apuntes limadora
TRANSCRIPT
LIMADORAS
La operación que se realiza en las máquinas llamadas y conoci-das por limadoras, consiste en el arrancamiento de virutas, que seproduce mediante la acción de una herramienta cortante y que semueve de modo rectilíneo mediante un movimiento alternativo devaivén, sobre la superficie del cuerpo que se interpone en su despla-zamiento. En este caso, la herramienta tiene el movimiento princi-pal, mientras que a la pieza se la dota del de alimentación. De estemodo, la pieza, que ha sido fijada sobre la mesa de la limadora,pasa en dirección perpendicular, por debajo del movimiento de laherramienta en toda su superficie, a fin de obtener un plano, quepodía ya existir y que también se puede desear ampliar. Estas má-quinas tienen una carrera limitada, admitiendo por tanto el traba-jo de piezas de tamaño medio. Son normales las limadoras con ca-rrera de herramienta de 500 mm y ya resultan excepcionales las de1000 mm. Como asentimiento de esto y para ilustrar las referenciasque en el transcurso de la obra se vayan haciendo a las máquinaslimadoras, se incluyen las figuras 1, 2 y 3, que muestran respecti-vamente tres limadoras de la reconocida firma SACIA, y cuyas ca-racterísticas están basadas en la principal que además sirve paradefinir el modelo en cada caso, o sea, el de la carrera útil. Así, en elprimer caso se presenta una máquina de 300 mm útiles, designada
Fig. 1. — Limadora SACIA, modeloL-300.
por: «SACIA L-300». Otra máquina de mayores posibilidades puestoque tiene un recorrido de carnero de 500 mm es la «SACIA L-500 E».
Una máquina excepcional por sus condiciones es la «LER-750».Se muestra en la figura 3. Se trata de una limadora de gran reduc-ción. Dispone de ocho velocidades, teniendo los mandos situadosde modo muy accesible en el puesto de maniobra precisamente, loque evita los conocidos desplazamientos.
La caja de avance va guiada sólidamente en el armazón de lamáquina. La leva excéntrica montada sobre un árbol de acero yunida a través de un plato al engrane citado, posee diez canales oposiciones de avance estando construido de acero cromo-níquel decementación. El rodillo transmisor del avance está continuamenteen contacto con la excéntrica y aporta un avance regular y silen-cioso, aun en las más altas velocidades de la máquina. Cualquiercambio de avances puede ser hecho en marcha sin el menor con-dal k-mpo.
Con el fin de evitar esfuerzos y pérdidas de tiempo en las manio-bras de la mesa de trabajo, esta máquina lleva acoplado a la misma
10
Fig. 2. —LimadoraSACIA, modelo L-500.
un motor independiente del principal de la máquina, que sirve parael accionamiento rápido de la mesa tanto en sus movimientos trans-versales como verticales, proporcionando una maniobrabilidad, queen este tipo de limadora, ya pesada, es muy digno de tenerse encuenta. Estos movimientos se accionan mediante un manipuladorposicional, por el cual y a través de dos embragues electromagné-ticos, se consiguen los referidos desplazamientos rápidos. La men-cionada figura muestra la máquina precisamente por el costado enel que se encuentra montado el motor y mecanismos descritos que,además, sirve también para actuar sobre el portacuchillas para suelevación rápida, cuando por ejemplo, se trabaja con herramientasde plaquita de metal duro, y es totalmente preciso que en la carrerade retroceso la pastilla no se deslice rozando sobre la superficie dela pieza.
Las limadoras, atendiendo al modo en que impulsan a la herra-mienta en sus idas y venidas, se agrupan esencialmente en mecáni-cas e hidráulicas.
11
1.1. — Limadoras mecánicas
A este grupo de máquinas son a las que más acostumbradosi-slamos lodos, y son, en verdad, junto con el taladro y el torno, lasmáquinas básicas de cuanto se quiera hacer en vías de montar un
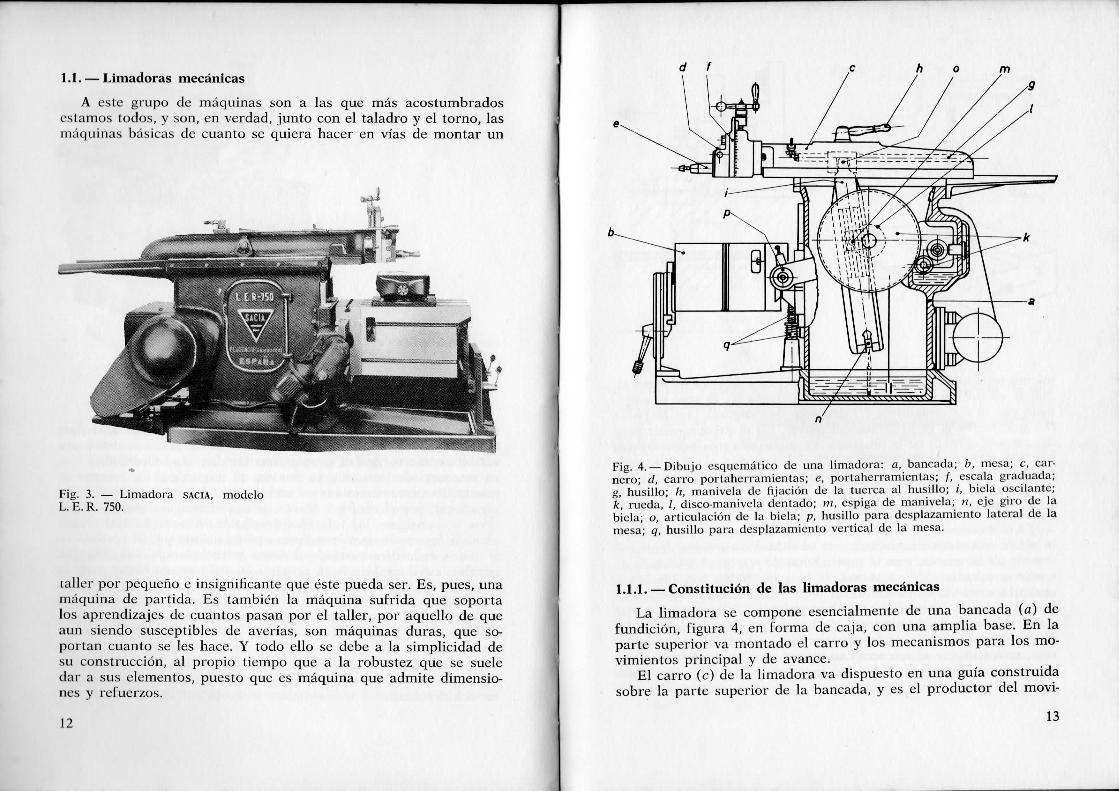
Fig. 3. — Limadora SACIA, modeloL. E. R. 750.
lallcr por pequeño e insignificante que éste pueda ser. Es, pues, unamáquina de partida. Es también la máquina sufrida que soportalos aprendizajes de cuantos pasan por el taller, por aquello de queaun siendo susceptibles de averías, son máquinas duras, que so-portan cuanto se les hace. Y todo ello se debe a la simplicidad desu construcción, al propio tiempo que a la robustez que se sueledar a sus elementos, puesto que es máquina que admite dimensio-nes y refuerzos.
12
d f h o m
Fig. 4. — Dibujo esquemático de una limadora: a, bancada; b, mesa; c, car-nero; d, carro portaherramientas; e, portaherramientas; /, escala graduada;g, husillo; h, manivela cíe f i jación de la tuerca al husillo; i, biela oscilante;k, rueda, /, disco-manivela dentado; m, espiga de manivela; n, eje giro de labiela; o, articulación de la biela; p, husillo para desplazamiento lateral de lamesa; q, husillo para desplazamiento vertical de la mesa.
1.1.1. — Constitución de las limadoras mecánicas
La limadora se compone esencialmente de una bancada (a) defundición, figura 4, en forma de caja, con una amplia base. En laparte superior va montado el carro y los mecanismos para los mo-vimientos principal y de avance.
El carro (c) de la limadora va dispuesto en una guía construidasobre la parte superior de la bancada, y es el productor del movi-
13

Fia. 5.
Fig. 6. — Dibujo representando lacarrera de trabajo.
miento principal en forma de vaivén rectilíneo, después de transfor-mar la oscilación angular de la biela oscilante (z), la cual es accio-nada por el disco-manivela (/) dentado, que engrana con la rueda(k), que recibe el movimiento del motor. En el extremo delanterodel carro o carnero de la limadora, va sujeto el carro porta-útil (d)que a su vez fija al útil propiamente dicho en una placa articuladapor charnela, mediante el correspondiente portaherramientas (e).
1.1.2. — Movimiento de corte
En el movimiento hacia adelante, o sea en la carrera de trabajo,la placa articulada es apretada por el esfuerzo de corte contra elsoporte de la misma, y en el movimiento de retroceso o carrera envacío, se levanta algo en virtud de la articulación con bisagra ocharnela, evitando de este modo el deterioro de la herramienta y dela propia pieza. En este caso la herramienta actúa sobre la piezaa trabajar, a modo de trinquete, de forma que al avanzar presentasu filo a la resistencia de la pieza, produciendo el arranque de vi-ruta, mientras que al retroceso su articulación le permite el brevegiro que salva la profundidad del corte (d) figuras 5 y 6 respectoa la pieza sujeta. Este carro portátil es movible para el limado y
14
Fig. 8.
Fig. 7. — Dibujo representando lacarrera de vacío, o de retroceso.
cepillado de superficies inclinadas y por ello va provisto de unaescala graduada (/) figura 4.
Las figuras 6 y 7 dejan ver cómo están montadas entre sí laplaca a charnela y el soporte portátil, con éste colocado.
Las figuras 6 y 7 proporcionan una idea gráfica muy clara delas posiciones adoptadas por el ú t i l y la placa a charnela, en lasdos carreras, o sea la de trabajo y la de retroceso o vacío, respec-tivamente.
La mesa (b) de la limadora sirve, como ya se sabe, para sujetara ella la pieza. Puede ser desplazada lateralmente y en altura, me-diante el empleo de husillos (77) y ((,/) respectivamente, figura 4.
