aplicaciÓn del ecodiseÑo a travÉs de la …ño.net/script/photo/1337931561ecomecanizado.pdf ·...
TRANSCRIPT
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA


3
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
Esta guía ha sido elaborada dentro del marco del proyecto “APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA. DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DEL MECANIZADO”. Financiado por el IMPIVA dentro del programa PCEV – DISEÑO 2011.

INDICE1 EL MECANIZADO Y LAS MÁQUINAS HERRAMIENTA
1.1 PIEZA 1.2 HERRAMIENTA 1.3 MÁQUINA - HERRAMIENTA 1.4 UTILLAJE 1.5 SISTEMA DE CONTROL 1.6 MOVIMIENTO RELATIVO PIEZA / HERRAMIENTA 1.7 CLASIFICACIÓN DE LAS MÁQUINAS-HERRAMIENTA
2 PRODUCCIÓN ESPAÑOLA DE MÁQUINAS HERRAMIENTA 3 I+D EN MÁQUINAS HERRAMIENTA4 ASPECTOS AMBIENTALES EN LOS PROCESOS DE MECANIZADO
4.1 ENERGÍA4.2 MATERIAS PRIMAS4.3 FILTROS 4.4 HERRAMIENTAS 4.5 MATERIAL ABSORBENTE 4.6 NIEBLAS4.7 FLUIDOS DE CORTE4.8 AGUA4.9 VIRUTAS4.10 ACEITE HIDRÁULICO4.11 RUIDO
5 EL ECODISEÑO EN LOS PROCESO DE MECANIZADO5.1 GENERALIDADES5.2 ACTUACIONES DE MEJORA INDUSTRIAL A CONSIDERAR EN EL DISEÑO DE UN PRODUCTO O SERVICIO
6 MEDIDAS DE ESTRATEGIAS DE ECODISEÑO APLICABLES A MÁQUINAS HERRAMIENTA6.1 MEDIDAS DE AHORRO DE ENERGÍA6.2 MEDIDAS APLICABLES AL MATERIAL ABSORBENTE6.3 MEDIDAS APLICABLES A LOS FILTROS6.4 MEDIDAS APLICABLES A LOS ACEITES LUBRICANTES E HIDRÁULICOS6.5 MEDIDAS APLICABLES A LAS NIEBLAS6.6 MEDIDAS APLICABLES A LAS VIRUTAS6.7 MEDIDAS APLICABLES A LOS FLUIDOS DE CORTE6.8 MEDIDAS APLICABLES A LAS MATERIAS PRIMAS
7 METODOS DE MECANIZADO ALTERNATIVOS7.1 LASER EN EL PROCESADO DE MATERIALES7.2 FABRICACIÓN ADITIVA7.3 MECANIZADO CRIOGENICO7.4 ELECTRO EROSIONADO 7.5 MECANIZADO ELECTROQUÍMICO (ECM)7.6 MECANIZADO POR HAZ DE ELECTRONES (EBM, Electro Beam Machining)7.7 RECTIFICADO POR IMPACTO ULTRASÓNICO (USM)
8 SELECCIÓN DE LAS ESTRATEGIAS DE ECODISEÑO8.1 ESTIMACIÓN DE LA VIABILIDAD TÉCNICA8.2 ESTIMACIÓN DE LOS EFECTOS MEDIOAMBIENTALES8.3 VIABILIDAD ECONÓMICA
9 PROTOCOLO PARA LA INTRODUCCIÓN DE ESTRATEGIAS DE ECODISEÑO EN PROCESOS DE MECANIZADO10 PROTOCOLO11 BIBLIOGRAFIA

7788999
1017212525282828282929293030303333
34393943444445474960636364666668696973737474
818391

6
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
1

7
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
EL MECANIZADO Y LAS MÁQUINAS HERRAMIENTA1
1.1 PIEZA
Los Procesos de Conformado por Eliminación de Material (más conocido como “procesos de mecanizado”), se caracterizan por la obtención de la geometría final de la pieza mediante la eliminación del material sobrante de una preforma de partida.
Los procesos de mecanizado constituyen, en la actualidad, el conjunto de procesos de fabricación más ampliamente difundidos en la industria. Ello es debido, entre otras razones, a su gran versatilidad en la obtención de diferentes tipos de geometría y al nivel de precisión dimensional obtenido en comparación con otros procesos.
El término genérico “pieza” representa el elemento material objeto de la transformación durante la ejecución del proceso. En su estado inicial o preforma, la geometría de la pieza presenta unas creces, que suponen una sobredimensión respecto a las dimensiones finales a obtener. En la mayoría de las situaciones, el material sobrante se elimina en una serie de operaciones sucesivas que van aproximando la geometría de la preforma a la de la pieza terminada. Las operaciones intermedias de este proceso se designan genéricamente como operaciones de desbaste, mientras que la última de tales operaciones se designa como operación de acabado.
La realización de un Proceso de Mecanizado, requiere la intervención de los siguientes elementos:
Pieza* Herramienta* Máquina-Herramienta* Utillaje* Sistema de Control*
*
1.- AIMME. Curso a medida sobre planes de minimización de residuos industriales en una empresa de mecanizado. 2003
Una vez alcanzada la forma geométrica lineal, la pieza debe encontrarse dentro de las especificaciones dimensionales del diseño (tolerancias dimensionales, tolerancias de forma y posición, acabado superficial, etc.)
Aparte de las especificaciones dimensionales la “pieza” debe cumplir otras especificaciones de diseño, tales como propiedades mecánicas. Estas propiedades constituyen además un condicionante a la hora de elegir el proceso y la forma en la que éste será llevado a cabo.1

8
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
1.2 HERRAMIENTA
1.3 MÁQUINA - HERRAMIENTA
Es el elemento que entra en contacto directo con la pieza y produce la eliminación del material sobrante de la preforma.
Una herramienta consta, en general, de una o varias aristas o filos, materializadas por la intersección de superficies, generalmente planas. Entre estas superficies, resultan de mayor interés la denominada cara de incidencia, aquélla que queda enfrentada a la superficie mecanizada de la pieza, y la cara de desprendimiento, aquélla por la que se desprende el material eliminado o viruta. Las aristas se denominan aristas o filos de corte.
Una máquina – herramienta está formada por diferentes subestructuras que se unen mediante diferentes elementos como guías y husilos que permiten el movimiento relativo entre los componentes y la pieza a mecanizar y aseguran la eliminación del material sobrante de la preforma. Estos dispositivos pueden agruparse dentro de las siguientes categorías:
Dispositivos de sujeción.* Son aquéllos que tienen como misión asegurar que la pieza o la herramienta se mantienen en posiciones tales que permiten la eliminación de material. Ejemplos de tales dispositivos son platos de garras, mordazas, mesa portaherramientas, cono de sujeción, etc.
La tipología existente de herramientas es muy amplia, ya que depende, entre otras, de la operación a realizar y condiciones de la misma, de la máquina - herramienta en el que se desarrolla dicha operación y de las propiedades que se pretenden conseguir en la pieza una vez finalizado el proceso. En función del número de aristas de corte, es frecuente considerar una primera clasificación de herramientas en herramientas monofilo, tales y como las empleadas en operaciones de torno, y herramientas multifilo, tales y como las empleadas en operaciones de fresado. La herramienta se completa con una parte no activa que permite su fijación a los elementos de sujeción de la máquina - herramienta.
Figura 1. Herramientas de mecanizado
Monofilo Multifilo
Dispositivos de accionamiento.* Son aquéllos encargados de realizar el desplazamiento relativo entre la pieza y la herramienta: Motor, transmisiones, husillos, etc.
La característica principal de las máquinas herramienta es su falta de movilidad, ya que suelen ser máquinas estacionarias. El término máquina herramienta se empezó a utilizar para distinguirlo de aquellas herramientas que emplean una fuente de energía distinta de la del ser humano. Actualmente, estas máquinas pueden, en principio, utilizar cualquier tipo de energía, pero la mayoría de ellas funcionan con energía eléctrica.

9
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
1.4 UTILLAJEEs todo conjunto, generalmente mecánico, que cumple misiones de posicionamiento, fijación o cualquier otra función auxiliar en relación con la pieza, la herramienta, o su movimiento relativo.
Algunos de los elementos considerados como partes integrantes de las máquinas herramienta, pueden ser considerados a su vez como utillaje. Este sería el caso de un plato de garras en un torno, o una mordaza en una fresadora. Normalmente este tipo de utillaje, al ser estándar en la mayoría de las máquinas - herramienta de un cierto tipo, suele ser considerado como parte integrante de dichas máquinas, reservándose la denominación de utillaje, para aquellos elementos específicos utilizados en cada proceso concreto.
1.5 SISTEMA DE CONTROLEngloba los dispositivos encargados de controlar los desplazamientos relativos entre pieza y herramienta. Las máquinas pueden controlarse de forma manual o automática. En las máquinas convencionales el control suele ser realizado por acciones del operario (tornero, fresador) sobre los dispositivos que a tal efecto cuenta la máquina - herramienta (volantes, botoneras, palancas de control, etc.). En las máquinas de control numérico, este tipo de acciones quedan relegadas al propio control de la máquina sin que se produzca una intervención directa del operario sobre el proceso de eliminación de material.
Los sistemas actuales de control tienen su origen en la Segunda Guerra Mundial, y en principio, no fueron concebidos para mejorar los procesos de fabricación, sino para dar solución a problemas técnicos surgidos a consecuencia del diseño de piezas cada vez más difíciles de mecanizar. Estos sistemas de control estaban basados en un primer momento en cintas perforadas y más adelante se sustituyeron por sistemas informáticos.
1.6 MOVIMIENTO RELATIVO PIEZA / HERRAMIENTA
Para poder eliminar el material sobrante de la preforma es necesario que la pieza y la herramienta posean un movimiento relativo. En la práctica, y en cada proceso concreto bien una u otra, o en algunos casos ambas, son quienes realmente se desplazan. A efectos de facilitar el estudio cinemático del movimiento relativo pieza / herramienta, se considera que la pieza permanece inmóvil, mientras que la herramienta es quien describe el movimiento relativo. Este movimiento suele descomponerse en tres movimientos denominados:
Movimiento principal* Movimiento de avance* Movimiento de penetración*
El movimiento principal es el responsable de la eliminación del material. Consume la mayor parte de la potencia empleada en el proceso.
El movimiento de avance es el responsable de un arranque continuo de material, marcando la trayectoria que debe seguir la herramienta a tal fin.
El movimiento de penetración suele ser un movimiento previo al inicio del proceso que posiciona inicialmente pieza y herramienta, siendo responsable de la cantidad de material eliminado.
La forma de la herramienta, su penetración en la superficie y la combinación de los movimentos principal y de avance, produce el efecto de forma deseado sobre la superficie de trabajo
El siguiente cuadro resume los parámetros cinemáticos asociados a cada uno de los movimientos considerados, así como sus unidades y sus órdenes de magnitud
10
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
Movimiento principal Movimiento de avance Movimiento de penetración
Parámetro Velocidad de corte a) Avanceb) Velocidad de avance
Profundidad de pasada
Símbolo [v] a) [f]b) [vƒ]
[ap]
Unidades m/min a) mmb) mm/min
mm
Orden de magnitud(1)
Acero rápido:hasta 50 m/minMetal Duro:hasta 200 m/minDiamante:hasta 1000 m/min
Desbaste(2):hasta 3 mm/revAcabado(2):menos de 0,2 mm/rev
Desbaste(2):hasta 10 mmAcabado(2):menos de 1 mm
Tabla 1. Parámetros asociados a los movimientos de corte
(1) Estos valores deben interpretarse a título orientativo para el mecanizado de acero, pudiendo experimentar grandes variaciones en función del proceso considerado, del material de pieza y herramienta, de la potencia y máquina - herramienta utilizada, etc.(2) Considerando un proceso de torneado convencional
El movimiento resultante de corte es la suma de los movimientos principal y de avance. Así se tiene que la velocidad resultante de corte Vrc es:
En general se cumple que el módulo de la velocidad de avance es mucho menor que el de la velocidad de corte por lo que suele ser práctica habitual considerar
Vrc= V+Vƒ Vr V
1.7 CLASIFICACIÓN DE LAS MÁQUINAS-HERRAMIENTALas máquinas-herramienta pueden ser clasificadas según criterios muy diversos. Atendiendo a que el movimiento principal sea de rotación o de traslación y a que éste lo lleve la pieza o la
herramienta, puede considerarse la siguiente clasificación, en la cual se incluye el tipo de herramienta normalmente empleado: (1) = Monofilo, (2) = Multifilo.
Se describen a continuación algunas de las características más representativas de las máquinas-herramienta incluidas en la anterior clasificación.

11
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
Máquina herramienta
Traslación
Herramienta
Limadora 1
Mortajadora 1
Brochadora 2
Pieza Cepillo 1
Rotación
Pieza Torno 1
Herramienta
Taladradora 2
Fresadora 2
Mandrinadora 1
Rectificadora 2
Sierra 2
Figura 2. Clasificación de máquinas herramienta
1.7.1 Limadora
Es una máquina-herramienta con movimiento principal de traslación. Permite el mecanizado de superficies planas o de ranuras en una dirección paralela a la del desplazamiento de la herramienta monofilo. Este desplazamiento se realiza en sucesivos ciclos de avance y retroceso de la herramienta. En el avance, la herramienta elimina material, mientras que en el retroceso vuelve a su posición inicial de ciclo sin eliminación de material. La velocidad de corte no es constante debido al accionamiento con que cuenta la máquina-herramienta. Este accionamiento permite que los retrocesos se realicen en un tiempo inferior que los avances a fin de obtener un mayor tiempo de corte a lo largo del proceso. El trabajo en la limadora no permite obtener buenos acabados superficiales, siendo normalmente desarrollado como una operación de desbaste previa a otras operaciones de acabado realizadas en otras máquinas-herramienta tales como la fresadora. La figura 3 muestra un ejemplo de una limadora:
Figura 3. Limadora

12
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
1.7.2 Mortajadora
Cinemáticamente trabaja de forma similar a la de la limadora o el cepillo, es decir, la herramienta posee un movimiento alternativo de avance y retroceso que posibilita el mecanizado de superficies planas paralelas a la dirección de corte. El eje de desplazamiento de la mortajadora es vertical por lo que permite el mecanizado de piezas de mayores dimensiones que la limadura, así como el trabajo de ranuras interiores. La figura 4 recoge un ejemplo de mortajadora.
1.7.3 Brochadora
A diferencia de las dos máquinas-herramienta anteriores, que emplean herramientas monofilo, la brochadora emplea una herramienta multifilo denominada brocha. La brochadora se utiliza en el mecanizado de ranuras de forma, tanto en interiores como en exteriores. La brocha posee una sección con la forma geométrica final que se desea alcanzar en la ranura. Esta sección se reproduce a lo largo del eje de la herramienta en secciones semejantes, diferenciadas por un factor de escala. De esta forma se “reparte” el trabajo de mecanizado entre las diferentes secciones hasta conseguir, que en un sólo paso de la herramienta por la pieza, se obtenga la geometría final de la ranura. La figura 5 muestra una brochadora vertical de exteriores:
1.7.4 Cepillo
Tiene un funcionamiento cinemáticamente similar al de la limadora, de ahí que su campo de aplicación sea también el trabajo en desbaste de superficies planas o de ranuras. A diferencia de la limadora, el movimiento principal lo lleva la pieza, siendo la velocidad de corte constante durante los semiperiodos de avance y retroceso. Las dimensiones del cepillo son mayores que las de la limadora, y por lo general, se emplea en el mecanizado de piezas de mayor tamaño. La figura 6 muestra un ejemplo de cepillo.
Figura 4. Mortajadora
Figura 5. Brochadora vertical de interiores
Figura 6. Cepillo

13
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
Figura 8. Taladradora de columna
Figura 7. Torno paralelo
Figura 9. Fresadora horizontal Figura 10. Fresadora vertical
1.7.5 Torno
El torno emplea una herramienta monofilo y un movimiento de rotación de la pieza para la eliminación del material. Es, junto con la fresadora, la máquina-herramienta más universal y versátil. Permite el mecanizado de superficies de revolución con unos grados de acabado superficial suficientemente buenos si la elección de las condiciones de corte se realiza adecuadamente. Permite asimismo la obtención de superficies planas perpendiculares al eje de rotación de la pieza y otra serie de trabajos que serán descritos más adelante. El torno más habitual, denominado torno paralelo, se recoge en la figura 7.
1.7.6 Taladro
Tal y como su nombre indica, el taladro se utiliza para la realización de orificios o taladros en las piezas. El movimiento principal de rotación, perpendicular a la superficie de apoyo de la pieza lo lleva la herramienta, que es además quien se desplaza paralelamente al eje de rotación. La herramienta más comúnmente empleada es la broca, cuyo diámetro es variable en función de las dimensiones del taladro que se desee obtener. La precisión dimensional de los taladros realizados con broca suele ser más bien baja, requiriéndose el empleo de otras herramientas, o incluso de otras máquinas-herramienta, cuando dicha precisión es necesaria. La figura 8 muestra un ejemplo de taladradora de columna.
1.7.7 Fresadora
La fresadora, cinemáticamente funciona de manera similar a la taladradora, incorporando un desplazamiento de la pieza en su plano de apoyo. Esto permite un movimiento relativo entre la pieza y herramienta según los tres ejes de coordenadas X, Y, y Z y posibilita el mecanizado de superficies planas o curvas así como todo tipo de ranurados y taladrados en la pieza. Las figuras 9 y 10 muestran un ejemplo de fresadora con herramienta horizontal y fresadora con herramienta vertical respectivamente.

14
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
1.7.8 Mandrinadora
Es una máquina-herramienta que comparte cierta similitud con la taladradora y con la fresadora. De hecho existen máquinas-herramienta denominadas fresadoras-mandrinadoras. La mandrinadora es una máquina normalmente de eje horizontal, pudiendo realizar trabajos completamente análogos a los desarrollados por la fresadora horizontal. La característica más destacada de la mandrinadora es la herramienta empleada, denominada barra de mandrinar o mandrino. Consiste en un eje, sujeto por ambos extremos a la máquina-herramienta, en el que pueden acoplarse varias herramientas mono filo situadas en planos perpendiculares a dicho eje. La rotación del eje permite mecanizar (mandrinar) varios taladros simultáneamente, asegurando de forma relativamente precisa la coaxialidad de los mismos. La figura 11 muestra un ejemplo de mandrinadora.
1.7.9 Rectificadora
La rectificadora emplea una herramienta especial denominada muela. La muela puede considerarse como una herramienta multifilo, aunque a diferencia de las herramientas multifilo convencionales, está constituida por granos de un material abrasivo unidos mediante un elemento aglutinante. La rectificadora se emplea casi exclusivamente en operaciones de acabado, obteniéndose unos valores de tolerancias superficiales y grado de acabado superficial superiores a los obtenidos en las operaciones realizadas en las máquinas-herramienta previamente descritas. La figura 12 muestra una rectificadora planificadora.
1.7.10 Sierra 2,3
Las sierras son herramientas que tienen como misión cortar el material a la longitud necesaria y así preparar el material para otras operaciones. Las sierras se emplean para cortar barras, tubos y formas similares. La adaptabilidad de las sierras permite usarla para cortar formas y contornos irregulares. Las sierras son herramientas de corte de filos múltiples. Las sierras de cinta y las sierras circulares son los tipos de sierra más comunes empleados para el corte del metal.
Las sierras de cinta utilizan una hoja continua en forma de banda flexible con dientes en uno de sus bordes, el equipo se complementa con una rueda de transmisión y un
Figura 11. Mandrinadora
Figura 13. Tipos de sierras
Sierra circular Sierra de cinta
Figura 12. Rectificadora planificadora
2.- Fundamentos de la manufactura moderna, materiales, procesos y sistemas. Mikel P. Groover. 19973.- American machine tools co. www.americanmachinetools.com

15
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
Figura 14. Centro de mecanizado
4.- Centros de Mecanizado. Características y conceptos. 2008. Instituto Balseiro. Lucas Muñoz
rodillo tensor que soportan y mueven la hoja. En este caso el aserrado implica un movimiento lineal continuo que corta la pieza a la longitud deseada.
La sierra circular utiliza un movimiento giratorio para suministrar el movimiento continuo de la herramienta frente a la pieza.
1.7.11 Centros de mecanizado 4
Un centro de mecanizado es una máquina altamente automatizada capaz de realizar múltiples operaciones de mecanizado en una sola estación. Las operaciones típicas son aquellas que emplean herramientas de corte rotatorio (fresas y brocas).
Las ventajas de los centros de mecanizado son:
Gran flexibilidad y versatilidad debido al alto * grado de automatización
Capacidad de reconfiguración, lo que permite * realizar en un solo puesto varias tareas de mecanizado
Alta velocidad de producción* Buen acabado superficial* Uniformidad en la producción*
Estas características se deben principalmente a la posibilidad del cambio automático de las herramientas, la utilización de sistemas de transporte interno y al posicionado automático de la pieza de trabajo.
Estos centros son adecuados para piezas que tienen que mecanizarse en varias superficies, ya que la máquina permite inclinar la pieza para ocupar distintas posiciones angulares.

