apuntes met. mecánica
TRANSCRIPT

Apuntes Metalurgia Mecánica 1
INTRODUCCIÓN DEL CURSO: La Ingeniería Metalúrgica es la encargada de aplicar la física, la química, la
matemática, y la economía para proveer a la sociedad de los metales que demanda
para su desarrollo. Para llevar a cabo su actividad, el ingeniero metalúrgico se apoya
en los conocimientos desarrollados por los científicos, para mejorar los procesos de
producción existentes, producir nuevas aleaciones y optimizar las aplicaciones para los
metales que produce, haciendo de la ingeniería una Ciencia Aplicada. Sin embargo, en
la práctica, el ingeniero es más bien visto como un resolvedor de problemas y para ello
no sólo se basa en la ciencia, sino que también hace uso de su experiencia, intuición y
sentido común.
Dentro de la Ingeniería Metalúrgica, la Metalurgia Mecánica es una disciplina
fundamental, pues tiene que ver principalmente con las operaciones que dan forma y
propiedades en la fabricación de piezas metálicas y con la evaluación de su desempeño
en servicio. En su aspecto teórico; básicamente es una ciencia que se dedica al estudio
de los mecanismos de deformación y fractura y a su vez estudia las características
estructurales y microestructurales que aportan las propiedades mecánicas de los
metales. El resultado de estos estudios es el establecimiento de teorías y leyes, muchas
veces expresadas en forma matemática, que determinan las relaciones entre las
características intrínsecas de los metales y el comportamiento observado bajo la acción
de fuerzas externas. Muchos de los principios y teorías de la Metalurgia Mecánica son
empleados para el diseño y procesamiento de metales y por lo mismo están
íntimamente ligadas con la práctica de la ingeniería. Para el ingeniero metalúrgico, la
Metalurgia Mecánica es una herramienta que le proporciona las bases para analizar y
comprender el comportamiento de las piezas metálicas que fabrica, cuando éstas son
sometidas a cargas.
Los ingenieros metalúrgicos y los profesionistas dedicados a la ciencia de
materiales son, básicamente proveedores de materiales para las otras ingenierías y por
lo tanto su función es buscar aquellos materiales que tengan las propiedades que los
Apuntes Metalurgia Mecánica 2
ingenieros reclaman o de lo contrario, informarlos acerca de la resistencia máxima del
material. Ellos aplican el conocimiento obtenido por los científicos para producir los
objetos, estructuras y máquinas que demandan la industria y la sociedad en general.
Los ingenieros metalúrgicos, desarrollan los procesos para la producción de los
materiales y se aseguran que los materiales se desempeñen adecuadamente en el
servicio. Aunque su herramienta principal de trabajo es el conocimiento científico, los
ingenieros con frecuencia recurren al criterio ingenieril, que es una combinación de
experiencia e intuición, para cubrir los huecos en el conocimiento. Cuando ni el
conocimiento científico ni el criterio ingenieril son suficientes para garantizar un diseño,
los ingenieros hacen uso de los famosos factores de seguridad, que son un exceso en
las dimensiones, resistencia del material o una disminución de las cargas permitidas,
que permiten tener cierta confianza en el desempeño de los materiales cuando se
sospecha la existencia de defectos y sobrecargas.
En el contexto científico, la Metalurgia Mecánica busca comprender y ampliar el
conocimiento acerca de la respuesta de los materiales metálicos a la acción, de las
fuerzas que actúan dentro y fuera de él. En la ingeniería, la Metalurgia Mecánica se
aplica en el desarrollo y control de los procesos de producción que modifican la forma
física y las propiedades mecánicas durante la fabricación de partes metálicas, y
también se aplica en la evaluación del desempeño de componentes estructurales y
mecánicos en servicio, desde su puesta en operación y hasta el fin de su vida útil.
Desde el punto de vista técnico, quizá el aporte más importante de la Metalurgia
Mecánica es el desarrollo de las diferentes pruebas de evaluación de propiedades
mecánicas, destacando entre otras: el ensayo de dureza, el ensayo de tensión y las
pruebas de la Mecánica de Fractura.
El campo de la Metalurgia Mecánica
La Metalurgia Mecánica es la parte de la física que se refiere al estudio de la
relación entre las cargas externas que actúan en un cuerpo sólido las fuerzas internas y
deformaciones que se producen como resultado de esta acción. Es mecánica, porque se
refiere al análisis de las fuerzas y sus reacciones en un cuerpo, sin importar las causas
que las producen y sin alterar la materia y es metalurgia, porque se enfoca al estudio de
cuerpos metálicos.

Apuntes Metalurgia Mecánica 3
El comportamiento de los sólidos metálicos cuando son sometidos a la acción de
las cargas o tracciones externas es por lo tanto el campo de la Metalurgia Mecánica,
dividiendo este campo para su estudio en tres partes:
Comportamiento Macroscópico
El comportamiento macroscópico es la respuesta del cuerpo como un todo, a la
acción de las cargas. Para realizar el análisis se considera que el cuerpo es un sólido,
continuo, homogéneo e inicialmente isotrópico. En términos simples, estas
consideraciones significan que el cuerpo está hecho de una misma sustancia, que no
contiene vacíos y que sus propiedades son las mismas en todas direcciones. Esto no es
completamente realista, ya que como sabemos, todos los sólidos contienen huecos,
cavidades, etc.; no necesariamente están hechos de una misma sustancia y sus
propiedades varían según la dirección en que se evalúen, pero como la magnitud de
estas desviaciones no son significativas cuando se comparan con las dimensiones
reales del cuerpo, los análisis realizados son razonablemente válidos.
Mecanismos de Deformación y Endurecimiento
La segunda parte de la Metalurgia Mecánica, estudia la manera cómo ocurre la
deformación en los sólidos y los mecanismos que originan la resistencia de los
materiales. Estos tópicos se conocen como: Mecanismos de Deformación y
Endurecimiento. En este caso, el análisis ya no se puede basar más en la mecánica del
medio continuo, debido a que precisamente los mecanismos de deformación y
endurecimiento dependen de la constitución interna del metal y el análisis
necesariamente es llevado a un nivel microscópico. La deformación plástica de los
materiales es resultado del movimiento de defectos, por lo que el conocimiento de la
cristalografía, la micromecánica de los defectos cristalinos y de la constitución
microestructural de los materiales es indispensable. El objetivo final de esta parte de la
Metalurgia Mecánica, es comprender cómo ocurre la deformación plástica y cuál es el
origen de la resistencia mecánica, para así desarrollar los materiales y tratamientos que
aporten las propiedades buscadas en éstos. El desarrollo de la tecnología requiere de
materiales que tengan la combinación de propiedades mecánicas esperadas. Para
realizar este diseño de una manera más eficiente es necesario comprender el origen de
la resistencia mecánica de los materiales y la manera en que se deforman y fracturan.

Apuntes Metalurgia Mecánica 4
En otras palabras, la Metalurgia Mecánica estudia el por qué de la resistencia, ductilidad
o tenacidad de un metal en función de su estructura cristalina, su microestructura y la
temperatura en que se encuentra, aportando las bases para el diseño de tratamientos
térmicos, mecánicos y nuevos materiales.
Fractura
Finalmente, en la tercera parte de la Metalurgia Mecánica se estudia la fractura
que es la etapa final del proceso esfuerzo-deformación y por lo tanto, significa el fin del
servicio de una pieza o el límite máximo al cual se le puede deformar. La fractura para
su estudio es nuevamente dividida en dos partes: La Mecánica de la Fractura, que se
dedica al estudio de las condiciones de carga, tamaño de grieta y geometría del cuerpo
que conducen a la fractura, y la Fractografía, que es el estudio de los mecanismos de
fractura y en base a las características de las superficies de fractura. La importancia del
estudio de la fractura, es que en base a ella no sólo se pueden diseñar materiales más
resistentes, sino que también se puede determinar el límite de tolerancia de grietas en
estructuras y predecir su vida útil cuando ésta es determinada por la rapidez de
crecimiento de las grietas. Esta capacidad es por demás conveniente si consideramos
que en la práctica la generación de grietas durante la fabricación o en servicio es
inevitable.
Conceptos Básicos de la Metalurgia Mecánica
De acuerdo a las Leyes de Newton, que son la base de la mecánica, a toda
acción corresponde una reacción, de manera que cuando se aplica una fuerza externa a
un cuerpo sólido y este permanece estático, se produce una reacción interna que
equilibra la fuerza externa; la magnitud de la reacción interna es el esfuerzo y la
consecuencia inmediata de la existencia de un esfuerzo es la deformación. Analicemos
en mayor detalle el concepto de esfuerzo.
La fuerza interna de reacción afecta los enlaces que mantienen unidas a las
partículas del sólido, produciendo fuerzas entre ellos. La magnitud de la reacción en
cada enlace depende de la magnitud de la fuerza aplicada y de la cantidad de partículas
que resisten la acción de esa fuerza. La cantidad de enlaces que soporta tal fuerza esta
directamente relacionada con el área transversal a la dirección en que actúa la fuerza.

Apuntes Metalurgia Mecánica 5
La Figura 1 muestra lo anterior. La fuerza externa F, es la misma en ambos casos, pero
el área A (cantidad de partículas) que resiste la fuerza interna resultante es diferente.
Como se puede observar, la magnitud del efecto es directamente proporcional a F e
inversamente proporcional a A, de manera que la magnitud del efecto interno puede ser
evaluado por la relación: F/A. Si la relación F/A es grande el efecto es grande. Si la
relación F/A es pequeña, el efecto es pequeño. A esta relación se le llama esfuerzo y se
define usualmente con la letra griega sigma (σ).
Figura 1: Efecto de la aplicación de una fuerza en un sólido.
Por lo tanto, el esfuerzo es la magnitud de la reacción interna producida en un
sólido bajo la acción de una carga externa.
Así, la base de la Metalurgia Mecánica es el análisis de los esfuerzos y
deformaciones en los cuerpos sólidos metálicos. Esto tiene una importancia práctica
fundamental, pues básicamente, toda pieza o estructura metálica es construida con un
fin: soportar y transmitir una fuerza externamente aplicada.
Un principio práctico de diseño, derivado de la definición de esfuerzo es poner
más material donde hay mas esfuerzos. Esto en una manera de hablar es aumentar el
área para reducir el esfuerzo. Este principio lo observamos cotidianamente en muchos
casos; dos ejemplos típicos son las paredes de las presas y las vigas. En el primer
caso, como muestra la Figura 2(a), los esfuerzos mayores están en la base de la pared,
por tener ahí la máxima presión, por lo tanto la pared de la presa es más ancha en ese

Apuntes Metalurgia Mecánica 6
nivel y su espesor disminuye a medida que se aproxima a la superficie del agua. En el
caso de la viga, mostrado en la Figura 2(b), los esfuerzos de flexión en una viga
horizontal que soporta un peso P, son máximos en los bordes de la viga, mientras que
al centro se tiene un eje neutro donde los esfuerzos son nulos. Aprovechando este
hecho, las secciones superior e inferior de la viga se ensanchan para soportar tales
esfuerzos, mientras que el centro permanece esbelto, economizando enormemente en
peso y volumen.
Así, la Metalurgia Mecánica tiene las tareas de evaluar la magnitud de los
esfuerzos y las deformaciones producidas y determinar si el metal tiene la suficiente
resistencia para soportar esas fuerzas sin deformarse excesivamente o llegar a la
fractura. Esta segunda tarea define lo que son las pruebas mecánicas, como las de
tensión, dureza y resistencia al impacto.
La Metalurgia Mecánica se basa para su análisis en las condiciones de equilibrio
que existen entre las fuerzas externas que se aplican a un sólido y las fuerzas internas
que se oponen a la acción de estas y busca establecer las relaciones matemáticas entre
los esfuerzos y las deformaciones. Bajo las condiciones anteriores, el primer paso es
establecer qué ocurre al aplicar una fuerza en un sólido. La manera más simple de
observar lo anterior es aplicar una fuerza de tensión en un cuerpo de sección transversal
Figura 2: Poner mas material donde hay mayor esfuerzo

Apuntes Metalurgia Mecánica 7
regular y registrar los cambios en las dimensiones del cuerpo. La Figura 3 ilustra lo
anterior.
Figura 3: Comportamiento en tensión
Como se puede observar, al principio el cambio de dimensiones es proporcional a
la magnitud de la carga aplicada; además de que es reversible, es decir, que al retirar la
carga el cuerpo recupera su forma y dimensiones originales. A este comportamiento se
le denomina Elasticidad. En la mayoría de los materiales y en especial en los metales,
cuando el esfuerzo producido por la carga rebasa un valor limite, el cambio de forma se
vuelve permanente, diciendo que en este caso el material esta en condiciones de
plasticidad. Finalmente, Cuando el material no puede continuar deformándose,
sobreviene la fractura.
El límite elástico o límite de cedencia o fluencia, es el esfuerzo a partir del cual un
material comienza a deformarse permanentemente (deformación plástica). En muchas
aplicaciones de ingeniería si una pieza se deforma plásticamente, deja de funcionar
adecuadamente, por ello los diseños de ingeniería se hacen de tal manera que el
esfuerzo no rebase el límite de cedencia.
La Importancia de las Matemáticas
En ciencias e ingeniería siempre es necesario expresar la solución de un
problema como un número y no simplemente como una aproximación y para ello se
usan las matemáticas. Por ejemplo, si se requiere de un cable que soporte una carga de
Apuntes Metalurgia Mecánica 8
cuatro toneladas y que su sección transversal no exceda dos centímetros cuadrados, ,se
debe especificar la resistencia mínima requerida como un número, es decir 2 ton/cm²,
pues no bastaría con decir "un cable de alta resistencia", pues no sabríamos cuanto es
"alta resistencia" para un cable. Si el cable es de acero, 2 ton/cm² es una resistencia
baja, pero si el cable es de polietileno, la resistencia es muy alta.
Las relaciones matemáticas son importantes para tomar decisiones prácticas que
de otra manera requerirán costosos métodos de prueba y error. (Jorge Luis González Velásquez).
UNIDAD 1: CONFORMACIÓN PLÁSTICA DE LOS METALES.
1.1 INTRODUCCIÓN.
La capacidad de los metales para deformarse plásticamente es una de las
características mas valiosas, pues permite elaborar el metal en chapas y flejes,
laminarlo o estirarlo para formar varillas, redondos, tubos y perfiles, es decir dar formas
útiles al metal sólido. Cuando la deformación plástica tiene lugar en frío, se produce una
notable consolidación del metal, lo que permite conseguir resistencias mecánicas
elevadas en aleaciones que no se les puede aumentar a través de tratamientos
térmicos.
El aumento de resistencia que adquiere el metal por la deformación en frío exige
incrementar continuamente el esfuerzo necesario si se ha de continuar la operación de
conformación. Pero muchas veces el metal se hace demasiado duro y frágil y es
necesario ablandarlo de nuevo antes de continuar, lo que se lleva a cabo por
calentamiento intermedio (recocido intermedio), el cual produce una reorganización
estructural que elimina la fragilidad introducida por la deformación en frío.
1.2 NATURALEZA DE LA DEFORMACIÓN PLÁSTICA. La capacidad de los metales para deformarse sin romperse ha de atribuirse
exclusivamente a su estructura atómica. El metal es un enrejado de átomos sumergidos
en una nube de electrones que permite el desplazamiento de los enlaces atómicos y
hace fácil el intercambio de electrones.
Apuntes Metalurgia Mecánica 9
Como cada átomo no esta particularmente enlazado a los electrones ni a otros
átomos, resulta fácil el deslizamiento a lo largo de ciertas direcciones cristalográficas,
que se produce sin rotura de enlaces. Una parte del metal puede deslizarse respecto a
otra, sin que se produzca la rotura, a lo largo de ciertos planos atómicos. La
deformación progresiva según muchos planos atómicos cambia la forma externa del
metal. Por eso es deformable.
1.3 CONFORMACIÓN EN CALIENTE Y EN FRÍO. La deformación en frío aumenta la dureza y la resistencia de los metales. Se dice
que les da “acritud” y el efecto se llama endurecimiento por deformación. Se puede
definir la deformación en frío como aquella deformación plástica que ocurre a una
temperatura y velocidad tales que provoca un endurecimiento del metal.
Cuando el metal se deforma a una temperatura suficientemente alta, como para que
no se produzca endurecimiento, porque el que produciría la deformación es
simultáneamente eliminado por el efecto de la temperatura de trabajo, se dice que se
deforma en caliente (conformado en caliente). La deformación en caliente será aquella
que se realiza a una temperatura y velocidad tales que no se produzca acritud.
La temperatura límite entre la deformación en frío y la deformación en caliente
depende del metal que se trabaja y de la velocidad de la deformación. El ablandamiento
de los metales deformados en frío se debe principalmente a la recristalización,
fenómeno por el que los cristales viejos deformados y sometidos a tensiones se
transforman en otros nuevos, libres de perturbaciones y tensiones. La temperatura
recristalización no es una constante para un metal dado, sino que depende del tiempo
que se mantenga la temperatura, de la magnitud de la deformación plástica que haya
sufrido y de otras variables.
La temperatura límite para la deformación en frío es la máxima a la que el metal
retiene la acritud. La temperatura máxima para la conformación en caliente esta
determinada por diversas consideraciones, tales como la fusión insipiente del sólido, la
oxidación interna de los bordes de grano y la formación excesiva de cascarilla por
oxidación de la superficie del metal.