El accionamiento principal da lugar al movimiento de ida y vuel-ta del carro o carnero (c) de la limadora. El movimiento motorgiratorio es transformado, como ya se explicó antes, en movimien-to rectilíneo mediante la biela oscilante (i) de corredera, sobre cuyacorredera se desliza una espiga de manivela (m) con taco guía. Labiela oscilante tiene un eje de giro (n) que es sobre el que bascula,y una articulación (o) en el otro extremo que se encaja en un blo-que roscado sobre el husillo (g) que es el de regulación de la ca-rrera del carnero.
15
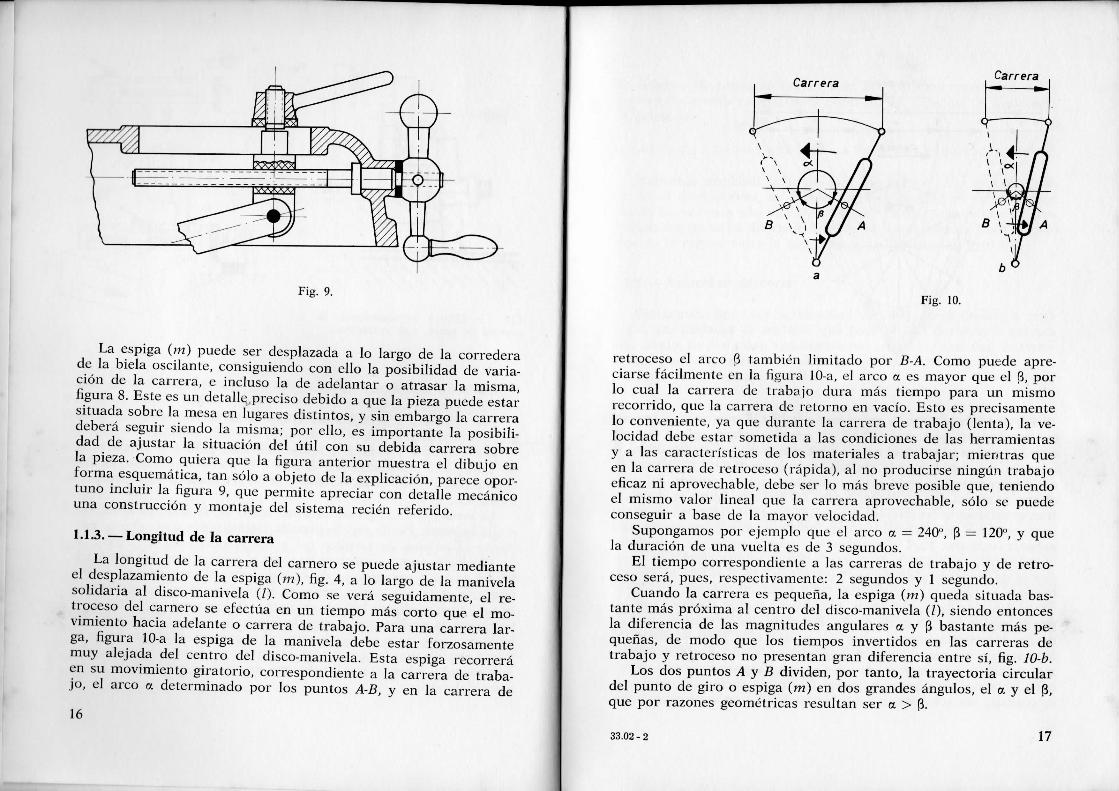
Fig. 9.
La espiga (m) puede ser desplazada a lo largo de la correderade la biela oscilante, consiguiendo con ello la posibilidad de varia-ción de la carrera, e incluso la de adelantar o atrasar la misma,figura 8. Este es un detalle preciso debido a que la pieza puede estarsituada sobre la mesa en lugares distintos, y sin embargo la carreradeberá seguir siendo la misma; por ello, es importante la posibili-dad de ajustar la situación del útil con su debida carrera sobrela pieza. Como quiera que la figura anterior muestra el dibujo enforma esquemática, tan sólo a objeto de la explicación, parece opor-tuno incluir la figura 9, que permite apreciar con detalle mecánicouna construcción y montaje del sistema recién referido.
1.1.3. — Longitud de la carrera
La longitud de la carrera del carnero se puede ajustar medianteel desplazamiento de la espiga (m), fig. 4, a lo largo de la manivelasolidaría al disco-manivela (/). Como se verá seguidamente, el re-troceso del carnero se efectúa en un tiempo más corto que el mo-vimiento hacia adelante o carrera de trabajo. Para una carrera lar-ga, figura 10-a la espiga de la manivela debe estar forzosamentemuy alejada del centro del disco-manivela. Esta espiga recorreráen su movimiento giratorio, correspondiente a la carrera de traba-jo, el arco ce determinado por los puntos A-B, y en la carrera de
16
CarreraCarrera
Fig. 10.
retroceso el arco 3 también limitado por B-A. Como puede apre-ciarse fácilmente en la figura 10-a, el arco a es mayor que el 3, porlo cual la carrera de trabajo dura más tiempo para un mismorecorrido, que la carrera de retorno en vacío. Esto es precisamentelo conveniente, ya que durante la carrera de trabajo (lenta), la ve-locidad debe estar sometida a las condiciones de las herramientasy a las características de los materiales a trabajar; mientras queen la carrera de retroceso (rápida), al no producirse ningún trabajoeficaz ni aprovechable, debe ser lo más breve posible que, teniendoel mismo valor lineal que la carrera aprovechable, sólo se puedeconseguir a base de la mayor velocidad.
Supongamos por ejemplo que el arco a = 240", 3 = 120", y quela duración de una vuelta es de 3 segundos.
El tiempo correspondiente a las carreras de trabajo y de retro-ceso será, pues, respectivamente: 2 segundos y 1 segundo.
Cuando la carrera es pequeña, la espiga (m) queda situada bas-tante más próxima al centro del disco-manivela (/), siendo entoncesla diferencia de las magnitudes angulares a y 3 bastante más pe-queñas, de modo que los tiempos invertidos en las carreras detrabajo y retroceso no presentan gran diferencia entre sí, fig. 10-b.
Los dos puntos A y B dividen, por tanto, la trayectoria circulardel punto de giro o espiga (m) en dos grandes ángulos, el a y el ¡3,que por razones geométricas resultan ser a > 3.
33.02 - 2 17
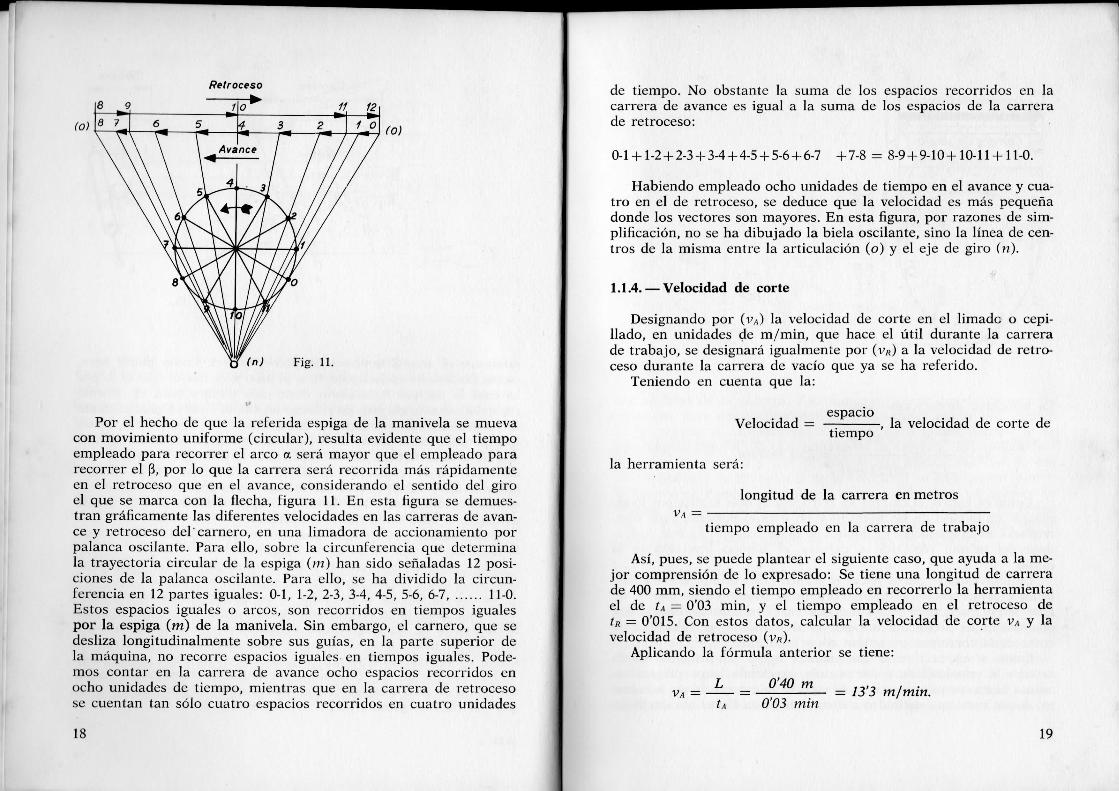
(n) Fig. 11.
Por el hecho de que la referida espiga de la manivela se muevacon movimiento uniforme (circular), resulta evidente que el tiempoempleado para recorrer el arco a será mayor que el empleado pararecorrer el 3, por lo que la carrera será recorrida más rápidamenteen el retroceso que en el avance, considerando el sentido del giroel que se marca con la flecha, figura 11. En esta figura se demues-tran gráficamente las diferentes velocidades en las carreras de avan-ce y retroceso del'carnero, en una limadora de accionamiento porpalanca oscilante. Para ello, sobre la circunferencia que determinala trayectoria circular de la espiga (m) han sido señaladas 12 posi-ciones de la palanca oscilante. Para ello, se ha dividido la circun-ferencia en 12 partes iguales: 0-1, 1-2, 2-3, 3-4, 4-5, 5-6, 6-7, 11-0.Estos espacios iguales o arcos, son recorridos en tiempos igualespor la espiga (m) de la manivela. Sin embargo, el carnero, que sedesliza longitudinalmente sobre sus guías, en la parte superior dela máquina, no recorre espacios iguales en tiempos iguales. Pode-mos contar en la carrera de avance ocho espacios recorridos enocho unidades de tiempo, mientras que en la carrera de retrocesose cuentan tan sólo cuatro espacios recorridos en cuatro unidades
18
de tiempo. No obstante la suma de los espacios recorridos en lacarrera de avance es igual a la suma de los espacios de la carrerade retroceso:
0-1 + 1-2 + 2-3 + 3-4 + 4-5 + 5-6 + 6-7 +7-8 = 8-9 + 9-10+10-11 + 11-0.