16
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
2
17
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
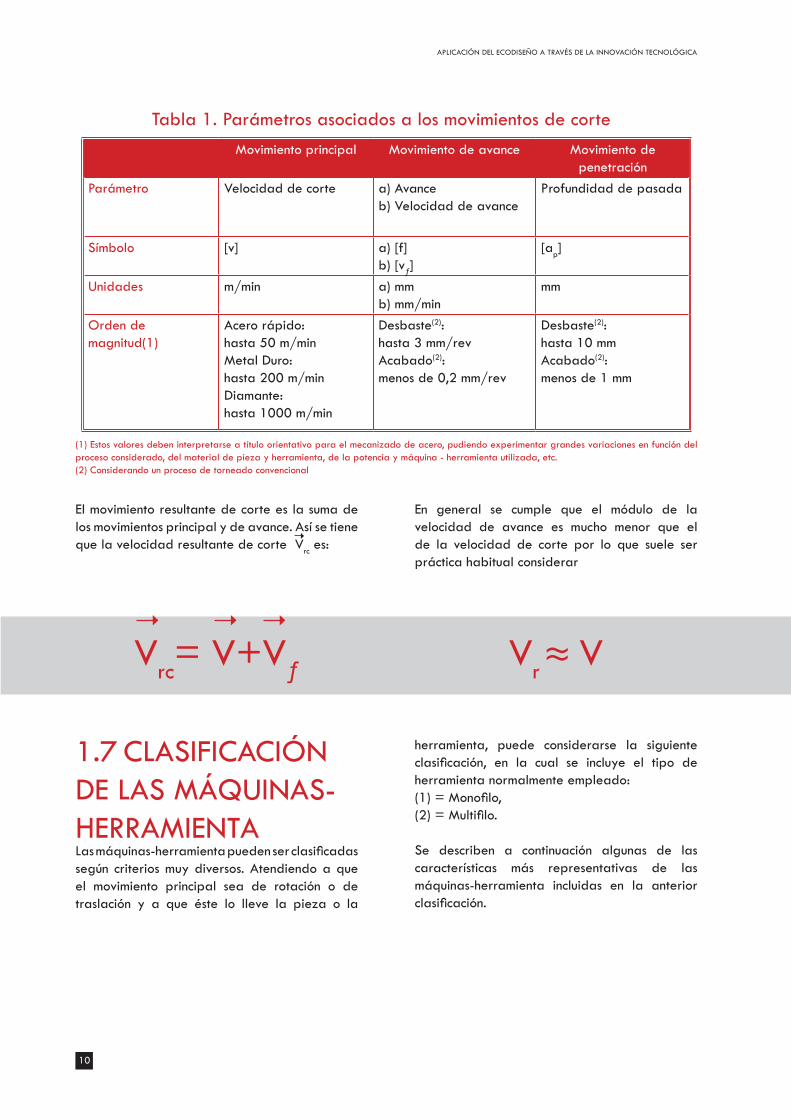
La producción española de máquinas herramienta, se situó en el año 2010 en 631,9 millones de euros. Según la clasificación de la Unión Europea de los países productores y exportadores de máquinas herramienta, España es una potencia mundial en la producción de máquina herramienta, figura entre los 10 países productores y exportadores del mundo y ocupa el 4º lugar de producción de la Unión Europea.
En producción por tipo de máquinas de arranque de viruta, las fresadoras, los tornos y los centros de mecanizado son los más importantes en cuanto a valor en millones de euros tal y como se muestra en el siguiente gráfico:
PRODUCCIÓN ESPAÑOLA DE MÁQUINAS HERRAMIENTA 5
5.- AFM (Asociación Española de Fabricantes de Máquinas Herramienta). La industria de Máquinas Herramienta. España. 2010
Figura 15. Producción por tipo de máquina en millones de euros
Fuente: Elaboración propia a partir de datos de AFM. 2010
0
20
40
60
80
100
Mandr
inado
ras
Sierra
s y Tr
onza
dora
sMáq
uinas
de P
roce
sos...
Máquin
as es
pecia
les y.
..
Centr
os d
e mec
aniza
do
Otras a
rranq
ue
Talad
ros
Torn
os
Fresa
dora
s
Recti
ficad
oras
*

18
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
Figura 16. Exportación por tipo de máquina en millones de euros
Figura 17. Exportación española por paises en millones de euros
Fuente: Elaboración propia a partir de datos de AFM. 2010
Fuente: Elaboración propia a partir de datos de AFM. 2010
Siguiendo valores parecidos en cuanto a exportación de máquinas, tal y como muestra el siguiente gráfico:
Los principales destinos de exportación por volumen de compras son Alemania, China, Brasil, India e Italia.
Mandr
inado
ras
Sierra
s y Tr
onza
dora
s
Alem
ania
China
Bras
il
India
Italia
Franc
ia
México
Portu
gal
Estad
os U
nidos
Rusia
Polon
ia
Máquin
as d
e Pro
ceso
s...
Máquin
as es
pecia
les y.
..Ce
ntros
de m
ecan
izado
Otras a
rranq
ue
Talad
ros
Torn
os
Fresa
dora
s
Recti
ficad
oras
01020304050607080
01020304050607080

19
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
Las máquinas herramienta para el trabajo de metales son procesos de producción muy comunes en numerosas industrias. Los principales clientes de este sector son: el sector automoción y sus componentes, el sector aeronáutico y la fundición. Sus dos principales subsectores son:
Máquinas de corte de metal* Máquinas de conformado*
El sector se caracteriza por 6:
Una sólida competitividad internacional* Un alto grado de internalización, *
subrayado con un alto porcentaje de exportación de su producción
Propiedad tecnológica debida a * actividades de desarrollo e innovación así como de técnicos altamente especializados.
El sector está formado por 117 empresas, la mayoría de ellas PYMES, que emplean a más de 5.800 empleados y con una facturación superior a 800 millones Aunque el sector está dirigido por 50 compañías líderes que agrupan el 90% de todas las ventas y prácticamente todas las exportaciones del sector. La concentración geográfica del sector es característica, siendo el País Vasco la comunidad autónoma líder en este campo con más del 60% de las empresas, seguida por Cataluña con menos del 20%.
Es un sector maduro inmerso en el esfuerzo de fomentar la innovación como pieza básica de la competitividad. Las características más relevantes del sector son:
Bajo nivel de integración vertical en * producción
Tendencia al asociacionismo entre los * fabricantes
Grado de flexibilidad significativo para * adaptarse a las necesidades del cliente
Reconocida experiencia en la industria * del automóvil.
El sector se distingue por disponer de tecnología propia, basada en el permanente esfuerzo de las empresas en innovación, investigación y
desarrollo, así como en la continua colaboración con los numerosos centros tecnológicos ubicados en su entorno geográfico.
En general, los desarrollos en el sector de máquina herramienta, están centrados en la reducción de tiempos de producción, introduciendo velocidades cada vez más rápidas y reduciendo tiempos de manipulación de herramientas y componentes.
Las fortalezas del sector son las siguientes:
Gran experiencia en exportación* Inversiones significativas y en crecimiento *
en los últimos añosDiversificación en el suministro debido al *
tipo de máquina y mercadoFlexibilidad y capacidad de adaptarse *
a las necesidades del clienteTecnología en propiedad. Baja *
dependencia de la tecnología extranjeraExistencia de centros tecnológicos para *
el desarrollo y la investigaciónFuerte estructura industrial sobre todo en *
subcontrataciónImportancia de planes de formación *
estratégicos.
El sector español de máquinas herramienta, fabrica más de 2.000 modelos diferentes de máquinas, estando el 74% de la producción de máquinas equipado con Control Numérico. Los fabricantes tienden a centrar sus negocios en procesos estratégicos tales como I+D de nuevos productos, ingeniería, fabricación de componentes esenciales para máquinas, montajes y servicio postventa.
Más del 70% de las exportaciones del sector están destinadas a países con alto grado de industrialización y desarrollo tecnológico, incluyendo Alemania, Francia e Italia.
6.- ICEX. Spain. The machine tool sector. 2006.

20
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
3
21
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
7.- Nancy Diaz. Design and Operation Strategies for Green Machine tool development. LMAS. 20108.- Nancy Diaz. Strategies for Minimium energy Operation for Precision Machining. LMAS. 20099.- Daeyoung Kong. Software based tool path evaluation for environmental sustainability. LMAS. 201110.- J. Kopac. Achievements of sustainable manufacturing by machining. Journal of Achievements in Materials and Manufacturing Engineering. Vol 34. Issue 2. June. 2009
3 I+D EN MÁQUINAS HERRAMIENTA7
El desarrollo de máquinas herramienta se ha centrado principalmente en mejorar los resultados dimensionales incluyendo exactitud, precisión, fiabilidad al tiempo que reduciendo costes. Esta tendencia ha producido que las máquinas sean cada vez más complejas y automatizadas en su diseño. Además se han introducido componentes diversos como estructuras masivas y sistemas periféricos con el fin de asegurar sus resultados. Estos cambios, sin embargo, han supuesto aumentar los requisitos energéticos de las máquinas herramienta, los cuales están en contraposición del aumento de los costes energéticos, el acceso limitado a los recursos, la conciencia medio ambiental y la cada vez más creciente y restrictiva legislación medio ambiental.
El alto consumo de energía durante su uso, hace que sea necesario centrarse en la fase de operación de la herramienta. La gran versatilidad y flexibilidad que ofrece el diseño de estas máquinas es una gran oportunidad para establecer objetivos de ahorro energético.
Los procesos de fabricación8 realizados mediante máquinas herramienta presentan un consumo energético elevado. A medida que las máquinas herramienta van mejorando, su grado de automatización aumenta añadiendo más componentes y dispositivos como ejes adicionales o mecanismos de cambio de herramientas. Dada la tendencia general del sector, se espera que el consumo de energía aumente en un futuro más o menos cercano. Lo que a la larga también supondrá un aumento de costes, por lo que, con el fin de mantener la competitividad, las compañías tendrán que identificar formas para reducir el consumo energético durante la fabricación de un producto determinado.
Estudios recientes indican que la energía empleada en una máquina herramienta se puede dividir en dos componentes:
Componente constante* Componente variable*
El componente constante se puede atribuir a los controles informáticos, automatismos, refrigeración, iluminación, etc y es independiente del proceso realizado. El componente variable depende de los parámetros de proceso como los motores de giro.
Las máquinas herramienta9 representan un papel de gran importancia en la fabricación de piezas en masa debido a su capacidad de conseguir una alta exactitud y precisión, así como la posibilidad de aceptar procesos de control comandados por sistemas informáticos. En este sentido, las mejoras realizadas en estos equipos han ido siempre encaminadas a mejorar la productividad y la calidad de los mecanizados.
Las máquinas herramienta consumen grandes cantidades de energía eléctrica durante la fase de uso, lo cual es el principal origen de su impacto ambiental. Se ha comprobado que el consumo energético supone el 80% del precio de de compra de una máquina y el 70% de las emisiones asociadas a la fase de uso de las máquinas.
Aplicando principios de sostenibilidad10 en los procesos de mecanizado, compañías de todos los tamaños presentan un potencial no nulo para ahorrar dinero y mejorar sus resultados ambientales, incluso aunque su producción se mantenga o disminuya. Una forma de que las empresas mejoren su situación económica,
*
22
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
ambiental y social se puede conseguir a través de:
Reducción de residuos (generar menos * residuos y aumentar el reciclaje o la reutilización)
Aplicación de sistemas de eficiencia * energética, de materias primas, agua y otros recursos
Reducir o al menos mejorar la gestión * de fluidos de corte, aceites hidráulicos y lubricantes
Mejorar los resultados ambientales y los * de seguridad e higiene en el trabajo.
Adoptar técnicas de fabricación eficiente * y otras técnicas sostenibles
Mejorar las condiciones de trabajo* Utilizar las buenas prácticas en el *
mecanizadoFormar a los empleados en prácticas *
sostenibles
Las medidas para la evaluación de este proceso son:
Calidad del producto mecanizado* Costes del proceso de mecanizado* Consumo energético y de recursos* Generación de residuos y costes *
asociadosResultados ambientales* Resultados de seguridad e higiene* Competitividad, nivel de formación e *
imagen pública
Aunque11 el interés del usuario hacia aspectos de eficiencia energética en máquinas herramienta está creciendo, los aspectos técnicos y los criterios de calidad finales en las piezas todavía prevalecen. Las iniciativas de comercialización
relacionadas con este campo, no suponen una amplia demanda para la implantación de módulos de eficiencia energética en máquinas herramienta. De esta forma, se han encontrado obstáculos para la implantación de soluciones de eficiencia energética. Para la mayoría de los usuarios de máquinas herramienta, la relación rentabilidad/precio los tiempos de amortización, así como los recursos financieros limitados son algunas de estas barreras. Esto supone, que, en la actualidad, los principales argumentos de ventas son precio, velocidad de corte y la innovación del equipo. Sin embargo, esta tendencia está empezando a variar, ya que los usuarios de máquinas herramienta son conscientes de los resultados ambientales, sobre todo aquellos referentes al ahorro energético.
La comunicación entre el comprador y el fabricante de una máquina herramienta se refiere única y exclusivamente a la productividad. Los aspectos más relevantes siempre son el precio, la velocidad de corte y que el equipo sea innovador.
Los aspectos más importantes de los fabricantes en sus máquinas son productividad, calidad, precisión y disponibilidad de piezas de recambio.
Las demandas del consumidor son:
Productividad, calidad, flexibilidad* Máquinas herramienta orientadas a *
procesosAlta fiabilidad y precisión* Explotación de la máxima capacidad de *
la máquinaTransparencia de coste en el uso y en la *
compra
11.- Fraunhofer. Energy – Using Product Group Analysis. Lot 5: Machine tools and related machinery. 2011

23
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO

24
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
4

25
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
Según la norma ISO 14001:2004 y el reglamento 1221/2009 (EMAS), un aspecto ambiental se define como un elemento de las actividades, productos o servicios de una organización capaz de interaccionar con medio ambiente. Estos elementos pueden además ejercer un impacto beneficioso o adverso sobre el medio ambiente. A continuación se describen aquellos aspectos ambientales presentes en los procesos de mecanizado por arranque de viruta.
4.1 ENERGÍA4.1.1 Consumo energético
Los mayores impactos en términos de energía y materiales aparecen durante la fase de uso de las máquinas herramienta.
Según medidas realizadas por LMAS, existe un consumo significativo de energía para arrancar el equipo y para mantenerlo en la posición de “listo para el uso”, y posteriormente existe un consumo de energía adicional que es proporcional a la cantidad de material a ser procesado;
*4 ASPECTOS AMBIENTALES EN LOS PROCESOS DE MECANIZADO
matemáticamente esto se puede expresar de la siguiente forma:
Siendo:
P0 la potencia del equipo en vacío (inactivo)k constante en kJ/cm3 que es la energía específica de cortev velocidad de procesado del material en cm3/s
De esta forma, la energía puede determinarse de forma adecuada para un proceso y material concreto, pero no para un nivel genérico de máquina herramienta.
Esquemáticamente, el consumo energético de una máquina herramienta, se muestra en la figura siguiente:
P = PO + K•V
Figura 18. Consumo eléctrico de una máquina herramienta.
Fuente: Brecher, C. et al. 2010
26
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
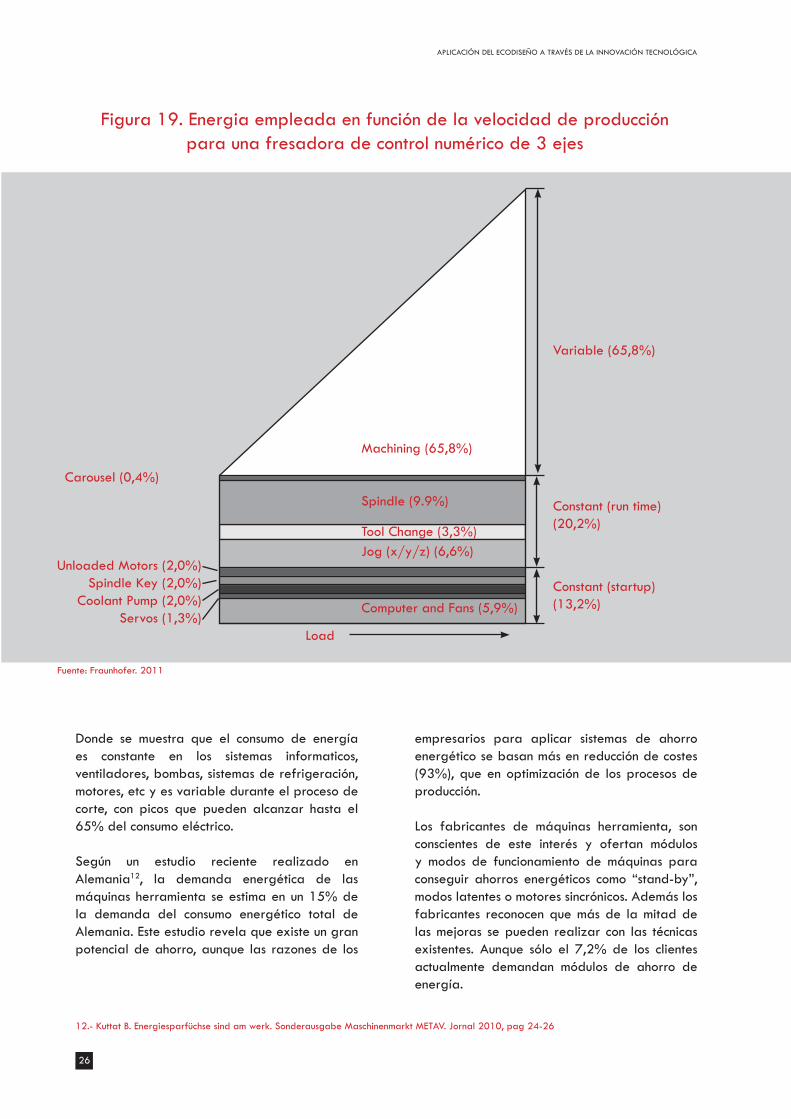
Figura 19. Energia empleada en función de la velocidad de producción para una fresadora de control numérico de 3 ejes
Fuente: Fraunhofer. 2011
!
Machining (65,8%)
Tool Change (3,3%)Jog (x/y/z) (6,6%)
Computer and Fans (5,9%)
Spindle (9.9%)
Carousel (0,4%)
Unloaded Motors (2,0%)Spindle Key (2,0%)
Coolant Pump (2,0%)Servos (1,3%)
Variable (65,8%)
Load
Constant (run time) (20,2%)
Constant (startup) (13,2%)
Donde se muestra que el consumo de energía es constante en los sistemas informaticos, ventiladores, bombas, sistemas de refrigeración, motores, etc y es variable durante el proceso de corte, con picos que pueden alcanzar hasta el 65% del consumo eléctrico.
Según un estudio reciente realizado en Alemania12, la demanda energética de las máquinas herramienta se estima en un 15% de la demanda del consumo energético total de Alemania. Este estudio revela que existe un gran potencial de ahorro, aunque las razones de los
empresarios para aplicar sistemas de ahorro energético se basan más en reducción de costes (93%), que en optimización de los procesos de producción.
Los fabricantes de máquinas herramienta, son conscientes de este interés y ofertan módulos y modos de funcionamiento de máquinas para conseguir ahorros energéticos como “stand-by”, modos latentes o motores sincrónicos. Además los fabricantes reconocen que más de la mitad de las mejoras se pueden realizar con las técnicas existentes. Aunque sólo el 7,2% de los clientes actualmente demandan módulos de ahorro de energía.
12.- Kuttat B. Energiesparfüchse sind am werk. Sonderausgabe Maschinenmarkt METAV. Jornal 2010, pag 24-26
27
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
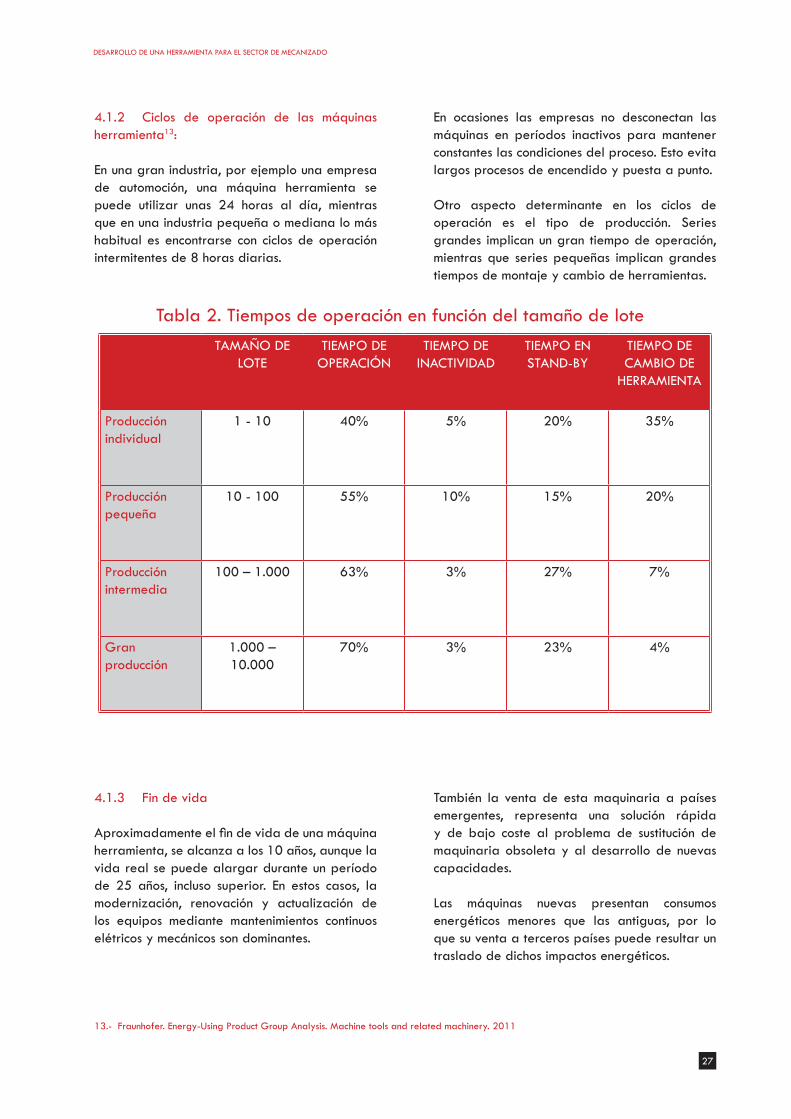
4.1.2 Ciclos de operación de las máquinas herramienta13:
En una gran industria, por ejemplo una empresa de automoción, una máquina herramienta se puede utilizar unas 24 horas al día, mientras que en una industria pequeña o mediana lo más habitual es encontrarse con ciclos de operación intermitentes de 8 horas diarias.
13.- Fraunhofer. Energy-Using Product Group Analysis. Machine tools and related machinery. 2011
En ocasiones las empresas no desconectan las máquinas en períodos inactivos para mantener constantes las condiciones del proceso. Esto evita largos procesos de encendido y puesta a punto.
Otro aspecto determinante en los ciclos de operación es el tipo de producción. Series grandes implican un gran tiempo de operación, mientras que series pequeñas implican grandes tiempos de montaje y cambio de herramientas.
TAMAÑO DE LOTE
TIEMPO DE OPERACIÓN
TIEMPO DE INACTIVIDAD
TIEMPO EN STAND-BY
TIEMPO DE CAMBIO DE
HERRAMIENTA
Producción individual
1 - 10 40% 5% 20% 35%
Producción pequeña
10 - 100 55% 10% 15% 20%
Producción intermedia
100 – 1.000 63% 3% 27% 7%
Gran producción
1.000 – 10.000
70% 3% 23% 4%
Tabla 2. Tiempos de operación en función del tamaño de lote
4.1.3 Fin de vida
Aproximadamente el fin de vida de una máquina herramienta, se alcanza a los 10 años, aunque la vida real se puede alargar durante un período de 25 años, incluso superior. En estos casos, la modernización, renovación y actualización de los equipos mediante mantenimientos continuos elétricos y mecánicos son dominantes.
También la venta de esta maquinaria a países emergentes, representa una solución rápida y de bajo coste al problema de sustitución de maquinaria obsoleta y al desarrollo de nuevas capacidades.
Las máquinas nuevas presentan consumos energéticos menores que las antiguas, por lo que su venta a terceros países puede resultar un traslado de dichos impactos energéticos.

