aguja
por medio del hilo. Utilizar
refrigerante de la aguja.
10. sobrecalentamiento del
garfio
Asegurarse del suministro
de aceite adecuado.
Comprobar la tolerancia
entre aguja y garfio.
11. hilo de mala calidad Cambiar a un hilo de mejor
calidad correctamente
acabado.

44
Problema: Rotura del hilo de la canilla o del ancora
causa causa
1. hilo de la canilla mal
bobinado
Ajustar la alimentación del
devanador de la canilla.
Utilizar canillas
prebobinadas.
2. tensión demasiado alta o
desbordamiento de la
canilla
Ajustar la tención del
canillero utilizando el
medidor. Instalar una
arandela o resorte para
evitar el desbordamiento.
3. bordes afilados en el
canillero, muelle o en el ojo
del ancora.
Pulir los bordes y
superficies de contacto
4. la caja de la canilla no
encoja correctamente.
Comprobar el tiempo/
tamaño de la canilla.
Comprobar si hay
distorsión.
Problema: Fusión del hilo al parar la maquina
causa solución
1. hilo mal acabado o
incorrecto
Utilizar hilo de mejor
calidad
2. tejido duro, mal acabado,
acabado áspero o un
acabado muy denso.
Mejorar el acabado del
tejido. Cambiar a agujas más
adecuadas. Aplicar
refrigerante a la aguja.
3. aguja deteriorada o
sobrecalentada después de la
rutera del hilo
Cambiar agujas
45
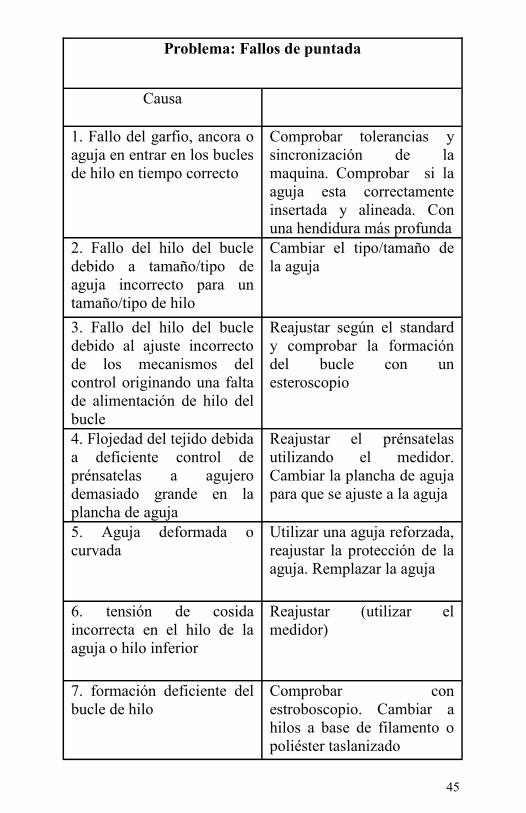
Problema: Fallos de puntada
Causa
1. Fallo del garfio, ancora o
aguja en entrar en los bucles
de hilo en tiempo correcto
Comprobar tolerancias y
sincronización de la
maquina. Comprobar si la
aguja esta correctamente
insertada y alineada. Con
una hendidura más profunda
2. Fallo del hilo del bucle
debido a tamaño/tipo de
aguja incorrecto para un
tamaño/tipo de hilo
Cambiar el tipo/tamaño de
la aguja
3. Fallo del hilo del bucle
debido al ajuste incorrecto
de los mecanismos del
control originando una falta
de alimentación de hilo del
bucle
Reajustar según el standard
y comprobar la formación
del bucle con un
esteroscopio
4. Flojedad del tejido debida
a deficiente control de
prénsatelas a agujero
demasiado grande en la
plancha de aguja
Reajustar el prénsatelas
utilizando el medidor.
Cambiar la plancha de aguja
para que se ajuste a la aguja
5. Aguja deformada o
curvada
Utilizar una aguja reforzada,
reajustar la protección de la
aguja. Remplazar la aguja
6. tensión de cosida
incorrecta en el hilo de la
aguja o hilo inferior
Reajustar (utilizar el
medidor)
7. formación deficiente del
bucle de hilo
Comprobar con
estroboscopio. Cambiar a
hilos a base de filamento o
poliéster taslanizado