Habiendo empleado ocho unidades de tiempo en el avance y cua-tro en el de retroceso, se deduce que la velocidad es más pequeñadonde los vectores son mayores. En esta figura, por razones de sim-plificación, no se ha dibujado la biela oscilante, sino la línea de cen-tros de la misma entre la articulación (o) y el eje de giro (n).
1.1.4. — Velocidad de corte
Designando por (v/i) la velocidad de corte en el limado o cepi-llado, en unidades de m/min, que hace el útil durante la carrerade trabajo, se designará igualmente por (v«) a la velocidad de retro-ceso durante la carrera de vacío que ya se ha referido.
Teniendo en cuenta que la:
espacioVelocidad = — , la velocidad de corte de
tiempo
la herramienta será:
VA =
longitud de la carrera en metros
tiempo empleado en la carrera de trabajo
Así, pues, se puede plantear el siguiente caso, que ayuda a la me-jor comprensión de lo expresado: Se tiene una longitud de carrerade 400 mm, siendo el tiempo empleado en recorrerlo la herramientael de tA = 0'03 min, y el tiempo empleado en el retroceso detR = 0'015. Con estos datos, calcular la velocidad de corte VA y lavelocidad de retroceso (v«).
Aplicando la fórmula anterior se tiene:
0'40 m0'03 min
= 13'3 m/min.
19
aCarrera ¿e irabajo
J\J Carrera de vacío
\ I\\\\\\\\\\\\\\\\\\\\\\\\\
-f= I.5-8
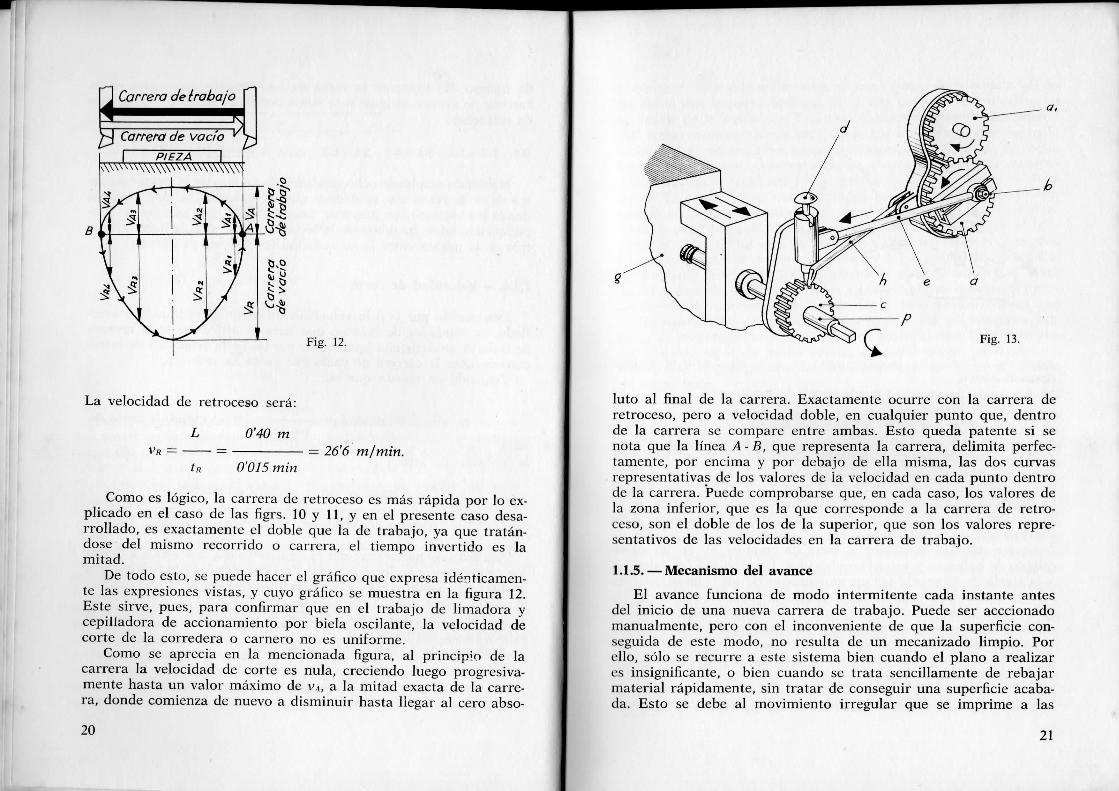
Fig. 12.
La velocidad de retroceso será:
mVR =
IR G'015 min= 26'6 m/min.
Como es lógico, la carrera de retroceso es más rápida por lo ex-plicado en el caso de las figrs. 10 y 11, y en el presente caso desa-rrollado, es exactamente el doble que la de trabajo, ya que tratán-dose del mismo recorrido o carrera, el tiempo invertido es lamitad.
De todo esto, se puede hacer el gráfico que expresa idénticamen-te las expresiones vistas, y cuyo gráfico se muestra en la figura 12.Este sirve, pues, para confirmar que en el trabajo de limadora ycepilladora de accionamiento por biela oscilante, la velocidad decorte de la corredera o carnero no es uniforme.
Como se aprecia en la mencionada figura, al principio de lacarrera la velocidad de corte es nula, creciendo luego progresiva-mente hasta un valor máximo de v,i, a la mitad exacta de la carre-ra, donde comienza de nuevo a disminuir hasta llegar al cero abso-
20
a
Fig. 13.
luto al final de la carrera. Exactamente ocurre con la carrera deretroceso, pero a velocidad doble, en cualquier punto que, dentrode la carrera se compare entre ambas. Esto queda patente si senota que la línea A - B, que representa la carrera, delimita perfec-tamente, por encima y por debajo de ella misma, las dos curvasrepresentativas de los valores de la velocidad en cada punto dentrode la carrera. Puede comprobarse que, en cada caso, los valores dela zona inferior, que es la que corresponde a la carrera de retro-ceso, son el doble de los de la superior, que son los valores repre-sentativos de las velocidades en la carrera de trabajo.
1.1.5. — Mecanismo del avance
El avance funciona de modo intermitente cada instante antesdel inicio de una nueva carrera de trabajo. Puede ser acccionadomanualmente, pero con el inconveniente de que la superficie con-seguida de este modo, no resulta de un mecanizado limpio. Porello, sólo se recurre a este sistema bien cuando el plano a realizares insignificante, o bien cuando se trata sencillamente de rebajarmaterial rápidamente, sin tratar de conseguir una superficie acaba-da. Esto se debe al movimiento irregular que se imprime a las
21

Fig. 14.
manivelas. Todo este inconveniente se evita mediante el avancedesmodrómico.
Así, en la figura 13 se puede seguir la explicación para la fácilcomprensión del sistema.
Vemos cómo una rueda dentada (a) dispone sobre su cara exte-rior de una guía en T, o ranura, por la que puede deslizar un go-rrón (b), que una vez en la posición adecuada, puede ser fijado demodo sólido en ella sin posibilidad de variación. En el husillo de lamesa (p) hay calada una rueda de trinquete (c), sobre cuyos dientesse engatilla un trinquete (d), según se puede ver en la figura 14. Elmovimiento giratorio que se origina en el gorrón (&) al ponerse enmovimiento la rueda dentada (a), se transmite al mecanismo detrinquete referido, mediante la biela de empuje (e), en un movi-miento de balancín y vaivén combinados. El trinquete (d) imprimea la rueda de trinquete (c) un movimiento de ida, que origina unleve giro en el husillo de la mesa. Como ya sabemos que el husillova roscado sobre la tuerca correspondiente que se halla fijada demodo definitivo a la propia mesa, ésta adquiere un movimientolineal que la desplaza sobre sus bases de apoyo y guía, produciendoel avance en cualquiera de ambos sentidos.
Como la rueda (a) sigue en su movimiento de giro, el gorrón (b)que está descentrado según convenga, produce un. movimiento deretroceso que, arrastrando a la biela de empuje en sentido contrario
22
al anterior, hace que actúe sobre el mecanismo de trinquete (d) detal modo que la parte biselada de la uña vuelve a introducirse enun hueco de la rueda (c). Variando el descentramiento del gorrón(fe), respecto al centro de giro de la rueda sobre la que se hallamontada ( a ) , se obtienen diversos valores del avance de la mesa,puesto que a mayor descentramiento, mayor arco se hace recorreral mecanismo de trinquete ( d ) , y, por tanto, mayor número de dien-tes de la rueda (c) se ven abarcados por la uña. Contrariamentesucede si el descentramiento se disminuye. Así, pues, cuando setrata de superficies desbastadas, son varios los dientes que el trin-quete arrastra en un solo movimiento de vaivén, mientras que sólouno de ellos pasará cuando se trate de dejar superficies acabadas.
Mediante un giro de 180" al trinquete, se logra invertir el senti-do de avance de la mesa, para los mismos valores que se preparenen el sentido anterior. Ello es cíe fácil comprensión puesto queen las figuras 13 y 14 se puede notar que la uña del trinquete pre-senta su cara de arrastre y de bisel en posición muy bien delimita-da, y que si se le da media vuelta, su acción tenga un signo con-trario, que el que hubiese tenido hasta antes de hacer el cambiode su posición.
En virtud de la posibilidad de la mesa de la máquina, de variarsu altura, respecto a las partes fijas de la misma, se hace precisoadaptar la longitud de la biela de empuje (e) a las distintas dis-tancias que se presenten en cada trabajo. Existen varias solucionesmecánicas que permiten esta adaptación, que implica la variabili-dad de la distancia entre los centros del gorrón (b) y la articulaciónde la biela sobre el mecanismo de trinquete ( d ) . Una de ellas, esla de barra telescópica, ya sea estriada, ya sea en otra ejecución;pero indudablemente, la reflejada en la figura 13 es frecuente y enque se se resuelve mediante la inclusión de una rueda (ai), queconvierte a la (a) en conducida, y cuya posición, sin dejar de engra-nar con la (a./), permite corregir las variaciones que se promuevanpor las diferentes alturas de la mesa de la máquina. Se consiguemediante la manipulación de la barra de enlace (h).
Esta rueda conductora (a/) se encuentra montada sobre el mis-mo eje (/) del disco-manivela que vimos en la figura 4.