28
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
4.2 MATERIAS PRIMASLas materias primas que se utilizan en los procesos de mecanizado son múltiples y variadas. En muchos casos, el consumo excesivo de dichas materias primas procede de pérdidas tanto sistemáticas como accidentales:
A continuación se detalla el origen de las pérdidas producidas en un proceso de mecanizado.
Pérdidas sistemáticas:
Estas pérdidas tienen su origen en :
Pérdidas por fugas y derrames* Limpieza de equipos, filtros, etc.* Desgaste utillaje y herramientas* Caducidad productos* Cambios fluido de corte, aceites, etc *
antes de su agotamiento.
Pérdidas accidentales
Estas pérdidas son, por definición, difíciles de cuantificar. Provienen de accidentes, como por ejemplo:
Fugas en conducciones* Mal empleo del utillaje (rotura de *
herramientas, discos, etc).Piezas defectuosas* Formulación errónea de los fluidos de *
corte.Pérdidas producidas en el *
almacenamiento y manipulación de las materias primas
No hay que olvidar que las materias primas, en especial los productos químicos y las sustancias líquidas, antes de ser empleados en el proceso de mecanizado, pueden ser en origen una fuente potencial de contaminación:
Durante su almacenaje* En su manipulación* En la gestión de los envases*
Al mismo tiempo las materias primas pueden convertirse en residuo por caducidad de las
mismas, debido a su deterioro por causa de agentes atmosféricos, excesivo tiempo de almacenamiento o que han quedado fuera de uso por cambios en productos o en procesos, o por que ya no se trabaja con ellos.
4.3 FILTROSLos filtros se emplean principalmente en sistemas de mantenimiento de circuitos de fluidos corte, circuitos hidráulicos, sistemas de aspiración localizada, etc. Los filtros recogen las impurezas sólidas debidas al ambiente o al propio proceso manteniendo limpio el fluido dentro del circuito.
Con el tiempo estas impurezas retenidas se acumulan y colapsan los filtros reduciendo su velocidad de flujo, por lo que es necesaria su sustitución. La peligrosidad de estos filtros están relacionadas con los fluidos que filtran y con las partículas sólidas arrastradas.
4.4 HERRAMIENTASLas herramientas se emplean como “consumibles”. Estas herramientas son una parte importante del proceso y su impacto ambiental puede ser relevante. El desgaste de la herramienta y su vida útil depende de la velocidad de mecanizado, lo que puede reducir el número de ciclos de trabajo por herramienta. Las herramientas suelen estar realizadas con materiales tipo aleaciones de acero que frecuentemente han sufrido procesos de endurecimiento o que han sido recubiertas para mejorar sus propiedades. Una vez finalizada su vida útil, es necesario sustituirlas por otras nuevas, convirtiéndose en residuo.
4.5 MATERIAL ABSORBENTESe emplea para recoger las posibles fugas, salpicaduras o derrame, éstos en principio no deberían originarse, pero, por esta razón, estos aspectos son los que presentan un mejor margen de mejora.
Las fugas se deben generalmente a fallos del

29
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
mantenimiento del sistema, son más habituales en los circuitos de fluidos de corte, aunque pueden aparecer también en otros circuitos como por ejemplo los circuitos hidráulicos.
Las salpicaduras se producen por proyecciones de fluidos de corte debido a las altas velocidades de mecanizado y a la ausencia de carenado de algunas máquinas.
Estos fenómenos se producen con mayor intensidad cuanto menor sea la viscosidad y la adherencia del fluido al metal.
4.6 NIEBLAS Son pequeñas partículas de fluido de corte que se encuentran en suspensión en el ambiente. Se originan por la alta velocidad de giro de la herramienta y la presión de suministro del fluido de corte.
También pueden originarse por volatización de componentes de los fluidos de corte debido a las altas temperaturas generadas en la herramienta durante el proceso de mecanizado.
4.7 FLUIDOS DE CORTELos fluidos de corte son productos líquidos de composición más o menos compleja que se emplean en los procesos de mecanizado con el fin de lubricar el sistema pieza-herramienta-viruta. Básicamente los fluidos de corte tiene las siguientes funciones:
Refrigerar la herramienta* Reducir los coeficientes de rozamiento *
pieza-herramientaFacilitar el desprendimiento de la viruta* Proteger a las superficies generadas de *
la corrosión
Estos fluidos pueden ser de base acuosa o de base aceitosa. Los fluidos de corte más utilizados reciben el nombre genérico de “taladrinas”, estos se presentan como un concentrado que posteriormente se diluye en agua en un
porcentaje que oscila entre un 1,5% y un 15% en volumen. Los fluidos de corte presentan unos costes aproximados del 16% del proceso de corte, por lo que su importancia no debe ser infraestimada.
Durante el proceso se pueden perder alrededor del 30% de la taladrina empleada por las siguientes causas:
Arrastre de la taladrina sobre las * virutas. Las virutas se recubren de una película líquida de taladrina a medida que transcurre el proceso de corte
Niebla formada por evaporación de la * taladrina debido al contacto de la pieza con la herramienta que se encuentra a alta temperatura.
Perdidas por fugas o derrames en el * proceso de recogida, recirculación de la taladrina.
Los fluidos de corte se transforman en residuos cuando su naturaleza física y química se degrada de tal manera que no pueden cumplir las funciones básicas para las que fueron destinadas en un principio: lubricar, refrigerar y limpiar el área del mecanizado. La degradación se puede producir por una gran variedad de causas:
Crecimiento bacteriano* Crecimiento de algas* Acumulación de suciedad (polvo, *
partículas, aceite…)Rotura de la emulsión*
4.8 AGUAEl consumo de agua en un taller de mecanizado es importante puesto que es el principal componente de los fluidos de refrigeración y esta es la materia prima más empleada en el taller de mecanizado. Se puede consumir agua en las siguiente operaciones:
Formulación de taladrinas. En este caso * por cada fluido empleado la proporción de agua oscila entre un 95% y un 85%
Refrigeración de máquinas. Esta * refrigeración se realiza mediante circuitos de refrigeración, lo que permite el funcionamiento de la maquinaria bajo

30
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
ciertas condiciones de servicio. En el caso de que sea necesaria un refrigeración adicional del fluido de trabajo, se exige la instalación de intercambiadores de calor que utilizan agua como refrigerante a temperaturas comprendidas entre 20 y 25ºC.
4.9 VIRUTASLa viruta es un trozo de metal, en forma de tira delgada que se genera como material excedente en procesos de mecanizado que utilizan herramientas de geometría definida. La cantidad de viruta generada en un proceso se puede calcular como la diferencia entre el peso inicial de la pieza sin mecanizar y el peso final de la pieza mecanizada.
Normalmente las virutas suelen ir acompañadas de una cantidad variable de fluido de corte que impregna su superficie o se acumula entre los huecos de las virutas aglomeradas.
4.10 ACEITE HIDRÁULICOEl aceite hidraúlico es un consumible para la mayoría de máquinas herramienta, se emplea para la transmisión y control de potencia en circuitos hidráulicos.
Los fluidos hidráulicos están basados en aceites minerales que tienen habilidad para transmitir presión en un amplio rango de temperaturas, además pueden lubricar las partes móviles del circuito y protegerlo contra la corrosión.
Con el tiempo este líquido se puede cargar
de sólidos procedentes del desgaste habitual de componentes móviles, residuos existentes en el sistema, etc. Asímismo, los aceites también se pueden degradar por efecto del calor, oxidaciones, radiación, etc esta degradación puede provocar cambios de viscosidad, formación de depósitos o aumento de acidez, por lo que es necesario proceder a su sustitución.
De igual forma, el circuito hidráulico también suele presentar sistemas de escape de líquido para proteger al sistema de presiones excesivas, por lo que este suele ser otro de los orígenes del aceite hidráulico residual.
4.11 RUIDOLa industria de mecanizado es una de las más significativas en cuanto a la contaminación acústica. Esto es debido principalmente al contacto a gran velocidad entre la pieza y la herramienta.
Otras fuentes de contaminación acústica de carácter continuo son las bombas de recirculación de líquidos, los extractores, los motores para el movimiento de piezas y los sistemas de refrigeración.

31
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO

32
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
5
33
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
5 EL ECODISEÑO EN LOS PROCESO DE MECANIZADO
5.1 GENERALIDADESEl concepto de ecodiseño surge como respuesta a la necesidad de introducir criterios ambientales en el producto como:
Ahorro de energía: eléctrica, gas natural, * etc
Ahorro de recursos: agua, combustibles, * materias primas
Minimización de impactos ambientales * debidos al producto
El ecodiseño, se define como una nueva metodología para el diseño de productos
/ procesos industriales; en la cual el medio ambiente se tiene en cuenta a la hora de tomar decisiones durante el proceso de desarrollo de producto, como un factor adicional a los que tradicionalmente se han tenido en cuenta (costes, calidad, ergonomía, funcionalidad, estética, imagen, etc).
El objetivo del ecodiseño es reducir el impacto ambiental del producto a lo largo del ciclo de vida, esto es, todas las etapas de vida de un producto, desde la obtención de materias primas y componentes, hasta su eliminación una vez que es desechado.
*
Valorización
Residuos
Uso
Reparaciones cambios
Figura 20 Ciclo de vida de un producto
Distribución
Fabricación
Materias primas / energía

34
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
En el último término, el ecodiseño conduce hacia una producción sostenible y un consumo más racional de recursos.
Los beneficios del ecodiseño son múltiples:
Minimiza el uso de recursos* Selecciona los recursos de forma *
sostenibleFomenta la utilización de tecnologías *
limpiasEl ecodiseño reduce los problemas *
ambientales de carácter global:Agotamiento de la capa de ozono* Efecto invernadero* Acidificación* Lluvia ácida* Eutrofización* Residuos sólidos* Degradación de ecosistemas* Deforestación y erosión* Agotamiento de recursos y *
desperdicio de combustibles
Contribuyendo a minimizar los impactos medioambientales que un producto puede causar a lo largo de su ciclo de vida.
5.2 ACTUACIONES DE MEJORA INDUSTRIAL A CONSIDERAR EN EL DISEÑO DE UN PRODUCTO O SERVICIOEl ecodiseño es una metodología que facilita una mejora de los productos en numerosos aspectos y se caracteriza por una serie de acciones concretas entre las que destacan la incorporación de aspectos ambientales en la etapa de definición del producto, la reducción de la carga ambiental asociada al producto o la integración de acciones de prevención y minimización de impactos ambientales.
Las acciones a seguir en función de las etapas del ciclo de producto o servicio se pueden resumir en la tabla siguiente:
ETAPAS ACTUACIONES
Diseño Comprobación y análisis de los prototipos diseñadosOrientación sobre la naturaleza de los materiales constitutivos del productoPrevención de fallos, aumento de la vida útil del producto
Producción Utilización de materias primas renovables y de bajo impacto ambientalUtilización de subproductos y materiales recicladosMinimización de emisiones, vertidos, residuos, ruidos, etcReducción del consumo de energía y recursos en generalImplantación de tecnologías limpias
Distribución Diseño de la red de establecimientos con criterios de prevención ambientalOptimización del transporte y sistemas de embalajeReducción, reciclaje y reutilización de los envases
Comunicación Información sobre los aspectos e impactos ambientales del productoDesarrollo de campañas de fomento del reciclaje y la reutilizaciónInformación sobre los elementos diferenciadores del producto y los beneficios asociados a su adquisición
Consumo Reutilización o reciclaje de los envases utilizadosInformación detallada y recomendaciones de la gestión del producto cuando finalice su vida útilInformación clara y concisa sobre el buen uso, prácticas de mantenimiento, limpieza y cuidado del producto.
Tabla 3. Posibles actuaciones de ecodiseño en función de las etapas del producto

35
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
Figura 21. Rueda de estrategias de Ecodiseño
Las líneas básicas del diseño con criterios medioambientales se pueden resumir en los siguientes puntos:
Orientar el diseño hacia el reciclaje y la * reutilización
Facilitar el desmontaje y su depósito * final
Reducir, simplificar y estandarizar los * materiales
Identificar los materiales* Diseñar los productos para la *
reutilización
Con el fin de agrupar las posibles actuaciones a realizar se creó la denominada “rueda de estrategias de ecodiseño”. Esta rueda se basa en 33 principios de ecodiseño agrupados en 8 estrategias que intentan cubrir todo el ciclo de vida del producto guiando a diseñadores y productores hacia la mejora ambiental de los productos
8. Desarrollo de nuevos conceptosDesmaterializaciónUso compartido de productosIntegración de funciones
7. Optimización del fin de vida del sistemaFavorecer la reutilización del producto completoReacondicionamientoFavorecer el reciclajeIncineración seguraEliminación segura
1. Selección de Materiales de bajo impactoMateriales limpiosMateriales de bajo contenido energéticoMateriels reciclados
2.- Reducción del uso de materialesReducción en pesoReducción en volumen
6. Optimización de la vida del productoAlta fiabilidad y durabilidadFacilidad de mantenimiento y reparaciónEstructura de producto modular / adaptableConseguir un diseño “clasico”Relación fuerte producto / usuario
4. Optimización de los sistemas de distribuciónEmbalaje menor / limpio / reutilizableModo de transporte energéticamente más eficienteLogística energéticamente más eficiente
3. Optimización de las técnicas de producciónTécnicas de producción alternativasReducción de las etapas del proceso de fabricaciónConsumo de energía bajo / limpiaUtilización de menos consumibles o más limpios
5. Reducción del impacto medioambiental durante el usoAsegurar un bajo consumo energéticoFuentes de energía limpiasReducción de consumiblesConsumibles limpios
Prioridades para el nuevo productoProducto actual

36
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
A nivel de las componentes de los productos/envases.
1. Seleccionar materiales con bajo impacto, esta estrategia se divide en cuatro diferentes direcciones: el uso de las materiales con un impacto menor, el uso de materiales renovables, el uso de materiales con un bajo contenido de energía y el uso de materiales reciclados. Algunos ejemplos son: sustituir o eliminar los materiales tóxicos, y metales pesados en los productos, buscar materias primas alternativas que sustituyan a los materiales no renovables, evitar materiales con alto contenido energético en aplicaciones de corta vida, empleo de materiales reciclados en partes ocultas del producto.
2. Reducción del uso de los materiales, esta estrategia se aplica por medio de Reducción del peso y del volumen de transporte. Algunos ejemplos son: evitar diseños macizos, reducción del volumen del producto, productos o envases apilables y montaje por el propio usuario.
A nivel de la estructura del producto/envases.
3. Seleccionar procesos de producción menos contaminantes, considerar técnicas de producción alternativas, tratar de reducir o suprimir las etapas de producción, controlar y minimizar el uso de energía y reducir los residuos y subproductos en el proceso. Algunos ejemplos son: emplear materiales que no requieran tratamientos adicionales como papel blanqueado, procesos eficientes, utilizar fuentes de energía renovables, reducir corrientes residuales, recogida y reciclaje de residuos.
4. Optimizar los sistemas de distribución, por medio de envases reutilizables o por medio de un transporte energéticamente eficiente. Algunos ejemplos son: usar materiales reciclables en envases para productos de gran volumen, reducir el volumen y el peso de los envases. De esta forma el transporte por barco es preferible al transporte por camión y al transporte en avión. Otra forma de optimizar la distribución del producto consiste en evitar transportes de larga distancia, o estandarizar los envases.
5. Optimizar el impacto del producto durante su utilización, por medio de la reducción del consumo de energía, el uso de fuentes de energía limpia,
reducción del consumo de aditivos. Algunos ejemplos son: emplear mecanismos con un bajo consumo de energía, instalar funciones de autoapagado, emplear productos ligeros, evitar el uso de pilas desechables, reducir el consumo de los materiales desechables.
A nivel del sistema del producto/envase.
6. Ampliar el tiempo de vida del producto, aumentando la sostenibilidad del producto por medio de desarrollo de productos que requieran poco mantenimiento y sean fáciles de reparar o que tengan una estructura modular para reemplazar fácilmente las partes débiles, usar diseños clásicos o personalizar el diseño. Algunos ejemplos son : evitar partes débiles, redactar instrucciones de mantenimiento, identificar partes diferentes (mediante códigos de colores), actualizar el producto por medio de nuevos módulos, cambiar módulos, diseño que clásicos que no se vean alterados por modas pasajeras.
7. Optimizar escenario de fin de vida del producto, por medio de la reutilización del producto o de sus piezas, reciclaje de las materiales o incineración adecuada. Algunos ejemplos son: diseño clásico, construcción sostenible, diseño para desmontaje, recambio de partes débiles, identificar partes diferentes (con colores), uso de materiales para los cuales hay un mercado de reciclaje existente.
8. Desarrollar nuevo concepto, en esta estrategia el énfasis esta en el “funcionamiento” del producto y no tanto en el objeto. Se busca desarrollar otros conceptos para satisfacer la necesidad que cumple el producto evitando el uso de recursos: eliminación del empleo del papel mediante envío de correos o e-mail. Compartir el producto con otros usuarios como el proyecto “compartir coche”, integración de funciones, como en un telefax (teléfono y fax), optimización del funcionamiento como en envases de perfumes.
Las distintas experiencias, muestran que la aplicación de este concepto, permite reducir entre un 30 y un 50% del impacto ambiental del producto a corto plazo, así como una reducción significativa en los costos de producción.