Apuntes Metalurgia Mecánica 10
1.3.1 CONFORMADO EN FRIO: Como se ha dicho el conformado en frío es un proceso por el cual una aleación
es simultáneamente deformada y endurecida. La deformación en frío se produce por
deslizamiento o por maclaje; en ambos casos se desplazan los átomos unos con
relación a otros y originan la deformación permanente.
• El deslizamiento ocurre sobre ciertos planos cristalográficos (Figura 1.1). Es
análogo al resbalar las cartas de una baraja y produce una deformación en
escalones del cristal. Metalográficamente, es fácil reconocer el deslizamiento
porque aparecen rayas sobre una superficie pulida (Figura 1.2) que desaparece
con un repulido posterior.
Figura 1.1: Deslizamiento de una estructura cúbica. La orientación de las redes se
mantiene después del deslizamiento. Bloques enteros se desplazan sobre planos de
deslizamiento.

Apuntes Metalurgia Mecánica 11
Figura 1.2: Formación de las líneas de deslizamiento en una superficie pulida.
El deslizamiento ocurre a lo largo de unos planos particulares, llamados planos de
deslizamiento, y según ciertas direcciones cristalográficas de estos. Cuando hay
muchos planos y direcciones de deslizamiento posibles es fácil la deformación plástica;
sucede lo contrario si hay pocos que ofrezcan facilidades. En este último caso el metal
es más resistente y menos dúctil.
• El maclaje, ayuda a deformar mas fácilmente que por deslizamiento en algunos
metales, y otros tienen los dos mecanismos. El maclaje ocurre cuando los planos
atómicos se desplazan cada uno con relación a otro adyacente en una magnitud
fija que es una fracción del espacio interatómico. Como en el deslizamiento, el
maclaje se presenta según ciertos planos cristalográficos y direcciones
contenidas en ellos.
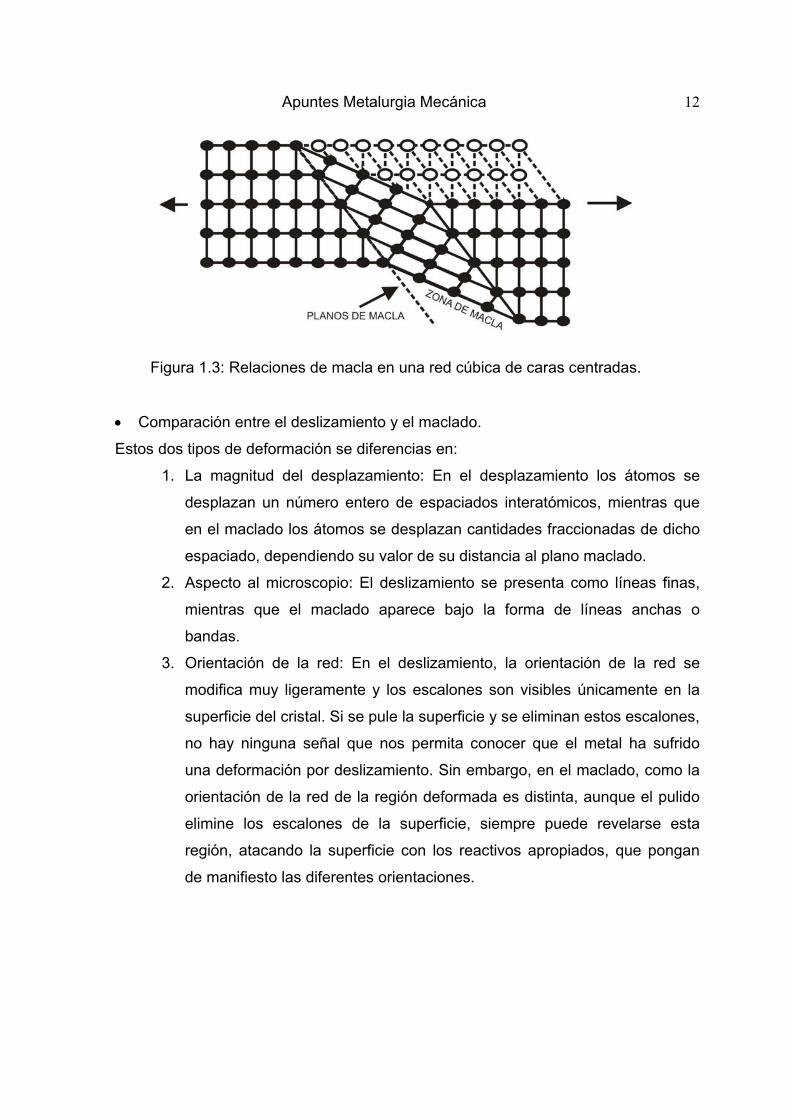
La figura 1.3, muestra los movimientos de cizalle necesarios para producir una
macla en una red cúbica centrada.
Como la capa maclada tiene diferente orientación cristalográfica que el cristal
original no maclado, es fácil observar y diferenciar la macla mediante el ataque
microscópico. Las maclas siguen siendo visibles aunque se vuelva a pulir y atacar la
probeta después de producidas.
Apuntes Metalurgia Mecánica 12
Figura 1.3: Relaciones de macla en una red cúbica de caras centradas.
• Comparación entre el deslizamiento y el maclado.
Estos dos tipos de deformación se diferencias en:
1. La magnitud del desplazamiento: En el desplazamiento los átomos se
desplazan un número entero de espaciados interatómicos, mientras que
en el maclado los átomos se desplazan cantidades fraccionadas de dicho
espaciado, dependiendo su valor de su distancia al plano maclado.
2. Aspecto al microscopio: El deslizamiento se presenta como líneas finas,
mientras que el maclado aparece bajo la forma de líneas anchas o
bandas.
3. Orientación de la red: En el deslizamiento, la orientación de la red se
modifica muy ligeramente y los escalones son visibles únicamente en la
superficie del cristal. Si se pule la superficie y se eliminan estos escalones,
no hay ninguna señal que nos permita conocer que el metal ha sufrido
una deformación por deslizamiento. Sin embargo, en el maclado, como la
orientación de la red de la región deformada es distinta, aunque el pulido
elimine los escalones de la superficie, siempre puede revelarse esta
región, atacando la superficie con los reactivos apropiados, que pongan
de manifiesto las diferentes orientaciones.

Apuntes Metalurgia Mecánica 13
Influencia del trabajo en frío sobre las características de los metales: Todas las características de los metales que dependen de su estructura cristalina
son afectadas por las deformaciones plásticas o trabajo en frío. Así, la resistencia a la
tracción, el limite de elasticidad práctico y la dureza aumentan, mientras que la
ductilidad, expresada por el porcentaje de alargamiento, disminuye (tabla 1.1). Sin
embargo, la variación de estas propiedades no es la misma para todas ellas. Así, por
ejemplo, la dureza aumenta por lo general con mayor rapidez en el primer 10% de
reducción, mientras que el aumento de resistencia a la tracción es sensiblemente lineal.
El crecimiento del limite elástico práctico es mayor que el de resistencia a la tracción,
por lo que, conforme aumenta la deformación, disminuye la diferencia entre los valores
de estas dos propiedades (Figura 1.4). Esto reviste gran importancia en algunas
operaciones de conformado, en las que se requiere grandes deformaciones. En el
estirado, por ejemplo, la carga aplicada debe ser superior al punto de fluencia para que
las deformaciones que se obtengan sean de cierta importancia, pero inferior a la
resistencia de tracción para evitar la rotura del material. Si la diferencia entre estos
valores es pequeña, la aplicación de la carga requiere un control muy riguroso.
Reducción por laminación en frío,
en porcentaje
Resistencia a la tracción Kg/mm2
Alargamiento, % en 2 pulgadas
Dureza Rockwell
0 30,2 70 12 10 33,7 52 62 20 37,2 35 83 30 42,2 20 84 40 49,8 12 94 50 56,2 8 97 60 63,3 6 100
Tabla 1.1: Influencia de la deformación plástica sobre las características de tracción del
latón 70:30.

Apuntes Metalurgia Mecánica 14
Figura 1.4: Efecto del trabajo en frío sobre la resistencia a la tracción y limite elástico
práctico del cobre.
La ductilidad se comporta de manera opuesta a la dureza, ya que en el primer
10% de reducción la disminución es muy rápida, luego sigue en una proporción mas
moderada.
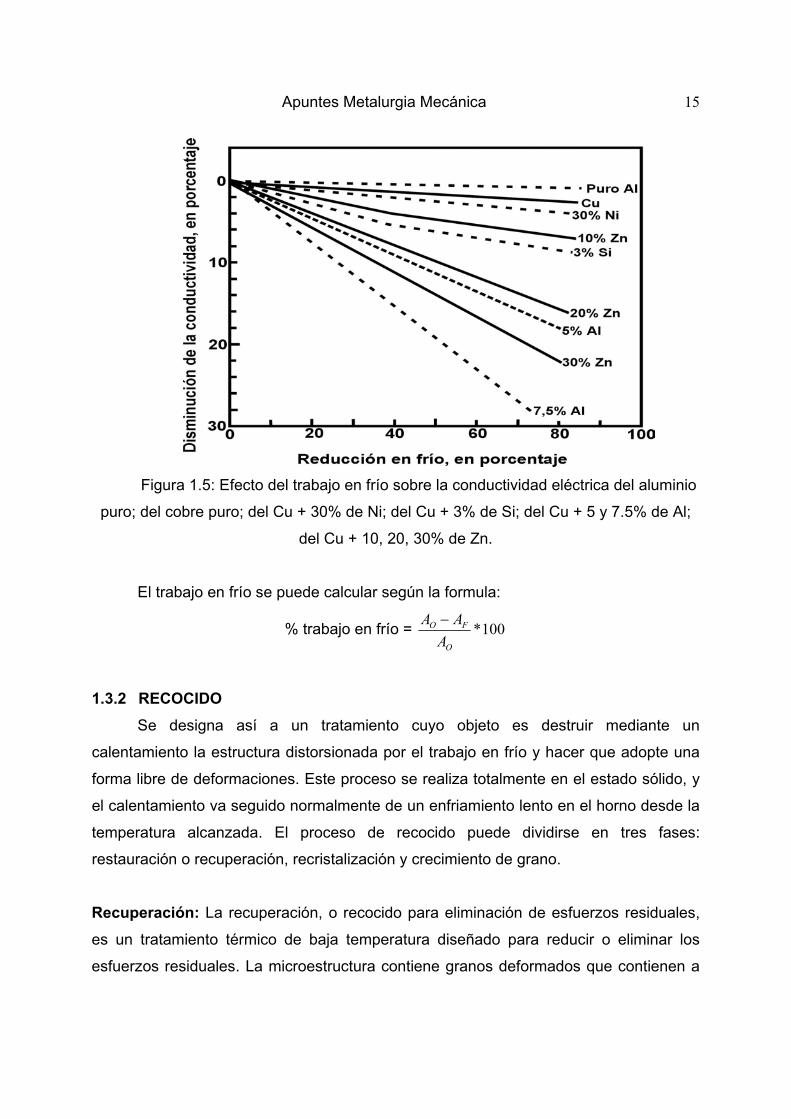
La distorsión de las estructuras cristalinas obstaculiza el movimiento de los
electrones, por lo que la conductividad eléctrica disminuye. Esta disminución es
pequeña en los metales puros, aunque en las aleaciones adquiere cierta importancia.
El aumento de energía interna, principalmente en los contornos de grano, trae
como consecuencia una disminución de la resistencia del material a la corrosión, al
hacerlo mas susceptible a la corrosión intergranular.
Apuntes Metalurgia Mecánica 15
Figura 1.5: Efecto del trabajo en frío sobre la conductividad eléctrica del aluminio
puro; del cobre puro; del Cu + 30% de Ni; del Cu + 3% de Si; del Cu + 5 y 7.5% de Al;
del Cu + 10, 20, 30% de Zn.
El trabajo en frío se puede calcular según la formula:
% trabajo en frío = 100*O
FO
AAA −
1.3.2 RECOCIDO Se designa así a un tratamiento cuyo objeto es destruir mediante un
calentamiento la estructura distorsionada por el trabajo en frío y hacer que adopte una
forma libre de deformaciones. Este proceso se realiza totalmente en el estado sólido, y
el calentamiento va seguido normalmente de un enfriamiento lento en el horno desde la
temperatura alcanzada. El proceso de recocido puede dividirse en tres fases:
restauración o recuperación, recristalización y crecimiento de grano.
Recuperación: La recuperación, o recocido para eliminación de esfuerzos residuales,
es un tratamiento térmico de baja temperatura diseñado para reducir o eliminar los
esfuerzos residuales. La microestructura contiene granos deformados que contienen a

Apuntes Metalurgia Mecánica 16
su vez un gran número de dislocaciones en forma de red. Cuando calentamos el metal
a temperatura levemente elevadas las dislocaciones se mueven y rearreglan, mientras
que los esfuerzos residuales se reducen y finalmente se eliminan.
La conductividad eléctrica también aumenta, pero la microestructura no presenta
ningún cambio apreciable. Industrialmente, este tratamiento de estabilización a bajas
temperaturas se denomina recocido de alivio de tensiones.
Recristalización: Al aumentar la temperatura de recuperación se hacen perceptibles en
la microestructura nuevos cristales diminutos. Estos tienen la misma composición y
estructura cristalina que los granos originales sin deformar, y su forma no es alargada,
sino que son aproximadamente de dimensiones uniformes (equiaxiales). Por lo general
se suelen desarrollar en las zonas del grano más intensamente deformadas, como
suelen ser los contornos de grano y los planos de deslizamiento. Las agrupaciones de
átomos que dan origen a estos nuevos cristales se denominan núcleos. El fenómeno de
la recristalización puede considerarse como la combinación de dos procesos distintos,
uno de nucleación de granos libres de distorsión y el otro de crecimiento de estos
núcleos, los cuales se desarrollan absorbiendo el material inestable trabajado en frío.
Una idea de cómo se realiza el proceso, se hace estudiándolo en función de la
energía de la red. Al hablar de la deformación plástica dijimos que los planos de
deslizamiento y los contornos de grano eran puntos localizados de energía interna
elevada, debido a la acumulación de dislocaciones en ellos. Ahora bien, la misma
naturaleza de la acritud impide a los átomos o dislocaciones de la red distorsionada
moverse para formar una red libre de distorsión.
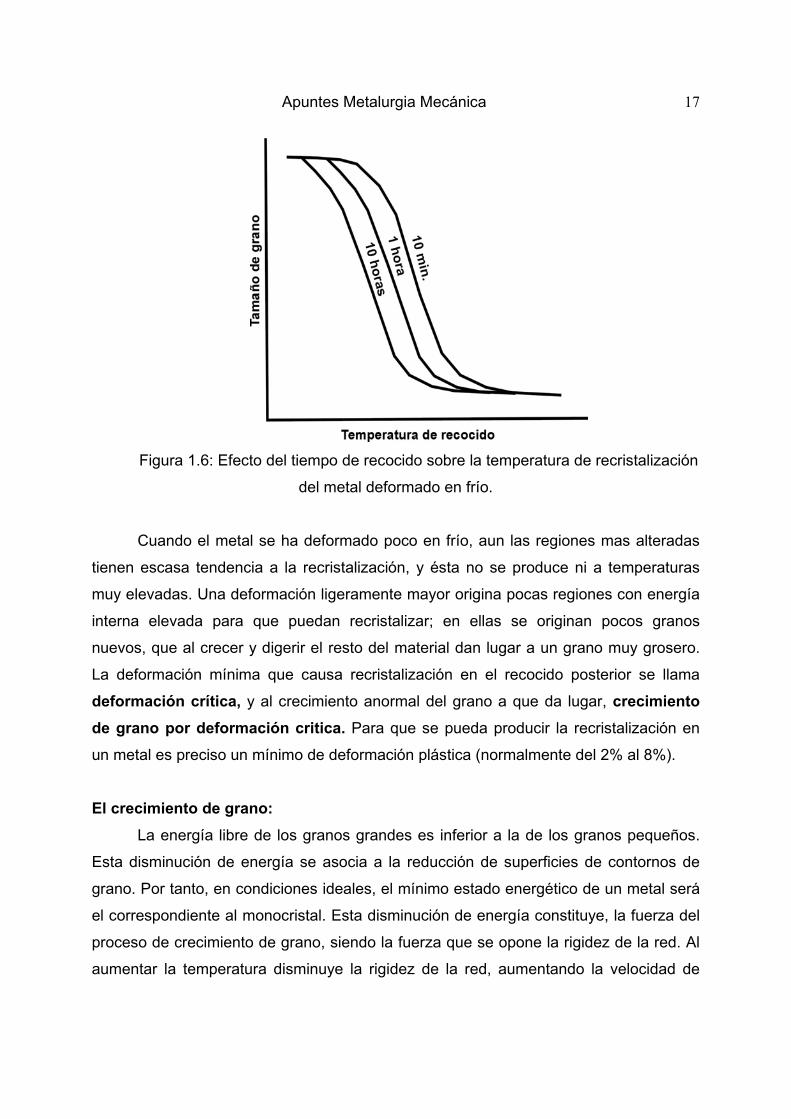
Al aumentar la duración del recocido, disminuye la temperatura de
recristalización. El tiempo de recocido también tiene su influencia, pues con más tiempo
la temperatura necesaria será menor (figura 1.6).
Apuntes Metalurgia Mecánica 17
Figura 1.6: Efecto del tiempo de recocido sobre la temperatura de recristalización
del metal deformado en frío.
Cuando el metal se ha deformado poco en frío, aun las regiones mas alteradas
tienen escasa tendencia a la recristalización, y ésta no se produce ni a temperaturas
muy elevadas. Una deformación ligeramente mayor origina pocas regiones con energía
interna elevada para que puedan recristalizar; en ellas se originan pocos granos
nuevos, que al crecer y digerir el resto del material dan lugar a un grano muy grosero.
La deformación mínima que causa recristalización en el recocido posterior se llama
deformación crítica, y al crecimiento anormal del grano a que da lugar, crecimiento de grano por deformación critica. Para que se pueda producir la recristalización en
un metal es preciso un mínimo de deformación plástica (normalmente del 2% al 8%).
El crecimiento de grano: La energía libre de los granos grandes es inferior a la de los granos pequeños.
Esta disminución de energía se asocia a la reducción de superficies de contornos de
grano. Por tanto, en condiciones ideales, el mínimo estado energético de un metal será
el correspondiente al monocristal. Esta disminución de energía constituye, la fuerza del
proceso de crecimiento de grano, siendo la fuerza que se opone la rigidez de la red. Al
aumentar la temperatura disminuye la rigidez de la red, aumentando la velocidad de