1.2 — Limadoras hidráulicas
El accionamiento hidráulico aplicado a las máquinas limadorastiene un excelente historial hasta ahora. El aceite a presión es la
23
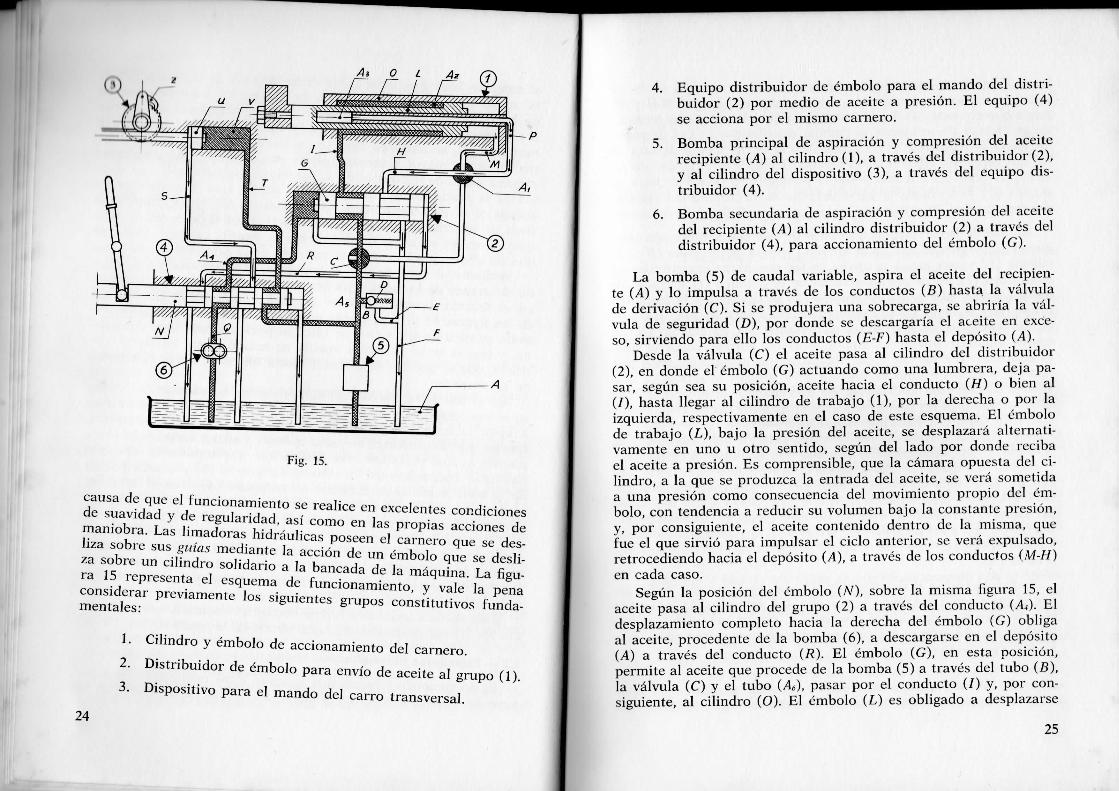
Fig. 15.
causa de que el funcionamiento se realice en excelentes condicionesde suavidad y de regularidad, así como en las propias acciones demaniobra. Las limadoras hidráulicas poseen e] carnero que se des-liza sobre sus guías mediante la acción de un émbolo que se desli-za sobre un cilindro solidario a la bancada de la máquina. La figu-ra 15 representa el esquema de funcionamiento, y vale la penaconsiderar previamente los siguientes grupos constitutivos funda-mentales:
1. Cilindro y émbolo de accionamiento del carnero.
2. Distribuidor de émbolo para envío de aceite al grupo (1).
3. Dispositivo para el mando del carro transversal.
24
4. Equipo distribuidor de émbolo para el mando del distri-buidor (2) por medio de aceite a presión. El equipo (4)se acciona por el mismo carnero.
5. Bomba principal de aspiración y compresión del aceiterecipiente (A) al cilindro (1), a través del distribuidor (2),y al cilindro del dispositivo (3), a través del equipo dis-tribuidor (4).
6. Bomba secundaria de aspiración y compresión del aceitedel recipiente (.A) al cilindro distribuidor (2) a través deldistribuidor (4), para accionamiento del émbolo (G).
La bomba (5) de caudal variable, aspira el aceite del recipien-te (A) y lo impulsa a través de los conductos (B} hasta la válvulade derivación (C). Si se produjera una sobrecarga, se abriría la vál-vula de seguridad (D), por donde se descargaría el aceite en exce-so, sirviendo para ello los conductos (E-F) hasta el depósito (A).
Desde la válvula (C) el aceite pasa al cilindro del distribuidor(2), en donde el émbolo (G) actuando como una lumbrera, deja pa-sar, según sea su posición, aceite hacia el conducto (H) o bien al(/), hasta llegar al cilindro de trabajo (1), por la derecha o por laizquierda, respectivamente en el caso de este esquema. El émbolode trabajo (L), bajo la presión del aceite, se desplazará alternati-vamente en uno u otro sentido, según del lado por donde recibael aceite a presión. Es comprensible, que la cámara opuesta del ci-lindro, a la que se produzca la entrada del aceite, se verá sometidaa una presión como consecuencia del movimiento propio del ém-bolo, con tendencia a reducir su volumen bajo la constante presión,y, por consiguiente, el aceite contenido dentro de la misma, quefue el que sirvió para impulsar el ciclo anterior, se verá expulsado,retrocediendo hacia el depósito (A), a través de los conductos (M-H)en cada caso.
Según la posición del émbolo (N), sobre la misma figura 15, elaceite pasa al cilindro del grupo (2) a través del conducto (A»). Eldesplazamiento completo hacia la derecha del émbolo (G) obligaal aceite, procedente de la bomba (6), a descargarse en el depósito(A) a través del conducto (R). El émbolo (G), en esta posición,permite al aceite que procede de la bomba (5) a través del tubo (B),la válvula (C) y el tubo (A6), pasar por el conducto (/) y, por con-siguiente, al cilindro (O). El émbolo (L) es obligado a desplazarse
25

i i . i . i l r in h. i luciendo descargar el aceite contenido en la cá-i > m -.u .1 la compresión a través de los tubos (P-M-H y F),
l . . i i . I P I i i | » i ' i i f e (A). En el instante en que el carnero ha termina-llii i i . u M I . i de retroceso, el émbolo distribuidor (TV) es desplaza-i l n l i . n 1 .1 l . i i/cjuierda como consecuencia de la acción de uno deIfl doa fopes que lleva el carro mismo; debido a este cambio de po-MI ion, el aceite es enviado desde la bomba (6) a través de los con-dnrlos (Q) y (R) hasta la parte derecha de la cámara del cilindrodel distribuidor (2) para empujar los émbolos (G) hacia la izquierda.
Al final de la carrera, las aberturas de este distribuidor son talesque el aceite procedente de la bomba (5) pasa por el tubo (B) a laválvula (C) y, por tanto, a través de las vías libres encontradas enel cilindro (2), entra por la derecha en el cilindro (1) a través delos conductos (H-P y M). El émbolo (L) se desplaza a la izquierday hace descargar el aceite existente en la cámara opuesta a travésde los conductos (7 y F) hasta el depósito (A). El émbolo (N) semueve alternativamente en ambos sentidos, porque, como se dijo,es accionado por los dos topes del carro, que están dispuestos pre-cisamente en los límites de carrera para invertir la misma, a con-veniencia. Con esta alternancia de movimiento, el mismo émbolo(N) abre también los pasos del aceite procedente del tubo (A5) hacialos tubos (S) o (T), haciendo mover alternativamente también otroémbolo (U) de! cilindro (I/); el vastago exterior del émbolo (U) esdentado, o sea, cremallera, y engrana con el piñón del brazo deltrinquete (Z), que al moverse según el movimiento alternativo, en-gancha cada vez a un diente y hace girar el piñón en un solo sen-tido. Por estar directamente montado este piñón sobre el husillodel carro transversal se obtiene de este modo el desplazamientolateral de la mesa. El grifo (Ai) sirve para la regulación de la ve-locidad del carnero, ya que el aceite puede entrar en la cámara (A2)o en la (A.,).
Indudablemente el sistema hidráulico es bastante más complejoque el puramente mecánico y, por ello, las máquinas de esta claseson de mayor categoría. No obstante, el mayor precio se traducetambién en una serie de mejoras notables que enumeraremos, pues-to que es conveniente conocer:
1. Velocidad constante en las carreras de avance y retro-ceso. De todos modos, la de retroceso sigue teniendo una
26
1
mayor velocidad con objeto de acelerar el proceso im-productivo de máquina que, como ya se sabe, es el cicloo carrera de retroceso.
2. Paro automático del carnero cuando se encuentra una re-sistencia excesiva en el avance. En este caso, parándoseel émbolo (L), el aceite presiona sobre la válvula (D) ypasa al tubo (F) para descargarse en el depósito (A).
3. Posibilidad de regular la presión de la herramienta pormedio de la válvula (At).
4. Posibilidad de regular de forma gradual la velocidad decorte, variando el caudal de la bomba (5).
Estas ventajas tienen, como contrapartida, los inconvenientesdebidos a la disminución de potencia por pérdida de aceite o va-riaciones de viscosidad por variación de temperatura.
1.3. — Herramientas de limadora
Estas herramientas o cuchillas de corte para limadoras o cepi-lladoras están generalmente constituidas por acero de tipo rápido,y en algunos casos, también de metal duro, de calidades distintassegún el tipo de material a trabajar. Las mismas herramientas pue-den servir para ambos trabajos de limado o cepillado, empleándo-las adecuadamente en las máquinas respectivas. Por lo que se re-fiere al movimiento relativo (aunque en el cepillado el movimientoprincipal lo tiene la pieza y el avance la herramienta, y en el limadoel movimento principal lo tiene la herramienta y el avance la pieza)las herramientas tienen la misma función de hacer los planos. Encada caso el movimiento es rectilíneo alternativo y las herramien-tas son de un solo corte.
La forma y filo de los útiles se eligen de acuerdo con el traba-jo de limado o cepillado que se trate de realizar. Los útiles delimar y cepillar se diferencian entre sí únicamente en casos excep-cionales.