37
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO

38
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
6

39
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
6 MEDIDAS DE ESTRATEGIAS DE ECODISEÑO APLICABLES A MÁQUINAS HERRMAIENTAS
*6.1 MEDIDAS DE AHORRO DE ENERGÍASegún estudios previos14 , los impactos significativos de las máquinas herramienta se deben al consumo de energía durante la fase de uso. Por tanto, cualquier estudio se deberá enfocar a opciones de mejora que reduzcan pérdidas de energía durante las fases de operación y “stand-by”.
También se observa que una gran parte de la energía se consume en el equipo auxiliar: “sistema lubricante”, “sistema neumático”, transporte de virutas, etc… Por otra parte también se pueden atribuir pérdidas significativas de energía
a períodos de inactividad de la máquina. Dependiendo del tamaño de producción, la energía total consumida por la máquina en procesos de inactividad fluctúa entre el 62% (grandes series) y el 85% (pequeñas series).
Las configuraciones eficientes de parámetros del proceso contribuyen a reducir el consumo de energía cuando se aplican altas velocidades de corte. La reducción del tiempo de procesado, también reduce consumos energéticos, especialmente los derivados de los sistemas periféricos, carga, períodos inactivos, etc…
El mayor consumo de energía se produce en la demanda base de la máquina, pero también en las fuerzas dinámicas como fuertas aceleraciones y frenadas, las cuales conducen a altos picos de carga y elevados gastos energéticos.
14.- Fraunhofer. Energy-Using Product Group Analysis. Machine tools and related machinery. 2011

40
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
Solución Impacto ambiental Implicaciones Coste del impacto
Reducción de masa de partes móviles
Reducción de material, ahorro energético durante la aceleración, velocidades mayores de máquina y aumento del rendimiento
Cambio de materiales, sustitución de acero y fundición de hierro por plásticos, fibra de vidrio, y metales ligeros
Reducción del 40% de la masa, aumento del 30% en la aceleración de los ejes
Gestión energética basada en sistemas informáticos
Reducción de energía durante tiempos no productivos, diagrama de energia y tiempos optimizados
Diferenciación entre control y seguimiento de energía, apagado de maquinaria y optimización del proceso
23% de ahorros de energía durante una operación en 3 turnos
Recuperación de energía a partir de ejes y motores
Ahorros energéticos durante el uso de componentes de alta eficiencia energética y durante las frenadas, las soluciones integradas mejoran la eficiencia energética comparadas con soluciones aisladas
Ahorros adaptados al sistema de la empresa
Reducción del 60% de las entradas de energía, reducción de hasta 80% de la energía generada durante los procesos de frenado
Manipulación y sujección de herramientas
Ahorros energéticos mediante la aplicación de nuevos principios físicos en la manipulación y sujección de herramientas
Aplicación orientada a componentes
40% de ahorro de energía
Sistemas hidráulicos y neumáticos optimizados
Ahorros energéticos con sistemas adaptados de bombas, motores y dispositivos auxiliares
Los sistemas hidráulicos y neumáticos se emplean en aplicaciones que proporcionan una rápida densidad energética
66% de ahorro energético
Suministro eficiente de lubricante
La reducción o eliminación de lubricante con todos sus dispositivos asociados, manipulación, acondicionamiento y reciclaje
Sólo se pueden aplicar a máquinas de corte de metal, nichos de aplicación de nuevos lubricantes
Reducción energética entre el 20 – 33 %
Sistemas de refrigeración y uso de calor
Reducción de pérdidas eléctricas y sistemas de refrigeración eficientes mejoran la eficiencia energética
Soluciones proporcionadas por proveedores de electrónica
Reducción del consumo del 45%
Tabla 4. Medidas de diseño aplicables a máquinas herramienta:

41
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
6.1.1 Reducción de masa de partes móviles:
Encontrar medidas de eficiencia energética válidas para cada instalación es difícil debido a su gran variedad. Sin embargo, todas las máquinas tienen similares movimientos y esto permite ahorrar energía a través de la reducción de la masa de las partes móviles.
El principal inconveniente de este sistema es que al reducir la masa dichas partes se muestran más flexibles y tienden a oscilar o vibrar durante el ciclo de trabajo. Con el fin de contrarrestar estos efectos negativos, las oscilaciones deben ser suprimidas o aisladas.
Con el fin de conseguir alta exactitud, productividad y fiabilidad, las máquinas son cada vez más veloces, esto implica tener sistemas mecánicos con gran capacidad para absorber las fuerzas de inercia, lo que ha producido el aumento de la masa de la estructura de las máquina herramienta. El aumento de masa requiere motores con alto par de torsión, que sean capaces de generar las fuerzas necesarias durante la aceleración y el frenado, lo que genera altos consumos energéticos y altos costes.
Con el fin de reducir masas y conseguir ahorros energéticos se pueden seguir dos estrategias:
Sustituir los materiales por otros * alternativos más ligeros
Optimizar la estructura de la máquina*
6.1.2 Gestión energética basada en sistemas informáticos
Medidas realizadas en la industria del automóvil muestran que la energía consumida en producción durante tiempos no productivos, representa el 60% de la demanda regular de energía en tiempos productivos. A través de la implantación de sistemas de “Modo de stand-by” inteligente que permiten al usuario desconectar varias máquinas, se pueden conseguir ahorros energéticos.
La extensión de los modos de “calentamiento” y “estado latente” permite que la máquina esté a punto en un periodo definido y que se ajuste automáticamente a la fase de operación.
La aplicación de sistemas informáticos permite tener flujos de energía transparente, dando detalles de consumos en cada proceso de producción, identificando zonas de alto consumo y permitiendo su gestión y optimización.
Para una máquina concreta también se puede conseguir una gran variedad de modos de operación:
Stand-by* Calentamiento* Latente* Inactivo* Modo productivo*
La aplicación de estos sistemas a una máquina concreta, permite desconectar aquellos sistemas que sean innecesarios durante los períodos en los que la máquina está inactiva.
6.1.3 Recuperación energética de ejes, motores y sistemas electrónicos
Los procesos de mecanizado se caracterizan por movimientos rápidos de herramienta y pieza, lo que genera grandes aceleraciones en un espacio de tiempo muy corto. Después de un proceso de aceleración, se necesita un proceso de frenado. La energía generada por los sistemas en movimiento puede ser reconvertida en energia eléctrica.
Los sistemas de frenado, transforman la energía cinética en calor que no puede ser aprovechado. Un módulo regenerativo puede devolver esta energía al módulo de suministro. La decisión de implantar estos módulos depende del tipo de operaciones que se puedan encontrar en la máquina, un factor importante para el consumo de energía es el número de intercambios de herramienta.
Los ejes y motores son de especial interés ya que suministran energía mecánica a máquinas herramienta, siendo además una fuente de consumo energético importante y determinando la eficiencia energética de los componentes que están conectados a ellos como bombas, compresores, ejes, etc
6.1.4 Manipulación y anclaje de herramientas
Normalmente las herramientas se fijan en la

42
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
máquina mediante sistemas hidráulicos; en cambio los sistemas eléctricos de anclaje requieren menos mantenimiento, no presentando esfuerzos de limpieza y sustitución de fluidos. Mientras el sistema hidráulico tiene que estar activo durante los períodos inactivos de la máquina, el sistema eléctrico sólo consume energía en situaciones específicas.
Un sellado eficiente de los sistemas de presurización también supone ahorros energéticos, ya que reduce la cantidad de aire a aportar y por tanto la energía adicional.
6.1.5 Sistemas hidráulicos y neumáticos optimizados
En cuanto al uso de sistemas hidráulicos, ya existen en el mercado técnicas optimizadas que permiten una mejor disipación del calor del motor, dispositivos de variación de velocidad del motor y sistemas que mantienen la presión cuando la máquina está inactiva. Al mismo tiempo cualquier dispositivo que reduzca las pérdidas de presión del sistema también reducirán consumos energéticos.
A continuación se muestran los dispositivos para mejorar el consumo energético de los sistemas hidráulicos y neumáticos:
Sistemas hidráulicos:
Optimizar la refrigeración del motor, lo * que permitiría usar motores por encima de su potencia y por tanto reducir su tamaño.
Emplear niveles de presión adaptables, * como válvulas de control de la presión
Ajustes de presión para diferentes * accionadores de máquina.
Uso de acumuladores hidráulicos* Reducción de fugas internas* Utilización de válvulas optimizadas* Emplear abrazaderas hidráulicas* Extender el campo de aplicación de los *
sistemas hidráulicosEvitar pinzamientos de los materiales *
flexibles
Sistemas neumáticos:
Aplicación de una calidad de aire * comprimido específica, el aire comprimido
debe estar seco y filtrado. Reducir conducciones de suministro y *
“volumen muerto”: Reduciendo la longitud de las conducciones y su número, las pérdidas de energía debidas a la fricción y el volumen muerto se reducen al mínimo.
Minimizar pérdidas debidas a fugas. * Las fugas pueden conducir a un consumo significativo de energía
Cilindro neumático con superficie de * arranque optimizada. En este caso las superficies del pistón son diferentes lo que permite que la cámara de retorno esté permanentemente bajo presión con lo que el movimiento de retorno, no requiere energía neumática
Cilindro neumático con múltiples cámaras. * En este caso se pueden seleccionar las cámaras adecuadas en función de la fuerza deseada para cada operación.
Cilindro con una cámara única. Si sólo * se necesita una cámara se pueden ajustar muelles que absorban la fuerza durante el movimiento de compresión. Esto permite que el movimiento de retroceso se realice sin necesidad de suministro de aire
Suministro de corte de aire. Si no se * necesitan fuerzas de retención, en el momento en el que se alcance la posición, el suministro de aire puede ser cortado para evitar una presión innecesaria en la cámara.
Uso de válvulas múltiples. Usando * diferentes válvulas en un sistema único se permite una energía más eficiente y una operación más productiva.
Reducción de presión. En el caso de * que para determinados movimientos se requiera menos fuerza, se puede aplicar un regulador de presión
Utilización de aire residual. Por ejemplo * utilización de microturbinas para generación de energía, o devolver el aire al compresor para que vuelva a ser utilizado.
Optimizar encendido de válvulas* Utilizar el aire comprimido en varios *
niveles de compresiónLa presencia de sensores para *
seguimiento de los sistemas neumáticos no reduce energía pero sirve para detectar fugas y condiciones óptimas de operación.

43
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
6.1.6 Suministro eficiente de fluidos de corte (refrigerante / lubricante)
El suministro de fluidos de corte es uno de los componentes de mayor consumo energético durante el proceso de mecanizado. La demanda energética se encuentra entre el 20 y el 33% dependiendo del método empleado.
Las tecnologías actuales para la reducción del suministro de fluidos de corte son las siguientes:
Mínima cantidad de lubricante (MQL) * La ventaja de esta técnica es que reduce los elementos necesarios para tratar el lubricante (purificadores, estaciones de tratamiento / reciclaje, etc) y por tanto reduce su consumo energético. El problema es que los procesos de mecanizado generan mucho calor, por lo que estos sistemas no son aplicables a todos los procesos.
Lubricante suministrado a través de * válvulas de presión controladas. Este tipo de sistemas permite una reducción energética del orden del 10%. Este tipo de sistemas pueden variar no sólo la presión sino también el caudal y la velocidad de salida del líquido.
Optimizar el diámetro de conducciones * para el suministro de fluidos de corte. La pérdida de carga depende del diámetro de la conducción y debe ser compensado por la bomba. Aumentando diametros de conducciones, la pérdida de carga es menor y la bomba requiere menos energía.
Mecanizado criogénico. En el caso de * mecanizado de super aleaciones, las temperaturas alcanzadas son muy elevadas y los fluidos de corte son inefectivos en estas situaciones, vaporizándose rápidamente y no alcanzando ni a la herramienta ni a la viruta. Los fluidos de corte criogénicos ofrecen un enfriamiento efectivo y no producen residuos al finalizar el proceso.
Mecanizado asistido con fluidos a alta * presión. En este tipo de mecanizado, el caudal de fluido de corte es pequeño, pero se suministra a alta presión, esto permite administrarlo en el momento en el que se alcanza mayor temperatura
Suministro de gota de aceite. En este * caso el fluido no se pulveriza, sino que aparece en forma de gota que barre la
superficie del filo cortante, un suministro de aire reduce la temperatura. No se produce niebla de aceite y reduce el consumo de lubricantes
Aceites vegetales como lubricantes y * fluidos hidráulicos. Este tipo de fluidos pueden sustituir a largo plazo a los actuales derivados del petróleo
6.1.7 Sistemas de refrigeración de máquinas
Los sistemas electricos y electronicos y las partes móviles de las máquinas herramienta son una gran fuente de calor, esto requiere la introducción de circuitos refrigerantes en dichos equipos.
Una posibilidad es introducir motores con baja generación de calor para eliminar la necesidad de utilización de los refrigerantes. Otra posibilidad es utilizar intercambiadores de calor y sistemas de enfriamiento integrados. La combinación de ventiladores y equipos de refrigeración con intercambiadores de calor ofrece unos rendimientos excelentes, reduciendo además los consumos de energía.
6.2 MEDIDAS APLICABLES AL MATERIAL ABSORBENTE
6.2.1 Sustitución de material absorbente
En las industrias de mecanizado, es habitual el empleo de materiales absorbentes para la recogida de fugas y derrames de fluidos en las máquinas herramienta. Sin embargo los absorbentes convencionales presentan capacidades de absorción limitada y además mezclado con aceites y otros fluidos pueden ser incluso autocombustibles.
En este contexto se trata de sustituir estos materiales por otros de mayor capacidad de absorción, más limpios y seguros para el personal que se desplaza en las zonas de trabajo, reduciendo además riesgos de resbalones y caídas. Entre
44
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
los absorbentes alternativos podemos encontrar tierras de diatomeas calcinadas, sepiolitas, bentonitas, etc
Este tipo de absorbentes suelen ser minerales naturales presentados en forma granulada y disponibles en diferentes tamaños de partícula. Debido a su naturaleza cristalográfica, estos materiales tienen una elevada superficie específica, lo que les confiere una gran capacidad de absorción de líquidos y fluidos en general.
Las principales características de estos absorbentes, que hacen que sean el material idóneo para este tipo de procesos, se enumeran a continuación:
Inertes químicamente y no reaccionan * con los fluidos que absorben
No son comburentes ni combustibles* Son productos antideslizantes, incluso en *
estado de saturaciónComparados con los absorbentes *
tradicionales, presentan una mayor capacidad de absorción, versatilidad y rapidez en el proceso de absorción frente a líquidos de alta o baja viscosidad.
Presentan mayor facilidad de * manipulación antes y después de su saturación, dado que no forman lodos
Una de las principales ventajas de estos materiales, se derivan de su elevada capacidad absorbente, ya que es necesario aplicar una menor cantidad de absorbente, lo que impica una reducción de su consumo y en consecuencia la reducción de residuos peligrosos generados.
6.3 MEDIDAS APLICABLES A LOS FILTROS
6.3.1 Utilización de filtros reciclables
Los filtros empleados en las propias máquinas-herramienta para el mantenimiento de los fluidos de corte y aceites, se sustituyen de forma periódica
cuando se colmatan por diversos contaminantes y se convierten en residuo. Una forma de evitar este residuo es sustituir estos elementos desechables por otros de material filtrante reutilizable tras un proceso de reacondicionamiento.
Las ventajas ambientales que presentan estos nuevos filtros son:
Reducción del consumo de material * durante las operaciones de mantenimiento
Reducción del volumen de residuos * peligrosos durante las operaciones de mantenimiento
Ahorro en los costes de gestión*
6.4 MEDIDAS APLICABLES A LOS ACEITES LUBRICANTES E HIDRÁULICOS
6.4.1 Centralización del suministro de aceites
Consiste en reemplazar los tradicionales depósitos de aceite individuales, por un sistema de reserva y suministro totalmente centralizado en todas aquellas máquinas con requerimientos de aceite de lubricación similares. De esta forma se realiza un control sobre la posible degradación y contaminación del aceite mediante el análisis de algunas de sus características (pH, conductividad, contenido en agua, etc.), que permite una actuación inmediata de cara a corregir las anomalías detectadas y alargar el tiempo de utilización de los aceites.
Las ventajas medioambientales que presenta este sistema serían las siguientes:
Reducción del número de aceites de * lubricación empleados.
Reducción del volumen de stocks.* Reducción de pérdidas.*

45
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
Simplificación de las operaciones de * control (inspección y mantenimiento).
Reducción de los costes de gestión.* Simplificación de las operaciones de *
mantenimiento.
6.5 MEDIDAS APLICABLES A LAS NIEBLAS
6.5.1 Instalación de sistemas de captación y depuración de las nieblas y aceites
La aplicación de las emisiones de lubricantes – refrigerantes a altas temperaturas desprende grandes cantidades de aerosoles o nieblas aceitosas que, a partir de una determinada concentración en el ambiente, constituyen un nivel de toxicidad elevado en el lugar de trabajo.
El objetivo de estos sistemas es la captación y depuración de estas nieblas para impedir la contaminación atmosférica y reducir las emisiones producidas en el entorno de trabajo a concentraciones permitidas que no incidan sobre la salud de los trabajadores.
Como segundo objetivo se obtiene una cantidad de aceite filtrado que es posible reutilizar en los procesos de mecanizado.
La eficacia del sistema de depuración depende de los siguientes factores:
Caudal de aire a tratar* Tipo de substancias y concentración* Relación entre aerosoles y vapores* Tamaño de partículas* Posible realimentación del aire *
purificado
Algunos de los sistemas de separación de aerosoles son los sistemas filtrantes electrostáticos y los separadores vía húmeda o combinaciones de ambos.
También existen los sistemas de depuración de aerosoles mediante filtros de láminas sinterizadas. Estos sistemas están basados en el principio de un filtro de superficie de partículas con sistema de limpieza automática. Los elementos separadores están constituidos por una serie de láminas rígidas de polietileno poroso sinterizado que, permiten el paso del aire y retienen en su superficie de forma casi absoluta las microgotas de emulsión. De forma periódica se efectúa una limpieza con aire comprimido a contracorriente.
La emulsión se recoge completamente a través de una tubería de drenaje y se envia a un depósito de reserva para su posterior devolución al circuito.
Figura 22. Sistemas de captación de nieblas y aceites

46
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
La implantación de este tipo de sistemas conlleva una serie de ventajas:
Evita que los operarios respiren la * neblina de aceite mejorando así el entorno de trabajo.
Separa las partículas de aceite de * tamaño inferior a 3,5 μm. obteniendo un contenido residual de aceite en el aire de 0,0001 mg/m3 de aire.
Se reducen los riesgos de accidentes, ya * que la neblina de aceite ya no se deposita en las superficies
Se minimiza el consumo de aceite, ya * que tras el filtrado se puede reutilizar de nuevo en el proceso de mecanizado.
Ahorra en los costes de limpieza de * máquinas, suelos, techos y luminarias.
Recircula en continuo del agua * proveniente de las calderas y del circuito de refrigeración, por lo que no existe vertido.
6.5.2 Empleo de máquinas-herramienta con carenados de protección
Utilizar equipos que dispongan de carenados de protección/retención, ya que las condiciones de operación (altas velocidades de mecanización, presión y direccionamiento de las taladrinas, etc.), propician salpicaduras de los fluidos de corte al exterior, así como la proyección de pequeñas partículas metálicas.
Las ventajas medioambientales que presenta este sistema serían las siguientes:
Reducción de la pérdida de fluidos de * corte por salpicaduras.
Reducción del ensuciamiento del entorno * de trabajo.
Reducción de los riesgos higiénicos * asociados a la dispersión de los fluidos de corte.
Reducción del riesgo de accidentes por * proyección de partículas metálicas.
Figura 23. Máquinas herramienta sin y con carenado protector
Mecanizado con carenado protectorMecanizado sin carenado protector

47
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
Figura 24. Diferente geometría de las piezas para evitar retención de fluido
Escurrido del fluido de corteFluido de corte retenido
6.6 MEDIDAS APLICABLES A LAS VIRUTAS6.6.1 Introducir cambios en la geometría de las piezas a mecanizar.
Se pretende introducir en la medida de lo posible cambios en el diseño de las piezas de forma que se reduzca la formación de virutas y se favorezca el escurrido de los fluidos de corte durante las operaciones de mecanizado (evitar agujeros ciegos, cavidades innecesarias, etc.).
Para ello, es necesario partir de piezas con formas lo más próximas posible a las definitivas
con la finalidad de reducir el volumen de material a eliminar y por tanto el volumen de residuos (virutas) generado.
Las ventajas medioambientales que presentan estos cambios de geometría serían:
Reducción del volumen de virutas * generado.
Reducción de la pérdida de fluidos de * corte por arrastre en piezas y virutas metálicas.
Reducción de goteos en las zonas de * trasiego y almacenamiento de las piezas y virutas metálicas impregnadas.
Reducción de los costes de almacenamiento * de virutas metálicas.
6.6.2 Empleo de equipos de centrifugación para el escurrido de piezas y virutas metálicas impregnadas de fluidos de corte
Se trata de una operación de separación líquido-sólido. El escurrido de las virutas y de las piezas se produce por la fuerza centrífuga generada a través de un dispositivo al que se le aplica una velocidad de rotación elevada (600-2000 rpm). A través de un filtro perforado se deja pasar el líquido hacia el exterior mientras que los sólidos
quedan retenidos. La fuerza centrífuga ejercida depende de la velocidad de rotación aplicada y del diámetro del recipiente.
En ocasiones la técnica se combina con sopladores de gran presión que proporcionan una cortina de aire efectiva para una separación completa.
Por lo general la humedad residual de los metales después del proceso de centrifugación se encuentra por debajo del 3%.