Apuntes Metalurgia Mecánica 18
crecimiento de grano y a cada temperatura de calentamiento existe un tamaño de grano
máximo, para el cual estas dos fuerzas se encuentran en equilibrio.
Por tanto, teóricamente es posible conseguir granos de tamaño muy grande con
solo mantener el material durante largo tiempo a las temperaturas mas elevadas de la
región de crecimiento de grano.
La velocidad de enfriamiento desde la temperatura de recocido tiene un efecto
despreciable sobre el tamaño de grano final. Este factor puede tener influencia
únicamente en el caso de que el material haya sufrido un calentamiento a temperatura
elevada en la zona de crecimiento de grano y el enfriamiento subsiguiente se haya
realizado con lentitud. En este caso el material puede tener todavía durante el
enfriamiento energía suficiente para que los granos continúen creciendo, lo que puede
dar lugar a que en algunas zonas la estructura sea grosera.
Los ciclos de conformado en frío y recocido: La deformación en frío endurece y resta ductilidad a los metales. Si es excesiva
el metal puede romperse antes de conseguir darle la forma y el tamaño deseado. Para
evitar esto la deformación se realiza en varias etapas, entre las que se intercalan
recocidos intermedios con el propósito de ablandar y dar la ductilidad necesaria para la
operación de conformado posterior. El proceso repetido de conformación en frío y
recocido es un ciclo de estas operaciones teniendo en cuenta las propiedades
mecánicas que se desean.
Cuando se desean un producto final completamente blando, a la última
deformación en frío debe seguir un recocido de recristalización. Si, por el contrario, se
desea un producto final mas duro, la operación final será un conformado en frío.
Suele resultar más fácil lograr las propiedades finales por una última deformación
en frío que por un recocido incompleto del metal totalmente endurecido. El
ablandamiento parcial solo puede obtenerse por recristalización parcial y, a veces, por
un tratamiento largo a las temperaturas de restauración. Ninguno de estos métodos
permite un control seguro de las propiedades ni resulta económico. La disminución de
la dureza y resistencia durante la recristalización es relativamente rápida, y bastan
pequeñas diferencias de temperatura en la carga de un horno o poca variación en el

Apuntes Metalurgia Mecánica 19
tiempo de tratamiento para provocar diferencias notables en las propiedades del metal
parcialmente recristalizado.
Las piezas bien acabadas por conformado en frío, con la forma, tamaño y
propiedades deseadas, necesitan todavía un recocido de alivio de tensiones para evitar
la posibilidad de un envejecimiento por deformación o la corrosión bajo tensiones.
Figura 1.7: Ciclo de recocido y deformación en frío.
El metal endurece y aumenta la resistencia y pierde ductilidad por la
deformación. Antes que el metal se rompa se detiene la deformación en X. Si el metal
se ha deformado hasta el punto X se somete a un recocido de una hora a la
temperatura Y, se recupera la ductilidad y resistencia iniciales. A fin de obtener
propiedades intermedias se recuece el metal lo suficiente para que con una
deformación final se puedan obtener las propiedades deseadas.
Apuntes Metalurgia Mecánica 20
1.3.3 CONFORMADO EN CALIENTE La conformación en caliente se realiza a temperaturas tales que el metal no
puede tomar acritud. Se emplea por dos razones: dar forma de objetos útiles al metal y
conseguir mejores propiedades que las de una pieza colada. En la conformación en
caliente se produce un autorrecocido; la recristalización sigue la deformación sin
solución de continuidad. Este autorrecocido evita el endurecimiento y la pérdida de
ductilidad típicos de la conformación en frío, y permite continuar la conformación sin
recocidos intermedios. Es de tener en cuenta que a temperatura elevada disminuye
también la resistencia a la fluencia del metal, y la conformación puede realizarse con
esfuerzos mucho menores.
Ventajas de la conformación en caliente. La conformación en caliente se efectúa para lograr la forma deseada gastando
un mínimo de energía y obtener las mejores propiedades mecánicas del metal que se
trabaja. Es útil en la obtención de deformaciones demasiado grande que no sería
posible realizar, por lo menos económicamente, mediante la conformación en frío. Las
fuerzas a aplicar y los equipos necesarios son mas pequeños que cuando se trabaja el
metal en frío.
Durante la conformación en caliente es posible eliminar defectos tales como las
sopladuras, la porosidad interna y la segregación, por lo menos en gran proporción, con
lo que se consolida el metal y aumenta su densidad. Las grandes dendritas del material
bruto de colada se afinan transformándose en granos equiáxicos mas pequeños, lo que
mejora las propiedades del producto.
La deformación plástica a las temperaturas de la conformación en caliente tiene
un efecto marcado sobre las segregaciones, porque el deslizamiento a lo largo de los
planos cristalográficos produce una mezcla de los átomos, que facilita la eliminación de
las microsegregaciones y las segregaciones intragranulares. La temperatura elevada
facilita también la difusión.
Las inclusiones no metálicas de diversas composiciones se aplastan y alargan
cuando el metal es alargado, haciéndose menor su efecto perjudicial por estar menos
localizado. Resulta una estructura de fibra, la cual se pone de manifiesto atacando una
Apuntes Metalurgia Mecánica 21
sección longitudinal del metal. La fibra indica la dirección en la que el metal fluyó
durante la conformación. No se debe suponer que la presencia de fibra es indicación de
resistencia o de malas propiedades. Solo patentiza la dirección del flujo del metal y del
alargamiento de la estructura.
Los mejores resultados del trabajo en caliente se alcanzan cuando, por una
técnica de conformación adecuada, se consigue orientar la fibra favorablemente
respecto a los esfuerzos durante el servicio.
Limitaciones de la conformación en caliente: Las limitaciones son consecuencias de las elevadas temperaturas necesarias.
Sobre la superficie del material se forma rápidamente óxido durante el calentamiento y
el trabajo, lo que puede causar rugosidad superficial de los productos acabados o
excesiva pérdida de material por formación de cascarilla. Además, las dilataciones que
sufre el material al calentarse y la contracción en el enfriamiento no permiten lograr tan
buen acabado superficial ni la exactitud extrema de dimensiones como las que son
posible por conformación en frío.
Otra limitación en los aceros es la descarburación superficial. El carbono se
pierde durante el calentamiento en los hornos y mientras se manipula en el aire. Con
ello se debilita la superficie y puede ser desventajoso en muchas aplicaciones,
especialmente cuando las piezas están sometidas a esfuerzos alternativos y puedan
fallar por fatiga. Las roturas por fatiga se inician casi exclusivamente en la superficie y
no en el interior de las piezas.
Mecanismo de la conformación en caliente: El mecanismo de la deformación plástica durante la conformación en caliente es
parecido al de la conformación en frío. Se producen deslizamientos y maclas
simultáneamente con restauración, recristalización y crecimiento de grano. La
secuencia en que estos fenómenos se producen se esquematiza en la figura 1.12. el
metal aplastado entre los cilindros se alarga y comprime; pero en cuanto los abandona,
empieza a recristalizar el metal caliente en los bordes de grano y pronto se ha
completado el proceso. Inmediatamente empieza el crecimiento de grano hasta

Apuntes Metalurgia Mecánica 22
alcanzar un tamaño que depende de la temperatura de trabajo. Cuanto mas elevada
sea, mas rápida son la recristalización y la coalescencia, y mayor es el tamaño final del
grano.
Figura 1.8: Representación esquemática de los efectos metalúrgicos de la laminación
en caliente.
Temperatura de la conformación en caliente: La temperatura mínima para la conformación en caliente es aquella a la que no
se produce endurecimiento por deformación. Si se disminuye progresivamente la
temperatura se llega aun punto en que la recristalización y el ablandamiento no pueden
compensar con rapidez los efectos endurecedores de la deformación plástica.
Con el aumento de la temperatura disminuye el limite de fluencia y se necesita
menos fuerza o presión para trabajar el metal. Lo mejor sería trabajar a temperaturas lo
mas elevadas posibles, justamente debajo de la línea solidus, pero hay factores que
limitan la temperatura superior. Entre ellos cuentan la fusión incipiente del metal, la
formación de excesiva cascarilla sobre la superficie, la oxidación de los bordes de
grano, etc.
La oxidación de los bordes de grano o su fusión incipiente suelen denominarse
quemado, lo que hace referencia a una temperatura excesiva. Es natural que la máxima

Apuntes Metalurgia Mecánica 23
temperatura de conformación en caliente sea seguramente mas baja que la de
quemado.
Control del tamaño de grano: El tamaño de grano de los productos conformados en caliente depende
esencialmente de la temperatura a que acaba el conformado. Cuando la conformación
en caliente se detiene a temperaturas considerablemente superiores a la mínima se
produce crecimiento de grano.
Los metales que no tienen cambios polimórficos no pueden tratarse
térmicamente para modificar el tamaño de grano, ya que no pueden recristalizar sin una
deformación plástica previa. Calentando un metal sin tensiones, solo se consigue
aumentar el tamaño de grano, por lo que la temperatura de acabado de conformación
en caliente es el factor decisivo para controlarlo.
Velocidad y uniformidad del calentamiento: Hay tendencia a calentar el metal demasiado rápido. El calor es absorbido por la
superficie de la carga y conducido hasta el centro de la sección por el gradiente de
temperatura. En hornos de alta temperatura, la velocidad con que se cede calor es
mayor que aquella con que puede ser transmitido hasta el centro de las piezas, por lo
que siempre hay peligro de sobrecalentamiento superficial, y aun de quemado y fusión
de la superficie.
La falta de uniformidad en el calentamiento se debe en ocasiones a una
sobrecarga de los hornos o a una mala colocación de la carga en ellos.
Velocidad de enfriamiento: Las masas grandes de metal son sensibles el enfriamiento rápido, que pueden
provocar agrietamientos. Se producen grietas internas porque la diferencia de
temperatura entre el interior y el exterior origina contracciones desiguales y tensiones
internas.
Algunos aceros son muy sensibles a ciertos defectos internos, llamados copos o grietas capilares, causados al aparecer por el hidrógeno existente dentro del metal

Apuntes Metalurgia Mecánica 24
sólido. Durante el calentamiento se difunde hidrógeno hacia el interior del acero, y el
enfriamiento rápido desde la temperatura de conformación en caliente lo atrapa dentro
del metal y provoca tensiones internas, además del efecto de las diferencias de
temperatura.
Otra forma de combatir los copos es enfriar el metal muy lentamente desde la
temperatura del trabajo en caliente, con el fin de que haya tiempo para la salida del
hidrógeno por difusión.
1.4 INFLUENCIA DE LA TEMPERATURA: Al decir que una temperatura es alta o baja lo hacemos en termino relativos, ya
que tomamos como referencia el medio ambiente. Lo que en el caso de metales de bajo
punto de fusión, como el plomo y el estaño, se considera como temperatura elevada, al
referirnos a metales de alto punto de fusión, como el tungsteno, puede ser una
temperatura baja. Por consiguiente, los metales de punto de fusión mas bajo
presentarán unas características a baja temperatura, las cuales requieren para su
presentación, en otros metales, temperaturas relativamente mas altas. Así, por ejemplo,
para que el hierro cristalice después de una deformación en frío, se necesita calentarlo
a una temperatura de 540°C aproximadamente, mientras que en el plomo y estaño esta
recristalización se lleva a efecto a temperatura ambiente. Normalmente, las
características de los metales se determinan a la temperatura ambiente, y la idea que
nosotros tenemos de los metales esta fundada en su comportamiento a las
temperaturas normales. Cuando la temperatura varía, bien sea aumentando o
disminuyendo, suelen originarse cambios en el comportamiento de los metales, que
pueden llegar a afectar seriamente a su utilidad en una aplicación particular.
1.4.1 Comportamiento de los metales a temperaturas altas: La experiencia demuestra que el comportamiento de los metales a elevadas
temperaturas bajo la acción de una carga depende de la duración del periodo de
aplicación de la carga. Como la vida prevista de los elementos de las máquinas
normalmente es larga, no es posible efectuar ensayos de muchos años de duración
para determinar que tipo de material conviene utilizar en las distintas aplicaciones. Se

Apuntes Metalurgia Mecánica 25
hace necesario, pues obtener los datos que se buscan por extrapolación a partir de
valores recogidos en ensayos de corta duración. Sin embargo, esta extrapolación debe
realizarse con gran cuidado a partir de ensayos que proporcionen datos útiles.
En los ensayos a temperatura elevada hay que determinar la relación que existe
entre la resistencia máxima (resistencia a la rotura) y el límite de elasticidad práctico
(resistencia al creep) con el tiempo de aplicación de la carga. Para estudiar el
comportamiento plástico de los metales a temperaturas elevadas, conviene aplicar
sobre la probeta que se va a ensayar una carga de tracción. Si bien en muchos casos,
con este procedimiento no se reproducen fielmente las condiciones reales de servicio,
de los resultados obtenidos se puede sacar una información muy valiosa y aplicable a
los casos en que el material esta sometido a una serie de esfuerzos combinados.
El número de ensayos desarrollados para estudiar el comportamiento de los
materiales a temperaturas elevadas es muy grande, pero los tres que más se utilizan
son:
1. Ensayos de creep con deformaciones pequeñas: Tensiones bajas sobre el
material y bajas velocidades de deformación durante largos periodos de tiempo.
2. Ensayos de rotura (por creep) con deformaciones mayores: Mayores tensiones
sobre el material durante periodos de tiempo mas cortos, y mayores velocidades
de deformación.
3. Ensayos de tracción acelerados con grandes deformaciones: Grandes tensiones
y grandes velocidades de deformación.
Ensayo de creep (fluencia lenta): La fluencia lenta es una propiedad que reviste gran importancia en los materiales
que se deben utilizar a temperaturas elevadas. Esta propiedad puede definirse como la
deformación plástica que, de una manera lenta y continua, tiene lugar en los materiales
sometidos a unas condiciones de carga o tensión constantes. Este fenómeno se
presenta a cualquier temperatura, aunque su importancia depende del material y del
grado de deformación continua que se desea alcanzar.
El ensayo de fluencia lenta no es sino un ensayo de tracción que se realiza a
temperatura y carga constantes. Su realización exige una medida del alargamiento de