Según las funciones a que deban ser destinadas, las herramien-tas pueden ser de diversas formas, las cuales, en realidad, son lasmismas que se adoptan para los trabajos de torno. Es de notarque los tipos semejantes son los que responden a las exigenciasde las limadoras y cepilladoras, o sea de poder trabajar en plano,
27
j
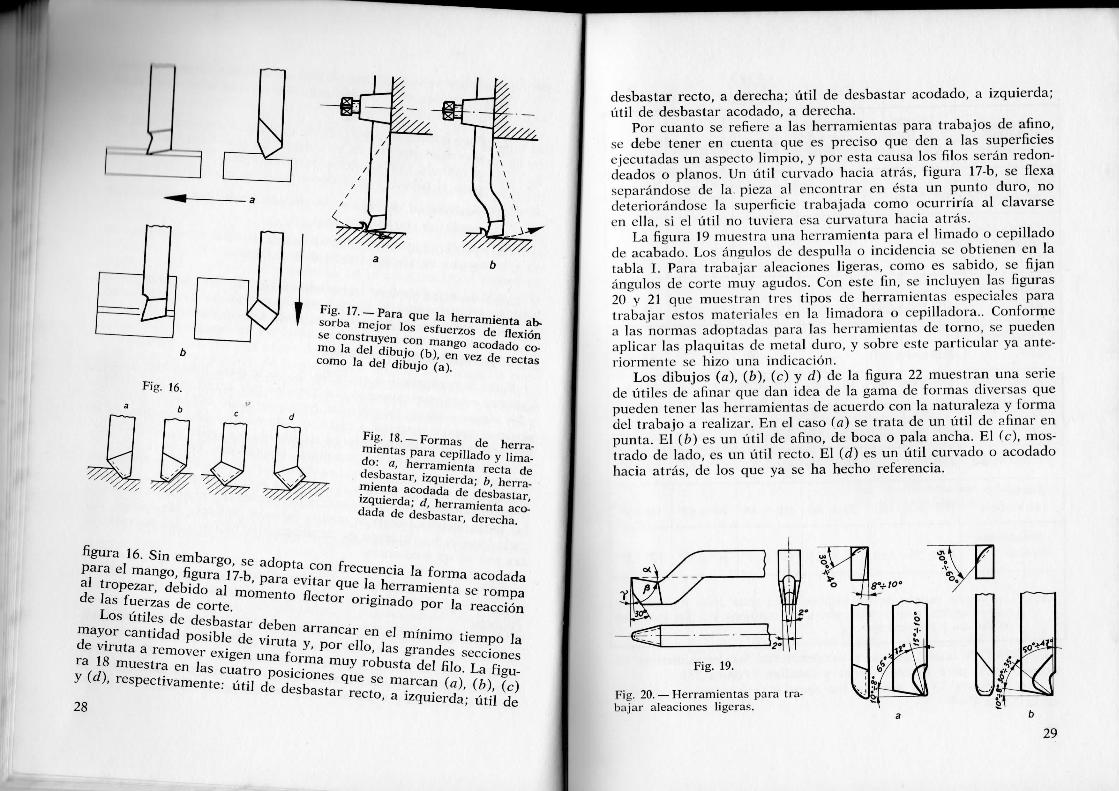
Fig. 17.— Para que la herramienta ab-sorba mejor los esfuerzos de flexiónse construyen con mango acodado co-mo la del dibujo (b), en vez de rectascomo la del dibujo (a).
Fig. 18. — Formas de herra-mientas para cepillado y lima-do: a, herramienta recta dedesbastar, izquierda; b, herra-mienta acodada de desbastar,izquierda; d, herramienta aco-dada de desbastar, derecha.
figura 16. Sin embargo, se adopta con frecuencia la forma acodadapara el mango, figura 17-b, para evitar que la herramienta se rompaal tropezar, debido al momento ílector originado por la reacciónde las fuerzas de corte.
Los útiles de desbastar deben arrancar en el mínimo tiempo lamayor cantidad posible de viruta y, por ello, las grandes seccionesde viruta a remover exigen una forma muy robusta del filo. La figu-ra 18 muestra en Jas cuatro posiciones que se marcan (a), (b), (c)y (d), respectivamente: útil de desbastar recto, a izquierda; útil de28
desbastar recto, a derecha; útil de desbastar acodado, a izquierda;útil de desbastar acodado, a derecha.
Por cuanto se refiere a las herramientas para trabajos de afino,se debe tener en cuenta que es preciso que den a las superficiesejecutadas un aspecto limpio, y por esta causa los filos serán redon-deados o planos. Un útil curvado hacia atrás, figura 17-b, se flexaseparándose de la pieza al encontrar en ésta un punto duro, nodeteriorándose la superficie trabajada como ocurriría al clavarseen ella, si el úti l no tuviera esa curvatura hacia atrás.
La figura 19 muestra una herramienta para el limado o cepilladode acabado. Los ángulos de despulla o incidencia se obtienen en latabla I. Para trabajar aleaciones ligeras, como es sabido, se fijanángulos de corte muy agudos. Con este fin, se incluyen las figuras20 y 21 que muestran tres tipos de herramientas especiales paratrabajar estos materiales en la limadora o cepilladora.. Conformea las normas adoptadas para las herramientas de torno, se puedenaplicar las plaquitas de metal duro, y sobre este particular ya ante-riormenle se hizo una indicación.
Los dibujos (a), (b\) y d) de la figura 22 muestran una seriede útiles de afinar que dan idea de la gama de formas diversas quepueden tener las herramientas de acuerdo con la naturaleza y formadel trabajo a realizar. En el caso (a) se trata de un útil de afinar enpunta. El (b) es un útil de afino, de boca o pala ancha. El (c), mos-trado de lado, es un útil recto. El (d) es un útil curvado o acodadohacia atrás, de los que ya se ha hecho referencia.
Fig. 20. — Herramientas para tra-bajar aleaciones ligeras.
29
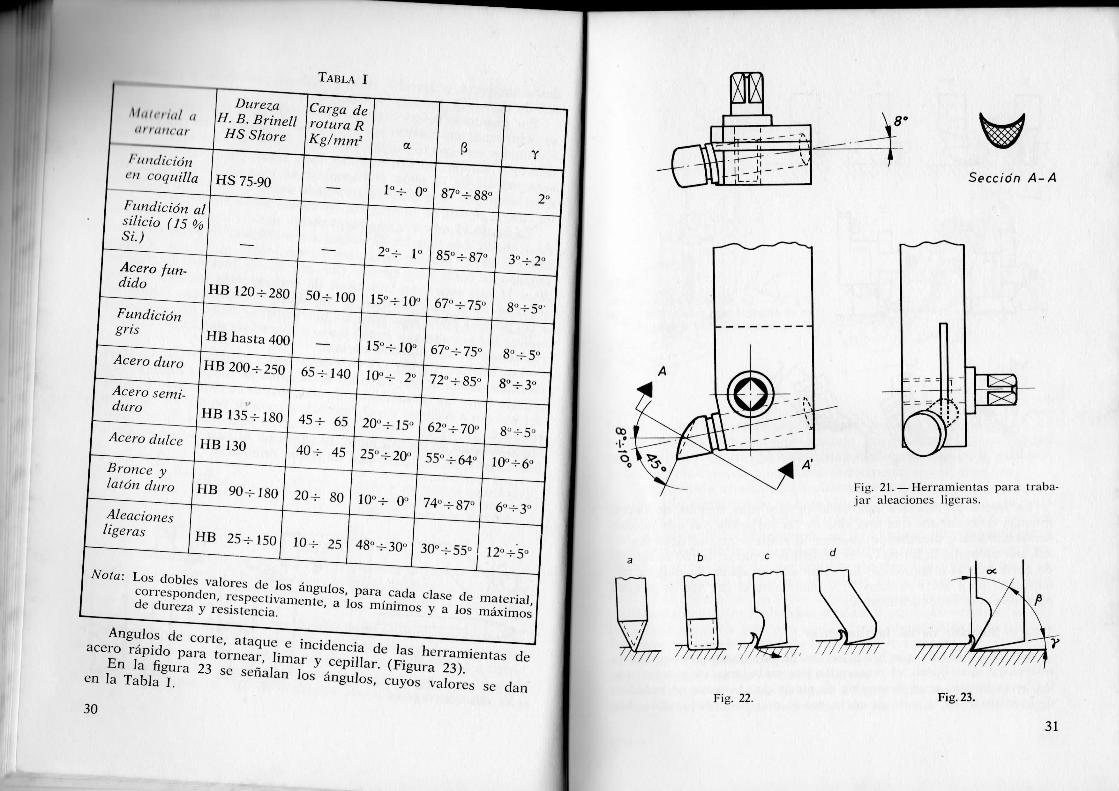
TABLA I
\l,iii i iiil ii
¡II 1 tlllí (U
Fundición<'n coquiHa
Fundición alsilicio (15 %Si.)
Acero fun-dido
Fundicióngris
Acero duro
Acero semi-duro
Acero dulce
Bronce ylatón duro
Aleacionesligeras
Dureza//. B. Brinell
HS Shore
HS 75-90
HB 120-280
HB hasta 400
HB 200 -250
HB 135-180
HB 130
HB 90-180
HB 25-150
Carga derotura RKglmm2
—
50-100
—
65-140
45- 65
40- 45
20- 80
10 - 25
a
1°- 0°
2"- 1°
15°-rlO°
15" -r- 10"
10"- 2"
20"-15"
25" -20"
10"- 0"
48"-30"
P
87o- 88"
85" -87"
67" -75"
67" -75"
72" -85"
62" -70"
55" -64"
74" -87"
30" -55"
T
2"
3"-2"
8"^5"'
8" -5"
8° -3"
8"-5"
10"^6"
6"-:-3"
12" V5"
Nota: Los dobles valores de los ángulos, para cada clase de material,corresponden, respectivamente, a los mínimos y a Jos máximosde dureza y resistencia.
Ángulos de corte, ataque e incidencia de las herramientas deacero rápido para tornear, limar y cepillar. (Figura 23).
En la figura 23 se señalan los ángulos, cuyos valores se danen la Tabla I.
30
Sección A-A
Fi 21. —Herramientas para¡ar' aleaciones ligeras.
traba-
jar aleación
Fig. 22.Fig-23.