46
Problema: pespunte irregular
Causas solución
1. Tenciones de cosido
incorrectas
Comprobar si hay
enmarañamiento.
Aumentar las tenciones del
hilo(utilizar el medidor)
2. enhebrado incorrecto Reenhebrar la maquina
3. hilo de aguja enganchado
al canillero o al dedo
posicionador
Pulir las superficies del
canillero.
Reajustar el dedo
posicionador y el dedo
abridor, si existe(comprobar
con el esteboscopio)
1. tenciones variables
debidas a mala lubricación
del hilo
Cambiar a hilo de mejor
calidad
Problema: pespunte oscilante
causa solución
1. vibración o deformación
de la aguja
aumentar el tamaño de la
aguja o utilizar reforzada o
cónica
2. punta de aguja incorrecta
o despuntada
Cambiar la aguja
3. relación incorrecta
tamaño de la aguja/numero
de hilo
Cambiar el tamaño de la
aguja o el numero de hilo,
según sea más adecuado
4. balanceo de los dientes de
arrastre
Aumentar la presión del
prénsatelas cambiar a un
mecanismo alineación más
positivo

47
causa solución
1. control deficiente de
alineación del tejido
Aumentar la presión del
prénsatelas. cambiar a un
mecanismo de alineación
más positivo
causa solución
1. alimentación del tejido
diferencial variable
Mejorar el mecanismo de
alineación y ajuste con el
medidor
Fuente : tecnología de hilos y costura. COATS CADENA

48
PRINCIPALES CUIDADOS Y RECOMENDA-
CIONES
TECNICAS DEL PROCESO
Antes de iniciar el proceso de costura es conveniente que el
operario tenga muy presente los siguientes aspectos
principales:
Condiciones del Área de trabajo
Verificar que la luz sea adecuada y suficiente. En lo posible
se debe emplear luz blanca (fluorescente) pues la luz
amarilla (incandescente) distorsiona de alguna manera la
apreciación de los colores.
Tener n cuenta que el aseo de las mesas de trabajo y los
muebles de trabajo y los muebles de las maquinas son
indispensables para contribuir a la calidad de los productos
elaborados. Se debe recordar siempre que solamente es
posible fabricar productos aseados en lugares aseados.
Revisión del estado general de la maquina
Antes de iniciar el proceso es indispensable revisar que las
diferentes piezas del equipo estén en su respectivo lugar y
debidamente asegurados (lanzadera, planchuela, tirahilo,
dientes, etc.) verificando también que se encuentren en buen
estado. Si la abrazadera, la planchuela o los dientes
presentan desgaste excesivo, es necesario cambiarlos.
Esta es fácil de establecer pues si la lanzadera se encuentra
demasiado gastada, la costura nunca va a ser uniforme. Si el
desgaste está en la planchuela y/o en los dientes, el araste va
a ser diferente y puede presentar el problema que se ilustra
en la grafica siguiente.

49
Figura No 17 problema de cosido ocasionados por el des-
gaste de la pieza de la maquina
•Verificar que la maquina este bien lubricada. Cuando la
lubricación es deficiente la fricción hace que las piezas se
calienten ocasionando un excesivo desgaste y posiblemente
daños muy costosos al equipo.
•Observar que la aguja esta perfectamente posicionada pues
cualquier pequeño rose con la planchuela hace que está
presente desgaste no deseado.
•La graduación de la planchuela debe permitir el paso libre
de la aguja, cualquier contacto entre las dos puede dañar esta
pieza y ocasionar naturalmente el rompimiento de la aguja
•Realizar una costura de ensayo en un material de retal para
establecer que la tensión de la maquina sea la correcta al
igual que la uniformidad de la puntada. Se recomienda
equilibrar las tenciones dl tira hilo en la parte superior y la
tensión de la caja bobina. Si la tensión del hilo no es la a
adecuada pueden presentarse las fallas que son
esquematizadas en seguida:
Figura No 18 problemas de cosido ocasionados por una
tensión no adecuada de la maquina.