48
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
Figura 25. Esquema de una centrifuga
Figura 26. Centrífuga
Fluido sucio
Fluido limpio
Suciedad
Este tipo de dispositivos consta de una centrífuga para el desaceitado de piezas y virutas y un tamiz separador de piezas y virutas.
Las ventajas medioambientales que presenta este sistema serían las siguientes:
6.6.3 Empleo de briqueteadoras para recuperar los fluidos de corte retenidos en las virutas metálicas
Las máquinas briqueteadoras tienen la función de compactar las virutas metálicas procedentes de las diferentes operaciones de corte de metales.
Recuperación de los fluidos de corte * retenidos en las virutas metálicas.
Obtención de un fluido reutilizable.* Mejora en la valorización de las virutas *
metálicas.Reducción de la contaminación en las *
zonas de almacén.
Estas máquinas se alimentan de viruta metálica, normalmente impregnadas de fluidos de corte, y obtienen en su salida el material compactado (briquetas) por un lado y las taladrinas filtradas por otro, estas últimas acondicionadas para ser directamente reutilizadas.
CENTRIFUGA

49
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
Figura 27. Viruta a la entrada y a la salida de una biquetadora
Viruta
Briqueta
Briquetas apiladas
Los residuos metálicos compactados, que ocupan un espacio mucho más reducido, se convierten en materiales de segunda calidad revalorizables y reutilizables por fusión. Los materiales tóxicos logran disminuir su volumen y se convierten en escoria vitrificada.
Las ventajas medioambientales que presenta este sistema serían las siguientes:
Reducción del volumen de residuos * y de sus costes de almacenamiento y transporte.
Recuperación de fluidos de corte * retenidos en las virutas metálicas para su reutilización.
Valorización del material briqueteado.* Reducción de la contaminación en las *
zonas de almacén.
6.7 MEDIDAS APLICABLES A LOS FLUIDOS DE CORTE6.7.1 Sustitución de aditivos en los fluidos de corte
Los fluidos de corte pueden contener aditivos que presenten cloro o metales pesados, este tipo de aditivos se emplean principalmente en sistemas sometidos a extrema presión. Este tipo de aditivos pueden ser sustituidos por otros similares que desempeñen la misma función pero que no contengan dichos elementos.
Entre las ventajas que presentan estos nuevos aditivos se encuentran:
Reducción de riesgos de contaminación * de suelos y capas freáticas
Mejora en la valorización de residuos de * mecanizado (viruta, etc.)
Reducción de costes de gestión de fluidos *
agotadosLimitación de riesgos de agresividad *
cutánea
En cada caso, a pesar de que la sustitución sea posible, es recomendable realizar ensayos previos con el fin de evaluar las mejoras y las consecuencias de utilizar los aditivos alternativos, principalmente sobre la vida útil de la herramienta de corte.
6.7.2 Realización de mecanizado en seco.
Consiste en evitar el empleo de los fluidos de corte en aquellas operaciones en que su utilización no sea imprescindible. Generalmente es indispensable la lubricación y refrigeración aportada por los fluidos de corte, sin embargo, es posible utilizar esta técnica en operaciones de mecanizado sobre materiales de fácil mecanizado (maquinabilidad), como son la fundición, ciertas aleaciones de aluminio, aleaciones de cobre, etc. Los materiales con mayor maquinabilidad requieren potencias y fuerzas de corte reducidas, con un desgaste lento de los filos de la herramienta de corte.

50
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
Aleaciones de aceros refractarios
Aleaciones de níquel
Aceros inoxidables
Aceros duros
Aceros forjados
Fundición aleada
Fundición gris
Fundición maleable
Aceros al carbono
Aluminio y aleaciones
Aceros de decoletaje
Bronces y latones
Cinc y aleaciones
Magnesio y aleaciones
Cobre
Tabla 5. Maquinabilidad en función del tipo de material
MAQ
UIN
ABI
LIDA
DAlgunos de los inconvenientes que pueden presentarse son la difícil evacuación de las virutas y la adhesión del material sobre la propia herramienta.
Las limitaciones del proceso pueden ser:
Operaciones de mecanizado que * requieren propiedades lubricantes medias o elevadas.
Adhesión de materiales sobre la * herramienta. (acero dulce, ciertas aleaciones cuprosas o de aluminio).
Herramientas insuficientemente resistentes * al desgaste (aceros rápidos).
Operaciones para las que el fluido de * corte se emplea para mejorar el entorno de de trabajo.
Mala evacuación de las virutas.*
Se recomienda que se lleven a cabo ensayos previos sobre las herramientas, materiales y condiciones de mecanizado con el fin de verificar
la operación de mecanizado en seco que permita satisfacer las propiedades demandadas sin aumentar de forma importante el desgaste de las herramientas.
Las ventajas medioambientales que presenta este proceso será:
Eliminación de las emisiones aceitosas.* Eliminación de los residuos de fluidos de *
corte usados.Reducción del consumo de agua.* Obtención de virutas secas fácilmente *
valorizables.Eliminación del fluido de corte atrapado *
en las piezas mecanizadas.
Las aplicaciones son todavía limitadas pero en continuo desarrollo, gracias a los nuevos materiales empleados en la fabricación de las herramientas y a los tratamientos superficiales que se les viene proporcionando.

51
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
Figura 28. Procesos de mecanizado en húmedo y en seco
Figura 29. Distintas formas de aplicación de taladrina
Proceso en seco
Aplicación de taladrina por pulverización
Proceso en húmedo
Aplicación de taladrina en chorro
6.7.3 Micropulverización localizada de fluidos de corte
Los objetivos de esta alternativa pasan por reducir el consumo de fluidos de corte y a su vez facilitar la valorización de virutas (no contaminadas de aceite).
El dispositivo de micropulverización a baja presión permite pulverizar un fluido de corte adaptado en las zonas de formación de viruta. El fluido de
corte así pulverizado facilita el deslizamiento de las virutas sobre la herramienta, después, el fluido de corte se vaporiza por el calor formado por el cizallamiento y el deslizamiento del metal, para dejar a las virutas con un tacto seco.
El fluido de corte utilizado para este tipo de aplicación posee propiedades lubricantes que le son conferidas en la mayoría de los casos por los lubricantes de origen vegetal o por los ésteres sintéticos.
Este tipo de aplicación de fluidos de corte se podría utilizar en procesos tales como el torneado, el fresado, el aserrado, etc.
La aplicación de esta técnica está limitada, no pudiendo utilizarse en procesos que exijan alta lubricación o en materiales muy difíciles de mecanizar. Como consideraciones adicionales,

52
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
Figura 30. Esquema de un tanque de decantación
la micropulverización debe ser posicionada y ajustada de forma precisa y cuidadosa para potenciar al máximo sus efectos.
Las ventajas medioambientales que presentan estos sistemas serían las siguientes:
Reducción del consumo de fluidos de * corte.
Reducción en la producción de residuos * de fluidos de corte.
Reducción del consumo de agua.* Mejora de la gestión de los residuos, *
ya que las virutas son más fácilmente valorizables.
El coste de un sistema de micropulverización depende del número de toberas y del tipo de dispositivo de accionamiento.
6.7.4 Centralización del suministro de fluidos de corte
Consiste en unificar o centralizar el suministro de aceites de corte en aquellas máquinas de tipo análogo. Esta medida será posible en aquellas operaciones de mecanizado en las cuales las necesidades o requerimientos de propiedades lubricantes y refrigerantes de los fluidos de corte sean muy similares.
Esta medida supone simplificar en gran medida las acciones de inspección y mantenimiento de los fluidos de corte de cara a detectar cualquier
degradación y/o contaminación de los mismos y así proceder a su reajuste a través de las acciones de mantenimiento apropiadas.
Las ventajas medioambientales que presenta este sistema serían las siguientes:
Reducir el número de tipos de fluidos de * corte empleados.
Reducir los tiempos de preparación de * fluidos de corte.
Incrementar la estabilidad de los fluidos.* Reducción de pérdidas.* Simplificación de operaciones de control *
(inspección y mantenimiento).Reducción de los costes de gestión.* Reducción del volumen de stocks.*
6.7.5 Tanques de decantación
Se trata del empleo de tanques de decantación formados por dos secciones diferenciadas y separadas por medio de unas pantallas. En la primera sección se retienen los aceites pesados contaminantes, que pueden ser recogidos mediante un desengrase en banda o cualquier otro procedimiento, y una segunda sección en la que se aísla el fluido limpio. Normalmente, este tipo de tanques es el primer eslabón de los procesos de limpieza de fluidos.
SuciedadPantallas
separadoras
Canal de salida
TANQUE DE ESTABILIZACIÓN

53
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
Figura 31. Esquema de tanque de flotaciónAgitación mecánica o por aire comprimido
Canal de salida
TANQUE DE FLOTACIÓN
Las ventajas medioambientales que presenta este sistema serían las siguientes:
Reutilización de los fluidos de corte * contaminados de partículas y aceites externos.
Aumento de la vida útil de los fluidos de * corte.
Reducción del consumo.* Reducción del volumen de efluentes.* Disminución del desgaste de herramientas *
y equipos.
6.7.6 Tanques de flotación para la limpieza de taladrinas usadas
En los tanques de flotación se producen burbujas por la acción de una agitación, bien mecánica o bien producida por la introducción de aire comprimido. Las burbujas se adhieren en las paredes y ascienden hacia la superficie, arrastrando la contaminación del fluido, formado una espuma rica en contaminantes que ha de ser
eliminada.
En los fluidos de corte se utilizan para separar el aceite contaminante externo, ya que éste flota en la superficie promovido por la técnica de aireación. Para su extracción, pueden emplearse discos rotativos u otros sistemas destinados a tal fin.
Las ventajas medioambientales que presenta este sistema serían las siguientes:
Reutilización de los fluidos de corte * contaminados de partículas y aceites externos.
Aumento de la vida útil de los fluidos.* Reducción del riesgo de crecimiento *
de bacterias y desestabilizado de las emulsiones.
Reducción del consumo.* Reducción del volumen de efluentes.* Disminución del desgaste de herramientas *
y equipos.
Fluidosucio
Fluidolimpio
6.7.7 Utilización de hidro-ciclones para la limpieza de taladrinas usadas
Los hidro-ciclones actúan imprimiendo una aceleración a los fluidos de corte. El fluido bombeado a gran velocidad, se alimenta tangencialmente a un depósito cónico, donde las partículas más pesadas son forzadas contra la pared. Los contaminantes se recogen por la parte
inferior, mientras que por la presión imprimida por detrás, resultante de la configuración cónica del recipiente, el fluido limpio se recoge por la parte superior. Los hidro-ciclones pueden ser utilizados eficazmente tras los tanques de estabilización (decantación) para retirar los contaminantes residuales. Por lo general, el equipo es efectivo para fluidos de baja viscosidad.

54
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
Figura 32. Esquema de hidro-ciclón
Suciedad
Fluido limpio
Fluido sucio
HIDROCICLÓN
Las ventajas medioambientales que presenta este sistema serían las siguientes:
Reutilización de los fluidos de corte * contaminados por partículas.
Aumento de la vida útil de los fluidos de * corte
Reducción del consumo de los fluidos de * corte.
Reducción del volumen de efluentes.* Disminución del desgaste de herramientas *
y equipos.
6.7.8 Empleo de centrifugas para la limpieza de taladrinas usadas
El principio de eliminación es similar al de los hidro-ciclones aunque en este caso se imprimen aceleraciones más elevadas. Las centrifugadoras son efectivas en un rango variado de viscosidades y puede ser diseñado para aplicaciones específicas.
Las centrifugas de baja velocidad son efectivas para eliminar partículas, mientras que los equipos de alta velocidad son efectivos para eliminar partículas y manchas de aceite.
Figura 33. Esquema de centrífuga
Fluido sucio
Fluido limpio
Suciedad
CENTRIFUGA

55
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
Figura 34. Esquema de separador magnético
Suciedad
Fluido limpio
Fluido sucio
SEPARADOR MARNÉTICO: TAMBOR
Las ventajas medioambientales que presenta este sistema serían las siguientes:
Reutilización de los fluidos de corte * contaminados de partículas y aceites externos.
Aumento de la viscosidad de los fluidos de * corte
Reducción del consumo de fluidos de corte* Reducción del volumen de efluentes.* Disminución del desgaste de herramientas *
y equipos.
6.7.9 Utilización de separadores magnéticos para la limpieza de taladrinas usadas
El sistema consiste en el empleo de un tambor magnético que atrae a las partículas metálicas inmersas en el fluido de corte facilitando su extracción. En general, este mecanismo es más
efectivo en fluidos base acuosa por su menor viscosidad. También pueden emplearse cintas transportadoras magnéticas para la eliminación de virutas de los fluidos de corte. En ocasiones los tanques de estabilización, los separadores magnéticos y las centrifugas, se pueden usar en combinación para favorecer la limpieza del fluido.
Las ventajas medioambientales que presenta este sistema serían las siguientes:
Reutilización de los fluidos de corte * contaminados de partículas metálicas.
Aumento de la vida útil de los fluidos de * corte
Reducción del consumo de fluidos de corte* Reducción del volumen de efluentes.* Disminución del desgaste de herramientas *
y equipos.
6.7.10 Empleo de técnicas de filtración para la limpieza de taladrinas usadas
El procedimiento consiste en hacer pasar el fluido de corte usado y contaminado por partículas a través de diversos materiales filtrantes. La fuerza que provoca la filtración puede ser la gravedad o la aplicación de presión o vacío. Existe una gran variedad de filtros, tanto de diversos materiales como de formas y conformaciones diferentes; la
selección de uno u otro dependerá principalmente del tamaño de partícula a eliminar. Los tubos y hojas de filtrantes (principalmente de materiales como nylon o tejidos de alambres) se emplean para extraer pequeñas partículas y favorecer los finos acabados en las operaciones de mecanizado. Las tierras diatomeas mejoran la filtración, pero también pueden eliminar ciertos aditivos de los aceites.

56
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
Las ventajas medioambientales que presenta este sistema serían las siguientes:
Reutilización de los fluidos de corte * contaminados de partículas.
Aumento de la vida útil de los fluidos de * corte
Reducción del consumo de fluidos de corte* Reducción del volumen de efluentes.* Disminución del desgaste de herramientas *
y equipos.Disminución de los riesgos de agresión *
cutánea.
Figura 35. Esquema de filtro banda
Fluido de corte
Sensor de avance de banda
Elemento filtrante
Contaminante Fluido de corte depurado
6.7.11 Utilización de técnicas de ultrafiltración para el tratamiento de las taladrinas usadas
Se trata de una técnica de filtración en la cual el diámetro de los poros de la membrana-filtro es muy pequeño, del orden de 25 Å, de manera que permite separar las macromoléculas (aceites externos contaminantes, bacterias así como diversos contaminantes de tamaño superior a la porosidad media de las membranas).
La transferencia de masa se produce a través de membranas denominadas semipermeables. La solución a tratar se concentra debido a un paso selectivo del agua, mientras que el resto de constituyentes de la taladrina quedan retenidos en función de su tamaño. La transferencia de agua a través de las membranas se debe a un gradiente de presión (150-200 kPa). Para evitar el colmatado de las membranas se utiliza el flujo tangencial, de esta forma se efectúa un barrido de la superficie de la membrana evitando la deposición de materia sobre la misma.
Esta técnica se utiliza cuando se requiere una gran calidad del fluido, aunque se precisa de una filtración previa y técnicas de estabilización para conseguir un procedimiento efectivo.
Las ventajas medioambientales que presenta este sistema serían las siguientes:
Obtención de un fluido de corte de * calidad constante
Reutilización de los fluidos de corte * acuosos.
Control de las proliferaciones * bacterianas.
Incremento de la vida útil del fluido de * corte
Reducción del consumo de fluido de * corte
Reducción del volumen de efluentes.*

57
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
Figura 36. Esquema de ultrafiltración
Figura 37. Esquema de dispositivo de membranas
Aceite
BacteriasEmulsionante
Soluto
Agua
Filtro con microporos
By-pass del producto
Modulo de membrabas
Mangueras de permeado
Deposito de alimentación
Bomba de impulsión
Tornillo hidráulico
ESQUEMA DE ULTRAFILTRACIÓN
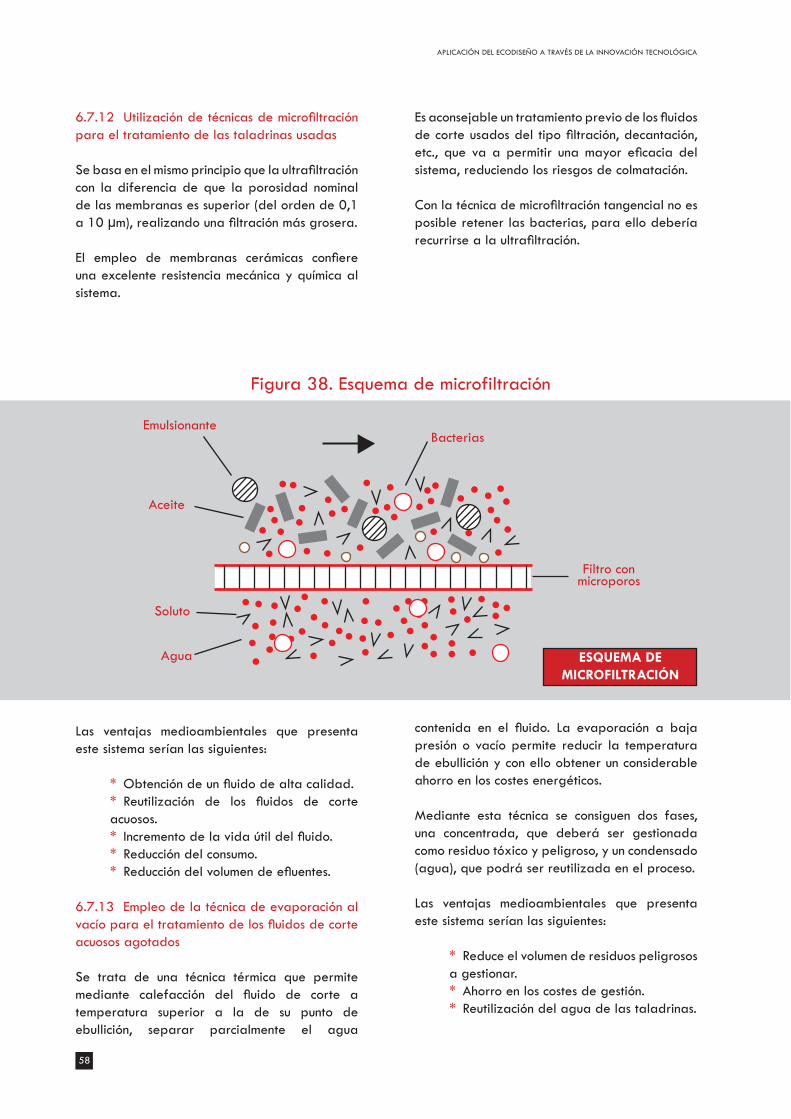
58
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
Figura 38. Esquema de microfiltración
Aceite
BacteriasEmulsionante
Soluto
Agua
Filtro con microporos
ESQUEMA DE MICROFILTRACIÓN
Las ventajas medioambientales que presenta este sistema serían las siguientes:
Obtención de un fluido de alta calidad.* Reutilización de los fluidos de corte *
acuosos.Incremento de la vida útil del fluido.* Reducción del consumo.* Reducción del volumen de efluentes.*
6.7.13 Empleo de la técnica de evaporación al vacío para el tratamiento de los fluidos de corte acuosos agotados
Se trata de una técnica térmica que permite mediante calefacción del fluido de corte a temperatura superior a la de su punto de ebullición, separar parcialmente el agua
contenida en el fluido. La evaporación a baja presión o vacío permite reducir la temperatura de ebullición y con ello obtener un considerable ahorro en los costes energéticos.
Mediante esta técnica se consiguen dos fases, una concentrada, que deberá ser gestionada como residuo tóxico y peligroso, y un condensado (agua), que podrá ser reutilizada en el proceso.
Las ventajas medioambientales que presenta este sistema serían las siguientes:
Reduce el volumen de residuos peligrosos * a gestionar.
Ahorro en los costes de gestión.* Reutilización del agua de las taladrinas.*
6.7.12 Utilización de técnicas de microfiltración para el tratamiento de las taladrinas usadas
Se basa en el mismo principio que la ultrafiltración con la diferencia de que la porosidad nominal de las membranas es superior (del orden de 0,1 a 10 μm), realizando una filtración más grosera.
El empleo de membranas cerámicas confiere una excelente resistencia mecánica y química al sistema.
Es aconsejable un tratamiento previo de los fluidos de corte usados del tipo filtración, decantación, etc., que va a permitir una mayor eficacia del sistema, reduciendo los riesgos de colmatación.
Con la técnica de microfiltración tangencial no es posible retener las bacterias, para ello debería recurrirse a la ultrafiltración.