31
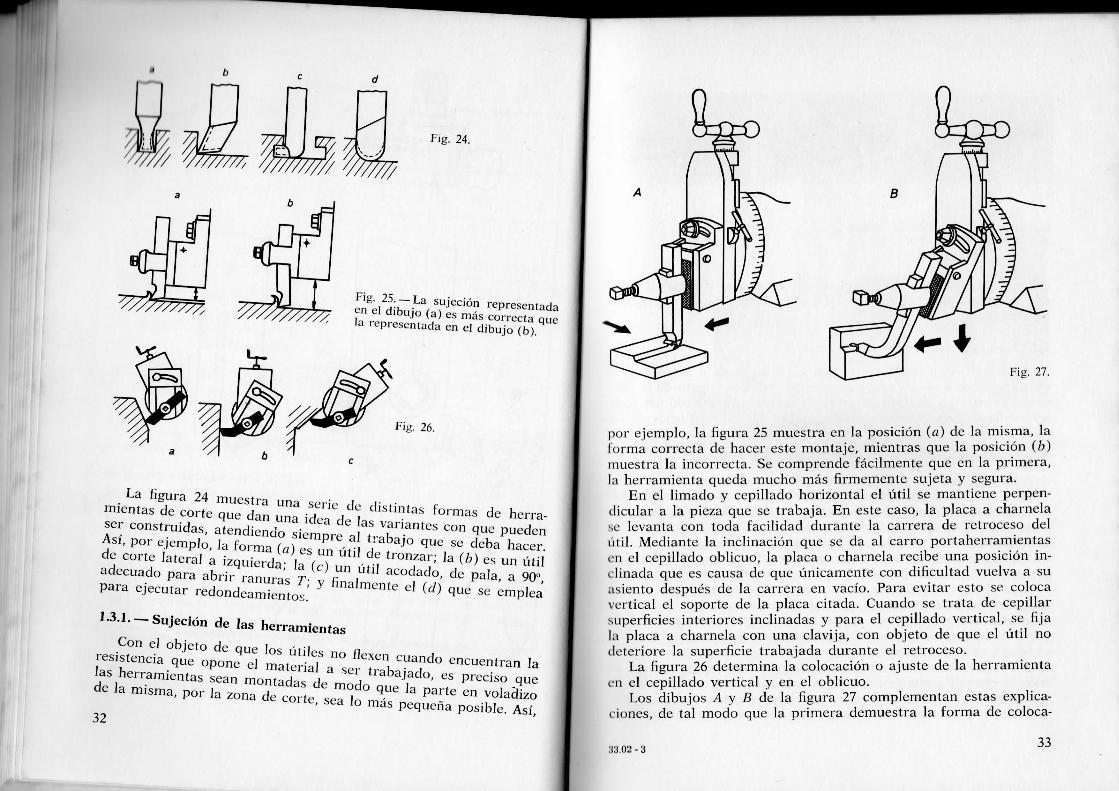
Fig. 24.
Fig. 25. — La sujeción representadaen el dibujo (a) es más correcta quela representada en el dibujo (b).
Fig. 26.
La figura 24 muestra una serie de d is t in tas formas de herra-mientas de corte que dan una idea de las variantes con que puedenser construidas, atendiendo siempre al trabajo que se deba hacer.Así, por ejemplo, la forma (a) es un út i l de tronzar; la (b) es un útilde corte lateral a izquierda; Ja (c) un ú t i l acodado, de pala, a 90°,adecuado para abrir ranuras T; y f inalmente el (d) que se empleapara ejecutar redondeamientos.
1.3.1. — Sujeción de las herramientas
Con el objeto de que los útiles no flexen cuando encuentran laresistencia que opone el material a ser trabajado, es preciso quelas herramientas sean montadas de modo que la parte en voladizode la misma, por la zona de corte, sea lo más pequeña posible. Así,32
B
Fig. 27.
por ejemplo, la figura 25 muestra en la posición (a) de la misma, laforma correcta de hacer este montaje, mientras que la posición (b)muestra la incorrecta. Se comprende fácilmente que en la primera,la herramienta queda mucho más firmemente sujeta y segura.
En el limado y cepillado horizontal el útil se mantiene perpen-dicular a la pieza que se trabaja. En este caso, la placa a charnelase levanta con toda facilidad durante la carrera de retroceso delúti l . Mediante la inclinación que se da al carro portaherramientasen el cepillado oblicuo, la placa o charnela recibe una posición in-clinada que es causa de que únicamente con dificultad vuelva a suasiento después de la carrera en vacío. Para evitar esto se colocavertical el soporte de la placa citada. Cuando se trata de cepillarsuperficies interiores inclinadas y para el cepillado vertical, se fijala placa a charnela con una clavija, con objeto de que el útil nodeteriore la superficie trabajada durante el retroceso.
La figura 26 determina la colocación o ajuste de la herramientaen el cepillado vertical y en el oblicuo.
Los dibujos A y B de la figura 27 complementan estas explica-ciones, de tal modo que la primera demuestra la forma de coloca-
:Ci.02 - 333
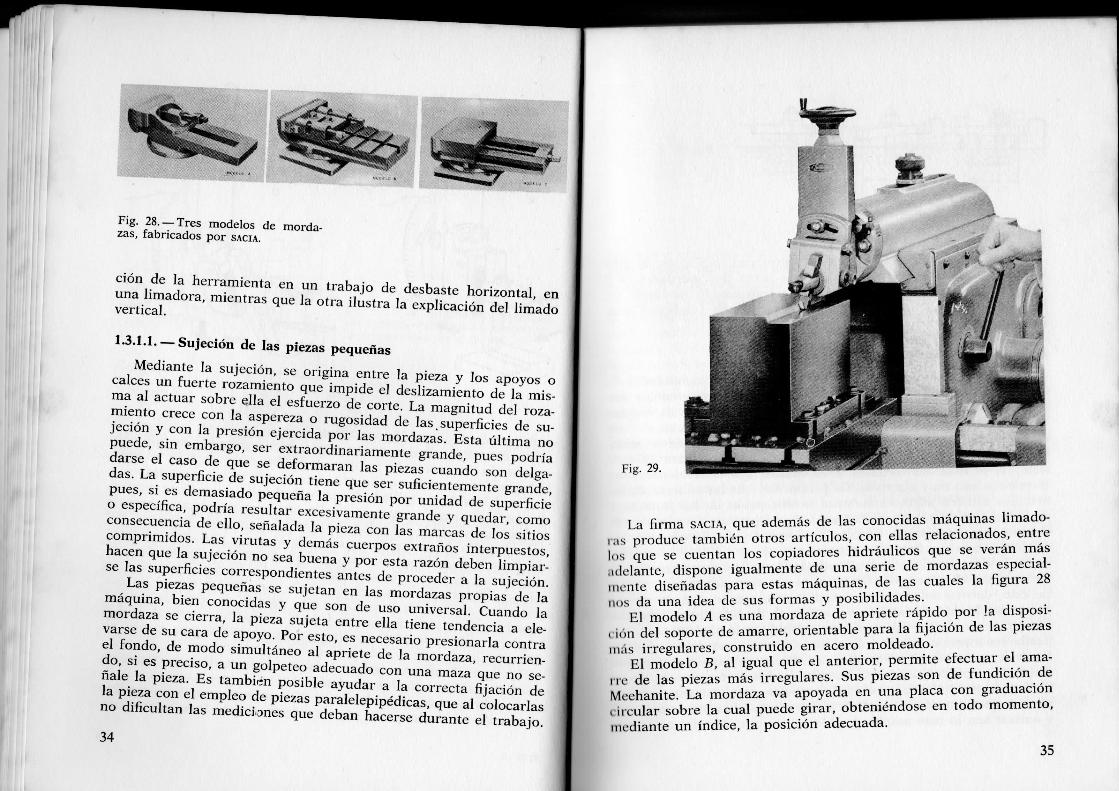
Fig. 28. — Tres modelos de morda-zas, fabricados por SACIA.
ción de la herramienta en un trabajo de desbaste horizontal, enuna limadora, mientras que la otra ilustra la explicación del limadovertical.
1.3.1.1. — Sujeción de las piezas pequeñas
Mediante la sujeción, se origina entre la pieza y los apoyos ocalces un fuerte rozamiento que impide el deslizamiento de la mis-ma al actuar sobre ella el esfuerzo de corte. La magnitud del roza-miento crece con la aspereza o rugosidad de las.superficies de su-jeción y con la presión ejercida por las mordazas. Esta última nopuede, sin embargo, ser extraordinariamente grande, pues podríadarse el caso de que se deformaran las piezas cuando son delga-das. La superficie de sujeción tiene que ser suficientemente grande,pues, si es demasiado pequeña la presión por unidad de superficieo específica, podría resultar excesivamente grande y quedar, comoconsecuencia de ello, señalada la pieza con las marcas de los sitioscomprimidos. Las virutas y demás cuerpos extraños interpuestos,hacen que la sujeción no sea buena y por esta razón deben limpiar-se las superficies correspondientes antes de proceder a la sujeción.
Las piezas pequeñas se sujetan en las mordazas propias de lamáquina, bien conocidas y que son de uso universal. Cuando lamordaza se cierra, la pieza sujeta entre ella tiene tendencia a ele-varse de su cara de apoyo. Por esto, es necesario presionarla contrael fondo, de modo simultáneo al apriete de la mordaza, recurrien-do, si es preciso, a un golpeteo adecuado con una maza que no se-ñale la pieza. Es también posible ayudar a la correcta fijación dela pieza con el empleo de piezas paralelepipédicas, que al colocarlasno dificultan las mediciones que deban hacerse durante el trabajo.
34
Fig. 29.
La firma SACIA, que además de las conocidas máquinas limado-ras produce también otros artículos, con ellas relacionados, entrelos que se cuentan los copiadores hidráulicos que se verán más.alelante, dispone igualmente de una serie de mordazas especial-mente diseñadas para estas máquinas, de las cuales la figura 28nos da una idea de sus formas y posibilidades.
El modelo A es una mordaza de apriete rápido por la disposi-i ion del soporte de amarre, orientable para la fijación de las piezasmás irregulares, construido en acero moldeado.
El modelo B, al igual que el anterior, permite efectuar el ama-i re de las piezas más irregulares. Sus piezas son de fundición deMeehanite. La mordaza va apoyada en una placa con graduaciónCircular sobre la cual puede girar, obteniéndose en todo momento,mediante un índice, la posición adecuada.
35

11-Fig. 30.
El modelo C tiene el sistema de apoyo con indicación de giroidéntico al anterior, pero difiere de Jas otras dos mordazas, A yB, en que su sistema de apriete se ha solucionado mediante unhusillo. También esta mordaza está fabricada en fundición Mee-hanite.