50
Aseguramiento del proceso
•Corroborar que la tarea este acompañada de su respectiva
orden de producción.
•Es fundamental contar y ordenar el número de piezas que
se van a guarnecer. En el caso que se detecten piezas con
daños previamente del corte o del desbaste, se deberá
informar inmediatamente al supervisor para proceder a
cambiarlas, se los casos las piezas dañadas deberán ser
rechazadas.
•Se deberá tener a mano y como orientación fundamental, la
muestra física del modelo a guarnecer y de ser posible una
ficha técnica que indique claramente al calibre del hilo, el
largo de puntada, las distancias y todas las demás
especificaciones, para evitar costosas equivocaciones y de
esta forma asegurar la calidad.
Figura No 19 ficha técnica del producto

51
●Antes de coser cerciorarse que el hilo y la aguja sean los
adecuados.
●Dotar a cada puesto de trabajo de las herramientas y
accesorios necesarios (martillo, plancha o mármol, fistos,
tijeras, chuchillas, brochas, pincel, etc.).
●Cuando se vaya a doblar o a coser una pieza, se debe
verificar que el desbaste sea el especificado para el modelo
que se esté trabajando.
●Cuidar que las brochas con que se aplicaran los adhesivos
necesarios tengan el ancho adecuado, de forma tal que se
garantice el cubrimiento del área que se va a untar. Si es
muy ancha, existirá desperdicio de pegante. Si es muy
angosto se corre el riesgo que se despegue la pieza por falta
de aplicación.
●Es importante utilizar recipientes de tamaño mediano para
los adhesivos. Esto permite renovar permanentemente el
pegante. Cundo este permanece mucho tiempo en un
recipiente grande, tiene la tendencia a secarse, se torna
viscoso y dificulta la aplicación. En todos los casos los
recipientes deberán tener boca angosta para evitar la
evaporación de solventes.
●Se recomienda utilizar siempre el mismo calibre de hilo
tanto arriba como abajo para lograr una resistencia mecánica
equilibrada.
●Los puntos y marcas que son realizadas en el proceso de
corte, son tan solo guías para el armado, pero estas no
garantizan en su totalidad la correcta ubicación de las piezas
ya que el cuero es un material que debido a sus
características puede llegar a estirar, distorsionando de esta
forma las guías efectuadas. La mejor forma de asegurar un
buen armado, es la aplicación del buen gusto y el sentido
común que tenga el operario.

52
●Controlar constantemente que las costuras sean parejas y
que guarden distancias requeridas
●Las hebras sueltas resultantes de la operación se deben
suprimir en su totalidad y en forma sesgada, utilizando
preferiblemente tijeras, no utilizar cuchilla y menos aun
quemarlas con mecheros de alcohol, puesto que se debilitan
considerablemente las costuras realzadas.
●En el caso que el estilo lleve doble costura se debe cuidar
que exista paralelismo entre ellas.
●Para modelos en los cuales se requiera el roñado de los
forros es necesario que este sea parejo y bien rematado.
●Los perforados, los chiripiados y piezas al “corte” es decir
a aquellas que van sin doblar deben estar debidamente
patinadas y entintadas.
●Al terminar la costura, retirar el hilo justamente necesario,
para evitar el desperdicio del mismo (máximo 10 cm.).
●Las costuras deben siempre rematarse tanto al principio
como al final de los trayectos para poder garantizar así una
buena resistencia de las uniones en el uso.
● Si el estilo del calzado lleva costura de atraque, estas
deberán ser uniformes y estar ubicadas en el sitio preciso
predeterminado por el modelaje.
●Finalmente se deberá limpiar perfectamente los cortes
guarnecidos (tanto forros como capelladas) retirando los
excesos de pegantes y de tintas al igual que ordenar las
tareas de acuerdo a la numeración establecida en la orden de
producción.