59
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
6.7.14 Empleo de tratamientos físico-químicos sobre las taladrinas acuosas agotadas
Este tratamiento consiste en añadir a las taladrinas agotadas una serie de reactivos, como el cloruro férrico, hidróxido cálcico y polielectrolitos de diferentes tipos, que permiten conseguir la neutralización, precipitación y floculación de los productos contaminantes, de modo que una vez decantados y separados los lodos producidos, el agua queda lo más purificada posible. Estos efluentes acuosos pueden eventualmente ser sometidos a un tratamiento secundario para cumplir con los valores límites de vertido exigidos por la legislación vigente. Los lodos producidos siguen siendo residuos peligrosos, aunque presentan un volumen inferior al original.
Las ventajas medioambientales que presenta este sistema serían las siguientes:
Reduce el volumen de residuos peligrosos * a gestionar.
Ahorro en los costes de gestión.* *
6.7.15 Extracción de los aceites externos presentes en los fluidos de corte acuosos
Con el fin de conseguir una separación eficaz de aceites libres en los fluidos de corte, es necesario que la capa de aceite libre flote sobre la superficie del fluido, para lo cual el fluido debe permanecer un periodo de tiempo en reposo.
Una vez los aceites se encuentran en la superficie del fluido, pueden ser recogidos mediante la acción de diversos tipos de desaceitadores:
Figura 39. Esquema de técnica de evaporación al vacío
Agua
Concentrado
Figura 40. Desaceitado a disco

60
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
Figura 41. Desaceitado a banda Figura 42. Desaceitado en tambor
Los aceites son dirigidos hacia un depósito a través de un tubo colector.
Las ventajas medioambientales que presenta este sistema serían las siguientes:
Aumento de la vida útil de los fluidos de * corte
Disminución de la proliferación * bacteriana.
Reducción del volumen de efluentes.* Aumento del tiempo de vida de las *
máquinas.
6.8 MEDIDAS APLICABLES A LAS MATERIAS PRIMAS6.8.1 Gestión de compras e inventarios
Un control de inventarios se concibe con el fin de que la empresa no tenga más materias primas que las que realmente necesita. Además de la ocupación de espacio y el inmovilizado que supone, la ausencia de un adecuado control de
inventarios puede derivar en la generación de residuos procedentes de materias primas que ya no son necesarias, que han caducado o se han deteriorado, momento en el cual se convierten en residuos.
Un conjunto de buenas prácticas relacionadas con este capítulo pueden ser las siguientes:
Estandarizar los productos químicos * utilizados, de tal forma que se utilice el menor número posible de estos en todas las operaciones.
Evitar comprar en exceso, considerando * las necesidades reales de los procesos.
Comprar los productos en recipientes * de dimensiones adecuadas al uso y a las características del producto, procurando minimizar el número de envases. A ser posible utilizar envases reutilizables.
Establecer un protocolo de aceptación * de muestras de productos, aceptando solo aquellos cuyo proveedor se comprometa a recoger en caso de no utilizarse en su totalidad.
Utilizar un sistema de gestión FIFO (first-* in-first-out), llevando a cabo una rotación de los envases situados en el fondo de las estanterías hacia delante cuando lleguen productos nuevos.
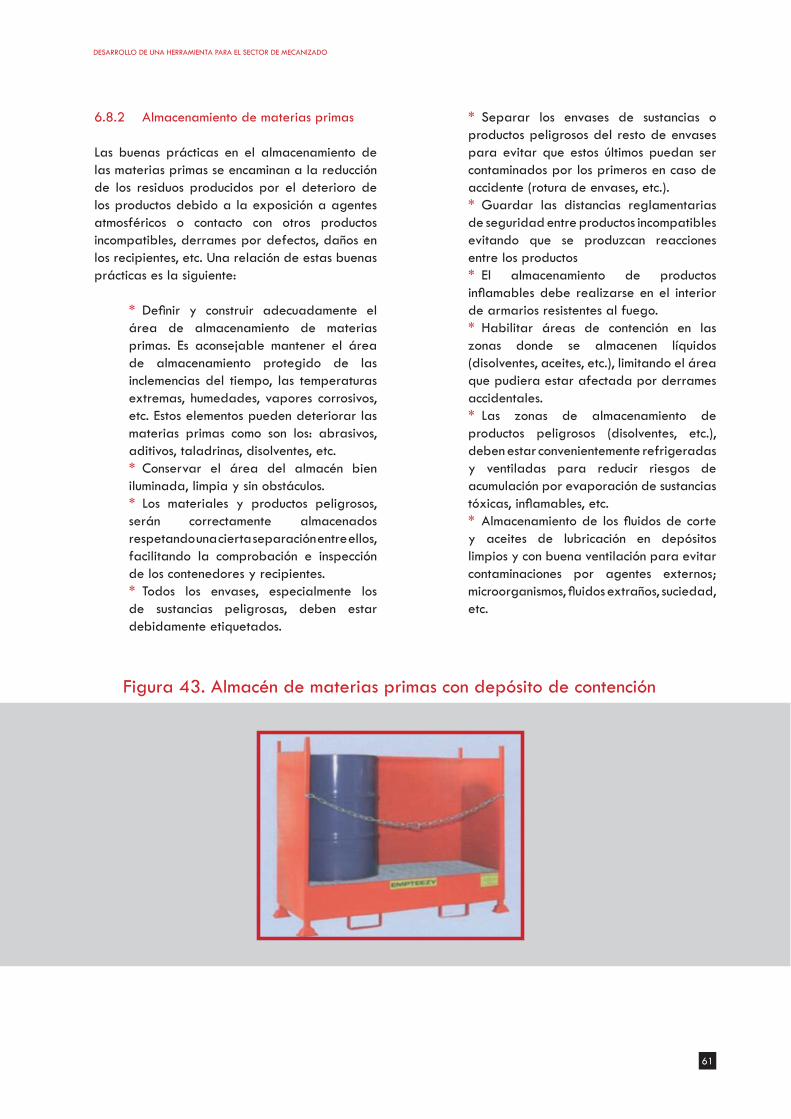
61
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
6.8.2 Almacenamiento de materias primas
Las buenas prácticas en el almacenamiento de las materias primas se encaminan a la reducción de los residuos producidos por el deterioro de los productos debido a la exposición a agentes atmosféricos o contacto con otros productos incompatibles, derrames por defectos, daños en los recipientes, etc. Una relación de estas buenas prácticas es la siguiente:
Definir y construir adecuadamente el * área de almacenamiento de materias primas. Es aconsejable mantener el área de almacenamiento protegido de las inclemencias del tiempo, las temperaturas extremas, humedades, vapores corrosivos, etc. Estos elementos pueden deteriorar las materias primas como son los: abrasivos, aditivos, taladrinas, disolventes, etc.
Conservar el área del almacén bien * iluminada, limpia y sin obstáculos.
Los materiales y productos peligrosos, * serán correctamente almacenados respetando una cierta separación entre ellos, facilitando la comprobación e inspección de los contenedores y recipientes.
Todos los envases, especialmente los * de sustancias peligrosas, deben estar debidamente etiquetados.
Separar los envases de sustancias o * productos peligrosos del resto de envases para evitar que estos últimos puedan ser contaminados por los primeros en caso de accidente (rotura de envases, etc.).
Guardar las distancias reglamentarias * de seguridad entre productos incompatibles evitando que se produzcan reacciones entre los productos
El almacenamiento de productos * inflamables debe realizarse en el interior de armarios resistentes al fuego.
Habilitar áreas de contención en las * zonas donde se almacenen líquidos (disolventes, aceites, etc.), limitando el área que pudiera estar afectada por derrames accidentales.
Las zonas de almacenamiento de * productos peligrosos (disolventes, etc.), deben estar convenientemente refrigeradas y ventiladas para reducir riesgos de acumulación por evaporación de sustancias tóxicas, inflamables, etc.
Almacenamiento de los fluidos de corte * y aceites de lubricación en depósitos limpios y con buena ventilación para evitar contaminaciones por agentes externos; microorganismos, fluidos extraños, suciedad, etc.
Figura 43. Almacén de materias primas con depósito de contención

62
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
7

63
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
*METODOS DE MECANIZADO ALTERNATIVOS
7.1 LASER EN EL PROCESADO DE MATERIALESEl uso del láser en el procesado de materiales está considerado como un proceso de fabricación no convencional en el que la base es utilizar un haz laser como fuente de calor para evaporar, fundir y/o modificar la microestructura del material de la pieza fabricada. Se trata por tanto de un proceso térmico, en el que no existe contacto entre la herramienta y la pieza, este hecho evita la aparición de fuerzas que puedan deformar la pieza que se está trabajando o desgastar útiles o herramientas. Además y a diferencia de otros procesos basados en aporte térmico como pueden ser sistemas de oxicorte o plasma, el láser es capaz de focalizar una gran cantidad de energía en un área muy reducida, por lo que se consigue un doble beneficio:
Mayor densidad de energía que con * otros métodos.
Minimiza la zona afectada por el calor, * consiguiéndose acabados de alta calidad en relación al resto de procesos de aportación térmica.
Se pueden resumir las ventajas del empleo del láser, afirmando que es la fuente de calor más selectiva que existe en la actualidad. Este hecho permite controlar en gran medida la cantidad de energía que se suministra a la pieza y a la zona en la que se está administrando dicha energía. El resultado es que se pueden llevar a cabo operaciones con alto grado de detalle y excelentes acabados superficiales.
Existen diversos tipos de laser con características diferentes, dependiendo del medio activo del resonador y de la forma de excitar este medio activo. Todos ellos emiten una radiación con unas características especificas, que pueden adecuarse a diferentes aplicaciones. Así, y aunque se hayan desarrollado mucho tipos de laser, los utilizados habitualmente en procesos de fabricación industriales se reducen a solo seis tipos. Una idea de las prestaciones y aplicaciones de los tipos de láser más utilizados en el sector de procesado de materiales, se muestra en la siguiente tabla:

64
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
CO2 Nd: YAG excitado con
lámpara
Nd: YAG excitado con
diodos
Diodos de alta potencia
Disco Fibra
Medio de excitación
Gas CO2/corriente electrica
Solido Nd-YAG/lámpara de Kripton
Solido Nd-YAG/láser diodo
Solido.Unión de GaAs/corriente eléctrica
SólidoYb-YAG/laser de diodo
SólidoFibra+Yb/laser de diodo
Longitud de onda
10.6 μm 1.06 μm 0.7-0.96 μm 1.03 μm 1.07 μm
Rango de potencia
100w-20 kw 3w-6kw 100w-20 kw 30w-5 kw 750 w-1.5kw
<10 w-50kw
Calidad del haz
Muy alta Alta (a baja potencia)
Muy alta Pobre Muy alta Muy alta
Principales aplicaciones
Corte de grandes espesoresSoldaduraSinterizadoMarcado
CorteSoldaduraSinterizadoMarcado
CorteSoldaduraSinterizadoMarcado
Tratamiento superficial Soldadura
CorteSoldaduraSinterizadoMarcado
CorteSoldaduraSinterizadoMarcado
Tabla 6. Tipos de láser más utilizados
A las aplicaciones más convencionales del láser, como corte, soldadura y marcado, se suman nuevos campos de aplicación en los que el láser es una herramienta capaz de alcanzar requisitos y propiedades que no se pueden conseguir con otros métodos. El laser ha interrumpido con fuerza en las microtecnologias como pueden ser las aplicaciones con microtaladrado o microcorte. Además el empleo del laser permite acceder a zonas profundas y cavidades que serian prácticamente inaccesibles con otros métodos de tratamiento.
7.2 FABRICACIÓN ADITIVA Las tecnologías aditivas son tecnologías que obtienen los productos aportando material a partir de información virtual (CAD 3D) directamente, sin uso de preformas, es decir, el material se va aportando para generar la geometría por tanto no existe desbaste ni virutas,
todo el material de la fabricación se utiliza para generar la geometría de la pieza objetivo. Además, y no menos importante, el uso de estas tecnologías aporta la gran ventaja de fabricar para el diseño y no diseñar para la fabricación, esto implica que mediante el diseño se puede ahorrar una cantidad considerable de material y utilizar geometrías imposibles de fabricar con otras tecnologías.
Por tanto, para una misma función una pieza fabricada mediante FA estará constituida por el mínimo material posible y esta optimización en la geometría implica directamente ahorro de materia prima y ahorro energético para su procesado.
Las tecnologías aditivas presentan innumerables ventajas con respecto a las convencionales (conformativas y sustractivas) en muchas aplicaciones potenciales donde la fabricación sean de media o baja producción y/o las geometrías a obtener sean de gran complejidad, es para estos fines donde las tecnologías aditivas

65
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
se están imponiendo y cada vez más están siendo una clara alternativa a los demás procesos productivos.
Las ventajas más importantes de fabricación aditiva son:
1. Reducción de tiempo desde la creación del producto hasta su puesta en el mercado, debido a la alta velocidad del proceso para piezas de alta complejidad geométrica, la velocidad de proceso puede alcanzar velocidades de hasta 60 cm3/h en piezas metálicas de aleaciones de alto valor añadido como aleaciones de Titanio (Ti) y Cobalto (Co)2. Personalización de productos con total flexibilidad en el diseño y construcción de un producto. A diferencia de los procesos convencionales, FA puede producir piezas de casi cualquier forma deseada y casi puede estar libre de restricciones de fabricación geométricas.3. Máximo ahorro de material. El material se añade a la pieza a medida que se fabrica, en lugar de extraer material de un bloque macizo. En algunas aplicaciones, especialmente en el sector del metal, ciertos estudios muestran que los residuos de materia prima se reduce hasta un 40% cuando se emplean tecnologías aditivas en lugar de tecnologías de eliminación de material (mecanizado). Además, una alto porcentaje de material sobrante en tecnologías de FA puede ser reutilizado directamente (del 95% al 98% del polvo que no se funde) puede ser reciclado.4. Ausencia de herramientas y/o moldes. La pieza se obtiene directamente de su modelo 3-D CAD; una ventaja adicional es la ausencia casi absoluta de los errores humanos en la producción.5. Densidad final de piezas. A diferencia de otros procesos de pulvimetalurgia, las tecnologías aditivas producen piezas sin porosidad residual con todo lo que ello implica en las propiedades mecánicas.6. Fabricación de estructuras de forma libre. Las tecnologías aditivas son capaces de fabricar canales de forma libre, así como diferentes formas de estructuras tridimensionales.7. Simplificar ensamblajes de piezas en un único componente: Las tecnologías de FA posibilitan la fabricación de piezas muy complejas, por ello algunos productos que actualmente se obtienen mediante la unión de múltiples componentes se pueden diseñar y fabricar medinate FA en un solo componente, este hecho implica un ahorro
fundamental en diseño y montaje de uniones entre componentes.
La Fabricación Aditiva se realiza directamente desde el archivo CAD en el que se almacena un modelo 3-D de pieza. El formato de archivo habitual es STL. El archivo STL se importa en un software específico (como Magics RP ® de Materialise, Viscam ® de Marcam y Netfabb ® de ajuste que están disponibles en el mercado), donde se pre-procesan. La pieza está orientada para la fabricación y se hace una estructura de apoyo para las superficies de la pieza que están hacia abajo. Posteriormente, se generan las secciones transversales de un grosor determinado, conocido como “capas”, a partir de modelo 3-D de la pieza y las estructuras de apoyo (soportes). Las capas se guardan en un archivo específico (SLI, SLC o cualquier otro formato en función de la tecnología patentada). Después de pre-procesamiento, el archivo ‘capeado’ es enviado a la máquina con el fin de “imprimirse” capa a capa.
El proceso de fabricación consiste en dos pasos básicos: de revestimiento (‘coating’) y de cambio de estado del material a procesar. El paso de revestimiento es el proceso de distribución de material, en el que el material se coloca sobre la superficie de trabajo formando una capa muy delgada. El espesor de la capa depende de la tecnología elegida y se encuentra en el rango de 0,03 mm hasta 0,20 mm. El paso de cambio de estado del material se refiere al proceso de impresión/fusión/polimerización (depende la la tecnología utilizada) por la acción de una fuente de energía. El principio activo puede ser una fuente de luz, láser o haz de electrones. Sólo el contorno de una capa y su interior se procesa, y el resto del material se conserva intacto y puede ser reciclado (en función del proceso y material). Las acciones de revestimiento y procesado de capa son sucesivas hasta que todas las capas están procesadas formando una pieza real en 3-D. Una vez finalizada la fabricación de la pieza, ésta se extrae de la cámara de procesado para obtener la geometría objetivo.
Los post-procesos más frecuentes son lijado, pulido, homogeneización, tratamiento térmico (si procede), etc.