Apuntes Metalurgia Mecánica 26
la probeta muy exacta y un procedimiento de calentamiento de esta probeta
estrechamente controlado. El creep o alargamiento experimentado por la probeta
durante la realización del ensayo se presenta gráficamente en función del tiempo.
Figura 1.9: Curva típica de fluencia lenta o creep, en las que se observan las tres
fases del proceso.
Al someter el metal a una carga, primero se produce un alargamiento elástico y
después una fase primaria de naturaleza transitoria, durante la cual se produce un
deslizamiento y un endurecimiento por deformación plástica de los granos de
orientación mas favorable. La velocidad de creep (tangente a la curva), inicialmente
elevada, va disminuyendo gradualmente hasta alcanzar un valor mínimo. A
continuación se presenta una fase secundaria o de fluencia casi-viscosa, durante la
cual la deformación prosigue a un ritmo prácticamente constante. Se equilibra el
endurecimiento por deformación con el ablandamiento por recristalización. Sin
embargo, si la tensión alcanza un valor suficientemente alto se presenta una fase
terciaria, durante la cual aumenta la velocidad de fluencia, y a cuyo termino se produce
la rotura del material.
En la fluencia parece que ejercen un influjo considerable las pequeñas variaciones que
tienen lugar en la microestructura del material y los tratamientos previos. Asimismo, las
propiedades de fluencia vienen determinadas en gran medida por el tamaño de grano.
Apuntes Metalurgia Mecánica 27
Mientras que a la temperatura ambiente los materiales de grano fino presentan un limite
de elasticidad práctico y una resistencia máxima superiores a los de los materiales de
grano grande, a temperaturas elevadas sucede lo contrario. Se supone que a
temperaturas altas los contornos de grano pueden actuar como centros generadores de
las dislocaciones que originan las fluencias.
Uno de los factores que mas afecta el proceso de la fluencia, retardando su
aparición, es la presencia de una segunda fase, finamente dispersa, fuerte y estable.
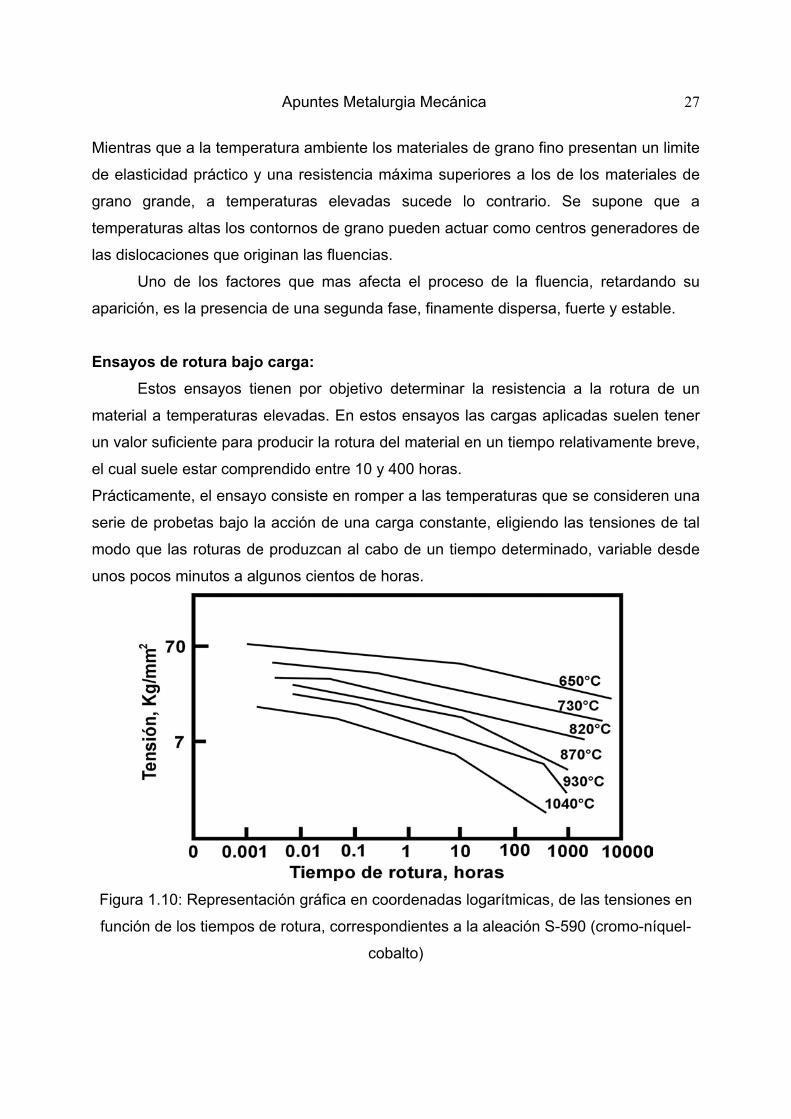
Ensayos de rotura bajo carga: Estos ensayos tienen por objetivo determinar la resistencia a la rotura de un
material a temperaturas elevadas. En estos ensayos las cargas aplicadas suelen tener
un valor suficiente para producir la rotura del material en un tiempo relativamente breve,
el cual suele estar comprendido entre 10 y 400 horas.
Prácticamente, el ensayo consiste en romper a las temperaturas que se consideren una
serie de probetas bajo la acción de una carga constante, eligiendo las tensiones de tal
modo que las roturas de produzcan al cabo de un tiempo determinado, variable desde
unos pocos minutos a algunos cientos de horas.
Figura 1.10: Representación gráfica en coordenadas logarítmicas, de las tensiones en
función de los tiempos de rotura, correspondientes a la aleación S-590 (cromo-níquel-
cobalto)

Apuntes Metalurgia Mecánica 28
Las principales diferencias entre los ensayos de rotura y los de creep están en la
duración del ensayo, en los valores de las tensiones y deformaciones, y en la precisión
del control y medida de la temperatura, carga y deformación.
Ensayos de tracción acelerados:
Estos ensayos tienen como objetivo estudiar la influencia del calentamiento de la
probeta y se realizan haciendo que el material adquiera las deformaciones que se
pueden alcanzar en las máquinas de tracción ordinarias. Las propiedades elásticas a
temperaturas elevadas no son reales, puesto que los resultados que se obtienen
dependen del tiempo trascurrido entre la aplicación de las cargas, y su exactitud de la
sensibilidad del extensómetro. Se efectúan a veces para obtener una estimación rápida
del comportamiento del materiales que van ser sometidos con posterioridad a un
estudio mas detenido, y muchas los valores obtenidos se admiten que son los
correspondientes al punto 0,1 horas de la curva de rotura. La figura 1.11 muestra la
variación con la temperatura del limite de elasticidad práctico y de la resistencia a la
tracción del Inconel X (aleación de 50-70% Ni, 20% Cr, 10% Mo y 20% Co), habiéndose
obtenido los valores indicados en un ensayo acelerado.
Figura 1.11: Curvas correspondientes al limite de elasticidad práctico y resistencia a la
tracción del Inconel X a temperaturas elevadas, obtenidas en un ensayo de tracción
acelerado
Apuntes Metalurgia Mecánica 29
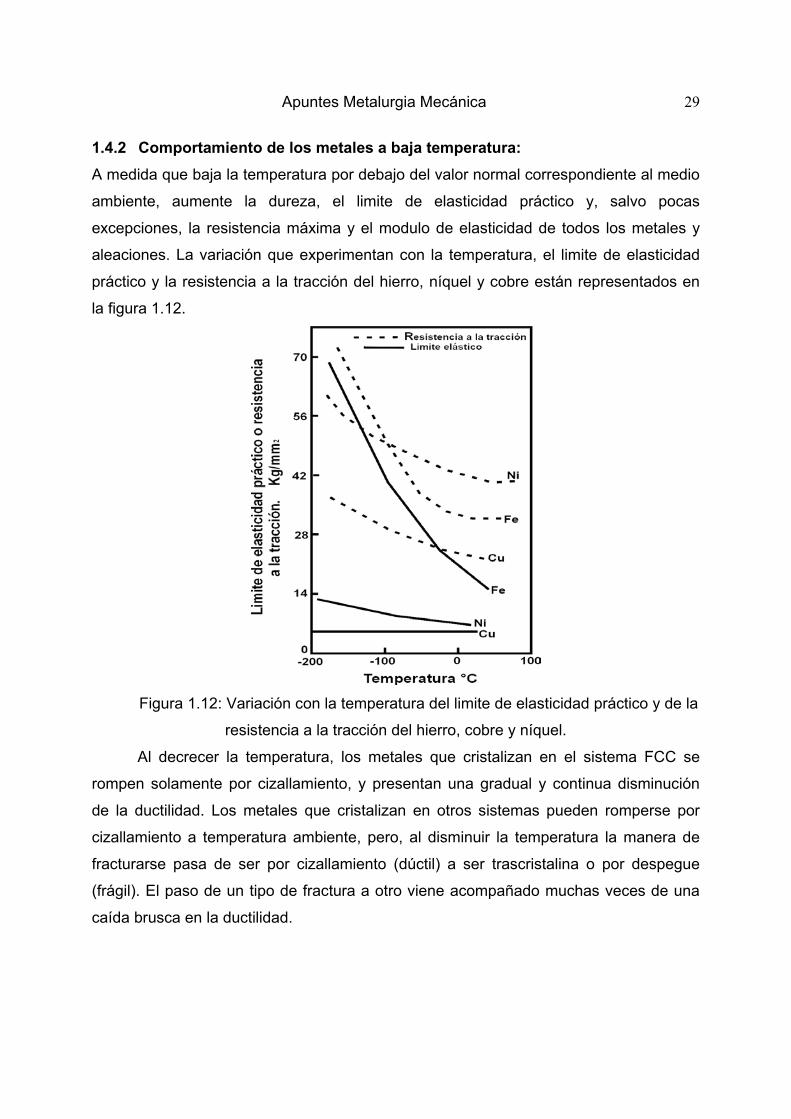
1.4.2 Comportamiento de los metales a baja temperatura: A medida que baja la temperatura por debajo del valor normal correspondiente al medio
ambiente, aumente la dureza, el limite de elasticidad práctico y, salvo pocas
excepciones, la resistencia máxima y el modulo de elasticidad de todos los metales y
aleaciones. La variación que experimentan con la temperatura, el limite de elasticidad
práctico y la resistencia a la tracción del hierro, níquel y cobre están representados en
la figura 1.12.
Figura 1.12: Variación con la temperatura del limite de elasticidad práctico y de la
resistencia a la tracción del hierro, cobre y níquel.
Al decrecer la temperatura, los metales que cristalizan en el sistema FCC se
rompen solamente por cizallamiento, y presentan una gradual y continua disminución
de la ductilidad. Los metales que cristalizan en otros sistemas pueden romperse por
cizallamiento a temperatura ambiente, pero, al disminuir la temperatura la manera de
fracturarse pasa de ser por cizallamiento (dúctil) a ser trascristalina o por despegue
(frágil). El paso de un tipo de fractura a otro viene acompañado muchas veces de una
caída brusca en la ductilidad.

Apuntes Metalurgia Mecánica 30
Las roturas trascristalinas de los perfiles de construcción suelen producirse de
una manera rápida e inesperada y, normalmente, dan lugar a la fractura frágil y por lo
general de consecuencias catastróficas, de las piezas en cuestión.
La tendencia del acero a romperse de una manera frágil aumenta cuando existe
una concentración de tensiones, al crecer la velocidad de aplicación de la carga y al
disminuir la temperatura.
Influencia de la temperatura sobre la resiliencia:
Figura 1.13: Influencia del contenido de carbono sobre la forma de la curva de
transición.
En la figura se ve que existe una zona de temperaturas en la cual los valores de
la energía absorbida disminuye bruscamente al decrecer la temperatura. Al mismo
tiempo, el tipo de fractura cambia de ser predominantemente fibrosa, característica de
la rotura por cizallamiento, a ser cristalina, típica de las roturas por despegue o frágiles.
Los valores correspondientes a la zona de transición son muchas veces irregulares, ya
que los pequeños cambios que pueden presentarse en las condiciones del ensayo
afectarán a los resultados obtenidos.

Apuntes Metalurgia Mecánica 31
La temperatura a la cual la energía absorbida en el choque alcanza un
determinado valor, o la fractura presenta un aspecto también fijado, se define como
temperatura de transición. En la normas ASTM se define la temperatura de transición
como la temperatura a la cual la probeta presenta una fractura fibrosa o de
cizallamiento en un 50% y cristalino o de despegue en el 50% restante. Cuanto menor
es la temperatura de transición mayor es la resistencia que ofrece el acero el efecto
fragilizante de la concentración de tensiones, de las velocidades de aplicación de la
carga elevada o las temperaturas bajas.
Factores metalúrgicos: Al aumentar el contenido de carbono, disminuye la resistencia al choque a la
temperatura ambiente y se eleva a temperatura de transición (figura 1.13). La forma
física que tenga el carbono también es importante. Así, la forma globular de la
cementita parece que es la que menos influencia nociva ejerce sobre las características
a bajas temperaturas.
Figura 1.14: Influencia del tamaño de grano sobre la resiliencia de un acero
1030.
Apuntes Metalurgia Mecánica 32
Para un determinado tipo de acero y una resistencia dada, los aceros de grano
fino presentan una resiliencia superior a la de los aceros de grano grande. En cuanto a
temperatura de transición, y tal como se presenta en la figura 1.14, su valor decrece al
disminuir el tamaño de grano. El grano fino de la estructura se logra normalmente
desoxidando el acero con silicio, aluminio o vanadio.
El níquel es el elemento de aleación más efectivo para incrementar la resistencia
a la fragilidad a baja temperatura del acero y es uno de los pocos elementos de
aleación que aumentan la ductilidad a baja temperatura del hierro.
En resumen, los mejores valores de resiliencia se obtienen en los aceros al
níquel, bajos en carbono, totalmente calmados y de tamaño de grano fino.
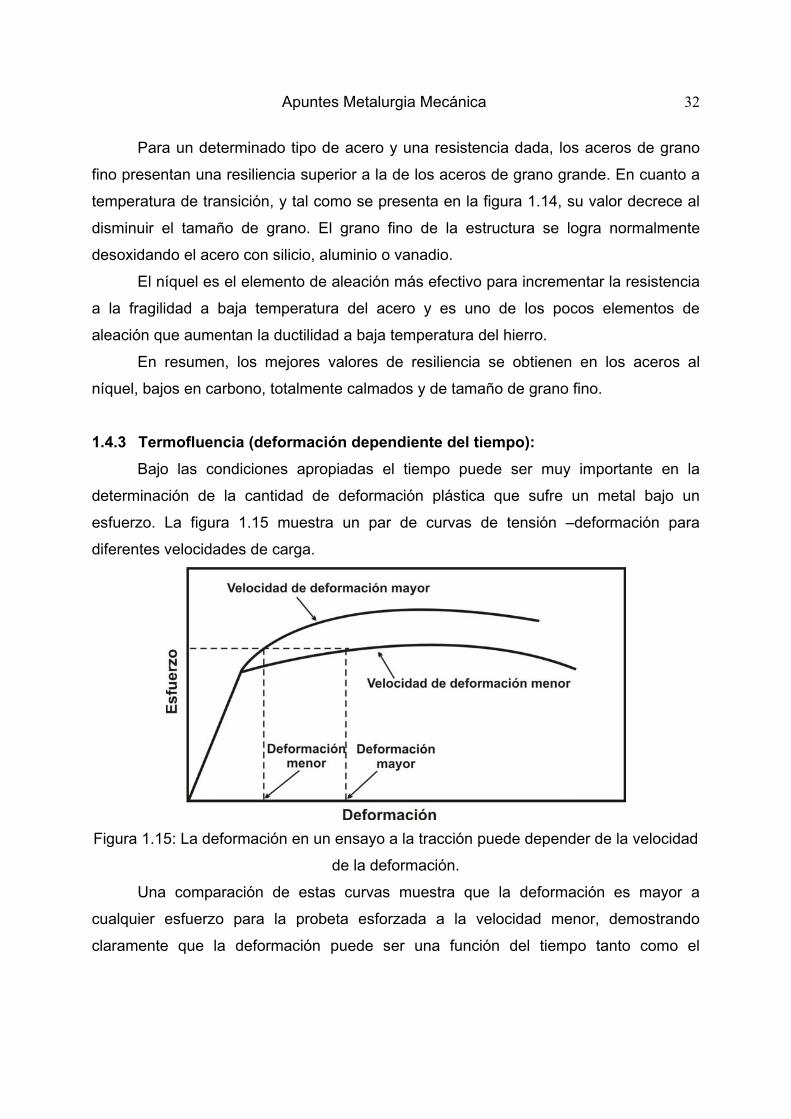
1.4.3 Termofluencia (deformación dependiente del tiempo): Bajo las condiciones apropiadas el tiempo puede ser muy importante en la
determinación de la cantidad de deformación plástica que sufre un metal bajo un
esfuerzo. La figura 1.15 muestra un par de curvas de tensión –deformación para
diferentes velocidades de carga.
Figura 1.15: La deformación en un ensayo a la tracción puede depender de la velocidad
de la deformación.
Una comparación de estas curvas muestra que la deformación es mayor a
cualquier esfuerzo para la probeta esforzada a la velocidad menor, demostrando
claramente que la deformación puede ser una función del tiempo tanto como el

Apuntes Metalurgia Mecánica 33
esfuerzo. La característica mas importante de la deformación dependiente del tiempo es
su extrema sensibilidad a la temperatura. La sensibilidad aumenta rápidamente con la
elevación de la temperatura. En el ensayo a la tracción de una probeta de acero, a
temperatura ambiente la velocidad de la carga tiene un efecto relativamente pequeño
sobre la deformación medida. Esto es particularmente cierto para esfuerzos iguales o
menores al limite elástico. Por otra parte, a temperaturas en exceso de
aproximadamente 480ºC, esfuerzos menores que el limite elástico tal como se mide en
un esfuerzo a la tracción de corta duración, a temperatura elevada) pueden causar
deformación mensurable si se aplican por un periodo de tiempo.
De lo anterior es evidente que la deformación plástica en un metal es una función
del tiempo, temperatura y esfuerzo. Hay otra variable que debe ser considerada, esto
es la estructura interna del metal. La velocidad de deformación bajo un esfuerzo y
temperatura dados es sensible a factores tales como la densidad y disposición de las
dislocaciones en el metal, el numero de lugares vacantes y átomos intersticiales, la
concentración y clase de átomos de impurezas, el tamaño de grano y el tamaño y
distribución de partículas de precipitado.
La parte de la deformación dependiente del tiempo se estudia usualmente
utilizando probetas de ensayo a la tracción sometida a un esfuerzo y una temperatura
constantes. En estos ensayos conocidos como ensayos de termofluencia (test de
creep), se mide la deformación en función del tiempo.
Por lo tanto, la termofluencia es causada por el ascenso de las dislocaciones a
causa de la difusión. La dislocación se mueve perpendicularmente a su plano de
deslizamiento, como se pude ver en la figura 1.16.
Figura 1.16: Esquema del desplazamiento de una dislocación.