1.3.1.2. — Sujeción de las piezas grandes
Por lo general, estas piezas ya sobrepasan las posibilidades deatenazamiento de las mordazas que se pueden colocar en las má-quinas. Por ello, se colocan directamente sobre la mesa de trabajoy se anclan o fijan sobre ella aprovechando las ranuras de queestán dotadas, mediante una gran cantidad de sistemas de cmbrida-miento, que para cada caso es conveniente analizar, figura 29. Casisiempre, se usan los tornillos y las bridas, que convenientementedispuestos son muy efectivos. Es primordial que las cabezas de lostornillos ajusten adecuadamente a la dimensión cíe las ranuras Tde la mesa, ya que ésta es una causa muy frecuente de pérdidas detiempo importantes por Ja falta de previsión de disponer de lostornillos convenientemente preparados.
La brida o garra de hierro ha de ser lo suficientemente robustapara resistir el esfuerzo de flexión a que se verá sometida y, apartede esto, deberá colocarse apropiadamente, puesto que de no serasí, se puede dar el caso de que una brida de suficientes dimensio-nes, no se comporte correctamente debido a lo mal situada quepueda encontrarse, atendiendo a los esfuerzos que deba soportar.Es decir, que trabaje en condiciones desfavorables a su'momentoresistente o puntos de apoyo. Esta brida debe estar situada de talmodo que transmita la presión de sujeción paralelamente a la su-perficie que se trata de fijar, con objeto de que la zona de contactoy apriete sea lo más amplia posible y, por el contrario, no se vea
36
Fig. 31.
limitada a una línea o un punto. De otro lado, los tornillos de su-jeción deben quedar lo más próximos posible a la pieza 'que sesujeta, para, de este modo, aprovechar del todo la acción de palan-ra a que se somete la brida y como consecuencia, a la pieza misma.Si la pieza fuese de tal forma que no pudiera ser sujetada por suparte superior, se recurrirá a la fijación lateral, tal como se ve enl , i ligura 30. En la misma, podemos apreciar distintos aspectos delas explicaciones que se acaban de dar. Así, por ejemplo, tenemosla posición (a) en la que se muestra un caso de correcto anclaje,por el hecho, de que la distancia (x) entre el eje del tornillo y la/ona de apoyo y apriete de la brida sobre la pieza, es lo suficiente-mente pequeña como para que se produzca un buen apriete, sinhacer l i a b a jar a la brida de modo antimecánico. Lo mismo sucedei on la sil nación de dicha brida respecto a la altura de la cara de la/ona cíe apriete cíe la pieza. Puede observarse que la posición dela brida es hoi i/onlal, esto es, corréela.
Con el caso (h) de la misma figura 30 se demuestra todo lo con-1 1 ario del caso anterior, o sea, el montaje de la brida del todo in-correcto. Esto es así por el hecho de que la distancia (x) entre elc ontro del tornillo de apriete y la zona de apoyo de la brida sobrela pieza, es excesiva, provocando en su momento la flexión de labrida con pérdida total de la seguridad de la fijación de la piezav consiguiente riesgo de rotura de la herramienta y deterioro de lasuperficie trabajada de la pie/a. De otro lado, es también total-mente incorrecta la posición de la brida respecto de la horizontali-dad de la misma y, por lo tanto, de la falta de seguridad en lasujeción, con los mismos riesgos que se acaban de anotar.
La posición (c) es un esquema de la forma en que se puede con-seguir la correcta sujeción, mediante el auxilio de unos bloques enlorma de escalerilla que, por disponer de distintas alturas a modo
37

Fig. 32.Fig. 33.
de escalones de apoyo, permite encontrar la más cercana posicióna la ideal, de la brida, en el momento de hacer un anclaje, sin ne-cesidad de ir acumulando gruesos que por falta de planitud o con-sistencia, en su caso, no siempre resultan adecuados.
Cuando las piezas son delgadas o bien por no poder ser fijadasdesde su parte superior, y no poseer tampoco aletas, entrantes osalientes laterales que permitan su buena sujeción, se recurre en-tonces a la fijación mediante elementos laterales, de formas adecua-das, tal como se aprecia en la figura 31, en la que: (a) es un listónmetálico de tope; (b) es la pieza que se trata de mecanizar; (c) sonpiezas (una o varias según el tamaño de la pieza) que sujetan late-ralmente, y (d) son garras de sujeción, dotadas de tornillo. Estemodo de sujeción también tiene tendencia a elevar la pieza de suasiento sobre la cara de apoyo, por lo que resulta preciso observarestos posibles movimientos con objeto de corregirlos mediantegolpes adecuados que no deterioren y aseguren el buen asientocontra la mesa soporte, ya que de lo contrario, es lo más fácil quese consigan caras mecanizadas de inexistente paralelismo.
1.3.1.3. — Otros sistemas de sujeción
Precisamente para corregir estos asientos defectuosos que pro-porcionan mecanizados incorrectos y mucho tiempo perdido en lasujeción, hay en el mercado unos aparatos que resultan muy ade-cuados, particularmente cuando por la delgadez de las piezas a li-mar o cepillar, lo mismo que para fresar u otras operaciones, hacen
38
Fig. 34.
insegura toda fijación por los medios más o menos clásicos ,de sis-lemas de bridas. Nos estamos refiriendo a los ya conocidos platosmagnéticos, que solucionan de modo rápido y eficaz este inconve-niente. Teniendo en cuenta que las dimensiones de estos platos, rec-tangulares o circulares, abarcan una extensa gama de medidas, nodeben existir, pues, problemas de buena fijación en talleres donde eltrabajo de limado o cepillado, así como de otros tipos de mecani-/ado, sea ejecutado en serie, o al menos con cierta asiduidad. En elraso de los platos magnéticos rectangulares, por ejemplo, tenemos(|ue la firma «SKLTKR» construye secciones útiles magnéticas que co-menzando en 160 X 100 mm, llegan, en modelos standard, hasta 1000por 300 mm, que ya es una superficie considerable. No obstante,otras medidas pueden ser construidas bajo expreso encargo.
La figura 32 nos muestra el acoplamiento de uno de estos platossobre una limadora L-500, cepillando tres núcleos en bruto, sinapoyo de ninguna clase, aparte del de la base de contacto.
La figura 33 representa el mismo acoplamiento anterior, cepi-llando un grupo de reglas de 30 X 7, apoyadas por los lados.
En el' caso de la figura 34 sé representa un acoplamiento dedos platos sobre un cepillo puente, en el proceso de mecanizaciónde una guía.
Aunque la figura 35 no se refiera a ninguna sujeción de limadoraD cepillo, se considera de interés incluirla con objeto de poderapreciar igualmente, el empleo del plato magnético en otras máqui-nas herramientas; en el presente caso, se trata de una fresadorahorizontal, en proceso de mecanizado de una ranura.
39
Los platos magnéticos SELTER van montados con imanes perma-nentes de molécula orientada, prácticamente inalterables y de granpoder coercitivo (fuerza de atracción), que llega a valores de hasta12 kg/cm2.
La particular colocación de los imanes hace que toda su super-ficie resulte igualmente activa, sin diferencias de atracción o zonasque tengan distinto poder coercitivo. Por el contrario, hallándoseel plato en situación de reposo (no trabajando), la misma disposi-ción de los imanes mencionada permite al conjunto que mantengaun mínimo de imán remanente.
La forma en que están construidos estos platos, les permiten eltrabajo, incluso, bajo fuertes condiciones de humedad, como sonlas dimanantes del empleo de taladrinas o aceites de corte. Esto esposible por las elevadas condiciones de estanqucidad. Al propiotiempo, la placa superior, que es donde se apoyan las piezas demodo directo, permite sucesivos rectificados hasta su agotamiento;pudiéndose cambiar en este momento sin elevado coste. Esta con-dición de admitir sucesivos rectificados es muy digna de lener encuenta recordando que la superficie en cuestión está expuesta a de-terioros o accidentes, y ella le permite su total restauración.
Las reglas antideslizantes de que van provistos estos platos rec-tangulares permiten dar grandes pasadas a las piezas, puesto queaseguran su posición.
1.4. — Ajuste del número de dobles carreras
El número de dobles carreras por minuto a establecer se rigepor la velocidad de corle admisible y por la propia longitud dela carrera.
La velocidad de corte se obtiene mediante la siguiente íabla II:
TABLA IIVALORES PRÁCTICOS PARA LA VELOCIDAD DE CORTE (M/MIN.)
DURANTE EL LIMADO Y CEPILLADO
Material de la herramienta
Acero de herramientasAcero rápido
Acero, resistenciaen kg/mm2
Fundi-ciónKns
•
1214
Broncerojo,latón
20~~30 '
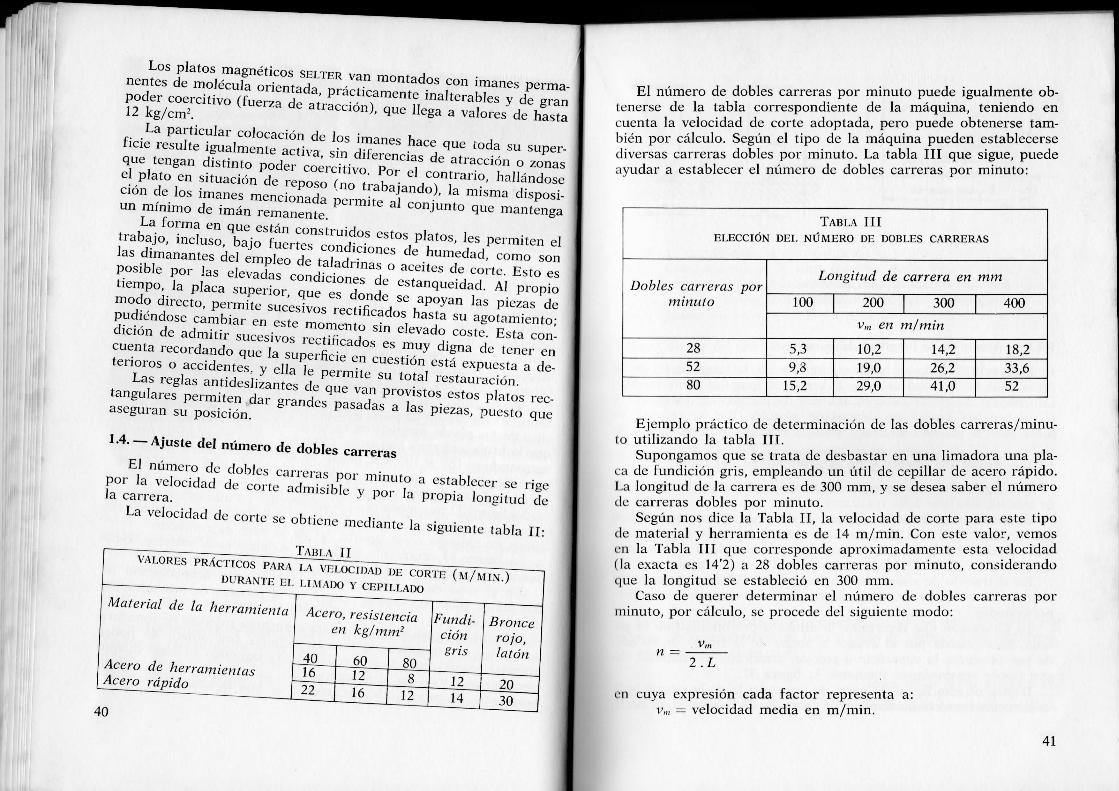
El número de dobles carreras por minuto puede igualmente ob-tenerse de la tabla correspondiente de la máquina, teniendo encuenta la velocidad de corte adoptada, pero puede obtenerse tam-bién por cálculo. Según el tipo de la máquina pueden establecersediversas carreras dobles por minuto. La tabla III que sigue, puedeayudar a establecer el número de dobles carreras por minuto:
TABLA IIIELECCIÓN DEL NÚMERO DE DOBLES CARRERAS
Dobles carreras porminuto
285280
Longitud de carrera en mm
100 200 300 400
v,,, en m/min
5,39,8
15,2
10,219,029,0
14,226,241,0
18,233,652
Ejemplo práctico de determinación de las dobles carreras/minu-lo utilizando la tabla III.