66
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
7.3 MECANIZADO CRIOGENICOEl mecanizado criogénico presenta un método innovador de refrigerar la herramienta de corte o/y los puntos críticos de la pieza durante el mecanizado. La refrigeración de la región cortante que experimenta la temperatura más alta durante el proceso evita cambios en la microestructura de la herramienta y esto se manifiesta en mejoras, a menudo notables, en ciertas prestaciones de los materiales destacando, entre otras, la resistencia al desgaste, la vida a fatiga, la conductividad o la estabilidad dimensional.
Como fluido refrigerante se utiliza generalmente nitrógeno el cual es licuado por enfriamiento a -196 ºC (Nitrógeno líquido –LN). El nitrógeno es un gas no combustible y no corrosivo. De hecho, el 78 % del aire que respiramos es el nitrógeno. Durante el mecanizado de las piezas el fluido (LN) se evapora rápidamente volviendo de forma natural a atmósfera, quedando la pieza completamente limpia de impregnaciones de fluidos de corte y no generándose ningún residuo que contamine la máquina herramienta, las virutas o el lugar de trabajo lo que implica eliminación de los gastos relativos a la gestión de fluidos agotados y residuos colaterales. Esto representa una mejora económica importante.
El sistema permite trabajar a velocidades más elevadas que con maquinas de mecanizado convencionales (arranque de viruta), aumentando la productividad y consiguiendo un trabajo de mayor calidad, lo que se traduce en una reducción de los costes de obtención de las piezas.
Puede aplicarse en prácticamente todo tipo de aceros (de construcción, de herramientas, rápidos, pulvimetalúrgicos, inoxidables…), fundición, metal duro, bronce, latón y otras aleaciones de cobre, aleaciones de aluminio, metales y aleaciones especiales, ciertos polímeros, etc.
Algunas ventajas del sistema de mecanizado criogénico serían:
Sistema sostenible (limpio y estanco). Es un * proceso totalmente respetuoso con el medio ambiente ya que, durante su realización, no se genera ningún tipo de vertido o residuo.
Se reduce la necesidad de cambios * de herramientas y útiles de mecanizado, reduciéndose los gastos de mantenimiento y recambio de útiles, causando la productividad más alta.
Aumentó la vida de las herramientas * debido a una inferior la abrasión y eliminación de limpiezas químicas.
Se incrementa la calidad de la superficie * de las piezas que se obtienen con ausencia de degradación mecánica y química.
7.4 ELECTRO EROSIONADO La electroerosión es un proceso de fabricación, también conocido como Mecanizado por Descarga Eléctrica o EDM (Por su nombre en inglés, Electrical Discharge Machining).
El proceso de electroerosión consiste en la generación de un arco eléctrico entre una pieza y un electrodo en un medio dieléctrico para arrancar partículas de la pieza hasta conseguir reproducir en ella las formas del electrodo. Ambos, pieza y electrodo, deben ser conductores, para que pueda establecerse el arco eléctrico que provoque el arranque de material. Básicamente tiene dos variantes:1. El proceso que utiliza el electrodo de forma, conocido como Ram EDM, donde el término ram quiere decir en inglés “ariete” y es ilustrativo del “choque” del electrodo contra la pieza o viceversa (pieza contra el electrodo).2. La que utiliza el electrodo de hilo metálico o alambre fino, WEDM (donde las siglas describen en inglés Wire Electrical Discharge Machining),
7.4.1 Electro erosionado (EDM)
El electroerosionado, también conocido como Mecanizado por Descarga Eléctrica o EDM, es un proceso de fabricación único para lograr complejas configuraciones que son imposibles de obtener de otra forma. Es muy útil para realizar cavidades de moldes, punzones, matrices y todo tipo de mecanizados complejos.
Las ventajas del proceso de electroerosión con electrodo de forma son:

67
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
Al no generar fuerzas de corte como en * los procesos de mecanizado, el torneado y el taladrado, resulta aplicable para materiales frágiles.
Se pueden producir agujeros muy * inclinados en superficies curvas sin problemas de deslizamiento. Así como de elevada relación de aspecto (cociente entre la longitud y el diámetro), es decir, con pequeño diámetro y gran profundidad imposibles con un taladro convencional.
Al ser un proceso esencialmente térmico, * se puede trabajar cualquier material mientras sea conductor
Las tolerancias que se pueden obtener * son muy ajustadas, desde ±0,025 hasta ±0,127 mm.
Es un proceso de fabricación único para * lograr complejas configuraciones que son imposibles de otra forma.
Ahorran en ocasiones la realización de un * acabado rugoso en la pieza por medio de ataques de ácido, pasándose a denominar “Acabado de Electroerosión”. No es un acabado quizás tan perfecto como el que se obtendría con el ataque de ácido pero por costes y plazos resulta satisfactorio en la mayoría de las ocasiones.
7.4.2 Electro erosionado con cable/hilo (WEDM)
Es un desarrollo del proceso anteriormente descrito, más moderno en el que se sustituye el electrodo por un hilo conductor que le confiere mejor movilidad. Las tasas de arranque de material con hilo rondan los 350 cm3/h.
La calidad, material y diámetro del hilo, en conjunción al voltaje y amperaje aplicado, son factores que influyen directamente en la velocidad con que una pieza pueda ser trabajada.
Figura 44. Esquema de electroerosionado con cable
Figura 45. Máquina de electroerosionado
El acabado deseado en el proceso también es un factor a considerar y afecta al tiempo de obtención de la pieza, puesto que el acabado de la pieza puede ser mejorado cuantos más pases semi-repetitivos de corte sean ejecutados sobre la misma superficie de la pieza.
A diferencia de las máquinas de electroerosión con electrodo de forma, en las que la polaridad aplicada puede ser invertida, la polaridad en el proceso de electroerosión con hilo es constante, o sea que la “mesa” o marco donde las piezas son montadas para ser trabajadas es tierra; esto significa que es de polaridad negativa. El hilo, por consiguiente, es el componente mecánico al que la carga positiva es dirigida.
Todas las máquinas reciben un hilo a modo que éste se tensione en forma vertical (axial “Z”), para producir cortes y movimientos en axiales “X” e “Y”. Pero en su mayoría, las máquinas de electroerosión con hilo tienen la capacidad de mover sus componentes para ajustar el hilo vertical y producir un ángulo limitado de corte (axiales “U” y “V”).
Figura 46. Máquina de electroerosionado

68
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
Ventajas del proceso de electroerosión con hilo
No precisa el mecanizado previo del * electrodo.
Es un proceso de alta precisión.* Se pueden conseguir formas complejas* Resultados constantes.* Dependiendo de la capacidad de la *
máquina, el trabajo con alambre puede incluir angularidad variable controlada o geometría independiente (cuarto eje).
Se puede mecanizar materiales * previamente templados y así evitar las deformaciones producidas en el caso de hacer este tratamiento térmico después de terminada la pieza.
7.5 MECANIZADO ELECTROQUÍMICO (ECM). El mecanizado electroquímico se basa en el principio de la electrólisis. Un electrodo es polarizado catódicamente como una herramienta conectada a una fuente de alimentación de corriente continua.
Figura 47. Máquina de mecanizado electroquímico
Figura 48. Máquina de mecanizado electroquímico
La pieza es el otro electrodo y está polarizada anódicamente. En una disolución acuosa de electrolitos se produce una transferencia de carga entre el cátodo y la pieza que hace que la pieza se mecanice. De este modo, los contornos, canales circulares o ranuras pueden realizarse sin
contacto con una precisión máxima. El material residual cae a la solución de electrolitos como hidróxido de metal.
El mecanizado se realiza independientemente del estado estructural del metal. De este modo podrá mecanizarse tanto materiales blandos como duros. Los componentes no se someten a esfuerzos térmicos ni mecánicos.
Existen muchas variantes del mecanizado electroquímico, algunas de ellas son:
Pulido electroquímico: es el mismo * proceso que el MEQ pero sin avance. Con velocidades de electrolito y densidades de corriente menores con lo que se generan superficies de acabado muy fino, con valores de Ra del orden de 0,25 a 0,30 μm.
Taladro electroquímico: se emplea * para producir agujeros de diámetro muy pequeño, para lo que se emplean voltajes elevados y electrolitos ácidos. La herramienta es una boquilla de vidrio estirado con electrodo interior, siendo el intersticio de 0,03 a 0,06 mm. Presenta la ventaja de que se pueden mecanizar simultáneamente múltiples agujeros. En materiales como el Ni y el Co se pueden obtener agujeros de 0,1 a 0,75 mm de diámetro.
Rectificado electroquímico: en este caso * el electrodo es una muela cuyo abrasivo son gránulos de diamante natural en bruto, siendo el aglomerante un metal. La misión

69
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
del abrasivo es aislar las partes metálicas de los electrodos manteniendo el intersticio, barrer los residuos y arrancar viruta si la muela se pone en contacto con la pieza. Este proceso se aplica casi con exclusividad al afilado de herramientas de metal duro.
Desbarbado electroquímico: la pieza * a desbarbar se introduce en un tambor rotatorio aislado eléctricamente que contiene dos electrodos de corriente, añadiéndose al electrolito unas esferas de grafito que se cargan por introducción gracias a los electrodos, con lo que adquieren un potencial eléctrico suficiente de un lado a otro del intersticio esfera-pieza para provocar el mecanizado electroquímico. Como la densidad de corriente en los salientes de las rebabas es mayor que en las superficies lisas de la pieza, las primeras se eliminan preferentemente, produciéndose un pequeño cambio dimensional en la pieza.
Entre las principales ventajas del mecanizado electroquímico se pueden destacar:
Bajo desgaste de herramientas (cátodo), * lo que supone una buena base para la calidad de superficies en la fabricación en serie de hasta Ra 0,05
Mecanizado de precisión * Sin efectos térmicos y mecánicos *
negativos sobre las piezas y, por lo tanto, sin modificaciones en la estructura del material
Sin efectos sobre las características del * material
La dureza, resistencia y características * magnéticas no se modifican
Elaboración de contornos más pequeños * y delgados
Alta precisión de repetición de la * estructuración de superficies
Proceso de fabricación más sencillo y * eficiente, sin trabajos posteriores como desbarbado o pulido
Desbaste / acabado / pulido en una * sola operación
Mecanizado de superaleaciones * Mecanizado simultáneo de macro y *
microestructuras
7.6 MECANIZADO POR HAZ DE ELECTRONES (EBM, Electro Beam Machining)El proceso se basa en la generación de un haz de electrones que se dirige, usando campos magnéticos, sobre la pieza a mecanizar. Cuando los electrones chocan con el metal, se genera calor que vaporiza la superficie metálica. Este proceso se emplea en mecanizado de superficies, soldadura, templado, etc. Esta técnica es adecuada para realizar ranuras ranuras estrechas y realizar pequeños orificios de alrededor 100 μm.
EBM presenta las siguientes ventajas respecto a otras tecnologías:
Gracias a la habilidad de procesar * directamente geometrías complejas, la tecnología EBM es ideal para la fabricación directa de piezas complejas en volúmenes pequeños.
El proceso permite la personalización de * las piezas y la construcción de geometrías imposibles de realizar con otras tecnologías de fabricación, lo cual proporciona mayores capacidades y valor añadido al cliente.
7.7 RECTIFICADO POR IMPACTO ULTRASÓNICO (USM)El rectificado por impacto ultrasónico consiste en hacer vibrar a la herramienta a frecuencia ultrasónica y mediante los abrasivos sueltos que están en contacto con la pieza, provocan la rotura frágil en la superficie. Por tanto sólo es aplicable a materiales como el vidrio, cerámicos, el silicio o grafito.

70
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
Figura 49. Máquina de rectificado por impacto ultrasónico
Comparado con el mecanizado por ultrasonidos tradicional, los beneficios que destacan se podrían resumir en los siguientes aspectos:
Es 10 veces más rápido.* Resulta más fácil taladrar pequeños *
agujeros y su precisión mejora notablemente.
Se produce menor presión en la * herramienta y menor tasa de desgaste.
No es necesario emplear fluido * abrasivo.
Comparado con el rectificado, las ventajas son las siguientes:
Produce menores fuerzas de corte (65%-* 70%) y desgaste de herramienta.
Se mejora la rugosidad superficial * (29%).
No se produce zona afectada * térmicamente, ni alteraciones químicas en la superficie de la pieza.
Se crea una capa de tensiones * residuales de compresión que podrían aumentar la vida a fatiga del componente mecanizado.

71
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO

72
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
8
73
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
*SELECCIÓN DE LAS ESTRATEGIAS DE ECODISEÑO
Para facilitar la toma de decisiones en la implantación de una estrategia de ecodiseño concreta, se pueden responder a las sigueinte preguntas:
¿Son necesarios nuevos controles * analíticos?.
¿ Hace falta un mantenimiento * adicional?.
¿ Precisa cambios en las materias primas * o auxiliares?.
¿Hay que adquirir nuevos equipos de * proceso u otras instalaciones auxiliares?.
¿ Cómo afecta al producto final?.* ¿Hay que formar al personal?.* ¿Interfiere con otros procesos?.* ¿Cómo afecta al mercado?.* ¿Requiere consumos energéticos o de *
agua?.
Partiendo de la descripción obtenida de cada opción se realizará un estudio de viabilidad que comprenderá el análisis de viabilidad técnica, medioambiental y económica.
8.1 ESTIMACIÓN DE LA VIABILIDAD TÉCNICAEn este apartado es donde se debe tener en cuenta el proceso afectado, las materias primas, productos, etc. Por lo tanto para realizar la estimación de la viabilidad técnica de la estrategia a implantar se tendrá en cuenta lo siguiente:
La evaluación de los efectos que tendrá * el cambio sobre el proceso y sobre el producto: capacidad de fabricación, tiempo requerido de interrupción de la producción, efectos sobre la calidad del producto, etc.
En el caso de necesitar nuevas materias * primas o auxiliares, habrá que definir sus especificaciones técnicas y comprobar que están disponibles en el mercado.
El análisis del efecto que la modificación * tiene sobre el número de personal requerido.
La formación extra que necesita el * personal
Necesidades extra de la nueva * instalación/procedimiento en términos de mantenimiento, capacidad de almacenamiento, control de calidad, servicios de laboratorio, consumos de agua o electricidad, etc.
Calendario aproximado de implantación * y puesta en marcha de la opción.
Se debería estudiar si la alternativa * conlleva cambios en la normativa de aplicación (es decir, si legislación que previamente no era de aplicación a la empresa, con esta opción pasará a serlo), si son necesarios permisos o licencias y si es legalmente posible.
Habrá que definir el tipo de tecnología * necesaria, si son necesarios nuevos equipos de proceso o instalaciones auxiliares (compresores, circuitos de refrigeración,...). Asimismo se tendrá que pensar dónde se quiere o se pueden ubicar dichos equipos en caso de que sean necesarios.

74
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
8.2 ESTIMACIÓN DE LOS EFECTOS MEDIOAMBIENTALESEn esta etapa se analizará el beneficio ambiental, que incluye la estimación de la reducción cuantitativa y cualitativa de las corrientes residuales por la aplicación de la estrategia de ecodiseño que se está evaluando, y sus repercusiones sobre otras corrientes residuales.
Se analizarán las ventajas e inconvenientes con respecto a la repercusión medioambiental que va a suponer la aplicación de cada alternativa, se tendrán en cuenta:
Disminución o eliminación de algún * impacto ambiental (residuos, emisiones, vertidos de aguas residuales, etc.)
Adaptación a actuales y futuras * reglamentaciones. La legislación medioambiental es cada vez más exigente y restrictiva, adaptarse pronto es ahorrar tiempo después.
Disminución en el riesgo de accidentes * (materias primas con menor peligrosidad, reducción de la transferencia de materiales, etc.)
Reducción en el consumo de energía, * agua u otros recursos naturales.
Mejora de las relaciones con el entorno, * administración, vecinos, clientes.
Refuerzo de la imagen de la empresa y * sus productos.
Mejora de las relaciones con los * empleados.
8.3 VIABILIDAD ECONÓMICAUna vez realizado el estudio de la viabilidad técnica y medioambiental de la estrategia se debe evaluar de manera económica ésta. Para ello el primer paso es determinar minuciosamente las inversiones requeridas y por otro lado los ahorros ligados a la opción realizando la comparación con el proceso actual.
Además, la valoración de estrategias de ecodiseño para cada residuo debe tener en cuenta los efectos colaterales que su implantación genere en el conjunto de la industria, en la medida que puedan afectar al proceso productivo y a los costes de materias primas o auxiliares.
Para analizar la viabilidad económica el procedimiento que debe seguirse es el siguiente:
1. Determinar las inversiones, ingresos y gastos, que representa seguir con el sistema que se utiliza en la actualidad en la planta, y que se vería afectado por las alternativas propuestas. Con esto, se conoce el flujo de caja que le supondrá a la empresa mantener la estrategia de ecodiseño actualmente utilizada.
2. Análogamente para cada uno de los proyectos de minimización cuya rentabilidad se desea conocer.
3. Calculo del ahorro asociado a esa alternativa.
4. Aplicar cualquiera de los procedimientos habitualmente utilizados en el cálculo de rentabilidad de inversiones: el periodo de retorno, el valor actual neto o la tasa interna de rentabilidad; al flujo de caja diferencial obtenido en el apartado precedente.
8.3.1 Inversiones y costes derivados
Para poder calcular la inversión que la empresa va a realizar en cada alternativa propuesta y de esta manera realizar la estimación económica se debe tener en cuenta una serie de partidas en la inversión y costes derivados. A continuación se exponen aquellas partidas que deben contemplarse en el cálculo de la inversión:

75
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
Concepto Descripción
Equipos / Maquinaria precio / impuestos, seguros, derechos de aduana / recambios / transporte
Obra civil demolición, desmontaje / edificios y accesos /materiales eléctricos / tuberías / aislamientos/ suministrador / contratista / montador / dirección de obra / equipo propio
Instalaciones auxiliares (Agua, luz, aire a presión,...)
electricidad, gasoil / vapor / refrigeración y agua para refrigeración / agua para procesos / planta de aire / gas inerte
Legalización de la instalación (incluidos gastos de asesorías, consultorías,...)
Compra de patentes/ tasas administración/ legalizaciones/ consultorías/ ingenierías
Puesta en marcha y formación suministrador / contratista / montador / entrenamiento / pruebas pilotoFormación personal
Otros (transporte, etc.) Imprevistos
Equipos e instalaciones % Años
Instalaciones anticontaminantes 15 14
Instalaciones eléctricas: líneas y redes de distribución, centros de transformación,...
8 25
Instalaciones eléctricas: grupos electrógenos y auxiliares 10 20
Tratamiento de fluidos: aire, aire acond., humidificación,... 12 18
Red de distribución de fluidos 5 40
Depósitos y tanques de almacenamiento 4 50
Equipos para tratamiento de la información 25 8
Tabla 6. Partidas que deben contemplarse en el cálculo de la inversión
Tabla 7. Amortización de equipos e instalaciones más comunes
En este apartado también se deben tener en cuenta la amortización de equipos e instalaciones. La amortización se calcula como la inversión total dividida entre los años de vida del equipo. Existen tablas de amortización facilitadas por hacienda que proporcionan el tiempo máximo a amortizar el equipo o el porcentaje máximo de
amortización para que la empresa que quiera amortizar el equipo antes o a más largo plazo lo pueda hacer. A continuación, a modo de ejemplo se muestra la tabla de amortización de algunos equipos e instalaciones más comunes.

76
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
8.3.2 Comparación con el proceso actual
La comparación económica de la nueva situación respecto a la inicial contemplará las nuevas Entradas y Salidas de la etapa modificada.
En el caso de cambios en materias primas, materias secundarias o auxiliares que actualmente se están utilizando, habrá que definir nuevas especificaciones de las mismas. En este caso se realizará un nuevo cuadro resumen con los nuevos costes de materias primas, consumos y gestión de residuos.
Si se trata de cambios en los equipos e instalaciones habrá que definir los nuevos equipos que se necesiten, dónde se deben emplazar, como va a afectar a los procedimientos de fabricación actuales, qué tipo de servicios (agua, aire comprimido, electricidad, gasoil, etc.) se necesitarán y qué experiencia contrastada existe en la utilización de los mismos. Esta información formará parte de las especificaciones técnicas de la alternativa.
8.3.3 Estimación justificada del ahorro
El siguiente paso a la comparación de la situación actual con la nueva situación que contempla la estrategia será la elección de las mismas teniendo en cuenta los resultados obtenidos en los anteriores pasos teniendo indicadores tanto medioambientales como económicos a la hora de seleccionar las estrategias adecuadas:
La estrategia debe llevar implícita una * reducción en los residuos generados, en los contaminantes vertidos o emitidos a la atmósfera, en los consumos de agua o energía o en las materias primas peligrosas respecto a la etapa original.
Además también se evaluarán los ahorros * obtenidos de la implantación en la etapa. Los ahorros económicos se calculan como la diferencia entre los costes de la etapa original y la etapa modificada teniendo en cuenta la inversión realizada. Otros ahorros a tener en cuenta son las posibles subvenciones fiscales, imagen corporativa de la empresa, etc. Esta información se recopilará en tablas resúmenes como la siguiente que permitirán la elección de estrategias más idóneas.
Etapa Estrategias Reducción de impactos ambientales
Ahorro
Etapa 1Estr. 1 €
Estr. 2 ... €
Etapa 2Estr. 1 €
Estr. 2 ... €
Tabla 8. Tabla resúmen para selección de estrategias
En aquellas estrategias que se obtenga un ahorro económico además de una minimización de los impactos ambientales se realizará la estimación de viabilidad económica.
8.3.4 Estimación de la viabilidad económica
Para poder realizar el estudio de viabilidad económica se deben definir previamente una
serie de indicadores que van a ayudar a realizar la evaluación económica de manera sencilla y lo más completa posible.
Los parámetros que van a servir para realizar esta estimación serán los siguientes:
Periodo de Retorno de la Inversión (PR):* el tiempo necesario para recuperar la

77
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
i: Tasa de descuento en tanto por uno, tipo de interés (es el coste del dinero para la empresa, o el coste de oportunidad de sus recursos financieros)
n: número de años de vida útil de la inversión analizada
CF: Cash-flow anual extra
Valor actualizado equivalente por año durante n años con una tase de descuento de i% (existen tablas para buscar el valor correspondiente)
Se obtiene restando, a la suma de todos los cash-flows anuales actualizados que genera el proyecto la inversión inicial. Para actualizar los cash-flows es preciso fijar una tasa de descuento, que representa el interés mínimo que la empresa está dispuesta a aceptar a la hora de invertir su capital. Es decir, el mejor interés que se puede conseguir a la hora de invertir ese dinero en cualquier otro sitio, lo que comúnmente se denomina coste de oportunidad del dinero.
PR > 10 años, opción poco interesante económicamente
3<PR<10, analizar con mayor exactitud con otros indicadores
PR < 3 años, opción muy interesante económicamente
inversión inicial mediante los ahorros anuales que se consiguen con el mismo. También se define como el tiempo necesario para que el flujo de caja diferencial acumulado compense la inversión realizada para el proyecto.
El cash-flow anual extra* o flujo de caja diferencial acumulado (CF) representa el ingreso extra en “caja” que el proyecto genera anualmente. Se calcula a partir del ahorro bruto anual, restándole al mismo la amortización anual del capital invertido. Con ello se obtiene el beneficio antes de impuestos y, tras descontarle los impuestos, el beneficio después de impuestos. Es decir, es el ahorro neto imputable a la implantación de la alternativa propuesta en comparación con el actual proceso productivo. De esta manera el empresario puede conocer el momento a partir del cual los cambios introducidos en su empresa empezarán a generar beneficios netos.
CASH-FLOW ANUAL EXTRA = Beneficio neto + (Inversión/Periodo
de Amortización)
El Periodo de Retorno se valorará como económicamente atractivo cuando sea inferior a tres años. Si el PR es superior a 10 años la alternativa propuesta se estima como poco atractiva y desde el punto de vista económico debería ser desestimada.
Si este PR fuese superior a tres años, la empresa debería profundizar en el análisis económico con las herramientas que se exponen a continuación:
Valor Anual Neto (VAN):* Representa los beneficios que se generarán durante la vida de la inversión, el dinero que vamos a ganar con la alternativa. Ha de ser, por lo tanto, positivo y cuánto más alto sea su valor más favorable será la opción considerada.
Con los datos obtenidos en puntos anteriores, como el Cash-Flow, la inversión neta y la tasa interna de descuentos, que debe ser marcada por la empresa, podemos pasar a calcular el Valor Actual Neto. La fórmula aplicada es la siguiente:
PR = (CAPITAL INVERTIDO)/(CASH-FLOW ANUAL EXTRA)
VAN =CF
(1+i)´- Inversión
n
j=1∑
1(1+i)´
n
j=1∑

78
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
donde n , CF y son las
mismas variables anteriores.
Se puede resolver esta ecuación con una aproximación bastante buena interpolando linealmente entre los valores negativos y positivos del VAN en el entorno del punto VAN = 0. Para ello basta con aplicar la siguiente fórmula matemática:
Tasa interna de rentabilidad (TIR): * Representa el tipo de interés que se percibe, durante la vida de la inversión, por la inmovilización del capital invertido. Cuanto mayor sea, más atractiva será la inversión.
Es el interés al cual el valor actualizado de los beneficios diferenciales acumulados cada año iguala el valor de la inversión realizada. Lo calculamos igualando el VAN a cero:
0 =CF
(1+TIR)´- Inversión
n
j=1∑
TIR = i1+VP(i2-i1)
VP (VP+VN)
1(1+i)´
n
j=1∑
donde:
VP: Valor positivo del VAN más próximo al punto VAN=0VN: Valor negativo del VAN más próximo al punto VAN=0 En la ecuación se introduce con signo positivoi1: Tasa de descuento (en %) para la que el VAN es positivo (VP)i2: Tasa de descuento (en %) para la que el VAN es positivo (VN)
Para que la opción valorada sea rentable, el TIR debe ser como mínimo igual al mejor interés que se obtendría invirtiendo ese dinero en otro sitio, por ejemplo cuna cuenta bancaria.