Apuntes Metalurgia Mecánica 34
El que la dislocación se mueva produce que el material se deforme
plásticamente, por lo tanto la termofluencia depende de la difusión.
Figura 1.17: Curva de termofluencia
La termofluencia puede describirse por medio de las curvas de esfuerzo –
ruptura.
Figura 1.18: Curvas de termofluencia a diferentes temperaturas.

Apuntes Metalurgia Mecánica 35
Las curvas de esfuerzo – ruptura para diferentes temperaturas pueden describirse por
medio del parámetro Larson – Miller , que se utiliza para representar la relación
esfuerzo – temperatura – tiempo de ruptura en una sola grafica.
Parámetro Larson – Miller (LR) = )(1000
º BLntAKT+
A y B: Constantes del material.
T: Temperatura
t: Tiempo (horas)
0 10 20 30 40 50 60 70 80 90
2000
3000
4000
5000
6000
7000
8000
Esfu
erzo
(psi
)
Larson - Miller
Figura 1.19: Curva parámetro Larson – Miller
1.5 ENSAYOS MECÁNICOS, CRITERIOS Y TÉCNICAS EXPERIMENTALES: La determinación de las propiedades mecánicas es un aspecto muy importante
para la selección y aplicación de los metales a cada caso en particular. El éxito en la
conformación de los metales está relacionado con las propiedades de las piezas
fabricadas, y muchos productos se rechazan o aceptan según sean sus propiedades
mecánicas o físicas.

Apuntes Metalurgia Mecánica 36
Las propiedades mecánicas son valoraciones de la capacidad de los metales
para resistir diversos tipos de fuerzas mecánicas, e incluso resistencia, ductilidad,
dureza, resistencia la choque, resistencia a la fatiga y alguna más. Las propiedades
físicas son características intrínsecas de los metales que miden su resistencia a fuerzas
físicas, tales como campos eléctricos y magnéticos, regiones calientes, etc. Las
propiedades físicas incluyen la conductividad térmica y eléctrica, la densidad, etc.
1.5.1 Tracción Con el ensayo de tracción se determinan las que suelen llamarse propiedades de
tracción. Incluyen estás la resistencia a la tracción, el límite elástico o de fluencia, el
alargamiento y el módulo elástico.
Las propiedades mecánicas, tal como se determinan en el ensayo de tracción,
dependen en cierto grado de la forma y tamaño de la probeta. Esto hace necesario
tipificarlas. La ASTM recomienda la representada en la figura 1.19.
Figura 1.20: Probetas de tracción ASTM.
Apuntes Metalurgia Mecánica 37
El ensayo de tracción se realiza sujetando las cabezas de una probeta
convenientemente preparadas y aplicando a ellas un esfuerzo de tracción continua y
lentamente creciente hasta llegar a la rotura. Durante el curso del ensayo puede
seguirse el alargamiento de una cierta longitud marcada en la probeta (longitud o
distancia entre puntos), que vuelve a medirse después que la probeta se ha roto
(alargamiento de rotura), y también entonces se mide la sección última de la probeta.
De todos estos datos se deduce las propiedades de tracción.
Basándose en la figura 1.19, el ensayo de tracción nos entrega los siguientes datos:
Do: Diámetro inicial.
Df: Diámetro mínimo después de la rotura.
So: Sección transversal inicial = 4
* 2Doπ
Sf: Sección transversal después de la rotura = 4
* 2Dfπ
Resistencia a la tracción = SomáxP
Propiedades de tracción:
La resistencia a la tracción se calcula dividiendo la carga máxima que ha
sufrido la probeta antes de romperse por la sección transversal inicial de la misma. Esta
magnitud se emplea con gran frecuencia para caracterizar la resistencia de un material,
a pesar de que no tiene una importancia fundamental. En el momento en que el
material sostiene la máxima carga ha sufrido ya una considerable estricción, y es una
sección mucho más pequeña que la inicial la que soporta esa carga máxima, por lo que
al referirla a la sección inicial, más grande, resulta una cifra sin un significado físico bien
definido.
La verdadera resistencia del material se obtendrá si se mide la sección
transversal real en el momento de la rotura.
La ductilidad es estrictamente la capacidad del material para estirarse en hilos
y, más en general, la capacidad del material para deformarse plásticamente; en el
ensayo de tracción esta representada por las cifras obtenidas para el alargamiento y la
Apuntes Metalurgia Mecánica 38
estricción. El alargamiento es el tanto por ciento de incremento de la longitud o
distancia entre puntos. La estricción es el tanto por ciento de disminución de la sección
inicial. Se calcula mediante las siguientes formulas:
Alargamiento, % = 100*LoLoLf −
En donde:
Lo: Longitud inicial entre puntos..
Lf: Longitud final entre puntos (en la probeta rota).
Estricción, % = 100*SoSfSo −
En donde:
Sf: Sección final de la probeta (de la probeta rota en el punto de mínima sección).
So: sección inicial de la probeta.
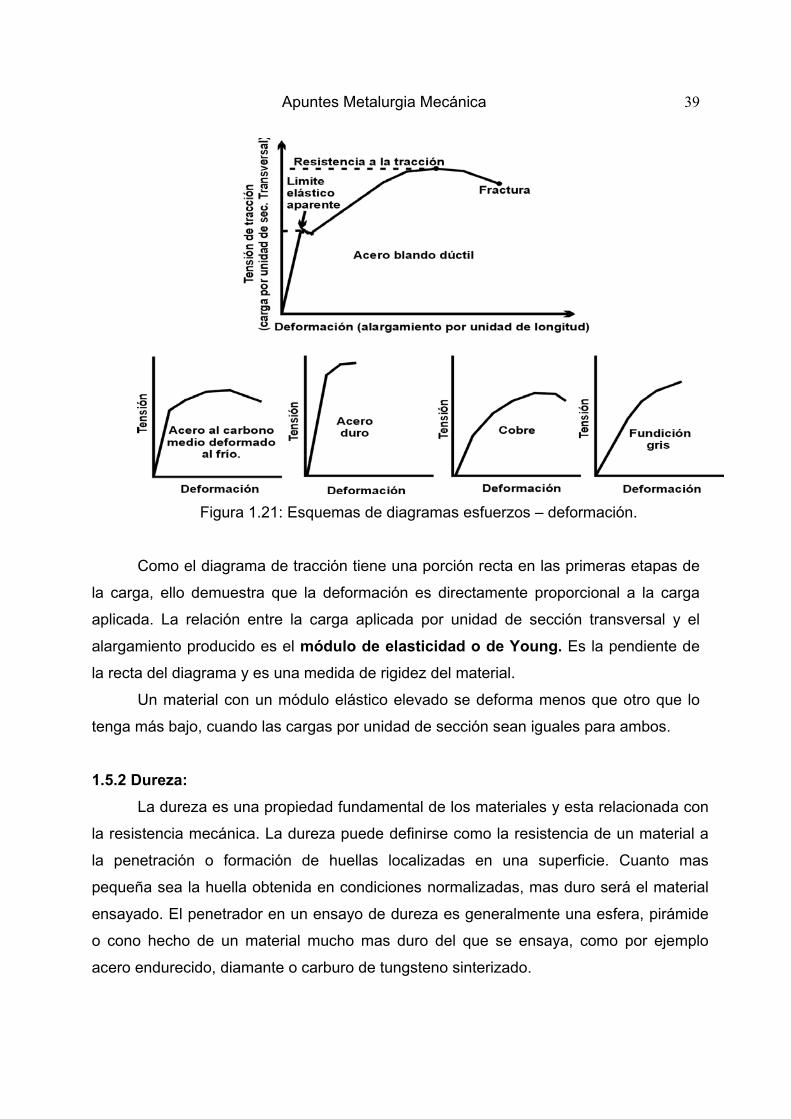
Diagrama de tracción: Las propiedades de tracción descritas, y el resto de ellas, pueden determinarse a
partir de un diagrama esfuerzos – deformaciones. La figura 1.20 incluye varios ejemplos
típicos de diagramas de tracción.
Apuntes Metalurgia Mecánica 39
Figura 1.21: Esquemas de diagramas esfuerzos – deformación.
Como el diagrama de tracción tiene una porción recta en las primeras etapas de
la carga, ello demuestra que la deformación es directamente proporcional a la carga
aplicada. La relación entre la carga aplicada por unidad de sección transversal y el
alargamiento producido es el módulo de elasticidad o de Young. Es la pendiente de
la recta del diagrama y es una medida de rigidez del material.
Un material con un módulo elástico elevado se deforma menos que otro que lo
tenga más bajo, cuando las cargas por unidad de sección sean iguales para ambos.
1.5.2 Dureza: La dureza es una propiedad fundamental de los materiales y esta relacionada con
la resistencia mecánica. La dureza puede definirse como la resistencia de un material a
la penetración o formación de huellas localizadas en una superficie. Cuanto mas
pequeña sea la huella obtenida en condiciones normalizadas, mas duro será el material
ensayado. El penetrador en un ensayo de dureza es generalmente una esfera, pirámide
o cono hecho de un material mucho mas duro del que se ensaya, como por ejemplo
acero endurecido, diamante o carburo de tungsteno sinterizado.
Apuntes Metalurgia Mecánica 40
En la mayoría de las pruebas patrón, la carga se aplica al oprimir lentamente el
penetrador, perpendicularmente a la superficie ensayada, por un periodo determinado.
De los resultados obtenidos se puede calcular un valor empírico de dureza, conociendo
la carga aplicada y el área de la sección transversal o la profundidad de la impresión. El
ensayo de dureza nunca se debe realizar cerca del borde de la muestra o cerca de otra
penetración ya existente. En este ultimo caso, la distancia mínima para efectuar una
penetración es de tres veces el diámetro de la penetración anterior. Otra condición, es
que el espesor de la probeta a ensayar, sea de por lo menos 10 ½ veces el
diámetro de la impresión, con el fin de evitar el efecto yunque. (Brinell).
Las penetraciones microscópicas de dureza se hacen empleando cargas muy
pequeñas y se usan para estudiar variaciones localizadas de dureza en materiales
monofásicos y multifásicos (aleaciones), así como para medir la dureza de granos
metálicos.
La mayoría de las pruebas de dureza producen deformación plástica en el
material y todas las variables que influyen en la deformación plástica la afectan; por
ejemplo, ya que el esfuerzo de cedencia se ve afectado considerablemente por la
cantidad de trabajo en frío y el tratamiento térmico al que se halla sometido el material, la
dureza se vera afectada por los mismos factores. En aquellos materiales que muestran
características similares de endurecimiento por trabajo, existe una valida correlación
entre la dureza y la resistencia máxima a la tensión. La prueba de dureza puede hacerse
muy fácilmente y la información obtenida se evalúa inmediatamente. Por estas razones y
por su carácter no destructivo, se emplea frecuentemente para control de calidad en
producción.
Dureza Brinell (bhn): Este ensayo se utiliza en materiales de durezas bajas. Utiliza penetradores en
forma de bolas de diferentes diámetros; estos pueden ser de acero templado o de
carburo de tungsteno, utiliza cargas normalmente hasta 3000 kilogramos, las cuales se
pueden normalizar de acuerdo con la siguiente formula: p = k*D²
Donde:
p: carga a utilizar.
Apuntes Metalurgia Mecánica 41
k: representa una constante que vale 5, 10 o 30 dependiendo del material que este
siendo ensayado.
D: diámetro del indentador que se va a utilizar en la prueba.
Aunque existen algunas maquinas de ensayo de Brinell que dan una lectura
directa, normalmente, para determinar el número de dureza, se utiliza la siguiente
formula:
Dureza Brinell = )(*
2* 22 dDDD
P
−−π
En donde:
P = Carga en kilogramos sobre el penetrador.
D = Diámetro del penetrador (bola), en milímetros.
d= Diámetro de la impresión, en milímetros.
La carga se aplica durante 30 segundos y luego se retira. Inmediatamente se lee
en milímetros el diámetro de la impresión. Es valido anotar que las cargas mas livianas
corresponden a materiales no ferrosos y puros, tales como cobre y aluminio; las cargas
mas pesadas se utilizaran para el hierro, acero y aleaciones duras.
Los índices de dureza se usan principalmente como base de comparación para
los materiales, especificaciones de fabricación y tratamiento térmico, control de calidad
y correlación con otras propiedades y comportamiento de los materiales. Por ejemplo,
la dureza Brinell esta muy estrechamente relacionada con la resistencia a la tensión del
acero mediante la relación:
Resistencia a la tensión = 500 BHN.
Se puede obtener el índice de dureza Brinell en algunos minutos casi sin
preparación de la muestra y sin destruir el componente, proporcionando esto una
buena aproximación del valor de la resistencia a la tensión.
Ensayo de dureza Rockwell Se aplica a materiales más duros que la escala Brinell. En este ensayo se usan
penetradores de carburo de tungsteno como bolas de 1/16 de pulgada, 1/8, ¼ y ½ de

Apuntes Metalurgia Mecánica 42
pulgada, este ultimo para materiales más blandos y un cono de diamante cuyo ángulo
en la base es de 120º.
Ensayo Rockewell b Diseñado para materiales de dureza intermedia como aceros de medio y bajo
carbono. Su indentador es la bola de 1/16 de pulgada, cuya carga es de 100
kilogramos. Su escala va de 40 a 100 rb.
Ensayo Rockewell c
Se emplea en materiales más duros que 100 rb. El funcionamiento de este
ensayo es como sigue: el observador primero acciona una palanca que presiona el
cono de diamante a una pequeña distancia establecida dentro de la probeta, esto se
conoce como la "precarga"(10 kg). en seguida, se deja actuar la carga rc normalizada
de 150 kilogramos, que presiona aun mas el diamante dentro de la probeta, luego, con
la misma palanca se quita la carga. en este momento se lee la dureza rc en la escala y
luego, se descarga la palanca. El principio de este ensayo, esta en que a través de un
sistema de palancas se registra en la escala la profundidad de penetración entre la
precarga y la carga de 150 kilogramos y se lee directamente en rc.
Ensayo Vickers
Llamado el ensayo universal. Sus cargas van de 5 a 125 kilogramos (de cinco en
cinco). Su penetrador es pirámide de diamante con un ángulo base de 136º. Se emplea
vickers para laminas tan delgadas como 0.006 pulgadas y no se lee directamente en la
maquina. Para determinar el número de dureza se aplica la siguiente formula:
hv= 1.854*p / d2
Este ensayo constituye una mejora al ensayo de Brinell. Se presiona el
indentador contra una probeta, bajo cargas mas livianas que las utilizadas en el ensayo
Brinell, se miden las diagonales de la impresión cuadrada y se halla el promedio para
aplicar la formula antes mencionada.