Supongamos que se trata de desbastar en una limadora una pla-ca de fundición gris, empleando un útil de cepillar de acero rápido.La longitud de la carrera es de 300 mm, y se desea saber el númerode carreras dobles por minuto.
Según nos dice la Tabla II, la velocidad de corte para este tipode material y herramienta es de 14 m/min. Con este valor, vemosC-Q la Tabla III que corresponde aproximadamente esta velocidad(la exacta es 14'2) a 28 dobles carreras por minuto, considerandoque la longitud se estableció en 300 mm.
Caso de querer determinar el número de dobles carreras porminuto, por cálculo, se procede del siguiente modo:
n =Vm
2.L
cuya expresión cada factor representa a:vm — velocidad media en m/min.
41
longitud rtcorrído
correcto incorrecto
Fig. 36.Fig. 37.
L = carrera sencilla en m.n = dobles carreras por minuto.
1.4.1. — Ajuste de la longitud de la carrera
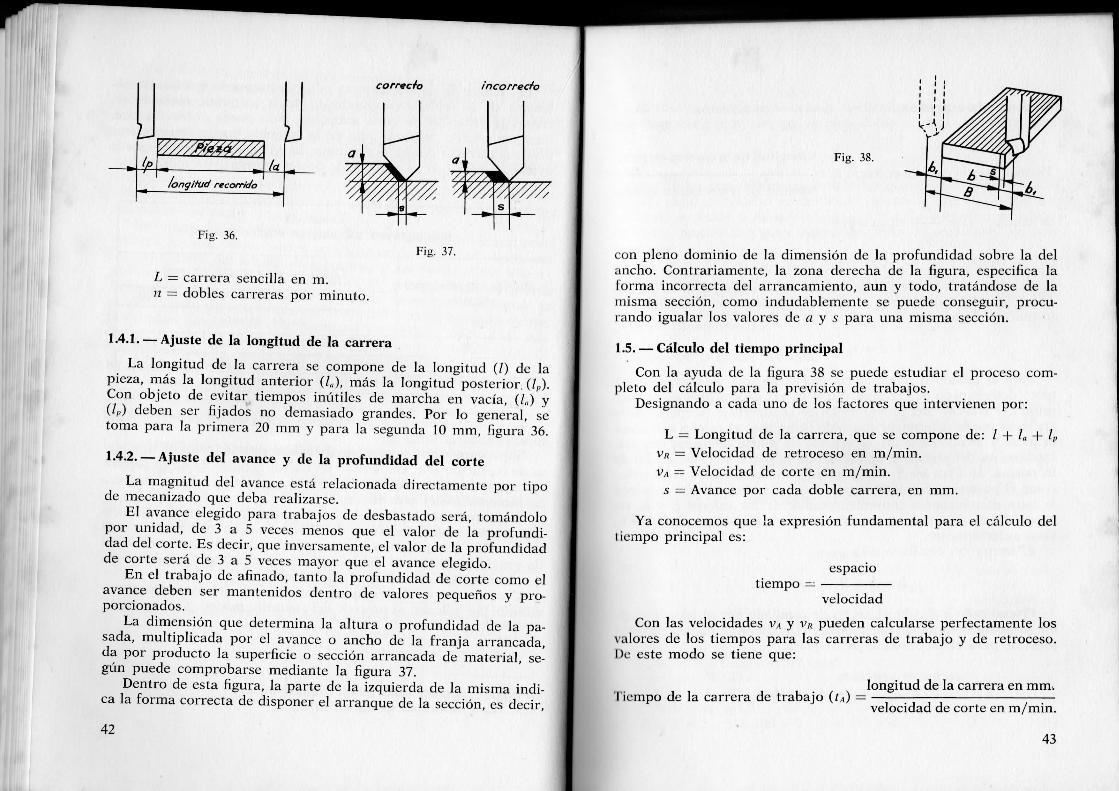
La longitud de la carrera se compone de la longitud (/) de lapieza, más la longitud anterior (/„), más la longitud posterior. (/,,).Con objeto de evitar tiempos inútiles de marcha en vacía, (/„) y(lp) deben ser fijados no demasiado grandes. Por lo general, setoma para la primera 20 mm y para la segunda 10 mm, figura 36.
1.4.2. — Ajuste del avance y de la profundidad del corte
La magnitud del avance está relacionada directamente por tipode mecanizado que deba realizarse.
El avance elegido para trabajos de desbastado será, tomándolopor unidad, de 3 a 5 veces menos que el valor de la profundi-dad del corte. Es decir, que inversamente, el valor de la profundidadde corte será de 3 a 5 veces mayor que el avance elegido.
En el trabajo de afinado, tanto la profundidad de corte como elavance deben ser mantenidos dentro de valores pequeños y pro-porcionados.
La dimensión que determina la altura o profundidad de la pa-sada, multiplicada por el avance o ancho de la franja arrancada,da por producto la superficie o sección arrancada de material, se-gún puede comprobarse mediante la figura 37.
Dentro de esta figura, la parte de la izquierda de la misma indi-ca la forma correcta de disponer el arranque de la sección, es decir,
42
Fig. 38.
con pleno dominio de la dimensión de la profundidad sobre la delancho. Contrariamente, la zona derecha de la figura, especifica lalorma incorrecta del arrancamiento, aun y todo, tratándose de lamisma sección, como indudablemente se puede conseguir, procu-rando igualar los valores de a y s para una misma sección.
1.5. — Cálculo del tiempo principal
Con la ayuda de la figura 38 se puede estudiar el proceso com-pleto del cálculo para la previsión de trabajos.
Designando a cada uno de los factores que intervienen por:
L = Longitud de la carrera, que se compone de: / + la + í,¡VR = Velocidad de retroceso en m/min.VA = Velocidad de corte en m/min.
5 35 Avance por cada doble carrera, en mm.
Ya conocemos que la expresión fundamental para el cálculo dellicmpo principal es:
espaciotiempo —
velocidad
Con las velocidades VA y v¡< pueden calcularse perfectamente losvalores de los tiempos para las carreras de trabajo y de retroceso.De este modo se tiene que:
Tiempo de la carrera de trabajo (tA) =longitud de la carrera en mm.
velocidad de corte en m/min.
43

de donde, la expresión final es: tA -en minutos
Tiempo para la carrera een vacío tK =longitud de la carrera en mm.
de donde: tR =L
Vi;
velocid. de retroceso en m/min.
en minutos
Recordemos también, que el tiempo de la doble carrera se compo-ne del tiempo de la carrera de trabajo más el tiempo de la carreraen vacío; de tal modo que se puede representar bajo la siguientefórmula o expresión:
t = tA + tfí
Para el limado o cepillado de una pieza será necesario un nú-mero determinado de carreras, que a su vez dependerán de la mag-nitud del avance y del propio ancho de la superficie a cepillar. Esteancho se puede determinar tomando como base el propio que tengala pieza y añadiéndole los recorridos de ajuste laterales, que tra-tándose, no del sentido longitudinal de la pieza, sino del ancho dela misma, se fijan en 5 mm por lado, es decir, tanto el anteriorcomo el posterior, figura 38, representados ambos en este caso porbi para diferenciarlos convenientemente de los valores /„ y /,„ re-presentativos del íijuste de carrera anterior y posterior: punto 1.4.1.,visto anteriormente.
El ancho del cepillado será pues:
B = b + 2 . 5 mm
Procediendo a dividir el ancho de cepillado por el avance elegi-do, se podrá determinar exactamente el número de dobles carrerasprecisas para el mecanizado de la pieza:
ancho de cepillado BZ — , de donde: Z = —
avance s
44
El tiempo principal se calcula multiplicando el número de do-bles carreras por el tiempo de cada doble carrera, de forma que:
Con todas estas fórmulas resumidas puede ya hacerse un pre-cálculo para un trabajo determinado, de modo que es posible de-terminar su coste y duración, detalles muy importantes en obrasde cierta magnitud y muy interesante para la confección de pre-supuestos.
Así, pues, por considerarlo aconsejable, se va a desarrollar unbreve ejemplo de aplicación de tocio lo explicado, para mejor com-prensión. Ejemplo : Se desea saber el tiempo principal para unapasada de desbaste a limadora, sobre una placa de acero de las si-guientes características:
Largo de la placa, 300 mm.Ancho de la placa, 100 mm.
la = 30 mm.
/,, = 10 mm.
VA = 10 m/min.
VR = 20 m/min.
Avance = 1 mm/doble carrera.
bi = 5 mm cada uno.
SOLUCIÓN
I ) L = / + /„ + /„ = 300 + 30 + 10 = 340 mm.
2)
3)
1 '!)
.S)
JU \J ^JT
t A
VA 10
L 0'34VA 20
— 0'034 min
— 0'017 min.
t = tA + tR = 0,034 + 0,017 = 0,051
B = b + 2 . 5 = 100 + 2 . 5 = 110
min.
mm.
45