53
d) Mantenimiento preventivo de la maquinaria utilizada
Al igual que lo planteado para el proceso de desbaste de
piezas es requisito para ser un buen guarnecedor velar por un
bue cuidado mantenimiento del equipo a su cargo, l igual
que de la herramienta y accesorios que la empresa le ha
suministrado para el buen desempeño de su función.
Por lo tanto es necesario al culminar los trabajos realizar la
limpieza y el mantenimiento rutinario y general a la maquina
siguiendo estrictamente las recomendaciones dadas por el
fabricante y en especial las relacionadas con la frecuencia de
lubricación de las diferentes partes y el tipo de aceite a
utilizar.
54
Glosario de términos técnicos
A
AFILADO: recorrido de la hoja del cuchillo sobre una
piedra de afilar.
AMOLAR: acto de afilar.
ANTE: cuero de características gamuzadas, se caracteriza
por su calibre delgado y suavidad al tacto.
ANTIFAZ: pieza sintética o de cuero, generalmente usada
en modelos mocasín. Al antifaz se le puede incorporar un
herraje mecánico.
APOMASAR: pulir ligeramente la suela del cuero hasta que
la flor quede limpia.
ARMES: grapas o clavos utilizados para la fijación
provisional de la plantilla a la horma.
ASENTAR FILO: acción de la cuchilla sobre una superficie
plana para quitar las rebabas dejadas en el afilado o para
reactivar el filo después de una operación de corte.
ATRAQUE: costura que sirve para asegurar los puntos de
mayor exigencia de la capellada de un zapato.
AVIOS: grupo de materiales el cual se prepara para el
ensamble del zapato.
B
BIGORNIA: brazo móvil de la maquina mackley que se
introduce en el zapato para coserlo.
BIGITERA: parte importante de los cortes necesariamente
incorporados a las capelladas y empleadas sobre todo en
zapatos para hombre. Su forma de ahí su nombre asemeja de
un “bigote”. General mente se incorpora en la punta en
quingo como adorno y sus bordes van chiripiados y
perforados.
BISELAR: recortar rebaba (excedente) y hacer una
determinada figura al borde de una superficie.
BOLOLLADO: operación realizada para aplanar la suela y
ceñirla a la planta de la horma eliminando las protuberancias.

55
C
CALAR: agujerar las láminas de algunas materias primas
para producir adornos. Este
Calado se hace con maquinas especiales o con cuchillas.
CAMBRES: procedimiento para figurar piezas y partes del
corte. Su objetivo es proporcionar la forma necesaria para
que esta se acomode a la figurar del empeine de la horma.
Utilizando en el modelaje y en la construcción de algunos
tipos de zapatos botas y botines.
CAMBRION: elemento metálico que se incorpora entre la
plantilla y la suela. Este elemento estructural ayuda a
mantener el arco del pie erguido en forma anatómica.
CANTO: borde de las piezas cortadas. El término se refiere
también al borde de las suelas y los tacones.
CAÑA: parte superior de las botas, que cubre la pierna.
CAPELLADA: parte superior del zapato.
CARDAR: volver áspera una superficie, mediante una
carda. Su objetivo es abrir el poro del material que permita la
penetración de los pegantes.
CARNAZA: capa del lado de la carne del cuero o de la piel
del animal separada por la máquina de dividir en cualquiera
de las etapas del proceso de curtido.
CEROTE: pasta para brillar cortes.
(grabado) y pintura.
CERQUILLO: tira de cuero que va alrededor de la suela del
zapato. Es utilizado normalmente como adorno y es posible
incorporarle falsas costuras y de fijación.
CERUFA: Emulsión que sirve para cubrir el borde y la
planta de las suelas.
CHAPETA: Termino empleado para descubrir la parte
central de los zapatos tipo mocasin.
CHAROL: Material con acabado brillante (barniz
plastificado).
CHIRIPIADO: Es la actividad mediante la cual se hacen
figuras angulares o redondas sobre las piezas de cuero en las
capelladas, con el fin de adornarlas, generalmente se realiza
con una maquina especial o bien incorporado estas figuras a
los troqueles con los cuales se corta el material.
56
CONTRAFUERTE: Elemento ubicado interiormente entre
el material de la capellada y el forro en la zona del talón.
CORTE: Conjunto constituido por la capellada, la talonera,
la lengüeta, el antifaz, el forro y otras piezas.
CRUPON: Parte central de una piel y por lo tanto la de
mayor aprovechamiento. En nuestro medio, se utiliza
también este término para referirse a las suelas fabricadas en
cuero curtido al tanino.
CUELLO: Piezas que hacen parte de las cañas de algunos
modelos de botas y botines y ubicados en la parte superior de
los mismos. En la mayoría de los casos, los cuellos vienen
provistos internamente de espumas u otros materiales que
permiten abullonar.
CUERO FLOR CORREGIDA: Aquel cuyo lado de la
“flor” ha sido sometido a procesos físicos de lijado,
impresión (grabado) y pintura.
CUERO PLENA FLOR: Aquel que ha sido depilado por el
lado de la “flor” (epidermis) y no ha requerido por su buen
estado de cubrimiento químico.
CURTIR: Proceso efectuado sobre la piel cruda (animal), el
cual permite producir el cuero con sus características
especificas y definitivas, haciéndola resistente a la
putrefacción especialmente bajo condiciones húmedas.
D
DESBASTE: Adelgazar los bordes de las piezas que
conforman un corte para mejorar la apariencia de las
uniones.
DESPALME: Rebajo del grosor de la hoja del cuchillo,
por uno de sus lados.
DESTRONCAR: Recortar el contorno del tacón para darle
su forma definitiva.