79
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO

80
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
9

81
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
*PROTOCOLO PARA LA INTRODUCCIÓN DE ESTRATEGIAS DE ECODISEÑO EN PROCESOS DE MECANIZADO
La aplicación del ecodiseño en los procesos de mecanizado es un hecho que cobra cada vez mayor importancia, ya que permite reducir impactos ambientales, mejorar el proceso, obtener ahorros potenciales, aumentando la rentabilidad de la empresa.
El protocolo de actuación desarrollado en la presente guía permite entre otros:
Conocer los aspectos ambientales de la * empresa
Estimular la aplicación de ideas * innovadoras basadas en estrategias de ecodiseño
Crear ventajas competitivas* Reducir costes*
El protocolo se muestra en forma de formulario simple con preguntas asertivas. Cada pregunta tiene una puntuación SI-1; NO-0. La puntuación total del cuestionario permitirá conocer el grado de implantación ambiental de técnicas de reducción de impactos.

82
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
10

83
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
*PROTOCOLO
Nombre empresa Sector actividadDescripción actividad Persona de contacto CargoDirección Código postal Localidad Teléfono Fax E-mail Página web
15.- Plazo de ejecución, Corto plazo (CP) la medida se ejecutará en menos de un año, Medio plazo (MP) la medida se ejecutará entre uno y dos años, Largo plazo (LP), la medida se ejecutará a partir del tercer año
CUESTIONARIO Plazo de ejecución15
1.¿La máquina está compuesta por material plástico, fibra de vidrio o metales ligeros (aluminio, titanio,etc.)? Si □ No □
C.P.
M.P.
L.P.
2.¿ La máquina lleva incorporado un sistema de stand-by?
Si □ No □
C.P.
M.P.
L.P.
3.¿Dispone la máquina de módulos regenerativos para aprovechar la energía mecánica de los ejes y motores en energía eléctrica? Si □ No □
C.P.
M.P.
L.P.
4.¿El sistema de fijación de la herramienta es eléctrico?
Si □ No □
C.P.
M.P.
L.P.
5.En relación al sistema hidráulico, ¿Dispone de acumuladores hidráulicos, abrazaderas hidráulicas o válvulas de control de la presión? Si □ No □
C.P.
M.P.
L.P.
6. ¿Se paran los compresores siempre que no haya demanda de aire?
Si □ No □
C.P.
M.P.
L.P.
IDENTIFICACIÓN DE LA EMPRESA
CUESTIONARIO
RED
UC
CIÓ
N D
E EN
ERG
IA
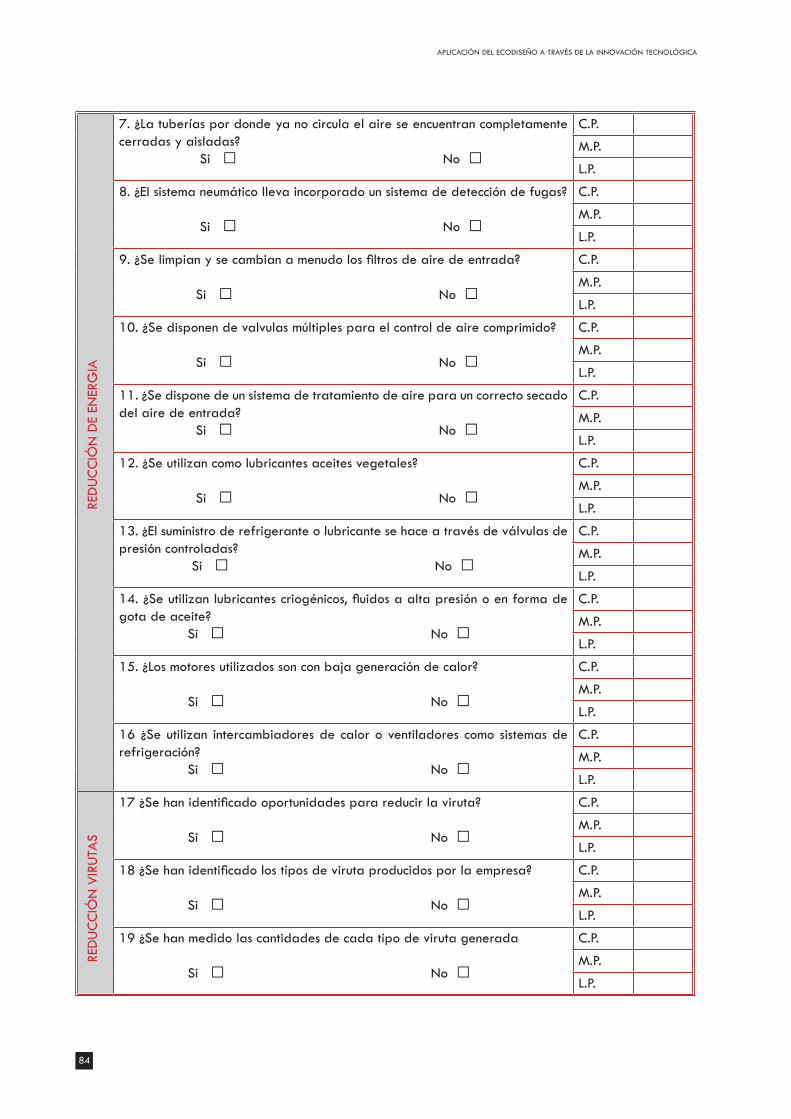
84
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
7. ¿La tuberías por donde ya no circula el aire se encuentran completamente cerradas y aisladas? Si □ No □
C.P.
M.P.
L.P.
8. ¿El sistema neumático lleva incorporado un sistema de detección de fugas?
Si □ No □
C.P.
M.P.
L.P.
9. ¿Se limpian y se cambian a menudo los filtros de aire de entrada?
Si □ No □
C.P.
M.P.
L.P.
10. ¿Se disponen de valvulas múltiples para el control de aire comprimido?
Si □ No □
C.P.
M.P.
L.P.
11. ¿Se dispone de un sistema de tratamiento de aire para un correcto secado del aire de entrada? Si □ No □
C.P.
M.P.
L.P.
12. ¿Se utilizan como lubricantes aceites vegetales?
Si □ No □
C.P.
M.P.
L.P.
13. ¿El suministro de refrigerante o lubricante se hace a través de válvulas de presión controladas? Si □ No □
C.P.
M.P.
L.P.
14. ¿Se utilizan lubricantes criogénicos, fluidos a alta presión o en forma de gota de aceite? Si □ No □
C.P.
M.P.
L.P.
15. ¿Los motores utilizados son con baja generación de calor?
Si □ No □
C.P.
M.P.
L.P.
16 ¿Se utilizan intercambiadores de calor o ventiladores como sistemas de refrigeración? Si □ No □
C.P.
M.P.
L.P.
17 ¿Se han identificado oportunidades para reducir la viruta?
Si □ No □
C.P.
M.P.
L.P.
18 ¿Se han identificado los tipos de viruta producidos por la empresa?
Si □ No □
C.P.
M.P.
L.P.
19 ¿Se han medido las cantidades de cada tipo de viruta generada
Si □ No □
C.P.
M.P.
L.P.
RED
UC
CIÓ
N D
E EN
ERG
IARE
DU
CC
IÓN
VIR
UTA
S

85
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
20 ¿Se dispone de diferentes depósitos para cada tipo de viruta?
Si □ No □
C.P.
M.P.
L.P.
21 ¿Se lleva un control del vaciado de los depósitos cuando cambia el tipo de metal de la viruta almacenada? Si □ No □
C.P.
M.P.
L.P.
22 ¿Existen dispositivos de recogida de los fluidos de corte procedentes de las virutas? Si □ No □
C.P.
M.P.
L.P.
23 ¿Los contenedores de viruta están cubiertos para prevenir que la lluvia provoque la contaminación de los mismos? Si □ No □
C.P.
M.P.
L.P.
24 ¿Existe en la empresa personal encargado de la gestión de la viruta generada? Si □ No □
C.P.
M.P.
L.P.
25 ¿El personal encargado revisa que la viruta se separe en función de la forma y tamaño? Si □ No □
C.P.
M.P.
L.P.
26 ¿Los depósitos de almacenaje de viruta son estancos?
Si □ No □
C.P.
M.P.
L.P.
27 ¿Se lleva un control de la contaminación en el área de almacenamiento de las virutas? Si □ No □
C.P.
M.P.
L.P.
28 ¿Se están empleando métodos de mecanizado alternativos que no supongan la creación de formas por eliminación de viruta? Si □ No □
C.P.
M.P.
L.P.
29 ¿Se llevan a cabo procedimientos adecuados para el tratamiento y gestión de de los fluidos de corte? Si □ No □
C.P.
M.P.
L.P.
30 ¿Se controla el estado de los fluidos de corte?
Si □ No □
C.P.
M.P.
L.P.
31 ¿Se lleva a cabo un control de las cantidades consumidas de los fluidos de corte Si □ No □
C.P.
M.P.
L.P.
32 ¿Existe un control centralizado de los fluidos de corte?
Si □ No □
C.P.
M.P.
L.P.
RED
UC
CIÓ
N V
IRU
TAS
FLU
IDO
S D
E C
ORT
E

86
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
33 ¿Existen sistemas de recuperación y/o mantenimiento de fluidos de corte?
Si □ No □
C.P.
M.P.
L.P.
34 ¿Se utilizan procesos de lubricación alternativos (microlubricación, mecanizado criogénico, etc) que no supongan la generación de residuos de fluidos de corte? Si □ No □
C.P.
M.P.
L.P.
35 ¿Disponen las máquinas de carenados de protección?
Si □ No □
C.P.
M.P.
L.P.
36 ¿Existe algún sistema para la captación y depuración de nieblas de aceites? Si □ No □
C.P.
M.P.
L.P.
37 ¿Se separan los diferentes materiales adsorbentes utilizados en la empresa? Si □ No □
C.P.
M.P.
L.P.
38 ¿Se reutilizan los trapos sucios?
Si □ No □
C.P.
M.P.
L.P.
39 ¿Se tiene en cuenta que los aditivos del aceite sean lo menos contaminantes posibles? Si □ No □
C.P.
M.P.
L.P.
40 ¿Se lleva a cabo el control del desgaste del aceite hidráulico?
Si □ No □
C.P.
M.P.
L.P.
NIE
BLA
SM
ATER
IAL A
DSO
RBEN
TEAC
EITE
HID
RÁU
LIC
OFL
UID
OS
DE
CO
RTE
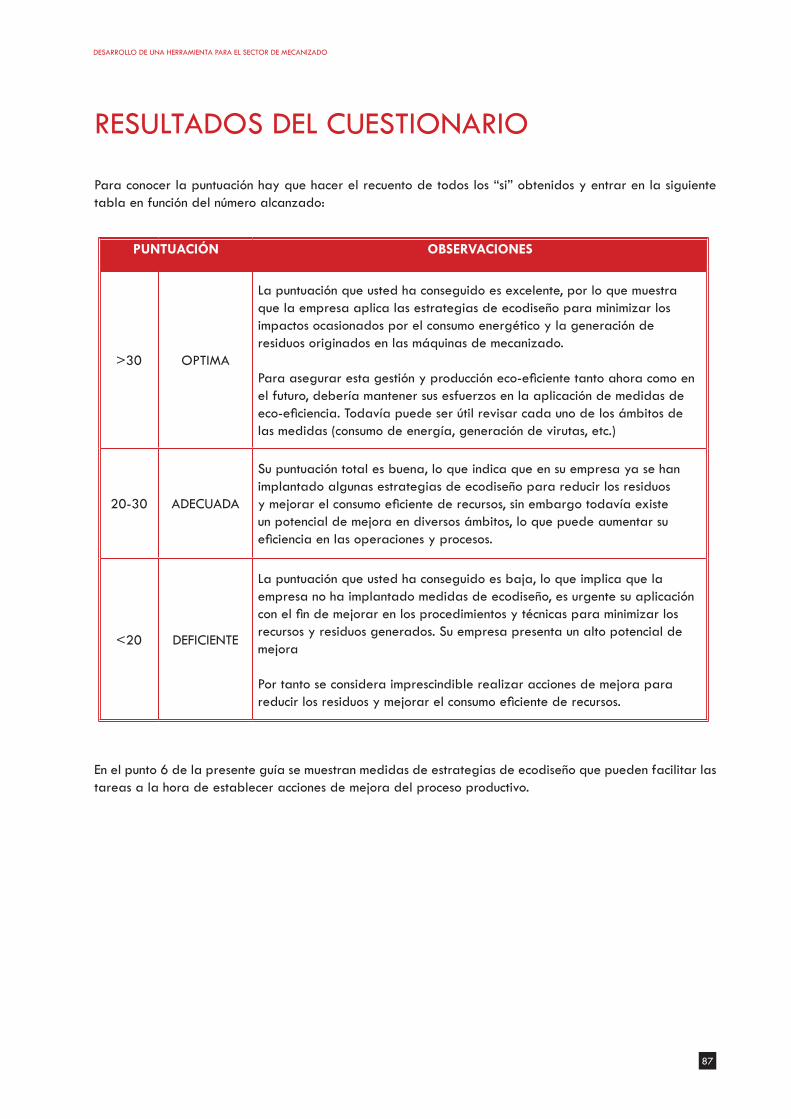
87
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
RESULTADOS DEL CUESTIONARIO
Para conocer la puntuación hay que hacer el recuento de todos los “si” obtenidos y entrar en la siguiente tabla en función del número alcanzado:
PUNTUACIÓN OBSERVACIONES
>30 OPTIMA
La puntuación que usted ha conseguido es excelente, por lo que muestra que la empresa aplica las estrategias de ecodiseño para minimizar los impactos ocasionados por el consumo energético y la generación de residuos originados en las máquinas de mecanizado.
Para asegurar esta gestión y producción eco-eficiente tanto ahora como en el futuro, debería mantener sus esfuerzos en la aplicación de medidas de eco-eficiencia. Todavía puede ser útil revisar cada uno de los ámbitos de las medidas (consumo de energía, generación de virutas, etc.)
20-30 ADECUADA
Su puntuación total es buena, lo que indica que en su empresa ya se han implantado algunas estrategias de ecodiseño para reducir los residuos y mejorar el consumo eficiente de recursos, sin embargo todavía existe un potencial de mejora en diversos ámbitos, lo que puede aumentar su eficiencia en las operaciones y procesos.
<20 DEFICIENTE
La puntuación que usted ha conseguido es baja, lo que implica que la empresa no ha implantado medidas de ecodiseño, es urgente su aplicación con el fin de mejorar en los procedimientos y técnicas para minimizar los recursos y residuos generados. Su empresa presenta un alto potencial de mejora
Por tanto se considera imprescindible realizar acciones de mejora para reducir los residuos y mejorar el consumo eficiente de recursos.
En el punto 6 de la presente guía se muestran medidas de estrategias de ecodiseño que pueden facilitar las tareas a la hora de establecer acciones de mejora del proceso productivo.

88
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
PLAN DE ACCION
A continuación se muestra una plantilla para indicar la prioridad de las medidas en función del plazo de ejecución:
MEDIDAS A IMPLANTAR
A …
ÁMBITO DE LA MEDIDA16
MEDIDA A EJECUTAR
Corto plazo
Medio plazo
Largo plazo
16.- Ambito de la medida. Reducción del consumo de energía, reducción o eliminación de virutas, reducción o eliminación de fluido de corte, reducción o eliminación del material absorbente, reducción o eliminación del aceite hidráulico

89
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO

90
APLICACIÓN DEL ECODISEÑO A TRAVÉS DE LA INNOVACIÓN TECNOLÓGICA
11

91
DESARROLLO DE UNA HERRAMIENTA PARA EL SECTOR DE MECANIZADO
*
11
BIBLIOGRAFIA
1. AFM. Asociación Española de Fabricantes de Máquinas Herramienta. La industria de Máquinas – Herramienta. España. 20112. ICEX. Spain: The machine tool sector. 20063. Nancy Diaz. Design and Operation Strategies for Green Machine Tool Development. LMAS. UC Berkeley. 20104. Nancy Diaz. Strategies for Minimum Energy Operation for Precision Machining. LMAS. UC Berkeley. 20095. Daeyoung Kong. Software-based tool path evaluation for environmental sustainability. LMAS. UC Berkeley. 20116. Franci Pusavec. Sustainable Machining Process-Myth or Reality. Strojarstvo 52 (pag 197-204). 20107. Fraunhofer. Energy-Using Product Group Analysis. Lot 5. Machine tools and related machinery. 20118. A.A. Muñoz. An analytical approach for determining the enviromental impact of machining processes. Journal of Materials Processing Technology. 53. 736-758. 19959. Rafael Enparantza. A life cycle cost calculation and management system for machine tools. 13th CIRP International Conference on Life Cycle Engineering. 200610. Environmental Technology Best Practice Programme. Bechnmarking the consumption of metal cutting fluids. 199911. David Dornfeld. Sustainable Manufacturing- Greening Processes, Systems and products. LMAS. UC Berkeley. 201012. Janez Kopac. Achievements of sustainable manufacturing by machining. Journal of Achievments in Materials and Manufacturing Engineering. Volume 34. Issue 2. June 200913. Envirowise. Sustainable manufacturing, a signposting guide for metal machining companies. 200414. Environmental Technology Best Practice Programme. Reducing costs through effective swarf management. 200015. Envirowise. Cost savings from improved swarf and materials management. 199916. Krueger. New Technology in Metalworking fluids and grinding wheels achieves tenfold improvement in grinding performance. Coolant / lubricants for metal cutting and grinding conference. 200017. IHOBE. Libro blanco para la minimización de residuos y emisiones. Mecanizado de metal. 200018. Correa Anayak. Environmental Product Declaration (EPD). Bed-type milling machines range. 2011.19. David Dornfel. Technology wedges fro implementing green manufacturing. LMAS. UC Berkeley. 200720. Nancy Diaz. Environmental Analysis of milling machine tool use in various manufacturing environments. LMAS. UC Berkeley. 201021. Nancy Diaz. Energy Consumption Characterization and reduction strategies for milling machine tool use. LMAS. UC Berkeley. 201122. Jeffrey B. Dahmus. An environmental analysis of machining. Proceedings of IMECE2004. 2004 ASME Internation Mechanical Engineering Congress and RD&D Expo.23. Devi Kalla. MR4 Turning Process. Unit Process Life Cycle Inventory. 200924. J. Zulaika. Integrated process-machine approach for designing productive and eco-efficient machine tools. Fatronik-tecnicalia. 2010.


AIMME diciembre 2011
*