Apuntes Metalurgia Mecánica 43
1.5.3 Fatiga. En la mayoría de los casos, los elementos de máquinas quedan sometidos a una
acción dinámica de dirección e intensidad variables y se ha comprobado que muchos
elementos sometidos largo tiempo a esfuerzos variables se fracturan básicamente, sin
causar deformaciones permanentes visibles con cargas más bajas que las que
producirían en rotura por esfuerzos estáticos.
Definición: Rotura por fatiga se da como consecuencia de esfuerzos repetidos y
variables debiéndose a un deslizamiento de la estructura cristalina, con el consiguiente
deslizamiento progresivo de los cristales, con producción de calor.
El aspecto de las piezas rotas por fatiga presentan en su superficie de rotura dos
zonas características que son:
• Una zona lisa, de estructura finísima y brillante: la rotura por fatiga se da
después de un periodo relativamente largo.
• Una zona de cristales grandes, o de estructura fibrosa: cuando la rotura por
fatiga se da instantáneamente debido a la disminución de sección.
Figura 1.22: Esquema de rotura por fatiga.
Las circunstancias que influyen en la rotura por fatiga de un material metálico son:
• Estado de la superficie: el estado de esta tiene gran importancia sobre la rotura
por fatiga.
• Variaciones de sección: El límite de fatiga se reduce por los cambios bruscos de
sección no acordados con radios amplios, entalladuras de cualquier otra clase.

Apuntes Metalurgia Mecánica 44
• Temperatura: En casi todos los materiales metálicos el aumento de temperatura
por encima de cierto valor, disminuye el límite de fatiga.
• Tratamientos térmicos: Las fallas internas provocadas por tratamientos térmicos,
crean localización de esfuerzos que pueden originar fisuras.
• Homogeneidad de la estructura cristalina: Cuando la estructura no es
homogénea puede suceder que los cristales más pequeños, se acuñen entre las
más grandes, originando fisuras y la consiguiente disminución de área.
• Corrosión: Cuando la corrosión existe no tiene tanto problema., pero si va
actuando, cada punto de corrosión se convierte como si fuera una entalle
rebajando notablemente el límite de fatiga.
Diagrama de wohler
Con los resultados obtenidos, o sea haber ensayado varias probetas bajo cargas
diferentes, se traza un diagrama, situando el σ (esfuerzo) en el eje Y y n (nº de ciclos)
en el eje X; para éstas hay que emplear una escala logarítmica, ya que se trata de
números muy grandes, superiores a 106.
El diagrama de wohler relativo a aceros al carbono desciende rápidamente y
luego va formando una curva que tiende a ponerse paralela al eje X, después de 20 o
30 millones de ciclos y se toma como limite de fatiga, cuando se vuelve paralelo al eje
del n; en cambio para materiales no férricos, aleaciones ligeras, bronces o latones la
curva es asintótica al eje Y, por lo cual dichos materiales poseen un límite de fatiga muy
bajo y para determinado habría que prolongar el ensayo hasta más allá de 100 millones
de ciclos.
Relación entre el límite de fatiga y la resistencia a la tracción El esfuerzo al cuál un metal no falla por fatiga se denominada resistencia a la
fatiga. Se ha descubierto que para la mayoría de los materiales existe esfuerzo
limitativo en el cual una carga puede repetidamente aplicarse un número indefinido de
veces sin causar la falla. Este esfuerzo limitativo es denominado limite de aguante
(limite de resistencia a la fatiga). La magnitud de límite de aguante depende de la clase
de variación de esfuerzo al cual ese material sea sometido. Para la mayoría de los

Apuntes Metalurgia Mecánica 45
materiales de construcción varia entre 0.2 y 0.6 de la resistencia estática aunque para
una clase de material dada la relación entre el limite de aguante y la resistencia
estática, llamada relación de aguante, fluctuara dentro del los limites menores.
El límite de aguante (fatiga) es directamente proporcional a la resistencia a la
tracción. Para la mayor parte de los aceros al carbono se puede considerar como
valida, la fórmula:
Limite de aguante ≅ 0.5 de la resistencia a la tracción
Para otros casos se tiene que: limite de aguante ≅ resistencia a la tracción
a. aleaciones de cobre: limite de aguante ≅ 0.4
b. aleaciones ligeras: limite de aguante ≅ 0.32
c. aleaciones ultraligeras: limite de aguante ≅ 0.43
Figura 1.23: Esquema de un diagrama de wohler

Apuntes Metalurgia Mecánica 46
Figura 1.24: Esquema del equipo utilizado en el ensayo de fatiga.
1.5.4 Ensayo termofluencia: Si se aplica un esfuerzo a un material que esta a temperatura elevada, dicho
material puede estirarse y finalmente fallar, aun si el esfuerzo aplicado es menor que el
de fluencia a tal temperatura.
La tabla 1.2 proporciona las temperaturas aproximadas a las cuales varios
metales empiezan a termofluir.
Metal Temperatura (ºC)
Aleaciones de aluminio 200
Aleaciones de titanio 325
Aceros de baja aleación 375
Aceros de alta temperatura 550
Superaleaciones de níquel y de cobalto 650
Metales refractarios (tungsteno, molibdeno) 1000-1550
Tabla 1.2: Temperaturas aproximadas a las cuales se manifiesta la termofluencia
para ciertos metales y aleaciones.
Para determinar las características de termofluencia de un material, se aplica un
esfuerzo constante a una probeta cilíndrica colocada en un horno (figura 1.25). Tan

Apuntes Metalurgia Mecánica 47
pronto como se aplica el esfuerzo, la probeta se alarga elásticamente una pequeña
cantidad, dependiendo del esfuerzo aplicado y el módulo de elasticidad del material a
esa temperatura. (Figura 1.17).
Figura 1.26: Se coloca la probeta en un horno a temperatura elevada, y se aplica
un esfuerzo constante en el ensayo de termofluencia.
Durante el ensayo, la deformación se mide en función del tiempo y se grafica
para obtener la curva de termofluencia (figura 1.17). En la primera etapa, muchas
dislocaciones saltan los obstáculos, se deslizan y contribuyen a la deformación del
metal. Al final, la rapidez a la cual las dislocaciones saltan obstáculos es igual a aquella
a la cual son obstruidas por otras imperfecciones. Esto lleva a la segunda etapa de
termofluencia o de estado estable. La pendiente de la porción estable de la curva es la
rapidez de termofluencia. Finalmente, durante la tercera etapa de termofluencia,
empieza la estricción, se incrementa el esfuerzo y la probeta se deforma
aceleradamente hasta que ocurre la falla. El tiempo necesario para que ocurra la
fractura es el tiempo de ruptura. Tanto un gran esfuerzo como una temperatura alta
reducen el tiempo de ruptura, e incrementan la rapidez de termofluencia.

Apuntes Metalurgia Mecánica 48
UNIDAD 2: CONCENTRACIÓN DE ESFUERZOS Y FRACTURAS. Aunque se comprenda el comportamiento de los materiales, frecuentemente
ocurren fallas. El origen de estas fallas se encuentran en un diseño inadecuado, en una
mala selección de materiales, un mal procesamiento o en la aplicación inadecuada.
2.1 Determinación del mecanismo de fractura en las fallas de metales. El análisis de las falla requiere de una combinación de conocimientos técnicos,
observación meticulosa y sentido común. El conocimiento del comportamiento pasado
del componente que falla, incluyendo el esfuerzo aplicado, el medio ambiente, la
temperatura, la estructura y las propiedades y los cambios inesperados en cualquiera
de estos factores, sirven para identificar en forma mas fácil la causa de la falla.
El conocimiento de los mecanismos de fractura puede también revelar la causa
de la falla. Se consideran cinco mecanismos comunes de fractura, las fallas dúctil,
frágil, por fatiga, por termofluencia y debida a corrosión por esfuerzo.
• Fractura dúctil: La fractura por ductilidad, o dúctil, ocurre normalmente en forma
transgranular (a través de los granos) en los metales que tienen ductilidad y tenacidad
altas. A menudo se observa una buena cantidad de deformación plástica, inclusive con
estricción, en la componente que falla. La deformación ocurre antes de la fractura final.
Las fracturas dúctiles se observan normalmente a sobrecargas simples o a la aplicación
de un esfuerzo excesivo en el material.
La fractura dúctil en una prueba de tensión simple se inicia con la nucleación,
crecimiento y coalescencia de microcavidades en el centro de pieza (figura 2.1). Los
microporos se forman cuando un esfuerzo alto provoca la separación del metal en los
limites de grano o interficies entre el metal y las inclusiones. Cuando el esfuerzo local
continua incrementándose, crecen los microporos, se comunican y producen cavidades
mayores. Finalmente, el área de contacto metal – metal es demasiado pequeña para
soportar la carga y ocurre la fractura final.
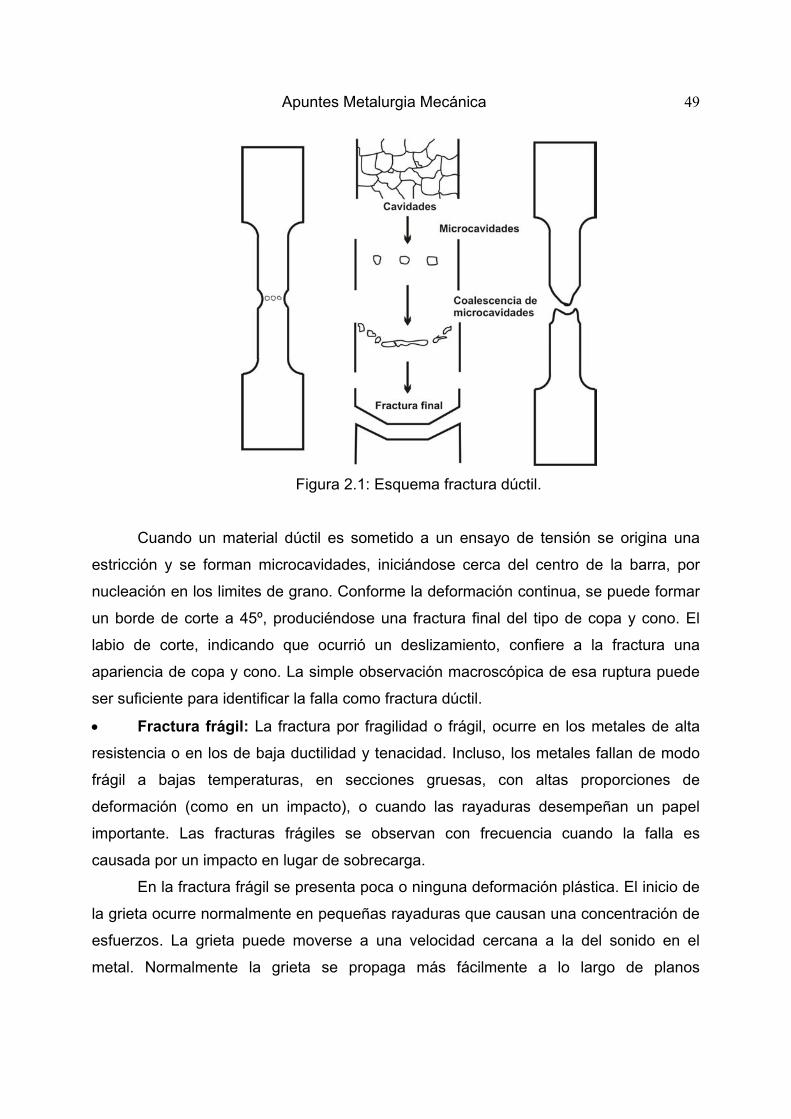
Apuntes Metalurgia Mecánica 49
Figura 2.1: Esquema fractura dúctil.
Cuando un material dúctil es sometido a un ensayo de tensión se origina una
estricción y se forman microcavidades, iniciándose cerca del centro de la barra, por
nucleación en los limites de grano. Conforme la deformación continua, se puede formar
un borde de corte a 45º, produciéndose una fractura final del tipo de copa y cono. El
labio de corte, indicando que ocurrió un deslizamiento, confiere a la fractura una
apariencia de copa y cono. La simple observación macroscópica de esa ruptura puede
ser suficiente para identificar la falla como fractura dúctil.
• Fractura frágil: La fractura por fragilidad o frágil, ocurre en los metales de alta
resistencia o en los de baja ductilidad y tenacidad. Incluso, los metales fallan de modo
frágil a bajas temperaturas, en secciones gruesas, con altas proporciones de
deformación (como en un impacto), o cuando las rayaduras desempeñan un papel
importante. Las fracturas frágiles se observan con frecuencia cuando la falla es
causada por un impacto en lugar de sobrecarga.
En la fractura frágil se presenta poca o ninguna deformación plástica. El inicio de
la grieta ocurre normalmente en pequeñas rayaduras que causan una concentración de
esfuerzos. La grieta puede moverse a una velocidad cercana a la del sonido en el
metal. Normalmente la grieta se propaga más fácilmente a lo largo de planos

Apuntes Metalurgia Mecánica 50
cristalográficos específicos, por agrietamiento o clivaje. En algunos casos, sin embargo,
la grieta puede tomar una trayectoria intergranular (a lo largo de los limites de grano),
particularmente cuando la segregación debilitan los limites de grano.
La fractura frágil puede identificarse observando las características de la
superficie de falla. Normalmente, la superficie de fractura es plana y perpendicular al
esfuerzo aplicado en una prueba de tracción. Si la falla ocurre por clivaje, cada grano
fracturado es plano, orientado diferentemente, y proporciona una apariencia cristalina o
de “azúcar cristalizada” a la superficie de la fractura.
Otra característica común de la fractura es el patrón galoneado, producida por
frentes de grieta separados que se propagan en diferentes niveles en el material. Se
extiende desde el origen de la grieta un patrón de marcas superficiales y radiales. El
patrón galoneado es visible a simple vista o con lente de aumento y ayuda a identificar
tanto la naturaleza frágil del proceso de falla como el origen de la misma.
• Fractura por fatiga: Un metal falla por fatiga cuando se aplica un esfuerzo
alternante mayor que el límite de resistencia a la fatiga. La fractura ocurre en un
proceso de 3 pasos que comprende (a) la nucleación de una grieta, (b) la lenta
propagación cíclica de la grieta y (c) la falla catastrófica del metal. Las grietas nuclean
en los sitios de esfuerzo más alto y de menor resistencia local. Normalmente los lugares
de nucleación están sobre o cerca de la superficie, donde el esfuerzo es máximo, e
incluye defectos superficiales como rayaduras o picaduras, esquinas agudas debidas a
un diseño deficiente o a una impropia fabricación, limites de grano o concentración de
dislocaciones.
Una vez nucleada, la grieta crece hacia las regiones de menor esfuerzo. Debido
a la concentración de esfuerzos en la punta, la grieta se propaga un poco mas durante
cada ciclo hasta que alcanza la capacidad de carga del metal remanente. Entonces la
grieta crece espontáneamente, a menudo de modo frágil.
Las fallas por fatiga son a menudo fáciles de identificar. La superficie de la fractura, en
particular cerca del origen, es normalmente tersa. La superficie se hace mas áspera
conforme crece la grieta y puede volverse finalmente fibrosa durante su fase final de
propagación.

Apuntes Metalurgia Mecánica 51
Los exámenes microscópico y macroscópico revelan una superficie de fractura que
incluye un patrón de marcas de playa y estrías (figura 2.2). las marcas de playa se
forman normalmente cuando cambia la carga durante el servicio o cuando la carga es
intermitente, quizá permitiendo que haya tiempo para la oxidación dentro de la grieta.
Las estrías, que ocurren en una escala mucho mas fina, pueden mostrar la posición de
la punta de la grieta después de cada ciclo. La observación de las marcas de playa
sugiere siempre una falla por fatiga.
Figura 2.2: Superficie de la fractura por fatiga
• Termofluencia y ruptura por esfuerzo: A temperaturas elevadas, un metal
experimenta deformación plástica térmicamente inducida aun cuando el esfuerzo
aplicado este por debajo del punto de fluencia nominal. Las fallas por termofluencia se
definen como la deformación excesiva de las partes metálicas, incluso si no ha ocurrido
la fractura. Las fallas de ruptura por esfuerzo son definidas como la fractura real de la
parte metálica. Normalmente, las fracturas de ruptura por esfuerzo del tipo dúctil incluyen la
estriación del metal durante la termofluencia terciaria y la presencia de muchas fisuras
que no tuvieron la posibilidad de producir la fractura final. Incluso, los granos cercanos a
la superficie de la fractura tienden a alargarse. Las fallas de ruptura por esfuerzo
dúctiles son generalmente transgranulares y ocurren a velocidades de termofluencia
altas, tiempos cortos de la ruptura y temperaturas relativamente bajas de exposición.