57
E
ECONOMIZADORES: Espacios vacios que son dejados
en las suelas sintéticas, con el objeto de aliviar su peso y dis-
minuir el costo de su fabricación.
EMBONAR: Proceso de costura en el cual las piezas se
unen por el revés con el fin que al voltearlas las costuras
queden ocultas.
ENFRANJE: Región lateral y externa del pie, comprendida
entre el tarso y el metatarso. Se utiliza también este término
para describir la parte más estrecha de la suela, localizada
entre la planta del pie y el talón.
ESCALAR: Reproducir el primer patrón o molde base a los
tamaños que conforman el tallaje de una serie.
ESTERILLA: Material con el cual se puede forrar tacones.
Está compuesto por la unión de tiras delgadas de crupon
desbastado.
E.V.A.: Material Microporoso muy utilizado en la industria
del Cazado para la fabricación de suelas, entresuelas y viras.
Sus siglas traducen “Etil – Vinil _ Acetato”
F
FALDA: Parte lateral del cuero, naturalmente de fibra suelta
(bofa)
FINIZAJE: Proceso para el acabado o terminado final en el
zapato.
G
GUARNICION: Parte del proceso de fabricación en el cual
se ensamblan mediante costuras y pegante las diferentes
piezas que componen el corte.
H
HALOGENO: Nombre dado al cloro y a los elementos de
su familia
HALOGENACION: Introducción de halógenos en una
molécula orgánica.
HENDIDOS: Incisión que se hace en la suela para ser
cosida al corte. Este proceso es utilizado con frecuencia en la
construcción de zapatos tubulares con suela en crupon
(cuero).
58
HERRAJE: Adorno normalmente metálico incorporado al
corte.
HERRETE: Material que protege cada uno de los extremos
del cordón para evitar que se deshilache.
HORMA: Pieza de madera, plástico o aluminio que da
forma al zapato y por lo tanto es la base para su fabricación.
L
LABIO: Sobrepuesto que se coloca a las plantillas
estructurales utilizadas en la construcción Good-year, Welt.
LAY-OUT: Secuencia organizada de operaciones unitarias,
requeridas para la realización de un proceso de
transformación de materia prima en producto terminado.
LENGÜETA: Pieza única que va adherida a la capellada
(parte superior del corte) y los laterales o vistas frontales de
la talonera.
M
MOLDES: Son la representación plana de las partes de un
zapato. También se denominan patrones para distinguirlos de
los moldes que se usan para fundir las suelas, en caucho,
poliuretano, PVC, etc.
N
NEOLITE: Material sintético muy utilizado para la
fabricación de suelas, Generalmente es presentado en forma
de láminas.
NOBUCK: Tipo de cuero de apariencia gamuzada que ha
sido esmerilado por el lado de la flor (epidermis). Se puede
decir que es un cuero de “pelo corto”.
NUCHES: Parásito que ataca la piel del animal y por lo
tanto ocasiona un daño irremediable a esta.