Apuntes Metalurgia Mecánica 52
Las fallas de ruptura por esfuerzo del tipo frágil son normalmente intergranulares,
muestran poca estricción y ocurren más frecuentemente a velocidades bajas de
termofluencia y temperaturas altas. Se observan granos equiaxiales cerca de la
superficie de fractura. La falla frágil ocurre normalmente por la formación de espacios
en la intersección de tres límites de granos y la precipitación de espacios adicionales a
lo largo de los límites de grano, a través de los procesos de difusión.
• Fracturas por esfuerzo y corrosión: Estas fracturas ocurren a esfuerzos muy
por debajo del valor de fluencia del metal, debido al deterioro por un medio corrosivo.
Las grietas por corrosión profunda y fina se producen aun cuando el metal como un
todo muestre un deterioro poco uniforme. Los esfuerzos pueden ser aplicados
externamente o ser esfuerzos residuales acumulados. Las fallas por esfuerzo y
corrosión se identifican a través de un examen microscópico del metal contiguo. Por lo
común, se observa una amplia ramificación de las grietas a lo largo de los límites de
grano. La ubicación en donde se iniciaron las grietas puede identificarse por la
presencia de un producto de la corrosión.
Figura 2.3: Esquema de un metal próximo a una fractura por esfuerzo y corrosión, que
muestra las numerosas grietas intergranulares que se forman como resultado del
proceso de corrosión.
Apuntes Metalurgia Mecánica 53
2.2 Origen y prevención de las fallas de los metales: Podemos prevenir las fallas en los metales a través de varios procedimientos:
• Diseño: Las componentes deben ser diseñadas para (a) permitir que el material
resista el máximo esfuerzo que se espera que se aplique durante el servicio,(b) evitar
las concentraciones de esfuerzos que provocan que el metal falle bajo cargas menores
a las esperadas y (c) asegurarse que el deterioro del material durante el servicio no
provoque la falla bajo cargas menores a las esperadas.
Las fallas por termofluencia, fatiga o esfuerzo – corrosión ocurren bajo esfuerzos
muy por debajo del esfuerzo de fluencia. El diseño del componente debe estar basado
en los datos apropiados de termofluencia, fatiga o esfuerzo-corrosión, no en el esfuerzo
de fluencia.
Las concentraciones de esfuerzos producidos por muescas en el diseño, tales
como entrantes agudas, deben evitarse. Las esquinas muy acentuadas concentran los
esfuerzos de modo que las grietas por fatiga o por corrosión puedan nuclear fácilmente.
• Selección de los materiales: En ingeniería se dispone de una gran variedad de
materiales para cualquier utilización, siendo muchos de ellos capaces de soportar la
aplicación de esfuerzos elevados (figura 2.4). La selección de un material esta basado
tanto en la capacidad de servicio del material como en el costo del material y de su
procesamiento.
El ingeniero debe considerar la condición del material. Por ejemplo, las aleaciones
endurecidas por envejecimiento, por trabajo en frío o templadas y revenidas pierden su
resistencia en altas temperaturas.
• Procesamiento de los materiales: Todas las componentes con terminado son
en algún momento sometidas a algún tipo de procesamiento moldeo, conformado,
maquinado, unión o tratamiento térmico, para producir la forma, el tamaño y las
propiedades adecuadas. Sin embargo, pueden introducirse una gran diversidad de
defectos. El ingeniero debe diseñar para compensar estos defectos, o bien detectar su
presencia y rechazar el material o corregir la falla.
• Condiciones de servicio: En el comportamiento de un material influyen las
condiciones de servicio, incluyendo el tipo de carga, el medio ambiente y la temperatura
a la que esta expuesto.

Apuntes Metalurgia Mecánica 54
Otro origen de las fallas es el uso inapropiado del material en servicio. Esto incluye
sobrecarga del material. Un mantenimiento inadecuado, como la lubricación deficiente
de las partes móviles, pueden conducir a un desgaste, a un sobrecalentamiento y a la
oxidación. En caso de sobrecalentamiento, la microestructura cambia y decrece la
resistencia del metal.
Figura 2.4: Comparación del intervalo de resistencia disponibles para varios metales y
aleaciones importantes. Para cada sistema de aleación es posible un amplio intervalo
de resistencia, dependiendo de la composición y del tratamiento.

Apuntes Metalurgia Mecánica 55
Figura 2.5: Defectos típicos introducidos a un metal durante el procesamiento.
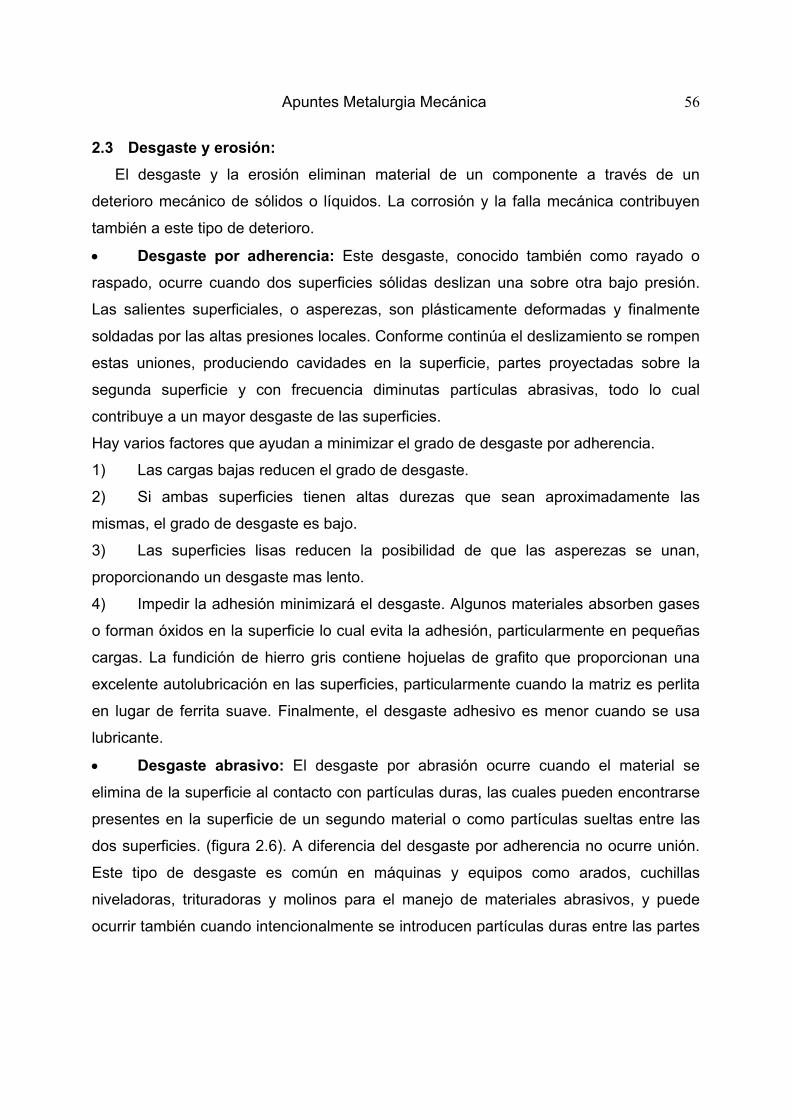
Apuntes Metalurgia Mecánica 56
2.3 Desgaste y erosión: El desgaste y la erosión eliminan material de un componente a través de un
deterioro mecánico de sólidos o líquidos. La corrosión y la falla mecánica contribuyen
también a este tipo de deterioro.
• Desgaste por adherencia: Este desgaste, conocido también como rayado o
raspado, ocurre cuando dos superficies sólidas deslizan una sobre otra bajo presión.
Las salientes superficiales, o asperezas, son plásticamente deformadas y finalmente
soldadas por las altas presiones locales. Conforme continúa el deslizamiento se rompen
estas uniones, produciendo cavidades en la superficie, partes proyectadas sobre la
segunda superficie y con frecuencia diminutas partículas abrasivas, todo lo cual
contribuye a un mayor desgaste de las superficies.
Hay varios factores que ayudan a minimizar el grado de desgaste por adherencia.
1) Las cargas bajas reducen el grado de desgaste.
2) Si ambas superficies tienen altas durezas que sean aproximadamente las
mismas, el grado de desgaste es bajo.
3) Las superficies lisas reducen la posibilidad de que las asperezas se unan,
proporcionando un desgaste mas lento.
4) Impedir la adhesión minimizará el desgaste. Algunos materiales absorben gases
o forman óxidos en la superficie lo cual evita la adhesión, particularmente en pequeñas
cargas. La fundición de hierro gris contiene hojuelas de grafito que proporcionan una
excelente autolubricación en las superficies, particularmente cuando la matriz es perlita
en lugar de ferrita suave. Finalmente, el desgaste adhesivo es menor cuando se usa
lubricante.
• Desgaste abrasivo: El desgaste por abrasión ocurre cuando el material se
elimina de la superficie al contacto con partículas duras, las cuales pueden encontrarse
presentes en la superficie de un segundo material o como partículas sueltas entre las
dos superficies. (figura 2.6). A diferencia del desgaste por adherencia no ocurre unión.
Este tipo de desgaste es común en máquinas y equipos como arados, cuchillas
niveladoras, trituradoras y molinos para el manejo de materiales abrasivos, y puede
ocurrir también cuando intencionalmente se introducen partículas duras entre las partes
Apuntes Metalurgia Mecánica 57
móviles de maquinaria. El desgaste abrasivo es utilizado también en operaciones de
molino para eliminar material intencionalmente.
Los materiales con una alta dureza y alta resistencia en caliente son mas resistentes al
desgaste abrasivo. Los materiales típicos utilizados para las aplicaciones de desgaste
abrasivo incluyen a los aceros templados y revenidos, los aceros carburizados o
endurecidos superficialmente, los aceros al manganeso que se endurecen por trabajo
durante el uso, las aleaciones de cobalto como la estelita (Stellite), loa materiales
compuestos, las fundiciones de hierro blanco y las superficies duras producidas por la
soldadura.
Figura 2.6: El desgaste abrasivo, causado tanto por abrasivos atrapados o libres,
ocasiona acanaladuras en el material, formando asperezas que pueden fracturarse
produciendo partículas.
• Erosión líquida: La integridad de un material puede destruirse por la erosión
causada debido a altas presiones asociadas con un liquido en movimiento. El liquido
causa endurecimiento por deformación sobre la superficie metálica, conduciendo a una
deformación local, agrietamiento y perdida de material. Hay dos tipos de erosión liquida
que merecen mención especial.
La cavitación ocurre cuando un liquido que contiene un gas disuelto entra a una región
de baja presión. Las burbujas de gas, que se producen y crecen en el liquido, se
colapsan cuando se incrementa posteriormente la presión (figura 2.7). La alta presión y
la onda local de choque que se produce pueden ejercer una presión de cientos de

Apuntes Metalurgia Mecánica 58
atmósferas contra el material circundante. La cavitación se encuentra con frecuencia en
las hélices propulsoras, rotores de turbinas hidráulicas, vertedores y bombas.
Figura 2.7: La cavitación ocurre cuando se producen burbujas de gas a partir de un
líquido en una región de baja presión, y se colapsan al reingresar a una región de alta
presión. El colapso debido a la implosión de las burbujas de gas crea ondas de choque
de alta intensidad, o microchorros de líquido de alta velocidad, que erosionan la
superficie del material.
La proyección de gotas liquidas ocurre cuando gotas de un liquido arrastradas
por un gas que se mueve rápidamente, chocan contra la superficie metálica (figura 2.8).
Altas presiones localizadas se desarrollan debido al impacto inicial y el rápido
movimiento lateral de las gotas desde el punto de impacto y a lo largo de la superficie
metálica. Las gotas de agua conducidas por el vapor pueden erosionar las aspas o
álabes de las turbinas de plantas eléctricas.
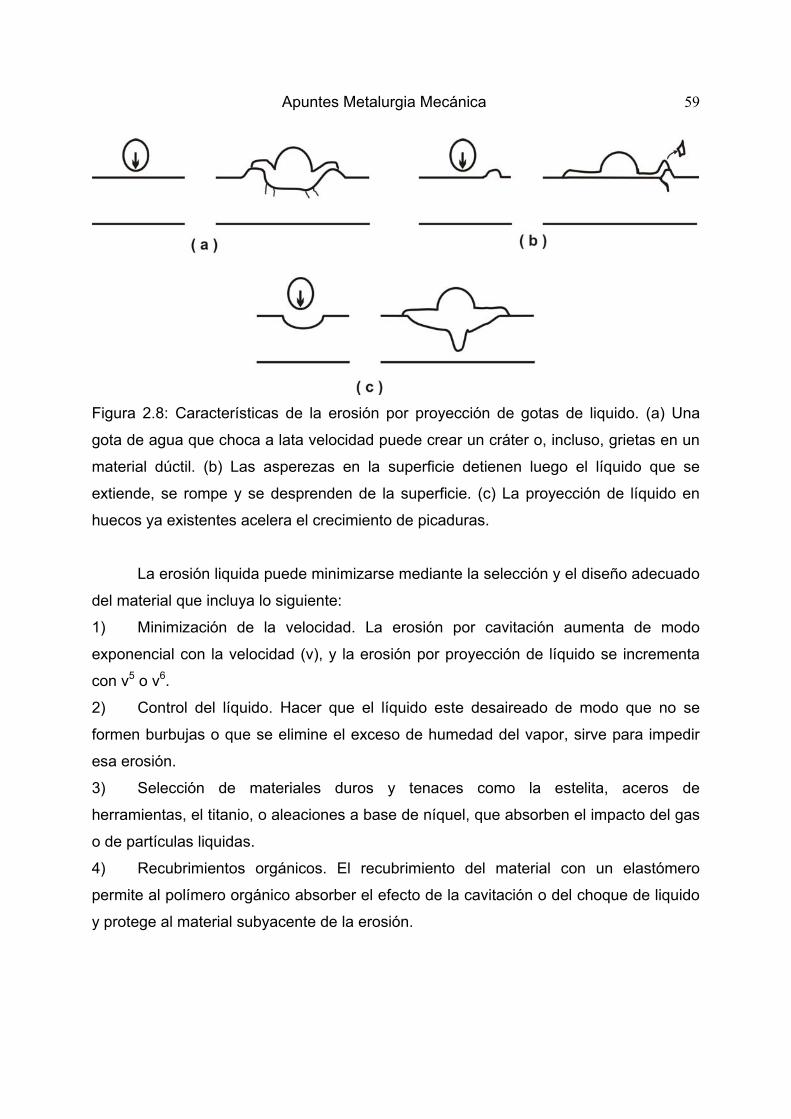
Apuntes Metalurgia Mecánica 59
Figura 2.8: Características de la erosión por proyección de gotas de liquido. (a) Una
gota de agua que choca a lata velocidad puede crear un cráter o, incluso, grietas en un
material dúctil. (b) Las asperezas en la superficie detienen luego el líquido que se
extiende, se rompe y se desprenden de la superficie. (c) La proyección de líquido en
huecos ya existentes acelera el crecimiento de picaduras.
La erosión liquida puede minimizarse mediante la selección y el diseño adecuado
del material que incluya lo siguiente:
1) Minimización de la velocidad. La erosión por cavitación aumenta de modo
exponencial con la velocidad (v), y la erosión por proyección de líquido se incrementa
con v5 o v6.
2) Control del líquido. Hacer que el líquido este desaireado de modo que no se
formen burbujas o que se elimine el exceso de humedad del vapor, sirve para impedir
esa erosión.
3) Selección de materiales duros y tenaces como la estelita, aceros de
herramientas, el titanio, o aleaciones a base de níquel, que absorben el impacto del gas
o de partículas liquidas.
4) Recubrimientos orgánicos. El recubrimiento del material con un elastómero
permite al polímero orgánico absorber el efecto de la cavitación o del choque de liquido
y protege al material subyacente de la erosión.
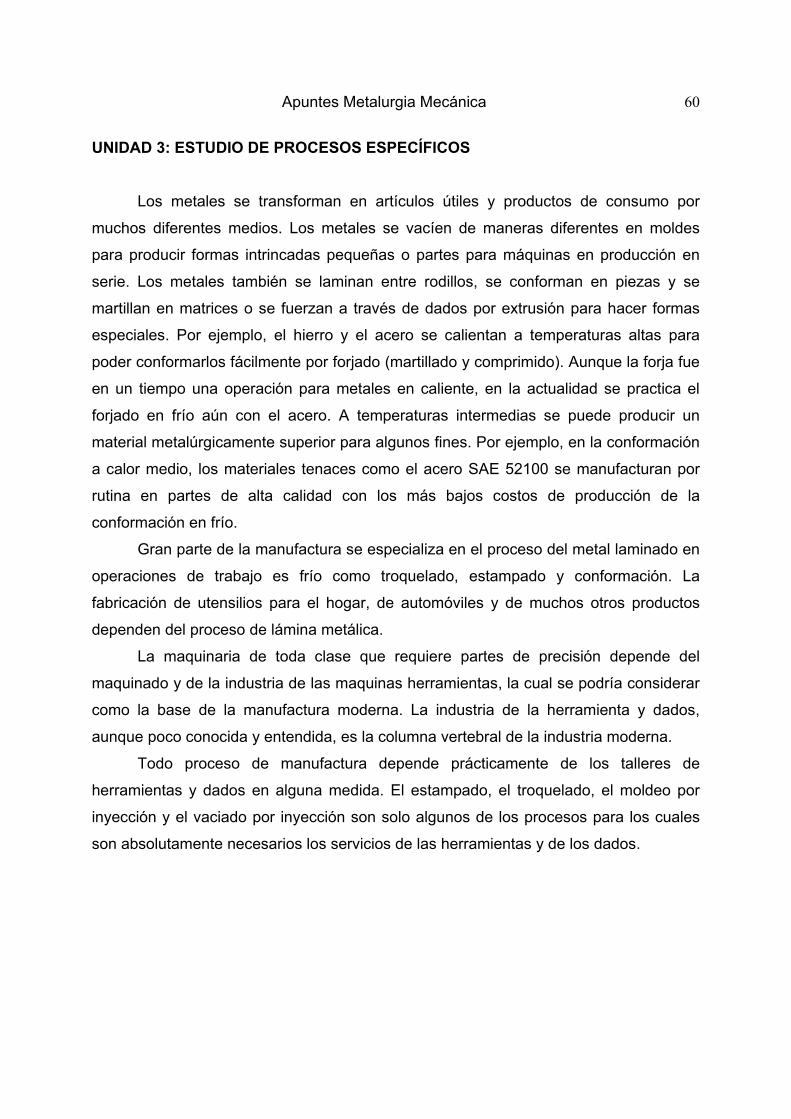
Apuntes Metalurgia Mecánica 60
UNIDAD 3: ESTUDIO DE PROCESOS ESPECÍFICOS
Los metales se transforman en artículos útiles y productos de consumo por
muchos diferentes medios. Los metales se vacíen de maneras diferentes en moldes
para producir formas intrincadas pequeñas o partes para máquinas en producción en
serie. Los metales también se laminan entre rodillos, se conforman en piezas y se
martillan en matrices o se fuerzan a través de dados por extrusión para hacer formas
especiales. Por ejemplo, el hierro y el acero se calientan a temperaturas altas para
poder conformarlos fácilmente por forjado (martillado y comprimido). Aunque la forja fue
en un tiempo una operación para metales en caliente, en la actualidad se practica el
forjado en frío aún con el acero. A temperaturas intermedias se puede producir un
material metalúrgicamente superior para algunos fines. Por ejemplo, en la conformación
a calor medio, los materiales tenaces como el acero SAE 52100 se manufacturan por
rutina en partes de alta calidad con los más bajos costos de producción de la
conformación en frío.
Gran parte de la manufactura se especializa en el proceso del metal laminado en
operaciones de trabajo es frío como troquelado, estampado y conformación. La
fabricación de utensilios para el hogar, de automóviles y de muchos otros productos
dependen del proceso de lámina metálica.
La maquinaria de toda clase que requiere partes de precisión depende del
maquinado y de la industria de las maquinas herramientas, la cual se podría considerar
como la base de la manufactura moderna. La industria de la herramienta y dados,
aunque poco conocida y entendida, es la columna vertebral de la industria moderna.
Todo proceso de manufactura depende prácticamente de los talleres de
herramientas y dados en alguna medida. El estampado, el troquelado, el moldeo por
inyección y el vaciado por inyección son solo algunos de los procesos para los cuales
son absolutamente necesarios los servicios de las herramientas y de los dados.