59
O
ODENA: Material fabricado de cuero recuperado y
mediante aglutinantes y otros compuestos que se configuran
en laminas. Muy utilizado para la elaboración de plantillas
estructurales.
OJETE: Elemento metálico o plástico por donde pasa el
cordón para ajuste del calzado.
P
PATINADO: Teñir o entintar los bordes de las piezas que
van al corte de acuerdo al tono del cuero para mejorar el
terminado.
PERFORADO: Proceso de atravesar un material de un lado
a otro con el objetivo de elaborar diferentes figuras de
adorno o utilidad como el caso de los agujeros para el
encordonado del calzado. La herramienta con la cual se
realiza esta operación es llamada perforador.
PLANCHUELA: Pieza de la máquina de guarnecer la cual
viene provista de un orificio por donde pasa la aguja con el
hilo para efectuar la costura.
PLANTILLA ESTRUCTURAL: Pieza interna
conformante del zapato con el tamaño y forma exterior de la
planta de la horma, sobre la cual se monta el corte, pegado y
en algunos casos, cosido y grapado.
PREFORMAR: dar forma a un elemento o insumo para
calzado antes de ser montado sobre la horma, con el fin de
ayudar a la configuración final del producto. Normalmente
se preforman plantillas estructurales, suelas, contrafuertes,
punteras y calzado tipo tubular.
PUNTERA: Elemento ubicado interiormente entre el
material de la capellada y el forro, en la zona de la puntera
(parte delantera). Se conoce también con el término de
“trompa”.
P.V.C.: Material frecuentemente empleado en la industria
del calzado para la fabricación de suelas. Se utiliza para el
recubrimiento de materiales sintéticos. Sus siglas traducen
“Poli-Vinil-Cloruro”.

60
Q
QUINGO: Perforados en la zona de la punta de la capellada
que se realizan a manera de adorno. Pueden ser diferentes
figuras guardando siempre simetría.
R
REBABA: Excedente material de una suela o tacón u otros
materiales que normalmente es necesario retirar para mejorar
su apariencia.
REBATIR: Acción de sentar el calzado montado sobre la
horma con el objetivo de garantizar su perfecto ajuste. Se
conoce también en el medio con el nombre de “martillar” y
puede realizarse manualmente con un martillo o con una
maquina especializada.
RECUÑO: Es la mitad de la plantilla comprendida entre la
parte de atrás y la zona de enfranje. Existe a su vez el recuño
de la plantilla estructural y de la sobre plantilla interna.
REVIRA: Tira de suela que se le saca a los bordes con el
objeto de biselarla.
S
SALPA: Material utilizado para la fabricación de plantillas
estructurales y en algunas ocasiones para la elaboración de
contrafuertes. Al igual que la odena proviene de recuperados
del cuero y a diferencia de esta es mucho más suave y
liviana.
SOBREPLANTILLA: Pieza colocada en el interior del
zapato con el objeto de aislar el pie del contacto con la
plantilla estructural y también para mejorar la apariencia.
SUELA: Componente externo de la planta del calzado, cuya
superficie hace contacto con el suelo y está expuesto al
desgaste.
T
TACON: Parte de una suela que le da altura y ayuda a
sostener la curvatura del arco del pie.
TALON: Parte trasera del corte de un zapato.
TANINO: Material de curtido extraído de la planta conocida
como quebracho. Utilizado para el proceso de obtención del
crupon empleado en la fabricación de suelas.

61

62