Apuntes Metalurgia Mecánica 61
3.1 Mecanismos de los trabajos en frío y caliente: La deformación es únicamente uno de los diversos procesos que pueden usarse
para obtener formas intermedias o finales en el metal. El metal líquido puede vaciarse
en moldes para ser formado, rociado para formar figuras intermedias o finales, o hecho
polvo para ser prensado en moldes y sinterizado, para producir componentes fuertes. Si
bien, cada uno de éstos tiene un campo de aplicación, el volumen abrumador de metal
es formado a partir de un simple lingote vaciado, por una serie de procesos de
deformación. La aplicabilidad y desarrollo de estos procesos, depende completamente
de la plasticidad del metal sólido.
El estudio de la plasticidad está comprometido con la relación entre el flujo del
metal y el esfuerzo aplicado. Si ésta puede determinarse, entonces las formas mas
requeridas pueden realizarse por la aplicación de fuerzas calculadas en direcciones
específicas y a velocidades controladas.
En la práctica, la carga externa se aplica mediante una herramienta y su forma
controla la dirección de aplicación necesaria para obtener el flujo deseado. El tipo de la
herramienta puede usarse para clasificar las diferentes categorías de los procesos de
deformación. Los procesos industriales comunes se agrupan es seis categorías;
embutido profundo o prensado, laminado, forjado, estirado, extruido y estirado de
alambre (trefilado). Hay otros procesos de trabajo, como forja con rodillos, formado por
atomizado, etc., pero éstos todavía no son de gran insignificancia industrial.
3.1.1 Embutido profundo y prensado El embutido profundo es una extensión del prensado en la que a un tejo de metal, se le
da una tercera dimensión considerable después de fluir a través de un dado (figura
3.1).
El prensado simple se lleva a cabo presionando un trozo de metal entre un punzón y
una matriz, así como al indentar un blanco y dar al producto una medida rígida. Latas
para alimentos y botes para bebidas, son los ejemplos mas comunes.
Como se verá mas adelante, este proceso puede llevarse a cabo únicamente en frío.
Cualquier intento de estirado en caliente, produce en el metal un cuello y la ruptura. El
anillo de presión en la figura 3.1, evita que el blanco se levante de la superficie del
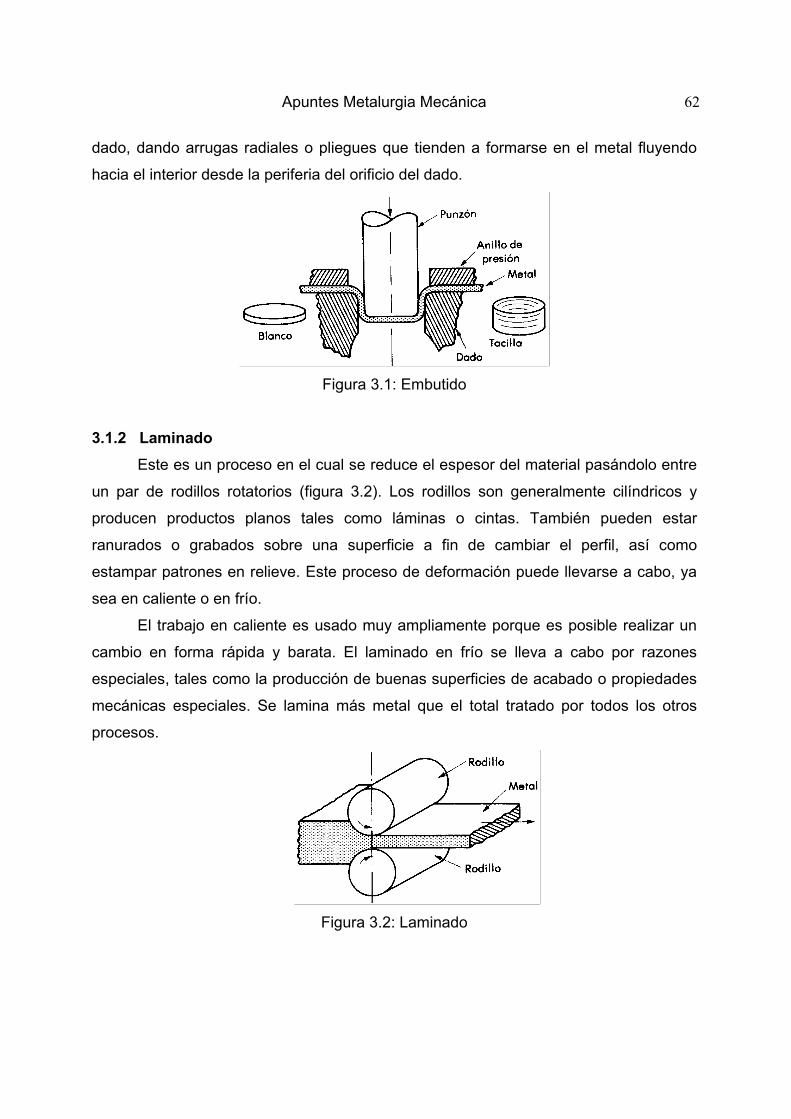
Apuntes Metalurgia Mecánica 62
dado, dando arrugas radiales o pliegues que tienden a formarse en el metal fluyendo
hacia el interior desde la periferia del orificio del dado.
Figura 3.1: Embutido
3.1.2 Laminado Este es un proceso en el cual se reduce el espesor del material pasándolo entre
un par de rodillos rotatorios (figura 3.2). Los rodillos son generalmente cilíndricos y
producen productos planos tales como láminas o cintas. También pueden estar
ranurados o grabados sobre una superficie a fin de cambiar el perfil, así como
estampar patrones en relieve. Este proceso de deformación puede llevarse a cabo, ya
sea en caliente o en frío.
El trabajo en caliente es usado muy ampliamente porque es posible realizar un
cambio en forma rápida y barata. El laminado en frío se lleva a cabo por razones
especiales, tales como la producción de buenas superficies de acabado o propiedades
mecánicas especiales. Se lamina más metal que el total tratado por todos los otros
procesos.
Figura 3.2: Laminado

Apuntes Metalurgia Mecánica 63
3.1.3 Forjado En el caso más simple, el metal es comprimido entre martillo y un yunque y la
forma final se obtiene girando y moviendo la pieza de trabajo entre golpe y golpe. Para
producción en masa y el formado de secciones grandes, el martillo es sustituido por un
martinete o dado deslizante en un bastidor e impulsado por una potencia mecánica,
hidráulica o vapor.
Un dispositivo utiliza directamente el empuje hacia abajo que resulta de la
explosión en la cabeza de un cilindro sobre un pistón móvil. Los dados que han
sustituido al martillo y al yunque pueden variar desde un par de herramientas de cara
plana (figura 3.3), hasta ejemplares que tiene cavidades apareadas capaces de ser
usadas para producir las domas más complejas.
Figura 3.3: Forjado.
Si bien, el forjado puede realizarse ya sea con el metal caliente o frío, el elevado
gasto de potencia y desgaste en los dados, así como la relativamente pequeña amplitud
de deformación posible, limita las aplicaciones del forjado en frío. Un ejemplo es el
acuñado, donde los metales superficiales son impartidos a una pieza de metal por
forjado en frío. El forjado en caliente se está utilizando cada vez más como un medio
para eliminar uniones y por las estructuras particularmente apropiadas u propiedades
que puede ser conferidas al producto final. Es el método de formado de metal más
antiguo y hay muchos ejemplos que se remontan hasta 1000 años A. C.

Apuntes Metalurgia Mecánica 64
(a)
(b)
Figura 3.4: Tipos de forjado.(a) Esquema de una forja con matriz abierta, (b)
Esquema de una forja con matriz cerrada.
3.1.4 Estirado Este es esencialmente un proceso para la producción de formas en hojas de
metal. Las hojas se estiran sobre hormas conformadas en donde se deforman
plásticamente hasta asumir los perfiles requeridos (figura 3.5). Es un proceso de trabajo
en frío y es generalmente el menos usado de todos los procesos de trabajo.
Figura 3.5: Estirado
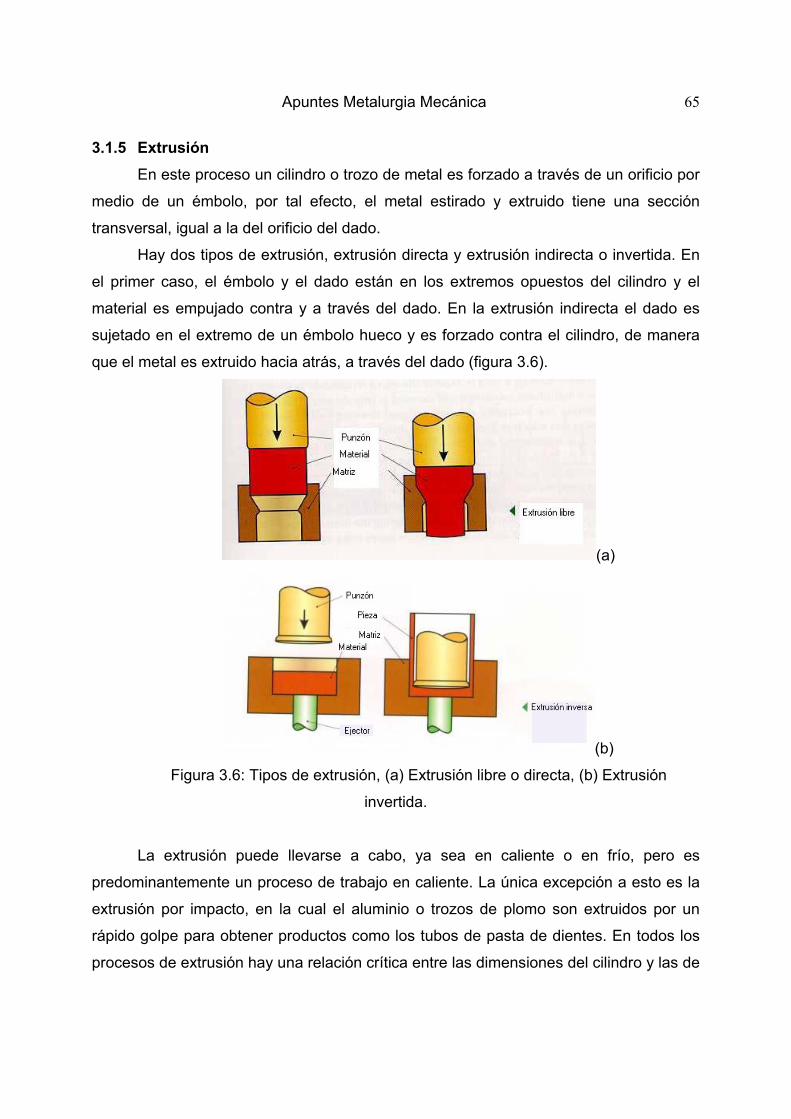
Apuntes Metalurgia Mecánica 65
3.1.5 Extrusión En este proceso un cilindro o trozo de metal es forzado a través de un orificio por
medio de un émbolo, por tal efecto, el metal estirado y extruido tiene una sección
transversal, igual a la del orificio del dado.
Hay dos tipos de extrusión, extrusión directa y extrusión indirecta o invertida. En
el primer caso, el émbolo y el dado están en los extremos opuestos del cilindro y el
material es empujado contra y a través del dado. En la extrusión indirecta el dado es
sujetado en el extremo de un émbolo hueco y es forzado contra el cilindro, de manera
que el metal es extruido hacia atrás, a través del dado (figura 3.6).
(a)
(b)
Figura 3.6: Tipos de extrusión, (a) Extrusión libre o directa, (b) Extrusión
invertida.
La extrusión puede llevarse a cabo, ya sea en caliente o en frío, pero es
predominantemente un proceso de trabajo en caliente. La única excepción a esto es la
extrusión por impacto, en la cual el aluminio o trozos de plomo son extruidos por un
rápido golpe para obtener productos como los tubos de pasta de dientes. En todos los
procesos de extrusión hay una relación crítica entre las dimensiones del cilindro y las de

Apuntes Metalurgia Mecánica 66
la cavidad del contenedor, especialmente en la sección transversal. Un ejemplo del
proceso de extrusión por impacto, se da en la figura 3.7.
Figura 3.7: Proceso de Hooker de impacto para tubos.
3.1.6 Estirado de alambre Una varilla de metal se aguza en uno de sus extremos y luego estirada a través
del orificio cónico de un dado. La varilla que entra al dado tiene un diámetro mayor y
sale con un diámetro menor. En los primeros ejemplos de este proceso, fueron
estiradas longitudes cortas manualmente a través de una serie de agujeros de tamaño
decreciente en una "placa de estirado" de hierro colado o de acero forjado. En las
instalaciones modernas, grandes longitudes son estiradas continuamente a través de
una serie de dados usando un número de poleas mecánicamente guiadas, que pueden
producir muy grandes cantidades de alambre, de grandes longitudes a alta velocidad,
usando muy poca fuerza humana. Usando la forma de orificio apropiada, es posible
estirar una variedad de formas tales como óvalos, cuadrados, hexágonos, etc.,
mediante este proceso.
Apuntes Metalurgia Mecánica 67
BIBLIOGRAFÍA:
• Metalurgia aplicada. Malcolm S. Burton.
• Deformación plástica de los materiales, la forja y la laminación en caliente. Jesús
del Rio.
• Introducción a la metalurgia física. Sydney H. Avner.
• Principios de metalurgia física. Robert E. Reed – Hill.
• La ciencia e ingeniería de los materiales. Donald R. Askeland.